unidad de trabajo nº1 introducciÓn 1-introduccion. oxigas.pdf · por una llama, obtenida por la...
TRANSCRIPT

1
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
UNIDAD DE TRABAJO Nº1
INTRODUCCIÓN
La soldadura es un procedimiento de unión permanente entre metales. Para que se
produzca esta unión es necesaria la participación de calor, ya sea con o sin presión, con
aportación de metal o sin ella.
Con la soldadura pretendemos que dos o más partes elementales de un metal
queden constituidas como una sola, manteniendo las propiedades que tenían por
separado.
Para que exista una soldadura es necesario que se hayan mantenido inalterables
las propiedades físicas, y por tanto mecánicas, de los metales unidos. De esta manera se
mantiene la posibilidad de cumplir directamente con la finalidad de la unión, o poder
imprimirle otros usos industriales tales como mecanizados (torneado, fresado,
taladrado…), tratamientos térmicos (templado, recocido…), etc.
Por todo esto, se entiende por soldabilidad la capacidad de unión íntima de los
metales, manteniendo sus propiedades iniciales.
CLASIFICACIÓN DE LOS PROCESOS DE SOLDEO
Hay que diferenciar tres grandes grupos:
Soldeo por fusión.- Son aquellos en los que siempre se produce la fusión del
metal base y la del de aportación cuando éste se emplea. Es decir siempre
existe una fase líquida formada sólo por metal base, o por metal base y de
aportación.
Soldeo en estado sólido.- Son aquellos en los que nunca se produce la fusión
del metal base, ni la del de aportación cuando éste se emplea. Es decir nunca
existe una fase líquida.
Soldeo fuerte y blando.- Son aquellos en los que siempre se produce la fusión
del metal de aportación, pero no la del metal base. Es decir, siempre existe una
fase líquida formada sólo por metal de aportación. La diferencia entre soldeo
fuerte y soldeo blando reside en que en el soldeo fuerte y soldeo blando residen
que en el soldeo fuerte el metal de aportación funde por encima de 450ºC,
mientras que en el soldeo blando el material de aportación funde a 450ºC o a
temperaturas inferiores.
Soldabilidad: Capacidad de unión de los metales
Existe soldadura si las propiedades físicas y mecánicas
de los metales no se alteran

2
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
SOLDEO OXIGÁS
El soldeo oxigás es un proceso de soldeo por fusión que utiliza el calor producido
por una llama, obtenida por la combustión de un gas con oxígeno, para fundir el metal base
y, si se emplea, el metal de aportación.
Para conseguir la combustión, se necesita:
Un gas combustible (acetileno, propano, gas natural…).
Un gas comburente (oxígeno).
Cuando se suelda con metal de aportación, éste se aplica mediante una varilla con
independencia de la fuente de calor, lo que constituye una de las principales
características del procedimiento.
En cuanto a la protección del baño de fusión la realizan los propios gases de la
llama, aunque en algún caso es necesario recurrir al empleo de desoxidantes.
Los diferentes nombres que se dan a este proceso son:
31, soldeo oxigás (UNE-EN 24063)
OFW, Oxy-fuel gas welding (ANSI/AWS A3.0)
Si se utiliza acetileno como gas combustible el proceso se denomina:
311, soldeo oxiacetilénico (UNE-EN 24063
OAW, Oxy-acetilene welding (ANSI/AWS A3.0
VENTAJAS Y LIMITACIONES
Ventajas
El soldador tiene control sobre la fuente de calor y sobre la temperatura de
forma independiente del control sobre el metal de aportación.
El equipo de soldeo necesario es de bajo coste, normalmente portátil y muy
versátil ya que se puede utilizar para otras operaciones relacionadas con el
soldeo, como oxicorte, pre y postcalentamiento, enderezado, doblado, y
recargue, con sólo cambiar o añadir algún accesorio.
Limitaciones
Se producen grandes deformaciones y grandes tensiones internas causadas
por el elevado aporte térmico debido a la baja velocidad de soldeo.

3
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
El proceso es lento, de baja productividad y destinado a espesores pequeños
exclusivamente, ya que aunque se puede realizar el soldeo de grandes
espesores resulta más económico para éstos el soldeo por arco eléctrico.
APLICACIONES
Las ventajas enunciadas hacen que el soldeo oxigás sea particularmente indicado
para:
Pequeñas producciones.
Pequeños espesores.
Trabajos en campo.
Soldaduras con cambios bruscos de dirección o posición.
Reparaciones por soldeo.
Por este proceso pueden soldarse la mayoría de los metales y aleaciones férreas y
no férreas, con la excepción de los metales refractarios, que son los que pueden utilizarse
a altas temperaturas (volframio, molibdeno y tantalio) y de los activos (titanio y circonio).
GASES EMPLEADOS EN EL SOLDEO OXIGÁS
Como gas comburente se emplea el oxígeno ya que si se utilizara aire las
temperaturas alcanzadas serían del orden de 800 a 1000ºC menores que las que se
consiguen con el oxígeno.
Como gas combustible se podría emplear hidrógeno, gas natural, propano o
cualquier otro gas combustible (butano, propileno…), sin embargo se prefiere el empleo del
acetileno porque con oxígeno se consigue una llama de mayor temperatura que aporta
mayor calor que con cualquier otro gas.
EQUIPO DE SOLDEO OXIACETILÉNICO
La principal función de los equipos de soldeo oxiacetilénico es suministrar la mezcla
de gases combustible y comburente a una velocidad, presión y proporción adecuadas.
El equipo oxiacetilénico está formado por (ver fig.1):
Cilindro de acetileno y oxígeno.
Manorreductores.
Mangueras.

4
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Válvulas de seguridad o antirretroceso.
Soplete.
Accesorios: encendedores, escariadores.
(Fig1). Equipo de soldeo oxiacetilénico
OXÍGENO Y ACETILENO
En la mayoría de los talleres de soldadura, los gases utilizados en soldeo
oxiacetilénico están almacenados en botellas o cilindros, si bien en grandes industrias el
oxígeno puede ser canalizado desde un tanque criogénico que contiene el oxígeno el
oxígeno en estado líquido a baja temperatura, mediante un vaporizador que calienta el
oxígeno líquido y lo convierte en oxígeno en estado gaseoso, o desde una batería de
botellas y el acetileno puede ser producido directamente por un generador.
Las botellas o cilindros facilitan el transporte y conservación de los gases
comprimidos, estando diseñadas para gases específicos y no siendo, por tanto,
intercambiables.
MANORREDUCTORES
Los manorreductores, o válvulas de presión, son los encargados de suministrar el
gas comprimido de los cilindros o depósitos a la presión y velocidad de trabajo.
Las válvulas reductoras de presión, además de reducir la elevada presión de los
cilindros de gas, deben permitir que la presión de trabajo a la que suministran el gas
5
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
permanezca invariable durante su funcionamiento, a pesar de la disminución de la presión
en el cilindro o depósito a medida que se disminuye el contenido de gas.
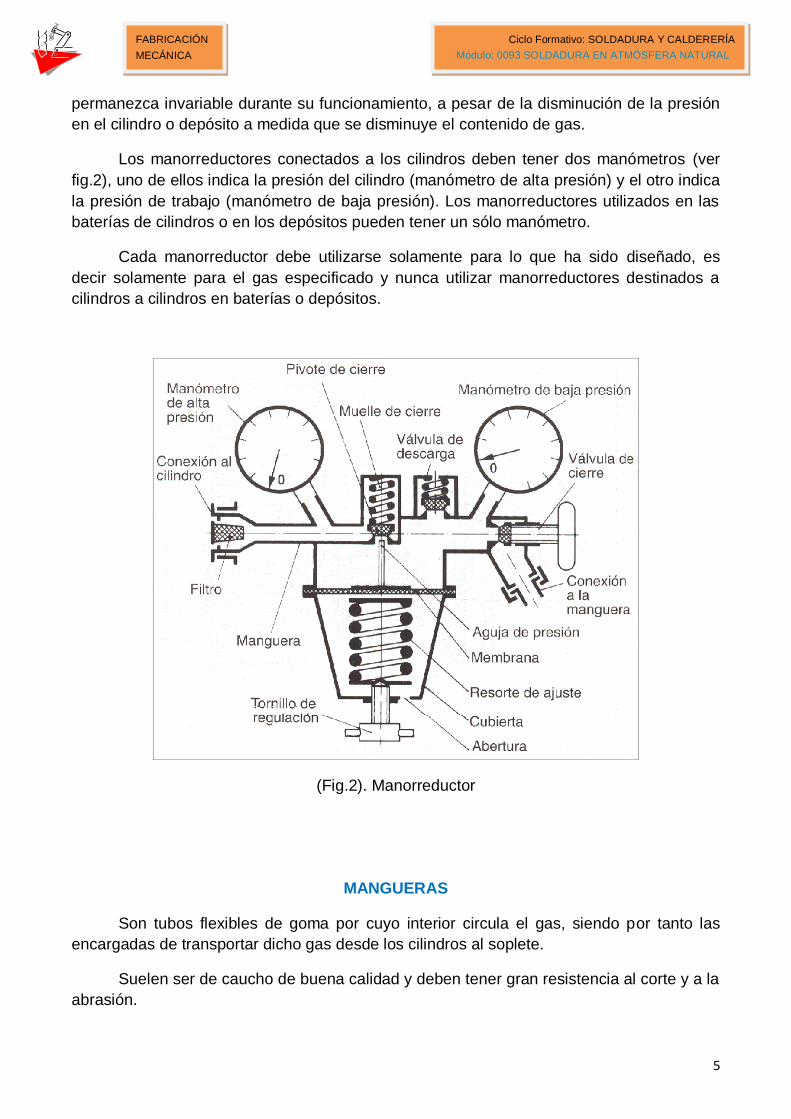
Los manorreductores conectados a los cilindros deben tener dos manómetros (ver
fig.2), uno de ellos indica la presión del cilindro (manómetro de alta presión) y el otro indica
la presión de trabajo (manómetro de baja presión). Los manorreductores utilizados en las
baterías de cilindros o en los depósitos pueden tener un sólo manómetro.
Cada manorreductor debe utilizarse solamente para lo que ha sido diseñado, es
decir solamente para el gas especificado y nunca utilizar manorreductores destinados a
cilindros a cilindros en baterías o depósitos.
(Fig.2). Manorreductor
MANGUERAS
Son tubos flexibles de goma por cuyo interior circula el gas, siendo por tanto las
encargadas de transportar dicho gas desde los cilindros al soplete.
Suelen ser de caucho de buena calidad y deben tener gran resistencia al corte y a la
abrasión.
6
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Los diámetros interiores son generalmente de 4 a 9 mm para el oxígeno y de 6 a 11
mm para el gas combustible, mientras que el espesor mínimo es de 2,5 mm (para el
oxígeno de 4,5 a 5,5 mm). Es conveniente que la longitud no sea inferior a 5 m. aunque la
distancia entre el cilindro y el soplete sea pequeña, para permitir libertad de movimientos.
Con objeto de poder distinguir el gas que circula por las mangueras, las de
acetileno son de color rojo y rosca a izquierdas al soplete y las de oxígeno color azul o
verde y rosca a derechas al soplete.
SOPLETE
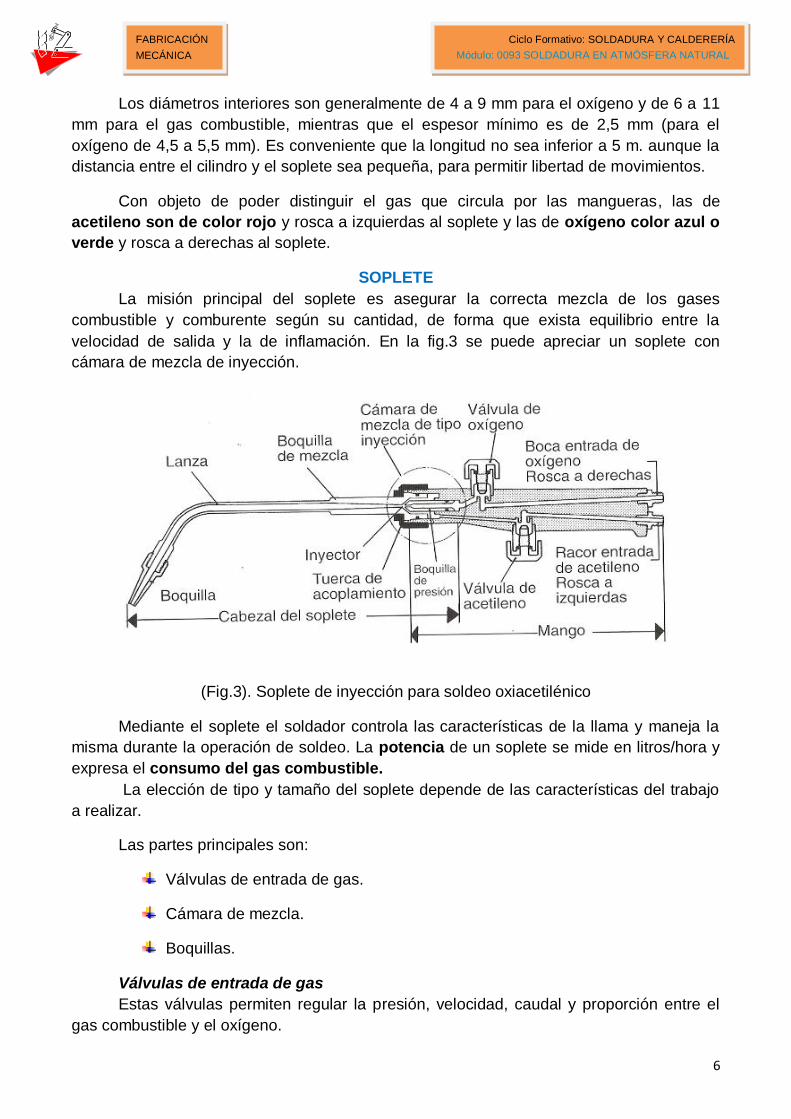
La misión principal del soplete es asegurar la correcta mezcla de los gases
combustible y comburente según su cantidad, de forma que exista equilibrio entre la
velocidad de salida y la de inflamación. En la fig.3 se puede apreciar un soplete con
cámara de mezcla de inyección.
(Fig.3). Soplete de inyección para soldeo oxiacetilénico
Mediante el soplete el soldador controla las características de la llama y maneja la
misma durante la operación de soldeo. La potencia de un soplete se mide en litros/hora y
expresa el consumo del gas combustible.
La elección de tipo y tamaño del soplete depende de las características del trabajo
a realizar.
Las partes principales son:
Válvulas de entrada de gas.
Cámara de mezcla.
Boquillas.
Válvulas de entrada de gas
Estas válvulas permiten regular la presión, velocidad, caudal y proporción entre el
gas combustible y el oxígeno.

7
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Cámara de mezcla
En ella se realiza la mezcla íntima de combustible y comburente. Existen dos tipos
fundamentales de cámara de mezcla.
De sobrepresión.- En este tipo el oxígeno y el gas combustible están a la
misma presión y van a la misma velocidad, mezclándose al juntarse las
direcciones de ambos gases. En la fig.4 (A) se observa una cámara de este
tipo.
De inyección o aspiración.- En este tipo de cámara el gas combustible a baja
presión es aspirado por la corriente de oxígeno de alta velocidad. Para esto
se utiliza un sistema de tobera. Este tipo de cámara de mezcla se emplea
cuando el gas combustible es suministrado a una presión demasiada baja
para producir una combustión adecuada. Los sopletes de este tipo se
denominan de baja presión. En la fig.4 (B) puede observarse un diseño de
una cámara de este tipo.
Fig.4. Cámaras de mezcla. A) De sobrepresión. B) De baja presión

8
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Boquillas
Son toberas intercambiables que se ajustan en la parte final o lanza del soplete.
Controlan el flujo de gas por medio del diámetro del orificio de salida.
Normalmente boquillas de distintos diámetros son aptas para un determinado
tamaño de soplete. Pequeños diámetros de salida producen llamas pequeñas, aptas para
soldar pequeñas secciones, sin embargo para grandes diámetros se requieren grandes
secciones. Las boquillas deben permitir una llama uniforme.
Se deben observar las siguientes precauciones:
Se deberá limpiar la boquilla con los escariadores adecuados, eliminando
cualquier proyección o suciedad que se haya podido adherir.
Se deben mantener limpias y en buen estado las roscas y las superficies de
cierre para evitar fugas y retrocesos de llama.
Es de la mayor importancia seleccionar el caudal adecuado para cada tipo de
boquilla ya que si el caudal es escaso la llama no será efectiva, pudiéndose incluso
producirse un retroceso de llama; si el caudal es excesivo, se dificulta el manejo del soplete
y el control del baño de fusión.
VÁLVULAS ANTIRRETROCESO DE LLAMA
Cuando se produce un retroceso de llama, ésta se introduce en el soplete o incluso
puede llegar, a través de las mangueras, a los cilindros de gas y provocar su explosión.
Las válvulas antirretroceso previenen:
La entrada de oxígeno o de aireen el conducto y cilindro que suministra el
acetileno.
Un retroceso de llama dentro del soplete, mangueras, tuberías, cilindros o
depósitos.
El suministro durante y después de un retroceso de llama. Si el retroceso de
llama ha sido muy leve en algunos casos no se corta el suministro de gas,
solamente se corta si la temperatura ha aumentado hasta 90 ó 100ºC.
Se colocan justo a la salida de las válvulas reductoras de presión para proteger los
cilindros. A la entrada del soplete, aunque sería una posición idónea, no se suelen colocar
pues dificultaría su manejo al soldador. En caso de mangueras muy largas, además de la
situada a la salida de las válvulas reductoras también pueden colocarse en algún punto del
recorrido de las mangueras como medida de precaución.
Este tipo de válvulas deben tener los siguientes elementos de seguridad [ver
figuras.5(a, b, c, d)]:

9
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Filtro que evita la entrada de materias extrañas e impurezas.
Válvula antirretroceso, que permite el paso del gas en un sólo sentido.
Sinterizado microporoso que apague una llama en retroceso.
Válvula de corte térmico que se cierra al detectar un aumento de temperatura.
Este dispositivo no es imprescindible en el caso de suministro a partir de
cilindros de gas.
Fig.5. Funcionamiento de la válvula antirretroceso de llama con control de temperatura
VARILLAS DE APORTACIÓN Y FUNDENTES
Generalmente se utilizan varillas de aportación de la misma composición que el
material base. El diámetro de las varillas suele oscilar entre 1,6 y 6,4 mm y su longitud
entre 600 y 900 mm.

10
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
En el acero al carbono no es necesario el empleo de fundentes ya que los óxidos
formados se funden con facilidad, sin embargo, en el soldeo de otros metales como el
cobre, latón, bronces y aluminios es imprescindible utilizar fundentes para disolver los
óxidos y proteger el metal de soldadura. No obstante, el empleo de fundente no sustituye a
la limpieza previa al soldeo.
Los fundentes se suministran en polvo, pasta, en solución o como recubrimiento de
las varillas. Para aplicar el fundente se calienta el extremo de la varilla y se introduce en el
fundente, a medida que se suelda se irá introduciendo la varilla en el fundente. También se
puede espolvorear el fundente sobre el material base. Los fundentes en forma de pasta se
aplican con un pincel sobre el metal base.
ZONAS CARACTERÍSTICAS DE LA LLAMA OXIACETILÉNICA
Las zonas características de la llama oxiacetilénica pueden observarse en la (fig.6) y
son:
Cono o dardo
Zona de trabajo o de soldeo
Penacho
El cono o dardo es la señal más característica de la llama, es de color blanco
deslumbrante y su contorno está claramente delimitado. Es donde se produce la
combustión del acetileno con el oxígeno.
Delante del cono yace la zona más importante de toda la llama, que,
desgraciadamente, no puede reconocerse ópticamente y se ha señalado con línea de
trazos, es la llamada zona de soldeo o zona de trabajo. Es la zona de máxima
temperatura y es aquí donde se realiza el soldeo de la pieza. Es de importancia, por
consiguiente, dejar entre la punta del cono y la superficie del baño de fusión una distancia
que varía entre 2 y 5 mm dependiendo del tamaño de la llama y por tanto del soplete.
En el penacho se produce la combustión, con el oxígeno del aire, de todos los
productos que no se han quemado anteriormente. De esta forma se impide que el oxígeno
del aire entre en contacto con los metales a unir, constituyendo una capa protectora que
evita que se produzca su oxidación.
La curva de la parte superior de la (fig.6) muestra que la máxima temperatura de
3200ºC existe únicamente dentro de la zona de trabajo (zona rayada).

11
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Fig.6. Zonas características de la llama oxiacetilénica
UTILIZACIÓN DEL EQUIPO DE SOLDEO
Para utilizar correctamente el equipo de soldeo es necesario que se siga la
secuencia indicada a continuación, además de las recomendaciones de seguridad.
Conexión de los elementos del equipo de soldeo
Pasos a seguir:
1. Limpiar e inspeccionar cada uno de los componentes del equipo, asegurarse de
la no existencia de grasa o aceite en las conexiones de oxígeno.
2. Realizar el purgado de las botellas.
3. Montar el equipo de soldeo con las válvulas cerradas y verificar todas las
conexiones antes de abrir ninguna de ellas.

12
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Apertura del oxígeno y del acetileno
La siguiente secuencia de operación debe realizarse primero con el oxígeno y luego
repetir con el acetileno (o al revés) pero nunca simultáneamente.
1. Antes de abrir la válvula comprobar que el tornillo de regulación está aflojado
(fig.2).
2. Abrir el grifo de la botella lentamente. En las botellas de acetileno abrir sólo una
vuelta, en las de oxígeno abrir totalmente.
3. Abrir la válvula de cierre en el manorreductor.
4. Abrir la válvula en el soplete.
5. Apretar el tornillo de regulación hasta que se obtiene la presión deseada (fig.7).
Se recuerda que la presión del acetileno no debe superar 1Kg/cm2.
6. Dejar salir el gas durante 5segundos por cada 15 m de longitud de la manguera y
cerrar la válvula del soplete.
Fig.7. Manejo del manorreductor. Apertura

13
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Encendido y apagado del soplete
El encendido y apagado del soplete debe hacerse con cuidado, recordando que
nunca se deberá apagar cerrando primero el oxígeno ya que puede quedarse atrapada la
llama dentro del soplete.
1. Verificar antes de su empleo el estado del soplete, sobre todo estanqueidad y
limpieza de las boquillas.
2. Verificar conexiones de mangueras al soplete.
3. Comprobar presiones de trabajo.
4. Se suele recomendar abrir la válvula de acetileno del soplete, encender la llama
con el mechero adecuado y regular la llama con el oxígeno, sin embargo para
evitar la formación de humos también se puede abrir primero, ligeramente, la
válvula de oxígeno y después la del acetileno. Encender la llama con el mechero
adecuado y regular posteriormente la llama mediante la entrada de oxígeno.
5. Para apagar, cerrar en primer lugar la válvula del gas combustible y luego la del
oxígeno.
6. Manejar el soplete con cuidado, evitando movimientos bruscos e incontrolados.
Fig.8. Manejo del manorreductor. Cierre

14
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Cierre de botellas
Para cerrar las botellas al terminar el soldeo se deberá:
1. Cerrar las válvulas de los dos cilindros.
2. Aflojar el tornillo de regulación de los manorreductores (fig.8)
3. Desalojar los gases de las mangueras abriendo las válvulas de los sopletes.
4. Atornillar la válvula de cierre del manómetro.
5. Abrir la válvula de oxígeno del soplete para dejar salir todo el gas.
REGULACIÓN DE LA LLAMA OXIACETILÉNICA
La llama oxiacetilénica es fácilmente graduable, en el sentido de que permite
obtener llamas estables con diferentes proporciones de oxígeno y acetileno.
Lógicamente diferentes proporciones de gas combustible y de oxígeno producen
llamas con diferentes propiedades y aplicaciones. En función de esta proporción se pueden
distinguir cuatro tipos de llamas:
Llama de acetileno puro.
Llama carburante.
Llama neutra.
Llama reductora.
Otra de las ventajas de la llama oxiacetilénica, frente a las llamas formadas con
otros gases combustibles, es que se puede distinguir visualmente las zonas de la llama y el
tipo de llama que se está utilizando.
Llama de acetileno puro que se produce cuando se quema acetileno en el
aire. Produce una llama que varía su color de amarillo a rojo naranja, en su
parte final, y provoca la aparición de partículas de hollín flotando en el aire.
No tiene utilidad en soldadura (fig.9).
Llama carburante que se produce cuando hay un exceso de acetileno.
Partiendo de la llama de acetileno puro al aumentar la proporción de oxígeno,
la llama empieza a hacerse luminosa, formándose una zona brillante o dardo,
seguida del penacho acetilénico de color verde pálido que aparece como
consecuencia del exceso de acetileno y desaparece cuando se igualan las
proporciones (fig.9).

15
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Una forma práctica de determinar la cantidad de exceso de acetileno frente al
oxígeno existente en una llama carburante, es comparar la longitud del dardo
con la del penacho acetilénico ambos medidos desde la boquilla. Si la llama
tiene doble cantidad de acetileno que de oxígeno, la longitud del penacho
acetilénico será doble que la del dardo.
Llama neutra que se produce cuando la cantidad de acetileno es
aproximadamente igual a la de oxígeno (fig.9). La forma más fácil de obtener
la llama neutra es a partir de una llama con exceso de acetileno (carburante)
fácilmente distinguible por la existencia del penacho acetilénico, a medida
que se aumenta la proporción de oxígeno la longitud del penacho acetilénico
va disminuyendo hasta que desaparece justo en el momento en el que a
llama se hace neutra.
Llama oxidante que se produce cuando hay un exceso de oxígeno, la llama
tiende a estrecharse en la salida de la boquilla del soplete. No debe utilizarse
en el soldeo de aceros, soliendo utilizarse, fundamentalmente, para el soldeo
de latones (fig.9). Con proporción oxígeno/acetileno de 1,75:1 se alcanzan
temperaturas de 3100ºC.
Tipo de
llama
Aspecto de la
llama
Aplicaciones
Acero Fundiciones Cobre Latón Aluminio
Llama de
acetileno puro
No
adecuada No adecuada No
adecuada
No
adecuada
No
adecuada
Carburante
con exceso de
acetileno
No
adecuada Adecuada No
adecuada
No
adecuada Adecuada
Neutra igual
cantidad de
oxígeno que
de acetileno
No
adecuada Aceptable Adecuada
No
adecuada Aceptable
Oxidante
Exceso de
oxígeno
No
adecuada No adecuada No
adecuada
No
adecuada
No
adecuada
Fig.9. Tipos de llama oxiacetilénica y aplicaciones

16
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
TÉCNICAS DE SOLDEO
Para el aprendizaje de la soldadura oxiacetilénica hay que practicar una serie de
operaciones en un orden determinado. Estas operaciones, que en una primera fase deben
realizarse en horizontal, pueden resumirse como sigue: realización de líneas de fusión, sin
aportación de material; depósito de cordones de recargue, con metal de aportación; y
soldadura de diversos tipos de uniones.
Líneas de fusión sin aportación de material
Tomar una chapa de 2 mm de espesor por unos 150 mm de longitud, que presente
una superficie limpia. Encender el soplete, ajustarlo hasta conseguir una llama neutra y
proceder como sigue:
Sujeción del soplete. En principio hay dos formas fundamentales ce sujetar el
soplete, y en cada caso habrá que recurrir a la que resulta más cómoda. En la soldadura
de espesores finos, muchos soldadores prefieren sujetar el soplete como si fuese un lápiz
de forma que las gomas quedan por encima de la muñeca. Otros lo sujetan como si fuese
un martillo. En cualquier caso, a fin de reducir la fatiga, el soplete debe cogerse sin
excesiva rigidez.
Posición y movimiento del soplete. Sostener el soplete con un ángulo de
inclinación longitudinal de unos 45º, dirigiendo la llama hacia la parte no soldada. Los
soldadores que sujetan el soplete con la mano derecha deben iniciar la soldadura en el
extremo derecho de la pieza y progresar hacia la izquierda. En los zurdos se invierte el
sentido de avance. Dirigir la llama hacia la pieza, de forma que el extremo del dardo quede
a unos 3 mm de la superficie de la misma, y mantenerla en esta posición hasta que se
inicie un baño de fusión. A continuación, avanzar en el sentido indicado anteriormente,
manteniendo el baño y comunicando al soplete un movimiento de rotación. No llevar el
soplete encima del baño, sino ligeramente por delante del mismo, de forma que pueda
progresar la fusión. Si el avance es muy rápido, la aportación de calor no es suficiente para
mantener el baño de fusión; y si la llama se mantiene mucho tiempo en la misma posición
pueden producirse agujeros.
Depósito de cordones con aportación de material. En algunos tipos de juntas
pueden soldarse las piezas sin necesidad de aportar material. No obstante, en la mayoría
de los casos, la obtención de una soldadura de resistencia adecuada exige la aplicación de
material de aportación. La resistencia de la junta depende, en gran medida, de la habilidad
del soldador para fundir y ligar la varilla con los bordes de las piezas.
El empleo de material de aportación requiere una gran coordinación entre ambas
manos. Mientras que una maneja el soplete y mantiene el baño de fusión a lo largo de la
junta, la otra debe añadir varilla de aportación en la cantidad adecuada. A fin de adquirir la
habilidad necesaria para la coordinación de estos movimientos, practicar el depósito de
cordones sobre una chapa, en horizontal. Para ello tomar una chapa de 2 mm de espesor y
proceder como sigue:

17
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Elección de la varilla. En cualquier soldadura, el material de la junta debe tener,
por lo menos, la misma resistencia que el metal base. Para conseguirlo hay que utilizar una
varilla de características similares a las del material a soldar. Es un error utilizar cualquier
tipo de alambre, pues no sólo dificulta la operación, sino que, además, da soldaduras
frágiles y de pequeña resistencia. Una buena varilla de aportación funde suavemente, sin
excesivo chisporroteo, y liga fácilmente con el metal base. Por lo contrario, las varillas de
pequeña soldabilidad producen gran cantidad de chispas, funden de forma irregular y dan
cordones muy rugosos y con picaduras.
El diámetro de la varilla a utilizaren cada caso depende, fundamentalmente, del
espesor de las piezas a soldar. Como regla general, el diámetro de la varilla debe ser
aproximadamente igual al espesor de las piezas a unir. Así, para el soldeo de chapas de 2
mm de espesor, se recomienda la varilla de 2 mm de diámetro.
Manejo de la varilla. Sostener la varilla con un ángulo aproximadamente igual al del
soplete, llevándola por delante del mismo. Para no situarla mano enfrente de la llama
puede doblarse la varilla.
Fundir el metal base hasta conseguir un pequeño baño y, a continuación, introducir
en el mismo el extremo de la varilla. Hay que tener en cuenta que para conseguir una
fusión correcta es necesario utilizar el diámetro de la varilla de aportación adecuado. Si la
varilla es muy gruesa, el calor del baño no será suficiente para fundirla; y si es muy fina, no
absorbe suficiente calor y pueden producirse agujeros en las chapas.
La llama debe dirigirse hacia el metal base y no hacia la varilla. Para realizar la
aportación de material hay que introducir el extremo de la varilla en el baño de fusión. Si el
transporte de las gotas se realiza a través del aire, dejándolas caer desde cierta altura,
quedan expuestas al ataque del oxígeno, produciéndose soldaduras frágiles y porosas.
Depósito de los cordones. Comunicar al soplete un movimiento de rotación, como
el de la (fig.10), metiendo y sacando la varilla, y desplazando el baño de fusión a lo largo
de la junta. Cuando la varilla se retira del baño no debe alejarse excesivamente,
procurando mantener su extremo en el interior de la llama.
Cuando se realiza este ejercicio por vez primera, la varilla suele pegarse en el baño
con cierta frecuencia. Esta anomalía se produce por una aplicación incorrecta del material
de aportación. Si en vez de aplicar la varilla en el centro del baño, donde el calor es
suficiente para fundirla, se aplica en el borde del mismo, en el que la temperatura es
menor, la varilla no funde y queda pegada al baño. En estos casos, no intentar separarla a
tirones, pues lo único que se conseguirá será interrumpir la soldadura. Dirigir la llama hacia
el extremo de la varilla, con lo que ésta se funde y se despega fácilmente de la pieza.
Mientras se realiza esta operación el baño se enfría y solidifica, por lo que antes de
proseguir el avance debe restablecerse la fusión.

18
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Fig.10. Posición y movimiento del soplete
Velocidad de avance. Para conseguir un cordón de anchura y sobrespesor
uniformes, es necesario mantener la velocidad de avance adecuada. Si el avance es muy
lento, el baño se hace muy grande y puede llegar a perforar las chapas. Si es muy rápido,
el metal de aportación no liga íntimamente con el metal base, produciéndose faltas de
fusión. Además, resulta prácticamente imposible conseguir un cordón liso y uniforme.
Cuando el volumen del baño se hace excesivo, retirar ligeramente el soplete, pero
de forma que la llama siga protegiendo al metal en fusión. No alejar excesivamente el
soplete, ni desplazarlo lateralmente, pues tales movimientos permiten que el aire entre en
contacto con el baño, contaminando el metal fundido.
Uniones a tope
Una vez adquirido la habilidad necesaria para controlar el baño de fusión, y para
aportar material con una varilla, la práctica siguiente consiste en la soldadura de dos
piezas. Para la realización de este ejercicio debe tenerse en cuenta lo siguiente:
Separación de bordes. Tomar dos piezas de 2 mm de espesor por unos 180 mm
de longitud y situarlas dejando una separación de aproximadamente 1,5 a 2 mm. Los
bordes deben quedar a una separación igual y adecuada para conseguir una buena
penetración de la soldadura en todo el grueso del material. El punteado se realiza
comenzando por el centro y desplazándose alternativamente a un lado y otro de los
extremos, a fin de contrarrestar la dilatación por el calor de la llama, que separa los bordes,
y la contracción, por el enfriamiento, que los acerca. Asimismo, el soplete debe dirigirse
hacia los extremos (fig.11).

19
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Fig.11. Punteado de las piezas
Soldadura. Iniciar la operación en el extremo derecho de la junta (los zurdos al
revés), utilizando, para la varilla y para el soplete, los mismos movimientos recomendados
en la práctica anterior. Desplazar lentamente el soplete de forma que el calor pueda
penetrar hasta el fondo de la junta, y aportar material suficiente para conseguir un
sobreespesor adecuado (aproximadamente 1,5 mm). Asegurarse de que el baño es
suficientemente grande y fluido antes de introducir en el mismo el extremo de la varilla.
Vigilar cuidadosamente el curso de la llama, de forma que afecte por igual a los dos bordes
y produzca un baño de fusión de unos 6 a 9 mm de ancho. En cada balanceo del soplete
debe avanzar, aproximadamente 1,5 mm.
Para conseguir un cordón de buen aspecto, es necesario mover el soplete con una
velocidad de aváncelo más uniforme posible. Aunque al principio puede parecer muy difícil,
después de un poco de práctica resulta sencillo el mantener un movimiento uniforme.
Defectos de la soldadura. Como es de suponer, los primeros cordones romperán
fácilmente al someterlos al ensay de plegado, pero después de una serie de prácticas,
pueden conseguirse uniones sanas, que soporten perfectamente esta prueba.
A continuación se citan algunos defectos más frecuentes al iniciar el aprendizaje de
esta técnica:
1.- Cordón irregular, producido por un avance excesivamente rápido, o lento.
2.- Agujeros en la junta, provocados por un avance muy lento.
3.- Soldadura frágil, como consecuencia de desajustes de llama.
4.- Penetración excesiva e irregular.
5.- Faltas de penetración, motivadas por un avance excesivamente rápido.
6.- Agujero en el extremo de la junta, producido al no retirar el soplete cuando se
alcanza el final de la soldadura.
7.- En muchos casos soldaduras aparentemente bien penetradas no soportan la
prueba de plegado. Esto puede deberse a numerosas razones tales como:
a) Separación de bordes incorrectas.
b) Faltas de fusión producidas al rellenar la junta con material de aportación
fundido sin que los bordes hayan alcanzado una fusión suficiente.
c) Soplete muy inclinado, que empuja al metal líquido hacia zonas que no han
sido previamente fundidas.

20
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Uniones a tope con bordes levantados
Este tipo de junta se emplea con bastante frecuencia en el campo de los espesores
finos (hasta 1,5 mm). La preparación exige doblar los bordes de las piezas a soldar como
se indica en la (fig. 12).
La soldadura se realiza sin metal de aportación y la posición del soplete es la misma
que en las uniones con bordes rectos.
Una vez punteadas las piezas, sin separación entre los bordes, se aplica la llama en
el extremo de la derecha (al revés para los zurdos) hasta conseguir un baño de fusión.
Luego se va desplazando a lo largo de la junta hasta completar la soldadura.
Fig. 12. Unión a tope con bordes levantados
Soldadura en ángulo exterior
Las uniones en esquina o ángulo exterior se emplean ampliamente en la fabricación
de numerosos productos, así como en diversos trabajos de reparación.
Las piezas se puntean formando el ángulo conveniente, y se van fundiendo igual
que en la soldadura con bordes levantados, es decir, sin metal de aportación. No obstante,
cuando se quiere reforzar la esquina es necesario aportar una pequeña cantidad de varilla.
Uniones en ángulo interior
Para realizar una soldadura en ángulo interior, proceder como sigue:
Punteado de piezas. Tomar dos chapas de 2 mm de espesor por unos 180 mm de
longitud, y puntearlas en ángulo como indica la (fig.13).

21
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Fig. 13: Posición de la varilla y el soplete en ángulo interior
Soldadura. Iniciar en el extremo derecho de la junta y progresar hacia la izquierda,
dotando al soplete de un movimiento semicircular (en los zurdos el avance será de
izquierda a derecha).
Mantener el soplete en el plano medio de la junta, con una inclinación longitudinal de
unos 45º, y llevar la varilla por delante en la posición indicada en la (fig.13).
Dirigir la llama hacia ambas piezas, con el extremo del dardo a unos 3 mm de la
superficie del baño.
En este tipo de unión existe el peligro de calentar excesivamente la chapa vertical y
producir mordeduras sobre la misma. Para evitar este defecto hay que dirigir el material de
aportación hacia la chapa vertical.

22
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
PREVENCIÓN DE RIESGOS LA BORALES
NORMAS DE SEGURIDAD EN OPERACIONES DE SOLDADURA
NORMAS GENERALES:
Solicite el correspondiente “permiso de trabajo” para realizar trabajos de soldadura y oxicorte.
No están permitidos los trabajos de soldadura en locales que contengan materiales combustibles, ni en las proximidades de polvo, vapores o gases explosivos.
No se pueden calentar, cortar o soldar recipientes que hayan contenido sustancias inflamables, explosivas o productos que por reacción con el metal del contenedor o recipiente generen compuestos inflamables o explosivos. Para realizar estos trabajos, es preciso eliminar previamente dichas sustancias.
Es obligatorio el uso de equipos de protección individual requerido para este tipo de operaciones.
Las operaciones de soldadura, corte y esmerilado deberán efectuarse con la protección de toldos o mantas incombustibles, con el fin de evitar la dispersión de chispas.
PRECAUCIONES CON LAS BOTELLAS:
Todas las botellas que contengan gases, y especialmente las de acetileno, se considerarán siempre llenas, se manejarán con extremo cuidado y se mantendrán alejadas de toda fuente de calor.
No se pueden usar eslingas para levantar botellas. Use una plataforma adecuada.
Manténgalas protegidas contra los golpes que puedan producir objetos al caer sobre ellas, y dispóngalas en lugares que puedan ser fácil y rápidamente retiradas.
Las botellas que no estén en uso permanecerán tapadas.
Nunca suprima los dispositivos de seguridad de la botella ni haga reparaciones o alteraciones en ella.
Las botellas usadas para soldar deben estar fijas sobre un carro o atadas a una pared o columna.
Cuando sea puesta por primera vez en servicio, el tornillo regulador debe estar completamente desatornillado. Abra poco a poco la válvula para así proteger a ésta y al manómetro de la súbita descarga del cilindro.
Cuando abra la válvula, sitúese a un lado del regulador y del manómetro. No use nunca martillos o similares para abrirla.
Evite los escapes en las conexiones, y si se produjeran, cierre la válvula antes de proceder a la reparación de la conexión. Si no puede repararla, traslade la botella a un lugar aireado hasta su completa descarga.

23
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Use agua jabonosa para buscar los escapes en las canalizaciones de oxígeno o acetileno.
Mantenga las botellas a una distancia no inferior a 10 metros del lugar donde se trabaja, así evitará que las chispas o el metal fundido puedan alcanzarlas o dañar a las mangueras. Esta distancia puede ser de 5 metros si se usan protecciones contra las radiaciones del calor o en trabajos en el exterior.
Si el trabajo se ejecuta en un espacio confinado las botellas deberán estar fuera de él.
Cuando una botella se vacíe o no se haya de usar más, se cerrará la válvula y se desmontara el regulador inmediatamente.
SOLDADURA OXIACETILÉNICA:
El mayor peligro que presenta este tipo de soldadura es precisamente la conjunción del oxígeno y del acetileno. Con muy poco acetileno que se encuentra libre en el aire, es fácil que se produzca una explosión si existen llamas o simples chispas. También puede explotar espontáneamente sin necesidad de aire u oxígeno si está comprimido por encima de 1,5 Kg./cm2.
No se deben utilizar tuberías de cobre para transportar este gas, porque se produciría un compuesto altamente explosivo.
Un exceso de oxígeno en el aire, tiene grave peligro de incendio, por tanto no ventile nunca con oxígeno.
Tampoco se deben engrasar las botellas de oxígeno ni los conjuntos de los aparatos, ya que las grasas pueden inflamarse espontáneamente en una atmósfera con mucho oxígeno.
Utilice los protectores adecuados. Debe llevar ropas que protejan contra las chispas y el metal fundido, cuello cerrado y bolsillos abotonados. Las mangas deben estar metidas dentro de sus guantes o manoplas. Lleve la cabeza cubierta y gafas apropiadas. Su calzado será de seguridad y sus pantalones no llevarán vueltas. Debe usar también polainas y un mandil o peto protector.
USO SEGURO DE LOS SOPLETES:
Los sopletes deben tener boquillas apropiadas y en buen estado. Su limpieza se hará con alambre blando y con mucho cuidado para no deformarlas. Las obstrucciones de la boquilla pueden provocar retrocesos de llama.
Estos retrocesos también pueden estar provocados por presiones mal reguladas. Si esto ocurre, deje el soplete de inmediato y enfríelo si se ha calentado. Antes de encenderlo de nuevo, pase oxígeno para eliminar cualquier traza de carbón que se haya acumulado debido a la combustión interna.
Para encender el soplete y regular cuidadosamente las presiones:
24
FABRICACIÓN
MECÁNICA
Ciclo Formativo: SOLDADURA Y CALDERERÍA
Módulo: 0093 SOLDADURA EN ATMÓSFERA NATURAL
Consulte la escala de presiones.
Abra ligeramente la espita de oxígeno y mucho la de acetileno.
A continuación encienda la llama con encendedor de fricción y no con cerillas, así
evitará quemarse las manos. Ésta presentará un ancho excesivo de acetileno, así que regúlela hasta obtener un dardo correcto. Tenga cuidado de no dirigirlo de modo que la llama pueda quemar a otra persona o equipo.
A continuación encienda la llama con encendedor de fricción y no con cerillas, así
evitará quemarse las manos. Ésta presentará un ancho excesivo de acetileno, así que regúlela hasta obtener un dardo correcto. Tenga cuidado de no dirigirlo de modo que la llama pueda quemar a otra persona o equipo.
Compruebe que su aparato lleva instalada la válvula antirretroceso que impide el
retorno del oxígeno a las canalizaciones del acetileno
Manorreductores:
No los lubrique, y no permita que entren en contacto con sustancias grasas o combustibles.
Observe cuidadosamente si las medidas registradas son correctas.
Las reparaciones deben ser hechas únicamente por personal especializado.
Protéjalos convenientemente si existe el peligro de que puedan ser golpeados por objetos