universidad rafael landÍvar facultad de...
TRANSCRIPT
UNIVERSIDAD RAFAEL LANDÍVAR FACULTAD DE INGENIERÍA
INGENIERÍA QUÍMICA INDUSTRIAL
CÁLCULO Y SELECCIÓN DE UNA MÁQUINA FLEXOGRÁFICA PARA UNA EMPRESA DE CARTÓN CORRUGADO
TESIS PRESENTADA POR:
WESLY JAVIER AGUILERA GUERRA
PARA OPTAR AL TITULO DE
INGENIERO QUIMICO INDUSTRIAL
EN EL GRADO DE
LICENCIADO
GUATEMALA, OCTUBRE DE 1999

Guatemala, 5 de Octubre de 1999
Ingeniero Carlos Alvarado Galindo Secretariode la Facultad de Ingeniería Universidad Rafael Landívar Presente Estimado Ingeniero:
Coordialmente, me dirijo a usted para presentar el informe final de la Tesis de graduación titulada “Cálculo y Selección de una Máquina Flexográfica para una planta de Cartón Corrugado”, presentada por el estudiantes Wesly Javier Aguilera Guerra, carnet 44351-92, de la carrera de Ingeniería Química Industrial.
En cumplimiento a la designación que me hiciera el Consejo de Facultad de Ingeniería de la Universidad Rafael Landívar, para asesorar el presente informe, tengo el agrado de comunicarle que lo he revisado y estimo que reúne los requisitos académicos exigidos por la Universidad, por lo que emito mi opinión favorable de dicho documento a efecto de que sea aceptado y sea nombrada la terna para que el alumno pueda realizar la defensa privada de tesis, previo a su graduación profesional.
Agradezco su distinción al nombrarme Asesor del presente trabajo y aprovecho para suscribirme,
Atentamente, Ing. Roberto Palacios Asesor de Tesis

AUTORIDADES DE LA UNIVERSIDAD RAFAEL LANDÍVAR Rector: Lic. Gonzallo de Villa, S.J. Vicerector General: Licda. Guillermina Herrera Peña Vicerector Académico: Dr. Charles Bernie, S.J. Secretario General: Lic. Renzo Lautaro Paniagua Director Administrativo: Arq. Victor Paniagua Subdirector Administrativo: Arq. Mario Humberto Gabriel Director Financiero: Ing. Carlos Vela Shippers
AUTORIDADES DE LA FACULTAD DE INGENIERÍA Decano: Ing. Jorge Lavarreda Grotewold Vicedecano: Ing. Federico Salazar Rodríguez Secretario: Ing. Carlos Alvarado Galindo Director Ingeniería Química Industrial: Ing. Luis Vicente Chavéz de León Director Ingeniería Mecánica Industrial: Ing. Edwin Rodolfo Guerra Tezén Director Ingeniería Industrial: Ing. Jorge Edgar Nadalini Lemus Director Ingeniería Civil Administrativa: Ing. José Carlos Gil Rodríguez Director Ingeniería Informática y Sistemas: Ing. Mario Enrique Sosa Castillo Coordinador de Carreras Técnicas Ing. Carlos Alvarado Galindo Director de Programa de Maestría en Administración Industrial: Ing. Carlos Galindo Representantes de Catedráticos: Ing. Karim Sofía Paz Abdo Ing. Eduardo Barrios Bathen Representante Estudiantil Yara Argueta Mario Montenegro
TRIBUNAL EXAMINADOR:
Ing. Luis Vicente Chávez
Ing. Dalila Rayo de Mazariegos Ing. José Manuel Samayoa

ASESOR
Ing. Roberto Palacios
DEDICATORIA: A DIOS, Padre, Hijo y Espíritu Santo: Quién me dio la vida, luz, amor, salud, fortaleza y especialmente la salvación, para Él sea la Gloria, Honra y Dominio por los siglos de los siglos. A MI PADRE, Francisco Javier Aguilera: Por ser siempre un apoyo, para mi, que Dios lo Bendiga, cada día más. A MI MADRE, María Magdalena de Aguilera: Por ser un ejemplo de fe y de determinación en lo que se busca. Dios la Bendiga, cada día más.
1.1 INTRODUCCION
Actualmente, en el país el empaque de los productos, ha recibido un gran
auge, especialmente con cartón corrugado. Dentro de esta industria, el proceso de
impresión es muy importante y hoy en día la Flexografía es el proceso que se usa para
la impresión, el cual ya se está utilizando en algunas fábricas, y del cual, no se posee
mucha informaci
ón escrita, pues es un tema relativ amente nuev o y se ha trabajado por las empresas de
manera confidencial.
Por lo cual, se busca poner al alcance de cualquier persona, interesada en el
tema, información no sólo referente al proceso flexográfico, sino a todo lo que
implica el cálculo y la selección de una máquina, dentro del proceso de fabricación
de cartón corrugado.
Se ha seleccionado este tema debido a que Guatemala, por la Globalización,
necesita un desarrollo en la calidad del empaque basándose en cartón corrugado, ya
que, para mantenerse en el mercado, el cartón debe llenar las expectativ as de los
clientes y la impresión es parte fundamental de la presentación del cartón.
Se pretende, a trav és de este estudio, contribuir con el desarrollo tecnológico,
para que una empresa de cartón corrugado, pueda consultar el estudio para mejorar
sus rendimientos y calidad.
La empresa mostrada tiene dos prensas litográficas de 50x110 pulgadas, con
una lámina tipo promedio de 15x60 pulgadas, mullen 175 de cartón corrugado.
Las prensas están a un 98% de su capacidad y deben ser reemplazadas y pensarse en
un incremento de producción del 15% para los próximos dos años.
Para tal efecto se piensa calcular una máquina que se encargue de la
producción de cajas comercial y las actuales impresoras litográficas, se dejen para
cajas agrícolas.
Se cotizarán con dos prov eedores dicha máquina con las características
necesarias. Con los datos suministrados por los prov eedores de maquinaria, se
calcularán y ev aluarán los tiempos de pago, para cada máquina y se escogerá la más
factible económicamente.
De acuerdo a los cálculos a realizarse, se escogerá y recomendará la mejor
máquina para las necesidades, así como el prov eedor de la máquina.
1.2 LO ESCRITO SOBRE EL TEMA:
En el país no se tienen registros, en las bibliotecas, de textos que traten acerca
del tema, algunas rev istas y otros textos, proporcionados por personas relacionadas con
el tema, son la fuente principal.
1.2.1 Dupont (Sin año), ha elaborado: el Manual de Procesamiento y uso de
Planchas Flexográficas, en el que se establecen aspectos importantes del control de
calidad de las planchas, mencionando los siguientes aspectos clav es:
1. La base que soporta la placa debe ser grande, suav e y a niv el.
2. La punta de medición debe ejercer mínima presión (menor de 0.5 Lb
por pulgada cuadrada)
3. El área, a ser medida, debe ser por lo menos ½ pulgada cuadrada.
4. Las mediciones deben hacerse sobre áreas sólidas.
5. El soporte de poliester debe estar perfectamente limpio para obtener datos
de espesores correctos.
1.2.2 (Maldonado, 1997), hace referencia a la secuencia que se sigue para el cálculo e
implementación adecuada de un equipo a instalar, los pasos son:
a. Inspección del equipo: siempre es necesario en todo proyecto v er qué equipo
existe, conv irtiéndose esto, en el inicio fundamental del estudio.
b. Cotizaciones: para darse una idea del mercado, se debe cotizar el equipo, ya
sea en el mercado local como internacional.
c. Implicaciones de la instalación y traslado: muy importante después de
decidir dónde comprar el equipo es el hecho de la instalación y traslado, ya
que esto implica muchos aspectos que no sólo influyen en gastos, sino que
también interv ienen en el aspecto técnico.
d. Accesorios: Siempre se necesita en toda instalación: tuberías, tornillos, y
otros que se deben considerar para el costo de instalación de la maquinaria.
e. Sistemas de Control y Seguridad: Si no se controla el proceso no se sabe si
funciona bien o existen anomalías en detrimento de la calidad; entonces, es
indispensable la implementación de los sistemas de seguridad y control.
f. Corridas de Prueba: Antes de poner en marcha el proceso, se debe establecer
unas corridas iniciales para comprobar que todo esté funcionando bien.
1.2.3. (Deschtaman, 1992), Se refiere a todos los aspectos que influyen en el análisis
de factibilidad de un proyecto; éstos se describen seguidamente:

a. Técnicos: todas las implicaciones tecnológicas, que llev a la instalación de
la Flexografía el proceso del cartón corrugado.
b. Económicos: analiza la inv ersión, los costos de fabricación y otros
relacionados con la instalación y su puesta en marcha.
c. Ambientales: que rigen las leyes en Guatemala, para determinar qué
medidas podemos tomar para ev itar problemas ambientales y legales.
d. Producción: cómo quedará la línea de producción después de la instalación
y las modificaciones a realizar, para lograr una adecuada producción.
1.2.4 (Díaz, 1998), Describe el proceso de conv ersión del cartón corrugado,
mencionando éste a grandes rasgos:
La manufactura del cartón corrugado empieza con un pliego de papel. Este es
suav izado con vapor y alimentado en enormes rodillos de metal. Colocado en el
engranaje, los rodillos presionan el material en forma de ondas que generan las
llamadas flautas. Se aplica almidón en los extremos de las flautas en un lado y una
lámina plana de cara de papel (linerboard) es presionada suav emente contra éstas,
resultando así un corrugado de cara sencilla, flexible en dos direcciones, que ser
utilizado para env olv er o como amortiguador.
Se puede aplicar más adhesiv o en los extremos de las flautas del otro lado y
pegar otra lámina de cara de papel (linerboard). Con estas superficies planas en los
extremos, el producto es conocido como pared sencilla. El cartón de cara sencilla,
puede ser adherido a uno de pared simple, formando así una doble pared.

1.3 MARCO TEORICO
1.3.1 DEFINICIONES IMPORTANTES
Adhesiv o: sustancia que se utiliza para pegar los dos materiales, cuerpos, etc., posee
materia pegajosa, por medio de la cual se llev a a cabo esta función.
Almidón: es un polisacárido, que está en los órganos v erdes de las plantas.
Aglutinante Elastomérico: sustancia que puede unir dos materiales, pero que posee la
facilidad de flexibilidad, similar a la del caucho.
Biselar: corte, en forma oblicua, de bloques o material que se desee cortar.
Emulsión: es una suspensión coloidal de un líquido en un líquido.
Fotopolímero: es un polímero sensible a la luz.
Fotosensible: son cuerpos sensibles a la luz.
Poliester: es un compuesto formado por la polimerización de condensación, en el cual
dos moléculas se unen con la liberación de una molécula más sencilla y pequeña.
Polimerización: es la combinación de muchas moléculas pequeñas para formar una
molécula grande
Polímero: son grandes moléculas de cadenas que constan de cadenas o anillos de
unidades monómeras enlazadas y que se caracterizan por elev ados puntos de fusión y
ebullición.
Solución Acuosa: es una solución hecha a base de agua.
Solución Solv it: es un producto no clorado, que reemplaza al percloroetileno; sirv e
para lavar; no se dio a conocer la fórmula.

1.3.2 HISTORIA:
La historia del cartón corrugado, está v inculada fuertemente, con el transporte
v ía ferrocarriles en los Estados Unidos de América, pues por la necesidad de regular y
uniformar el transporte, se empieza el uso de estos materiales, para hacer cajas que
contengan la mercadería.
En 1871, se le concedió una patente de los Estados Unidos para el uso del
cartón corrugado simple a Albert Jones. En 1874, Oliv er Long, patentó el concepto
de agregar una cara a uno de los lados del papel corrugado y así ev itar que la
ondulación perdiera su forma, posteriormente se agrega una cara más, dando lugar a
una serie de desarrollos que permitieron llegar, en 1894, a las cajas del cartón.
Actualmente, en Estados Unidos, se han publicado unas 20 ediciones de
manuales, y en nuestro país no se ha profundizado mucho, específicamente, sobre el
tema. Se producen manuales internos únicamente, los cuales son imposibles de tener
al alcance para la presente inv estigación, ya que se consideran documentos
confidenciales.
1.3.3 FLEXOGRAFÍA:
Es un método de impresión directa y rotativ a, que usa láminas con reliev e o
imagen elástico, de hule o material fotopolímero. Los clisés son sujetados al cilindro
del plato de v arios largos repetidos, entintados por un rodillo entintador con celdas
estructuradas y medidor de entintado, con o sin una cuchilla en ángulo rev erso y
llev a una tinta de secado rápido a planchas que imprimen v irtualmente en cualquier
substrato, absorbente o no absorbente.
Dentro de los fotopolímeros, existen dos formas clasificarlos: el primero los
fotopolímeros lavados con solución acuosa y el segundo, los fotopolímeros lavados con
solv entes.
La Flexografía es un proceso que esta relacionado con los procesos de
impresión para plásticos, pero también está ligado a la impresión de cartón
corrugado que es la parte de Flexografía que se está inv estigando por lo que es de
suma importancia describir el proceso de cartón corrugado:
1.3.4 PROCESO DE CARTON CORRUGADO:
Según (Palacios, 1998), la manufactura del cartón corrugado empieza con un
pliego de material corrugado. Este es suav izado con vapor y alimentado en enormes
rodillos de metal. Ya colocado en el engranaje, los rodillos v an presionando el
material en forma de ondas llamadas flautas.
Se aplica almidón en los extremos de las flautas en un lado y una lámina
plana de cara de papel, es presionada suav emente contra éstas, resultado así un
corrugado de cara sencilla, se puede aplicar más adhesiv o en los extremos de las
flautas del otro lado y pegar otra lámina de papel.
Con estas dos superficies planas en los extremos, el producto es conocido como
pared sencilla. Este material queda rígido y puede ser cortado y colocado en cajas.
Enseguida v iene el proceso de impresión; para este estudio se desarrollo el proceso
flexográfico.
El cartón, de cara sencilla, puede ser adherido a uno de pared sencilla,
formando así una doble pared. Pliegos, de cara sencilla, pueden ser adheridos a una
doble pared. Estas tres son también conocidas como cartón combinado. (Ver
siguiente página)

La parte central del proceso la realiza la máquina corrugadora, dentro de la
que se llev an a cabo procesos importantes:
A. Cara Simple (Single Face)
En esta parte, el corrugado medio, es acondicionado por medio de calor y v apor.
Se debe asegurar que el corrugado entre uniformemente al single face, después pasa
al baño de v apor Gaylord, en donde se calienta y v aporiza la cara inferior del
corrugado al mismo tiempo que una ducha superior v aporiza la cara superior. Se
calienta y v aporiza el corrugado medio, formándose las flautas mediante calor y
presión.
Las flautas recién formadas, son desprendidas de los rodillos de corrugado que
las sujetan, mediante dedos de una sola pieza; éstos, confinan al corrugado medio

a las flautas del rodillo inferior de corrugado en tanto que se aplica adhesiv o al
v értice de las flautas que se han formado. La cara Simple, recién formada, pasa
alrededor del rodillo tensor, luego al transportador v ertical y continúa hacia
arriba hasta el puente horizontal. Después se va al Cara Doble (double backer),
en donde es adherido el segundo cara.
B. Cara Doble (Doble Backer)
Se realiza una segunda aplicación de adhesiv o, son pre-acondicionados con calor
y v apor. El adhesiv o es aplicado a los v értices de las flautas de la cara simple
por el rodillo aplicador de adhesiv o. La combinación de la cara simple con la
cara secundaria, entra en una sección de planchas calientes, en donde se logra el
enlace del segundo adhesiv o.
En el final de la máquina corrugadora, el cartón corrugado continuo, es
cortado longitudinal y transv ersalmente; luego troquelado y almacenado, antes
del proceso de IMPRESIÓN.
Parte importante del proceso lo constituye la máquina corrugadora:
Esta máquina posee una altura generalmente de 4 y 5 metros, un ancho entre
2 y 2.5 metros y un largo aproximado de 100 metros. Una corrugadora típica opera
a una v elocidad de 300 a 350 metros por minuto y a 100 metros por minuto,
durante cambio de rollos. Un rollo típico de papel dura, aproximadamente, una
hora en pasar por la corrugadora.
1.3.5 MATERIAS PRIMAS
Para el proceso de Flexografía, se requiere las planchas flexográficas y tinta
principalmente. Pero este estudio está enfocado de cartón corrugado; mencionaremos
primero, el papel como materia prima para obtener el cartón.
A. PAPEL: actualmente, dos procesos químicos son utilizados para la elaboración
del papel que se utiliza para manufactura de cartón corrugado, se identifican
como sulfito o sulfato; su nombre más común es Proceso Kraft, y posee las
v entajas de producir fibras más largas y en consecuencia, el papel más resistente.
Este proceso usa maderas suav es, el color natural del producto es una sombra del
café deriv ado de las fibras de la madera y v aría de acuerdo a la mezcla de las
especies de los árboles y al área de crecimiento. La cara se conv ierte en el
substrato sobre el cual se imprime una caja y que, debido a la fuente de materia
prima, algunas fluctuaciones de color pueden ocurrir entre diferentes lotes.
En el proceso de manufactura, la pulpa de las fibras limpias, son suspensiones en
agua y pasadas luego por un colador. Las fibras tienden a alinearse en la
dirección del fluido, dando más resistencia en esa dirección y mayor fuerza, a
trav és de la superficie. Se orienta la fibra para incrementar la resistencia del
cartón dependiendo de su aplicación. La pulpa v irgen blanqueada, produce cara
de papel blanca. Una capa delgada de pulpa blanqueada, al tope de una sin
blanquear, da como resultado un linerboard jaspeado, algunas v eces llamado
blanco Oyster.
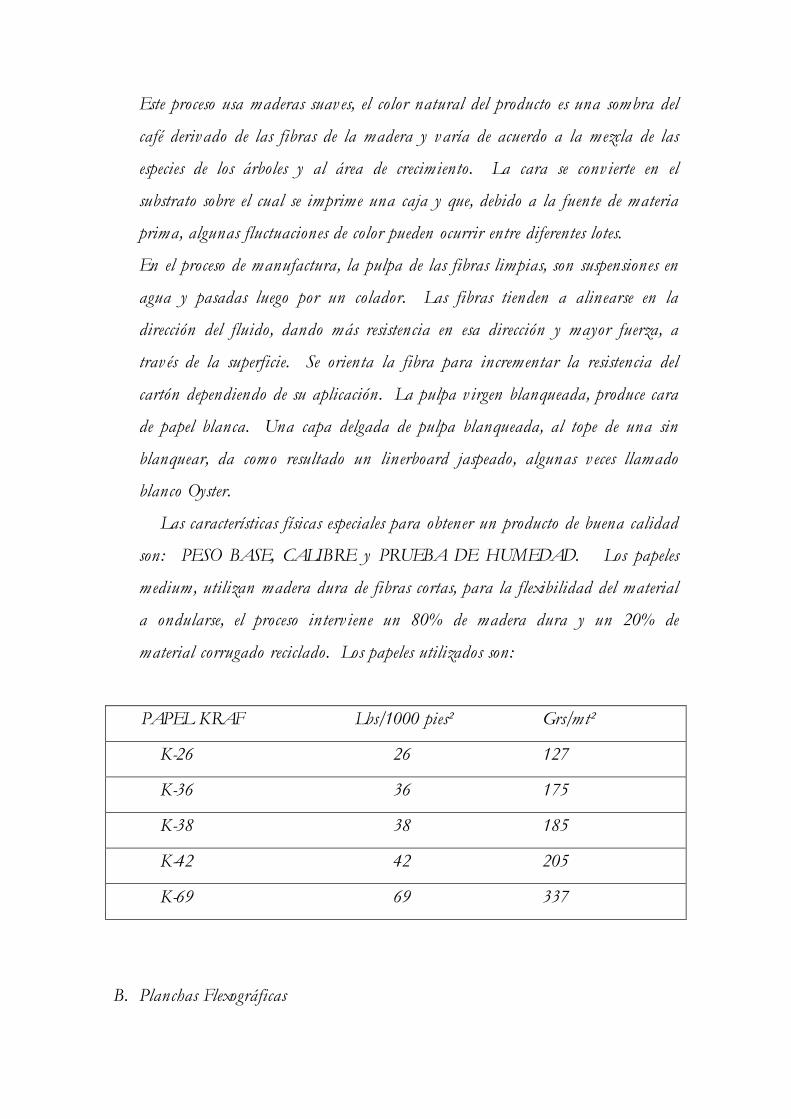
Las características físicas especiales para obtener un producto de buena calidad
son: PESO BASE, CALIBRE y PRUEBA DE HUMEDAD. Los papeles
medium, utilizan madera dura de fibras cortas, para la flexibilidad del material
a ondularse, el proceso interv iene un 80% de madera dura y un 20% de
material corrugado reciclado. Los papeles utilizados son:
PAPEL KRAF Lbs/1000 pies² Grs/mt²
K-26 26 127
K-36 36 175
K-38 38 185
K-42 42 205
K-69 69 337
B. Planchas Flexográficas

Son placas de impresión en reliev e que consiste de un fotopolímero unido a un
soporte de poliester. La placa es flexible, estable dimensionalmente y
extremadamente uniforme en su espesor. La placa es como un emparedado en su
estructura, consistente de una capa de fotopolímero fuertemente anclada a un
soporte de poliester. La superficie del fotopolímero está protegida por una hoja de
cubierta desprendible. El fotopolímero contiene una sustancia aglutinante
elastomérica y compuestos que son responsables a la reacción de polimerización la
cual ocurre cuando el fotopolímero es expuesto a la luz ultrav ioleta. La
polimerización es una compleja reacción en la que los radicales se combinan para
formar cadenas moleculares las cuales, se entrelazan para construir una red o
cadena molecular. La reacción de la polimerización cambia las propiedades
originales del fotopolímero conv irtiéndolo en insoluble en un solv ente orgánico o
acuoso.
La exposición del fotopolímero, a trav és de una película negativ a de línea o
medio tono forma la imagen a imprimir. Las áreas inexpuestas de la placa, son
disueltas en el lavado para producir una placa de impresión en reliev e. Debido a
que la imagen es formada por exposición, la placa puede reproducir los más finos
detalles de la película negativ a original.
Las propiedades especiales del aglutinante elastomérico, aseguran que se obtiene
una placa de impresión flexible. El fotopolímero está fuertemente anclado al soporte
de poliester, el cual es responsable de la fuerza mecánica y estabilidad dimensional de
la placa. Por consecuencia, el registro en impresión, puede ser obtenido
extremadamente justo. La hoja de la cubierta protege la superficie inexpuesta de la
placa de los daños mecánicos y de los efectos de sensibilizantes del oxígeno. La placa
v irgen es sensible a la luz ambiente y luz ultrav ioleta. Puede ser manejada con
seguridad bajo iluminación blanca filtrada con anti ultrav ioleta.
El grosor uniforme, en la plancha, es esencial para una impresión uniforme.
La uniformidad en el calibre de la plancha deberá ser chequeada, tanto antes como

después del proceso. El grosor de la plancha es medido, generalmente, en unidades de
0.0005” (0.0127mm) con un dial o micrómetro digital, montado en una mesa de
trabajo. Varios puntos deberán ser medidos en cada plancha para acomodar el pie
del micrómetro. Las medidas serán inexactas cuando se tomen en áreas de línea
fina. La plancha deberá estar limpia para obtener una lectura fina.
Los micrómetros deberán llenar las siguientes características:
⇒ Tener capacidad de leer con exactitud a 0.0005” en el rango de 0.030 a 0.275”.
⇒ El pie del micrómetro deberá estar plano con el diámetro de 0.25”.
⇒ La base del micrómetro deberá ser lo suficientemente larga para permitir que la
plancha caiga plana en el pie del calibre.
⇒ La calibración del micrómetro deberá ser chequeada con “Bloques de Técnico” de
grosor determinado.
Como se mencionó anteriormente, existen formas de clasificación para el
fotopolímero, por ejemplo. Otro método es la capacidad de la tinta y del solv ente,
pero esto depende mucho del tipo de polímero. Una plancha consiste en: una parte de
polyester en la parte trasera, una parte de polímero fotosensible, una película
transparente cubriendo el polímero y una cubierta de polyester. (Ver siguiente
página).
1. La parte trasera de la plancha es usualmente una hoja de polyester transparente
que es muy resistente y dura, con una alta estabilidad dimensional porque no
encoge. Hay partes traseras metálicas que están disponibles para el uso con
cilindros de montura o sistemas de cierre mecánico.

2. Arriba de la parte trasera o respaldo, está la capa fotopolímera en la cual el
reliev e de la imagen de la superficie de impresión está formada por la exposición a
los rayos ultrav ioleta.
3. La capa fotosensitiv a está cubierta con una capa muy delgada y transparente
llamada “film deslizable (slipfilm)”, la cual no permite que el negativ o se hunda
o se pegue a la capa fotosensitiv a durante la exposición y es remov ida
completamente, durante el lavado.
4. La capa final es la cubierta o capa (cov ersheet). Esta protege contra daño durante
la transportación, almacenaje y manejo. Esta cubierta debe ser remov ida antes de
la exposición de cara.
Cuando se producen clisés, para proceso en color, es muy importante ser
consistente con todos los pasos y condiciones del proceso. El tiempo de lavado y
secado deberá ser idéntico para cada plancha, entonces, todas las planchas del juego
coincidirían con relación al detalle y al calibre. Entre los aspectos a tomar encuentra
son:
1. Todas las planchas deberán ser del mismo lote de material.
2. Puntos delgados requieren una exposición mayor; por ello, un tiempo de exposición
más largo, es recomendado para todos los clisés para proceso en color.
3. Las planchas deberán ser procesadas en la solución adecuada en el menor tiempo
necesario para descubrir el reliev e. El alto del reliev e mayor de 0.032” es
recomendado para planchas de proceso en color.
4. Las planchas deberán ser secadas por cantidades idénticas de tiempo. En adición
hasta 1 a 2 horas de tiempo de horneado, las planchas deberían secar al aire a
temperatura ambiente, por lo menos 8 horas.
1.3.6 PROCESO DE FLEXOGRAFÍA:
Según Anderson-Vreeland (Sin Año), el proceso de Flexografía para fotopolímeros
consiste de los siguientes pasos:
1. Exposición Trasera:
La plancha deberá ser colocada con la hoja de polyester transparente por la
parte trasera, de cara a las lámparas. La exposición a la luz ultrav ioleta crea una
capa de fotopolímero quemado que se conv ierte en el piso del clisé. Mientras más
larga es la exposición, más grueso será el piso y menos profundo será el reliev e. Los
clisés que traen la parte trasera de metal, traen el piso establecido en la fábrica.
2. Exposición frontal o de cara:
La plancha es colocada con la capa protectora de cara a las lámparas. La
hoja de la cubierta deberá ser remov ida. El negativ o se coloca en el fotopolímero y se
le coloca una cubierta al v acío para crear un contacto íntimo entre la plancha y el
negativ o. Cuando se enciende la luz ultrav ioleta, la luz pasa a trav és de las áreas
transparentes del negativ o y atrav iesa el fotopolímero.
3. Lavado:
Cuando la plancha ya ha sido expuesta, por la parte trasera y por el frente, se
coloca en la unidad de lavado; la solución de lavado y los cepillos, empiezan a
remov er el fotopolímero que no ha sido expuesto de la parte delantera de la plancha.
La remoción del polímero, se hace gradualmente, llegando profundamente, hasta que
alcanza el piso que ha sido quemado en la plancha.
4. Enjuague:
Después del lavado, la plancha debe ser enjuagada con una solución de
lavado nueva para remov er cualquier residuo de fotopolímero o solv ente sucio.
5. Secado ( Secar sin frotar)
Deberá secar la plancha con un absorbente, que no deje pelusa, si es que en
este secado no lo hace automáticamente la máquina. Este secado es importante para
remov er el exceso de solv ente y facilitar el secado en el horno. Las toallas o material,
que se use para este secado, deberán guardarse en una lata.
6. Presecado e Inspección:
Después de un corto período (10-20 minutos), las planchas deberán ser
inspeccionadas para v er si no hay piel de naranja, residuo de solv entes o defectos en

la superficie. Limpiar la plancha con un wipe mojado en solv ente, podría ser
necesario.
7. Secado:
El secado evapora la solución de lavado que es absorbida durante el lavado.
El secado adecuado, es importante para la reproducción apropiada de la imagen y el
calibre de la plancha.
8. Acabado:
El tratamiento, con luz germicida, es una excelente y permanente técnica para
eliminar pegajosidad en la plancha, cuando se usan los productos Flex-Light excepto
Fl-Al. Un baño clorado( Tratamiento permanente), es el tratamiento más efectiv o
para Fl-Al, o el Spray (tratamiento temporal) es usado algunas v eces para eliminar
lo pegajoso de la superficie.
9. Post exposición:
Durante o después del acabado, a las planchas se les da una exposición
adicional de luz ultrav ioleta para completar el proceso
1.3.7 EQUIPO:
Los cuartos para proceso de fotopolímero requieren una mesa de exposición con
vacío, procesador de lavado, horno de secado y unidad de post-insolación y
antipegajosidad.
Hay muchos tipos y tamaños diferentes de equipo de lavado. En general, éstos
pueden ser clasificados de la siguiente forma:
⇒ Plano: típicamente usado para hacer planchas de 24” x 30”.
⇒ Cilindro Giratorio: Es el tipo más común en la industria. Estos sistemas
son diseñados para planchas más grandes, más o menos de 52” x 80”. Y
son muy usados cuando el v olumen de producción es muy alto.

Parte directa del equipo lo constituye:
1. ARTE:
El trabajo de arte de alta calidad es muy importante. Artes preparados, para
otros procesos de impresión, podrían no siempre llenar los requerimientos especiales de
la Flexografía.
El arte deberá ser de alto contraste con imágenes limpias y bien definidas.
Tipo de letra más pequeño de 6pt, podría requerir técnicas especiales, las
cuales prov een un tiempo de exposición mayor para capturar pequeños
detalles. Los tiempos deberán ser establecidos por el test de
exposición frontal.
Hacer el negativ o más grande.
La línea del arte deberá estar preparada y distorsionada para acomodar
medios tonos. La copia en pantalla nunca deberá quedar standard.
En trabajos a color, las líneas de traslape deberán ser lo suficientemente
gruesas para compensar por las v ariaciones delgadas en el registro de
impresión. Si los colores son separados en capas, las capas deberán estar
hechas de un material dimensionalmente estable.
Las guías de reproducción: registro, marcas, capas de color, etc. deberán
estar marcadas claramente.
2. NEGATIVO:
La calidad de la reproducción y la ejecución de una plancha fotopolímera está en
proporción directa a la calidad del negativ o usado en la producción del clisé.
Los siguientes pasos de preparación, deberán recordarse cada v ez que un
negativ o se realiza: No se podrá hacer un buen clisé si el negativ o está defectuoso.
Como un grabado en metal, el clisé en fotopolímero, no puede ser corregido o
rearmado después del proceso. Siempre chequear el negativ o cuidadoso.

Usar película con una emulsión mate que sea recomendada por los
fabricantes de película para polímeros. La película mate asegura vacío y
contacto con la superficie de la plancha.
La emulsión deberá ser puesta en contacto con la superficie de la plancha
durante la exposición. La orientación de la imagen, deberá estar ajustada
adecuadamente. En muchos casos (la superficie de impresión opaca las
superficies), la copia deberá estar leyéndose derecho en el lado de la
emulsión. La película de 7 milímetros de grosor es preferida a la de 4
milímetros, para prev enir daño al negativ o.
Un mínimo de densidad óptica de 4.0 es requerido para todas las áreas del
negativ o que no tienen imagen (opaca), para prev enir el quemado.
Las áreas de imagen del negativ o (claras), deberán tener una densidad
óptica de 0.05 a menos.
Las imágenes no deberán exceder la capacidad de captar el detalle del
material fotopolímero.
Puntos medios deberán ser: puntiagudos densos y sin flecos.
El opacado deberá hacerse en el lado base de la película. Trabajando en el
lado de la emulsión se pueden crear manchas altas y causar un contacto
pobre entre el negativ o y la plancha.
Usar opacos que no escame y material de mascado, cuyos colorantes no
pasen a la cubierta de v inil de v acío.
Los negativ os deberán estar libres de nudos y suciedad, que pudiesen ser
transferidos al clisé.
Los negativ os deberán estar libres de hoyos, rayones, marcas de escritura y
v elados en las áreas claras del negativ o, para que puedan reproducirse
adecuadamente, en la plancha de fotopolímero.
Los negativ os deberán estar limpios.
1.3.8 DETERMINANDO EL ALARGAMIENTO DE LA IMAGEN:

Cuando el clisé es montado en un cilindro curv o de impresión, la cara del
clisé es estirada más que la parte trasera. Este proceso elonga o estira la superficie de
impresión en la dirección de la curva. La elongación de la superficie de un clisé,
hecho con planchas fotopolímeras es:
1. Uniforme para toda clase de copia, grandes sólidos estiran, al mismo niv el,
como la tipografía fina.
2. Independiente de la profundidad del reliev e.
3. La cantidad de elongación de la imagen, para estiramiento de superficie de
plancha, es predecible matemáticamente. Por ello, un negativ o, del cual el
clisé v a a ser hecho, puede ser reducido para compensar la elongación.
Dos factores determinan la elongación de la imagen de las planchas fotopolímeras:
1. El grosor de la cubierta del fotopolímero arriba del respaldo.
2. La circunferencia de impresión del cilindro, la cual incluye la parte
pegajosa trasera “stickyback” u otro material similar.
Las películas negativ as, deben ser corregidas para compensar el alargamiento
de la placa en la prensa. La placa no se estira o encoge cuando se procesa. Cuando es
montada sobre un cilindro, imprimirá el tamaño correcto en la dirección del eje del
cilindro, pero la imagen de la placa se alarga en la otra dirección alrededor del
cilindro. Este alargamiento es predecible; el porcentaje de reducción, puede calcularse
usando la siguiente ecuación:
Porcentaje de reducción = K/R *100%
En donde R es la longitud de la repetición y K es una constante.
La constante K puede ser calculada, para cualquier espesor de placa, usando una
simple formula:
K= 2 t
En donde t es espesor de fotopolímero. Es definido como el espesor total de la placa
menos el espesor del soporte del poliester. El soporte del poliester tiene un espesor
constante de .005 pulgadas.
La longitud de la repetición R normalmente, se especifica en el trabajo impreso, en
cuyo caso, es simple calcular el factor de reducción; si la repetición no se conoce, es
mejor obtenerla midiendo una hoja impresa.
Alternativ amente, conociendo el radio del cilindro de impresión, el espesor del sticky
back y el espesor de la placa, la longitud de la repetición puede calcularse usando la
siguiente ecuación:
R= 2 X (radio del cilindro + espesor de la parte trasera pegajosa + espesor de la
placa).
Como es la médula central el proceso de Flexografía, es conv eniente ahora
detallar más el proceso de Flexografía:
1.3.9 PROCEDIMIENTO PARA EL LAVADO:
La plancha expuesta trasera y frontalmente, es colocada en la unidad de
lavado. Los monómeros, que no fueron expuestos, son remov idos por la acción
combinada de cepillos y solución de lavado. La solución de lavado y los cepillos,
empiezan a remov er el fotopolímero, no curado, del área de no-imagen del clisé. Por
medio de lavado se remuevan todos los polímeros no curados, dejando sólo la imagen
de impresión. El lavado empieza en la superficie y procede gradualmente a
profundizar en la plancha hasta que la profundidad del reliev e es alcanzada (el piso
curado es alcanzado).
Además de lo que se ha descrito anteriormente, para el procedimiento de
lavado debe tomarse en cuenta lo siguiente:
1. Siempre se debe v erificar el niv el de solución, antes de empezar el proceso y
reemplazar al niv el apropiado, si fuera necesario.
2. Siempre se debe v erificar la frescura de la solución antes de empezar y cámbiela, si
fuera necesario.
3. Siempre se debe v erificar el cepillo, para v er si está ajustado apropiadamente para
el tipo y grosor del material del clisé que está siendo procesado.
4. Asegure el clisé al cilindro de lavado. No exceda el tiempo recomendado de
lavado, porque, si el tiempo de lavado es excesiv o, el solv ente es absorbido por el
clisé, requiriendo un tiempo de secado más largo y la posibilidad de que el
material se hinche. Esta hinchazón produce la destrucción de los detalles finos y
aspereza la cual es llamada “piel de naranja”.
5. Verifique los resultados de su test de lavado y coloque el medidor de tiempo de
lavado en la forma adecuada.
6. Si usted desea obtener un piso muy suav e, cuando use equipo con cilindro
rotatorio, remueva el clisé y rótelo 90 grados a la mitad del ciclo de lavado. El
equipo de lavado flexlight produce pisos suav es automáticamente.
7. La plancha está ahora lista para enjuagar.
1.3.10 POST-LAVADO:
Los pasos básicos son:
1. Enjuagar bien el clisé con solución de lavado fresca.
2. Secar el clisé con un papel absorbente o toalla que no deje mota.
3. Secar el clisé en un horno de aire. El horno deberá estar en óptimas condiciones
ya que se esta trabajando con soluciones inflamables.
4. Limpie el clisé con solv entes apropiado o con solución de lavado fresca.
5. Eliminar la pegajosidad.
6. Someter el clisé a post-insolación con la parte frontal hacia arriba.
7. Coloque el clisé en la prensa.
1.3.11 ENJUAGUE:
Después del lavado el clisé, deberá ser enjuagado profundamente y secado con
un wipe o paño que no deje mota. El enjuagado, en equipo rotatorio, se hace en la
unidad de lavado usando solución de lavado fresca. El enjuague remuev e cualquier
residuo de polímero asegurando un clisé de acabado suav e.
1.3.12 SECADO:

La plancha de fotopolímero, que ha sido procesada con solv ente, absorbe
solución de lavado durante el mismo, haciendo que los caracteres aparezcan
distorsionados. Hay que tener cuidado de no dañar la imagen, antes de hornearla,
porque se encuentra demasiado frágil. El secado restablece la imagen. Las planchas
no deberán ser secadas en temperaturas mayores de 140 °F. (60 °C). El tiempo se
determina por el grosor de la plancha, profundidad de reliev e, detalle de imagen y el
tipo de fotopolímero.
1.3.13 ACABADO:
La superficie de la plancha de fotopolímero quedará pegajosa después del
secado, por lo que es necesario quitarlo. Los métodos de cloración y spray antipegasos,
son los métodos alternativ os a la hora de eliminar la pegajosidad, aunque, el método
queda mejores resultados, es el de dar acabado por luces.
Acabado por luces:
Es el método más utilizado, no requiere químicos ni daño a la ecología;
existen varios tipos:
Un tipo, combina la post-insolación de lámparas de luz-ultrav ioleta y lámparas
germicidas, usadas para quitar la pegajosidad en una unidad. Ambas exposiciones
deberán ser hechas al mismo tiempo en un sistema doble. La alternativ a es usar dos
unidades de exposición separadas, una con las lámparas germicidas para eliminar la
pegajosidad y otra para post-exposición. Cuando use este sistema separado, siempre
haga primero la operación antipegajosidad.
El tiempo de acabado ligero v aría para los diferentes productos Flex-Ligth;
pero, el rango de tiempo típico, es de 5 a 20 minutos, dependiendo del material,
solución de solv ente y unidad de acabado ligero. Cuando se excede el acabado, el
material luce seco, como cuero y con la superficie rajada. Una prueba para controlar
esto es doblar finamente el clisé y v er si hay signos de rajaduras.
1.3.14 POST-INSOLACION:
Algunas unidades de acabado no tienen la habilidad de quitar la pegajosidad
y post-insolar simultáneamente. En este caso, después del acabado los clisés, deben
recibir una exposición adicional a la luz ultrav ioleta para completar el proceso y
alcanzar todas las propiedades físicas. Este paso es importante para la durabilidad y
resistencia al ozono del clisé.
1. Encienda el switch de las lámparas y permita que caliente, por lo menos, durante
3 minutos. Examine la parte posterior del clisé ya seco y límpielo, si es necesario.
2. Ponga el clisé en la mesa de v acío de la unidad de exposición con la parte frontal
de la unidad hacia arriba.
3. Cierre la tapa de la unidad de exposición.
4. Coloque el medidor de tiempo para el tiempo recomendado para post-insolación,
dependiendo del tipo de Flex-ligth que esté usando. Los rangos v arían entre 2 a
10 minutos.
5. Insole la plancha.
1.1.15 TIPOS DE PLANCHAS FOTOPOLIMERAS:
Algunos de los diferentes tipos de planchas fotopolímeras son:
1. Flex-ligth KOR: Es un tipo de plancha cuya principal característica es la
resistencia al ozono; es muy similar a las planchas de hule natural y trabaja con
tinta de base agua o alcohol. No se recomienda su uso para tintas con base aceite
o solv entes hidrocarbonados.
2. Flex-ligth FLEXCOR: es una plancha compatible con equipos de proceso que usan
como solución solv it o de la que es 75% de percloroetileno y 25% de alcohol
butílico normal.
3. Flex-ligth SKOR: es una plancha de material muy flexible y puede ser utilizado
para cilindros de impresión pequeños, posee durabilidad por su alta resistencia al
ozono.

4. Flex-ligth EPIC: es muy confiable en cuanto a precisión, consistencia en el grosor
de la plancha, estabilidad dimensional, resistencia al ozono y larga durabilidad
de la impresión.
1.1.16 ALMACENAJE Y MANEJO DE PLANCHAS FOTOPOLIMERAS
1. Almacenamiento
Las placas v írgenes, tienen una v ida de caja de por lo menos 12 meses. La
temperatura, en el área de almacén de placas puede oscilar entre 4-38 °C (40-
100 °F). Los empaques deben ser colocados en plano y no deben ser
almacenados cerca de los radiadores o v entiladores de calor. El control de la
humedad no es necesario ya que las placas son insensibles a ésta. Lámparas
doradas fluorescentes o tubos blancos, cubiertos con hojas ámbar, se
recomiendan como luz de seguridad y los paquetes abiertos deben ser
almacenados únicamente bajo este tipo de iluminación. Las placas deben
protegerse contra la luz blanca, así como luz de v entanas y luz blanca
fluorescente o lámparas incandescentes. Si se desea la luz exterior, las v entanas
pueden cubrirse con la hoja ámbar o la hoja acrílica amarilla No. 2208. O
bien, se puede utilizar también, un material opaco. Alternativ amente, para
iluminación blanca, un filtro anti-UV se puede utilizar Ej. El Lumar, 007”.
2. Manejo
Una hoja de cubierta protege la superficie de la placa y no se desprende sino
hasta que la placa va a ser expuesta por el frente. La hoja de cubierta puede
ser identificada desprendiendo en una esquina de la placa con el dedo; la
cubierta se soltará, el respaldo de poliester no le afectará. Hojas completas o
tiras angostas, deben ser transportadas sobre un soporte rígido (cartón), para
prev enir la deslaminación de la cubierta.
3. Corte
a. Placas inexpuestas
Una buena cortadora de papel, Ej. , una cizalla o una cuchilla segura, son
las recomendadas para el corte de las placas. Corte las placas v írgenes con el
lado hacia arriba.
La acción del corte debe ser rápida y continua manteniendo la cuchilla hacia el
cartón para corte. La placa debe cortarse, por lo menos, media pulgada (12.7 mm.)
más grande que la imagen en ambas direcciones.
b. Placas terminadas.
Cuando recorte la placa al tamaño final, los ejes del soporte de poliester,
deben ser cortados limpiamente sin muescas o irregularidades. Recorte las esquinas de
igual manera; se recomienda biselar.
Técnicas de almacenaje:
1. Almacenar el material en la caja de cartón corrugado original.
2. Las planchas deben almacenarse de forma horizontal, completamente
planas.
3. Cuando se coloca una caja sobre otra, todas deberán ser del mismo
tamaño.
4. No ponga más de 10 cajas en una columna si la parte trasera es polyester;
si es de metal, sólo puede colocarse 7.
5. No coloque nada arriba de una caja que ha sido abierta.
6. Cuando una caja ha sido abierta, deberá colocarse una superficie rígida,
como una plancha de plywood.
7. El material deberá ser protegido a la luz del sol, luz blanca o luz-
ultrav ioleta.
2. Manejo del material fotopolímero, que no ha sido procesado:
1. Maneje el material que no ha sido procesado, sólo bajo luz filtrada de
rayos-ultrav ioleta.

2. Maneje y llev e el material con la hoja de cubierta arriba. Es más fácil
distinguir la hoja de la cubierta, desde el lado de atrás, porque la cubierta
es de polyester transparente.
3. Las hojas grandes deberán ser manejadas poniéndoles un soporte por
debajo. Las hojas pequeñas pueden ser transportadas ev entualmente con
sólo ponerles la mano debajo.
4. No deje planchas de material v irgen en mesas donde se expongan a la luz
del sol por largos períodos de tiempo.
5. No deje las planchas sobre mesas sucias o corrugadas o arriba de objetos
que puedan dañar la plancha.
3. Cortando material fotopolímero que no ha sido procesado
1. No presione el material con la mano o los dedos, lo cual crearía una
depresión en el fotopolímero y causaría v ariación en el calibre.
2. El método de corte recomendado es, usar una cuchilla cortadora
suficientemente filosa. El corte deberá ser continuo.
3. El tamaño de la plancha deberá ser 0.5” (12.7mm) más grande que el
negativ o en ambas direcciones, para prov eer un borde de 0.25” (6.4mm),
alrededor del negativ o.
En Guatemala, cada v ez se necesita un conocimiento técnico y teórico más a
fondo, con el fin de determinar cual es la mejor opción de las que se nos presentan,
cuando queremos resolv er un problema.
1.3.17 DISEÑO Y SELECCIÓN
Para poder diseñar y seleccionar una máquina flexográfica, no se deben
ignorar los lineamentos básicos para esto. Se debe compilar una descripción completa,
detallada, con especificaciones comparables en categoría con la preparada durante la
inv estigación de las máquinas existentes en el mercado.
Hay que describir, tabular, ordenar, determinar su magnitud y ordenar los
medios establecidos para producción y otras activ idades básicas, a fin de satisfacer las
necesidades de operación. Como se trata de una instalación ya existente, a menudo, es
conv eniente tomar medidas, hacer maquetas o bloques que representan la distribución
física de la maquinaria, a fin de examinar la relación de las nuevas activ idades
propuestas con las condiciones existentes.
Se debe recordar que, en la mayoría de estas situaciones, haya tres o cuatro
opciones que se adaptan y que son funcionales para nuestra situación, por lo que se
debe seleccionar tomando en cuenta aspectos económicos principalmente y de facilidad
para nuestra empresa.
Algunos conceptos funcionales, son tales, que se puede especificar de forma
rápida y con suficiente detalle para poder generar una opinión positiva o negativ a
acerca de una maquinaria. El ejemplo más claro de éstos son los costos. Habrá otros
aspectos que no se presenten de una manera más simple, pero quedan relegados a la
experiencia.
Todos los aspectos del diseño y construcción de una máquina incluyen
restricciones, tanto del tipo que limita las opciones como del tipo que las indica. Las
restricciones que podemos mencionar son:
a. Factores económicos
b. Requisitos de mano de obra
c. Limitaciones físicas
d. Requisitos de energía
e. Reglamento gubernamentales
f. Planes a largo plazo
g. Aspectos ambientales
Las restricciones que prov ienen de una fuente poderosa, como la alta gerencia
de una empresa o las autoridades, se suelen considerar como fijas, en especial, cuando
incluyen interrelaciones con infraestructura corporativ a y sociales v itales. Cuando el
impacto es mínimo o tan univ ersal que se puede aplicar a casi la totalidad de los
proyectos, es muy probable que también la restricción sea fija. Cuando las medidas
necesarias, para evadir la influencia, son muy complicadas o requieren mucho
tiempo; también, en este caso es probable que la restricción sea fija. Además, cuando
en opinión profesional del personal a cargo y por razones legales se deben aceptar
también como fijas.
Sin embargo, pueden existir condiciones en las cuales es deseable examinar las
posibilidades de eliminación o modificación de las restricciones. Algunas pueden
incluir situaciones en las cuales se producen un importante impacto económico o en
donde hay una inclusión casual de ciertas restricciones, reglamentos, etc. El programa
se debe preparar con la premisa de ev asión de las restricciones sólo cuando los posibles
beneficios sean altos y haya grandes posibilidades de ev adir con éxito la restricción; en
otra forma, una parte importante de las activ idades subsecuentes puede resultar
inútil. En cualquier caso, la ev asión de las restricciones es un asunto delicado y sólo
se debe iniciar con la aprobación de la gerencia.
Para cualquier selección de máquina, para un proceso ya instalado, según
PETERS (1991) da lineamientos generales para obtener una selección adecuada, lo
constituirán:
1. Inspección : Este aspecto se refiere a una superv isión de las necesidades que
se tienen en la fábrica, no tiene mucho detalle y desde ya se empieza a
buscar opciones.
2. Evaluación preliminar de costos: enseguida de la inspección como un
factor fundamental, dentro de la selección de una maquinaria, debemos de
hacer la ev aluación económica, por constituir un factor determinante en el
momento de hacer la selección final.
3. Datos necesarios para el cálculo final: Aquí, lo forman las: restricciones,
especificaciones, y cualquier otro dato que no se pueda pasar por alto.
4. Evaluación económica final: Cuando ya se tiene dos o tres opciones es
necesario hacer análisis económico a fondo, con el fin de determinar cuál
es la máquina que mejor rentabilidad tendrá, para la empresa.

5. Ingeniería del Diseño: Estos aspectos son de instalación, adaptación al
proceso ya existente y calidad, ya que, esta máquina, no debe alterar todo
el proceso de la industria.
6. Selección : Aquí se toma la decisión final de la máquina más adecuada,
tomando muy en cuenta los factores de Inv ersión, incremento de
producción, reemplazos y tiempo de pago.
2. PLANTEAMIENTO DEL PROBLEMA:
Como resultado del auge de la globalización, las industrias de cartón
corrugado, necesitan mejor calidad en su impresión, para mantenerse en el mercado,
pues cada día es más competitiv o este, por lo que se han ido desarrollando procesos
nuev os, que buscan mejorar la calidad. El país no se puede quedar atrás, por lo que
se busca procesos innovadores, que proporcionen beneficios tanto económicos como de
calidad, así a los dueños de las industrias como a los clientes. Esto provoca varios
efectos los que deben tomarse muy encuenta, por ejemplo, la tecnificación, la
inv ersión, la div ersificación de productos, pues cada uno de ellos resulta ser parte
importante de la selección adecuada de una máquina.
Sobre la base de esto se plantea el problema siguiente:
¿Qué factores son los de mayor importancia para el cálculo y selección de una
máquina Flexográfica, para el proceso de impresión sobre el cartón corrugado?

2.1 OBJETIVOS:
2.1.1 Objetiv o General:
* El estudio de la ev aluación de los requerimientos mínimos necesarios para el
cálculo y selección de una maquinaria adecuada, para la impresión de cartón
corrugado por medio del proceso Flexográfico.
2.1.2 Objetiv os Específicos:
• Serv ir de guía para cualquier persona interesada en estudiar el proceso de
Flexografía.
• Presentar los factores determinantes a la hora de seleccionar una máquina
de este tipo.
• Dar a conocer los requerimientos teóricos acerca del equipo necesario para el
proceso.

2.2 HIPÓTESIS:
Por ser una inv estigación descriptiv a, no se plantea hipótesis. (Achaerandio,
1992)

2.3 VARIABLES
1. Impresión Flexográfica.
2. Capacidad.
3. Capacidad de Producción.
4. Costos.
2.4 Definición de Las Variables:
2.4.1 Conceptual
Impresión Flexográfica: Proceso alternativ o de impresión el cual usa como medio las
planchas flexográficas.
Capacidad: extensión máxima de largo y ancho de cartón corrugado.
Capacidad de Producción: cantidad máxima de miles de metros cuadrados
producidos al mes por una máquina.
Costo: precio de intercambio de los bienes y serv icios en la fecha de adquisición, se
expresa en unidades monetarias.
2.4.2. Operacional:
Impresión Flexografía: Es un método de impresión de cartón corrugado, el cual
mejora la calidad de impresión y disminuye el costo de fabricación.
Capacidad: son las especificaciones máximas de ancho y largo de una máquina
flexográfica.

Capacidad de Producción: es la producción mensual en miles de metros cuadrados.
Costo: es la inv ersión inicial, para adquirir una bien, con el cual se pretende obtener
un mayor rendimiento y su recuperación de capital.
2.5 ALCANCES Y LIMITACIONES:
2.5.1 Alcances
Esta inv estigación, contiene información, de los requerimientos necesarios para
el cálculo y selección de una máquina flexográfica; abarca la industria del cartón
corrugado. También, muestra cálculos financieros sobre la inv ersión necesaria para
la implementación, así como la recuperación de la misma, por medio del incremento
de utilidades.
El trabajo muestra cálculos teóricos, basados en datos proporcionados por los
entes que manejan, tanto el equipo como la materia prima.
Aunque el proceso de Flexografía es aplicable a otros campos, por ejemplo,
plásticos, en este trabajo únicamente se estudio el campo del cartón corrugado.
2.5.2 Limitaciones:
Entre los límites están, primero, que los costos son estimados para el
mercado nacional únicamente.
Resistencia, por parte de las personas, con conocimiento del tema a
proporcionar datos e información, pues consideran que esto representa un peligro para
sus empresas.
2.6 Aporte de la investigación:
Esta inv estigación, sirv e de base y guía a cualquier persona interesada en
conocer algo del tema de Flexografía pues, cada v ez se hace necesario el uso de nuevas
técnicas, para mejorar calidad y presentación, no sólo del producto sino que también
del empaque.
Quedará un informe escrito, acerca del tema, pues no existen, hasta este
momento, referencias concretas para el mismo.
Cualquier persona podrá referirse, como consulta bibliográfica y como ayuda
para inv estigaciones posteriores. Nuestro medio se beneficiará, incluso el medio
ambiente, pues ahora se procesan a base de agua y no de solv entes.
Por el tipo de proceso de que es innovador, para la impresión del cartón, se
hace énfasis de que debe usarse solución sea en base de agua y no de solv ente para las
planchas fotopolímeras, por lo que así se contribuirá al cuidado del medio ambiente.
El proceso de impresión flexográfica, proporciona una calidad superior al
proceso de impresión tipográfica, pues por sus características, el primero, lograr
dosificar la tinta, logrando diferentes tonalidades de un mismo color, obteniendo un
acabado de mayor fineza y calidad.
Muestra las v ariables que se deben tomar en cuenta para la mejor selección.
3. METODO
3.1 SUJETOS:
El univ erso, que abarca esta inv estigación, lo forman todas aquellas
industrias, pequeñas o grandes, que se dediquen a la fabricación del cartón corrugado;
en el país, esto no es muy numeroso, pero se cuentan con varias de ellas, por ejemplo:
Cajas y Empaques, UNE S.A., además de ello se ha abarca empresas que se dedican
a la v enta y distribución, tanto del equipo como de la materia prima, por ejemplo,
Relaciones Industriales, Ward, etc.
Se debe tener presente que, toda la materia prima y equipo, se importa, pues
en nuestro país, no se produce nada de ello. Pero, por las limitaciones existentes, la
empresa es una empresa típica del mercado, la cual es preseleccionada. Está dentro de
la industria del empaque y en la rama del cartón corrugado.
3.2 INSTRUMENTOS:
Dentro de los instrumentos a utilizar se puede mencionar:
3.2.1 Entrev istas
Por ser un tema, que no se tiene mucha referencia bibliográfica, será un
instrumento muy utilizado, en el trabajo, pues no sólo se buscará conocer cómo está el
tema en este momento, sino que también algunos conceptos teóricos. La entrev ista
semi-estructura, donde se trata de obtener información específica.
3.2.2 Datos Técnicos-Económicos:
Se obtendrán de medios, tales como: empresas, distribuidores, Internet, etc. El
fin se refiere a los cálculos económicos.
3.2.3 Métodos Estadísticos:
Se utilizarán, para realizar análisis de regresión lineal, correlaciones,
proyecciones, etc.

3.4 PROCEDIMIENTO:
• Recolección de datos
Se harán v isitas a lugares relacionados con el tema, dentro de lo posible: industrias,
importadoras, y cualquier otro medio útil.
• Tabulación y organización de los datos
Es el trabajo de juntar la información obtenida y presentarla para poder obtener
resultados.
• Establecimiento de los resultados a partir de los datos
Todo lo referente, a cálculos estadísticos, basándose en la información
obtenida, buscando tendencias, oportunidades, etc.
• Confrontación de Resultados
Es el análisis de los resultados, comparándose con estándares, índices, etc.
• Discusión y explicación de Resultados
Es la ev aluación de las tendencias y de los resultados obtenidos.
• Conclusiones
4. RESULTADOS
4.1 ESTUDIO DE MERCADO:
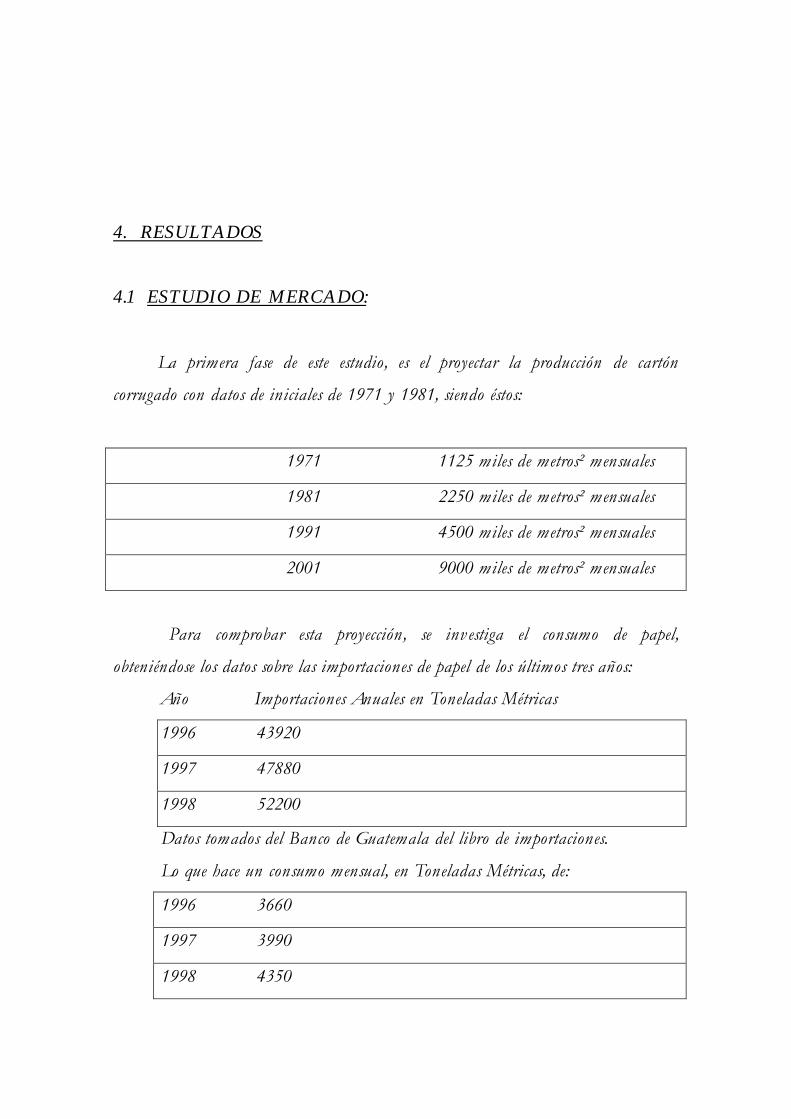
La primera fase de este estudio, es el proyectar la producción de cartón
corrugado con datos de iniciales de 1971 y 1981, siendo éstos:
1971 1125 miles de metros² mensuales
1981 2250 miles de metros² mensuales
1991 4500 miles de metros² mensuales
2001 9000 miles de metros² mensuales
Para comprobar esta proyección, se inv estiga el consumo de papel,
obteniéndose los datos sobre las importaciones de papel de los últimos tres años:
Año Importaciones Anuales en Toneladas Métricas
1996 43920
1997 47880
1998 52200
Datos tomados del Banco de Guatemala del libro de importaciones.
Lo que hace un consumo mensual, en Toneladas Métricas, de:
1996 3660
1997 3990
1998 4350

Un Mullen promedio, de 200 Lbs por pie cuadrado, está compuesto por:
2 K – 42 y un 1.33 de C – 26, entonces
Se obtiene que 1.72 miles de metros se producen por tonelada de papel
consumida. (Para los cálculos v er apéndice)
Con un procedimiento similar, para un Mullen 175, entonces se obtiene que,
1.82 miles de metros, se producen por tonelada de papel consumida.
Para comprobar el estudio de mercado, se realizó, primero, un análisis
regresión lineal de las importaciones de papel, para determinar cuánto papel se
importará en año 2001, pues la proyección de demanda, está hecha para este año,
obteniéndose que, para dicho año, las importaciones mensuales serán de 5380
toneladas métricas mensuales. Y con los datos y los cálculos que se realizaron, se
obtuvo un estimado de 5220 toneladas métricas, lo que produce un porcentaje de
error de 3 %.
Además, según Molina, la producción de 1998 de cartón corrugado, es de
6750 miles de metros al mes; entonces, realizando una regresión lineal en la
demanda proyectada, se tiene que se están produciendo 7325 toneladas mensuales,
por lo que, el porcentaje de error es de 7.85 %.
Actualmente, se producen dos tipos de cajas, la caja Agrícola y la caja
Comercial, en una proporción de 35% de caja Agrícola y un 65% caja comercial,
según sea el tipo de caja a producir así, se construye el cartón:
Composición de la Caja Agrícola:
C – 26 un 37%
K – 69 un 63%

Composición de la Caja Comercial:
C – 26 un 37 %
K – 26 un 19.82 %
K – 42 un 54.6 %
K – 69 un 25.58 %
A continuación se presentan unas gráficas:
1. De la producción estimada de cartón corrugado.
2. De las importaciones de papel en Guatemala.


4.2 RESULTADOS:
Primero se establece que el tipo de impresión a utilizar es la Flexográficas, por
las características de mejor calidad de impresión que proporciona. Ya que, para el
mercado, la calidad es un factor fundamental.
Con los datos del estudio de mercado podemos determinar la empresa típica:
EMPRESA FLEXO S.A.
Es una empresa típica del sector de producción de cajas de cartón corrugado,
que posee casi el 20% del mercado con una producción de 1465 miles de metros²
mensuales y un consumo aproximado de 850 toneladas de papel al mes. Necesita
adquirir una maquina Flexográfica, cumpliendo los siguientes requisitos:
• De 2 Colores
• Con Capacidad de Doblar y Pegar, cajas agrícolas y comerciales.
• Con capacidad de trabajar con láminas promedio de 40 X 70 pulgadas.
• Capacidad mensual de 1465 miles de metros² mensuales.
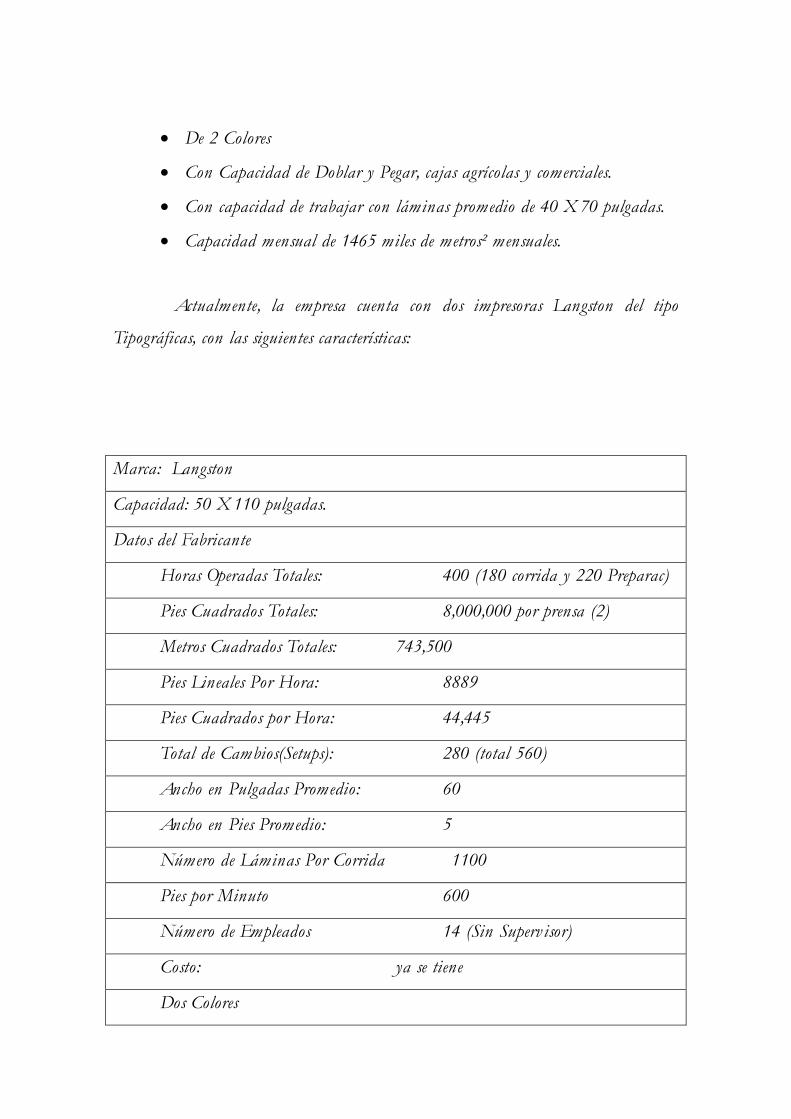
Actualmente, la empresa cuenta con dos impresoras Langston del tipo
Tipográficas, con las siguientes características:
Marca: Langston
Capacidad: 50 X 110 pulgadas.
Datos del Fabricante
Horas Operadas Totales: 400 (180 corrida y 220 Preparac)
Pies Cuadrados Totales: 8,000,000 por prensa (2)
Metros Cuadrados Totales: 743,500
Pies Lineales Por Hora: 8889
Pies Cuadrados por Hora: 44,445
Total de Cambios(Setups): 280 (total 560)
Ancho en Pulgadas Promedio: 60
Ancho en Pies Promedio: 5
Número de Láminas Por Corrida 1100
Pies por Minuto 600
Número de Empleados 14 (Sin Superv isor)
Costo: ya se tiene
Dos Colores
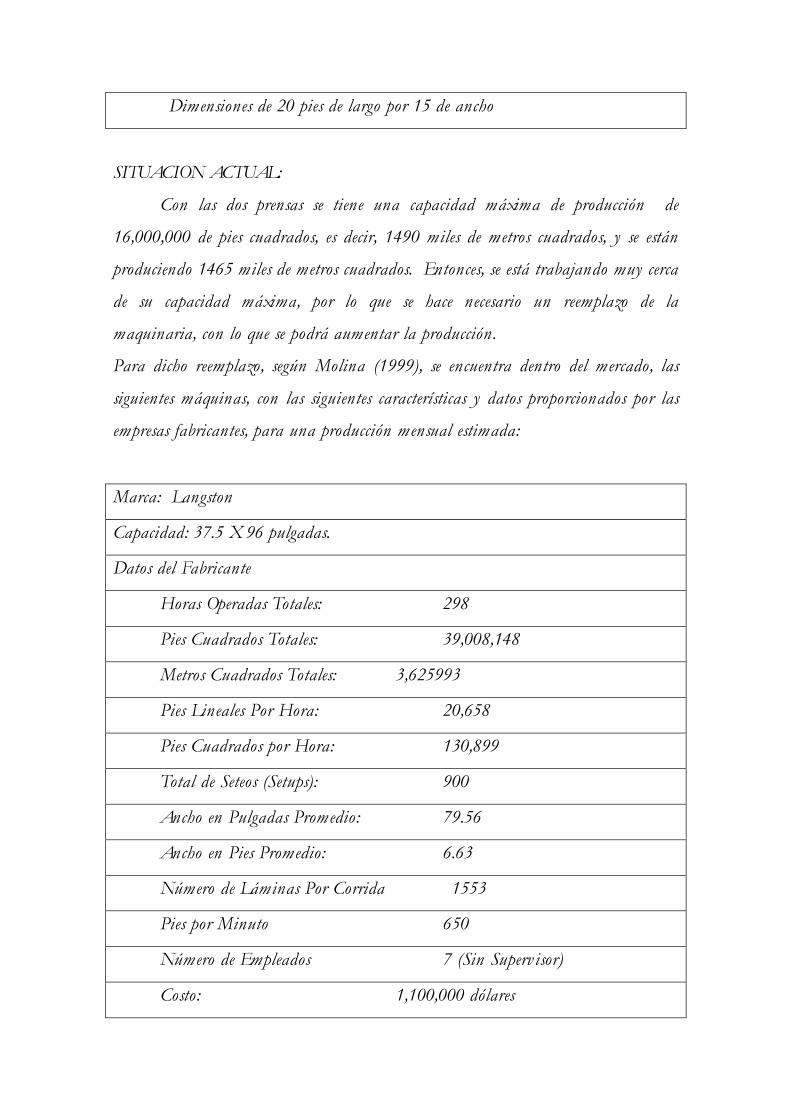
Dimensiones de 20 pies de largo por 15 de ancho
SITUACION ACTUAL:
Con las dos prensas se tiene una capacidad máxima de producción de
16,000,000 de pies cuadrados, es decir, 1490 miles de metros cuadrados, y se están
produciendo 1465 miles de metros cuadrados. Entonces, se está trabajando muy cerca
de su capacidad máxima, por lo que se hace necesario un reemplazo de la
maquinaria, con lo que se podrá aumentar la producción.
Para dicho reemplazo, según Molina (1999), se encuentra dentro del mercado, las
siguientes máquinas, con las siguientes características y datos proporcionados por las
empresas fabricantes, para una producción mensual estimada:
Marca: Langston
Capacidad: 37.5 X 96 pulgadas.
Datos del Fabricante
Horas Operadas Totales: 298
Pies Cuadrados Totales: 39,008,148
Metros Cuadrados Totales: 3,625993
Pies Lineales Por Hora: 20,658
Pies Cuadrados por Hora: 130,899
Total de Seteos (Setups): 900
Ancho en Pulgadas Promedio: 79.56
Ancho en Pies Promedio: 6.63
Número de Láminas Por Corrida 1553
Pies por Minuto 650
Número de Empleados 7 (Sin Superv isor)
Costo: 1,100,000 dólares

Dos Colores
Dimensiones de 50 pies de largo por 15 pies de ancho
Marca: Ward
Capacidad: 37.5 X 96 pulgadas.
Datos del Fabricante
Horas Operadas Totales: 298
Pies Cuadrados Totales: 35,259,388
Metros Cuadrados Totales: 3,276,895
Pies Lineales Por Hora: 17323
Pies Cuadrados por Hora: 118320
Total de Seteos (Setups): 815
Ancho en Pulgadas Promedio: 82
Ancho en Pies Promedio: 6.83
Número de Láminas Por Corrida 2000
Pies por Minuto 600
Número de Empleados 8 (Sin Superv isor)
Costo: 1,000,000 dólares
Dos Colores
Dimensiones de 50 pies de largo por 15 pies de ancho
El precio está establecido en el puerto de embarque, y no incluye transporte ni
instalación, lo que puede representar un aumento de 15 – 20 por ciento del costo, de
la máquina; las compañías no proporcionan ningún tipo de crédito, más que dos
pagos. Por si se quiere establecer un crédito, se debe hacer a trav és de un banco
extranjero, donde se obtiene una tasa de interés del 6 a 7 %. En ambas máquinas,
la producción puede ser mayor.
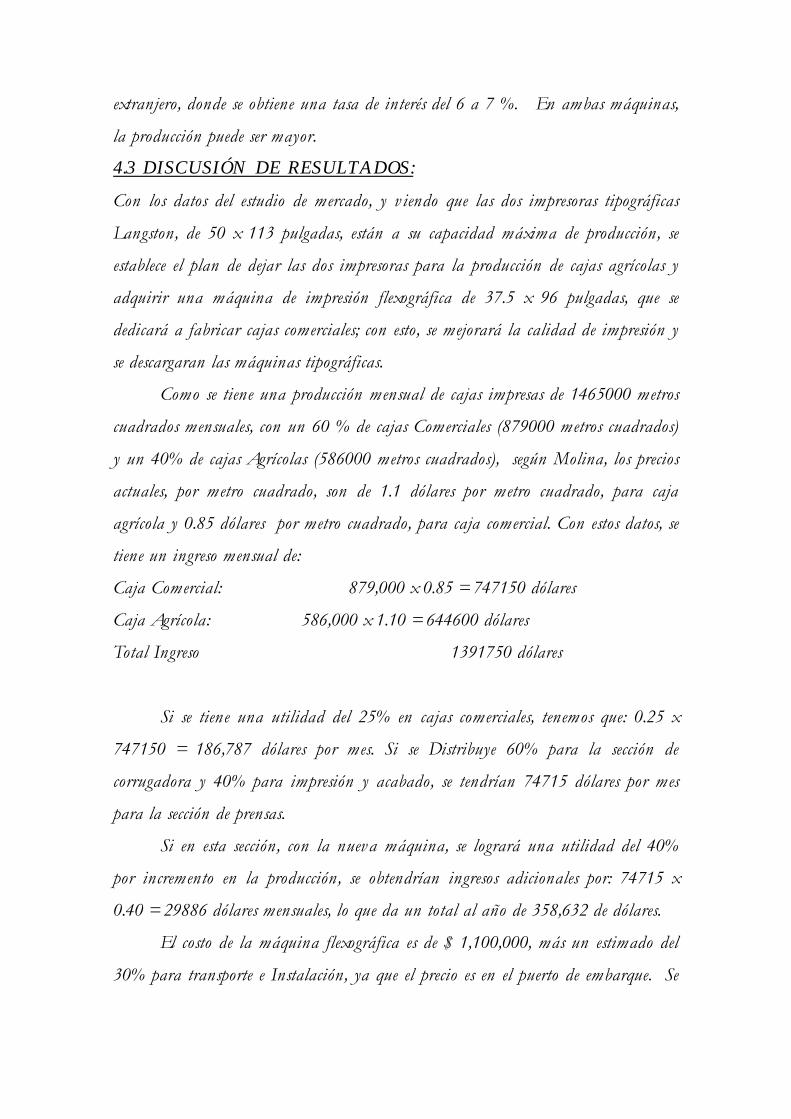
4.3 DISCUSIÓN DE RESULTADOS:
Con los datos del estudio de mercado, y v iendo que las dos impresoras tipográficas
Langston, de 50 x 113 pulgadas, están a su capacidad máxima de producción, se
establece el plan de dejar las dos impresoras para la producción de cajas agrícolas y
adquirir una máquina de impresión flexográfica de 37.5 x 96 pulgadas, que se
dedicará a fabricar cajas comerciales; con esto, se mejorará la calidad de impresión y
se descargaran las máquinas tipográficas.
Como se tiene una producción mensual de cajas impresas de 1465000 metros
cuadrados mensuales, con un 60 % de cajas Comerciales (879000 metros cuadrados)
y un 40% de cajas Agrícolas (586000 metros cuadrados), según Molina, los precios
actuales, por metro cuadrado, son de 1.1 dólares por metro cuadrado, para caja
agrícola y 0.85 dólares por metro cuadrado, para caja comercial. Con estos datos, se
tiene un ingreso mensual de:
Caja Comercial: 879,000 x 0.85 = 747150 dólares
Caja Agrícola: 586,000 x 1.10 = 644600 dólares
Total Ingreso 1391750 dólares
Si se tiene una utilidad del 25% en cajas comerciales, tenemos que: 0.25 x
747150 = 186,787 dólares por mes. Si se Distribuye 60% para la sección de
corrugadora y 40% para impresión y acabado, se tendrían 74715 dólares por mes
para la sección de prensas.
Si en esta sección, con la nueva máquina, se logrará una utilidad del 40%
por incremento en la producción, se obtendrían ingresos adicionales por: 74715 x
0.40 = 29886 dólares mensuales, lo que da un total al año de 358,632 de dólares.
El costo de la máquina flexográfica es de $ 1,100,000, más un estimado del
30% para transporte e Instalación, ya que el precio es en el puerto de embarque. Se
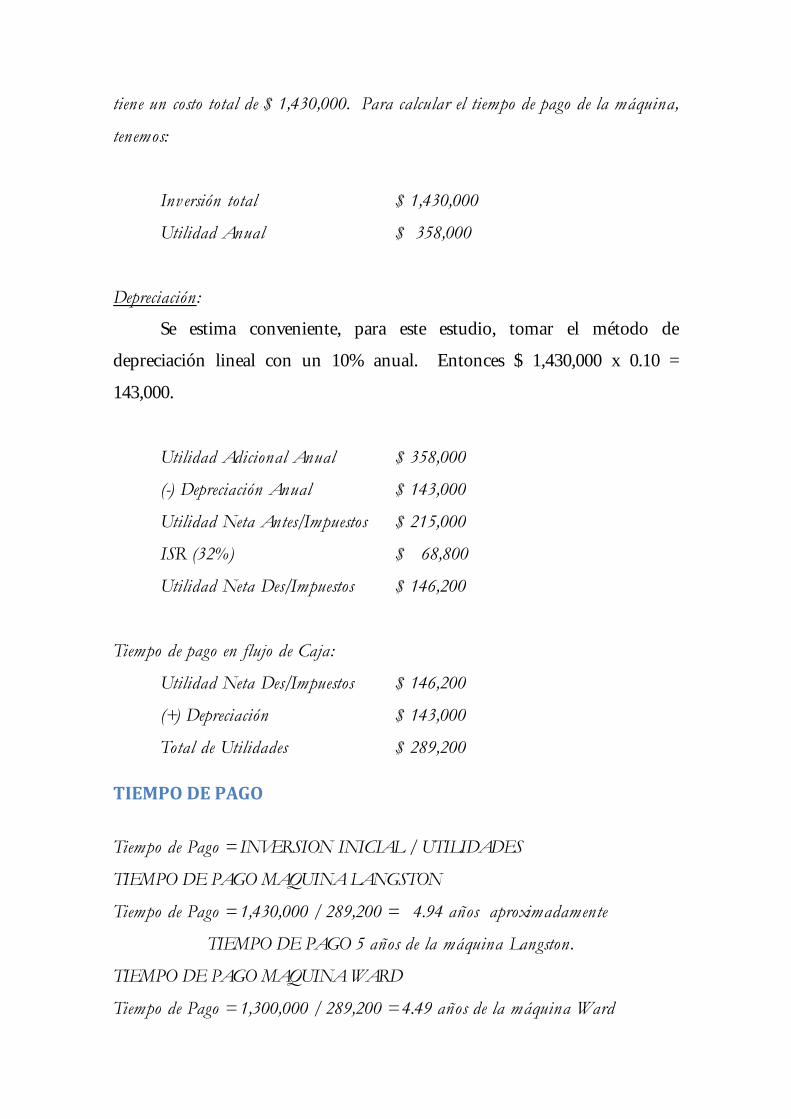
tiene un costo total de $ 1,430,000. Para calcular el tiempo de pago de la máquina,
tenemos:
Inv ersión total $ 1,430,000
Utilidad Anual $ 358,000
Depreciación:
Se estima conveniente, para este estudio, tomar el método de
depreciación lineal con un 10% anual. Entonces $ 1,430,000 x 0.10 =
143,000.
Utilidad Adicional Anual $ 358,000
(-) Depreciación Anual $ 143,000
Utilidad Neta Antes/Impuestos $ 215,000
ISR (32%) $ 68,800
Utilidad Neta Des/Impuestos $ 146,200
Tiempo de pago en flujo de Caja:
Utilidad Neta Des/Impuestos $ 146,200
(+) Depreciación $ 143,000
Total de Utilidades $ 289,200
TIEMPO DE PAGO
Tiempo de Pago = INVERSION INICIAL / UTILIDADES
TIEMPO DE PAGO MAQUINA LANGSTON
Tiempo de Pago = 1,430,000 / 289,200 = 4.94 años aproximadamente
TIEMPO DE PAGO 5 años de la máquina Langston.
TIEMPO DE PAGO MAQUINA WARD
Tiempo de Pago = 1,300,000 / 289,200 = 4.49 años de la máquina Ward

Otro método para calcular el tiempo de pago, sería por el incremento de
producción. Según Langston Leader (1971), se puede calcular el aumento de la
producción, por aumento de la eficiencia, a de la relación matemática siguiente:
Aumento de la Producción = Z Y[ 15 + 200 (X – 0.5)]
Donde:
X = rebaja de tiempo promedio por cambio (Seteo) en minutos.
Y = Ancho promedio de lámina en pies.
Z = promedio de cambios en pies.
El tiempo actual promedio, por cambio, es de 60 minutos, y con la máquina,
el tiempo por cambio, es de 55 minutos. La diferencia es de 5 minutos. Se tiene un
ancho promedio de 5 pies y un total de 300 cambios promedio.
Aumento de Producción = 300*5 [15 + 200(5.0 – 0.5)]
Aumento de Producción = 1,372,500 pies cuadrados por mes
Aumento de Producción = 127,555 metros cuadrados por mes.
Entonces, con un Precio de $ 0.85, el aumento de ingresos mensuales es:
Aumento de Ingresos: $ 108,422 por mes.
Aumento de Ingresos: $ 1,301,069 por año.
Si se toma una utilidad del 25% se tiene:
Utilidad, Antes de Impuestos: $ 325,267 por año.
Tomando el mismo método de depreciación y los mismos 10 años, se tiene:
Inv ersión total $ 1,430,000
Utilidad Anual $ 325,267

Utilidad Adicional Anual $ 325,267
(-) Depreciación Anual $ 143,000
Utilidad Neta Antes/Impuestos $ 182,267
ISR (32%) $ 58,326
Utilidad Neta Des/Impuestos $ 123,941
Tiempo de pago en flujo de Caja:
Utilidad Neta Des/Impuestos $ 123,941
(+) Depreciación $ 143,000
Total de Utilidades $ 266,941
Tiempo de Pago = INVERSION INICIAL / UTILIDADES
TIEMPO DE PAGO MAQUINA LAGNSTON
Tiempo de Pago = 1,430,000 / 266,941 = 5.35 años
TIEMPO DE PAGO 5.35 años para Langston
TIEMPO DE PAGO MAQUINA WARD
Tiempo de Pago = 1,300,000 / 266,941 = 4.87 años
TIEMPO DE PAGO 4.87 años para Ward
Con estos datos se está seleccionando una máquina con impresión tipo
flexográfica, marca Ward, por su menor costo, implicando menor tiempo de pago,
además del soporte que brinda la empresa, creando mayor relación con la companía
fabricante Ward; además es una máquina muy conocida en la región, ya que es la
más utilizada en la mayoría de las Industrias de la región.

5.CONCLUSIONES
• La máquina Flexográfica, utilizada para la impresión, es sumamente
especializada, por lo que se hace necesario un intenso programa de capacitación
técnica en el manejo y mantenimiento para lograr la impresión adecuada,
mejorando así la calidad actual.
• La impresión flexográfica, mejora considerablemente la calidad de la
impresión, ya que logra dosificar la tinta, obteniéndose diferentes tipos de
tonos, además de obtener prácticamente el diseño que se desee, por las planchas
de fotopolímero utilizado para la impresión.
• Para el cálculo de una máquina flexográfica es de fundamental determinar las
dimensiones de las cajas a producir, ya que de ello depende que una máquina
sea de apta para la empresa.

• Cuando se está ev aluando una máquina, la cual v a a formar parte de otro
proceso, es importante determinar la adaptabilidad en todo sentido de la
máquina para no afectar el proceso, en este caso, la máquina va al final del
proceso, por lo que no representa gran problema.
• El v olumen de producción de 1,465,000 metros² por mes representa un 20%
de mercado, y se tomó esto, pues en el país existen 5 empresas de cartón
corrugado por lo que el porcentaje es representativ o de una empresa del
mercado.
• Los factores determinantes, en el momento de la selección de una máquina
Flexográfica son: el tamaño del rodillo impresor, costo, y capacidad.
• La máquina seleccionada es la Ward, con capacidad de 37.5 X 96 pulgadas,
de dos colores.
• Basados en el tiempo de pago, se selecciona la máquina Ward para reemplazar
las dos tipográficas existentes e incrementar la producción en un 15%.
6. RECOMENDACIONES
• La instalación y puesta en marcha de la máquina, debe estar a cargo de
la empresa fabricante, ya que esto nos proporciona garantía ante un fallo;
además, la misma companía debe capacitar temporalmente al personal
que estará trabajando con la máquina.
• La materia prima utilizada, para la impresión, es decir: planchas
fotopolímeras, tinta, deben ser de la mejor calidad para obtener los
resultados esperados. Si se utiliza tinta con base agua el fotopolímero
deber ser para este tipo de tinta, y si es de base solv ente, tambien debe ser
adecuado el fotopolímero.
• Se debe tomar en cuenta, para las necesidades de capacidad de impresión,
tanto las cajas tipo agrícolas como las tipo comerciales.
• En este caso, la impresión flexográfica, no afecta en mayor medida el
proceso; sin embargo, las necesidades de espacio, se deben tomar en cuenta,
pues la máquina flexográfica es de mayor tamaño que las impresoras
tipográficas.
• Si se desea adaptar este estudio a otra empresa, con mayor o menor
participación en el mercado, se debe corregir la capacidad de producción
mensual.

• No se deben olv idar, en el momento de seleccionar una maquina todos los
factores que interv ienen en ellos, aunque en la primera impresión, no
parecieran tener una gran importancia.
• La selección final de la máquina, debe ser determinada con la ayuda de
personas especializadas en el tema, ya que esto brinda un gran apoyo, pues
en temas como éste, en los cuales no existen muchos textos bibliográficos, ni
documentos escritos, es la experiencia un gran apoyo para la decisión final.
• De acuerdo a la calidad de máquina y su tiempo de pago, se recomienda
una máquina Ward de 37x96 pulgadas de dos colores, con impresión
flexográfica.

7. REFERENCIAS BIBLIOGRAFICAS:
1. Achaerandio, Luis (1992) Iniciación a la Práctica de la Inv estigación
Guatemala, Univ ersidad Rafael Landívar.
2. Anderson-Vreeland (Sin año), Boletín Técnico Ohio Estados Unidos.
3. Corrugated Box Manufactures´ Hand Book. (Sin año) Thrid Edition. S y S
Corrugated Paper Machinery Co.Inc.
4. Curso sobre Corrugado (1971) Escuela Técnica de Weyer Haeuser, Mount Vernos
Ohio, EE.UU.
5. Deschtman, Alejandro (1992) Proyecto de Factibilidad para la instalación de
una planta procesadora de jugo de naranja. Guatemala, Univ ersidad Rafael
Landívar.
6. Díaz, Julio (1998) Estudio e Implementación de sistemas de Calidad en la
industria del Cartón Corrugado. Guatemala, Univ ersidad Rafael Landívar.
7. Dupont (Sin año) Manual de procesamiento y uso de planchas flexográficas,
Guatemala.
8. Langston Leader (1971) Boletín No.17 y Boletín No.18.
9. Peters y Timmerhaus Plant Design and Economics for Chemical Engineers
(1991) 4ta. Edición McGraw-Hill Singapure
10. Publicaciones y Reimpresiones BoxBoard Containers. (Sin año) Maclean-Hunter
Publischin Corp. Chicago, Illinois, EE.UU.
11. Stone Container Corporation, (1992) Fibre Box Handbook 20 ed. U.S.A.
12. Ing. José Molina(agosto, 1999) Entrev ista Personal
13. Ing. Palacios, (febrero, 1999) Entrev ista Personal
Bibliografía Virtual
1. www.wardmachine.com
2. www. Tecnomaq.paralax.com.mx

ANEXO NO.1
GUIA DE ENTREVISTA:
1. ¿Qué es el proceso de Flexografía? :
2. ¿Qué otros procesos de impresión conoce? :
3. ¿Qué v entajas y desv entajas poseen el proceso de Flexografía?.
4. ¿Qué v entajas y desv entajas poseen el proceso anterior, al de Flexografía? :
5. ¿Cuál es su experiencia con el proceso de Flexografía? :
6. ¿Cómo están las fuentes de materia prima? :
7. ¿Cómo se encuentra los costos de equipo flexográfico? :
ANEXO NO.2
DATOS CALCULADOS
Análisis de Regresión Lineal de la Producción de Cartón Corrugado:
AÑO Miles de Metros Cuadrados de Cartón
1971 1125
1981 2250
1991 4500
2001 9000
Entonces a = -509658.75, b es 258.75 y un coeficiente de correlación de
0.9591, quedando la ecuación:
Y = -509658.75 + 258.75X
Teniéndose que, en 1998, la producción fue de 7325 miles de metros
cuadrados al mes.
Análisis de Regresión Lineal de las importaciones de papel en
Guatemala:
AÑO Toneladas métricas
1996 3660
1997 3990
1998 4350
Entonces a = -684965, b es 345 y un coeficiente de correlación de 0.999,
quedando la ecuación:
Y = -684965 + 345X

Teniéndose que, en 2001, la producción fue de 5380 toneladas métricas de
papel.
Cálculo de la relación miles de metros producidos por tonelada métrica de papel:
Un mullen 200 necesita 2 K – 42 y un C – 26 entonces
1000 pies² de cartón pesan (84 + 1.33*26)
1000 pies² pesan 118.58
Se estima la producción de 9000 miles de metros conv ertidos a pies
9000 X 10.76 = 96840 miles de pies
(118.58 Libras/ miles de pies) x (96840 miles de pies) =
11483287.2 libras
Es decir 5220 toneladas métricas de papel.
Entonces, si se estima una producción de 9000 miles de metros, div ididos
entre 5220 toneladas métricas de papel, se obtiene:
1.72 miles de metros cuadrados por tonelada de papel.
Realizando un cálculo similar se obtiene para, un mullen de 175, una
relación de 1.82.
ANEXO NO.3