topic 4.4 manufacturing processes -...
TRANSCRIPT
Topic 4.4 Manufacturing processes
Guiding Questions & Tasks 1. List the different types of wasting / subtractive techniques 2. Define Machining 3. Define abrading 4. Compare and contrast additive and subtractive manufacturing processes 5. Outline the injection moulding process 6. State the advantages and disadvantages of injection moulding 7. Outline the blow moulding process 8. State the advantages and disadvantages of blow moulding 9. Outline the rotational moulding technique 10. Outline the thermoforming processes vacuum forming and compression forming. 11. What are the advantages and disadvantages of vacuum forming and compression
forming. 12. Outline the lamination process including the use of formers 13. Compare and contrast sand casting and die casting 14. State the main method of permanently joining metals 15. Identify what process might have been used in the manufacture of the following products
(more than one might have been used) Skateboard. Engine block. Ring. Plastic phone. Iron fireplace. Wooden table leg. rubber boots. iPhone Chassis. Hammock wooden frame and fabric.Metal camera chassis. Bottle and bottle top. PVC dolls head. Fibreglass boat hull. Electrical wall socket (Urea formaldehyde plastic). Plastic egg cartons (not the eggs)

Topic 4.4 Manufacturing processes: Advancements in 3D printing have resulted in the ability to have a 3D printer at home. Consumers can download plans for products from the internet and print these products themselves.
Essential idea: Different manufacturing processes have been developed to innovate existing products and create new products
Nature of design: Designers sometimes engineer products in such a way that they are easy to manufacture. Design for manufacture (DfM) exists in almost all engineering disciplines, but differs greatly depending on the manufacturing technologies used. This practice not only focuses on the design of a product’s components, but also on quality control and assurance.
Concepts and principles: • Additive techniques: paperbased rapid prototyping, laminated object manufacture (LOM), stereolithography • Wasting/subtractive techniques: cutting, machining, turning and abrading • Shaping techniques: moulding, thermoforming, laminating, casting, knitting, weaving • Joining techniques: permanent and temporary, fastening, adhering, fusing
Guidance: • Selecting appropriate manufacturing techniques based on material characteristics (form, melting/ softening point), cost, capability, scale of production, desired properties • Advantages and disadvantages of different techniques • Design contexts where different manufacturing processes are used
Manufacturing processes There are four classifications of manufacturing processes that are common across all manufacture.
Additive techniques Wasting/subtractive techniques Shaping techniques Joining techniques
You should develop an understanding of the manufacturing processes sufficient for you to select appropriate techniques for manufacturing products and components. You should be able to explain the advantages and disadvantages of each and be able to identify where they have been used in different design contexts.
Additive techniques Additive Manufacturing refers to a process by which digital 3D design data is used to build up a component in layers by depositing material. The term "3D printing" is increasingly used as a synonym for Additive Manufacturing. However, the latter is more accurate in that it describes a professional production technique which is clearly distinguished from conventional methods of material removal. Instead of milling a workpiece from solid block, for example, Additive Manufacturing builds up components layer by layer.
[http://www.eos.info/additive_manufacturing/for_technology_interested]
These techniques include: laminated object manufacture (LOM) and stereolithography, which are covered in depth in Topic 3. Paperbased rapid prototyping A process that mimics handmade models using technology. Instead of doing rapid prototyping of a drawing you have done by hand, this process allows you to use your drawing by scanning it into the computer and printing a physical model of your ideas threedimensionally out of sheets of paper. To begin this process the machine uses a software that takes a drawing or your scan and begins to break it up into layers of the thickness of paper to see how many will be used. After it is finished it is sent to the printer which it will then begin to print layer by layer taking several hours. This is a easy process and can produce realistic prototypes. Due to using only paper and water as the adhesive, the prototypes can be recycled making it costeffective and ecofriendly.
[https://medium.com/@hegraber/paperbasedrapidprototyping8fa7cca8ad04#.3aynedd0g]
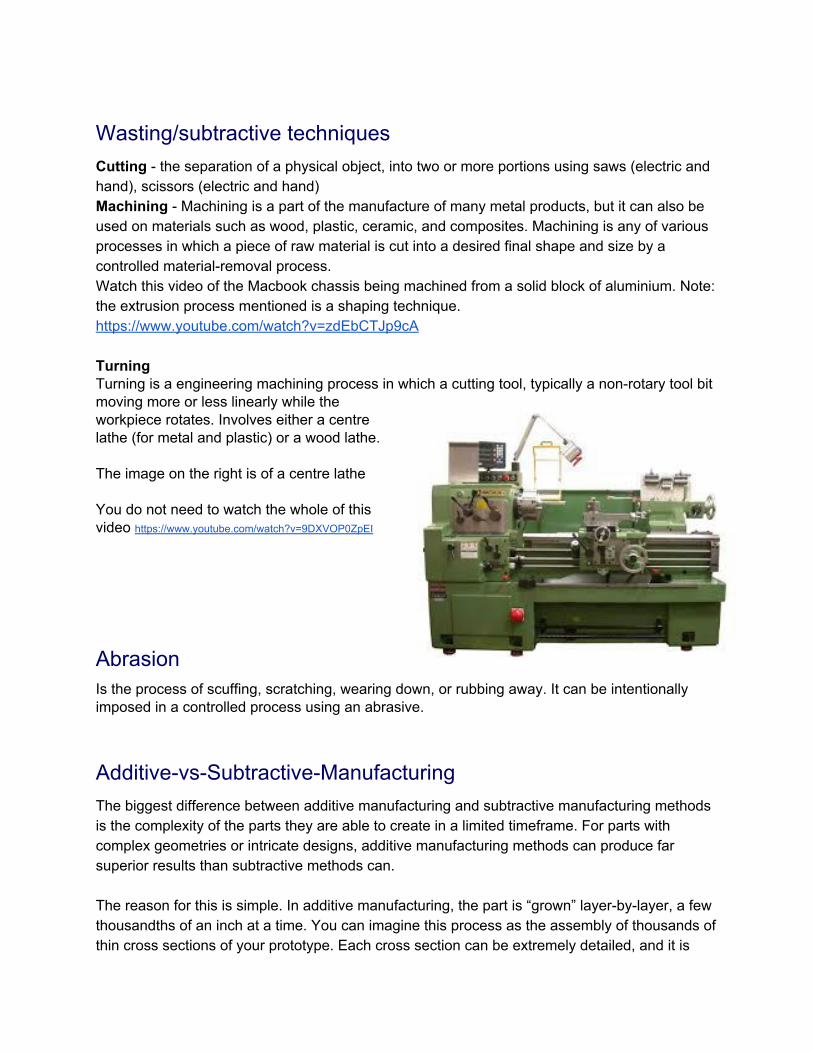
Wasting/subtractive techniques Cutting the separation of a physical object, into two or more portions using saws (electric and hand), scissors (electric and hand) Machining Machining is a part of the manufacture of many metal products, but it can also be used on materials such as wood, plastic, ceramic, and composites. Machining is any of various processes in which a piece of raw material is cut into a desired final shape and size by a controlled materialremoval process. Watch this video of the Macbook chassis being machined from a solid block of aluminium. Note: the extrusion process mentioned is a shaping technique. https://www.youtube.com/watch?v=zdEbCTJp9cA Turning Turning is a engineering machining process in which a cutting tool, typically a nonrotary tool bit moving more or less linearly while the workpiece rotates. Involves either a centre lathe (for metal and plastic) or a wood lathe. The image on the right is of a centre lathe You do not need to watch the whole of this video https://www.youtube.com/watch?v=9DXVOP0ZpEI
Abrasion Is the process of scuffing, scratching, wearing down, or rubbing away. It can be intentionally imposed in a controlled process using an abrasive.
AdditivevsSubtractiveManufacturing The biggest difference between additive manufacturing and subtractive manufacturing methods is the complexity of the parts they are able to create in a limited timeframe. For parts with complex geometries or intricate designs, additive manufacturing methods can produce far superior results than subtractive methods can. The reason for this is simple. In additive manufacturing, the part is “grown” layerbylayer, a few thousandths of an inch at a time. You can imagine this process as the assembly of thousands of thin cross sections of your prototype. Each cross section can be extremely detailed, and it is

positioned precisely with all of the others. The interior of a hollow or open part is constructed at the same time as the exterior with no additional challenge. The result is a part with extremely high design tolerances both inside and out. And every part is assembled directly from the CAD
files, with no human input required. The process is almost completely automated. In contrast, subtractive methods must remove materials from a larger source. Because of the limits of cutting and routing technology they cannot create hollow parts in a single piece, and they are limited in the amount of detail they can create on a single machine. This is not to say that subtractive manufacturing isn’t precise given enough time, a CNC router or a skilled machine operator can create extremely accurate and complex parts. However, the time and cost it takes to produce these parts, when compared to additive manufacturing, makes them far less efficient. They
also take many more manhours to produce, adding to manufacturing times and costs. [http://www.approto.com/MediaCenter/AdditivevsSubtractiveManufacturingWhichisRi.aspx]
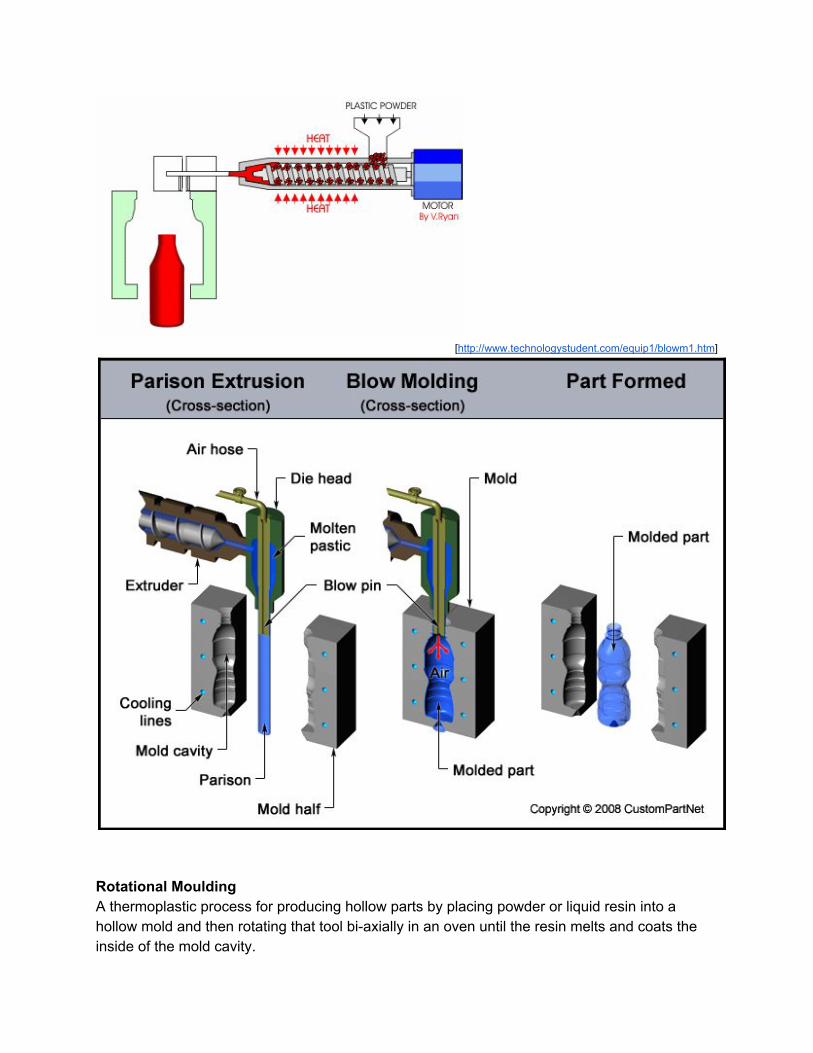
Shaping techniques Moulding Injection Molding Melted plastic is forced into a mold cavity. Once cooled, the mold can be removed. This plastic molding process is commonly used in massproduction. Injection molding machines are very expensive. These can be used to mass produce toys, kitchen utensils, bottle caps, and cell phone cases. Watch this video for an overview https://www.youtube.com/watch?v=eUthHS3MTdA Blow Moulding Blow moulding a shape is a common industrial process. The example shown below is of the production of a plastic bottle. The plastics normally used in this process are; PET, polythene, PVC and polypropylene. 1. The plastic is fed in granular form into a 'hopper' that stores it. 2. A large thread is turned by a motor which feeds the granules through a heated section. 3. In this heated section the granules melt and become a liquid and the liquid is fed into a mould. 4. Air is forced into the mould which forces the plastic to the sides, giving the shape of the bottle. 5. The mould is then cooled and is removed.
[http://www.technologystudent.com/equip1/blowm1.htm]
Rotational Moulding A thermoplastic process for producing hollow parts by placing powder or liquid resin into a hollow mold and then rotating that tool biaxially in an oven until the resin melts and coats the inside of the mold cavity.
Watch this video for an overview https://www.youtube.com/watch?v=4YoJ2hE0SIQ
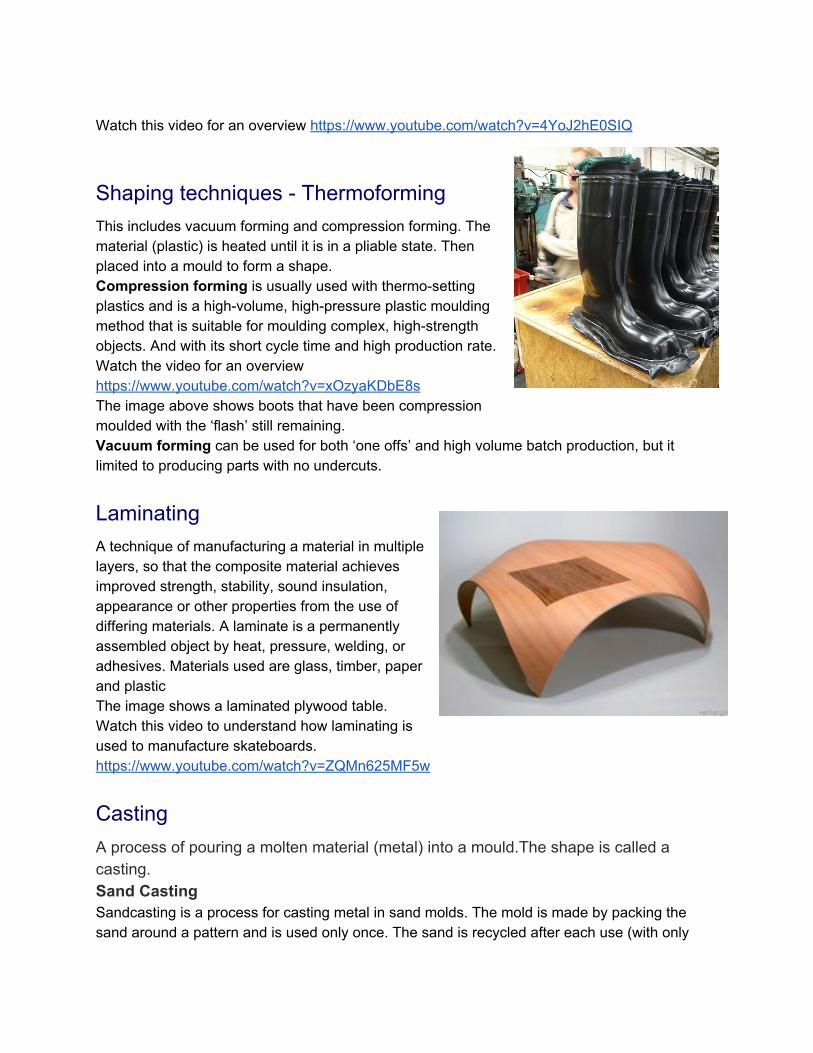
Shaping techniques Thermoforming This includes vacuum forming and compression forming. The material (plastic) is heated until it is in a pliable state. Then placed into a mould to form a shape. Compression forming is usually used with thermosetting plastics and is a highvolume, highpressure plastic moulding method that is suitable for moulding complex, highstrength objects. And with its short cycle time and high production rate. Watch the video for an overview https://www.youtube.com/watch?v=xOzyaKDbE8s The image above shows boots that have been compression moulded with the ‘flash’ still remaining. Vacuum forming can be used for both ‘one offs’ and high volume batch production, but it limited to producing parts with no undercuts.
Laminating A technique of manufacturing a material in multiple layers, so that the composite material achieves improved strength, stability, sound insulation, appearance or other properties from the use of differing materials. A laminate is a permanently assembled object by heat, pressure, welding, or adhesives. Materials used are glass, timber, paper and plastic The image shows a laminated plywood table. Watch this video to understand how laminating is used to manufacture skateboards. https://www.youtube.com/watch?v=ZQMn625MF5w
Casting A process of pouring a molten material (metal) into a mould.The shape is called a casting. Sand Casting Sandcasting is a process for casting metal in sand molds. The mold is made by packing the sand around a pattern and is used only once. The sand is recycled after each use (with only
small loss), so the process is efficient. There are several different types of casting sand, and the process can vary greatly in scale from casting multiton parts for industrial machines to casting items as small as a ring.
[http://www.eugenesargent.com/casting.htm]
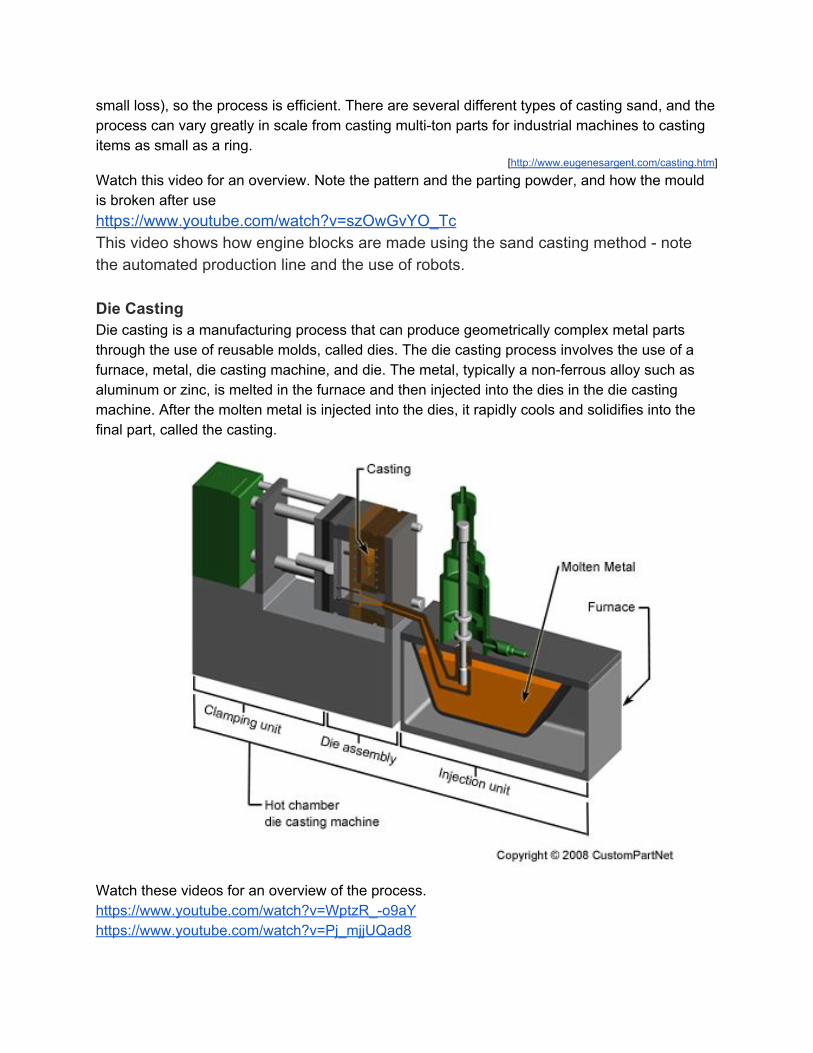
Watch this video for an overview. Note the pattern and the parting powder, and how the mould is broken after use https://www.youtube.com/watch?v=szOwGvYO_Tc This video shows how engine blocks are made using the sand casting method note the automated production line and the use of robots. Die Casting Die casting is a manufacturing process that can produce geometrically complex metal parts through the use of reusable molds, called dies. The die casting process involves the use of a furnace, metal, die casting machine, and die. The metal, typically a nonferrous alloy such as aluminum or zinc, is melted in the furnace and then injected into the dies in the die casting machine. After the molten metal is injected into the dies, it rapidly cools and solidifies into the final part, called the casting.
Watch these videos for an overview of the process. https://www.youtube.com/watch?v=WptzR_o9aY https://www.youtube.com/watch?v=Pj_mjjUQad8
Advantages and disadvantages
Advantages of die casting:
Excellent dimensional accuracy
Smooth cast surfaces
Thinner walls can be cast as compared to sand and permanent mold casting .
Inserts can be castin (such as threaded inserts, heating elements, and high strength
bearing surfaces).
Reduces or eliminates secondary machining operations.
Rapid production rates.
The main disadvantage to die casting is the very high capital cost. Both the casting equipment
required and the dies and related components are very costly, as compared to most other casting
processes. Therefore, to make die casting an economic process, a large production volume is
needed. Other disadvantages are casting weights must be between 30 grams (1 oz) and 10 kg (20
lb)
Knitting Covered in T4.2e Textiles
Weaving Weaving produces very strong material and is covered in T4.2e Textiles
Joining techniques
Welding The main method of permanently joining metals is by welding. There are many variations of welding including MIG and TIG, oxyacetylene welding, electric arc and spot and seam welding. All involve permanently joining metals by the use of heat, causing the 2 main pieces of metal to become molten and using a joining material to mix them before they solidify, forming a permanent, strong joint.

Brazing Brazing is used to join metals such as copper and steel. Brazing is similar to soldering but uses much higher temperatures. Soldering The two main types of soldering are: • Hard soldering used for metal work joining silver, gold, brass, copper. Stronger than soft solder. • Soft soldering used for joining electrical components to circuit boards, tin plating and joining copper pipes Riveting Rivets are used to join two sheets or plates of metal together. The image on the right shows sheets of metal riveted together Adhesives The main advantage of using an adhesive over other methods of joining is that it is generally invisible. Unlike other methods of joining, adhesives do not damage or change the materials being joined. Nuts, bolts and washers Nuts and bolts are used to hold two or more pieces of materials together in a semipermanent method of joining. Knockdown fittings Knockdown fittings are predominantly used in selfassembly products that might be such as items of furniture found in the kitchen, bedroom and living room. This type of furniture tends to be supplied in flatpack form
[A2ASTECHREVISEDSupport10363.pdf]