training within industry - truenorthexcellence.com · twi ji – jr ji – jm jr – jm...
TRANSCRIPT
TRAINING WITHIN INDUSTRY The ‘missing link’ in Lean
Denis Becker, MBA Master Trainer
TWI Institute & Supervisor Academy
HANDS-ON TRAINING ‘ON THE JOB’Production problems are not discovered by someone who sits at a desk. The person
responsible for training has to get out there with operating supervisors to find problems that are
solvable through training.
C.R.Dooley - Director of the U.S. WWII TWI Programme (1946)

WHAT IS YOUR PROBLEM?
Train seasonal operators & new starters fast? Get a grip on variation & mistakes? Improve productivity and reduce cost? Reduce workplace accidents and near misses? Improve employee satisfaction and cooperation? Improve the performance of your supervisors? Get your team more involved in problem solving? Get better results faster from your projects?
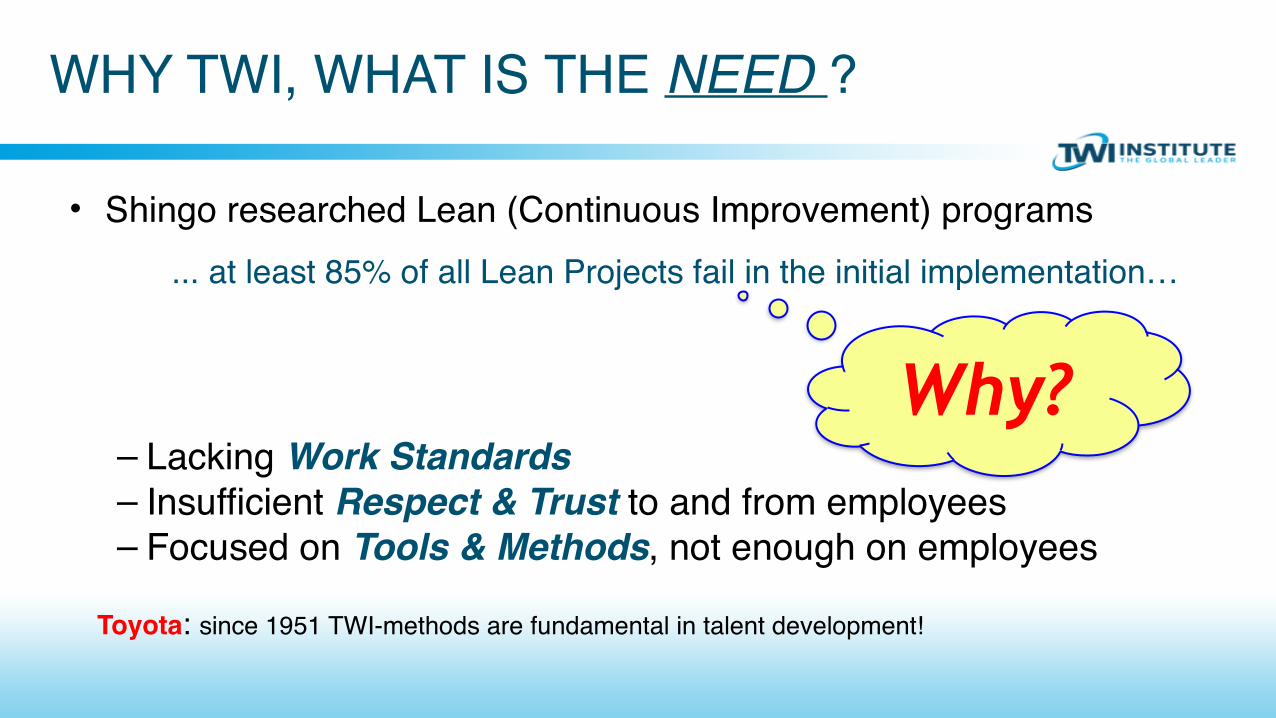
• Shingo researched Lean (Continuous Improvement) programs... at least 85% of all Lean Projects fail in the initial implementation…
– Lacking Work Standards– Insufficient Respect & Trust to and from employees– Focused on Tools & Methods, not enough on employees
Toyota: since 1951 TWI-methods are fundamental in talent development!
Why?
WHY TWI, WHAT IS THE NEED ?
“Most companies have focused too heavily on tools …. Without understanding lean as an entire system that must permeate an organization’s culture.”
The Toyota Way, Jeffrey K. Liker, 2004
TACTICAL LEAN VS. STRATEGIC LEAN
• Companies rely on “scheduled events” to make even small changes.
• People resist change making it difficult to get them to participate in the improvement process.
• ‘Line’ tends to rely on dedicated staff for improvements.
• Even when people want to improve they don’t have the improvement skills and/or support.
• Supervisors and operators end up leaving improvement until after “making the numbers.”
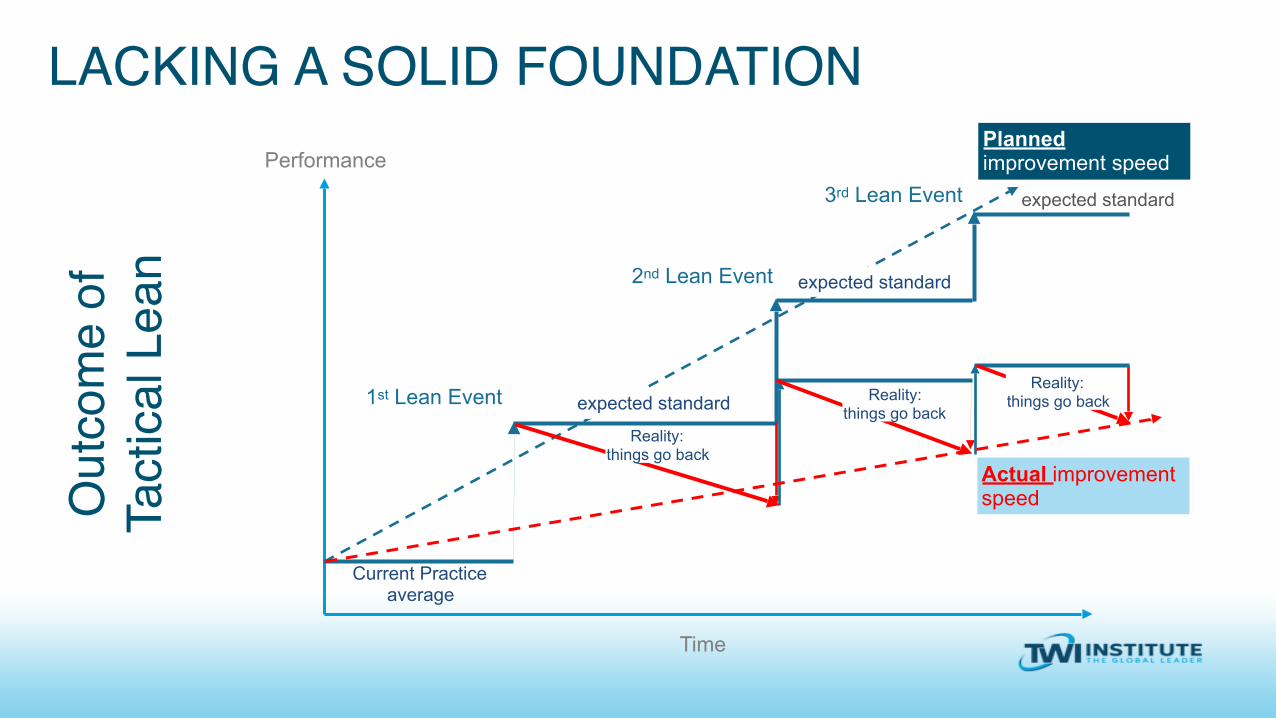
Current Practice average
1st Lean Event
2nd Lean Event
3rd Lean Event
Time
PerformancePlanned improvement speed
Actual improvement speed
expected standard
expected standard
expected standard
Reality: things go back
Reality: things go back
Reality: things go back
Out
com
e of
Ta
ctic
al L
ean
LACKING A SOLID FOUNDATION

BENCHMARKING WITH TOYOTA
“If people want to succeed with lean or TPS
they have to emphasize people development
and making leaders capable of delivering
improvements. TWI is a great starting
point even today and a hidden strength of
Toyota’s production system.”
Source: ”Why in your opinion is TWI critical?” Summary Notes from Art Smalley Interview with Mr. Isao Kato, TWI Influence on TPS & Kaizen, Feb. 8, 2006, www.ArtofLean.com

BUILD FOUNDATIONS FOR RAPID IMPROVEMENT TWI DEVELOPS CRITICAL
FRONT-LINE IMPROVEMENT SKILLS
cPROBLEM SOLVING
Instructing
Improving Methods
Leading
Safety
COACHING KATA
Deliver hard, fast business RESULTS THROUGH PEOPLE…because THEY WANT TO DO IT.
KATA DEVELOPS MANAGERS’ SKILL AT SPEEDING UP
IMPROVEMENT

TWI IS A SET OF BASE SKILLS…
25%+ increase in production output
25%+ reduction of training time
25%+ productivity (manual jobs)
up to 25% reduced scrap/ mistakes
reduced workplace accidents
improved employee satisfaction
Companies systematically implementing TWI methods have achieved step-changes in operating performance, including:
…that WILL deliver results.

FOLLOWING A STANDARDISED (SCIENTIFIC) PATTERN
Each Program has a 4-Step Method *1. Preparation (Plan)Helps the learner comprehend the new idea 2. Presentation (Do)Adds the new idea to the learner’s mind
3. Application (Check) Trains the learner to apply the idea and check results
4. Testing (Act) Tests the ability of the learner to apply the new idea
* The Instructor, the Man, and the Job, Charles R. Allen, J. B. Lippincott Company 1919

TWI JOB INSTRUCTION
“Squeeze out mistakes & variation through effective on the job training”
“Fast, efficient on-boarding for new-starters”
Step 1: Prepare the learner Step 2: Present the operation Step 3: Try out performance Step 4: Follow up
Create a Job Instruction Breakdown: Important Steps + Key Points & Reasons
Use 4 Step Method to instruct skills ‘on the job’

TWI JOB METHODS
Observe work & capture every single detail
Step 1: Break down the job Step 2: Question every detail Step 3: Develop new method Step 4: Apply the new method
“JM allows you to generate & implement dozens of process improvement ideas at high speed”
“Involve your front-line in improvement work”
Then: Eliminate- Combine-Rearrange-Simplify
Generate ideas: Why, Where, When, Who, How?

TWI JOB RELATIONS
Get into problems early, when they are small Anticipate problems & act before they happen
“Learn how to influence, lead and get better results through other people”
“Dramatically improve employee satisfaction”
Step 1: Get the facts Step 2: Weigh & decide Step 3: Take action Step 4: Check results

TWI JOB SAFETY
Identify direct and indirect causes of risk
“Learn to ‘see risk’ in things & people.”
“Take action before safety incidents occur”
Safety incidents are caused - break the chain!
Step 1: Spot causes of danger Step 2: Decide countermeasures Step 3: Enforce countermeasures Step 4: Check results

TWI PROBLEM SOLVING“The way to permanently remove problem-causes and achieve process stability”
“Lightning-fast optimisation projects”
Isolate the problem points Identify the direct & indirect causes Use the appropriate solution course: JI, JM, JR Break the Chain of Causation
PEOPLE Doesn’t know
Can’t do
PEOPLE Doesn’t care
Won’t do Method, Layout,
Tools
MECHANICAL
Step 1: Isolate the problem Step 2: Prepare for solution Step 3: Correct the problem Step 4: Check and evaluate results

TWI JOB INSTRUCTION

The first step in creating lean processes is to achieve a basic level of process stability.
- The Toyota Way Fieldbook, Jeffrey Liker & David Meier, 2006, p56
Knowing that jobs are always done the same way helps to establish a predictable process before going too far down the path with the other elements of standardized work such as machine up time, availability of material, flow, and takt time.
- Art Smalley, Basic Stability is Basic to Lean Manufacturing Success
STABILIZE
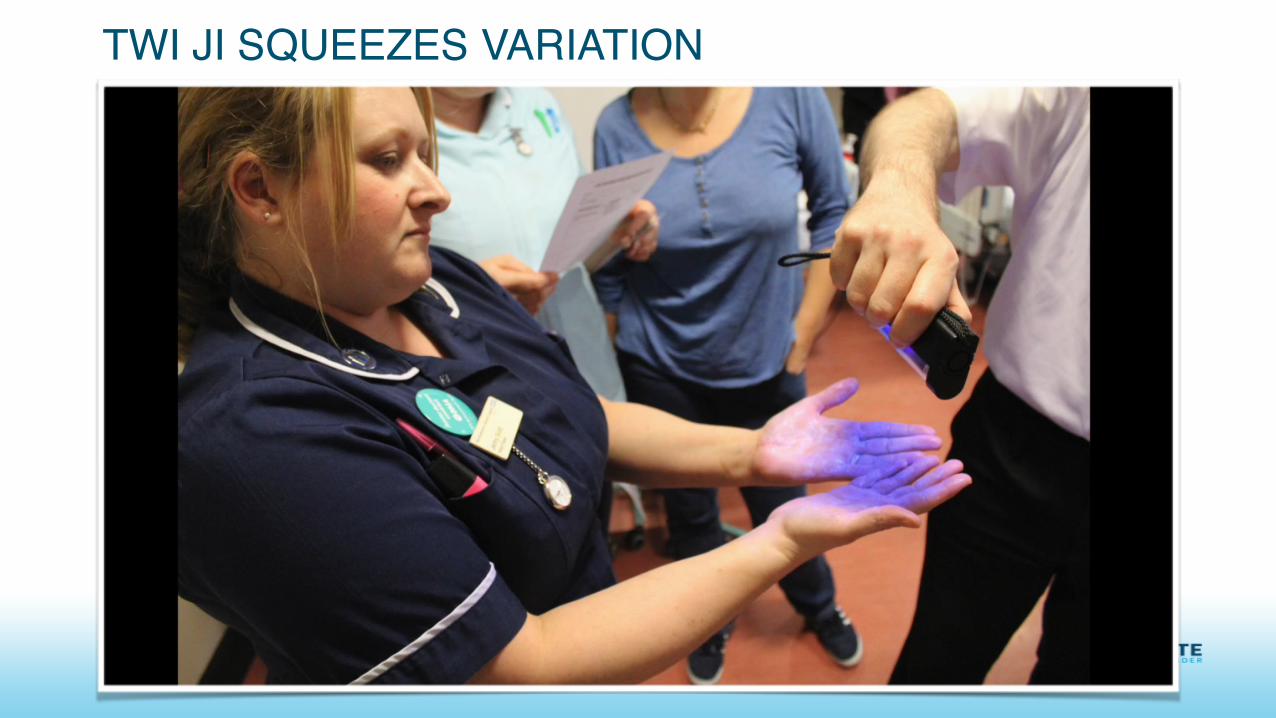
TWI JI SQUEEZES VARIATION

FINAL JI BREAKDOWN AFTER COACHING
IMPORTANT STEPS KEY POINTS REASONS
A logical segment of the operation when something happens to advance the work.
Anything in a step that might— 1. Make or break the job 2. Injure the worker 3. Make the work easier to do, i.e. “knack”, “trick”, special
timing, bit of special information
Reasons for the key points
1.Wet hands Without soap Soap rinses away
2. Apply soap Cover all surfaces Kill all germs
3. Rub hands 1. Palm to palm 2. Palm to backs
1. Clean entire surface 2. Clean entire surface
4. Run fingers
1. Thumbs 2. Interlocking 3. Backs of fingers to palm 4. Tips of fingers to palm
1. Most active part of hands 2. Sides of fingers cleaned at one time 3. Cuticles and knuckles 4. Under finger nails
5. Rinse hands Leave water on Prevent recontamination of hands
6. Dry Use towel to turn off water 1.Prevent recontamination of hands

THE MISSING LINK IN LEAN / CONTINUOUS IMPROVEMENT
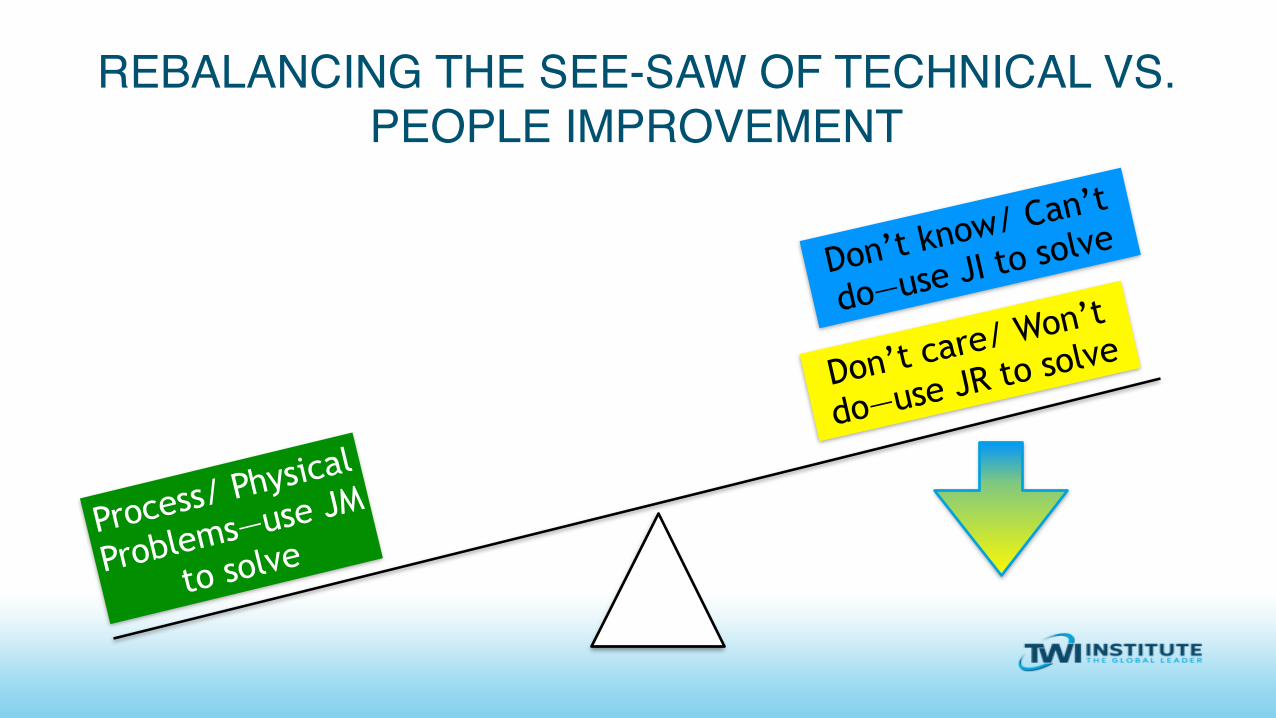
REBALANCING THE SEE-SAW OF TECHNICAL VS. PEOPLE IMPROVEMENT
Process/ Physical
Problems—use JM
to solve
Don’t know/ Can’t
do—use JI to solve
Don’t care/ Won’t
do—use JR to solve

TWI JI – JR JI – JM JR – JM
Relationship
Leadership skill (JR) is foundational to
instruction skill (JI)
Good instruction (JI) both precedes and
follows improvement efforts (JM)
Improvement activities (JM) enhance strong
relations (JR) and vice versa
Principle
People will not “follow” our
instructions if we do not “lead” them well
Work processes must be stabilized before they
can be improved
Direct involvement in designing jobs inspires
positive work ethic
Benefits
Standard Work is adhered to when people
want to follow good instruction
Improved methods will “stick” when they are
taught properly
Kaizen results multiply exponentially when people
are actively involved
SustainSTRENGTHEN YOUR CI PROGRAM/ TOOLS

…BY REWIRING BRAINS WITH PRACTICE ROUTINES