vol. 15, no.1, april 2016 issn 2088-4842
TRANSCRIPT

Jurnal Optimasi Sistem Industri
Vol. 15 No. 1 Hal. 1 – 104 April 2016 ISSN
2088-4842
Vol. 15, No.1, April 2016
ISSN 2088-4842
ALGORITMA PENENTUAN UKURAN BATCH INTEGER PADA PENJADWALAN FLOWSHOP SATU
Hadigufri Triha, Ahmad Syarifuddin Indrapriyatna, Jonrinaldi, Berry Yuliandra 1-15
EVALUASI SHIFT KERJA DAN PENENTUAN WAKTU STANDAR PT X BERDASARKAN BEBAN KERJA
Trisna Mesra, Lusi Susanti, Hilma Raimona Zadry 16-32
PERANCANGAN MODEL PENGUKURAN KINERJA RANTAI PASOK BERBASIS LEAN DAN GREEN MENGGUNAKAN BALANCE SCORECARD DI PT. P&P LEMBAH KARET
Alizar Hasan, Berry Yuliandra, Eureka Perdana Putra 33-46
PEMBUATAN KNOWLEDGE MANAGEMENT PADA EXTERNAL CYLINDRICAL GRINDING
Ikhwan Arief, Muhammad Arieaman Fikri 47-61
PENJADWALAN CEMENT MILL BERBASIS MINIMASI FAKTOR KLINKER DALAM PROSES PEMBILASAN DAN IMPOR KLINKER
Nilda Tri Putri, Indah Kurnia Ramadhani 62-77
PENGEMBANGAN MODEL ECONOMIC PRODUCTION QUANTITY (EPQ) DENGAN SINKRONISASI DEMAND KONTINU DAN DISKRIT SECARA SIMULTAN
Nurike Oktavia, Henmaidi, Jonrinaldi 78-86
DAFTAR ISI
OPTIMALISASI PROSES PERAKITAN PESAWAT TANPA AWAK DENGAN METODA CRITICAL PATH METHODS (CPM)
Dendi Adi Saputra M, Eka Satria, Gusman Arif Pandy 87-92
PENGENDALIAN PERSEDIAAN PRIMARY ITEMS DALAM LOGISTIK KONSTRUKSI
Lady Lisya, Rika Ampuh Hadiguna 93-104

PELINDUNG
Rektor Universitas Andalas (UNAND)
PENANGGUNG JAWAB
Wakil Rektor Bidang Akademik
Dekan Fakultas Teknik Ketua Jurusan Teknik Industri
PEMIMPIN REDAKSI Hilma Raimona Zadry, Ph.D
WAKIL PEMIMPIN REDAKSI Feri Afrinaldi, Ph.D
EDITOR KEHORMATAN
Ir. Insannul Kamil, M.Eng, Ph.D, IPM
PENYUNTING AHLI
Prof.Dr. Moses L. Singgih, MSc (ITS)
Prof. Dr. Udisubakti C. Mulyono (ITS)
Prof. Dr. A. Rahim Matondang (USU) Prof. Dradjad Irianto, Ph.D (ITB)
Prof. Alizar Hasan, Ph.D (UNAND)
TMA Ari Samadhi, Ph.D (ITB)
Dr. Siana Halim (UK Petra)
Dr. Eng. Listiarni Nurul Huda (USU)
Dr. Eng. Lusi Susanti (UNAND)
Dr. Ahmad S. Indrapriyatna (UNAND)
Dr. Rika Ampuh Hadiguna (UNAND)
SEKRETARIAT REDAKSI
Berry Yuliandra, MT
Hadigufri Triha, MT Dana Prastyo, S.Pd
Alamat Redaksi
Redaksi Jurnal Optimasi Sistem
Industri, Gedung Teknik Industri,
Fakultas Teknik, Lantai 3, Universitas
Andalas, Kampus Limau Manis,
Padang
Email: [email protected]
Redaksi menerima artikel ilmiah hasil
penelitian dengan subyek yang
relevan. Terbitan perdana Oktober 2001.Periode terbit edisi April dan
Oktober setiap tahun.
ISSN 2088–4842
Volume 15 Nomor 1 April 2016
JURNAL OPTIMASI SISTEM INDUSTRI (JOSI) Jurnal Ilmiah Aplikasi Ilmu Teknik Industri
DAFTAR ISI
Daftar Isi
Editorial
Algoritma Penentuan Ukuran Batch Integer pada
Penjadwalan Flowshop Satu Mesin
Hadigufri Triha, Ahmad Syarifuddin Indrapriyatna, Jonrinaldi .,
Berry Yuliandra
1-15
Evaluasi Shift Kerja dan Penentuan Waktu Standar PT X
Berdasarkan Beban Kerja
Trisna Mesra, Lusi Susanti, Hilma Raimona Zadry
16-32
Perancangan Model Pengukuran Kinerja Rantai Pasok
Berbasis Lean dan Green menggunakan Balance Scorecard
di PT. P&P Lembah Karet
Alizar Hasan, Berry Yuliandra, Eureka Perdana Putra
33-46
Pembuatan Knowledge Management pada External
Cylindrical Grinding
Ikhwan Arief, Muhammad Arieaman Fikri
47-61
Penjadwalan Cement Mill Berbasis Minimasi Faktor Klinker
dalam Proses Pembilasan dan Impor Klinker
Nilda Tri Putri, Indah Kurnia Ramadhani
62-77
Pengembangan Model Economic Production Quantity
(EPQ) dengan Sinkronisasi Demand Kontinu dan Diskrit
Secara Simultan
Nurike Oktavia, Henmaidi ., Jonrinaldi .
78-86
Optimalisasi Proses Perakitan Pesawat Tanpa Awak
dengan Metoda Critical Path Methods (CPM)
Dendi Adi Saputra M, Eka Satria, Gusman Arif Pandy
87-92
Pengendalian Persediaan Primary Items dalam Logistik
Konstruksi
Lady Lisya, Rika Ampuh Hadiguna
93-104
Kerjasama dengan: PERSATUAN INSINYUR INDONESIA SUMATERA BARAT PUSAT STUDI INOVASI UNIVERSITAS ANDALAS
Jurnal Optimasi
Sistem Industri Vol. 15 No. 1 Hal. 1-104
April
2016
ISSN
2088–4842

Algoritma Penentuan Ukuran....(H. Triha, et al.) 1
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
ALGORITMA PENENTUAN UKURAN BATCH INTEGER PADA PENJADWALAN FLOWSHOP SATU MESIN
Hadigufri Triha1, Ahmad Syarifuddin Indrapriyatna1, Jonrinaldi1, Berry Yuliandra2 1Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas, Padang 2Jurusan Teknik Mesin, Fakultas Teknik, Universitas Andalas, Padang
Email: [email protected] (korespondensi)
Abstract
Scheduling is an important area of production planning and control. Scheduling is required to produce
an existing job by allocating existing resources in the proper execution order. Production schedules arranged effectively and efficiently to maximize resources utility, minimize waiting and idle time and increase productivity. Flowshop batch scheduling model for one machine that take inventory and quality cost into account has been developed by Indrapriyatna et al (2007a). However, the model yet effective in converting the results of batch size into integers. This study tried to resolve this
problem by using modification of Branch and Bound Algorithm approach.
Keywords: Scheduling, batch, flowshop, Branch and Bound Algorithm
Abstrak
Salah satu area penting dari perencanaan dan pengendalian produksi adalah penjadwalan. Penjadwalan diperlukan untuk memproduksi job yang ada dengan mengalokasikan sumber daya yang ada pada urutan pengerjaan komponen yang tepat. Pengaturan jadwal produksi yang efektif
dan efisien akan memaksimalkan utilitas sumber daya, meminimumkan waktu tunggu dan waktu menganggur serta meningkatkan produktivitas. Model penjadwalan batch flowshop untuk 1 mesin
yang mempertimbangkan biaya simpan dan biaya kualitas telah dikembangkan oleh Indrapriyatna et al (2007a). Akan tetapi model tersebut masih belum efektif dalam mengkonversikan ukuran batch ke dalam bilangan integer. Penelitian ini mencoba menyelesaikan permasalahan ini dengan menggunakan pendekatan Algoritma Branch and Bound Modifikasi.
Kata kunci: Penjadwalan, batch, flowshop, Algoritma Branch and Bound
1. PENDAHULUAN
Perencanaan dan pengendalian
produksi merupakan aktivitas internal
yang penting bagi perusahaan
manufaktur. Tujuan dari perancanaan dan
pengendalian produksi adalah
mengefektifkan utilisasi sumber daya
sambil memenuhi keinginan konsumen
dan menciptakan keuntungan bagi
investor [1]. Berbagai input digunakan
untuk mencapai tujuan tersebut, antara
lain: peramalan penjualan, program
produksi, rencana produksi, penjadwalan
produksi, job order, laporan penyelesaian,
data persediaan, deskripsi produk,
gambar produk, spesifikasi produk,
deskripsi proses, estimasi biaya, standar
pekerjaan, pesanan, tuntutan pembelian,
pesanan pembelian, laporan penerimaan,
laporan inspeksi penerimaan, laporan
inspeksi proses, laporan inspeksi produk
akhir dan laporan pengiriman [2].
Berdasarkan berbagai jenis dokumen
tersebut, input dari penjadwalan meliputi
penjadwalan produksi, job order, laporan
penyelesaian, data persediaan, standar
pekerjaan, tuntutan pembelian, pesanan
pembelian dan laporan pengiriman.
Aktivitas penjadwalan meliputi ruang
lingkup yang cukup luas dalam
perencanaan dan pengendalian produksi.
Penjadwalan merupakan salah satu
aktivitas penting dari perencanaan dan
pengendalian produksi. Aktivitas ini
diperlukan untuk memproduksi job yang

2 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:1-15
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
ada dengan mengalokasikan sumber daya
(mesin, operator, dan kebutuhan
material) secara efisien pada urutan
pengerjaan komponen yang tepat.
Pengaturan jadwal produksi yang baik
akan memaksimalkan utilitas sumber
daya perusahaan. Melalui penjadwalan
yang efektif dan efisien, waktu tunggu dan
waktu menganggur material dapat
diminimumkan, sehingga akan
mempersingkat waktu proses sebuah job.
Sementara itu, jika penjadwalan dilakukan
secara tidak optimal, maka dapat
menyebabkan:
1. Pekerja maupun mesin menganggur
karena tidak ada pekerjaan untuk
dikerjakan sehingga sumber daya yang
tersedia akan terbuang percuma
karena tidak dimanfaatkan.
2. Meningkatnya persediaan komponen
work-in-process karena tidak ada
mesin yang available.
Oleh karena produktivitas merupakan
rasio nilai produk yang dihasilkan dengan
nilai sumber daya yang digunakan dalam
produksi, maka pengaturan jadwal yang
optimal akan meningkatkan produktivitas
perusahaan [1].
Penjadwalan batch digunakan untuk
menentukan ukuran dan urutan job yang
telah dibagi menjadi beberapa bagian
(batch). Halim dan Ohta (1993), Halim
dan Ohta (1994), Halim et al. (2001),
serta Bukchin et al. (2002) membahas
penentuan urutan dan ukuran batch yang
merupakan ukuran “job” [3,4,5]. Fokus
utama dari jenis penjadwalan ini adalah
bagaimana menentukan ukuran batch
(batching) dan urutan pemrosesan batch
yang dihasilkan (sequencing).
Indrapriyatna et al (2007a) telah
mengembangkan model penjadwalan
batch flowshop untuk 1 mesin dengan
mempertimbangkan biaya simpan dan
biaya kualitas [6]. Biaya simpan pada
model tersebut telah dihitung dengan
membedakan jenis persediaan work-in-
process dan finished batch.
Permasalahan utama dalam
penjadwalan batch adalah ukuran dari
batch harus berupa bilangan integer.
Model yang yang dikembangkan
Indrapriyatna et al (2007b) mengusulkan
tiga metode untuk mengatasi
permasalahan tersebut, yaitu Metode
Jumlah-Desimal-Atas, Metode Jumlah-
Desimal-Bawah, dan Metode Pembulatan
[7]. Akan tetapi diantara ketiga metode
tersebut tidak ada yang selalu
memberikan nilai total biaya terkecil pada
semua set data. Oleh karena itu penelitian
ini akan mencoba menggunakan
pendekatan yang berbeda dalam
memecahkan permasalahan integer ini,
yaitu dengan menggunakan Algoritma
Branch and Bound.
2. TINJAUAN PUSTAKA
2.1. Penjadwalan
Penjadwalan memiliki definisi yang
cukup bervariasi. Beberapa diantaranya
adalah:
1. Proses pengalokasian sumber daya
dalam jangka waktu tertentu untuk
melakukan sejumlah pekerjaan [8]
2. Proses meramalkan sumber daya yang
akan digunakan suatu pekerjaan dan
penentuan waktu awal pengerjaan
dengan tepat (Carlier dan Chretienne
(1988) didalam T’kindt et al. (2006))
[9]
3. Pengalokasian sumber daya yang
terbatas melewati suatu horizon waktu
(Pinedo (1995) didalam T’kindt et al.
(2006)) [9]
Berdasarkan definisi-definisi tersebut
dapat ditarik kesimpulan bahwa
penjadwalan adalah sebuah teknik untuk
penugasan sumber daya untuk
menyelesaikan pekerjaan dalam rentang
waktu yang layak. Penjadwalan
merupakan tahapan akhir dari
perencanaan produksi dan merupakan
fase yang menjembatani antara rencana
dan eksekusi.
Proses penjadwalan yang baik harus
mampu mencapai tujuan spesifik suatu
pekerjaan secara realistis. Untuk
mewujudkan hal ini, terdapat beberapa
kriteria yang perlu diperhatikan dalam
proses penjadwalan:
1. Pekerjaan
2. Kendala potensial
3. Sumber daya yang tersedia
4. Fungsi tujuan

Algoritma Penentuan Ukuran....(H. Triha, et al.) 3
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Penjadwalan pada dasarnya
merupakan proses pengambilan
keputusan untuk mengoptimalkan satu
atau lebih kriteria untuk mencapai tujuan
akhir pekerjaan. Proses penjadwalan pada
dasarnya tidak bisa dipisahkan dari
komponen biaya simpan dan biaya
kualitas. Oleh karena itu, kedua
komponen biaya tersebut seharusnya ikut
diperhatikan pada saat melakukan
penjadwalan.
2.2. Hubungan Penjadwalan dengan
Biaya Simpan
Biaya simpan adalah semua biaya yang
terkait dengan persediaan. Biaya simpan
memiliki keterkaitan langsung dengan
jadwal produksi, atau lebih tepat
dikatakan bahwa jadwal produksi yang
diterapkan akan berpengaruh terhadap
besar atau kecilnya biaya simpan.
Hubungan ini akan tampak nyata pada
sistem produksi yang memiliki kapasitas
terbatas. Jika due date relatif ketat
terhadap kapasitas pabrik, maka jadwal
produksi yang bisa membuat waktu
selesai seluruh komponen tepat pada saat
due date tidak mungkin dilakukan.
Konsekuensi dari hal ini adalah sebagian
komponen diproduksi lebih awal sehingga
diselesaikan lebih cepat dari due date,
sehingga komponen tersebut harus
menunggu penyelesaian komponen lain
sebelum dikirimkan [4].
Herjanto (2008) mengemukakan
beberapa elemen biaya simpan, antara
lain [10]:
1. Biaya sewa gudang,
2. Biaya administrasi pergudangan,
3. Gaji pelaksana pergudangan,
4. Biaya listrik,
5. Biaya modal yang tertanam dalam
persediaan,
6. Biaya asuransi,
7. Biaya kerusakan, kehilangan atau
penyusutan barang selama
penyimpanan.
2.3. Hubungan Penjadwalan dengan
Biaya Kualitas
Proses produksi selalu memiliki variasi
alami yang terjadi secara acak. Variasi
alami ini dapat mempengaruhi kualitas
produk yang dihasilkan. Oleh karena itu,
untuk memastikan agar produk yang
dikirimkan benar-benar sesuai dengan
keinginan pelanggan, maka produk yang
dihasilkan perlu dibandingkan terlebih
dahulu dengan standar baku. Aktivitas ini
disebut sebagai pengendalian kualitas.
Pelaksanaan aktivitas pengendalian
kualitas menyebabkan munculnya biaya
kualitas. Biaya kualitas adalah semua
biaya yang terkait dengan penyesuaian
produk atau pelayanan yang diberikan
oleh suatu perusahaan berdasarkan
syarat-syarat yang diminta oleh
pelanggan. Biaya kualitas berhubungan
dengan proses penciptaan, identifikasi,
perbaikan dan pencegahan kerusakan.
Berdasarkan Model Juran, biaya kualitas
dapat dibagi ke dalam tiga kategori utama
[11]:
1. Biaya pencegahan (Cost of Prevention)
2. Biaya pemeriksaan/ penilaian
3. Biaya Kegagalan
Model penjadwalan batch flowshow
yang mempertimbangkan biaya kualitas
telah pernah dikembangkan oleh Halim
(2001). Pada model tersebut biaya
kualitas ditunjukkan melalui penerapan
acceptance sampling pada proses akhir
dan pada saat konsumen menerima
produk [5].
Biaya kualitas dalam konteks penelitian
ini dikelompokkan sebagai berikut:
1. Biaya pemeriksaan sampel
Jenis biaya ini terkait dengan aktivitas
pengujian, evaluasi atau pengukuran
agar setiap komponen yang dihasilkan
mampu memenuhi spesifikasi yang
diinginkan. Biaya ini meliputi:
a. Biaya untuk melakukan pemeriksaan
sampel.
b. Biaya penyimpanan komponen
selama pemeriksaan sampel.
2. Biaya Kegagalan Internal
Jenis biaya ini muncul ketika sejumlah
komponen yang diproduksi tidak
memenuhi spesifikasi kualitas sebelum
komponen tersebut dikirimkan kepada
konsumen. Biaya ini meliputi:
a. Biaya pemeriksaan komponen yang
tidak termasuk ke dalam sampel
pemeriksaan (pemeriksaan 100%).
b. Biaya penyimpanan komponen
selama pemeriksaan 100%.

4 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:1-15
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
c. Biaya pengerjaan ulang komponen
yang tidak memenuhi spesifikasi
kualitas.
d. Biaya penyimpanan komponen
selama pengerjaan ulang.
3. Biaya Kegagalan Eksternal
Jenis biaya ini muncul ketika sejumlah
komponen yang diproduksi tidak
memenuhi spesifikasi kualitas dan
diketahui setelah produk diserahkan
kepada konsumen. Biaya ini meliputi:
a. Biaya untuk melakukan pemeriksaan
100%.
b. Biaya penyimpanan komponen
selama pemeriksaan 100%.
c. Biaya pengerjaan ulang seluruh
komponen yang tidak memenuhi
standar kualitas.
d. Biaya penyimpanan komponen
selama pengerjaan ulang.
e. Biaya komplain konsumen.
2.4. Teori Optimasi
Optimasi dapat didefinisikan sebagai
proses pencarian nilai minimum atau
maksimum dari suatu fungsi secara
sistematis melalui pemilihan nilai variabel
tujuan berbentuk fungsi convex,
sementara permasalahan maksimasi
(pencarian nilai maksimum)
mensyaratkan fungsi tujuan berbentuk
fungsi concave. Perbedaan kedua fungsi
ini dapat dilihat pada Gambar 1.
Model penjadwalan yang
dikembangkan oleh Indrapriyatna et al
(2007a) menggunakan fungsi tujuan
minimasi, oleh karena itu fungsi tujuan
dari model tersebut berbentuk convex [6].
Pada 𝑓: 𝑆 → 𝐸𝑖
Fungsi f dikatakan convex pada S jika
memenuhi: 𝑓(𝜆𝑥1 + (1 − 𝜆)𝑥2) ≤ 𝜆𝑓(𝑥1) + (1 − 𝜆)𝑓(𝑥2) Untuk setiap 𝑥1, 𝑥2 ∈ 𝑆 dan untuk setiap 𝜆 ∈(0,1).
2.5. Model Penjadwalan Batch
Indrapriyatna et al. (2007a) telah
mengembangkan model penjadwalan
batch dengan memperhitungkan biaya
simpan work-in-process part dan finished-
part. Metode penjadwalan dalam model
tersebut. Beberapa asumsi dasar yang
digunakan oleh Indrapriyatna et al. (2007a)
Gambar 1. Perbedaan antara: (a) Fungsi convex dan (b) Fungsi concave (sumber: Bazaraa et al (2007)) [12]
untuk memberikan solusi yang
optimal. Bentuk umum dari permasalahan
optimasi terdiri atas fungsi tujuan dan
batasan-batasan yang berada dalam
ruang dari variabel-variabel keputusan.
Permasalahan minimasi (pencarian nilai
minimum) mensyaratkan bahwa fungsi
antara lain [6]:
1. Job yang diproses memiliki routing
sama.
2. Penjadwalan dilakukan berdasarkan
dua keputusan, penentuan ukuran
batch dan penentuan urutan
pemprosesan batch.

Algoritma Penentuan Ukuran....(H. Triha, et al.) 5
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
3. Penjadwalan dilakukan secara
backward.
4. Kriteria penjadwalan adalah total biaya
minimum, yang merupakan turunan
dari minimasi total waktu tinggal
aktual. Biaya yang diperhatikan adalah
biaya simpan dan kualitas.
5. Variabel keputusan yang digunakan
adalah jumlah, ukuran dan jadwal
produksi batch.
6. Aktivitas perawatan meliputi inspeksi,
restorasi dan preventive maintenance.
Notasi-notasi yang digunakan dalam
model tersebut antara lain:
Indeks
i : nomor batch, i = 1, 2 ... N
Variabel Keputusan
B[i] : Saat mulai batch L[i]
L[i] : Batch yang dijadwalkan pada posisi
ke-i
N : Jumlah batch
Q[i] : Ukuran batch L[i]
Parameter
q : Kuantitas permintaan komponen
dalam unit
d : Due date bersama untuk seluruh
aktivitas produksi (termasuk
inspeksi kualitas dan rework)
d’ : Due date untuk aktivitas set-up dan
pengerjaan seluruh komponen
dalam satuan waktu
t : Waktu proses per komponen dalam
satuan waktu
s : Waktu set-up batch dalam satuan
waktu
u : Proporsi ukuran sampel terhadap
ukuran batch
n[i] : Ukuran sampel untuk batch L[i]
dalam unit
c1 : Biaya simpan untuk finished-part per
unit per satuan waktu dalam satuan
biaya
c2 : Biaya simpan untuk komponen
work-in-process per unit per satuan
waktu dalam satuan biaya
f1 : Total biaya simpan per batch untuk
finished-part dalam in-process-
batch per batch dalam satuan biaya
f2 : Total biaya simpan per batch untuk
untuk komponen work-in-process
dalam in-process-batch dalam
satuan biaya
v : Ukuran penerimaan batch pada
acceptance sampling dalam unit
y : Jumlah komponen tidak memenuhi
spesifikasi yang ditemukan pada
masing-masing batch dalam unit
k1 : Biaya inspeksi per komponen per
satuan waktu dalam satuan biaya
k2 : Biaya pengerjaan ulang per
komponen per satuan waktu dalam
satuan biaya
k3 : Biaya penalti per batch untuk batch
yang ditolak oleh konsumen dalam
satuan biaya
w : Waktu inspeksi per komponen dalam
satuan waktu
Pa : Probabilitas penerimaan batch
dalam acceptance sampling
p : Probabilitas kemunculan komponen
yang tidak memenuhi spesifikasi
r : Waktu pengerjaan ulang per
komponen dalam satuan waktu
2.6. Pembentukan Model CSA (1
Mesin)
Model penjadwalan batch pada mesin
tunggal dengan due date bersama yang
memperhatikan biaya simpan dan biaya
kualitas berdasarkan variasi ukuran
sampel yang bergantung pada ukuran
batch disebut Model CSA. Indrapriyatna et
al. (2007a) memformulasikan biaya
kualitas dengan mempertimbangkan [6]:
a. Biaya pemeriksaan sampel
b. Biaya kegagalan internal
c. Biaya kegagalan eksternal
Total biaya pada Model CSA merupakan
penjumlahan dari biaya simpan dan biaya
kualitas, ditulis dengan notasi TC(N,Q).
Tujuan dari Model CSA adalah
meminimumkan total biaya. Model CSA
adalah sebagai berikut:
Model CSA
Minimumkan:
Total Biaya = Harapan total biaya simpan
+ Total biaya pemeriksaan
sampel + Harapan total
biaya kegagalan internal +
Harapan total biaya
kegagalan eksternal.

6 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:1-15
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
𝑻𝑪(𝑵, 𝑸) = 𝒄𝟏 ∑ {∑(𝒕𝑸[𝒋] + 𝒔)
𝒊
𝒋=𝟏
} 𝑸[𝒊+𝟏]
𝑵−𝟏
𝒊=𝟏
+𝒄𝟏 + 𝒄𝟐
𝟐𝒕 ∑ 𝑸[𝒊]
𝟐
𝑵
𝒊=𝟏
+𝒄𝟐 − 𝒄𝟏
𝟐𝒕 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ 𝒖𝒌𝟏𝒘 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ 𝒖𝒄𝟏𝒘 ∑ 𝑸[𝒊]𝟐
𝑵
𝒊=𝟏
+ (𝟏 − 𝑷𝒂) ((𝟏 − 𝒖)𝒌𝟏𝒘 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ (𝟏 − 𝒖)𝒄𝟏𝒘 ∑ 𝑸[𝒊]𝟐
𝑵
𝒊=𝟏
+ 𝒌𝟐𝒓𝒑 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ 𝒄𝟏𝒓𝒑 ∑ 𝑸[𝒊]𝟐
𝑵
𝒊=𝟏
)
+ 𝑷𝒂(𝟏 − 𝑷𝒂) (𝒌𝟏𝒘 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ 𝒄𝟏𝒘 ∑ 𝑸[𝒊]𝟐
𝑵
𝒊=𝟏
+ 𝒌𝟐𝒓𝒑 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ 𝒄𝟏𝒓𝒑 ∑ 𝑸[𝒊]𝟐
𝑵
𝒊=𝟏
+ 𝒌𝟑𝑵) (1)
(𝑵 − 𝟏)𝒔 + ∑ 𝒕𝑸[𝒊]
𝑵
𝒊=𝟏
+ 𝒖𝒘 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ (𝟏 − 𝒖)(𝟏 − 𝑷𝒂)𝒘 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ (𝟏 − 𝑷𝒂)𝒓𝒑 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
≤ 𝒅 (2)
∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
= 𝒒 (3)
𝒅′ = 𝒅 − (𝒖𝒘 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ (𝟏 − 𝒖)(𝟏 − 𝑷𝒂)𝒘 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
+ (𝟏 − 𝑷𝒂)𝒓𝒑 ∑ 𝑸[𝒊]
𝑵
𝒊=𝟏
) (4)
= (Biaya simpan finished part
+ Biaya simpan work-in-
process) + (Biaya
pemeriksaan sampel +
Biaya penyimpanan
komponen selama
pemeriksaan) + (Harapan
biaya pemeriksaan
komponen yang tidak
termasuk sampel +
Harapan biaya simpan
komponen yang tidak
termasuk sampel selama
pemeriksaan + Harapan
biaya pengerjaan ulang
untuk komponen non-
comforming + Harapan
biaya simpan selama
pengerjaan ulang) +
Harapan total biaya
kegagalan eksternal
(persamaan 1).
Dengan batasan:
1. Seluruh aktivitas yang berkaitan
dengan penyelesaian komponen
(aktivitas pengendalian dan perbaikan
kualitas, aktivitas setup serta
pemrosesan seluruh komponen) tidak
boleh melebihi due date (persamaan
2).
2. Selama horizon perencanaan, sistem
hanya berproduksi sebanyak jumlah
permintaan (persamaan 3).
3. Terdapat due date untuk aktivitas setup
dan pemrosesan seluruh komponen,
yang didefinisikan sebagai (persamaan
4).
4. Saat penyelesaian batch pertama harus
sama dengan due date untuk aktivitas
setup dan pemrosesan seluruh
komponen
𝑩[𝟏] + 𝒕𝑸[𝟏] = 𝒅′ (5)
5. Waktu mulai suatu batch harus sama
dengan saat penyelesaian batch
sebelumnya
𝑩[𝒊] = 𝑩[𝒊−𝟏] − (𝒔 + 𝒕𝑸[𝒊]) 𝒊 = 𝟐, 𝟑 … 𝑵 (6)
6. Ukuran batch paling kecil adalah 1
(yaitu pada kondisi seluruh permintaan
dijadikan satu batch) dan ukuran
maksimum batch sama dengan jumlah
permintaan komponen (yaitu pada
kondisi jumlah permintaan dibagi
menjadi q batch dengan ukuran
masing-masing batch adalah 1)
𝟏 ≤ 𝑵 ≤ 𝒒 (7)
7. Ukuran batch harus lebih besar dari 0
𝑸[𝒊] > 0, 𝑖 = 1, 2 … 𝑁 (8)
Ukuran batch optimal dari Model CSA,
untuk setiap nilai N, diperoleh
menggunakan Metode Lagrange, yaitu:

Algoritma Penentuan Ukuran....(H. Triha, et al.) 7
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
𝑸[𝒊] =𝒒
𝑵+
𝒄𝟏𝒔(𝑵 + 𝟏) − (𝟐𝒄𝟏𝒔)𝒊
𝟐 [𝟐 (𝒄𝟐+𝒄𝟏
𝟐) 𝒕 + 𝟐𝒖𝒄𝟏𝒘 − 𝒄𝟏𝒕 + 𝟐(𝟏 − 𝑷𝒂){(𝟏 − 𝒖)𝒄𝟏𝒘 + 𝒄𝟏𝒓𝒑 + 𝑷𝒂𝒄𝟏𝒘 + 𝑷𝒂𝒄𝟏𝒓𝒑}]
=𝒒
𝑵+
𝒄𝟏𝒔(𝑵 + 𝟏) − (𝟐𝒄𝟏𝒔)𝒊
𝟐[𝒄𝟐𝒕 + 𝟐𝒖𝒄𝟏𝒘 + 𝟐(𝟏 − 𝑷𝒂){(𝟏 − 𝒖)𝒄𝟏𝒘 + 𝒄𝟏𝒓𝒑 + 𝑷𝒂𝒄𝟏𝒘 + 𝑷𝒂𝒄𝟏𝒓𝒑}] (9)
Posisi batch L[i] dalam sistem
manufaktur yang terdiri atas satu mesin
dengan pendekatan backward selama
horizon perencanaan (yaitu dalam selang
saat 0 sampai dengan due date)
ditunjukkan dalam Gambar 2.
Persamaan (4) – (6). Periksa
apakah Persamaan (2) dan
B[N]≥0 dipenuhi. Jika dipenuhi
maka lanjutkan ke Langkah 5.
Jika tidak, maka lanjutkan ke
Langkah 8.
Gambar 2. Posisi batch dalam Sistem Manufaktur yang terdiri atas Satu Mesin (sumber: Indrapriyatna et al (2007a)) [6]
Algoritma usulan untuk menyelesaikan
Model CSA, untuk selanjutnya akan
disebut sebagai [Algoritma CSA], adalah
sebagai berikut:
[Algoritma CSA]
Langkah 0 Tentukan nilai-nilai parameter
q, d, s, t, u, c1, c2, k1, k2, k3, w,
Pa,
p dan r. Tentukan N = 1.
Lanjutkan ke Langkah 1.
Langkah 1 Tetapkan Q[1] = q dan B[1]
sesuai dengan persamaan (4)
dan (4). Periksa apakah
Persamaan Persamaan (2) dan B[1] ≥ 0 dipenuhi. Jika dipenuhi
maka lanjutkan ke Langkah 2.
Jika tidak, maka tetapkan
jadwal tidak layak dan
lanjutkan ke Langkah 9.
Langkah 2 Hitung TC(N,Q) menggunakan
Persamaan (1). Lanjutkan ke
Langkah 3.
Langkah 3 Tentukan N = N + 1. Lanjutkan
ke Langkah 4.
Langkah 4 Hitung Q[i] menggunakan
Persamaan (9) dan B[i] sesuai
Langkah 5 Hitung TC(N,Q) menggunakan
Persamaan (1). Lanjutkan ke
Langkah 6.
Langkah 6 Periksa apakah N ≤ q. Jika ya
maka lanjutkan ke Langkah 7.
Jika tidak, lanjutkan ke
Langkah 8.
Langkah 7 Periksa apakah TC(N,Q) ≤
TC(N-1,Q). Jika ya maka
kembali ke Langkah 3. Jika
tidak maka lanjutkan ke
Langkah 8.
Langkah 8 Tetapkan solusi yang
diperoleh:
Jumlah batch: N=N-1.
Ukuran batch ke-i: Q[i]=Q[i], i =
1, 2 ... N
Saat mulai batch pertama:
B[1]=d’ – tQ[1]
Saat mulai batch ke-i: B[i]=B[i-
1] – (s + tQ[i]), i = 2, 3 ... N
Total biaya=TC(N,Q).
Lanjutkan ke Langkah 9.
Langkah 9 Selesai
Ukuran batch yang diperoleh melalui
[Algoritma CSA] masih bersifat kontinu,
8 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:1-15
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
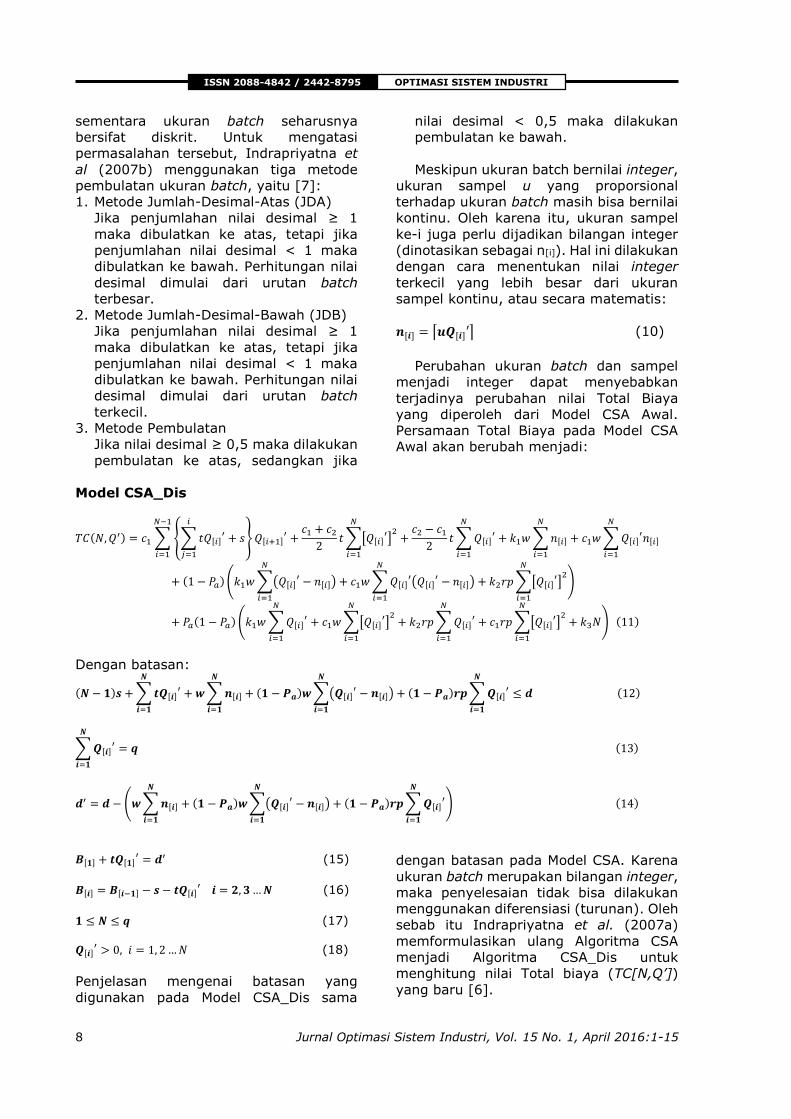
sementara ukuran batch seharusnya
bersifat diskrit. Untuk mengatasi
permasalahan tersebut, Indrapriyatna et
al (2007b) menggunakan tiga metode
pembulatan ukuran batch, yaitu [7]:
1. Metode Jumlah-Desimal-Atas (JDA)
Jika penjumlahan nilai desimal ≥ 1
maka dibulatkan ke atas, tetapi jika
penjumlahan nilai desimal < 1 maka
dibulatkan ke bawah. Perhitungan nilai
desimal dimulai dari urutan batch
terbesar.
2. Metode Jumlah-Desimal-Bawah (JDB)
Jika penjumlahan nilai desimal ≥ 1
maka dibulatkan ke atas, tetapi jika
penjumlahan nilai desimal < 1 maka
dibulatkan ke bawah. Perhitungan nilai
desimal dimulai dari urutan batch
terkecil.
3. Metode Pembulatan
Jika nilai desimal ≥ 0,5 maka dilakukan
pembulatan ke atas, sedangkan jika
nilai desimal < 0,5 maka dilakukan
pembulatan ke bawah.
Meskipun ukuran batch bernilai integer,
ukuran sampel u yang proporsional
terhadap ukuran batch masih bisa bernilai
kontinu. Oleh karena itu, ukuran sampel
ke-i juga perlu dijadikan bilangan integer
(dinotasikan sebagai n[i]). Hal ini dilakukan
dengan cara menentukan nilai integer
terkecil yang lebih besar dari ukuran
sampel kontinu, atau secara matematis:
𝒏[𝒊] = ⌈𝒖𝑸[𝒊]′⌉ (10)
Perubahan ukuran batch dan sampel
menjadi integer dapat menyebabkan
terjadinya perubahan nilai Total Biaya
yang diperoleh dari Model CSA Awal.
Persamaan Total Biaya pada Model CSA
Awal akan berubah menjadi:
Model CSA_Dis
𝑇𝐶(𝑁, 𝑄′) = 𝑐1 ∑ {∑ 𝑡𝑄[𝑖]′ + 𝑠
𝑖
𝑗=1
} 𝑄[𝑖+1]′
𝑁−1
𝑖=1
+𝑐1 + 𝑐2
2𝑡 ∑[𝑄[𝑖]
′]2
𝑁
𝑖=1
+𝑐2 − 𝑐1
2𝑡 ∑ 𝑄[𝑖]
′
𝑁
𝑖=1
+ 𝑘1𝑤 ∑ 𝑛[𝑖]
𝑁
𝑖=1
+ 𝑐1𝑤 ∑ 𝑄[𝑖]′𝑛[𝑖]
𝑁
𝑖=1
+ (1 − 𝑃𝑎) (𝑘1𝑤 ∑(𝑄[𝑖]′ − 𝑛[𝑖])
𝑁
𝑖=1
+ 𝑐1𝑤 ∑ 𝑄[𝑖]′(𝑄[𝑖]
′ − 𝑛[𝑖])
𝑁
𝑖=1
+ 𝑘2𝑟𝑝 ∑[𝑄[𝑖]′]
2𝑁
𝑖=1
)
+ 𝑃𝑎(1 − 𝑃𝑎) (𝑘1𝑤 ∑ 𝑄[𝑖]′
𝑁
𝑖=1
+ 𝑐1𝑤 ∑[𝑄[𝑖]′]
2𝑁
𝑖=1
+ 𝑘2𝑟𝑝 ∑ 𝑄[𝑖]′
𝑁
𝑖=1
+ 𝑐1𝑟𝑝 ∑[𝑄[𝑖]′]
2𝑁
𝑖=1
+ 𝑘3𝑁) (11)
Dengan batasan:
(𝑵 − 𝟏)𝒔 + ∑ 𝒕𝑸[𝒊]′
𝑵
𝒊=𝟏
+ 𝒘 ∑ 𝒏[𝒊]
𝑵
𝒊=𝟏
+ (𝟏 − 𝑷𝒂)𝒘 ∑(𝑸[𝒊]′ − 𝒏[𝒊])
𝑵
𝒊=𝟏
+ (𝟏 − 𝑷𝒂)𝒓𝒑 ∑ 𝑸[𝒊]′
𝑵
𝒊=𝟏
≤ 𝒅 (12)
∑ 𝑸[𝒊]′
𝑵
𝒊=𝟏
= 𝒒 (13)
𝒅′ = 𝒅 − (𝒘 ∑ 𝒏[𝒊]
𝑵
𝒊=𝟏
+ (𝟏 − 𝑷𝒂)𝒘 ∑(𝑸[𝒊]′ − 𝒏[𝒊])
𝑵
𝒊=𝟏
+ (𝟏 − 𝑷𝒂)𝒓𝒑 ∑ 𝑸[𝒊]′
𝑵
𝒊=𝟏
) (14)
𝑩[𝟏] + 𝒕𝑸[𝟏]′ = 𝒅′ (15)
𝑩[𝒊] = 𝑩[𝒊−𝟏] − 𝒔 − 𝒕𝑸[𝒊]
′ 𝒊 = 𝟐, 𝟑 … 𝑵 (16)
𝟏 ≤ 𝑵 ≤ 𝒒 (17)
𝑸[𝒊]
′ > 0, 𝑖 = 1, 2 … 𝑁 (18)
Penjelasan mengenai batasan yang
digunakan pada Model CSA_Dis sama
dengan batasan pada Model CSA. Karena
ukuran batch merupakan bilangan integer,
maka penyelesaian tidak bisa dilakukan
menggunakan diferensiasi (turunan). Oleh
sebab itu Indrapriyatna et al. (2007a)
memformulasikan ulang Algoritma CSA
menjadi Algoritma CSA_Dis untuk
menghitung nilai Total biaya (TC[N,Q’])
yang baru [6].

Algoritma Penentuan Ukuran....(H. Triha, et al.) 9
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
[Algoritma CSA_Dis]
Langkah 0 Gunakan [Algoritma CSA]
untuk memperoleh jumlah dan
ukuran batch. Beri indeks pada
ukuran batch secara backward,
dimulai dari due date hingga saat 0 (𝑄[𝑖]). Lanjutkan ke
Langkah 1 Langkah 1 Ubah nilai 𝑄[𝑖] menjadi integer,
(dinotasikan sebagai 𝑄[𝑖]′)
menggunakan Metode JDA,
JDB dan PMB. Lanjutkan ke
Langkah 2. Langkah 2 Hitung nilai 𝑛[𝑖] menggunakan
Persamaan 10. Lanjutkan ke
Langkah 3.
Langkah 3 Hitung TC(N,Q’) menggunakan
Persamaan 11 untuk metode
JDA, JDB dan PMB. Periksa
apakah Persamaan 12 sampai
18 terpenuhi. Jika ya, maka
jadwal layak dan Total Biaya =
TC(N,Q’). Jika tidak maka
jadwal tidak layak. Lanjutkan
ke Langkah 4.
Langkah 4 Bandingkan total biaya untuk
setiap jadwal layak yang
ditemukan. Lanjutkan ke
Langkah 5. Jika tidak ada
jadwal layak yang ditemukan
maka tetapkan jadwal tidak
layak dan lanjutkan ke
Langkah 6.
Langkah 5 Tetapkan solusi yang
diperoleh:
Jumlah batch: N = N Ukuran batch ke-i: 𝑄[𝑖]
′
dihitung menggunakan metode
terpilih (JDA, JDB atau PMB),
i = 1, 2 ... N
Saat mulai batch pertama: 𝐵[1] = 𝑑′ − 𝑡𝑄[𝑖]
′
Saat mulai batch ke-i:
𝐵[𝑖] = 𝐵[𝑖−1] − (𝑠 + 𝑡𝑄[𝑖]′),
i = 2, 3 ... N
Total Biaya: TC(N,Q’) = Biaya
Minimum
Lanjutkan ke Langkah 6.
Langkah 6 Selesai.
2.7. Algoritma Branch and Bound
Algoritma Branch and Bound
merupakan algoritma yang dikembangkan
untuk mencari hasil variabel keputusan
integer dari permasalahan linier
programming [13]. Algoritma ini
didasarkan pada prinsip Metode Pencarian
Melebar (Breadth First Search/ BFS). Basis
penerapannya adalah persoalan-
persoalan optimasi. Beberapa terminologi
yang digunakan dalam implementasi
algoritma ini antara lain:
1. Feasible Solution: Poin-poin dalam
ruang pencarian yang memenuhi
kendala batasan.
2. Optimal Solution: Feasible solution
yang memenuhi fungsi tujuan.
Komponen utama dari algoritma ini adalah
[14]:
1. Branching (Percabangan)
Memecah persoalan menjadi satu atau
lebih sub-persoalan.
2. Bounding (Batas)
Menentukan nilai batas atas atau batas
bawah yang memungkinkan.
3. Pruning (Pemotongan)
Membandingkan nilai hasil
percabangan dengan nilai batas atas
atau batas bawah. Jika salah satu
cabang yang dibandingkan tidak
optimal, maka cabang tersebut akan
diputus.
4. Retracting (Menarik kembali)
Jika solusi telah diperoleh pada salah
satu cabang terbawah, maka operasi
mundur dilakukan kembali ke level
teratas untuk membandingkan hasil
solusi.
Hampir seluruh persoalan integer
programming dapat diselesaikan
menggunakan Algoritma Branch and
Bound. Teknik ini mencari solusi optimal
dengan mengenumerasi titik-titik dalam
daerah feasible sebuah sub-persoalan
[15]. Setiap simpul percabangan
diasosiasikan dengan sebuah biaya yang
menyatakan nilai batas (bound).
Pohon dinamis biasa digunakan untuk
menggambarkan status persoalan pada
saat pencarian solusi Algoritma Branch
and Bound berlangsung. Status persoalan
(problem state) dinyatakan dalam bentuk
simpul-simpul percabangan di dalam
pohon dinamis yang memenuhi kendala
batasan (constraints). Status solusi
(solution state) merupakan satu atau lebih

10 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:1-15
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
status yang menyatakan solusi persoalan.
Status tujuan (goal state) adalah status
solusi yang merupakan simpul daun.
Ruang status (state space) adalah
seluruh simpul percabangan di dalam
suatu pohon dinamis, sementara pohon
dinamis tersebut dinamakan state space
tree. Algoritma Branch and Bound
menggunakan state space tree untuk
mencari solusi persoalan.
3. METODOLOGI PENELITIAN
Metodologi penelitian merupakan hal
yang sangat diperlukan dalam suatu
penelitian. Metode penelitian
menggambarkan langkah - langkah yang
akan dilaksanakan dalam melakukan
penelitian.
1. Studi Pendahuluan
Tujuan studi pendahuluan ini adalah
untuk memperoleh teori-teori yang
menjadi landasan dalam melakukan
pemecahan masalah dengan baik.
2. Identifikasi dan Perumusan Masalah
Tujuan dari identifikasi masalah adalah
untuk menjelaskan apa yang akan
diselesaikan, kemudian merumuskan
masalah, menjelaskan dan
mengidentifikasikan masalah-masalah
dalam batasan tertentu.
3. Pengumpulan Data
Data yang dipakai dalam penelitian ini
adalah data teoritis berdasarkan
peneliti sebelumnya yaitu
Indrapriyatna et al. (2007a).
4. Perancangan Algoritma
Pengolahan yang dilakukan berupa
penyusunan Algoritma Branch and
Bound untuk mencari Q[i] yang bernilai
integer dan pengujian logika algoritma.
Selanjutnya ditentukan total biaya dan
jadwal masing-masing batch
berdasakan rumus yang telah ada.
5. Penutup
Hasil perancangan dan hasil yang
didapat kemudian disimpulkan dan
diberikan saran-saran untuk perbaikan.
4. HASIL PENELITIAN
4.1. Pengumpulan Data
Data yang dipakai dalam penelitian ini
adalah 7 set data yang diambil dari
Indrapriyatna et al. (2007a). Di sini satuan
untuk waktu dan biaya tidak
dispesifikasikan, dengan alasan bahwa
satuan apa pun (asalkan sesuai, misalkan
menit untuk waktu, rupiah untuk biaya)
dapat digunakan. Hal ini dilakukan untuk
menunjukkan bahwa model dapat berlaku
secara umum [6].
Tabel 1. Set Data yang Digunakan
4.2. Perancangan Algoritma Branch
and Bound
Algoritma CSA menjadi acuan dasar
implementasi Algoritma Branch and Bound
dalam model CSA.
Tahap awal perancangan dimulai
dengan mengambil nilai Q[i] dan banyak
batch (N) optimal hasil Algoritma CSA
yang telah didapatkan dimana i = 1,2,3,
...,N. Dalam penerapan Algoritma Branch
and Bound ini, diperlukan variabel-
variabel tambahan sebagai berikut:
a = Banyaknya perulangan/
iterasi yang dilakukan
dimana a = 1,2,3,…,N-1.
Qup[a] = Nilai Q[a] dibulatkan ke
atas.
Qdown[a] = Nilai Q[a] dibulatkan ke
bawah.
TCup = TC[N,Q] saat Q[a]
dibulatkan ke atas.
TCdown = TC[N,Q] saat Q[a]
dibulatkan ke bawah.
q_awal = Jumlah permintaan (q)
pada Algoritma CSA.
Sisa_up = q hasil dari
q_awal –
a
i 1
Q[i]
saat Q[a] dibulatkan
ke atas.
Input Set 1 Set 2 Set 3 Set 4 Set 5 Set 6 Set 7
q 10.000,00 100.000,00 100,00 50.000,00 50.000,00 550.000,00 550.000,00
d 8.000,00 110.000,00 120,00 50.000,00 60.000,00 600.000,00 1.100.000,00
s 30,00 30,00 2,00 2,00 10,00 40,00 50,00
t 0,10 0,10 0,10 0,20 0,50 0,90 0,70
w 1,20 1,20 1,20 5,00 2,00 1,40 1,00
c1 10,00 10,00 3,00 15,00 12,00 10,00 20,00
c2 4,00 4,00 2,00 10,00 10,00 6,00 15,00
k1 1,00 1,00 1,00 1,00 4,00 3,00 3,00
k2 15,00 20,00 15,00 20,00 20,00 20,00 20,00
k3 20,00 15,00 10,00 20,00 20,00 25,00 15,00
r 0,10 0,10 0,10 0,10 0,30 0,30 0,20
p 0,03 0,03 0,03 0,03 0,01 0,02 0,02

Algoritma Penentuan Ukuran....(H. Triha, et al.) 11
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Sisa_down = q hasil dari
q_awal –
a
i 1
Q[i]
saat Q[a] dibulatkan
ke bawah.
Qbaru[N,a]= Variabel yang
menampung nilai Q[i]
integer (Q[i]’).
TC_BB[N] = Variabel yang
menampung Total Biaya
hasil Branch and Bound.
Berikut ini adalah penerapan Algoritma
Branch and Bound modifikasi untuk meng-
integer-kan Q[i] (Q[i]’), disebut Algoritma
CSA_BB_M.
Langkah 0. Ambil nilai Q[i] dengan
jumlah batch N hasil
Algoritma CSA.
Langkah 1. Tetapkan a =1 dimana a = 1,
2,3,…,N-1.
Langkah 2. Periksa apakah a < N. Jika
ya, maka lanjut ke langkah
3. Jika tidak, lanjut ke
langkah 12.
Langkah 3. Tetapkan nilai TCup = 0 dan
TCdown = 0.
Langkah 4. Bulatkan ke atas nilai dari
Q[a] (Qup[a]).
Langkah 5. Bulatkan ke bawah nilai dari
Q[a] (Qdown[a]).
Langkah 6. Untuk pembulatan ke atas:
cari nilai q =
q_awal –
a
i 1
Q[i]kemudian
tetapkan sisa_up = q. Cari
nilai Q[i + a] dengan
persamaan 9 dimana
i = 1,2,3,…,N-a. Hitung TCup
menggunakan Persamaan 1.
Langkah 7. Untuk pembulatan ke
bawah: cari nilai q =
q_awal –
a
i 1
Q[i]kemudian
tetapkan sisa_down = q.
Cari nilai Q[i + a] dengan
persamaan 9 dimana i = 1,
2,3,…, N-a. Hitung TCdown
menggunakan Persamaan 1.
Langkah 8. Periksa apakah
TCup < TCdown. Jika ya,
maka lanjut ke langkah 9.
Jika tidak, lanjut ke
langkah 10.
Langkah 9. Tetapkan:
Qbaru [N, a] = Qup[a].
Q[a] = Qbaru [N, a].
TC_BB [N] = TCup.
Qbaru [N, N] = sisa_up.
Lanjut ke langkah 11.
Langkah 10. Tetapkan:
Qbaru [N, a] = Qdown[a].
Q[a] = Qbaru [N, a].
TC_BB [N] = TCdown.
Qbaru [N, N] = sisa_down.
Lanjut ke langkah 11.
Langkah 11. Tentukan a = a + 1.
Kembali ke langkah 2.
Langkah 12. Selesai.
Flowchart dari algoritma CSA_BB_M
dapat dilihat pada Gambar 3.
Setelah mendapatkan ukuran batch
yang integer (Q’[i]), maka dicari Total
Biaya (TC[N,Q’]) berdasarkan Model
CSA_Dis untuk Q’[i] dengan
menggunakan Persamaan 11.
Sebelumnya dicari ukuran sampel yang
integer. Ukuran sampel integer untuk
batch hasil Algoritma CSA_BB_M
ditentukan dengan cara: nilai integer
paling kecil yang lebih besar daripada nilai
dari ukuran sampel kontinu, yaitu: n[i] =
┌ uQ[i]'┐, disebut Metode CSA_Dis_BB_M.
Setelah didapatkan ukuran sampel yang
integer, maka dapat dicari Total Biaya
TC([N.Q’]) dengan Persamaan 11. Berikut
ini adalah total biaya Metode CSA_Dis
yang menggunakan ukuran sampel
integer hasil Metode CSA_Dis_BB_M, JDA,
JDB dan Pembulatan (Persamaan 11).
4.3. Analisis Hasil Perancangan
Algoritma CSA_BB_M
Perancangan Algoritma CSA_BB_M
bertujuan mendapatkan ukuran Q[i] yang
integer (Q[i]’), jadwal untuk masing-
masing batch dan due date untuk aktivitas
setup dan pemrosesan seluruh part yang
baru (d’) serta Total Biaya (TC[N,Q’]) yang
minimum. Untuk jadwal dari masing-
masing batch dan d’ dapat dilihat pada
Gambar 9.

12 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:1-15
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
d’ = 6583,4 d = 8000
Waktu
L[1]L[2]L[3]...L[16] L[15] L[14]
B[1]
= 6460,168
B[2]
= 6315,033
B[3]
= 6177,996
B[14]
= 5205,033
B[15]
= 5165,168
B[16]
= 5133,4
Q[1]
= 1232
Q[2]
= 1152
Q[3]
= 1070
Q[14]
= 180
Q[15]
= 98
Q[16]
= 18
...
s s s s s s
Gambar 9. Jadwal untuk Masing-Masing
Batch
Berdasarkan Gambar 9, terlihat due
date untuk aktivitas setup dan
pemrosesan seluruh part yang baru (d’)
lebih kecil dari due date awal. Hal ini
menunjukkan jadwal dan due date baru
(d’) yang dihasilkan memenuhi batasan-
batasan yang telah ditetapkan.
Sedangkan hasil yang didapatkan
untuk total biaya adalah Total Biaya
dengan Algoritma CSA_BB_M (TC[N,Q’])
lebih besar dari TC[N,Q] Algoritma CSA.
Hal ini dipengaruhi oleh ukuran ukuran
batch yang sudah di-integer-kan. TC[N,Q’]
dengan Algoritma CSA_Dis_BB tidak
semuanya lebih kecil dari metode peng-
integer (JDA, JDB, dan Pembulatan) yang
dipakai oleh Indrapriyatna et al. (2007b)
[7]. Hal ini disebabkan ukuran batch
masing-masing
Berikut ini adalah flowchart dari algoritma CSA_BB_M :
Mulai
Tetapkan a =1 dimana a = 1,2,3, ,N-1.
Bulatkan ke atas nilai
dari Q[a] (Qup[a])
Bulatkan ke bawah
nilai dari Q[a]
(Qdown[a])
Cari nilai q = q awal –
kemudian tetapkan sisa_up = q.
Cari nilai Q[i + a] dengan persamaan 9 dimana i = 1,
2,3, ,N-a. Hitung TCup menggunakan Persamaan 1.
Cari nilai q = q awal –
kemudian tetapkan sisa_down = q.
Cari nilai Q[i + a] dengan persamaan 9 dimana i = 1,
2,3, ,N-a. Hitung TCdown menggunakan Persamaan 1.
TCup < TCdown
Qbaru[N, a] = Qup[a]
Q[a] = Qbaru[N, a]
TC_BB[N] = TCup
Qbaru[N, N] = sisa_up
Ya
Qbaru[N, a] = Qdown[a]
Q[a] = Qbaru[N, a]
TC_BB[N] = TCdown
Qbaru[N, N] = sisa_down
Tidak
Hitung a = a + 1
Selesai
Ambil nilai Q[i]
Periksa apakah a < N
Tetapkan nilai TCup = 0 dan TCdown = 0
Ya
Tidak
Gambar 3. Flowchart Algoritma CSA_BB_M

Algoritma Penentuan Ukuran....(H. Triha, et al.) 13
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
metode ada yang tidak sama, sedangkan
pada Model CSA_Dis terdapat operasi
pengurangan, perkalian dan perpangkatan
untuk masing-masing ukuran batch.
Tabel 2. Rekapitulasi Jumlah Permintaan
Sebelum dan Sesudah Proses
Peng-integer-an untuk u = 10%
Tabel 3. Rekapitulasi Jumlah Permintaan
Sebelum dan Sesudah Proses
Peng-integer-an untuk u = 20%
Rekapitulasi Total Biaya 7 set data
dapat dilihat pada Tabel 4 dan Tabel 5.
Berdasarkan Tabel 4 dan 5 (pada kolom
Pembulatan), terdapat kotak yang diberi
warna abu-abu dan diberi simbol NA.
Maksudnya adalah perhitungan Total
Biaya (TC[N,Q’]) untuk set data 5 dengan
proporsi sampel (u) = 10% dan set data 3
dengan proporsi sampel (u) = 20% pada
Metode Pembulatan tidak dilakukan
karena jumlah permintaan hasil peng-
integer-annya tidak memenuhi batasan
pada model CSA dimana jumlah ukuran
batch tidak sama dengan jumlah
permintaan awal seperti yang terlihat
pada Tabel 2 dan 3.
5. KESIMPULAN DAN SARAN
Berdasarkan perancangan Algoritma
Branch and Bound modifikasi yang telah
dibuat, maka dapat diambil beberapa
kesimpulan yaitu:
1. Algoritma CSA_BB_M mendapatkan
ukuran batch yang diskrit (integer)
tanpa mengubah banyak batch
dan jumlah permintaan yang
akan diproduksi. Penerapan Algoritma
Tabel 4. Hasil Perhitungan Model CSA , CSA_BB_M dan Model CSA_Dis dengan u = 10%
Tabel 5. Hasil Perhitungan Model CSA , CSA_BB_M dan Model CSA_Dis dengan u = 20%
Tabel 2 dan Tabel 3 memperlihatkan
rekap jumlah permintaan setelah
dilakukannya proses peng-integer-an.
CSA_BB_M dilakukan pada 7 set data
yang terdapat pada Indrapriyatna et al.
(2007a) [6]. Untuk 7 set data dan
metode peng-integer yang digunakan,
Data
Set
Permintaan
Awal (q)
Permintaan
Saat CSA_BB_M
Permintaan
Saat JDA
Permintaan
Saat JDB
Permintaan
Saat Pembulatan
1 10.000 10.000 10.000 10.000 10.000
2 100.000 100.000 100.000 100.000 100.000
3 100 100 100 100 100
4 50.000 50.000 50.000 50.000 50.000
5 50.000 50.000 50.000 50.000 49.999
6 550.000 550.000 550.000 550.000 550.000
7 550.000 550.000 550.000 550.000 550.000
Data
Set
Permintaan
Awal (q)
Permintaan
Saat CSA_BB_M
Permintaan
Saat JDA
Permintaan
Saat JDB
Permintaan
Saat Pembulatan
1 10.000 10.000 10.000 10.000 10.000
2 100.000 100.000 100.000 100.000 100.000
3 100 100 100 100 99
4 50.000
5 50.000 50.000 50.000 50.000 50.000
6 550.000
7 550.000 550.000 550.000 550.000 550.000
Jumlah-desimal-atas Jumlah-desimal-bawah Pembulatan CSA_Dis_BB_M
Set 1 79.946.295,95Rp 79.946.302,67Rp 80.009.882,97Rp 80.011.304,63Rp 80.000.334,60Rp 79.995.360,68Rp
Set 2 6.036.997.149,52Rp 6.037.012.190,60Rp 6.037.539.487,26Rp 6.037.543.861,93Rp 6.037.542.765,08Rp 6.037.542.765,08Rp
Set 3 4.683,16Rp 4.683,80Rp 4.844,31Rp 4.851,55Rp 4.846,88Rp 4.846,88Rp
Set 4 4.024.001.544,39Rp 4.024.004.959,71Rp 4.025.698.186,67Rp 4.025.700.717,75Rp 4.025.662.344,82Rp 4.025.660.400,21Rp
Set 5 7.945.875.401,08Rp 7.945.878.610,37Rp 7.946.387.171,50Rp 7.946.389.160,92Rp NA 7.946.370.307,07Rp
Set 6 1.385.189.731.996,40Rp 1.385.189.782.217,74Rp 1.385.193.097.488,45Rp 1.385.193.107.318,21Rp 1.385.193.419.190,73Rp 1.385.193.408.802,91Rp
Set 7 2.171.126.128.412,81Rp 2.171.126.207.002,90Rp 2.171.130.933.878,69Rp 2.171.130.947.604,92Rp 2.171.130.805.941,50Rp 2.171.130.804.806,65Rp
Model CSA_Dis menggunakan metodeSet Data Model CSA CSA_BB_M
Jumlah-desimal-atas Jumlah-desimal-bawah Pembulatan CSA_Dis_BB_M
Set 1 88.701.045,51Rp 88.701.051,16Rp 88.760.219,44Rp 88.751.015,46Rp 88.761.962,08Rp 88.761.962,08Rp
Set 2 6.299.363.829,06Rp 6.299.365.042,70Rp 6.299.877.394,03Rp 6.299.849.137,30Rp 6.299.823.235,01Rp 6.299.823.235,01Rp
Set 3 5.164,72Rp 5.167,53Rp 5.314,47Rp 5.326,04Rp NA 5.301,45Rp
Set 4 Jadwal tidak layak Jadwal Tidak Layak Jadwal tidak layak Jadwal tidak layak Jadwal tidak layak Jadwal Tidak Layak
Set 5 8.008.561.073,33Rp 8.008.564.331,18Rp 8.009.020.976,71Rp 8.009.024.453,28Rp 8.009.018.134,11Rp 8.009.018.847,50Rp
Set 6 Jadwal Tidak Layak Jadwal Tidak Layak
Set 7 2.176.008.487.542,06Rp 2.176.008.487.698,73Rp 2.176.012.679.086,23Rp 2.176.012.705.086,14Rp 2.176.012.555.358,62Rp 2.176.012.540.375,54Rp
Model CSA_Dis menggunakan metodeCSA_BB_MSet Data Model CSA

14 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:1-15
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
jumlah permintaan setelah dilakukan
proses peng-integer-an tetap atau
sama dengan jumlah permintaan awal
kecuali untuk Metode Pembulatan. Pada
Metode Pembulatan jumlah permintaan
ada yang berbeda yaitu untuk set data
5 pada proporsi sampel (u) = 10% dan
set data 3 pada proporsi sampel (u) =
20% dimana jumlah permintaan kurang
1 unit dari jumlah permintaan awal. Hal
ini menunjukkan, pada set data
tersebut, Metode Pembulatan gagal
memenuhi salah satu batasan pada
model CSA yaitu jumlah dari ukuran
batch yang telah diskrit harus sama
dengan jumlah permintaan awal.
2. Metode CSA_Dis_BB_M (untuk meng-
integer-kan ukuran sampel hasil
Algoritma CSA_BB_M) tidak selalu
menghasilkan total biaya yang
minimum jika dibandingkan dengan
metode peng-integer yang lain (JDA,
JDB dan Pembulatan). Hal ini
disebabkan oleh ukuran batch masing-
masing metode ada yang tidak sama,
sedangkan pada Model CSA_Dis
terdapat operasi pengurangan,
perkalian dan perpangkatan untuk
masing-masing ukuran batch. Hal ini
berpengaruh terhadap hasil akhir, yaitu
total biaya yang didapatkan. Hasil
perhitungan dengan proporsi sampel 10
% menunjukkan bahwa Metode
Jumlah-Desimal-Atas menghasilkan
solusi terbaik untuk set data 2, 3, dan
6. Metode Pembulatan menghasilkan
solusi terbaik untuk set data 5, tetapi
karena jumlah permintaannya kurang
dari jumlah permintaan awal (q) maka
total biaya terkecil untuk set data 5
dicari dari 3 metode lainnya (JDA, JDB,
dan CSA_Dis_BB_M). Metode
CSA_Dis_BB_M menghasilkan solusi
terbaik untuk set data 1, 4, 5, dan 7.
Hasil perhitungan dengan proporsi
sampel 20 % menunjukkan bahwa
Metode Jumlah-Desimal-Bawah
menghasilkan solusi terbaik untuk set data
1. Metode Pembulatan menghasilkan
solusi terbaik untuk set data 2, 3, dan 5,
tetapi karena jumlah permintaan pada
data set 3 kurang dari jumlah permintaan
awal (q) maka total biaya terkecil untuk
set data 3 dicari dari 3 metode lainnya
(JDA, JDB, dan CSA_Dis_BB_M). Metode
CSA_Dis_BB_M menghasilkan solusi
terbaik untuk set data 2, 3 dan 7.
Setelah melakukan perancangan
Algoritma CSA_BB_M dan Metode
CSA_Dis_BB_M dan agar penelitian ini
lebih baik kedepannya, disarankan agar:
1. Mencoba metode peng-integer ukuran
batch yang lain, karena algoritma dan
metode peng-integer ukuran batch dan
sampel yang telah dicobakan
(Algoritma CSA_BB_M dan Metode
CSA_Dis_BB_M) belum menghasilkan
solusi optimal.
2. Penelitian selanjutnya dapat
menerapkan untuk model-model
lainnya dimana penelitian ini hanya
mengacu pada model 1 mesin (Model
CSA), sedangkan Indrapriyatna et al.
(2007b) mengembangkan model
penjadwalan untuk 2 mesin, 3 mesin,
dan m mesin [7].
3. Menggunakan data real atau data
berdasarkan pengamatan di lapangan
dengan kondisi yang sesuai dengan
model yang ada, agar dapat diuji
apakah Algoritma CSA_BB_M dan
Metode CSA_Dis_BB_M ini berlaku
untuk data apapun.
DAFTAR PUSTAKA
[1] D. D. Bedworth dan J. E. Bailey.
(1987). Integrated Production
Control Systems: Management,
analysis, design Second edition.
Singapore: John Wiley & Sons Inc.
[2] J. E. Biegel. (1971). Production
Control: A quantitative approach,
New Jersey, USA: Prentice-Hall, Inc.
[3] A. H. Halim dan H. Ohta. (1993).
“Batch Sheduling Problem Through
the Flow Shop with Both Receiving
and Delivery Just In Time”,
International Journal of Production
Research, Vol. 31, pp. 1943-1955.
[4] A. H. Halim dan H. Ohta. (1994).
“Batch Scheduling Problem to
Minimize Inventory Cost in the Shop
with Both Receiving and Delivery
Just In Time, International Journal of
Production Eco, Vol. 33, pp. 185-
195.

Algoritma Penentuan Ukuran....(H. Triha, et al.) 15
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
[5] A. H. Halim, J. Silalahi dan H. Ohta.
(2001). “A Batch Scheduling Model
Considering Quality Costs for the
Shop with Receiving and Delivery
Just In Time”, Proceeding of the
2001 International Conference on
Production Research, Prague, Czech
Republic. 29 July – 3 August.
[6] A. S. Indrapriyatna, Suprayogi, B. P.
Iskandar dan A. H. Halim. (2007). “A
Batch Scheduling Model for A Single
Machine Processing Discrete Parts to
Minimize Total Inventory and Quality
Cost”, Proceeding of the 1st Asia
Pacific Conference on Manufacturing
Systems, Bali, Indonesia, 5 – 6
Septermber.
[7] A. S Indrapriyatna Suprayogi, B. P.
Iskandar dan A. H. Halim. (2007).
“Model Penjadwalan Batch pada
Flowshop untuk Minimasi Biaya
Simpan dan Kualitas’, Jurnal Teknik
dan Manajemen Industri ITB, Vol.
27, pp. 142-163.
[8] K. R. Baker. (1974). Introduction to
Sequencing and Scheduling, New
York, USA: John Wiley & Sons Inc.
[9] T’kindt, Vincent dan Jean-Charles
Billaut. (2006). Multicriteria
Scheduling, Theory, Models, and
Algorithms, Second Edition. France:
Springer.
[10] E. Herjanto. (2008). Manajemen
Operasi Edisi Ketiga, Jakarta,
Indonesia: Grasindo.
[11] H. Prasetya dan F. Lukiastuti.
(2009). Manajemen Operasi,
Yogyakarta, Indonesia: Media
Pressindo.
[12] M. S. Bazaraa, H. D. Sherali, dan C.
M. Shetty. (2007). Nonlinear
Programming, 2nd ed. Canada: John
Wiley & Sons Inc.
[13] A. H. Land, dan A. G. Doig. (1960).
An Automatic Method of Solving
Discrete Programming Problems.
Econometrica 28 (3). pp. 497–520.
[14] M. J. Brusco dan S. Stahl. (2005).
Statistics and Computing: Branch
and Bound Applications In
Combinatorial Data Analysis, New
York, USA: Springer Science +
Business Media, Inc.
[15] T. T. Dimyati dan A. Dimyati. (2006).
Operations Research: Model-Model
Pengambilan Keputusan, Bandung,
Indonesia: Sinar Baru Algensindo.

16 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
EVALUASI SHIFT KERJA DAN PENENTUAN WAKTU STANDAR PT X BERDASARKAN BEBAN KERJA
Trisna Mesra, Lusi Susanti, Hilma Raimona Zadry Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas, Padang
Email: [email protected] (korespondensi)
Abstract
PT. X is one of the companies located in Dumai Industrial Region, produces fertilizer. This company has three production plants. Production capacity of the first plant is 450 tons/day, the second plant produces 750 tons / day and the third plant produces 700 tons / day. PT. X is supported by 2 sub companies, they are PT. A and PT. B. PT. A operates 5 bagging lines and PT. B operates 3
bagging lines. The fertilizer bagging process has three steps where each step has its own work station: putting the labelled sack to the hook followed by fiiling the sack with fertilizer, installing the
tie cable, and sewing the fertilizer filled sack. From the initial survey, it was found that the processingtime is not optimal to reach production target. PT. A and B have to set 24 working hours per day to run the target resulting on frequent overtime, excessive fatique and negative impact of physically and mentally for the workers. Author’s hypothesis is the current condition has been one of the reasons for a decline of the production output. Therefore, the purposes of the research are to find the impact of current working hours and shift work pattern on physical and psycological respon of the workers and to calculate standard time required to complete one cycle of bagging process.
This standard time is very crucial to determine production target thus determine the optimal working hours and shift rotation.
Measuring of heart rate arecollecting results of questionnaire of NASA-TLX are the parameters used to evaluate physical and psychological respon of workers. Two workers from different group worker, different shift work, from PT. A and PT. B were selected as samples to evaluate their heart rate pattern. The questioner spread out to all workers. Time standard was determined by observing and taking data of 40 bagging cycles for each shift work.
The results show that shift work affecting the physiological response of workers in PT. B in the category between moderate to extreme especially for working element of arranging fertilizer sack to the pallet. This result was found for the two group workers. Frequent short rests between times are required to provide quick recovery for the workers and reduce excessive fatique. Average standard time complete one bagging cycle was 0.12 minutes and 0.13 minutes for PT. A and PT. B, respectively. These standard times can be used to set the production output target for the two
companies. Last, short rotation shift work with additional number of workers is recommended for the shift pattern.
Keyword : fertilizer bagging, NASA-TLX, standar time
Abstrak
PT X merupakan salah satu perusahaan yang ada di Kawasan Industri Dumai.Produk yang dihasilkan oleh PT X adalah Pupuk. PT X mempunyai 3 pabrik dalam melakukan proses produksi,
dimana pabrik I mempunyai kapasitas produksi 450 ton/hari, pabrik II memiliki kapasitas produksi
750 ton/hari dan pabrik III sebanyak 700 ton/hari. Dalam melakukan proses bagging untuk pupuk yang dihasilkan, PT. X dibantu oleh dua perusahaan yaitu perusahaan A dan perusahaan B. Perusahaan A mengoperasikan 5 line bagging dan perusahaan B mengoperasikan 3 line bagging. Proses bagging pupuk untuk setiap line memiliki tiga stasiun kerja yaitu menyangkutkan karung yang telah diberikan merek untuk diisi ke mesin bagging, memasang kabel tie dan menjahit karung pupuk. Berdasarkan hasil survei pendahuluan ditemukan bahwa waktu penyelesaian pekerjaan tidak
optimal. Untuk mencapai target produksi, perusahaan A dan B memberlakukan shift kerjaselama 24 jam per hari yang mengakibatkan tingginya beban kerja baik fisik maupun mental pada tenaga kerja. Hal ini menjadi salah satu sebab terjadinya penurunan jumlah produksi bagging pupuk (penurunan produktivitas). Berdasarkan latar belakang ini maka tujuan dilakukan penelitian adalah melihat pengaruh shift kerja terhadap respon fisiologis dan psikologis pekerja saat bekerja pada shift I dan shift II dan mengetahui waktu standar yang diperlukan dalam menyelesaikan bagging pupuk sebagai

Evaluasi Shift Kerja....(T. Mesra, et al.) 17
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
dasar untuk menentukan waktu yang dibutuhkan untuk menyelesaikan target bagging pupuk PT X yang akhirnya akan mengevaluasi penggunaan jadwal shift kerja yang lebih baik untuk mencapai target bagging pupuk PT X.
Pengukuran denyut jantung, penyebaran kuisioner NASA-TLX, pengukuran waktu kerja jam henti dan evaluasi jadwal shift berdasarkan rekomendasi Manuaba digunakan sebagai metode untuk mencapai tujuan penelitian.Sampel yang diambil untuk data denyut jantung adalah 2 orang pekerja
dari setiap perusahaan A dan B untuk setiap grup pada shift I dan shift II. Sampel yang mengisi kuisioner beban kerja mental adalah semua pekerja pada perusahaan A dan B pada saat pekerja bekerja siang hari atau shift I. Waktu standar adalah data waktu 40 bagging pupuk dari 2 anak perusahaan, dan 2 grup kerja serta 2 shift kerja yaitu shift I dan shift II.
Hasil penelitian menunjukkan bahwa shift kerja mempengaruhi respon fisiologis pekerja dalam kategori antara sedang sampai dengan ekstrim berat untuk elemen kerja ke empat (penyusunan
pupuk ke pallet) untuk perusahaan B baik grup 1 maupun grup 2. Oleh sebab itu diperlukan suatu intervensi yaitu pemberian waktu istirahat singkat diantara waktu kerja yang berfungsi membantu seseorang saat melakukan pekerjaan yang cukup berat. Rata-rata waktu standar yang diperlukan untuk menyelesaikan proses bagging pupuk olehperusahaan A sebesar 0,12 menit/bagging dan 0,13
menit/bagging bagi perusahaan B dapat dijadikan sebagai dasar untuk menyelesaikan target bagging yang ditetapkan PT X serta merekomendasikan skedul shift kerja dengan rotasi pendek dan penambahan jumlah pekerja proses bagging pupuk.
Kata kunci: bagging pupuk, NASA-TLX, waktu standa
1. PENDAHULUAN
1.1. Latar Belakang Penelitian
PT X yang merupakan perusahaan yang
menghasilkan pupuk NPK (nitrogen
phospat kalium ) dengan merek X. Jumlah
produksi pupuk dari PT X berasal dari 3
pabrik dengan kapasitas 1900 ton/hari.
Proses bagging pupuk dikelola oleh 2 anak
perusahaan yaitu perusahaan A dan B.
Berdasarkan hasil pengamatan selama
lebih kurang dua bulan di PT.X terlihat
bahwa pekerja bagging pupuk mengalami
kelelahan dan kebosanan dalam bekerja
karena pekerjaan dilakukan secara
repetitif. Hal tersebut mengakibatkan
lamanya proses penyelesaian bagging
pupuk, sehingga target bagging yang
ditetapkan PT X tidak tercapai. Dugaan
awal bahwa hal tersebut dipengaruhi oleh
jam kerja dan sistem shift yang diterapkan
PT X.
Pengaturan shift yang telah diterapkan
oleh perusahaan A dan B tetap tidak dapat
mencapai target bagging yang telah
ditentukan. Jumlah pupuk yang dapat
dibagging hanya mencapai 87,5% dari
total target bagging pupuk perbulan
berdasarkan data hasil pra penelitian
bulan Februari 2015.
Sistem kerja yang baik akan tercapai
jika semua komponen dalam sistem kerja
(baik sosial maupun teknis) dirancang
secara ergonomis dan outcome yang
dirasakan manusia juga baik [1]. Outcome
tersebut dapat berupa kepuasan kerja,
berkurangnya tekanan fisik dan mental,
kesehatan fisik dan mental, kinerja dan
prilaku. Menurut Demerouti, et.al (2004)
terdapat hubungan antara konflik
dirumah, tanggung jawab pekerjaan,
kesehatan kerja dan tingkat absensi dari
pekerja dengan tata cara pengaturan
kerja bergilir [2]. Tidak terlalu bermasalah
bagi pekerja yang selalu bekerja siang hari
(day shift) selama seminggu, sedangkan
bagi pekerja yang selalu bekerja bergiliran
malam akan mengalami konflik dirumah
yang cukup banyak walaupun ada hari
libur pada akhir minggu. Dengan demikian
harus ada fleksibilitas pengaturan kerja
bergilir sesuai karakter individu pekerja.
Melihat dampak yang ditimbulkan oleh
pengaturan shift kerja dari beberapa
penelitian terdahulu dan hasil pra
penelitian yang telah dilakukan, maka
dirasa perlu untuk menganalisis sistem
kerja yang ada di perusahaan A dan B dan
berusaha untuk melakukan perbaikan
pengaturan shift kerja untuk
meningkatkan produktivitas pekerja di
perusahaan A dan B dengan
mempertimbangkan kelebihan dan
keterbatasan pekerja dari sisi ergonomi.

18 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
1.2. Rumusan Masalah
Berdasarkan latar belakang masalah
yang telah diuraikan di atas, maka
perumusan masalah dalam penelitian ini
adalah bagaimana pengaturan shift kerja
dan penentuan waktu standar PT X
berdasarkan beban kerja.
1.3. Pentingnya Posisi Penelitian
Kimberly (2011) mengemukan bahwa
ada pengaruh signifikan shift kerja malam
terhadap kelelahan dan tingkat stress
sehingga harus ada perbaikan aturan shift
kerja malam [3]. Sementara Salma dan
Kameswara (2014) melihat hubungan
antara shift kerja dengan kelelahan dan
adanya hubungan antara rotasi shift
dengan waktu kerja dan
merekomendasikan adanya pengurangan
jumlah jam kerja pada shift malam [4].
Sedangkan dasar penelitian ini adalah
saran yang dikemukan oleh Kimberly dan
penelitian Salma dan Kameswara maka
penulis mengevaluasi shift kerja
berdasarkan waktu standar dan beban
kerja.
1.4. Tujuan Penelitian
Untuk mengetahui pola pengaturan
shift kerja dan penentuan waktu standar
PT X berdasarkan beban kerja.
1.5. Manfaat Penelitian
Manfaat yang diharapkan penulis dari
dilakukannya penelitian ini,
1. Perusahaan
a. Meningkatkan produktivitas pekerja
sehingga profit perusahaan
meningkat.
b. Mengurangi dampak negatif yang
ditimbulkan akibat shift kerja bagi
pekerja.
c. Memberikan masukan dan
sumbangan pemikiran bagi pihak
perusahaan untuk perbaikan sistem
shift kerja yang mereka jalankan
selama ini.
2. Peneliti
Sebagai pengembangan ilmu
pengetahuan dan wawasan dalam
memecahkan masalah yang ada di
perusahaan.
1.6. Batasan Masalah
Batasan masalah perlu dilakukan
supaya ruang lingkup penelitian menjadi
lebih fokus dan terarah sehingga hasilnya
maksimal. Batasan masalah tersebut
dapat dinyatakan sebagai berikut:
1. Ergonomi fisiologi yang dievaluasi
hanya pada penentuan jumlah energi
yang dibutuhkan oleh pekerja
perusahaan A dan B
2. Pekerja yang melakukan proses
bagging dan mengalami shift kerja
yang ada di perusahaan A dan B
menjadi sampel dalam penelitian ini.
3. Faktor lingkungan dan keselamatan
kerja pada penelitian ini diabaikan
2. TINJAUAN PUSTAKA
2.1. Pengukuran Beban Kerja
Derajat beratnya beban kerja tidak
hanya tergantung pada jumlah kalori yang
dikonsumsi, akan tetapi juga tergantung
pada jumlah otot yang terlibat pada
pembebanan otot statis. Sejumlah
konsumsi energi tertentu akan lebih berat
jika hanya ditunjang oleh sejumlah kecil
otot relatif terhadap sejumlah besar otot.
Perhitungan konsumsi energi
menggunakan parameter indeks kenaikan
bilangan kecepatan denyut jantung pada
waktu kerja tertentu dengan kecepatan
denyut jantung saat istirahat. Besarnya
energi yang dikeluarkan untuk suatu
pekerjaan dapat diukur dengan
memperhitungkan denyut jantung dan
faktor demografi. Sedangkan Berat
ringannya suatu pekerjaan dapat
ditentukan dengan mengevaluasi nilai
absolut kebutuhan energi untuk seorang
individu.
2.2. Pengukuran Beban Kerja Mental
Subjektif
Pengukuran beban kerja mental
dengan metode pengukuran subjektif
adalah pengukuran beban kerja di mana
sumber data yang diolah adalah data yang
bersifat kualitatif. Pengukuran ini
merupakan salah satu pendekatan
psikologi dengan cara membuat skala
psikometri untuk mengukur beban kerja

Evaluasi Shift Kerja....(T. Mesra, et al.) 19
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
mental. Cara membuat skala tersebut
dapat dilakukan baik secara langsung
(terjadi secara spontan) maupun tidak
langsung (berasal dari respon
eksperimen).
Metode pengukuran yang digunakan
adalah dengan memilih faktor-faktor
beban kerja mental yang berpengaruh dan
memberikan Rating subjektif.
Beberapa metode pengukuran beban
kerja mental secara subjektif diantaranya
adalah:
1. NASA-TLX
Dikembangkan oleh NASA Ames
Research Center. NASA-Task Load
Index adalah prosedur Rating
mutidimensional, yang membagi beban
kerja (workload) atas dasar rata-rata
pembebanan enam subskala yaitu ,
a. Mental demands
b. Physical demands
c. Temporal demands
Ketiga subskala di atas berhubungan
dengan orang yang dinilai/diukur (object
assessment).
d. Own performance
e. Effort
f. Frustation
Sedangkan tiga subskala ini
berhubungan dengan interaksi antara
subjek dengan pekerjaannya (task).
2.2.1. Pengukuran Waktu
Pengukuran waktu ditunjukkan untuk
mendapatkan waktu baku penyelesaian
suatu pekerjaan, yaitu waktu yang
dibutuhkan secara wajar oleh seorang
pekerja normal untuk menyelesaikan
suatu pekerjaan yang dijalankan dalam
sistem kerja terbaik [5]. Menurut
Wignjosoebroto (2008) Waktu baku
merupakan waktu yang dibutuhkan oleh
seorang pekerja yang memiliki tingkat
kemampuan rata-rata untuk
menyelesaikan suatu pekerjaan dan sudah
meliputi kelonggaran waktu yang
diberikan dengan memperhatikan situasi
dan kondisi pekerjaan yang harus
diselesaikan [6]. Waktu baku yang
dihasilkan dalam aktivitas pengukuran
kerja ini akan dapat digunakan sebagai
alat untuk membuat rencana penjadwalan
kerja yang menyatakan berapa lama
suatu kegiatan itu harus berlangsung
berapa output yang akan dihasilkan serta
berapa pula jumlah tenaga kerja yang
dibutuhkan untuk menyelesaikan
pekerjaan tersebut [6].
2.3. Shift Kerja
Kerja shift menurut Kroemer et al,
(2010) adalah jika dua orang atau lebih
atau tim kerja bekerja di jadwal yang
sama disuatu tempat dengan pola kerja
yang sama dengan jumlah hari kerja lebih
dari beberapa hari [7]. Tujuan
diberlakukannya kerja bergilir ini adalah
untuk mempertahankan produksi agar
tetap berlangsung secara terus menerus
melalui serangkaian kelompok kerja yang
bekerja bergiliran. Adapun alasan utama
kontinuitas kerja di perusahaan karena
proses kerja di lantai produksi harus
dilaksanakan terus menerus.
Knauth (1988) mengemukakan bahwa
terdapat 5 faktor utama yang harus
diperhatikan dalam shift kerja, antara lain
[8];
a. Jenis shift (pagi, siang dan malam)
b. Panjang waktu tiap shift
c. Waktu dimulai dan diakhirinya satu
shift.
d. Distribusi waktu istirahat
2.3.1. Arah transisi shift.
Merancang perputaran shift tidak bisa
dilakukan sembarangan, ada hal-hal yang
harus diperhatikan dan diingat, seperti
yang dikemukakan oleh Pribadi (1998)
dalam Nurmianto (2004) berikut ini [9]:
1. Kekurangan tidur atau istirahat
hendaknya ditekan sekecil mungkin
sehingga dapat meminimumkan
kelelahan.
2. Sediakan waktu sebanyak mungkin
untuk kehidupan keluarga dan kontak
sosial.
Manuaba (2010) mengemukakan
dampak dari shift kerja ada 3 yaitu [10]:
1. Terjadi perubahan fungsi tubuh atau
Cirdian rhythms
Circadian Rhythms adalah proses-
proses yang dialami tubuh yang saling
berhubungan untuk menyesuaikan
dengan perubahan waktu selama 24
jam [11]. Circadian rhythms menjadi

20 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
dasar fisiologis dan psikologis pada
siklus tidur dan bangun harian. Fungsi
dan tahapan fisiologis dan psikologis
memiliki suatu circadian rhythms yang
tertentu selama 24 jam sehari,
sehingga circadian rhythms seseorang
akan terngangu jika terjadi perubahan
jadwal kegiatan seperti perubahan shift
kerja.
2. Dampak Jangka Panjang
Manuaba (2010) menyatakan bahwa
dampak jangka panjang dari kerja
adalah sebagai berikut [10]:
a. Kelelahan kronis
b. Masalah tidur
c. Gangguan pencernaan
d. Penyakit jantung
e. Gangguan jiwa
3. Dampak Jangka Pendek
Manuaba (2010) menyatakan akibat
kerja shift dalam jangka pendek adalah
[10]:
a. Gangguan tidur
b. Penurunan performansi atau kinerja
c. Jet lag
2.4. Penelitian Terkait
Santosa dan Supriyadi (2010)
melakukan perhitungan waktu baku
dengan metode work sampling untuk
menentukan jumlah tenaga kerja optimal
di PT. C Central Java [12]. Tujuan
dilakukannya penelitian ini adalah untuk
mengetahui waktu baku pada proses
produksi ukuran botol 1 liter dan
mengetahui jumlah tenaga kerja optimal
dan efektif yang dibutuhkan bagian
tersebut sesuai perhitungan waktu baku.
Hasil penelitian ini adalah Proses produksi
botol 1 liter di PT. C. sudah terstruktur
dengan baik dan pada prosesnya
menggunakan peralatan semi otomatis.
Waktu baku rata-rata pengangkatan
barang ke konveyor adalah sebesar 0,868
menit dengan tenaga kerja rata-rata
sebanyak 12 orang. Waktu baku rata-rata
pemisahan botol adalah sebesar 0,8886
menit dengan jumlah tenaga kerja rata-
rata sebanyak 13 orang. Sedangkan
waktu baku rata-rata bagian seleksi
adalah sebesar 0,8026 menit dengan
jumlah tenaga kerja rata-rata sebanyak
12 orang.
Analisa penentuan waktu baku untuk
mempersingkat proses pelayanan bongkar
muat di pelabuhan Trisakti Banjarmasin
yang dilakukan oleh Noor (2011) pada
peralatan Container Crane (CC), Rubber
Tyred Gantry (RTG), Head Truck (HT) dan
Reach Truck (RS) menggunakan metode
time study dengan pengukuran langsung
adalah 263 detik / 2 box peti kemas untuk
bongkar dan 277 detik / 2 box peti kemas
untuk muat menggunakan CC sehingga
diperoleh waktu baku rata-rata untuk
kegiatan bongkar dan muat adalah
sebesar 135 detik / box peti kemas [13].
Hasil penelitian ini menunjukkan bahwa
waktu kerja pada proses bongkar muat
peti kemas dapat dipercepat asal proses
bongkar muat pada kondisi normal dan
perlu perbaikan pada sistem bongkar
muat peti kemas dengan melakukan
perubahan sistem penumpukan peti
kemas.
Walangitan (2012) menggunakan
metode work sampling untuk melihat
produktivitas tenaga kerja pada pekerjaan
bekisting dan tulang kolom dan balok
proyek Mega Trade Center Manado [14].
Hasil analisa work sampling menunjukkan
besarnya waktu baku untuk pekerjan
bekisting pada kolom dan balok adalah
12,697 menit/m2 dan 22,569 menit/m2.
Sedangkan untuk pekerjaan tulangan
waktu bakunya adalah 0,624 menit/kg
untuk kolom dan pada pekerjaan tulangan
balok adalah 0,697 menit/kg.
Rinawati, et al (2012) juga melakukan
penentuan waktu standar dan jumlah
tenaga kerja optimal pada produksi batik
cap IKM batik Saud Effendy di Laweyan
[15]. IKM Batik Saud Effendy ini
berproduksi dengan strategi make to
order dan belum ada pedoman waktu
produksi. Selain itu beban kerja pada
setiap stasiun kerja kurang seimbang,
dimana dari value stream mapping yang
ada, pada stasiun pengecapan dalam
penyelesaian 1 lot produksi sebanyak 120
meter menghasilkan waktu terlama
dibandingkan dengan stasiun kerja
lainnya, yaitu 434 menit dengan 3 orang
pekerja. Tujuan dari penelitian ini adalah
untuk menentukan waktu baku dan
jumlah tenaga kerja optimal pada setiap
tahapan proses. Dari hasil penelitian dan
perhitungan didapatkan waktu baku untuk
masing-masing proses produksi, yaitu

Evaluasi Shift Kerja....(T. Mesra, et al.) 21
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
pemotongan mori (17,46 menit),
pengecapan (582,15 menit), pewarnaan
(84,06 menit), pengeringan dan
pencucian (207,98 menit), penglorodan
sebesar 99,87 menit, pengeringan 1123,2
menit, dan packing sebesar 75,24 menit.
Usulan tenaga kerja yang diberikan dapat
menghemat biaya pengeluaran IKM
sebesar 12%.
Rizani, et al (2013) melakukan
perbandingan pengukuran waktu baku
dengan metode stopwatch time study dan
metode ready work factor (RWF) pada
departemen hand insert PT. Sharp
Indonesia untuk melihat apakah metoode
RWF yang digunakan sudah sesuai untuk
operator Indonesia dan melihat
kesesuaian antara target produksi dengan
kapasitas produksi yang ada di stasiun
kerja 1 dan 2 pada departmen hand insert
TV 21 inch karena adanya target produksi
yang tidak tercapai dari tahun 2011
sampai dengan 2012 [16]. Hasil penelitian
ini menunjukkan adanya perbedaan hasil
perhitungan waktu baku berdasarkan
perhitungan stopwatch time study dan
ready work factors dikarenakan faktor
penyesuain dan kelonggaran yang
ditetapkan oleh perusahaan tidak sesuai
dengan kondisi lapangan. Penyesuaian
nilai faktor penyesuaian dan kelonggaran
yang akan diterapkan untuk metode ready
work factors menyebabkan perbedaan
hasil pengukuran berkurang sehingga
ready work factors dapat digunakan
sebagai metode pengukuran dan target
produksi yang ditetapkan perusahaan
tidak sesuai dengan kemampuan operator
saat ini sehingga perlu dilakukan upaya
perbaikan.
Salah satu penyebab kelelahan adalah
ganguan tidur yang antara lain dapat
dipengaruhi oleh kekurangan waktu tidur
dan gangguan pada circadian rhythms
akibat jet lag atau shift kerja (Barnes,
2008) [17]. Kostreva, et al (2002) dalam
Ramdan (2007 ) mendukung hasil
penelitian Czeisler yang menyatakan
bahwa perubahan shift kerja harus
perlahan, dan pola rotasi maju dengan
waktu rotasi 2 minggu dengan waktu libur
rata-rata 2 hari/minggu [18]. Hobbs
(2009) dalam Taufik dan Indah (2012)
menyarankan untuk melakukan tidur
siang pada pekerja shift malam,
menghilangkan kerja lembur hingga lebih
12 jam dan mengerjakan tugas sebelum
jam 4 pagi untuk shift malam [19].
Penelitian Kimberly (2011) mengatakan
ada pengaruh shift kerja malam yang
signifikan terhadap kelelahan dan tingkat
stress sehingga harus ada perbaikan
aturan shift kerja malam [3]. Asare et al,
(2013) mengemukan bahwa perjalanan
dari kediaman ke tempat kerja merupakan
penyebab kelelahan [20]. Jadi dasar
penelitian ini adalah saran yang
dikemukan dalam penelitian Kimberly
(2011) dan hal yang belum dibahas dari
penelitian Sri (2011), maka penulis akan
melanjutkan penelitian ini dengan
membahas rancangan shift kerja yang
sesuai dengan UU tenaga kerja no
13/2003, rekomendasi Manuaba (2010),
pola metropolitan dan continental untuk
merancang shift kerja yang dapat
meningkatkan produktivitas pekerja.
3. METODOLOGI PENELITIAN
Metodologi penelitian menjelaskan
langkah-langkah yang dilakukan mulai
dari awal penelitian pada tesis hingga
memperoleh hasil yang diinginkan dapat
dilihat pada Gambar 1.
3.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT X dengan
produk yang dihasilkan adalah pupuk.
Penelitian dilaksanakan pada tanggal 27
April – 15 Juni 2015.
3.2. Populasi dan Sampel
3.2.1. Populasi
Populasi pada penelitian ini adalah 96
pekerja bagging pupuk dari 2 anak
perusahaan (perusahaan A dan B), dan 2
grup kerja serta 2 shift kerja.Untuk
pengukuran beban kerja mental diambil
semua pekerja bagging pupuk perusahaan
A dan B yang berjumlah 96 pekerja.
3.2.2. Sampel
Penetapan sampel bertujuan untuk
mempermudah proses penelitian, maka

22 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
jumlah sampel pada penelitian ini sebagai
berikut :
1. Untuk data denyut jantung, sampel
yang diambil adalah 2 pekerja pada
perusahaan A dan B untuk setiap grup
pada shift I dan shift II. Pekerja yang
diambil berdasarkan umur dan berat
badan tertentu.
2. Data waktu standar, sampel yang
diambil adalah data waktu 40 bagging
pupuk dari masing-masing mesin
bagging, 2 anak perusahaan, dan 2
grup kerja serta 2 shift kerja.
3. Data kuesioner beban kerja mental,
sampel yang diambil adalah 35 pekerja
perusahaan A dan B.
4. Data perancangan shift kerja baru,
sampel yang diambil adalah data waktu
standar, beban kerja fisik dan mental,
Undang-Undang tenaga kerja no. 13
tahun 2003 serta rekomendasi shift
kerja menurut Manuaba.
3.3. Jenis dan Sumber Data
Jenis dan sumber data yang digunakan
dalam penelitian ini terdiri dari dua yaitu
data primer dan data sekunder. Data
primer merupakan data yang langsung
dikumpulkan sendiri oleh peneliti berupa
Data kuesioner pendahuluan, data waktu
penyelesaian bagging pupuk perusahaan
A dan Perusahaan B, pengukuran denyut
jantung, kuesioner NASA TLX dan
kuesioner perbandingan beban mental dan
beban fisik kerja, sedangkan data
sekunder merupakan data yang tidak
langsung memberikan data kepada
pengumpul data seperti dokumen
perusahaan yang menjelaskan jumlah
pekerja dan lain sebagainya.
3.4. Teknik Pengumpulan Data
Teknik pengumpulan data yang
digunakan dalam penelitian ini dilakukan
dengan cara:
1. Observasi (pengamatan), digunakan
sebagai teknik pengumpulan data
karena penelitian yang dilakukan
berkenaan dengan proses kerja
bagging pupuk PT X.
2. Interview (wawancara), digunakan
sebagai teknik pengumpulan data
karena peneliti melakukan studi
pendahuluan untuk menemukan
permasalahan yang diteliti serta ingin
mengetahui hal-hal dari sampel
penelitian yang lebih mendalam.
3. Kuesioner, digunakan untuk
mengetahui beban kerja apa yang
dialami pekerja dan faktor-faktor
penyebab tidak tercapainya target
bagging yang digambarkan dengan
histogram dan kuesioner untuk
pengukuran beban kerja mental yaitu
kuesioner Nasa-TLX.
3.5. Teknik Analisa Data
3.5.1. Pengukuran Beban Kerja
1. Pengukuran Beban Fisiologis
Alat yang digunakan untuk mengukur
denyut jantung adalah Heart Pulse
Monitor. Perhitungan konsumsi oksigen
mengunakan persamaan 2.1 dan
penentuan jumlah konsumsi energi dari
denyut jantung mengunakan
persamaan 2.2.
2. Perhitungan beban kerja mental
dengan metoda NASA-TLX.
a. Penjelasan indikator beban mental
yang akan diukur.
Penjelasan indikator ini sangat
diperlukan agar tidak adanya salah
pengertian dari koresponden sendiri,
peneliti baik secara lisan maupun
tulisan harus menjelaskan faktor-
faktor dari NASA TLX ini.
Berikut penjelasan dari indikator
beban mental yang akan diukur : a. MD (Mental Demand) : Kebutuhan Mental b. PD (Physical Demand) : Kebutuhan Fisik c. TD (Temporal Demand) : Kebutuhan Waktu d. OP (Performance) : Performansi e. EF (Effort) : Usaha f. FR (Frustation Level) : Tingkat Frustasi b. Tahap pemberian peringkat (ratings)
Pada tahap ini, peringkat (rating)
pada skala 1-100 di berikan pada
masing-masing deskriptor sesuai
dengan beban kerja yang telah
dialami subjek dalam melakukan
pekerjaannya.
c. Tahap pemberian bobot (weight)
Pada tahap ini dipilih satu deskriptor
untuk masing masing pasangan
deskriptor (15 pasangan deskriptor)
yang menurut subjek lebih dominan
dalam pekerjaannya. Data berupa

Evaluasi Shift Kerja....(T. Mesra, et al.) 23
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
pilihan deskriptor tersebut kemudian
diolah untuk menghasilkan bobot
untuk masing-masing deskriptor
yang akan digunakan pada tahap
kedua (ratings).
d. Menghitung nilai produk
Diperoleh dengan mengalikan rating
dengan bobot faktor untuk masing-
masing deskriptor.
e. Menghitung Weighted Workload
(WWL)
Diperoleh dengan menjumlahkan
keenam nilai produk
f. Menghitung rata-rata WWL
Diperoleh dengan mengunakan
persamaan 2.7
Mengklasifikasikan beban kerja
berdasarkan Tabel 2.4
3.5.2. Pengukuran Waktu Baku
Langkah-langkah dalam menghitung
waktu baku adalah sebagai berikut :
1. Pengukuran Waktu Kerja
Metode yang digunakan dalam
pengukuran ini adalah pengukuran
waktu secara terus menerus
(continuous timing), dimana tombol
stop-watch akan ditekan pada saat
elemen kerja pertama dimulai dan
membiarkan jarum petunjuk stop
watch berjalan secara terus menerus
sampai periode atau siklus kerja selesai
berlangsung. Waktu sebenarnya dari
masing-masing elemen diperoleh dari
pengurangan pada saat pengukuran
waktu selesai dilaksanakan.
2. Uji Keseragaman Data
Uji keseragaman data digunakan untuk
menentukan bahwa data yang
diperoleh dari penelitian sudah
seragam atau tidak seragam.
Langkah-langkah dalam uji
keseragaman data sebagai berikut:
a. Data yang sudah diperoleh di bagi
dalam sub grup kemudian dihitung
rata-ratanya.
b. Menghitung standar deviasi
sebenarnya dari waktu penyelesaian
c. Menghitung standar deviasi dari
distribusi harga rata-rata subgrup
d. Menghitung batas kontrol atas dan
batas kontrol bawah
3. Uji Kecukupan Data
Uji kecukupan data digunakan untuk
menentukan apakah data yang
dibutuhkan dalam penelitiaan sudah
cukup atau belum cukup. Untuk
menguji kecukupan data digunakan
tingkat keyakinan 95% dan tingkat
ketelitian 10% dari rata-rata hasil
pengukurannya kemungkinan berhasil
mendapatkan hal ini 95%. Atau dengan
kata lain bahwa sekurang-kurangnya
95% dari 100% harga rata-rata waktu
yang akan dicatat memiliki
penyimpangan tidak lebih dari 10%.
Jika semua data sudah berada dalam
batas kontrol, maka ditentukan jumlah
pengamatan yang seharusnya
dilakukan (N’), dan data dikatakan
cukup jika N’≤ N.
4. Perhitungan Waktu Baku
Langkah-langkah perhitungan waktu
baku sebagai berikut :
a. Waktu Normal
b. Waktu Baku
3.5.3. Perancangan Shift Kerja Baru
Perancangan shift kerja dibuat
berdasarkan waktu baku yang didapatkan
untuk setiap perusahaan bagging dan
setiap grup serta setiap shift.
Perancangan shift kerja yang baru juga
berdasarkan Undang-Undang Tenaga
Kerja No 13 tahun 2003 dan rekomendasi
shift kerja menurut Manuaba.
3.6. Diagram Alir Penelitian
Diagram alir dalam penelitian berisikan
langkah-langkah penyelesaian dari
penelitian yang sedang dilakukan.
Diagram alir berisikan perhitungan beban
kerja fisik dan mental yang di alami oleh
pekerja terhadap shift kerja yang
diberlakukan oleh perusahaan A dan B,
langkah-langkah dalam menyelesaikan
perhitungan waktu proses bagging pupuk
untuk menentukan waktu standar dalam
menyelesaikan bagging pupuk dan
rancangan jadwal shift kerja yang baru
sehingga dapat meningkatkan jumlah
bagging pupuk yang dihasilkan oleh
perusahaan A dan B.
Diagram alir penelitian dapat dilihat
pada Gambar 1 yang menunjukkan

24 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
bahwasanya langkah-langkah penelitian
yang harus dilakukan adalah:
1. Melakukan studi pendahuluan untuk
mengetahui latar belakang
permasalahan serta merumuskan
permasalahan yang terjadi di
perusahaan dan penentuan tujuan
penelitian
2. Pengumpulan Data
Data yang dikumpulkan meliputi data
denyut jantung pekerja bagging pupuk
perusahaan A dan B, Data hasil
penyebaran kuesioner beban kerja
mental atau Nasa TLX dan waktu proses
bagging untuk setiap line bagging dari
setiap shift kerja serta pengumpulan
data untuk merancang shift kerja baru.
3. Pengolahan Data meliputi pengukuran
beban kerja fisik dan beban mental
dari pekerja pada perusahaan A dan B,
penentuan waktu standar proses
bagging pupuk pekerja untuk setiap
shift kerja pada perusahaan A dan B.
4. Analisis Hasil meliputi penentuan
kategori beban kerja fisik dan
klasifikasi beban mental pekerja proses
bagging pupuk dan penentuan waktu
standar perbagging pupuk.
5. Rekomendasi, meliputi penambahan
tenaga kerja dengan merobah
penerapan sistem shift yang ada
sekarang untuk mencapai target
produksi yang ditetapkan oleh PT X.
6. Kesimpulan dan saran berisi
pernyataan singkat dan tepat terhadap
hasil penelitian dan pembahasan yang
dilakukan dan saran bagi peneliti bagi
peneliti selanjutnya.
4. HASIL PENELITIAN
4.1. Penentuan Jumlah Konsumsi
Oksigen dan Energi Pekerja
Perusahaan A dan B
Langkah-langkah dalam menentukan
jumlah oksigen dan energy perusahaan A,
Grup 1, shift I bagian 1 (memasukkan
pupuk ke karung) adalah sebagai berikut :
1. Menghitung rata-rata denyut jantung
dari 2 pekerja yaitu 74 dan 87.
2
21 HRHRHR
2
8774 HR
menitdenyutHR /5,80
2. Menghitung konsumsi Oksigen
menggunakan persamaan 2.1 706,1017,0014,0 xWHRxY
706,15,53017,05,80014,0 xxY
menitliterY /33,0
3. Menghitung rata-rata jumlah beban
kerja menggunakan persamaan 2.2 )2017,0()1988,0()6309,0(0959,55cos xAxWxHRtE
)2017,022()1988,05,53()6309,05,80(0959,55cos xxxtE
kjtE 36,10cos
4. Menghitung rata-rata jumlah energy
menggunakan persamaan 2.3 menitkkalxtEE /239,0cos
menitkkalxE /239,036,10
menitkkalE /57,2
5. Menghitung rata-rata denyut jantung
pekerja selama bekerja.
6
654321 HRHRHRHRHRHRHRHR
6
809085845,855,80 HR
HR̿̿ ̿̿ ̿ = 84,17 denyut/menit
6. Menghitung rata rata konsumsi oksigen
menitliterY /38,0 7. Menghitung rata-rata beban kerja
(kj/menit) 6/6cos5cos4cos3cos2cos1coscos tEtEtEtEtEtEtE
6/45,1076,166,1397,1292,1376,10cos tE
kjtE 08,13cos /menit
8. Menghitung rata-rata energi
(kkal/menit)
6/)654321( EEEEEEE
6/)50,201,425,310,333,357,2( E
menitkkalE /13,3
Tabel 1. Klasifikasi Pekerjaan Bagging
Pupuk PT.X
Keterangan: R = Ringan S = Sedang B = Berat SB = Sangat Berat EB = Ekstrem Berat
Pagi Malam Pagi Malam Pagi Malam Pagi Malam
1 Memasukkan Pupuk ke dalam karung S S S S B B B B
2 Pemasangan Kabel T S S S S S S S S
3 Menjahit karung Pupuk S S S S B S S B
4 Penyusunan ke Pallet B B B B EB SB EB EB
Klasifikasi Pekerjaan Bagging Pupuk NPK
Elemen KerjaNoA
Grup 1 Grup 2
B
Grup 1 Grup 2
6/)32,046,039,038,040,033,0( Y
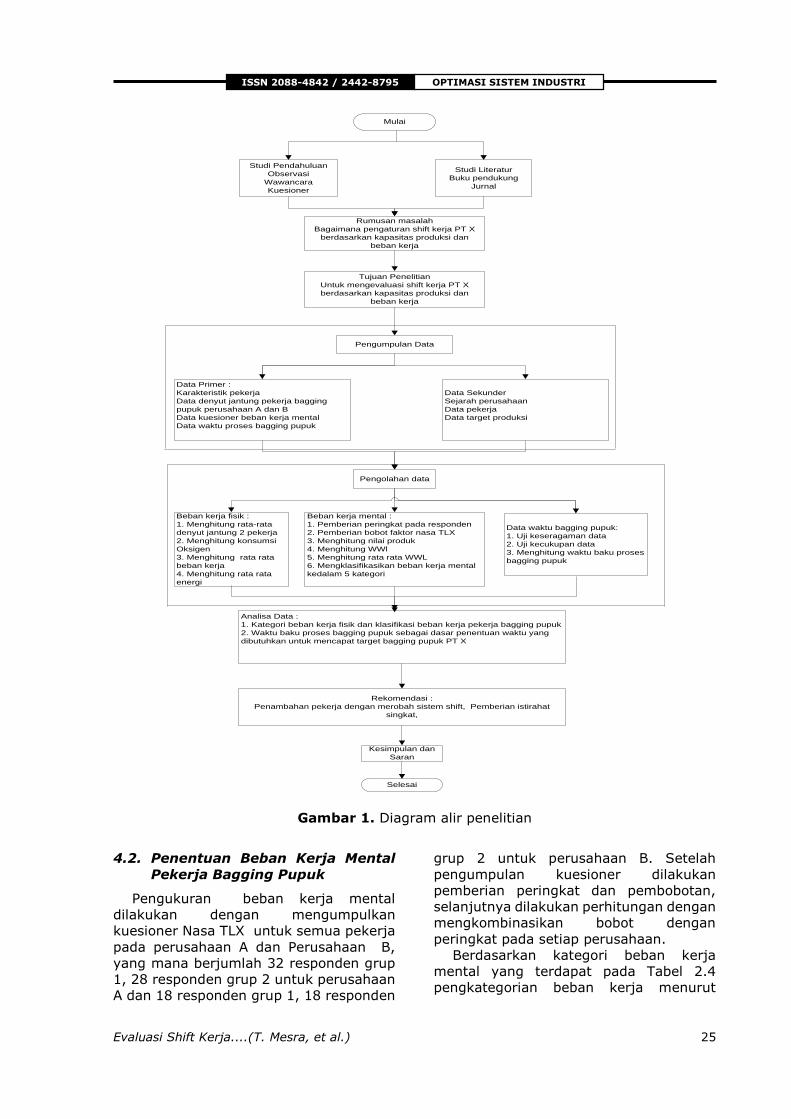
Evaluasi Shift Kerja....(T. Mesra, et al.) 25
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Mulai
Studi Pendahuluan
Observasi
Wawancara
Kuesioner
Studi Literatur
Buku pendukung
Jurnal
Rumusan masalah
Bagaimana pengaturan shift kerja PT X
berdasarkan kapasitas produksi dan
beban kerja
Tujuan Penelitian
Untuk mengevaluasi shift kerja PT X
berdasarkan kapasitas produksi dan
beban kerja
Data Primer :
Karakteristik pekerja
Data denyut jantung pekerja bagging
pupuk perusahaan A dan B
Data kuesioner beban kerja mental
Data waktu proses bagging pupuk
Data Sekunder
Sejarah perusahaan
Data pekerja
Data target produksi
Pengolahan data
Beban kerja fisik :
1. Menghitung rata-rata
denyut jantung 2 pekerja
2. Menghitung konsumsi
Oksigen
3. Menghitung rata rata
beban kerja
4. Menghitung rata rata
energi
Beban kerja mental :
1. Pemberian peringkat pada responden
2. Pemberian bobot faktor nasa TLX
3. Menghitung nilai produk
4. Menghitung WWl
5. Menghitung rata rata WWL
6. Mengklasifikasikan beban kerja mental
kedalam 5 kategori
Data waktu bagging pupuk:
1. Uji keseragaman data
2. Uji kecukupan data
3. Menghitung waktu baku proses
bagging pupuk
Analisa Data :
1. Kategori beban kerja fisik dan klasifikasi beban kerja pekerja bagging pupuk
2. Waktu baku proses bagging pupuk sebagai dasar penentuan waktu yang
dibutuhkan untuk mencapat target bagging pupuk PT X
Kesimpulan dan
Saran
Selesai
Pengumpulan Data
Rekomendasi :
Penambahan pekerja dengan merobah sistem shift, Pemberian istirahat
singkat,
Gambar 1. Diagram alir penelitian
4.2. Penentuan Beban Kerja Mental
Pekerja Bagging Pupuk
Pengukuran beban kerja mental
dilakukan dengan mengumpulkan
kuesioner Nasa TLX untuk semua pekerja
pada perusahaan A dan Perusahaan B,
yang mana berjumlah 32 responden grup
1, 28 responden grup 2 untuk perusahaan
A dan 18 responden grup 1, 18 responden
grup 2 untuk perusahaan B. Setelah
pengumpulan kuesioner dilakukan
pemberian peringkat dan pembobotan,
selanjutnya dilakukan perhitungan dengan
mengkombinasikan bobot dengan
peringkat pada setiap perusahaan.
Berdasarkan kategori beban kerja
mental yang terdapat pada Tabel 2.4
pengkategorian beban kerja menurut

26 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Sandra (2010), maka dapat ditentukan
kategori beban kerja pekerja bagging
pupuk untuk perusahaan A dan B yang
dapat dilihat pada Gambar 2 dan Gambar
3.
Gambar 2. Persentase Kategori Beban
Kerja Mental berdasarkan
Jumlah Responden
Perusahaan A: (1) Grup 1, (2)
Grup 2
Gambar 3. Persentase Kategori Beban
Kerja Mental Berdasarkan
Jumlah Responden
Perusahaan B: (1) Grup 1,
(2) Grup 2
Berdasarkan Gambar 2 dan Gambar 3
dapat diketahui jumlah pekerja bagging
pupuk perusahaan A grup 1 yang
mengalami beban kerja mental tinggi
47%, dan sangat tinggi sebesar 53%,
sementara grup 2 kategori tinggi 43% dan
sangat tinggi 57% . Selanjutnya beban
kerja yang dialami pekerja perusahaan B
grup 1 dan grup 2 sebanyak 28%
termasuk kategori tinggi dan 72%
kategori sangat tinggi.
4.3. Penentuan Waktu Baku Bagging
Pupuk
Rekapitulasi Waktu Proses Bagging
Pupuk dapat dilihat pada Tabel 2 dan 3.
4.4. Analisa Hasil Penelitian
4.4.1. Beban Kerja
Berdasarkan Tabel 1 maka dapat
diklasifikasikan pekerjaan bagging pupuk
untuk setiap elemen kerja dimana untuk
elemen kerja I (memasukkan pupuk ke
karung), elemen kerja II (pemasangan
kabel tie) dan elemen kerja III (menjahit
karung pupuk) untuk pekerja bagging
pupuk perusahaan A grup 1 dan grup 2
pada saat bekerja di shift I dan shift II
termasuk klasifikasi sedang, sementara
elemen kerja IV (menyusun pupuk ke
pallet) klasifikasi berat, disebabkan
elemen kerja I, II, III posisi kerja duduk
dan elemen kerja IV posisi berdiri maka
energi untuk posisi kerja berdiri lebih
besar dibanding posisi kerja duduk.
Tabel 2. Waktu Baku Proses Bagging Pupuk Setiap Interval Pengamatan
Perusahaan Grup ShiftInterval
PengamatanMin Max
Average
(WS)Stdev BKA BKB N' N RF WN All
WB
(detik)
WB
(menit)
Pagi 3.00 12.00 6.40 5.22 16.83 -4.03 37.50 40 0.90 5.76 0.28 7.37 0.12
Siang 3.00 10.00 5.55 4.75 15.05 -3.95 37.63 40 0.90 5.00 0.28 6.39 0.11
Malam 3.00 11.00 5.80 4.79 15.38 -3.78 35.79 40 0.90 5.22 0.28 6.68 0.11
Dini hari 4.00 12.00 8.13 6.75 21.63 -5.38 24.56 40 0.90 7.32 0.28 9.37 0.16
Pagi 3.00 9.00 5.58 3.56 12.70 -1.55 20.52 40 0.90 5.02 0.28 6.43 0.11
Siang 4.00 9.00 5.68 3.51 12.69 -1.34 20.73 40 0.90 5.11 0.28 6.54 0.11
Malam 3.00 9.00 5.90 4.41 14.71 -2.91 28.61 40 0.90 5.31 0.28 6.80 0.11
Dini hari 4.00 15.00 5.98 5.20 16.37 -4.42 39.49 40 0.90 5.38 0.28 6.89 0.11
Pagi 4.00 11.00 6.48 4.45 15.38 -2.43 26.71 40 0.90 5.83 0.28 7.46 0.12
Siang 4.00 14.00 7.50 5.58 18.66 -3.66 28.09 40 0.90 6.75 0.28 8.64 0.14
Malam 4.00 8.00 5.75 3.27 12.30 -0.80 16.79 40 0.90 5.18 0.28 6.62 0.11
Dini hari 5.00 9.00 6.68 3.06 12.79 0.56 10.95 40 0.90 6.01 0.28 7.70 0.13
Pagi 6.00 16.00 9.53 5.04 19.60 -0.55 14.77 40 0.90 8.58 0.28 10.98 0.18
Siang 4.00 14.00 6.93 5.93 18.78 -4.93 39.36 40 0.90 6.24 0.28 7.98 0.13
Malam 4.00 12.00 6.60 10.95 28.51 -15.31 36.68 40 0.90 5.94 0.28 7.60 0.13
Dini hari 3.00 10.00 5.13 4.44 14.00 -3.75 37.45 40 0.90 4.62 0.28 5.91 0.10
B
1
I
II
2
I
II
A
1
I
II
2
I
II

Evaluasi Shift Kerja....(T. Mesra, et al.) 27
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 3. Rata-rata Waktu baku Proses Bagging Pupuk (Menit/bagging)
Sementara klasifikasi beban kerja fisik
pekerja bagging pupuk perusahaan B
untuk grup 1 dan grup 2 saat shift I dan II
untuk elemen kerja I termasuk berat,
sedangkan elemen kerja II, III termasuk
klasifikasi sedang, sementara elemen
kerja IV klasifikasi ekstrem berat dan
sangat berat, karena pekerjaan ini
dilakukan secara manual tanpa bantuan
alat dan posisi berdiri. Hal ini sesuai
dengan penelitian (Hedge, 2002 dalam
Tarwaka 2004) bahwasanya sikap kerja
berdiri memerlukan energi ±20% lebih
tinggi dibandingkan sikap kerja duduk
atau duduk berdiri bergantian pada
pekerjaan yang sama.
Sementara beban kerja mental pekerja
proses bagging pupuk yang terlihat pada
Gambar 2 dan Gambar 3 menunjukkan
beban kerja mental pekerja bagging
perusahaan A lebih kecil dari perusahaan
B, hal ini disebabkan besarnya aktifitas
beban kerja mental perusahaan B seperti
melakukan pekerjaan yang repetitif
berjam-jam dan perusahaan B
memaksakan diri untuk meyelesaikan
target bagging yang diberikan oleh PT X
sehingga perusahaan B bisa
menyelesaikan target bagging yang di
bebankan kepada perusahaan B.
Melihat dari tingginya beban kerja yang
dialami oleh pekerja bagging pupuk
perusahaan A dan perusahaan B maka
untuk mengetahui penyebab tingginya
beban kerja yang dialami pekerja bagging
pupuk maka dirancang kuesioner yang
dapat dilihat pada Lampiran 44 dimana
diharapkan bisa menjawab kenapa beban
kerja pekerja bagging pupuk tinggi.
Kuesioner disebarkan kepada 35 orang
pekerja bagging yang dipilih secara
random, dimana rekapitulasi jawaban
responden dapat dilihat pada Lampiran 4,
Gambar 4 dan Gambar 5.
Gambar 4. Pareto Beban Fisik Pekerja
Bagging Pupuk
Gambar 4 merupakan hasil kuesioner
beban fisik yang telah di paretokan.
Dimana pada gambar 4 jelas terlihat
bahwasanya item pertanyaan yang
memberikan kontribusi yang sangat tinggi
yaitu apakah shift yang permanen itu lebih
baik? (item pertanyaan 1), Apakah hasil
bagging yang dicapai sesuai target? (item
pertanyaan 20), Apakah waktu istirahat
yang diberikan oleh perusahaan selama
jam kerja sudah cukup? (item pertanyaan
3), Apakah anda melakukan istirahat
selama 2 jam sebelum bekerja malam?
(item pertanyaan 4), dimana hal ini
merupakan hal yang harus diperhatikan
oleh perusahaan terlebih dahulu. Jadi
tindakan yang harus dilakukan oleh
perusahaan untuk mengatasi tingginya
beban fisik pekerja adalah memperhatikan
pola shift yang diterapkan oleh
perusahaan, pekerja harus melakukan
tidur 2 jam sebelum mulai masuk kerja di
shift malam dan memberikan waktu
istirahat singkat di sela aktivitas kerja
Grup Shift Interval pengamatan Waktu Baku Grup Shift Interval pengamatan Waktu Baku
Pagi 0.12 Pagi 0.12
Siang 0.11 Siang 0.14
Malam 0.11 Malam 0.11
Dini hari 0.16 Dini hari 0.13
Pagi 0.11 Pagi 0.18
Siang 0.11 Siang 0.13
Malam 0.11 Malam 0.13
Dini hari 0.11 Dini hari 0.10
0.12 0.13Rata-rata
Perusahaan B
1
I
II
2
I
II
Perusahaan A
Rata-rata
1
I
II
2
I
II

28 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
yang repetitif. Sedangkan penyebab
beban kerja mental dapat dilihat pada
Gambar 5.
Gambar 5. Beban Mental Pekerja
Bagging Pupuk
Berdasarkan Gambar 5 diatas jelas
terlihat item pertanyaan yang
memberikan kontribusi tingginya beban
kerja mental adalah Menurut Anda apakah
bekerja terus menerus setiap minggunya
baik? (item pertanyaan 8), Apakah Anda
mengalami masalah untuk tidur setelah
bekerja shift malam hari? (item
pertanyaan 9), dimana hal ini merupakan
hal yang harus diperhatikan oleh
perusahaan untuk mengatasi tingginya
beban kerja mental. Untuk mengatasi
tingginya beban kerja mental yang dialami
oleh pekerja maka perusahaan harus
memperhatikan aktivitas kerja yang tanpa
ada hari libur atau pemberian jadwal off
setiap minggunya.
4.4.2. Waktu Standar
Waktu standar untuk menyelesaikan
proses bagging pupuk untuk perusahaan A
dan B berdasarkan Tabel 3 terdapat
perbedaan antara grup 1 dan grup 2 ,
dimana waktu bagging pupuk tertinggi
terjadi pada grup 1 shift II dini hari 0,16
menit dan 0,11 menit untuk grup 2
perusahaan A sedangkan 0,14 menit
untuk grup 1 pada saat siang hari dan 0,18
menit untuk grup 2 dari perusahaan B. Hal
ini disebabkan oleh kondisi tubuh pekerja
pada dini hari menurun karena proses
alamiah kondisi tubuh yang lemah
sehingga menyebabkan mata mengantuk
dan menghilangkan kosentrasi untuk
berkerja. Kerusakan mesin bagging yang
tiba-tiba juga menjadi pemicu terjadinya
peningkatan waktu standar bagging
pupuk, begitu pula pekerja yang belum
berpengalaman memberikan kontribusi
yang tinggi untuk menciptakan waktu
standar yang tinggi.
Target produksi yang diharapkan PT X
adalah 1900 ton per hari atau 1.900.000
kg pupuk per hari. Pupuk yang di bagging
berisi 50 kg per karung, maka target
produksi pupuk yang sudah di bagging
adalah 38.000 karung pupuk. Perusahaan
A memiliki kewajiban untuk membagging
pupuk sebanyak 1150 ton per hari atau
23.000 karung pupuk per hari dan
perusahaan B sebanyak 750 ton per hari
atau 15.000 karung pupuk per hari.
Berdasarkan Tabel 3 bagian b diperoleh
waktu standar rata-rata untuk perusahaan
A adalah 0.12 menit/bagging dan
perusahaan B sebesar 0.13
menit/bagging. Jika dibandingkan dengan
target produksi yang diharapkan oleh PT X
untuk perusahaan A dan B maka diperoleh
waktu yang dibutuhkan untuk
menyelesaikan bagging pupuk per hari
untuk perusahaan A yaitu 2760 menit atau
46 jam sedangkan untuk perusahaan B
yaitu 1950 menit atau 32,5 jam.
Perusahaan A dalam melaksanakan proses
bagging menggunakan 5 mesin bagging
sehingga waktu yang dibutuhkan untuk
meyelesaikan bagging pupuk adalah 9,2
jam per mesin sedangkan perusahaan B
menggunakan 3 mesin bagging sehingga
waktu yang dibutuhkan untuk
meyelesaikan bagging pupuk adalah
10,83 jam per mesin. Waktu yang tersedia
per hari adalah 24 jam, sehingga untuk
menyelesaikan target produksi yang di
tetapkan oleh PT. X untuk perusahaan A
hanya memerlukan waktu selama 4,6
jam/shift dan perusahaan B 5,415
jam/shift.
4.5. Evaluasi Hasil Penelitian
4.5.1. Pemberian Waktu Istirahat
Berdasarkan Tabel 1 tentang klasifikasi
pekerjaan proses bagging pada elemen
kerja 1 (memasukkan pupuk ke karung)
perusahaan B dan elemen kerja 4
(Penyusunan pupuk ke pallet) perusahaan
A dan perusahaan B termasuk kategori
berat , sangat berat dan ekstrem berat.

Evaluasi Shift Kerja....(T. Mesra, et al.) 29
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Salah satu cara untuk mengurangi
tingginya beban kerja fisik pekerja proses
bagging pupuk dapat dicapai melalui
perancangan ulang atas sistem kerja yang
bersangkutan serta pengaturan pekerja
yang lebih bersifat administratif, seperti
jadwal istirahat kerja, kerjasama pekerja,
pengawasan kelelahan selama kerja dan
seleksi pekerja. Pemberian waktu istirahat
yang cukup diyakini dapat membantu
seseorang saat melakukan pekerjaan
yang cukup berat, istirahat singkat yang
dilakukan secara berkala lebih baik
daripada istirahat panjang namun
sesekali. Berdasarkan alasan ini maka
dapat ditentukan lama waktu istirahat
singkat untuk pekerjaan yang mempunyai
beban kerja yang tinggi dengan
menggunakan persamaan 2.4, dimana
pekerjaan memasukkan pupuk dilakukan
selama 2 jam secara repetitif dan
membutuhkan energi sebesar 6,86
kkal/menit, sedangkan batas atas
pengeluaran energi yang diperbolehkan
yaitu sebesar 5,4 kkal/menit untuk
pekerja pria Indonesia maka istirahat
singkat yang harus diberikan setelah
bekerja selama 2 jam adalah :
3,0/86,6
)/4,5/86,6(120
menitkkal
menitkkalmenitkkalmenitR
R = 27 menit
Lama waktu istirahat singkat untuk
elemen kerja bagging yang lainnya dapat
dilihat pada Tabel 4 berikut.
Tabel 4. Lama Waktu Istirahat Singkat
Pekerja Bagging Pupuk
Selain pemberian waktu istirahat
singkat diantara jam kerja juga bisa
diambil tindakan yaitu pemilihan pekerja
yang memiliki karakteristik fisiologis
tertentu seperti usia muda, pria dan
memiliki konsumsi oksigen maksimum
cukup tinggi (pekerja pria 3,4 ±0,55
liter/menit, pekerja wanita 2,3±0,6
liter/menit).
4.5.2. Pengaturan Shift
Dari analisis pengukuran waktu standar
terlihat bahwa sebenarnya target bagging
pupuk dapat diselesaikaan hanya dengan
menerapkan shift pendek yaitu 8 jam
kerja untuk menyelesaikan target bagging
pupuk PT X. Dari hasil analisis kuesioner
pekerja proses bagging pupuk mengalami
beban kerja fisik dan psikologis yang
tinggi maka diberikan usulan untuk
mereview ulang penggunaan shift kerja
yang ada sekarang menurut rekomendasi
Manuaba (2010) adalah sebagai berikut :
1. Rotasi Pendek
Berdasarkan perhitungan waktu
standar penyelesaian target bagging
pupuk bisa diselesaikan dalam delapan
jam kerja, maka dapat disusun skedul
shift pendek yang mana jumlah jam
kerja pershiftnya adalah 8 jam kerja
dengan memanfaatkan tenaga kerja
yang tersedia pada saat ini.Kelebihan
solusi ini adalah setiap grup kerja yang
lebih kecil yaitu 56 jam/minggu
dibanding yang terjadi sekarang di
perusahaan adalah 94 jam/
minggunya. Kekurangannya jumlah
jam kerja belum sesuai dengan
Undang-Undang Republik Indonesia No
13 tentang ketenagakerjaan, dimana
jumlah jam kerja secara akumulatif
masing-masing shift tidak boleh lebih
dari 40 jam perminggu (pasal 77 ayat 2
UU no 13/2003). Berikut skedul shift
yang diusulkan untuk setiap grup.
Tabel 5. Rancangan Skedul Shift Rotasi
Pendek
Keterangan : I : Shift pagi (08.00 - 16.00) II : Shift sore (16.00 – 24.00)
1, 2 : Grup kerja
I 6.86 27
II 7.16 31
I 6.65 24
II 6.95 28
I 7.36 33
II 7.69 37
I 7.45 34
II 7.78 38
I 10.82 62
II 8.8 48
I 10.16 58
II 10.64 61
A
B
1
2
1
2
Perusahaan Grup ShiftEnergi
(kkal/menit)
Lama istirahat
(menit)
B
1
2
Elemen
kerja
Memasuk
kan pupuk
Menyusun
pupuk ke
pallet
Senin Selasa Rabu Kamis Jumat Sabtu Minggu
I 1 1 1 2 2 2 1
II 2 2 2 1 1 1 2
I 1 1 2 2 2 1 1
II 2 2 1 1 1 2 2
I 1 2 2 2 1 1 1
II 2 1 1 1 2 2 2
I 1 1 1 2 2 2 1
II 2 2 2 1 1 1 24
Minggu ke ShiftHari
1
2
3

30 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
2. Penambahan Tenaga Kerja
Jumlah pekerja perusahaan A yang ada
sekarang 60 orang. Kebutuhan pekerja
permesin 5 orang. Jumlah mesin yang
ada sekarang 5 mesin maka jumlah
pekerja yang dibutuhkan untuk
melaksanakan proses bagging pupuk
adalah 25 orang ditambah 2 orang
untuk pekerja stockeeper maka
totalnya 27 orang/grup. Jika jumlah
grup kerja ditambah dari 2 grup
menjadi 3 grup dengan sistem shift
pendek dengan 2 rotasi yang berganti
pada pukul 08.00 – 16.00 sehingga
setiap grup mendapat off dua kali dalam
seminggu. Total kebutuhan pekerja
proses bagging pupuk perusahaan A
menjadi 81 orang, berarti akan terjadi
penambahan pekerja sebanyak 21
orang. Sedangkan perusahaan B
membutuhkan 4 pekerja/mesin dengan
jumlah 12 orang tenaga kerja untuk
mengoperasikan 3 mesin bagging
ditambah 2 orang untuk stockeeper.
Jadi total keseluruhan pekerja yang
dibutuhkan untuk 3 grup adalah 42
orang, sementara tenaga kerja yang
ada sekarang 36 orang pekerja maka
akan terjadi penambahan pekerja
proses bagging pupuk sebanyak 6
orang.
Tabel 6. Rancangan Skedul Shift Pola
Metropolitan Untuk
Rekomendasi Penambahan
Tenaga Kerja
Keterangan : I : Shift pagi (08.00 - 16.00)
II : Shift sore (16.00 – 24.00) Off : Jadwal libur untuk masing
masing grup 1, 2, 3 : Grup kerja
Kelebihan solusi ini adalah setiap grup
mendapatkan hari libur atau off setiap
minggunya dan pekerja mempunyai
jam kerja yang lebih kecil yaitu 40
jam/minggu dibanding yang terjadi
sekarang di perusahaan adalah 94 jam/
minggu dan penambahan pekerja
proses bagging pupuk yang sedikit.
Rekomendasi penambahan grup dari 2
grup menjadi 3 grup diharapkan dapat
mengurangi beban kerja dan target
bagging pupuk yang ditetapkan oleh PT
X dapat tercapai. Hal ini sesuai dengan
Teori Schwartzenau (Grandjean 1988)
bahwa rotasi pendek lebih baik
daripada rotasi panjang dan harus
dihindarkan kerja malam secara terus
menerus. Perancangan skedul shift
usulan menurut Manuaba dengan pola
metropolitan dapat dilihat di Tabel 6.
5. KESIMPULAN DAN SARAN
5.1. Kesimpulan
Berdasarkan hasil analisa data beban
kerja fisiologis dan psikologis yang dialami
pekerja proses bagging pupuk PT X rata-
rata termasuk kategori tinggi sehingga
untuk mengurangi tingkat kelelahan yang
dialami pekerja ada dua rekomendasi
yang diberikan peneliti.
1. Berdasarkan perhitungan waktu
standar proses bagging pupuk dapat
diselesaikan dalam delapan jam kerja
sesuai target yang ditetapkan oleh PT
X. Maka rotasi shift pendek bisa
diterapkan di Perusahaan A dan B
dengan memanfaatkan tenaga kerja
yang ada sekarang.
2. Penambahan jumlah tenaga kerja
terjadi akibat adanya penambahan
grup per hari menjadi 3 grup dari 2
grup per hari sebelumnya sehingga
penambahan jumlah tenaga kerja yang
dibutuhkan adalah 21 orang untuk
perusahaan A dan 6 orang perusahaan
B, dengan penerapan pola shift
metropolitan jumlah jam kerja 8
jam/hari dengan off dua kali
perminggunya.
5.2. Saran Penelitian
Dari hasil penelitian ini penelitian
lanjutan yang dapat dilakukan adalah
evaluasi resiko musculoskeletal sebagai
Senin Selasa Rabu Kamis Jumat Sabtu Minggu
I 1 1 3 3 2 2 1
II 2 2 1 1 3 3 2
OFF 3 3 2 2 1 1 3
I 1 3 3 2 2 1 1
II 2 1 1 3 3 2 2
OFF 3 2 2 1 1 3 3
I 3 3 2 2 1 1 3
II 1 1 3 3 2 2 1
OFF 2 2 1 1 3 3 2
I 3 2 2 1 1 3 3
II 1 3 3 2 2 1 1
OFF 2 1 1 3 3 2 2
HariShiftMinggu ke
1
2
3
4

Evaluasi Shift Kerja....(T. Mesra, et al.) 31
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
pertimbangan dalam pengaturan shift
kerja.
DAFTAR PUSTAKA
[1] Elfrida. (2009). Penilaian dan
Perbaikan system kerja dengan
Macro ergonomic
organizational.USU. Medan.
[2] Demerouti E, Sabine A, Geurts E,
Bakker A b and Euwema, M. (2004).
The impact of shiftwork on work,
home conflict, job attitudes and
health, Ergonomic, Volume 47 No 9
(987-1002).
[3] Kimberly, F.K, 2011. Pengaruh Shift
Kerja Terhadap Kelelahan Pekerja
pabrik Kelapa Sawit. Fakultas
Teknik. Universitas Al Azhar Medan.
[4] Salma, U. and Rao K. K. (2014).
Shift work and Depression, 4 (4),
417-422, International Journal of
Environmental Research and
Development.
[5] Sutalaksana, I.Z., Anggawisastra,
R., Tjakraatmadja, J.H. (2006).
Teknik Perancangan Sistem Kerja,
Edisi Kedua, ITB, Bandung.
[6] Wignjosoebroto, S. (2008).
Ergonomi Studi Gerak dan Waktu,
Teknik Analisis untuk Peningkatan
Produktivitas Kerja, Edisi Pertama,
Cetakan Keempat, Guna Widya,
Surabaya.
[7] Kroemer K H E, Kroemer H J,
Kroemer K E and Elbert. (2010).
Engineering Physiology, Edisi ke 4,
Springer Verlag berlin Heidelberg.
[8] Knauth, P. (1988), The Design of
Shift Systems, International Journal
of Industrial Ergonomic, Vol 3
[9] Nurmianto, E. (2004).Ergonomi
Konsep Dasar dan Aplikasinya.
Penerbit Guna Widya. Edisi Kedua.
Surabaya
[10] Manuaba, A. (2010).Ergonomi,
Kesehatan dan Keselamatan Kerja.
Editor: Sritomo W dan Stefanus E.W.
Proceeding Seminar Nasional
Ergonomi. Penerbit Guna Widya.
Surabaya.
[11] Tayyari F and Smith J. L.
(1997).Occupational Ergonomics
Principle And Application. Hapman &
Hall (London)
[12] Santoso, D.A., Supriyadi, A. (2010).
Perhittungan Waktu Baku dengan
Metode Work Sampling untuk
Menentukan Jumlah Tenaga Kerja
Optimal, Prosiding Seminar Nasional
Sains dan Teknologi, Fakultas Teknik
Uniersitas Wahid Hasyim Semarang,
c1-c4.
[13] Noor, I. (2011). Analisa Penentuan
Waktu Baku untuk Mempersingkat
Proses Pelayanan Bongkar Muat di
Pelabuhan Trisakti Banjarmansin,
Jurnal INTEKNA, Tahun XI, No. 2,
171-177.
[14] Walangitan, R. (2012). Produktivitas
Tenaga Kerja dengan Menggunakan
Metode Work Sampling pada
Pekerjaan Kolom dan Balok Mega
Trade Center Manado, TEKNO-SIPIL,
Volume 10, N0.57.
[15] Rinawati, D.I., Puspitasi, D., Muljadi,
F. (2012). Penentuan Waktu Standar
dan Jumlah Tenaga Kerja Optimal
pada Produksi Batik Cap (Studi
Kasus: IKM Batik Saud Effendy,
Laweyan), JATI Undip, Vol II, No 3.
[16] Rizani, N.C., Safitri, D.M.,
Wulandari, P. A. (2013).
Perbandingan Pengukuran Waktu
Baku dengan Metode Stopwatch
Time Study dan Metode Ready Work
Factor (RWF) pada Departemen
Hand Insert PT. Sharp Indonesia,
Jurnal Teknik Industri, ISSN:1411-
6340, pp 127-136.
[17] Barnes, F.J., Kimberley, D.S, Alyssa,
M., Benjamin, W. (2008). What
Aspects of Shiftwork Influence off-
shift well-being of Healthcare
Workers?, Applied Ergonomis
Journals 39:586-596. Elsevier, USA
[18] Ramdan, I. (2007). Dampak Giliran
Kerja, Suhu dan Kebisingan
terhadap Perasaan Kelelahan Kerja
di PT LJP Provinsi Kalimantan Timur,
The Indonesian Journal of Public
Health,4(1): 8-13
[19] Taufik I dan Salami I R . (2012).
Hubungan Antara Shift Kerja Dengan
Tingkatan Kelelahan Kerja Pada
Pekerja Di Pabrik Perakitan Mobil
Indonesia. Teknik Lingkungan ITB,
Bandung.

32 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:16-32
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
[20] Asare D, Sebiawu G E, and Mensah
N J. (2013). Fatique Management
Among Mining Departement Shift
Workers At Newmont Ghana Gold
Limited Ahafo Mine, Kenyase, Brong
Ahafo Region, Ghana, International
Journal Of Scentific & technology
Research , Volume 2 (10).

Perancangan Model Pengukuran....(A. Hasan, et al.) 33
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
PERANCANGAN MODEL PENGUKURAN KINERJA RANTAI PASOK BERBASIS LEAN DAN GREEN MENGGUNAKAN BALANCE SCORECARD DI PT. P&P LEMBAH KARET
Alizar Hasan1, Berry Yuliandra2, Eureka Perdana Putra1 1Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas, Padang 2Jurusan Teknik Mesin, Fakultas Teknik, Universitas Andalas, Padang
Email: [email protected] (korespondensi)
Abstract
Rapid technological developments helped bring an increase in the level of business competition.
Competitive business strategies required to address the challenges of business competition. PT P&P Lembah Karet is a company engaged in the plantation and crumb rubber processing industry. Marketing area are scattered inside and outside the country led to the supply chain performance become one of the important issues in the company. The use of Lean and Green concept in the supply chain system can become a competitive advantage for PT. P&P Lembah Karet to create a more effective and efficient supply chain strategy in terms of expenditure and environmental impact.
Performance measurement is required to determine the effectiveness and efficiency of these two concepts implementation in the supply chain companies.
Performance measurement system was developed based on four perspectives of the Balanced Scorecard (BSC): financial, customer, internal business processes, learning and growth. Key Performance Indicator (KPI) which is used as a measurement basis is formulated through the concept of lean and green. Weight value of each KPI is determined using Analytical Hierarchy Process (AHP)
with relevant experts as respondents. Respondents selected based on the experience and knowledge, especially experience and knowledge that relevant with the topic of this research. The weight value determined the order of KPI priority. Face validity is used to validate the performance measurement model.
Data processing and analysis yielded 25 lean and green-based KPIs that are relevant to crumb
rubber supply chain at PT. P&P Lembah Karet with 3 KPI for financial perspective, 4 KPI for customer perspective, 11 KPI for internal business process perspective and 7 KPI for learning and growth
perspective. Structure of designed models showed that customer perspective is the most priority aspects.
Keywords: Performance measurement, supply chain system, lean, green, balanced scorecard
Abstrak
Perkembangan teknologi yang semakin pesat ikut membawa peningkatan pada tingkat persaingan bisnis. Strategi bisnis yang kompetitif diperlukan untuk menjawab tantangan persaingan bisnis. PT
P&P Lembah Karet merupakan perusahaan yang bergerak di bidang perkebunan dan industri pengolahan crumb rubber. Daerah pemasaran yang tersebar di dalam dan luar negeri menyebabkan kinerja rantai pasok menjadi salah satu isu penting dalam perusahaan tersebut. Penggunaan konsep Lean dan Green pada sistem rantai pasok dapat menjadi suatu keunggulan kompetitif bagi PT. P&P Lembah Karet guna menciptakan sebuah strategi rantai pasok yang lebih efektif dan efisien dari segi
biaya dan dampak lingkungan. Pengukuran kinerja diperlukan untuk mengetahui efektivitas dan
efisiensi dari implementasi kedua konsep tersebut dalam rantai pasok perusahaan. Sistem Pengukuran kinerja dikembangkan berdasarkan empat perspektif Balanced Scorecard
(BSC): keuangan, pelanggan, proses bisnis internal serta pertumbuhan dan pembelajaran. Key Performance Indicator (KPI) yang digunakan sebagai basis pengukuran diformulasikan melalui konsep lean dan green. Nilai bobot masing-masing KPI ditentukan menggunakan metode Analytical Hierarchy Process (AHP) dengan pakar yang terkait sebagai responden. Pemilihan pakar yang akan menjadi responden dilakukan berdasarkan pengalaman dan pengetahuan pakar tersebut, terutama
yang relevan dengan topik penelitian ini. Nilai bobot menentukan urutan prioritas KPI. Metode face validity digunakan untuk memvalidasi model pengukuran kinerja yang dihasilkan.
Pengolahan dan analisis data menghasilkan 25 KPI berbasis lean dan green yang relevan dengan rantai pasok crumb rubber PT. P&P Lembah Karet dengan rincian: 3 KPI untuk perspektif keuangan,

34 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:33-46
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
4 KPI untuk perspektif pelanggan, 11 KPI untuk perspektif proses bisnis internal serta 7 KPI untuk perspektif pertumbuhan dan pembelajaran. Struktur model yang dirancang menunjukkan bahwa perspektif pelanggan menjadi aspek prioritas dalam rantai pasok crumb rubber PT. P&P Lembah Karet.
Kata kunci: Pengukuran kinerja, sistem rantai pasok, lean, green, balanced scorecard
1. PENDAHULUAN
Setiap perusahaan membutuhkan
keunggulan kompetitif untuk menjaga
keberlangsungan bisnisnya. Keunggulan
kompetitif dapat dicapai melalui
perencanaan strategi yang tepat. Inti dari
keberhasilan strategi terletak pada
pemilihan aktivitas yang mampu
memberikan nilai tambah berbeda dari
kompetitor. Kecocokan antara strategi dan
aktivitas tidak hanya dapat memberikan
keuntungan kompetitif tetapi juga
menjamin keberlangsungan strategi
tersebut [1].
Manajemen rantai pasok merupakan
salah satu aspek yang bisa digunakan
untuk menghasilkan keunggulan
kompetitif. Rantai pasok merupakan
semua tahapan yang terlibat secara
langsung maupun tidak langsung dalam
memenuhi permintaan konsumen.
Konsumen yang dimaksud dalam hal ini
mencakup produsen, pemasok,
pengangkut, gudang, pengecer dan
pengguna akhir [2]. Manajemen Rantai
Pasok adalah metode, alat atau
pendekatan pengelolaan rantai pasok [3].
Keunggulan kompetitif dalam rantai pasok
dilakukan dengan meningkatkan nilai
tambah pada berbagai aktivitas yang
terkait dengan proses pengiriman produk
ke tangan pengguna akhir.
Beberapa isu penting dalam
manajemen rantai pasok adalah Lean
Supply Chain Management (LSCM) dan
Green Supply Chain Management (GSCM).
Menurut referensi [4], kedua isu tersebut
memiliki peran sentral dalam meminimasi
biaya dan dampak lingkungan yang
dihasilkan oleh perusahaan. Konsep LSCM
dikembangkan berdasarkan filosofi
minimasi biaya dan waktu proses rantai
pasok secara holistik untuk meningkatkan
efektivitas. Pendekatan yang berbeda
diberikan oleh konsep GSCM. Konsep
GSCM berakar pada perspektif
lingkungan, yaitu lebih terfokus pada
usaha untuk mengurangi limbah dan
dampak lingkungan yang diakibatkan oleh
berbagai aktivitas rantai pasok. Integrasi
antara konsep LSCM dan GSCM dapat
menciptakan sebuah strategi rantai pasok
yang lebih efektif dan efisien dalam
meminimasi biaya dan dampak
lingkungan. Perusahaan dapat
memperoleh manfaat yang lebih luas dan
holistik dalam pengelolaan kinerja pada
level strategis melalui integrasi kedua
konsep tersebut.
PT. P&P Lembah Karet merupakan
perusahaan yang bergerak di bidang
perkebunan dan industri pengolahan karet
remah (crumb rubber). Perusahaan
tersebut merupakan salah satu
perusahaan swasta nasional yang dalam
kegiatannya menggunakan fasilitas
Penanaman Modal Dalam Negeri (PMDN).
Industri crumb rubber PT. P&P Lembah
Karet sudah beroperasi sejak bulan
September 1971 dengan tujuan
memenuhi kebutuhan pasar industri
nasional dan internasional serta melayani
pengolahan hasil perkebunan karet
rakyat.
Integrasi konsep LSCM dan GSCM
dapat digunakan untuk memberikan
keunggulan kompetitif bagi PT. P&P
Lembah Karet. Mekanisme pengukuran
kinerja yang mencakup kedua konsep
tersebut diperlukan untuk menjaga agar
implementasinya bisa berjalan secara
sustainable (berkelanjutan). Hal yang
perlu diperhatikan adalah integrasi antara
konsep LSCM dan GSCM tidak boleh
melupakan prinsip efektivitas dan
efisiensi. Balanced Scorecard (BSC) dapat
menjadi landasan yang mampu
mengakomodir kebutuhan tersebut. BSC
meliputi empat perspektif, yaitu:
perspektif keuangan, pelanggan, proses
bisnis internal serta pertumbuhan dan
pembelajaran. Keempat perspektif
tersebut mampu mengakomodasi aspek

Perancangan Model Pengukuran....(A. Hasan, et al.) 35
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
penting dalam pengukuran kinerja,
terutama yang berkaitan dengan
efektivitas dan efisiensi. Referensi [4]
mengintegrasi konsep LSCM dan GSCM
dengan perspektif BSC untuk
menghasilkan rantai pasok yang efektif
dan efisien. Contoh penerapan lainnya
adalah referensi [5] yang juga
mengintegrasikan BSC dan SCOR untuk
melakukan penilaian kinerja rantai pasok
produk soft drink di PT. Coca Cola Padang.
Penelitian yang dilakukan bertujuan
untuk mengembangkan model kinerja
rantai pasok PT P&P Lembah Karet. Model
pengukuran kinerja disusun berdasarkan
serangkaian indikator yang mengarah
pada pencapaian standar tertentu.
Standar yang digunakan adalah
pencapaian implementasi konsep LSCM
dan GSCM. Nilai bobot dari setiap indikator
juga ditentukan agar model yang
dikembangkan bisa digunakan untuk
menentukan kebijakan perusahaan secara
lebih tepat dalam usaha peningkatan
efektivitas dan efisiensi rantai pasok.
2. TINJAUAN PUSTAKA
2.1. Supply Chain Management
Perkembangan teknologi yang cukup
pesat di era informasi telah meningkatkan
intensitas persaingan dalam dunia bisnis.
Siklus hidup produk yang semakin pendek
telah menjadikan pasar global lebih
berorientasi kepada konsumen [6].
Strategi yang kompetitif menjadi langkah
penting dalam menjalankan bisnis.
Lingkungan bisnis manufaktur
berkembang dengan sangat cepat menuju
rantai pasok yang lebih panjang dan
bergantung pada pemasok [7]. Tingkat
respon yang cepat telah menjadi tolak
ukur penting bagi perusahaan,
menyebabkan terjadinya rekonfigurasi
dan perubahan strategi untuk
mendapatkan fleksibilitas rantai pasok
[6]. Kondisi tersebut menyebabkan rantai
pasok menjadi salah satu aspek bisnis
yang memerlukan strategi kompetitif
dalam pelaksanaannya. Aspek bisnis
rantai pasok terkait dengan usaha
pemenuhan kebutuhan dan mengirimkan
produk ke konsumen akhir.
Rantai pasok adalah semua tahapan
yang terlibat secara langsung maupun
tidak langsung dalam memenuhi
permintaan produsen, pemasok,
pengangkut, gudang, pengecer dan
konsumen akhir [2]. Produsen, pemasok,
pengangkut, gudang dan pengecer
bekerja sama dan terkoordinasi dalam
serangkaian kegiatan yang bertujuan agar
produk dapat sampai ke tangan konsumen
akhir guna memenuhi kebutuhannya.
Supply Chain Management (SCM)
merupakan metode, alat atau pendekatan
pengelolaan rantai pasok [3]. Rangkaian
aktivitas SCM melibatkan berbagai aktor
seperti pemasok, produsen, distributor,
pengecer dan pelanggan, yang terlibat
secara langsung maupun tidak langsung
dalam usaha untuk memenuhi permintaan
konsumen. Peranan SCM menjadi semakin
penting karena pada masa sekarang
kompetisi bisnis telah bergeser dari
kompetisi antar perusahaan menjadi
kompetisi antar rantai pasok. Manajemen
yang efektif dari seluruh aktor merupakan
hal yang esensial untuk mencapai
efektivitas rantai pasok [8].
Material, informasi, dan uang
merupakan tiga alliran penting dalam
rantai pasok [2]. Material berarti produk,
informasi merupakan data yang telah
diolah, dan uang adalah sumber daya
yang dikeluarkan untuk memastikan
kelancaran aliran material dan informasi.
Tujuan SCM adalah mengelola dan
meningkatkan aliran material dari titik
asal ke titik pengiriman serta umpan balik
informasi dari konsumen akhir dengan
biaya seminimum mungkin. Aliran
informasi yang baik terintegrasi dan
transparan mulai dari pemasok hingga
konsumen akhir. Integrasi dan
transparansi akan mempermudah
pengendalian proses pelaksanaan SCM.
Penelitian dibidang SCM relatif terbuka
terhadap integrasi teori dari disiplin ilmu
lain serta penggunaan metode dan
paradigma pengetahuan non-
konvensional. Hal ini mendorong
perkembangan teoritis untuk menjelaskan
berbagai fenomena yang tidak bisa
dijelaskan atau hanya bisa dijelaskan
secara parsial dari teori dasar SCM [9].
Lean dan green merupakan contoh dari
dua konsep yang bisa diintegrasikan ke

36 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:33-46
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
dalam teori SCM. Konsep lean dapat
digunakan untuk meminimasi waste dari
rantai pasok, sementara konsep green
bermanfaat untuk meminimasi dampak
lingkungan dari rantai pasok.
2.2. Lean Supply Chain Management
Isu-isu baru yang muncul seiring
perkembangan rantai pasok modern
membuka area pemikiran baru dalam
usaha perbaikan rantai pasok. Strategi
rantai pasok adalah kumpulan kegiatan
dan aksi strategis di sepanjang rantai
pasok yang menciptakan rekonsiliasi
antara apa yang dibutuhkan pelanggan
akhir dengan kemampuan sumber daya
yang ada pada rantai pasok tersebut [3].
Pemilihan strategi rantai pasok yang tepat
merupakan hal penting bagi perusahaan
dalam mewujudkan keunggulan
kompetitifnya untuk pemenuhan
kebutuhan pelanggan sesuai harapan dan
kebutuhannya.
Salah satu strategi yang dapat
digunakan untuk meningkatkan
keunggulan kompetitif perusahaan adalah
menerapkan pendekatan lean dalam
pengelolaan rantai pasok. Lean adalah
suatu tindakan terus-menerus untuk
menghilangkan pemborosan (waste) dan
meningkatkan nilai tambah (value added)
produk (barang/ jasa) agar memberikan
nilai kepada pelanggan [10]. Pendekatan
lean bertujuan untuk meningkatkan nilai
kepada pelanggan (customer value)
dengan meningkatkan rasio value added
terhadap waste secara terus-menerus.
Lean Supply Chain Management
(LSCM) adalah strategi rantai pasok yang
didasarkan pada minimasi biaya dan
waktu proses rantai pasok secara
keseluruhan untuk meningkatkan
efektivitas. Konsep LSCM fokus terhadap
pengoptimalan proses rantai pasok,
penyederhanaan serta mengurangi limbah
dan kegiatan yang tidak memberikan nilai
tambah [11]. Tujuan utama penerapan
LSCM adalah untuk menekan biaya
produksi melalui minimasi setiap kegiatan
yang tidak memberikan nilai tambah.
Produktivitas rantai pasok tetap dapat
ditingkatkan sambil tetap menjaga
kualitas produk dengan cara tersebut.
2.3. Green Supply Chain Management
Isu lain yang berkembang dalam sistem
rantai pasok modern adalah penerapan
konsep green. Kecenderungan
perusahaan untuk menerapkan konsep
green sangat bergantung pada posisi
perusahaan dalam rantai pasok. Industri
hilir dan perusahaan yang berada pada
posisi downstream lebih menekankan
pada praktek green design, pembelian dan
manajemen internal. Perusahaan yang
berada pada midstream seperti Original
Design Manufacturers (ODM)/ Original
Equipment Manufacturer (OEM) lebih
fokus terhadap praktek green
manufacturing and logistics [12]. Terlepas
dari posisi perusahaan tersebut,
penerapan konsep green didasari oleh
kesadaran lingkungan yang terus
berkembang. Seperti yang dikemukankan
oleh [13], Semakin meningkatnya
kesadaran lingkungan telah mendukung
bangkitnya Green Supply Chain
Management (GSCM).
GSCM adalah paradigma rantai pasok
yang terkait dengan isu-isu efisiensi
lingkungan dan ekologi dari proses bisnis
perusahaan [14]. Tujuan utama dari
GSCM adalah untuk mengintegrasikan
nilai-nilai lingkungan ke dalam konsep
rantai pasok [15]. Konsep GSCM
dikembangkan berdasarkan perspektif
lingkungan, yaitu minimasi limbah dan
dampak lingkungan yang ditimbulkan oleh
kegiatan rantai pasok perusahaan
industri. Perspektif lingkungan merupakan
salah satu aspek non finansial jangka
panjang yang harus diperhatikan oleh
perusahaan dalam menjaga keberlanjutan
kegiatan rantai pasoknya.
Hasil penelitian referensi [16]
menunjukkan bahwa usaha penurunan
dampak lingkungan akan lebih efektif jika
dilaksanakan melalui pengelolaan
aktivitas internal. Sistem pengukuran
kinerja diperlukan untuk menjamin
keberhasilan pengelolaan aktivitas
internal. Oleh karena itu, implementasi
GSCM membutuhkan sistem pengukuran
kinerja yang handal. Secara mendasar
pengukuran kinerja GSCM digunakan
untuk menentukan efisiensi dan
efektivitas dari sistem yang ada,
membandingkan sistem-sistem alternatif

Perancangan Model Pengukuran....(A. Hasan, et al.) 37
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
yang bersaing atau untuk merancang
sistem yang diusulkan dengan
menentukan nilai-nilai variabel keputusan
yang menghasilkan tingkat yang paling
diinginkan kinerja [14].
2.4. Pengukuran Kinerja Rantai Pasok
Sudah menjadi pemahaman umum
bahwa pengukuran kinerja menyediakan
peluang bagi bisnis untuk mengidentifikasi
cara-cara peningkatan keberlanjutan
rantai pasok [17]. Proses pengukuran
kinerja rantai pasok meliputi seluruh
aktivitas yang terkait dengan usaha untuk
memenuhi permintaan pelanggan.
Pengukuran kinerja rantai pasok
bertujuan untuk meningkatkan kelancaran
arus aliran barang dan informasi dari
setiap mata rantai dalam aktivitas rantai
pasok serta untuk mengurangi
persediaan. Terdapat beberapa dimensi
yang perlu dipertimbangkan dalam
mengukur kinerja rantai pasok, antara
lain:
1. Biaya, berhubungan dengan dana yang
dikeluarkan untuk membiayai
operasional rantai pasok.
2. Waktu, berhubungan dengan lamanya
waktu yang dibutuhkan untuk
melaksanakan sebuah aktivitas.
3. Kapasitas, berhubungan dengan
ukuran banyaknya pekerjaan yang
dapat dilakukan rantai pasok pada
rentang periode tertentu.
4. Kapabilitas, berhubungan dengan
kemampuan agregat rantai pasok
untuk melakukan kegiatan-kegiatan.
Pengukuran kinerja rantai pasok fokus
terhadap efisiensi biaya dan waktu operasi
rantai pasok. Pengukuran ini dilakukan
dengan terlebih dahulu menentukan
indikator-indikator yang relevan.
2.5. Balanced Scorecard
Balanced Scorecard (BSC) merupakan
metode pengukuran kinerja perusahaan
dengan mempertimbangkan empat
perspektif yang saling berhubungan.
Keempat perspektif tersebut berfungsi
sebagai penerjemah beserta cara untuk
mengkomunikasikan strategi dan tujuan
yang ingin dicapai oleh suatu perusahaan
dalam jangka panjang, untuk kemudian
diukur dan dikendalikan secara
berkelanjutan. Empat perspektif yang
dipertimbangkan dalam BSC yaitu [18]:
1. Perspektif keuangan, terkait dengan
cara melayani para pemegang saham.
Pengukuran arus kas, pengembalian
atas modal, penjualan dan petumbuhan
penghasilan biasanya digunakan untuk
perspektif keuangan secara khusus
menggunakan.
2. Perspektif pelanggan, terkait dengan
tingkat kepuasan pelanggan. Pada
umumnya pengukuran perspektif ini
meliputi hal-hal yang berkaitan dengan
tingkat kerusakan, ketepatan waktu
pengiriman, adanya dukungan garansi,
pengembangan produk serta hal
lainnya yang berasal dari input secara
langsung dari pelanggan dan
dihubungkan dengan kegiatan khusus
perusahaan.
3. Perspektif proses bisnis internal, yaitu
perspektif yang berkaitan dengan
kompetensi utama dan bidang-bidang
operasional. Proses bisnis internal pada
umumnya diukur melalui produktivitas,
waktu siklus, kualitas, berbagai
pengukuran biaya dan indikator lain
yang terkait.
4. Perspektif pembelajaran dan
pertumbuhan, yaitu perspektif yang
erkait dengan peningkatan dan
penciptaan nilai secara terus-menerus.
Pengukuran biasanya ditekankan pada
aspek-aspek yang yang berhubungan
dengan inovasi dan pembelajaran
organisasi, seperti: kepemimpinan
teknologi, waktu siklus pengembangan
produk, peningkatan proses operasi,
dan lain-lain.
3. METODOLOGI PENELITIAN
Obyek penelitian adalah PT. P&P
Lembah Karet yang berlokasi di Jalan. By
Pass Km 22 Kelurahan Batipuh Panjang,
Kecamatan Koto Tangah Padang, Sumatra
Barat. Fokus penelitian adalah rantai
pasok produk mulai dari pemasok hingga
ke distributor crumb rubber. Studi literatur
dilakukan untuk menunjang pelaksanaan
penelitian dengan mempelajari dan
memahami berbagai teori dan konsep

38 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:33-46
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
yang relevan. Teori-teori dan konsep-
konsep tersebut dikompilasi dari berbagi
referensi seperti buku, internet dan
sumber lain yang berhubungan.
Jenis data yang dikumpulkan dalam
penelitian adalah berbagai data yang
berhubungan dengan: proses bisnis, jenis
produk yang dihasilkan, bahan baku yang
digunakan serta daerah pemasok bahan
baku, proses produksi, transportasi,
daerah distribusi dan pemasaran, pihak-
pihak yang terlibat (stakeholder), profil
perusahaan (meliputi gambaran umum
perusahaan, visi dan misi, struktur
organisasi dan bidang usaha PT. P&P
Lembah Karet) serta data dari berbagai
literatur yang berhubungan dengan
penelitian, seperti konsep-konsep lean
dan green untuk memformulasikan Key
Performance Indicator (KPI).
Pengumpulan data dilakukan
menggunakan beberapa metode yaitu,
observasi, studi Literatur, wawancara,
kuesioner pembobotan KPI dan opini
pakar.
Tahap-tahap yang dilakukan dalam
pelaksanaan penelitian ini sebagai
berikut:
1. Studi pendahuluan untuk mengamati
kondisi sistem rantai pasok crumb
rubber pada PT. P&P Lembah Karet.
2. Memformulasikan KPI dari masing-
masing konsep LSCM dan GSCM.
3. Pengelompokan KPI LSCM dan GSCM ke
dalam perspektif BSC.
4. Pembobotan dan Penentuan prioritas
KPI.
Proses pembobotan KPI dilakukan
menggunakan metode Analytical
Hierarchy Process (AHP). Nilai bobot
suatu KPI menentukan tingkat prioritas
dari KPI tersebut.
5. Perancangan model pengukuran kinerja
LSCM dan GSCM dalam perspektif BSC.
6. Verifikasi model pengukuran kinerja.
Verifikasi dilakukan dengan metode
wawancara, yaitu diskusi langsung
untuk memastikan bahwa hasil
perancangan sistem pengukuran
kinerja rantai pasok dapat
diimplementasikan dengan benar.
7. Validasi model pengukuran kinerja.
Validasi dilakukan untuk membuktikan
bahwa model pengukuran kinerja rantai
pasok yang dihasilkan telah layak untuk
diterapkan di perusahaan. Teknik
validasi yang digunakan adalah face
validity, yaitu meminta opini para pakar
yang yang relevan untuk menilai model
yang dihasilkan.
4. HASIL DAN PEMBAHASAN
4.1. Formulasi Key Performance
Indicator (KPI)
KPI diformulasikan berdasarkan konsep
LSCM dan GSCM. Formulasi dilakukan
melalui studi yang mendalam terhadap
literatur-literatur LSCM dan GSCM. Daftar
KPI yang diperoleh diverifikasi kepada
pihak PT. P&P Lembah Karet untuk
mengetahui kesesuaian indikator tersebut
dengan sistem rantai pasok yang ada.
Verifikasi menghasilkan 25 KPI yang dapat
diukur kinerjanya dan sesuai dengan
sistem rantai pasok nyata yang digunakan
oleh PT. P&P Lembah Karet. KPI-KPI
tersebut juga merupakan indikator
penting yang dapat menjawab kebutuhan
dari semua stakeholder PT. P&P Lembah
Karet. Hasil verifikasi dan
pengelompokannya ke dalam KPI LSCM
dan GSCM dapat dilihat pada Tabel 1.
Jenis-jenis data yang diperlukan untuk
proses pengukuran setiap KPI dapat
dilihat pada Tabel 2.
4.2. Pengelompokan KPI dalam
Perspektif Balanced Scorecard
(BSC)
KPI yang telah diformulasikan tersebut
selanjutnya dikelompokkan dalam
perspektif Balanced Scorecard (BSC) yang
terdiri atas perspektif financial, customer,
internal process business dan learning &
growth. Hal ini dilakukan untuk
mempermudah dalam melakukan
perbandingan berpasangan masing-
masing indikator dimana perbandingan
berpasangan ini dilakukan untuk setiap
KPI yang berada dalam kelompok yang
sama dalam perspektif BSC.
Pengelompokan KPI ini dilakukan dengan
mencocokkan antara pengertian dari
masing-masing KPI terhadap pengertian
dan lingkup dari masing-masing perspektif
BSC. Selain itu, pengelompokan juga

Perancangan Model Pengukuran....(A. Hasan, et al.) 39
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
mengacu kepada beberapa referensi yang
telah ada yang terkait dengan
pengelompokan KPI rantai pasok terhadap
perspektif BSC. Pengelompokan ini dapat
dilakukan dengan membuat struktur
model penilaian kinerja rantai pasok lean
dan green secara terintegrasi dalam
perspektif BSC.
dengan membuat perbandingan
berpasangan antar KPI menggunakan
kuesioner pembobotan yang dinilai oleh
para pakar di PT. P&P Lembah Karet. Nilai
perbandingan berpasangan ini diolah
dengan bantuan software Expert Choice
untuk mengetahui nilai bobot masing-
masing KPI.
Tabel 1. Hasil Verifikasi KPI
No. Key Performance Indicator (KPI)
Lean Supply Chain Green Supply Chain
1. Total biaya rantai pasok (L1) Operasi hemat energi (G1)
2. Peningkatan kualitas (L2) Disposisi limbah (G2)
3. Lead time pemesanan (L3) Penggunaan material yang bisa didaur
ulang (G3)
4. Total waktu siklus rantai pasok (L4) Kerja sama dengan pemasok
bersertifikat (G4)
5. Pengembangan produk (L5) Biaya lingkungan (G5)
6. Utilisasi fasilitas (L6) Emisi udara dan air (G6)
7. Akurasi peramalan (L7) Penggunaan zat-zat tidak berbahaya
(G7)
8. Layanan pasca penjualan (L8) Penurunan frekuensi kecelakaan
lingkungan (G8)
9. Level persediaan material dan produk
(L9)
Tingkat ketertarikan konsumen terhadap
produk ramah lingkungan (G9)
10. Keakuratan dokumentasi surat jalan
(L10) Efisiensi daur ulang (G10)
11. Jumlah produk cacat yang dihasilkan
(L11)
12. Jumlah truk yang dialokasikan untuk
dikirimkan ke distributor (L12)
13. Revenue perusahaan (L13)
14. Biaya pelatihan dan pengembangan
karyawan (L14)
15. Tingkat kepuasan konsumen (L15)
Struktur model penilaian kinerja rantai
pasok lean dan green secara terintegrasi
ini dapat dilihat pada Gambar 1.
4.3. Pembobotan KPI
Pembobotan KPI dilakukan untuk
mengetahui tingkat prioritas dan
kepentingan masing-masing KPI terhadap
KPI lainnya. Pembobotan ini dilakukan
Semakin tinggi nilai bobot suatu KPI,
maka semakin tinggi tingkat
kepentingannya dibandingkan KPI lainnya.
Bobot dari setiap KPI dapat diterima jika
nilai inconsistency ratio yang didapat
kurang dari 0,1. Nilai inconsistency ratio
memperlihatkan tingkat konsistensi pakar
dalam memberikan nilai dari
perbandingan berpasangan untuk setiap
KPI.

40 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:33-46
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 2. Pengelompokan Data yang Terkait dengan KPI
Klasifikasi Data No. Data
Data Biaya dan Finansial
1. Biaya pengadaan bahan baku
2. Biaya produksi
3. Biaya transportasi
4. Biaya penyimpanan
5. Realisasi penjualan
6. Target penjualan
7. Biaya pengelolaan limbah
8. Biaya penghijauan lingkungan
9. Biaya untuk menjaga kelestarian lingkungan
10. Biaya seleksi karyawan
11. Biaya pelatihan karyawan
12. Biaya pengembangan potensi karyawan
13. Biaya proses daur ulang
Data Waktu
14. Waktu realisasi pemenuhan
15. Waktu target pemesanan
16. Waktu proses daur ulang
17. Biaya pengadaan bahan baku
18. Waktu produksi
19. Waktu transportasi
20. Waktu penyimpanan
Data Pemasok dan Konsumen
21. Jumlah pemasok bersertifikat
22. Jumlah pemasok
23. Jumlah crumb rubber berkualitas
24. Total produksi crumb rubber
25. Jumlah keluhan yang diajukan konsumen
26. Jumlah keluhan yang diatasi perusahaan
Data Material dan Produk
27. Persediaan rata-rata per bulan perusahaan
28. Pengiriman rata-rata per bulan perusahaan
29. Jumlah material cacat saat proses pengadaan bahan baku
30. Jumlah produk cacat saat proses produksi
31. Jumlah produk cacat saat transportasi
32. Jumlah produk cacat saat penyimpanan
33. Jumlah material yang dapat di daur ulang
34. Jumlah keseluruhan material
Data Proses Produksi
35. Total energi yang digunakan
36. Jumlah crumb rubber yang dihasilkan
37. Penggunaan kapasitas aktual
38. Penggunaan kapasitas yang direncanakan
39. Jumlah kecelakaan lingkungan
40. Jumlah senyawa hasil pembakaran
41. Berat limbah yang dibuang
42. Total berat limbah
43. Peramalan permintaan konsumen
44. Permintaan aktual konsumen
45. Zat berbahaya yang digunakan
46. Total zat yang digunakan
Data Transportasi
47. Realisasi dokumen yang diterima distributor
48. Realisasi produk berdasarkan surat jalan
49. Jumlah truk yang direalisasikan
50. Jumlah truk yang dibutuhkan

Perancangan Model Pengukuran....(A. Hasan, et al.) 41
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Penilaian Kinerja
Rantai Pasok
Financial
(F)
Customer
(C)
Internal
Business
Process (P)
Learning and
Growth (LG)
L1
L13
G5
L2
L15
L7
G9
L3
L6
L11
G1
G3
G7
L4
L9
L12
G2
G6
L5
L10
G4
G10
L8
L14
G8
KPI Definisi
L1 Total biaya rantai pasok
L13 Revenue perusahaan
G5 Biaya lingkungan
L2 Peningkatan kualitas
L7 Akurasi peramalan
L15 Tingkat kepuasan pelanggan
G9Tingkat ketertarikan konsumen pada produk
ramah lingkungan
L3 Lead time pemesanan
L4 Total waktu siklus rantai pasok
L6 Utilitas kapasitas
L9 Level persediaan material dan produk
L11 Jumlah produk cacat yang dihasilkan
L12Jumlah truk yang dialokasikan untuk
pengiriman ke distributor
G1 Operasi hemat energi
G2 Disposisi limbah
G3 Penggunaan material yang bisa didaur-ulang
G6 Emisi udara dan air
G7 Penggunaan zat-zat tidak berbahaya
L5 Pengembangan produk
L8 Layanan pasca penjualan
L10 Keakuratan dokumentasi surat jalan
L14 Biaya pelatihan dan pengembangan karyawan
G4 Kerjasama dengan pemasok bersertifikat
G8 Penurunan frekuensi kecelakaan lingkungan
G10 Efisiensi daur ulang
Gambar 1. Struktur Model Penilaian Kinerja Rantai Pasok Lean dan Green Secara
Terintegrasi dalam Perspektif BSC
Hasil pembobotan ini didapatkan dari
perbandingan berpasangan antar keempat
perspektif yaitu perspektif financial,
customer, internal process business dan
learning & growth menggunakan software
expert choice. Hasil pembobotan KPI
dapat dilihat pada Tabel 3 sampai dengan
Tabel 7.
Tabel 3. Bobot Indikator pada Ruang
Lingkup BSC
Kode KPI
Definisi Bobot
F Financial 0,162
C Customer 0,487
IP Internal Business Process 0,223
LG Learning and Growth 0,127
Tabel 4. Bobot Indikator pada Perspektif
Financial
Kode KPI
Definisi Bobot
L1 Total biaya rantai pasok 0,333
L13 Revenue perusahaan 0,333
G5 Biaya lingkungan 0,333
Tabel 5. Bobot Indikator pada Perspektif
Consumer
Kode KPI
Definisi Bobot
L2 Peningkatan kualitas 0,365
L7 Akurasi peramalan 0,076
L15 Tingkat kepuasan konsumen
0,302
G9 Tingkat ketertarikan konsumen terhadap produk ramah lingkungan
0,257

42 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:33-46
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 6. Bobot Indikator pada Perspektif
Internal Process Business
Kode
KPI Definisi Bobot
L3 Lead time pemesanan 0,121
L4 Total waktu siklus rantai pasok
0,069
L6 Utilisasi kapasitas 0,169
L9 Level persediaan material dan produk
0,074
L11 Jumlah produk cacat yang dihasilkan
0,064
L12 Jumlah truk yang dialokasikan untuk pengiriman ke distributor
0,037
G1 Operasi hemat energi 0,078
G2 Disposisi limbah 0,088
G3 Penggunaan material yang bisa didaur ulang
0,099
G6 Emisi udara dan air 0,106
G7 Penggunaan zat-zat tidak berbahaya
0,094
Tabel 7. Bobot Indikator pada Perspektif
Learning and Growth
Kode KPI
Definisi Bobot
L5 Pengembangan produk 0,154
L8 Layanan pasca penjualan 0,175
L10 Keakuratan dokumentasi surat jalan
0,077
L14 Biaya pelatihan dan
pengembangan karyawan 0,096
G4 Kerjasama dengan pemasok bersertifikat
0,082
G8 Penurunan frekuensi kecelakaan lingkungan
0,262
G10 Efisiensi daur ulang 0,154
4.4. Prioritas KPI Berdasarkan Hasil
Pembobotan
Pembobotan KPI secara keseluruhan
dilakukan dengan mengalikan antara
bobot masing-masing KPI dengan bobot
perspektif dimana KPI tersebut
dikelompokkan. Hasil pembobotan KPI
keseluruhan dapat dilihat pada Tabel 8.
Berdasarkan bobot keseluruhan
masing-masing KPI, selanjutnya dilakukan
penentuan prioritas KPI mulai dari KPI
yang memiliki bobot tertinggi hingga KPI
yang memiliki bobot terendah. Prioritas
KPI dapat dilihat pada Tabel 9.
Tabel 8. Bobot Keseluruhan KPI
Kode KPI
Bobot KPI
Bobot Perspektif
KPI
Bobot Keseluruhan
L1 0,333
0,162
0,054
L13 0,333 0,054
G5 0,333 0,054
L2 0,365
0,487
0,178
L7 0,076 0,037
L15 0,302 0,147
G9 0,257 0,125
L3 0,121
0,078
0,009
L4 0,069 0,005
L6 0,169 0,013
L9 0,074 0,006
L11 0,064 0,005
L12 0,037 0,003
G1 0,078 0,006
G2 0,088 0,007
G3 0,099 0,008
G6 0,106 0,008
G7 0,094 0,007
L5 0,154
0,088
0,014
L8 0,175 0,015
L10 0,077 0,007
L14 0,096 0,008
G4 0,082 0,007
G8 0,262 0,023
G10 0,154 0,014
4.5. Struktur Model Pengukuran
Kinerja Rantai Pasok
Model pengukuran kinerja rantai pasok
Lean dan Green dengan perspektif BSC
dirancang dalam bentuk metrik. Metrik
pengukuran kinerja ini dapat dilihat pada
Tabel 10.
4.6. Validasi Model
Validasi merupakan tahapan yang perlu
dilakukan untuk menjelaskan bahwa
model pengukuran kinerja rantai pasok
yang dirancang layak untuk diterapkan
pada sistem nyata. Aspek-aspek yang
dipertimbangkan dalam proses validasi
model sebagai berikut:

Perancangan Model Pengukuran....(A. Hasan, et al.) 43
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
1. KPI sesuai dengan kondisi nyata PT.
P&P Lembah Karet dan bersifat
representatif, artinya KPI tersebut
dapat mewakili kebutuhan-kebutuhan
dari para stakeholder yang terlibat pada
aktivitas rantai pasok.
2. KPI yang terdapat pada model dapat
diukur kinerjanya dalam aktivitas rantai
pasok crumb rubber PT. P&P Lembah
Karet.
3. Urutan prioritas KPI yang terdapat pada
model merupakan KPI yang benar-
benar menjadi indikator kritis bagi
kinerja rantai pasok PT. P&P Lembah
Karet.
4. Model pengukuran kinerja rantai pasok
yang dirancang dapat
diimplementasikan di PT. P&P Lembah
Karet untuk mengukur efektivitas dan
efisiensi rantai pasok crumb rubber.
Teknik validasi yang diterapkan adalah
face validity, yaitu bertanya kepada orang
yang memiliki pengetahuan dan
pengalaman yang memadai tentang
konsep lean dan green. Responden akan
memberikan penilaian terhadap
komponen-komponen model yang
dirancang. Validasi dilakukan oleh Wakil
Manajemen PT. P&P Lembah Karet.
Hasil validasi menunujukkan bahwa
model pengukuran kinerja rantai pasok
yang dirancang telah valid dan dapat
diterima oleh pihak PT. P&P Lembah Karet.
Model ini dapat diimplementasikan untuk
pengukuran kinerja rantai pasok
perusahaan. Pengukuran kinerja
dilakukan untuk melihat efektivitas dan
efisiensi rantai pasok.
Aspek yang diprioritaskan adalah aspek
konsumen untuk meningkatkan nilai guna
mencapai kepuasan konsumen crumb
rubber. Hal ini sesuai dengan hasil
penentuan prioritas yang dilakukan
terhadap seluruh KPI. Nilai bobot prioritas
tiga terbesar dari seluruh KPI
menunjukkan bahwa peningkatan kualitas
dan tingkat kepuasan pelanggan terhadap
produk ramah lingkungan harus menjadi
prioritas pada target perusahaan. Hal ini
juga diakui oleh pihak perusahaan bahwa
menciptakan crumb rubber berkualitas
dengan dampak lingkungan yang minimal
merupakan tuntutan penting dari
konsumen saat ini. Oleh karena itu,
perusahaan perlu mengetahui tingkat
efektivitas dan efisiensi rantai pasok
dalam rangka memproduksi crumb rubber
yang berkualitas dan ramah lingkungan
untuk meningkatkan kepuasan konsumen.
Jika perusahaan dapat mengetahui tingkat
pencapaian kinerjanya saat ini maka
perusahaan dapat menentukan kebijakan
yang tepat dan sesuai di masa datang.
Tabel 9. Bobot Indikator pada Perspektif
Consumer
Kode KPI
Definisi Bobot
L2 Peningkatan kualitas 0,178
L15 Tingkat kepuasan konsumen
0,147
G9 Tingkat ketertarikan konsumen terhadap produk
ramah lingkungan
0,125
L1 Total biaya rantai pasok 0,054
L13 Revenue perusahaan 0,054
G5 Biaya lingkungan 0,054
L7 Akurasi peramalan 0,037
G8 Penurunan frekuensi kecelakaan lingkungan
0,023
L8 Layanan pasca penjualan 0,015
L5 Pengembangan produk 0,014
G10 Efisiensi daur ulang 0,014
L6 Utilisasi kapasitas 0,013
L3 Lead time pemesanan 0,009
G3 Penggunaan material yang bisa didaur ulang
0,008
G6 Emisi udara dan air 0,008
L14 Biaya pelatihan dan pengembangan karyawan
0,008
G2 Disposisi limbah 0,007
G7 Penggunaan zat-zat tidak berbahaya
0,007
L10 Keakuratan dokumentasi surat jalan
0,007
G4 Kerjasama dengan
pemasok bersertifikat 0,007
L9 Level persediaan material dan produk
0,006
G1 Operasi hemat energi 0,006
L4 Total waktu siklus rantai pasok
0,005
L11 Jumlah produk cacat yang dihasilkan
0,005
L12 Jumlah truk yang dialokasikan untuk pengiriman ke distributor
0,003

44 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:33-46
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 10. Struktur Model Pengukuran Kinerja Rantai Pasok
Kode KPI
Definisi Financial Consumer
Internal Business Process
Learning and
Growth Bobot
L G L G L G L G
L2 Peningkatan kualitas 0,178
L15 Tingkat kepuasan konsumen
0,147
G9
Tingkat ketertarikan
konsumen terhadap produk ramah lingkungan
0,125
L1 Total biaya rantai pasok
0,054
L13 Revenue perusahaan 0,054
G5 Biaya lingkungan 0,054
L7 Akurasi peramalan 0,037
G8 Penurunan frekuensi kecelakaan lingkungan
0,023
L8 Layanan pasca
penjualan
0,015
L5 Pengembangan produk 0,014
G10 Efisiensi daur ulang 0,014
L6 Utilisasi kapasitas 0,013
L3 Lead time pemesanan 0,009
G3 Penggunaan material yang bisa didaur ulang
0,008
G6 Emisi udara dan air 0,008
L14 Biaya pelatihan dan pengembangan karyawan
0,008
G2 Disposisi limbah 0,007
G7 Penggunaan zat-zat
tidak berbahaya
0,007
L10 Keakuratan dokumentasi surat jalan
0,007
G4 Kerjasama dengan pemasok bersertifikat
0,007
L9 Level persediaan material dan produk
0,006
G1 Operasi hemat energi 0,006
L4 Total waktu siklus
rantai pasok
0,005
L11 Jumlah produk cacat yang dihasilkan
0,005
L12
Jumlah truk yang
dialokasikan untuk pengiriman ke distributor
0,003
4.7. Implementasi Model
Implementasi model pengukuran
kinerja rantai pasok ini dapat dilakukan
melalui tahapan berikut ini:
1. Mengumpulkan data yang berhubungan
dengan KPI sesuai model pengukuran
kinerja rantai pasok yang dirancang.

Perancangan Model Pengukuran....(A. Hasan, et al.) 45
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
2. Membuat Standar Operational
Procedure (SOP) untuk melakukan
pengukuran kinerja rantai pasok crumb
rubber dan membuat formulir yang
dibutuhkan dalam pengukuran dan
dokumentasi hasil pengukuran kinerja.
3. Melakukan pengukuran kinerja rantai
pasok crumb rubber di PT. P&P Lembah
Karet dan mendokumentasikan hasil
pengukuran kinerja tersebut.
4. Menentukan kebijakan yang tepat
terhadap kinerja rantai pasok PT. P&P
Lembah Karet berdasarkan hasil
pengukuran kinerja yang telah
dilakukan untuk masing-masing KPI.
5. KESIMPULAN DAN SARAN
Penelitian ini telah menghasilkan
sekumpulan KPI yang diperoleh dari
integrasi konsep lean dan green pada
rantai pasok crumb rubber di PT. P&P
Lembah Karet. Hasil dari pengintegrasian
sebagai berikut:
1. Formulasi KPI sebanyak 25 KPI yang
terdiri dari 15 KPI rantai pasok Lean
dan 10 KPI rantai pasok Green. KPI ini
merupakan indikator penting yang
dapat menjawab kebutuhan dari semua
stakeholder yang terlibat pada rantai
pasok crumb rubber di PT. P&P Lembah
Karet dari aspek pengurangan biaya
dan dampak lingkungan.
2. Pengelompokan KPI dalam empat
perspektif BSC yaitu perspektif
financial, customer, internal process
business dan learning & growth. KPI
keseluruhan yang jumlahnya 25 KPI
dapat dikelompokkan yaitu 3 KPI untuk
perspektif financial, 4 KPI untuk
perspektif customer, 11 KPI untuk
perspektif internal process business
dan 7 KPI untuk perspektif learning &
growth.
3. Penentuan prioritas KPI secara
keseluruhan dilakukan dengan
mengurutkan KPI mulai dari yang
memiliki bobot tertinggi hingga bobot
terendah. KPI yang memiliki prioritas
tertinggi artinya KPI ini merupakan KPI
yang memiliki pengaruh besar terhadap
kinerja rantai pasok perusahaan. Pada
penelitian ini, perspektif customer
merupakan yang menjadi prioritas yang
dibuktikan dari 3 KPI pada urutan
tertinggi bobotnya pada model
penilaian kinerja rantai pasok yang
dirancang. Bobot untuk ketiga KPI
tersebut masing-masingnya 0.178;
0.147 dan 0.125.
Saran-saran yang berkaitan dengan
hasil-hasil penelitian ini sebagai berikut:
1. Koordinasi dalam kemudahan akses
informasi antar departemen dan
keterlibatan seluruh karyawan PT. P&P
Lembah Karet sangat dibutuhkan agar
implementasi model ini dapat dilakukan
dengan tepat.
2. Penelitian selanjutnya dapat melakukan
pengukuran kinerja rantai pasok lean
dan green secara terintegrasi di PT. P&P
Lembah Karet untuk mengetahui
efektivitas dan efisiensi rantai pasok
PT. P&P Lembah Karet saat ini
berdasarkan model yang telah
dirancang pada penelitian ini.
3. Aspek penelitian dapat diperluas untuk
penelitian selanjutnya, tidak hanya
dalam ruang lingkup sistem rantai
pasok lean dan green saja, tetapi
sistem rantai pasok secara menyeluruh.
DAFTAR PUSTAKA
[1] Porter, M. E. (1985). Competitive
Advantage: Creating and Sustaining
Superior Performance. New York:
The Free Press.
[2] Chopra, S. dan Peter, M. (2007).
Supply Chain Management, Strategy
Planning & Operation, 3rd Edition.
New Jersey: Pearson Prentice Hall.
[3] Pujawan, I. N. (2005). Supply Chain
Management, Surabaya:
Gundawidya.
[4] Duarte, S., Cabrita, R. dan Machado,
V. C. (2011). Exploring Lean and
Green Supply Chain Performance
Using Balanced Scorecard
Perspective. Proceedings of the 2011
International Conference on
Industrial Engineering and
Operations Management, 22-24
Januari, Kuala Lumpur, pp. 520-525.
[5] Putri, R. M. (2010). Integrasi
Balance Scorecard dan SCOR Dalam
Penilaian Kinerja Rantai Pasok pada

46 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:33-46
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Produk Soft Drink. Tugas Akhir.
Universitas Andalas, Indonesia.
[6] Dev. N. K., Shankar, R., Dey, P. K.
(2014). Reconfiguration of Supply
Chain Network: An ISM-based
Roadmap to Performance.
Benchmarking: An International
Journal, Vol. 21, No. 3, pp. 386-411.
[7] Routroy, S. and Pradhan, S. K.
(2014). Benchmarking Model of
Supplier Development for An Indian
Gear Manufacturing Company.
Benchmarking: An International
Journal, Vol. 21, No. 2, pp. 253-275.
[8] Simon, A. T., Satolo, E. G., Scheidl,
H. A. dan Di Serio, L. C. (2014).
Business Process In Supply Chain
Integration In Sugar and Ethanol
Industry. Business Process
Management Journal, Vol. 20, No. 2,
pp. 272-289.
[9] Gold, S. (2014). Supply Chain
Management as Lakatosian Research
Program. Supply Chain
Management: An International
Journal, Vol. 19, No. 1, pp. 1-9.
[10] Gaspersz, V. (2007). Lean Six
Sigma, Jakarta: PT. Gramedia
Pustaka Utama.
[11] Machado, V. C. dan Duarte, S.
(2010). Trade offs Among Paradigms
in Supply Chain Management.
Proceeding of the 2010 International
Conference on Industrial
Engineering and Operations
Management, 9-10 Januari, Dhaka,
Bangladesh.
[12] Lo, S. M. (2014). Effects of supply
chain position on the motivation and
practices of firms going green.
International Journal of Operations &
Production Management, Vol. 34,
No. 1, pp. 93-114.
[13] Sahu, N. K., Datta, S. dan
Mahapatra, S. S. (2014). Green
Supplier Appraisement In Fuzzy
Environment. Benchmarking: An
International Journal, Vol. 21, No. 3,
pp. 412-429.
[14] Zhu, Q., Sarkis, J. dan Lai, K.
(2008). Confirmation of a
Measurement Model for Green
Supply Chain Management Practices
Implementation. International
Journal Production Economics, Vol.
111, No. 2, pp. 261-273.
[15] Mudgal, R. K., Shankar, R., Talib, P.
dan Raj, T. (2009). Greening the
Supply Chain Practices: An Indian
Perspective of
Enablers`Relationship. International
Journal Advanced Operations
Management, Vol. 1, No. 2/3, pp.
151-176.
[16] De Giovanni, P. dan Vinzi, V. E.
(2014). The Benefits of the
Emissions Trading Mechanism for
Italian Firms: A Multi-Group
Analysis. International Journal of
Physical Distribution & Logistics
Management, Vol. 44, No. 4, pp.
305-324.
[17] Acquaye, A., Genovese, A., Barrett,
J. dan Lenny Koh, S. C. (2014).
Benchmarking Carbon Emissions
Performance In Supply Chains.
Supply Chain Management: An
International Journal, Vol. 19, No. 3,
pp. 306-321.
[18] Tunggal, A. W. (2011). Pokok-Pokok
Performance Measurement dan
Balanced Scorecard, Jakarta:
Harvindo.

Pembuatan Knowledge Management....(I. Arief, et al.) 47
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
PEMBUATAN KNOWLEDGE MANAGEMENT PADA EXTERNAL CYLINDRICAL GRINDING
Ikhwan Arief, M.Sc., Muhammad Arieaman Fikri Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas, Padang
e-mail: [email protected] (korespondensi)
Abstract
Knowledge management is a process that helps an organization or company in identifying,
selecting, preparing, distributing and sending important information and expertise part of an organization or a company to change the behavior or attitude that is not in place. Grinding processes are usually based on the experiences of people who have are experts in their work (tacit knowledge)
that will be collected and converted into explicit knowledge so that the information can be maintained and easily accessible.
The design began by analyzing the external cylindrical grinding systems and translate them into
Unified Modelling Languange (UML) which was followed by the design of database and computer software, and test the software. The application software is web-based and can be accessed by multiple users. Application will help the operator in determining parameters with given option of parameter recommendation. The system give recommendations based on tacit knowledge that has been gathered into explicit knowledge. Output of the application is a list of selected parameters and report cases. Report data in the case will be used to set up the machine.
Keywords : Knowledge management, external cylindrical grinding, database
Abstrak
Manajemen pengetahuan adalah proses yang membantu organisasi atau perusahaan dalam mengidentifikasi, memilih, menyiapkan, mendistribusikan dan mengirimkan informasi penting dan
bagian dari keahlian suatu organisasi atau perusahaan untuk mengubah perilaku atau sikap yang kurang sesuai. Gerinda (grinding) biasanya didasarkan pada pengalaman orang yang ahli dalam
pekerjaan mereka (tacit knowledge) yang akan dikumpulkan dan diubah menjadi pengetahuan eksplisit sehingga informasi dapat dipertahankan dan mudah diakses.
Desain dimulai dengan menganalisis sistem grinding silindris luar dan menerjemahkannya ke dalam Unified Modelling Language (UML) yang diikuti oleh desain database dan perangkat lunak komputer, kemduain dilanjutkan dengan menguji perangkat lunak tersebut. Perangkat lunak aplikasi ini berbasis web dan dapat diakses oleh banyak pengguna. Aplikasi akan membantu operator dalam
menentukan parameter dengan pilihan berupa parameter yang direkomendasikan. Sistem ini memberikan rekomendasi berdasarkan pengetahuan tacit yang telah dikumpulkan ke dalam pengetahuan eksplisit. Luaran dari aplikasi ini adalah daftar parameter yang dipilih dan laporan kasus. Data hasil pelaporan dalam kasus akan digunakan untuk pengaturan mesin.
Kata kunci: Manajemen pengetahuan, gerinda silindris eksternal, basis data
1. PENDAHULUAN
1.1. Latar Belakang
Laju perkembangan teknologi yang
sangat pesat selalu diiringi dengan
besarnya tingkat permintaan akan hasil
industri, terutama mesin dan otomotif.
Peningkatan ini terlihat dari jumlah ekspor
dan impor komoditi kelompok hasil
industri besi baja, mesin-mesin, dan
otomotif yang berada pada peringkat atas
berdasarkan dari data Kementrian
Perindustrian Republik Indonesia.
Salah satu bentuk komponen pada
mesin dan otomotif adalah silinder.
Peningkatan permintaan mesin dan
otomotif mengakibatkan jumlah produksi
komponen berbentuk silinder semakin
besar. Salah satu proses pemesinan yang
digunakan dalam produksi ini adalah

48 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:47-61
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
gerinda (grinding). Grinding dilakukan
untuk menghaluskan permukaan
komponen seperti pada Gambar 2.
Gambar 1. Data Ekspor Kelompok Hasil
Industri [23]
Gambar 2. Hasil proses gerinda [24]
Untuk meningkatkan laju produksi bisa
dilakukan dengan mengganti peralatan
lama dengan peralatan baru yang memiliki
efisiensi serta kapasitas yang lebih besar
atau dengan mempekerjakan karyawan
baru. Kedua cara ini membutuhkan waktu
agar karyawan atau operator dapat
mengoperasikan alat dengan optimal.
Biasanya dalam hal ini pekerja atau
operator baru akan dilatih dalam kurun
waktu tertentu dan proses ini
membutuhkan waktu serta biaya yang
tidak sedikit. Pada satu sisi perusahaan
menuntut agar proses produksi tetap
berjalan dan karyawan bekerja seperti
biasa. Salah satu cara mengatasi
permasalahan ini agar informasi menjadi
sesuatu yang bernilai, kemudian tumbuh
menjadi sebuah pengetahuan di dalam
organisasi atau perusahaan, maka
dibutuhkan suatu sistem atau konsep
yang dikenal dengan knowledge
management [4].
Knowledge management adalah proses
yang membantu organisasi atau
perusahaan dalam mengidentifikasi,
memilih, menyusun, menyebarluaskan
dan mengirim informasi penting dan
keahlian bagian dari organisasi atau
perusahaan untuk mengubah perilaku
atau sikap yang tidak pada tempatnya.
Knowledge management memungkinkan
penyelesaian masalah yang efektif dan
efisien, pembelajaran yang dinamis,
perencanaan yang strategis dan memilih
keputusan yang tepat [19].
Alasan lain mengapa sangat
dibutuhkannya knowledge management
karena saat ini perusahaan-perusahaan
berusaha meningkatkan efisiensi dengan
menggantikan pekerjaan yang dilakukan
secara manual kepada sistem yang telah
terotomasi. Hal ini menyebabkan
berkurangnya komunikasi informal
karyawan sehingga semakin kecil
kemungkinan terjadinya penyebaran tacit
knowledge atau pengetahuan yang
didasarkan oleh pengalaman [17].
Penyebaran pengetahuan atau knowledge
sharing merupakan kunci utama dalam
meningkatkan inovasi dari suatu
organisasi atau perusahaan [16].
Alabed mengatakan bahwa proses
gerinda biasanya hanya didasarkan
kepada pengalaman orang yang telah ahli.
Pemilihan material dan peng-input-an
parameter grinding hanya berdasarkan
pengalaman. Hasilnya adalah proses
pengerjaan yang dapat dikatakan coba-
coba. Selain menyebabkan waktu
pengerjaan yang tidak terukur dan
cenderung lama, cara kerja ini tidak dapat
begitu saja diwariskan kepada operator
baru. Jika menggunakan cara yang sama,
maka operator baru memerlukan waktu
yang lama agar dapat bekerja secara
maksimal [1].
Pengalihan suatu tacit knowledge
menjadi explicit knowledge merupakan
bentuk keluaran dari knowledge
management system. Explicit knowledge
seperti prosedur kerja, database,
dokumen, dan laporan akan lebih mudah
untuk dikumpulkan, disimpan, disebarkan,
dan diakses oleh setiap operator [6].
Perubahan informasi dari tacit knowledge
menjadi explicit knowledge akan
memudahkan dalam melakukan observasi
dan analisis terhadap cara kerja yang
tidak efisien seperti dalam menetapkan
parameter proses gerinda sebelumnya dan
membuat suatu model sistem kerja baru
yang lebih efisien [7].

Pembuatan Knowledge Management....(I. Arief, et al.) 49
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Penelitian mengenai cylindrical grinding
telah banyak dilakukan untuk
mendapatkan nilai parameter yang
optimal dari material benda kerja yang
diuji. Berdasarkan dari hasil-hasil
penelitian, setiap jenis material memiliki
nilai parameter optimal yang berbeda.
Beberapa penelitian ini dapat dilihat pada
tinjauan pustaka. Penelitian-penelitian ini
telah berupa explicit knowledge. Berbagai
macam hasil penelitian inilah yang
nantinya akan dikumpulkan menjadi suatu
explicit knowledge database.
Salah satu dari penelitian tersebut
adalah penelitian yang dilakukan oleh
Nalda. Nalda telah melakukan penelitian
terhadap indikator parameter grinding
namun terbatas pada proses surface
grinding dan menjadikannya sebuah
knowledge management. Penelitian ini
dilakukan untuk membantu operator
dalam memilih material dan mesin yang
akan digunakan. Proses surface grinding
dan cylindrical grinding memiliki
perbedaan mendasar pada cara kerja dan
parameter yang digunakan. Benda kerja
yang bergerak mempengaruhi parameter
pada proses cylindrical grinding. Penelitian
mengenai cylindrical grinding merupakan
kelanjutan dari penelitian yang telah
dilakukan Nalda [13].
Menurut Oracle, sebuah knowledge
management system akan meminimalisir
biaya dan waktu pelatihan pada operator
baru. Perusahaan tidak perlu
mengeluarkan biaya untuk melakukan
pelatihan yang lama kepada
karyawannya. Hal ini dikarenakan sistem
yang akan dirancang berupa sistem
pengambilan keputusan yang dapat
membantu operator dalam memilih
parameter grinding seperti mesin,
grinding wheel, dressing tool, dan coolant
[14].
Sistem tidak akan memberikan
keputusan mutlak terhadap mesin atau
material yang dipilih. Operator masih
memiliki peran yang penting, sistem
hanya akan memberikan rekomendasi-
rekomendasi sesuai dengan pilihan yang
akan digunakan operator. Sistem yang
dirancang akan berbasis web sehingga
dapat digunakan oleh banyak orang sesuai
dengan kebutuhan perusahaan. Melalui
sistem ini operator senior akan lebih
mudah dan cepat dalam mewariskan
pengetahuannya mengenai pemilihan
parameter grinding seperti mesin,
grinding wheel, dressing tool, dan coolant
untuk proses grinding.
1.2. Perumusan Masalah
Berdasarkan latar belakang dapat
dirumuskan sebuah permasalahan
“Bagaimana menyelesaikan permasalahan
pembelajaran bagi operator baru dalam
proses gerinda benda silinder
menggunakan knowledge management
system”.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah
menghasilkan sebuah knowledge
management system berupa aplikasi
pengambilan keputusan dan
pembelajaran yang dapat membantu
operator baru dalam memilih parameter
grinding seperti mesin, grinding wheel,
dressing tool, dan coolant pada proses
grinding permukaan silinder.
1.4. Batasan Masalah
Batasan masalah dalam penelitian ini
adalah :
1. Penelitian hanya dilakukan untuk
proses grinding permukaan silinder.
2. Mesin yang digunakan merupakan
mesin hydraulic external cylindrical
grinding.
3. Penelitian hanya dilakukan sampai
perancangan sistem dan pembuatan
aplikasi dan pengujian, tidak sampai
pada tahap pemeliharaan.
2. TINJAUAN PUSTAKA
2.1. Gerinda
Mesin gerinda adalah salah satu mesin
perkakas yang digunakan untuk
mengasah/memotong benda kerja dengan
prinsip kerja batu gerinda berputar
bersentuhan dengan benda kerja sehingga
terjadi pengikisan, penajaman,
pengasahan, atau pemotongan [11].

50 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:47-61
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Proses gerinda kebanyakan digunakan
sebagai proses akhir untuk membentuk
produk dengan kehalusan dan ketelitian
tertentu pada salah satu atau beberapa
elemen geometrinya. Oleh sebab itu perlu
dipilih salah satu dari berbagai cara proses
penggerindaan demi untuk menghasilkan
produk yang dimaksud dengan cara yang
paling baik tergantung pada jumlah
produk dan jenis mesin gerinda yang
dimiliki. Dari beberapa jenis mesin gerinda
yang ada dapat diklasifikasikan secara
umum, yaitu [15]:
1. Mesin gerinda datar
2. Mesin gerinda silindris
3. Mesin gerinda khusus
Mesin gerinda silindris/silindris adalah
alat pemesinan yang berfungsi untuk
membuat bentuk-bentuk silindris, silindris
bertingkat, dan sebagainya. Berdasarkan
konstruksi mesinnya, mesin gerinda
silindris dibedakan menjadi empat
macam, yaitu [21]:
1. Gerinda silindris luar
Mesin gerinda silindris luar berfungsi
untuk menggerinda diameter luar
benda kerja yang berbentuk silindris
dan tirus
2. Mesin gerinda silindris dalam
Mesin gerinda silindris jenis ini
berfungsi untuk menggerinda benda-
benda dengan diameter dalam yang
berbentuk silindris dan tirus
3. Mesin gerinda silinder luar tanpa center
(centrelesss)
Mesin gerinda silindris jenis ini
digunakan untuk menggerinda
diameter luar dalam jumlah yang
banyak/massal baik panjang maupun
pendek
4. Mesin gerinda silindris universal
Mesin jenis ini mampu untuk
menggerinda benda kerja dengan
diameter luar dan dalam baik bentuk
silindris
2.2. Parameter Grinding
Ada 5 macam parameter grinding [10]:
1. Mesin yang digunakan dengan
parameter acuannya tipe mesin dan
spesifikasinya.
2. Benda kerja yang digunakan dengan
parameter acuannya geometri dan
spesifikasinya.
3. Grinding Wheel yang digunakan dengan
parameter acuannya geometri dan
spesifikasinya.
4. Dressing Tool digunakan dengan
parameter acuannya tipe Dressing Tool
dan spesifikasinya.
5. Coolant
Perbedaan antara jenis-jenis proses
grinding seperti surface grinding, dan
cylindrical grinding khususnya external
cylindrical grinding adalah pada
perumusan energi kinetik. Terdapat
beberapa perhitungan pada mesin gerinda
silindris, yaitu [21]:
1. Menghitung kecepatan putar batu
gerinda
𝑛 = 𝑉𝑐 ×1000×60
𝜋×𝑑 (1)
Dimana :
n = kecepatan putar; rpm
Vc = kecepatan potong batu gerinda;
m/s
d = diameter batu gerinda; mm
2. Menghitung kecepatan putar benda
kerja
𝑛𝑤 = 𝑉𝑤 ×1000 ×60
𝜋×𝑑𝑤 (2)
Dimana :
nw = kecepatan putar benda kerja;
rpm
Vw = kecepatan potong benda kerja;
m/s
dw = diameter benda kerja; mm
3. Menghitung kecepatan gerak meja
Kecepatan gerak meja hanya
digunakan pada pemakanan melintang 𝐿𝑠 = 𝑛𝑤 × 𝑠 (3)
Dimana :
Ls = kecepatan gerak meja; m/mnt
nw = kecepatan putar benda kerja;
rpm
s = kecepatan pemotongan setiap
putaran benda kerja; m/putaran
4. Menghitung panjang gerak meja
Kecepatan gerak meja hanya
digunakan pada pemakanan melintang
𝐿 = 𝑙 +2
3× 𝑏 (4)
Dimana :
L = panjang gerak meja; mm
l = panjang benda kerja; mm
b = tebal batu gerinda; mm

Pembuatan Knowledge Management....(I. Arief, et al.) 51
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
5. Menghitung MRR radial
𝑧 = 𝜋 × 𝑑𝑤 × 𝑏𝑠 × (𝑎𝑝 + (1 + 𝑘)) (5)
Dimana :
Z = MRR; mm3/s
dw = diameter benda kerja; mm
bs = ketebalan batu gerinda; mm
k = koefisien toleransi
6. Menghitung MRR pemakanan melintang 𝑧 = 𝜋 × 𝑑𝑤 × 𝑎𝑝 × 𝐿𝑠 (6)
Dimana :
Z = MRR; mm3/s
dw = diameter benda kerja; mm
ap = kedalaman potong; mm
Ls = kecepatan gerak meja; m/mnt
Skema proses dari external cylindrical
grinding dapat dilihat pada Gambar 3.
Terlihat bahwa batu gerinda dan benda
kerja saling berotasi searah. Gerak makan
menyebabkan permukaan benda kerja
terkikis dan menghasilkan permukaan
baru.
Gambar 3. Skema External Cylindrical
Grinding
2.3. Knowledge Management System
Manajemen pengetahuan adalah
sebuah proses yang membantu organisasi
mengidentifikasi, memilih,
mengorganisasikan, menyalurkan, dan
mentransfer informasi penting dan
kepakaran yang merupakan bagian dari
memori organisasi yang pada umumnya
berada dalam organisasi dalam keadaan
tidak terstruktur [19].
Information society technologies
membagi komponen manajemen
pengetahuan menjadi beberapa tahapan,
yaitu [8]:
1. Pembangkitan pengetahuan
Pembangkitan pengetahuan terdiri dari
penciptaan pengetahuan baru,
pengakuisisian pengetahuan yang
berada di tempat yang lain, penciptaan
ide-ide baru, pengenalan pola-pola
baru, interaksi dan sinergi tentang
bidang-bidang yang berbeda (separate
disciplines), dan pengembangan
proses-proses baru.
2. Representasi pengetahuan
Representasi pengetahuan adalah
proses mengubah pengetahuan dalam
berbagai bentuk, sehingga
pengetahuan dapat diakses,
dikendalikan dan ditransfer secara
independen tanpa terikat keberadaan
individu pemilik pengetahuan.
3. Penyimpanan pengetahuan
Penyimpanan pengetahuan berkaitan
dengan organisational memory
berkaitan dengan data ‘hard’ seperti
angka-angka, fakta-fakta, gambar-
gambar, dan aturan-aturan maupun
informasi ‘soft’ seperti pengetahuan
tacit, kepakaran, pengalaman-
pengalaman tertentu, anecdotes,
critical incidents, stories, artefacts, dan
rincian-rincian tentang keputusan-
keputusan strategis.
4. Akses pengetahuan
Pengetahuan dan informasi organisasi
seringkali terpecah berdasarkan
lokasinya di organisasi. Integrasi
pengetahuan organisasi dimungkinkan
dengan cross-platform, kemampuan-
kemampuan standar terbuka (open
standards capabilities) berupa intranet
organisasi.
5. Transfer pengetahuan
Transfer pengetahuan memungkinkan
aliran pengetahuan diantara individu-
individu dan kelompok-kelompok dalam
sebuah organisasi.
2.4. Sistem Informasi
Sistem adalah sekelompok elemen-
elemen yang terintegrasi dengan maksud
yang sama untuk mencapai suatu tujuan
[12]. Sistem terdiri dari struktur dan
proses. Struktur sistem merupakan unsur-
unsur yang membentuk sistem,
sedangkan proses sistem menjelaskan
cara kerja setiap unsur sistem tersebut
dalam mencapai tujuan sistem [18].

52 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:47-61
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Informasi dapat didefinisikan sebagai
data yang telah diproses sedemikian rupa
sehingga meningkatkan pengetahuan
seseorang yang menggunakan data
tersebut [9]. Fungsi utama informasi
adalah menambah pengetahuan atau
mengurangi ketidakpastian pemakai
informasi.
Nilai informasi didasarkan oleh sepuluh
sifat, yaitu [18].
Informasi dapat didefinisikan:
1. Mudah diperoleh
Sifat ini menunjukkan mudahnya dan
cepatnya informasi dapat diperoleh.
2. Luas dan lengkap
Sifat ini menunjukkan lengkapnya isi
informasi, tidak hanya mengenai
volumenya namun juga mengenai
keluaran informasinya.
3. Ketelitian
Sifat in berhubungan dengan tingkat
kebebasan dari kesalahan keluaran
informasi.
4. Kecocokan
Sifat ini menunjukkan betapa baik
keluaran informasi dalam hubungannya
dengan permintaan para pemakai.
5. Ketepatan waktu
Sifat ini berhubungan dengan waktu
yang dilalui untuk masukan,
pengolahan, dan pelaporan keluaran
kepada para pemakai lebih pendek
daripada siklus untuk mendapatkan
informasi.
6. Kejelasan
Sifat ini menunjukkan tingkat keluaran
informasi yang bebas dari istilah-istilah
yang tidak jelas.
7. Keluwesan
Sifat ini berhubungan dengan dapat
disesuaikannya keluaran informasi
tidak hanya dengan lebih dari satu
keputusan.
8. Dapat dibuktikan
Sifat ini menunjukkan kemampuan
beberapa pemakai informasi untuk
menguji keluaran dan sampai pada
kesimpulan yang sama.
9. Tidak ada prasangka
Sifat ini berhubungan dengan tidak
adanya keinginan untuk mengubah
informasi guna mendapatkan
kesimpulan yang telah
dipertimbangkan sebelumnya.
10. Dapat diukur
Sifat ini menunjukkan hakekat
informasi yang dihasilkan dari sistem
informasi formal.
Sistem informasi adalah suatu proses
yang menjalankan fungsi mengumpulkan,
memproses, menyimpan, menganalisis,
dan menyebarkan informasi untuk tujuan
yang spesifik [9]. Istilah sistem informasi
sering dikaitkan dengan istilah sistem
informasi manajemen, namun kedua hal
ini sebenarnya tidak sama. Sistem
informasi manajemen merupakan salah
satu jenis sistem informasi yang secara
khusus ditujukan untuk menghasilkan
informasi bagi pihak manajemen dan
untuk mengambil keputusan [9].
2.5. Decission Support System
Istilah Decision Support System (DSS)
digunakan untuk mendeskripsikan sistem
yang dirancang untuk membantu manajer
dalam memecahkan suatu masalah semi
terstruktur. Manajer dan komputer akan
bekerja sama dalam memecahkan
masalah, komputer dapat memecahkan
masalah yang terstruktur sedangkan
manajer dapat menyelesaikan bagian
masalah yang tidak terstruktur [12].
DSS digunakan pada masalah yang
membutuhkan peran manajer, sehingga
dikatakan masalah semi terstruktur. DSS
akan membantu memberikan bahan-
bahan pertimbangan untuk manajer
dalam mengambil keputusan. Manajer
akan menganalisa hasil yang diberikan
oleh sistem dan menentukan keputusan.
Hubungan antara sistem dan manajer
dapat digambarkan pada Gambar 3.
SOLUSI
KOMPUTER
SOLUSI
MANAJERSOLUSI MANAJER ->
KOMPUTER (DSS)
SEMI-TERSTRUKTURTERSTRUKTUR TAK-TERSTRUKTUR
TINGKAT STRUKTUR
MASALAH
Gambar 4. Konsep DSS [12]

Pembuatan Knowledge Management....(I. Arief, et al.) 53
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Dalam fungsinya, DSS memiliki
empat komponen utama yang saling
terkait satu sama lainnya, antara lain
[20]:
1. Data Management, meliputi basis
data yang terdiri dari data-data yang
relevan dengan keadaan dan
dikelola oleh software yang disebut
dengan Database Management System
(DBMS).
2. Model Management yang berupa
paket software yang berisi model-
model finansial statistik manajemen
science, atau model kuantitatif yang
menyediakan kemampuan analisa
dan software manajemen yang
sesuai.
3. Knowledge Management merupakan
komponen yang dapat mendukung
komponen lain dalam DSS dan dapat
berlaku sebagai komponen yang
berdiri sendiri (independent
component).
4. Communication atau User Interface
Component yang merupakan
komponen yang digunakan user untuk
berkomunikasi dengan sistem dan
juga memberi perintah pada sistem
untuk dieksekusi.
Langkah dalam proses DSS dilakukan
tidak secara sekaligus tetapi dilaksanakan
dalam beberapa tahap. Secara umum DSS
dilakukan melalui empat tahap yaitu [20]:
Intelligence Design Choice Implementation
Gambar 5. Tahapan DSS
1. Intelligence
Adalah mengidentifikasi, mendefinisikan,
dan mempelajari masalah. Kegiatan ini
meliputi mempelajari tujuan dan
objektif organisasi, mempelajari
prosedur kerja, mengumpulkan data,
mengidentifikasi, mengelompokan, dan
mendefinisikan masalah.
2. Design
Adalah membangun model-model yang
mewakili sistem, memvalidasi sistem,
dan menetukan kriteria evaluasi
alternatif dari tindakan yang telah
teridentifikasi.
3. Choice
Adalah membuat solusi untuk model-
model yang digunakan, menguji solusi
yang didapat diatas kertas, dan
memilih alternatif dari tindakan yang
paling memungkinkan.
4. Implementation
Adalah menerapkan solusi yang sudah
diputuskan untuk dipilih dan melihat
sejauh mana solusi tersebut dapat
menyelesaikan masalah seperti yang
diharapkan.
2.6. Database
Database merupakan suatu
sekumpulan data terhubung yang
disimpan secara bersama-sama pada
suatu media, tanpa perlu kerangkapan
data dengan cara tertentu sehingga
mudah digunakan kembali, dapat
digunakan oleh satu atau lebih program
aplikasi secara optimal, data disimpan
tanpa mengalami ketergantungan pada
program yang akan menggunakannya,
data disimpan sedemikian rupa sehingga
penambahan, pengambilan, dan
modifikasi dapat dilakukan dengan mudah
dan terkontrol [18].
Definisi database tersebut
menyimpulkan bahwa database
mempunyai beberapa kriteria yang
penting, yaitu [18] :
1. Bersifat data oriented dan bukan
program oriented
2. Dapat digunakan oleh beberapa
program aplikasi tanpa perlu mengubah
database-nya.
3. Dapat berkembang dengan mudah baik
volume maupun strukturnya.
4. Dapat memenuhi kebutuhan sistem-
sistem baru secara mudah.
5. Dapat digunakan dengan cara-cara
yang berbeda.
6. Kerangkapan data minimal.
2.7. Metode System Development
Life
Salah satu metodologi yang paling
banyak digunakan adalah metode System
Development Life Cycle (SDLC). Metode
SDLC atau juga sering disebut metode air
terjun (Water Fall) merupakan metode
klasik yang digunakan dalam

54 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:47-61
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
mengembangkan, memelihara, dan
menggunakan sistem informasi dalam
beberapa tahapan atau fase. Jumlah
tahapan dari SDLC ini berbeda-beda
menurut beberapa ahli, namun pada
prinsipnya secara keseluruhan semua
proses yang dilakukan sama. Tahapan-
tahpan SDLC dapat dilihat pada Gambar 6.
Analisis Sistem
Studi Kelayakan
Analisis Kebutuhan
Desain Sistem
Perancangan konseptual
Perancangan Fisik
Implementasi Sistem
Pemrograman dan
pengujian
Konversi
Operasi dan
Pemeliharaan
Kebutuhan Sistem
Desain Sistem
Ssistem siap
beroperasi mandiri
Perubahan lingkup
/ kebutuhan
Kesalahan atau
masalah yang
tak memungkinkan
implementasi
dilaksanakan
Implementasi
kurang lengkap
/ ada permintaan baru
Gambar 6. Tahapan Tahapan dalam
SDLC [9]
2.8. IDEF0 (Integration Definition for
Function Modeling)
Menurut National Institute of Standards
and Technology, IDEF0 (Integration
Definition Language 0) merupakan dasar
dari SADT (Structured Analysis and Design
Technique yang dibangun oleh Douglas T.
Ross dan SoftTech, Inc. Model ini dibangun
untuk memahami, menganalisis,
memperbaiki atau mengganti sistem.
IDEF0 mencakup definisi bahasa
pemodelan grafis [22].
Komponen utama yang ada di dalam
IDEF0 adalah sebagai berikut [3]:
1. Kotak yang menggambarkan fungsi
utama sistem.
2. Panah yang menunjukkan masukkan
(data masukan) digambarkan dari arah
kiri dengan ujung panah menuju kotak
yang menerima masukan.
3. Panah yang menunjukkan keluaran
(produk) dan digambarkan dari arah
kanan dengan ujung panah
menunjukkan kotak lain (jika ada) atau
menunjuk ke kanan (jika tidak ada /
belum ada fungsi lain yang menerima
output tersebut).
4. Output dari suatu fungsi dapat menjadi
input pada fungsi lainnya.
5. Panah yang menunjukkan pengendali /
kontrol dari suatu fungsi, digambarkan
dari arah atas dengan anak panah
masuk ke dalam fungsi.
Gambar 7. Diagram Umum IDEF0
Tanda panah yang masuk dan keluar
kotak mengindikasikan input dan output.
Input merepresentasikan elemen yang
butuh dijalankan didalam fungsi tersebut,
sedangkan output menunjukkan hasil
yang didapatkan dari proses. Tanda panah
yang masuk dari atas kotak
mengindikasikan controls, atau sesuatu
yang membatasi proses. Sedangkan tanda
panah yang masuk dari bawah kotak
merupakan mechanism, yaitu orang atau
perangkat yang mengoperasikan fungsi
tersebut.
2.9. Unified Modelling Language
(UML)
Menurut Dennis, Unified Modelling
Language (UML) merupakan bahasa yang
sering digunakan dalam memodelkan
pengembangan suatu sistem mulai dari
analisis sampai implementasi berdasarkan
pola orientasi objek dan dengan
menggunakan teknik diagram [5]. UML
mampu memvisualisasikan suatu sistem
ke dalam bentuk notasi dan diagram yang
digunakan sebagai model dari sistem yang
dirancang.
Menurut Chonoles UML terbagi tiga,
yaitu [2]:
1. Structural Diagram merupakan diagram
yang menunjukkan blok-blok fisik
sistem dimana tidak akan dipengaruhi
oleh waktu. Contoh : Class Diagram,
Object Diagram dan Deployment
Diagram.

Pembuatan Knowledge Management....(I. Arief, et al.) 55
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
2. Behavioral Diagram merupakan
diagram yang menunjukkan respon dari
perilaku terhadap sistem. Aliran data
serta peran dari actor terhadap sistem
mulai tampak disini. Contoh : Activity
Diagram, Use Case Diagram dan State
Machine Diagram.
3. Interaction Diagram merupakan
diagram yang menampilkan interaksi
antara actor dan object. Diagram ini
digunakan untuk menggambarkan
interaksi dari semua yang ada disistem
untuk mencapai tujuan tertentu.
Contoh : Sequence Diagram,
Communication Diagram dan Timing
Diagram.
Penggunaan diagram dalam
pengembangan sistem tergantung dari
kebutuhan sistem, sehingga tidak selalu
semua diagram yang tersedia akan
dipakai. Diagram-diagram yang
digunakan untuk menyusun perencanaan,
perancangan dan akan sampai pada
pembuatan kode program [5].
3. METODOLOGI PENELITIAN
3.1. Analisis Sistem
3.1.1. Studi Kelayakan
Studi kelayakan digunakan untuk
menentukan kemungkinan keberhasilan
solusi yang diusulkan. Tahap ini
membahas inisialisasi atau identifikasi
perancangan seperti tujuan, dan
identifikasi permasalahan. Penelitian ini
dilakukan untuk mempermudah atau
membantu operator dalam memilih
parameter grinding seperti mesin,
grinding wheel, dressing tool, dan coolant
pada proses cylindrical grinding. Untuk itu
akan dirancang sebuah knowledge
management system dalam bentuk
aplikasi berbasis web. Aplikasi yang
dirancang berupa sebuah aplikasi Decision
Support System (DSS). Langkah-langkah
dalam melakukan perancangan knowledge
management system ini menggunakan
metode System Development Life Cycle
(SDLC). Output yang diberikan aplikasi
bukan merupakan keputusan mutlak,
aplikasi hanya memberikan bahan
pertimbangan yang akurat kepada
operator. Sistem hanya melibatkan dua
aktor, yaitu manajer dan operator.
Manajer berperan sebagai administrator
terhadap sistem sedangkan operator
berperan sebagai pengguna. Agar tujuan
dari penelitian ini memperoleh hasil yang
maksimal maka pada tahap ini juga
dibahas mengenai studi literatur yang
berkaitan dengan metode maupun teori-
teori yang digunakan dalam penelitian.
3.1.2. Analisis Kebutuhan
Analisis kebutuhan terbagi menjadi
analisis kebutuhan fungsional dan analisis
kebutuhan non fungsional. Analisis
kebutuhan fungsional berisi proses-proses
yang akan dilakukan oleh sistem serta
informasi-informasi apa saja yang harus
ada dan dihasilkan oleh sistem. Analisis
kebutuhan non fungsional berisi
kebutuhan operasional, teknis sistem,
platform yang digunakan dan keamanan
sistem. Informasi-informasi yang
digunakan adalah proses cylindrical
grinding. Tahap ini akan membahas
mengenai parameter-parameter pada
proses grinding. Menurut Klocke yang
menjadi parameter utama pada proses
grinding adalah [10]:
1. Mesin
Parameter mesin adalah :
a. Tipe mesin
b. Spesifikasi
2. Benda Kerja
Parameter benda kerj adalah :
a. Geometri
b. Spesifikasi
3. Grinding Wheel
Parameter grinding wheel adalah :
a. Geometri
b. Spesifikasi
4. Coolant
Parameter coolant adalah :
a. Tipe coolant
b. Jenis coolant
5. Dressing Tool
Parameter dressing tool adalah :
a. Tipe dressing tool
b. Spesifikasi
3.2. Desain Sistem
3.2.1. Penerjemahan dalam UML
UML yang akan digunakan adalah use
case diagram, sequence diagram, class

56 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:47-61
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
diagram, entity relationship diagram, dan
deployment diagram. UML akan
menjelaskan tahapan-tahapan yang akan
dilalui sistem, mulai dari administrator
sampai ke operator. Selain itu UML akan
menggambarkan hubungan antar aktor-
aktor, dan hubungan aktor dengan sistem.
3.2.2. Perancangan Database
Aplikasi yang digunakan dalam
melakukan perancangan database adalah
MySQL. Data yang akan diolah pada
database adalah user, kasus, dan data
parameter grinding seperti mesin,
material, grinding wheel, coolant, dan
dressing tool.
3.3. Implementasi Sistem
Implementasi sistem merupakan
penerapan terhadap perancangan yang
telah diakukan sebelumnya, seperti
perancangan UML dan
database.Implementasi sistem memiliki
beberapa tahapan seperti pemograman
atau perancangan aplikasi dan pengujian
aplikasi.
3.3.1. Perancangan Aplikasi
Proses perancangan aplikasi
menggunakan pemograman yang
berorientasi objek. Proses perancangan
aplikasi ini menggunakan beberapa
perangkat lunak seperti XAMPP dan PHP.
XAMPP digunakan sebagai localhost atau
server dan menjalankan MySQL,
sedangkan PHP digunakan sebagai bahasa
pemograman dalam pembuatan aplikasi.
3.3.2. Pengujian Aplikasi
Pengujian aplikasi dilakukan dengan
membandingkan hasil dari aplikasi dengan
teori-teori yang ada pada literatur.
Tahapan ini melihat kesesuaian sistem
yang dirancang dengan teori pada
literatur.
3.4. Analisis
Analisis dilakukan terhadap input dan
output dari aplikasi yang dibuat, model
perancangan, kelebihan dan kekurangan
aplikasi yang dirancang dan peran
knowledge management pada aplikasi.
3.5. Penutup
Penutup berisi mengenai kesimpulan
dan saran terhadap penelitian yang telah
dilakukan.
4. PERANCANGAN SISTEM
Perancangan sistem menggunakan
metode System Development Life Cycle
(SDLC). Sistem yang dirancang berupa
Decision Support System (DSS). Sistem
akan membantu operator baru dalam
memilih material dan mesin dalam proses
cylindrical grinding. Sistem nantinya akan
memberikan rekomendasi-rekomendasi
akurat kepada operator terhadap
parameter yang akan digunakan.
Jika melihat output yang akan
dihasilkan oleh sistem berdasarkan
perancangan, dapat dikatakan sistem ini
telah membantu memecahkan masalah.
Perusahaan tidak perlu melakukan
pelatihan-pelatihan kepada operator baru
yang membutuhkan biaya besar. Operator
dapat belajar sambil bekerja saat
menggunakan sistem ini.
Tahapan proses external cylindrical
grinding akan digambarkan pada IDEF0.
Used At:
Author:
Notes: 1 2 3 4 5 6 7 8 9 10
Date:
KMS of External
Cylindrical Grinding
06/12/2015
Rev:
READER
Mengelola
Data
Parameter1
A1
Memilih Grinding
Wheel, Mesin,
Dressing Tool, dan
Coolant2
A2
06/12/2015
Melakukan
Proses
Pemesinan3
A3
DATE
Data Mesin
WORKING
Data Benda Kerja
DRAFT
RECOMMENDED
Data Grinding Wheel
A0
PUBLICATION
Data Dressing Tool
Knowledge Management System of External Cylindrical Grinding
Data Coolant
Project:
Administrator
A-0
Operator
Jenis Pemesinan
Jenis Pemakanan
Node:
Kecepatan Putar
Grinding Wheel
Title:
Kecepatan Putar
Benda Kerja
Number:
Produk Grinding
Data Parameter
Print Out Data Grinding Wheel,
Mesin, Dressing Tool, dan Coolant
Page:
CONTEXT:
Gambar 8. Proses A1, A2, dan A3
Use case diagram menggambarkan
aktivitas-aktivitas yang dilakukan oleh
aktor. Berikut ini adalah use case diagram
perancangan knowledge system
management pada external cylindrical
grinding.

Pembuatan Knowledge Management....(I. Arief, et al.) 57
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Gambar 9. Use Case Diagram Perancangan
Knowledge Management
System Pada External
Cylindrical Grinding
Gambar 10. Sequence Diagram Memilih
Grinding Wheel, Mesin,
Dressing Tool, dan Coolant
Sequence Diagram emilih Grinding
Wheel, Mesin, Dressing Tool, dan Coolant
menjelaskan aktifitas operator terhadap
user interface, dan database pada saat
memilih grinding wheel, mesin, dressing
tool, dan coolant.
Perancangan Class Diagram adalah
sebuah class yang menggambarkan
struktur dan penjelasan class, paket, dan
objek serta hubungan satu sama lain
seperti containment, pewarisan, asosiasi,
dan lain lain. Gambar 11 adalah class
diagram perancangan knowledge
management system pada external
cylindrical grinding.
ERD merupakan diagram yang
menggambarkan hubungan antar data
pada database. Gambar 12 adalah ERD
perancangan knowledge system
management pada external cylindrical
grinding.
Gambar 11. Class Diagram Perancangan
Knowledge Management
System Pada External
Cylindrical Grinding
Gambar 12. ERD Perancangan Knowledge
Management System Pada
External Cylindrical Grinding
Gambar 13. Deployment Diagram
Perancangan Knowlegde
Management System Pada
External Cylindrical Grinding
Deployment diagram merupakan
diagram yang menyatakan spesifikasi
minimal perangkat yang harus dimiliki
oleh sistem. Tidak hanya perangkat keras,
namun juga perangkat lunak seperti

58 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:47-61
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Operating System. Gambar 13 adalah
deployment diagram perancangan
knowlegde management system pada
external cylindrical grinding.
Tabel database terdiri dari 7 tabel
sesuai dengan jumlah entitas pada ERD.
Berikut adalah tabel yang terdapat pada
database :
1. Tabel user
2. Tabel mesin
3. Tabel kasus
4. Tabel grinding wheel
5. Tabel coolant
6. Tabel dressing tool
7. Tabel kecocokan
Untuk perancangan user interface
awalnya dibuat dengan menggunakan
Visual Paradigm sebagai panduan
pembuatan aplikasi. Output dari sistem
dapat dilihat pada Gambar 14.
Gambar 14. Laporan Kasus
5. ANALISIS HASIL
Input dari knowledge management
system pada external cylindrical grinding
adalah parameter grinding. Selain sebagai
input, parameter grinding juga
merupakan output dari sistem. Hal ini
dikarenakan sistem memiliki beberapa
tahapan untuk menghasilkan output
berupa parameter grinding terpilih. Output
pada tahap awal akan menjadi input pada
tahapan selanjutnya. Tahapan dimulai
dengan memasukkan input berupa data
benda kerja dan diakhiri dengan output
coolant terpilih dan laporan kasus.
Input pertama pada sistem adalah data
benda kerja seperti panjang, diameter,
berat, dan jenis material. Input
selanjutnya adalah data proses pemesinan
seperti data kedalaman potong, kecepatan
potong, kecepatan pemotongan, dan
kecepatan gerak makan. Input jenis
material akan digunakan untuk
mendapatkan output grinding wheel
terpilih.
Grinding wheel yang awalnya
merupakan output pada proses pemilihan
grinding wheel memiliki data diameter
yang akan menjadi input untuk proses
pemilihan mesin. Data diameter beserta
data kecepatan potong akan diolah untuk
mendapatkan data kecepatan putar
grinding wheel dan kecepatan putar benda
kerja. Data kecepatan putar beserta data
panjang dan berat benda kerja akan
menjadi kriteria untuk menentukan mesin
yang akan direkomendasikan. Mesin
terpilih merupakan output pada proses
pemilihan mesin.
Proses pemilihan dressing tool tidak
menggunakan data dari mesin, namun
menggunakan data grit size dan diameter
grinding wheel. Data grit size dan
diameter grinding wheel akan menjadi
input untuk memilih dressing tool yang
akan direkomendasikan oleh sistem.
Output dari proses ini adalah dressing tool
terpilih.
Input yang digunakan pada pemilihan
coolant adalah jenis material benda kerja.
Sistem akan mencari coolant yang akan
direkomendasikan berdasarkan kecocokan
dengan jenis material benda kerja.
Coolant terpilih merupakan output pada
tahapan ini.
Setelah semua parameter terpilih,
maka sistem akan menampilkan output
berupa laporan kasus. Laporan kasus
menampilkan semua data parameter

Pembuatan Knowledge Management....(I. Arief, et al.) 59
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
terpilih dan data perhitungan proses
pemesinan seperti kecepatan putar,
kecepatan gerak meja, panjang gerak
meja, dan MRR. Output data perhitungan
digunakan untuk set up pada mesin
external cylindrical grinding.
Unified Modelling Language (UML)
digunakan pada tahap perancangan untuk
menerjemahkan kebutuhan sistem. UML
akan menggambarkan kebutuhan dan
tahapan-tahapan sistem kedalam
diagram-diagram. Diagram akan
memudahkan untuk menjelaskan sistem
yang akan dirancang dibandingkan
dengan penjelasan deskriptif. Hal ini
dikarenakan diagram menjelaskan sistem
secara visual dalam bentuk gambar atau
skema.
Kelebihan pada sistem menunjukkan
seberapa baik sistem tersebut. Pertama
dari segi user interface, hal pertama yang
dilihat oleh pengguna saat pertama kali
menggunakan sebuah aplikasi adalah
tampilan. Sistem menggunakan user
interface yang simpel namun memberikan
kesan elegan. Tanda petunjuk seperti
tombol-tombol menu maupun submit
dapat ditemukan dengan mudah.
Kelebihan kedua adalah proses pemilihan
parameter yang bertahap dan sistematis.
Dimulai dari pemilihan grinding wheel,
pemilihan mesin, kemudian dilakukan
pemilihan dressing tool, dan tahap
terakhir adalah pemilihan coolant. Ketiga
dari segi sistem penyimpanan data.
Semua data akan tersimpan di database
sehingga pengguna dapat melihat data
yang telah di-input-kan sebelumnya.
Keempat adalah sistem menggunakan
kalkulasi matematis untuk memilih
parameter yang akan direkomendasikan.
Sistem menggunakan rumus dalam
menentukan kecepatan putar grinding
wheel dan kecepatan putar benda kerja.
Hasil perhitungan kecepatan putar ini
digunakan sebagai pertimbangan untuk
menentukan mesin yang
direkomendasikan. Contohnya adalah jika
pengguna ingin mengurangi diameter
benda kerja sebesar 0,002 mm dengan
jenis pemakanan melintang, kecepatan
potong grinding wheel sebesar 5 m/s, dan
kecepatan potong benda kerja sebesar 2
m/s, maka diperoleh kecepatan gerak
meja sebesar 15,28 m/min, panjang gerak
meja sebesar 170 mm, kecepatan putar
grinding wheel sebesar 477,71 rpm,
kecepatan putar benda kerja sebesar
764,33 rpm, dan MRR sebesar 80 mm3/s.
Selain itu sistem secara otomatis akan
menampilkan data yang dibutuhkan dalam
pengaturan mesin sebelum memulai
proses grinding seperti data kecepatan
putar, kecepatan gerak meja, dan panjang
gerak meja. Kelima adalah sistem
menyediakan tutorial cara melakukan set
up mesin bagi pengguna. Tersedianya fitur
ini akan menambah pembelajaran bagi
pengguna khususnya operator. Tacit knowledge utama yang
dikumpulkan adalah perhitungan
matematis proses pemesinan. Hasil
penelitian berupa kecepatan putar
optimum ataupun MRR dari penelitian
terdahulu tidak dapat dijadikan acuan
dalam menentukan parameter. Hal ini
dikarenakan proses external cylindrical
grinding memiliki banyak variabel seperti
kecepatan potong, kedalaman potong,
gerak makan, kecepatan pemotongan,
kecepatan gerak meja, dan panjang gerak
meja. Penelitian terdahulu hanya
dilakukan untuk beberapa nilai variabel
tertentu seperti pada kedalaman potong
0,002 mm, sedangkan kebutuhan dari
pengguna berbeda-beda. Sehingga jika
pengguna ingin mengganti variabel
kedalaman potong menjadi 0,003 mm
akan mengubah variabel lainnya untuk
menghasilkan output yang sama.
Oleh karena itu pemilihan parameter
didasarkan oleh perhitungan matematis
agar lebih fleksibel. Pengguna dapat
mengubah nilai variabel sesuai dengan
kebutuhannya. Sistem akan memberikan
hasil yang akurat sesuai dengan rumus
pada teori.
6. PENUTUP
6.1. Kesimpulan
Kesimpulan yang diperoleh
berdasarkan penelitian mengenai
knowledge management system pada
external cylindrical grinding adalah :
1. Aplikasi knowledge management
system pada external cylindrical
grinding dapat digunakan untuk

60 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:47-61
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
membantu operator dalam memilih
parameter grinding yang akan
digunakan karena hasil rekomendasi
yang akurat dari sistem.
2. Aplikasi knowledge management
system pada external cylindrical
grinding dapat digunakan sebagai
media knowldge sharing. Explicit
knowledge yang berasal dari tacit
knowledge dikumpulkan dalam sebuah
database sehingga informasi dapat
tersimpan dalam jangka waktu yang
lama dan akses informasi yang mudah.
DAFTAR PUSTAKA
[1] Alabed, Asmaa. 2011. Knowledge
Management For Gringing
Technology. Thesis for degree of
Doctor. Huddersfield University.
London
[2] Chonoles, Michael Jesse. dan
Schardt, James A. 2003. UML 2 for
Dummies. New York: Wiley
Publishing, Inc.
[3] Christianti, Meliana dan Ferry Yulius
Eka Saputra. 2013. Pemodelan
Proses Bisnis Menggunakan IDEF0
dengan Studi Kasus Bank X. Jurnal
Sistem Informasi, Vol. 8 No. 1, Maret
2013: 55 - 74
[4] Darudiato, Suparto dan Kevin
Setiawan. 2013. Knowledge
Management: Konsep dan
Metodologi. Universitas Bina
Nusantara. Jakarta.
[5] Dennis, Alan. 2005. System Analysis
and Design With UML Version 2.0 :
An Object Oriented Approach.
Second Edition. Inggris: John Wiley
& Sons Ltd.
[6] Hildreth, P. M. and Kimble C. (2002).
The duality of knowledge.
Information Research 8(1).
[7] Horton, N. J. and Kleinman, K. P.
(2007). Much Ado About Nothing: A
Comparison of Missing Data Methods
and Software to Fit Incomplete Data
Regression Models. The American
Statistician 61(1): 79-92.
[8] Information society technologies.
2002, Roadmap to Communicating
Knowledge Essential for theIndustrial
Environment (ROCKET)
[9] Kadir, Abdul. 2003. Pengenalan
Sistem Informasi, Yogyakarta :
Penerbit Andi.
[10] Klocke, Fritz. 2009. Manufacturing
Processes 2 , Grinding, Honing,
Lapping. Berlin: Springer-Verlag
Berlin Heidelberg.
[11] Marinescu, Loan D. 2007. Handbook
of Machining with Grinding Wheel.
United States of America: Taylor &
Francis Group.
[12] Mc.Leod, Raymond Jr dan George
P.Schell. 2008, Sistem Informasi
Manajemen Edisi 10, Jakarta :
Penerbit Salemba Empat.
[13] Arief, Ikhwan dan Nalda, Alfajri
2015. Indikator Proses Utama pada
Proses Grinding dengan Pendekatan
Manajemen Pengetahuan. Jurnal
Optimasi Sistem Industri, Vol. 13,
No. 2, 2014, Padang
[14] Oracle Corporation. 2011.
Management in Customer Service:
Five Key Benefit of Knowledge. USA.
[15] Rochim, Taufiq. 1993. Proses
Pemesianan. Jakarta: Erlangga
[16] Sáenz, J, N Aramburu N. and O.
Rivera. (2009). Knowledge sharing
and innovation performance: A
comparison between high-tech and
low-tech companies. Journal of
Intellectual Capital 10(1): 22-36.
[17] Sánchez, M. S. and Palacios, M. A.
2008. Knowledge-based
manufacturing enterprises: evidence
from a case study. Journal of
Manufacturing Technology
Management 19(4): 447-468.
[18] Sutabri, Tata. 2005. Sistem
Informasi Manajemen. Yogyakarta :
Penerbit Andi.
[19] Turban, Efraim. 2006. Information
Technology for Management, 5th Ed,
Asia : John Wiley and Son.
[20] Turban, Efraim, Jay E Aronson dan
Ting Peng Liang, 2005. Decision
Support Systems and Intelligent
Systems. 7th Edition. New Jersey:
Prentice- Hall.
[21] Widarto, dkk. 2008. Teknik
Pemesinan. Jakarta: Departemen
Pendidikan Nasional
[22] Zoraya, A.A dan Iwan Vanany. 2012.
Perbaikan Proses Bisnis Pelayanan
Penanganan Gangguan Melalui

Pembuatan Knowledge Management....(I. Arief, et al.) 61
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Pendekatan IDEF0-FMEA dan Root
Cause Analysis (Studi Kasus: PT X).
Jurnal TEKNIK POMITS Vol. 1, No. 1,
(2012) 1-5.
[23] http://www.kemenperin.go.id/statis
tik/kelompok.php/ Diakses pada
Rabu, 5 Agustus 2015 jam 14.30
WIB
[24] http://www.yellowpages.com.au/sa
/angle-park/k-g-f-precision-
grinding-15530586-listing.html/
Diakses pada Rabu, 5 Agustus 2015
jam 16.30 WIB

62 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:62-77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
PENJADWALAN CEMENT MILL BERBASIS MINIMASI FAKTOR KLINKER DALAM PROSES PEMBILASAN DAN IMPOR KLINKER
Nilda Tri Putri, Indah Kurnia Ramadhani
Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas, Padang
Email: [email protected] (korespondensi)
Abstract
PT Semen Padang is one of the cement companies in indonesia. Cement production influenced by
the number of demand, raw materials and the number of available machine. The number of demand
increases with a corporate capacity which keep the company had to set an optimal production schedule. Scheduling production should be followed by the availability of raw materials (clinker). The number of clinker required influenced by the number of demands and clinker elapsed to the flushing process. Flushing process happen if the transition products produced from Non OPC to a product OPC, for one flushing process causes clinker consumption 7% more that the existing capacity decreases. Deficient in capacity covered by importing clinker which causes high cost production. So,
it necessary to make cement mill schedule by minimize flushing process, so clinker that will be used become optimized.
Steps that will be done in this study began with the survey system, identify problems, and data collection. Data collected are machine cement mill and kiln capacity, demands, and flushing process. Then designed a formulation model that is minimize clinker factor and the number of clinker imports needed, so that obtained scheduling machine cement mill to produce OPC and Non OPC.
Results obtained by reducing the number of flushing process because the cement mill designed to producing one type of product per day, so the flushing process could happen if there is transition cement production Non OPC on the day-i to cement OPC on the day i+1. Cement OPC produced by indarung II, III, and V. Indarung IV only produced cement Non OPC, so the flushing process happened in Indarung II, III, and V.
Key Words : Capacity, Cement mill, Clinker, Flushing, Import, Production, Scheduling
Abstrak
PT Semen Padang adalah salah satu perusahaan semen di Indonesia. Produksi semen dipengaruhi oleh jumlah permintaan, bahan baku dan jumlah mesin yang tersedia. Jumlah permintaan meningkat sehingga perusahaan harus menjaga kapasitas produksi dengan mengatur jadwal produksi perusahaan lebih optimal. Penjadwalan produksi harus diikuti dengan ketersediaan bahan baku (klinker). Jumlah klinker dibutuhkan dipengaruhi oleh jumlah permintaan dan klinker berlalu untuk proses pembilasan. Proses pembilasan terjadi jika produk transisi yang dihasilkan dari Non OPC ke
OPC produk, untuk satu flushing proses menyebabkan konsumsi klinker 7% lebih sehingga kapasitas yang ada berkurang. Kekurangan kapasitas ditutupi dengan mengimpor klinker yang menyebabkan biaya produksi tinggi. Jadi, perlu untuk membuat jadwal penggilingan semen dengan meminimalkan proses pembilasan, sehingga klinker yang akan digunakan menjadi optimal.
Langkah-langkah yang akan dilakukan dalam penelitian ini dimulai dengan sistem survei,
mengidentifikasi masalah, dan pengumpulan data. Data yang dikumpulkan adalah mesin pabrik
semen dan kapasitas kiln, tuntutan, dan proses pembilasan. Kemudian dirancang model formulasi yang meminimalkan faktor klinker dan jumlah impor klinker diperlukan, sehingga diperoleh penjadwalan mesin pabrik semen untuk menghasilkan OPC dan Non OPC.
Hasil yang diperoleh dengan mengurangi jumlah proses pembilasan karena pabrik semen yang dirancang untuk memproduksi satu jenis produk per hari, sehingga proses pembilasan bisa terjadi jika ada produksi transisi semen Non OPC pada hari-i semen OPC pada hari i + 1. OPC semen yang diproduksi oleh Indarung II, III, dan V. Indarung IV hanya diproduksi semen Non OPC, sehingga
proses pembilasan terjadi di Indarung II, III, dan V.
Kata kunci: Kapasitas, Penggilingan semen, klinker, Flushing, Impor, Produksi, Penjadwalan

Penjadwalan Cement Mill....(N. T. Putri, et al.) 63
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
1. PENDAHULUAN
Perindustrian di Indonesia mengalami
peningkatan seiring dengan
berkembangnya teknologi dan
meningkatnya kebutuhan pembangunan
dalam bidang industri. Salah satunya
adalah industri semen. Semen adalah
barang jadi berupa serbuk yang
merupakan hasil pengolahan klinker
semen dengan penambahan gypsum,
pozzoland, dan lime stone yang digunakan
untuk membuat beton, merekatkan batu,
bata, batako, dan bahan bangunan lainnya
[5]. Kebutuhan akan semen menyebabkan
tingkat konsumsi semen di Indonesia
mengalami peningkatan dari tahun ke
tahun. Peningkatan konsumsi semen
domestik dapat dilihat pada Gambar 1.
Gambar 1. Grafik Perkembangan
Konsumsi Semen Domestik
(Asosiasi Semen Indonesia,
data diolah, 2013)
Peningkatan konsumsi semen domestik
menyebabkan peningkatan kinerja
industri semen. Dengan demikian, dapat
memberikan nilai tambah per kapita
terhadap konsumsi semen sehingga
menyebabkan tingginya persaingan dalam
bisnis semen nasional [2]. Tingkat
konsumsi semen dipengaruhi oleh
perkembangan sektor properti, seperti
pembangunan gedung, perumahan, dan
peningkatan infrastruktur yang
direncanakan oleh pemerintah seperti
pembuatan jembatan dan kontruksi umum
lainnya [10]. Peningkatan infrastruktur
memberikan dampak yang besar bagi
peningkatan perekonomian dan
pembangunan nasional, sehingga
meningkatkan jumlah permintaan semen
yang mempengaruhi tingkat produksi
perusahaan semen dalam memenuhi
permintaan pasar.
PT Semen Padang merupakan salah
satu perusahaan semen yang ada di
Indonesia. Kegiatan produksi PT Semen
Padang mencakup penambangan batu
kapur, produksi rawmix, produksi klinker,
produksi semen, pengantongan dan
pendistribusian semen. Semen yang
diproduksi yaitu Semen OPC (Ordinary
Portland Cement) dan Semen Non OPC
(Non Ordinary Portland Cement).
Komposisi semen secara umum terdiri dari
klinker, gypsum, pozzoland, dan lime
stone. Komposisi semen PT Semen Padang
dapat dilihat pada Tabel 1.
Tabel 1. Komposisi Semen PT Semen
Padang
Komposisi OPC Non OPC
Klinker 85% 78%
Gypsum 3% 3%
Pozzoland 6% 12%
Lime Stone 6% 7%
Sumber : PT Semen Padang, 2014
Wilayah pemasaran PT Semen Padang
di dalam negeri meliputi Pulau Sumatera
dan Jawa, sedangkan di luar negeri
meliputi Srilanka, Singapura, dan
Mauritius [6]. PT Semen Padang
memproduksi Semen OPC untuk
memenuhi permintaan pasar yang akan
digunakan untuk proyek pemerintah,
seperti pembangunan jalan dan jembatan.
Semen OPC terdiri dari Semen Portland
Tipe I, II, III, V.
Semen Non OPC diproduksi untuk
memenuhi permintaan masyarakat seperti
pembangunan rumah. Semen Non OPC
terdiri dari Semen Portland Campur,
Semen Portland Komposit (PCC), Semen
Portland Pozzolan (PPC). Produksi semen
dipengaruhi oleh jumlah permintaan,
bahan baku dan jumlah mesin yang
tersedia. Data historis permintaan semen
OPC dan non OPC dapat dilihat pada
Gambar 2.
Kapasitas bahan baku dan mesin yang
tersedia harus diseimbangkan dengan
kapasitas yang dibutuhkan untuk
memenuhi permintaan pasar. Kapasitas
kiln untuk memproduksi klinker dapat

64 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:62-77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
dilihat pada Tabel 2, klinker dan bahan
baku lainnya kemudian diolah pada mesin
cement mill. Kapasitas cement mill dapat
dilihat pada Tabel 3.
Gambar 2. Data Historis Permintaan
Semen OPC dan Non OPC
(Bagian Produksi PT Semen
Padang, 2014)
Tabel 2. Kapasitas Kiln untuk
Memproduksi Klinker
Sumber Kapasitas Harian (ton)
Indarung II 2.000
Indarung III 2.000
Indarung IV 5.000
Indarung V 8.100
Sumber : Bagian Produksi PT Semen Padang, 2014
Tabel 3. Kapasitas Cement Mill
Sumber Kapasitas Harian (ton)
Indarung II 2.400
Indarung III 2.700
Indarung IV-1 3.100
Indarung IV-2 3.000
Indarung V-1 4.600
Indarung V-2 4.600
Sumber : Bagian Produksi PT Semen Padang, 2014
Berdasarkan Gambar 2, Tabel 2 dan
Tabel 3 dapat dilihat bahwa jumlah
permintaan semen Non OPC yang
meningkat dengan kapasitas perusahaan
yang tetap membuat perusahaan harus
mengatur jadwal produksi secara optimal.
Penambahan kapasitas dapat dilakukan
dengan mengimpor klinker yang
berdampak kepada kenaikan biaya
klinker. Tabel 1 menjelaskan komposisi
klinker yang dipakai untuk memproduksi
Semen OPC lebih banyak 7%
dibandingkan dengan Semen Non OPC,
yaitu 85% untuk semen OPC dan 78%
untuk semen non OPC. PT Semen Padang
memaksimalkan produksi Semen Non OPC
karena mempunyai komposisi klinker yang
lebih rendah dan jumlah permintaan
semen Non OPC yang lebih tinggi, dengan
perbandingan target produksi 25% untuk
Semen OPC dan 75% untuk Semen Non
OPC. Kebutuhan klinker yang harus
dipenuhi oleh PT Semen Padang untuk
memenuhi permintaan pasar pada Tahun
2009 - 2013 dapat dilihat pada Gambar 3.
Berdasarkan wawancara dengan Bapak
Fajar Aristyanto selaku Kepala Biro PTP PT
Semen Padang 2014, penjadwalan tetap
mesin cement mill untuk mengolah bahan
baku menjadi Semen OPC dan Non OPC
belum ada. Berdasarkan proses produksi
aktual saat ini, produksi dilakukan dengan
melihat mesin cement mill yang idle,
sehingga terjadinya kemungkinan untuk
melakukan setup yang berulang. Proses
peralihan mesin untuk memproduksi Non
OPC ke OPC membutuhkan proses
pembilasan dengan klinker 100% untuk
menaikan persentase klinker dari 78%
menjadi 85% di mesin cement mill, produk
peralihan dengan klinker 85% yang
seharusnya merupakan kandungan semen
OPC dihitung sebagai Non OPC. Sehingga
untuk satu kali proses pembilasan mesin
untuk produk Non OPC ke OPC mengalami
kerugian klinker sebanyak 7%.
Gambar 3. Kebutuhan Klinker yang
Harus Dipenuhi Oleh PT
Semen Padang untuk
Memenuhi Permintaan Pasar
pada Tahun 2009 - 2013
(Bagian Produksi PT Semen
Padang, 2014)
Penjadwalan Cement Mill....(N. T. Putri, et al.) 65
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Jumlah pembilasan mesin cement mill
berpengaruh terhadap kapasitas klinker,
jika jumlah pembilasan semakin banyak
maka kapasitas klinker yang dibutuhkan
akan semakin meningkat. Sedangkan
klinker Indarung II, III, IV, dan V
mempunyai kapasitas yang tetap,
sehingga saat klinker tidak cukup untuk
memproduksi semen maka akan dilakukan
impor klinker. Impor klinker akan
menyebabkan bertambahnya biaya klinker
yang dikeluarkan yaitu sebanyak $5/ton
klinker. Oleh karena itu perlu ditetapkan
penjadwalan mesin cement mill untuk
memproduksi semen OPC dan Non OPC
dengan pertimbangan meminimasi jumlah
proses pembilasan agar faktor klinker
yang dibutuhkan untuk proses pembilasan
dan jumlah klinker yang diimpor dapat
diminimasi.
Penelitian ini bertujuan untuk
menentukan penjadwalan mesin cement
mill dalam memproduksi semen OPC dan
Non OPC dengan meminimasi proses
pembilasan, serta menentukan jumlah
klinker yang harus diimpor. Ruang lingkup
dalam penelitian ini meliputi penjadwalan
cement mill yang dilakukan dengan
asumsi mesin cement mill dan mesin kiln
beroperasi secara normal dengan
kapasitas tetap setiap harinya, tanpa
mempertimbangkan waktu kerusakan dan
maintenance mesin. Kajian sistem
meliputi proses di mesin kiln, klinker yang
dihasilkan, dan proses di mesin cement
mill tanpa memperhitungkan kapasitas
silo semen.
2. TINJAUAN PUSTAKA
2.1. Program Linier
Program linier didefinisikan sebagai
sebuah metode matematik yang
digunakan untuk mencapai solusi
optimum dari sebuah fungsi tujuan linier
melalui pengalokasian sumber daya yang
terbatas yang dibatasi oleh fungsi kendala
linier diantara tipe penggunaan yang
bersaing. Beberapa istilah dalam program
linier, yaitu [3] :
1. Fungsi tujuan, yaitu rumusan fungsi
yang menjadi sasaran untuk mencapai
pemecahan optimum (maksimasi atau
minimasi).
2. Fungsi kendala, yaitu rumusan dari
sediaan sumber daya yang menjadi
pembatas dalam proses optimisasi.
3. Variabel keputusan, yaitu peubah yang
akan dicari nilainya melalui proses
optimisasi, maksimasi, atau minimasi.
4. Pemecahan optimum, terdiri dari
program maksimasi (berupa kontribusi,
keluaran, dan penjualan) dan minimasi
(berupa biaya).
2.2. Penjadwalan
Penjadwalan merupakan kegiatan
pengalokasian sumber daya untuk
mencapai suatu tujuan, baik itu pemilihan
sumber daya, pengorganisasian,
penentuan waktu kerja, untuk
melaksanakan aktivitas yang diperlukan
untuk mencapai keluaran yang diinginkan,
memenuhi waktu dan kendala yang ada
[4].
2.3. Pemodelan Sistem
[1] mendefinisikan pemodelan sistem
sebagai proses dari melakukan konseptual
sistem. Pada pemodelan sistem akan
diaplikasikan konsep serta pemikiran
sistem pada real life problematic situation.
Hal ini harus relevan untuk dilakukan
analisis dari masalah tersebut.
Langkah – langkah dalam pemodelan
sistem adalah :
1. Ringkasan Situasi
2. Deskripsi Sistem Relevan
3. Model Sistem
4. Influence Diagram
5. Pemodelan Matematis
6. Verifikasi dan Validasi Model
3. METODOLOGI PENELITIAN
Tahapan yang dilakukan pada
penelitian adalah :
3.1. Studi Pendahuluan
Studi pendahuluan merupakan langkah
awal dalam melakukan penelitian. Studi
pendahuluan pada penelitian ini terdiri
dari survei sistem ke PT Semen Padang
dan studi literatur. Berikut hasil survei
sistem dan studi literatur yang dilakukan.

66 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:62-77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
3.1.1. Survei Sistem
Survei sistem dilakukan dengan cara
wawancara dengan Bapak Titut Eryanto,
selaku Kepala Bidang Klinker Produksi
Indarung V PT Semen Padang, (2015),
dan Ibu Ratnawati, selaku Kepala Bidang
Pengendalian dan Pelaporan Produksi PT
Semen Padang, (2015), mengenai kondisi
produksi semen OPC dan non OPC,
kapasitas, target produksi, serta data
historis penjualan semen OPC dan non
OPC PT Semen Padang.
3.1.2. Studi Literatur
Tahapan selanjutnya adalah melakukan
studi literatur, yaitu mencari,
mengumpulkan, dan memahami jurnal
atau buku yang berhubungan dengan
kajian pada penelitian ini. Materi yang
berhubungan diantaranya adalah
penjadwalan produksi dan pemodelan
sistem. Studi literatur membantu dalam
pemecahan masalah yang terdapat pada
penelitian ini.
3.2. Identifikasi Masalah
Identifikasi masalah dilakukan untuk
mengetahui permasalahan yang terjadi di
PT Semen Padang. Berdasarkan hasil
wawancara yang telah dilakukan, terdapat
permasalahan yaitu kapasitas klinker
(bahan baku semen) yang terbatas
sehingga PT Semen Padang harus
mengalokasikan pemakaian klinker secara
optimal untuk memproduksi dua jenis
semen, yaitu Semen OPC dan Semen Non
OPC. Penjadwalan tetap mesin cement mill
untuk mengolah bahan baku menjadi
Semen OPC dan Non OPC belum ada.
Berdasarkan proses produksi aktual saat
ini, produksi dilakukan dengan melihat
mesin cement mill yang idle, sehingga ada
kemungkinan untuk melakukan setup
yang berulang. Untuk satu kali proses
pembilasan mesin untuk produk Non OPC
ke OPC, PT Semen Padang mengalami
kerugian klinker sebanyak 7%. Jumlah
pembilasan yang meningkat dengan
kapasitas klinker yang tetap
menyebabkan jumlah klinker yang harus
diimpor dan biaya klinker yang
dikeluarkan oleh PT Semen Padang akan
semakin besar. Berdasarkan
permasalahan tersebut, perlu dilakukan
penjadwalan mesin cement mill untuk
memproduksi semen OPC dan Non OPC
dengan meminimasi jumlah pembilasan
agar faktor klinker yang terpakai untuk
melakukan proses pembilasan dan jumlah
impor klinker dapat diminimasi.
3.3. Perumusan Masalah
Perumusan masalah pada penelitian ini
adalah bagaimana melakukan
penjadwalan cement mill untuk
memproduksi semen OPC dan semen Non
OPC dengan meminimasi jumlah
pembilasan sehingga faktor klinker yang
terpakai untuk proses pembilasan dan
jumlah impor klinker dapat diminimasi.
3.4. Formulasi Model Penjadwalan
Produksi
Formulasi model untuk meminimasi
jumlah pembilasan mesin cement mill
terdiri dari beberapa tahap, yaitu :
1. Menentukan karakteristik sistem
Menentukan karakteristik sistem yaitu
penggambaran sistem produksi aktual
PT Semen Padang saat ini, sistem
aktual digunakan untuk
menggambarkan keadaan perusahaan
yang nantinya akan diambil keputusan
terhadap permasalahan yang terjadi di
perusahaan.
2. Pengumpulan Data
Data yang dikumpulkan pada penelitian
ini adalah sebagai berikut.
a. Data historis permintaan terhadap
Semen OPC dan Semen Non OPC PT
Semen Padang.
b. Data produksi aktual semen OPC dan
Non OPC PT Semen Padang.
c. Data kapasitas kiln untuk
mengasilkan klinker dan data
kapasitas mesin cement mill
Indarung II, III, IV, dan V.
d. Data waktu dan proses setup semen
OPC ke Non OPC dan sebaliknya.
Data ini diperoleh dari bagian produksi
dan pemasaran PT Semen Padang.
3. Formulasi Model untuk Meminimasi
Faktor Klinker untuk Melakukan Proses
Pembilasan dan Jumlah Impor Klinker.

Penjadwalan Cement Mill....(N. T. Putri, et al.) 67
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Penyusunan model mencakup
penetapan fungsi tujuan, penentuan
parameter dan variabel keputusan serta
batasan yang terdapat untuk meminimasi
jumlah klinker yang dipakai dalam proses
pembilasan dan jumlah klinker impor.
Berdasarkan model yang dirancang
didapatkan minimasi proses pembilasan,
penjadwalan cement mill untuk
melakukan proses produksi semen OPC
dan Non OPC, dan jumlah klinker impor.
3.5. Penutup
Penutup terdiri dari kesimpulan dari
hasil penelitian yang telah dilakukan dan
saran untuk penelitian yang akan
dilakukan selanjutnya.
4. HASIL DAN PEMBAHASAN
4.1. Karakteristik Sistem
Penelitian ini menguraikan
permasalahan yang terjadi pada bagian
produksi PT Semen Padang yang
berhubungan dengan proses pembilasan
mesin cement mill, kapasitas klinker, dan
penjadwalan produksi semen untuk mesin
cement mill.
Kiln Indarung II
Kiln Indarung IV
Kiln Indarung III
Cement Mill Indarung II
Cement Mill Indarung III
Cement Mill Indarung IV-1
Cement Mill Indarung IV-2
Kiln Indarung V
Cement Mill Indarung V-1
Cement Mill Indarung V-2
Silo Semen
(Semen OPC dan Non OPC dipisah)
Silo Semen
(Semen OPC dan Non OPC dipisah)
Silo Semen Teluk Bayur
Distribusi Via Darat
Distribusi Via Laut
Silo Klinker
Silo Klinker
Silo Klinker
Gambar 4. Aliran Proses Produksi Semen
dari Mesin Kiln, Mesin Cement
mill, Silo Semen, Hingga
Pendistribusian Semen PT
Semen Padang
Klinker diproduksi oleh mesin kiln
kemudian digiling pada mesin cement mill
dengan menambahkan gypsum,
pozzoland, dan lime stone untuk
menghasilkan semen. Jumlah klinker yang
diproduksi dipengaruhi oleh kapasitas
mesin kiln dan ketersediaan silo untuk
menampung klinker yang sudah jadi.
PT Semen Padang melakukan
perencanaan produksi setiap tahunnya
dengan mengambil kebijakan untuk tetap
mengoperasikan mesin cement mill
walaupun jumlah klinker yang diproduksi
tidak mencukupi kebutuhan. Kekurangan
klinker ini diatasi dengan melakukan
impor agar demand yang ada dapat
terpenuhi.
Aliran proses produksi semen dari
mesin kiln, mesin cement mill, silo semen,
hingga pendistribusian semen PT Semen
Padang dapat dilihat pada Gambar 4.
4.2. Penjadwalan Cement mill Aktual
PT Semen Padang saat ini mempunyai
enam buah mesin cement mill, yaitu
Indarung II, III (Z2, Z3), Indarung IV
(Z4.1, Z4.2), dan Indarung V (Z5.1,
Z5.2). Kapasitas produksi harian mesin
cement mill
Penjadwalan cement mill aktual untuk
menggiling semen OPC, PPC, dan PCC saat
ini terbagi atas :
Z2, Z3 : 25% menggiling OPC dan 75%
menggiling PPC
Z4.1, Z4.2, Z5.1, Z5.2 : 25% menggiling
OPC dan 75% menggiling PCC
Peralihan (setup) mesin cement mill
dalam menggiling semen OPC menjadi
Non OPC dan sebaliknya, dari semen Non
OPC menjadi semen OPC adalah sebagai
berikut :
1. OPC menjadi Non OPC, penurunan
faktor klinker dari 85% menjadi 78%
dan tidak memerlukan proses
pembilasan (lebih kurang lima menit).
2. Non OPC menjadi OPC, peningkatan
faktor klinker dari 78% menjadi 85%
dengan dilakukannya proses
pembilasan, yaitu mengatur mesin
cement mill sesuai komposisi OPC,
dengan menambahkan faktor klinker
murni 100%. Setiap satu kali proses
pembilasan mengalami kerugian klinker
sebanyak 7% karena semen Non OPC
yang diproduksi mengandung faktor
klinker sebanyak 85%. Proses

68 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:62-77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
pembilasan memerlukan waktu lebih
kurang dua jam.
Penjadwalan cement mill aktual saat ini
tergantung kepada mesin cement mill
yang menganggur yang menyebabkan
tidak teraturnya peralihan (setup) semen
yang akan digiling oleh cement mill. Hal ini
berdampak kepada kerugian klinker pada
saat proses pembilasan mesin cement mill
untuk menggiling Non OPC menjadi OPC.
Semakin tinggi frekuensi pembilasan yang
terjadi, maka akan semakin besar jumlah
klinker yang dibutuhkan untuk memenuhi
target produksi sehingga terjadi kenaikan
faktor klinker pada produksi. Sementara
itu klinker mempunyai kapasitas yang
terbatas dan harus dilakukan impor untuk
memenuhi target produksi.
4.3. Influence Diagram
Berdasarkan karakteristik sistem
diatas, dapat dilihat keterkaitan antar
elemen dalam sistem produksi PT Semen
Padang. Keterkaitan tersebut
digambarkan dalam influence diagram
yang menampilkan hubungan antara
output, input, dan komponen dalam
sistem produksi PT Semen Padang.
Total klinker impor dan yang
dibutukan untuk pembilasan
Total klinker
yang dibutuhkan
untuk
pembilasan
Klinker yang
diimpor
Jumlah
pembilasan
Penjadwalan
Produksi di
Mesin Cement
Mill
Permintaan
Kapasitas
Cement Mill
Klinker
Kapasitas
Kiln
Persediaan
Klinker
Faktor klinker
yang dibutuhkan
per sekali proses
pembilasan
Gambar 5. Influence Diagram untuk
Menentukan Kebutuhan
Klinker dan Penjadwalan
Mesin Cement Mill PT
Semen Padang
Influence diagram untuk menentukan
kebutuhan klinker dan penjadwalan mesin
cement mill PT Semen Padang dapat
dilihat pada Gambar 5.
4.4. Formulasi Model
Formulasi model dibuat untuk
menggambarkan karakteristik sistem
dalam menentukan jadwal mesin cement
mill untuk memproduksi semen dan
meminimasi proses pembilasan mesin
cement mill yang mengacu kepada
pengembangan model program linier.
Tujuan utama penentuan jadwal produksi
mesin cement mill adalah untuk
mengurangi jumlah proses pembilasan
mesin cement mill dalam memproduksi
semen OPC dan semen Non OPC. Jumlah
pembilasan akan berpengaruh kepada
pemakaian faktor klinker dan jumlah
impor klinker. Satu kali proses pembilasan
terhitung sebagai kerugian pemakaian
klinker sebanyak 7% dari kapasitas klinker
yang tersedia. Berdasarkan hal ini dapat
ditentukan penjadwalan mesin cement
mill untuk memproduksi OPC dan Non
OPC, dengan beberapa asumsi yang
digunakan yaitu:
1. Penjadwalan cement mill untuk
memproduksi OPC dan Non OPC
dilakukan setiap hari selama satu tahun
(365 hari)
2. Setiap mesin cement mill memproduksi
satu produk (OPC atau Non OPC) dalam
satu hari.
3. Mesin kiln dan cement mill selalu dalam
keadaan normal, tidak terjadi
gangguan atau kerusakan.
Setelah ditentukan beberapa asumsi
yang digunakan dalam pemodelan, maka
dirumuskan parameter, variabel
keputusan, fungsi tujuan, dan kendala
(batasan yang digunakan dalam model)
yang dijelaskan sebagai berikut.
i = indeks untuk menyatakan hari
j = indeks untuk menyatakan produk (j1
dan j2)
k = indeks untuk menyatakan mesin
cement mill
l = indeks untuk menyatakan kiln
m = indeks untuk menyatakan klinker
n = indeks untuk menyatakan silo
klinker

Penjadwalan Cement Mill....(N. T. Putri, et al.) 69
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Parameter :
1. pembilasan (j2, j1)
Klinker yang terpakai untuk pembilasan
dari produk j2 ke produk j1 (ton per
hari).
2. demand (i, j)
Jumlah permintaan produk j pada hari
ke-i (ton per hari)
3. kapasitasc (i,k)
Kapasitas produksi mesin cement mill k
pada hari ke-i (ton per hari)
4. kapasitasl (i,l)
Kapasitas produksi mesin kiln l pada
hari ke-i (ton per hari)
5. kapasitasn (n)
Kapasitas silo klinker (ton)
6. P (m)
Banyak klinker yang diimpor (ton)
7. Q (i,m)
Banyak klinker yang diproduksi pada
hari ke-i (ton per hari)
8. inv (i,m)
Persediaan klinker pada hari ke- i (ton)
9. S (i,k,m)
Jumlah klinker yang masuk ke mesin
cement mill k pada hari ke-i (ton per
hari)
10. I : Banyaknya hari kerja (365 hari)
11. J : Jenis produk (j1 dan j2)
12. K : Banyaknya mesin cement mill
yang tersedia (6 mesin)
13. L : Banyaknya mesin kiln (4 mesin)
14. N : Banyaknya silo klinker (4 silo)
15. Z : Banyak klinker yang dibutuhkan
16. bin (i,j2,j1,k)
1 ; Jika produk j2 diproduksi sebelum
produk j1 pada hari ke-i mesin ke-k
(ada pembilasan)
0 ; selainnya
17. Y (i,j,k)
1 ; Jika produk j diproduksi pada hari
ke-i mesin ke-k
0 ; selainnya
Variabel Keputusan :
X (i,j,k) = Jumlah produk j yang
diproduksi mesin k pada hari
ke-i (ton per hari)
Fungsi Tujuan :
Minimasi Z = (1)
Kendala Tingkat Produksi (Klinker) :
1. Jumlah klinker m yang diproduksi pada
hari ke-i tidak boleh melebihi kapasitas
mesin kiln per harinya.
Q (i,m) ≤ kapasitasl (i,l) (2)
Kendala Tingkat Produksi (Produk) :
1. Jika produk j diproduksi pada hari ke-i
mesin k maka jumlah produk yang
diproduksi tersebut tidak boleh
melebihi kapasitas mesin cement mill
per harinya.
X (i,j,k) ≤ kapasitas c (i,k) . Y (i,j,k)
(3)
2. Jika mesin cement mill k memproduksi
produk j1 pada hari i-1 dan produk j2
pada hari ke-i, maka nilai bin (i,j2,j1,k)
adalah 0, jika mesin cement mill k
memproduksi produk j2 pada hari i-1
dan produk j1 pada hari ke-i, maka nilai
bin (i,j2,j1,k) adalah 1. Jumlah produk
yang diproduksi tidak boleh melebihi
kapasitas mesin cement mill per
harinya.
X (i,j,k) ≤ kapasitasc (i,k) . bin
(i,j2,j1,k)
(4)
3. Jika produk j diproduksi pada hari ke-i
mesin k maka jumlah produk yang
diproduksi tidak boleh melebihi
demand.
X (i,j,k) ≤ demand (i,j) (5)
4. Jika produk j diproduksi pada hari ke-i
mesin k, maka jumlah faktor klinker di
dalam produk yang diproduksi tidak
boleh melebihi jumlah persediaan
klinker. Untuk produk j1, faktor klinker
sebanyak 0,85 dan untuk produk j2,
faktor klinker sebanyak 0,78.
S (i,k,m) ≤ inv (i,m)
+
≤ inv (i,m) (6)
5. Kendala untuk memastikan bahwa
setiap mesin cement mill memproduksi
satu produk (OPC atau Non OPC) dalam
satu hari.
= 1 (7)
Kendala Persediaan Klinker :
1. Jumlah persediaan klinker di hari ke-i
sama dengan jumlah persediaan di hari
ke- i-1 ditambah dengan klinker yang

70 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:62-77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
diproduksi pada hari ke-i dikurangi
dengan klinker yang masuk ke mesin
cement mill untuk memproduksi
produk.
inv (i,m) = inv (i-1, m) + Q (i,m)
–S (i,k,m) (8)
2. Jumlah persediaan klinker tidak boleh
melebihi kapasitas silo klinker. inv (i,m) ≤ kapasitasn (n) (9)
3. Jika jumlah klinker tidak mampu
memenuhi demand maka dilakukan
impor sebanyak jumlah faktor klinker di
dalam demand dikurangi dengan faktor
klinker di dalam jumlah produksi.
P (m) =
-
(10)
Kendala Variabel Biner :
1. Y (i,j,k) adalah bilangan biner
Y(i,j,k) (11)
2. bin (i,j1,j2,k) adalah bilangan biner
bin (i,j2,j1,k) (12)
4.5. Penyelesaian Model
Penyelesaian model dilakukan dengan
menggunakan software Lingo 15.0.
Output software Lingo 15.0 yang
dihasilkan berupa minimasi proses
pembilasan, jumlah impor klinker, dan
penjadwalan mesin cement mill.
Penjadwalan cement mill untuk
meproduksi semen OPC dan Non OPC
dapat dilihat pada Lampiran 1.
5. KESIMPULAN DAN SARAN
5.1. Kesimpulan
Kesimpulan yang didapat pada
penelitian ini adalah :
1. Penjadwalan mesin cement mill per
bulan untuk memproduksi semen OPC
dan non OPC dapat dilihat pada Tabel
4. Proses pembilasan terjadi di
Indarung II, III, V-1, dan V-2, jumlah
proses pembilasan untuk Indarung II
dan III adalah sebanyak satu kali,
Indarung V-1 adalah sebanyak 49 kali,
serta Indarung V-2 adalah sebanyak 47
kali.
2. Jumlah klinker yang diimpor adalah
sebesar 385.929 ton.
5.2. Saran
Saran yang diberikan untuk penelitian
selanjutnya adalah :
1. Penjadwalan cement mill untuk
penelitian selanjutnya dilakukan
dengan mempertimbangkan waktu
kerusakan dan maintenance mesin.
2. Sistem yang dikaji meliputi proses di
semua mesin dan produksi semen
mempertimbangkan keadaan silo
semen.
Tabel 4. Penjadwalan Mesin Cement Mill per Bulan

Penjadwalan Cement Mill....(N. T. Putri, et al.) 71
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
DAFTAR PUSTAKA
[1] Daellenbach, Hans G. (1995). System
and Decision Making : A Management
Sciene Approach. England : John
Wiley andSons Ltd.
[2] Departemen Perindustrian Indonesia.
(2010). Laporan Perkembangan
Komoditi Industri Terpilih Triwulan IV.
[3] Haming, Murdifin., Nurnajamuddin,
Mahfud. (2014). Manajemen Produksi
Modern (Operasi Manufaktur dan
Jasa). (Edisi 3). Jakarta : Bumi
Aksara.
[4] Hartini, Sri. (2011). Teknik Mencapai
Produksi Optimal. Bandung : Lubuk
Agung.
[5] Peraturan Menteri Perindustrian
Republik Indonesia No. 16 / M – IND /
PER / 3 / 2014 Tentang Ketentuan
Teknis Semen Cilnker dan Semen.
(2014).
[6] PT Semen Padang. (2013). Annual
Report PT Semen Padang.
[7] Sarker, Ruhul A. (2008). Optimization
Modelling : A Practical Introduction.
USA: CRCPress.
[8] Simatupang, Togar M. (1995).
Pemodelan Sistem. Klaten : Kanida.
[9] Slamet, Riyadi. (2011). Penjadwalan
Mesin Kemas Identik Paralel pada
Industri Yoghurt Menggunakan
Pemrograman Linear Integer. (Tugas
Akhir). Bogor : Institut Pertanian
Bogor.
[10] www.asi.or.id. Asosiasi Semen
Indonesia (2013) : Perkembangan
Industri Semen di Indonesia Tahun
2012-2016. Diakses pada 29 Oktober
2014 jam 11.01 WIB.

72 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:62-77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
LAMPIRAN 1
PENJADWALAN CEMENT MILL UNTUK SEMEN OPC DAN NON OPC
Tabel 1.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-1
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 1.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-1
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 2.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-2
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 2.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-2
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400

Penjadwalan Cement Mill....(N. T. Putri, et al.) 73
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 3.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-3
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 3.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-3
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 4.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-4
Jenis semen
Mesin
Cement Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 4.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-4
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill
(ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400

74 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:62-77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 5.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-5
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 5.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-5
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 6.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-6
Jenis semen
Mesin
Cement Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 6.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-6
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill
(ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400

Penjadwalan Cement Mill....(N. T. Putri, et al.) 75
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 7.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-7
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Non OPC 4600
OPC Indarung V-2
4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 7.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-7
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
OPC Indarung II
2400
Non OPC 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
OPC Indarung III
2700
Non OPC 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600 4600 4600 4600 4600 4600 4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 8.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-8
Jenis semen
Mesin
Cement Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2380 2400 2400 2400 2391 2400 2397 2399 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2683 2686 2700 2700 2694 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20380 20383 20386 20388 20391 20394 20397 20399 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 8.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-8
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill
(ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400

76 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:62-77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 9.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-9
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 9.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-9
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 10.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-10
Jenis semen
Mesin
Cement Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 10.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-10
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill
(ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
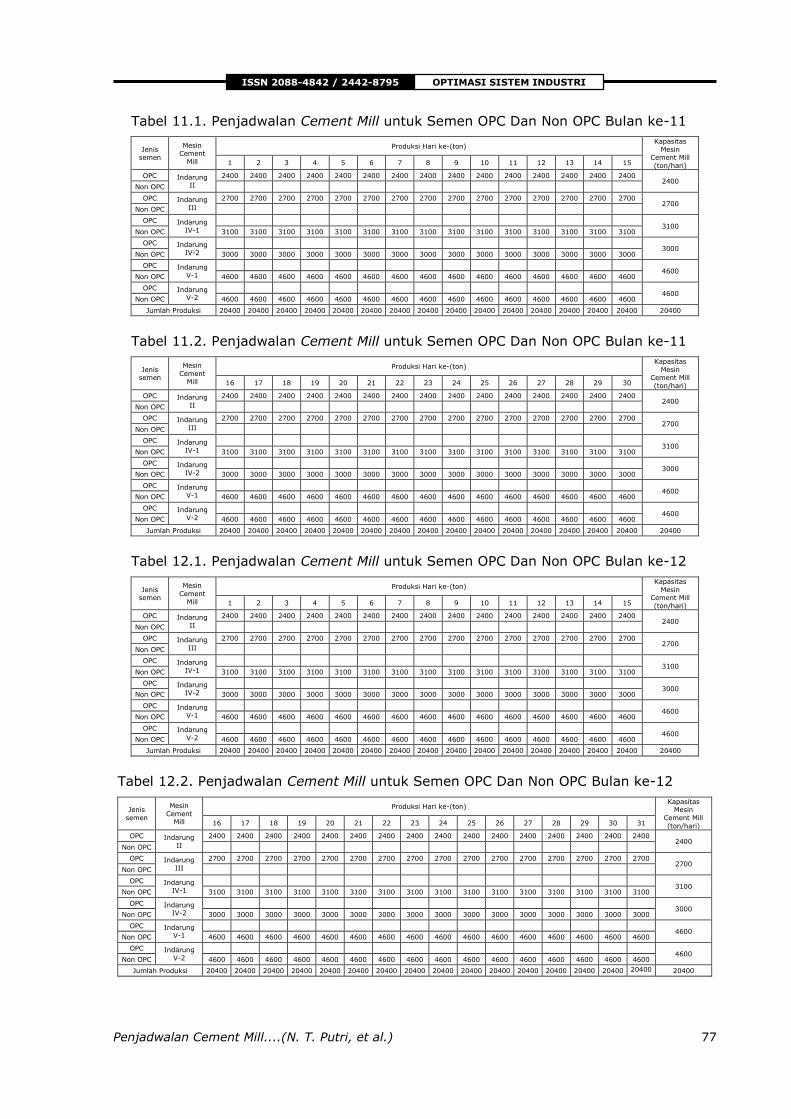
Penjadwalan Cement Mill....(N. T. Putri, et al.) 77
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 11.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-11
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 11.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-11
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 12.1. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-12
Jenis semen
Mesin
Cement Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill (ton/hari) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400
Tabel 12.2. Penjadwalan Cement Mill untuk Semen OPC Dan Non OPC Bulan ke-12
Jenis semen
Mesin Cement
Mill
Produksi Hari ke-(ton) Kapasitas
Mesin Cement Mill
(ton/hari) 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
OPC Indarung II
2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400 2400
Non OPC
OPC Indarung III
2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700 2700
Non OPC
OPC Indarung IV-1
3100
Non OPC 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100 3100
OPC Indarung IV-2
3000
Non OPC 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000 3000
OPC Indarung V-1
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
OPC Indarung V-2
4600
Non OPC 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600 4600
Jumlah Produksi 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400 20400

78 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:78-86
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
PENGEMBANGAN MODEL ECONOMIC PRODUCTION QUANTITY (EPQ) DENGAN SINKRONISASI DEMAND KONTINU DAN DISKRIT SECARA SIMULTAN
Nurike Oktavia, Henmaidi, Jonrinaldi Teknik Industri, Fakultas Teknik, Universitas Andalas, Padang
Email: [email protected]
Abstract
The most popular inventory model to determine production lot size is Economic Production Quantity
(EPQ). It shows enterprise how to minimize total production cost by reducing inventory cost. But,
three main parameters in EPQ which are demand, machine set up cost, and holding cost, are not suitable to solve issues nowadays. When enterprise has two types of demand, continue and discrete demand, the basic EPQ would be no longer useful. Demand continue comes from customer who wants their needs to be fullfilled everytime per unit time, while fullfillment of demand descrete is at a fixed interval of time. Literature review is done by writers to observe other formulation of EPQ model. As there is no other research can be found which adopt this topic, this study try to develop
EPQ model considering two types of demand simoultaneously.
Keywords: Economic Production Quantity, demand kontinue, demand discrete
Abstrak
Model persediaan yang paling banyak digunakan dalam menentukan ukuran lot produksi adalah Economic Production Quantity (EPQ). Model EPQ mengarahkan perusahaan agar dapat
meminimalkan total biaya produksi dengan mereduksi biaya inventori. Parameter model dasar EPQ adalah demand, biaya setup mesin dan biaya simpan persediaan. Ketiga parameter ini saja tidak
cukup untuk menghadapi isu-isu yang dihadapi di dunia nyata. Salah satunya adalah ketika perusahaan memiliki dua tipe demand yaitu (1) demand kontinu yang pemenuhannya dilakukan setiap saat per satuan waktu dan (2) demand diskrit yang pemenuhannya dilakukan dalam suatu rentang waktu tertentu. Sejauh literature review yang dilakukan oleh penulis, belum ditemukan formulasi model EPQ yang mempertimbangkan kedua tipe demand tersebut. Sehingga, penelitian ini
berusaha mengembangkan model Economic Production Quantity / EPQ untuk menentukan ukuran lot produksi dengan mempertimbangkan dua tipe demand kontinu dan diskrit secara simultan.
Kata kunci: Economic Production Quantity, demand kontinu, demand diskrit
1. PENDAHULUAN
Perencanaan produksi adalah langkah
yang sangat penting [1] karena
merupakan proses menerjemahkan
strategi dan tujuan perusahaan kedalam
kegiatan produksi [2], salah satu
prosesnya yaitu menentukan berapa
ukuran lot produksi perusahaan. Model
persediaan yang paling banyak digunakan
dalam menentukan ukuran lot produksi
adalah Economic Production Quantity /
EPQ [3]. Model EPQ mengarahkan
perusahaan agar dapat meminimalkan
total biaya produksi dengan mereduksi
biaya inventori [4]. Ballou (1992)
menyebutkan bahwa terdapat tiga
parameter model dasar EPQ yaitu
demand, biaya setup produksi dan biaya
simpan persediaan per unit [5]. Akan
tetapi, Kostic (2007) berpendapat bahwa
ketiga parameter ini saja tidak cukup
untuk menghadapi isu-isu yang dihadapi
di lapangan kerja [6] karena model EPQ
klasik belum mengadopsi kondisi-kondisi
realistis di perusahaan [7]. Sehingga
banyak peneliti mengembangkan model
EPQ klasik agar dapat memberi
penyelesaian lebih akurat demi menjaga
kepuasan stakeholder perusahaan dan

Pengembangan Model Economic.... (N. Oktavia, et al.) 79
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
meminimalkan biaya persediaan.
Pengembangan model EPQ yang begitu
luas mencakup kondisi produk multi-item,
adanya kebijakan backorder, berkaitan
dengan produk yang terdeteriorasi,
adanya produk cacat, hingga kegiatan
rework. Model EPQ klasik menjabarkan
kegiatan produksi dilakukan dalam
memenuhi demand produk yang
pemenuhan ke konsumennya dilakukan
setiap saat per satuan waktu. Namun,
pada situasi real di lapangan banyak
kondisi-kondisi yang menyebabkan
sebuah perusahaan tidak dapat
menerapkan model ini. Salah satunya
adalah situasi dimana perusahaan juga
memiliki demand diskrit [8], yaitu demand
yang dipenuhi dalam setiap rentang waktu
tertentu. Ketika perusahaan juga memiliki
tipe demand diskrit, maka sebagian hasil
produksi akan tersimpan lebih lama di
gudang dan meningkatkan biaya simpan
produk. Hal ini dikarenakan sifat dari
demand diskrit yang menyebabkan
pengiriman produk tidak dilakukan setiap
saat. Produk yang telah diproduksi
disimpan selama rentang waktu
pengiriman.
Sebuah sistem persediaan dengan
demand diskrit dirasa lebih alami dalam
konteks persediaan dinamis [6], walaupun
masih belum banyak pengembangan
penelitian di area ini [8]. Beberapa peneliti
yang mempertimbangkan demand diskrit
dalam model EPQ mereka antara lain Chiu
et al (2009), Chiu et al (2012), Wu et al
(2014), Taleizadeh (2015) dan Chiu et al
(2014) [9,10,11,12,8]. Akan tetapi,
penelitian – penelitian tersebut baru
berfokus pada kondisi demand diskrit saja,
sementara adanya demand kontinu dan
diskrit secara bersamaan merupakan
pemasalahan realistis yang dihadapi
perusahaan saat ini.
Permasalahan muncul ketika pengambil
keputusan harus menentukan jadwal
produksi yang mampu memenuhi dua tipe
demand tersebut dengan
mempertimbangkan biaya persediaan.
Kondisi ini mempengaruhi penentuan
ukuran lot optimal yang tidak lagi dapat
menggunakan perhitungan model EPQ
klasik karena biaya simpan yang menjadi
lebih besar akibat adanya pemenuhan
demand diskrit, sehingga perusahaan
harus dapat menentukan kapasitas
produksi optimal dengan
mempertimbangkan adanya
penambahaan biaya simpan tersebut. Jika
perusahaan memproduksi produk dengan
jumlah melebihi kapasitas optimal, maka
akan berdampak pada tingginya biaya
persediaan dan menumpuknya persediaan
tiap akhir siklus. Sebaliknya, jika produksi
kurang dari kapasitas optimal maka akan
terjadi stockout yang dapat
mengakibatkan customer satisfaction
menurun, lost sales hingga biaya set up
tambahan jika diizinkan adanya
backorder.
Sejauh literature review yang dilakukan
oleh penulis, belum ditemukan penelitian
mengenai Economic Production Quantity
(EPQ) untuk memperhitungkan ukuran lot
produksi dan frekuensi pengiriman
optimal dengan mempertimbangkan
demand kontinu dan diskrit secara
simultan. Oleh karena itu, penelitian ini
akan mencoba mengembangkan model
Economic Production Quantity (EPQ)
dengan mempertimbangkan kondisi
tersebut.
2. TINJAUAN PUSTAKA
2.1. Persediaan
Menurut Rangkuti (2004) [13],
persediaan merupakan bahan-bahan/raw
material, bagian yang disediakan, serta
produk dalam sebuah proses/work-in-
process yang terdapat dalam perusahaan
untuk proses produksi, serta barang-
barang jadi atau produk yang disediakan
untuk memenuhi permintaan dari
konsumen atau pelanggan setiap waktu.
Persediaan pada umumnya tersimpan di
gudang, halaman/lapangan, lantai
produksi, peralatan transportasi dan rak-
rak penyimpanan retailer [5].
Perencanaan persedian bertujuan
untuk mengatur dan mengkoordinasi
persediaan, serta mencangkup prinsip,
konsep, dan teknik yang dibutuhkan
dalam menentukan hal-hal berikut
[14,15]:
1. Barang apa yang dipesan
2. Berapa banyak barang dipeasn
3. Kapan barang diperlukan

80 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:78-86
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
4. Kapan perlu memesan untuk kegiatan
produksi atau purchasing
5. Bagaimana dan dimana barang akan
disimpan
6. Metode distribusi
Ketika sistem persediaan di sebuah
perusahaan tidak terkordinasi dengan baik
maka akan menimbulkan berbagai
masalah dalam rantai pasoknya, seperti
kurang matangnya perencanaan produksi
dan pengambilan keputusan
replenishment, menyebabkan service
level pelanggan yang rendah serta
tingginya biaya operasional [16].
Assauri (2004) menyebutkan tujuan
pengendalian persediaan adalah [17]:
1. Menjaga agar perusahaan tidak
kehabisan persedian yang dapat
mengakibatkan terhentinya kegiatan
produksi dan menurunkan service level
perusahaan.
2. Menjaga agar jumlah persediaan tidak
terlalu besar untuk mencegah
timbulnya biaya simpan yang tinggi.
3. Meminimasi pemesanan bahan baku
dalam lot kecil untuk mengurangi biaya
pesan.
2.2. Model Persediaan
Model persediaan klasik, yaitu
Economic Order Quantity (EOQ),
menerangkan perhitungan untuk
menentukan jumlah persediaan yang
harus dipesan dengan menyeimbangkan
biaya simpan dan biaya pesan [18, 19].
Model tersebut kemudian dikembangkan
untuk menentukan ukuran lot size
produksi perusahaan dalam bentuk
Economic Production Quantity (EPQ).
Formulasi EPQ berusaha untuk
meminimalkan total biaya persediaan
dengan menyeimbangkan agar lot
produksi perusahaan semaksimal
mungkin tetapi biaya simpan dan biaya
pesan dapat seminimal mungkin. Model
EPQ melibatkan kegiatan produksi produk
sesuai demand, bukan membeli barang
sesuai kebutuhan. Aspek biaya yang
terlibat dalam model EPQ adalah [20]:
1. Biaya Produksi
Biaya aktual yang dikeluarkan untuk
memproduksi satu unit produk.
2. Biaya Setup
Biaya tetap yang dikeluarkan ketika
mengorder satu lot produksi dan ketika
mengatur mesi dan peralatan yang
digunakan untuk produksi.
3. Biaya Simpan
Biaya yang dihubungkan dengan
kegiatan maintanance persediaan,
termasuk biaya gudang, administrasi,
asuransi hingga depresiasi produk.
2.3. Demand Kontinu dan Diskrit
Kegiatan produksi berlandaskan pada
kemampuan perusahaan dalam
memenuhi demand yang datang dari
konsumen. Sehingga dikembangkan
berbagai macam metode sebagai usaha
untuk memenuhi demand tersebut agar
dapat mengoptimalkan margin
perusahaan.
p
tp t
I(t)
i
Q
Demand
diskrit
td
p
Demand
kontinu
tp ttd
I(t)
(a)
(b)
-d
-d
Gambar 1. Jumlah Persediaan Model EPQ
Pada Tipe Demand (a)Kontinu
dan (b)Diskrit sumber: Kostic (2007) [6]
Model EPQ merupakan salah satu
metode tersebut dengan menyeimbangkan
trade-off antara-biaya-biaya yang
keluarkan untuk kegiatan produksi dengan
kemampuan pemenuhan demand.

Pengembangan Model Economic.... (N. Oktavia, et al.) 81
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tipe demand yang diadaptasi pada
model EPQ selama ini kebanyakan adalah
demand kontinu, dengan kondisi produk
akan dikirimkan secara terus menerus
setiap saat per satuan waktu. Sedangkan
dalam kondisi real di lapangan, banyak
perusahaan menerima demand dengan
tipe diskrit, yaitu permintaan produk yang
dipenuhi oleh pihak manufaktur dalam
suatu interval waktu tertentu i. Frekeuensi
pengiriman demand diskrit terjadi n kali
dalam setiap siklus. Gambar 1.
memperlihatkan perbedaan jumlah
persediaan (inventory on-hand) per
satuan waktu pada model EPQ dengan
demand kontinu dan diskrit.
Gambar 1. menggambarkan jumlah
persediaan yang disimpan di gudang
untuk demand tipe kontinu dan diskrit.
Asumsi pada gambar tersebut adalah
bahwa ukuran lot produksi Q kedua tipe
demand adalah sama, serta selama masa
produksi tp tidak terdapat konsumsi
demand. Pemenuhan demand d dimulai
pada saat td. Grafik (a)
memperlihatkanbahwa ketika produk
dikirim kepada konsumen setiap saat per
satuan waktu, grafik akan membentuk
garis linear. Sedangkan pada grafik (b),
terlihat bahwa demand dikirimkan kepada
konsumen dalam kapasitas angkut yang
besar dan antara interval waktu tertentu i.
Kedua bentuk persediaan ini akan
mempengaruhi jumlah persediaan rata-
rata serta biaya simpan produk.
3. METODOLOGI PENELITIAN
Metodologi penelitian menjelaskan
langkah-langkah yang dilakukan dalam
melaksanakan sebuah penelitian. Terkait
dengan penelitian yang akan dilakukan,
berikut merupakan tahapan-tahapan dari
penelitian tersebut.
3.1. Literature Review
Tahap ini dimulai dengan melakukan riset
tentang perkembangan model Economic
Production Quantity (EPQ) yang dilakukan
dengan me-review jurnal–jurnal penelitian
terdahulu. Hal ini dilakukan untuk mencari
penelitian yang dapat mendukung dan
menentukan apakah penelitian yang akan
diangkat saat ini pernah dilakukan
sebelumnya atau tidak. Hingga akhirnya
diperoleh posisi penelitian yang akan akan
dikembangkan saat ini (state of art).
Selain itu, studi literatur dilakukan untuk
mendapatkan referensi yang berkaitan
dengan penelitian yang dilakukan, sehingga
nantinya diperoleh teori pendukung yang
digunakan dalam menyelesaikan
permasalahan.
3.2. Identifikasi dan Rumusan Masalah
Identifikasi masalah bertujuan untuk
menentukan masalah apa yang akan
diselesaikan dalam penelitian, kemudian
permasalahan tersebut dirumuskan sehingga
menjadi jelas aspek yang akan diteliti.
3.3. Formulasi Model
Formulasi model EPQ dilakukan dengan
mempertimbangakn dua tipe demand, yaitu
kontinu dan diskrit secara simultan untuk
menentukan waktu siklus optimal T.
Penentuan solusi optimal alakn dilakukan
dengan pendekatan aljabar, algoritma dan
pendekatan simultan dengan bantuan
software LINGO 13.0.
3.4. Contoh Numerikal
Sebuah contoh numerikal akan diberikan
untuk dicari solusi optimalnya.
3.5. Penutup
Pada bagian penutup, hasil yang diperoleh
pada penelitian ini dirangkum menjadi sebuah
kesimpulan yang merujuk pada pencapaian
tujuan dari penelitian dan saran yang berguna
untuk pelaksanaan penelitian selanjutnya.
4. FORMULASI MODEL
4.1. Asumsi dan Notasi
Pada penelitian ini, model EPQ
dikembangkan dengan mempertimbangkan
dua tipe permintaan (demand), yaitu
permintaan kontinu dan diskrit, sehingga
inventory on-hand yang disimpan
digudang menjadi seperti yang terlihat
pada Gambar 2.

82 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:78-86
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
t1
..
.
T
H
I(t)
wakt
u
P
t2 = T
-D = -(DD + DC)
i
Gambar 2. Persediaan Model EPQ
dengan Dua Tipe Demand
Adapun asumsi dasar yang digunakan
adalah:
1. Interval waktu pengiriman demand
diskrit tetap
2. Komponen biaya tidak berubah
sepanjang periode produksi
3. Harga produk tetap dan tidak terdapat
diskon pembelian
4. Breakdown mesin tidak terjadi selama
kegiatan produksi berlangsung
5. Tidak ada kondisi backorder dan rework
6. Deteriorasi mesin dan peralatan tidak
terjadi selama kegiatan produksi
7. Kapasitas produksi dan pengiriman
adalah tetap
8. Tidak terdapat imperfect product /
produk cacat yang dihasilkan
9. Tidak ada safety stock
10. Selama waktu produksi, tidak ada
kegiatan konsumsi produk. Demand
pada siklus tersebut dipenuhi
berdasarkan produksi siklus
sebelumnya.
11. Produk yang diproduksi adalah single
item product.
Notasi-notasi yang digunakan dalam
model tersebut adalah:
Variabel Keputusan
T : panjang waktu siklus (waktu)
Parameter
H : persediaan maksimal ketika
kegiatan produksi berakhir (unit)
t1 : lama waktu produksi pada satu
siklus (waktu)
t2 : waktu yang diperlukan untuk
mengirimkan produk pada satu
siklus (waktu)
Q : ukuran lot produksi (unit)
I(t) : jumlah persediaan pada waktu t
(unit)
cp : biaya produksi (Rp/unit)
cs : biaya set up mesin (Rp)
cf : biaya pengiriman tetap (Rp)
cd : biaya pengiriman variabel
(Rp/unit)
h : biaya simpan (Rp/unit.waktu)
h1 : biaya simpan produk yang
ditanggung konsumen
(Rp/unit.waktu)
D : demand total (unit/waktu)
DD : demand diskrit (unit/ waktu)
DC : demand kontinu (unit/ waktu)
p : kapasitas produksi (unit/ waktu)
n : frekuensi pengiriman demand
diskrit dalam satu siklus (bil.
integer)
TC(T,n) : biaya total per siklus (Rp)
E[TCU(T,n)] : biaya rata-rata satu periode
produksi (Rp)
4.2. Formulasi Matematis
Kegiatan memproduksi produk akhir
membutuhkan biaya produksi per unit produk
cp sebanyak ukuran lot produksi Q, maka
biaya produksi dalam satu siklus adalah
𝑩𝒊𝒂𝒚𝒂 𝒑𝒓𝒐𝒅𝒖𝒌𝒔𝒊 𝒑𝒆𝒓 𝒔𝒊𝒌𝒍𝒖𝒔 = 𝒄𝒑. 𝑸 (1)
Frekuensi replenishment produk dalam
satu tahun diperoleh dengan membagi
demand D dan ukuran lot produksi Q, yaitu
1/T = D/Q. Oleh karena itu, diperoleh bahwa
Q = TD, sehingga biaya produksi dalam satu
siklus menjadi
𝐵𝑖𝑎𝑦𝑎 𝑝𝑟𝑜𝑑𝑢𝑘𝑠𝑖 𝑝𝑒𝑟 𝑠𝑖𝑘𝑙𝑢𝑠 = 𝑐𝑝. 𝑇. 𝐷 (2)
Sedangkan biaya set up mesin cs
merupakan biaya yang diperlukan satu kali
untuk proses produksi dalam setiap siklus.
𝑩𝒊𝒂𝒚𝒂 𝒔𝒆𝒕 𝒖𝒑 𝒑𝒆𝒓 𝒔𝒊𝒌𝒍𝒖𝒔 = 𝒄𝒔 (3)
Biaya pengiriman produk dibagi menjadi
dua, yaitu biaya tetap cf per tiap pengiriman
n untuk demand diskrit serta biaya variabel cd
per unit produk yang dikirim untuk kedua tipe
demand, sehingga biaya total pengiriman
produk dalam satu siklus adalah
𝐵. 𝑡𝑜𝑡𝑎𝑙 𝑝𝑒𝑛𝑔𝑖𝑟𝑖𝑚𝑎𝑛 𝑝𝑟𝑜𝑑𝑢𝑘 𝑝𝑒𝑟 𝑠𝑖𝑘𝑙𝑢𝑠
= (𝑛. 𝑐𝑓) + (𝑐𝑑 . 𝑇. 𝐷) (4)

Pengembangan Model Economic.... (N. Oktavia, et al.) 83
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Demand diskrit dikirim n kali dalam setiap
siklus dengan interval pengiriman i,
sedangkan demand kontinu dikirim setiap
saat sepanjang t2. Gambar 2. menjelaskan
bahwa:
𝒕𝟏 =𝑸
𝑷=
𝑻𝑫
𝑷 (5)
𝑯 = 𝑻𝑫 (6)
maka,
𝑯𝑫 = 𝑸 = 𝑻𝑫𝑫 (7)
𝑯𝑪 = 𝑸 = 𝑻𝑫𝑪 (8)
Perhitungan biaya simpan dibagi menjadi
2, yaitu biaya simpan demand kontinu dan
biaya simpan demand diskrit.
4.2.1. Biaya simpan demand kontinu
t1
T
Hc
I(t)
waktu
P
t2
-Dc
I II
Gambar 3. Persediaan Produk untuk
Memenuhi Demand
Kontinu pada Model EPQ
dengan Dua Tipe Demand
Persediaan rata-rata bagian I:
CQt .1.2
1
C
DTP
TD..
2
1
CDDT
P..
2.
2
1 (9)
Persediaan rata-rata bagian II:
CQT ..2
1
)..(.2
1
CDTT
CDT .
2.
2
1 (10)
Dengan biaya simpan per unit waktu
adalah h maka, biaya simpan demand
kontinu dalam satu siklus adalah:
𝐵. 𝑠𝑖𝑚𝑝𝑎𝑛 𝑑𝑒𝑚𝑎𝑛𝑑 𝑘𝑜𝑛𝑡𝑖𝑛𝑢 𝑝𝑒𝑟 𝑠𝑖𝑘𝑙𝑢𝑠
= ℎ. [(1
2𝑃. 𝑇2. 𝐷. 𝐷𝐶 ) + (
1
2. 𝑇2. 𝐷𝐶)] (11)
4.2.2. Biaya simpan demand diskrit
t1
T
I(t)
waktu
P
t2
-Dc
...
I II
Gambar 4. Persediaan Produk untuk
Memenuhi Demand Diskrit
pada Model EPQ dengan
Dua Tipe Demand
Persediaan rata-rata bagian I:
DQt .1.2
1
D
DTP
TD..
2
1
DDDT
P..
2.
2
1 (12)
t1
T
H
I(t)
waktu
P
t2 = T
..
.
Gambar 5. Persediaan Produk Demand
Diskrit selama t2 pada Model
EPQ dengan Dua Tipe
Demand (Chiu et al, 2009)

84 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:78-86
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Pada bagian II, produk dikirim n kali
setiap rentang waktu T/n dengan jumlah
total produk yang dikirim adalah sebanyak
persediaan maksimum HD = QD. Gambar
4. memperlihatkan persediaan selama t2
untuk memenuhi demand diskrit.
Persamaan perhitungan biaya simpan
demand diskrit bagian II ini mengacu pada
persamaan oleh Chiu et al (2009)
Persediaan rata-rata bagian II:
n
T
n
H
n
T
n
Hn
n
T
n
Hn
n
T
n
Hn DDDD ..1
....3
.21
1...3212
nnnn
THD
2
)1(.
.2
nn
n
TH D
n
THn D
2
).1(
dengan mempertimbangkan bahwa
Hd=Qd, maka diperoleh persediaan rata-
rata bagian II adalah:
DQTn
n.
2
1
)..(2
1DDTT
n
n
DDTn
n 2.2
1
(13)
Maka, biaya simpan demand diskrit
dalam satu siklus adalah:
𝐵. 𝑠𝑖𝑚𝑝𝑎𝑛 𝑑𝑒𝑚𝑎𝑛𝑑 𝑑𝑖𝑠𝑘𝑟𝑖𝑡 𝑝𝑒𝑟 𝑠𝑖𝑘𝑙𝑢𝑠
= ℎ. [(1
2𝑃. 𝑇2. 𝐷. 𝐷𝐷) + ((
𝑛−1
2𝑛) . 𝑇2. 𝐷𝐷)] (14)
t1
HD / n
I(t)
waktu
t2 = T
. . .
i
Gambar 6. Persediaan Produk Demand
Diskrit yang disimpan oleh
Konsumen selama t2 pada
Model EPQ dengan Dua Tipe
Demand
Selain biaya simpan di gudang pabrik,
model EPQ ini mempertimbangkan biaya
simpan per unit produk yang ditanggung oleh
konsumen. Ketika produk diterima oleh
konsumen sebanyak HD/n, konsumsi produk
tidak dilakukan sekaligus hingga stok habis,
melainkan secara bertahap. Hal ini
mengakibatkan adanya biaya simpan yang
harus dikeluarkan oleh konsumen.
Demand diskrit HD dikirimkan n kali dalam
satu siklus dan dalam rentang waktu yang
tetap i, sehingga
n
Ti (15)
Berdasarkan Gambar 6. jumlah
persediaan setiap pengiriaman adalah
n
T
n
H D ..2
1 (16)
dengan frekuensi pengiriman per siklus
sebanyak n maka jumlah persediaan
dalam satu siklus akan menjadi
nn
T
n
HD
..
2
1
n
TH D
2
. (17)
Substitusikan persamaan (7), sehingga
diperoleh jumlah persediaan dalam satu
siklus menjadi
n
DT D
2
.2
(18)
Maka, biaya simpan demand diskrit
yang disimpan oleh konsumendalam satu
siklus adalah
𝐵. 𝑠𝑖𝑚𝑝𝑎𝑛 𝑜𝑙𝑒ℎ 𝑘𝑜𝑛𝑠𝑢𝑚𝑒𝑛 𝑝𝑒𝑟 𝑠𝑖𝑘𝑙𝑢𝑠
=ℎ1.𝑇2.𝐷𝐷
2𝑛 (19)
4.3. Fungsi Tujuan
Total biaya per siklus TC(T,n) terdiri
dari biaya produksi, biaya set up mesin,
biaya simpan produk, baik oleh produsen
maupun konsumen, serta biaya tetap dan
variabel pengiriman. Maka, TC(T,n) adalah
penjumlahan dari persamaan (1), (3), (4),
(11), (14), dan (19) sehingga

Pengembangan Model Economic.... (N. Oktavia, et al.) 85
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
𝑇𝐶(𝑇, 𝑛) = 𝑐𝑝𝑇𝐷 + 𝑐𝑠 + (𝑛𝑐𝑓 + 𝑐𝑑𝑇𝐷)
+ (ℎ𝑇2𝐷𝐷𝐶
2𝑃+
ℎ𝑇2𝐷𝐶
2) + [
ℎ𝑇2𝐷𝐷𝐷
2𝑃+
(𝑛 − 1)𝑇2𝐷𝐷
2𝑛]
+ℎ1𝑇2𝐷𝐷
2𝑛 (20)
Fungsi tujuan yang ingin dicari adalah
biaya rata-rata satu periode E[TCU(T,n)],
yang merupakan hasil pembagian dari
total biaya per siklus dibagi dengan
panjang waktu siklus. Maka, biaya rata-
rata satu periode produksi E[TCU(T,n)]
dapat dirumuskan menjadi
𝐸[𝑇𝐶𝑈(𝑇)] = 𝐸[𝑇𝐶(𝑇, 𝑛)]
𝑇
(21)
= 𝑐𝑝𝐷 +𝑐𝑠
𝑇+ 𝑛
𝑐𝑓
𝑇+ 𝑐𝑑𝐷 +
ℎ𝑇𝐷
2𝑃(𝐷𝐶 +
𝐷𝐷) +ℎ𝑇
2(𝐷𝐶 + 𝐷𝐷) +
𝑇𝐷𝐷
2𝑛(ℎ1 − ℎ)
4.4. Prosedur Solusi Optimal
Panjang waktu siklus optimal dapat
diperoleh dengan meminimalkan 𝐸[𝑇𝐶𝑈(𝑇)] . Dilakukan diferensiasi
E[TCU(T)] terhadap T sehingga
memberikan hasil turunan sebagai
berikut:
𝑑 𝐸[𝑇𝐶𝑈(𝑇)]
𝑑𝑇 = −
𝑐𝑠
𝑇2− 𝑛
𝑐𝑓
𝑇2+ 𝑐𝑑𝐷 +
ℎ𝐷2
2𝑃+
ℎ𝐷
2
+𝐷𝐷(ℎ1−ℎ)
2𝑛 (22)
Selanjutnya hasil persamaan tersebut
disamakan dengan nol
𝑑 𝐸[𝑇𝐶𝑈(𝑇)]
𝑑𝑇 = 0 = −
𝑐𝑠
𝑇2− 𝑛
𝑐𝑓
𝑇2+ 𝑐𝑑𝐷 +
ℎ𝐷2
2𝑃
+ℎ𝐷
2+
𝐷𝐷(ℎ1−ℎ)
2𝑛 (23)
Setelah dilakukan penyusunan ruas
kanan dan kiri akan diperoleh
𝑐𝑠
𝑇2 + 𝑛𝑐𝑓
𝑇2 = 𝑐𝑑𝐷 +ℎ𝐷2
2𝑃+
ℎ𝐷
2+
𝐷𝐷(ℎ1−ℎ)
2𝑛 (24)
Sehingga
𝑇 = √2(𝐶𝑆+𝑛𝐶𝑓)
ℎ𝐷2
𝑃+ℎ𝐷+
𝐷𝐷(ℎ1−ℎ)
𝑛
(25)
5. CONTOH NUMERIKAL
Diketahui bahwa laju produksi pabrik X
adalah 240 unit per menit dan produk ini
diproduksi untuk memenuhi demand total
sebanyak 80 juta unit per tahun. Persenatse
demand kontinu dan diskrit masing-masing
adalah 60% dan 40%. Jumlah jam kerja
dalam 1 hari adalah 21 jam dan jumlah hari
kerja per tahun adalah 360 hari per tahun.
Parameter lain yang dipertimbangkan dalam
contoh ini adalah sebagai berikut: cs=Rp20juta; cp = Rp1.540 per lembar; cf =
Rp2,5 juta per pengiriman; cd = Rp100 per
unit; h = Rp440 per unit; dan h1 = Rp880 per
unit. Diasumsikan bahwa pengiriman demand
diskrit n = 4. Berdasarkan perhitungan
dengan menggunakan Persamaan (17)
diperoleh bahwa waktu siklus optimal T* =
10,83 hari dan biaya rata-rata satu periode
E[TCU(T)] adalah Rp143.843.520.868.
6. PENUTUP
Penelitian ini menghasilkan formulasi
model untuk mencari solusi optimal dari
metode Economic Production Quantity (EPQ)
dengan mempertimbangkan dua tipe demand
kontinu dan diskrit secara simultan. Formulasi
model bertujuan untuk merumuskan model
matematis dalam menghitung waktu siklus
produksi yang optimal. Model ini
dimaksudkan untuk memberi sudut pandang
baru dalam mengatasi masalah perencanaan
produksi yang terkait dengan tipe demand.
Formulasi model yang dikembangkan
masih banyak memiliki batasan, sehingga
penelitian selanjutnya dapat
mengembangkan model matematis dengan
mempertimbangkan aspek-aspek seperti
produk cacat, multi item product dan adanya
rework dalam kegiatan produksi.
DAFTAR PUSTAKA
[1] Absi, N., Detienne, B., Auzere-Peres, S.
(2012). Heuristics For The Multi-Item
Capacitated Lot-Sizing Problem With
Lost Sales. Computer & Operation
Research. 40, 264 – 272
[2] De Castro, L. E., Tabucanon, T.,
Nagarur, N. N. (1995). A Production
Order Quantity Model With Stochastic
Demand for a Chocolate Milk

86 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:78-86
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Manufacturer. International Journal
Production Economis. 49, 145 – 156
[3] Eynan. (2003). The Benefit of Flexible
Production Rates in the Economic Lot
Scheduling Problem. IIE Transaction.
35 (7), 1057-1064
[4] Chiu, P.Y., Lin, K.C., Chang, H., Chiu, V.
(2010). Mathematical Modelling for
Determining Economic Batch Size and
Optimal Number of Deliveries for EPQ
Model with Quality Assurance.
Mathematical and Computer Modelling
of Dynamical System. 16 (4), 373-388
[5] Ballou, H. Ronald. (1992). Business
Logistics Management. (Ed. 3).
Prentice-Hall, Inc : New Jersey
[6] Kostic, Konstantin. (2007). Inventory
Control as a Discrete System Control for
the Fixed-Order Quantity System.
Applied Mathematical Modelling. 33,
4201 – 4214
[7] Maity, A.K., Maity, K., Mondal, S., dan
Maiti, M. (2007). A Chebyshev
Approximation For Solving The Optimal
Production Inventory Problem of
Deteriorating Multi-Item. Mathematical
and Computer Modelling. 45, 149-161
[8] Chiu, SW., Tseng, CT., Wu, MF., dan
Sung, PC. (2014). Multi-Item EPQ
Model with Scrap, Rework and Multi-
Delivery using Common Cycle Policy.
Journal of Applied Research and
Technology. 12, 615 – 62
[9] Chiu, YSP., Chiu, SW., Li, CY., dan Ting,
CK. (2009). Incorporating Multi-
Delivery Policy and Quality Assurance
Into Economic Production Lot Size
Problem. Journal of Scientific &
Industrial Research. 68, 505-512
[10] Chiu, SW., Chiu, YSP., Yang, JC.
(2012). Combining an Alternative Multi
Delivery Policy Into Economic
Production Lot Size Problem with Partial
Rework. Expert System with
Application. 39 (3), 2578 – 258
[11] Wu, MF., Chiu, YSP., Sung, PC. (2014).
Optimization of a Multi-Product EPQ
Model with Scrap and an Improved
Multi-Delivery Policy. Journal of Engg.
Research. 2 (4), 103 – 118
[12] Taleizadeh, AA., Kalantri, SS. Dan
Cardenas-Barron, LE. (2015).
Determining Optimal Price,
Replenishment Lot Size and Number of
Shipment for an EPQ Model with
Rework and Multiple Shipments.
Journal of Industrial and Management
Optimization. 11 (4), 1059 – 1071
[13] Rangkuti, Freddy. (2004). Manajemen
Persediaan: Aplikasidi Bidang Bisnis.
Grafindo Persada, Jakarta
[14] Fogarty, W Donald , Blackstone H. John,
dan Hoffman R. Thomas (1991).
Production & Inventory Management
(Ed 2). South-Western Publishing, Ohio
[15] Sipper, Daniel dan Bulfin, Robert.
(1997). Production : Planning, Control,
and Integration. McGraw-Hill: USA
[16] Gumrukcu, S., Rosseti D. M., Buyurgan,
N. (2008). Quantifying The Costs Of
Cycle Counting in a Two-Echelon Supply
Chain with Multiple Items. Internasional
Journal Production Economics. 116, 263
– 274
[17] Assauri, Sofjan. (2004). Manajemen
Pemasaran. PT. Raja Grafindo Persada,
Jakarta
[18] Beheshti, H. Hooshang. 2009. A
Decision Support System for Improving
Performance of Inventory Management
in a Supply Chain Network.
International Journal of Productivity and
Performance Management.. 59(15),
432-467
[19] Choi, Soodong dan Noble, S. James
(2000). Determination of Economic
order Quantities (EOQ) in an Integrated
Material Flow System. International
Journal of Production Research. 38
(14), 3203-3226
[20] El-Kassar, N.A., Dah, A., Salameh, M.K.
(2008). Optimal Lot Size For EPQ
Inventory Model for Items of Different
Qualities. Journal of Academy of
Business and Economics. 8 (4), 34 – 44

Optimalisasi Proses Perakitan....(D. A. Saputra, et al.) 87
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
OPTIMALISASI PROSES PERAKITAN PESAWAT TANPA AWAK DENGAN METODA CRITICAL PATH METHODS (CPM)
Dendi Adi Saputra M, Eka Satria, Gusman Arif Pandy Jurusan Teknik Mesin, Fakultas Teknik, Universitas Andalas, Padang Email: [email protected].
Abstract
The manufacturing of Unmanned Aerial Vehicles (UAV) requires a design process that involves the
design of aircraft’s components such as fuselage, wing, horizontal stabilizer, vertical stabilizer, ailerons, elevators, tail, and wing. The process takes a long time. Therefore, the distribution of structural works based on their characteristics and classifications by considering their design
attributes and manufacturing processes is required. This research aims to find the optimal time and critical path of the assembly process of an UAV based on product work breakdown structure (PWBS) and critical path method (CPM). The result reveals that the optimal assembly time is 139 minutes. Finally, the application of product-oriented structural work distribution and the optimization of the
assembly activities involved in the critical path successfully minimize the duration of the assembly process. Keywords: UAV, product-oriented, critical path
Abstrak
Pembuatan Unmanned Aerial Vehichles (UAV) membutuhkan proses perancangan UAV yang meliputi
desain pesawat seperti (fuselage, wing, horizontal stabilizer, vertical stabilizer, aileron, elevator, tail, dan wing). Banyaknya komponen-komponen yang terdapat dalam UAV menyebabkan durasi pembuatannya membutuhkan waktu yang lama. Untuk itu, diperlukan pembagian/perincian struktur pekerjaan secara rinci yang dikelompokkan secara permanen berdasarkan karakteristik dan
klasifikasinya dengan memperhatikan atribut-atribut desain dan manufaktur. Penelitian ini bertujuan untuk mengetahui waktu optimal dan jalur lintasan kritis dari proses perakitan UAV dengan
pendekatan product work breakdown structure (PWBS) dan metode critical path method (CPM). Hasil penelitian menunjukkan bahwa waktu yang optimal untuk proses perakitan UAV adalah 139 menit. Akhirnya, pembagian struktur kerja yang berorientasi produk dan optimalisasi dengan memerhatikan proses perakitan yang terdapat dalam jalur lintasan kritis dapat memperpendek durasi perakitan UAV. Kata Kunci: UAV, orientasi produk, lintasan kritis
1. PENDAHULUAN
Unmanned Aerial Vehicle (UAV) adalah
sebuah pesawat tanpa awak yang dapat
dikendalikan dengan kendali jarak jauh.
Terdapat dua variasi kontrol pesawat
tanpa awak, yakninya pesawat di kontrol
melalui pengendali jarak jauh dan pesawat
yang terbang secara mandiri
(autonomous). Proses perancangan UAV
yang meliputi disain model pesawat
(fuselage, wing, nose, horizontal
stabilizer, vertical stabilizer, aileron,
elevator, tail dan boom) sangat sulit sulit
dilakukan karena diperlukan analisa teknis
yang saling berhubungan antara
komponen yang satu dengan yang
lainnya. Banyaknya komponen-komponen
UAV yang dirancang serta variasi proses
produksi menyebabkan panjangnya durasi
yang dibutuhkan dalam memproduksi
sebuah UAV. Beberapa parameter khusus
sistem klasifikasi seperti bentuk, dimensi,
toleransi, bahan serta jenis dan kerumitan
pengoperasian mesin produksi
dipertimbangkan dalam melakukan proses
perakitan UAV.
Banyaknya aktivitas dalam pembuatan

88 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:87-92
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
UAV menyebabkan perlunya perencanaan
yang sistematis yang ditentukan melalui
waktu yang optimal dan efektif dalam
proses perakitan. Pada makalah ini
disajikan pengelompokkan aktivitas
perakitan yang berorientasi pada produk
dan proses optimalisasi proses perakitan
pesawat tanpa awak dengan pendekatan
metode Critical Path Method (CPM).
Metode ini digunakan untuk mengetahui
lintasan kritis dari proses perakitan
sehingga akan didapatkan waktu yang
optimal dalam proses perakitan [1, 2, 3].
2. TINJAUAN PUSTAKA
2.1. Work Breakdown Structure
Dalam prakteknya, pendekatan Work
Breakdown Structure (WBS) adalah
sebuah struktur yang menggambarkan
penguraian paket kerja ke dalam bagian-
bagian yang lebih kecil yang
dikelompokkan dalam ciri-ciri tersendiri
yang akan dilaksanakan oleh sebuah tim
proyek untuk mencapai tujuan dan
persyaratan tertentu [4,5]. Dalam industri
pesawat ada dua pendekatan yang
digunakan yaitu System Work Breakdown
Structure (SWBS) dan Product Work
Breakdown Structure (PWBS) [4]. Sistem
SWBS sangat berguna dalam melakukan
inisialisasi estimasi dan tahapan Disain
awal sebuah pesawat. Sistem ini kurang
sesuai/akurat jika digunakan untuk
tahapan perencanaan, penjadwalan dan
eksekusi proses manufaktur yang
berorientasi pada zona atau produk
karena sifatnya yang terlalu luas dalam
mengidentifikasi paket kerja sehingga
kurang efektif untuk mengontrol material,
jam orang dan jadwal pembangunan
sebuah pesawat. Skema klasifikasi
perincian pekerjaan berdasarkan produk
dapat dilihat dari perspektif pembagian
atau perincian struktur pekerjaan
berorientasi Product Oriented Work
Breakdown Structure (PWBS) [5].
Komponen-komponen dan sub-assembly
dikelompokkan secara permanen
berdasarkan karakteristik dan
klasifikasinya dengan memperhatikan
atribut-atribut disain dan manufaktur [6].
2.2. Critical Path Methods (CPM)
Menurut Levin dan Kirkpatrick (1972)
[1], metode Jalur Kritis Critical Path
Method (CPM), yakni metode untuk
merencanakan dan mengawasi proyek-
proyek merupakan sistem yang paling
banyak dipergunakan diantara semua
sistem lain yang memakai prinsip
pembentukan jaringan. Dengan CPM,
jumlah waktu yang dibutuhkan untuk
menyelesaikan berbagai tahap suatu
proyek dianggap diketahui dengan pasti,
demikian pula hubungan antara sumber
yang digunakan dan waktu yang
diperlukan untuk menyelesaikan proyek.
CPM adalah model manajemen proyek
yang mengutamakan biaya sebagai objek
yang dianalisis (Siswanto, 2007)[2]. CPM
merupakan analisa jaringan kerja yang
berusaha mengoptimalkan biaya total
proyek melalui pengurangan atau
percepatan waktu penyelesaian total
proyek yang bersangkutan.
2.3. Lintasan Kritis
Heizer dan Render (2005) [7]
menjelaskan bahwa dalam dalam
melakukan analisis jalur kritis, digunakan
dua proses two-pass, terdiri atas forward
pass dan backward pass. ES dan EF
ditentukan selama forward pass, LS dan
LF ditentukan selama backward pass. ES
(earliest start) adalah waktu terdahulu
suatu kegiatan dapat dimulai, dengan
asumsi semua pendahulu sudah selesai.
EF (earliest finish) merupakan waktu
terdahulu suatu kegiatan dapat selesai. LS
(latest start) adalah waktu terakhir suatu
kegiatan dapat dimulai sehingga tidak
menunda waktu penyelesaian keseluruhan
proyek. LF (latest finish) adalah waktu
terakhir suatu kegiatan dapat selesai
sehingga tidak menunda waktu
penyelesaian keseluruhan proyek.
3. METODOLOGI
Dalam melakukan proses optimalisasi
maka dilakukan beberapa tahap seperti
yang terlihat pada Gambar 1.
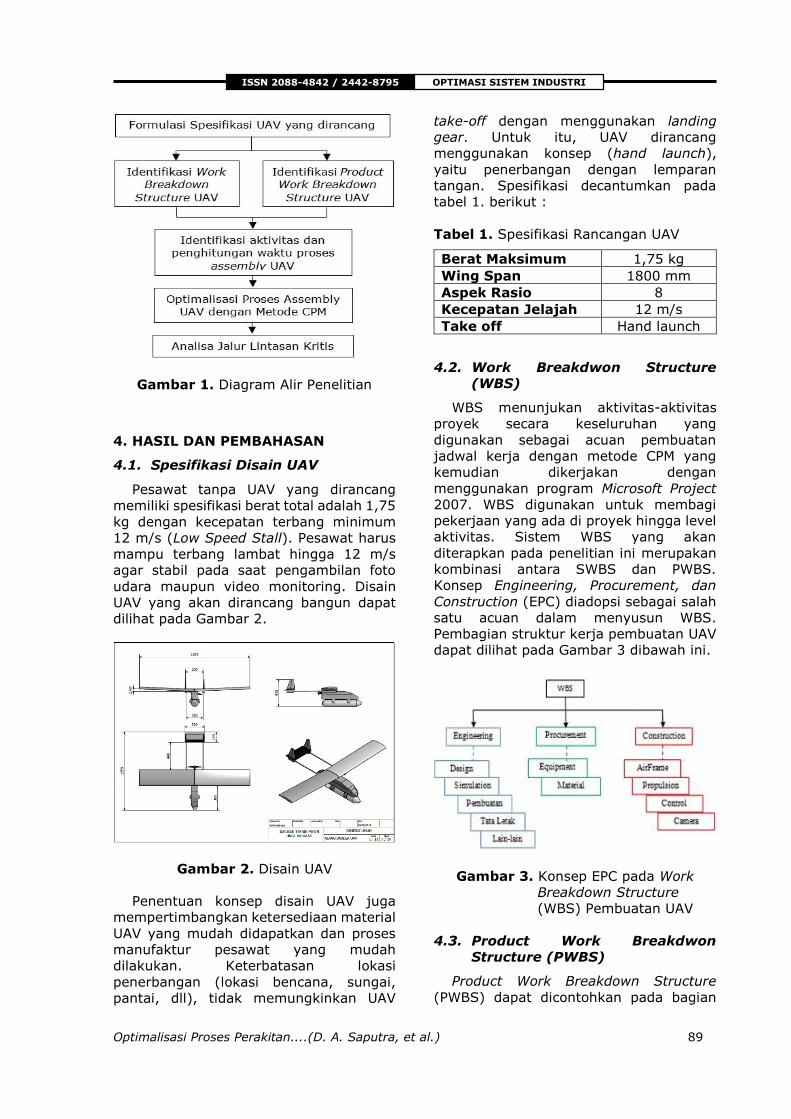
Optimalisasi Proses Perakitan....(D. A. Saputra, et al.) 89
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Gambar 1. Diagram Alir Penelitian
4. HASIL DAN PEMBAHASAN
4.1. Spesifikasi Disain UAV
Pesawat tanpa UAV yang dirancang
memiliki spesifikasi berat total adalah 1,75
kg dengan kecepatan terbang minimum
12 m/s (Low Speed Stall). Pesawat harus
mampu terbang lambat hingga 12 m/s
agar stabil pada saat pengambilan foto
udara maupun video monitoring. Disain
UAV yang akan dirancang bangun dapat
dilihat pada Gambar 2.
Gambar 2. Disain UAV
Penentuan konsep disain UAV juga
mempertimbangkan ketersediaan material
UAV yang mudah didapatkan dan proses
manufaktur pesawat yang mudah
dilakukan. Keterbatasan lokasi
penerbangan (lokasi bencana, sungai,
pantai, dll), tidak memungkinkan UAV
take-off dengan menggunakan landing
gear. Untuk itu, UAV dirancang
menggunakan konsep (hand launch),
yaitu penerbangan dengan lemparan
tangan. Spesifikasi decantumkan pada
tabel 1. berikut :
Tabel 1. Spesifikasi Rancangan UAV
Berat Maksimum 1,75 kg
Wing Span 1800 mm
Aspek Rasio 8
Kecepatan Jelajah 12 m/s
Take off Hand launch
4.2. Work Breakdwon Structure
(WBS)
WBS menunjukan aktivitas-aktivitas
proyek secara keseluruhan yang
digunakan sebagai acuan pembuatan
jadwal kerja dengan metode CPM yang
kemudian dikerjakan dengan
menggunakan program Microsoft Project
2007. WBS digunakan untuk membagi
pekerjaan yang ada di proyek hingga level
aktivitas. Sistem WBS yang akan
diterapkan pada penelitian ini merupakan
kombinasi antara SWBS dan PWBS.
Konsep Engineering, Procurement, dan
Construction (EPC) diadopsi sebagai salah
satu acuan dalam menyusun WBS.
Pembagian struktur kerja pembuatan UAV
dapat dilihat pada Gambar 3 dibawah ini.
Gambar 3. Konsep EPC pada Work
Breakdown Structure
(WBS) Pembuatan UAV
4.3. Product Work Breakdwon
Structure (PWBS)
Product Work Breakdown Structure
(PWBS) dapat dicontohkan pada bagian

90 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:87-92
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Construction. Dimana pada bagian
construction, dibreakdown menjadi
beberapa grup utama yang terdiri dari
Airframe, Propulsion, dst. Dari grup
utama akan dibreakdown lagi menjadi
bagian-bagian terkecil menurut interim
product (PWBS). Skema pembagian untuk
UAV system dapat dilihat pada Gambar 4.
berikut ini:
Gambar 4. Bagan PWBS pada pembuatan
Konstruksi UAV
4.4. Identifikasi Aktifitas
Gambar 5. Model Perumusan Aktivitas
Pembuatan UAV berdasarkan
Product Work Breakdown
Structure (PWBS)
Tahapan ini diawali dari WBS UAV yang
dibangun, dilanjutkan dengan klasifikasi
interim produk dari grup utama dan
mengidentifikasi aktivitas apa saja yang
dibutuhkan. Setelah diketahui aktivitas-
aktivitas tersebut, maka dilakukan
pengelompokkan aktivitas. Penyusunan
urutan aktivitas tersebut harus benar dan
sistematis agar jadwal proyek dapat
dilaksanakan dengan baik.
Identifikasi aktivitas pembuatan UAV
berdasarkan model pada Gambar 5.
Dimulai dengan melakukan breakdown
terhadap system UAV yang dirancang.
Banyaknya aktivitas dalam pembuatan
UAV, maka dilakukanlah pen gelompokan
aktivitas langsung yaitu aktivitas yang
berhubungan dengan proses pembuatan
UAV secara langsung. Langkah
pendefinisian aktivitas tersebut mengikuti
flowchart dapat dilihat pada Gambar 6.
Gambar 6. Flowchart pendefinisian
aktivitas
4.5. Optimalisasi Proses Assembly
UAV
Pada kegiatan pembagian aktivitas
pembuatan UAV yang dilakukan terdapat
85 kegiatan. Dalam hal ini, ditampilkan 28
kegiatan proses assembly yang terbagi
kedalam beberapa lokasi mulai dari
persiapan komponen wing sampai dengan
pemasangan receiver.
Daftar kegiatan pada Tabel 2 digunakan
untuk membentuk jaringan kerja yang
diolah dengan menggunakan metode
Critical Path Method (CPM). Dalam
kegiatan proyek untuk assembly UAV akan
diketahui penerapan Critical Path Method
(CPM) dalam merangkai komponen-
komponen kegiatan dengan total jumlah

Optimalisasi Proses Perakitan....(D. A. Saputra, et al.) 91
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
waktu terlama dan menunjukan kurun
waktu penyelesaian proyek yang tercepat.
Tabel 2. Data Assembly UAV
4.6. Critical Path Method (CPM)
Secara tampilan jalur lintasan kritis
harus memenuhi syarat dimana setiap
kegiatan mempunyai perhitungan maju
dan mundur yang sama atau dalam
pengertian sama dengan nol. Untuk dapat
mengetahui secara lebih jelas perhitungan
ini akan disajikan bersama hasil dari
perhitungan total float yang nantinya akan
menentukan secara jelas jalur lintasan
kritis tersebut. Dapat dilihat pada Tabel 3.
Pada tahap perhitungan maju dan
perhitungan mundur dapat diketahui
bahwa nilai hasil perhitungan dari total
float yang bernilai nol merupakan jalur
lintasan kritis dalam perakitan UAV.
Dimana waktu yang dibutuhkan dalam
perakitan paling cepat adalah 139 menit
yang terdiri dari urutan kegiatan yang
mengikuti dari jalur lintasan kritis.
Dari perhitungan maju dan mundur seperti
pada Tabel 3 terdapat 11 kegiatan kritis
yaitu kegiatan dengan table float= 0 dan
ini berarti kegiatan tersebut harus
dilakukan dan tidak boleh ditunda, dan
apabila terjadi penundaan atau
keterlambatan pada kegiatan kritis
tersebut maka waktu penyelesaian proyek
akan tertunda pula. Kegiatan-kegiatan
tersebut adalah: 0-A-B-C-L-N-O-V-W-X-1
yaitu persiapan komponen wing,
pemasukan alumunium kedalam wing,
pemasangan wing, perakitan horizontal
stabilizer dan vertical stabilizer,
pemasangan elevator, pemasangan servo,
pemasangan kabel servo, pemasangan
ardupilot apm 2.6, dan pemasangan GPS.
Tabel 3. Identifikasi Float dan Jalur
Lintasan Kritis
Proses-proses tersebut menjadi kritis
karena satu proses dengan yang lainnya
saling ketergantungan dan ada
keterkaitan. Pada penentuan jalur kritis
apabila ada prosesnya memiliki dua
pendahulu maka proses yang bernilai
besarlah yang dipilih, begitu juga
sebaliknya untuk menentukan
perhitungan mundur apabila pada
perhitungan mundur ada dua atau lebih
maka proses perakitan yang terkecil yang
akan dipilh.
Pada tabel 4 dijelaskan pada tingkatan
level 1-9 memiliki keterkaitan satu sama
lain. Dimana ketika proses perakitan
dilakukan maka harus menunggu proses
yang lainnya selesai terlebih dahulu baru
bisa dilanjutkan ke proses level perakitan
selanjutnya.
Dengan demikian, untuk proses
optimalisasi UAV dapat diperhatikan
komponen-komponen kritis yang
teridentifikasi selama proses assembly.
Semakin cepat aktivitas kegiatan kritis

92 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:87-92
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
yang dilakukan maka akan semakin cepat
proses assembly UAV yang dilakukan.
Tabel 4. Pembagian Level Perakitan
5. KESIMPULAN
1. Pendekatan dengan Product Oriented
Work Breakdown Structure (PWBS)
pada pembuatan Unmanned Aerial
Vehicles (UAV), dalam pembagian
aktivitas pekerjaan menjadi sub tugas
yang lebih kecil menjadi lebih mudah
untuk dikerjakan dan diestimasi lama
waktunya dengan menggunakan
microsoft project.
2. Waktu yang dbutuhkan dalam perakitan
paling cepat adalah 139 menit terdiri
dari urutan kegiatan yang mengikuti
dari jalur lintasan kritis yang memiliki
nilai total float bernilai 0.
UCAPAN TERIMA KASIH
Terima kasih disampaikan kepada Jurusan
Teknik Mesin Fakultas Teknik Universitas
Andalas dan Lembaga Penelitian dan
Pengabdian Masyarakat (LPPM)
Universitas Andalas atas bantuan yang
diberikan dalam melakukan penelitian ini.
DAFTAR PUSTAKA
[1] Simmons, L. F., 2002, Project
Management – Critical Path Method
(CPM) and PERT Simulated with
Process Model. Proceedings of the
2002 Winter Simulation Conference.
[2] Siswanto. 2009. Operation Research
Jilid II. Jakarta: Penerbit Erlangga
[3] [Heizer, Jay dan Render Barry. 2004.
Manajemen Operasi. Jakarta :
Salemba Empat.
[4] Carl L. Pritchard. Nuts and Bolts
Series 1: How to Build a Work
Breakdown Structure. ISBN 1-
890367-12-5.
[5] Practice Standard for Work
Breakdown Structures, 2nd Edition
http://www.pmi.org
[6] Istimawan Dipohusodo. 1996.
Manajemen Proyek dan Konstruksi
Jilid 1 dan jilid 2. Kanisius Jakarta
[7] Heizer, Jay dan Render Barry. 2004.
Manajemen Operasi. Jakarta :
Salemba Empat

Pengendalian Persediaan Primary....(L. Lisya, et al.) 93
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
PENGENDALIAN PERSEDIAAN PRIMARY ITEMS DALAM LOGISTIK KONSTRUKSI
Lady Lisya, Rika Ampuh Hadiguna Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas, Padang Email: [email protected]
Abstract
Construction logistics are activities that consist of ordering, storage and transportation of materials of construction projects. Storage material is logistics activity that ensure the availability of materials in project site. Generally, material storage activities have been conducted at the project site. Logistics construction is aimed to support the project activities that the completion schedule has been set.
Construction logistics issues is determining the schedule of ordering materials so that the project can be implemented on schedule. The purpose of research is to determine the optimum ordering period
for the primary items on the main building structure construction and designing inventory control cards as a mechanism for monitoring procurement of materials. This research has been obtained optimal ordering period for the primary items of main building structure with elements of the work using Fixed Period Requirement method. Inventories were already meet the material requirement of each period. Material management has been conducted based grouping approach as many as 31 groups. In addition, this research has proposed the inventory control cards as an instrument for
material procurement monitoring. The implications of inventory control cards are coordinate contracting parties with vendors to plan the replenishment of materials to meet the work schedule. Further research can be developed with other aspects such as integrated material order system between contractors and vendors to consider the safety stock. In addition, the information system for planning material is an important consideration for construction projects with large scale so that the companies can plan primary items inventory and other materials in the projects completion more easily, quickly and accurately.
Keywords: Construction logistics, inventory, order size, storage
Abstrak
Logistik konstruksi adalah kegiatan-kegiatan pemesanan, penyimpanan dan transportasi dari bahan-bahan proyek konstruksi. Penyimpanan bahan adalah kegiatan logistik yang berfungsi untuk menjamin ketersediaan bahan. Umumnya, kegiatan penyimpanan bahan telah dilakukan di lokasi proyek. Logistik konstruksi adalah bertujuan mendukung kegiatan proyek yang jadwal
penyelesaiannya telah ditetapkan. Permasalahan logistik konstruksi adalah menentukan jadwal pemesanan bahan sehingga proyek dapat dilaksanakan sesuai jadwal. Tujuan penelitian adalah menentukan periode pemesanan optimal untuk primary items pada pengerjaan main building structure dan merancang kartu kendali persediaan sebagai mekanisme monitoring pengadaan material. Penelitian ini telah mendapatkan periode pemesanan optimal untuk primary items pada pengerjaan main building structure dengan berbasis elemen pekerjaan menggunakan metode Fixed
Period Requirement. Jumlah persediaan yang didapatkan sudah memenuhi kebutuhan material setiap periode. Manajemen material sudah dilakukan berbasis pengelompokan pekerjaan yaitu
sebanyak 31 kelompok. Selain itu, penelitian ini telah menghasilkan desain rancangan kartu kendali persediaan sebagai mekanisme monitoring pengadaan material. Implikasi dari penerapan kartu kendali persediaan adalah pihak kontraktor mengkoordinasikan rencana kedatangan material dengan vendor untuk menjamin pekerjaan sesuai jadwal. Penelitian selanjutnya dapat dikembangkan dengan aspek lain seperti sistem pemesanan terintegrasi antara vendor dengan kontraktor dan
mempertimbangkan safety stock. Disamping itu, sistem informasi untuk perencanaan material adalah penting dipertimbangkan untuk proyek dengan skala besar sehingga perusahaan dapat merencanakan persediaan primary items maupun material lain yang digunakan dalam penyelesaian pembangunan proyek lebih mudah, cepat dan akurat.
Kata kunci: Logistik konstruksi, persediaan, ukuran pemesanan, penyimpanan

94 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:93-104
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
1. PENDAHULUAN
Pekerjaan proyek konstruksi
mengalami perkembangan yang pesat.
Saat ini, Industri Jasa Konstruksi
mendapat sorotan banyak pihak di
berbagai negara, mengingat
sumbangsihnya yang signifikan terhadap
banyak sektor terutama ekonomi.
Berdasarkan data Badan Pusat Statistik
(BPS), Produk Domestik Bruto (PDB)
Indonesia semester I-2014 dibanding
semester I-2013 menunjukkan kenaikan
sebesar 5,17 persen. Pertumbuhan PDB
tersebut salah satunya didorong oleh
pertumbuhan sektor konstruksi sebesar
6,57 persen [1].
Pembangunan sebuah proyek
konstruksi membutuhkan banyak bahan
baku atau material. Kebutuhan volume
material yang sangat banyak
membutuhkan manajemen persedian
material yang baik. Ketersediaan bahan
baku atau material merupakan suatu hal
mutlak yang dibutuhkan pada sebuah
proyek konstruksi karena setiap proyek
menggabungkan sumber daya seperti
manusia, material, peralatan dan modal
atau biaya untuk mencapai tujuan tertentu
[2].
Material bangunan merupakan
komponen utama penyusun biaya dalam
setiap pembangunan proyek konstruksi.
Menurut menurut Patil [3], total biaya
yang dikeluarkan untuk biaya pembelian
material bangunan untuk proyek
konstruksi mungkin sebesar 50 persen
atau lebih dari total biaya proyek.
Sementara menurut Bandripta [4]
pengadaan material merupakan bagian
terpenting pada setiap proyek konstruksi,
karena sumber daya material dapat
menyerap hingga 40 persen sampai 60
persen dari biaya proyek. Oleh karena itu,
penggunaan teknik manajemen material
yang baik dan tepat untuk membeli,
menyimpan, mendistribusikan, dan
menghitung material konstruksi menjadi
sangat penting.
Manajemen material bertujuan untuk
meminimalkan biaya pengadaan yang
dapat mengurangi biaya proyek secara
keseluruhan serta memastikan bahwa
material yang tersedia digunakan sesuai
dengan jumlah dan saat diperlukan [5].
Pengadaan material yang efisien berperan
penting dalam keberhasilan penyelesaian
pekerjaan dari sebuah proyek konstruksi.
Jika pemesanan material dilakukan terlalu
dini akan mengakibatkan meningkatnya
pengeluaran modal dan biaya dari
kelebihan persediaan material [3]. Namun
sebaliknya, jika kekurangan persediaan
material dapat menghentikan proses
pengerjaan proyek bahkan dapat
mengubah jadwal pengerjaan proyek yang
telah direncanakan perusahaan, yang
pada akhirnya dapat meningkatkan
ongkos dari kekurangan material.
Pelaksana proyek konstruksi
memerlukan manajemen material yang
baik agar penyelesaian proyek konstruksi
sesuai dengan waktu yang direncanakan.
Salah satu proyek konstruksi
pembangunan yang menarik untuk dikaji
dalam perspektif logistik konstruksi adalah
rumah sakit pendidikan di salah satu
universitas di Kota Padang. Pengendalian
material dalam proyek konstruksi dapat
dikelola dengan pendekatan konsep
logistik [6].
Logistik konstruksi sama halnya dengan
perusahaan lain baik manufaktur atau jasa
yang tidak terlepas dari masalah
persediaan material dalam pengerjaan
proyek. Volume penggunaan material
terbesar dan waktu pengerjaan terlama
pada proyek adalah main building
structure yaitu selama 34 minggu dari 78
minggu atau 43,59% dari total waktu
pengerjaan proyek. Material utama
(primary items) yang dibutuhkan proyek
dengan volume penggunaan terbesar
terdapat pada material penyusun
pekerjaan main building structure.
Pekerjaan main building structure ini mulai
dari pekerjaan lantai dasar (ground floor)
hingga pekerjaan roofing pada jadwal
proyek yang ada.
Berdasarkan Gambar 1, banyaknya
volume penggunaan material
menyebabkan meningkatnya proporsi
persediaan akan material tersebut. Oleh
karena itu, penelitian ini hanya membahas
lebih lanjut tentang sistem persediaan
material yang merupakan primary items
yang digunakan oleh perusahaan dalam
menyelesaikan proyek tersebut.
Pengadaan dan penyediaan material
merupakan hal yang signifikan dalam

Pengendalian Persediaan Primary....(L. Lisya, et al.) 95
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
menentukan apakah suatu proyek dapat
selesai pada waktunya. Bila terjadi
keterlambatan dalam penyediaan bahan
maka proyek dapat terhenti dan
menimbulkan kerugian bagi pelaksana
proyek. Kebijakan persediaan yang
diterapkan perusahaan selama ini adalah
dengan melakukan pengontrolan secara
berkala.
Kajian terhadap pengelolaan material
penting dilakukan untuk memperbaiki
sistem persediaan dengan
mempertimbangkan aktivitas atau elemen
pekerjaan. Penerapan konsep persediaan
bermanfaat dalam penyusunan
perencanaan yang tepat terhadap kapan
pemesanan dilakukan dan jumlah
pemesanan yang harus dilakukan untuk
minimisasi total biaya persediaan.
Permasalahannya adalah penentuan
periode pemesanan optimal untuk primary
items. Tujuan penelitian adalah
menentukan periode pemesanan optimal
untuk primary items pada pengerjaan
main building structure dan merancang
kartu kendali persediaan sebagai
mekanisme monitoring pengadaan
material.
Tabel 1. Total Kebutuhan Material
Gambar 1. Proporsi Permintaan Material
2. METODE PENELITIAN
Obyek penelitian ini adalah proyek
konstruksi. Penelitian ini fokus pada
proyek konstruksi pembangunan Rumah
Sakit Pendidikan Universitas Andalas di
Padang. Elemen pekerjaan yang dikaji
pada penelitian ini adalah elemen-elemen
pekerjaan yang terdapat pada pekerjaan
main building structure, yaitu elemen-
elemen pekerjaan pada pekerjaan lantai
dasar, lantai 1, lantai 2, lantai 3, lantai 4,
machine room dan roofing.
Data yang dikumpulkan pada penelitian
ini terdiri atas dua tipe data diantaranya
yaitu data primer dan data sekunder. Data
primer ini berupa hasil wawancara dengan
Manajer Produksi Proyek berupa data
harga material per satuan, biaya-biaya
penyusun biaya pesan dan biaya-biaya
penyusun biaya simpan. Sedangkan data
sekunder yang dikumpulkan berupa data
gambaran perencanaan proyek, data
umum proyek, data kebutuhan material
atau Bill of Quantity (BOQ) dan time
schedule proyek.
Penelitian dilakukan dengan
menerapkan beberapa metoda. Tahap
pertama adalah mengidentifikasi jenis
material dan elemen pekerjaan. Tahap ini
dilakukan untuk mengidentifikasi jenis
material apa dan uraian elemen pekerjaan
apa saja yang dibutuhkan dalam
penyelesaian proyek. Selanjutnya adalah
seleksi jenis material dan elemen
pekerjaan. Tahap ini dilakukan untuk
menentukan primary item yang
dibutuhkan proyek dengan volume
terbesar untuk setiap elemen pekerjaan
pada pekerjaan main building structure
dan jenis elemen pekerjaan mana saja
yang memerlukan primary item tersebut
dalam proses pembangunan proyek
berdasarkan hasil identifikasi jenis
material dan elemen pekerjaan pada
tahap sebelumnya. Berdasarkan jenis
material dan elemen pekerjaan yang telah
diseleksi kemudian dibuat breakdown
dalam struktur produk. Struktur produk
tersebut berfungsi sebagai input MRP.
Elemen-elemen pekerjaan yang telah
diseleksi kemudian diurutkan berdasarkan
waktu mulai pengerjaan yang sama.
Elemen pekerjaan yang telah
diurutkan kemudian dikelompokkan
No Jenis MaterialTotal
DemandSatuan Persentase
1 Beton Ready Mix K 350 16093,5 m3 10%
2 Besi Beton BJTD 40 2750983 kg 45%
3 Besi Beton BJTP 24 42337,22 kg 15%
4Multipleks t = 9 mm
(ukuran 2,4 m x 1,2 m)75983,01
lembar
(m2)
25%
5 Kayu Bekisting 700 m3 2%
6 Batako 18000 buah 3%

96 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:93-104
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
kedalam kelompok - kelompok pekerjaan
berdasarkan waktu mulai pengerjaannya.
Tahap kedua adalah membuat rencana
penjadwalan pekerjaan berdasarkan
kelompok pekerjaan yang ditetapkan.
Rencana penjadwalan pekerjaan
berdasarkan kelompok pekerjaan dibuat
berurutan dari minggu pertama sampai
akhir pengerjaan main building structure.
Penjadwalan pekerjaan tersebut berfungsi
sebagai masukan MRP. Penjadwalan
pekerjaan perlu didukung data kebutuhan
total material kelompok pekerjaan.
Kebutuhan total material per kelompok
pekerjaan berdasarkan elemen pekerjaan
apa saja yang termasuk dalam kelompok
pekerjaan tersebut dan dihitung per
masing-masing jenis primary item apa
saja yang dibutuhkan dalam
menyelesaikan elemen pekerjaan.
Selanjutnya menghitung besar lot
pemesanan tiap periode (lot sizing)
dengan metode FPR (Fixed Period
Requirement). Perhitungan penentuan
besar lot pemesanan dilakukan dengan
pendekatan menggunakan konsep ukuran
lot dengan periode tetap, dimana pesanan
dilakukan berdasarkan periode waktu
tertentu saja. Salah satu jenis dari metode
MRP ini digunakan karena berdasarkan
struktur produk dapat terlihat bahwa
antar material saling berhubungan
(bersifat dependent antara satu material
dengan material lainnya) untuk
menyelesaikan suatu jenis pekerjaan
bangunan.
Metode FPR digunakan karena data
yang diperoleh adalah data kebutuhan
bersih dari masing-masing jenis material
dan untuk menghitung jumlah kebutuhan
material per kelompok pekerjaan adalah
dengan menjumlahkan kebutuhan bersih
pada periode yang sama. Selain itu,
metode FPR ini digunakan dengan konsep
lot pemesanan per kelompok pekerjaan
(Q) demand atau kebutuhan bersih di
kelompok pekerjaan tersebut, berarti
pada kasus ini T (periode pemesanan)
yang tetap untuk setiap pemesanan pada
kelompok pekerjaan namun Q berbeda,
sehingga dipilihlah salah satu metode
pada model P yang cocok untuk kondisi ini
yaitu FPR (Fixed Periode Requirement).
Menentukan lama periode pemesanan
optimal (offsetting). Tahapan ini bertujuan
agar material dapat tersedia tepat
pada saat dibutuhkan dengan
memperhitungkan lead time pengadaan
material tersebut. Menghitung total biaya
persediaan yaitu penjumlahan total biaya
pemesanan ditambah total biaya
penyimpanan material.
3. HASIL DAN PEMBAHASAN
3.1. Deskripsi Proyek
Studi diawali dengan mengumpulkan
dan menganalisis data umum proyek,
kurva S proyek atau jadwal kegiatan
proyek (time schedule project), tahapan
pekerjaan proyek, rincian rencana
pelaksanaan pekerjaan main building
structure, data kebutuhan bersih primary
items pada pekerjaan main building
structure dankomponen penyusun biaya
persediaan primary items pada pekerjaan
main building structure.
Pengerjaan proyek pembangunan
rumah sakit Pendidikan membutuhkan
waktu penyelesaian selama 540 hari
kalender. Sedangkan khusus untuk
pekerjaan main building structure dimulai
pada minggu ke-2, bulan Agustus 2014
yaitu tanggal 11 Agustus 2014 sampai
dengan minggu ke-1, bulan April yaitu
tanggal 5 April 2015, maka lama waktu
penyelesaian pekerjaan main building
structure selama 34 minggu.
Biaya persediaan terdiri atas biaya
pembelian material (purchase cost)
berupa data harga material dapat dilihat
pada Tabel 2, biaya pemesanan (order
cost) dapat dilihat pada Tabel 3 dan biaya
penyimpanan (holding cost) dapat dilihat
pada Tabel 4.
3.2. Analisis Elemen Pekerjaan
Seleksi elemen pekerjaan dan jenis
materialmerupakan analisis awal yang
dibutuhkan untuk menetapkan primary
items. Tahap ini dilakukan proses
identifikasi elemen pekerjaan dan jenis
material yang dibutuhkan pada pekerjaan
main building structure sesuai jadwal
pekerjaan proyek, sebelum elemen
pekerjaan dikelompokkan. Berdasarkan
hasil identifikasi elemen pekerjaan yang

Pengendalian Persediaan Primary....(L. Lisya, et al.) 97
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
terdapat pada jadwal proyek, dilakukan
penyeleksian untuk elemen pekerjaan
yang tidak menggunakan primary items.
Rekapitulasi kebutuhan material tersebut
merupakan semua kebutuhan material
dalam satuan tertentu tergantung jenis
material per elemen pekerjaan yang
menyusun pekerjaan main building
structure. Jadwal pekerjaan main building
berisikan informasi tentang simbol yang
diberikan, waktu pelaksanaan dan bobot
pekerjaan masing-masing elemen
pekerjaan setiap periode.
Tabel 2. Data Harga Primary Items
Tabel 3. Biaya Pemesanan Primary Items
Tabel 4. Komponen Penyusun Biaya
Penyimpanan Primary Items
Hasil pengelompokan elemen
pekerjaan menghasilkan 31 kelompok dan
setiap kelompok terdiri dari beberapa
pekerjaan yang bervariasi untuk setiap
kelompoknya. Hasil pengelompakn
disajikan dalam Tabel 5. Berdasarkan hasil
penyeleksian untuk elemen pekerjaan
yang tidak menggunakan primary items,
tahap selanjutnya yaitu mengurutkan
elemen pekerjaan dengan waktu mulai
pengerjaan yang sama dan
dikelompokkan dalam kelompok
pekerjaan yang sama. Setelah elemen
pekerjaan dikelompokkan dilakukan
identifikasi dan merekapitulasi kebutuhan
material per kelompok. Rekapitulasi
rincian kebutuhan (demand) material
berguna untuk mengidentifikasi primary
items apa saja yang diperlukan masing -
masing elemen pekerjaan dan berapa
jumlah kebutuhan (demand) primary
items dalam satuan tertentu (tergantung
jenis material) masing - masing kelompok
pekerjaan tersebut.
Selanjutnya, jadwal pekerjaan main
building structure dikelompokkan. Sama
halnya dengan jadwal pekerjaan awal
sebelum dikelompokkan, jadwal pekerjaan
telah dikelompokkan juga berisikan
informasi tentang rincian nama elemen
pekerjaan, simbol yang diberikan untuk
masing – masing elemen pekerjaan,
waktu pelaksanaan pekerjaan dan bobot
pekerjaan masing-masing elemen
pekerjaan pada setiap periode.
Selain itu, analisis telah dilakukan
untuk memberikan informasi elemen
pekerjaan yang telah dikelompokkan
dalam kelompok pekerjaan tertentu
berdasarkan elemen pekerjaan yang
diawali secara bersamaan atau waktu
mulai pengerjaan yang sama dengan kata
lain elemen pekerjaan yang berada dalam
kelompok pekerjaan yang sama dikerjaan
secara paralel.
3.3. Penentuan Jadwal Pemesanan
MRP terdiri atas struktur produk dan
rencana penjadwalan pekerjaan
berdasarkan kelompok pekerjaan yang
ditetapkan. Pertama adalah menganalisis
struktur produk pekerjaan main building
structure. Struktur produk berisi informasi
yang mengidentifikasikan semua
kebutuhan komponen yang akan
digunakan untuk menghasilkan produk
akhir dari suatu pekerjaan yaitu main
building structure. Struktur produk terdiri
atas 3 level, berdasarkan pada break down
elemen pekerjaan yang dapat dilihat pada
time schedule proyek dan hasil seleksi
elemen pekerjaan dan data kebutuhan
bersih (Bill of Quantity/BOQ) proyek
Struktur produk tersebut menunjukkan
No Jenis Material Satuan Harga (Rp)
1 Beton Ready Mix K 350 m3 880.000Rp
2 Besi Beton BJTD 40 kg 9.800Rp
3 Besi Beton BJTP 24 kg 9.300Rp
4 Multipleks lembar (m2) 170.000Rp
No Kegiatan Biaya
1Biaya Pembuatan Purchasing Order (PO)
3 lembar @Rp 150,00450Rp
2Biaya Pengurusan Barang Masuk 3
lembar @Rp 150,00450Rp
3 Biaya Telepon Vendor 6.500Rp
4 Biaya Email 3.000Rp
5 Uang Pemuda per kedatangan Material 200.000Rp
210.400Rp Total
No Jenis Material Kegiatan Biaya
1 Besi Beton BJTD 40 Biaya Pengawasan Material per Satuan 0,91Rp
2 Besi Beton BJTP 24 Biaya Pengawasan Material per Satuan 59,05Rp
Biaya Pengawasan Material per Satuan 35,21Rp
Biaya Pembuatan Gudang 54,23Rp
Total 89,44Rp
3 Multipleks t = 9 mm

98 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:93-104
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
hubungan antara setiap elemen pekerjaan
dengan material yang dibutuhkan.
Selanjutnya, penyusunan rencana
penjadwalan pekerjaan main building
structure didapatkan dari
pengelompokkan elemen pekerjaan
dengan waktu mulai pengerjaan yang
sama ke dalam satu kelompok pekerjaan
yang sama, sehingga tiap kelompok
memiliki elemen pekerjaan penyusun
yang berbeda – beda. Berdasarkan
ketentuan tersebut, kelompok yang
dihasilkan sebanyak 31 kelompok
pekerjaan dengan lama pengerjaan
selama 33 minggu. Rencana penjadwalan
pekerjaan main building structure
berdasarkan kelompok pekerjaan yang
ditetapkan dapat dilihat pada Gambar 5.
Mulai
Studi Pendahuluan
Survei Sistem
1. Pengamatan langsung pelaksanaan proyek RS. Pendidikan UNAND
oleh PT Adhi Karya.
2. Wawancara dengan Manajer Produksi Proyek.
3. Data umum proyek.
Identifikasi Jenis Material dan Elemen Pekerjaan
Mengidentifikasi jenis material dan elemen pekerjaan
proyek bagian main building structure.
Pengumpulan
Data
Penelitian terdahulu terkait
persediaan material proyek
konstruksi dengan metode MRP
Konsep :
1. Proyek
2. Konstruksi
3. Logistik
4. Persediaan
5. MRP
Menyusun Struktur Produk
Menghitung Biaya-
biaya Pemesanan
Menghitung Total Biaya Persediaan
Selesai
Menghitung Biaya-
biaya Penyimpanan
Analisis
1. Analisis Pengelompokkan Elemen Pekerjaan Berdasarkan Waktu Mulai Pekerjaan
dan Rencana Penjadwalan Pekerjaan Berdasarkan Kelompok Pekerjaan
2. Analisis Kebutuhan Material per Periode
3. Analisis Lot Sizing dengan Metode Fixed Period Requirement (FPR) dan Total
Biaya Persediaan Berdasarkan Kelompok Pekerjaan
4. Analisis Kartu Kendali Persediaan
5. Analisis Rancangan Sistem
Identifikasi elemen pekerjaan dan
jenis material
1. Gambaran perencanaan proyek
2. Data kebutuhan material (BOQ)
1. Harga material per satuan
2. Biaya PesanBiaya SimpanTime schedule proyek
Seleksi elemen pekerjaan dan
jenis material
Urutkan elemen pekerjaan dengan waktu
mulai pengerjaan yang sama
Kelompokkan elemen pekerjaan dalam
kelompok-kelompok pekerjaan
Hitung Kebutuhan Total Material
Kelompok Pekerjaan (Netting)
Buat rencana penjadwalan pekerjaan
berdasarkan kelompok yang ditetapkan
Hitung besar lot pemesanan tiap periode (Lot sizing)
dengan metode FPR (Fixed Periode Requirement)
Tentukan lama periode pemesanan optimal (offsetting)
Studi Literatur
Pengolahan Data
Input MRP
Merancang Kartu Kendali
Persediaan
Penutup
Gambar 2. Flowchart Metodologi Penelitian

Pengendalian Persediaan Primary....(L. Lisya, et al.) 99
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Tabel 5. Hasil Pengelompokan Pekerjaan
Beton
Ready Mix
K 350
(m3)
Besi Beton
BJTD 40
(kg)
Besi Beton
BJTP 24
(kg)
Multipleks
t = 9 mm
(ukuran
2,4 m x 1,2
m) (m2)
Beton Ready Mix K
350 (m3)
Besi Beton
BJTD 40 (kg)
Besi Beton
BJTP 24 (kg)
Multipleks
t = 9 mm
(ukuran
2,4 m x 1,2
m) (m2)Lantai-1 - Pekerjaan Bored Pile B dia 1200 mm J11 1028,66 93468,82 14112,41 -
Lantai-2 - Pekerjaan Bored Pile A dia 1200 mm J24 601,37 54643,31 8250,33 -
Lantai-1 - Pekerjaan Pile Cap B J12 457,97 84785,96 - 614,10
Lantai-1 - Pekerjaan Tie Beam B J13 145,28 39903,70 - 745,69
Lantai Dasar - Pekerjaan Pile Cap C J2 876,45 145281,56 - 964,30
Lantai Dasar - Pekerjaan Tie Beam C J3 286,33 82185,78 - 1530,10
Lantai-1 - Pekerjaan Slab B J14 647,64 80361,05 - 5018,85
Lantai Dasar - Pekerjaan Bored Pile C dia 1200 mm J1 1455,96 132294,33 19974,48 -
Kelompok 4 Lantai-2 - Pekerjaan Pile Cap A J25 390,70 61563,87 - 393,46 390,70 61563,87 - 393,46
Lantai-1 - Pekerjaan Colum B J15 157,43 40178,77 - 1118,39
Lantai-1 - Pekerjaan Retainning Wall J19 49,45 9089,59 - 395,58
Kelompok 6 Lantai-2 - Pekerjaan Tie Beam A J26 168,96 43911,03 - 886,17 168,96 43911,03 - 886,17
Lantai-1 - Pekerjaan Beam C J16 653,98 155621,28 - 3311,93
Lantai Dasar - Pekerjaan Slab C J4 1235,79 145414,01 - 90,06
Lantai-2 - Pekerjaan Slab A J27 582,64 65332,63 - 5297,87
Lantai Dasar - Pekerjaan Retainning Wall J6 210,66 39504,11 - 1685,29
Lantai-2 - Pekerjaan Beam B J29 193,66 38845,45 - 1314,33
Lantai Dasar - Pekerjaan Colum C J5 208,85 67903,10 - 1323,43
Lantai Dasar - Pekerjaan Shear Wall J8 73,77 29750,58 - 462,53
Lantai-1 - Pekerjaan Wall Stair J22 22,45 136,12 - 374,14
Lantai-3 - Pekerjaan Beam B J43 143,25 50370,26 - 954,99
Lantai-2 - Pekerjaan Plat B J30 291,32 32666,32 - 2648,93
Lantai-2 - Pekerjaan Colum A J28 218,85 56089,09 - 1459,01
Lantai-1 - Pekerjaan Shear Wall J21 89,23 30847,60 - 647,88
Lantai-3 - Pekerjaan Slab B J44 274,25 31347,17 - 2266,96
Lantai-1 - Pekerjaan Plat C J17 647,64 80361,05 - 5018,85
Lantai-3 - Pekerjaan Beam A J40 311,43 89499,71 - 1384,14
Lantai-3 - Pekerjaan Slab A J41 274,25 31347,17 - 2266,96
Lantai-1 - Pekerjaan Stair J20 11,33 1810,54 - 102,12
Lantai-1 - Pekerjaan Separator Beam J23 1,68 382,18 - 20,12
Kelompok 11 Lantai-2 - Pekerjaan Colum B J31 115,86 36853,03 - 675,86 115,86 36853,03 - 675,86
Kelompok 12 Lantai-3 - Pekerjaan Colum A J42 82,07 20945,29 - 547,13 82,07 20945,29 - 547,13
Lantai-2 - Pekerjaan Shear Wall J36 143,35 35152,80 - 1145,17
Lantai-4 - Pekerjaan Beam A J54 307,15 93392,84 - 1365,09
Lantai-1 - Pekerjaan Colum C J18 130,88 46115,89 - 790,30
Lantai-4 - Pekerjaan Slab A J55 293,85 35429,81 - 2492,87
Lantai Dasar - Pekerjaan Wall Stair J9 10,91 62,14 - 181,84
Lantai-3 - Pekerjaan Colum B J45 146,71 36561,69 - 1014,69
Lantai-4 - Pekerjaan Shear Wall J62 66,55 8620,77 - 639,08
Lantai-2 - Pekerjaan Beam C J32 326,49 82713,36 - 1687,94
Lantai-2 - Pekerjaan Plat C J33 291,32 32666,32 - 2648,93
Lantai-4 - Pekerjaan Colum A J56 122,30 29120,66 - 815,33
Lantai Dasar - Pekerjaan Stair J7 19,72 3263,52 - 168,39
Lantai-2 - Pekerjaan Ramp J37 31,76 4592,08 - 256,62
Lantai-4 - Pekerjaan Beam B J57 150,57 33102,71 - 1058,56
Lantai-3 - Pekerjaan Shear Wall J50 143,35 23503,63 - 1145,17
Lantai-2 - Pekerjaan Stair J35 23,60 3766,15 - 209,50
Lantai-2 - Pekerjaan Colum C J34 14,21 4244,40 - 143,04
Lantai-4 - Pekerjaan Slab B J58 293,85 35429,81 - 2492,87
Lantai-3 - Pekerjaan Ramp J51 31,76 4592,08 - 256,62
Lantai Dasar - Pekerjaan Separator Beam J10 0,50 122,51 - 5,94
Lantai-2 - Pekerjaan Wall Stair J38 39,96 229,71 - 666,03
Lantai-3 - Pekerjaan Beam C J46 236,23 59578,19 - 1624,66
Lantai-3 - Pekerjaan Slab C J47 274,25 31347,17 - 2266,96
Lantai-4 - Pekerjaan Colum B J59 59,00 14532,72 - 464,88
Lantai-2 - Pekerjaan Separator Beam J39 1,68 347,70 - 20,12
Kelompok 20 Machine Room - Pekerjaan Beam J67 262,21 152474,99 - 3068,49 262,21 152474,99 - 3068,49
Machine Room - Pekerjaan Slab J68 254,18 32623,20 - 2179,52
Lantai-4 - Pekerjaan Ramp J63 31,76 4592,08 - 256,62
Kelompok 22 Lantai-3 - Pekerjaan Colum C J48 90,12 29805,14 - 525,67 90,12 29805,14 - 525,67
Kelompok 23 Lantai-4 - Pekerjaan Beam C J60 96,73 25979,44 - 644,84 96,73 25979,44 - 644,84
Roofing - Pekerjaan Beam J72 13,96 2727,73 - 93,09
Roofing - Pekerjaan Slab J73 16,89 1816,88 - 151,80
Machine Room - Pekerjaan Stair J70 129,18 73,98 - 258,37
Machine Room - Pekerjaan Column J66 10,95 2269,86 - 109,51
Lantai-3 - Pekerjaan Stair J49 20,09 3198,86 - 177,60
Machine Room - Pekerjaan Shear Wall J69 8,79 1049,47 - 60,98
Kelompok 27 Lantai-3 - Pekerjaan Wall Stair J52 38,43 238,22 - 640,46 38,43 238,22 - 640,46
Lantai-4 - Pekerjaan Stair J61 12,53 1990,91 - 109,39
Machine Room - Pekerjaan Separator Beam J71 0,43 125,19 - 5,19
Kelompok 29 Lantai-4 - Pekerjaan Separator Beam J65 1,33 284,55 - 16,01 1,33 284,55 - 16,01
Kelompok 30 Lantai-3 - Pekerjaan Separator Beam J53 1,68 362,48 - 20,12 1,68 362,48 - 20,12
Kelompok 31 Lantai-4 - Pekerjaan Wall Stair J64 35,13 187,17 - 585,57 35,13 187,17 - 585,57
16093,50 2750983,27 42337,22 75983,01
Kelompok 1
Demand Material
No.
Kelompok
Pekerjaan
Simbol
Total Demand Per Kelompok Pekerjaan
2413,24
Total
Kelompok 2
Kelompok 5
Kelompok 7
Kelompok 8
Kelompok 9
Kelompok 24
Kelompok 25
Kelompok 26
Kelompok 28
Kelompok 3
571,16
285,93
30,85
140,13
28,88
12,96
Kelompok 10
Kelompok 13
Kelompok 14
Kelompok 15
Kelompok 16
Kelompok 17
Kelompok 18
Kelompok 19
Kelompok 21
603,25
3266,37
206,88
2472,41
709,40
742,65
1520,57
450,50
435,65
124689,66
440122,71
49268,36
366367,92
176139,37
169973,26
234747,82
128545,65
81607,84
2116,10
213,25
791,58
317,52
380,28
-
-
-
-
-
-
-
-
45182,46
152355,93
60372,48
44618,51
105805,79
37215,28
4544,61
2343,84
4248,33
114,58
-
-
19974,48
-
-
-
-
-
-
-
Elemen Pekerjaan
-22362,74148112,131630,04
-
1359,79
7513,25
1513,97
8699,86
5159,72
5710,81
11059,14
2510,27
3465,01
1653,77
5577,22
3564,51
4376,61
2436,14
244,88
367,88
238,58

100 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:93-104
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
Gambar 3. Rencana Penjadwalan Pekerjaan Main Building Structure
3.4. Kartu Kendali Persediaan
Penerapan rencana jadwal pekerjaan
perlu didukung instrument untuk
pengendalian persediaan. Kartu kendali
material adalah instrumen yang diusulkan
dalam penelitian ini. Kartu kendali
persediaan ini berguna untuk
mengendalikan jumlah persediaan yang
ada di gudang dan mengendalikan
material yang keluar masuk gudang serta
sebagai early warning system, sehingga
out of stock terhindarkan. Desain kartu
kendali persediaan dapat dilihat pada
Gambar 4.
Kartu kendali persediaan yang
dirancang berguna sebagai alat untuk
memonitoring dan mengendalikan
persediaan material. Tujuan utama dari
perencanaan dan pengendalian
persediaan pada proyek pembangunan
Rumah Sakit Pendidikan Universitas
Andalas adalah agar proyek dapat selesai
tepat pada waktu dan hasil/spesifikasi
bangunan sesuai dengan desain yang
direncanakan dan disepakati oleh
kontraktor dan pihak Universitas Andalas.
Selain itu tujuan lain dari perencanaan dan
pengendalian persediaan bagi pihak
kontraktor adalah agar penggunaan
kapasitas pembangunan yang efisien dan
biaya operasi minimum serta menjaga
tingkat persediaan sepanjang/selama
meterial digunakan dalam proses
pembangunan bangunan. Persediaan
tidak dapat diabaikan karena fungsinya
sebagai penyangga / buffer dalam
memelihara kelancaran proses pengerjaan
proyek.
Kartu kendali persediaan yang
dirancang berguna sebagai alat untuk
memonitoring dan mengendalikan
persediaan material. Tujuan utama dari
perencanaan dan pengendalian
persediaan pada proyek pembangunan
Rumah Sakit Pendidikan Universitas
Andalas adalah agar proyek dapat selesai
tepat pada waktu dan hasil/spesifikasi
bangunan sesuai dengan desain yang
direncanakan dan disepakati oleh
kontraktor dan pihak Universitas Andalas.
Selain itu tujuan lain dari perencanaan dan
pengendalian persediaan bagi pihak
kontraktor adalah agar penggunaan
kapasitas pembangunan yang efisien dan
biaya operasi minimum serta menjaga
tingkat persediaan sepanjang/selama
meterial digunakan dalam proses
pembangunan bangunan. Persediaan
tidak dapat diabaikan karena fungsinya
sebagai penyangga / buffer dalam
memelihara kelancaran proses pengerjaan
proyek.
Penerapan kartu kendali persediaan
dapat diterapkan dengan memperhatikan
beberapa asumsi berikut:
1. Sistem yang membagi-bagi pemesanan
dalam kelompok dengan
mempertimbangkan faktor ekonomi
seperti pertimbangan penggunaan
modal oleh kontraktor dapat
dialokasikan merata ke material lain
yang dibutuhkan pada saat yang
bersamaan.

Pengendalian Persediaan Primary....(L. Lisya, et al.) 101
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
2. Periode pemesanan berbeda untuk
beberapa kelompok pekerjaan dengan
mempertimbangkan kapasitas gudang
seperti pada material multipleks dimana
kapasitas gudangnya sebesar 10185,19
m2.
3. Pemesanan yang dilakukan sekaligus per
kelompok pekerjaan diperiode awal
dilakukan dengan mempertimbangkan
faktor waktu seperti lamanya
transportasi untuk pengiriman barang
oleh vendor. Selain itu, juga
dipertimbangkan faktor ketidakpastian
seperti terjadinya keterlambatan
pengirimanan barang oleh vendor,
kelangkaan material yang dibutuhkan
dan adanya kenaikan harga dipasaran
yang akan menambah biaya proyek
secara keseluruhan.
4. Pemesanan yang dilakukan tiap periode
per kelompok pekerjaan dilakukan untuk
material beton ready mix K 350 karena
sifat material tersebut tidak bisa
disimpan dalam jangka waktu yang
lama.
5. Pemesanan yang dilakukan sekaligus per
kelompok pekerjaan diperiode awal
dapat dilakukan karena jenis material
tidak mudah rusak jika disimpan dalam
jangka waktu yang lama, berlaku untuk
material besi beton BJTD 40 dan BJTP 24.
6. Pemesanan yang dilakukan sekaligus per
kelompok pekerjaan diperiode awal
dapat dilakukan karena lahan yang
berfungsi sekaligus menjadi gudang
penyimpanan material cukup luas dan
mampu menampung material yang
dipesan, berlaku untuk material besi
beton BJTD 40 dan BJTP 24.
Gambar 4. Rancangan Kartu Kendali Persediaan

102 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:93-104
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
3.5. Pembahasan
Pengelompokkan elemen pekerjaan
dilakukan terhadap elemen-elemen
pekerjaan yang waktu mulai pekerjaannya
sama. Semakin banyak elemen pekerjaan
yang pengerjaannya berada diwaktu yang
sama, maka akan semakin banyak elemen
pekerjaan penyusun untuk pekerjaan
tersebut. Pengelompokkan ini dilakukan
untuk membuat rencana penjadwalan
pekerjaan yang akan mempengaruhi
sistem perencanaan pemesanan material.
Semakin banyak kelompok pekerjaan
yang dihasilkan, berarti semakin lama
penggunaan material. Berdasarkan
pengelompokkan pekerjaan untuk
membangun main building stucture yang
dilakukan terdapat sebanyak 31 kelompok
dalam waktu 33 minggu dengan kelompok
yang memiliki jumlah elemen pekerjaan
penyusun kelompok pekerjaan terbanyak
yaitu terdapatpada kelompok pekerjaan
ke-13 dengan penyusun sebanyak 6
elemen pekerjaan.
Kebutuhan material masing-masing
elemen pekerjaan per periode ditentukan
berdasarkan proporsi/bobot pekerjaan per
periode pekerjaan dibandingkan dengan
bobot total pengerjaan per elemen
pekerjaan sampai selesai, lalu dikalikan
dengan jumlah total kebutuhan per
elemen pekerjaan, periode berupa
minggu. Perkiraan jumlah kebutuhan
(demand) per durasi total penyelesaian
elemen pekerjaan menjadi kebutuhan per
periode dengan mempertimbangkan bobot
elemen pekerjaan per periode sepanjang
durasi penyelesaian masing-masing
elemen pekerjaan yang direncanakan.
Berdasarkan perhitungan, kebutuhan
material per periode terbanyak terdapat
pada material besi beton BJTD 40 pada
kelompok pekerjaan 3 di periode ke-5
sampai dengan periode ke-7 dengan besar
kebutuhan material sama yaitu sebesar
68999,33 kg. Dan kebutuhan material per
periode paling sedikit pada material beton
ready mix K 350 di kelompok pekerjaan 29
periode ke-1 sampai periode ke-2 dengan
besar kebutuhan material sama yaitu
sebesar 0,67 m3. Hal ini menunjukkan
semakin besar proporsi per periode yang
dimiliki material, maka akan semakin
besar jumlah kebutuhan material
tersebut.
Pada metode FPR ini selang
waktu/periode antar pemesanan pada
kelompok pekerjaan dibuat tetap dengan
penjumlahan ukuran lot sesuai pada
kebutuhan bersih pada periode yang telah
ditetapkan. Periode antar pemesanan tiap
kelompok pekerjaan berbeda. Perbedaan
ini terjadi karena pengaruh sifat dari jenis
material bisa disimpan lama (besi beton
BJTD 40, besi beton BJTP 24 dan
multipleks t = 9 mm) dan tidak bisa
disimpan lama (beton ready mix K 350),
serta kapasitas gudang khusus untuk
material yang disimpan di gudang dalam
yaitu multipleks t = 9 mm. Periode antar
pemesanan berbanding lurus dengan
jumlah ukuran lot pemesanan. Jika
semakin besar periode yang ditetapkan,
maka akan semakin besar jumlah ukuran
lot pemesanan material. Semakin banyak
kebutuhan material pada setiap kelompok
pekerjaan, maka akan semakin lama
selang waktu/periode antar pemesanan,
artinya perusahaan kontraktor semakin
jarang melakukan pemesanan material
kepada pemasok (supplier) untuk
kelompok pekerjaan tersebut seperti
pemesanan yang umum dilakukan untuk
material besi beton BJTD 40 dan besi
beton BJTP 24. Misal selang waktu/periode
antar pemesanan kelompok pekerjaan 1
untuk material tersebut dengan
pemesanan 1 kali untuk kebutuhan enam
periode ke depan. Hal ini dilakukan agar
kebutuhan material dapat terpenuhi
sesuai dengan proporsi bobot pekerjaan di
masing – masing periode. Ukuran lot
pemesanan optimal (Q*) berbeda untuk
setiap jenis material pada kelompok
pekerjaan yang sama, hal ini tergantung
pada kebutuhan, sifat material dan
kapasitas gudang yang mengakibatkan
bervariasinya periode antar pemesanan
dan frekuensi pemesanan primary items
pada kelompok pekerjaan tersebut. Q*
akan besar jika jumlah kebutuhan dari
penjumlahan kebutuhan berdasarkan
interval pemesanan yang ditetapkan juga
besar, begitu juga sebaliknya.
Selain itu, jumlah persediaan yang
didapatkan dengan metode FPR ini mampu
memenuhi kebutuhan material tiap
periode. Hal ini dibuktikan berdasarkan

Pengendalian Persediaan Primary....(L. Lisya, et al.) 103
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
perhitungan material besi beton BJTD 40,
ukuran pemesanan periode 0 sebesar
148112,13 kg, dan periode 1 sebesar
124689,66 kg, sehingga jumlah
persediaan dapat memenuhi jumlah
kebutuhan material periode 1 sebesar
28868,14 kg dengan sisa persediaan
periode 1 sebesar 243933,65 kg.
Berdasarkan penjelasan di atas, dapat
ditarik kesimpulan bahwa pengambilan
kebijakan rencana pemesanan material
harus mempertimbangkan sifat material
dan kapasitas gudang untuk menentukan
periode pemesanan dan frekuensi
pemesanan primary items, agar
keputusan lebih optimal jika dibandingkan
dengan hanya mempertimbangkan salah
satu faktor. Misalnya jika keputusan yang
diambil hanya mempertimbangkan
interval pemesanan maka akan
menimbulkan masalah bahwa pemesanan
yang dilakukan akan melebihi kapasitas
gudang contoh material multipleks
kapasitas penyimpanan gudang sebesar
10185,19 m2.
Total biaya persediaan minimum
terdapat pada kelompok pekerjaan 24
karena jumlah kebutuhan bersihnya juga
minimum dan jumlah elemen pekerjaan
penyusun kelompok pekerjaan tersebut
sedikit, yaitu hanya 2 elemen pekerjaan
(roofing - pekerjaan beam dan roofing -
pekerjaan slab) dengan biaya persediaan
sebesar Rp 113.892.227. Jumlah
kebutuhan material sangat mempengaruhi
total biaya persediaan. Jika kebutuhan
material besar maka total biaya
persediaan yang dihasilkan besar.
Kebutuhan material besar berdampak
besar kepada besarnya biaya pembelian
material yang mempengaruhi total biaya
persediaan, mengingat harga material
relatif mahal.
4. KESIMPULAN DAN SARAN
Penelitian ini menghasilkan periode
pemesanan optimal untuk primary items
pada pengerjaan main building structure
dengan berbasis elemen pekerjaan
menggunakan metode FPR dan jumlah
persediaan yang didapatkan mampu
memenuhi kebutuhan material setiap
periode dengan pembagian kelompok
pekerjaan sebanyak 31 kelompok.
Penelitian ini menghasilkan desain
rancangan kartu kendali persediaan
sebagai mekanisme monitoring
pengadaan material. Usulan/rekomendasi
bagi kontraktor jika sistem persediaan
berdasarkan kelompok pekerjaan seperti
yang diusulkan adalah pihak kontraktor
mengkoordinasikan/mendiskusikan
rencana kedatangan material dengan
vendor, agar material sampai di proyek
tepat waktu dan pekerjaan tidak
terganggu
Penelitian selanjutnya dapat
dikembangkan dengan aspek lain seperti
sistem pemesanan terintegrasi antara
vendor dengan kontraktor dan
mempertimbangkan safety stock.
Penelitian selanjutnya dapat
dikembangkan dengan model persediaan
yang lebih sesuai dan lebih sensitif
terhadap perubahan seperti kenaikan
harga dan diskon, agar didapatkan solusi
yang lebih optimal terhadap sistem
persediaan primaty items. Penelitian
selanjutnya bisa merancang suatu
aplikasi/sistem informasi untuk
perencanaan primary items, sehingga
perusahaan dapat merencanakan
persediaan primary items maupun
material lain yang digunakan dalam
penyelesaian pembangunan proyek lebih
mudah dan cepat oleh aktor-aktor yang
berada di lingkup sistem serta laporan
persediaan lebih mudah diakses.
DAFTAR PUSTAKA
[1] Badan Pusat Statistik. (5 Agustus
2014). Pertumbuhan Ekonomi
Indonesia Triwulan II-2014. Berita
Resmi Statistik, diakses pada 2
Oktober 2014, dari http://bps.go.id.
[2] Husen, A. (2011). Manajemen
Proyek Perencanaan, Penjadwalan
dan Pengendalian Proyek.
Yogyakarta : Penerbit Andi.
[3] Patil, A.R. (2013). Analyzing Material
Management Techniques on
Construction Project. International
Journal of Engineering and
Innovative Technology (IJEIT).
3(4), 96-100.

104 Jurnal Optimasi Sistem Industri, Vol. 15 No. 1, April 2016:93-104
ISSN 2088-4842 / 2442-8795 OPTIMASI SISTEM INDUSTRI
[4] Bandripta, A.Y. (2009). Analisa
Persediaan Material Proyek
Pembangunan Kompleks Pasar
Tradisional dan Plasa Lamongan.
Tugas Akhir. Institut Teknologi
Sepuluh Nopember Surabaya.
[5] Tersine, R.J. (1994). Principles of
Inventory and Materials
Management. (Ed. 4). New Jersey
USA
[6] Sobotka, A., Czarnigowska, A. dan
Stefaniak, K. (2005). Logistics of
Construction Projects. Journal of
Foundations of Civil and
Environmental Engineering. (6).
203-216.