training manual on best operating practices for howrah
TRANSCRIPT

Training manual on Best Operating Practices
for
Howrah foundry cluster
Prepared for
Swiss Agency for Development and Cooperation (SDC)

About the manual
Foundry is one of the most energy intensive sub-sectors in MSME sector in India. It is one of the important sub-sectors in overall economy of the country. Howrah is one of the largest foundry clusters in India. There are about 320 foundries located in Howrah cluster with a total production of 750,000 tonne of castings per year. The typical energy costs in total production costs in a foundry unit vary from 15-25%, which is quite significant.
Though adoption of energy efficient technologies such as Divided Blast Cupola (DBC) system would help in improving energy performance of foundries, it is essential that the system must be operated efficiently and various operating parameters must be maintained at optimum levels. However, the technical skills of factory floor personnel play an underlined critical role in sustaining energy efficiency in foundries.
The existing technologies can yield significant energy savings at a relatively lower cost, if the technical skills of plant operators and supervisors are upgraded through training in best operating practices (BOP). Structured training or availability of suitable guidance/ manual is absent which further aggravates the poor performance of foundries. Experiences show that 3-5% of energy saving is possible through adoption of BOP which have marginal or no investments. With this background, TERI had initiated training programs for foundry personnel in Howrah cluster for identifying various best operating practices and train them in their adoption.
This manual on “Best Operating Practices” provides various simple measures along with potential energy and monetary savings that can be adopted by foundry personnel which would help them in saving energy and improve the overall performance.
This study was conducted as part of the project “Scaling-up Energy Efficiency in Small Enterprises (EESE)” being undertaken by TERI with the support of the Swiss Agency for Development and Cooperation (SDC).

Raw material storage
Before After
Prevents wetting of raw material from rain and storm water 0.1% increase in coke consumption per 1% increase in moisture in coke
Cost benefit Cost: Rs 0.25-0.5 lakh, Savings: 0.1-0.5% coke, Payback: 12 – 24 months
Storage in open area Store under shed
Rain water logging Shed

Bed coke size
Before After
Leads to high quantity of initial chill metal 100 kg chill metal corresponds to 13 kg coke consumption
Cost benefit Cost: Negligible, Savings: 0.2-0.5% coke, Payback: Immediate
Large coke used for bed preparation Recommended bed coke size 3-6”
Coke size > 10” Coke size < 6”

Bulk density of coke
Before After
Coke consumption and bed height optimized Estimate bulk density using a 2' high dummy well with cupola ID
Cost benefit Cost: Negligible, Savings: 3 – 5 % bed coke (~one Jhuri), Payback: Immediate
Bed coke quantity not estimated Coke for bed and charge calculated
using bulk density
Dummy well

Limestone size
Before After
Effective de-slagging and reduced lining erosion Reduction in refractory consumption
Cost benefit De-slagging cost: 30% higher, Savings: 20 – 40% refractory, Payback: Immediate
Large size ≥ 3” Recommended size 1-2”

Limestone quality
Before After
Better de-slagging Lower possibility of tap hole and tyuere blockage
Cost benefit Cost: 30% higher, Savings: 20 – 40% refractory, Payback: Immediate
CaO content ˂ 35% CaO content recommended > 45%
CaO = 33% CaO = 43%

Scrap and foundry return size
Before After
Sub-optimal charge pre-heat leading to additional coke consumption Chances of bridging high
Cost benefit Cost: Rs 700/heat, Savings: 2-3% coke (~one Jhuri), Payback: NA
Size larger than safe limit Restrict metallics size ≤ ⅓ of furnace ID
Size > 50% of ID
Size < ⅓ of ID

Shot-blasting of foundry return
Before After
Reduction in energy consumption De-slagging chemical consumption reduced
Cost benefit Cost: Rs 1.5 lakh, Savings: 1 – 2%, Payback: 06 – 12 months
Returns not free from moulding sand Minimize sand in foundry returns
3 – 5 % sand content 1 – 2 % sand content

Bundling of scrap
Before After
Cost benefit Cost: Rs 3.5 lakh, Savings: 1.5% electricity, Payback: 12 months
Loose or bigger size bundle scrap Restrict size to ⅓ of crucible ID
Reduction in specific energy consumption of induction furnace Enhancement of production efficiency

Lining repair
Before After
Cost benefit Cost: Negligible, Savings: 20 – 50% refractory, Payback: Immediate
Refractory and patching mass improper Use IS8/6 and proper patching mass
Refractory requirement per melting campaign reduces by about 35% Avoid pre-mature relining of cupola

Weighment of raw material
Before After
Cost benefit Cost: Rs 0.1 – 0.2 lakh, Savings: 2-3% coke (~one Jhuri), Payback: Immediate
Raw materials not weighed Weigh and record charges
Improved performance and trouble-shooting Help in better operation of cupola

Stack filling
Before After
Cost benefit Cost: Negligible, Savings: ~1% coke, Payback: Immediate
Charge height in stack not maintained Stack to be always full
Pre-heating of charge sub-optimal, loss of heat in flue gases Increased erosion of lining

Irregular split coke quantity
Before After
Cost benefit Cost: Negligible, Savings: 2 – 5% coke, Payback: Immediate
Quantity subjectively fixed Quantity for 200 mm height in cupola
Melt rate and temperature of metal will be affected Possibly will result in oxidation and chilling of metal

Pressure gauge
Before After
Cost benefit Cost: Rs 3000 – 5000, Savings: Proper air distribution, Payback: Immediate
Improper pressure gauge and location Install gauge in accessible location
Ensures proper air pressure and easy monitoring Use glycerin filled dial pressure gauge calibrated in MMWC

Air leakage in wind box
Before After
Cost benefit Cost: Negligible, Savings: 1 – 2 kWh/tonne melt, Payback: Immediate
Wind box damaged by wear and tear Periodic inspection to arrest leakage
Lower volume and drop in pressure Excess air generated by blower leading to higher power consumption
Hole in wind box

Air leakage from tuyere cover
Before After
Cost benefit Cost: Negligible, Savings: 1 – 3% coke, Payback: Immediate
Lack of sealing in tuyeres Ensure proper seal of tuyere covers
Reduced melt rate and metal temperature Inadequate blast pressure and volume
Leakage from tuyere
Sealing

Slag quality
Before After
Cost benefit Cost: Linked with other BOPs, Savings: Reduced iron loss and coke consumption
Slag thick and blackish in color Easy flowing and moss-green in color
High oxidation due to: thin rusty scrap, hard blowing, uneven charge distribution, high percentage of steel or bridging (Iron oxide in slag < 8%)

Ladle lining
Before After
Result in temperature drop leading to higher coke consumption Use refractory and fireclay in 3:1 ratio for preparing lining material
Cost benefit Cost: Rs 1000-2000/ladle, Savings: 0.5-1% coke, Payback: Immediate
Surface temperature >350° C
Refractory lining
Ladle lining was done improperly Use ladle with proper lining

Radiation loss in induction furnace
Before After
Reduced radiation loss and improved production efficiency Improvement in work-place environment
Cost benefit Cost: Rs 2 – 3 lakh, Savings: 3-5% input energy, Payback: 09 – 12 months
No lid used for entire batch cycle Use lid during melting & superheating
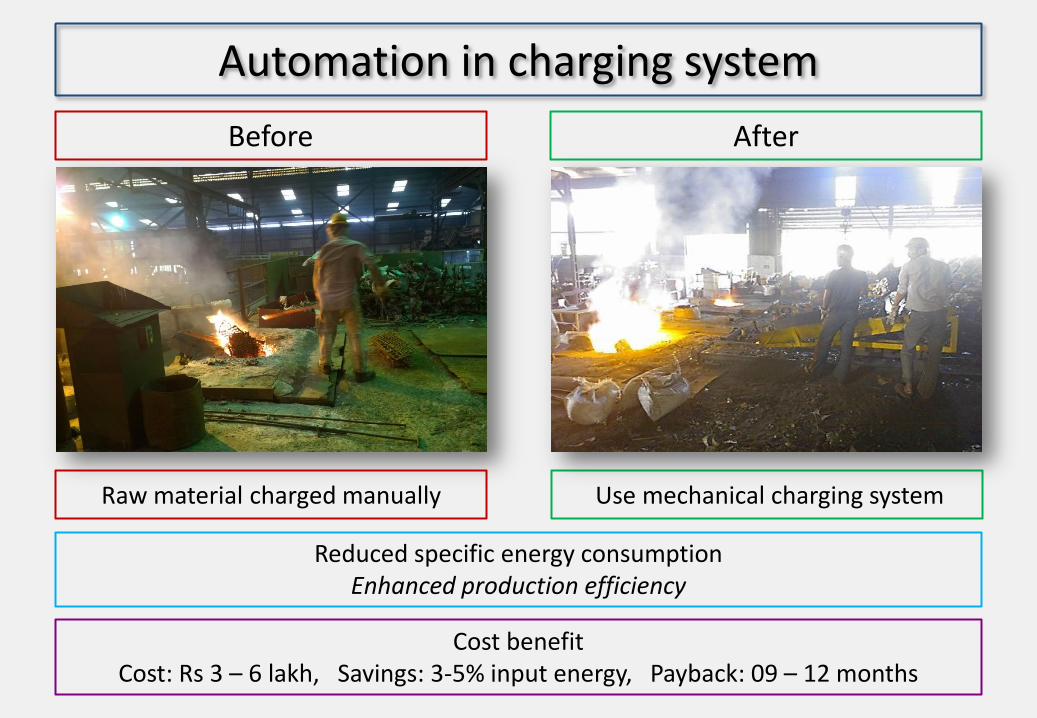
Automation in charging system
Before After
Reduced specific energy consumption Enhanced production efficiency
Cost benefit Cost: Rs 3 – 6 lakh, Savings: 3-5% input energy, Payback: 09 – 12 months
Raw material charged manually Use mechanical charging system

V-belt for motors
Before After
Energy saving by improved transmission Increased life of belt
Cost benefit Cost: Rs 0.1 – 0.2 lakh, Savings: 1 – 3 % input electricity, Payback: 06 – 12 months
Flat V-belts used Use cogged V-belts
Flat belt
Cogged

Blower motor
Before After
Every re-winding reduces efficiency of motor by 2 – 4% Ensure proper input voltage to avoid burn-out
Cost benefit Cost: Rs 1.5 – 2.0 lakh, Savings: 3 – 8 % input electricity, Payback: 18 – 36 months
Use of re-winded motors Motors re-winding max twice
Standard motor IE2 motor

Bottom door probes
Before After
Bottom probe failure may lead to stoppage and production loss Fire hazard and safety
Cost benefit Cost: Marginal, Savings: Safety, Payback: NA
Corroded, undersized Place two probes of 2" diameter
Placed straight Not straight

Locking of fettling door
Before After
Ensure proper safety during cupola operation
Cost benefit Cost: Marginal, Savings: Safety, Payback: NA
Secured with single clamp Make two tier locking arrangement
Single clamp

About TERI A dynamic and flexible not-for-profit organization with a global vision and a local focus, TERI (The Energy and Resources Institute)
is deeply committed to every aspect of sustainable development. From providing environment-friendly solutions to rural energy
problems to tackling issues of global climate change across many continents and advancing solutions to growing urban transport
and air pollution problems, TERI’s activities range from formulating local and national level strategies to suggesting global
solutions to critical energy and environmental issues. The Industrial Energy Efficiency Division of TERI works closely with both
large industries and energy intensive Micro Small and Medium Enterprises (MSMEs) to improve their energy and environmental performance.
About SDC SDC (Swiss Agency for Development and Cooperation) has been working in India since 1961. In 1991, SDC established a Global
Environment Programme to support developing countries in implementing measures aimed at protecting the global environment.
In pursuance of this goal, SDC India, in collaboration with Indian institutions such as TERI, conducted a study of the small-scale industry sector in India to identify areas in which to introduce technologies that would yield greater energy savings and reduce
greenhouse gas emissions. SDC strives to find ways by which the MSME sector can meet the challenges of the new era by means of
improved technology, increased productivity and competitiveness, and measures aimed at improving the socio-economic conditions of the workforce.