tooling for cnc machines - · pdf filecnc tooling cutting tool materials 1. high speed steel...
TRANSCRIPT

CNC Tooling
CUTTING TOOL MATERIALS
1. High Speed steel
• Significant amount of tungsten, molybdenum,chromium and vanadium.
• Which provides very good hot hardness and abrasionresistance.
• It promises high hardness, good wear resistance, hightoughness at reasonable cost.
• PVD(Physical Vapor Deposition) allows HSS tools to becoated with high nitrides of titanium and aluminium.
Rudresh Makwana,IT,Nirma University

2. Cemented Carbides
• Produced by the cold compaction of the tungstencarbide powder in a binder such as cobalt, followedby liquid phase sintering.
• It is expensive
• Available in insert form in different shapes
• Indexable inserts
Rudresh Makwana,IT,Nirma University

3. Coated Carbides
• Thin coating of TiN has been used on cemented carbidetools.
• It increases life of the tool by 2 to 3 times
• Coating is done using CVD (Chemical Vapour Deposition)process.
4. Ceramics
• Alumina based refractory materials.
• It can withstand High temperatures
• High wear resistance
• High speed machining of cast iron.
• Not useful at low speeds, intermittent cutting
• Not useful for aluminium, titanium
Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University
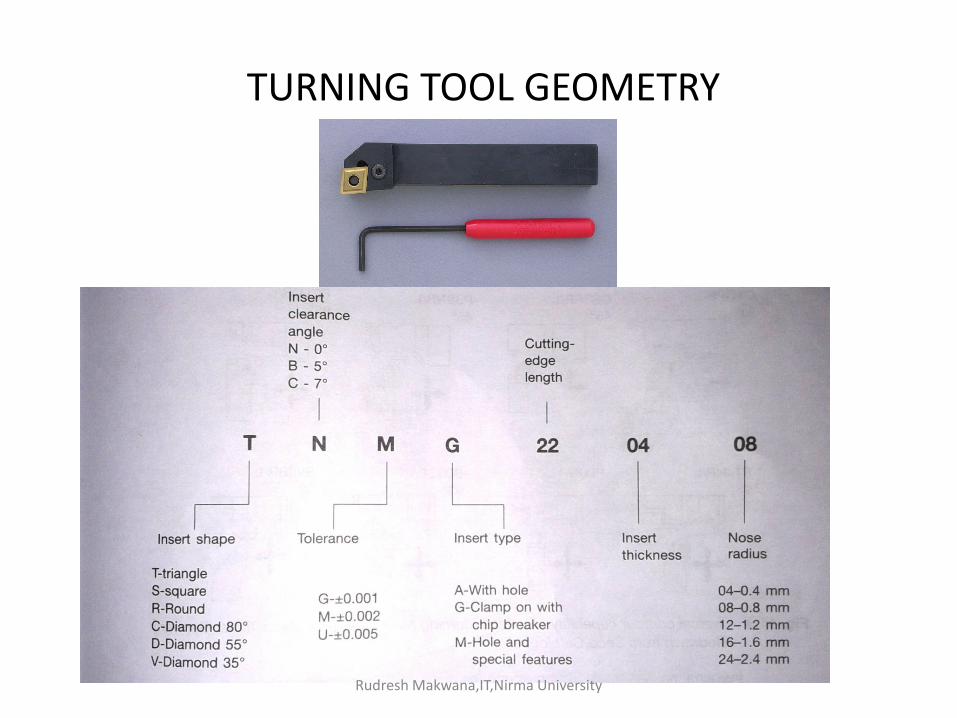
TURNING TOOL GEOMETRY
Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University

Modular tooling system
Rudresh Makwana,IT,Nirma University

TOOL PRESETTING
• Relationship of the tool with reference to the toolholding mechanism requires a special attentionduring CNC machining process.
• Actual point to be programmed in CNC part programis the tip of the tool
• It is necessary to know precisely the deviation of thetool tip from the gauge point on the spindle
Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University

AUTOMATIC TOOL CHANGERS
• It is necessary to minimize the idle motions-toolengagement , disengagement , change , setup
• The ATC includes following components
1. Tool magazine-store
2. Tool adopter-pickup by arm
3. Control ability
4. Tool change procedure
• Turret is a simple tool changer
Rudresh Makwana,IT,Nirma University

Turret
Rudresh Makwana,IT,Nirma University

Drum type magazine
Rudresh Makwana,IT,Nirma University

Chain type magazine
Rudresh Makwana,IT,Nirma University

AUTOMATIC TOOL CHANGINGMotions• Stopping the spindle at the correct orientation for the tool change
arm to pick the tool from the spindle • Tool change arm to move to the spindle• Tool change arm to pick the tool from the spindle• Tool change arm to index to reach the tool magazine• Tool magazine to index into the correct position where the tool
from the spindle is to be placed • Place the tool in the tool magazine• Indexing the tool magazine to bring the required tool to the tool
change position• Tool change arm to pick the tool from the tool magazine• Tool change arm to index to reach the spindle • New tool is placed in the spindle• Tool change arm moves into its parking position
Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University

Rudresh Makwana,IT,Nirma University

WORK HOLDING
• Grid plates
Rudresh Makwana,IT,Nirma University

Cutting process parameters• Milling
Rudresh Makwana,IT,Nirma University

• V = 𝜋𝐷𝑁
1000V= cutting speed m/min
D= diameter of the milling cutter, mm
N= rotational speed of milling cutter, rpm
• Time for one pass = 𝑙
𝑓𝑍𝑁
l= length of movement, mm
Z= number of teeth in the milling cutter
f= feed per tooth, mm
Rudresh Makwana,IT,Nirma University

• Drilling
Rudresh Makwana,IT,Nirma University

Drilling
• V = 𝜋𝐷𝑁
1000V= cutting speed, m/min
D= diameter of the twist drill, mm
N= rotational speed of the drill, rev/min
• Break through distance A = 𝐷
2 𝑡𝑎𝑛𝛼
• Total length of tool travel L= l+A+2mm
• Time for drilling the hole=𝐿
𝑓𝑁minutes
f = feed rate, mm/rev
• MRR = 𝜋𝐷2𝑓𝑁
4
Rudresh Makwana,IT,Nirma University

• Turning
Rudresh Makwana,IT,Nirma University

Turning
• V = 𝜋𝐷𝑁
1000
V= cutting speed, m/min
D= diameter of the twist drill, mm
N= rotational speed of the drill, rev/min
• Time for single pass
t= 𝐿
𝑓𝑁
L=length of the travel, mm
f= feed rate mm/rev
Rudresh Makwana,IT,Nirma University