to my mother, father, and sister - camfil · particulate fouling of hvac heat exchangers by jeffrey...
TRANSCRIPT

Particulate Fouling of HVAC Heat Exchangers
by
Jeffrey Alexander Siegel
B.S. (Swarthmore College) 1995 M.S. (University of California, Berkeley) 1999
A dissertation submitted in partial satisfaction of the
requirements for the degree of
Doctor of Philosophy in
Engineering – Mechanical Engineering
in the
GRADUATE DIVISION
of the
UNIVERSITY OF CALIFORNIA, BERKELEY
Committee in charge:
Professor Van P. Carey, Chair Professor Ralph Greif
Professor William W. Nazaroff
Fall 2002

i
To my mother, father, and sister

ii
TABLE OF CONTENTS
LIST OF FIGURES ...................................................................................................vi
LIST OF TABLES.....................................................................................................ix
NOMENCLATURE ..................................................................................................xi
ACKNOWLEDGEMENTS.......................................................................................xv
CHAPTER 1: PARTICULATE FOULING OF HVAC HEAT EXCHANGERS ....1
1.1 Introduction........................................................................................1
1.2 Review of Published Fouling Models................................................3
1.3 Scope of Dissertation Research .........................................................6
1.4 Important Non-dimensional Parameters ............................................8
1.5 Outline of Dissertation.......................................................................11
CHAPTER 2: MODELING PARTICLE DEPOSITION ON HVAC HEAT EXCHANGERS.........................................................................................................13
2.1 Introduction........................................................................................13
2.1.1 Fin-and-tube heat exchangers ................................................14
2.2 Previous Studies.................................................................................15
2.3 Preliminary Deposition Modeling using CFD ...................................17
2.4 Modeling the Mechanisms of Particle Deposition on HVAC Heat Exchangers.........................................................................................19
2.4.1 Deposition on leading edge of fins ........................................20
2.4.2 Impaction on refrigerant tubes ...............................................23
2.4.3 Gravitational settling on fin corrugations ..............................25
2.4.4 Deposition by air turbulence in fin channels .........................27
2.4.5 Deposition by Brownian diffusion.........................................31
2.4.6 Combining deposition mechanisms .......................................32

iii
2.4.7 Particle deposition mechanisms not considered ....................33
2.4.8 Particle reflection ...................................................................34
2.5 Non-isothermal Deposition Processes ...............................................36
2.5.1 Thermophoresis to fin walls...................................................36
2.5.2 Thermophoretic deposition on tubes......................................38
2.5.3 Diffusiophoresis to fin walls..................................................39
2.5.4 Presence of condensed water .................................................41
2.6 Modeling Parameters .........................................................................41
2.7 Modeling Results ...............................................................................43
2.7.1 Isothermal conditions.............................................................44
2.7.2 Non-isothermal conditions.....................................................54
2.7.3 Comparison with Muyshondt et al. (1998) ............................57
2.8 Conclusions and Implications of Model Results ...............................60
CHAPTER 3: MEASURING PARTICLE DEPOSITION ON HVAC HEAT EXCHANGERS.........................................................................................................62
3.1 Introduction........................................................................................62
3.2 Previous Studies.................................................................................63
3.3 Experimental Methods .......................................................................64
3.3.1 Measuring particle deposition fraction ..................................65
3.3.2 Measuring deposition fraction in a non-isothermal system ...75
3.3.3 Methods for experiment to determine fouling to pressure-drop relationship ...................................................................79
3.3.4 Measurement devices, sensors, and uncertainty ....................82
3.4 Experimentally Tested Parameters ....................................................84
3.5 Analysis..............................................................................................85

iv
3.5.1 Deposition fraction (both isothermal and non-isothermal)....85
3.5.2 Non-isothermal experiments..................................................86
3.5.3 Pressure drop experiments .....................................................87
3.6 Results ................................................................................................89
3.6.1 Isothermal deposition fraction ...............................................89
3.6.2 Non-isothermal deposition fractions......................................93
3.6.3 Dust deposition experiment ...................................................96
3.7 Discussion and Implications of Experimental Results.......................99
CHAPTER 4: BIOAEROSOL DEPOSITION ON HVAC HEAT EXCHANGERS AND IMPLICATIONS FOR INDOOR AIR QUALITY..........................................104
4.1 Introduction........................................................................................104
4.2 Bioaerosols of concern.......................................................................105
4.2.1 Fungi ......................................................................................106
4.2.2 Bacteria ..................................................................................108
4.3 Bioaerosol Deposition on Heat Exchangers ......................................111
4.4 Viability and Spread of Deposited Bioaerosols .................................114
4.5 Discussion..........................................................................................118
CHAPTER 5: FOULING TIMES AND ENERGY IMPLICATIONS OF HVAC HEAT EXCHANGER FOULING.............................................................................122
5.1 Introduction........................................................................................122
5.2 Previous Studies.................................................................................123
5.3 Estimation of Fouling Times and Energy Impacts ............................126
5.3.1 Residential systems................................................................126
5.3.2 Commercial systems ..............................................................147
5.4 Analysis Results.................................................................................150
5.4.1 Residential systems................................................................150

v
5.4.2 Commercial systems .............................................................156
5.5 Discussion..........................................................................................158
5.5.1 Residential systems................................................................158
5.5.2 Commercial systems ..............................................................160
5.6 Conclusions........................................................................................161
CHAPTER 6: CONCLUSIONS ................................................................................164
REFERENCES ..........................................................................................................169
APPENDIX A: EXPERIMENTAL PROTOCOLS...................................................179
APPENDIX B: TABULATED EXPERIMENTAL RESULTS................................193
APPENDIX C: MICROSCOPY OF MATERIAL ON FOULED COILS ................196
APPENDIX D: INDOOR PARTICLE NUMBER CONCENTRATION DISTRIBUTION FUNCTIONS ................................................................................199

vi
LIST OF FIGURES
Figure 1.1: Asymptotic fouling (modified from Bott, 1995) ...............................4
Figure 1.2: Analysis and experimental plan .........................................................12
Figure 2.1: Front view of leading edge of fins (left) and side view of heat exchanger and refrigerant tubes (right)..............................................14
Figure 2.2: Unrefined mesh from computational fluid dynamics simulation ......18
Figure 2.3: Top view of fin channel showing particle trajectory because of air turbulence...........................................................................................27
Figure 2.4: Critical velocity for onset of particle bounce (Cheng and Yeh, 1979) ..................................................................................................35
Figure 2.5: Deposition as a function of velocity for fin spacing = 4.7 fin/cm .....45
Figure 2.6: Deposition as a function of fin spacing for U = 2 m/s .......................45
Figure 2.7: Impaction deposition on fin edges as a function of velocity for fin spacing = 4.7 fin/cm...........................................................................46
Figure 2.8: Impaction deposition on fin edges as a function of fin spacing for U = 2 m/s............................................................................................47
Figure 2.9: Gravitational, tube impaction, and turbulent penetration fractions for U = 1 m/s and fin spacing = 4.7 fin/cm........................................48
Figure 2.10: Gravitational, tube impaction, and turbulent penetration fractions for U = 4 m/s and fin spacing = 4.7 fin/cm........................................48
Figure 2.11: Gravitational, tube impaction, and turbulent penetration fractions as a function of fin spacing for 2.4 fin/cm and U = 2 m/s .................49
Figure 2.12: Gravitational, tube impaction, and turbulent penetration fractions as a function of fin spacing for 7.1 fin/cm and U = 2 m/s .................50
Figure 2.13: Uncertainty for fin impaction for U = 2 m/s and fin spacing = 4.7 fin/cm .................................................................................................51
Figure 2.14: Uncertainty for tube impaction for U = 2 m/s and fin spacing = 4.7 fin/cm .................................................................................................51
Figure 2.15: Uncertainty for gravitational settling for U = 2 m/s and fin spacing = 4.7 fin/cm........................................................................................52

vii
Figure 2.16: Uncertainty in air turbulence impaction for U = 2 m/s and fin spacing = 4.7 fin/cm...........................................................................53
Figure 2.17: Overall uncertainty bounds for U = 2 m/s and fin spacing = 4.7 fin/cm .................................................................................................54
Figure 2.18: Comparison of deposition on isothermal coil, cooled coil, and cooled-and-condensing coil for U = 2 m/s and fin spacing = 4.7 fin/cm .................................................................................................55
Figure 2.19: Penetration by thermophoresis as a function of θ for U = 2 m/s and fin spacing = 4.7 fin/cm .....................................................................56
Figure 2.20: Comparison of present model and the work of Muyshondt et al. (1998) as a function of fin spacing for U = 1.5 m/s...........................59
Figure 3.1: Schematic of experimental apparatus ................................................65
Figure 3.2: Cross section of duct showing measurement points for pitot tube air velocity measurement ...................................................................69
Figure 3.3: Sampling locations immediately upstream of duct ............................73
Figure 3.4: Schematic of measurements and sensor locations for cooled and cooled-and-condensing coil experiments...........................................76
Figure 3.5: SAE coarse dust fractional mass distribution function ......................80
Figure 3.6: Apparatus for dust experiment...........................................................81
Figure 3.7: Modeled and measured deposition for 1.5 m/s air velocity ...............90
Figure 3.8: Modeled and measured deposition for 2.2 m/s air velocity ...............91
Figure 3.9: Modeled and measured deposition for 5.2 m/s air velocity ...............91
Figure 3.10: Non-isothermal deposition fraction for 1.5 m/s air velocity..............94
Figure 3.11: Normalized mass deposited vs. relative pressure drop for 2.0 m/s air velocity .........................................................................................97
Figure 3.12: Top view of idealized (left) and real (right) fin channels ..................101
Figure 4.1: Deposition fractions for air velocity of 1.5 m/s and fin spacing of 4.7 fin/cm ...........................................................................................113

viii
Figure 5.1: Duct penetration fractions vs. particle size for residential duct systems described in Table 5.1 ..........................................................129
Figure 5.2: Filter efficiency curves for parametric analysis.................................130
Figure 5.3: Filter Efficiency curves for spun fiberglass furnace filter from Hanley and Smith (1993) for U = 1.8 m/s .........................................131
Figure 5.4: Filter Efficiency curves for spun fiberglass furnace filter from Hanley et al. (1994) for U = 1.3 m/s..................................................132
Figure 5.5: Coil deposition fractions as a function of fin spacing for U = 2 m/s .133
Figure 5.6: Wet coil deposition fractions as a function of fin spacing for U = 2 m/s......................................................................................................134
Figure 5.7: Fan curve and system curves for clean and fouled coil .....................143
Figure 5.8: Fan curves used to determine flow ....................................................144
Figure 5.9: Performance degradation from reduced flow from Parker et al. (1997).................................................................................................145
Figure 5.10: Performance degradation from reduced flow from Palani et al. (1992) ................................................................................................146
Figure 5.11: Fouling time ratios (relative to Base Case)........................................152
Figure C.1: Optical Microscopy on Coil 1. .........................................................196
Figure C.2: SEM image from Coil 2.....................................................................197
Figure D.1: Urban submicron indoor air particle number concentration distributions........................................................................................199
Figure D.2: Urban supermicron particle indoor air number concentration distributions........................................................................................200
Figure D.3: Rural submicron indoor air particle number concentration distributions........................................................................................201
Figure D.4: Rural supermicron indoor air particle number concentration distributions........................................................................................202

ix
LIST OF TABLES
Table 1.1: Reynolds numbers and ranges for HVAC heat exchangers...............9
Table 1.2: Non dimensional parameters that govern particle behavior in HVAC heat exchangers......................................................................11
Table 2.1: Summary of approaches used to estimate model uncertainty............33
Table 2.2: Velocities considered in simulations .................................................42
Table 2.3: Geometric parameters for this study and for Muyshondt et al. (1998) ................................................................................................43
Table 2.4: Diffusiophoretic penetration as a function of air relative humidity, φ , for θ = 0.92, U = 2 m/s and fin spacing = 4.7 fin/cm....................57
Table 3.1: Test heat exchanger geometric parameters ........................................70
Table 3.2: Summary of particle sampling locations............................................73
Table 3.3: Summary of temperature and relative humidity measurement locations .............................................................................................79
Table 3.4: Measurements, sensors, and uncertainty............................................83
Table 3.5: Temperature conditions for non-isothermal experiments ..................94
Table 3.6: Moisture volumes for non-isothermal experiments ...........................95
Table 3.7: Modeled and measured deposition fractions for cooled-and-condensing experiments.....................................................................96
Table 3.8: Mass balance calculations..................................................................98
Table 4.1: Fungal species in different parts of HVAC systems..........................108
Table 4.2: Bacterial species in different parts of HVAC systems.......................110
Table 5.1: Residential duct systems for parametric analysis ..............................128

x
Table 5.2: Parameters varied in the simulation of mass deposition....................141
Table 5.3: Commercial HVAC fans....................................................................149
Table 5.4: Fouling time ratios .............................................................................151
Table 5.5: Contribution to mass deposited by particle size ................................154
Table 5.6: Flow reduction and pressure drop for different fan curves................155
Table 5.7: Fan power for clean and fouled coils.................................................156
Table 5.8: Commercial building fan power increase (W) based on fan type and flow and pressure conditions.......................................................157
Table B.1: Data from isothermal and non-isothermal deposition fraction experiments ........................................................................................193
Table B.2: Leading edge fraction for isothermal experiments ............................194
Table B.3: Data from pressure drop experiment..................................................195
Table C.1: Fiber diameter and lengths from two residential coils.......................198

xi
NOMENCLATURE Aduct duct cross sectional area Afin fin surface area Atube tube outer surface area Anozzle sampling nozzle entry area bf filter bypass bc coil bypass cf corrugation factor c8-c18 psychrometric coefficients from ASHRAE (2001) Cair,down downstream air concentration Cair,up upstream air concentration Cb,filter concentration of fluorescein extracted from filter Cb,holder concentration of fluorescein extracted from filter holder Cb,nozzle concentration of fluorescein extracted from nozzle Cc Cunningham slip correction factor CD coefficient of drag Cin indoor particle concentration Cm coefficient of momentum slip = 1.14 Cout outdoor particle concentration Cs coefficient of slip = 1.14 Ct coefficient of thermal slip = 2.18 da particle aerodynamic diameter dd droplet diameter dnozz nozzle diameter dp particle diameter dtube tube diameter D Brownian diffusion coefficient D12 diffusivity of water in air DC duty cycle of the air handler fan e coefficient of restitution f friction factor, frequency (of VOAG) fIPA fraction of isopropyl alcohol in particle solution g acceleration due to gravity = 9.8 m/s2
h average height of fin corrugations Tfl Lagrangian integral scale of time k Boltzmann constant = 1.38x10-23
J/K kg thermal conductivity of the gas kp thermal conductivity of the particle Kn particle Knudsen number m mass of deposit per unit area M mass of dust on coil for each insertion Mc mass concentration that deposits on coil Mcoil mass of fluorescein or test dust on heat exchanger Mduct,up mass of dust on the floor of the duct upstream Mduct,down mass of dust on the floor of the duct downstream

xii
Mf loaded filter mass Mf,0 clean filter mass Mfilter,up mass of dust collected on the upstream sampling filters Mfoul deposited mass that doubles heat exchanger pressure drop Minsert total mass of dust put into the system Mmound mass of dust that fell directly to the floor of the duct underneath the sifter Msifter mass of dust that remained in the sifter after each dust insertion n fouling exponent nm,in indoor particle size mass distribution function nrow number of rows of tubes in direction of flow nset number of sets of offset tube rows noffset number of offset tube rows per set p penetration fraction through cracks in the building envelope p1 partial pressure of water p2 partial pressure of gas P velocity pressure Pduct,r penetration through the return duct system Pduct,s penetration through the supply duct system PD penetration by Brownian diffusion Pdf penetration by diffusiophoresis PG penetration by gravitational settling Pfin penetration by fin impaction PH2O partial pressure of water vapor PH2O, sat saturated partial pressure of water vapor Ptube penetration by tube impaction PT penetration by air turbulence impaction PTh penetration by thermophoresis Pr Prandtl number Q air flow rate through the HVAC system Qcondensate volumetric flow of condensate QL VOAG liquid flow rate Qs air sampling flow rate Qs,iso isokinetic sampling flow rate Rep particle Reynolds number Retube tube Reynolds number Rf fouling resistance Rf∞ asymptotic fouling resistance St Stanton number Stkeff,fin particle effective Stokes number based on t Stketf,tube particle effective Stokes number based on dtube Stknozz particle Stokes number based on dnozz t time, experimental duration tfin fin thickness T average air temperature Tdown average downstream air temperature Tdp air dew point temperature

xiii
Tup average upstream air temperature Twall heat exchanger temperature u air velocity in bulk flow direction ufin bulk air velocity in fin channels u’ turbulent fluctuating air velocity in bulk flow direction up particle velocity in bulk flow direction up’ turbulent fluctuating particle velocity in bulk flow direction U air bulk velocity, instantaneous velocity Up instantaneous particle velocity v air velocity in vertical direction vc critical velocity for onset of particle bounce vi impact velocity vp particle velocity in vertical direction vr reflection velocity Vb,filter volume of buffer used to extract filter Vb,holder volume of buffer used to extract filter holder Vb,nozzle volume of buffer used to extract nozzle Vcondensate volume of condensate VH2O volume of condensed water on the coil Vs particle settling velocity w center-to-center fin spacing, wall normal air velocity (Muyshondt et al., 1988) w’ turbulent fluctuating component of air velocity in wall normal direction wp particle velocity in wall-normal direction wp’ turbulent fluctuating component of particle velocity in wall normal direction wtube center-to-center tube spacing in vertical direction WDf overall diffusiophoretic velocity WDf’ diffusiophoretic velocity WSf Stefan flow velocity Wup humidity ratio upstream of the duct Wdown humidity ratio downstream of the duct y peak to trough width of fin corrugations yT particle entering location z heat exchanger depth in direction of flow ztube center-to-center tube spacing in direction of flow β particle deposition loss rate to building surfaces, fouling constant, coefficient
in Equation (2.22) ∆ turbulent thermal boundary layer thickness ∆P pressure drop of fouled coil ∆P external static pressure drop of the system ∆Pinitial pressure drop of cleaned coil ∆P/z pressure drop per unit length of the duct є eddy viscosity φ air relative humidity φD deposition flux to heat exchanger surface φR removal flux from heat exchanger surface

xiv
γ1 mole fraction of water vapor γ2 mole fraction of dry air η deposition fraction ηasp aspiration efficiency ηc coil deposition fraction ηf filter efficiency ηfan fan efficiency ηmotor fan motor efficiency ηr HVAC filter efficiency (from Riley et al., 2000) κ thermophoretic coefficient λ air mean free path λi
envelope infiltration rate λr HVAC air exchange rate, µ air dynamic viscosity ν air kinematic viscosity θ temperature ratio ρ* unit density = 1 g/cm3 ρair air density ρp particle density τ shear stress τw wall shear stress τimp characteristic time for a particle impaction by air turbulence τp particle relaxation time

xv
ACKNOWLEDGEMENTS
I would like to acknowledge the contributions of my advisors: Van Carey, Bill
Nazaroff, and Ralph Greif. Their comments and guidance were crucial in shaping and
improving this dissertation. Van Carey and Bill Nazaroff guided me throughout my
graduate school career and Bill Nazaroff’s extensive comments on a draft of this
dissertation were particularly helpful. Iain Walker and Max Sherman at Lawrence
Berkeley National Laboratory were instrumental in obtaining funding and guiding this
project. John Proctor made many valuable suggestions over the course of this work,
Mark Sippola and De-Ling Liu, my colleagues in the Department of Environmental
Engineering, contributed to this work by reviewing papers, sharing information about
equipment, and assisting with the issues that arose in conducting the experiments.
Fabienne Boulieu from INSA Lyon assisted with data collection. Shana Bernstein and
Laura Siegel edited portions of this document and found many errors – the errors that
remain are mine, not theirs. Adam Lewinberg and Anna Greenberg, among many others,
contributed moral support over the years of dissertation research and writing.
Much of the work in this dissertation was sponsored by the California Institute for
Energy Efficiency (CIEE), a research unit of the University of California (Award No.
BG-90-73). Publication of research results does not imply CIEE endorsement of or
agreement with these findings, nor that of any CIEE sponsor. Support was also provided
by the Office of Research and Development, Office of Nonproliferation and National
Security, and the Office of Building Technology, State, and Community Programs,
Office of Building Research and Standards, US Department of Energy under contract
DE-AC03-76SF00098.

1
CHAPTER 1: PARTICULATE FOULING OF HVAC HEAT EXCHANGERS
1.1 Introduction
Heat exchangers are a significant part of many industrial processes that involve
energy exchange. Most of these heat exchangers become fouled with use. The United
Engineering Foundation, which hosts a conference every three years on the fouling
problem, estimates that the cost of heat exchanger fouling is 0.4 % of global Gross
Domestic Product (UEF, 2001). This high cost has lead to frequent study of the fouling
problem, including numerous books and conferences on the subject (Somerscales and
Knudsen, 1981; Melo et al., 1988; Bott, 1995). Much of this work has focused on
particular industries. Crude oil processing, dairy and food processing, and nuclear
reactor cooling are all industries that have conducted a large amount of research aimed at
understanding and mitigating fouling.
One of the most common uses of heat exchangers is the heating and cooling of
buildings. There are 107 - 109 heat exchangers installed in heating, ventilating, and air
conditioning (HVAC) systems in buildings in the United States. Building energy use
represents about one third of total worldwide energy use. Of that total, about one third is
for heating and cooling (EIA, 2002). Heat exchangers are a central part of most heating
and cooling systems, thus even small fractional performance degradations owing to
fouling have the potential to cause large societal energy consequences. Furthermore,
many heat exchangers used in HVAC systems are directly in the indoor air stream. Any
material that deposits on these heat exchangers can react with other deposited or airborne
contaminants and produce odorous compounds. If the deposited material is biological in

2
nature, it can grow and contaminate other parts of the HVAC system and spread to indoor
spaces.
The heat exchangers used on the air side of most HVAC systems are extended
surfaces. They are typically a fin-and-tube configuration, which consist of tubes that
carry a refrigerant and fins that facilitate energy exchange between the refrigerant and the
air. Fin-and-tube heat exchangers consist of refrigerant tubes that run perpendicular (and
almost always horizontal) to the flow, and fins that run parallel (and almost always
vertical) to the direction of flow. The fins are often corrugated or have other extensions
from the surface to further promote energy exchange between the refrigerant and the air.
Important parameters in the design of fin-and-tube heat exchangers are the
number and spacing of tubes and the number of fins (usually expressed as a fin pitch, i.e.
the number of fins per unit length). Energy efficiency and performance requirements
often lead to higher fin pitches which increases the heat transfer between the refrigerant
and the air. Pressure drop considerations and cost limitations lead to lower fin pitches.
It is well known to technicians and designers that HVAC fin-and-tube heat
exchangers become fouled with use (RSC, 1987; Neal, 1992; Turpin, 2001). Common
contaminants include airborne particulate matter and dusts. Corrosion, both from
chemical reactions between deposited material on the (often moist) heat exchanger
surface, and from acidic air contaminants is also reported (Proctor, 1998b). Cleaning of
the heat exchangers, usually with strong acids, bases or detergents and mechanical
scrubbing with wire brushes, is a standard part of maintenance and commissioning
procedures (Turpin, 2001). Biological contamination issues are also well known:
textbooks typically recommend the use of biocide coatings or fungicide applications on
and around HVAC heat exchangers (Kuehn et al., 1998).

3
Despite the documented occurrence of fouling of HVAC heat exchangers by
particulate matter, there has been relatively little study of the way in which particles are
transported to and deposit on heat exchanger surfaces. There are studies that document
biological growth on heat exchanger surfaces (Hugenholtz and Fuerst, 1992; Morey,
1988) and others that examine the role of HVAC heat exchanger surfaces as sources and
sinks of contaminants (Muyshondt et al. 1998). Others have explored aspects of the
energy consequences of heat exchanger fouling (Krafthefter and Bonne, 1986;
Krafthefter et al., 1987). In summary, despite the importance of HVAC heat exchangers
and anecdotal and scientific evidence that they foul, there has been relatively little study
of the mechanisms and processes that cause fouling of these systems.
The goals of the research reported on here are to improve our understanding of the
processes and rates of fouling by airborne particulate matter and to predict the impacts of
fouling. The structure of this chapter is to review the relevant fouling literature, to
present a scope for this study, to describe non-dimensional parameters that are useful in
characterizing HVAC heat exchangers and particle deposition, and to outline this
research project and dissertation.
1.2 Review of Published Fouling Models
The most widespread general model for heat exchanger fouling is described by
Bott (1995). A summary of the predictions of this model appears in Figure 1.1. The
amount of deposited material initially remains small during the induction period because
adhesive forces are small until sufficient material deposits to condition the surface for
future deposition. The length of the induction period can vary greatly for different
systems (Bott, 1995). The steady growth of the layer occurs as surface conditions permit
a constant increase in fouling. Finally, the deposit layer reaches a maximum and

4
asymptotes. This asymptotic behavior, although not universal, is caused by a balance
between deposition and removal of the fouling agent. The y-axis in Figure 1.1 can also
be interpreted as the fouling heat transfer resistance or the friction factor for the heat
exchanger.
Time
Dep
osit
Thic
knes
s
Induction orInitiation
SteadyGrowth
Asymptotic Limit
Figure 1.1: Asymptotic fouling (modified from Bott, 1995).
The asymptotic model has been experimentally verified for numerous fouling
problems (Bott and Bemrose, 1983; Epstein, 1981). Mathematically, the generalized
fouling process can be described as (follows Bott, 1995):
dd D Rmt
φ φ= − (1.1)
Where m is the mass of deposit per unit area, φD is the deposition flux to the heat
exchanger surfaces, and φR is the removal flux of fouling agent from the surface.
Experiments need to be done for each system and flow condition to determine the
functional forms of φD and φR.
Kern and Seaton (1959) provided the first detailed functional form for asymptotic
fouling:

5
( )1 e tf fR ( t ) R β−
∞= − (1.2)
Where Rf is the heat transfer resistance of the fouled heat exchanger as a function
of time, Rf∞ is the asymptotic limit of fouling resistance and β is a constant that is
dependent on the system. Fouling resistances span a very large range. Some reported
values in the literature include 10-5 – 10-4 °C/W⋅m2 for a cooling water system (Merry
and Polley, 1981) and 10-3 – 10-2 °C/W⋅m2 (Bott, 1981) for paraffin in an industrial heat
exchanger. Mills (1992) tabulates design values for fouling resistances for a wide range
of fluids that range from 10-4 – 10-2 °C/W⋅m2.
The Kern and Seaton expression is by far the most common functional form for
asymptotic fouling and is still used for a wide variety of fluids and heat exchanger
geometries. Other functional forms for asymptotic fouling have been proposed, including
a driving force model (Konak, 1976):
( )dd
nff f
R ( t )K R R ( t )
t ∞= − (1.3)
Where K and n are constants (note that Equation (1.3) and Equation (1.2) are equal for n
= 1 and K = β). Epstein (1988) assumed a constant temperature difference between the
heat exchanger and the fluid and that the heat flux follows a power law relationship. He
proposed the following model:
( )
ddf
nf f
R ( t ) Kt R R ( t )∞
=−
(1.4)
The models proposed in Equations (1.2) - (1.4) are all useful for conceptualizing
fouling, but all require extensive testing at all possible system conditions to obtain the
correct functional form and values of the coefficients. Most fouling research consists of
experiments to determine these parameters for a particular system. Very little research

6
has been done to determine fouling resistances and their functional form for HVAC heat
exchangers.
Equations (1.2) - (1.4) all focus on an increased resistance to heat transfer caused
by fouling. Bott (1995) points out that the pressure drop increases that result from
fouling can also have a significant effect on heat exchanger performance. This is true for
HVAC heat exchangers and is discussed in more detail in Chapter 5.
1.3 Scope of Dissertation Research
There are many different kinds of heat exchangers used in HVAC systems. In
order to focus the investigation, the following limits are put on this investigation. In this
study, I am primary interested in particulate fouling of air-side indoor fin-and-tube heat
exchangers used for cooling. Corrosion fouling, in addition to particulate fouling, can
occur in HVAC heat exchangers, but is often related to a particular airborne chemical
contaminant (Proctor, 1998b) or is caused by the more extreme temperatures that occur
from the development of a thick fouling layer (Bott, 1995) . Although there are many
water-side heat exchangers in HVAC systems, the fouling that occurs in these liquid
systems is typically one of scaling and precipitation (Somerscales and Knudsen, 1981),
not particle deposition. Outdoor heat HVAC exchangers, which reject/absorb heat that
the refrigerant acquires/loses at the indoor heat exchangers, also foul, but the fouling
mechanism is of a different nature than considered here. Large scale debris, such as
leaves, and wind-blown soil, as well as algal growth in evaporative condensers and
cooling towers are typical fouling agents for outdoor HVAC heat exchangers (RSC,
1987; Neal, 1992). Other designs, such as unextended tube bundles (no fins), are used as
heat exchangers in some larger HVAC systems, but by far the most predominant type are
fin-and-tube. The focus on heat exchangers used for cooling is because the effects of

7
fouling are more severe than for heating. Air conditioning systems are more sensitive to
flow reduction (Palani et al., 1992; Parker et al., 1997; Proctor, 1998a) than heating heat
exchangers. Also, cooling heat exchangers (evaporators) serve to dehumidify the air
stream which provides bulk water for microbiological growth and can accelerate the rate
of fouling.
The focus on particulate fouling means that the range of particle diameters being
considered is crucially important, as particle size determines most particle properties.
Previous work on heat exchanger fouling has typically considered supermicron particles
as these particles are sufficiently large to cause a significant fouling layer when they
deposit (Bott and Bemrose, 1983; Muyshondt et al., 1998). However, submicron
particles exist at much higher concentrations in typical indoor environments, so this study
will consider particles as small as 0.01 µm in diameter. Particles in the size range of 0.01
to 1 µm exist in indoor environments as the result of combustion (including tobacco
smoke), penetration from outdoor sources, and gas-to-particle conversion processes
(Hinds, 1999). Particles in the range of 1 - 10 µm include some soil grains, certain
bioaerosols, and particles from cooking and other household activities. Very large
particles, with diameters from 10 – 100 µm, are those found in indoor dusts (Hinds,
1999). It is important to note that smaller particles (i.e. those with a characteristic
dimension of 10 nm or even smaller) do exist in indoor environments. However, because
mass goes with the cube of particle diameter (for spherical particles), these very small
particles are unlikely to contribute significantly to pressure drop or deposited mass. Also,
certain particles, particularly dust fibers, exist in indoor air at sizes larger than 100 µm.
However, there are very limited data on the concentration of these particles in indoor
environments. They are typically non-spherical and thus have poorly understood
behavior in indoor air flows. Their large inertia leads to deviation from fluid streamlines
and makes them difficult to sample, which, combined with very limited regulatory

8
interest, explains the lack of data. Some analysis of larger dust fibers is included in
Chapter 5, but most of the analysis is limited to 0.01 to 100 µm spherical particles.
1.4 Important Non-dimensional Parameters
In addition to the particle diameter, there are also many non-dimensional
parameters that are relevant for the study of heat exchanger fouling. Table 1.1 lists
important air Reynolds numbers. The ranges of values in the table are based on flow
rates, dimensions, and heat exchanger geometries typical of residential and commercial
systems. The first parameter is the Reynolds number in the duct leading up to a heat
exchanger, Reduct. These flows are always turbulent and frequently are developing
because of bends, constrictions, and other geometric changes to the flow near the heat
exchangers. Another duct Reynolds number, Reτ,duct is based on the friction velocity, u*,
which is a parameter with dimensions of velocity ( *w airu /τ ρ= , where τw is the wall
shear stress and ρair is the air density) that is often used to characterize turbulent flow.
When flow enters the heat exchanger, the Reynolds numbers in the fin channels, Refin,
drops two to three orders of magnitude from Reduct because the characteristic dimensions
becomes the much smaller fin spacing. Even though the low values for Refin in Table 1.2
suggest laminar flow, the upstream turbulence in the duct and enhanced surfaces typically
lead to a transition flow in the heat exchanger core. The Reynolds number based on the
tube diameter, Retube, is used to describe flow around and the heat exchanger tubes, an
important geometric feature in HVAC heat exchangers.

9
Table 1.1: Reynolds numbers and ranges for HVAC heat exchangers.
Typical Ranges
Parameter Formulaa Residential Commercial
Reynolds number based on duct dimension
ductduct
d uReν
= 104 - 105 2⋅104 - 3⋅105
Reynolds number based on duct dimension and friction velocity
*duct
,ductd uReτ ν
= 6⋅102 - 5⋅103 103 - 104
Reynolds number in fin channels
finfin
w uRe
ν⋅
= 102 – 9⋅102 102 - 2⋅103
Reynolds number based on tube diameter
tube fintube
d uRe
ν⋅
= 6⋅102 - 5⋅103 6⋅102 - 104
aIn these expressions, dduct is characteristic dimension of duct, u is bulk air velocity, ν is kinematic viscosity
of air, u* is the friction velocity ( 8*u / u f /w airτ ρ= = where f=2dduct∆P/ρairzu2 where ∆P/z is the
pressure drop per length of the duct in the direction of flow and ρair is the air density), ufin is the bulk
velocity in the fin channels (ufin = u(1+tfin/w) where tfin is the fin thickness and w is the center to center fin
spacing), and dtube is the tube diameter.
The Reynolds numbers in Table 1.1 are important when describing and relating
different systems. Although the face area of heat exchangers varies over a large range,
from less than 0.1 m2 to over 4 m2, the parameters in Table 1.1 and the reduction of a heat
exchanger to the simplest unit of a fin channel allow conclusions to be generalized.
There are also several non-dimensional parameters that govern particle dynamics
and deposition in the system. Particle Reynolds number, Stokes numbers, and relaxation
times for spherical particles of the size range 0.01 – 100 µm and typical HVAC velocities
and geometric parameters are listed in Table 1.2. The particle Reynolds number, Rep is
used to calculate the coefficient of drag, CD, which appears in the other dimensional
parameters in Table 1.2. Stkfin is the particle Stokes number that governs deposition by

10
impaction on fin edges. The Stokes numbers in Table 1.2 are in a general form. Stokes
numbers are most commonly reported assuming that Rep < 0.1, for which spherical
particles are in the Stokesian range, and assuming that CD = 24/Rep. A similar parameter
that governs deposition on the refrigerant tubes is Stktube. Note that both Stokes numbers
vary by nine orders of magnitude in HVAC systems. This is mostly due to the
dependence of the Stokes numbers on dp2 (for Stokesian behavior, Rep < 0.1). Particle
diameter varies over four orders of magnitude for particles that we are relevant for
present purposes. The last parameter in Table 1.2, the particle relaxation time, is shown
in its dimensionless form as commonly used for particles in turbulent flow. This
parameter governs how rapidly a particle responds to changes in the fluid velocity.
The parameters in Tables 1.1 and 1.2 influence the different mechanisms by
which particles of various sizes are likely to deposit. Deposition mechanisms are
discussed in more detail in the modeling work in Chapters 2 and the experimental work
in Chapter 3.

11
Table 1.2: Non-dimensional parameters that govern particle behavior in HVAC heat exchangers.
Parameter
Formulaa
Typical Range In HVAC Heat Exchangers
Particle Reynolds number p pp
d u uRe
ν
−= 10-4 - 4⋅101
Particle Stokes number based on fin thickness
c
D
4C3C
p pfin
air fin
dStk
tρρ
= 5⋅10-6 - 103
Particle Stokes number based on tube diameter
c
D
4C3C
p ptube
air tube
dStk
dρρ
= 2⋅10-8 - 2⋅101
Particle relaxation time (dimensionless)
( )2c
D
4C3C
*p p
pair
udu
ρτ
ρ ν+ = 8⋅10-8 – 102
aIn these expressions, dp is particle diameter, up is the particle velocity, Cc is the Cunningham slip
correction factor (Cc is calculated from Hinds (1999); Cc>>1 for dp < the mean free path of air, λ, and Cc ~
1 for particles > 1 µm), CD = f(Rep) is the coefficient of drag for the assumed spherical particle calculated
from Seinfeld and Pandis (1998), ρp is the particle density.
1.5 Outline of Dissertation
The overall outline for this work is presented below in Figure 1.2. The integrated
structure of this investigation is to first determine what particulate contaminants are
present in indoor and in outdoor air and how they are transported through a duct system
to the heat exchanger. Some of these particles are filtered, the rest are available to
deposit on the heat exchanger. Simulation and experimental results are used to determine
what fraction of particles actually deposit in the heat exchanger. The model and
experiments are detailed in Chapters 2 and 3. Chapter 4 applies these results, combined

12
with data on bioaerosol concentrations, environmental requirements, and health effects,
to determine the indoor air quality implications of biological fouling (depicted in the
lower branch of Figure 1.2). Chapter 5 uses deposition fraction experimental and
simulation results, as well as results from an additional experiment relating pressure drop
to the mass of material deposited to determine the pressure drop that results from fouling
and the rate of fouling in typical HVAC heat exchangers. This information, combined
with research about fans and the impact of airflow on capacity, is used to estimate the
energy consequences of fouling.
Size ResolvedParticles Presentedto Evaporator Coil
ParticlesDeposited on
Evaporator andMass
Indoor AirParticle
Concentrations
Outdoor AirParticle
Concentrations
DuctLeakage andHVAC AirFlow Data
Filtration,Filter Bypass,Coil Bypass
Experimental andSimulated Particle
DepositionData
IncreasedPressure DropThrough Coil
Due to Fouling
Reduced AirflowDue to Fouling
Energy Impactsof Coil Fouling
Experimental Foulingvs. Pressure Drop
Data Typical FanCurves
Reduced AirFlow Energy
Consequences
Existing ACFlow Data
BioaerosolConcentrations
BioaersolDeposition
Growth andAmplification
Indoor AirQuality Impacts
of BiologicalCoil Fouling
EnvironmentalConditions
Spread toIndoorSpaces
Figure 1.2: Analysis and experimental plan.

13
CHAPTER 2: MODELING PARTICLE DEPOSITION ON HVAC HEAT EXCHANGERS
2.1 Introduction
One purpose of this dissertation is to create a simple, robust, and widely
applicable model of particle deposition on fin-and-tube heat exchangers. Particulate
fouling of air-side heat exchangers has been modeled by other researchers, mostly
because of its importance to industrial processes. Significant strides have been made in
the modeling of heat exchanger fouling processes in dairy processing (e.g. Lalande and
Rene, 1988), nuclear reactor cooling systems (e.g. Watkinson, 1988), crude oil
distillation (e.g. Marshall et al., 1988), and other process and industrial heat exchangers.
This body of work is important and has improved many of the processes that use heat
exchangers, but there are several limitations that prevent its application to the specific
problem of HVAC heat exchanger fouling. The first limitation is one of geometry. The
fin-and-tube heat exchangers that are typical of HVAC systems are not widely used in
industrial processes, and the existing models are not typically adaptable to new
geometries. The second limitation is one of medium. Many of the problems discussed in
the literature involve fouling of the liquid side of a heat exchanger. Although the physics
do not change as the medium changes, the limiting mechanisms for fouling of liquid
systems are often crystallization or precipitation reactions. These reactions are less
important in HVAC heat exchanger fouling and other low temperature particulate and gas
fouling problems. The third limitation has to do with the purpose of process heat
exchanger fouling work. In many studies, it is often less important to understand the
mechanisms than it is to find solutions. The purpose of this chapter is to develop a
mechanistic model of particle deposition on HVAC heat exchangers and to understand
the important parameters in the fouling process.

14
2.1.1 Fin-and-tube heat exchangers
Before describing different approaches to the problem, it is important to clearly
describe the system being studied. For the purposes of modeling, the fin-and-tube heat
exchanger geometry is reduced to a series of straight channels created by the fins with
cylindrical refrigerant tubes that run horizontally perpendicular to the fins. The fins are
often corrugated to increase area for heat transfer. A schematic of typical fin-and-tube
heat exchanger geometry appears in Figure 2.1.
h
ytfin w
dtube
wtube
z
Air flowdirection
Air flowinto page
Figure 2.1: Front view of leading edge of fins (left) and side view of heat exchanger and refrigerant tubes (right) where w is the center-to-center fin spacing, h is the average height of fin corrugations, tfin is the fin thickness, y is the peak to trough width of fin corrugations, dtube is the tube diameter, wtube is the tube spacing, z is the heat exchanger depth.
The tube geometry of HVAC heat exchangers can vary over a wide range of
diameters and configurations. To improve heat transfer, a typical heat exchanger will
have multiple rows of offset tubes. The heat exchanger depicted in Figure 2.1 has two
sets of offset tubes, for a total of four tube rows. This is typical of many HVAC heat
exchangers and matches the test coil used for the experiments described in Chapter 3.

15
The notation that is used to describe the heat exchanger in Figure 2.1 is noffset = 2, nset = 2,
and nrow = noffsetnset = 4.
2.2 Previous Studies
A general model of fouling by gas-side particulate matter is presented by Bott
(1988). He divides particle fouling into three distinct processes: (1) transport and
deposition of particles to surfaces, (2) adhesion of deposited particles, and (3)
reentrainment of adhered particles. He further subdivides the transport and deposition
portion into transport through the bulk flow to the boundary region (typically caused by
advection, Brownian and eddy diffusion, thermophoresis and gravity) and transport
across the boundary layer (typically caused by the same mechanisms, without advection,
but with the addition of inertial impaction). Although it lacks complete detail, this was
among the first mechanistic examinations of particle deposition in heat exchangers. The
adhesion and potential resuspension of particles are described as “complicated
phenomena” that depend on surface roughness, amount and properties of previously
deposited materials, the presence of a liquid, and turbulent bursts. This work is useful in
outlining a general model and presenting important terms and possible deposition
mechanisms. It stresses the need for experimental data to both verify mathematical
models and provide input data for particular heat exchanger geometries.
In the same volume as Bott (1988), Epstein (1988) presents an overview of the
mechanisms that can cause particle deposition in heat exchangers. He reviews the work
of several authors on particle deposition and discusses the applicably of this work to
particulate fouling problems. He discusses the potential role of and governing equations
for deposition by means of Brownian diffusion, inertial impaction, gravitational settling,
and thermophoresis. He also describes the mechanisms of particle bounce, adhesion and

16
re-entrainment. The work also suggests that individual deposition mechanisms can be
assumed to operate independently in many heat exchanger geometries.
Muyshondt et al. (1998) used a very different approach to model the specific
problem of particle deposition on typical fin-and-tube HVAC heat exchangers. They
used a computational fluid dynamics (CFD) package and a Lagrangian approach. The
CFD software solves approximations to the continuity, momentum, and energy equations
for the airflow through a system and then uses this solution in a force balance to track
particle motion through the system. The three-dimensional equations for particle
velocity, for particles of the diameter range of 1- 100 µm, are as follows: (note,
typographical errors in Muyshondt et al. are corrected here):
( )D3 C4
p airp p
p p
duu u U U
dt dρρ
= − − (2.1)
( )D3 C4
p airp p
p p
dvv v U U g
dt dρρ
= − − + (2.2)
( )D3 C4
p airp p
p p
dww w U U
dt dρρ
= − − (2.3)
where up, vp, and wp are the Cartesian components of the particle velocity, ρair is the air
density, CD is the coefficient of drag on the (assumed spherical) particle, ρp is the particle
density, dp is the particle diameter, u, v and w are the components of the air velocity and
U and Up are total air and particle instantaneous velocities ( 2 2 2U u v w= + + and 2 2 2
p p p pU u v w= + + ), and g is the acceleration due to gravity.
Muyshondt et al. approximated air turbulence with a Reynolds stress turbulence
model with an assumed turbulence intensity of 5%. The turbulence intensity is typically
defined as u´/u where u´ is the standard deviation of the normally distributed fluctuating
component of the air velocity. The turbulence introduced randomness into the model and

17
thus a Monte Carlo simulation for several thousand particles was done for each particle
size considered. The resulting collection efficiency curves for a simple HVAC heat
exchanger are presented at three fin spacings (3.9, 4.7 and 5.5 fin/cm), two air velocities
(1.5 and 2.3 m/s), and vertical and horizontal fin orientation. (It is not clear why
Muyshondt et al. varied this last parameter. HVAC heat exchangers are almost always
installed with vertical fins to limit gravitational settling, provide for condensation
drainage, and to facilitate cleaning.) The results of Muyshondt et al. suggest increasing
collection efficiency with particle size, moderate deposition (< 10 %) for all vertical fin
cases for particles of 1 – 10 µm aerodynamic diameter, and sharply increasing deposition
for particles >10 µm. Their reported collection efficiencies asymptote at ~70 - 80 % for
70 µm and larger particles. Their results are discussed later in a comparison with the
modeling work of this chapter.
Although the Muyshondt et al. (1998) simulation work provides estimates of
particle deposition on HVAC heat exchangers, it presents little information on the
physics of the deposition processes. Furthermore, gravitational settling on fin
corrugations was excluded from their analysis, as was deposition on the leading edge of
the fins. My field work indicates that this is an important deposition location.
2.3 Preliminary Deposition Modeling using CFD
A primary purpose of my study was to mechanistically model deposition
processes on HVAC heat exchangers. To this end, initial runs were made with a
commercial CFD package, Fluent™. The initial approach was to construct a 17 × 65, 2-
dimensional grid (see Figure 2.2) and then calculate the velocity flow field through the
system. The original runs were conducted for isothermal conditions (no cooling of the
heat exchanger) and the flow was assumed to be laminar. For simplicity, the fins were

18
initially assumed to be infinitely thin and uncorrugated. The grid was refined eight times
until there was less than 2% average difference in the velocity fields between successive
runs.
Figure 2.2: Unrefined mesh from computational fluid dynamics simulation.
A significant challenge occurred when turbulence was introduced into the system.
Typical CFD models have two basic turbulence models: the k-ε model and the Reynolds
stress model. Both of these models approximate turbulence and require unmeasurable
parameters as input. Initial runs were completed with a k-ε model using, initially,
standard turbulence coefficients of Cµ = 0.09, C1 = 1.44, C2 = 1.92, σk = 1.0, and σε = 1.3.
(Mandrusiak (1988) presents complete equations and descriptions of the coefficients and
their importance in his Appendix A.) There is no clear way to determine these
parameters as they are geometry and flow specific and the transition flow in HVAC heat
exchangers is particularly poorly understood. Successive runs of the flow field
generation and particle tracking software, which solves approximations to Equations (2.1)
- (2.3), produced deposition rates that, although roughly consistent with the results of
Muyshondt et al. (1998), had variations of 30 – 50% in deposition fraction for 15 µm
particles depending on the turbulence model inputs. Even small changes in the
turbulence model parameters resulted in significant changes in the flow field. A
particular area of concern was the boundary layer flows near fin walls and refrigerant

19
tubes, as their structure was very sensitive to model parameters and they are crucial to
correctly assessing particle deposition (Bott, 1988). It should be pointed out that the
transition flows (from turbulent duct flow to laminar or to low Reynolds number
turbulent channel flow) that are prevalent in HVAC heat exchangers are particularly
difficult to model numerically with existing models (Versteeg and Malalasekera, 1995).
Given the limitations associated with the CFD approach, even for the 2-D case,
this approach was deemed to be too computationally intensive and too dependent on
unknown turbulence model parameters. Although CFD has applications in the study of
particle deposition problems, the complex geometry and unknown turbulence model
parameters would require a significant effort to produce reasonable results for the system
of interest.
2.4 Modeling the Mechanisms of Particle Deposition on HVAC Heat Exchangers
Instead of using CFD, I developed a different approach, one that considers
deposition of particles by individual mechanisms. This approach also has many
limitations – it ignores details of boundary layer development, requires some empirical
calculations, involves many assumptions about the nature of the air flow and turbulence,
assumes independent interactions among deposition mechanisms, and makes
idealizations about the geometry. The limitations are discussed in more detail throughout
this chapter. The strengths of this approach are that it is computationally simple, it
allows for clear indication of the importance of various deposition mechanisms, it permits
straightforward investigation of important parameters that lead to particle deposition in
HVAC heat exchangers, and it can be adjusted to new geometries easily.

20
The particle deposition model accounts for impaction on refrigerant tubes and fin
leading edges, Brownian diffusion in fin channels, gravitational settling on fin
corrugations, and air turbulence effects. When the heat exchanger is cooled,
thermophoresis to the fins and tubes is also considered. When cooled below the
dewpoint, the effect of condensed moisture, both through the mechanism of
diffusiophoresis and owing to increased tube diameter and fin thickness from condensed
moisture, is also included. Each deposition mechanism is defined and described below.
2.4.1 Deposition on leading edge of fins
My field examination of fouled heat exchangers suggested that impaction on the
leading edge of the fins is an important deposition mechanism. For this analysis, I
assume that the fin edge is a blunt body and use Hinds’ (1999) analysis for rectangular
slit cascade impactors with a modification to account for the fraction of face area of the
coil that is occupied up by fin edges. This analysis assumes that the air approaching the
fin edge makes a 90° bend. All particles that impact on the surface are assumed to stick.
The penetration fraction accounting only for losses because of impaction on fin edges,
Pfin, is estimated as follows:
1
2fintfin eff , fin
tP S k cf
wπ = −
(2.4)
where Stkeff,fin is the particle Stokes number based on the duct air velocity and the fin
thickness, corrected for particles having particle Reynolds numbers > 0.1 (Israel and
Rosner, 1983; Seinfeld and Pandis, 1998),tfin is the fin thickness, w is the center-to-center
fin spacing, and cf is the corrugation factor. The corrugation factor takes into account the
fact that a corrugated fin is longer than a straight fin and thus has more area for particle
impaction. The corrugation factor is defined as 2 2y h / h+ where h is the average

21
height of the fin corrugations and y is the peak-to-trough corrugation width (see Figure
2.1 for a schematic of the geometry). The term in the parentheses in Equation (2.4) is
limited to a maximum value of one to limit deposition only to the fraction of particles that
are directly in front of each fin.
Hinds (1999) estimates a 10% uncertainty bound on deposition (1- Pfin) when
using the formulation of Equation (2.4) for cascade impactors. Although seemingly quite
crude, this uncertainty is adequate for this situation, because of the addition of the tfin/w
factor which, for the most extreme case (corresponding to a dense fin spacing) is 10%.
Thus the actual error in Pfin is at most 1% from using this analysis. This contribution to
uncertainty also is likely considerably smaller than that which results from the adaptation
of Equation (2.4) from cascade impactor geometry to analysis of deposition on the
leading edge of heat-exchanger fins.
Equation (2.4) predicts the penetration fraction for cascade impactor plates.
There is some question about how appropriate the analysis is for deposition on a fin edge
because fin edges are much thinner that cascade impactor plates and thus cause less
disturbance to fluid streamlines. The thinner fin edges would cause Equation (2.4) to
underpredict the penetration associated with fin edge-impaction. An alternative estimate
of the penetration fraction for this mechanism was calculated assuming that the fin edges
were vertical half-cylinders with diameter equal to the fin thickness. A modification of
the work of Wang (1986) for deposition of particles from turbulent flow onto circular
cylinders was used:
0 802 11 arctan 0 808
.fin
fin,round eff , fint
P . Stk cfwπ
= − − (2.5)
Equation (2.5) is discussed in more detail below, in the section about particle impaction
on refrigerant tubes.

22
Equations (2.4) and (2.5) require knowledge of the particle Reynolds number for
the calculation of the Stokes’ numbers. The particle Reynolds number (see Table 1.2)
requires calculation of both the gas and the particle velocity. Without a detailed flow
field, this difference is unknown. The particle Reynolds number is required for
calculating the drag coefficent (CD), which in turn is used to calculated Stkeff,fin. To
explore the effects of Rep on the results, an assumption was made that the difference
between the particle and the gas velocity was equal to the gas velocity for calculating Pfin.
The implications of this decision are discussed in the presentation of the simulation
results. For comparison purposes, Pfin was also calculated assuming that all particles
obeyed Stokes law for drag on a sphere.
There is reason to believe that Equation (2.4) is a more appropriate predictor of
fin-edge impaction than Equation (2.5). The geometry of a fin edge is more similar to a
blunt impactor plate than it is to the smoothly rounded edge assumed in Equation (2.5).
Also, although the fin edges represent a smaller collection area than impactor plates, the
details of how the air streamlines deviate around the fin edges is also important.
According to the analysis of Panton (1996), for appropriate Reynolds numbers (Refin), the
streamlines would deviate from their straight-through orientation much closer to the fin
edge than they would for a cascade impactor plate. This would cause more particles to
impact than if the streamlines curved further back from the fin edge.
Additional attempts to refine the calculations of the fin edge-impaction could be
done by using the flow field from the flow into cascading plates presented by Panton
(1996) and using a Lagrangian approach to track particles. In preliminary simulations
with 15 µm particles, a 2 m/s air velocity, and a fin spacing of 4.7 fin/cm (Refin ≅ 200),
this approach yielded similar results to Equation (2.4). This potentially more accurate
and computationally intensive avenue could be explored if greater accuracy was required

23
for the leading edge impaction calculation. However, because impaction on fin edges
accounts for, at most, 10% removal of particles (corresponding to complete removal of
particles in front of each fin edge), this deposition mechanism does not warrant these
more sophisticated calculations for my present purposes.
2.4.2 Impaction on refrigerant tubes
Particles may also impact on the refrigerant tubes that run perpendicular to the
airflow direction and the fins. There are several theoretical and experimental studies of
particle impaction on tubes. An extension of the analysis of Israel and Rosner (1983)
suggests the following formula for estimating penetration for flow past a network of
tubes:
14
2 31 1 11 1 1 25 0 014 0 508 10
setntube
tube offsettube
dP . . . na wa a
−−
= − + − + × (2.6)
where a = (Stketf,tube – 1/8) where Stkeff,tube is the particle Stokes number based on the air
velocity in the heat exchanger and the tube diameter, nset is the number of tube sets in the
direction of flow dtube is the refrigerant tube diameter, wtube is the center-to-center tube
spacing, and noffset is the number of offset tube rows in each tube set. The term in the
innermost parentheses is limited to value of less than or equal to one and the
dtube/wtubenoffset factor is added to limit the deposition to particles in the volume of air
directly in front of the tubes. The assumption that a given particle will not deposit if their
Stokes number is less than 1/8 was first proposed by Taylor and has been verified by
other researchers (e.g. Bott, 1988). Israel and Rosner (1983) report that single tube
impaction deposition calculated with this formulation is good to 10% root mean square
(RMS) error for isolated horizontal tubes.
For improved accuracy, the following fit from Wang (1986) was used:

24
( )0 8021 arctan 0 80setn
. tubetube offset
tube
dP . a nwπ
= −
(2.7)
The difference between Equations (2.6) and (2.7) is very small (< 2%) for Stkeff,tube > 5,
although it is much greater for Stkeff,tube < 1. Given the importance of relatively low
particle Stokes numbers in the fouling problem, Equation (2.7) was used for all modeling.
In all cases, Ptube was limited to a minimum value of 1 - dtube/wtubenoffset to only allow for
removal of particles directly in front of the tubes.
There are several important assumptions that must be made to allow the use of
Equation (2.7). The first is that each tube can be considered to be independent of the
other tubes in the system. The simulations and experimental work of Ilias and Douglas
(1989) suggest that this is a good assumption for tubes in a vertical plane with tube
spacings typical of those in HVAC heat exchangers. However, the wake of upstream
tubes can alter deposition for downstream rows of tubes. Braun and Kudriavtsev (1995)
conducted numerical flow simulations for flow past a tube network with dtube = wtube =
ztube, where ztube is the tube spacing in the direction of flow. The flow fields in their work
suggest that the wake effect can lead to greatly increased turbulence on downstream tubes
at Retube typical of HVAC heat exchangers. This greater turbulence would in turn lead to
increased particle deposition, although the magnitude of this effect is unclear. The
narrow fin channels tend to decrease the air turbulence, and geometric features that are
designed to restart the boundary layers and promote turbulence tend to increase air
turbulence. The effect of tube wake was not quantified because of lack of data on
turbulence characteristics in a representative geometry.
The second assumption is that the particles are uniformly mixed as they approach
each tube. Although the tube wakes promote mixing, the short characteristic time that it
takes particles to travel between the sets of tubes [O(10 ms)] means that the assumed

25
uniform particle concentration, particularly at high enough Stkeff,tube to cause significant
deposition (Stkeff,tube > ~1), is unlikely to be correct for downstream tube rows. Bouris
and Bergeles (1996) document this shielding effect for a very high flow system (Retube =
1.3 ×104) with very large particles (45 - 700 µm). Their experimental work in a
combustion boiler heat exchanger, suggests about 80% less deposition on the second row
of aligned tubes. Their work is not directly applicable (because of the high flows and
large particle sizes), but it does suggest that the shielding effect can be significant. This
would then lead to Equation (2.7) overestimating deposition. To establish the lower
bound on uncertainty resulting from the shielding effects, calculations were done
assuming complete shielding (i.e. only considering deposition on the first two vertical
row of tubes in Figure 2.1 by setting nset = 1 in Equation (2.7)).
Similar to the calculation of Pfin, the difference between particle and gas velocity
is not explicitly known. As in the fin impaction case, assumption of this difference being
equal to the air velocity was made for impaction on tubes. This is more clearly a good
assumption for impaction deposition on tubes than it is for fins because, as a consequence
of the larger tube diameter, deposition only occurs for much larger particles than impact
on the fin edges. Larger particles have significant inertia and larger relaxation times and
are less likely to quickly adjust to changes in air velocity near the tubes. Thus, the
assumption of non-Stokesian drag (i.e. using the Seinfeld and Pandis (1998) equations for
CD) is more appropriate and was used for all calculations.
2.4.3 Gravitational settling on fin corrugations
To increase heat transfer, manufacturers often corrugate fins. Large particles can
deposit by gravitational settling on the corrugation ridges. The penetration fraction
accounting for losses only from gravitational settling, PG, is estimated as follows (Fuchs,
1964):

26
( )1 V z ysPG hU w t fin
= − − (2.8)
where Vs is the particle settling velocity, z is the heat exchanger depth in the direction of
bulk air flow, h is the average height of the fin corrugations, U is the bulk air velocity in
the heat exchanger, and y is the peak-to-trough corrugation width (see Figure 2.1 for
geometric description). The ratio in the parentheses is limited to a value of one. Particles
are not assumed to be Stokesian for the calculation of Vs, for which this equation is used:
( )c
D
4C3C
p air ps
air
d gV
ρ ρ
ρ
−=
(2.9)
where Cc is the Cunningham slip correction factor (Hinds, 1999), ρp is the particle
density, ρair is the air density, dp is the particle diameter, g is acceleration due to gravity,
and CD is the coefficient of drag on the particle calculated assuming the particle is a
sphere and using the formulation presented in Seinfeld and Pandis (1998). Because CD
is a function of particle Reynolds number, which is a function of Vs, an iterative scheme
was used to determine Vs.
The largest uncertainty connected to deposition associated with gravitational
settling is that the channel geometry that Fuchs (1964) considered is significantly
different than the sloped wall and ceiling geometry that occurs in the fin corrugations.
Furthermore Fuchs’ analysis was limited to laminar flow, rather than the transition flow
in heat exchangers. Several researchers have considered gravitational settling in
horizontal tubes (e.g. Pich, 1972) and inclined tubes (e.g. Lipatov et al., 1988; Anand et
al., 1992), but these geometries are even less applicable because of their circular cross
section or the fact that they slope in the direction of flow, rather than across the channel
as occurs in a fin corrugation. To assess the variation in deposition by gravitational
settling, an upper bound on the penetration fraction associated with this mechanism was

27
made by doubling the average height of the fin corrugation. Similarly, a lower bound
was estimated by halving the average height of the fin corrugation.
2.4.4 Deposition by air turbulence in fin channels
Air turbulence in the duct leading up to a heat exchanger can also induce
deposition on heat-exchanger surfaces. The fluctuating components of velocity can
impart an angled trajectory to particles as they enter the heat exchanger (see Figure 2.3).
If the particle has a sufficiently large relaxation time and a sufficient deviation in velocity
direction from the bulk flow, it will impact on a fin and not penetrate the coil.
wp'wT
up'U
z
Figure 2.3: Top view of fin channel showing particle trajectory because of air turbulence where wT is the particle entering location, wp´ is the fluctuating particle velocity component perpendicular to fin channel, U is the bulk air velocity, up´ is the fluctuating particle velocity component in the direction of airflow, and z is the heat exchanger depth
Mathematically, I estimate the penetration associated with losses owing to
turbulent deposition as:
Prob 1imp
Tp
Pττ
= >
(2.10)
where τimp is the characteristic time for a particle to impact on the wall and τp is the
particle relaxation time. The impaction time scale, τimp is calculated from geometry and
trigonometry as follows:

28
T
impp
ww '
τ = (2.11)
where wT is the distance from the nearest fin when the particle enters the channel and wp´
is the particle turbulence fluctuating velocity component perpendicular to the fin channel
at a given particle entering location. The particle relaxation time, τp, was computed
according to the following expression, which does not assume Rep < 0.1 Hinds (1999).
( )c
D
4C
3Cp p
p 'air p
d
U u
ρτ
ρ=
+ (2.12)
where up´ is the particle turbulence fluctuating velocity component in the streamwise
direction at a given particle entering location
A Monte Carlo simulation was used to estimate PT. For a given particle size, 107
simulations were completed to minimize any numerical uncertainty. In the analysis,
particles were assumed to enter the channel uniformly distributed between the fins, by
selecting wT from a uniform distribution with maximum value of (w-tfin)/2. The
fluctuating components of the air velocity were assumed to be independent Gaussian
distributions whose shape, as a (weak) function of bulk velocity in the duct, comes from
direct numerical simulation (DNS) data presented by Moser et al. (1999). Although we
are considering impaction by air turbulence as a two-dimensional phenomenon (because
the vertical component of fluctuating velocity will not lead to significant increased
deposition), the Moser et al. (1999) simulations consider all three dimensions.
The Moser et al. (1999) data provide the fluctuating components of the air
velocity. Caporaloni et al. (1975) present a multi-step formulation for relating fluid
fluctuating velocity components to those of particles in the turbulent flow:
pu ' Ku'= (2.13)

29
2
1fl
fl
aT bK
aT+
=+ (2.14)
( ) 236
2 p air p
µadρ ρ
=+ (2.15)
3
2air
p airb ρ
ρ ρ=
+ (2.16)
where Tfl is the Lagrangian integral scale of time which is assumed to be equal to є/u´2
where є is the eddy viscosity determined from the Moser et al. (1999) data and µ is the
dynamic viscosity of the fluid (air). Equations (2.13) - (2.16) are also used for the wall-
normal fluctuating velocity component, wp´. The fluctuating components of the particle
velocities calculated from Equations (2.13) - (2.16) are used in Equation (2.11) to
determine the characteristic time for impaction. The dependence of Equation (2.15) on
particle diameter means that large particles, because of their inertia, will be less affected
by turbulent eddies. Binder and Hanratty (1991) experimentally determined (in an
annular geometry), the following relationship for K in Equation (2.13):
1
1 0 7 p
fl
K.
Tτ=
+ (2.17)
Practically, the use of Equation (2.17) does not predict significantly different turbulent
particle fluctuating velocities than does the use of Equation (2.14).
The assumption of a Gaussian turbulence distribution is common for many
problems (Hinze, 1959) and has been used for the specific problem of HVAC heat
exchanger fouling (Muyshondt et al., 1998). It is important to note that, because no
turbulence measurements have been made in any known study of flow through a
comparable heat exchanger, the actual spatial distribution of the turbulent fluctuations is
unknown. Also, the geometry of the Moser et al. (1999) simulations are for a channel,

30
rather than the duct flow upstream of the coil, which leads to some questions about the
validity of these assumptions.
The analysis presented in Equation (2.10) also assumes that the turbulence does
not persist from the bulk flow into the fin channels. This is based on the fact that the
largest turbulent eddies are the most persistent and contain the most turbulent energy
(Hinze, 1959). These large eddies from the bulk duct flow are most likely to be broken
up or constrained by the narrow dimension of the fin channels. In an idealized case, the
flow would relaminarize. However, real heat exchangers contain macroscale roughness
elements and fin discontinuities, which are designed to promote turbulence and restart the
boundary layer to increase heat transfer. The exact nature of the turbulent flow in the
heat exchanger is unknown, but there would likely be increased deposition from
turbulence in the channels.
To address concerns with this deposition mechanism, five uncertainty factors
were included in the analysis. The first uncertainty factor was that the fluctuating
components of the velocity were increased and reduced by 50% to account for any
incompatibility between the Moser et al. (1999) channel simulations and typical duct
flows. Secondly, ten successive sets of 1 × 107 Monte Carlo runs were completed at one
set of geometry and bulk flow conditions and the standard deviation of the resulting PT
values from these ten runs were considered to be the numerical uncertainty. Thirdly, the
deposition criterion established in Equation (2.10) ignores the role of the boundary layer
and surface roughness. To address this concern, this criterion was varied by 50% in both
directions to establish what effect this had on predicting PT. Fourthly, the role of
additional deposition by turbophoresis, the motion of particles down a turbulence
intensity gradient, was included by assuming that the duct turbulence parameters
persisted all the way through the fin channels in the heat exchanger. The magnitude of

31
deposition owing to turbophoresis was calculated following the work of Caporaloni et al.
(1975). The velocity component of the particle towards the wall due to turbophoresis,
wTF, was calculated as follows:
( )2'
pTF p
d ww
dwτ= −
(2.18)
where the derivative term is the slope of the squared fluctuating particle velocity
component perpendicular to the fin. The turbulence parameters come from the DNS
work of Moser et al. (1999). The penetration fraction as a result of deposition by
turbophoresis was calculated as follows:
( ) ( )21 TB
TB 'fin p
w zPw t U u
= − − +
(2.19)
The inclusion of turbophoresis produces a lower bound on the penetration fraction
associated with turbulence because the turbulence parameters that are used to calculate
Equations (2.18) and (2.19) are likely larger than those that actually exist in the fin
spacing. For the fifth factor, the penetration fraction owing to air turbulence, PT, was
calculated both assuming that Stokes law for drag holds and calculating the drag from the
Reynolds number based on the gas velocity using the formulations of Seinfeld and Pandis
(1998).
2.4.5 Deposition by Brownian diffusion
Small particles are most likely to deposit by means of Brownian diffusion. The
penetration fraction accounting for deposition only by Brownian diffusion is calculated
assuming laminar flow in the heat exchanger core and follows the work of DeMarcus and
Thomas (1952) for channel flow:

32
1 885 22 3 1520 915 0 0592 0 0259( . ) ( . ) ( )
DP . e . e . eξ ξ ξ− − −= + + (2.20)
where ξ=4Dz/[(w-tfin)2U] and D is the particle diffusion coefficient equal to
(kTCc)/(3µdpπ) where k is the Boltzmann constant, T is the air temperature, and µ is the
dynamic viscosity of the air. The penetration fraction only considering particle loss by
Brownian diffusion, PD, is limited to lie between zero and one.
Brownian diffusion was included in the model because it is the only possible
significant deposition mechanism for submicron particles in this system (at least for the
isothermal case). Nevertheless, due to the relatively short residence time in the system at
typical velocities, particles of interest do not deposit significantly by Brownian diffusion.
Hence, no uncertainty estimate was completed for this type of deposition.
2.4.6 Combining deposition mechanisms
The deposition mechanisms were combined assuming that they operate
independently, so that the overall deposition fraction, η, was estimated by Equation
(2.21). The assumption of independence is well justified for mechanisms that affect
widely different particle sizes, such as Brownian diffusion and gravitational settling
(Chen and Yu, 1993). The assumption has been applied to estimate deposition by
combined mechanisms in heat exchangers (Bott, 1988; Epstein 1988) and in other
systems, such as fibrous filtration (Hinds, 1999).
DTGtubefin PPPPP−= 1η (2.21)
Each term in Equation (2.21) is limited to be between one and zero.
The overall uncertainty in the calculation of η was determined by estimating an
upper and lower bound for each of the penetration factors in Equation (2.21), except
Brownian diffusion, because of its minimal importance to overall deposition. Table 2.1

33
shows a summary of the error and potential bias associated with each penetration factor
in Equation (2.21).
Table 2.1: Summary of approaches used to estimate model uncertainty.
Term Upper Bound Lower Bound
Pfin Maximum of penetration on circular half cylinder and Equation (2.4) plus 10% uncertainty and Rep based on gas velocity
Minimum of penetration on circular half cylinder and Equation (2.4) minus 10% uncertainty and assumed Stokes law for drag
Ptube Complete shielding by initial tube rows and Rep based on gas velocity
Assumed Stokes law for drag
PG Fin corrugation average height doubled Fin corrugation average height halved
PT u´and w´ reduced by 50% , plus one standard deviation from successive Monte Carlo runs, Equation (2.10) criterion increased 50%, and Rep based on gas velocity
u´and w´ increased by 50%, inclusion of turbophoretic deposition, minus one standard deviation from successive Monte Carlo runs, Equation (2.10) criterion decreased 50%, assumed Stokes law for drag,
2.4.7 Particle deposition mechanisms not considered
Two particle deposition mechanisms were initially considered, but were later
excluded from the analysis. Particle interception by refrigerant tubes and fin walls was
excluded because it was a very weak deposition mechanism that did not lead to
significant loss of particles of any size (relative to included deposition mechanisms). The
motion of particles in a shear force gradient (i.e. a boundary layer flow), referred to as the
Saffman lift force (Fan et al., 1992), was also excluded. This mechanism was not
considered because it only caused deposition for particles large enough to be completely

34
removed by other considered mechanisms and because its analysis requires detailed
knowledge of the boundary layer structure.
2.4.8 Particle reflection
There is an additional assumption in the model that all particles adhere once they
reach the surface. This is a good assumption for the liquid particles used in the
experiments described in Chapter 3 and is also the assumption made in the simulations of
Muyshondt et al. (1998). Cheng and Yeh (1979) established that particle bounce does
occur on uncoated cascade impactor surfaces. They experimentally verified a
relationship for the critical velocity at which particle bounce begins to occur:
ca
vdβ
= (2.22)
where vc is the critical velocity that signifies the onset of particle bounce, β is a
theoretically determined coefficient that depends on particle and surface properties (see
Dahneke, 1971 for details of calculating β), and da is the particle aerodynamic diameter
(for spherical particles a p p *d d /ρ ρ= where ρ* is the density of liquid water). The
range of values of β suggested by Cheng and Yeh (1979) for uncoated cascade impactor
plates (and verified for particles 0.5 – 10 µm in diameter) produces the low, typical and
high values for vc shown in Figure 2.4.

35
Aerodynamic Diameter, da (µm)1 3 5 10 30 50 100
Cri
tical
Vel
ocity
, vc (m
/s)
0
1
2
3
4
5
Figure 2.4: Critical velocity for onset of particle bounce (Cheng and Yeh, 1979).
Given that typical air speeds in HVAC systems are 1 – 5 m/s, Figure 2.4 suggests
that particle bounce may be an issue for solid supermicron particles in heat exchangers,
particularly for larger particles and higher velocities. Wang (1986) used a critical
velocity analysis to determine adhesion efficiency for particles that impact on a circular
cylinder. He used the work of Dahneke (1971) to establish the rebound velocity for
particles with a velocity greater than the impact velocity:
21 c
r ii
vv v ev
= −
(2.23)
where vr is the rebound velocity, vi is the impact velocity, and e is the coefficient of
restitution, which is a property of the materials of the surface and the particle. Equations
(2.22) and (2.23) could be used to assess the impact of particle bounce for impaction on
fins and tubes and for air turbulence impaction, the only deposition mechanisms that
affect particles large enough to have a concern with bounce (the velocities involved in
gravitational settling are too small to cause significant particle reflection). The
application would be approximate because of the unknown material properties and the

36
potential variation in vc, e, and β for real heat-exchanger surfaces. Also, heat-exchanger
surfaces have significant surface roughness, are often are coated with a layer of water,
and are often oily (from the manufacturing process and from previous deposits). This
means that Equations (2.22) and (2.23) overstate particle reflection from real heat-
exchanger surfaces. In the absence of reasonable coefficient values, particle reflection is
excluded from this analysis.
2.5 Non-isothermal Deposition Processes
The purpose of heat exchangers is to transfer energy between a refrigerant and an
air stream. Given the importance of air conditioning to energy use and peak electrical
demand, the case of cooled-coil deposition is particularly important. Many cooling coils
also serve to dehumidify air resulting in condensation on the surfaces of the heat
exchanger. There are three potentially important additional deposition mechanisms that
result from thermal effects: thermophoresis to fin walls and refrigerant tubes,
diffusiophoresis to fin walls and refrigerant tubes, and additional impaction because of
condensed moisture. Each of the penetrations associated with these mechanisms can be
added as a factor into Equation (2.21).
2.5.1 Thermophoresis to fin walls
Thermophoresis is the net motion of particles down a gas temperature gradient. It
occurs because gas molecules on the higher temperature side of a particle impart more
kinetic energy in collisions with the particle than gas particles on the colder side. Talbot
et al. (1980) presented the following formulation for thermophoretic velocity, WTh, the
velocity of a particle down a temperature gradient due to these collisions:
ThW TTνκ= − ∇
(2.24)

37
where κ comes from Equation (2.25) as described in Talbot et al. (1980), ν is the
kinematic viscosity of the gas, T is the gas temperature, and ∇T is the temperature
gradient. The thermophoretic constant, κ, is evaluated as follows:
( )
2 1
1 3 1 2 2
g
p
g
p
Ck Kns tk
km tk
C C Kn Kn A Be
C Kn C Knκ
− + + + =
+ + +
(2.25)
where Cs = 1.14, Ct = 2.18 and Cm =1.14 are the coefficients of thermal slip, temperature
jump, and momentum slip taken directly from Talbot et al. (1980), kg is the thermal
conductivity of the gas (air conductivity as a function of temperature in this case), kp is
the thermal conductivity of the particle (for comparison with the oil droplet experiments
described in Chapter 3, I used the conductivity of unused engine oil as a function of
temperature), Kn is the particle Knudsen number = 2λ/dp where λ is the mean free path of
the gas molecules, and A = 1.20, B = 0.41, and C = 0.88 are empirically fit coefficients
taken from Talbot et al. (1980). Unlike other deposition mechanisms that are strongly
dependent on particle size, thermophoresis is only weakly dependent on particle size
through κ.
The thermophoretic velocity is used to estimate a penetration factor only
considering thermophoresis, PTh, which compares the characteristic time for deposition
by thermophoresis to the characteristic time for particle penetration through a fin channel:
( )Th
Thfin
2 zWP = 1-w t U− (2.26)
When using Equations (2.24) - (2.26), the definition of ∇T would seem to be
critically important. Equation (2.24) is valid for particles in a boundary layer, so ∇T is
typically approximated by (T - Twall)/∆ where Twall is the wall (fin) temperature and ∆ is

38
the thermal boundary layer thickness. If the flow in the fin channel is turbulent, ∆ can be
calculated using the thermal law-of-the-wall relationships (e.g. Kays and Crawford,
1993) or by using simpler scaling relationships for turbulent boundary layer flow (e.g.
White, 1986). If the flow is laminar, ∆ can be analytically determined. However, the
boundary layer thickness cancels out in Equation (2.26) because ∆ appears in the
expression for ∇T as well as being the distance over which particle deposition occurs for
Equation (2.26).
To accurately estimate the temperature gradient term and the wall temperature
term in a heat exchanger, we need to know the average temperature of the fins. This is a
difficult term to measure, and very often, only the temperatures of the refrigerant flowing
into and out of the system are known. The relatively short length, minimal thickness,
and high conductivity of fin assemblies result in very high fin efficiencies (89 – 95%) for
the fins in a typical 4.7 fin/cm coil. To simplify the analysis, the fin surfaces are all
assumed to be at the average refrigerant temperature and the air temperature is assumed
to be uniformly at a value halfway between the coil inlet and outlet temperature.
2.5.2 Thermophoretic deposition on tubes
Equations (2.24) - (2.26) can be recast for thermophoretic deposition on tubes
with Equation (2.26) being modified to account for the different path length of a particle
traveling over a tube
tube Th
Th,tube set offsettube
d WP = 1- n nw U
π (2.27)
The very short characteristic time that particles spend traveling over each tube
suggests that thermophoretic deposition on tubes is likely to be a weak process. Park and
Rosner (1989) looked at combined impaction and thermophoresis on horizontal tubes
over a relevant Reynolds number range and suggested that for large particles PTh, tube <<

39
Ptube. For smaller particles Pth,tube can be a significant contributor to particle deposition
on tubes, although Pth,tube is typically small. Because of the small amount of deposition
associated with this mechanism, shielding and wake effects are ignored.
2.5.3 Diffusiophoresis to fin walls
Diffusiophoresis is the motion of particles in a concentration gradient in a gas
mixture. This motion is induced by the momentum imparted by the uneven frequency of
collisions on the different sides of the particle. In the case of HVAC heat exchangers, the
dehumidification of air causes a mass flux of moisture towards the condensing surfaces.
The total pressure is constant, so the resulting concentration gradient of dry air (lower
near the wall, higher near the surface) would cause a diffusive flux of air away from the
wall. The direction of the diffusiophoretic force on a particle should thus be in the
direction of the motion of the air (i.e. away from the surface), because it is the heavier
gas. Waldmann (as cited in Goldsmith and May, 1966) used kinetic theory to derive the
following equation for the diffusiophoretic velocity, WDf´:
2 1 1
122 2 1 1
Df 'm m dW D
dwm mγ
γ γ−
=+ (2.28)
where m1 and m2 are the mass of the vapor (water) and gas molecules (air), γ1 and γ2 are
the mole fractions of the vapor and gas, D12 is the coefficient of diffusion of the vapor in
the gas, and w is the wall normal direction. Hence it seems that particles are moved away
from the wall as a result of diffusiophoresis.
However, there can be no net flux of dry air at the wall. Therefore, the
phenomenon of condensation on the heat-exchanger surfaces necessitates a
hydrodynamic flow (called the Stephan flow) of air towards the surface that opposes the
diffusive air flux described above (Goldsmith and May, 1966). The velocity of this

40
phenomenon, Wsf, is opposite to the direction of diffusiophoresis and has the form shown
in Equation (2.29):
12 1
2sf
D dpWp dy
= − (2.29)
where p1 and p2 are the partial pressures of the vapor and the gas. Combining Equations
(2.28) and (2.29) and substituting γ1= p1/ (p1+ p2) and γ1+ γ2=1, the overall expression for
the velocity resulting from diffusiophoretic and Stephan velocity is Wdf:
1 12 1
21 1 2 2df
m D dpWp dym mγ γ
= −+ (2.30)
Practically, p1, p2, γ1, and γ2 are evaluated from the relative humidity of the air, φ,
and the saturation pressure of the air and its temperature, T. Equation (2.30) is strictly
only valid for (small) particles (Kn > 1), but it agrees with experimental data for larger
particles to within 9% (Goldsmith and May, 1966).
The combined diffusiophoretic velocity is used to calculate a penetration fraction
accounting for loss only by diffusiophoresis, Pdf, using the same rational that was used in
Equation (2.26).
( )df
dffin
2 zWP = 1-
w t U− (2.31)
Equations(2.30) and (2.31) are based on the same boundary layer thickness assumptions
that were made for Equation (2.26) (which cancel out in the final formulation).
It should be noted that at typical conditions in HVAC heat exchangers, Pdf, is
close to unity because of the relatively small humidity concentration gradients in these
systems. Diffusiophoresis is also the only deposition mechanism discussed with no

41
dependence on particle size, which suggests that its importance might be larger for
accumulation mode particles (those between 0.1 - 1 µm), which are unlikely to be
affected by other deposition mechanisms.
2.5.4 Presence of condensed water
The presence of condensed water on heat-exchanger surfaces is expected to
increase deposition. Although some of this water drains off the coil into the condensate
drain, much remains on the coil due to surface tension effects. This additional moisture
leads to an effectively larger fin thickness, decreased fin spacing, and increased tube
diameter. The changes in these factors lead to increased deposition by every previously
discussed deposition mechanism, except gravitational settling. It is difficult to model this
effect in the general way that was used for other deposition mechanisms that have been
discussed here, because the details of how much water condenses on a coil and how
quickly the condensate drains off the coil are specific to the heat exchanger and to the
environmental conditions. Practically, this effect will be modeled by calculating an
average water film thickness and increasing the fin thickness, tfin, and tube diameter, dtube,
by the layer thickness and decreasing the fin spacing, w, by this amount. An additional
effect of condensation is that the coating of bulk water on the fin-and-tube surfaces
should effectively eliminate particle bounce discussed in Section 2.4.8.
2.6 Modeling Parameters
The parameters chosen for the simulations are meant to be representative of the
range of velocities and fin spacings found in residential and commercial HVAC systems.
The face velocity of typical coils varies over about an order of magnitude range
depending on the type of coil being studied. Three typical velocities are compared in this

42
study and are chosen to represent three common types of coils. The velocities and their
bases are shown in Table 2.2.
Table 2.2: Velocities considered in simulations.
Velocity HVAC Coil Basis Reference
0.75-1.25 m/s Commercial reheat coil
0.094 m3/s duct flow through a 0.093 m2 square duct
Carter et al. (1998)
1.5-2.5 m/s Residential coil
0.57 m3/s flow through 0.28 m2 supply plenum
ACCA (1995)
2-6 m/s Chilled-water coil
5.7 m3/s flow through 1.4 m2 supply plenum
McQuiston et al. (2000)
I chose to model a complete range of fin spacings, w. The range spans low
efficiency coils like reheat coils or chilled-water coils (2.4 fin/cm), residential mid-
efficiency coils (4.7 fin/cm), and very high efficiency coils (7.1 fin/cm). The rest of the
geometric parameters are chosen to match those of the test coil described in Chapter 3
and are described in Table 2.3. For comparison to the coil simulated by Muyshondt et al.
(1998) the geometric parameters that they simulated are also listed in Table 2.3.
For simulating thermal effects, temperature ratios, θ = Twall/T, of 0.983, 0.966,
0.949, and 0.932 were modeled, covering the relatively modest temperature range found
in typical heat exchangers (based on indoor air temperatures of 293 - 303 K and coil
temperatures of 277 – 288 K). For simulating the effect of diffusiophoresis and
condensation, relative humidities, φ, of 50-90 % were considered. I also considered a

43
uniform water layer of 114 µm, corresponding to typical values from the experiments
discussed in Chapter 3.
Table 2.3: Geometric parameters for this study and for Muyshondt et al. (1998).
Coil Dimensions
Parameter This Study Muyshondt et al. (1998)
mm (inch) mm (inch)
tfin Fin thickness 0.114 (0.0045) No impaction on fin edge
dtube Tube outer diameter 9.53 (0.375) 9.53 (0.375)
wtube Center-to-center tube spacing 25.4 (1.00) 24.1 (0.950)
z Fin depth 44.0 (1.73) 58.4 (2.30)
h Fin corrugation average height 1.50 (0.0591) No corrugation
y Fin corrugation width 1.00 (0.0394) No corrugation
Tube Geometry
nset Number of sets of tubes 2 1.5a
noffset Number of offset tubes per set 2 2
nrow Number of tube rows 4 3
aMuyshondt et al. modeled a heat exchanger with 2 aligned tube rows and one offset tube row. This is an atypical configuration. Practically, this geometry was modeled by calculating tube deposition first for the aligned rows of tubes using Equation 2.7 with nset = 2 and noffset = 1 and then separately for the non-aligned tube row with nset = 1 and noffset = 1.
2.7 Modeling Results
In this section, I will discuss the deposition fraction results and the uncertainty
calculations for isothermal heat exchangers and cooled-and-condensing heat exchangers
as well as compare the results of the model to other published work.

44
2.7.1 Isothermal conditions
Deposition fraction as a function of velocity and fin spacing appears in Figures
2.5 and 2.6. For all except the smallest particles considered, deposition increases with
increasing particle size. Deposition fractions for all velocities and fin spacings is less
than 2% for submicron particles. Brownian diffusion is the dominant deposition
mechanism that affects smaller particles and the residence time in the coil is too short for
Brownian diffusion to cause significant deposition. Deposition for 1- 10 µm particles is
caused by impaction on fin edges: the kinks at 3 – 6 µm aerodynamic diameter in the
deposition fraction curves are caused by the fin completely sweeping the volume of air in
front of each fin (i.e. the parenthetical term in Equation (2.4) equaling one, so Pfin is equal
to cf tfin/w). Deposition of particles greater than 10 µm in diameter is caused by
gravitational settling, impaction on tubes, and air turbulence.
Deposition increases with increased velocity for the inertial deposition
mechanisms (impaction on fin edges and tubes and air turbulence impaction). Deposition
decreases with increasing velocity for Brownian diffusion (this effect is hard to see in
Figures 2.5 because so little deposition occurs by this mechanism), and also for
gravitational settling (this can be seen by the increased deposition for 8 – 12 µm particles
for 1 m/s as compared with the higher velocities in Figure 2.5). These increases are
caused by the increased residence time for particles in the system at slower velocities.
Deposition fraction increases with increased fin density for all particle sizes (Figure 2.6).

45
Aerodynamic Diameter (µm)0.01 0.1 1 10 100
Dep
ositi
on F
ract
ion
(%)
0
20
40
60
80
1001 m/s2 m/s4 m/s
Figure 2.5: Deposition as a function of velocity for fin spacing = 4.7 fin/cm.
Aerodynamic Diameter (µm)0.01 0.1 1 10 100
Dep
ositi
on F
ract
ion
(%)
0
20
40
60
80
1002.4 fins/cm4.7 fins/cm7.1 fins/cm
Figure 2.6: Deposition as a function of fin spacing for U = 2 m/s.
Penetration accounting for loss only by fin edge-impaction is shown in Figures
2.7 and 2.8. The kinks caused by complete deposition of particles directly in front of the
fin are clearly evident on both plots. Increasing velocity leads to decreasing penetration
because of the dependence of the particle Stokes number on velocity (Figure 2.7). The
minimum penetration is unaffected by the particle velocity and thus remains constant for

46
a given fin spacing as velocity is varied. Penetration also decreases as fin spacing
decreases because of the proportional increase in fin edge area available for deposition.
The particle Stokes number is unaffected by the fin spacing; hence, the critical particle
diameter at which all of the particles directly in front of each fin edge are removed from
the air stream remains constant for a given velocity (Figure 2.8).
Aerodynamic Diameter (µm)1 2 3 4 5 6 7 8 910
P fin
0.90
0.92
0.94
0.96
0.98
1.00
1 m/s2 m/s4 m/s
Figure 2.7: Impaction deposition on fin edges as a function of velocity for fin spacing = 4.7 fin/cm.
Aerodynamic Diameter (µm)1 2 3 4 5 6 7 8 910
P fin
0.90
0.92
0.94
0.96
0.98
1.00
2.4 fin/cm4.7 fin/cm7.1 fin/cm
Figure 2.8: Impaction deposition on fin edges as a function of fin spacing for U = 2 m/s.

47
Figures 2.9 – 2.12 show penetration fractions accounting for the mechanisms of
gravitational settling, impaction on tubes, and air turbulence impaction as a function of
air velocity (Figures 2.9 and 2.10) and fin spacing (Figures 2.11 and 2.12).
For the lower velocity (Figure 2.9), gravitational settling is the dominant
deposition mechanism for particles greater than 10 µm. Impaction on tubes causes loss
of 25 µm and larger particles. Air turbulence impaction would cause a very small
amount of deposition for very large particles. However, these particles are likely to
already be removed by settling on the fin corrugations or impacting on tubes.
Aerodynamic Diameter (µm)1 3 5 10 30 50 100
Pene
trat
ion
Frac
tion
0.00
0.25
0.50
0.75
1.00PG
Ptube
PT
Figure 2.9: Gravitational, tube impaction, and turbulent penetration fractions for U = 1 m/s and fin spacing = 4.7 fin/cm. The air turbulence penetration fraction is close to unity for all particle sizes.
For the higher velocity (Figure 2.10), impaction on tubes is the dominant loss
mechanism. The kink in the Ptube curves in Figures 2.10 – 2.12 is caused by the
complete removal of particles directly in front of the tubes. Even though the residence
time in the coil is shorter than at slower velocities, gravitational settling still causes

48
significant particle removal at this higher velocity. Air turbulence impaction contributes
to loss of very large particles.
Aerodynamic Diameter (µm)1 5 10 50 100303
Pene
trat
ion
Frac
tion
0.00
0.25
0.50
0.75
1.00PG
Ptube
PT
Figure 2.10: Gravitational, tube impaction, and turbulent penetration for U = 4 m/s and fin spacing = 4.7 fin/cm.
The larger fin spacing (Figure 2.11) shows more particle removal by impaction on
tubes than by gravitational settling, although both are important deposition mechanisms.
Impaction on the refrigerant tubes is unaffected by the fin spacing (to the first order –
there is a slight decrease in Ptube associated with the slightly higher velocities in the heat
exchanger core that result from an acceleration of the air through the smaller fin channels
associated with higher fin pitches). The fin channel is too wide for air turbulence to
cause any loss.
The tighter fin spacing shown in Figure 2.12 has more corrugations for
gravitational settling and hence this mechanism becomes dominant. Impaction on tubes
is also important. Air turbulence impaction causes a small amount of loss for very large
particles.

49
Aerodynamic Diameter (µm)1 5 10 50 100303
Pene
trat
ion
Frac
tion
0.00
0.25
0.50
0.75
1.00PG
Ptube
PT
Figure 2.11: Gravitational, tube impaction, and turbulent impaction penetration fractions as a function of fin spacing for 2.4 fin/cm and U = 2 m/s. The air turbulence penetration fraction is equal to unity for all particle sizes.
Aerodynamic Diameter (µm)1 5 10 50 100303
Pene
trat
ion
Frac
tion
0.00
0.25
0.50
0.75
1.00PG
Ptube
PT
Figure 2.12: Gravitational, tube impaction, and turbulent impaction penetration fractions as a function of fin spacing for 7.1 fin/cm and U = 2 m/s.
To illustrate uncertainties, the penetration fractions associated with the upper and
lower bound conditions described in Table 2.1 are shown in Figures 2.13-2.16 for
impaction on fins (Figure 2.13) and on tubes (Figure 2.14), gravitational settling (Figure

50
2.15), and for impaction caused by inlet turbulence (Figure 2.16). Brownian diffusion
causes negligible uncertainty by comparison.
The uncertainty in deposition caused by fin impaction is small in absolute terms
(note the scale of the y-axis), and is caused mainly by uncertainty about whether a
rectangular slit cascade impactor or the rounded fin edge better approximates the blunt
fin edges. For smaller than 2 µm particles, the upper bound on penetration is that
associated with assuming the cascade impactor geometry described by Equation (2.6)
rather than the rounded fin edge approximation summarized in Equation (2.7). The
situation reverses for larger particles. Uncertainty due to flow approximations and bias
due to the assumption of Stokesian drag are much smaller contributors to the upper and
lower uncertainty bounds.
Aerodynamic Diameter (µm)1 2 3 4 5 6 7 8 910
Pfin
0.90
0.92
0.94
0.96
0.98
1.00
Central EstimateUncertainty Bounds
Figure 2.13: Uncertainty for fin impaction for U = 2 m/s and fin spacing = 4.7 fin/cm.
The uncertainty in impaction on tubes (Ptube) is relatively large (Figure 2.14),
particularly for larger particles and is predominantly caused by whether shielding of tube

51
rows is assumed (leading to the upper bound) or whether Stokesian drag is assumed (the
lower bound).
Aerodynamic Diameter (µm)10 20 30 40 50 70 100
P tube
0.00
0.25
0.50
0.75
1.00
Central EstimateUncertainty Bounds
Figure 2.14: Uncertainty for tube impaction for U = 2 m/s and fin spacing = 4.7 fin/cm.
The uncertainty bounds on penetration associated with gravitational settling are
quite large (Figure 2.15). This is mainly due to the relatively crude way they were
approximated.

52
Aerodynamic Diameter (µm)10 20 30 40 50 70 100
P G
0.00
0.25
0.50
0.75
1.00
Central EstimateUncertainty Bounds
Figure 2.15: Uncertainty for gravitational settling for U = 2 m/s and fin spacing = 4.7 fin/cm.
The unknown nature of the air turbulence in the fin channels leads to significant
bounds on uncertainty associated with deposition by air turbulence impaction. Figure
2.16 shows the contribution of each uncertainty factor described in the last row of Table
2.1 to the to the penetration fraction associated with air turbulence. Increasing the
fluctuating components of velocity cause a significant increase in penetration fraction.
Adding a decrease in the criterion in Equation 2.10 to this change further decreases PT.
Including turbophoretic deposition (based on the duct turbulence parameters) only
slightly decreases PT. This mechanism likely causes even less deposition in a real system
because the turbulence intensity in the duct is much less than in the fin spacing. The
assumption of Stokes drag on the particle decreases PT even further. The numerical
uncertainty contributed less than 1 % of absolute uncertainty to PT and was not included
in this analysis. The lowest bound on PT at this velocity suggests that it could contribute
to deposition much more than the best estimate suggests.

53
Aerodynamic Diameter (µm)10 20 30 40 50 70 100
P T
0.00
0.25
0.50
0.75
1.00
Best EstimateUncertainty Bounds
Increase u' and w'by 50 %
Decrease Eqn 2.10criterion by 50 %Includeturbophoresis
Assume Stokeslaw for drag
Figure 2.16: Uncertainty in air turbulence impaction for U = 2 m/s and fin spacing = 4.7 fin/cm.
The overall uncertainty bounds are shown in Figure 2.17. The uncertainty bounds
were calculated by substituting the upper and lower bounds for each deposition
mechanism into Equation (2.21). The uncertainty bounds for particles smaller than 10
µm are those associated with uncertainty on fin edge-impaction. At this velocity and fin
spacing, most of the uncertainty for particles greater than 10 µm in diameter is caused by
uncertainty in gravitational settling with a significant contribution from deposition by
impaction on tubes. Turbulent impaction contributes to the uncertainty for particles
larger than 40 µm.

54
Aerodynamic Diameter (µm)1 3 5 10 30 50 100
Dep
ositi
on F
ract
ion
(%)
0
25
50
75
100Best EstimateUncertainty Bounds
Figure 2.17: Overall uncertainty bounds for U = 2 m/s and fin spacing = 4.7 fin/cm.
2.7.2 Non-isothermal conditions
To examine the effect of cooling and condensing, simulations were performed for
2 m/s and 4.7 fin/cm at three conditions: isothermal (θ = 1), cooled but not condensing (θ
= .9325, Tw > Tdp where Tdp is the dew point of the air in the coil), and cooled and
condensing (θ = .9325, Tw < Tdp). The thickness of the water on the coil was
approximated to be a uniform layer 114 µm thick on all heat-exchanger surfaces. This
roughly corresponds to measured data from the test heat exchanger described in Chapter
3. The results of these simulations appear in Figure 2.18.
Figure 2.18 indicates that cooling the coil adds a small amount of deposition (2 - 4
percentage points) for submicron particles, indicating that thermophoresis is an important
deposition mechanism for smaller particles. Condensing moisture does not significantly
increase deposition above the cooled case for these small particles. Cooling adds a small
amount of deposition (~2 percentage points) for 1 – 10 µm particles, and condensation
adds significantly (10 – 20 percentage points) to deposition for this particle size range.
The increased deposition that resulted from condensation is to be expected as the fin

55
thickness is tripled. Although this decreases Stkeff, fin for particles, it increases the fraction
of incoming air that can be swept of particles, i.e. increasing the tfin/w factor in Equation
(2.4). Particles larger than 10 µm in diameter are also influenced by the presence of
condensation which is caused by a decrease in the fin spacing, w. This narrowing of the
channel might lead to changed gravitational settling, but the shape of the water layer
would have a large influence on the accuracy of the results from Equation (2.8). A more
minor contribution to increased deposition is the greater impaction on tubes because of
the small increase in tube diameter. Turbulent impaction does increase as a result of the
smaller fin channel, although this increase only affects the largest particles. These
particles will also likely deposit by other mechanisms.
Aerodynamic Diameter (µm)0.01 0.1 1 10 100
Dep
ositi
on F
ract
ion
(%)
0
20
40
60
80
100Isothermalθ = 0.9325θ = 0.9325, Condensing
Figure 2.18: Comparison of deposition on isothermal coil, cooled coil, and cooled and condensing coil for U = 2 m/s and fin spacing = 4.7 fin/cm.
To examine the effect of temperature difference on thermophoretic deposition, PTh
was determined for four values of θ that roughly correspond to a 5, 10, 15 and 20 K
temperature difference between the heat exchanger and the air. The results in Figure 2.19
show that PTh ranges from 0.97 for very small particles and a large temperature difference

56
to greater than 0.99 for a small temperature difference and larger particles. The
dependence of PTh on particle size is a minor effect and occurs because of the presence
of Kn in Equation (2.25) .
Aerodynamic Diameter (µm)0.01 0.1 1 10 100
The
rmop
hore
tic P
enet
ratio
n Fr
actio
n, P
Th
0.95
0.96
0.97
0.98
0.99
1.00
θ = 0.9831θ = 0.9662θ = 0.9493θ = 0.9325
Figure 2.19: Penetration by thermophoresis as a function of θ for U = 2 m/s and fin spacing = 4.7 fin/cm.
Diffusiophoresis is particle-size independent and, over the range of conditions
that are common in HVAC heat exchangers, it is a very weak deposition mechanism.
Penetration only accounting for diffusiophoresis, as a function of relative humidity, is
shown in Table 2.4. In all cases, even a close-to-saturated condition with a small θ
causes less than 1% deposition by diffusiophoresis, which suggests that this mechanism
can be neglected, particularly for larger particles where other deposition mechanisms will
completely dominate deposition.
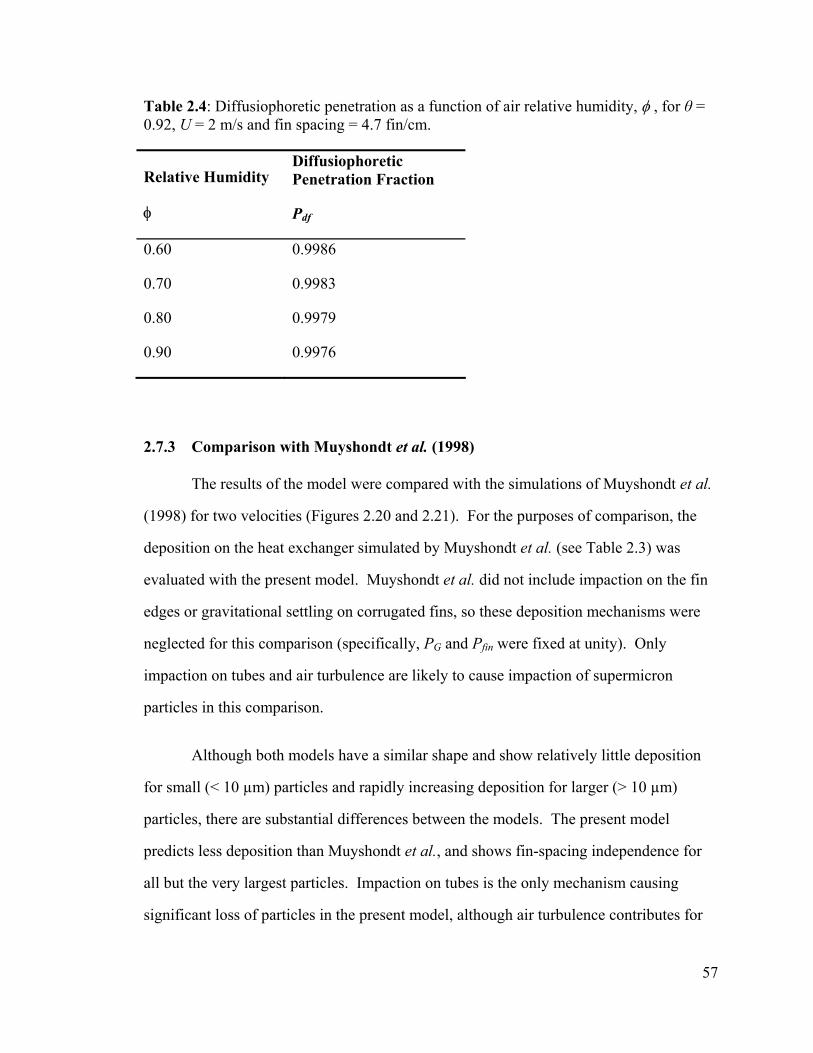
57
Table 2.4: Diffusiophoretic penetration as a function of air relative humidity, φ , for θ = 0.92, U = 2 m/s and fin spacing = 4.7 fin/cm.
Relative Humidity
φ
Diffusiophoretic Penetration Fraction
0.60 0.9986
0.70 0.9983
0.80 0.9979
0.90 0.9976
2.7.3 Comparison with Muyshondt et al. (1998)
The results of the model were compared with the simulations of Muyshondt et al.
(1998) for two velocities (Figures 2.20 and 2.21). For the purposes of comparison, the
deposition on the heat exchanger simulated by Muyshondt et al. (see Table 2.3) was
evaluated with the present model. Muyshondt et al. did not include impaction on the fin
edges or gravitational settling on corrugated fins, so these deposition mechanisms were
neglected for this comparison (specifically, PG and Pfin were fixed at unity). Only
impaction on tubes and air turbulence are likely to cause impaction of supermicron
particles in this comparison.
Although both models have a similar shape and show relatively little deposition
for small (< 10 µm) particles and rapidly increasing deposition for larger (> 10 µm)
particles, there are substantial differences between the models. The present model
predicts less deposition than Muyshondt et al., and shows fin-spacing independence for
all but the very largest particles. Impaction on tubes is the only mechanism causing
significant loss of particles in the present model, although air turbulence contributes for

58
the largest particles. Muyshondt et al. show minimal, but non-zero, deposition for small
particles. It is not clear what deposition mechanisms are causing deposition of these
particles. Their relaxation times are sufficiently small that they are unlikely to deviate
from fluid streamlines significantly. The gradual slope of the Muyshondt et al. work
suggests that the only deposition mechanism that causes particle loss is impaction on
tubes. This is further substantiated by the fact that their work shows similar, and in some
cases lower deposition fractions for higher fin pitches, which would only make sense if
the width of the fin channel had no effect on deposition. This suggests that air
turbulence impaction does not play a role in their model. The differences between
deposition fractions at various fin pitches are sufficiently small that they may be a
consequence of numerical uncertainty in their simulation of turbulence. Muyshondt et al.
completed 103 - 104 simulations for each particle size where I found that 107 runs were
required to obtain less than 1% difference in penetration between successive runs at the
same conditions.
Aerodynamic Diameter (µm)1 10 100
Dep
ositi
on F
ract
ion
(%)
0
20
40
60
80
1003.9 fin/cm4.7 fin/cm5.5 fin/cm3.9 fin/cm4.7 fin/cm5.5 fin/cm
Muyshondt et al. (1998)PresentModel
Figure 2.20: Comparison of present model and the work of Muyshondt et al. (1998) as a function of fin spacing for U = 1.5 m/s.

59
Aerodynamic Diameter (µm)1 10 100
Dep
ositi
on F
ract
ion
(%)
0
20
40
60
80
1003.9 fin/cm4.7 fin/cm5.5 fin/cm3.9 fin/cm4.7 fin/cm5.5 fin/cm
Muyshondt et al. (1998)PresentModel
Figure 2.21: Comparison of present model and the work of Muyshondt et al. (1998) as a function of fin spacing for U = 2.3 m/s.
Although this comparison neglected the impact of deposition because of
gravitational settling and impaction on fin edges, these mechanisms do occur in many
heat exchangers. The deposition fraction results depicted in Figures 2.4 and 2.5 are likely
more descriptive of particle removal in real heat exchangers.
2.8 Conclusions and Implications of Model Results
It is clear that of the particles that reach the coil, larger particles (>10 µm) are
most likely to deposit. Gravitational settling and impaction on tubes contribute to
deposition of these particles. Air turbulence does not add to deposition significantly,
especially for low velocities and small fin spacings. Deposition of coarse mode (1 – 10
µm) particles is caused primarily by impaction on fin edges. Gravitational settling also
contributes, especially at lower velocities. Submicron particles (those as small as 0.01
µm) are predicted to have low fractional deposition on HVAC heat exchangers as their
dominant deposition mechanism is Brownian diffusion and residence times in the coil are
sufficiently short that particles do not have time to diffuse across the fin channels.

60
The addition of cooling (without condensation) leads to a small increase in
deposition for all particle sizes. The biggest relative change occurs for submicron
particles. Although deposition fractions are still less than 5% on a cooled heat exchanger
for these particles, there are often two or three orders of magnitude more of these
particles (in number concentration) in indoor air (Riley et al., 2002), so they may make
up a non-negligible fraction of deposited material on coils. This is discussed in more
detail in Chapter 5. The addition of condensed water on heat-exchanger surfaces leads to
additional deposition by all mechanisms except for gravitational settling. The biggest
relative effect is for coarse mode particles. The effective increase in fin thickness and
corresponding decrease in fin spacing, leads to an approximate doubling of deposition by
fin impaction for these particles. In addition to increased deposition, moisture may also
make an environment suitable for microbiological growth. This is discussed in more
detail in Chapter 4.
The absolute bounds on the uncertainty of the model are typically relatively small
and they do not change the shape of the deposition fraction curves. The dominant
uncertainty for deposition of 1 – 10 µm particles is that associated with assuming a fin-
edge shape and consequent flow condition. A simple CFD study of the flow around a
blunt fin edge might reduce this uncertainty, but the importance of turbulence in the duct
flow leading up to the fin edge complicates determining the inputs to the CFD code and
may affect the applicability of CFD results.
The dominant uncertainty associated with deposition of larger particles has to do
with the modeling of gravitational settling. It would be useful to conduct specific studies
or simulations examining gravitational settling in a similar geometry to fin corrugations
to reduce the uncertainty associated with this mechanism.

61
More detailed simulations that allow a determination of the flow condition and
turbulence parameters in the fin channels would greatly improve understanding of the
mechanisms of turbulent deposition. Improving the turbulence information in the model
would constitute a significant challenge. The parameters that would greatly improve the
accuracy of predicting turbulent impaction (and inform the estimation of the other
deposition mechanisms) are 1) estimating how far the duct turbulence persists into the fin
channels 2) understanding the nature of any turbulence that arises from the microscale
and macroscale surface roughness elements in the fin channel and 3) predicting the
boundary layer development and growth in the channel. A CFD model with a fine
enough mesh to account for roughness elements would be extremely computationally
intensive and it would be a challenge to specify turbulence parameters at the inlet to the
fin channels. Furthermore, accurate CFD modeling would have to account for the
complexities associated with boundary layer development, particularly because the
boundary layers are continually being restarted by the roughness elements on the fins.
Experiments to validate the model discussed here, as well as future models, are
presented in Chapter 3. A goal of experiments is to determine whether the modeling is
accurate for a typical particle size range, geometry, and flow conditions. It is desirable
that the experiments be sufficiently accurate to capture the shape of the deposition
fraction curves (i.e. Figure 2.5) and also that some experiments occur at sufficiently high
velocities and large particle sizes to capture the increases that are suggested by the model
for gravitational settling and impaction on tubes. Such experiments are described in
Chapter 3.

62
CHAPTER 3: MEASURING PARTICLE DEPOSITION ON HVAC HEAT EXCHANGERS
3.1 Introduction
Although the modeling described in Chapter 2 is a potentially useful predictor of
important deposition mechanisms, many models tend to underpredict particle deposition
in real systems. This is often due to the effects of surface roughness or inhomogeneities
associated with air turbulence. Because the modeling of particle deposition in complex
geometries has not proven reliable, most of the work in this dissertation is focused on a
series of experiments to directly measure particle deposition associated with fin-and-tube
heat exchangers.
The purpose of this work described in this chapter is to directly measure particle
deposition on an HVAC heat exchangers. The results can serve to validate the simulation
work in Chapter 2 and also to inform the discussion in Chapters 4 and 5 on the indoor air
quality and energy consequences of heat exchanger fouling. The central question being
answered by the experiments is this: given an air speed, what is the likelihood that a
particle of a given size will deposit on a typical HVAC heat exchanger? Additional
experiments were designed to assess the following questions:
• What is the impact of a cooled coil on particle deposition relative to an isothermal
system?
• How much additional deposition occurs when the coil is condensing moisture
from the air stream?

63
• What is the relationship between mass deposited and pressure drop for a typical
HVAC heat exchanger?
These questions are designed to permit progress towards a more complete understanding
of the HVAC heat exchanger fouling problem.
3.2 Previous Studies
There has been very little published experimental work on the deposition of
particles on air-side heat exchangers. Gudmundsson (1981) summarizes several
experimental studies on particle deposition on heat-exchanger surfaces. Almost all of the
studies that he cites investigate liquid, rather than gas, fluid systems. These have limited
application to HVAC heat exchanger fouling because of the importance of precipitation,
phase change, and corrosion in liquid-side heat exchangers. Particle transport to the
walls is not the limiting step in any of the studies, although it is for gas heat exchangers.
Townes et al. (1981) studied particle deposition on in ceramic-brick heat exchangers used
in large combustion boilers. They found significant fouling from fly-ash particles (MMD
= 6.27 µm with a range of 0.5 – 130 µm). The geometry of this system (long horizontal
tubes) and the high temperatures involved make it hard to directly apply the results to
HVAC heat exchangers.
Bott and Bemrose (1983) and Bott (1995) present experimental fouling data that
are most directly applicable to HVAC heat exchangers. They measured deposition of 3 –
30 µm calcium carbonate particles on a circular fin-and-tube heat exchanger with

64
relatively thick fins (0.41 mm), large tubes (25.4 mm), and a comparable (to HVAC heat
exchangers) fin spacing (4.1 fin/cm). Their results show changes in two dimensionless
parameters that represent mass- and heat-transfer resistances. The friction factor, f (τ/ρu2,
where τ is the shear stress at the wall), increased to about twice its initial value and the
Colburn J factor (StPr⅔ where St = AcNTU/A where Ac is total heat exchanger surface
area, A is the net free-flow area of the heat exchanger, and NTU are the number of heat
transfer units which is a log mean temperature difference between the refrigerant and the
air and Pr is the air Pandtl number = ν/α, where ν is the kinematic viscosity of the air
and α is the thermal diffusivity of the air), decreased about 10 % over 1600 minutes of
testing. The dust concentrations considered ranged from 0.65 - 1.5 g/m3 – these levels
are 4 or 5 orders of magnitude larger than dust concentrations in typical indoor
environments. Depending on dust injection rates and air velocities, fan power
requirements roughly doubled to maintain the same flow rate through the system,
suggesting serious operating consequences of fouling. Visual inspection of their system
found the most deposited material on the leading edge of the fins, upstream of the tubes,
and on the fins, in the wake area of the tubes.
3.3 Experimental Methods
I conducted three main groups of experiments, which are discussed below. Much
of the experimental work focuses on determining particle deposition fraction on a test
heat exchanger (referred to as the coil). These experiments are particle-size resolved and
were conducted at three air velocities. An additional set of experiments extends this
work to non-isothermal (both cooled and cooled-and-condensing) conditions at a single

65
velocity. The same apparatus was later used, with different fouling agents and analysis
methods, to determine the pressure drop associated with fouling.
3.3.1 Measuring particle deposition fraction
The apparatus used for these experiments is depicted schematically in Figure 3.1.
Each component of the experiment is discussed in detail below. Experimental protocols
are summarized here and reported in detail in Appendix A.
Figure 3.1: Schematic of experimental apparatus.
Monodisperse spherical particles are generated with a vibrating orifice aerosol
generator (VOAG, TSI Model 3450). The chemical constituents of the particles are
isopropanol, ammonium fluorescein (5 g fluorescein in 1 L 0.1M ammonium hydroxide),
and oleic acid. The particle solution is pumped through a vibrating orifice (20 or 35 µm
in diameter, depending on particle size desired) with a positive displacement high-
pressure pump (Rainin model Rabbit HP) at the flow rates recommended in the VOAG
manual (TSI, 1987), adjusted according to the author’s experience with this device. The
initial size of the droplets can be determined from geometry (Hinds, 1999) as follows:

66
136 L
dQd
fπ
=
(3.1)
where dd is the initial droplet diameter, QL is the volumetric flow rate of the particle
solution, and f is the oscillation frequency of the vibrating orifice. Note that Equation
(3.1) is independent of the orifice diameter; however, bigger orifices require higher liquid
feed rates, QL, and lower frequencies, f, to produce stable monodisperse suspensions.
This translates to larger diameter particles. Typical initial particle sizes were in the size
range of 15 – 60 µm. To aid in dispersal and to prevent coagulation, dispersion air flow
(typically 5 - 20 L/min) is provided at the orifice.
The dispersion air propels the particles into the drying column and charge
neutralizer (TSI model 3054). The charge neutralizer uses a KR-85 gaseous source that
is designed to remove most of the electrical charge on particles that occurs with most
generation methods, including the vibrating orifice. The particle residence time in the
neutralizer causes the particles to emerge with a Boltzmann distribution of charge (Hinds,
1999). Because I am not interested in electrostatic deposition, the test coil and duct
system (described below) were made up of electrically conductive materials and were
grounded through the data collection system.
Most of the isopropanol has evaporated from the particle by the time it leaves the
neutralizer, reducing the particle size to
( )136 1L IPA
dQ f
dfπ
− =
(3.2)

67
where fIPA is the volume fraction of the particle solution that is made up of alcohol.
The particles generated by the VOAG are sized with an aerodynamic particle sizer
(APS, TSI model 3320) in two locations: after a 1 m (3 ft) length of tube at the outlet of
the neutralizer/drying column and in the center of the test duct 13.4 m (44 ft) upstream of
the test coil. The APS uses a filtered sheath air flow to accelerate particles between two
closely spaced laser beams. The time between when the first and the second beam is
broken is related to the particle aerodynamic diameter. The APS is factory calibrated
with polystyrene latex (PSL) particles (TSI, 1998).
Although it produces a particle concentration distribution, the APS was used for
sizing purposes only. The APS is capable of measuring particles with aerodynamic
diameters over the range of 0.5 to 20 µm. The APS was calibrated twice over the two
years that experiments occurred, the first time was a field calibration with 3 µm PSL
particles (Duke Scientific model R300) and the second time was a factory calibration.
The particles are mixed with a high efficiency particle arresting (HEPA) filtered
air stream designed to eliminate ambient particles. Tests were done to confirm that
effectively all ambient particles were removed. Even when duct leakage caused particle
intrusion, blank experimental runs confirmed that the ambient particles did not affect the
fluorometric analysis described below. The air was then sent into 24 m (80 ft) of straight
15 cm (6 inch) square duct. The duct air velocity could be varied continuously over the 1
- 5 m/s (200 - 980 ft/min) range of interest. This velocity range corresponds to Reynolds
numbers of 10200 to 50800 in the duct (Reduct) and Reynolds numbers of 150 to 740 in
the heat exchanger core (Refin). From Tables 1.1 and 2.1, this indicates that the tested

68
heat exchanger is similar to those used in residential and small commercial applications.
Several honeycomb flow straighteners were used to promote fully developed turbulent
flow with a uniform concentration of particles at the test coil.
The velocity pressure (total pressure minus static pressure) was measured 6
diameters (0.9 m or 3 ft) upstream and 12 diameters (1.8 m or 4.5 ft) downstream of the
test coil with a pitot tube and digital micromanometer (Energy Conservatory model DG-
3) before and after each experiment. The velocity pressure is related to the air velocity
by the Bernoulli equation:
2 air
Puρ
= (3.3)
Where u is the local air velocity, P is the velocity pressure and ρair is the air density
(calculated assuming that air is an ideal gas). The pressure measurement was made
sixteen times across the duct in the locations depicted in Figure 3.2 and averaged in
accordance with the equal-area technique (ASHRAE, 2001).
The velocity measurements were also used to determine whether there was
significant leakage around the coil. More than 1% leakage (the uncertainty in velocity
measurement is about 1 - 2% with this technique) indicated that the test coil was not
adequately sealed. When this occurred, the coil seal was checked and the velocity
measurements were repeated. Pitot static measurements were also made in numerous
locations on the centerline of the duct to determine the duct pressure drop for use in
calculating the duct friction velocity.
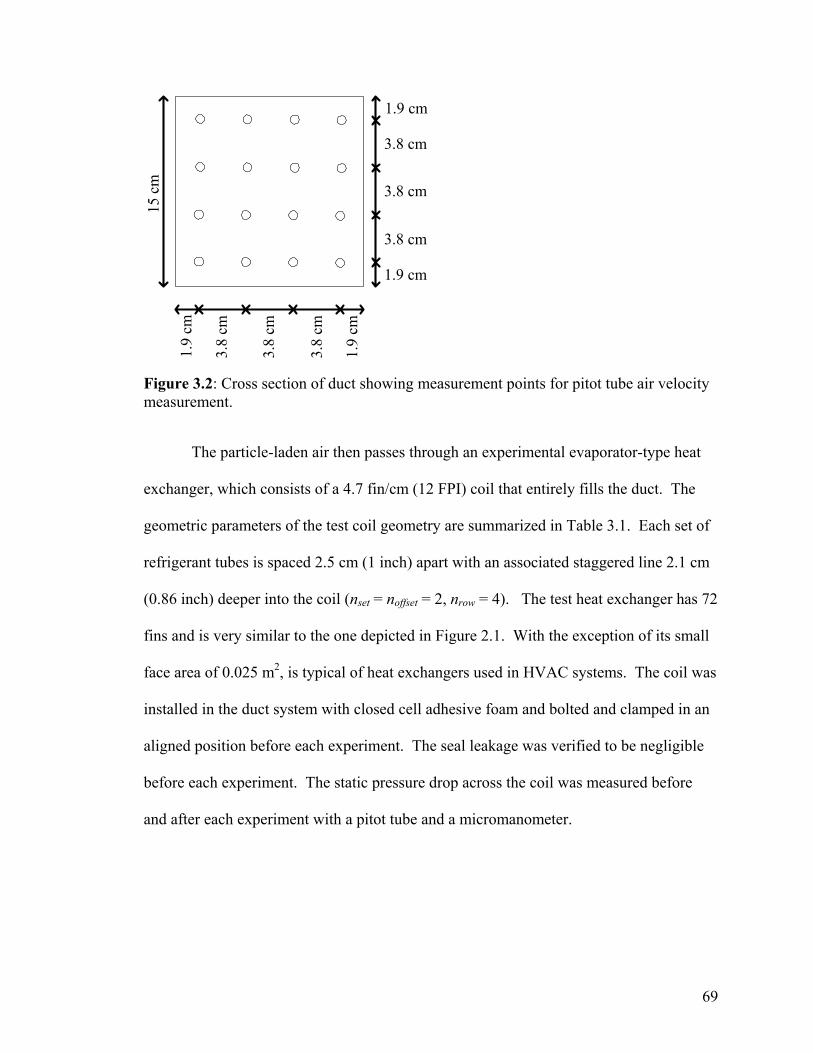
69
1.9 cm
1.9 cm
3.8 cm
3.8 cm
3.8 cm1.
9 cm
1.9
c m
3.8
cm
3.8
cm
3.8
cm
15 c
m
Figure 3.2: Cross section of duct showing measurement points for pitot tube air velocity measurement.
The particle-laden air then passes through an experimental evaporator-type heat
exchanger, which consists of a 4.7 fin/cm (12 FPI) coil that entirely fills the duct. The
geometric parameters of the test coil geometry are summarized in Table 3.1. Each set of
refrigerant tubes is spaced 2.5 cm (1 inch) apart with an associated staggered line 2.1 cm
(0.86 inch) deeper into the coil (nset = noffset = 2, nrow = 4). The test heat exchanger has 72
fins and is very similar to the one depicted in Figure 2.1. With the exception of its small
face area of 0.025 m2, is typical of heat exchangers used in HVAC systems. The coil was
installed in the duct system with closed cell adhesive foam and bolted and clamped in an
aligned position before each experiment. The seal leakage was verified to be negligible
before each experiment. The static pressure drop across the coil was measured before
and after each experiment with a pitot tube and a micromanometer.

70
Table 3.1: Test heat exchanger geometric parameters.
Symbol Parameter Dimension mm (inch)
tfin Fin thickness 0.114 (0.0045)
w Center-to-center fin spacing 2.12 (0.083)
dtube Tube outer diameter 9.53 (0.375)
wtube Center-to-center tube spacing 25.4 (1.00)
z Fin depth 44.0 (1.73)
h Fin corrugation average height 1.50 (0.0591)
y Fin corrugation width 1.00 (0.0394)
Tube Geometry
nset Number of sets of tubes 2
noffset Number of offset tubes per set 2
nrow Number of tube rows 4
Surface Areas m2 (ft2)
Afin Total fin surface area 0.955 (10.3)
Atube Total tube outer surface area 0.109 (1.18)
Particle air concentrations were measured upstream and downstream of the test
heat exchanger by isokinetically sampling the air onto 47 mm (1.85 in.) 0.8 µm filters
(Osmonics model E08BG0470) held in Teflon™ filter holders. The isokinetic nozzles
(Apex Instruments) had a stainless steel shank, a tapered entry, and a gentle bend. The
nozzle inner diameter ranged from 4.42 - 4.67 mm (0.174 – 0.184 in.) Before and after
each experiment, the local velocity directly in front of each nozzle was measured with a
pitot tube and digital micromanometer. The isokinetic sampling flowrate was determined

71
by the relationship Qs,iso = Anozzleu where Qs,iso is the sampling flow rate that would lead
to isokinetic sampling, Anozzle is the nozzle cross sectional entry area, and u is measured
local velocity. Once the target sampling flow rate was determined, the flow through the
nozzle and filter was set to this value using a mass-flow controller (Sierra Model
Sidetrack III 0.040/0.055) or variable flow air pump (custom made for Lawrence
Berkeley National Laboratory, variable over the range of 1 – 4 L/min). The sampling
flowrate, Qs, for each nozzle was measured with a bubble flow meter (Sensidyne model
Gilian Gilibrator II) before and after each experiment. Pumps were grouped together to
obtain higher flow rates when necessary.
Although the goal was to achieve isokinetic sampling, drift in the pump and mass
flow controller flows over the course of an experiment did not always make this possible.
For this reason, the experimental work of Belyaev and Levin (1972, 1974) was used to
adjust the sampled particle concentrations for aspiration efficiency, defined as the ratio of
the concentration of particles transmitted though the nozzle to the concentration of
particles in the ambient environment:
11 1 11 2 0 617
s,isoasp
s,isosnozz
s
QQQ
Stk .Q
η
= + − − + +
(3.4)
where ηasp is the aspiration efficiency and Stknozz is the particle Stokes number with the
nozzle entry diameter as the characteristic dimension. In this expression, particle drag is
assumed to follow Stokes law, which is presumed to be valid here because Qs,iso/Qs was

72
typically 0.95 - 1.05 and hence the particle velocity is never greatly different from the air
velocity.
Upstream of the coil, the particle concentration in the duct was measured on the
duct centerline at two locations 2 m and 0.5 m from the coil. Concerns about uniformity
of mixing led to later experiments that had five nozzles and filters installed at the 0.5 m
upstream location in the pattern indicated in Figure 3.3. Downstream of the coil, three
nozzles were installed in a linear sampling array 2.6 m (8.5 ft) from the coil. This
location was chosen to strike a balance between allowing for particle mixing in the duct
and limiting the confounding effect of deposition to duct surfaces. Initially,
measurements were made with the downstream sampling probes positioned 0.76 m (2.5
ft) away from the test heat exchanger and the non-uniformity in air concentration was
observed to be very large. The use of three downstream sampling nozzles was an attempt
to compensate for non-uniformities associated with incomplete mixing. Nozzles were
installed on the vertical centerline at respective locations of 25.4 mm (1.0 in), 76.2 mm
(3.0 in), and 127 mm (5.0 in) from the top of the duct. Pilot sampling measurements
indicated that there was significant variation in air concentration for larger particles and
high velocities in the vertical direction, rather than the horizontal direction, likely because
of a small gap above and below the coil. Sampling and measurement locations are
summarized in Table 3.2.

73
15 c
m
2.5 cm
5.1 cm
2.5 cm
5.1 cm
2.5
cm
5.1
cm
2.5
cm
5.1
cm
Figure 3.3: Sampling locations immediately upstream of duct.
Table 3.2: Summary of particle sampling locations.
Distance from Mixing Box Outlet [Duct Diameters]a
Particle sizing (with APS) 52
First upstream isokinetic nozzle 117-127
Main upstream isokinetic nozzles 137
Test coil 140
Downstream isokinetic nozzles 157
End of test duct 160
aDuct diameter is 0.15 m (6 in).
After each experiment, the filter, nozzles, and filter holders were subjected to
extraction and fluorometric analysis. A bath containing 13.4 g/L sodium phosphate
buffer solution was used to extract the fluorescein on the sample filters. The nozzles and
filter holders were also washed with the buffer solution. The fluorescence of the

74
resulting solutions was measured with a fluorometer (Turner Designs model TD-700) to
determine air particle concentrations. The fluorometer was calibrated monthly with the
five point procedure specified in the fluorometer manual (Turner Designs, 1997). The
nozzles, filter holders, and filters were washed repeatedly with sodium phosphate buffer
until there was less than a 0.4 ng/mL (the assumed accuracy of the fluorometer, discussed
below) difference between subsequent readings. Typically three repetitions were
required. Dilution with additional sodium phosphate buffer was done as needed to keep
the fluorescence readings within the range of the fluorometer. The air concentration at a
given point was determined from this equation:
( )b, filter b, filter b,nozzle b,nozzle b,holder b,holder
airs asp
C V C V C VC
Q tη+ +
= (3.5)
where the Cb and Vb variables are the measured fluorescein concentrations and buffer
volumes for the filter, nozzle and filter holder, respectively, and t is the experimental
duration, defined as the period of time that particles were being injected into the mixing
box.
After each experiment, the test coil was removed from the duct and a gasketed
plate was attached to a flange on the leading edge side of the coil. With the plate
horizontal and underneath the coil, 650 mL of sodium phosphate buffer was added
through the plate with a syringe to extract the first 5 mm of the leading edge of the coil.
After soaking for 30 - 60 minutes, the coil was drained and the resulting solution
measured with the fluorometer. The procedure was repeated a second time. The rest of
the coil was then extracted with 1500 mL of buffer poured over the top of the coil and left

75
to soak for 30- 60 minutes, while being agitated frequently. The effluent was measured
with the fluorometer, diluted with measured amounts of buffer, as necessary to be below
full scale on the fluorometer. The whole-coil extraction was repeated until there was less
than 1500 ng (1 ng/mL fluorometer reading) remaining on the coil. For a typical
experiment this amount represented < 0.01% of the deposited mass or less.
3.3.2 Measuring deposition fraction in a non-isothermal system
Questions about how a cooled and condensing coil increases deposition led to
additional experiments. The purpose of these experiments was to determine the extent of
the increase of particle deposition due to the thermal mechanisms described in Chapter 2.
The methods for these experiments were similar to those described above, with
the following differences. A second test coil, geometrically identical to the coil described
in Table 3.1, was modified to allow for pumping of water through the refrigerant tubes.
It also had condensate drain lines installed in the bottom of the coil. These condensate
lines drained into a container for capture. A water pump and insulated ice-water storage
container were installed such that water could be continuously pumped through the coil.
Surface contact thermistors (Omega model 2252) were attached to the exterior of the
copper refrigerant tube at the inlet and outlet of the coil and insulated with 25.4 mm (1 in)
closed cell pipe insulation in accordance with refrigerant temperature measurement
guidelines described in Siegel and Wray (2002).
Narrow profile air temperature sensors (Omega model 2252 thermistors) were
installed in the centerline of the duct 25.4 mm (1.00 in) downstream of each isokinetic
sampling point. Relative humidity was measured with calibrated resistive RH sensors

76
(Vasailia model HMD) at two locations: 1.2 m (4 ft) downstream from the mixing box
and at the end of the system. The purpose of these sensors, and the associated air
temperature measurements, was to establish the humidity ratio before and after the coil.
The pressure drop across the coil was measured continuously with a micromanometer by
averaging the static pressure 0.5 m upstream and downstream of the coil with deburred
pressure taps installed on the center of all four walls of the duct.
A schematic of the apparatus, as well as measurement locations for temperature
and relative humidity, appears in Figure 3.4.
Water inlettemp.
Icewater
Insulated container
Waterpump
Wateroutlettemp.
Air RH and temp.(entering humidity
ratio)
Coil pressure drop
Air RH andtemp.
(temperaturemeasured
three placeson verticalcenterline)
Centerlineair temps.
Condensatecapture
Figure 3.4: Schematic of measurements and sensor locations for cooled and cooled-and-condensing coil experiments.
The protocol for these experiments was similar to that described in Appendix A.
One key difference was that cold water was circulated through the test heat exchanger by
means of a pump. The flow of chilled water was initiated 30 minutes prior to particle
generation to allow the coil thermal mass to come to a steady-state temperature, and for
condensation to build up and begin draining for the condensing experiments. The initial

77
condensate water was tested to confirm that there was no fluorescein contamination from
the drainage lines or other parts of the capture system.
Ice was added to the insulated container over the course of the experiment to
maintain the desired temperature and the air pressure drop across the coil was monitored
to confirm that the presence or absence of condensation was consistent with the particular
experimental goal.
The analysis of the experimental data was also very similar to the original
experiments with the addition of the collection and analysis of the measured temperatures
and relative humidities. The relative humidity, φ, and associated temperature
measurements were manipulated using psychrometric relationships to determine humidity
ratio and dew point. Of specific interest are the humidity ratio upstream of the test heat
exchanger, Wup, the humidity ratio downstream of the duct, Wdown, the temperature of the
air immediately upstream and downstream of the coil, the dew point temperature of air in
the heat exchanger, Tdp, and the temperature of the heat exchanger, Twall.
The partial pressure of water vapor, PH2O, can be expressed as follows:
2 2H O H O,satP Pφ= (3.6)
Where PH2O,sat (Pa) is the saturated partial pressure obtained from a curve fit (ASHRAE,
2001):
2 3
2
lnc8 c9 c10 T c11 T c12 T c13 TT
H O,satP e + + ⋅ + ⋅ + ⋅ + ⋅ = (3.7)

78
where c8 = -5.8002206 × 103, c9 = 1.3914993, c10 = -0.48640239 × 10-1, c11 =
4.1764768 × 10-5, c12 = -1.4452093 × 10-8, and c13 = 6.5459673 and T is the air
temperature (K).
The humidity ratio of the air, W, i.e., the mass of water per mass of dry air, can be
expressed as follows:
2
2
0 62198 H O
atm H O
PW .
P P=
− (3.8)
where Patm is the total pressure of the air (i.e., atmospheric pressure) which was assumed
to be 101.325 kPa.
The dew point, Tdp, temperature is defined as
( ) ( )
( ) ( )2 2
2 2
2
3 0 1984
ln ln
ln
dp H O,sat H O,sat
.H O,sat H O,sat
T c14 c15 p c16 p
c17 p c18 p
= + + +
+
(3.9)
where c14 = 2.7955 × 102, c15 = 14.526 , c16= 0.7389, c17 = 0.9486 × 10-1, and c18 =
0.4569 are curve fit coefficients from ASHRAE (2001). Note that pH2O,sat is in kPa for
Equation (3.9) and c14 has been changed from the reference to give Tdp in K (instead of
°C).
These psychrometric relationships are used in the analysis to estimate the amount
of moisture present on the coil, and the temperatures of the air and the heat exchanger.
Specifically, the average temperature of air in the coil, T, is defined as (Tup+Tdown)/2 and

79
this quantity is used with Wup to determine Tdp. Table 3.3 summarizes measurements and
measuring locations for psychrometric quantities.
Table 3.3: Summary of temperature and relative humidity measurement locations.
Variables Determined
Distance from Mixing Box Outlet
[Duct Diameters]a
Initial temperature and RH Wup 8
Upstream temperature Tup 138
Inlet and outlet heat exchanger temperature Twall 140
Downstream temperature Tdown 148
Exit temperature and RH Wdown 158
End of test duct 160
aDuct diameter is 0.15 m (6 in).
3.3.3 Methods for experiment to determine fouling to pressure-drop relationship
The final experiment was very different from the earlier two experiments. The
purpose was to produce a relationship between deposited material and fouling
consequences. Anecdotal accounts and fieldwork revealed that airborne dust was a
common fouling agent, and the purpose of this experiment was to determine a
relationship between mass of dust deposited and coil pressure drop. The goal of this
experiment is to provide a link between deposition fraction and pressure drop, which in
turn will be related to the energy consequences of heat exchanger fouling in Chapter 5.
To achieve these results, a sample of Society of Automotive Engineers (SAE)
standard coarse test dust (AFTL Laboratories SAE Coarse) was used. This dust was

80
selected because, although coarser than ASHRAE standard test dust, it better reflects the
particle size distribution of material found during fieldwork in deposits on evaporator
coils. SAE coarse test dust has a MMD of 23 µm (see Figure 3.5) and a particle density
of 2.5 g/cm3.
Aerodynamic Diameter [µm]
1 10 100
Cum
ulat
ive
Mas
s Fra
ctio
n [%
]
0
20
40
60
80
100
Figure 3.5: SAE coarse dust fractional mass distribution function.
The apparatus used for this experiment is depicted in Figure 3.6. A fan was used
to move air through a 0.15 m (6 inch) square duct. Twenty-five gram (0.055 lb) batches
of standard test dust (AFTL Laboratories SAE Coarse) were weighed on an electronic
mass balance (Satorious model H110V20) and sequentially introduced to the duct 4.3 m
(14.1 ft) upstream of the test coil. The introduction of each 25 g batch of test dust is
referred to as a “dust insertion” The dust was introduced with a flour sifter to promote
uniform mixing of the dust in the duct. The dust was sampled on previously weighed 25
mm (1 in) filters installed in samplers that were positioned the duct centerline 0.9 m (36
in) upstream and 0.9 m (36 in) downstream of the duct and. The nozzles were connected
to vacuum pumps and calibrated orifice flow meters (Bryant Inc.) and the pressure across

81
each orifice was measured with digital pressure sensors (Energy Conservatory Model
APT-2) and continuously recorded.
SampleFilters
Sample Pumps
CoilAirflow
TestDust
Figure 3.6: Apparatus for dust experiment.
The experiment was designed such that filter sampling would be approximately
isokinetic, but the pressure drop of the filter, and consequently the flow through the pump
dropped over the course of each dust addition as the filter became loaded. The
anisokinetic corrections suggest by Belyaev and Levin (1972, 1974) in Equation (3.4) are
not appropriate for the blunt dust sampler used in this experiment. Instead, the results of
experimental work and calculation procedure presented by Vincent et al. (1985) were
used (their Equations 22-32). Turbulent velocity fluctuations, a required input to the
Vincent et al. model, were based on the DNS data presented by Moser et al. (1999) and
discussed in Chapter 2.
Before and after each dust insertion, the filters were weighed with a mass balance,
and the air concentration was determined to be
0f f ,air
asp s
M MC
Q tη−
= (3.10)

82
Where Mf is the mass of the filter after each dust insertion, Mf,0 is the clean filter mass,
and ηasp is the aspiration efficiency from Vincent et al. (1985).
Additional mass measurements were made of test dust that remained in the sifter
after each dust insertion. At the end of the experiment, dust was also collected and
weighed (using the mass balance) from several locations: the duct surface area directly
under the sifter, the duct surface area directly upstream of both nozzles, from the floor of
the duct between the sifter and upstream nozzle, the upstream nozzle and the coil, and the
coil and the downstream nozzle.
3.3.4 Measurement devices, sensors, and uncertainty
Table 3.4 is a list of all of the sensors and their uncertainty. In the absence of a
calibration or other information, the accuracy of an instrument was considered to be five
times the least count of the instrument. The extraction and measurement of the
fluorescein on the test heat exchanger involved inaccuracies and potential loss of buffer
(due to leakage and spillage) so the uncertainty in this measurement was approximated
using engineering judgment.

83
Table 3.4: Measurements, sensors, and uncertainty.
Measured Quantity Measurement Device Uncertainty Basis
Deposition fraction
Pressure Energy Conservatory DG-3 and pitot tube/APT-2 and pressure taps
±0.1 Pa Manufacturer and recent calibration
Velocity Energy Conservatory DG-3 and pitot tube
2% Repeated measurements of same flow
Sampling pump flow
Sensidyne Gilian Gilibrator ±10 mL/min Comparison to calibrated sources
Fluorescence Turner Designs TD 700 Fluorometer
±0.5 ng/mL Manufacturer and repeated measurements
Fluorescent material on heat exchanger
Turner Designs TD 700 Fluorometer
2%a Engineering judgment
Cooled and condensing coil
Temperature Omega 2252 Thermistor ±0.2 °C Manufacturer and recent calibration
Relative humidity
Vaisala HMD Resistance RH Sensor
2%, φ <0.9 3%, φ >0.9
Manufacturer and recent calibration
Dust deposition
Pump flow Bryant flow nozzle 1% Recent calibration
Mass balance Satorious model H110V20 ±0.001g Frequent comparison to known masses
aBased on assumed maximum spillage of 10mL per 1000mL of buffer.

84
3.4 Experimentally Tested Parameters
The ideal scenario would be to test a wide range of fin spacings and air velocities.
The role of fin spacing was determined to be a lower priority than air velocity because
there was less uncertainty in the simulation results surrounding this parameter. The cost
of additional test heat exchangers was also a factor. The test heat exchangers had a fin
spacing of 4.7 fin/cm (12 FPI). Three duct air velocities were tested: 1.5, 2.2 and 5.1 m/s
(300, 440, 1000 ft/min). These velocities were chosen to represent two typical HVAC
heat exchanger velocities and an upper bound on bulk velocity (to clearly see the impacts
on air turbulence impaction). The lower two velocities compare well with those
simulated by Muyshondt et al. (1998).
The particle size range that was chosen was 1 – 20 µm. It would be desirable to
test both larger and smaller particles, but problems with using the vibrating orifice with a
10 µm orifice prevented generation of very small particles and problems getting very
large particles out of the neutralizer (which has a 90° bend at its outlet) proved difficult to
overcome. The actual size range tested was 1- 15 µm aerodynamic diameter.
For the non-isothermal experiments, it was desired to do three experiments over
the particle size range with a cooled only heat exchanger and three experiments with a
cooled and condensing heat exchanger. Air and coil at temperatures were set at typical
values for HVAC systems: air temperatures of ~ 25 °C and heat exchanger temperatures
of 10 – 15 °C for the cooled only cases and of 4 – 8 °C for the condensing cases. These
values correspond to temperature ratios, θ, of 0.94 to 0.97.

85
The pressure drop experiments were practically challenging because of the high
carbonaceous content of the test dust. This caused the work to be very dirty,
contaminating much of the experimental space. For this reason, a single velocity was
chosen, 2 m/s, because it corresponds to a typical velocity and because approximately
isokinetic sampling could be achieved over the course of each insertion. Dust was
inserted into the system until the pressure drop of the heat exchanger doubled over the
clean heat exchanger. This is the comparison point for other published work (Krafthefter
and Bonne, 1986).
3.5 Analysis
The analysis procedures for deposition fraction calculation for isothermal and
non-isothermal experiments are described below. Additional discussion of the analysis of
the pressure drop experiment data are also presented.
3.5.1 Deposition fraction (both isothermal and non-isothermal)
The deposition fraction, assuming perfect mixing and no deposition on any
surface other than the coil, is defined as:
,
,
1 air down
air up
CC
η = − (3.11)
where η is the deposition fraction, Cair,down is the downstream air concentration, and
Cair,up is upstream concentration. Equation (3.11) assumes that the only difference in
concentration between the upstream and downstream sampling point is due to deposition
on the coil. This is a good assumption for smaller particles at high velocities, but larger

86
particles are affected more strongly by gravitational settling and hence can settle between
the samplers and the coil and appear to increase η. To avoid this problem, a more
accurate relationship was used:
,
duct
coil
air upA
Mt C u dA
η =∫
(3.12)
This is approximated as follows:
,
coil
air up duct
MtC UA
η ≅ (3.13)
Where Mcoil is the mass of fluorescein deposited on coil, t is the experimental duration, U
is the bulk air velocity, and Aduct is the cross-sectional area of the duct. The deposition
fractions found with Equations (3.11) and (3.13) were typically very similar for dp < 5
µm. Equation (3.13) was used because of its increased accuracy for large particle sizes
and is the preferred choice for the results. Equation (3.11) was used to confirm results
and identify obvious measurement errors. Note that the experimental duration, t, factors
out of Equation (3.13) because the upstream concentration, Cair,up, is calculated using
Equation (3.5) in which t appears in the denominator.
3.5.2 Non-isothermal experiments
Additional analysis was required with the cooled and condensing experiments.
The average air temperature of the coil was defined to be the average temperature of the
air entering and leaving the coil. The average coil temperature was determined to be the
average of the refrigerant inlet and outlet temperatures. The presence of condensate on

87
the coil was determined with the pressure drop signal. The amount of condensate on the
coil was determined using Equation (3.14):
( )2
2
dairH O up down condensate
H O
mV W W Q tρ
= − −
∫
& (3.14)
where VH2O is the volume of condensed water on the coil, Wup and Wdown are the humidity
ratios of the air upstream and downstream of the coil, airm& is the mass flow of air
through the system, ρH2O is the density of water, Qcondensate is the volumetric flow through
the condensate drain during the experiment, and the entire expression is integrated over
the experimental duration. Equation (3.14) is approximated by
( )2
2
duct airH O up down condensate
H O
A UV W W t Vρρ
= − − (3.15)
Where Vcondensate is the volume of condensate collected over the experiment. The average
thickness of the water layer on heat-exchanger surfaces is VH2O/Ac, where Ac = Afin + Atube.
3.5.3 Pressure drop experiments
The pressure drop experiments used mass-based analysis techniques. The particle
concentrations upstream and downstream of the coil (calculated with Equation (3.10))
were used in Equation (3.16) to determine the mass that deposited on the coil, M, for each
dust insertion:
dduct
air ,up air,downA
M t ( C C )u A= −∫ (3.16)

88
This is approximated as follows:
air,up air,down ductM t( C C )UA= − (3.17)
The dust insertion time, t, cancels because of its appearance in the denominator of the air
concentration measurements. Aduct was replaced in Equation (3.17) with a corrected area
that took into account two factors. The first was a shielding effect of the nozzle and filter
holder, which was noticeable because of a large amount of dust that deposited directly on
the sampler. This was corrected by subtracting the projected area of the sampler from
Aduct. The second factor corrected for nonuniform mixing across the duct. Despite
attempts to achieve uniform mixing of dust in the duct, the pattern of dust on the floor of
the duct indicated that very little dust deposited near the vertical walls of the ducts.
Measurements across the duct in three locations (two upstream and one downstream of
the test heat exchanger) after the experiments provided information about the effective
mixing width of the dust in the duct and this was used to calculate a corrected Aduct. In
addition to these two factors, additional corrections had to be made to Equation (3.17)
because of dust that deposited on the floor of the duct between the test heat exchanger
and the sampling nozzles:
coil duct ,up duct ,downM M M M= − − (3.18)
where M is the mass of dust lost from the duct between the upstream and downstream
sampling locations as deposited on the coil calculated with Equation (3.17) (with the area
and shielding corrections), Mduct,up is the mass of dust on the floor of the duct between the
dust sampler and the test heat exchanger upstream of the duct, and Mduct,down is the mass
of dust on the floor of the duct between the test heat exchanger and downstream dust

89
sampler. The parameters, Mduct,up and Mduct,down were measured at the end of the
experiment and assumed to be constant for each dust insertion.
3.6 Results
The results for isothermal deposition fraction experiments, non-isothermal
deposition fraction experiments, and dust deposition experiments are discussed below.
Tabulations of experimental results appear in Appendix B.
3.6.1 Isothermal deposition fraction
Deposition fraction vs. aerodynamic diameter curves for three velocities appear in
Figures 3.7 – 3.9. The horizontal error bars show one standard deviation in particle
aerodynamic diameter (an indication of how monodisperse the particles produced by the
vibrating orifice were). The vertical error bars, which are difficult to see for some
smaller particles and lower velocities, reflect the results of a propagation-of-error analysis
on the deposition fraction using the uncertainties described in Table 3.4. The uncertainty
of the deposition fraction results for 5.1 m/s (Figure 3.9) are larger than for the other two
velocities. This is a consequence of the resuspension of deposited particles from previous
experiments. A blank experiment (no particle generation) was completed twice at all
velocities and the resulting fluorescence signal (which only occurred for 5.1 m/s) was
used to evaluate the contribution to uncertainty of resuspended particles. Two sets of
experiments were repeated three times for 3 µm particles at 1.5 m/s and 5.5 µm particles
at 5.1 m/s to test the validity of the uncertainty analysis. These repeated experiments

90
show an overlap of the vertical error bars from each repeated experiment and suggest
good agreement between the predicted and measured uncertainty.
The results of the simulations described in Chapter 2 also appear on each plot.
Aerodynamic Diameter (µm)1 2 3 4 5 6 7 8 10 15 20
Dep
ositi
on F
ract
ion
(%)
0
10
20
30
40ExperimentModel
Figure 3.7: Modeled and measured deposition for 1.5 m/s air velocity.
The general trend is increasing deposition with increasing diameter, with the
exception of 5 – 6 µm particles at 1.5 m/s. There is also increasing deposition with
increasing velocity for most particle sizes. There is very good agreement with the shape
of the model, and reasonable agreement, on average, between the modeled and measured
data. The modeled-measured agreement diminishes with increasing air velocity. The
simulations, with a few exceptions at 5 – 6 µm at 1.5 m/s air velocity and 2 – 3 µm at 5.1
m/s air velocity, tend to underpredict the measured deposition fractions.

91
Aerodynamic Diameter (µm)1 2 3 4 5 6 7 8 10 15 20
Dep
ositi
on F
ract
ion
(%)
0
10
20
30
40ExperimentModel
Figure 3.8: Modeled and measured deposition for 2.2 m/s air velocity.
Aerodynamic Diameter (µm)1 2 3 4 5 6 7 8 10 15 20
Dep
ositi
on F
ract
ion
(%)
0
10
20
30
40ExperimentModel
Figure 3.9: Modeled and measured deposition for 5.2 m/s air velocity.
The difference in deposition fractions calculated with Equation (3.11) and
Equation (3.13) was negligible (typically less than 5%) for particles up to 2.5 µm in
diameter, significant (10 – 20%) for particles between 2.5 µm and 7.5 µm, and typically
greater than 40% for particles greater than 7.5 µm. Equation (3.11) always predicted
greater deposition, which is consistent with particles depositing by gravity and in the

92
separation region downstream of test heat exchanger. All results reported here are
calculated with Equation (3.13) with the exception of two points (3 µm at 1.5 m/s and 2.2
µm at 5.1 m/s) because of problems with the coil extraction for those experiments. The
deposition fraction for those two cases was calculated with Equation (3.11) with a
correction based on the difference in the results of Equations (3.11) and (3.13) for similar
particle sizes and velocities.
The results of three experiments are not reported. They were done with large
particles injected 28 diameters (4.3 m) upstream of the test coil (the motivation was to
limit gravitational settling in the duct of large particles at the lower velocities). These
results, based on a single upstream centerline air concentration measurement, suggested
very high deposition fractions, which suggested the possibility of non-uniform mixing of
particles. To investigate, all subsequent experiments were performed with five filter
samplers upstream of the heat exchanger as depicted in Figure 3.3. Injecting the particles
so close to the heat exchanger did not allow for uniform mixing of particles: the variation
between air concentrations across the duct cross section ranged from 5 to 30%.
Subsequent experiments with particles injected at the mixing box showed uniform mixing
for particles less than 5 µm and slight variability for larger particles (< 5% difference
between measurement points on the cross section).
The coil was extracted in two sections. The first 5 mm closest to the leading edge
of the fins was extracted separately from the rest of the heat exchanger. The fraction of
particles that deposited on or near the leading edge of the heat exchanger varied
considerably (from 30 to 75 %) between experiments. The fraction of particles that
deposited near the leading edge for each experiment is listed in Table B.2 in Appendix B.

93
This measurement is imprecise because the gasket that was used when sealing the coil
would compress by slightly different amounts, which would change the fraction of coil
that was extracted in the initial measurements. Also, although every attempt was made to
keep the heat exchanger level during extractions, this was not always possible which led
to additional inaccuracies. The model predicts that more than 80 - 90% of the total
deposition should occur on the leading edge for particles smaller than 8 µm in diameter
(because fin edge impaction is the dominant deposition mechanism). This discrepancy
suggests that most of the discrepancy between modeled and measured deposition fraction
is because of additional deposition in the core of the heat exchanger.
3.6.2 Non-isothermal Deposition Fractions
A plot of the deposition fractions for non-isothermal conditions appears in Figure
3.10. The isothermal results are shown for comparison. Temperature and condensation
data are shown in Tables 3.5 and 3.6. Cooling without condensation slightly increases
deposition at all particle sizes. Condensation greatly increases deposition fraction. Two
experiments were conducted with condensation and particle sizes of 9 - 9.2 µm. Only the
experiment with a greater deposition fraction had continuous condensation because of
problems with the temperature control system in the other experiment.
Table 3.5 shows the dew point, air, and heat exchanger (coil) temperatures for all
six experiments. For the three cooling only cases (c1-c3), the heat exchanger was above
the air dew point temperature. For the three cooled-and-condensing experiments (cc4-
cc6) the heat exchanger was below the dew point temperature.

94
Aerodynamic Diameter (µm)1 2 3 4 5 6 7 8 10 15 20
Dep
ositi
on F
ract
ion
(%)
0
10
20
30
40
50IsothermalIsothermal ModelCondensingCooling
Figure 3.10: Non-isothermal deposition fraction for 1.5 m/s air velocity.
Table 3.5: Temperature conditions for non-isothermal experiments.
Aerodynamic Temperatures (K) Temperature Experiment Diameter (µm) Dew Point Air Coil Ratio da Tdp T Twall θ = Twall/T
c1 2.68 283.2 296.0 286.0 0.9661
c2 7.61 285.1 295.5 288.6 0.9764
c3 11.93 286.5 295.7 287.3 0.9713
cc4 2.33 281.7 296.1 278.7 0.9411
cc5 9.01 286.5 295.7 285.0 0.9636
cc6 9.14 284.4 295.8 278.1 0.9402
Table 3.6 shows the amount of condensation on that occurred on the heat
exchanger. The “predicted” column reports the volume of water that was removed from
the airstream as inferred from the upstream and the downstream humidity ratios. The
“condensate” column lists the measured volume of condensate. The difference, in the

95
“On Coil” column, is the volume of water remaining on the test heat exchanger. The
small values for the cooled but not condensing cases (c1 – c3) is a measurement of the
uncertainty of the humidity ratio measurements. Almost all of this error comes from
uncertainties associated with the relative humidity sensors. The water layer thickness
represents the average thickness of water on all heat-exchanger surfaces and is defined as
the water volume on the coil divided by the heat exchanger surface area, Ac.
Table 3.6: Moisture volumes for non-isothermal experiments.
Aerodynamic Water Volumes (mL) Water Layer Avg. Experiment Diameter (µm) Predicted Condensate On Coil Thickness (µm)
c1 2.68 7 0 7 7
c2 7.61 -2 0 -2 -2
c3 11.93 9 0 9 8
cc4 2.33 568 245 323 303
cc4 9.01 206 72 134 125
cc6 9.14 660 328 332 312
Table 3.7 shows the modeled and the measured deposition fractions and their
difference for the cooled and the cooled-and-condensing cases. The model systematically
underpredicts the measured deposition fraction by 3 – 5 percentage points for the cooling
only cases. The model underpredicts the deposition fraction for the cooled-and-
condensing cases by 4 – 12 percentage points, although the case with the best agreement
also had about two and a half times less condensation on the coil during the experiment
than the others.

96
Table 3.7: Modeled and measured deposition fractions for cooled-and-condensing experiments.
Aerodynamic Deposition Fraction
Modeled – Measured Difference
Experiment Diameter Modeleda Measured Fractional Absolute da (µm) η (%)
c1 2.68 4.6 8.1 43% 3.5%
c2 7.61 8.9 13.3 33% 4.4%
c3 11.93 10.9 14.8 26% 3.9%
cc4 2.33 8.7 20.7 58% 12.0%
cc5 9.01 23.6 27.4 14% 3.8%
cc6 9.14 38.6 49.7 22% 11.1%
aBased on the average water layer thickness listed in Table 3.6.
3.6.3 Dust deposition experiment
A plot of the relative pressure drop vs. normalized mass of dust deposited on the
coil (Mcoil/Ac) appears in Figure 3.11. The horizontal error bars represent the uncertainty
in the mass deposited that arise both from the uncertainties associated with measurement
as well as the results of closing the mass balance on the system (see details below). The
vertical error bars are very small because of the small uncertainty (0.1 Pa) associated with
the pressure transducer. After an induction period, the relative pressure drop increased
exponentially with mass deposited until the pressure drop of the clean coil had more than
doubled. At that point, the experiment was stopped because the pressure drop suddenly
and significantly decreased. A visual inspection of the coil showed that a large amount of
face fouling at the leading edge of the test heat exchanger sloughed off and fell to the
bottom of the duct.

97
Normalized Mass Deposited (g/m2),Mcoil/Ac
0 40 80 120 160
Rel
ativ
e Pr
essu
re D
rop
∆P/ ∆
P initi
al
1.0
1.5
2.0
2.5
Figure 3.11: Normalized mass deposited vs. relative pressure drop for 2.0 m/s air velocity.
The deposition fraction for each dust insertion, calculated with Equation (3.11),
agreed on average to within 5 - 15% of that simulated with the model described in
Chapter 2, using the particle size distribution in Figure 3.5 for SAE coarse dust, and
assuming spherical particles. There was substantial uncertainty (15 – 30%) in the
calculated penetration fractions because some of the corrections, described in Equation
(3.18) and the surrounding discussion, had to be averaged over all of the dust insertions. I
expected to measure increasing deposition fraction as the test heat exchanger fouled, as
previous deposits increase surface roughness and provide greater surface area at the
leading edge for deposition. However, the penetration fraction showed no obvious
pattern of decreasing as the system fouled. This might be due to the large uncertainty
bounds on penetration. Also, there was no obvious asymptotic limit to fouling.

98
To confirm the validity of the mass deposited values (Mcoil in Equation (3.18)), an
overall mass balance on the system was completed. The mass that deposited on the coil
from this perspective is defined as:
mass balance insert sifter mound filter,up duct ,up
duct ,down duct air,down
M M M M M M
M t A U C
= − − − −
− − ⋅
∑ ∑∑
(3.19)
where Minsert is the total amount of dust put into the sifter over the course of the
experiment, Msifter is the amount of dust that remained in the sifter after each dust
insertion, Mmound is the amount of dust that fell directly to the floor of the duct underneath
the sifter, Mfilter,up is the amount of dust collected on the upstream sampling filters for
each dust insertion, Mduct,up is the amount of dust on the duct surfaces between the sifter
and the test heat exchanger and Mduct,down is the amount of dust on the duct surfaces
between the heat exchanger, and the downstream sampling nozzle. These values are
tabulated in Table 3.8.
The results of Equation (3.19) are a check on the overall experiment. This
method underpredicts the amount of dust deposited on the heat exchanger, as calculated
with Equations (3.17) and (3.18) by 14 %. This value, along with the uncertainties in air
concentrations and mass measurements was used to define the uncertainty on the mass
deposited values in Figure 3.11. The difference when compared to the total amount of
dust inserted into the system, indicated that the mass balance was closed to within about
3.3% of the mass inserted into the sifter.

99
Table 3.8: Mass balance calculations.
Location Variable Mass [g]
Introduced to sifter Minsert 686.7
Remained in sifter Msifter 192.7
Mound underneath sifter Mmound 106.8
Upstream filters ΣMfilter,up 9.2
Floor of duct upstream Mduct,up 221.8
Floor of duct downstream Mduct,down 8.5
Downstream integrated tAductUΣCair,down 5.3
Mmass balance 142.5
Mcoil Equations (3.17) and (3.18) 165.0
Difference 14.6%
3.7 Discussion and Implications of Experimental Results
The experiments suggest that, over the ranges of air velocity and particle sizes
tested, particles deposit with increasing particle size. This is consistent with the
simulation work in Chapter 2. In most cases, the model underpredicted the experimental
deposition results, although the overall agreement between the modeled and measured
results is reasonable. In particular, there is good agreement between the shape of the
simulated and measured deposition fraction curves.

100
The model tends to show increasing underprediction of measured deposition with
increasing velocity. The highest velocity experiments (Figure 3.9) show that the steep
increase in deposition occurs at a smaller particle diameter than the simulations predict.
This raises some questions about the modeling of inertial mechanisms. One possibility is
that air turbulence leads to deposition of much smaller particles than the model predicts.
Given the importance of impaction on tubes as a removal mechanism for larger particles
at higher velocities, a deficiency with the modeling of this mechanism is a possibility.
The wake from upstream tubes could lead to increased deposition on downstream aligned
tubes.
Another question that the isothermal experiments can illuminate is whether the
division between deposition mechanisms in Chapter 2 is valid. Over the range of 1 – 7
µm in particle diameter, deposition by fin impaction is the dominant deposition
mechanism in the simulations. Experimental extractions of the leading edge (and the first
5 mm of the fin channels) suggest that 30 - 75% of the particles that deposit do so on this
part of the heat exchanger. Although these fractions have large uncertainty associated
with them (and a bias towards undermeasurement because of leakage of buffer out of the
coil during extraction causing less than the first 5 mm to be extracted), they suggest that
all of the discrepancy is caused by deposition in the fin channels, not on the leading edge.
A likely source of this error is the macroscale surface roughness elements and fin
discontinuities that occur in real heat exchangers. These irregularities occur for ease of
manufacturing and to promote air turbulence and improved heat transfer. Figure 3.12
provides a depiction.

101
Figure 3.12: Top view of idealized (left) and real (right) fin channels.
The test heat exchanger had 14 discontinuities in each fin. There is likely
additional inertial impaction on the leading edge of each discontinuity, although
modeling this phenomenon would be very difficult because of the difficulty in simulating
boundary layer growth on complex surfaces.
The cooling of the heat-exchanger surfaces led to an increase in deposition by an
amount that was higher in the experimental data than predicted by the simulations. The
underprediction of deposition (by about 4 percentage points) can only partially be
explained by the discontinuities discussed above. One possibility for the additional
difference is that the model for thermophoretic penetration was assumed to hold across
the whole fin channel. A two-layer model that divides transport of particles to the edge
of the boundary layer and then the existing model used to describe deposition of particles
across the boundary layer might result in better predictions of the thermophoretic
deposition. Such a model is beyond the scope of this dissertation, and would be
challenging to implement for real fin surfaces, but could result in better predictions. The
inclusion of a solution to the energy equation would also allow a better understanding of

102
temperature gradients and could also decrease the modeled-measured discrepancy for
non-isothermal systems.
The presence of condensed water led to a dramatic increase in the deposition
fraction. This effect was not predicted particularly well with the model. In absolute
terms, a 4 – 12 percentage point underprediction is observed between the modeled and
the measured data for each of the tests. The experiment with the smallest discrepancy
(on the order of the discrepancy associated with the cooling-only experiments described
above) had a much smaller average water layer thickness. This suggests the possibility of
a systematic problem with the model. One possibility is that the definition of an average
water layer thickness is not valid. If the water is not distributed evenly over all surfaces,
then the modeled increases in fin thickness and tube diameter are not accurate. The
refrigerant tubes are the coldest part of the heat exchanger, so more condensation might
occur on them. This would lead to the model further underpredicting deposition fraction
because the fractional change in tube diameter is much smaller than the change in fin
thickness, and the increase in fin thickness affects more deposition mechanisms.
However, water drains off tubes differently than it drains off fins, particularly real heat
exchanger fins (as opposed to idealized ones). Another future area of research is an
investigation of the nature of condensation on the heat-exchanger surfaces. If beading, or
other non-uniform water accumulation, occurs on different parts of the heat exchanger,
this would change the estimates of deposition fraction. Meanwhile, the model should be
considered to underestimate the actual deposition that results for condensation,
particularly for relatively thick average water layers.

103
The experiment to measure pressure drop as a function of deposited material
showed a progressive increase in pressure drop with deposited material over a more than
doubling of the clean heat exchanger pressure drop. This is different than results
suggested by other fouling researchers (i.e. Bott, 1983; Epstein, 1988) who suggest an
asymptotic fouling rate and that the relative pressure drop should level off. There are two
possibilities to account for this discrepancy, the first is that the heat exchanger really
doesn’t foul asymptotically. The second is that had it been possible to keep fouling the
heat exchanger, the exponential curve would have developed an “S” shape and begun to
asymptote. One mechanism for this to occur is through sloughing of deposited material
as the heat exchanger becomes loaded. The high rate and short duration of loading might
have artificially limited this loss of material. However, Bott and Bemrose (1983)
investigated this theory for a circular fin-and-tube heat exchanger and found that the
same asymptotic pressure drop was reached regardless of the duration of fouling and the
air concentration of fouling agent. Although academically interesting, this argument is
not useful to HVAC heat exchangers: Parker et al. (1997) suggest that HVAC evaporator
coils should be cleaned when the increase in pressure drop reaches 10-15% of the clean
pressure drop, a much lower value than the more than doubling reported here.
The overall conclusions are that the experiments described here offer the first
available particle and air velocity resolved measurements of deposition in HVAC heat
exchangers. These results will be applied to typical HVAC systems to explore indoor air
quality and energy consequences in Chapters 4 and 5.

104
CHAPTER 4: BIOAEROSOL DEPOSITION ON HVAC HEAT EXCHANGERS AND IMPLICATIONS FOR INDOOR AIR QUALITY
4.1 Introduction
One concern with HVAC heat exchanger fouling is that some of the material that
deposits may be biologically active. Under certain environmental conditions, this can
cause growth and colonization of the heat exchanger surfaces. In addition to the energy
and performance consequences of fouling (discussed in Chapter 5), this biological growth
can be associated with odors and occupant complaints. Contamination of other system
components, such as ducts, filters, condensate pans, water supplies, as well as indoor
surfaces, can result from an original contamination on a heat exchanger. In extreme
cases, occupant morbidity can be adversely affected. Biological contamination of HVAC
systems has been implicated in some cases of sick building syndrome (Godish, 1994).
There are numerous anecdotal reports of biological fouling of HVAC heat
exchangers (RSC, 1987; Belkin, 2001; Turpin, 2001). Over the course of this project,
visual inspections that I conducted revealed the visible presence of fungal spores on
evaporator heat exchangers in residential and commercial (particularly hospitality
industry) buildings in Texas, Georgia, New Jersey, Cincinnati, Ontario, and Minnesota.
In the literature, Muyshondt et al. (1998) discuss the HVAC system as both a source and
sink of biological and other contaminants. They suggest that the dark, moist areas around
evaporator heat exchangers represent ideal growing conditions for biological material and
that deposition of non-biological aerosols can provide the nutrients that can lead to
biological growth. Morey (1988) describes similarly ideal growing conditions for fungus

105
in the HVAC system in 13 commercial buildings: “The presence of adequate nutrients
(debris inherent on heat exchanger surfaces) and moisture provide an ideal site for fungal
amplification.” Hugenholtz and Fuerst (1992) describe measurements of bacteria
concentrations in a large commercial air handling systems and found a biofilm of bacteria
on several cooling heat exchangers. Other work, such as the review article of Batterman
and Burge (1995), further describes the implications of biological growth in HVAC
systems.
The purpose of this chapter is to apply the simulation and experimental work
detailed in Chapter 2 and 3 for the particular case of biological aerosol deposition on
HVAC heat exchangers. The major topics covered in this chapter are a review of existing
literature on bioaerosols of concern and contamination of HVAC systems and heat
exchangers, an application of the work in Chapters 2 and 3 to determine the role of
deposition in biological fouling, and a discussion of potential consequences.
4.2 Bioaerosols of Concern
A wide range of bioaerosols has been identified in indoor environments. They
come in many different forms and can be attached to inert particles or are contained in
water droplets. For deposition on cooling heat exchangers, I am predominantly interested
in two types of organisms: fungi and bacteria. There are other biological agents present
in indoor air that also present health concerns, such as viruses, dust mites, algae, and
pollen. These particles are either relatively unstudied in indoor environments (viruses),
large and not particularly biological active in HVAC systems (dust mites, pollen), or

106
commonly associated with pools of standing water (algae). Although standing water in
drain pans of air conditioners can present an environment suitable for algae growth, I am
focusing on the cooling heat exchanger itself in this work.
4.2.1 Fungi
Fungi are common in indoor environments and are often referred to as mold.
Mold are a subcategory of fungi that can grow on a wide variety of surfaces and are
responsible for deterioration many materials (Miller, 1992). Yeasts are another common
group of fungi that require liquid water to grow. Fungi can be allergenic or toxic
themselves. We are often more concerned with their spores that can also be allergenic,
toxic, and cause lung damage (Banaszak et al., 1970; Schata et al., 1989, Flannigan et al.,
1991). Additionally, as fungi grow, they can produce mycotoxins, metabolic byproducts
that can be harmful to humans (Foarde et al., 1994; Miller, 1992). Fungi can also be
associated with odors and related occupant complaints in buildings. There are many
species of fungi, and even limiting the range of interest to those species commonly found
in indoor environments, spore sizes span a very large range both among and within
fungal species. Foarde et al. (1994) lists the size ranges of spores from 12 common
indoor mold species (their Table 6.4) and they range from 2 µm spheres (Aspergillus
candidus) to 7 × 50 µm sickles (Fusarium solani). They often have irregular shapes that
can significantly affect their transport and deposition behavior.
Indoor fungal spore concentrations also span very large ranges. In a review of
studies in 21 large and small commercial buildings, Morey (1988) reported ranges of
spore air concentrations spanning six orders of magnitude from 10 to 13 × 107 colony
forming units (CFU) per m3. Significantly, the highest reading in the study came from a

107
sampling location 1 - 2 m downstream of a cooling heat exchanger that had “considerable
moist organic debris on it.” Foarde et al. (1994) summarized the work of six researchers
studying fungal concentrations in 383 residences and four office buildings with no
occupant mold complaints. They reported a wide range of airborne fungal
concentrations: 0 - 104 CFU/m3 at the residential sites and 1 – 103 CFU/m3 at the
commercial sites. The same study also summarized research on fungal concentrations in
buildings with occupant complaints and found a similar range, but typically with elevated
concentrations over the non-complaint buildings, and with differing dominant fungal
species. Reynolds et al. (1990) reports fungal concentrations of 103 – 104 CFU/m3 in six
residential and commercial buildings, all with reported occupant complaints. Molhave et
al. (2000) reported an average of 104 CFU/g of viable fungi in samples of settled dust
taken from seven Danish office buildings.
Table 4.1 lists the genus of fungi that have been found in different parts of HVAC
systems. Bold-faced genus names indicate that a single researcher found the genus in
multiple buildings at high surface concentrations or that multiple researchers found that
genus (in different buildings). Although several of these studies included multiple
buildings, most deliberately targeted problem buildings. There is no known
comprehensive data set of microbiological contamination of HVAC systems.

108
Table 4.1: Fungal species in different parts of HVAC systems.
Location Fungal Speciesa Reference
Cooling heat exchangers
Aspergillus spp., Cladosporium spp., Penicillium spp., Pithomyces spp., Unidentified Yeasts
Morey (1988)
Other heat exchangers
Alternaria spp., Aspergillus spp. Reynolds et al. (1990)
Ducts Penicillium spp., Cladosporium spp. Morey (1988), Reynolds et al. (1990), Ahearn (1996), Chang et al. (1996)
Duct Insulation Acremonium spp., Aspergillus spp., Chaetomium spp., Cladosporium spp., Rhizopus spp.
Price et al. (1994)
Fans Aspergillus spp., Cladosporium spp., Penicillium spp.
Heinemann et al. (1994)
Filters Alternaria spp., Aspergillus spp., Chaetomium spp., Cladosporium spp., Penicillium spp., Phoma spp.
Heinemann et al. (1994), Kemp et al. (1995)
Evaporative Coolers
Aspergillus spp., Cladosporium spp., Penicillium spp.
Macher and Girman (1990), Hyvarinen and O'Rourke (1995)
Humidifier water and components
Acremonium spp., Exophilia spp., Fusarium spp., Paecilomycaes spp., Penicillium spp., Phialphora spp., Phoma spp.
Heinemann et al. (1994)
aBold-faced species were found at significant concentrations on multiple systems or by multiple researchers
4.2.2 Bacteria
Bacteria can be allergens and can cause disease and sickness. Legionella
pneumophila, the bacterium associated with Legionnaires disease, is one of the more
infamous causes of HVAC system contamination. However, it is much more commonly
associated with water spray from cooling towers and potable water systems than directly

109
with indoor components of HVAC systems. Other airborne gram-negative bacteria can
contain endotoxins, which are known irritants and are also causative factors in human
lung disease (Hugenholtz and Fuerst, 1992). Bacteria common in the indoor environment
range in size from 0.1 – 6 µm (Foarde et al., 1994). The study of these bacteria is
complicated by the fact that they often are attached to larger particles. Even though
bacteria can be spherical, rod-shaped, or ellipsoidal, the larger particles to which they
attach themselves tend to have large surface areas and are typically highly irregular in
shape (Foarde et al., 1994). Data on indoor bacteria concentrations are not extensive.
Pelikka et al. (1986) report bacteria concentrations of 80 – 120 CFU/m3 in a study of four
homes and 5 – 50 CFU/m3 in three office buildings. In similar studies of three office
buildings, Holt (1990) found bacterial concentrations of 0 – 270 CFU/m3 and Feeley et
al. (1988) found 30 – 140 CFU/m3. Harrison et al. (1992) found 2 – 960 CFU/m3 of
viable bacteria in 15 English office buildings with a variety of different types of HVAC
systems. Hugenholtz and Fuerst (1992) found bacterial concentrations in the supply air
of a well-maintained HVAC system in a commercial building of 102 – 103 CFU/m3.
Table 4.2 lists contamination sites of different bacteria in HVAC systems. There
is a much less data available in the literature on bacterial contamination than on fungal
contamination.

110
Table 4.2: Bacterial species in different parts of HVAC systems.
Location Bacterial Speciesa Reference
Cooling heat exchangers
Acinetobacter spp., Arthrobacter spp., Bacillus spp., Blastobacter spp., Flavobacterium spp., Pseudomonas spp.
Hugenholtz and Fuerst (1992)
Drain Pans Blastobacter spp. Hugenholtz and Fuerst (1992)
Evaporative Coolers
Pseudomonas spp. Macher and Girman (1990)
Evaporative Condenser
Flavobacterium spp. Hugenholtz and Fuerst (1992)
Fans Bacillus spp., Thermoactinomyces spp. Heinemann et al. (1994)
Humidifier water and components
Thermoactinomyces spp. Heinemann et al. (1994)
AC system (non-specified)
Acinetobacter spp., Arthrobacter spp., Bacillus spp., Cedecca spp., Corynebacterium spp., Staphylocuccys spp.
Hugenholtz and Fuerst (1992)
aBold-faced species were found at significant concentrations on multiple systems or by multiple researchers
Despite the occurrence of individual buildings with high air concentrations of
bacteria and fungal spores and the documented contamination of some HVAC systems, it
is important to put these numbers in perspective. Pelikka et al. (1986) report that in
typical indoor environments, only 1 in 103 particles are a fungal spore, 1 in 106 of the
small (submicron) particles that dominate indoor air concentrations are associated with
bacteria, and 1 in 103 larger particles contain viable bacteria. However, despite these
seemingly low proportions, biological contamination of heat exchangers can still be a
problem because 1) there are large numbers of particles in indoor air (~103 per m3

111
(Wallace, 1996)) and 2) the volume of air that passes over heat exchangers is high (a flow
rate of four to five times the total volume of the air in a residential building per hour is a
rule of thumb for an operating cooling system). Commercial systems usually mix
outdoor air and return air, and have similarly high or even higher flow rates. These high
flows can therefore transport substantial amounts of material to the heat exchanger.
Some of the particles, particularly larger particles, in this air stream are likely to be
filtered, depending on the efficacy of the filter installed, which could lead to fungal
growth on filters as reported in Table 4.1. However, in typical systems there is often
unintentional filter bypass because of poor filter installation practices and duct leakage on
the return (negative pressure) side of the system, which can lead to some or all of the air
not being filtered. Filter bypass is discussed in more detail in Chapter 5.
4.3 Bioaerosol Deposition on Heat Exchangers
Given the microbiological growth described on heat exchangers and other HVAC
surfaces in Tables 4.1 and 4.2 and the potential for high airborne bioaerosol
concentrations, it seems likely that, at least in some systems, biological aerosols are
available to deposit on a heat exchanger. Before discussing the likelihood of deposition
further, there are two caveats in using the experimental and simulation results of Chapters
2 and 3 to predict biological aerosol deposition on heat exchanger. The first is that the
particles considered in the earlier chapters were spherical. Many biological aerosols are
not spherical, and this can affect their transport and deposition behavior. Hinds (1999)
and Willeke and Baron (1993) summarize the work of several researchers to develop
methods to determine an equivalent spherical diameter for non-spherical particles. Burge

112
(1995) reports that the irregular shape of many fungal spores, decreases settling velocity,
and increases surface drag, particle relaxation time, and Stokes number. These
characteristics would lead to higher deposition than the experiments and simulation work
predict. In the context of the specific experiments reported in Chapter 3, the added
uncertainty is not particularly large, but care should be taken when applying the results to
highly non-spherical particles.
The second caveat is that, although the experimental technique allows for some
determination of the separation of particle deposition on different parts of the evaporator,
it doesn’t allow for precise distribution information. This information would be very
useful for determining the viability of deposited biological material. If a fungal spore
deposits at the leading edge of the evaporator, the local humidity, temperature, and
nutrient availability will be very different than if it had deposited on a refrigerant tube.
This caveat raises some additional issues because biological systems are inherently quite
complex. Seemingly identical average conditions in two different HVAC systems might
lead to very different patterns of biological growth. The role of microenvironments is
very important for understanding microbiological viability (Burge, 1995). Also, although
there is frequently a dominant species contaminating a surface (i.e. Hugenholtz and
Fuerst, 1992), competition within species likely occurs, which can result in different
outcomes depending on a complicated set of factors including micro-environmental
conditions, system cycling, and contamination of adjacent surfaces.
Figure 4.1 shows the results of modeling and measurement for a 1.5 m/s air
velocity (data are identical to those in Figure 3.7). The horizontal lines show the range of
sizes for the most common bacterial and fungal genera found on cooling coils (see Tables

113
4.1 and 4.2). The results suggest that if these bacteria and fungal spores exist in a state
unassociated with other particles (a bigger assumption for the bacteria than for the fungal
spores) they would have deposition fractions of 0 – 10% for isothermal coils, 5 – 15% for
cooled coils, and 20 – 40% for cooled-and-condensing coils. The isothermal deposition
fractions increase to 0 – 15% for an air velocity of 2.2 m/s and 2 – 30 % for an air
velocity of 5.2 m/s. The non-isothermal deposition fractions for these higher velocities
would also increase (see Chapter 2 for details). Biological material that is associated
with larger particles would have larger deposition fractions.
Aerodynamic Diameter (µm)1 2 3 4 5 6 7 8 10 15 20
Dep
ositi
on F
ract
ion
(%)
0
10
20
30
40
50 Pseudomonas spp.Blastobacter spp.
Penicillium spp.
Aspergillus spp.
Figure 4.1: Deposition fractions for air velocity of 1.5 m/s and fin spacing of 4.7 fin/cm. Circles are isothermal data, squares are cooled heat exchanger, triangles are cooled-and-condensed, the trace shows isothermal simulation results, and the horizontal lines are aerodynamic diameter range for known HVAC heat exchanger contaminant species.
For these four, and for other biological aerosols, these results suggest that as an
aerosol gets larger it has a greater probability of depositing. Given these results,
deposition of potentially viable bioaerosols, especially over a significant period of time,
is likely to occur. However, the limiting factor to heat exchanger contamination remains
unclear. Deposition fraction may not be the limiting aspect of the processes that lead to

114
contaminant growth. Several researchers (Morey, 1988; Miller, 1992; Foarde et al.,
1994; Molhave, 2000) have pointed out the association between dust and
microbiological, particularly fungal, growth. This raises the question of whether, under
the appropriate set of environmental and nutrient conditions, microbiological growth will
occur with the deposition of a very small number of viable bioaerosols. Stated
differently, are the conditions on typical heat exchangers such that contamination is
insensitive to the amount of bioaerosol that deposits? There is insufficient evidence in
the literature to answer these questions, but the presence of the bioaerosols of interest in
indoor air, the availability of a mechanism (deposition), and studies that have found
microbial growth on HVAC heat exchangers suggest the possibility and need for further
investigation of factors that lead to microbial growth on HVAC heat exchangers.
Controlled experiments, as well as additional characterization of existing biological
contaminants on heat exchanger surfaces, would be useful.
4.4 Viability and Spread of Deposited Bioaerosols
Once a bioaerosol particle has deposited on a heat exchanger, an important
question is whether it will be viable. To grow, fungi and bacteria have certain
environmental requirements, including bulk water or high relative humidity, nutrients,
suitable pH, temperature, and local airflow. It is difficult to make broad inclusive
statements about these requirements, as they are often species specific. Each
environmental requirement is discussed below.

115
The moisture availability on a cooling heat exchanger is complicated, because it
can vary significantly as the HVAC system cycles. The heat exchanger can warm up and
dry out between cooling cycles. However, there are a substantial number of heat
exchangers that run for very long periods of time (in larger commercial systems), as well
as heat exchangers with inadequate drainage or sufficient surface roughness or previously
deposited hygroscopic material that they retain moisture for long periods of time.
Furthermore, many fungal spores can remain in a dormant state during periods of low
humidity (Gravesen et al. 1994; Miller, 1992). Moisture can vary spatially over the heat-
exchanger surfaces. The leading edge of a heat exchanger fin is typically quite close to
the ambient air temperature, whereas the base of a fin near a refrigerant tube is much
closer to the refrigerant temperature. This leads to different patterns of condensation,
relative humidity, and water activity over the fin surfaces. Biological growth has been
observed on all parts of heat exchangers (Morey, 1998; Hugenholtz and Fuerst, 1992),
indicating that in some cases, moisture conditions are adequate to sustain microbial
contamination. Although bulk moisture is a preferable water source for many
microorganisms, sufficiently moist air is enough to support bacteria on heating or fan-
only heat exchangers (Miller, 1992; Foarde et al., 1994), particularly if a moist enough
microenvironment on the heat exchanger surface is available.
The availability of nutrients and the pH of condensed water are largely
determined by the amount and constituents of previous deposition. Other researchers
have established that these quantities can be sufficient to sustain microbiological growth
(Morey, 1988; Hugenholtz and Fuerst, 1992).

116
Typical cooling heat exchanger surface temperatures, which range from 5° C to
ambient, indicate that there are a number of fungal species that could be supported in the
microenvironments of a cooling heat exchanger, although many fungal species prefer
slightly warmer temperatures (Gravesen et al. 1994; Foarde et al. 1994). As with
moisture, cycling conditions, and spatial temperature variations exist. Bacteria tend to
prefer warmer conditions, although there are several species that can survive at the lower
temperatures typical of cooling heat exchangers, as suggested by the work of Hugenholtz
and Fuerst (1992). The temperatures associated with heat exchangers during fan
operation but with the heat exchanger off (i.e. unconditioned ventilation or recirculation),
are ideal for a wide range of fungi and bacteria.
Once a microbiological colony has established itself on a heat exchanger surface,
there is evidence that it spreads to contaminate other parts of the HVAC system. Morey
(1988) found contamination of air and duct liners immediately downstream of fungal
contaminated cooling coils. The genera of species that they found, as well as
experiments that involved agitation of the heat exchangers, suggest that the cooling coils
were the original contamination source. Bulk moisture can often form on ducts
immediately downstream of a coil, because the air downstream is near saturation. The
duct walls, particularly if their exterior is insulated, can be cooled below dew point
temperature by radiative heat transfer from the coil. This can lead to favorable conditions
for microbiological growth. Hugenholtz and Fuerst (1992) suggest that contamination of
a drain pan occurred by shedding of Bactoblaster spp. bacteria from the cooling coil as
there was no other source in the building and no other mechanism for the bacteria to get

117
to the coil. Although they didn’t look at heat exchangers, the work of Heinemann et al.
(1995), suggests cross-contamination between filters, ducts, fans and humidifiers.
A common pathway for the spread of biological material is through airborne
dispersion. Fungal spores can easily be entrained in air flows typical in HVAC systems
(Foarde et al., 1994, Burge, 1995) and can have effects on the occupants as well as lead
to fungal growth in other parts of the building. Morey (1988) measured fungal spore air
concentrations downstream of cooled coils and found highly elevated levels (although the
original contamination of the coil led to contamination of duct-liner surfaces, which
could inflate this number). Reynolds et al. (1990) and Heinemann et al. (1995) present
evidence linking contaminated HVAC systems to airborne elevated fungal spore levels.
Relatively little work has been done on the viability and spread of bacteria in
HVAC systems. Macher et al. (1995) examined the transfer of bacteria to air in
contaminated evaporative air coolers (EACs). Even with an artificially high level of
contamination of bacteria in their study, there was relatively little water to air transfer of
bacteria in these systems. Furthermore, an EAC represents a more likely source of air
contamination than a heat exchanger, because EACs have hygroscopic materials and
direct contact between a water pool and an air stream. However, Hugenholtz and Fuerst
(1992) found relatively low, but still elevated, air concentrations of bacteria downstream
of an air-conditioning coil fouled with bacteria and they further found an order-of-
magnitude variation between different days depending on the operation of the cooling
coil.

118
4.5 Discussion
There are several problems that might result from the deposition of bioaerosols on
a viable heat-exchanger surface. The first is that these organisms can create metabolic
byproducts, such as mycotoxins, which can cause irritation, allergies, odors, and in
extreme cases, occupant sickness (Miller, 1992; Godish, 1995). The second is that the
presence of fungal spores and bacteria in air can lead directly to occupant health
problems. Several researchers have documented a connection between contaminated
HVAC systems and SBS, allergies, and other health outcomes (Fink et al., 1971; Fink et
al., 1976; Molina, 1989). Lastly, even if not linked to odor or health problems,
deposition and growth of biological material on heat exchangers can lead to a variety of
adverse energy and air-conditioner performance impacts (Krafthefter and Bonne, 1986;
Krafthefter et al., 1987) as detailed in Chapter 5.
So far this chapter has looked at bioaerosol deposition on heat exchangers as a
potential source of indoor environment contamination. Muyshondt et al. (1998), among
others, has mentioned the possibility of HVAC system components being a sink for
contaminants. Although a cooling heat exchanger may not be the best place to store
biological material, cooling heat exchangers do serve to remove some bioaerosols from
the air stream. In the case of dust mite feces and parts, pollen and other biological
material that are unlikely to be viable on or spread from a heat-exchanger surface,
deposition is a trade off between diminished air conditioner performance and energy use
and removing these items from indoor air.

119
Solomon et al. (1976) demonstrated that homes and examining rooms cooled with
window air conditioners have dramatically lower indoor concentrations of fungal spores
and pollen than equivalent spaces cooled with natural ventilation (open windows). The
results suggest that window air conditioners act to reduce these concentrations primarily
by the removal of bioaerosols by an in-line filter (although the role of the coil was not
considered). Several of the units in this study used condensate water to evaporatively
cool a condenser coil – bacterial contamination associated with spray systems of different
parts of the system or the room air wasn’t considered, but is a possibility.
Hyvärinen and O’Rourke (1995) examined airborne viable fungi concentrations
from 171 homes in Arizona equipped with either evaporative cooling or central air
conditioning. The results were analyzed in a paired study of a subsample of 46 houses
(23 each with evaporative cooling and central air conditioning) that excluded
confounding variables. Throughout the year, Cladosporium spp. concentrations were
significantly greater in homes with evaporative cooling, probably because these homes
had high average relative humidities. Penicillium spp. were higher in the non-cooling
season in houses with air conditioning. Given the work of Morey (1988), one possible
explanation for this is that Penicillium spp. spores deposited on the cooling heat
exchanger and spread through the home when the relative humidity conditions were
appropriate (Burge, 1995). An important difference between the two types of systems is
that the homes equipped with air conditioning use the same distribution system in both
the heating and the cooling system. This results in more air movement that can entrain
and transport spores from the HVAC system to the living space.

120
Harrison et al. (1992) measured at bacterial and fungal concentrations in 15 office
buildings and found diminished bacterial air concentrations for buildings with cooling or
cooling compared to buildings with heating only. Bacterial concentrations decreased by
a factor of three between buildings with cooling and buildings without. Fungal spores
were lower by an order of magnitude. Although average relative humidities and
temperatures in the buildings were not significantly different, sampling took place at
different times of the year in each building and thus relationships between HVAC system
contamination and room air contamination are difficult to infer from the data.
Given the inaccessibility of most heat exchangers, they are far from ideal
microbial sinks. They are not always accessible for cleaning (particularly in residential
systems), the microbiological growth is not always visible (the bacterial biofilm
described in Hugenholtz and Fuerst (1992) was on an apparently clean and well
maintained heat exchanger), and the risks of air contamination by biocides and coil
cleaning products are not well understood. An additional concern is that cleaning of heat
exchanger could result in the dislodging of potentially allergenic and otherwise harmful
material. Also, the destruction of an established biofilm is often more difficult than
destroying individual organisms (Characklis and Marshall, 1990). Even in the absence of
a continuous source of bioaerosols, some heat exchanger cleaning methods might only
temporarily retard microbiological contamination. A preferable solution would be
properly designed and maintained filtration components, including the elimination of all
filter bypass. This is discussed more in Chapter 5.
This research represents a step toward understanding the causes and consequences
of bioaerosol contamination of heat exchangers. There are still important questions to be

121
answered. Although there is evidence that many air conditioning heat exchangers present
viable environments for bacterial and fungal growth. Further research on microorganism
viability on heat exchangers would be useful. Further research on resuspension of
deposited biological material would also be important to close the knowledge gaps
between deposition, colonization, and occupant problems. And, perhaps most
importantly, field studies that measure how much and what types of biological growth
exist on HVAC heat exchangers in typical buildings would add greatly to our knowledge
of this topic. Further research on heat exchanger cleaning and other prevention and
mitigation techniques would also help building operators implement solutions to
biological fouling of HVAC heat exchangers.

122
CHAPTER 5: FOULING TIMES AND ENERGY IMPLICATIONS OF HVAC HEAT EXCHANGER FOULING
5.1 Introduction
The Energy Information Agency reports that buildings are responsible for 38% of
United States energy use (EIA, 2002). About a third of this total is for heating and
cooling in both residential and commercial buildings. In 1997, residential space cooling
used 1.22 × 1011 kWh of electricity in the 7.26 × 107 U.S. households that have central or
room-based cooling. Americans spent $8.3 × 1010 heating their homes in 1997. In 1995,
commercial cooling accounted for 7.32 × 1011 kWh of electricity use at a cost of
$5.3 × 1010 (EIA, 2002). Furthermore, cooling is a substantial contributor to peak
electrical demand for both residential and commercial systems. Peak demand drives the
need for capacity of generating plants, stresses the reliability of electricity grids and
infrastructures, and causes a disproportionate share of electricity generation pollutant
emissions (because the most polluting and lowest efficiency power plants are often used
to handle the peak loads). Thus, even small degradations in HVAC performance can lead
to substantial monetary and environmental consequences.
In this context, the energy impacts of HVAC heat exchanger fouling merit further
study. The first purpose of this chapter is to determine the rate at which coils foul in
order to assess whether fouling occurs fast enough to cause significant performance
degradation. The second purpose is to assess the magnitude of these energy
consequences.

123
5.2 Previous Studies
Despite its potential importance, there has been relatively little research on
residential evaporator coil fouling. There have been several anecdotal reports of HVAC
heat exchanger fouling (RSC, 1987; Neal, 1992; Turpin, 2002). In the engineering
literature, Krafthefter and Bonne (1986) report that a typical residential heat pump
condenser coil will foul sufficiently to cause a 20% reduction in performance over a 4- to
7-year period. Although very useful in identifying the importance of heat exchanger
fouling, there is some reason to believe that the work of Krafthefter and Bonne (1986)
might overestimate the impacts of fouling because their analysis uses indoor particle
concentrations that are considerably larger than suggested by more recent literature.
Krafthefter et al. (1987) extend this work with further experiments and simulations to
examine the role of high efficiency air cleaners in reducing heat exchanger fouling. For
typical residential heat pump and air conditioning systems, they predict a 10 – 25%
average energy cost savings over the 15-year life of the heat exchanger with a properly
installed air cleaner.
For commercial HVAC heat exchanger fouling, infrared thermographic scans of
cooling coils in Arizona institutional buildings provide the strongest anecdotal evidence
of performance degradation. The work is part of an ongoing project to monitor and clean
fouled coils. These scans suggest that large chilled-water cooling coils have surface
temperatures from 5 °C to 20 °C greater than fouled coils, leading to substantial
reductions in heating and cooling capacity (Westberg, 2001). Although very useful for
diagnosis and evaluating cleaning efficacy, the data should be interpreted as qualitative
because of the potential inaccuracies in infrared coil temperature measurement. Braun

124
(1986) reported on the fouling of a 141 kW (40 ton) cooling coil in a commercial
building. The coil had a fin spacing of 2.5 fin/cm, a face velocity of 2.3 m/s, and
corrugated fins. Over the period of a year, the heat exchanger pressure drop increased 35
- 44% because of fouling by indoor dusts. deKieffer et al. (1999) conducted experiments
in which an 18 kW (5 ton), 6.7 fin/cm coil was fouled with a sticky aerosol used to seal
ducts. The purpose of these tests was to determine the effect of flow reduction on
performance, not to obtain data on fouling rates. His work showed that the level of
fouling that caused the air flow to drop by a factor of two simultaneously decreased the
energy efficiency ratio (EER = total cooling capacity/electricity input) by 4 – 6%. The
efficiency degradation was linear with decreasing flow rate. Carter et al. (1998)
measured pressure drop of reheat coils in large institutional buildings on a university
campus. In a sample of 12 reheat coils, they found that the average coil was fouled such
that its pressure drop was 150% of its design value. On a subsample of four coils so
tested, cleaning reduced the pressure drop dramatically.
There are two potential mechanisms by which heat exchanger fouling can lead to
energy consequences. The first is by the development of an insulating layer on the fins
and tubes, thereby adding a fouling resistance to the total resistance to heat transfer
between the air and the refrigerant. The second is by increasing the pressure drop of the
heat exchanger. In HVAC heat exchangers the increased pressure drop is the dominant
effect. On a residential heat pump condenser coil, Krafthefter et al. (1987) reported that
90% of the loss of capacity and efficiency was due to the increased pressure drop (and
consequent decreased air flow). The effect on evaporator heat exchangers used for

125
cooling will be even more related to air flow reduction, because of their sensitivity to
diminished flows (Palani et al., 1992; Parker et al., 1997; Proctor, 1998a).
There are several reasons why the increased fouling resistance is less important
than the flow reduction. The first is that much of the deposited material in heat
exchangers is located on the leading edge of the evaporator (face fouling) and material in
the heat exchanger core deposits preferentially on fin discontinuities. These locations are
not particularly important for heat transfer. Insulating the end of a narrow fin does little
to change the surface temperature profile of the fin and corresponding fin efficiencies for
the very thin fins typical of HVAC heat exchangers (Incropera and Dewitt, 2002). The
second reason has to do with area, as the total fin and tube area is very large relative to
the area of deposited particles. Thus, a very large number of particles have to deposit to
develop enough of a layer to decrease heat transfer. A scaling analysis reveals that about
500 g of dust would have to deposit uniformly on a residential cooling coil to cover the
fins with a 10 µm thick layer of dust. Although dust thermal conductivities are not
precisely known, I estimate (with a magnitude analysis) that this large dust load would
add only 10-4 to 10–6 W/m2K of thermal resistance, which is small relative to the air films
and other thermal resistances in the system. Kuehn et al. (1998) demonstrate that a thin
film does little to diminish fin efficiency in cooling coils.
Therefore, the analysis in this chapter will focus on the pressure drop. For some
systems, particularly residential and some small commercial HVAC systems, increasing
heat exchanger pressure drop causes a reduction in flow. The reduction in flow leads to a
decrease in fan and compressor power draw, decreased efficiency, and decreased cooling
capacity (Parker et al., 1997; Proctor and Parker, 2000). For larger commercial systems

126
that can vary fan speed to maintain a required flow, the increased pressure drop of a heat
exchanger leads to increased fan speed and energy usage (and often increased cooling to
remove the additional heat generated by the fan motor). In commercial systems, fan
energy typically represents 9% of total commercial building energy use (Modera et al.,
1999). Therefore, increasing the system pressure drop, such as would occur with a fouled
coil, can cause increased building electricity use and cooling requirements.
5.3 Estimation of Fouling Times and Energy Impacts
The purpose of this chapter is to apply the simulation and experimental results to
predict fouling times, performance, and energy impacts of the HVAC heat exchanger
fouling problem. The impacts, analysis techniques, and scope of investigation for
residential and commercial heat exchanger systems are substantially different, so they are
discussed separately throughout this chapter.
5.3.1 Residential systems
A parametric analysis is used to determine the relative importance of filtration,
duct system design, heat exchanger fin spacing, and indoor concentrations on residential
fouling times. The prediction of fouling time is based on the simulation and
experimental research described in Chapters 2 and 3. The deposition fraction and mass
deposited is translated into an effective flow resistance, pressure drop, and flow reduction
for the heat exchanger and for the entire system. The reduction in flow leads to estimates
of efficiency and performance degradation based on laboratory and field tests of other
researchers.

127
The overall analysis strategy is to start with indoor air particle and dust
concentrations and calculate what fraction of particles are removed by deposition in the
return (negative pressure) ducts and by filtration. The fraction that is not removed by
these mechanisms is then available to deposit on the heat exchanger. The particulate
matter that deposits on the heat exchanger causes an additional pressure drop, as
measured in the dust deposition experiment, which can then be related to a corresponding
drop in airflow. The reduced flow leads to performance impacts. Each of the relevant
calculations and the corresponding assumptions are derived and explained below.
The first important quantity is the mass concentration distribution function of
material that deposits on the coil, mc (mg/µm·m3). This is calculated, as a function of
particle diameter, as follows:
( ) ( )1 1c duct ,r f f f c c m,inm P b b nη η η= − + − (5.1)
where Pduct,r is the penetration through the return duct system, ηf is the filter efficiency, bf
is the filter bypass, bc is the coil bypass, ηc is the coil deposition fraction, and nm,in is the
indoor particle size mass distribution function. All of these quantities are functions of the
particle diameter, dp. The integration of Equation (5.1) over all relevant particle
diameters (dp = 0.01 - 100 µm) gives the total mass (per m3 of air flow) that deposits on
the coil, Mc (mg/m3):
( ) ( )1 1 dp
c d uct ,r f f f c c m,in pd
M P b b n dη η η= − + −∫ (5.2)

128
All of the terms in Equations (5.1) and (5.2) can be varied to explore their
importance. The following paragraphs describe each parameter and the assumptions that
went into determining the values of each parameter chosen for the simulations.
The fraction of particles that are not removed by deposition in the duct work,
Pduct,r, is calculated based on the empirical model of Sippola and Nazaroff (2002). Three
cases were considered based on a review of ACCA (1995) and fieldwork in 11 houses in
California, Nevada, and Texas that I completed as part of earlier research (Siegel et al.,
2002). The lengths (z), flow rates (Q), bulk velocities (U), and diameters (dduct) for these
duct systems are summarized in Table 5.1 and their penetration curves appear in Figure
5.1.
Table 5.1: Residential duct systems for parametric analysis.
Q z U dduct Duct System (m3/h) (m) (m/s) (m)
Simple Trunk 2380 3 3.6 0.48
Trunk 2380 5 3.6 0.48
Branch 1 1370 5 3.3 0.38
Typical
Branch 2 1010 5 3.3 0.33
Trunk 2380 3 3.6 0.48
Branch 1 680 5 3.7 0.25
Branch 2 680 82 3.7 0.25
Complex
(5 × 90° bends) 1
Branch 3 1010 5 3.3 0.33
1The effect on particle deposition in bends of large diameter ducts (as is typical of HVAC ducts) is not well known. Deposition in these bends was approximated based on engineering judgment and the work of Sippola and Nazaroff (2002).
2Four meters are vertical in Branch 2 of the complex system.

129
Aerodynamic Diameter (µm)0.01 0.1 1 10 100
Duc
t Pen
etra
tion,
Pdu
ct
0.0
0.2
0.4
0.6
0.8
1.0
Simple TypicalComplex
Figure 5.1: Duct penetration fractions vs. particle size for residential duct systems described in Table 5.1.
An important limitation of the analysis considered here is that leakage into return
ducts is not considered. In theory, a leak in a return duct could suck particles into the
duct that could then deposit on the heat exchanger. This effect is not included in this
analysis because there is insufficient information in the literature about particle
concentrations in air surrounding the return duct (typically in attics, crawslpaces, garages
or basements) as well as limited information about how readily particles penetrate typical
duct leaks. Although the magnitude of this effect is not known, the direction of the effect
is clear. Duct leakage would tend to increase the fouling rate because of the availability
of additional particles to deposit on the heat exchanger. This assumption allows also
Equation (5.2) to be applied to systems with filters at the return grill (common in new
housing), as well as at the air handler.
The efficiency of the filter, ηf, is calculated from filter efficiencies described in
ASHRAE Standard 52.2 (1999). Standard 52.2 is a test method that produces a

130
Minimum Efficiency Reporting Value (MERV) rating, which is a measure of the
efficiency of the filter for removing particles of various sizes. For this analysis, three
cases are considered: a low efficiency, but very common, MERV 2 coarse spun fiberglass
furnace filter, a MERV 6 mid-efficiency filter (the minimum being considered by
ASHRAE Standard 62.2P, the proposed residential ventilation standard for new homes),
and a very high efficiency pleated MERV 12 filter. The filter efficiency curves appear in
Figure 5.2.
Particle Diameter (µm)0.01 0.1 1 10 100
Filte
r E
ffic
ienc
y, η
f
0.00
0.25
0.50
0.75
1.00MERV 2 MERV 6MERV 12
Figure 5.2: Filter efficiency curves for parametric analysis.
It is important to compare the performance of these theoretical filters to real
filters. Hanley and Smith (1993) and Hanley et al. (1994) measured the performance of a
spun fiberglass furnace filters. Although the description of the filter in both studies is the
same, the filter in the later study appears to be more efficient. They found that when
loaded with test dust to 250 Pa, which was 25 times the initial pressure drop, the filter
became considerably more efficient and behaved much like the MERV 12 case discussed
above. These filter efficiency curves appear in Figures 5.3 and 5.4. There are two issues
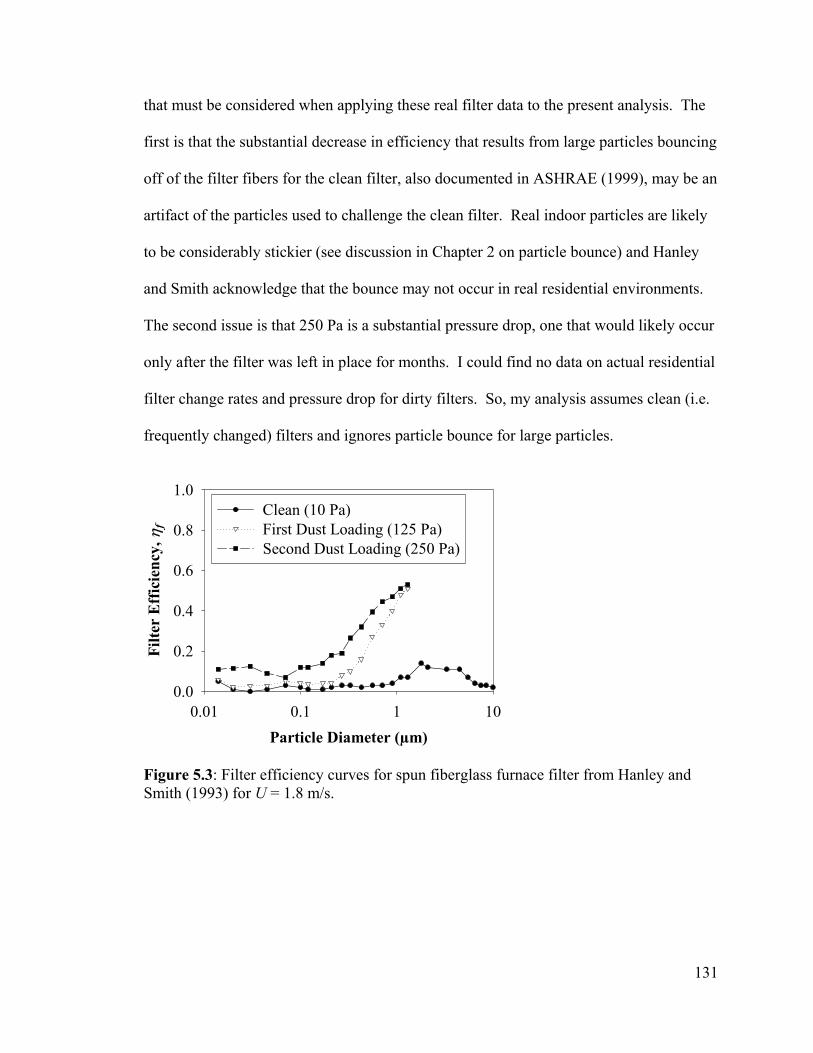
131
that must be considered when applying these real filter data to the present analysis. The
first is that the substantial decrease in efficiency that results from large particles bouncing
off of the filter fibers for the clean filter, also documented in ASHRAE (1999), may be an
artifact of the particles used to challenge the clean filter. Real indoor particles are likely
to be considerably stickier (see discussion in Chapter 2 on particle bounce) and Hanley
and Smith acknowledge that the bounce may not occur in real residential environments.
The second issue is that 250 Pa is a substantial pressure drop, one that would likely occur
only after the filter was left in place for months. I could find no data on actual residential
filter change rates and pressure drop for dirty filters. So, my analysis assumes clean (i.e.
frequently changed) filters and ignores particle bounce for large particles.
Particle Diameter (µm)0.01 0.1 1 10
Filte
r E
ffic
ienc
y, η
f
0.0
0.2
0.4
0.6
0.8
1.0Clean (10 Pa)First Dust Loading (125 Pa)Second Dust Loading (250 Pa)
Figure 5.3: Filter efficiency curves for spun fiberglass furnace filter from Hanley and Smith (1993) for U = 1.8 m/s.

132
Particle Diameter (µm)0.01 0.1 1 10
Filte
r E
ffic
ienc
y, η
f
0.0
0.2
0.4
0.6
0.8
1.0Clean (10 Pa)First Dust Loading (125 Pa)Second Dust Loading (250 Pa)
Figure 5.4: Filter efficiency curves for spun fiberglass furnace filter from Hanley et al. (1994) for U = 1.3 m/s.
The parameter bf represents the amount of air that bypasses a filter because of
poor installation or maintenance. There is almost no information on filter bypass in the
literature. Braun (1986) describes filter bypass around a heavily loaded filter as a likely
cause of heat exchanger fouling in a commercial building. Three cases are considered
here, based on documented anecdotal studies and a scaling analysis of filter bypass in
several residences. The first case corresponds to the situation of a filter in a loose-fitting
slot (10% bypass). The second case corresponds to a filter with a large gap around it, or
one that is only fixed on one edge (25% bypass). Although very likely to be uncommon,
the no-bypass case (requiring deliberate sealing or gasketing) is considered as well,
because one inexpensive option that might reduce coil fouling is to eliminate bypass.
Bypass is assumed to be constant for all particle sizes. The second order effect of bypass
increasing as filter loading occurs is not considered. This treatment is consistent with the
aforementioned assumption of frequent filter changes. However, increased filter bypass
with loading would tend to decrease fouling times.

133
The deposition fraction on coils, ηc, is calculated based on the experimental and
simulation work in Chapters 2 and 3. Three fin pitches, corresponding to the range of
values plus the midpoint typically found in residential HVAC heat exchangers, are
considered: 2.4, 4.7, and 7.1 fin/cm (6, 12, and 18 fins/inch or FPI). A single air velocity,
consistent with supply plenum velocity guidelines in ACCA (1995), of 2 m/s was chosen.
The curves for these heat exchangers were constructed using the simulations to extend
the experimental data to larger and smaller particle sizes and larger and smaller fin
spacings and to account for the “A-coil” geometry typical of residential central air
conditioning systems. The resulting deposition fraction curves appear in Figure 5.5.
Aerodynamic Diameter (µm)0.01 0.1 1 10 100
Coi
l Dep
ositi
on F
ract
ion,
ηc
0.0
0.2
0.4
0.6
0.8
1.02.4 fin/cm4.7 fin/cm7.1 fin/cm
Figure 5.5: Coil deposition fractions as a function of fin spacing for U = 2 m/s.
A modification to account for increased deposition because of wet surfaces (based
on experimental results) was also included. The increased deposition was calculated
using the simulation to fit a curve to the experiment results for 1.5 m/s air velocity and
then apply this curve shape to other fin spacings. The deposition fractions for a wet heat

134
exchanger appear in Figure 5.6. In all simulations, the heat exchanger was assumed to
have a condensed water layer for 500 hours of run time per year.
Aerodynamic Diameter (µm)0.01 0.1 1 10 100
Coi
l Dep
ositi
on F
ract
ion,
ηc
0.0
0.2
0.4
0.6
0.8
1.02.4 fin/cm wet4.7 fin/cm wet7.1 fin/cm wet
Figure 5.6: Wet coil deposition fractions as a function of fin spacing for U = 2 m/s.
Typical residential HVAC heat exchanger installations also allow some air to
bypass the heat exchanger. That effect is represented by means of a fractional coil
bypass, bc. This bypass factor has a linear effect on Equation (2) and was fixed at 10%,
based on the geometry of a typical residential air handler cabinet. Coil bypass was
assumed to be independent of particle size and has a linear impact on mass deposited.
The indoor particle size distribution, min, is based on the model of Riley et al.
(2002), who considered typical particle distributions for diameters in the range of 10-3 µm
to 10 µm. The interest in this range is based on regulatory and health concerns as PM10
(particles less than 10 µm in diameter) is a federally regulated criteria pollutant.
However, the work in Chapters 2 and 3 suggests that HVAC heat exchanger fouling may
also be caused by deposition of larger particles, and this inference, as well as the role of

135
dust fibers as fouling agents, is substantiated by numerous anecdotal reports (RSC, 1987;
Neal, 1992) and forensic microscopy on fouled coils (see Appendix C).
Riley et al. utilized a time-averaged model of indoor particle concentrations of
outdoor origin. For residential buildings with closed windows, they determine the indoor
concentration, Cin, as
in i
out r r i
C pC
λη λ β λ
=+ +
(5.3)
where Cout is the outside concentration, p is the penetration fraction through cracks in the
building envelope, λr is the HVAC air-exchange rate, ηr is the HVAC filter efficiency, λi
is the envelope infiltration rate, and β is particle deposition loss rate to building surfaces.
Indoor particle sources were not considered in this model.
Several modifications to the Riley et al. model are needed to make it suitable for
the purposes of this chapter. These modifications include accounting for the removal of
particles by deposition on the heat exchanger and ductwork in the HVAC system, the
inclusion of larger particles and dust fibers resuspended from indoor surfaces, and the
inclusion of a duty cycle to account for an air conditioner that runs periodically.
Riley et al. considered removal by indoor deposition and the HVAC filter only.
Particles are also removed by deposition in the ductwork and by deposition on the heat
exchangers in the HVAC system. To account for this, the filter efficiency (ηr in their
notation and in Equation (5.3)) was replaced with:
( ) ( )1 1 1r duct ,r f f f c c c duct ,sP b b Pη η η η η= − − + − + (5.4)

136
where Pduct,s is the penetration through the supply ducts and was approximated to be
equal to Pduct,r. The total number of cases simulated made calculating η for each set of
filter, bypass, duct, and coil conditions too computationally intensive. Instead ηr was
calculated based on the filter efficiencies (typically the dominant removal mechanism)
described above and the other variables were fixed at typical values (Pduct,r for typical
duct system, bf = 0.1, ηc for a 4.7 fin/cm heat exchanger, and bc = 0.1).
An additional challenge occurs when trying to address the importance of large
particles. Particles larger than 10 µm are unlikely to penetrate the building envelope, and
once in the indoor space they deposit rapidly by gravitational and inertial mechanisms.
However, examination of fouled coils reveals that many deposited particles are larger
than 10 µm, and most of these large particles are fibers with characteristic lengths of a
millimeter or greater. Although relatively little work has been done on the role and
prevalence of such larger particles in indoor environments, they are potentially important
to heat exchanger fouling because of the significant pressure drop that results from their
deposition.
To examine the role of larger particles play in deposition, two cases were
considered: a “clean” case that considered particles up to 10 µm in size (directly from the
Riley et al. (2002) model) with no indoor sources and a “dirty” case that considered
larger particles and dust fibers. To obtain the dirty case, I modified the work of Riley et
al. (2002) by extending the particle size distributions with an exponential decay fit to the
5-10 µm particle concentrations from the clean case. This is an approximate analysis that
assumes that large particles are only lost to horizontal surfaces by gravitational settling.

137
Ideally, measured large particle concentrations would be used. However, despite there
being a large body of literature on household dust (e.g. Allott et al., 1994; Kildeso et al.,
1999; Schneider et al., 1999; Chen et al., 2000; Croxford et al., 2000; Molhave et al.,
2000), I could find no particle-size resolved measured data for particle diameters greater
than 10 µm (either air concentrations or settled dust on surfaces). This is a substantial
gap in the literature. However, the implications of this approximation are not significant
for this analysis. The low concentrations of large spherical particles that this method
predicts will likely not contribute significantly to fouling.
The work of Thatcher and Layton (1995) was used to include the effect of
resuspension of particles from human activity. The increase in indoor concentration of
particles of all sizes was done using the concentration increase factors in their Figure 7,
assuming that four people were conducting normal activity in the house for eight hours a
day. This is an upper bound on particle resuspension.
Although beyond the scope of this dissertation, a more detailed analysis would
include data on other indoor sources. Wallace (1996) and others have pointed out the
importance of particles from cooking and smoking to indoor particle concentrations.
Although penetration from outside is typically the largest source of particles, up to 35%
of indoor PM2.5 (particles less than 2.5 µm in diameter) can come from smoking
(Wallace, 1996). The inclusion of such additional sources could increase fouling rates,
but the results of forensic microscopy suggest that dust fiber deposition is more important
to residential heat exchanger fouling.

138
There is very little data on fiber concentrations in normal indoor environment.
Much of the work has focused on particular fibers in industrial or mining environments.
For the dirty case, indoor fibers were assumed to be present at the average concentrations
of fibers in 11 randomly selected Danish schools described in Schneider (1986). There is
some question of the validity of using this environment to determine residential airborne
fiber concentrations, but it was the only well characterized data source that I could find.
Mean fiber length was determined to be 2.5 mm, which is consistent with work in
Mølhave et al. (2000) and with microscopy of fouling agents from the leading edge of
two fouled coils (see Appendix C). Fibers were assumed to deposit in the duct system by
gravitational settling only onto the duct floor. I originally determined fiber settling
velocity by calculating the cylindrical coefficient of drag presented by Panton (1996) in
his Table 14.14 and completing a force balance in the vertical direction on the fiber. This
velocity required an iterative solution and was independent of fiber length (seemingly
reasonable for the very long fibers considered here). However, the experimental work of
Cox (1971) found a dependence on fiber length and thus his empirical correlations were
used (his Equations 7.10 and 7.12b). All fibers were assumed to be oriented with their
long axis oriented horizontally consistent with the guidelines in Baron (1993). Fibers are
assumed to be completely removed by any filter (and thus are only potential heat
exchanger fouling agents when there is filter bypass) and, because of their length, are
assumed to deposit with perfect efficiency on the heat exchanger.
Two modes of air conditioner operation were considered. The first assumes that
the air handler fan runs continuously (an increasingly common mode of operation in
houses with interconnected mechanical ventilation and heating and cooling duct

139
systems). The air change rate through the air handler (λr in Equation (5.3)) is assumed to
be 4 h-1 for this case, and the infiltration flow rate, λi, is assumed to be 0.75 h-1. These
values correspond to the “residential CA [central air]” case from Riley et al. (2002). A
second case, where the air conditioner runs for an annual average duty cycle of 10
minutes of operation for every hour was also considered; λr = 0.66 ACH for this case and
λi = 0.57 ACH. The infiltration flow rate, λi, was assumed to have one sixth of the
increased infiltration due to the HVAC system of the continuously operating case.
Two outdoor concentration distributions, Co, were considered to represent
archetypal urban and rural conditions. These concentrations were taken directly from
Riley et al. (2002). Rural outdoor particle concentrations have a greater proportion of
coarse mode particles, but overall far fewer particles (in both number and mass). It is
anticipated that heat exchangers in rural homes will foul more slowly.
Plots of the particle number concentration distributions used in the analysis
appear in Appendix D.
The particles in all four cases were assumed to have a density of 1 g/cm3 for
particles smaller than 2.5 µm and for dust fibers and a density of 2.5 g/cm3 for particles
larger than 2.5 µm. This assumption was made to account for the larger density of coarse
mode particles and although particle density data are sparse, the assumption is consistent
with information in Seinfeld and Pandis (1998) and Riley et al. (2002) and with the
density of standard test dusts, such as the SAE coarse test dust described in Chapter 3.

140
A summary of the parameters considered and their corresponding information
sources appears in Table 5.2. A base case of the most common values of each parameter
was selected based on the engineering judgment of the most typical values for each
parameter. The base case system consists of a typical duct system, a MERV 2 filter, 10%
filter bypass, a 4.7 fin/cm (12 FPI) coil, and a particle concentration resulting from an
urban location with indoor resuspension of particles and dust fibers (the “dirty” case) and
a thermostatically cycling air handler.

141
Table 5.2: Parameters varied in the simulation of mass deposition.
Parameter Reference/ Display Element
Number of Parameter Values
Case Description (base case is in boldface)
Simple
Typical
Pd, Duct Penetration
Sippola & Nazaroff (2002)
Figure 5.1 and Table 5.1
2
Complex
MERV 2 MERV6
ηf, Filter Efficiency
ASHRAE (1999)
Figure 5.2
3
MERV 12
0%
10%
bf, Filter Bypass Anecdotal evidence and scaling analysis
3
25%
High fin pitch
Typical ηc, Coil Deposition Fraction
Chapters 2 and 3
Figures 5.5 and 5.6
3
Low fin pitch
Rural location 2
Urban location
Continuous fan 2
Cycling fan
Clean
nm,in, Indoor Particle Distribution Function
Riley et al. (2002) with additional information on resuspension from Thatcher & Layton (1995) and dust fibers from Schneider (1986)
Figures D.1-D.4 in Appendix D
2
Dirty
Once the mass concentration deposited on the coil is determined for a given set of
parameters, the fouling time, τfoul, which is defined as the time that it takes for the coil
pressure drop to double, is calculated as follows:

142
foulfoul
c
MQ M DC
τ = (5.5)
where Mfoul is the experimentally determined deposited mass of particles that causes the
pressure drop of the coil to double at constant flow (from Chapter 3), Q is the air flow
rate through the system (fixed at 2700 m3/h (1400 CFM) for a typical 12.3 kW (3.5 ton)
air conditioner), and DC is the duty cycle of the air handler fan (DC = 1 for continuous
operation and DC = 1/6 for cycling). The deposited mass that causes fouling, Mfoul, is
assumed to be a linear function of the heat exchanger area. The reduction in Q caused by
fouling is not taken into account because the doubling in pressure drop does not
substantially reduce the flow (as will be shown in the results). Furthermore, for the
cycling case, this reduced flow would mean that the fan in a heating or cooling system
would have to run for longer so the duty cycle would increase and the effect would be
further reduced.
Once the fouling time is established, the next step is to estimate the effect of a
doubling of coil pressure drop on air conditioner capacity, efficiency and power
consumption. This evaluation is not straightforward because the flow through most
residential air conditioner heat exchangers is determined by the intersection point
between the fan curve and the system curve (ACCA, 1995). This point is illustrated in
Figure 5.7. The fan curve is determined by the fan and the system curve is determined by
the pressure drop of all of the components in the system, including the return duct, filter,
coil and supply duct. So, doubling the pressure drop of a coil will have a different effect
on the system curve, depending on the flow resistance of the rest of the system.

143
Furthermore, residential fan curves have different slopes at different points, which means
that doubling the coil pressure drop of a system operating at one point in the curve will
have a different effect than would doubling the coil pressure drop at another point on the
curve.
Flow Rate (m3/h)
0 500 1000 1500 2000 2500 3000
Pres
sure
(Pa)
0
50
100
150
200
Air Flow (ft3/min, CFM)
0 400 800 1200 1600
Pres
sure
(inc
hes w
ater
col
umn,
IWC
)0.0
0.2
0.4
0.6
0.8Fan CurveClean Coil System CurveFouled Coil System Curve
FouledCoil
SystemFlow
CleanCoil
SystemFlow
Figure 5.7: Fan curve and system curves for clean and fouled coil.
To estimate the flow resistances of typical systems, I used supply and return duct
static pressures (based on measurements in more than 250 houses as measured by
Lawrence Berkeley National Lab staff and other researchers), and used the pressure-to-
flow relationship for a typical 12.3 kW (3.5 ton) air conditioner coil (Carrier 1991;
Carrier 1994; ACCA, 1995) to determine the average impact on flow of a doubling of
coil pressure drop in a residential system. Fan curves were obtained from manufacturers’

144
data in ACCA (1995), experimental data from Parker et al. (1997), and data that I
measured in a single house in Fresno, CA. These three fan curves appear in Figure 5.8:
Flow (m3/h)
0 500 1000 1500 2000 2500 3000 3500
Ext
erna
l Sta
tic P
ress
ure
(Pa)
0
50
100
150
200
250
300
350
ACCA (1995)MeasuredParker et al. (1997)
Figure 5.8: Fan curves used to determine flow.
Figure 5.8 contradicts the conventional wisdom that fan curves have an inverted
parabolic shape (ACCA, 1995; Kuehn et al. , 1998; ASHRAE, 2000; McQuiston et al.,
2000). All three fan curves are almost linear over a large range in flows. Further
measured data on installed fans in residential systems might help reconcile this
contradiction, but for my analysis, since flows do not drop significantly, this issue does
not substantially affect the analysis.
Once the system and fan curves are established, the effect of the flow reduction
on system performance can be determined. Figures 5.9 and 5.10 show the performance
degradations that were experimentally determined by Parker et al. (1997) for a 8.6 kW air
conditioner and Palani et al. (1992) for a 10.6 kW air conditioner. The conditions for
both experiments were as follows: indoor temperature = 24 °C, indoor relative humidity

145
= 60%, and outdoor temperature = 35 °C. The capacity in Figures 5.9 and 5.10 is the
total (sensible plus latent) capacity. The latent capacity increases as flow decreases
because the coil surface temperature drops and the sensible capacity decreases. The data
from both researchers suggest a similar, and roughly linear, decrease in all performance
metrics until the flow diminishes to 50 - 60% of the initial flow of 193 m3/kWh (400
CFM/ton). Both data sets show a dramatic reduction in flow past this point, although the
Palani et al. data shows a steeper reduction in performance. Practically, for the small
flow drops that are typical in systems with fouled coils, a linear relationship can be
assumed and the data from both studies are in good agreement in this domain
Flow Reduction (%)0 20 40 60 80 100
Perf
orm
ance
(%)
20
40
60
80
100
PowerCapacityEfficiency
Figure 5.9: Performance degradation from reduced flow from Parker et al. (1997).

146
Flow Reduction (%)0 20 40 60 80 100
Perf
orm
ance
(%)
20
40
60
80
100
PowerCapacityEfficiency
Figure 5.10: Performance degradation from reduced flow from Palani et al. (1992).
Another potential energy impact is the role of coil fouling in changing fan power
draw, an often neglected aspect of residential air conditioner use (Proctor and Parker,
2000). The HVAC fan power, W, is given by,
fan motor
Q PWη η
∆= (5.6)
where Q is flow through the fan, ∆P is the total external pressure drop of the system, ηfan
is the fan efficiency, and ηmotor is the fan motor efficiency. The conventional wisdom is
that decreasing flow decreases the power use of the fan in a cubic relationship. This is
because pressure varies with the square of flow (according to conventional fan curves).
There is relatively limited information in the literature, but the data of Parker et al. (1997)
show a linear decrease in fan power draw with decreasing flow. The size and magnitude
of fan power changes are a function of the fan performance curves and the system curve.
The product of the efficiencies (ηfanηmotor) in Equation (5.6) is a function of flow and

147
pressure as well, although in residential systems, ηfanηmotor varies over a relatively small
range. Parker et al. (1997) assumed a value of 22.5% for ηfanηmotor in their analysis and
their measured data shows a range from 18.8 to 23.7%. Phillips (1995), in a study of
residential central heating systems in Canada, found an average efficiency product of
19%. I assumed a constant 20% for this analysis, which is appropriate because of the
small flow and pressure drop range between clean and fouled coils. An important
secondary effect of changing fan power draw is that it also changes the amount of energy
that the cooling system needs to remove.
5.3.2 Commercial systems
Prediction of fouling times for commercial systems is considerably more
complicated than for residential systems because typical commercial buildings can have
different types and sizes of HVAC heat exchangers (direct expansion cooling coils,
reheat coils, chilled water coils), and a large variety of shapes and configurations of duct
work. In addition, commercial filtration is more varied than it is in residential systems.
Furthermore, most commercial buildings have an economizer cycle in which a direct
connection between the HVAC system and outdoor air is established. Flow rates through
commercial systems are often variable, changing to match ventilation and conditioning
loads. Thus fouling times span a large range and are difficult to predict in a general
manner. For these reasons it does not make sense to estimate commercial fouling times
using the approach developed for the residential case.
The following general comments provide some indication of commercial fouling
times. Commercial buildings tend to have variable flow rates, which are considerably

148
higher then those in residential systems (suggesting shorter fouling times). Commercial
buildings also have larger coils than residential systems (suggesting longer fouling times)
and also have economizers to introduce fresh air to the building (producing an
indeterminate effect that depends on relative indoor and outdoor concentrations of
particles that would deposit on heat exchangers, economizer filters, and economizer flow
rates). Commercial buildings also tend to have much more complicated duct systems
(longer fouling times) and better filters (longer fouling times) and more regular filter
changes (shorter fouling times). There is no compelling reason to think that commercial
systems foul any slower or faster than residential systems, but a detailed analysis using
the techniques for residential buildings could be done to illuminate this issue. The
analysis would have to be extended to account for multiple heat exchangers (such as a
main coil and individual reheat coils) as well as widely varying flows that can occur in
commercial HVAC systems.
The energy impacts of a doubling in pressure drop of a heat exchanger will vary
depending on the system being considered. Many small commercial systems are much
like large residential systems with the addition of an economizer. The analysis of the
energy impacts in this case is much the same as for residential systems with the fan
energy component representing a larger proportion of total building load. Many large
commercial buildings, and some newer small commercial buildings, have systems that
are designed to deliver either a constant flow (constant air volume systems) or a variable
flow (variable air volume systems) to satisfy a conditioning or ventilation load. These
systems can adjust fan speed over a continuous range to achieve the desired flow. The
governing equation for fan power draw for this type of system is Equation (5.6). A

149
difference from residential systems is in the fan motor efficiencies, which can vary over a
large range for a given fan depending on flow and pressure drop conditions. There are
also many more types of fans that are used in larger buildings. Because of longer and
more complicated duct runs and ventilation requirements, fan energy in commercial
buildings represents a much larger proportion of total building energy than for residential
systems (Modera et al., 1999). The potential costs of fouling are greater and fan energy
increase is likely to be the dominant energy impact of fouling. Also, the heat generated
by fans needs to be removed if fans are in conditioned areas and this effect will increase
the energy consequences of increased fan energy usage.
To analyze the range of impacts of a doubling in pressure drop, the typical HVAC
fan types were selected from the technical literature (Carter et al., 1998; Kuehn et al.
1998; Webster, 2002). The range of efficiencies (the product of ηmotorηfan in Equation
(5.6)), flows, and external static pressures are listed in Table 5.3.
Table 5.3: Commercial HVAC fans.
Fan Type Efficiency (%) Flow (m3/h) Static Pressure (Pa)
Low High Low High Low High Backward Curved 50 80 3400 136000 250 2990
Forward Curved 40 70 300 3400 120 1490
Vane axial 40 65 1400 5900 120 1370
These data are used in Equation (5.6) to determine the energy impacts of fouling
in commercial systems. A further assumption is that coils represent 25 % of the total

150
static pressure drop in commercial systems. This estimate is consistent with analysis of
institutional buildings (Carter et al., 1998) and design guidelines (ASHRAE, 2000).
5.4 Analysis Results
In this section, I will first present the fouling time results for residential systems.
The energy impacts of residential coil fouling are also discussed. Following the
discussion of residential systems, I will present the fan energy impacts of fouling in
commercial buildings.
5.4.1 Residential systems
The fouling times, defined as the time it takes for the pressure drop of the coil to
double at constant flow, varied over a very large range, depending on input parameters.
The mean fouling time for all conditions was 42 years, but this value was skewed by
several very high fouling times (500+ years). The median fouling time was 9.4 years.
The fouling time for the base case (MERV 2 filter, urban outdoor concentration, cycling
air conditioner, dirty indoor environment, typical coil (4.7 fins/cm or 12 FPI), 10% filter
bypass, and typical duct penetration) was 4.3 years.
The fouling time ratio is a measure of how sensitive fouling time is to a specific
change of a given parameter. The fouling time ratio is calculated by holding all
parameters constant except for the parameter of interest. The mean fouling time ratio for
a particular parameter change is the average change in fouling time resulting from

151
changing the value of that parameter. Table 5.4 lists fouling time ratios for changing
each parameter from that of the base case to every other possible value.
Table 5.4: Fouling time ratios.
Fouling Time Ratio Variable Base Casea Going to Median GM GSD
MERV 6 1.40 1.40 1.08 Filter Efficiency MERV 2
MERV 12 7.82 10.6 2.65
Urban Rural 2.24 2.24 1.03
Cycling CA 0.31 0.31 1.08
Indoor Concentration
Dirty Clean 1.59 1.68 1.30
2.4 fin/cm 1.89 1.84 1.08 Coil Efficiency 4.7 fin/cm
7.1 fin/cm 0.70 0.71 1.04
None 1.12 1.81 2.26 Filter Bypass 10%
25% 0.86 0.73 1.38
Simple 0.99 0.99 1.01 Duct Penetration Typical
Complex 1.02 1.02 1.01
aBase Case = MERV 2 filter, urban outdoor concentration, cycling air conditioner, dirty indoor
environment, typical coil (4.7 fins/cm or 12 FPI), 10% filter bypass, typical duct penetration.
The geometric mean and standard deviation were used as descriptive statistics in
Table 5.4 because the particle size distributions and many of the parameters in Equation
(5.2) come from lognormal or composite lognormal distributions. As a simple test, the
median of each distribution was compared to the geometric mean (they should be equal
for a true lognormal distribution). In all cases, there was less than a 5% discrepancy with

152
the exception of changes of filter efficiency and filter bypass, which had much larger
discrepancies (up to 38%). The non-lognormality of the results for these parameters has
to do with the interactive effects between these two variables. The data in Table 5.4 also
appears graphically in Figure 5.11. The error bars do not represent an uncertainty, but
represent one geometric standard deviation above and below the geometric mean for
changing the parameter for all cases.
MER
V 6
MER
V 1
2
Rur
alC
ontin
uous
Cle
an
2.4
fin/c
m7.
1 fin
/cm
Non
e25
%
Foul
ing
Tim
e R
atio
0
1
2
3
4
5 FilterBypass
Indoor AirConcentration
FinSpacing
FilterEfficiency
10.6
Figure 5.11: Fouling time ratios. Error bars indicate one geometric standard deviation above and below the mean. Base Case = MERV 2 filter, typical coil (4.7 fins/cm or 12 FPI), urban outdoor concentration, cycling air conditioner, dirty indoor environment, 10% filter bypass.
From the results in Table 5.4 and Figure 5.7 the importance of varying each
parameter becomes clear. Filter efficiency, particularly going to a MERV 12 filter from
the base MERV 2 filter, has a large impact on fouling times, causing the fouling time to
increase, on average, by ten times. There is substantial variation in this value because of
the interaction between filter bypass and filter efficiency. For very high efficiency filters,

153
filter bypass makes a big difference in whether or not particles are available to deposit on
the heat exchanger. Increasing the indoor particle concentrations also has a big impact on
fouling times. Going from a typical urban to typical rural location increases fouling time
by about a factor of two on average. This increase is caused by the lower outdoor
concentration of particles in rural environments. Running the air conditioner
continuously has an even larger effect on fouling time (decreasing it by two thirds on
average), largely because the coil is continually exposed to particle-laden air. This effect
is somewhat moderated by the fact that the continually cycling air is also continuously
filtered by the HVAC filter and other components. Eliminating resuspension of indoor
particles and dust fibers increases the fouling ratio by a factor of 1.5. Changing the filter
bypass causes a 25-50% change in fouling time on average; however, there is a strong
interactive effect with filter type. The added efficiency of a MERV 12 filter can be
largely compromised by filter bypass. Correspondingly, filter bypass does not
significantly degrade the performance of a MERV 2 filter.
Another important result of this study is that, over the 0.01 – 100 µm particle
diameter range considered, the particles that are most responsible for fouling are those in
the size range between 1 – 10 µm. The contribution to fouling by particle size is shown
in Table 5.5 for all simulation cases, for the subgroup of dirty cases, and for dirty cases
with non-zero filter bypass. Although larger particles cause more of a pressure drop
when they deposit, and they deposit with high efficiency, they are also more likely to be
filtered or to deposit in return ductwork. Also, large particles exist in indoor air at much
lower concentrations than small particles. A related result is that even submicron
particles, which are relatively unlikely to deposit on the coil, contribute to fouling

154
because they exist in indoor air at very high concentrations and are relatively unlikely to
be filtered or deposit in duct work. Fibers are estimated to contribute 22% of total
fouling mass, on average, in homes where they deposit on heat exchangers (dirty cases
with non-zero filter bypass). This significant contribution suggests that more research on
indoor residential fiber concentrations would be useful in order to evaluate their impact
on fouling, particularly given the scant data on indoor fiber concentrations. Such data
would also resolve the discrepancy between forensic microscopy, which suggests that
most of heat exchanger fouling is by dust fibers rather than spherical particles, as
suggested here.
Table 5.5: Contribution to mass deposited by particle size.
Particle Size Range (µm) 0.01 - 0.1 0.1 – 1 1 - 5 5 - 10 10 - 100 Fibers All cases µ 0.2% 9.4% 48% 29% 6.7% 7.3%
n=648 σ 0.4% 13% 13% 10% 7.8% 15%
Only dirty µ 0.2% 8.1% 38% 25% 13% 15%
n=324 σ 0.4% 13% 11% 8.5% 5.8% 18%
Dirty/filter bypass µ 0.1% 4.0% 34% 26% 14% 22%
n=216 σ 0.1% 3.4% 10% 5.9% 3.5% 18%
Table 5.6 shows the pressure drop and flow through a typical coil when both
clean and also when fouled enough such that its pressure drop at constant flow has
doubled. Although the pressure drop at constant flow doubles (as measured in the

155
experimental data), the consequent reduced flow from the added pressure drop causes a
less than doubling of the pressure drop at the new flow. This effect is included in the
analysis. Although the resulting flows and pressure drops are substantially different, the
flow was reduced by 5 – 7%, regardless of which fan curve was used. Much greater
impacts are possible for systems with already reduced flow or on a steeper point on the
fan curve.
Table 5.6: Flow reduction and pressure drop for different fan curves.
Heat Exchanger Pressure Drop (Pa)
Flow (m3/h)
Fan Curve Source Clean Fouled Clean Fouled Reduction
ACCA (1995) 54.0 83.4 2280 2160 5.4%
Parker et al. (1997) 36.1 49.9 1860 1780 5.8%
Measured 32.8 41.8 1780 1660 6.5%
Once this effect on flow was determined, I used the experimental work of Parker
et al. (1997) and Palani et al. (1992) to estimate the effect of reduced flow on air
conditioner performance. For a properly tuned air conditioner, a 5 - 10% drop in flow
causes a 2 - 4% drop in Energy Efficiency Ratio (EER), capacity, and power draw.
However, for a more marginal system (i.e. a system with insufficient air flow across the
coil), these effects can be 10 – 20% or even greater. Also the effect of low refrigerant
charge can have an interaction with low airflow, further degrading system performance
(Proctor, 1997).

156
The total external static pressure for the system as well as the power draw appears
in Table 5.7. In a system with a fouled coil, the flow drops by 5 – 7%, but the pressure
increases by 6 – 16%, so the power draw of the fan increases by 1 - 10%, depending on
the fan curve being used. This contradicts the fan laws, which suggest that the fan power
would decrease by 15 – 18 %. Using the Parker et al. (1997) measured data, the fan
power would decrease by 3.8 - 4.6%. Although beyond the scope of this dissertation,
more work needs to be done to ascertain both the sign and to assess the magnitude of fan
energy use changes resulting from an increased system pressure drop and a corresponsing
decreased flow. In the absence of research on fan energy, my results suggest that
residential fan power draw increases owing to coil fouling by an amount in the range of 5
- 60 W, with an additional penalty of this heat having to be removed from the air stream
during cooling operation.
Table 5.7: Fan power for clean and fouled coils.
Fan Curve Source
External Static Pressure (Pa)
Fan Power (W)
Clean Fouled Clean Fouled Increase Predicted Decreasea
ACCA (1995) 179 208 567 624 10 % 15%
Parker et al. (1997) 158 167 408 413 1.2 % 18%
Measured 161 175 398 403 1.4 % 16%
aBy application of the P α Q3 fan law.
5.4.2 Commercial systems
Table 5.7 shows the range of fan power increases for commercial HVAC fans.
The assumptions that went into this table are that the flows, static pressures, and

157
efficiency conditions are as described in Table 5.3. Table 5.8 suggests relatively modest
impacts for low speed fans at low pressures, but as fan speed increases, the impacts can
become very large, particularly for low-efficiency fans. Given that building fans
represent 9% of total commercial building electricity use (Modera et al., 1999) for larger
systems, these effects can be significant. Furthermore, the values in Table 5.7 do not
include the additional cooling required to remove the fraction of motor heat that is
dissipated into conditioned space. This amount will further increase the consequences of
fouling.
Table 5.8: Commercial building fan power increase (W) based on fan type and flow and pressure conditions.a
Flow/External Static Pressure Fan Type Low High
Low Efficiency 120 W 56500 W Backward Curved
High Efficiency 70 35300
Low Efficiency 6 900 Forward Curved
High Efficiency 4 500
Low Efficiency 30 1400 Vaneaxial
High Efficiency 20 900
aSource data from Table 5.3 used in Equation (5.5). Efficiency data for each fan type is from columns 2
and 3 of Table 5.3. System airflows and external static pressures for different fan types are from columns 4
- 7 of Table 5.3.

158
5.5 Discussion
In this section, I will discuss the implications of the results for residential and
commercial systems.
5.5.1 Residential systems
The fouling time of the base residential case was 4.2 years. This is within the
range of 4-7 years reported by Krafthefter et al. (1987). The median fouling time for all
cases was 9.4 years, longer than Krafthefter et al. suggest. The primary reason for the
difference is because Krafthefter et al. used higher indoor particle concentrations in their
experiments and simulations than I considered here.
It is important to put the fouling time in the context of the lifetime of the coil.
Typical residential coils have an approximate lifetime of about 15 years. However,
indoor evaporator coils frequently remain in service even when the outdoor portion of the
system or the compressor is replaced. Indoor coils often stay in service for 30 years.
From this perspective, a conservative fouling time of approximately 15 years or less is
the target for when remedial action (such as coil cleaning or improved design or filtration
to limit fouling) should be considered. This work suggests that coils foul such that their
pressure drop (at constant flow) typically increases one and a half to four times over a 15-
year period.
We have used the doubling of the clean coil pressure drop at the original flow as a
measure of a fouled coil. For this level of pressure drop, in a typical residential system,
the airflow is reduced by 5 - 10%, and the efficiency and capacity of the air conditioner is

159
decreased by 2 – 4%. This is a relatively modest decrease in performance; however, the
results assume that the system started with correct airflow. Several researchers (Parker et
al., 1997; Proctor, 1997; Proctor, 1998a) have found that low air flow is common in
many residential air conditioning systems and hence performance impacts can be much
greater because the change in air conditioner capacities are more sensitive to flow
changes at lower air flows.
Coil cleaning is not a routine part of maintenance in residential systems, and it is
unclear whether coil cleaning always removes deposited material, rather than just pushing
it deeper into the coil. If deposited material is not removed from a coil, the pressure drop
at constant flow continues to increase at a geometric rate (see Figure 3.11), assuming
non-asymptotic behavior. After twice as long as the fouling times reported in this paper,
the coil pressure drop, at constant flow, will have increased by about a factor of four.
This can lead to much more serious airflow reductions (10 - 20%) and performance
degradations (5 - 15%). Even greater pressure drops might result if coil penetration
fractions decrease as fouling (particularly with fibers) occurs.
Coil fouling may also change duct distribution losses. The increased pressure drop
at the coil will lead to higher static pressures in the air handler cabinet upstream of the
coil and lower static pressures in the ducts. These pressure differences can cause more or
less duct leakage at each of these locations. However, the decrease in flow rate also leads
to diminished duct leakage. The net effect is not clear as there is very little research on
the effect of reduced or increased pressure drop on duct leakage, but it is a topic of future
research interest. However, reduced flows would lead to increased conduction losses (βs

160
and βr in Equation 1 in Siegel et al. (to be published in 2003)), although the effect is
likely to be small because of the small changes in flow in typical systems.
The effects on residential fan power are also small. Although theory predicts a
large decrease in fan power draw, and measured data suggest a small decrease in power
(Parker et al., 1997), the application of the system curve and the duct curve predicts a
small increase in power of 1 - 10%, depending on which fan curve is used. This can be
considered to be a small portion of the overall performance degradation of the system.
5.5.2 Commercial systems
According to Modera et al. (1999), fan energy accounted for 9.0 % of the 87 TWh
of total electricity consumption in California commercial buildings in 1997. Doubling
the pressure drop across a heat exchanger, particularly in large office buildings with high
HVAC flows and low-efficiency fans, can lead to over 50 kW of additional demand and
20 MWh of additional annual energy use in a single air handler. These are substantial
impacts, and they suggest that the problem of coil fouling in commercial buildings
deserves more attention.
Although coil cleaning is a routine part of maintenance procedures in commercial
buildings, there is relatively little data that verifies its efficacy. Carter et al. (1998)
investigated pressure drops and cleaning efficacy in reheat coils in several university
campus buildings (their Table 3.2). They report pressure drops for four reheat coils in
their as-found condition, after cleaning, and design values (Table 5.9). Their as-found
pressure drops were 50 – 400% times greater than the design values. Cleaning the coils
reduced the average pressure drop to 13% greater than design values. Although this is a

161
small data set, it does suggest significant potential for cleaning to mitigate adverse affects
of fouling.
Table 5.9: Pressure Drop of Four Reheat Coils (Carter et al., 1998).
Pressure Drop of Reheat Coils (Pa) Pre-Cleaning Post-Cleaning Design
237 97 60
87 67 57
100 50 62
122 75 82
5.6 Conclusions
In this chapter, I applied experimental and simulation results describing particle
deposition on evaporator coils, as well as research about indoor particle and dust
concentrations to estimate the fouling rates and energy impacts of coil fouling. The
results suggest that typical residential heat exchangers foul rapidly enough to double
evaporator pressure drop (at constant flow) in about 9 years, on average. The fouling
time for a base case was 4 years. This is considerably shorter than the typical evaporator
coil lifetime of 15 - 30 years. The most important parameters in determining coil fouling
times are indoor particle concentrations and the efficiency of the filter. Filter bypass and
fin spacing are secondary, but still important factors. Efforts to improve the prediction of
fouling time would greatly benefit from more detailed information about large particle
(>10 µm) concentrations in indoor air.

162
The reduced air flows that result from coil fouling cause typical efficiency and
capacity degradations of less then 5% in residential systems; however, they can be much
greater for marginal systems or extreme conditions. The importance of residential air
conditioning energy use means that these degradations also may affect peak electricity
demand. This effect on peak demand is complicated because the overall power draw of a
house with a fouled coil is smaller than the same house with a cleaned coil (power
consumption decreases 2 - 4%). But, the capacity of the air conditioner decreases more
than the power consumption does, which suggests that the air conditioner will have to run
for longer in the house with the fouled coil in order to satisfy the building load.
Depending on the timing of the additional operation, and when averaged over a large
number of homes, the net effect can be to increase peak demand or to increase the
duration of peak power needs. Additional energy consequences resulting from increased
fan power draw and potentially increased duct leakage amplify the magnitude of the
potential energy consequences. Residential commissioning procedures should include
coil inspection and verified cleaning (measured pre- and post-cleaning pressure drops as
well as comparison to design values) to mitigate against adverse energy and indoor air
quality consequences.
The energy impacts of coil fouling in commercial buildings can be considerably
larger than those in residential buildings. Also, since fan power is a much larger
proportion of building electricity use, commercial building coil fouling can substantially
increase the power demand and energy use of individual buildings. Although coil
cleaning is already a part of routine maintenance procedures in many commercial
buildings, greater attention should be paid to verification of the outcome of cleaning

163
protocols. Additional research on manufacturers’ claims of significant energy-use gains
from cleaning commercial heat exchangers should be verified in a random and
statistically significant sample of buildings.

164
CHAPTER 6: CONCLUSIONS
Particulate fouling of HVAC heat exchangers can lead to negative energy and
indoor air quality impacts. This work investigated the mechanisms and consequences of
particle deposition on fin-and-tube heat exchangers.
A deposition mechanism model suggests that particles between 0.01 and 1 µm do
not deposit to a significant extent on typical HVAC heat exchangers. These particles are
too large to diffuse to the walls over their short residence time in fin channels and are too
small to deviate significantly from fluid streamlines around fins and tubes or be affected
by air turbulence. Coarse particles (1 – 10 µm) deposit by fin edge impaction with a
minor contribution by gravitational settling. Deposition fractions of up to 20% are
common for this size range over a typical range of air velocities. Very coarse (10 µm and
larger) particles deposit by impaction on refrigerant tubes and gravitational settling on fin
corrugations. Complete deposition occurs for 50 µm and larger particles for the range of
velocities (1 - 4 m/s) and fin spacings (2.4 – 7.1 fin/cm) considered.
Relative to isothermal conditions, the addition of cooling causes a modest
increase in deposition for all particle sizes. The biggest relative increase occurs for 0.01
– 1 µm particles. These particles can have deposition fractions as high as 5% for typical
temperature, velocity and fin spacing conditions. The further addition of condensed
moisture increases deposition significantly. This increase is caused by the narrowing of
fin channels, and the increases in the effective thickness of the fins and diameter of the
refrigerant tubes.

165
Experiments to verify the simulation work were conducted over a range of
particle sizes and air velocities on a 4.7 fin/cm test heat exchanger. Increasing the air
velocity leads to increased deposition. The results suggest reasonable agreement with the
modeling work. The experiments demonstrate more deposition than the model predicts,
particularly for larger particles at higher velocities. The experiments verify the shape of
the deposition fraction versus particle diameter curves. Discontinuities in the fins and
unknown details about the propagation of air turbulence into the heat exchanger are
postulated to be responsible for the difference between experimental and modeling
results.
The addition of cooling causes an increase in measured deposition that is slightly
larger than the predictions of the model. The inclusion of condensed water on the surface
also leads to considerably more deposition than the model predicts. The shape and
location of the condensed water layer is hypothesized to cause these discrepancies.
Experiments to foul the test heat exchanger with standard test dust suggest a
monotonically increasing relationship between pressure drop and mass of dust deposited
on the heat exchanger surface. There is a clear induction period in the results, but no
asymptotic limit was reached even though the heat exchanger was fouled to more than
double its original pressure drop. Face fouling was found to be an important contributor
to the overall increase in pressure drop.
The measured and simulation results were applied to explore the potential for
bioaerosol deposition on HVAC heat exchangers. The results, as well as data in the
literature, suggest that fungi and bacteria, and their spores, will deposit on heat exchanger

166
surfaces. Environmental conditions are often adequate for their growth and
amplification. However, the precise connection between bioaerosol deposition and
microbiological growth has not been studied. Bioaerosol deposition may not be the
limiting factor to growth. The spread of biological colonies from contaminated heat
exchangers to other HVAC surfaces, as well as to conditioned air, has been demonstrated
by other researchers in a small number of buildings. This suggests that the problem
deserves further attention.
Further simulation led to estimates that residential HVAC heat exchangers foul
enough to double their pressure drop in about 4 - 9 years with substantial variations
depending on filtration efficiency, filter bypass, heat exchanger geometry, and indoor
particle concentrations. This is a short enough time period to merit cleaning the surface.
However, the energy and performance impacts in a well tuned system that result from
this fouling are relatively small: flow through the system drops by 5 - 6%, and capacity,
efficiency, and power draw drop between 2- 4%. The marginal impact of these effects on
poorly tuned systems is larger, particularly in systems that are already on a steep part of
the fan curve or have insufficient refrigerant charge.
Fouling times in commercial systems were not estimated due to the diversity in
size and number of coils, duct system layouts, and filtration options. However, the
energy impacts of fouled coils in commercial systems are much more significant than in
residential systems. Fan power represents about 9% of commercial-building electricity
use and fouling has the potential to add more than 50 kW of peak power to the load of a
large commercial building.

167
Fouling has the potential to cause significant problems and merits further
attention. Particular research issues that would contribute to our understanding of the
phenomenon include the collection of experimental data for deposition of dust fibers and
other large particles that are found on heat exchangers in real environments. More
general research on the prevalence and behavior of large particles and fibers in indoor
environments would also be a substantial contribution. Although there is very limited
regulatory interest in these particles, and there are substantial experimental challenges for
accurate sampling, their importance in the fouling problem and possible association with
bacteria and other viable biological material makes them worthy of further study.
Biological growth has been anecdotally reported on a large number of systems, and
demonstrated (in the archival literature) to be present on a much smaller number of
systems. Further investigation of the frequency of growth, and the responsible species, in
more buildings would be useful in directing future work. Study of the direct connection
between biological growth on heat exchanger surfaces and sick building symptoms
should also be undertaken.
Although the energy consequences of heat exchanger fouling in residential
systems are typically small, this study raised issues about the shape of fan and efficiency
curves in real systems. Work to investigate their shape in a statistically significant
number of homes could be applied to increase the accuracy of fouling predictions, as well
as to influence the study of duct distribution losses, fan electricity use consequences, and
duct system design.
This study has demonstrated that particulate deposition in a complex geometric
system can be modeled reasonably accurately with a computationally simple approach.

168
The generation of new experimental data on particle deposition on heat exchanger coils is
likely the largest contribution that this work makes. The application of the experimental
and simulation results, combined with other work in the literature, has allowed for
estimation of fouling times and their sensitivity to several key parameters. The problem
of heat exchanger fouling deserves more research attention as both a cause of indoor air
quality problems and also a cause of air conditioning performance degradation.

169
REFERENCES ACCA (1995) Manual D: Residential duct systems. Washington, D.C.: Air Conditioning
Contractors of America.
Ahearn, D. G., Crow, S. A., Simmons, R. B., et al. (1996) Fungal colonization of fiberglass insulation in the air distribution system of a multi-story office building: VOC production and possible relationship to a sick building syndrome. J. Indust. Microbiol. 16, 280-285.
Allott, R. W., Kelly, M. and Hewitt, C. N. (1994) A model of environmental behavior of contaminated dust and its application to determining dust fluxes and residence times. Atmos. Environ. 28, 679-687.
Anand, N. K., McFarland, A. R., Kihm, K. D., et al. (1992) Optimization of aerosol penetration through transport lines. Aerosol Sci. Technol. 16, 105-112.
ASHRAE (1999) Standard 52.2 - 1999 method of testing general ventilation air-cleaning devices for removal efficiency by particle size. Atlanta, GA: American Society of Heating, Refrigerating, and Air-Conditioning Engineers.
ASHRAE (2000) Handbook of systems and equipment. Atlanta: American Society of Heating, Refrigerating, and Air-Conditioning Engineers.
ASHRAE (2001) Handbook of fundamentals. Atlanta: American Society of Heating, Refrigerating, and Air-Conditioning Engineers.
Banaszak, E. F., Thiede, W. H. and Fink, J. N. (1970) Hypersensitivity pneumonitis due to contamination of an air conditioner. N. Engl. J. Med. 283, 271-6.
Baron, P. A. (1993) Measurement of asbestos and other fibers. In K. Willeke and P. A. Baron (1993) Aerosol measurement : Principles, techniques, and applications. New York: Van Nostrand Reinhold, 560-565.
Batterman, S. A. and Burge, H. (1995) HVAC systems as emission sources affecting indoor air quality - a critical review. ASHRAE HVAC&R. 1(1), 61-80.
Belkin, L. (2001) Haunted by mold. New York Times, Magazine, 29-65.
Belyaev, S. P. and Levin, L. M. (1972) Investigation of aerosol aspiration by photographing particle tracks under flash illumination. J. Aerosol Sci. 3, 127-140.
Belyaev, S. P. and Levin, L. M. (1974) Techniques for collection of representative aerosol samples. J. Aerosol Sci. 5, 325-338.
Binder, J. L. and Hanratty, T. J. (1991) A diffusion-model for droplet deposition in gas-liquid annular- flow. Int. J. Multiph. Flow. 17, 1-11.

170
Bossan, D., Grillot, J. M., Thonon, B., et al. (1995) Experimental-study of particulate fouling in an industrial plate heat-exchanger. J. Enhanc. Heat Transf. 2, 167-175.
Bott, T. R. (1981) Fouling due to liquid solidification. In E. F. C. Somerscales and J. G. Knudsen (1981) Fouling of heat transfer equipment. Washington: Hemisphere Pub. Corp., 201-226.
Bott, T. R. and Bemrose, C. R. (1983) Particulate fouling on the gas-side of finned tube heat- exchangers. J. Heat Transf.-Trans. ASME. 105, 178-183.
Bott, T. R. (1988) Gas side fouling. In L. F. Melo, T. R. Bott and C. A. Bernardo (1988) Fouling science and technology. Dordrecht: Kluwer Academic Publishers, 191-206.
Bott, T. R. (1995) Fouling of heat exchangers. New York: Elsevier.
Bouris, D. and Bergeles, G. (1996) Particle-surface interactions in heat exchanger fouling. J. Fluids Eng.-Trans. ASME. 118, 574-581.
Braun, R. H. (1986) Problem and solution to plugging of a finned-tube cooling coil in an air handler. ASHRAE Trans. 92, 385-389.
Braun, M. J. and Kudriavtsev, V. V. (1995) Fluid flow structures in staggered banks of cylinders located in a channel. J. Fluids Eng.-Trans. ASME. 117, 36-44.
Burge, H. A. (1995) Bioaerosols. Boca Raton: Lewis Publishers.
Caporaloni, M., Tampieri, F., Trombetti, F., et al. (1975) Transfer of particles in nonisotropic air turbulence. J. Atmos. Sci. 32, 565-568.
Carrier (1991) Product Data for CD3A Cased Horizontal Furnace Coil. Syracuse: Carrier Corporation.
Carrier (1994) Product Data for CD5A/CD5B, CC5A Heating/Cooling Coil. Syracuse: Carrier Corporation.
Carter, G., Huizenga, C., Pecora, P., et al. (1998) Reducing fan energy in built-up fan systems final report: Phase 2. Center for Environmental Design Research CEDR-02-98.
Chang, J. C. S., Foarde, K. K. and VanOsdell, D. W. (1996) Assessment of fungal (penicillium chrysogenum) growth on three HVAC duct materials. Environ. Int. 22, 425-431.
Characklis, W. G. and Marshall, K. C. (1990) Biofilms. New York: Wiley.
Chen, Y. K. and Yu, C. P. (1993) Particle deposition from duct flows by combined mechanisms. Aerosol Sci. Technol. 19, 389-395.

171
Chen, Y. C., Zhang, Y. H. and Barber, E. M. (2000) A dynamic method to estimate indoor dust sink and source. Build. Environ. 35, 215-221.
Cheng, Y. S. and Yeh, H. C. (1979) Particle bounce in cascade impactors. Environ. Sci. Technol. 13, 1392-1396.
Cox, R. G. (1971) Motion of long slender bodies in a viscous fluid .2. Shear flow. J. Fluid Mech. 45, 625-&.
Croxford, B., Tham, K. W., Young, A., et al. (2000) A study of local electrostatic filtration and main pre- filtration on airborne and surface dust levels in air- conditioned office premises. Indoor Air-Int. J. Indoor Air Qual. Clim. 10, 170-177.
Dahneke, B. (1971) Capture of aerosol particles by surfaces. J. Colloid Interface Sci. 37, 342-353.
deKieffer, R., Proctor, J., O'Drain, M., et al. (1999) Commercial high efficiency air conditioners - savings persistence. Proctor Engineering Group.
DeMarcus, W. and Thomas, J. W. (1952) Theory of a diffusion battery. Oak Ridge National Laboratory ORNL-1413.
Douglas, P. L. and Ilias, S. (1988) On the deposition of aerosol-particles on cylinders in turbulent cross flow. J. Aerosol. Sci. 19, 451-462.
EIA (2002) http://www.eia.doe.gov/. Energy Information Administration at the United States Department of Energy.
Elixmann, J. H., Linskens, H. F., Schata, M., et al. (1989) Can airborne fungal allergens pass through an air-conditioning system. Environ. Int. 15, 193-196.
Epstein, N. (1981) Fouling: Technical aspects. In E. F. C. Somerscales and J. G. Knudsen (1981) Fouling of heat transfer equipment. Washington: Hemisphere Publishing Corporation, 31-53.
Epstein, N. (1988) Particulate fouling of heat transfer surfaces: Mechanisms and models. In L. F. Melo, T. R. Bott and C. A. Bernardo (1988) Fouling science and technology. Dordrecht: Kluwer Academic Publishers, 143-164.
Fan, B. J., McFarland, A. R. and Anand, N. K. (1992) Characterization of the aerosol-particle lift force. J. Aerosol. Sci. 23, 379-388.
Feeley, J. C. (1988) Bioaerosol study results from IAQ evaluations of three office buildings. ASHRAE IAQ '88, 354-359.

172
Fink, J. N., Banaszak, E. F., Thiede, W. H., et al. (1971) Interstitial pneumonitis due to hypersensitivity to an organism contaminating a heating system. Ann. Intern. Med. 74, 80-83.
Fink, J. N., Banaszak, E. F., Baroriak, J. J., et al. (1976) Interstitial lung-disease due to contamination of forced air systems. Ann. Intern. Med. 84, 406-413.
Flannigan, B., McCabe, E. M. and McGarry, F. (1991) Allergenic and toxigenic microorganisms in houses. J. Appl. Bacteriol. 70, S61-S73.
Foarde, K., VanOsdell, D. W., Fischer, J. J., et al. (1994) Investigate and identify indoor allergens and biological toxins that can be removed by filtration. American Society of Heating, Refrigerating, and Air-Conditioning Engineers ASHRAE 760-RP.
Fuchs, N. A. (1964) The mechanics of aerosols. Oxford, New York: Pergamon Press.
Godish, T. (1995) Sick buildings : Definition, diagnosis, and mitigation. Boca Raton: Lewis Publishers.
Goldsmith, P. and May, F. G. (1966) Diffusiophoresis and thermophoresis in water vapour systems. In C. N. Davies (1966) Aerosol science. New York: Academic Press, 163-194.
Gravesen, S., Frisvad, J. C. and Samson, R. A. (1994) Microfungi. Copenhagen: Munksgaard.
Greenberg, A. et al. (2002) The effect of dogs entrance on the human breaking point. New Orleans: Lewingreen Press:
Gudmundsson, J. S. (1981) Particulate fouling. In E. F. C. Somerscales and J. G. Knudsen (1981) Fouling of heat transfer equipment. Washington: Hemisphere Pub. Corp., 357-387.
Hanley, J. T. and Smith, D. D. (1993) Testing criteria for electronic air cleaners. Canadian Electrical Association 906 U 708 PH. II.
Hanley, J. T., Ensor, D. S., Smith, D. D., et al. (1994) Fractional aerosol filtration efficiency of in-duct ventilation air cleaners. Indoor Air-Int. J. Indoor Air Qual. Clim. 4, 169-178.
Harrison, J., Pickering, C. A. C., Faragher, E. B., et al. (1992) An investigation of the relationship between microbial and particulate indoor air-pollution and the sick building syndrome. Respir. Med. 86, 225-235.
Heinemann, S., Beguin, H. and Nolard, N. (1994) Biocontamination in air conditioning. In R. A. Samson, B. Flannigan, M. E. Flannigan, A. P. Verhoeff, O. C. G. Adan

173
and E. S. Hoekstra (1994) Health implications of fungi in indoor environments. New York: Elsevier, 179-186.
Hinds, W. C. (1999) Aerosol technology : Properties, behavior, and measurement of airborne particles. New York: Wiley.
Hinze, J. O. (1959) Turbulence. New York: McGraw Hill.
Holt, G. L. (1990) Seasonal indoor/outdoor fungi ratios and indoor bacteria levels in non-complaint office buildings. Proceedings of the Fifth International Conference on Indoor Air Quality and Climate, 2, 33-38.
Hugenholtz, P. and Fuerst, J. A. (1992) Heterotrophic bacteria in an air-handling system. Appl. Environ. Microbiol. 58, 3914-3920.
Hyvarinen, A. and O'Rourke, M. K. (1995) Influence of cooling type on airborne viable fungi. J. Aerosol Sci. 26 Supp 1, S887-S888.
Ilias, S. and Douglas, P. L. (1989) Inertial impaction of aerosol-particles on cylinders at intermediate and high reynolds-numbers. Chem. Eng. Sci. 44, 81-99.
Incropera, F. P. and DeWitt, D. P. (2002) Fundamentals of heat and mass transfer. New York :: Wiley & Sons.
Israel, R. and Rosner, D. E. (1983) Use of a generalized stokes number to determine the aerodynamic capture efficiency of non-stokesian particles from a compressible gas-flow. Aerosol Sci. Technol. 2, 45-51.
Kays, W. M. and Crawford, M. E. (1993) Convective heat and mass transfer. New York: McGraw-Hill.
Kemp, S. J. (1995) Growth of microorganisms on HVAC filters under controlled temperature and humidity conditions. ASHRAE Trans. 101(1), 305-316.
Kern, D. Q. and Seaton, R. E. (1959) A theoretical analysis of thermal surface fouling. Brit. Chem. Eng. 4(5), 258-262.
Kildeso, J., Vallarino, J., Spengler, J. D., et al. (1999) Dust build-up on surfaces in the indoor environment. Atmos. Environ. 33, 699-707.
Konak, A. R. (1976) A new model for surface reaction-controlled growth of crystals from a solution. Chem Eng. Sci. 31, 147-151.
Krafthefter, B. and Bonne, U. (1986) Energy use implications of methods to maintain heat exchanger coil cleanliness. 92, 420-431.
Krafthefter, B., Rask, D. and Bonne, U. (1987) Air-conditioning and heat pump operating cost savings by maintaining coil cleanliness. ASHRAE Trans. 93, 1458-1473.

174
Kuehn, T. H., Ramsey, J. W. and Threlkeld, J. L. (1998) Thermal environmental engineering. Upper Saddle River, N.J.: Prentice Hall.
Lalande, M. and Rene, F. (1988) Fouling by milk and dairy product and cleaning of heat exchange surfaces. In L. F. Melo, T. R. Bott and C. A. Bernardo (1988) Fouling science and technology. Dordrecht: Kluwer Academic Publishers, 557-574.
Lipatov, G. N., Grinshpun, S. A. and Semenyuk, T. I. (1988) Deposition of aerosol-particles in horizontal and inclined sampling tubes (experimental-data). J. Aerosol. Sci. 19, 1059-1060.
Macher, J. M. and Girman, J. R. (1990) Multiplication of microorganisms in an evaporative air cooler and possible indoor air contamination. Environ. Int. 16, 203-211.
Macher, J. M., Girman, J. R. and Alevantis, L. A. (1995) Limited water-to-air bacterial transfer from a residential evaporative air cooler. Environ. Int. 21, 761-764.
Mandrusiak, G. D. (1988) Modeling of boiling and two-phase flow in offset strip-fin heat exchangers. Doctoral Dissertation in the Department of Mechanical Engineering, University of California at Berkeley.
Marshall, A., Ibbotson, G. E. and Bott, T. R. (1988) Case study: Clean-up of a coke oven cooling. In L. F. Melo, T. R. Bott and C. A. Bernardo (1988) Fouling science and technology. Dordrecht: Kluwer Academic Publishers, 601-620.
Masri, M. A. and Cliffe, K. R. (1996) A study of the deposition of fine particles in compact plate fin heat exchangers. J. Enhanc. Heat Transf. 3, 259-272.
McQuiston, F. C., Parker, J. D. and Spitler, J. D. (2000) Heating, ventilating, and air conditioning : Analysis and design. New York: John Wiley & Sons.
Melo, L. F., Bott, T. R. and Bernardo, C. A. (1988) Fouling science and technology. Dordrecht: Kluwer Academic Publishers.
Merry, H. and Polley, G. T. (1981) Obtaining valid data on fouling resistance. In E. F. C. Somerscales and J. G. Knudsen (1981) Fouling of heat transfer equipment. Washington: Hemisphere Pub. Corp., 83-94.
Miller, J. D. (1992) Fungi as contaminants in indoor air. 26, 2163-2172.
Mills, A. F. (1992) Heat transfer. Boston: Irwin.
Modera, M., Xu, T., Fesutel, H., et al. (1999) Efficient thermal distribution in commercial buildings. Lawrence Berkeley National Laboratory LBNL-41365.
Molhave, L., Schneider, T., Kjaergaard, S. K., et al. (2000) House dust in seven Danish offices. Atmos. Environ. 34, 4767-4779.

175
Molina, C. (1989) Sick building syndrome - clinical aspects and prevention. In C. J. Bieva, Y. Courtois and M. Govaerts (1989) Present and future of indoor air quality : Proceedings of the brussels conference, 14-16 february 1989. New York: Elsevier Science Pub. Co., 15-22.
Morey, P. R. (1988) Microorganisms in buildings and HVAC systems: A summary of 21 environmental studies. ASHRAE IAQ '88, 10-24.
Moser, R. D., Kim, J. and Mansour, N. N. (1999) Direct numerical simulation of turbulent channel flow up to re- tau=590. Phys. Fluids. 11, 943-945.
Muyshondt, A., Nutter, D. and Gordon, M. (1998) Investigation of a fin-and-tube surface as a contaminant sink. ASHRAE IAQ '98, 207-211.
Neal, L. (1992) Air conditioner efficiency in the real world. Home Energy, May/June 1992, 32-39.
Palani, M., O'Neal, D. and Haberl, J. (1992) The effect of reduced evaporator air flow on the performance of a residential air conditioner. Proceedings of the 1992 Symposium on Building Systems in Hot-Humid Climates, 20-26.
Panton, R. L. (1996) Incomprehensible flow. New York: Wiley.
Park, H. M. and Rosner, D. E. (1989) Combined inertial and thermophoretic effects on particle deposition rates in highly loaded dusty-gas systems. Chem. Eng. Sci. 44, 2233-2244.
Parker, D. S., Sherwin, J. R., Raustad, R. A., et al. (1997) Impact of evaporator coil airflow in residential air-conditioning systems. ASHRAE Trans. Vol.103, 395-405.
Pelikka, M., Jantunen, M., Kalliokoski, P., et al. (1986) Ventilation and bioaerosols. Ventilation '85: Proceedings of the 1st International Symposium on Ventilation for Contaminant Control, 441-450.
Phillips, E. (1995) Blower efficiency in domestic heating systems. Canadian Electrical Association CEA No 9202 U 921.
Pich, J. (1972) Theory of gravitational deposition of particles from laminar flows in channels. Aerosol Sci. 3, 351-361.
Price, D. L., Simmons, R. B., Ezeonu, I. M., et al. (1994) Colonization of fiberglass insulation used in heating, ventilation and air-conditioning systems. J. Indust. Microbiol. 13, 154-158.
Proctor, J. (1997) Field measurements of new residential air conditioners in Phoenix, Arizona. ASHRAE Trans. 103, 406-415.

176
Proctor, J. (1998a) Monitored in-situ performance of residential air-conditioning systems. ASHRAE Trans. 104, 1833-1840.
Proctor, J. (1998b) Investigation of coil failures - a whole systems approach. Proctor Engineering Group Report for the Geothermal Heat Pump Consortium.
Proctor, J. and Parker, D. (2000) Hidden power drains: Residential heating and cooling fan power demand. Proceedings from the 2000 ACEEE Summer Study on Energy Efficiency in Buildings, 1.225-1.234.
Reynolds, S. J., Streifel, A. J. and McJilton, C. E. (1990) Elevated airborne concentrations of fungi in residential and office environments. Am. Ind. Hyg. Assoc. J. 51, 601-604.
Riley, W. J., McKone, T. E., Lai, A. C. K., et al. (2002) Indoor particulate matter of outdoor origin: Importance of size-dependent removal mechanisms. Environ. Sci. Technol. 36, 200-207.
RSC (1987) Real-life residential air conditioning. Refrigeration Service Contractor, October, 24-26.
Schata, M., Jorde, W., Elixmann, J. H., et al. (1989) Allergies to molds caused by fungal spores in air-conditioning equipment. Environ. Int. 15, 177-179.
Schneider, T. (1986) Manmade mineral fibers and other fibers in the air and in settled dust. Environ. Int. 12, 61-65.
Schneider, T., Kildeso, J. and Breum, N. O. (1999) A two compartment model for determining the contribution of sources, surface deposition and resuspension to air and surface dust concentration levels in occupied rooms. Build. Environ. 34, 583-595.
Seinfeld, J. H. and Pandis, S. N. (1998) Atmospheric chemistry and physics : From air pollution to climate change. New York: Wiley.
Siegel, J. A. and Wray, C. P. (2002) An evaluation of superheat-based refrigerant charge diagnostics for residential cooling systems. ASHRAE Trans. forthcoming in June 2002.
Siegel, J. A., McWilliams, J. and Walker, I. S. (forthcoming in 2003) Comparison between predicted duct effectiveness from proposed ASHRAE standard 152p and measured field data for residential forced air cooling systems. Accepted for publication in ASHRAE Transactions. Forthcoming in January 2003.
Sippola, M. and Nazaroff, W. W. (2002) Modeling particle deposition in ventilation ducts. Indoor Air 2002, forthcoming in July 2002.

177
Solomon, W. R. (1976) Volumetric study of winter fungus prevalence in air of midwestern homes. J. Allergy Clin. Immunol. 57, 46-55.
Somerscales, E. F. C. and Knudsen, J. G. (1981) Fouling of heat transfer equipment. Washington: Hemisphere Pub. Corp.
Talbot, L., Cheng, R. K., Schefer, R. W., et al. (1980) Thermophoresis of particles in a heated boundary-layer. J. Fluid Mech. 101, 737-758.
Thatcher, T. L. and Layton, D. W. (1995) Deposition, resuspension, and penetration of particles within a residence. Atmos. Environ. 29, 1487-1497.
Townes, H. W., Ameel, T. A. and Reihman, T. C. (1981) Fouling and fouling removal in cored ceramic brick regenerative heat exchangers. In E. F. C. Somerscales and J. G. Knudsen (1981) Fouling of heat transfer equipment. Washington: Hemisphere Pub. Corp., 357-387.
TSI (1987) Manual for Vibrating Orifice Aerosol Generator 3450. St Paul: TSI Inc.
TSI (1998) Model 3320 Aerodynamic Particle Sizer instruction manual. St Paul: TSI Inc.
Turner Designs Inc. (1997) Manual for TD-700 fluorometer. Sunnyvale: Turner Designs Inc.
Turpin, J. (2001) Keep those evaporators clean. Air Conditioning, Heating, and Refrigeration News, November 19, 9.
UEF (2001) Preamble to the united engineering foundation conference on heat exchanger fouling. United Engineering Foundation Conference on Heat Exchanger Fouling, 1-3.
Versteeg, H. K. and Malalasekera, W. (1995) An introduction to computational fluid dynamics : The finite volume method. New York: Wiley.
Vincent, J. H., Emmett, P. C. and Mark, D. (1985) The effects of turbulence on the entry of airborne particles into a blunt dust sampler. Aerosol Sci. Technol. 4, 17-29.
Wallace, L. (1996) Indoor particles: A review. J. Air Waste Manage. Assoc. 46, 98-126.
Wang, H. C. (1986) Theoretical adhesion efficiency for particles impacting a cylinder at high reynolds-number. J. Aerosol. Sci. 17, 827-837.
Watkinson, P. (1988) Cooling water fouling. In L. F. Melo, T. R. Bott and C. A. Bernardo (1988) Fouling science and technology. Dordrecht: Kluwer Academic Publishers, 715-718.
Webster, T. (2002) Personal communication about measurements of fan energy use in commercial buildings.

178
Westberg, J. (2001) Communication about and thermographic scans of cooling coils in Arizona institutional buildings.
White, F. M. (1986) Fluid mechanics. New York: McGraw-Hill.
Willeke, K. and Baron, P. A. (1993) Aerosol measurement : Principles, techniques, and applications. New York: Van Nostrand Reinhold.
Zhang, G., Bott, T. R. and Bemrose, C. R. (1992) Reducing particle deposition in air-cooled heat-exchangers. Heat Transf. Eng. 13, 81-87.

179
APPENDIX A: EXPERIMENTAL PROTOCOLS
Contents
Mixing Particle Solution............................................................................................180
Using the Fluorometer ...............................................................................................181
Calibrating the Fluorometer.......................................................................................182
Setting up an Experiment...........................................................................................183
Starting an experiment ...............................................................................................185
Using the APS to measure particles...........................................................................187
Ending an Experiment................................................................................................188
Extractions .................................................................................................................189
Cooling and condensing experiments ........................................................................190
Pressure Drop Experiment .........................................................................................191
Laboratory and Contact Info
Wet Laboratory 644 Davis Hall (510) 642-4135 Apparatus 136D Davis Hall No phone Office 659 Davis Hall (510) 642-5323 Professor in charge of laboratory Professor Nazaroff: [email protected] (510) 642-1040 Jeffrey Siegel: [email protected] At LBL: (510) 495-2780, at home (510) 841-8351 Mark Sippola: [email protected] At UC: (510) 642-5323

180
Mixing Particle Solutions Jeffrey Siegel 4/16/01
1. The purpose of mixing particle solutions is to prepare solutions for the vibrating
orifice aerosol generator (VOAG). Cleanliness is very important as contamination can dramatically affect particle size – use clean glassware and wear gloves.
2. The recipes for current particle sizes are in the following spreadsheet Current particle solutions (as of 3-21-2001).xls
3. Small quantities (<1ml) of oleic acid should be measured with the µL pipette. Do not set the dial above 200µL as it distorts the diaphragm. Practice with a scale and distilled water until you develop good technique. Dispose off all tips after a single use. Large quantities of reagents (>100ml) should be measured with volumetric flasks (kept in 667 Davis). 1-100ml pipettes are kept in 643 Davis Hall.
4. All solutions should be labeled with tape listing their name, who made them, their constituents, and the date.
5. Solutions should be double sealed with parafilm.
6. Cleanup: All pipettes should go in the dirty pipette bin. When there is enough to be washed, use the pipette washer in 643 Davis. All of the dirty glassware should go in the dirty glassware bin. When there is enough for a load, it should be washed in the dishwasher (which is currently broken – 4/16/01). All counters should be cleaned, etc.

181
Using the Fluorometer Jeffrey Siegel 4/16/01
1. The purpose of the fluorometer is to measure the fluorescein (or other fluorescent
material) content of a solution. Our hands have oils on them than can be fluorescent: make sure that you wear latex gloves and replace them if they get contaminated.
2. Turn on the fluorometer – it takes 10 minutes to warm up. Using optical tissue to clean off any dried buffer on the cuvette (small test tube) holder or lip of fluorometer.
3. Take a reading with the solid standard in both positions.
4. Make sure that the solution that you are measuring is well mixed.
5. Before reading a sample make sure that the cuvette is mostly full, and that you have wiped the outside with optical tissue. Take care not to spill liquid by dropping it into the fluorometer.
6. Let the reading stabilize, but don’t let it go too long as the light will break down fluorescein over a timescale of ~minutes. You will notice this particularly with high concentrations.
7. Take care to keep things organized – it is easy to mix up solutions.
8. Cleanup: All pipettes should go in the dirty pipette bin. When there is enough to be washed, use the pipette washer in 643 Davis. All of the dirty glassware should go in the dirty glassware bin. When there is enough for a load, it should be washed in the dishwasher (which is currently broken – 4/16/01). All counters should be cleaned, etc.

182
Calibrating the Fluorometer Jeffrey Siegel 4/16/01
1. The fluorometer needs to be calibrated ~monthly because it drifts over time. It is
crucial to accurately measure the stock solutions. A small error in the fluorescence of one of the test solutions can introduce uncertainty for all future experiments done with that calibration.
2. Print out the existing calibration by going to the calibration menu (by pressing ENT) and then pressing the D button. The printer must be turned on.
3. Test the solid standard in both positions, write it on the printout, and put the printout in the lab book.
4. Mix the following solutions (the spreadsheet fluor_calib.xls contains the mixtures). Small quantities (<1 ml) should be measured with the µL pipette. Do not set the dial above 200µL as it distorts the diaphragm. Practice with a scale and distilled water until you develop good technique. Dispose off all tips after a single use. Large quantities of reagents (>100ml) should be measured with volumetric flasks (kept in 667 Davis Hall). 1-100ml pipettes are kept in the drawers on the south wall of 643 Davis Hall.
5. Follow the calibration directions in the fluorometer manual for a 5 solution direct
concentration calibration. Set the max concentration at 125 ng/ml.
6. Print out new calibration – if calibration is not linear, then make new solutions are repeat it.
7. Test solid standard in both positions and write it on calibration.
8. Paste calibration printout in lab book and give a copy to Mark.
9. Cleanup: All pipettes should go in the dirty pipette bin. When there is enough to be washed, use the pipette washer in 643 Davis. All of the dirty glassware should go in the dirty glassware bin. When there is enough for a load, it should be washed in the dishwasher (which is currently broken – 4/16/01). All counters should be cleaned, etc.
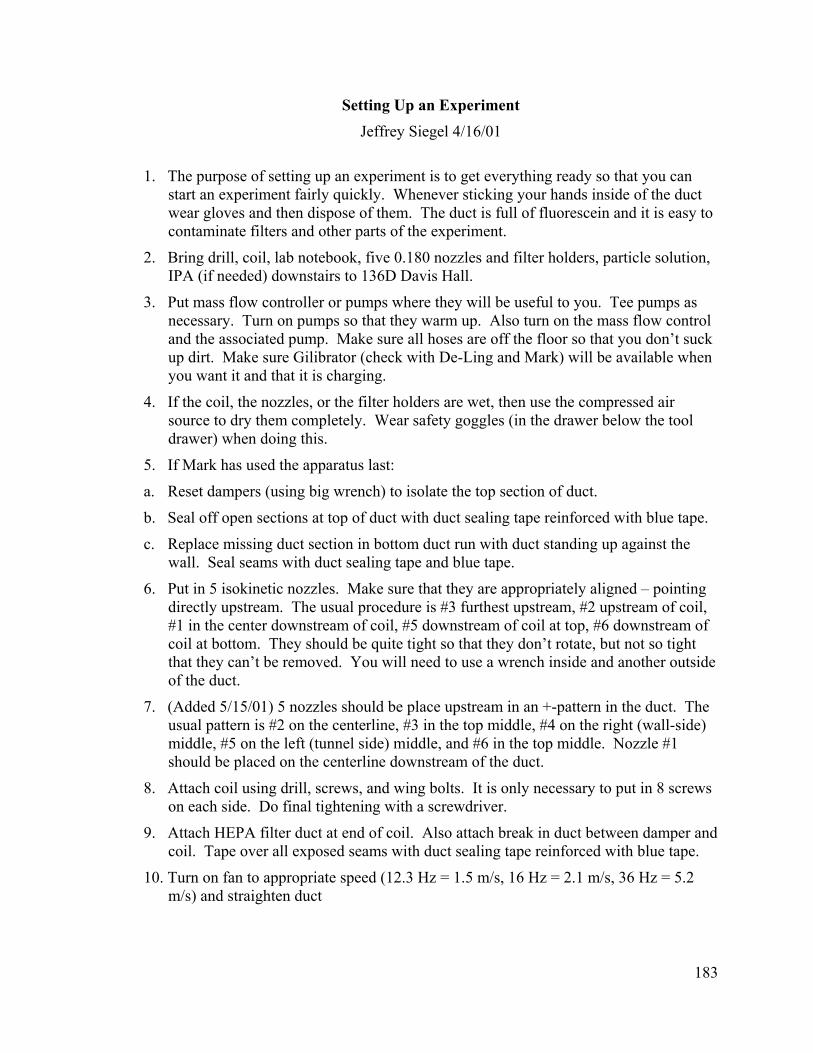
183
Setting Up an Experiment Jeffrey Siegel 4/16/01
1. The purpose of setting up an experiment is to get everything ready so that you can
start an experiment fairly quickly. Whenever sticking your hands inside of the duct wear gloves and then dispose of them. The duct is full of fluorescein and it is easy to contaminate filters and other parts of the experiment.
2. Bring drill, coil, lab notebook, five 0.180 nozzles and filter holders, particle solution, IPA (if needed) downstairs to 136D Davis Hall.
3. Put mass flow controller or pumps where they will be useful to you. Tee pumps as necessary. Turn on pumps so that they warm up. Also turn on the mass flow control and the associated pump. Make sure all hoses are off the floor so that you don’t suck up dirt. Make sure Gilibrator (check with De-Ling and Mark) will be available when you want it and that it is charging.
4. If the coil, the nozzles, or the filter holders are wet, then use the compressed air source to dry them completely. Wear safety goggles (in the drawer below the tool drawer) when doing this.
5. If Mark has used the apparatus last:
a. Reset dampers (using big wrench) to isolate the top section of duct.
b. Seal off open sections at top of duct with duct sealing tape reinforced with blue tape.
c. Replace missing duct section in bottom duct run with duct standing up against the wall. Seal seams with duct sealing tape and blue tape.
6. Put in 5 isokinetic nozzles. Make sure that they are appropriately aligned – pointing directly upstream. The usual procedure is #3 furthest upstream, #2 upstream of coil, #1 in the center downstream of coil, #5 downstream of coil at top, #6 downstream of coil at bottom. They should be quite tight so that they don’t rotate, but not so tight that they can’t be removed. You will need to use a wrench inside and another outside of the duct.
7. (Added 5/15/01) 5 nozzles should be place upstream in an +-pattern in the duct. The usual pattern is #2 on the centerline, #3 in the top middle, #4 on the right (wall-side) middle, #5 on the left (tunnel side) middle, and #6 in the top middle. Nozzle #1 should be placed on the centerline downstream of the duct.
8. Attach coil using drill, screws, and wing bolts. It is only necessary to put in 8 screws on each side. Do final tightening with a screwdriver.
9. Attach HEPA filter duct at end of coil. Also attach break in duct between damper and coil. Tape over all exposed seams with duct sealing tape reinforced with blue tape.
10. Turn on fan to appropriate speed (12.3 Hz = 1.5 m/s, 16 Hz = 2.1 m/s, 36 Hz = 5.2 m/s) and straighten duct

184
11. Thoroughly leak check all seams, joints, dampers, etc with the smoke stick or your hand and seal any leaks with foil tape. Any leaks can lead to intrusion of ambient particles or lead to inflated estimates of deposition.
12. Put filters in filter holders (use clean gloves and tweezers).

185
Starting an Experiment Jeffrey Siegel 4/20/01
1. The purpose of these steps is to start the experiment in a repeatable way and to find
problems before injecting particles. All steps should be recorded in the lab notebook following the format of previous experiments. The experiment information should be entered in the table of contents. Make copious notes about any problems or other issues.
2. Turn on fan to appropriate speed (12.3 Hz = 1.5 m/s, 16 Hz = 2.1 m/s, 36 Hz = 5.2 m/s).
3. Check for leaks, especially at duct connectors, coil joints, and open nozzle and sensor holes. Straighten the duct.
4. Measure the velocity pressure with the pitot tube (both hoses connected) at all isokinetic nozzle locations. Uses the grooves in the pitot tube to correctly orient the tip. You are trying to measure the velocity right in front of the isokinetic nozzle entrance. Record the values in the lab notebook. Check to see that they are similar to previous days and look for and resolve any leaks, obstructions, or other problems if they are not.
5. Enter the nozzle diameter (from table), the pump designation (MF1-4, Blue), and the velocity pressure measurements into a new dep_temp.xls to find out the velocities and the required pump rates for isokinetic sampling:
6. Rename the dep_temp.xls to a new name that is the date mmddyy_expt.xls (i.e. 041701_expt.xls). Separately record any changes that need to be made to dep_temp.xls.
7. Find the required pump rates for isokinetic sampling from the spreadsheet and record them in the lab notebook.
8. Set the pumps/mass flow controllers to the right flows using the Gilibrator. Take ten good readings and record the average. Watch for drifting in the flow rate and act accordingly. Record the pump flow as the initial pump flow.
9. Start the procedure for generating particles with the VOAG (instructions on the VOAG, on the wall near the VOAG, in the lab notebook, and in this file). While waiting for fluids to pump through, you can install filters and filter holders (if you haven’t already done so). You can also do a final check on the pump flows with the Gilibrator and record the values as the Pre-Test Pump Flow rate in the lab notebook and in the spreadsheet.
10. Once you have a mondisperse particle stream, let it run into a paper towel for a few minutes (to check for stability) while you straighten up the lab, connect the pumps to the filters, and fill in any remaining details on the spreadsheet and in the lab notebook.
11. Measure background particle sizes with the Aerodynamic Particle Sizer (APS) (details on a later page). Save file in Jeff directory as APS2_mmddyy_bkgd.a20.

186
Also export file as APS2_mmddyy_bkgd.txt. Backup both files on the floppy and on the lab computer.
12. Connect the particle stream to the mixing box, record the starting time (there is a clock on the mixing box – that is official experimental time) in the lab notebook and in the spreadsheet.
13. Do another APS run. Save file in Jeff directory as APS2_mmddyy_start.a20. Also export file as APS2_mmddyy_start.txt. Backup both files on the floppy and on the lab computer.
14. Backup all files and lock the door.
15. The following need to be done for all experiments either before you start injecting particles, or right after you finish injecting particles, but before you start taking things down.
16. Use the marked pitot tube to measure the velocity in a 4x4 grid pattern in the duct in the marked location just upstream and about 8 ft (2.5m) downstream of the coil. Use the grooves and marks on the pitot tube to help you. Make sure that the pitot tube is level and pointing directly downstream. Record each velocity measurement in the book and then in the spreadsheet. If the bulk velocities in the two locations are more than 1% different, check for coil leakage, note anything in the lab notebook and in the spreadsheet. If no coil leakage is evident, remeasure up and downstream velocities.

187
Using the APS to Determine Particle Size Distribution Jeffrey Siegel 4/16/01
1. The APS determines the aerodynamic particle size distribution for particles from 0.5-20 µm. The purpose of using it is to determine the size of particles being generated by the APS.
2. Make sure the APS is connected to the computer when the computer is turned on. Turn on the APS (switch on back). Run the Aerosol Instrument Manager (AIM) software from the start menu or from the desktop.
3. If measuring in the duct, make sure that the APS is level, secure, and attached to the nozzle.
4. Go to File, New. If the machine gives an error, try reconnecting the APS to the computer and repeating. If that doesn’t work, then exit and restart the AIM software.
5. Go to Start, Instrument Setup and turn on the pump. When you are ready to start, hit the F10 key or go to Start, Start Sample. If you forgot to turn on the pump, or realize some other problem, then go to Start, Abort Sample, correct the problem and repeat this step.
6. After the sample has finished, go to File, Save and save the data as APS2_mmddyy_bkgd, APS2_mmddyy_start, APS2_mmddyy_middle(# if necessary), APS2_mmddyy_end, APS2_mmddyy_bkgdend. Also go to File, Export and export the number concentrations as a space delimited file. With the same name, but with a .txt extension (inserted automatically by AIM software).
7. Go to File, New and then Start, Instrument Setup and turn off the pump. Exit the software and then turn off the APS. Disconnect the nozzle and cap it. Copy the files onto a floppy and then on to the computer in the lab, and then backup onto a computer at LBL. Turn off computer.
8. Add data to APSbig.xls by importing it into Excel. Pick columns for inclusion, do standard deviation analysis and export data to deposition spreadsheet.

188
Ending an Experiment Jeffrey Siegel 5/07/01
1. Wear gloves at all times. Dispose of gloves once they have been inside of the duct.
2. Measure the particle concentrations with the APS and the shrouded probe run to get the particle size distribution. When it is finished, remove the particle hose, record the time, and cap the particle entry hole.
3. Start the VOAG shutdown procedure. While waiting for fluids to pump measure and record the centerline velocity pressures, the pump flow rates, and the static pressures at all nozzle locations. If everything looks reasonable, turn off all pumps. Otherwise, try and do some measurements to determine why flows have changed (such as examining the filters to check for tears, looking for blocked hoses/nozzles, checking for power interruption by looking at the lunchbox file). Finish VOAG shutdown procedure and leave the pump pumping alcohol.
4. Do an APS (Aerodynamic Particle Sizer) run to get the background particle size distribution. Save and backup all APS files.
5. Turn off the fan.
6. Break the duct seam seals at the break upstream of the coil and the break at the reducer to the HEPA filter at the end. Remove the coil.
7. Attach the coil bottom plate. Start with the middle screws on each side. Tighten it up as much as you can, examine the sides to see how much of a gap you have and try to eliminate it.
8. Remove the nozzles and wipe them with paper towels to remove any fluorescein that has deposits on the outside. Dispose of any gloves that have been inside of the duct as soon as you are done.
9. Switch the VOAG to water, make sure that there is enough water in the container to last overnight.
10. Bring the drill, the lab notebook, the nozzles and filter holders, and the coil upstairs to the wet lab.
Don’t forget to turn off the VOAG pump after ~24 hours.

189
Extractions Jeffrey Siegel 5/07/01
1. The purpose of this step is to determine the mass of fluorescein on the coil, filters, filter holders and nozzles. This is the most exact part of the experiment. Wear gloves at all times and change them when they become contaminated. Try not to spill from any of the beakers, and do not cross-contaminate solutions.
2. Turn on the fluorometer. It needs 10 minutes to warm up.
3. You will need to mix buffer as needed. Weight 26.8 grams of sodium phosphate. Fill a 2L volumetric flask ~3/4 of the way full with distilled water. Start the flask mixing on the electric stirrer, and dump in the sodium phosphate. Stop the mixer, fill the flask to the mark with distilled water, and then continue mixing with the electric mixer until there is no suspended material (usually around 20 minutes).
4. Measure out 650ml of buffer and slowly inject it into the bottom of the coil with the syringes. Take care not to spill and also to keep the coil level while filling it. When finished, place it on the large glass tray as some will leak out over the course of the extraction.
5. Measure out 10ml of buffer into 10 clean and dry 250ml beakers. Use a transfer pipette for each beaker and a clean cuvette to measure the background fluorescence of each beaker.
6. Place a filter in the first 5 beakers. Use the same upstream-downstream order as for earlier steps (3-2-1-5-6). Gently agitate each beaker for ~2 minutes. Measure the fluorescence of each solution and dilute as necessary to have the concentration be on scale for the fluorometer.
7. Prepare 5 additional beakers with 10ml of buffer. Use the transfer pipettes to shoot water 5 times in each direction through each nozzle into a beaker. Measure the fluorescence of each solution and dilute as necessary to have the concentration be on scale for the fluorometer. Repeat this process for the top (translucent) portion of the filter holder.
8. Drain the coil (through the bottom) and measure the fluorescence of the solution three times. Dilute as necessary. If there is more than 0.5 ng/ml of variation between measurements, complete additional measurements.
9. Repeat steps 6-8.
10. Add 1500 ml of buffer to the coil (by pouring buffer in over the top of the coil). Agitate for a minute every five minutes. After 30 minutes, drain the coil and measure the fluorescence of the solution three times. Dilute as necessary. If there is more than 0.5 ng/ml of variation between measurements, complete additional measurements.
11. Repeat step 10 until there is an undetectable amount of fluorescein remaining on the coil.
12. Repeat step 6.

190
Additions to protocol for cooled and condensing coil experiments Jeffrey Siegel 8/03/01
1. The purpose of this experiment is to measure deposition with a cooled or a cooled and
condensing coil. The protocol is the same as that described above with a few additions
2. The general strategy is to use the insulate cooler and ice water to lower the temperature of the coil. There is no formal temperature control, so you will have to pay attention to the readout on the lunchbox.
3. Fifteen minutes before you start an experiment, start water pumping through the coil. Priming the water pump is a little challenging – the most effective strategy is to either prime it by siphoning it, or by prefilling the coil with water and capping it and then opening it to start it draining. Once started, make sure that the inlet and outlet hose are placed completely under the water in the insulate container.
4. If the experimental goal is to have a condensing surface, the water in the insulated container should be mostly ice. For cooling, it should be about ½ ice and ½ water. You will need to add ice (and potentially remove water) to maintain a constant temperature by checking the conditions every 10 minutes and acting accordingly.

191
Protocol for pressure drop project Jeffrey Siegel 8/03/01
1. The purpose of this experiment is to measure pressure drop across the coil as a function of deposited dust. The dust that we use is SAE course calibrated dust. It is carbonaceous and pretty dirty to work with. Take all appropriate precautions to not spill it. Leave adequate time at the end of experiments to clean everything up. Take particular care to not get the dust on electronic equipment, measurement devices, work surfaces, and any of Mark's apparatus. Also, the fans and pumps are quite loud, so make sure that you wear ear protection (extra ear plugs can be found in the workbench at the apparatus as well as in a paper towel cabinet in the wet lab).
2. Bring coil, lab notebook, dust, and scale downstairs to 136D Davis Hall.
3. Check the mass balance is level.
4. Attach coil using the screws, c-clamps, and binder clips to tighten the sides.
5. Put filters in filter holders (use clean gloves).
6. Make a note of which pressure transducers and recording devices you're using for each pressure. Also, make a note of which pumps you are using at each location.
7. Measure flow rate on pumps using APT. Use the dustexpt Teclog configuration and make sure that you save the data file. Also beware of the fact that Teclog will crash if you tab to another window for too long.
8. Measure and calculate isokinetic velocity using spreadsheet.
9. Turn on fan and add tape and sheet metal or wooden board to get isokinetic velocity at nozzles. Make sure that you secure fan blockage in place so that it does not move.
10. Add valve to pump outlet if needed.
11. Thoroughly leak check all seams, joints, dampers, etc with the smoke stick or your hand and seal any leaks with foil tape. Any leaks can lead to intrusion of ambient particles or lead to inflated estimates of deposition.
12. Recheck isokinetic velocity at nozzles.
13. Measure duct velocity in two places (upstream and downstream of the coil). And verify that there is less than 1% difference between them
14. Weigh about 25g grams of dust, record exact mass, and put in sifter. Cover sifter with plastic bag to capture dust.
15. Tare weighing dish, weigh and record filter weights, and put in new filters and make sure doors are sealed.
16. Record initial coil pressure drop.
17. Put dust in air stream.
18. Stop the air flow. Open doors and weigh filters. Also weigh mass of dust remaining in sifter. Also weigh dust in plastic bag.
19. Repeat steps 13-17 until coil pressure drop doubles.

192
20. Every six dust insertions remeasure the isokinetic velocity. Every 10 insertions measure the duct velocity.
21. The experiment is finished when the coil pressure drop doubles. However, if you have time keep adding dust until the pressure drop is very large.
22. After experiment, take lots of pictures with digital camera (to assess uniformity of mixing). Weigh dust that has fallen to the floor of each duct section (resolved by 6” length if possible). Weigh dust that has accumulated in front of each nozzle and in the mound directly underneath sifter.
23. Clean everything up.
24. Remove the coil. Bring the lab notebook and the coil upstairs to the wet lab. Wash the coil.

193
APPENDIX B: TABULATED EXPERIMENTAL DATA
Table B.1: Data from isothermal and non-isothermal deposition fraction experiments
Date
Duct Air Bulk
Velocity Aerodynamic Diameter Deposition Fraction
U da uncertainty η uncertainty Notes (m/s) (µm) (µm) (%) (%)
Isothermal – 1.5 m/s air velocity 2/14/2001 1.5 4.9 0.3 5.1 0.1 2/16/2001 1.5 1.1 0.1 0.2 0.1 11/6/2000 1.4 2.3 0.2 5.9 0.2 11/14/2000 1.5 3.7 0.2 8.3 0.2 4/24/2001 1.5 2.9 0.2 8.6 0.2 4/26/2001 1.5 3.0 0.3 8.4 0.2 repetition 4/30/2001 1.5 3.1 0.3 8.3 0.2 repetition 5/7/2001 1.5 8.6 1.0 10.2 0.3 5/23/2001 1.5 5.7 0.6 6.2 0.2 8/29/2001 1.5 13.1 1.1 14.2 0.0 11/1/2001 1.5 2.8 0.6 7.0 0.5
Non-isothermal – 1.5 m/s air velocity 9/15/2001 1.5 7.6 1.2 13.3 0.3 c3 9/19/2001 1.5 11.9 1.0 14.8 0.4 c2 11/13/2001 1.5 2.7 0.5 8.1 0.2 c1 9/27/2001 1.5 9.1 1.8 49.7 4.1 cc6 9/25/2001 1.5 9.0 1.6 27.4 1.8 cc5 11/9/2001 1.5 2.3 0.4 20.7 0.5 cc4
Isothermal – 2.2 m/s air velocity 2/28/2001 2.2 1.1 0.1 0.3 0.1 11/19/2000 2.2 2.4 0.2 7.5 0.3 11/21/2000 2.2 4.1 0.3 9.7 0.3 5/8/2001 2.2 8.6 0.5 12.0 0.3 9/1/2001 2.2 13.4 0.8 20.1 0.4
Isothermal – 5.1 m/s air velocity 2/10/2001 5.0 1.0 0.1 3.3 2.2 3/4/2001 5.1 2.2 0.1 5.0 1.2
10/16/2000 5.2 2.3 0.2 5.1 1.1 5/15/2001 5.1 5.3 0.2 15.3 1.4 5/17/2001 5.1 5.3 0.3 16.5 1.4 repetition 5/21/2001 5.2 8.3 0.5 31.6 2.4 5/22/2001 5.1 5.6 0.5 18.4 1.4 repetition

194
Table B.2: Leading edge fraction for isothermal experiments
Date
Duct Air Bulk
Velocity Aerodynamic
Diameter Deposition Fraction
Fraction on Leading edge and first 5 mm
U da η (m/s) (µm) (%) (-)
2/14/2001 1.5 4.9 5.1 0.35 2/16/2001 1.5 1.1 0.2 0.39 11/6/2000 1.4 2.3 5.9 0.49 11/14/2000 1.5 3.7 8.3 0.55 4/24/2001 1.5 2.9 8.6 0.59 4/26/2001 1.5 3.0 8.4 N/A 4/30/2001 1.5 3.1 8.3 0.48 5/7/2001 1.5 8.6 10.2 0.72 5/23/2001 1.5 5.7 6.2 0.64 8/29/2001 1.5 13.1 14.2 0.66 11/1/2001 1.5 2.8 7.0 0.52 2/28/2001 2.2 1.1 0.3 0.52 11/19/2000 2.2 2.4 7.5 0.44 11/21/2000 2.2 4.1 9.7 0.58 5/8/2001 2.2 8.6 12.0 0.69 9/1/2001 2.2 13.4 20.1 0.74 2/10/2001 5.0 1.0 3.3 0.48 3/4/2001 5.1 2.2 5.0 N/A
10/16/2000 5.2 2.3 5.1 0.39 5/15/2001 5.1 5.3 15.3 0.51 5/17/2001 5.1 5.3 16.5 0.53 5/21/2001 5.2 8.3 31.6 0.45 5/22/2001 5.1 5.6 18.4 0.55

195
Table B.3: Data from pressure drop experiment
Relative Pressure
Drop Normalized Mass Deposited ∆P/∆Pinitial Mcoil/Ac Uncertainty
(mg/m2) (mg/m2)
0.9851 3.3365 0.3550 0.9440 6.8282 0.5408 0.9627 14.1413 0.9298 0.9664 20.6316 1.2751 1.0784 25.4936 1.5338 1.1343 33.6468 1.9675 1.1493 39.4601 2.2768 1.1866 46.3465 2.6431 1.2313 53.8884 3.0444 1.2612 59.8776 3.3630 1.2910 67.4416 3.7654 1.3955 80.4359 4.4567 1.4403 87.2216 4.8177 1.4813 95.6828 5.2678 1.6082 102.0346 5.6057 1.6791 109.1526 5.9844 1.8657 123.7653 6.7618 1.8881 129.3933 7.0612 1.9776 133.9091 7.3015 2.0560 139.2738 7.5869 2.1418 143.8872 7.8323 2.1493 147.3727 8.0177 2.2351 152.8662 8.3100

196
APPENDIX C: MICROSCOPY ON FOULED COILS
In this appendix, the results of examining the fouling agents on two coils are
presented. Very little is know about the history of the coils, but they both are about 10
years of age and came from homes in Northern, California. Three basic techniques were
used fiber counting, optical microscopy, and scanning electric microscopy (SEM)
C.1 Optical Microscopy
Several pictures were taken using an optical microscope. Although depth-of-field
issues and resolution issues prevented strong quantitative results, the images showed a
mixture of animal and human hair, textile fibers, and other spherical supermicron
particles. An example of an image from an optical microscope is shown in Figure C.1.
Figure C.1: Optical Microscopy on Coil 1. Figure is approximately 150 µm in width.

197
C.2 SEM Microscopy
An example of an SEM image appears in Figure C.2. It suggests similar results
as does optical microscopy. The larger depth of field of an SEM also suggests that fibers
capture additional particles once they deposit.
50 µm
Figure C.2: SEM image from Coil 2. Figure is approximately 200 µm in width.
C.3 Fiber Counting
Ten dust fibers were selected at random from a 4 cm2 area on each coil from each
coil. Their widths were measured (with optical microscopy)and their lengths were
measured with a ruler. Care was taken to not break fibers, but because of the mat of
material that had developed on Coil 1, some of the fibers might actually be pieces of
larger fibers. The results appear in Table C.1.

198
Table C.1: Fiber diameter and lengths from two residential coils.
Diameter (µm)
Length (mm)
Notes
Coil 1
1-1 2 0.5
1-2 5 2
1-3 10 5
1-4 20 1.5 agglomeration of ~10um particles on it
1-5 3 40 Blue
1-6 3 1
1-7 6 6 Red carpet?
1-8 50 1 Very irregular
1-9 15 1.5
1-10 40 1
Average 15 6
Coil 2
2-1 70 10
2-2 3 3
2-3 80 0.5 lots of smaller particles (5-10 µm) on it
2-4 8 2
2-5 6 1
2-6 6 4
2-7 20 3
2-8 2 6 blue?
2-9 50 0.5
2-10 30 1
Average 28 3

199
APPENDIX D: INDOOR PARTICLE NUMBER CONCENTRATION DISTRIBUTION FUNCTIONS
This figures in this Appendix depict the indoor particle number concentration
distributions used to calculate nm,in in Chapter 5. The analysis techniques and inputs used
to determine these concentrations are detailed in Chapter 5. Figures D.1 and D.2 are for
urban locations and Figures D.3 and D.4 are for rural locations. Figures D.1 and D.3 are
for submicron particle sizes and figures D.2 and D.4 are for supermicron particle sizes.
The data used to generate these plots do not include dust fiber concentrations.
Figure D.1: Urban submicron indoor air particle number concentration distributions.
CYCLING OPERATION
CONTINUOUS OPERATION
CL
EA
N
DIR
TY
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
2000
4000
6000ContinuousOperation
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
20000
40000
60000
80000ContinuousOperation
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
20000
40000
60000
80000DirtyCyclingOperation
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
20000
40000
60000
80000DirtyContinuousOperation
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
20000
40000
60000
80000
CyclingOperation
MERV 2MERV 6MERV 12

200
Figure D.2: Urban supermicron particle indoor air number concentration distributions.
CYCLING OPERATION CONTINUOUS OPERATION
CL
EA
N
DIR
TY
Particle Diameter, dp (µm)1 10 100
n° N (l
og d
p) (c
m-3
)
0.00
0.25
0.50
0.75
1.00MERV 2MERV 6MERV 12
CyclingOperation
Particle Diameter, dp (µm)1 10 100
n° N (l
og d
p) (c
m-3
)
0.00
0.25
0.50
0.75
1.00DirtyCyclingOperation
Particle Diameter, dp (µm)1 10 100
n° N (l
og d
p) (c
m-3
)
0.00
0.25
0.50
0.75
1.00ContinuousOperation
Particle Diameter, dp (µm)1 10 100
n° N (l
og d
p) (c
m-3
)
0.00
0.25
0.50
0.75
1.00DirtyContinuousOperation

201
Figure D.3: Rural submicron indoor air particle number concentration distributions.
CYCLING OPERATION
CONTINUOUS OPERATION C
LE
AN
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
2000
4000
6000MERV 2MERV 6MERV 12CyclingOperation
DIR
TY
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
2000
4000
6000DirtyCyclingOperation
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
2000
4000
6000DirtyContinuousOperation
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
2000
4000
6000ContinuousOperation

202
Figure D.4: Rural supermicron particle indoor air number concentration distributions.
CYCLING OPERATION
CONTINUOUS OPERATION C
LE
AN
Particle Diameter, dp (µm)1 10 100
n° N (l
og d
p) (c
m-3
)
0.00
0.25
0.50
0.75
1.00
CyclingOperation
MERV 2MERV 6MERV 12
DIR
TY
Particle Diameter, dp (µm)0.01 0.1 1
n° N (l
og d
p) (c
m-3
)
0
2000
4000
6000ContinuousOperation
Particle Diameter, dp (µm)1 10 100
n° N (l
og d
p) (c
m-3
)
0.00
0.25
0.50
0.75
1.00DirtyCyclingOperation
Particle Diameter, dp (µm)1 10 100
n° N (l
og d
p) (c
m-3
)
0.00
0.25
0.50
0.75
1.00ContinuousOperation
Particle Diameter, dp (µm)1 10 100
n° N (l
og d
p) (c
m-3
)
0.00
0.25
0.50
0.75
1.00
DirtyContinuousOperation