titulaciÓn licenciatura en a.d.e. tÉcnicas...
TRANSCRIPT

TITULACIÓN
LICENCIATURA EN A.D.E.
TÉCNICAS ESTADÍSTICAS DE
CONTROL DE CALIDAD (12249)
Mª Isabel López Rodríguez
Dpto. Economía Aplicada
CURSO ACADÉMICO 2013/2014
14/04/2015 2
TEMA 5: CONTROL DE PROCESOS POR VARIABLES.
TOLERANCIA Y CAPACIDAD
5.1. INTRODUCCIÓN
5.2. GRÁFICOS DE SHEWHART
5.3. INTERPRETACIÓN GRÁFICOS
5.4. TOLERANCIA
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
5.6. ENFOQUE TAGUCHI: FUNCIÓN DE PÉRDIDA
14/04/2015 3
5.1. INTRODUCCIÓN
14/04/2015 4
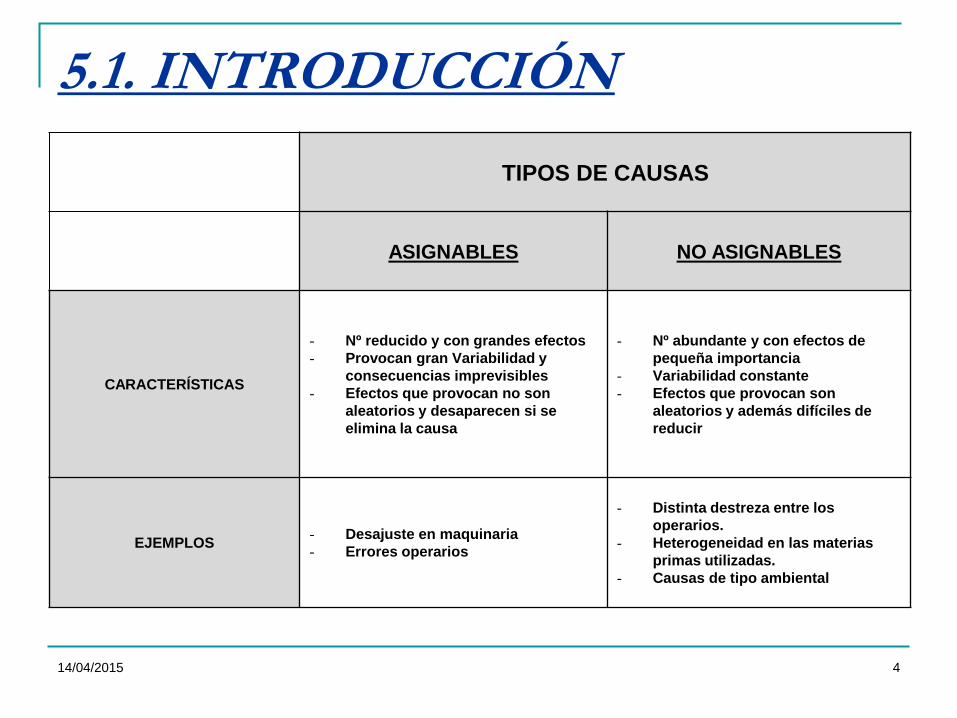
5.1. INTRODUCCIÓN
TIPOS DE CAUSAS
ASIGNABLES NO ASIGNABLES
CARACTERÍSTICAS
- Nº reducido y con grandes efectos
- Provocan gran Variabilidad y
consecuencias imprevisibles
- Efectos que provocan no son
aleatorios y desaparecen si se
elimina la causa
- Nº abundante y con efectos de
pequeña importancia
- Variabilidad constante
- Efectos que provocan son
aleatorios y además difíciles de
reducir
EJEMPLOS - Desajuste en maquinaria
- Errores operarios
- Distinta destreza entre los
operarios.
- Heterogeneidad en las materias
primas utilizadas.
- Causas de tipo ambiental
14/04/2015 5
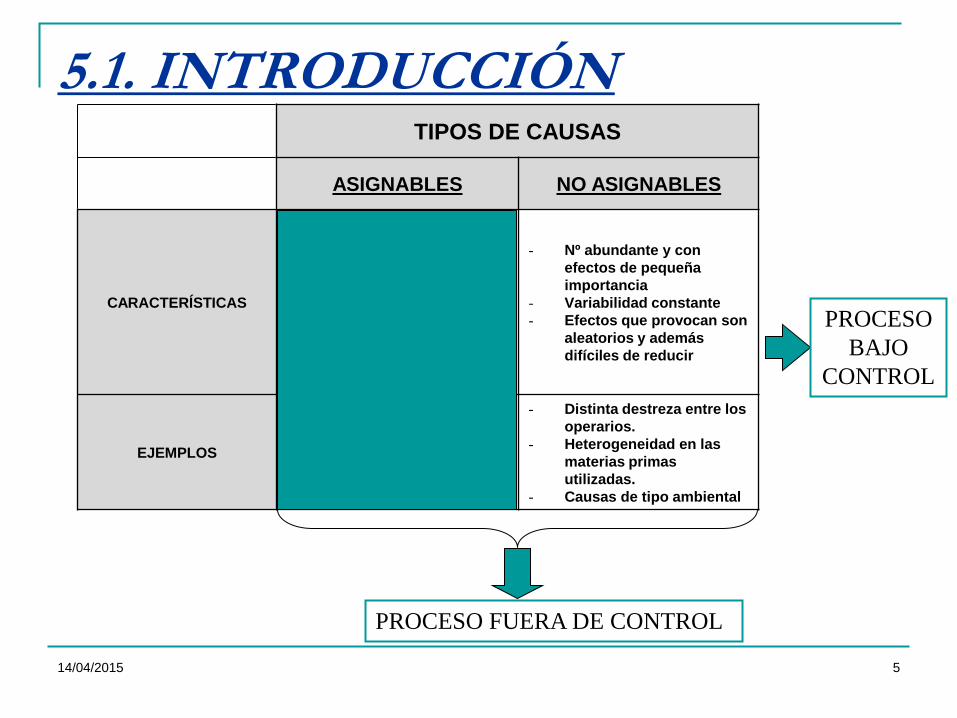
5.1. INTRODUCCIÓN TIPOS DE CAUSAS
ASIGNABLES NO ASIGNABLES
CARACTERÍSTICAS
- Nº reducido y con grandes
efectos
- Provocan gran
Variabilidad y
consecuencias
imprevisibles
- Efectos que provocan no
son aleatorios y
desaparecen si se elimina
la causa
- Nº abundante y con
efectos de pequeña
importancia
- Variabilidad constante
- Efectos que provocan son
aleatorios y además
difíciles de reducir
EJEMPLOS - Desajuste en maquinaria
- Errores operarios
- Distinta destreza entre los
operarios.
- Heterogeneidad en las
materias primas
utilizadas.
- Causas de tipo ambiental
PROCESO FUERA DE CONTROL
PROCESO
BAJO
CONTROL
14/04/2015 6
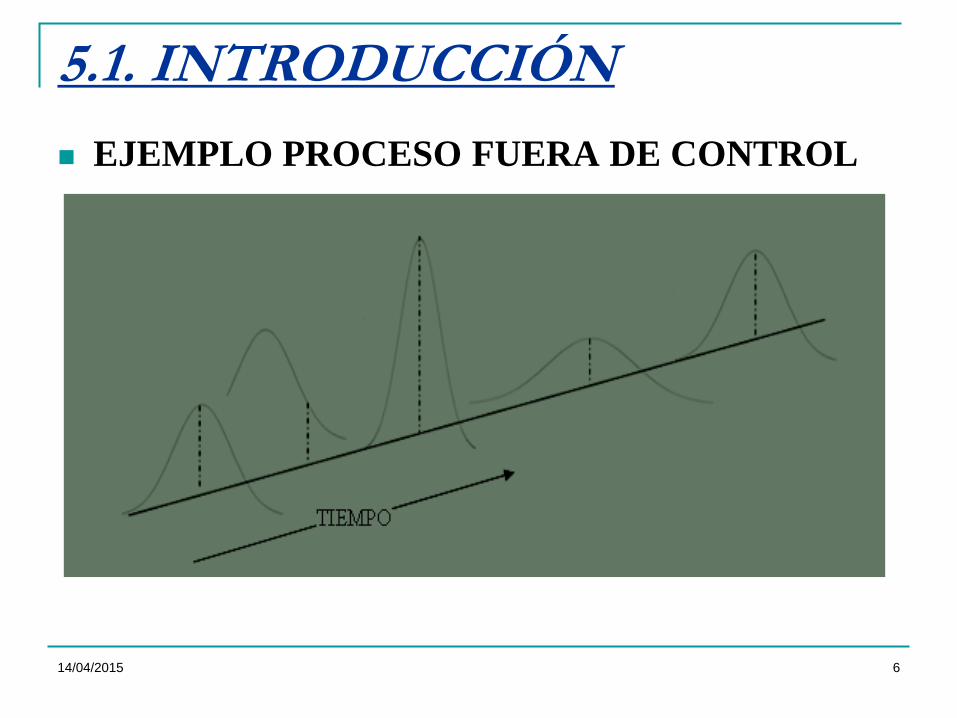
5.1. INTRODUCCIÓN
EJEMPLO PROCESO FUERA DE CONTROL
14/04/2015 7
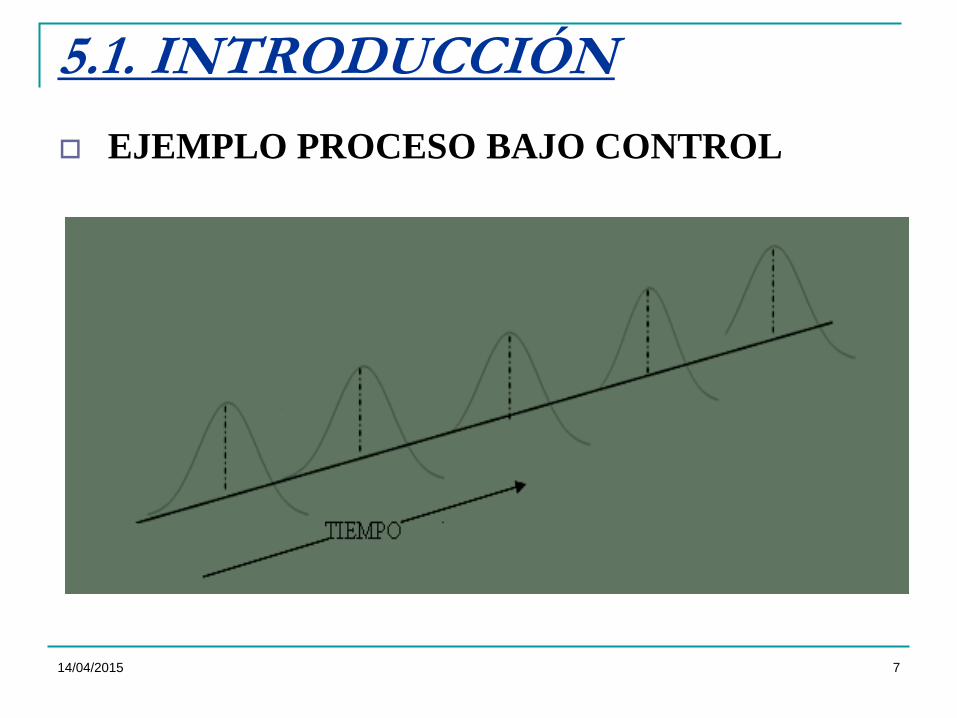
5.1. INTRODUCCIÓN
EJEMPLO PROCESO BAJO CONTROL
14/04/2015 8
5.1. INTRODUCCIÓN
14/04/2015 9
5.2. GRÁFICOS DE SHEWHART
Característica de
calidad medible X
Finalidad de control de
procesos: mantener el
proceso bajo control
( permanezca
constante)
y conocidos
y desconocidos
ESTIMARLOS
14/04/2015 10
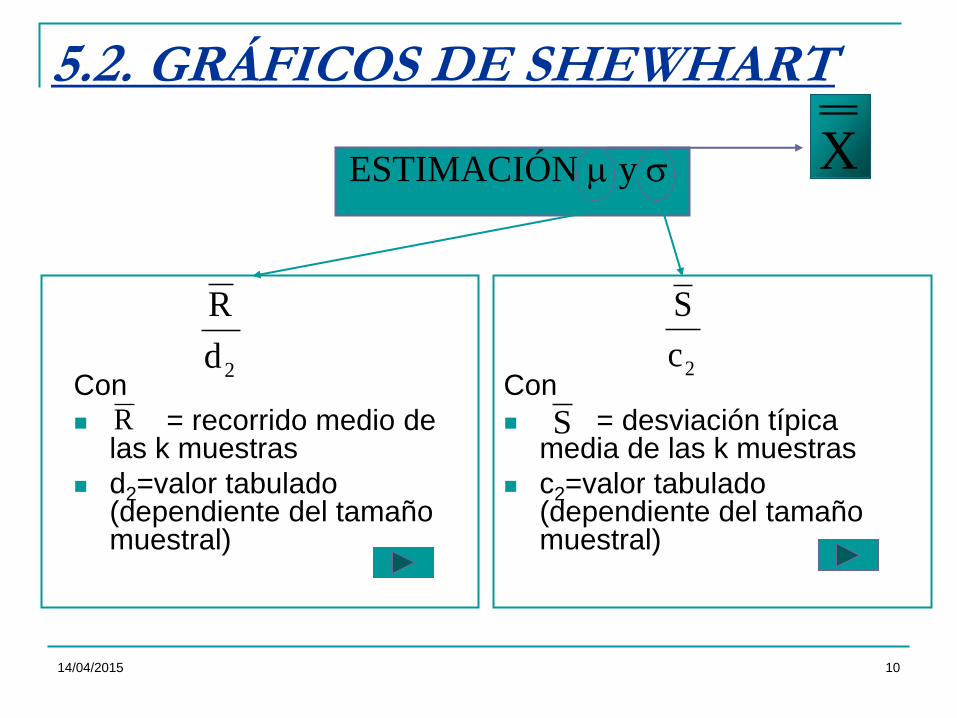
5.2. GRÁFICOS DE SHEWHART
ESTIMACIÓN y
2d
R
Con
= recorrido medio de las k muestras
d2=valor tabulado (dependiente del tamaño muestral)
R
Con
= desviación típica media de las k muestras
c2=valor tabulado (dependiente del tamaño muestral)
2c
S
S
X
14/04/2015 11
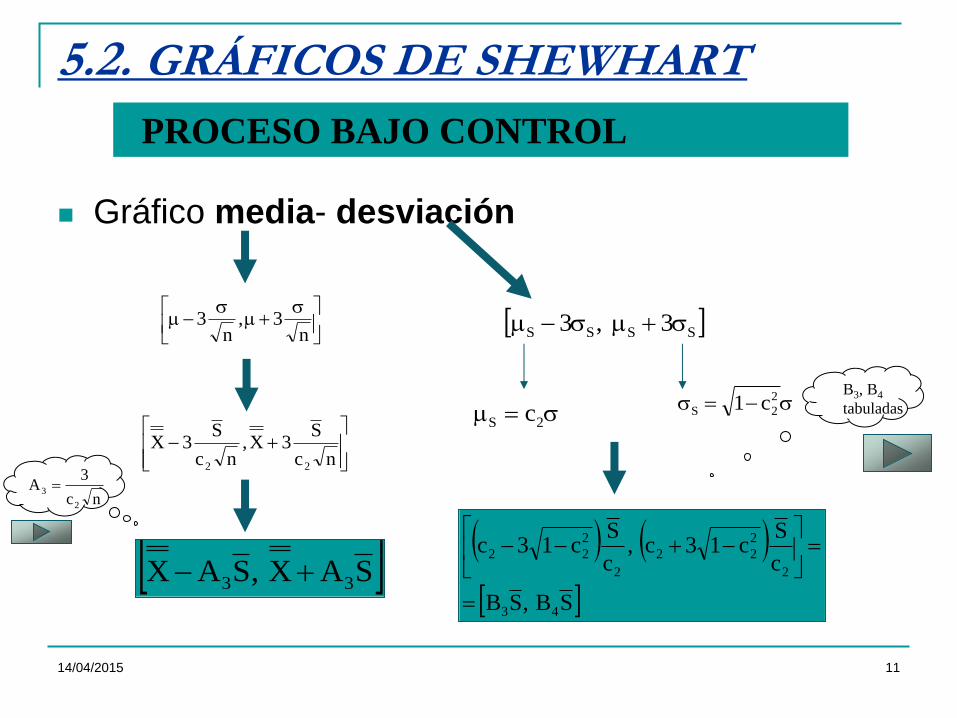
5.2. GRÁFICOS DE SHEWHART
Gráfico media- desviación
PROCESO BAJO CONTROL
n3,
n3
B3, B4
tabuladas
nc
S3X,
nc
S3X
22
SAX,SAX 33
nc
3A
2
3
SSSS 3,3
2S c 2
2S c1
SB,SB
c
Sc13c,
c
Sc13c
43
2
2
22
2
2
22
14/04/2015 12
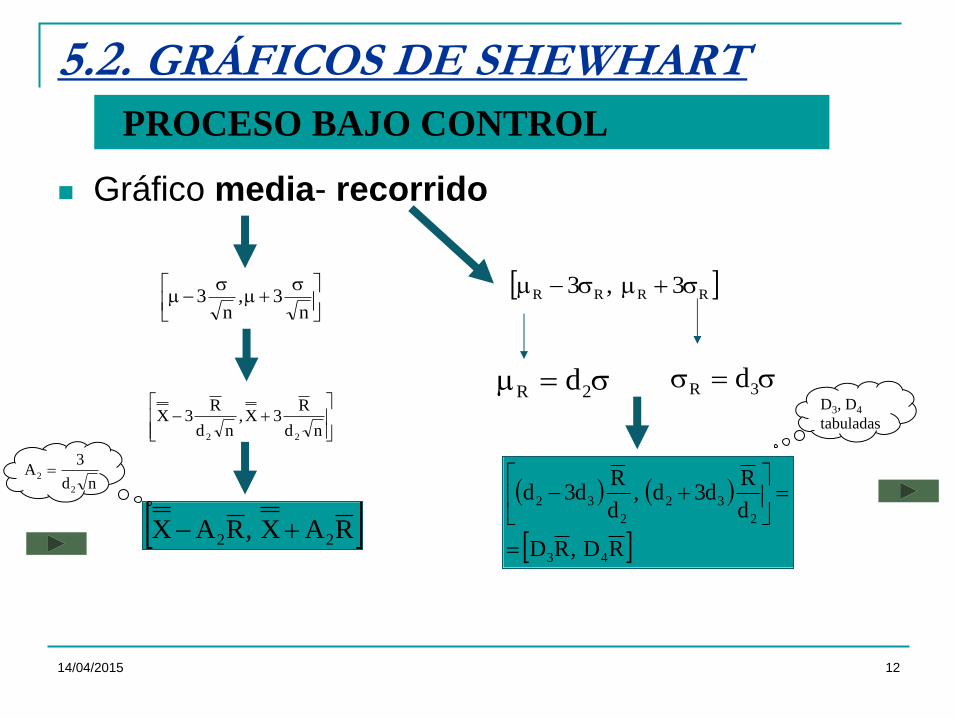
5.2. GRÁFICOS DE SHEWHART
Gráfico media- recorrido
PROCESO BAJO CONTROL
n3,
n3
nd
R3X,
nd
R3X
22
RAX,RAX 22
nd
3A
2
2
RRRR 3,3
2R d 3R d
RD,RD
d
Rd3d,
d
Rd3d
43
2
32
2
32
D3, D4
tabuladas
14/04/2015 13
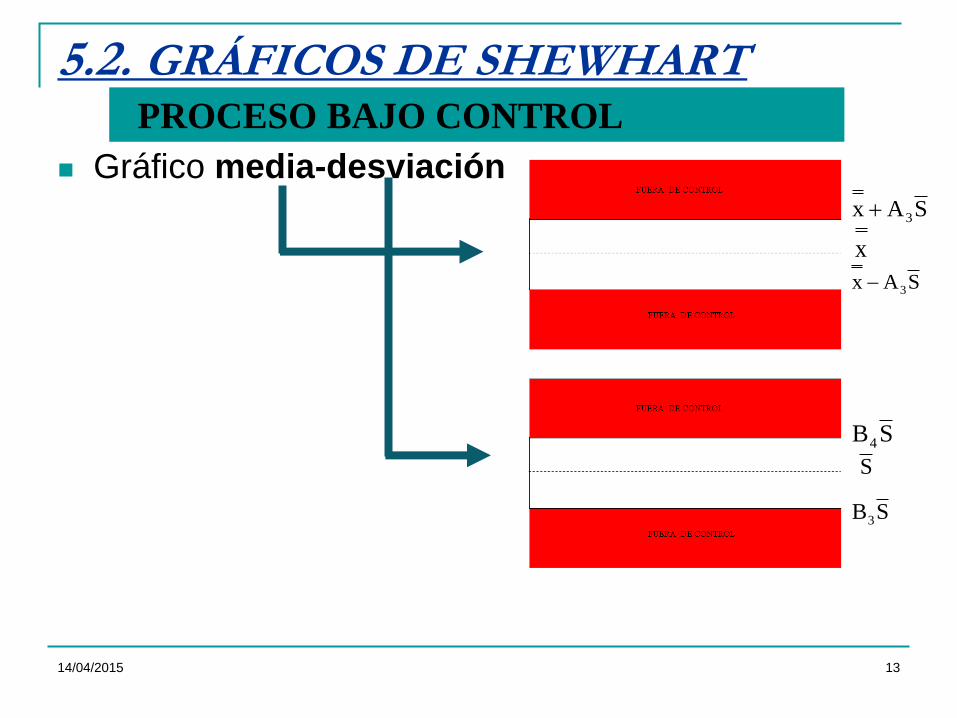
5.2. GRÁFICOS DE SHEWHART
Gráfico media-desviación
SAx 3
SAx 3
x
S
SB3
SB4
PROCESO BAJO CONTROL
14/04/2015 14
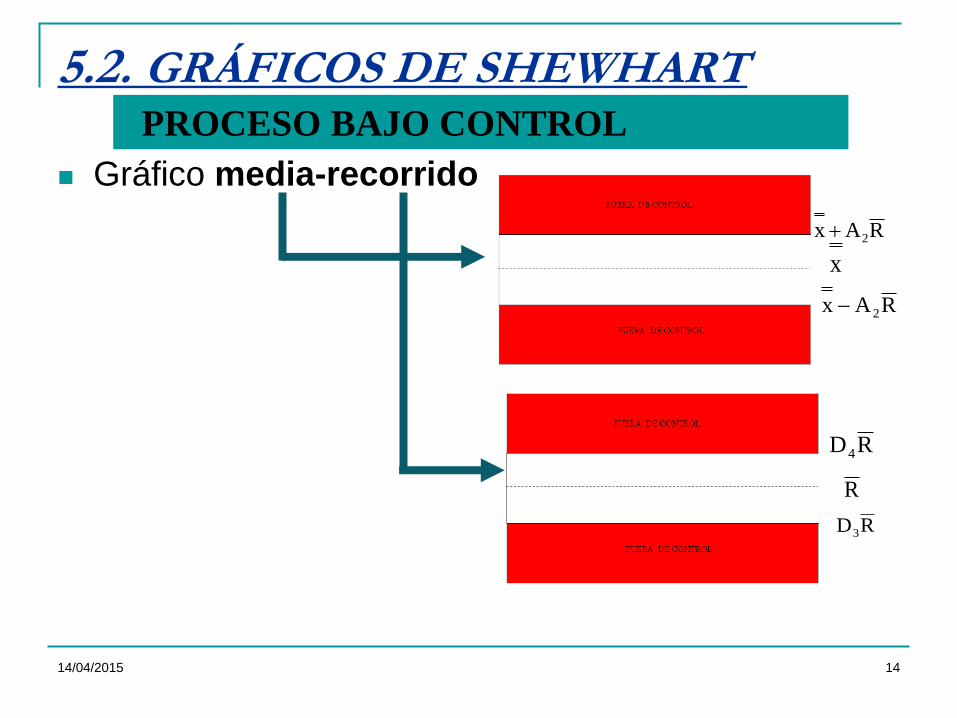
5.2. GRÁFICOS DE SHEWHART
Gráfico media-recorrido
x
RAx 2
RAx 2
R
RD3
RD4
PROCESO BAJO CONTROL
14/04/2015 15
5.2. GRÁFICOS DE SHEWHART
PROCEDIMIENTO:
1º Si en gráfico algún punto fuera de los límites
control
Eliminar muestra correspondiente
Recalcular LCentral, LCI y LCS
2º Todos los puntos entre líneas de control
estimar parámetros poblacionales
3º Uso de gráficos de control para comprobar si el
proceso se mantiene bajo control y/o presenta
algún tipo de anomalía
14/04/2015 16
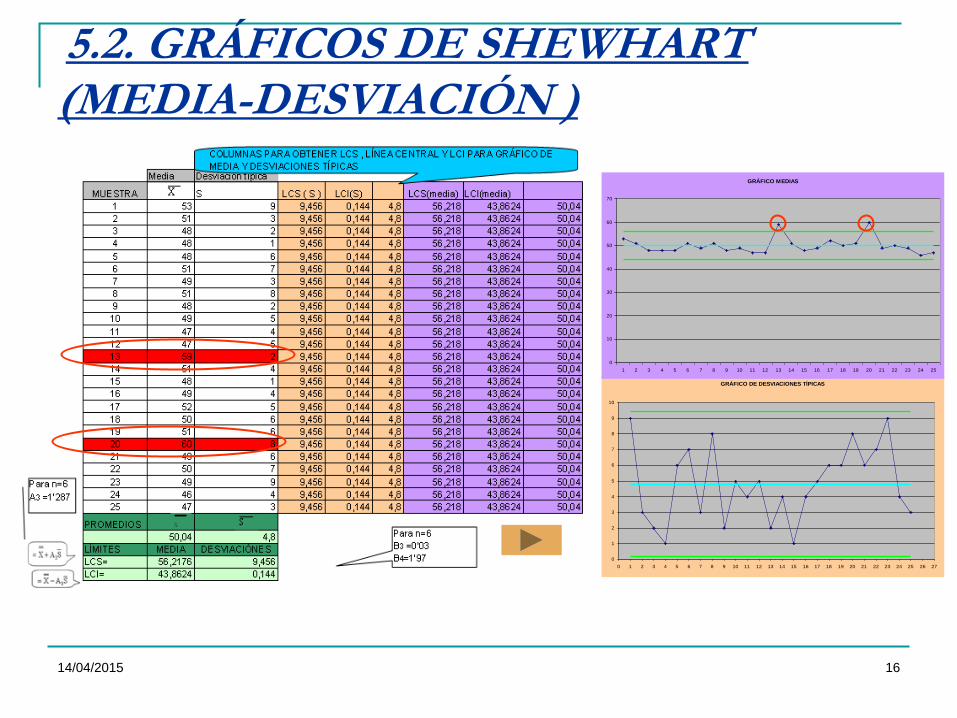
5.2. GRÁFICOS DE SHEWHART (MEDIA-DESVIACIÓN )
GRÁFICO DE DESVIACIONES TÍPICAS
0
1
2
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
GRÁFICO MEDIAS
0
10
20
30
40
50
60
70
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
14/04/2015 17
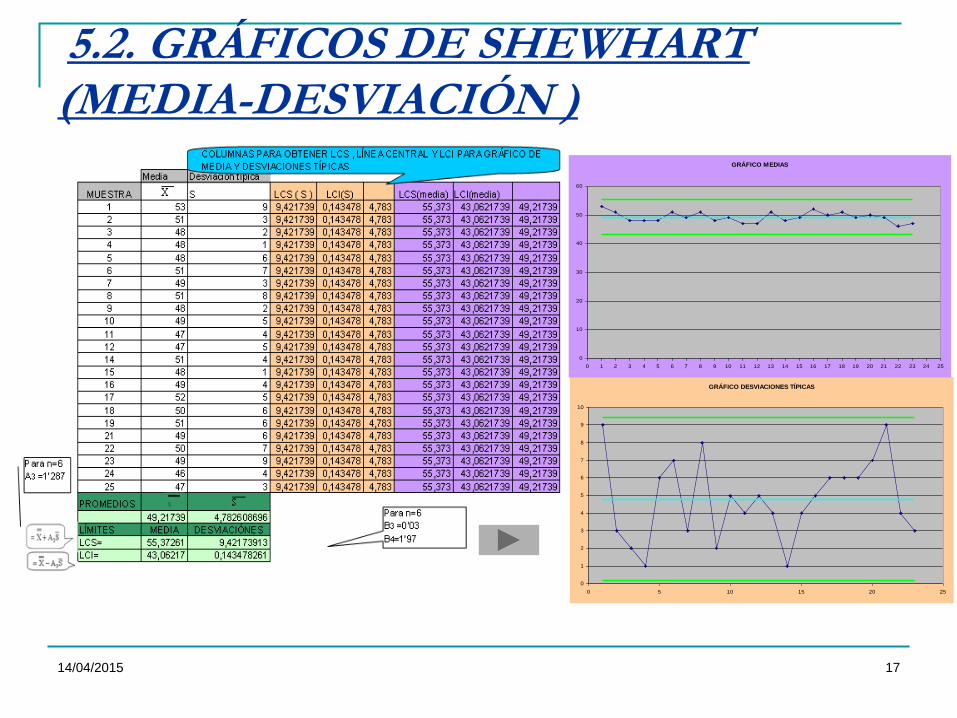
5.2. GRÁFICOS DE SHEWHART (MEDIA-DESVIACIÓN )
GRÁFICO DESVIACIONES TÍPICAS
0
1
2
3
4
5
6
7
8
9
10
0 5 10 15 20 25
GRÁFICO MEDIAS
0
10
20
30
40
50
60
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
14/04/2015 18
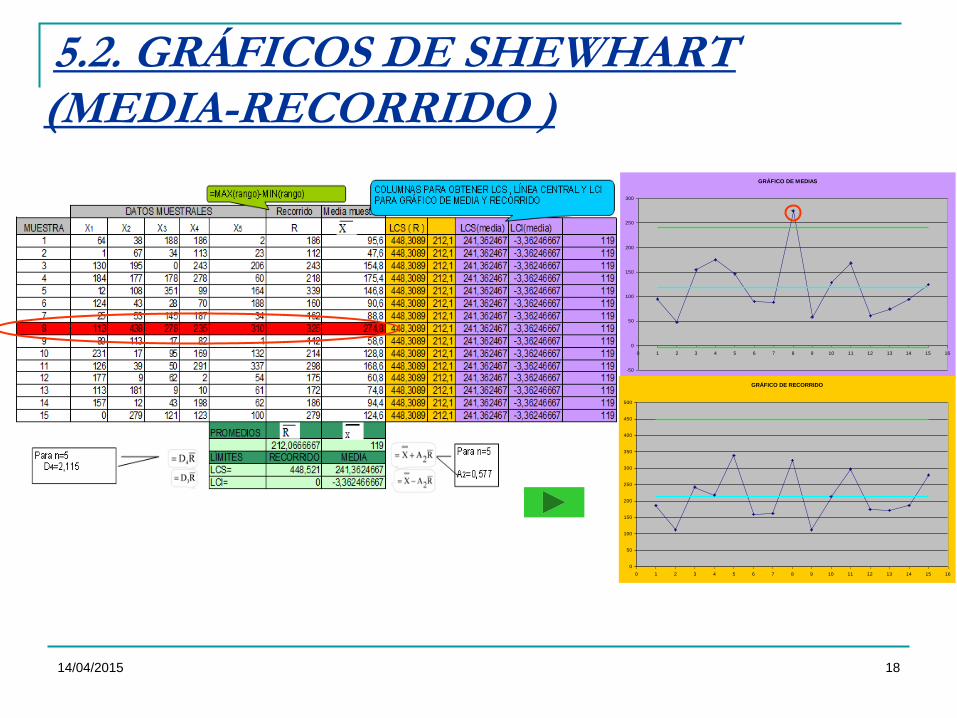
5.2. GRÁFICOS DE SHEWHART (MEDIA-RECORRIDO )
GRÁFICO DE MEDIAS
-50
0
50
100
150
200
250
300
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
GRÁFICO DE RECORRIDO
0
50
100
150
200
250
300
350
400
450
500
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
14/04/2015 19
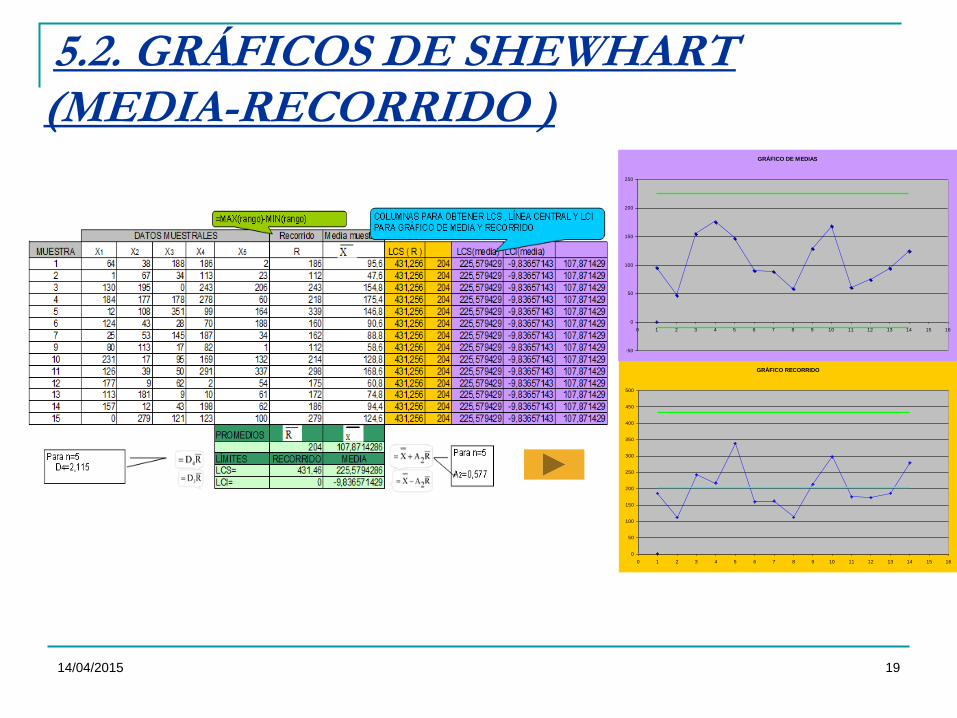
5.2. GRÁFICOS DE SHEWHART (MEDIA-RECORRIDO )
GRÁFICO RECORRIDO
0
50
100
150
200
250
300
350
400
450
500
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
GRÁFICO DE MEDIAS
-50
0
50
100
150
200
250
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
14/04/2015 20
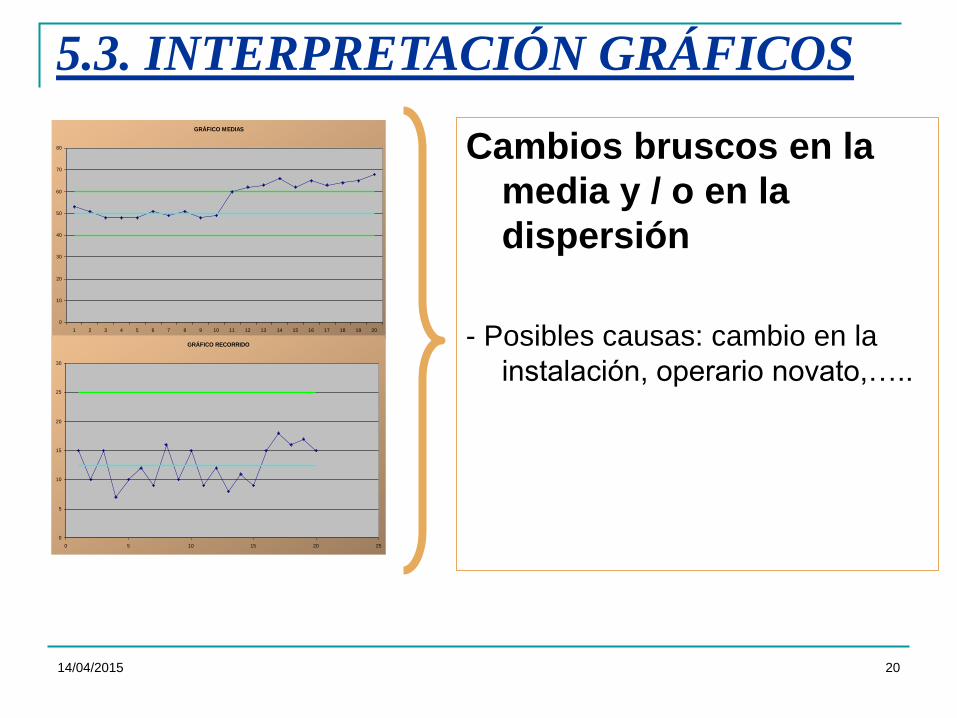
5.3. INTERPRETACIÓN GRÁFICOS
Cambios bruscos en la
media y / o en la
dispersión
- Posibles causas: cambio en la
instalación, operario novato,…..
GRÁFICO MEDIAS
0
10
20
30
40
50
60
70
80
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
GRÁFICO RECORRIDO
0
5
10
15
20
25
30
0 5 10 15 20 25
14/04/2015 21
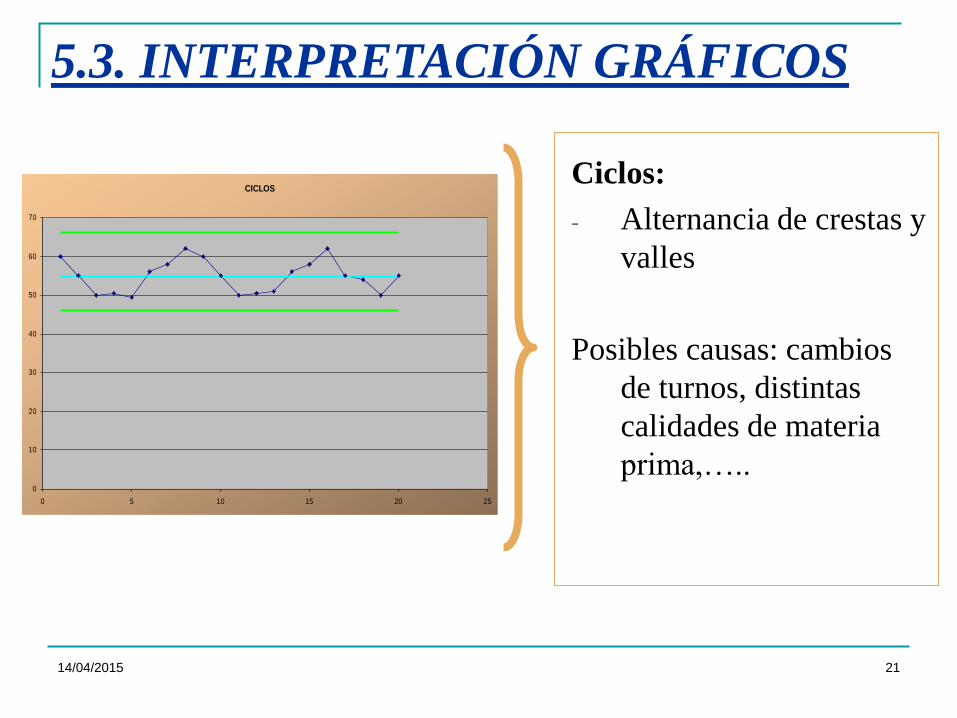
5.3. INTERPRETACIÓN GRÁFICOS
CICLOS
0
10
20
30
40
50
60
70
0 5 10 15 20 25
Ciclos:
- Alternancia de crestas y
valles
Posibles causas: cambios
de turnos, distintas
calidades de materia
prima,…..
14/04/2015 22
5.3. INTERPRETACIÓN GRÁFICOS
INESTABILIDAD
0
10
20
30
40
50
60
70
0 2 4 6 8 10 12 14 16
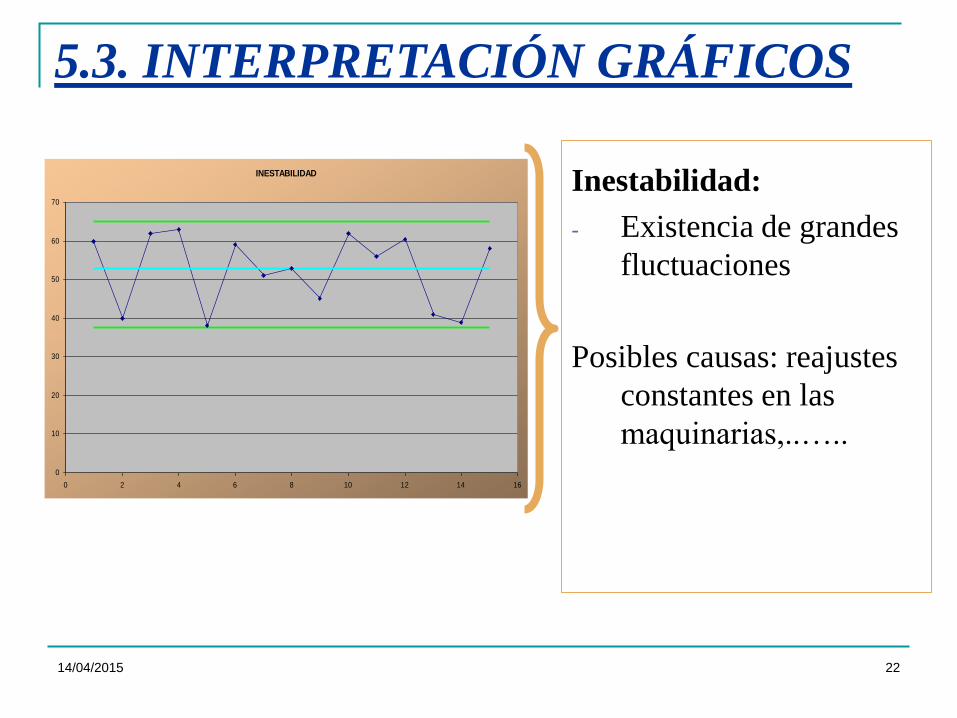
Inestabilidad:
- Existencia de grandes
fluctuaciones
Posibles causas: reajustes
constantes en las
maquinarias,..…..
14/04/2015 23
5.3. INTERPRETACIÓN GRÁFICOS
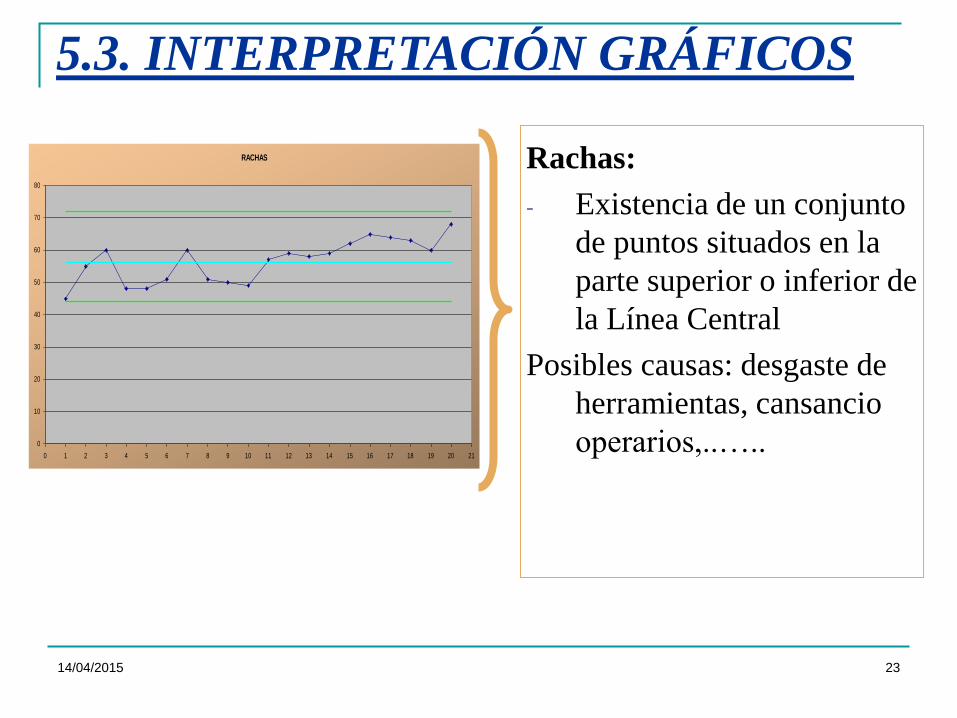
Rachas:
- Existencia de un conjunto
de puntos situados en la
parte superior o inferior de
la Línea Central
Posibles causas: desgaste de
herramientas, cansancio
operarios,..…..
RACHAS
0
10
20
30
40
50
60
70
80
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
14/04/2015 24
5.3. INTERPRETACIÓN GRÁFICOS
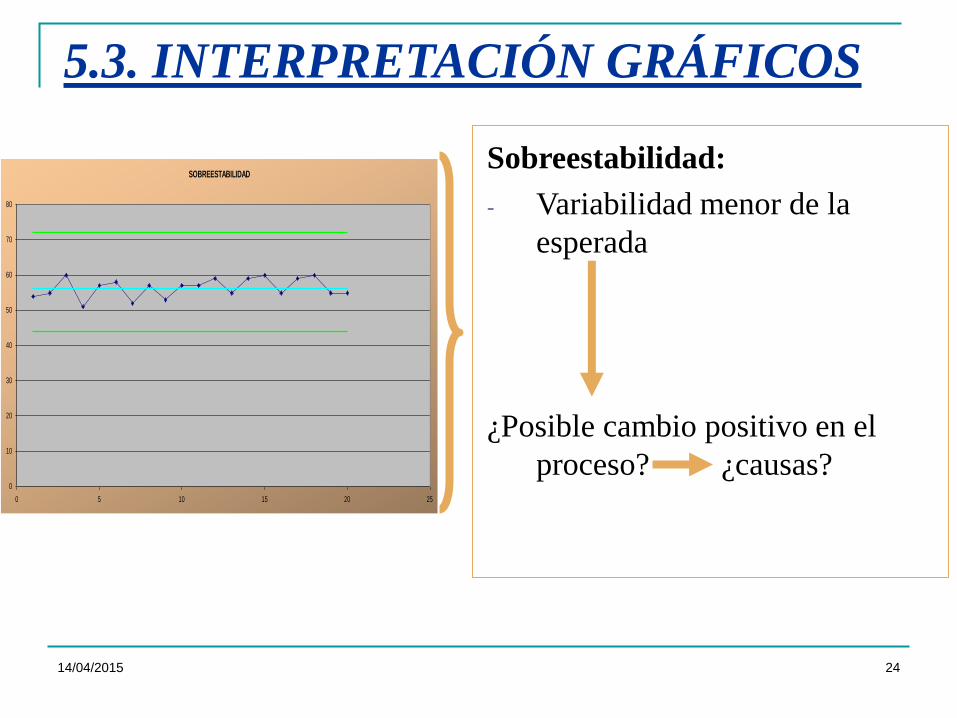
Sobreestabilidad:
- Variabilidad menor de la
esperada
¿Posible cambio positivo en el
proceso? ¿causas?
SOBREESTABILIDAD
0
10
20
30
40
50
60
70
80
0 5 10 15 20 25
14/04/2015 25
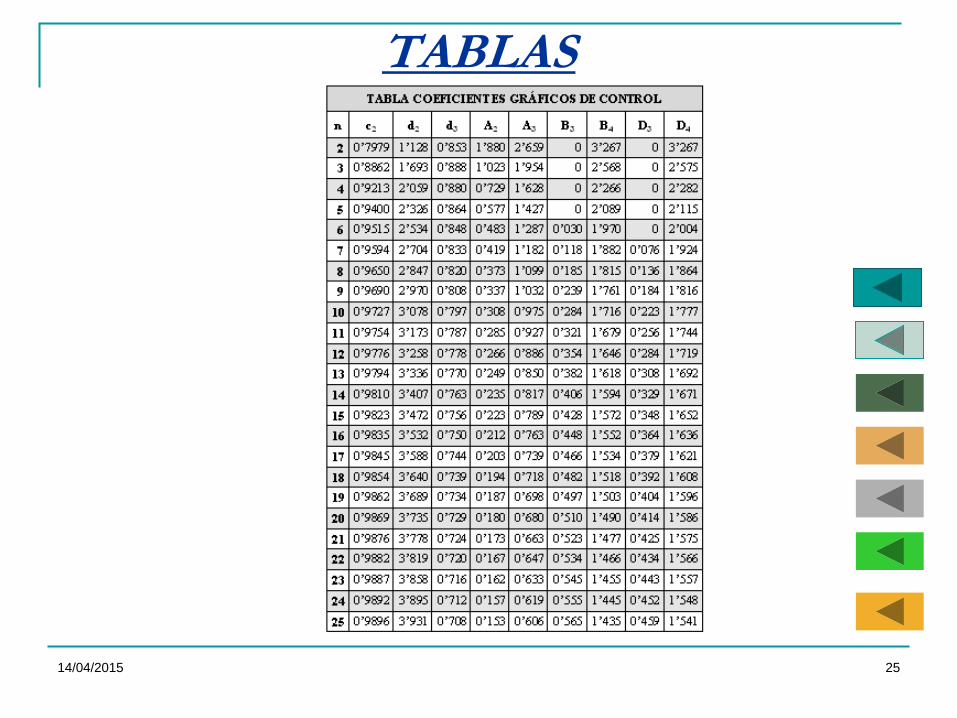
TABLAS
14/04/2015 26
5.4. TOLERANCIA
Especificaciones bilaterales: (característica de calidad medible X con: = valor objetivo, de diseño o nominal)
LTI= límite de Tolerancia Inferior
LTS= límite de Tolerancia Superior
[LTI, LTS]=intervalo de Tolerancia
(se cumplen especificaciones si
LTI X LTS o X [LTI, LTS] )
14/04/2015 27
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
Objetivo estudio de capacidad:
Constatar si un proceso (bajo control) es
capaz de producir piezas que verifiquen
especificaciones
14/04/2015 28
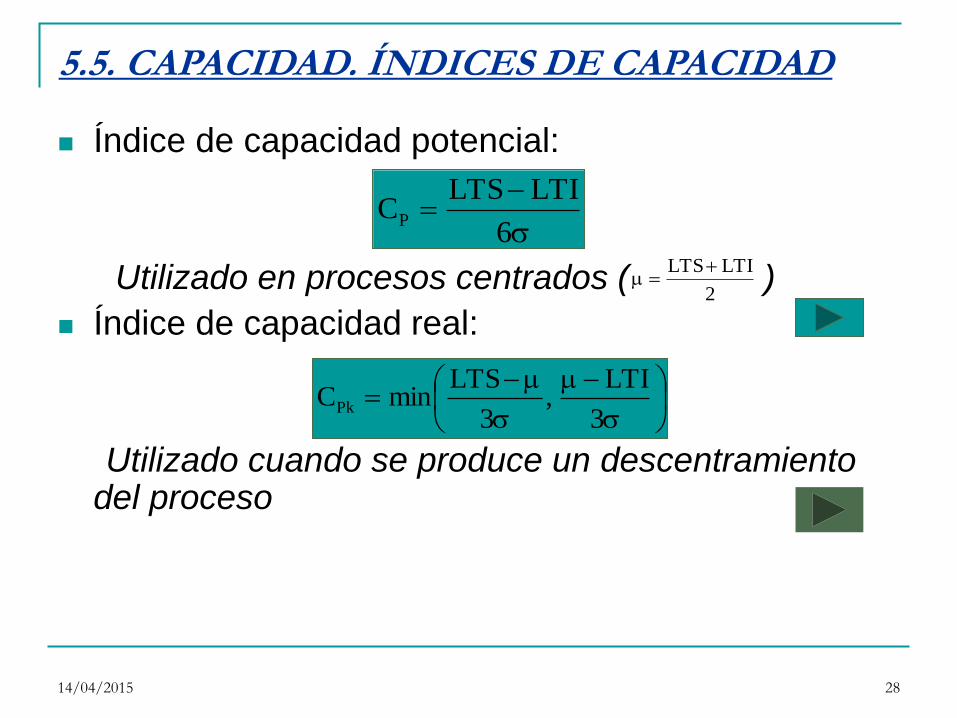
Índice de capacidad potencial:
Utilizado en procesos centrados ( )
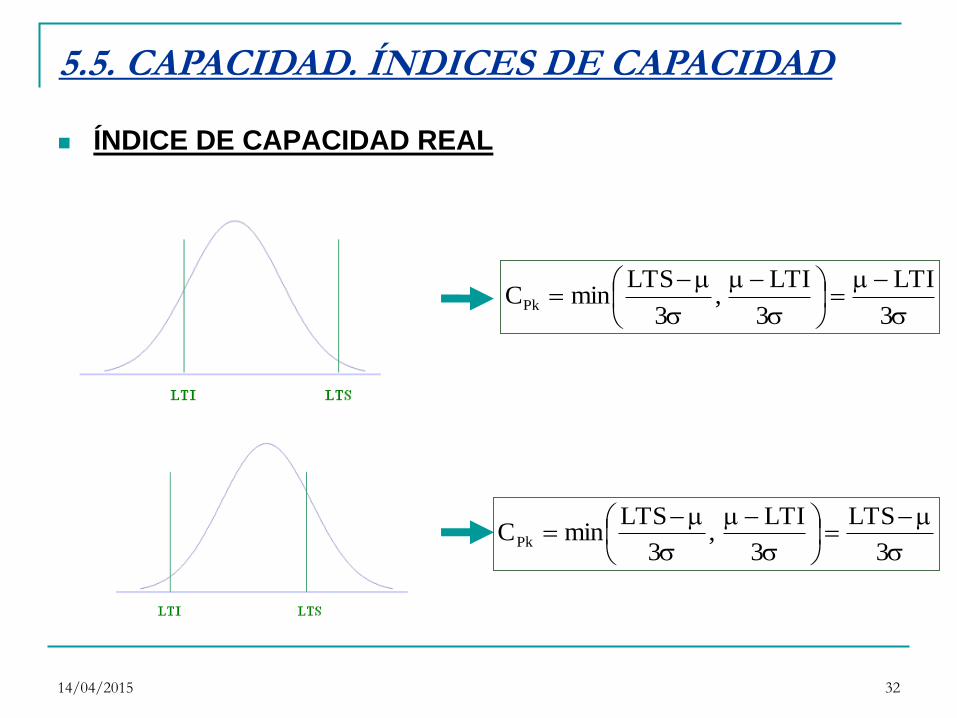
Índice de capacidad real:
Utilizado cuando se produce un descentramiento del proceso
6
LTILTSCP
2
LTILTS
3
LTI,
3
LTSminCPk
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
14/04/2015 29
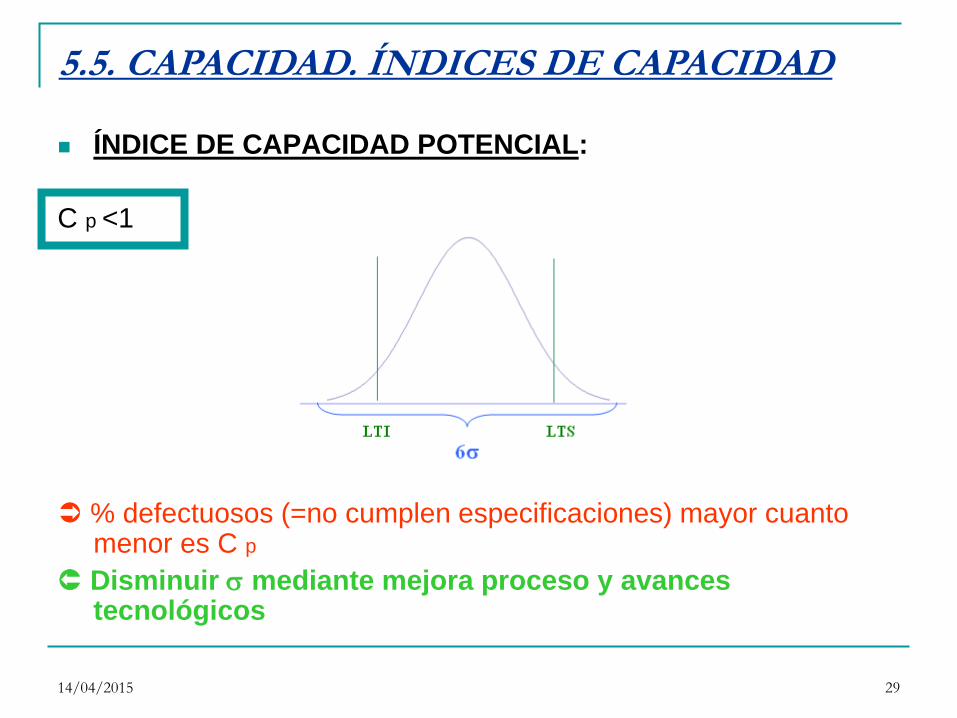
ÍNDICE DE CAPACIDAD POTENCIAL:
C p <1
% defectuosos (=no cumplen especificaciones) mayor cuanto menor es C p
Disminuir mediante mejora proceso y avances tecnológicos
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
14/04/2015 30
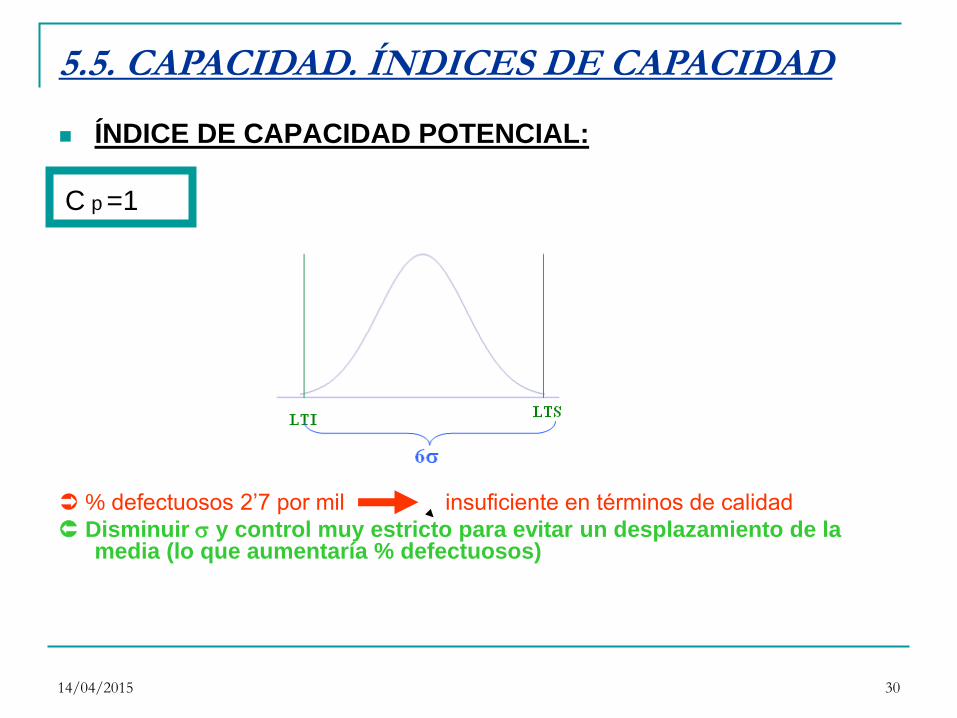
ÍNDICE DE CAPACIDAD POTENCIAL:
C p =1
% defectuosos 2’7 por mil insuficiente en términos de calidad
Disminuir y control muy estricto para evitar un desplazamiento de la media (lo que aumentaría % defectuosos)
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
14/04/2015 31
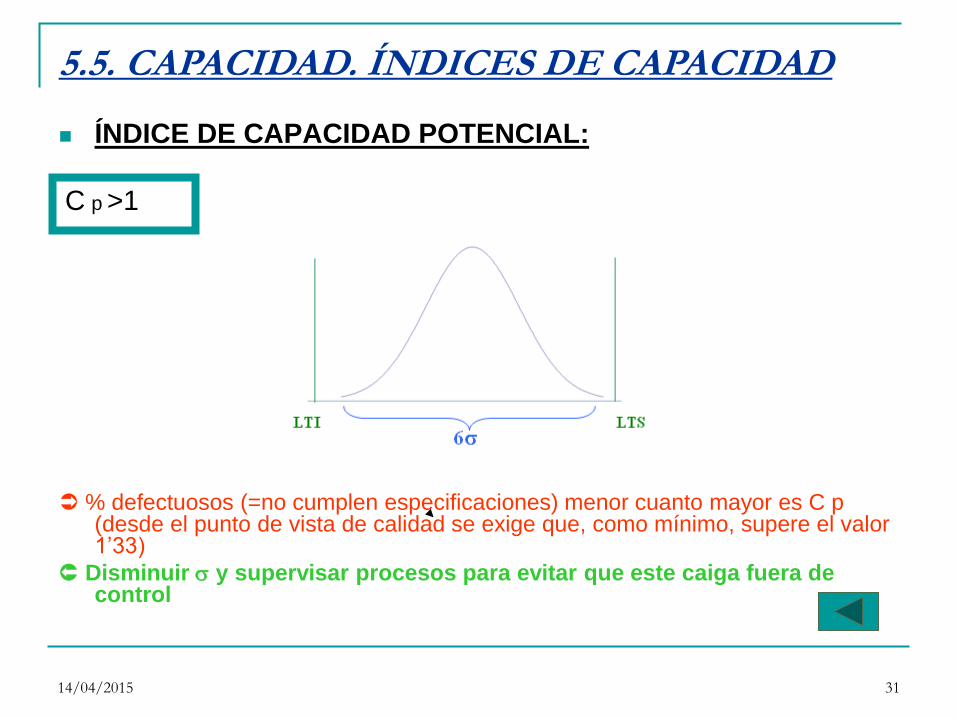
ÍNDICE DE CAPACIDAD POTENCIAL:
C p >1
% defectuosos (=no cumplen especificaciones) menor cuanto mayor es C p (desde el punto de vista de calidad se exige que, como mínimo, supere el valor 1’33)
Disminuir y supervisar procesos para evitar que este caiga fuera de control
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
14/04/2015 32
ÍNDICE DE CAPACIDAD REAL
3
LTI
3
LTI,
3
LTSminCPk
3
LTS
3
LTI,
3
LTSminCPk
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
14/04/2015 33
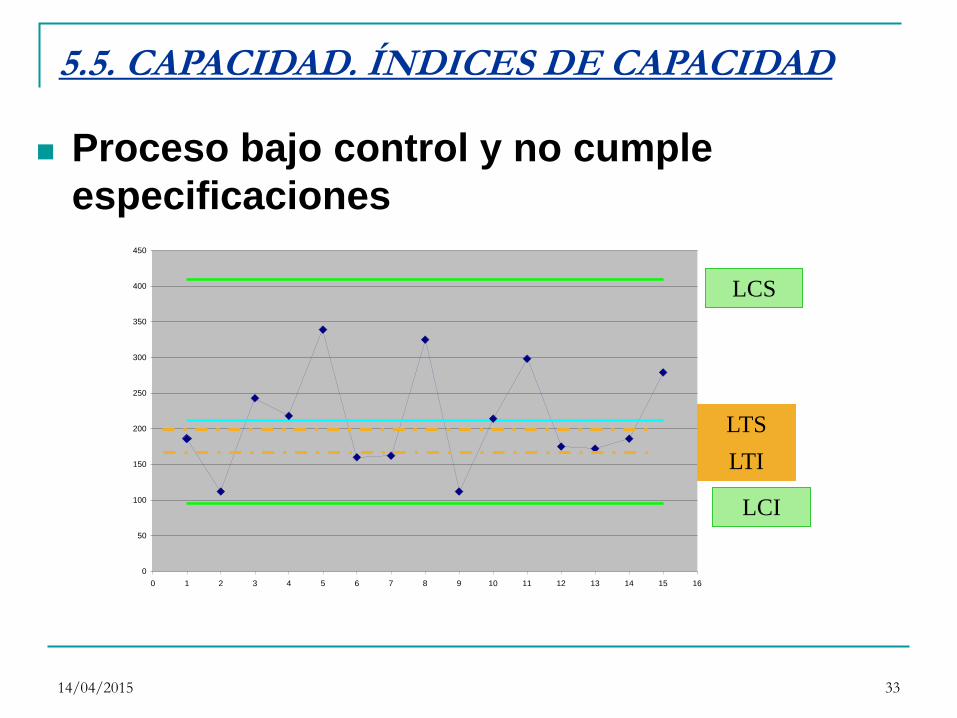
Proceso bajo control y no cumple
especificaciones
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
LCS
LCI
LTS
LTI
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
14/04/2015 34
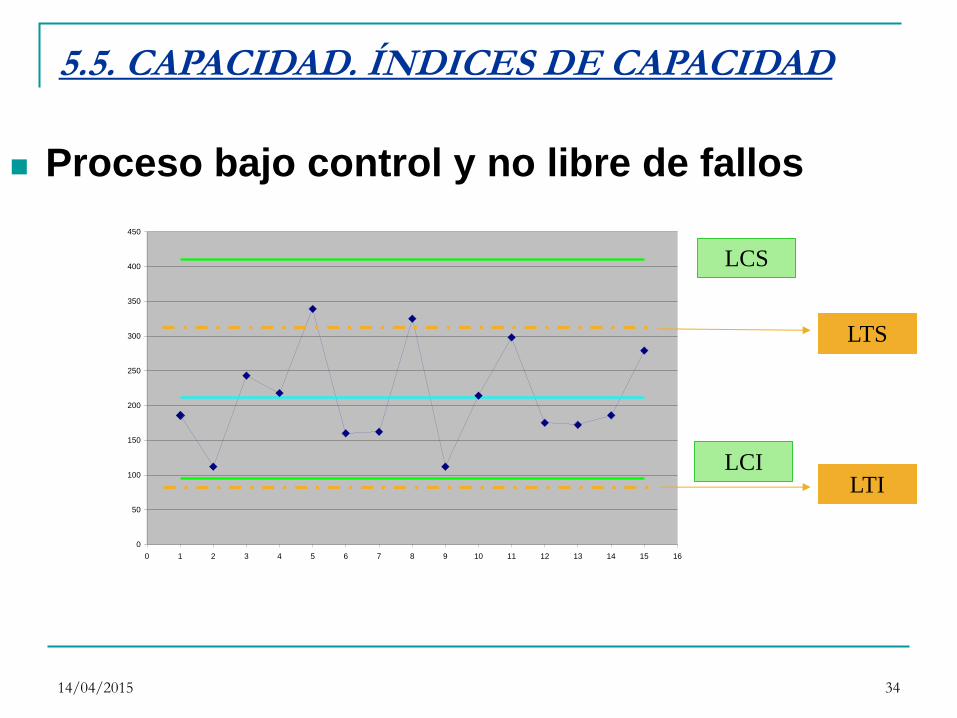
Proceso bajo control y no libre de fallos
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
LCS
LCI
LTS
LTI
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
14/04/2015 35
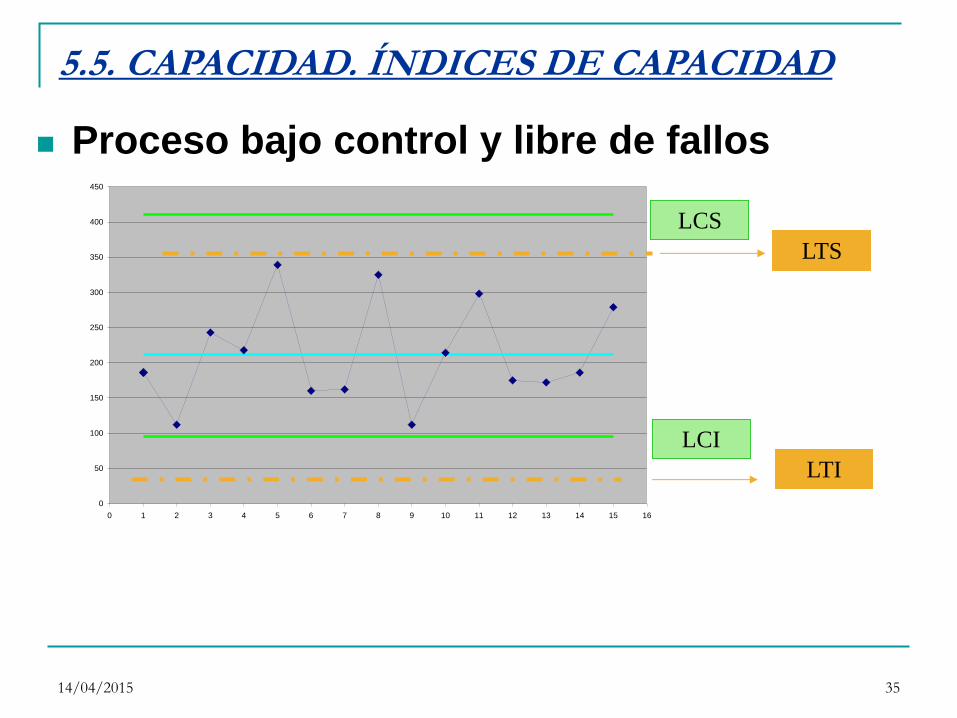
Proceso bajo control y libre de fallos
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
LCS
LCI
LTS
LTI
5.5. CAPACIDAD. ÍNDICES DE CAPACIDAD
14/04/2015 36
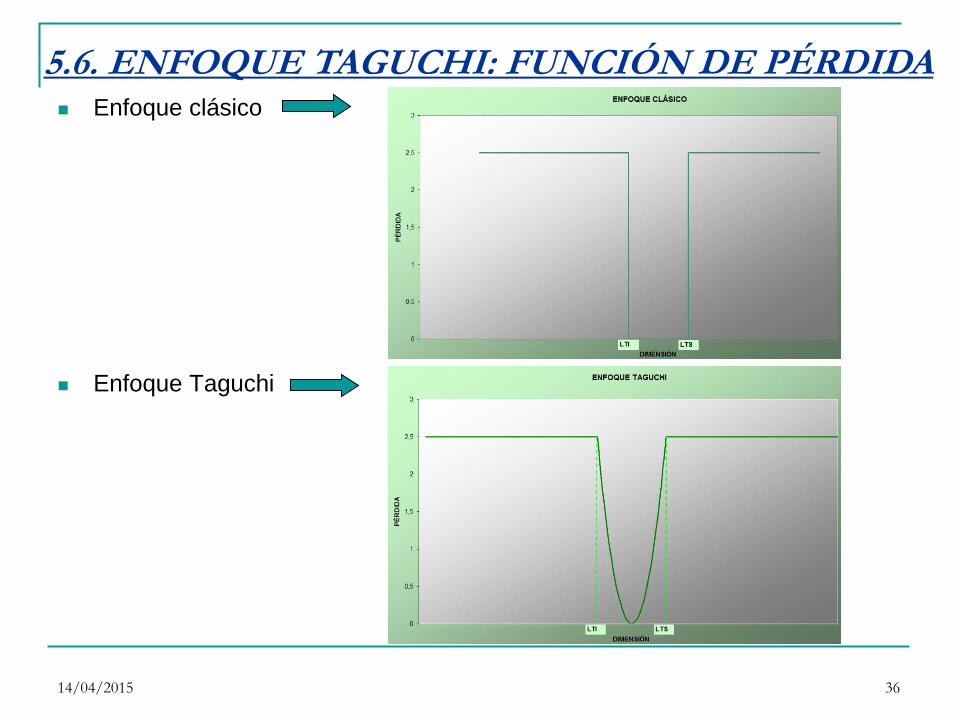
5.6. ENFOQUE TAGUCHI: FUNCIÓN DE PÉRDIDA Enfoque clásico
Enfoque Taguchi
14/04/2015 37
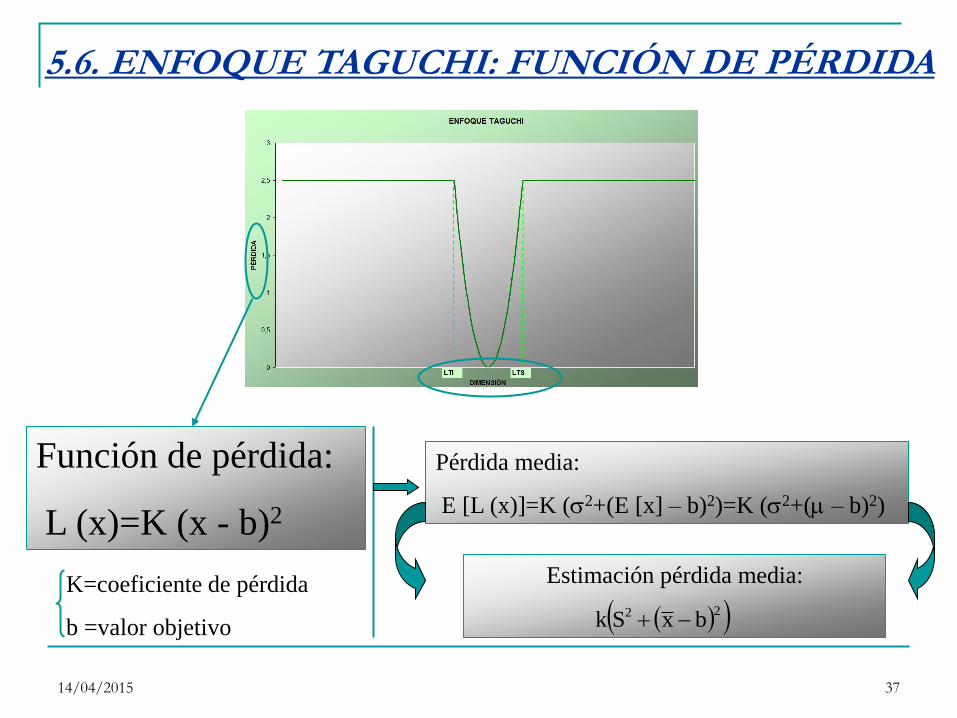
5.6. ENFOQUE TAGUCHI: FUNCIÓN DE PÉRDIDA
Función de pérdida:
L (x)=K (x - b)2
K=coeficiente de pérdida
b =valor objetivo
Pérdida media:
E [L (x)]=K (2+(E [x] – b)2)=K (2+( – b)2)
Estimación pérdida media:
22 bxSk
14/04/2015 38
5.6. ENFOQUE TAGUCHI: FUNCIÓN DE PÉRDIDA
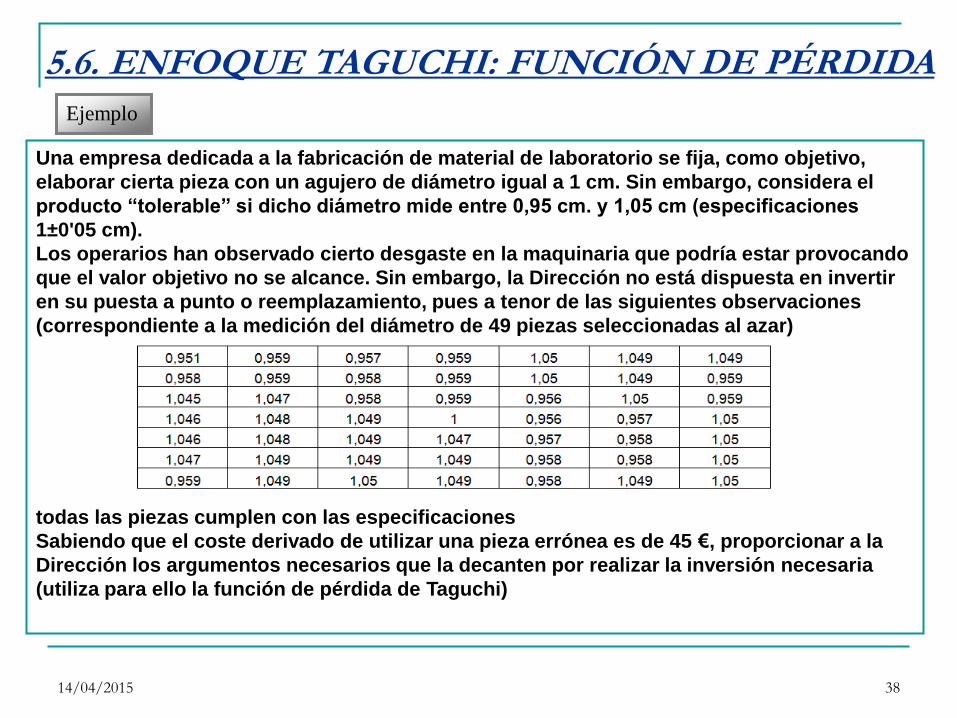
Ejemplo
Una empresa dedicada a la fabricación de material de laboratorio se fija, como objetivo,
elaborar cierta pieza con un agujero de diámetro igual a 1 cm. Sin embargo, considera el
producto “tolerable” si dicho diámetro mide entre 0,95 cm. y 1,05 cm (especificaciones
1±0'05 cm).
Los operarios han observado cierto desgaste en la maquinaria que podría estar provocando
que el valor objetivo no se alcance. Sin embargo, la Dirección no está dispuesta en invertir
en su puesta a punto o reemplazamiento, pues a tenor de las siguientes observaciones
(correspondiente a la medición del diámetro de 49 piezas seleccionadas al azar)
todas las piezas cumplen con las especificaciones
Sabiendo que el coste derivado de utilizar una pieza errónea es de 45 €, proporcionar a la
Dirección los argumentos necesarios que la decanten por realizar la inversión necesaria
(utiliza para ello la función de pérdida de Taguchi)
14/04/2015 39
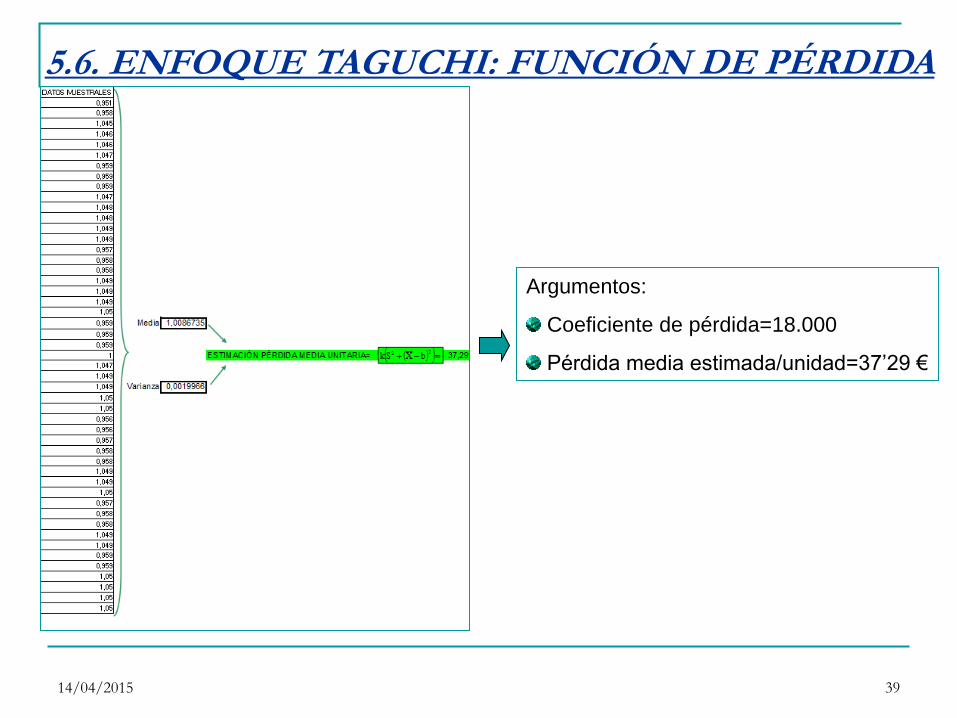
5.6. ENFOQUE TAGUCHI: FUNCIÓN DE PÉRDIDA
Argumentos:
Coeficiente de pérdida=18.000
Pérdida media estimada/unidad=37’29 €
14/04/2015 40
5.6. ENFOQUE TAGUCHI: FUNCIÓN DE PÉRDIDA
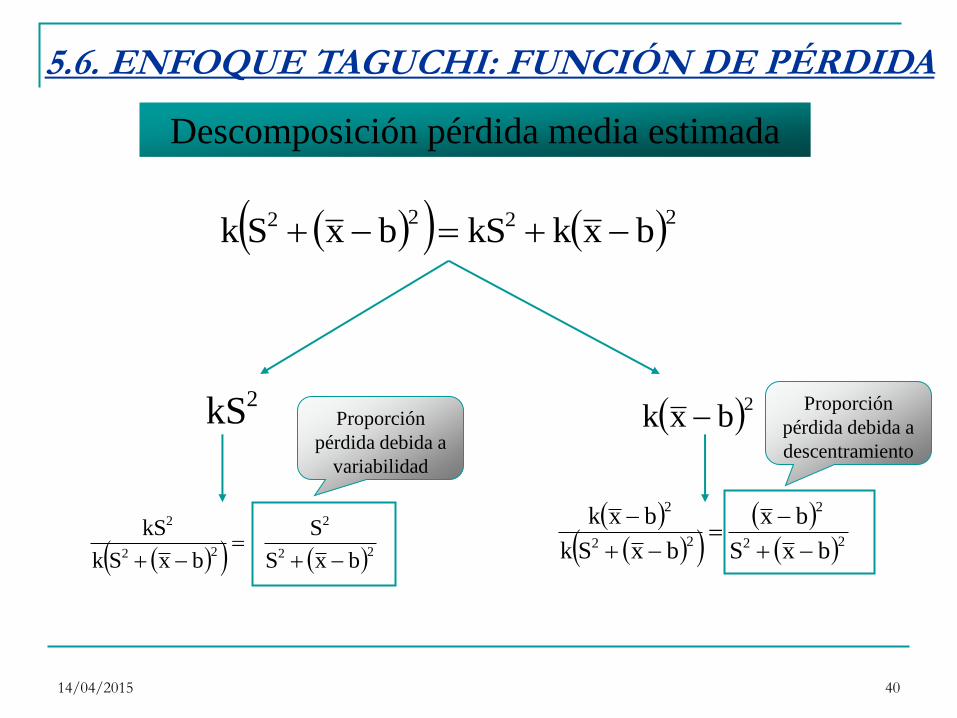
Descomposición pérdida media estimada
2222 bxkkSbxSk
2kS 2bxk
22
2
22
2
bxS
S
bxSk
kS
22
2
22
2
bxS
bx
bxSk
bxk
Proporción
pérdida debida a
variabilidad
Proporción
pérdida debida a
descentramiento
14/04/2015 41
5.6. ENFOQUE TAGUCHI: FUNCIÓN DE PÉRDIDA
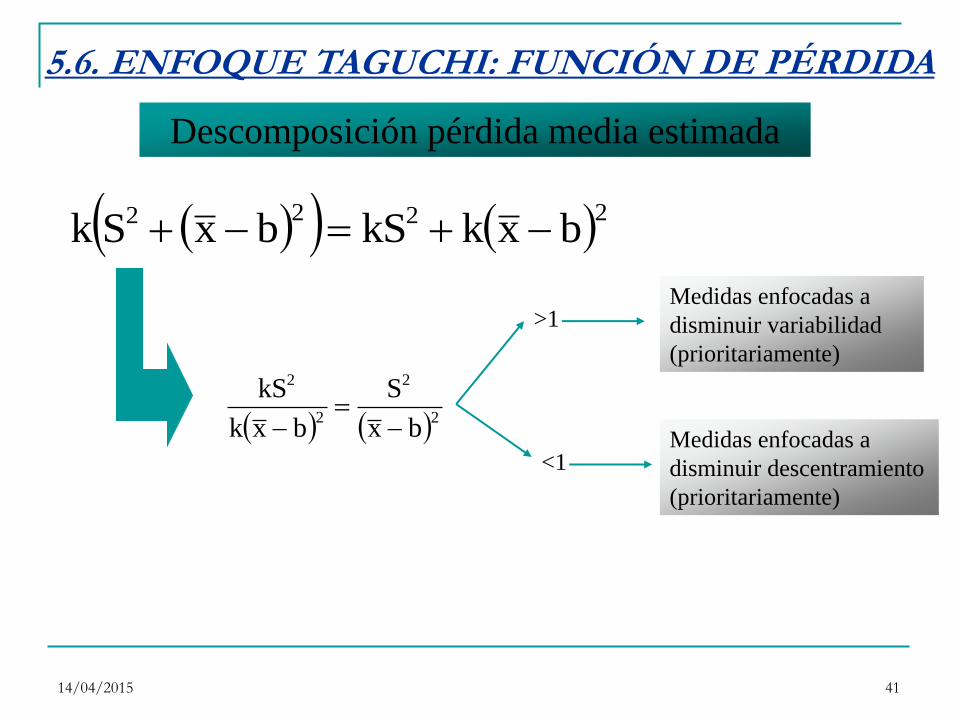
Descomposición pérdida media estimada
2222 bxkkSbxSk
22
2
2
bx
S
bxk
kS
>1
<1
Medidas enfocadas a
disminuir variabilidad
(prioritariamente)
Medidas enfocadas a
disminuir descentramiento
(prioritariamente)