udc 544.478.42 bifunctional catalysts in the hydrogenation...
TRANSCRIPT

Chemistry for Sustainable Development 19 (2011) 53�60 53
UDC 544.478.42
Bifunctional Catalysts in the Hydrogenation Refining Processes
O. V. KLIMOV
Boreskov Institute of Catalysis, Siberian Branch of the Russian Academy of Sciences,Pr. Akademika Lavrentyeva 5, Novosibirsk 630090 (Russia)
E-mail: [email protected]
Abstract
A new approach is proposed to the preparation of highly active bifunctional catalysts for hydrogenationprocesses providing an increase in the conversion level of oil refining to produce motor fuels in accordancewith contemporary international standards. This approach is based on the preparation of a carrier containingacidic components, as well as on targeted selective synthesizing an active component for the hydrogenolysisand hydrogenation reactions such as Co(Ni)�Mo(W)�S phase. The latter is localized in the structure of thecatalyst so that it is available for all the raw material components liable to catalytic transformations. Themethod of preparation is based on an in-solution synthesis of bimetallic compounds, the precursors of theactive component. Within the framework of the approach proposed, highly active catalysts can be prepared,designed for hydrocracking and hydrorefining of various petroleum distillates.
Key words: preparation of catalysts, hydrorefining, hydrocracking
INTRODUCTION
At present, Russia ranks among the world�sleading producers of petroleum derivatives. In2009 the total amount of oil processed by theRussian petroleum refineries amounted to 235.5million ton at an average conversion level ofprocessing equal to 72 %. However, as far as theconversion level of oil refining is concerned,Russia remains far behind industrialized coun-tries, and most of Russian motor fuels do notmeet modern international standards, in par-ticular the standard of Euro 5 with respect to anumber of parameters, e. g. sulphur content [1].
For the planned increase in the depth of oilrefining by 2030 up to 89 % according to theEnergy Strategy of Russia [2] and for passingRussian oil refineries to the production of en-vironmentally safe motor fuels, some recon-struction is required concerning production linesas well as replacing the existing refinery cata-lysts by more active ones, in accordance withGovernment Resolution No. 118 of February 27,2008 on the approval of technical regulations�The Requirements for the Automobile andAviation Gasoline, Diesel and Marine Fuels, JetFuel and Heating Oil� [3].
Thus, nowadays there is an urgent need inRussia for a high level of domestic catalystsfor secondary refining processes aimed at in-creasing the conversion level of oil refining andimproving the quality of the products. Exceptfor the catalytic cracking and thermal crackingmodifications, such processes are usually per-formed in an atmosphere of hydrogen at highpressure values. The main purpose of hydro-genation processes consists in making the frac-tional composition of the feedstock more light,in either removing unwanted components therefrom (sulphur, nitrogen, condensed aromaticcompounds, or low octane and high-boiling par-affins), or converting them into more valuableproducts.
HYDROREFINING AND HYDROCRACKING
Prospects of development
The most large-capacity hydrogenation re-fining processes include petroleum hydrorefin-ing and hydrocracking. As far as the currentlevel of the development hydrogenation pro-cesses is concerned, Russia is to a considerableextent inferior to Western Europe, USA and

54 O. V. KLIMOV
TABLE 1
Capacity hydrogenation processes (as a percentageof primary oil processing) in 2008 [4]
Processes Western USA Japan RussiaEurope
Hydrorefining 49.2 55.3 77.1 26.7
TABLE 2
Predicted growth in the most large-capacity refinery processes in Russia compared to 2008 [4, 5]
Processes Actual power Planned capacity, million t/Gain against 2008, times
(in 2008), million t 2012 2017
Primary processing 236.0 263.0/1.1 305.0/1.3
Hydrorefining 63.0 90.5/1.5 126.8/2.0
Hydrocracking 2.0 11.5/5.7 35.2/17.0
Reforming 28.0 30.4/1.1 34.1/1.2
Catalytic cracking 16.0 22.0/1.4 34.8/2.2
Thermal cracking 13.7 17.0/1.2 18.0/1.3
Coking 5.0 10.5/1.9 18.3/3.7
Japan (Table 1). However, within the next fewyears, according to the projects declared by theRussian oil companies, the highest growth rateswere forecasted just for the hydrogenation pro-cesses, to a considerable extent outstrippingboth the growth of primary oil refining capac-ities and the growth of a number of othermajor refinery processes (Table 2). As a result,the hydrorefining should remain at its leadingposition among the secondary processes in thetotal tonnage, whereas hydrocracking wouldcorrespond to 2�4th place in this range.
There are no distinct boundaries between theprocesses of hydrorefining and hydrocracking:it is conditionally accepted that in the case ofdestruction with decreasing the size of mole-cules concerning less than 10 % of a raw ma-terial, we have hydrorefining, whereas forgreater values of the destruction level one ob-serves various modifications of hydrocracking[6]. At the refinery, both processes are usuallycarried out under similar conditions, but hy-drocracking requires for higher temperature andpressure values, for a greater volume ratio be-tween hydrogen-containing gases (HCG) and araw material with a lower consumption rate ofthe raw material (Table 3). In Russia, there aredifferent technological modes used for the en-gineering arrangement of hydrorefining and
hydrocracking equipment, but as far as medi-um and heavy distillates are concerned, is themost common single-stage modification is mostwidespread with a layered loading of differ-ent catalysts into the reactor.
Composition of catalysts
Nowadays, deep hydrorefining and hydro-cracking fundamentally differ in the type ofcatalysts used. The main objective of hydrore-fining consists in the removal of sulphur andnitrogen compounds from the raw material viahydrogenolysis reactions, as well as the hydro-genation of unsaturated and condensed aro-matic compounds. Accordingly, a highly activecatalyst for hydrorefining should contain themaximum amount of a sulphur-tolerant activecomponent of hydrogenolysis and hydrogena-tion reactions. Industrial catalysts of �classical�hydrorefining have the following composition,mass %: Co and/or Ni 2.5�5.5; Mo and/or W8.0�20.0; the rest is carrier, a porous inorganicrefractory oxide (often γ-Al2O3).
Depending on the fractional composition ofraw materials subjected to hydrorefining, be-sides the various content of metals, the tex-ture characteristics of catalysts are varied with-in a wide range of values, too: surface area100�300 m2/g, pore volume 0.3�0.9 cm3/g, av-erage pore diameter 50�250 Å. The catalysts areused in the form of sulphides; the active in-gredient is presented by bimetallic compoundof specific composition, structure and morphol-ogy. In the literature, there are different mod-els and naming variants considered with re-spect to an active component (see, for exam-

BIFUNCTIONAL CATALYSTS IN THE HYDROGENATION REFINING PROCESSES 55
TABLE 3
Typical conditions for hydrogenation processes at refineries
Process parameters Hydrorefining Hydrocracking
Temperature, °Ñ 320�420 340�460
Pressure, MPa 2.5�7.0 5.0�30.0
Mass flow of raw materials, h�1 1.0�4.0 0.3�1.7
Multiplicity of HCG circulation, nm3/m3 of raw material 200�600 500�2000
Concentration of hydrogen in the HCG, vol. % 75�90 >90
ple, [7]). In recent years, the world�s scientificliterature is dominated by the idea that the ac-tive component of hydrorefining represent chem-ically unbound with a carrier nanometre-sizedparticles of molybdenum disulphide or tungsten,where on the cations of nickel or cobalt are lo-calized on lateral faces in a specific manner. De-pending on the metals used, such an active in-gredient is called as Co�Mo�S-, Ni�Mo�S, orNi�W�S phases, whereas the properties ofthose are described in [8�10]. In the most activetype II Co(Ni)�Mo(W)�S phase, one Co or Niatom stoichiometrically corresponds to two Moor W atoms, and four atoms of sulphur.
In contrast to the hydrorefining catalysts, thesingle-stage hydrocracking catalysts are bifunc-tional: in addition to the Co(Ni)�Mo(W)�S phaseactive in the hydrogenolysis and hydrogenationand a porous carrier, they additionally containan acidic component to provide the cracking andisomerising function of the catalyst. There areseveral different types of acidic components:
1. The particles of inorganic materials withcertain texture and acidity such as zeolites, alu-minophosphates, silicoaluminophosphates, sili-cates, metals (Al, Ga, Ti, Zr, etc.).
2. The compounds of non-metals (Si, P, B,halogens) forming different acidic centers on thesurface of γ-Al2O3.
3. Compounds of metals (Ga, Ti, Zr, Cr, La,Mg, etc.) those penetrate into the structure ofAl2O3 or form surface oxides including mixed onesthose modify the surface acidity of a carrier.
BIFUNCTIONAL CATALYSTS OF HYDROGENATION PROCESSES
Modern requirements for bifunctional catalysts
In recent years, tasks became more compli-cated due to changes in requirements for diesel
fuel hydrorefining. Besides an almost completehydrogenolysis of sulphur and nitrogen com-pounds as well as hydrogenation of unsatur-ated and condensed aromatic compounds, hy-drorefining should promote a decrease in thecetane number, lowering the boiling end tem-perature, reducing the density and decreasingthe cloud point and the congelation point. Suchan integral positive effect can be achieved viaoccurring the reactions of paraffins and naph-thenes isomerisation, mild n-paraffin hydroc-racking, opening the cycles of bi- and polycy-clic naphthenes. In addition, in recent years,in connection with an increased capacity of thedestructive processes (see Table 2) in the feed-stock of hydrorefining, the proportion of sec-ondary light distillates such as gasoils resultedfrom coking as well as from thermal and cata-lytic cracking is permanently increasing.
Owing to a high concentration of relativelylight olefins and aromatic compounds, these oildistillates exhibit a low cetane number. Thehydrogenation of these compounds results inan increased consumption of scarce hydrogenand reduced yield of diesel fuel at the expenseof obtaining inferior gasoline fractions with lowoctane number. A much more promising is themutual transformation via the pathway of ar-omatic alkylation with olefins to produce alkyl-substituted monoaromatic compounds thosehave a much higher cetane number and muchlower density compared to the initial compo-nents. At the same time, the content of alkyl-monoaromatic compounds in diesel fuels is notlimited by any regulations and standards.
In accordance with the aforementioned, inorder to perform hydrorefining diesel fractionsit is practical to use bifunctional catalysts, sincethey are close to the hydrocracking catalysts,i. e., they contain in certain proportions the

56 O. V. KLIMOV
Fig. 1. Traditional scheme for the preparation of hydrorefining/hydrocracking zeolite catalysts [11].
active centers of deep hydrorefining and theacidic centers of isomerisation, alkylation, ring-opening and soft cracking reactions. At the sametime the catalysts should be constructed so thatany constituent of an active component of onetype would not exert an adverse effect on oth-er active sites.
Traditional bifunctional catalysts and theirdisadvantages
Earlier, Russia produced a wide range ofhydroprocessing catalysts, additives containingzeolites and related materials. However, theresidual sulphur content in diesel fractions ob-tained using these catalysts were generallygreater than 1000 ppm [11], and even this val-ue did not reach the level of obsolete standardEuro 2. A low activity in the hydrorefining ofzeolite inherent in such zeolite containing cata-lysts as GKD-2O2, GKD-205, GKD-300 andothers is caused by an outdated method of theirpreparation (Fig. 1).
Catalysts prepared in accordance with thescheme, exhibit a low activity in the target re-actions owing to the following reasons:
1. The texture of the catalyst is formedmainly at the stage of calcinations; in thecourse of aluminium hydroxide phase transi-tion to the form of γ-Al2O3, a part of activemetals remain within the narrow, pores of alu-minium oxide non-available for catalyzing.
2. At the stages of mixing the componentsand high-temperature calcination, the com-pounds of metals highly active in the process
of hydrorefining either interact with the sur-face functional groups of a carrier, or pene-trate into the crystal lattice of aluminium ox-ide with the formation of undesirable com-pounds, those are not further converted intothe Co(Ni)�Mo(W)�S phase.
3. For the preparation of the catalyst oneuses individual metal compounds those dissoci-ate in aqueous solution to form cations or an-ions. In this regard, there is often a separatelocalization of applied metals in the catalysttaking place which promotes the formation in-dividual sulphides with of a low-level activityrather than bimetallic Co(Ni)�Mo(W)�S phase.
4. Solvated Co2+ or Ni2+ cations those aresmaller than zeolite�s input windows and chan-nels can penetrate into the zeolite channels toblock its acidic centres, whereas the metalsthemselves become unavailable for the sulphur-containing molecules of the raw material,whose dimensions are much greater than thediameter of zeolite channels.
5. The sulphidation catalysts according to themethod most common in the industry consistingin processing the catalyst at elevated tempera-ture values with dimethyl disulphide solution indiesel fuel results in cracking of some compo-nents of diesel fuel on the surface of acidic cat-alyst component. As the result, a considerablepart of the catalyst surface is blocked by car-bon deposits formed in the course of cracking.
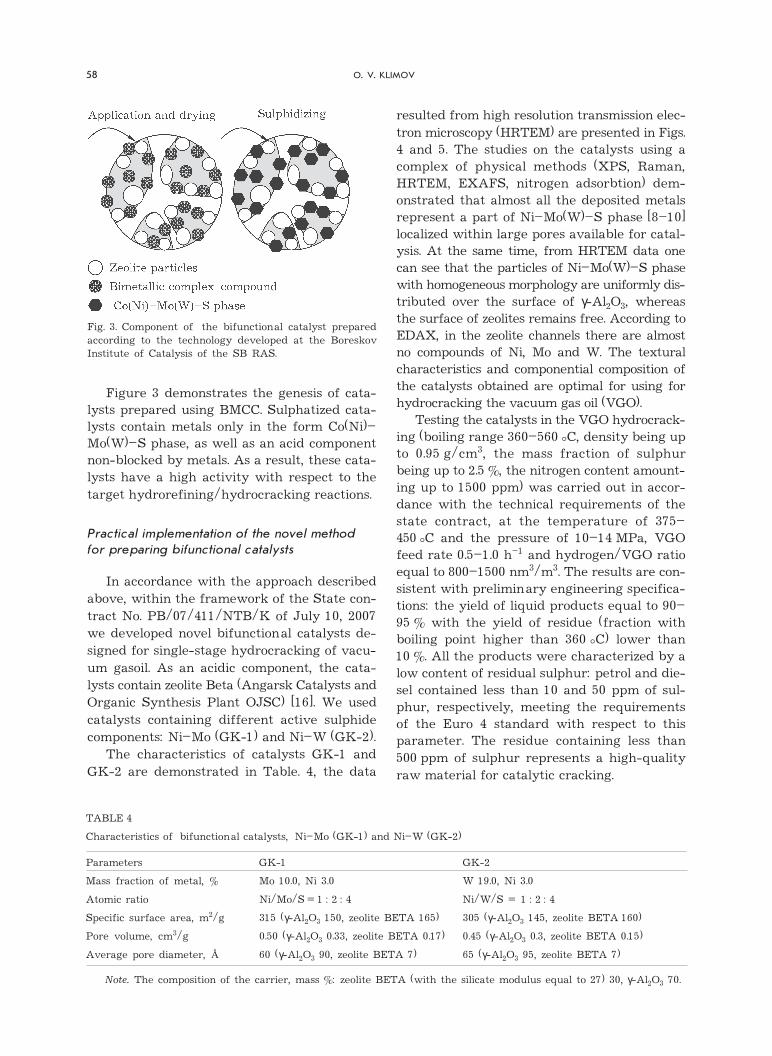
The genesis of these catalysts is demonstrat-ed schematically in Fig. 2. The sulphatized formof the catalyst along with the active compo-nents such as the crystals of zeolites and

BIFUNCTIONAL CATALYSTS IN THE HYDROGENATION REFINING PROCESSES 57
Fig. 2. Componential composition of the catalyst prepared according to the traditional scheme.
Co(Ni)�Mo(W)�S phase includes many compo-nents low-active in catalysis such as monome-tallic sulphides, oxygen-containing metal com-pounds, both chemically bound with the carri-er and located in narrow pores of the carrieror the channels of zeolite, the zeolite particleswhose acidic centers are blocked by metals.
Promising method for the preparationof bifunctional catalysts
The Boreskov Institute of Catalysis, SBRAS (Novosibirsk) designed and implementedinto industry the catalyst preparation methodfor deep hydrorefining in order to produce die-sel fuels in accordance with the standards Euro 4and Euro 5, as well as low-sulphur vacuumgasoil [12�15]. The method comprises the fol-lowing steps:
1. The preparation of the carrier with pre-set grain size and optimum textural character-istics, in this case the carrier may contain acidiccomponents.
2. Synthesizing a bimetallic complex com-pound (BMCC).
3. BMCC is applied onto the carrier so thatits structure remained unchanged, whereasBMCC does not react with the acidic compo-nent and is localized only in broad pores of thecarrier accessible for the catalyst.
4. Drying the catalyst is carried out underconditions those provide the preservation of theBMCC structure.
5. Selective converting BMCC into the formof Co(Ni)�Mo�S phase.
This method is based on the synthesis of cer-tain structure BMCC in solution, an optimal pre-cursor of Co(Ni)�Mo(W)�S phase. According tothe analysis of scientific literature and our ownexperimental work we have formulated generalrequirements for different BMCC those could beused to prepare catalysts for hydrorefining/hy-drocracking various types of hydrocarbons:
1. The content of metals at the same atomicratio as that for Co(Ni)�Mo(W)�S phase, inthis case Co or Ni should be located as close aspossible to the atoms of Mo and W.
2 Simple synthesis based on available re-agents, high water solubility, chemical stabilityin solution and on the surface of the carrier,including in the course of drying the catalyst.
3. The size of a BMCC molecule should preventits penetration into the zeolite channels and intonarrow carrier pores unavailable for catalysis.
4. The presence of ligands BMCC those pro-vide metal shielding from unwanted chemicalinteraction with the carrier and the acidic com-ponent, as well as stabilizing BMCC before high-temperature sulphidizing stage.
58 O. V. KLIMOV
Figure 3 demonstrates the genesis of cata-lysts prepared using BMCC. Sulphatized cata-lysts contain metals only in the form Co(Ni)�Mo(W)�S phase, as well as an acid componentnon-blocked by metals. As a result, these cata-lysts have a high activity with respect to thetarget hydrorefining/hydrocracking reactions.
Practical implementation of the novel methodfor preparing bifunctional catalysts
In accordance with the approach describedabove, within the framework of the State con-tract No. PB/07/411/NTB/K of July 10, 2007we developed novel bifunctional catalysts de-signed for single-stage hydrocracking of vacu-um gasoil. As an acidic component, the cata-lysts contain zeolite Beta (Angarsk Catalysts andOrganic Synthesis Plant OJSC) [16]. We usedcatalysts containing different active sulphidecomponents: Ni�Mo (GK-1) and Ni�W (GK-2).
The characteristics of catalysts GK-1 andGK-2 are demonstrated in Table. 4, the data
resulted from high resolution transmission elec-tron microscopy (HRTEM) are presented in Figs.4 and 5. The studies on the catalysts using acomplex of physical methods (XPS, Raman,HRTEM, EXAFS, nitrogen adsorbtion) dem-onstrated that almost all the deposited metalsrepresent a part of Ni�Mo(W)�S phase [8�10]localized within large pores available for catal-ysis. At the same time, from HRTEM data onecan see that the particles of Ni�Mo(W)�S phasewith homogeneous morphology are uniformly dis-tributed over the surface of γ-Al2O3, whereasthe surface of zeolites remains free. According toEDAX, in the zeolite channels there are almostno compounds of Ni, Mo and W. The texturalcharacteristics and componential composition ofthe catalysts obtained are optimal for using forhydrocracking the vacuum gas oil (VGO).
Testing the catalysts in the VGO hydrocrack-ing (boiling range 360�560 °Ñ, density being upto 0.95 g/cm3, the mass fraction of sulphurbeing up to 2.5 %, the nitrogen content amount-ing up to 1500 ppm) was carried out in accor-dance with the technical requirements of thestate contract, at the temperature of 375�450 °Ñ and the pressure of 10�14 MPa, VGOfeed rate 0.5�1.0 h�1 and hydrogen/VGO ratioequal to 800�1500 nm3/m3. The results are con-sistent with preliminary engineering specifica-tions: the yield of liquid products equal to 90�95 % with the yield of residue (fraction withboiling point higher than 360 °Ñ) lower than10 %. All the products were characterized by alow content of residual sulphur: petrol and die-sel contained less than 10 and 50 ppm of sul-phur, respectively, meeting the requirementsof the Euro 4 standard with respect to thisparameter. The residue containing less than500 ppm of sulphur represents a high-qualityraw material for catalytic cracking.
TABLE 4
Characteristics of bifunctional catalysts, Ni�Mo (GK-1) and Ni�W (GK-2)
Parameters GK-1 GK-2
Mass fraction of metal, % Mo 10.0, Ni 3.0 W 19.0, Ni 3.0
Atomic ratio Ni/Mo/S = 1 : 2 : 4 Ni/W/S = 1 : 2 : 4
Specific surface area, m2/g 315 (γ-Al2O3 150, zeolite BETA 165) 305 (γ-Al2O3 145, zeolite BETA 160)
Pore volume, cm3/g 0.50 (γ-Al2O3 0.33, zeolite BETA 0.17) 0.45 (γ-Al2O3 0.3, zeolite BETA 0.15)
Average pore diameter, Å 60 (γ-Al2O3 90, zeolite BETA 7) 65 (γ-Al2O3 95, zeolite BETA 7)
Note. The composition of the carrier, mass %: zeolite BETA (with the silicate modulus equal to 27) 30, γ-Al2O3 70.
Fig. 3. Component of the bifunctional catalyst preparedaccording to the technology developed at the BoreskovInstitute of Catalysis of the SB RAS.

BIFUNCTIONAL CATALYSTS IN THE HYDROGENATION REFINING PROCESSES 59
CONCLUSION
Thus, a new approach has been developedat the Boreskov Institute of Catalysis, SB RAS(Novosibirsk) with respect to preparing highlyactive bifunctional catalysts for hydrogeniza-
tion processes. This approach is based on thepreparation of a carrier containing acidic com-ponents, and a targeted selective synthesis ofan active component for hydrogenolysis and hy-drogenation reactions such as Co(Ni)�Mo(W)�Sphase. The latter is localized within the struc-
Fig. 5. HRTEM images of Ni�W catalyst (GK-2).
Fig. 4. HRTEM images of Ni�Mo catalyst (GK-1).

60 O. V. KLIMOV
ture of the catalyst in such a manner that it isavailable for all the components of the rawmaterial liable to catalytic transformations.Within the framework of this approach onecould prepare catalysts designed for the pro-cesses those provide increasing the conversionlevel of petroleum refining as well as obtain-ing the products those meet contemporary in-ternational standards.
Acknowledgements
The author expresses his gratitude to theresearchers of the Boreskov Institute of Catalysis,SB RAS: to leading technologist G. I. Koryakina forthe creative participation in the development ofcatalysts and experimental work concerning thesynthesis of carriers and catalysts, the researchersof the group of hydrogenation process under theleadership of Cand. Sci. in Chemistry G. A. Bukh-tiyarova for testing the catalysts and analysis ofpetroleum products; Cand. Sci. in ChemistryV. I. Zaikowskii for the investigation of catalystsusing HRTEM technique. The author is grateful tothe Director General of the Angarsk Catalysts andOrganic Synthesis Plant OJSC, Cand. Sci. inChemistry I. D. Reznichenko and her staff for theirwork concerning the preparation and testing ofcatalysts on the pilot level.
REFERENCES
1 Galiev R. G., Khavkin V. A, Danilov A. M., MirNefteproduktov, 2 (2009) 3.
2 Bushuev V., Kryukov V., Saenko V., Tomin S.,Neftegaz. Vertikal, 13�14 (2010) 4.
3 Postanovleniye Pravitelstva Rossiyskoy Federatsii No.118 ot 27.02.2008. URL: http://www.rossia.su/zakon/7502-postanovlenie-ot-27-fevralja-2008-g.-118.html
4 Borodacheva A. V., Levinbuk A. V., Ros. Khim. Zh.,LII, 6 (2008) 37.
5 Perspektivy Neftepererabotki v RF na 2008-2017 gg.,Komitet po Energeticheskoy Politike RSPP.
URL:http://www.rsppenergy.ru6 Kapustin V. M., Gureev A. A., Tekhnologiya Pererabotki
Nefti, part 2: Destruktivnye Protsessy, KolosS, Moscow,2007.
7 Startsev A. N., Sulfidnye Katalizatory Gidroochistki:Sintez, Struktura, Svoystva, Geo, Novosibirsk, 2007.
8 Topsoe H., Appl. Catal. A: Gen., 322 (2007) 3.9 Eijsbouts S., Van den Oetelaar L. C. A., Van Puijenbroek
R. R., J. Catal., 229 (2005) 352.10 Hensen E. J. M., Van der Meer Y., Van Veen J. A. R.,
Niemantsverdriet J. W., Appl. Catal. A: Gen., 322 (2007) 16.11 Prokopyuk A. S., Aliev R. R., Radchenko E. D., Usmanov
R. M., Khim. Tekhnol. Topliv Masel, 7�8 (1994) 13.12 Noskov A. S., Bukhtiyarova G. A., Ivanova A. S., Klimov O. V.,
Pashigreva A. V., Polunkin Ya. M., Shragina G. M., KarelskiyV. V., 7 Mezhdunar. Forum �Toplivno-EnergeticheskiyKompleks Rossii: Regionalnye Aspekty� (Treatises), St.Petersburg, 2007, p. 245.
13 Ivanova A. S., Klimov O. V., Pashigreva A. V., Bukh-tiyarova G. A., Kashkin V. N., Noskov A. S., ShraginaG. M., Sysoev V. A., Sergienko S. A., Liventsev V. T.,Polunkin Ya. M., 8 Peterburgskiy Mezhdunar. ForumTEK (Proceedings), St. Petersburg, 2008, p. 274.
14 Klimov O. V., Pashigreva A. V., Bukhtiyarova G. A.,Budukva S. V., Fedotov M. A., Kochubey D. I., ChesalovYu. A., Zaikovskii V. I., Noskov A. S., Catal. Today,150 (2010) 196.
15 Pashigreva A. V., Klimov O. V., Bukhtiyarova G. A.,Kochubey D. I., Prosvirin I. P., Chesalov Yu. A., ZaikovskiiV. I., Noskov A. S., Catal. Today, 150 (2010) 164.
16 Katalog AZKiOS Katalizatorov, Adsorbentov, Nositiley,Osushiteley, Tseolitov, AZKiOS OJSC, Angarsk, 2008, p. 64.