warehousing 1 - 2
DESCRIPTION
WarehousingTRANSCRIPT
1. Managing Warehouse Receiving and Storing Operations
1.1 Learning Outcomes Learning Outcomes Assessment Criteria
The learner will: The learner can: 01.01. Be able to produce a plan for 01.01.1. Describe the relative quantities
the daily receipt and storage of and mix of goods and explain inbound goods why these vary on a daily and
weekly basis
01.02. Be able to allocate the necessary labour and other resources to meet the requirements defined in the above plan
01.02.1. Describe the methods of evaluating necessary labour and other resources required and explain how these resource requirements might be met
01.03. Be able to describe how this plan may need to be modified at a short notice to meet contingencies
01.03.1. Explain the factors that may arise that may require the plan to be amended
01.03.2. Explain how the plan would be amended in order to meet these requirements
01.04. Know the factors which effect the correct positioning of goods warehouse, and the information needed to position them correctly
01.04.1. Explain picking frequency and type of goods and how they indicate the optimum storage criteria
01.05. Understand the controls that are needed to ensure that goods are stored safely and securely
01.05.1. Explain what conditions affect safe and secure storage
01.05.2. Diagnose the controls that are needed to preserve the goods condition, and security in the warehouse
01.06. Understand the controls that are 01.06.1. Give examples of put away needed to ensure that goods methods in the warehouse are stored safely and securely 01.06.2. Explain how different methods
of put away are selected
AO/QUA/0047 - V1 15
1.2 Why Warehouses?
Have you wondered why there are so many warehouses around the
country, many of which are extremely large and with thousands of pallets in
store?
Warehouses exist because there is a need to satisfy demand from
customers further down the supply chain; notably, this demand cannot
always be satisfied direct from the factory in time without a buffer.
Essentially, there is a difference between the time that customers demand
products and the time that it takes to manufacture and supply the
products.
A warehouse is a temporary storage location for inventory, which
ultimately acts as a buffer to smooth out differences between the supply and
demand for goods and services. The storage of inventory is one of the major
purposes of a warehouse—although it is not the only purpose today as we
shall find later in the unit. Warehouses can also act as ‘hubs’ where goods can
be received, sorted and subsequently directed to the next stage in the supply
chain.
1.2.1 Warehouse Location
There are several factors that influence the decisions concerning where to
locate a warehouse facility. These include:
The geography of the country,
The positioning of the major towns and cities, which is a key driver in the
location of many warehouses, and
The need to reduce transportation costs—and therefore carbon
emissions—as much as possible with the use of bulk transport to a
centralised location and then smaller and shorter loads to the local
areas.
16 AO/QUA/0047 - V1
Another factor that may influence the location is closeness or nearness
to customers or suppliers. An organisation wishing to provide a high
service level to the market will consider locating warehouses as close to
the market as possible so as to reduce the lead times. Similarly a
manufacturing organisation may consider locating as close to supply
sources to ensure a continuous flow of raw materials into the production
process.
Warehouses are a key link in the supply chain’s ability to perform many
essential functions to facilitate efficient service levels to the customer.
We are now going to analyse the different variables that drive the supply
side of the supply chain and the demand side, and compare them in an
attempt to gain a further understanding of why warehouses are needed in
this way.
Task 1.1:
The transport network is composed of various different modes of
transport. List the major 6 modes of transport. AO/QUA/0047 - V1 17
1.2.2 Supply Variables
These relate to receipts or goods coming into the warehouse, and depend on
the inventory policy of the organisation. The policy may involve the
purchase of goods in bulk to take advantage of discounts, and to reduce
purchasing costs. Each purchase has a cost of raising the order, and
therefore the number of orders should be kept to a minimum.
A key driver of supply is the cost of storage, which must be balanced
against the availability and size of discounts.
Storage periods and lead times must take into consideration seasonal
variations in supply, and the extended length of lead time from global
supply chains. Many agricultural products are only available at certain
times of the year, and must therefore be stored when they are not
available.
Many manufactured products are now made in the Far East, and the
length of supply lead-time for such products to get to the market in
Europe. Africa or the USA is therefore long—particularly if it has to come by
sea, as is the case for most non-high
value goods. Importantly, only light and
relatively high-value products are shipped by
air freight, and so the inventory policy has to
take this into account.
Task 1.2:
For a warehouse of your choice, identify and explain the supply
variables of the business.
18 AO/QUA/0047 - V1

1.2.3 Demand Variables
Demand Variables relate to despatches or goods going out of the
warehouse. Understanding these variables is a complex process which is
worked out by analysing customer order patterns and the service level
required from the warehouse.
Seasonal changes in demand are common; you may be familiar with the huge
seasonal increases in demand for all types of consumer goods in the weeks
running up to festive periods and New Year periods. This also includes
the seasonal nature of the demand for certain products, such as ice cream,
drinks and summer or winter wear.
Some demand variables are artificially introduced by an industry, such as the
motor industry, which may introduce new models at certain times of the year,
and also having registration plates changes twice a year. This tends to even
out demand, and therefore does not create a huge wave of demand around
the launch of the new models.
Furthermore, a warehouse could be used to store bulk purchases which
have been made to effect reduced prices, or goods that are being
accumulated to meet seasonal demand, such as ‘spring fashions’ or the
festive periods throughout the year, so as to make sure that, when the
customer wants it, the item is available. This is what is known as the
‘service level’, and we measure this element on the basis of the
percentage of when demand is fulfilled upon request. A typical retail
warehouse will work towards a 98-99% service level for DC
replenishments to shop.
Task 1.3:
For a warehouse of your choice, identify and explain the demand
variables of the business.
AO/QUA/0047 - V1 19
1.2.4 Trans-Shipment
The primary purpose of a warehouse is to act as a location where
transshipment can occur; that is, goods being received and despatched
as rapidly as possible. The major objective in the management of any
warehouse is to ensure inventory levels are kept as low as possible whilst still
providing the required service level to the customer (as previously
explained above).
1.2.5 Consolidation
A warehouse is often used to balance the conflicting requirements of the
customer and the economic advantages of the suppliers’ transport
network. Most warehouses are part of a distribution network, which is
designed to reconcile the mix of products supplied by each supplier with
the products required by the customer for the next step in the supply
chain.
Suppliers will often deliver quantities of most of their product range into
National Distribution Centres or a number of Regional Distribution
Centres. These products will then be sorted for the customer warehouse,
and accordingly distributed as bulk loads with other suppliers’ products in
the mix required by the customer. This enables both parties to maximise
the use of bulk shipping and therefore benefit from lower transportation
costs.
1.2.6 Strategic Stock and Risk Management
Warehouses also exist to provide storage for safety stock to cover planned
or unforeseen risk of breaks in the supply chain. Examples of a planned
risk might be the annual factory shut-down period for holidays and the
maintenance of machinery, or annual stock-taking. Unforeseen risks may
arise owing to many and varied events, ranging from social unrest to
vehicles breakdown, a fire at the factory or delay in receiving components.
20 AO/QUA/0047 - V1
To summarise, warehouses are needed to store inventory in order to:
provide a suitable buffer to smooth variations between supply and
demand,
enable Economies of Scale in manufacturing,
enable procurement savings through large purchases,
cover seasonal fluctuations and peaks,
provide a wide range of different products from different suppliers and
locations in one central location, and
cover for planned or breakdown supply situations.
Task 1.4:
A Warehouse Operation involves the management of inventory or stock. The
management of stock may be decentralised to the Warehouse Manager
or centralised away from the warehouse to headquarters. Either way, a
Warehouse Manager must understand inventory management issues. With
this in mind, what are the objectives of inventory or stock management?
1.2.7 Other warehouse functions
Warehouses are also used to break bulk loads into smaller orders,
tranship, consolidate and complete order activities for other locations. The
role is to marshal orders for stock units that have been supplied from
several locations or suppliers into a load that meets the customer’s order.
Accordingly, warehouses can therefore be viewed as a bridge between
supply and demand, and the location of the warehouse will also be driven
by the influence of these various factors in a geographic context.
AO/QUA/0047 - V1 21
Essentially, a major factor is to reduce delivery vehicle mileages so as to
reduce ‘carbon footprint’, but also to reduce costs.
Task 1.5:
Log on to the following website:
www.businesslink.gov.uk
After navigating around this website, list and explain four reasons for the
removal of goods from an excise warehouse.
Once a geographical location has been established, the next step is site
selection.
What drives the locations of sites?
access to transport network;
availability of labour;
availability of suitable buildings in the geographic area selected;
availability of funding (grants or supported loans);
supply/demand variables and transport costs;
destinations of loads; and
demands on the warehouse layout
Access to the Transport Network
You will notice that many warehouses are located close to the main
motorway corridors, and increasingly, also near airports, railports and
seaports. This is to provide easy access to the transport modes for
onwards supply, and is driven by reductions in fuel costs.
22 AO/QUA/0047 - V1
Availability of Labour
Most warehouses are located close to large towns where there is a
population of people who can work in the warehouse.
Availability of Suitable Buildings
Planners zone areas for warehouse developments, and there tends to be
properties of this nature available to meet the other criteria specified, as
developers know that it is likely that warehouses will be required in these
locations. The actual detailed location may be driven by what is vacant or
available at the time of need.
Availability of Grants
Some countries and some areas are regarded by governments as
‘distressed’ and in need of stimulation with new employment, and so
grants are offered for businesses—either building warehouses or starting a
new business in the area—which may reduce the capital or the running costs
of the warehouse for a time.
Supply/Demand Variable and Transport Costs
A central location in a country will always be cheapest in terms of transport
costs in fulfilling supply and demand balancing owing to the fact that its
location will usually mean that transport is the shortest length in most
cases.
Destinations of Loads
The location of the warehouse will be determined by the destination of most
loads. The most popular destination areas may justify the creation of a regional
distribution centre to improve transport efficiency.
AO/QUA/0047 - V1 23

Demands of the Warehouse Layout
What is inside the warehouse in terms of the height required and the type of
warehouse may have an effect on the location. High Bay Warehouses, for
example, tend not to be permitted in rural areas.
Task 1.6:
For any warehouse or National Distribution Centre (NDC) that you are
familiar with, outline the main reasons for its geographical location.
Case Study
The new Bodleian library Storage facility in Swindon, costing £26m, will
ultimately store over 8 million volumes of books and maps for Oxford
University’s world-renowned library. The 127,900 sq. ft. warehouse has 31
aisles of shelving providing over 153 miles of storage capacity. Over the
next year, nearly 6 million books and more than 1.2 million maps will be
transferred from Oxford to the facility. The Bodleian is one of 4 institutions
around the UK that is registered with Stationer’s Hall as copyright
agencies and receiving a copy of every published book in the UK, which daily
adds 40,000 books to the collection.
The new store comprises a high-rise, high-density, narrow-aisle shelving
structure 11.4 metres high, and 3,224 bays and 247,000 linear metres of
shelving. The 15 metre-high building—of which 90% of the cube is
utilised—also houses a multi-tier walk-on racking structure supporting 600
tailor-made steel cabinets, holding over 1.2 million maps and large-format
items. 24 AO/QUA/0047 - V1
With 38 shelf levels from the ground up, the system provides over 690,404
storage tray locations that are 1283 mm wide. All items are individually
barcoded and put into 5 different sized cardboard trays, double- and
tripledeep, that fit into the locations.
The air conditioners ensure that the correct humidity and temperature is
maintained constantly so as to provide optimum conditions to protect the
invaluable collection.
Task 1.7:
The location of a warehouse—much like the location of any business— is
carefully analysed before a decision is made. Like moving a family home,
there are many issues that have to be researched and ‘tradeoffs’ made,
as there is no such place as the perfect place. List as many questions as
you can that should be included on a checklist for location researchers to
get appropriate answers. Remember: location options could be
international as well as regional.
1.3 Managing Receiving and Storing Operations
1.3.1 Introduction
The first point at which goods are the responsibility of the warehouse is
usually the receiving yard or the receiving dock.
Typically, vehicles arrive at the security
gatehouse to be checked in by the security
staff. They want to verify that the vehicle has
come to the right destination and, by
AO/QUA/0047 - V1 25
checking the driver’s manifest and their own computer system, that the
goods are due for delivery at this time. If the delivery is expected, the
vehicle will be checked in, the warehouse informed, and the driver will be
instructed to proceed to an unloading area, or a receiving dock.
Sometimes, this is displayed by an illuminated sign—particularly when the
warehouse is busy and vehicles are obliged to queue for processing.
Task 1.8:
When a container arrives from China full of goods for festive period gifts,
what 6 basic conditions do you check for? Condition 1 is ‘the right goods’;
what are the other 5?
1.3.2 Receiving goods
Upon arrival of a vehicle delivering goods, receiving staff should check the
driver’s despatch note or advice note to ensure that the goods are
described as on the documents, and then the staff will check against the
despatch or advice note supplied by the driver that the description of the
goods matches the types and quantities of cartons, pallets or containers to
be received.
In this instance, suitable arrangements should be made to unload the
vehicle based on whether it is small cartons, pallets, containers, or other types
of packaging. It is normally the responsibility of the receiving area staff to
unload the vehicle—either mechanically, by driving into the trailer with trucks
or loaders, or by hand.
Goods are normally unloaded to a holding area where they can be further
checked. This should be carried out as quickly as possible in order to
release the driver, and also for the loading bay to be cleared for other
vehicles waiting to be unloaded. 26 AO/QUA/0047 - V1
In some cases, the purchase order will be checked or matched with the
goods received note (GRN) to ensure that the goods that have arrived are
being delivered to the terms and conditions outlined by the order. A visual
inspection for damage should also be carried out. This inspection is
normally carried out in relation to the packaging of the product, with any
damage found further investigated to consider whether the product itself is
damaged. Importantly, any goods found to be damaged should be moved
to a quarantine area, where the following actions should be taken:
further inspection as necessary;
notification of the supplier;
the return of goods to the supplier; and
the disposal of damaged goods in accordance with the organisation’s
procedures if the supplier instructs this action to be taken.
The quantities of the receipt should be amended to take account of this
damage, prior to further processing of the receipt.
It is possible that a delivery has been prior notified to the warehouse
receiving section either by the supplier or electronically as a due delivery for
today, and may be a delivery scheduled for a small time period so that
receiving can balance their workload throughout the day.
On some sites, deliveries will arrive without prior notification and may
consequently cause bottlenecks whilst waiting to be unloaded. This
adversely affects the ability of the warehouse receiving area to plan
workload; however, delays can occur to planned deliveries owing to traffic
problems or supply difficulties resulting in similar peaks at receipt and
unloading—even with realistic planned delivery schedules.
Organisations have various different procedures (whether electronic or
paper methods) for the advice of goods; however, best practice is to:
check the goods against the order or transportation documents,
notify Procurement of the receipt,
place the goods in a holding area prior to any physical inspection,
AO/QUA/0047 - V1 27
document any discrepancies identified, and
quarantine goods with discrepancies or damage to a quarantine area
whilst awaiting further action.
Different warehouses adopt slightly different procedures owing to the
nature of the loads and products, as well as the space constraints in the
warehouse. The principles that should operate are clear definitions of the
areas, and the status of the goods and the goods identification of each
consignment prior to it being allocated into the warehouse.
Stock records will be updated to advise that receipt has been made and
goods are awaiting placement.
Goods may be unloaded in a number of different ways and in different
locations depending on the size and nature of the consignment. Goods may
be unloaded in a dock by fork lift trucks driving into the trailer, or unloaded
by hand if cartons in a container. Furthermore, other methods could be
used.
Pallets, for instance, may be unloaded in the yard or the receiving bay by
fork lift truck and subsequently deposited in the holding area for further
operations to be carried out, such as decanting cartons from the pallet.
Hazardous goods will be isolated in special areas where precautions can be
taken against the hazard.
High-value or bonded items may be unloaded to a
special secure compound so as to ensure their
security or to otherwise meet the requirements of
customs and excise.
Outsize or awkward shapes may require special handling prior to storage,
such as protective packing or mounting on a wooden tray.
All of these methods are recommended. Essentially, the principle is that the
receiving area needs to consider each type of product and accordingly devise
the most cost-effective and secure way of processing it into the warehouse.
There is never one solution—there is a right solution. 28 AO/QUA/0047 - V1
Other activities that may be performed in the receiving area may include:
decanting pallets/roll cages into individual cartons prior to storage;
separating stock-keeping units into items that are not going into
storage, and those that are;
separating units into storage areas; and
accepting and checking returned goods rather than receipts from
suppliers.
Decanting pallets
Unitising loads by gathering them into cubes on pallets, or otherwise
towing individual product containers in roll cages, is an efficient method of
maximising space on a lorry, and making unloading fast and efficient.
However, this may not be the way in which items will be stored in the
warehouse, and indeed some of the load may be for immediate despatch;
this requires the unitised load to be split in the receiving area and then
moved to the despatch area or the storage areas, as required.
Separating units
Units may be further labelled and sorted prior to storage in accordance with
the stocking policy within the warehouse.
Returned goods
Goods returned from customers need to be processed in a different way
from new stock since they have already been accepted and registered into
the company stock systems. Returns need to be inspected, and the
reasons for returns analysed. Good stock can be returned into the stores
following inspection, but its shelf life may have to be considered. Re-
packing may also be required to return some of the goods to ‘as new’
condition. Standard practice is that warehouse management will have
created a separate area in the warehouse for such activities to be carried
out, away from the fast-track functions of the receiving area.
When inspection at the receiving area is complete, goods will be marked
with a location label and will await movement to the next location, i.e. a
AO/QUA/0047 - V1 29
storage location or a marshalling location if the goods are to be
despatched immediately.
We will look at the storage in another section to follow later.
1.3.3 Challenges and priorities for the receiving function
Challenges for you, as the Warehouse Manager, in terms of the receiving
activity relate to the planning of receipts to ensure that there is no
congestion in the receiving areas. Deliveries are normally planned with the aim
of ensuring an even load, and coordinating this with outbound deliveries
so as to minimise handling and storage.
However, even with good planning, delays in transit may occur, which may
result in deliveries being received late and subsequently causing an
unbalanced and additional workload. These imbalances and additional
workloads have a ‘knock on’ effect for goods which are planned to be
shipped out directly, as they may not be available for consolidating with
other goods picked on time.
Essentially, the prime objectives of the receiving area are to unload the
vehicle quickly, check the goods, and then make the goods available for
issue from the warehouse as soon as possible.
Labour can be planned for this activity based on the expected volume and mix
of deliveries; however, unplanned deliveries owing to lateness, or loads
received early, can disrupt the plan and subsequently cause either shortfalls
or surplus staff.
Factors affecting the amount of labour required include:
the frequency of deliveries expected;
volumes of product to be unloaded;
types of loads;
receiving methods—booking in, security checks, driver briefing, dock
safety; and 30 AO/QUA/0047 - V1
the degree of use of MHE for the procedures.
Frequency of Deliveries
If deliveries occur at regular intervals throughout the day, it is possible to
maintain a constant team of people to perform the unloading task all day, one
vehicle after another. Other team members can then sort goods, decant
the pallets, label and marshal goods for the next step. In the instance
that deliveries are irregular, the team must be multi-skilled in order to allow
the time between deliveries to be utilised for other activities other than
unloading
Volumes of Product
Volume is often linked to the size of vehicle, with vans delivering small
loads of individual cartons and small pallets, and articulated trailers
delivering as many as 22 pallet loads. This volume will influence the labour and
equipment required for this activity.
Unloading 20- or 40-feet ISO containers of individual cartons tends to be the
most time-consuming activity for receiving areas.
Types of Load
Bulk loads can be decanted directly into a storage area, but are a small
number of most movements. The major variations are single or multi-drop
loads, where the warehouse receives only part of the vehicles’ contents.
These require different procedures from single loads where the whole
contents of the vehicle are delivered. AO/QUA/0047 - V1 31
Receiving Procedures
Complex receiving procedures sometimes cause delays in some cases, and
certainly require more labour overall; however some of these
procedures may result in savings in terms of costs in the receiving area and
overall service improvement, as some of the administration is carried out by
others. Cost trade-offs have to be considered carefully when planning
any warehouse activity in order to generate the maximum overall efficiency
and lowest cost.
Materials Handling Equipment (MHE)
The value of using MHE is linked with improvements in the productivity of
the labour. Notably, receiving areas that plan to use it must provide
sufficient trained labour to operate it or the benefits will not be realised.
Returns
Returns require special procedures as they may need detailed
inspections, and are outside the normal receiving system as there is not a
purchase order for them. They may be removed to another location
immediately after unloading.
General Principle
Goods should be booked immediately, or as soon as possible, after
unloading so as to ensure that the stock records can be updated
immediately, notifying the system of the availability of stock due in.
Importantly, this may induce various cost implications if time is being
added to lead times as a result of delayed goods in processing.
32 AO/QUA/0047 - V1

1.4 Sorting Goods for Storage
Reference has previously been made to this issue, with consideration to the
segregation of goods that are to be despatched immediately and which
therefore do not require storage. Such goods will be moved to the
marshalling area and accordingly consolidated with the other goods that will
form a delivery consignment from the warehouse.
Other goods will be sorted for storage based on the allocation given by the
Warehouse Manager or otherwise as a result of the parameters of the
computer system, which allocates locations.
The primary driver for this activity is whether the goods are in the form that
they are stored, or whether further processing is required prior to the put
away stage. The most likely processing required is to break packaging
down so that individual cartons, cases, bottles, etc. can be stored or
divided into manageable pack sizes to suit customer requirements. Some
of these operations may be carried out prior to storage, rather than upon
despatch.
For example, if an organisation advertises products in quantities of 10, 20
or 100, the receiving procedure will then require the repacking of the
AO/QUA/0047 - V1 33
product into these stock-keeping units (SKUs) prior to the put away stage.
Furthermore, it may be necessary to pack these into another suitable
carton prior to storage.
Other organisations may be able to simply store whole pallet loads or
cartons without any processing being required.
1.5 Storage Locations
There are generally two approaches to the selection of stock locations in
warehouses:
Fixed location, and
Random location.
It is possible that both of these types of location systems will be utilised for
storing different stock within the same warehouse.
Fixed
A fixed system means that all stock for a particular SKU is stored in the
same location, and overflows are stored together. In the case of manual
picking environments, pickers learn where the locations are to be found and
can pick faster.
Random
A random system means that the computer allocates the storage location
based upon maximising space, and the type of product. With a fixed
system, it is commonly assumed that only 50% of space utilisation can be
achieved, whereas it is possible to achieve 85% if adopting a random
system. Notably, however, there is much industry debate concerning such
statistics. Nevertheless, warehouse management is required to select the
most appropriate method or combination of method to suit their
operational needs.
34 AO/QUA/0047 - V1
Most warehouses identify the storage locations by reference to a stock
location number. These alphanumeric codes are often a combination of
letters and numbers corresponding to geographical areas in the
warehouse, broken down into bays and according to level.
Generally in warehouses, the drivers locating where a product is stored will
be assigned in consideration of:
pick frequency, i.e. slow- or fast-moving;
type of storage equipment required, i.e. bin, shelf, pallet rack, bulk;
weight, i.e. heavy items in lower locations;
whether they are hazardous;
outsize; and
exterior.
Pick frequency
Fast-moving stock will be stored nearest to the despatch area in order to
minimise the physical movement distance required, as this happens
frequently.
Slow-moving stock will be located to the rear of the warehouse or in the top
locations of the racking.
Type of storage equipment
This will be dependent on the type of goods to be stored.
Adjustable Pallet Racking (APR) for whole pallets and the bulk storage of
any goods.
Plastic or steel bins for small parts—with or without dividers.
Shelves for cartons, cans and bottles.
Stillages for production storage. AO/QUA/0047 - V1 35
The details of these types of equipment are discussed in a later section.
1.6 Characteristics of Goods and Storing
The characteristics of goods to be received will affect decisions relating to
storage systems. Below is a brief discussion of some key product
characteristics and their influence on storage requirements.
1.6.1 Hazardous
Hazardous goods are goods that present a danger of injury or harm to the
environment, to buildings or to people. They are generally classified and
regulated by law, which also states how they should be handled and
stored. Manufacturers of the goods are required by law under the COSHH
regulations in Europe to provide written information on these procedures.
Hazardous goods should always be stored in a suitable location where
precautions have been taken, and where they are isolated and secure.
1.6.2 Non-standard sized goods
Non-standard sizes goods may include, for example, exhaust systems or long
lengths of steel, normally stored in bespoke racking, cantilever, or block
stacked on the floor. In addition, these may be goods which require special
temperature conditions, and will therefore be located in the area with the
suitable conditions. Such goods may include:
frozen foods,
chilled, e.g. dairy, and
bread. 36 AO/QUA/0047 - V1
Frozen foods
Normally stored in cartons and on pallets, but in a relatively small chamber
which is maintained at a temperature of -25°C, operators in this
environment require Personal Protective Equipment (PPE) and are limited in
terms of the hours they can work in such conditions. The environment has
to be monitored and temperatures recorded owing to the fact that most
frozen goods are in the food supply chain products, and records have to
be kept in order to comply with food safety regulations.
Chilled
This is an area of the warehouse in which the temperature must be
maintained at below 4°C in order to protect the shelf life of the products.
These products are often dairy or meat products, but may also be certain
pharmaceuticals. As with frozen products, the regulatory demands are
onerous, with records having to be kept. The labour requirements are less
challenging, although most staff do wear some form of PPE, limited to a
warm fleece and light gloves.
Other products
Certain other food products are kept fresher and with an extended shelf life
if the ambient temperature does not exceed 15°C in the warehouse. An
example of this is bread, which has been manufactured in a factory
bakery, and is therefore supplied through a retailer’s warehouse.
1.6.3 High-value goods
Goods of high value (i.e. small electronic consumer products) or goods
under legal constraints (such as cigarettes or alcohol) are stored in
suitable storage equipment, but are additionally segregated from the rest
of the warehouse within a securely fenced compound. Access to this
compound is normally restricted to authorised personnel only, and may AO/QUA/0047 - V1 37

therefore be monitored by additional security measures, such as CCTV, and
random searches of operatives.
1.6.4 Returns
Returns have their own procedures for storage, and are typically
segregated from standard product until they have been processed in
accordance with warehouse procedures.
1.7 Location Numbering (Coding Systems)
The main purpose of any location numbering system is to identify stock in a
particular location both easily and logically. The methodology used is
similar to an address. For example: Location 4 C 12 A 1
where
4 = zone (town)
C = aisle (street)
12 = bay (apartment block)
A = level (floor)
1 = position on pallet or on shelf if sub-divided (flat).
Alphanumeric numbering systems are normally used, and this example
would allow 4.5
million separate
location
combinations.
Numerical systems
can also be used but
are less common.
Zoning of the
38 AO/QUA/0047 - V1
warehouse allows staff to gain familiarity concerning where stock is likely to
be, but is only a common sense check.
Case Study
Historically, the distribution centre of Moss Bros was located in Stratford,
East London, but the Olympic Park development necessitated the move to
a new site in Barking, which subsequently provided the opportunity to
redesign the warehouse to more closely fit the needs of the business.
The Moss Bros business comprises two main fashion products: the retail
sales of clothing, and hire. Both of these were allocated separate areas
within the warehouse owing to their different needs.
Importantly, the warehouse comprises a 96,000 sq. ft. shell into which a
55,000 sq. ft. mezzanine floor has been erected, thereby creating a total of
152,000 sq. ft. of warehouse space, in addition to space for offices.
The storage in the warehouse was split between hanging garments, on the
upper floor of the mezzanine, split 50/50 between the retail and the hire
businesses, and further split into zones dedicated to specific types of
product. The total storage space accommodates 232,000 hanging
garments on two or three levels of hanging rails. A conveyor system
connects all the principle hanging storage zones on the mezzanine, with
goods inwards, buffer storage and despatch areas on the ground floor.
Everything is transferred by the conveyor, which has two circuits running
in parallel: one for retail items, and one for hire products. This enables
Moss Bros to run systems separately but with a certain degree of
flexibility.
Hanging retail products arriving at the warehouse are placed on to the
conveyor, and subsequently transferred to the mezzanine for storage in
one of the zones. Returned hire items are checked in the ‘laundry’ area AO/QUA/0047 - V1 39

before being transferred to storage by conveyor. Moreover, those items
requiring cleaning or mending are sent out to subcontractors for the work,
before being returned to stock. Stock is handled by the warehouse staff, who
slide them onto hangars at the end nearest the conveyor, which are then
transferred to the conveyor in batches by hand.
The ground floor incorporates a storage area at the rear for plat-packed
items, including boxed garments, such as shirts, accessories, such as
cufflinks and braces. The front part of the ground floor is used for order
assembly, despatch and receipts. Two doors are used for hanging
garments—one for despatch and the other for receipts—each with
extendable booms to fit into the trailers to enable efficient loading. Two
further doors are used for the receipt of flat-pack items, whilst the other
three are used for the despatch of the same. There is also a goods
receiving buffer, which can hold up to 18,000 garments on the ground
floor, and a further capability of storing 17,000 on the mezzanine.
All items are given a unique and readily identifiable label upon arrival at the
warehouse, which makes it easier for staff to distinguish between retail and hire
products. Picking is managed with the use of conventional printed lists with
items placed on the inner or outer track depending on whether they are hire
products or retail products. The conveyor then transfers these to the ground
floor despatch and order assembly areas dedicated to each operation. There
is capacity in these areas to hold up to 25,000 hanging garments awaiting
loading and despatch.
1.8 Picking Frequency
One of the key drivers in the location for storing goods is the picking
frequency of a particular stock item (SKU). This is simply described as
how often an item appears on a pick list. It is standard practice that SKUs with
frequent pick rates should be located closest to the despatch area, as this will
minimise travel time between picks.
40 AO/QUA/0047 - V1
Conversely, SKUs which have a lower pick rate may be stored in locations
furthest from despatch or otherwise on high levels of the racking in the
warehouse.
The driving principle behind all the warehouse processes is efficiency, i.e. the
minimum usage of labour and equipment resources, and allocating the
locations and positioning of stock in such a way so as to minimise
movement, which is a key principle to good warehouse design.
Such picking frequency dynamics need to undergo periodic review as
products move through their lifecycle. Essentially, products’ popularity and
picking frequency may decline over a time period, and may be replaced by
other SKUs, the frequency of which increases and therefore requires the
repositioning of the goods in order to maximise efficiency.
1.9 Staff Training and Skills
Skilled and well-trained staff are a vital component of the receiving and
storage process. Staffing levels will be planned to reflect the levels of
planned deliveries to be received during the next shift, and should there be
delays or unplanned arrivals, it may be necessary to move labour
resources around the warehouse in order to balance the various
requirements. Accordingly staff who are experienced and who have been
trained to use different pieces of equipment, i.e. those who understand the
procedures associated with carrying out multiple tasks in the receiving and
storing function (multi-skilled operatives), are often preferred. They may
command premium pay to reflect their flexibility. Normal planned levels of
labour will be a balance of permanent, well-trained multi-skilled staff, as
well as a temporary agency staff, who can be used as a balancing
resource at short notice to cover sickness, holidays and temporary
shortfalls in labour. All staff need the required induction and safety training
in order to ensure staff are utilised effectively in their respective work
environments. Notably, training on the various types of MHE is essential,
which must include updates to procedures, warehouse design or
equipment or other safety issues. Furthermore, operators’ competencies
must be maintained at all times, with language and communication skills
AO/QUA/0047 - V1 41
also deemed to be vital in a dynamic warehouse environment. In addition, the
ability to understand the common language of use in the warehouse is a vital
component of warehouse staff competence, which ensures that staff can
understand each other when communicating.
1.10 Safe and Secure Storage
As a Warehouse Manager, you must ensure that all inventory is stored
safely and held in adequately secure areas of the warehouse. Accordingly,
your warehouse should operate a level of physical security, which may
ultimately involve closed access to the site, e.g. fencing, with entry point to the
site through a security gate for vehicles, and a secure reception entry for staff
and visitors.
Warehouses that store goods that are particularly vulnerable to loss
through theft—such as high-value electronic goods, jewellery, alcoholic
beverages—will require additional levels of security. This may involve staff
and vehicles being randomly searched upon exit, and secure areas within
the main site where these goods are stored in a compound with access
limited to authorised staff only. In some warehouse environments, closed
circuit monitoring technologies are in use to minimise the risk of theft. 42 AO/QUA/0047 - V1
Furthermore, all inventory needs to be maintained in a good condition and
stored in appropriate racking and shelving so as to facilitate life and quality
preservation. Items with a limited shelf life, such as perishable products,
must be stored in accordance with the principle of First In First Out (FIFO), so
that an appropriate stock rotation is maintained. FIFO minimises the risk of
stock reaching the end of its shelf life prior to despatch. Stock control
systems will record the batches and the expiry dates, and appropriate
picking systems will be applied so as to avoid the risk of any waste as a result
of expired stock.
The processes in the receiving and put away of goods expose goods to both
safety and security risks. As a manager responsible for overseeing such
processes, you should ensure that the movement of stock is always minimised
to reduce the risk, as well as to improve efficiency.
Importantly, double handling should be avoided where possible.
1.11 Stocktaking
Traditionally, stocktaking involved the complete shutdown of operations,
and all staff being involved in the counting and checking of current stocks.
This would be followed-up by staff reconciling the count, and subsequently
recording and investigating discrepancies, which takes a long period.
Task 1.9:
What do you think are the disadvantages of an annual stocktake
involving a complete shutdown of potentially one whole week? AO/QUA/0047 - V1 43
With good ICT Warehouse Management Systems, automatic handling,
and automatic stock identification, stocktaking is enhanced by such
technologies as barcoding and Radio Frequency Identification (RFID)
systems. All stock levels should be maintained correctly at all times on the
Warehouse Management System stock records on the computer system,
as there is no room for human error in the process. In reality, however,
most warehouses do not operate completely automated systems, and
there is therefore a combination of mechanical handling and human
processing involving the identification, counting and recording of stock.
Consequently, as part of the process of secure storage and maintaining
correct stock records, most warehouses continue to carry out stocktaking
activities on a regular basis.
Task 1.10:
Explain the possible consequences of stock records being incorrect: for
example, the WMS record on the computer states that there are 100 in stock
of SKU XYZ, but the actual physical stock is 10.
1.11.1 Full counts
In the case of manual counts, goods are identified via a two-piece ticket, one
part of which remains with the stock to identify visually that it has been counted,
the other part comprising a figure of what has been counted and which is
subsequently returned to a stocktaking office where the amount is recorded on
the computer. These counts are compared with stock records and
discrepancies identified.
Standard practice is that small discrepancies are accepted and the stock
amended as necessary, but management will set a quantity or a value (or
44 AO/QUA/0047 - V1
both) point, which will require a re-count in an attempt to ensure the first
count was accurate; otherwise, an investigation may be carried out by
experienced warehouse staff, which may reveal the misplacement of
goods in a different location or a stock loss (i.e. shrinkage).
Once this reconciliation phase has been completed, the warehouse can then
move again whilst the stock records are further investigated and updated.
This was traditionally followed-up by staff investigating discrepancies,
which often took a long period.
1.11.2 Partial count
Another method traditionally adopted involved closing off isolated areas of the
warehouse—for example, a product category or a location area—and
counting only this particular area. This sort of stocktake took place when the
warehouse was not required to make deliveries, perhaps overnight, at
weekends or in holiday periods. Procedures implemented are similar to
those for a full count.
In order to maintain service level, most warehouses do not shut down for
stocktaking, and the counting of stock is carried out by a Perpetual
Inventory System. This involves cycle counting products, enabling a
certain number of SKUs to be checked by a dedicated team each day.
Using this method, it is possible that the frequency of counting is varied
when SKUs are deemed to be at greater risk than others. Cycle counts
can also give an indication of the overall integrity of the stock records by
flagging up whether or not full stock-taking is necessary. Alternatively, if
the cycle counting provides good verification of the records, this may
indicate that it is possible to use the stock records for the annual financial
stock valuation, without the need for another count.
Some Warehouse Management Systems facilitate the verification by the
picker of remaining stock in a location that can fulfil the same function.
The best practice in handling discrepancies involves:
identifying the error,
AO/QUA/0047 - V1 45
investigating and identifying how the errors arose,
recommending appropriate action(s),
taking appropriate action(s),
updating records, and
implementing systems to ensure errors are minimised in future
stocktaking.
1.12 Put Away Methods
Each part of each consignment of stock will need to be moved from
receiving to the appropriate storage area prior to it being picked for
despatch.
A number of different options are available, which will be decided by the
nature of the SKU and the demand.
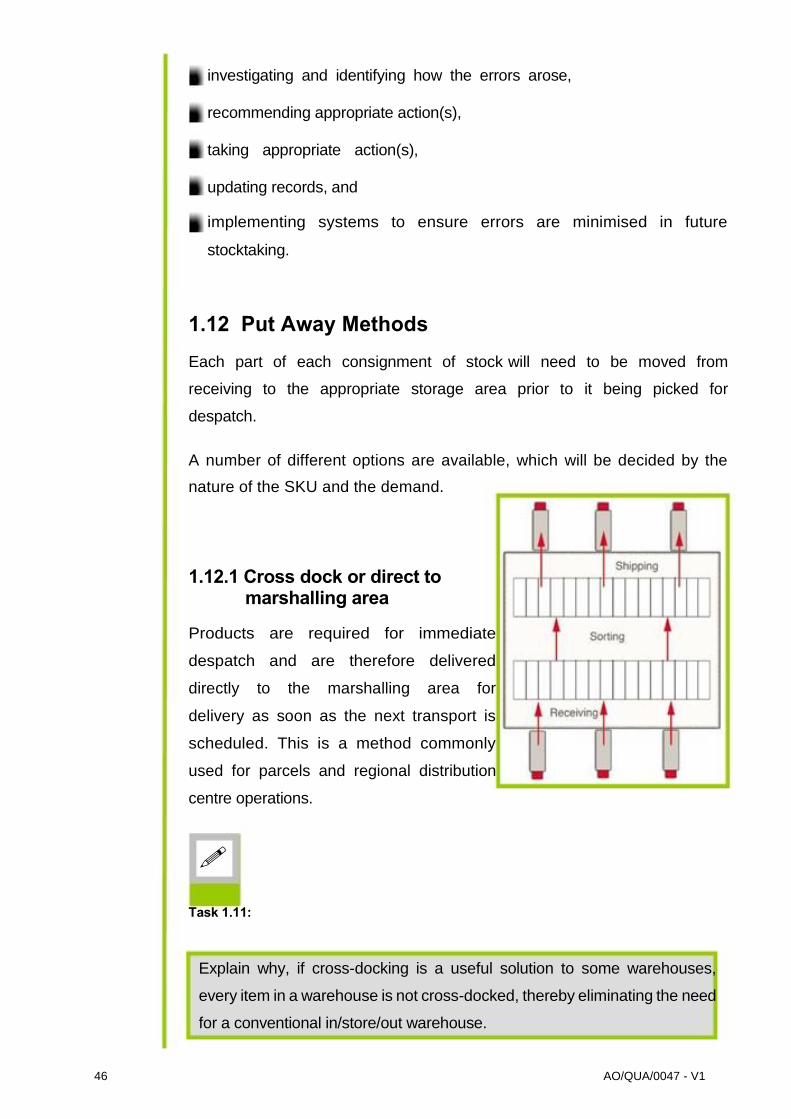
1.12.1 Cross dock or direct to marshalling area
Products are required for immediate
despatch and are therefore delivered
directly to the marshalling area for
delivery as soon as the next transport is
scheduled. This is a method commonly
used for parcels and regional distribution
centre operations.
Task 1.11:
Explain why, if cross-docking is a useful solution to some warehouses,
every item in a warehouse is not cross-docked, thereby eliminating the need
for a conventional in/store/out warehouse.
46 AO/QUA/0047 - V1

1.12.2 Stow in rack
Products are moved to a storage location appropriate to their picking
frequency and zone. They are then stored securely and safely in a rack,
on a shelf or in a bin for picking later; this is either a manual operation or
carried out using appropriate MHE to move it where possible. This can be
combined with a two-bin stock system, where some items are stored in a
reserve location, with a limited amount of stock held at a location that is
used for picking (the pick face) for immediate use. Stock is then
replenished to the pick face from the reserve as required.
1.12.3 Manual stowage
Products are put away on a shelf or in a bin
manually for storage. Notably, the same
constraints apply as for MHE stow.
1.12.4 Bulk
Bulk products are those which are stored in-bulk, in
tanks, silos, bays or block stacked in the warehouse
Various measurement systems, i.e. gauges, red lines,
weight and kanban systems, are used to measure the
re-order points for the stock.
The method of put-away will be selected by the operator based on the
nature and type of the product to be stored, and the demand
characteristics for this SKU. The WMS will subsequently direct the
operator to the marshalling location if it is to be cross-docked, and may
direct the operator to which location stock is to be stored. AO/QUA/0047 - V1 47
Task 1.12:
Have a look at the following website:
http://www.metacafe.com/watch/265696/emma_maersk/.
The Emma Maersk is a container ship which can hold 11,000 containers.
You are the Harbour Master responsible for loading this huge ship. Each
container takes 5 minutes to load. There are 5 cranes, and Crane
Operators work 2 shifts a day (i.e. 2 x 8 hours, breaks covered by standin
crane operators) and 5 days per week. How long will it take to load the
containers? How could you reduce this time?
48 AO/QUA/0047 - V1
2. Managing Order-Picking
and Despatching Goods AO/QUA/0047 - V1
50 AO/QUA/0047 - V1

2. Managing Order-Picking and Despatching Goods
2.1 Learning Outcomes Learning Outcomes Assessment Criteria
The learner will: The learner can: 02.01. Know how to produce a plan for 02.01.1. Describe the relative quantities
the daily order picking and and mix of goods and explain despatch of out-bound goods why these vary on a daily and
weekly basis
02.02. Be able to allocate the necessary labour and other resources to meet the requirements defined in the above plan
02.02.1. Summarise the methods of evaluating necessary labour
and other resources required
02.02.2. Explain how these resource requirements might be met
02.03. Understand how this plan may need to be modified at short notice to meet contingencies
02.03.1. Summarise the factors that may arise that may require the plan to be amended
02.03.2. Explain how the plan would be amended in order to meet these requirements
02.04. Know the factors which affect how goods are to be despatched
02.04.1. Explain picking frequency and type of goods
02.04.2. Explain how these various factors indicate the optimum method of controlling the despatch of the goods
02.05. Know the performance measures that are needed to ensure that goods are despatched to meet customer requirements at optimum cost
02.05.1. Explain the factors affecting picking and despatch performance
02.05.2. Explain how these factors can be effectively measured and reported to ensure maximum efficiency against service levels
02.06. Understand the physical organisation of the despatch function and how this impacts on safe and efficient picking and despatch of goods
02.06.1. Explain how the physical organisation of despatch operations impacts on efficiency, security and accuracy
02.06.2. Explain the different methods of despatch and how these impact on the organisation of the despatch area in the warehouse plan
AO/QUA/0047 - V1 51
2.2 Order Assembly
Despatch from the warehouse is always to order. An order consists of a list
of line items describing the products, and the quantities of each required
by the customer. Prior to despatch, it is standard practice to assemble
the items to be despatched into a physical location, where the goods can
then be marshalled and prepared for despatch. The process of gathering the
items is order assembly.
This activity is essential for order-picking, as the operator can physically
inspect the goods for the assembled order and check the quantities and the
products against the order prior to despatch.
2.3 Picking Goods
Picking activities involve order assembly by picking the goods from
storage and marshalling the consignment. There are two main methods of
picking: picker to goods, and goods to picker. Each of these is described
below.
Picker to goods
The picker moves along the storage aisles, working at floor level or
using steps to pick at a higher level, selecting items from a pick list
using a trolley or a Powered Pallet Truck, if picking to a pallet, or using a
truck picking a pallet, carton or tote from storage.
Goods to picker
In this scenario, the goods move along a conveyor or are delivered by a
carousel system to the picker, who picks from the bin presented in front of
him/her. 52 AO/QUA/0047 - V1
Task 2.1:
List and explain the advantages and disadvantages associated with both the
‘picker to goods’ and ‘goods to picker’ processes.
The aim is to maximise the efficiency of the process by achieving the best
balance so as to minimise the travelling time between operator picks and time
spent picking.
Basic order-picking principles that apply are:
Speed
Accuracy
Security
Damage protection
Customer service level.
Task 2.2:
If the average picking time for a warehouse manual picking operation is 2
minutes per SKU, how many pickers will be needed to pick 10,000 SKUs
each day on a single shift for each day operation? (Notably, a shift is 7.5
hours; an allowance of 15% is made for personnel equipment checks and
administration.) AO/QUA/0047 - V1 53

2.3.1 Speed
The key drivers of speed are the distance the picker has to travel between
picks, and the ease of access to the goods; this is the concept behind the
principle of zoning, where the most popular lines are located together and
closest to the marshalling area. This will assist pickers in terms of
minimising the distance travelled.
However, this can lead to congestion and multi-level picking, which may be
a better solution for providing more than one pick face whilst still
maintaining the proximity to the despatch area.
2.3.2 Accuracy
The simplicity of paperwork or screen display is important for ensuring that
the operator knows and understand what to pick and from where. Systems
will provide support, if available, by confirming barcodes on the location
and on the product, and confirming the pick quantity. Some WMSs require
remaining bin counts, and may use a pick-by-light system to achieve
99.99% accuracy, as required in Pharmaceutical applications. Pick by
voice may also be used to replace codes, and still provide equal levels of
accuracy; suppliers of this claim that is more accurate as the operator is
obliged to check visually and then speak the part/location and quantity
rather than just use a barcode.
Case Study
Goodyear Dunlop, and its associated companies, are all a part of
Goodyear—the world’s largest tyre producer—which employs
approximately 86,000 people globally and over 3,000 in the UK.
54 AO/QUA/0047 - V1
Their warehouse, located by the MP at Tyrefort in Birmingham, has a
footprint of 500,000 sq. ft., and is the largest tyre warehouse and
distribution centre in the UK. It employs over 150 people and operates on a
24 hours a day, 7 days a week basis. Tyrefort can store over a million tyres,
and the warehouse has a fast turnaround environment, handling up to 60,000
tyres in every 24-hour period.
Moreover, goods are organised in the warehouse in accordance with their
turnover rate; the faster moving tyres are stored in stillages in 60 runs of
APR. Moreover, tyres are ‘ricked’ in the stillages, therefore enabling the
storage of up to 140 tyres in each one depending on the size of the tyres.
Slower moving, low-volume tyres are housed in stillages, enabling them to
be stored upright in rows. These stillages are then stored in Very Narrow
Aisle (VNA) racking at one end of the warehouse. There are 12 runs of
racking configured into an installation 7 bays high and 28 bays in length.
During the day, tyres are delivered in, sorted and placed into stillages—
many of which will be subsequently transported the next day. Orders are
received in the distribution centre until 5 pm, at which point picking lists are
created, with picking scheduled to begin at 7pm.
Picking is carried out during the night from ground level so that fast-
moving tyres are kept in the bottom bays with the same product stored
above. As the bottom bays empty, the stillages above can be lowered by
truck, as required. At 7am—twelve hours from the commencement of
picking—lorries set off from the 47 loading bays, delivering up to 35,000
tyres to garages and retail outlets throughout the UK on a next-day service
basis.
2.3.3 Security
The maintenance of the security of the goods in picking systems is vital
when striving to ensure that pilferage and stock losses are minimised. This
AO/QUA/0047 - V1 55

can be done by balance remaining checks on picking to verify remaining stock
is correct at the time of the pick.
2.3.4 Damage protection
Operators can check for damage on a manual pick—both of picked stock and
remaining stock. Every time a location is accessed, if members of staff are
briefed, observant checks can be made. Operators should be briefed to
take care when picking and handling so as to ensure that no damage to
stock occurs.
2.3.5 Customer service level
Correct and accurate picking is a key factor of customer service level, and may
be used as a performance target for the warehouse. The picking method
should be selected carefully in order to yield the most appropriate method to
deliver the service level required by the customer.
2.4 Labour Planning
Labour represents a high proportion of warehousing operational costs,
with picking considered to be a labour-intensive activity. As a Warehouse
Manager, it is important to understand the key drivers of this key resource
in order to manage, control and improve productivity and performance.
Drivers of the labour requirements:
positioning of picking areas;
pace of picking required to meet demand;
flow and pattern of work needed to meet deadlines;
manual or mechanical pick methods; and
travel distance to retrieve goods from locations.
56 AO/QUA/0047 - V1

2.4.1 Positioning
Warehouse layout and stock location are clear drivers of efficiency in
picking, with minimising travel time as a major concern; therefore, it is
clear in warehouse design that the positioning of the picking areas is a key
issue. The picking area or pick face must be as close as possible to
despatch in order to minimise movements.
2.4.2 Pace of picking
The aim is to achieve a balanced rate of picking throughout the working
day, with shifts divided into ‘picking waves’ in an attempt to meet delivery
schedules that mesh with transport plans and schedules. Picking waves are
patterns of order-picking which are organised to meet specifically timed
despatches as part of the working day.
2.4.3 Flow and pattern of work
This leads to the
planning of picking to
ensure a smooth, even
flow. This is often used
to achieve a balance in
terms of the labour with
the use of additional
part-time staff that work
a partial shift but
supplement the
workforce during the
critical pick periods.
AO/QUA/0047 - V1 57
2.4.4 Manual vs. mechanical pick methods
The rate of picking will be affected by the degree of mechanisation, with
labour requirements varying accordingly. Mechanical methods are
normally ten times faster than manual methods (please see the table at
the end of this section). Mechanisation means that there must be skilled
labour available to use the equipment, which may be an additional
complication to the planning process. The warehouse layout therefore
needs to be designed to cater for the equipment with appropriately sized
aisles, including areas for parking and charging the MHE.
2.4.5 Travel distance from locations
Another key element of warehouse design layout and planning is to
minimise the travel distance from the pick location to despatch, and from pick
location to the next pick location.
2.5 Key Tasks for Warehouse Pickers
Below is a list of the key tasks to be carried out by the Warehouse Picker:
Collect picking documentation and/or Radio Data Terminals (RDTs);
Collect the MHE for the picking task;
Locate the correct picking face;
Verify the correct location and SKU to list;
Pick and verify the right quantity;
Travel to the next picking face;
Advise supervisor of any discrepancies;
Travel to the consolidating, sorting or marshalling area;
Advise the supervisor if a pick face requires replenishment; and
Complete and pass the documentation, and or printing tickets, for the
consignment. 58 AO/QUA/0047 - V1
2.5.1 Collecting documentation or RDTs
The operative has to collect the pick list from the office or the printer
before commencing the pick; this might be read out on a radio data
terminal (RDT), which also needs to be collected at the start of the shift. This
assigns and describes the pick requirement to the operator.
2.5.2 Collecting correct MHE
By viewing the pick location, or from experience, the operator will know what
MHE is required to affect the pick efficiently. The warehouse system may then
be organised and allow the operator to conduct a pick using the same piece
of equipment throughout, or it may otherwise require different methods to be
adopted in order to complete the order.
2.5.3 Verifying location and part
A key aspect of accurate picking is to verify the pick location and item
number against the pick list. In manual systems, this is done by the
operator by eye, using his/her experience as a check. In the case of more
automated systems, barcodes can verify both of these aspects, thus
leaving the operator to simply pick the correct quantity. Importantly, pick
errors can be reduced by up to 70% with the use of this type of
technology.
AO/QUA/0047 - V1 59

Task 2.3:
RFID stands for Radio Frequency IDentification.
Go to: http://www.youtube.com/watch?v=Zg1VKJUrxi4.
The video has more information about this recent technological
development in stock control. After researching this and other RFID
websites, what do you consider to be the advantages of RFID over
conventional barcoding?
2.5.4 Picking quantity
Picking quantity is often carried out by operators without checks, giving
typically up to 95% accuracy. Pick-by-light systems—where the operator is
given the quantity to pick visually and has to confirm picking to the system
dynamically—can typically achieve 99.9% levels. However, costs
associated with these systems can rarely be justified, except in high-value or
risk picks, such as those associated with pharmaceuticals.
2.5.5 Travelling to the next pick face
Distance should be minimised for maximum picking efficiency.
2.5.6 Advise supervisor of discrepancies
Any stock discrepancies should be communicated to the supervisor or
direct to inventory control for investigation, as soon as possible, so as to
maintain correct stock levels.
60 AO/QUA/0047 - V1
2.5.7 Travelling to despatch bay
Again, the distance to the despatch area from the last pick should be the
shortest and therefore the quickest possible so as to minimise stock
movement and thus operator time.
2.5.8 Picking location replenishment
Primary picking locations may become exhausted and require
replenishment from bulk or back-up locations. Identification of this
occurrence may require advice from the supervisor or the office—even if this
is flagged up automatically by the WMS.
Upon arrival at the despatch bay, documentation verifying despatch may
need to be raised and labelling affixed accordingly to the consignments.
2.5.9 Picking layout and methods
In the case of either manual or low-bay picking, the reserve stock is best held
above the picking face so that it can be easily decanted to the picking face with
minimal travel.
In the case of high-bay or multi-level picking, on the other hand, only small
amounts of reserve stock are held in the picking area, with the trade-off
against congestion versus travel time for replenishment.
2.5.10 Equipment selection
As the Warehouse Manager, you must consider what equipment is best to use
for each picking consignment, which should be determined by
considering the physical constraints of the product and the locations and
accessibility of the pick faces. AO/QUA/0047 - V1 61
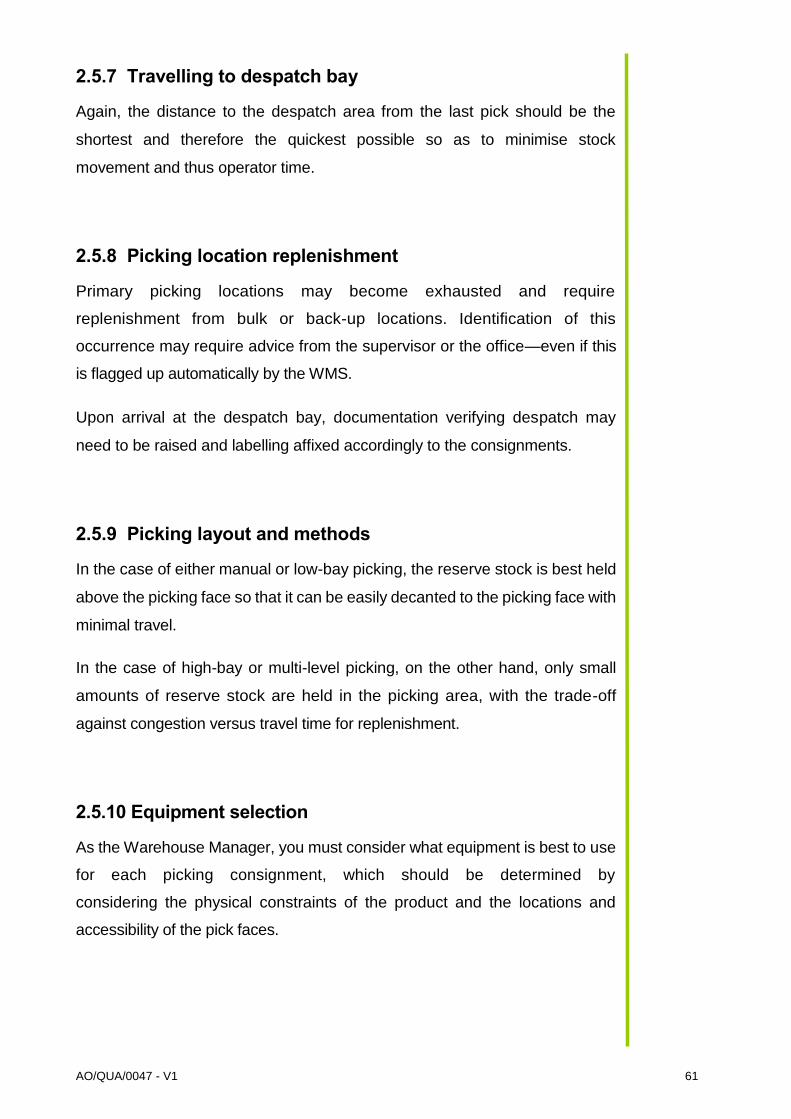
Method Equipment Approx. Speed Order picks lines
per hour
Picker to goods Hand pallet truck 150 Medium Large Low level or roll cage
Picker to goods Powered Pallet 200 Fast Large Low level Truck
Picker to goods Man-up riser 100 Slow Small High level Picking truck
Pallet to picker, PPT CBT or FLT 150-250 Med All types then packer to Open floor level To pallet HPT PPT or roll Fast
Cage
Goods to picker Carousel 100-300 Fast Large
Picker to goods Conveyor/sorted 300-500 Fast Large or goods to picker
Picker to goods Sorter 500- Fast Large or goods to 1000 picker Table 2.1 Methods of picking and pick speeds
Pick faces in aisles
Bulk pre-pick
Automated
2.6 Picking Methods
There are two major categories of picking methods: picker to product, and
product to picker.
2.6.1 Picker to product
U-path picking
Up one side of the aisle and down the other, picking at the indicated
locations.
Potential for congestion when pickers overtake.
62 AO/QUA/0047 - V1
Snake-path picking
Zigzagging across the aisle moving in a forward direction.
Potential for congestion when pickers pass.
2.6.2 Pallet to picker—‘pick by line’ or ‘batch picking’
A fork truck operator delivers a full pallet to the picker, who picks from the
pallet to a number of other pallets or roll cages until the pallet is exhausted or
the order is complete. The fork truck operator is then required to bring the next
product pallet, and the process is repeated.
The key when adopting the picker to product picking approach is the
design of the pick list reflecting the picking method to be used and being in
the correct order. When locations are amended physically, the WMS must
be updated so as to ensure the pick lists are produced in the right order.
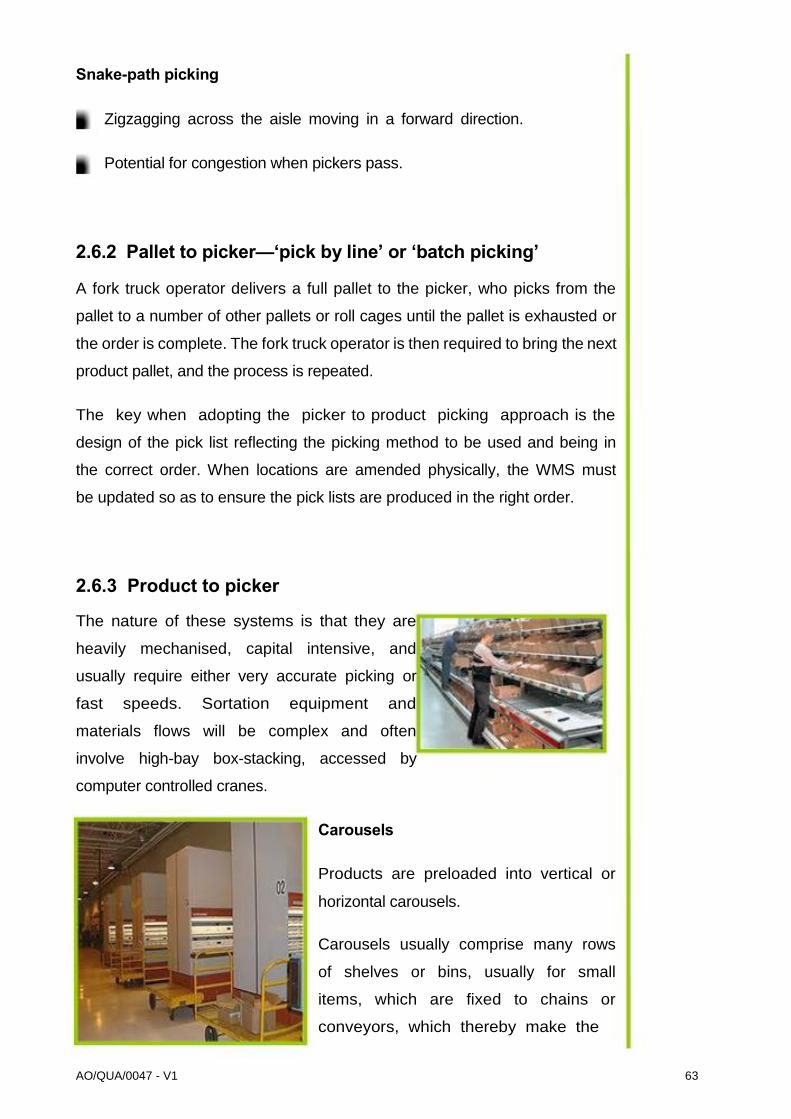
2.6.3 Product to picker
The nature of these systems is that they are
heavily mechanised, capital intensive, and
usually require either very accurate picking or
fast speeds. Sortation equipment and
materials flows will be complex and often
involve high-bay box-stacking, accessed by
computer controlled cranes.
Carousels
Products are preloaded into vertical or
horizontal carousels.
Carousels usually comprise many rows
of shelves or bins, usually for small
items, which are fixed to chains or
conveyors, which thereby make the AO/QUA/0047 - V1 63

rows revolve. The apparatus is enclosed for safety, and only a lot is open to
the picker to pick from the bin or shelf presented.
The process is referred to as station picking, as the operator remains
static. The operator will either enter the SKU number into the machine and
wait for delivery, or the machine will otherwise work to a pre-coded pick
schedule, which the operator will then check. Each pick involves the
operator decanting from the presented location the correct quantity of
product for the pick, and accordingly placing this in the consignment bin or
box.
Conveyors/sorters
The product is
preloaded into
shelving (from the
rear).
The picker then
travels through
the shelving,
placing orders
onto a conveyor.
This delivers
orders to a sorter, who delivers the individual orders through chutes into
packing. Barcode technology will normally drive this process.
Auto-sortation
Bulk loads of product are loaded into the sorter, and the
machine automatically sorts them, delivering the order
through chutes to the despatch location. An example
would be letter and parcel sortation.
2.7 Improving Picking Efficiency
Above, consideration has been given to travelling time as a key driver of
picking efficiency. 64 AO/QUA/0047 - V1
Example of times include:
Walking speed, i.e. 60 metres per minute
Walking with pallet truck, i.e. 30 metres per minute
Riding on a fork truck or stacker, i.e. 120 metres per minute
Picking speed at face, i.e. 150 pieces per hour.
With the aforementioned in mind, picking activity must be planned to take
place in an orderly and sequenced fashion.
Moreover, we have also considered the importance of grouping together
popular product lines, and good planners will continually monitor this to
observe changes. They will want to review the warehouse layout and
make changes that support the evolving product lines and demand
patterns. This is the medium-term response to changing patterns.
Unplanned events may happen at any time, and will disrupt the flow of
product through the picking area. In such an instance, you—as a
manager—must be prepared to respond to this by flexibility to meet these
demands.
There are 5 key ways in which picking efficiency can generally be
improved; these are listed below to serve as a summary.
Travel faster, i.e. use powered trucks rather than walking
Travel less, such as through the segregation of products and zoning Pick
several orders at once, i.e. batch picking
Simplify or remove paperwork, such as through the use of RDT,
barcodes and RFID
Bring goods to the operator by utilising carousels or conveyors.
2.8 Marshalling and Despatching Goods
Marshalling is the activity of collating goods for dispatch near the dispatch
dock. Orders can be placed in numbered lanes or numbered locations,
indicating the despatch locations or transport routes. AO/QUA/0047 - V1 65

Most WMSs will create a despatch list which is sorted according to the
priority of loading for dispatch.
Objectives of the despatch area include:
to ensure all customer orders have been consolidated and packed
correctly;
to use roll cages and pallets, if required; and to
marshal for despatch.
2.8.1 Consolidation and packing
Consolidation and packing ensures that all the items on a despatch note
are ready for despatch and in the correct sequence prior to loading the
vehicle. It is also concerned with making sure they are packed and
protected for product security and operator safety prior to loading.
2.8.2 Using unitisation equipment
This refers to palletising despatches and film-wrapping, or correctly
loading and securing roll cages ready for loading, as required by
procedures or customer instructions.
2.8.3 Marshalling in order
Ensuring that all customer orders are held in correct sequence for loading in
relation to the timings and routes. The methods of marshalling used will
depend on the nature of the deliveries to be made.
Single loads will be marshalled into a numbered lane, or may otherwise be
loaded directly into a trailer, as the order that the pallets, roll cages or cartons
is loaded onto the trailer is of little importance as the entire load is to be
delivered to one location.
66 AO/QUA/0047 - V1

Multi-drop loads require the marshalling area to ensure that the loads are
sorted into the correct order for despatch so that they can be unloaded in
reverse order once on the vehicle.
Vehicle sizes for the routes may be determined by a transport planner or by
the WMS; either way, however, vehicle availability may require changes
to be made to plans so as to ensure that customer service levels are
maintained. This may involve the use of larger than optimum vehicles to be
used for a delivery.
Congestion is a major risk in the despatch area, and blocks, lines or runs,
must be clearly marked and segregated to ensure that goods are
despatched correctly. With this in mind, straightforward location notices are
often utilised to indicate destinations, therefore making it easy for all to
acknowledge the product destination. This is preferable to destination
codes which may not beclear to untrained staff.
The control of waiting vehicles and trailers also requires careful planning
so as to ensure that bays are cleared as quickly as a trailer is loaded. This
enables the freeing up of space in the marshalling and despatch areas.
The major tasks performed by the marshalling and dispatch functions are
summarised below:
Random checks of pick quantities and items for dispatch; Re-
pack and palletise for a route;
Record batch/serial numbers and prepare documentation;
Label consignments;
Compile load in vehicle body footprint (note weights);
Check load documentation;
AO/QUA/0047 - V1 67
Ensure the load vehicle is in the correct sequence for unloading en
route;
Seal vehicle;
Arrange for trailer to be moved from dock using a shunter; and
Arrange for vehicle movement from the dock and prepare for dispatch.
All of the aforementioned tasks require little further explanation, but all are
nevertheless vital for the correct and efficient operation of the dispatch
function in modern warehouses.
2.9 Labour Requirements
Labour requirements in the despatch area are influenced by a number of
factors, namely:
The volume of deliveries,
The rate of deliveries,
Transport route timings,
The frequency of despatching vehicles, and
The method of loading vehicles and MHE, if any.
2.9.1 Volume of deliveries
This is the underlying driver of warehouse manning matched against the size
of the vehicles making the deliveries. Deliveries in retail are typically
organised in waves so as to maximise the spread of the load over a shift, and
to emphasise the predictability to stores of the expected arrival of
replenishment stocks. 68 AO/QUA/0047 - V1
2.9.2 Rates of deliveries
Reflected in the space required to store products awaiting despatch. If
deliveries are not made on a daily basis, it is assumed that space will be
necessary in-between deliveries to allow the marshalling of cross-docked
goods awaiting picked products being made ready for later despatch.
Essentially, the impact of this is upon storage capacity rather than labour,
although fewer despatches mean less despatch staff may be needed.
2.9.3 Transport route timings
These will be drivers for the warehouse in terms of loading schedules and
deadlines. The planning of deliveries and routings in terms of driver
availability, driver hours, customer requirements and routings all place an
additional burden on the warehouse to have loads ready by the deadlines.
2.9.4 Methods of loading vehicles
Mechanical methods of loading are inherently more
efficient than manual methods, although both may be
necessary during delays so as to ensure products are
loaded as quickly as possible.
2.9.5 Planning and contingencies
Planning ensures smooth flow and accordingly enables the labour and
equipment to be in place prior to the start of the working day.
However, planning cannot take into account disruptions to the schedule
caused by delayed deliveries to the marshalling area owing to shortages or
late arrivals from inbound deliveries. Shortages of vehicles, traffic
congestion or staff shortages owing to illness or unplanned leave may also
disrupt the planned schedules.
As a result, contingency plans can be made so as to cover various events;
however, not all events can be foreseen—and the skill of the manager is AO/QUA/0047 - V1 69
required to respond to these unusual circumstances, both quickly and
efficiently. This may require either overtime, adding more resources from
other parts of the warehouse, or employing agency staff. Schedules may have
to be revised or delayed, and overtime scheduled.
2.9.6 Space
Space requirements for the despatch area may be driven by the following
factors:
The area required for assembling and marshalling orders;
The degree of quality control or inspection checking required;
Vehicle sizes, i.e. larger vehicles will require a bigger footprint;
Consideration as to whether trailers be loaded directly as products
become available;
Flexibility to be able to load cages and pallets in the marshalling area;
and
Secure areas may be required for high-value or controlled products.
The area for marshalling will fundamentally depend on the number of
allocated despatch bays, and whether or not the partial or full loading of
trailers can take place directly.
The calculation of required usable space is a complex task, which requires
consideration of the variables listed above. There must be room for flexible
aisles to enable the safe transit of people and MHE, and access to the
loads. Peaks and troughs in terms of deliveries need to be considered
ahead, and plans must be made to cover the
availability of additional space if there is a backlog in
despatches.
As the manager, your aim is to schedule deliveries
throughout the day to balance the workload,
although delays in receipt of product to the marshalling area can cause
considerable congestion in a very short time.
70 AO/QUA/0047 - V1