warehouse - · pdf filevery narrow aisle racking is a high-density storage system with direct...
TRANSCRIPT

WAREHOUSESolutions and Storage Systems

COMPANY PROFILEIn the past thirty years, Dalal Steel Industries has provided thousands of worldwide customers for durable, affordable and versatile steel structure buildings and prefabricated houses for hundreds of different uses and in various countries including: Syria, Iraq, U.A.E, Qatar, Saudi Arabia, Libya, Sudan Nigeria, Cyprus, Romania & Slovakia. With our experience, we strive to deliver every project right and on time.
With its main office in Beirut, Dalal’s factory located in Bekaa valley consists of 250.000 m2 with (65.000 m2 closed area) of fully equipped factory complimented by a skilled multi-national work force of over 700 personnel.
Today, Dalal Steel Industries continues to expand the horizons of metal building construction by enhancing its building customization, providing better customer service and improving customer needs of the logistics industry by adding a new product line which is the warehouse Solutions & storage systems, loading bay equipment & material handling to continue providing a full turnkey solutions to the customers.

> Steel Buildings> Prefab Houses> Cold Storage> Containers> Covering Panels > Sandwich Panels> Cranes> Camps> Shelters> Steel Stairs> Steel Doors> Light Gauge Houses> Architectural Façades> Warehouse Solutions and Storage Systems> Loading Bay Equipment> Material Handing Equipment
LIST OF PRODUCTS AND SERVICES

Selective Racking System
Features Specifications> Allows individual access to every pallet, thus achieving optimum stock rotation> Allows for space animation yet retains total product accessibility> Is compatible with a wide range of standard materials handling equipment, thereby assisting in the reduction of capital outlay costs> Can be adapted and adjusted almost infinitely to serve virtually any logistic requirement> Has accessories available to expand and enhance storage options
> Average Locations Used: 95%> Immediate Accessibility: 100%> Stock Rotation: Very Good> Floor Utilization: 40%
Selective pallet racking is a straight forward and cost-effective pallet storage system. Able to be used in conjunction with almost any type of forklift it is ideal where flexibility, easy access and fast dispatch times are critical.
Selective pallet racking is the lowest cost pallet racking solution and allows access to every pallet ensuring optimum stock rotation. It can also be
adjusted or relocated at any time with minimal effort.
Double Deep Racking System
Features> Stores two pallets deep for quick dispatch of large volumes of goods> Maximizes the available space through the reduction in aisle requirements> Requires the use of special material handling with telescopic reaching fork attachments> Upper levels can be fitted with guidance rails for rapid placement of pallets> Storage density increased as rack aisle ratio changes from selective racking> 50% immediate accessibility with reasonable stock rotation> Good use of all available locations, typically above 90%> Lowest pallet is stored off the ground, for safe and secure handling> Best used when there are multiple pallets of each SKU
Specifications> Average Locations Used: 90%> Immediate Accessibility: 50%> Stock Rotation: Average> Floor Utilization: 60%
Double deep racking uses standard selective racking components to store pallets two deep (or four deep in a double entry rack).Double deep pallet racking maximizes storage capacity through increased density with reduced pallet accessibility.

Very Narrow Aisle racking system (VNA)
Features Specifications> Allows direct access to every pallet, thus achieving optimum stock rotation> Maximizes your floor area and available roof height> Requires specialized forklift trucks to load and unload racks> High number of locations (90%) with 100% accessibility and good stock rotation> Ideally suited to the storage of high density handpicked goods> Fire sprinkler requirements need to be considered
> Average Locations Used: 90%> Immediate accessibility: 100% > Stock Rotation: Good> Floor Utilization: 50%
Very narrow aisle racking is a high-density storage system with direct access to all pallets ensuring the best stock rotation and increased storage capacity. High rise storage racks require specialized handling equipment with reduced operational space to load and unload racks.
Guiderails or electronic guidance systems can be fitted to assist these machines and protect the structural integrity of the racking.
Drive-In Racking System
Features> Ideal for cold storage and freezers where space is costly> Allows the use of conventional forklifts> Suitable for only a few SKUs, but many pallets> Allows maximum use of storage space and volume due to elimination of access aisles
Specifications> Average Locations Used: 70%> Immediate accessibility: 10% > Stock Rotation: Poor> Floor Utilization: 65%
A drive-in racking system allows maximum use of space and volume due to the elimination of access aisles. Pallet storage capacity is more than doubled compared with standard pallet racking.
Ideal for cold storage and dry store goods, drive-in racking is suitable for businesses that have high pallet quantities, but don’t require fast stock rotation
and immediate accessibility. Unique self-centering pallet rails enable pallets to be positioned quickly and safely, reducing operator time.
Conventional forklift trucks are suitable for access to stock within drive-in racking. Drive-in racking operates on a First-In Last-Out stock rotation basis.
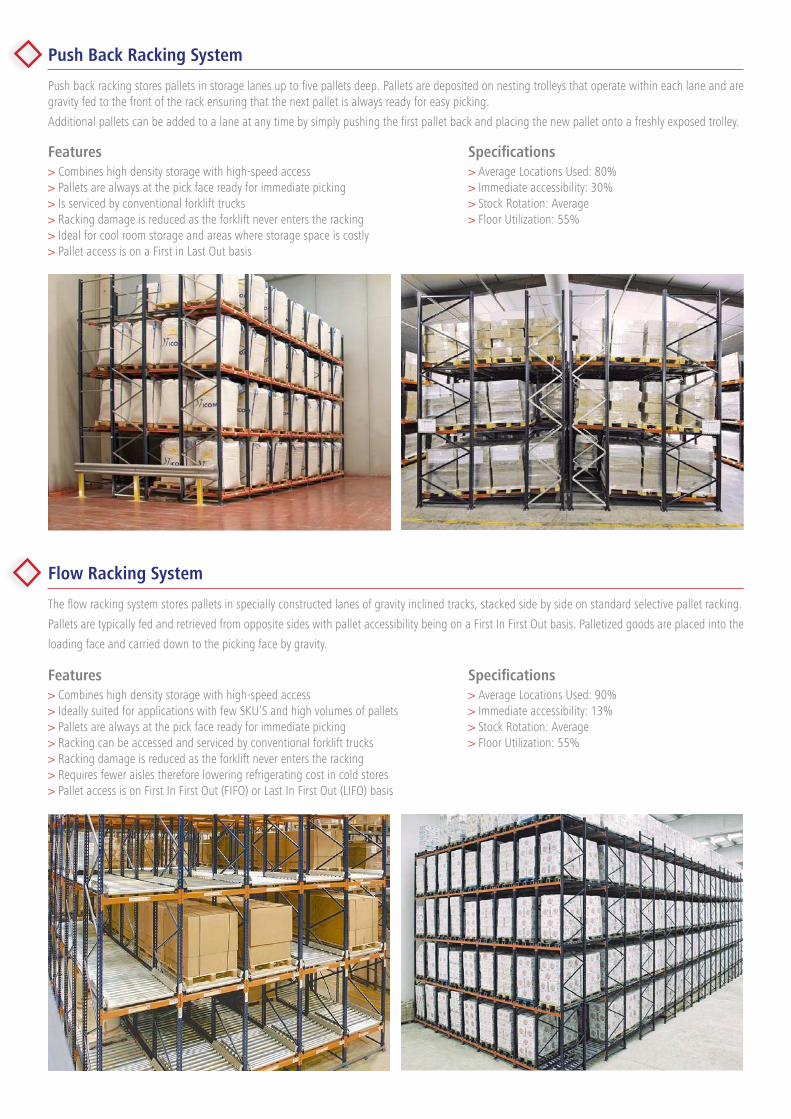
Push Back Racking System
Features Specifications> Combines high density storage with high-speed access> Pallets are always at the pick face ready for immediate picking> Is serviced by conventional forklift trucks> Racking damage is reduced as the forklift never enters the racking> Ideal for cool room storage and areas where storage space is costly> Pallet access is on a First in Last Out basis
> Average Locations Used: 80%> Immediate accessibility: 30%> Stock Rotation: Average> Floor Utilization: 55%
Push back racking stores pallets in storage lanes up to five pallets deep. Pallets are deposited on nesting trolleys that operate within each lane and are gravity fed to the front of the rack ensuring that the next pallet is always ready for easy picking.
Additional pallets can be added to a lane at any time by simply pushing the first pallet back and placing the new pallet onto a freshly exposed trolley.
Flow Racking System
Features> Combines high density storage with high-speed access> Ideally suited for applications with few SKU’S and high volumes of pallets> Pallets are always at the pick face ready for immediate picking> Racking can be accessed and serviced by conventional forklift trucks> Racking damage is reduced as the forklift never enters the racking> Requires fewer aisles therefore lowering refrigerating cost in cold stores> Pallet access is on First In First Out (FIFO) or Last In First Out (LIFO) basis
Specifications> Average Locations Used: 90%> Immediate accessibility: 13% > Stock Rotation: Average> Floor Utilization: 55%
The flow racking system stores pallets in specially constructed lanes of gravity inclined tracks, stacked side by side on standard selective pallet racking.
Pallets are typically fed and retrieved from opposite sides with pallet accessibility being on a First In First Out basis. Palletized goods are placed into the
loading face and carried down to the picking face by gravity.

Mobile Racking System
Features> High density storage with individual access to all pallets still available> Storage capacity can be increased by up to 80%> Requires thorough planning from early conception stages> Can be operated automatically or manually> Photoelectric beam system guarantees staff safety> Can be used with conventional forklifts
Mobile racking system uses standard selective pallet racking mounted on heavy duty mobile bases and floor tracks.
This configuration provides electrically driven opening and closing of racking aisles. Mobile racking enables very compact storage while maintaining
individual access to all stored pallets.
Satelite Racking System (Shuttle Racking)
Features> Automated storage and retrieval shuttle performs loading and unloading tasks without human intervention> Ideal for use in cool rooms, dry stores and other areas requiring high density storage> Operating Speed: 0.8 m/s loaded – 1 m/s empty> Load capacity: 25 kg – 1500 kg> Different pallet types can be used (1200x800, 1200x1000, combined 1200x (800&1000)> The system is designed to work in temperatures from -30° C upwards> The lane depth is unlimited> Space utilization is 65%> Long lasting batteries are included> They guarantee maximum autonomy thus optimizing the operating time> The electro-mechanical lifting device is easy to maintain, and ideal for cold store applications> LIFO and FIFO are possible in the same installation
The satellite racking system is a deep lane pallet storage and retrieval system. It consists of a carrier shuttle used to move pallets within a specifically designed racking structure, thus optimizing the pallet storage capacity.
The pallet shuttle is a self-powered device that runs on rails in the storage lanes for the loading and unloading of pallets. It is transported to its location
at the front or the back of a lane (or the back in the case of double sided applications) by a standard forklift. Once at its home position, the shuttle performs the loading and unloading tasks without any human intervention.
These tasks are instructed by the fork lift driver using a remote control. Once the tasks are completed the shuttle returns to its home position and is then
ready to betransported to a new location for a new task. Each shuttle unit has rechargeable batteries and is transferred between different storage tunnels by a standard fork lift truck.
This automated storage system guarantees the highest possible storage density. Picking speed and performance can be increased by introducing
additional pallet shuttles into the racking system.

Cantiliver System
Cantilever racking is specifically designed for long, awkward and odd-shaped loads that you need quick and direct access to. With no front uprights to get in your way, its perfect for extra-long items that can't be palletized. Such as beams, aluminum profiles, pipes, timber, etc..
Cantilever racking is entirely self-supporting and doesn't require fixing to the building walls for stability. Cantilever arms are adjustable allowing for
the storage of odd-sized products.
Carton Live Storage System
Carton live storage racks are suitable for use as supply racks for manufacturing processes and as storage and picking racks.
They can be used in a variety of situations and enable compact, clearly organized storage of goods. Reduced travel distances increase system efficiency;
working times are reduced while picking performance is increased, and investment costs often pay off within a year.
The advanced ergonomic design reduces the physical stress placed on employees.

Mezzanine
Advantages> Multiplies surface space in industrial premises> Adaptable to the specific needs of the client, thanks to the great variety of sizes available, types of floors, construction systems, etc.> Quick to assemble and easy> They can be complemented with a variety of shelving system
Mezzanine floors take maximum advantage of the height of premises, doubling or tripling the surface area and enabling it to be fitted out as a storage area, changing room, or offices, etc. The installation of a mezzanine is an ideal solution to maximize the space available by taking advantage of the height of the building.
Mezzanine floors are totally dismountable and re-usable, and their structure, dimensions and location are easily modified.
Long Span Racking
The Long span racking System is the optimal system for manually storing small to medium-size products. This product is versatile, given its adaptability to any type of unit load; selective, as it allows immediate access to all unit loads and/or references stored; and dynamic, since it is easily assembled and/or disassembled, and components are also easily replaced and/or added.
The range of accessories and possible system configurations allow it to be adapted to any type of goods. Although it is a hand loaded system, it utilizes
the full height of the facility, since higher levels can be accessed using mechanical means (S/R cranes or order-picking trucks) or through walkways located inside the shelving system.

Modular Light Duty Shelving
The design of our modular shelving system uses a clever construction method. Its design is based on a minimum number of components; the basis of the system is uprights and shelves made from high grade pre-galvanized steel.
The variety of applications is endless, it can be built as a traditional shelving system or as a high rise installation with floors between levels.
Suitable for stand-alone and manually served picking and storage areas to large fully automated central stores, the modular shelving system is the most
flexible and versatile storage system for small part handling.
Loading Bay Equipment
DOCK LEVELLERS
General Information:
The electrohydraulic dock levelers allow the forklift to load and unload by lifting itself directly on the platform of the vehicle, optimizing work time.
Easy to install and equipped with advanced safety and operating mechanisms, hydraulic dock levelers are available in various types to meet the needs of the customer.

Loading Bay Equipment
RAISED DOCK SHELTERS
General Information:
Raised Dock Shelters allow the connection of docking vehicles for the loading and unloading phases with a warehouse located on a raised floor.
The frontal curtains, which fit perfectly to the shape of the vehicle, avoid in this way heat dispersion inside the warehouse or in any case a variation
of the temperature of the internal environment. The standard dock shelter is available with flat roofing or with double slope roofing to perfectly fit the building on which they will be positioned.
Loading Bay Equipment
SECTIONAL DOORS
General Information:
Every single sectional door by is customized according to the specific needs of the customer, carefully sized to perfectly fit into the wall vain.Quality is assured by ongoing research of new technologic improvements combined to rigid standards of design. Mechanics, anti-pinching panels, device preventing springs from breaking as well as all accessories assuring safe operation are a must.Panels used for sectional doors production are stuffed with chlorofluorocarbons – free 40 mm- polyethylene foam. Perimeter gaskets assure the best thermal insulation.

Material Handling Equipment
> Manual Hand Pallet Truck> Electric Pedestrian Pallet Trucks > Electric Stackers> Electric Counter Balance Forklift Trucks
> Reach Trucks> Order Picker> Very Narrow Aisle Trucks




www.dalalsteel.com
HEAD OFFICEFurn El Chebak, Tehouita, Dalal Bldg.P.O. Box 50046, Beirut, Lebanontel: +961 1 282 555mob: +961 3 727 724fax: +961 1 283 555email: [email protected]