thuyet minh do an cong nghe che tao may
TRANSCRIPT

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
I.Chức năng làm việc của chi tiết
Chi tiết được chế tạo là một chi tiết trục răng, có nhiệm vụ truyền mô men xoắn cho hệ truyền động. Là một chi tiết điển hình, tuy nhiên chi tiết được chết tạo mang nhiều đặc điểm tổng hợp :
Chi tiết mang đặc điểm của một chi tiết dạng trục, có vai trò truyền mô men xoắn với bánh răng trên trục và nhiều rãnh then.
Ngoài ra bên trong chi tiết còn có thêm nhiều lỗ bên trong, với các kích thước khác nhau do vậy chi tiết còn mang thêm đặc điểm của một chi tiết dạng bạc.
Vật liệu chế tạo là vật liệu 42CrMo4 với các thành phần và cơ tính như sau:
Thành phần hóa học:
C = 0,38 ÷ 0,45 % Si = 0,40% Mn = 0,6 ÷ 0,9 % P = 0,035 %S = 0,035 % Cr = 0,90 ÷ 1,2 % Mo = 0,15 ÷ 0,30 %Đặc tính cơ học:
Độ dãn tương đối: 11%
Độ bền kéo: 1000 ÷ 1200Mpa
Độ bền biến dạng : 550÷800 Mpa
II. Phân tích tính công nghệ trong kết cấu.
Mặt ngoài chi tiết cho phép gia công bằng các phương pháp tiện thông thường, các mặt trụ trong với nhiều kích thước khác nhau tuy nhiên cũng có thể gia công bằng các phương pháp thông thường với các loại dao thích hợp.
Trục chế tạo có kích thước bên ngoài giảm dần về hai đầu, bên trong các lỗ có kích thước tăng dần về hai phía do vậy không gây trờ ngại cho quá trình gia công đảm bảo tính công nghệ gia công cũng như lắp ráp.
Các rãnh then trên đoạn trục trụ ngoài Ø60 có hai rãnh then ta có thể chế tạo từ rãnh then kín thành rãnh then hở.
Tỷ số giữa đường tính và chiều dài trục :
l/d =255/80 = 3,2 ->trục có thể gia công mà vẫn đảm bảo độ cứng vững cần thiết.
việc sử dụng trục trơn là không thể do cần đảm bảo gia công đường kính bánh răng liền trục.
III. Dạng sản xuất và khối lượng chi tiết.Tổng cộng số lượng chi tiết cần chế tạo trong năm là :
1

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
N = N1.m.(1+ α+β100 )
Trong đó: N1 – Số sản phẩm m- Số chi tiết trên sản phẩm (m= 1)α – Sản phẩm dự phòng do chế tạo phôi chon α = 4%β – Sản phẩm dự phòng cho hỏng hóc, phế phẩm trong gia công cơ. Chọn β =
6%.
N = 7000.1.(1+ 4+6100 ) = 7700 chi tiết/năm
Xác định khối lượng sản phẩm.Thể tích chi tiết được xác định thông qua các đường kính trụ trong và ngoài
của trục như sau:
V = 135.π902
4 + 120.π702
4 - 32.π362
4 - 131.π342
4 - 32.π362
4 - 15.π532
4 - 29.π65,52
4 -
16.π652
4 = 952179 mm3 ≈ 0,95 dm3
=>khối lượng chi tiết : m = γ. V = 0,95.7,83 = 7,43 kg.Do đó dạng sản xuất được xác định là dạng sản xuất hàng khối.
IV. Chọn phương pháp chế tạo phôi.
Với vật liệu là 42CrMo4 và đặc điểm chi tiết chế tạo ta đi đến phần tích các loại phôi dùng chế tạo chi tiết có thể như sau:
Dạng phôi thanh, với đặc điểm chi tiết là chi tiết dạng trục truyền mô men xoắn, do vậy dạng phôi này ko thể sử dụng, ngoài ra nếu sử dụng phôi thanh sẽ gây sự lãng phí do việc tiện đi lớp phoi quá lớn trên các đoạn trục khác nhau.
Dạng phôi đúc, thường phôi đúc có cơ tính không cao do vậy sẽ không đảm bảo cho khả năng làm việc của chi tiết do vậy phôi thanh sẽ không được sử dụng cho chi tiết.
Phôi dập, với những tính chất của chi tiết mà ta chế tạo và yêu cầu về cơ tính khi làm việc thì phôi để chế tạo chi tiết sẽ là dạng phôi dập, như vậy sẽ đảm bảo được yêu cầu cơ tính cũng như cho quá trình gia công cơ khí.
V. Lập thứ tự nguyên công.
Chuẩn dùng trong quá trình gia công chi tiết sẽ là các mặt trụ trong và ngoài có trên chi tiết.
Sau đây là trình tự các nguyên công mà ta sẽ tiến hành trong quá trình gia công chi tiết.
1). Nguyên công phay hai mặt đầu.
2
Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
2). Nguyên công Khoét lỗ Ø34.
3) Nguyên công tiện các mặt trụ ngoài.
3

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
4) Nguyên công tiện thô lỗ Ø65 và tiện lỗ Ø53.
5) Nguyên công tiện tinh các mặt trụ ngoài.
4

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
6) Tiện tinh lỗ Ø65 và rộng lỗ Ø65,5.
7) Tiện tinh các lỗ Ø36.
5

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
8) Nguyên công khoan các lỗ Ø6,4.
6

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
9) Phay then trên đoạn trục Ø60.
10) Nguyên công phay then trên đoạn trục Ø90.
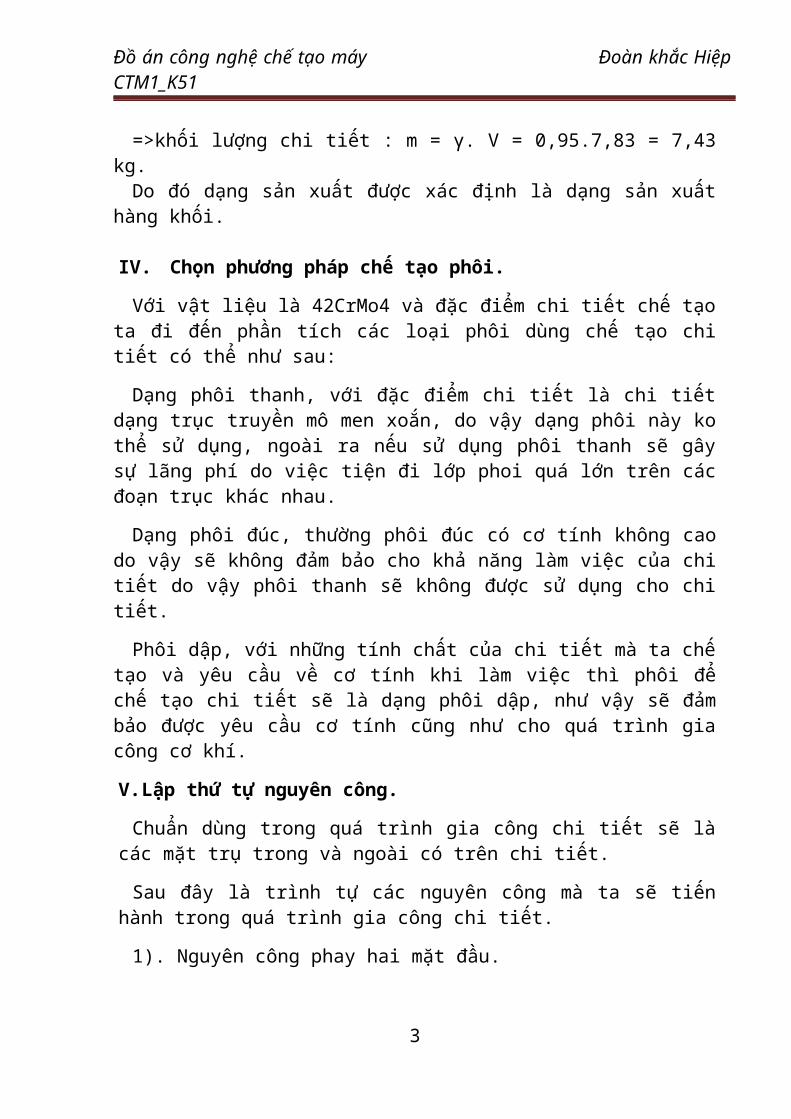
11) Khoan và ta rô các lỗ ren M6.
7

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
12) Nguyên công phay răng trên đoạn trục Ø79,2
8
Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
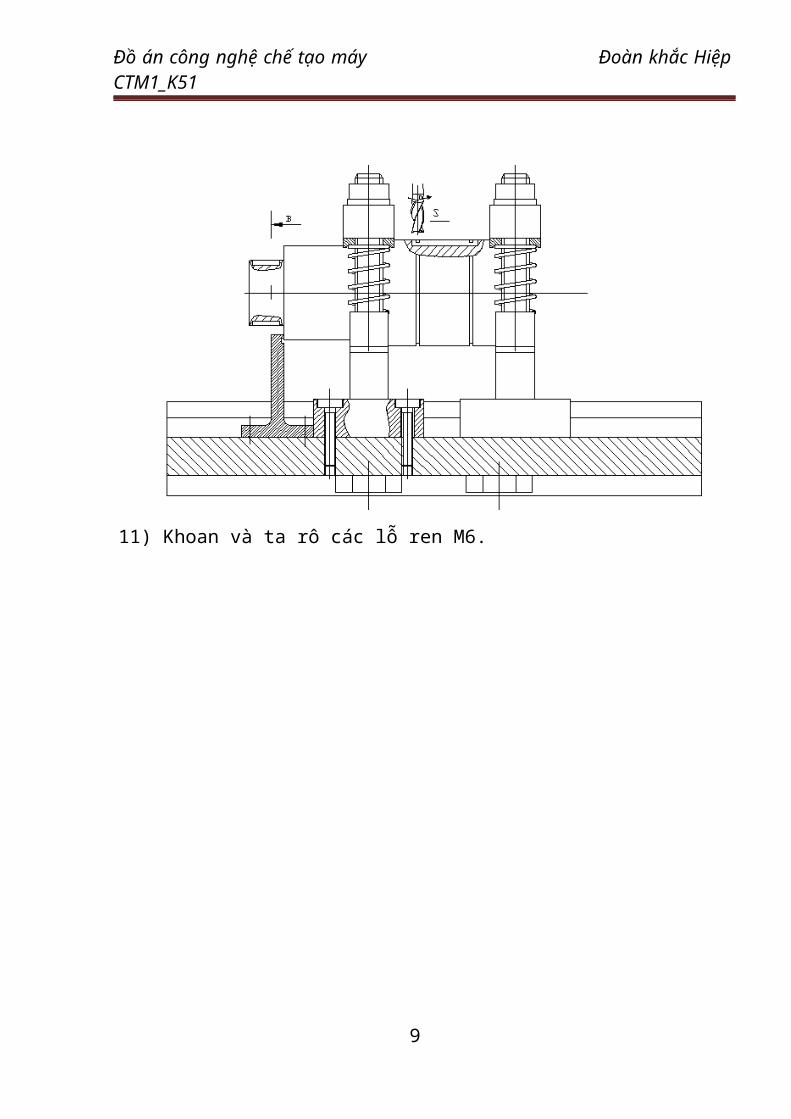
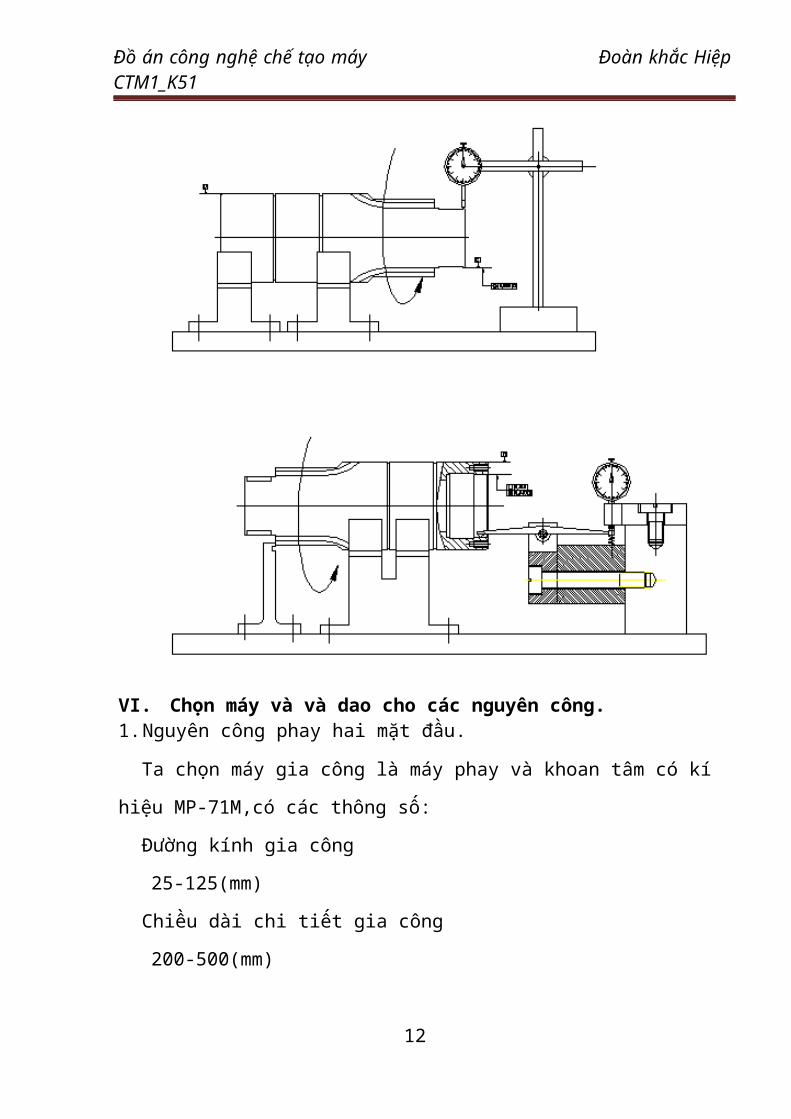
13) Nguyên công kiểm tra.
9

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
VI. Chọn máy và và dao cho các nguyên công.1. Nguyên công phay hai mặt đầu.
Ta chọn máy gia công là máy phay và khoan tâm có kí hiệu MP-71M,có các
thông số:
Đường kính gia công 25-125(mm)
Chiều dài chi tiết gia công 200-500(mm)
Giới hạn chạy dao của dao phay 20-400(mm/ph)
Số cấp tốc độ của dao phay 6
Giới hạn số vòng quay của dao phay 125-712(vòng/phút)
Số cấp tốc độ của dao khoan 6
Giới hạn số vòng quay của dao khoan 20-300(mm/ph)
Công suất động cơ phay-khoan 7.5-2.2(KW)
10

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Dao phay mặt đầu theo bảng 4−92375 [1].
D = 100 mm, l = 5mm, d = 32 mm, Z = 8 răng, vật liệu thép gió.
2. Nguyên công khoét lỗ Ø34.
Chọn máy gia công là máy T620 với các thông số như sau
Đường kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :12,5 2000 vòng/phút
Công suất động cơ : 7 kw
Dao khoét bằng thép gió có các thông số: D = 34, L = 300, l = 200 theo
4−47375 [1].
3. Tiện thô các bề mặt trụ ngoài.
Chọn máy gia công là máy T620 với các thông số như sau
Đường kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :12,5 2000 vòng/phút
Công suất động cơ : 7 kw
Dao tiện dùng tiện các mặt trụ Ø90 và Ø79,2 ta dùng dao tiện ngoài thân thẳng với các thông số như sau: h = 20, b = 12, L = 120, φ = 45o, n = 7, l = 10,
R=1,0. Có gắn mảnh hợp kim cứng theo 4−5296 [1].
Dao tiện dùng tiện đoạn trục Ø 60 ta chọn dao tiện ngoài thân cong có góc
nghiêng chính là 900: h =16, b = 12, L = 100, n = 5 , l = 16, R = 1,0 theo 4−6296
[1].
4. Tiện thô mặt lỗ Ø 65 và tiện lỗ Ø53.
Chọn máy gia công là máy T620 với các thông số như sau
Đường kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
11
Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :12,5 2000 vòng/phút
Công suất động cơ : 7 kw
Dao tiện lỗ kẹp mảnh hợp kim cứng theo 4−32315 [1] ta có các thông số dao
như sau: D = 20, L = 170, n = 15.
5. Tiện tinh các mặt trụ ngoài .
Chọn máy gia công là máy T620 với các thông số như sau
Đường kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :12,5 2000 vòng/phút
Công suất động cơ : 7 kw
Dao tiện dùng tiện các mặt trụ Ø90 và Ø79,2 ta dùng dao tiện ngoài thân thẳng với các thông số như sau: h = 20, b = 12, L = 120, φ = 45o, n = 7, l = 10,
R=1,0. Có gắn mảnh hợp kim cứng theo 4−5296 [1].
Dao tiện dùng tiện đoạn trục Ø 60 ta chọn dao tiện ngoài thân cong có góc
nghiêng chính là 900: h =16, b = 12, L = 100, n = 5 , l = 16, R = 1,0 theo 4−6296
[1].
6. Tiện tinh lỗ Ø65 và tiện đoạn lỗ Ø65,5.
Chọn máy gia công là máy T620 với các thông số như sau
Đường kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :12,5 2000 vòng/phút
Công suất động cơ : 7 kw
Dao tiện lỗ kẹp mảnh hợp kim cứng theo 4−32315 [1] ta có các thông số dao
như sau: D = 20, L = 170, n = 15.
7. Tiện tinh các lỗ Ø36.
12
Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Chọn máy gia công là máy T620 với các thông số như sau
Đường kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm : 1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính : 12,5 2000 vòng/phút
Công suất động cơ : 7 kw
Dao tiện lỗ kẹp mảnh hợp kim cứng theo 4−32315 [1] ta có các thông số dao
như sau: D = 20, L = 170, n = 15.
8. Khoan các lỗ Ø6,4.Chọn máy gia công là máy khoan đứng 2H15 có các thông số như sau:
Đường kính khoan được lớn nhất: 25 mm
Kích thước bàn máy làm việc : 400X450 mm
Dịch chuyển lớn nhất trục chính : 250mm
Số cấp tốc độ trục chính : 12 (45 ÷ 2000 vg/ph)
Công suất động cơ : 2,2 kw
Dụng cụ cắt là mũi khoan ruột gà bằng thép gió, đuôi trụ ngắn có các thông số
như sau: d = 6,4, L = 70, l = 31 theo bảng 4−41325 [1]
9. Nguyên công phay các rãnh then trên đoạn trục Ø60.Chọn máy phay đứng 6H12 với các thông số như sau:
Kích thước làm việc của bàn máy: 320x1250 mm
Số cấp tốc độ trục chính : 18 (30 ÷ 1500 vg/phút)
Công suất động cơ chính : 7kw
Công suất động cơ chạy dao : 1,7kw
Dao phay rãnh then đuôi trụ có các thông số như sau:
D= 10, l = 12, L = 62 theo 4−75325 [1].
10. Phay rãnh then trên đoạn trục Ø90.
Chọn máy phay đứng 6H12 với các thông số như sau:
Kích thước làm việc của bàn máy: 320x1250 mm13

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Số cấp tốc độ trục chính : 18 (30 ÷ 1500 vg/phút)
Công suất động cơ chính : 7kw
Công suất động cơ chạy dao : 1,7kw
Dao phay rãnh then đuôi trụ có các thông số như sau:
D= 14, l = 16, L = 73 theo 4−75325 [1].
11. Nguyên công khoan và ta rô các lỗ ren M6.
Chọn máy gia công là máy khoan cần 2A592 với các thông số như sau:
Đường kính khoan được lớn nhất: 25 mm
Kích thước bàn máy làm việc : 400X450 mm
Dịch chuyển lớn nhất trục chính : 130mm
Số cấp tốc độ trục chính : 4 (175 ÷ 580 vg/ph)
Công suất động cơ : 1,7 kw
Dao mũi khoan ruột gà đuôi trụ có thông số : d= 5,3mm, L = 66 mm, l = 25
mm, vật liệu là thép gió. 4−41325 [1]
Ta rô có các thông số : d= 6mm, p = 1,0mm, L = 66 mm, l = 19 mm, d1 =
4,5mm.
12.Phay răng.
Chọn máy gia công là máy 5K310.
Đường kính lớn nhất có thể gia công : 125 mm
Phạm vi tốc độ trục chính: 115 ÷ 500 vg/phút.
Mô đun răng lớn nhất có thể cắt : 2,5
Công suất động cơ chính : 2,2 kw
Chon dao là dao phay lăn răng với các thông số như sau: m = 2, dao = 90
mm, d1 = 60 mm, L = 90 mm, số rãnh thoát phoi là 14.
VII.Tính toán và tra lượng dư cho các nguyên công.Ta tiến hành tính toán lượng dư cho một nguyên công, sau đó các nguyên
công còn lại sẽ được tra lượng dư theo sổ tay công nghệ tập 1.Tiến hành tính toán lượng dư cho về mặt trụ ngoài có yêu cầu gia công đạt kích thước là Ø90−0,058
−0,036.
14
Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Phôi được chế tạo là dạng phôi dập và được tiến hành gia công cơ qua ba bước công nghệ là tiện thô, tiện tinh và tiện tinh mỏng để đạt được kích thước
yêu cầu gia công. Chất lượng bề mặt của phôi sau rèn theo bảng 3−70238 [1].
Rz + h = 1000 μm.Sai số không gian phôi dập được xác định theo công thức như sau:ρphôi = √ ρcm
2 + ρcv2 +ρ¿
2
Trong đó :ρcm =1,12mm – Độ xê dịch của phôi dập trên máy búa nằm ngang theo bảng
1743 [4].
ρcv = 0,9.255 = 229,5 μm – Độ cong vênh của chi tiết sau dập.
ρlt = √(σ p
2)
2
+0,252 =√( 12)
2
+0,252 = 354 μm – Độ lệch tâm của phôi .
Với σp là dung sai của phôi σp = 1 mm.Vậy :
ρphôi = √11202+229,52+3542 = 1197 μm
Ta tính được lần lượt các sai số không gian sau mỗi bước công nghệ :
ρthô = 0,06.1197 = 72 μm
ρtinh = 0,04.1197 = 48 μm
Lượng dư được tính cho các bước công nghệ như sau:
Lượng dư khi tiện thô (Rz + h = 1000, ρphôi = 1197 μm)
2Zmin = 2.(1197 + 1000) = 2.2197 μm
Lượng dư khi tiện tinh (Rz =50, h = 50, ρthô = 72 μm)
2Zmin = 2.(100 + 72) = 2.172 μm
Lượng dư khi tiện tinh mỏng (Rz =25, h = 25, ρthô = 48 μm)
2Zmin = 2.(50 + 48) = 2.98 μm
15

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Ta có bảng thông số như sau:
Công nghệ GC
Các thành phần lượng dư
2Zbmin
(μm)KTtt(mm)
Dung sai б(μm)
Kích thước giới hạn(mm)
Trị số giới hạn lượng dư(μm)
Rz h ∆ ε ρa max min max minPhôi 1197 94,876 1000 96,000 95,000Tiện thô
50 50 12 72 4394 90,482 350 90,830 90,480 5170 4520
Tiện tinh
25 25 11 48 344 90,138 50 90,190 90,140 640 340
Tiện mỏng
5 5 7 196 89,942 22 89,964 89,942 226 198
Ta có lượng dư tổng cộng sẽ là :
2Zo max = 5170 + 640 + 226 = 6036 μm
2Zo min = 4520 + 340 + 198 = 5058 μm
Tiến hành kiểm tra kết quả tính toán:
2Zo max - 2Zo min = 6036 – 5058 = 978 μm
бphôi – бct =1000 – 22 = 978 μm.
Tra lượng dư cho các bề mặt còn lại:
Gia công mặt trụ ngoài Ø79,2−0,1200 :
Tiện thô : 2Z = 4 mm
Tiện tinh: 2Z = 1,16 mm theo bảng 3−120
265 [1].
Tiện mỏng 2Z = 0,2 mm theo bảng 3−124
269 [1].
Gia công mặt trụ trong Ø360+0,025:
Tiện thô : 2Z = 4 mm
Tiện tinh: 2Z = 1,0 mm theo bảng 3−120
265 [1].
Tiện mỏng 2Z = 0,2 mm theo bảng 3−124
269 [1].
Gia công mặt trụ ngoài Ø60+2+0,021:
Tiện thô : 2Z = 4 mm
Tiện tinh: 2Z = 1,1 mm theo bảng 3−120
265 [1].
Tiện mỏng 2Z = 0,2 mm theo bảng 3−124
269 [1].
Gia công mặt trụ trong Ø65+0,030+0,076:
Tiện thô : 2Z = 4 mm
16

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Tiện tinh: 2Z = 1,1 mm theo bảng 3−120
265 [1].
Tiện mỏng 2Z = 0,2 mm theo bảng 3−124
269 [1].
Khoét lỗ Ø34 có chiều sâu cắt là 1 mm Gia công lỗ Ø53 có chiều sâu cắt là 3 mm Khoan các lỗ Ø6,4 có chiều sâu cắt chính bằng : t = D/2 = 6,4/2 = 3,2
mm Kho khoan các lỗ dùng ta rô ren M6: t = 5,3/2 = 2,65 mm Phay rãnh then trên đoạn trục Ø60 có t = 4,5 mm Phay rãnh then trên đoạn trục Ø90 có t = 5,5 mm Khi phay lăn răng có chiều sâu cắt tinh là :2a = 0,6 mm.
VIII. Tính chế độ cắt và thời gian nguyên công.
Tiến hành tính toán chế độ cắt cho nguyên công phay các rãnh then trên đoạn trục Ø60.
Nguyên công được tiến hành trên máy phay 6H12 có công suất của động cơ chính là 7 kw, công suất động cơ chạy dao là 1,7 kw.
Chiều rộng rãnh then là 10 mm, chiều sâu gia công đạt kích thước là 4,5 mm.
Tốc độ tiến dao khi phay theo bảng 5-38[2] ta có các lượng tiến dao khi tiến hành cắt với việc tiến dao hướng kính một lần:
Sdọc = 0,008 mm/răng, Sngang = 0,024 mm/răng.
Lượng chạy dao phút là:
Sdọc = 0,008.2.60 = 0,96 mm/phút
Sngang = 0,024.2.60 = 2,88 mm/phút.
Tốc độ cắt tính toán :
V = CV . D q
Tm . t x . Szy . Bu . Z p .Kv
Trong đó các thông số được tra theo bảng 5-39 như sau:
CV = 12, x = 0,3, q = 0,3, y = 0,25, u = 0, p = 0, m = 0,26.
T = 80 theo bảng 5-40[2]
KV = KMV.Knv.Kuv
17

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Với KV là hệ số điều chỉnh chung cho tốc độ cắt phụ thuộc vào dụng cụ cắt, cụ thể như sau:
KMv = 0,8( 750650
)1
= 0,923 – hệ số phục thuộc vào chất lượng vật
liệu gia công theo bảng 5-2[2]
Knv = 1- hệ số phụ thuộc vào trạng thái bề mặt của phôi theo bảng 5-5[2]
Kuv = 1- hệ số phụ thuộc vào vật liệu dụng cụ cắt 5-6[2]
=>V = 12.100,3
800,26 . 4,50,3 . 0,0240 ,25 . 100 . 20 0,923 = 12,15 m/phút.
Tốc độ quay của trục chính máy gia công:
ntt = 1000.12,15
3,14.10 = 286,94 vg/ph.
Máy đã chọn có 18 cấp tốc độ tương ứng ta có:
φ17 = 1500
30 = 50 =>φ ≈ 1,26.
Giả sử tốc độ tính toán là công bội x của 1,26 và ta có biểu thức tính toán như sau.
φx = 386,94
30 = 12,9=> φ ≈ 11,15. Do vậy ta chọn x = 11.
Do đó tốc độ quay trục chính theo máy sẽ là :
n = 30.1,2611 = 381 vg/ph.
Vận tốc cắt thực tế sẽ là:
V = 3,14.10.381
1000 = 11,96 m/ph.
Lực cắt Pz.
Lực cắt Pz được tính toán theo công thức sau:
Pz = 10.C p .t x . Sz
y . Bn . Z
Dq .nw .kMP
Trong đó các tham số được tra theo bảng 5-41[2] như sau:
Cp = 261, x = ,9, y = 0,8, u = 1,1, q = 1,1, w = 0,1.
18

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
kMP = (650/750)0,3 = 0,96.
Pz = 10.261.4,50,9 .0,0240,8 .101,1.2
101,1 .3810,1 .0,96 = 541,92 N.
Lực Py theo bảng 5-42 được tính bằng: Py = 0,25Pz = 0,25.541,92 = 135,48 N.
Mô men xoắn trên trục chính khi gia công.
Mx = PZ .D
2.100 = 541,92.10
2.100 = 27,075Nmm.
Công suất cắt.
Ne = PZ .V
2.100 =
541,92.11,961020.60 = 0,11 Kw.
So sánh với công suất máy giả sử với hiệu suất η = 0,8 ta có:
0,11 ≤ 0,8.7 = 5,6 Kw.
Vậy công suất cắt của máy thỏa mãn yêu cầu của gia công.
Tra chế độ cắt cho cac nguyên công còn lại và thời gian nguyên công.
1. Nguyên công phay khỏa mặt đầu.Chiều sâu cắt bằng t = 2 mmLượng chạy dao răng S = 0,15 mm/răng theo bảng 5-119 [2].=>lượng chạy dao vòng Sv = 0,15.18 = 2,7 mm/vòngTốc độ cắt Vb = 43 m/ph theo bảng 5-120[2].Tốc độ cắt tính toán Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 43.0,923.1.1 = 39,689 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.39,689
3,14.100 = 126,4vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 125 vòng/phút
19

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 125.3,14 .100
1000 = 39,25 m/ph.
Thời gian nguyên công:
T0 = L+L1+L2
S . n =
96+17,5+32,7.125 = 0,345 phút.
Trong đó:L = 96 mm.L1 = √ t( D−t) + (0,5 + 3) = √2(100−2) + 3,5 = 17,5 mmL2 = 3 mm.
2. Nguyên công khoét lỗ Ø34.Chiều sâu cắt t = 1mm.Chọn lượng chạy dao S = 0,9 mm/vòng theo bảng 5-104[2].Vận tốc cắt Vb =12,4 m/ph theo bảng 5-105[2].Tốc độ cắt tính toán Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 12,4.0,923.1.1 = 11,445 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.11,445
3,14.34 = 107,2 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 100 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 100.3,14 .34
1000 = 10,676 m/ph.
Thời gian nguyên công:
To = L+L1+L2
S . n=
195+3,75+20,9.100 = 2,23 phút.
Trong đó:L = 195 mm.
L1 = D−d
2 cotg φ + (0,5÷2) = 34−32
2 cotg 200 + 1= 3,75 mm
L2 = 2 mm.
20

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
3. Nguyên công tiện thô mặt trụ ngoài. Chế độc cắt khi tiện thô đoạn trục Ø90
Chọn S = 0,7 mm/vòng 5- 60 [2]
Vận tốc cắt Vb = 231 m/phút.
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 231.0,923.1.1 = 213,213 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.213,213
3,14.90 = 754,5 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 635 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 635.3,14 .90
1000 = 179,45 m/ph.
Thời gian gia công:
To = L+L1+L2
S . n=
135+3,2+20,7.635 = 0,315 phút.
Trong đó:
L = 135 mm
L1 = 2,2
tg 450 + 1 = 3,2 mm
L2 = 2 mm
Chế độc cắt khi tiện thô đoạn trục Ø79,2
Chọn S = 0,6 mm/vòng 5- 60 [2]
21

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Vận tốc cắt Vb = 260 m/phút.
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 260.0,923.1.1 = 239,98 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.239,98
3,14.79,2 = 965,4 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 1009 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 1009.3,14 .79,2
1000 = 250,95 m/ph.
Thời gian gia công:
To = L+L1
S . n=
60+30,7.635 = 0,104 phút.
Trong đó:
L = 60 mm
L1 = 2
tg 450 + 1 = 3 mm
Chế độc cắt khi tiện thô đoạn trục Ø60.
Chọn S = 0,5 mm/vòng 5- 60 [2]
Vận tốc cắt Vb = 260 m/phút.
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
22

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 260.0,923.1.1 = 239,98 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.239,98
3,14.60 = 1273,8 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 1271 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 1271.3,14 .60
1000 = 239,46 m/ph.
Thời gian gia công:
To = L+L1
S . n=
32+20,5.1271 = 0,054 phút.
Trong đó:
L = 32 mm
L1 = 2 mm
4. Tiện thô các lỗ trong Ø65 và tiện lỗ Ø53. Chế độc cắt khi tiện thô lỗ Ø65.
Chọn S = 0,2 mm/vòng theo bảng 5- 61 [2]
Vận tốc cắt Vb = 80 m/phút theo bảng 5- 63 [2]
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 80.0,923.1.1 = 73,84 m/phút
23

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Tốc độ vòng quay trục chính tính toán
nt = 1000.73,84
3,14.65 = 361,78 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 317 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 317.3,14 .65
1000 = 64,7 m/ph.
Thời gian gia công:
To = L+L1
S . n=
45+30,2.317 = 0,757 phút.
Trong đó:
L = 45 mm
L1 = 3 mm
Chế độc cắt khi tiện lỗ Ø53.
Chọn S = 0,25 mm/vòng theo bảng 5- 61 [2]
Vận tốc cắt Vb = 67 m/phút theo bảng 5- 63 [2]
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 67.0,923.1.1 = 61,841 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.61,841
3,14.53 = 371,6 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 317 vòng/phút
24

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 317.3,14 .53
1000 = 52,76 m/ph.
Thời gian gia công:
To = L+L1
S . n=
15+30,25.317 = 0,0,227 phút.
Trong đó:
L = 45 mm
L1 = 3 mm
5. Chế độ cắt nguyên công gia công tinh các lỗ Ø360+0025
Chọn S = 0,12 mm/vòng theo bảng 5- 62 [2]
Vận tốc cắt Vb = 130 m/phút theo bảng 5- 62 [2]
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 130.0,923.1.1 = 119,99 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.119,99
3,14.36 = 1061,5 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 1009 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 1009.3,14 .36
1000 = 114,05 m/ph.
Thời gian gia công được tính cho 4 lượt gia công cả tiện tinh và tiện mỏng hai đoạn lỗ. Ta lấy thời gian gia công hai lần là xấp xỉ nhau nên ta có:
25

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
To =4. L+L1
S . n=
32+1,50,12.1009 = 0,1,106 phút.
Trong đó:
L = 32 mm
L1 = 0,5 + 1 mm
6. Tiện tinh các mặt trụ ngoài. Chế độc cắt khi tiện tinh mặt ngoài Ø90−0,058
−0,036.
Chọn S = 0,15 mm/vòng theo bảng 5- 61 [2]
Vận tốc cắt Vb = 200 m/phút theo bảng 5- 63 [2]
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 200.0,923.1.1 = 184,6 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.184,6
3,14.90 = 653,22 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 635 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 635.3,14 .90
1000 = 179,45 m/ph.
Thời gian gia công cho mặt trụ ngoài khi tiện tinh và mỏng ta tính xấp xỉ về thời gian do vậy ta có tổng thời gian gia công tinh bề mặt là:
T0 =2. L+L1+L2
S . n =2.
135+1,172+20,15.635 = 2,9 phút
L = 135 mm
26

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
L1 = 0,172
tg 450 + 1 = 1,172 mm
L2 = 2 mm
Chế độc cắt khi tiện tinh mặt ngoài Ø79,2−0,120 .
Chọn S = 0,15 mm/vòng theo bảng 5- 61 [2]
Vận tốc cắt Vb = 200 m/phút theo bảng 5- 63 [2]
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 200.0,923.1.1 = 184,6 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.184,63,14.79,2 = 742,29 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 635 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 635.3,14 .79,2
1000 = 157,92 m/ph.
Thời gian gia công cho mặt trụ ngoài khi tiện tinh và mỏng ta tính xấp xỉ về thời gian do vậy ta có tổng thời gian gia công tinh bề mặt là:
T0 =2. L+L1+L2
S . n =2.
135+1,55+20,15.635 = 1,334 phút
L = 60 mm
L1 = 0,55
tg 450 + 1 = 1,55 mm
L2 = 2 mm
Chế độc cắt khi tiện tinh mặt ngoài Ø 60+2+0,021.
27

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Chọn S = 0,15 mm/vòng theo bảng 5- 61 [2]
Vận tốc cắt Vb = 200 m/phút theo bảng 5- 63 [2]
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 200.0,923.1.1 = 184,6 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.184,6
3,14.60 = 979,83 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 1009 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 1009.3,14 .60
1000 = 190,1 m/ph.
Thời gian gia công cho mặt trụ ngoài khi tiện tinh và mỏng ta tính xấp xỉ về thời gian do vậy ta có tổng thời gian gia công tinh bề mặt là:
T0 =2. L+L1+L2
S . n =2.
32+1,55+20,15.1009 = 0,456 phút
L = 32 mm
L1 = 0,55
tg 450 + 1 = 1,55 mm
L2 = 2 mm
7. Tiện tinh lỗ trong Ø65+0,030+0,076, tiện rộng lỗ Ø65,5.
Tiện rộng lỗ Ø65,5.
Chọn tốc độ tiến dao : S = 0,5 mm/vòng.
Tốc độ vòng quay trục chính như khi tiện tiện tinh lỗ Ø65+0,030+0,076 và được lấy
bằng : n = 504 vòng/phút.
28

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Thời gian gia công:
T0 = L
n .S = 25
0,5.504 = 0,099 phút.
Tiện tinh lỗ Ø65+0,030+0,076.
Chọn S = 0,12 mm/vòng theo bảng 5- 61 [2]
Vận tốc cắt Vb = 110 m/phút theo bảng 5- 63 [2]
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 110.0,923.1.1 = 101,53 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.101,53
3,14.65 = 497,5 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 504 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 504.3,14 .65
1000 = 102,87 m/ph.
Thời gian gia công:
T0 = 2.[ L+L1+L2
S . n +
L+L1
S . n ] = 2.[
16+1,55+10. 12.504 +
4+1,550 ,12 .504 ]= 0,398
Trong đó đoan có hai đoạn :
Đoạn 1:
L = 16mm
L1 = 0,55/cotg 450 = 1mm
L2 = 1mm
29
Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Đoạn 2:
L = 4mm
L1 = 0,55/cotg450 +1 = 1,55mm
8. Nguyên công khoan các lỗ Ø6,4 trên đoạn trục Ø60.
Tiến hành tính toán chế độ cắt cho một nguyên công, ta tiến hành tính toán chế độ cắt cho nguyên công khoan hai lỗ Ø6,4 với chiều sâu cắt là 5 mm.
Máy được dùng là máy khoan đứng có công suất động cơ chính là 2,2 kw, mô men xoắn Nm = 2500 kGcm.
Chiều sâu cắt t = D/2 = 6,4 /2 = 3,2 mm
Lượng chạy dao theo bảng 5−25
21 [2] với đường kính lỗ khoan 6,4 mm HB =
219 có S = 0,15÷0,2 mm/vòng. Ta chọn S = 0, 2 mm/vòng.
Máy được chọn có 9 cấp tốc độ chạy dao và có khoảng chạy dao Smay = 0,1÷0,6 mm/vòng. Ta có:
φ8 = 1,60,1 = 16 =>φ = 1,41
φx = Stính/Smáy =0,2/0,1 = 2 =>x = 2 (φ2 = 1,412 ≈ 2)
=>lượng chạy dao thực tế: S = 0,1.1,412 = 0,199 ≈ 0,2 mm/vòng
Vận tốc cắt tính toán trong quá trình gia công thực tế:
V t = C v . Dq . kv
T m . S y
Trong đó các hệ số được tra theo bảng 5−28
22 [2] như sau:
Cv = 70, q = 0,4, y = 0,70, m = 0,20.
kv – hệ số điều chỉnh cho chế độ cắt tính đến các điều kiện cắt thực tế.
kv = kMv . kuv. Klv
Trong đó:
kMv = kn.¿ = 0,8.(750650
¿¿1 = 0,923 hệ số phụ thuộc vào vật liệu gia công theo
bảng 5-1÷5-4[2].
Kuv = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
30

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Klv = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
T = 25 theo bảng 5-30[2].
Ta có vận tốc cắt tính toán sẽ là :
V = 7.6,40,4 .0,923
250,2 . 0,20,4 = 22 m/ph.
Số vòng quay trục chính là:
nt = 1000.V t
πD =
1000.223,14.6,4 = 1094,75 vg/ph.
Theo máy chọn có có 12 cấp tốc độ và có dải tốc độ từ 45÷2000 vg/ph.
φn−1 = 2000
45 = 44,444 => φ = 1,41
φx = 1094,75
45 = 24,33
Ta có φ9 = 22,03 gần với giá trị 24,33 vậy ta chọn φx = φ9 vậy ta có tốc độ thực tế khi cắt với tốc độ quay trục chính n = 991,35 vg/ph như sau:
Vthực = 3,14.6,4 .991,35
1000 = 19,92 m/ph
Lực cắt P0 được xác định :
P0 = 10.Cp.Dq.Sy.Kp
Trong đó:
Cp = 68 theo bảng 5-23[2].
q = 1,0
y = 0,7
kp = kMP = [б b
750]0,35
= [650750
¿¿0,35 = 0,95 (theo bảng 5-9 [2]).
Thay số vào ta được .
P0 = 10.68.6,41.0,20,7.0,95 = 1340 Kg.
Mô men xoắn :
Mx = 10.CM.Dq.Sy.Kp
Theo bảng 5-9 [2] ta có các thông số như sau: q = 2,0, y = 0,8, CM = 0,0345
31

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Thay số vào ta tính được.
Mx = 10.0,0345.6,42.0,20,8.0,95 = 3,7 Kg mm.
=>Công suất cắt được xác định bằng.
NC = 3,7.991,35
9750 = 0,38 Kw
Kiểm tra và so sánh công suất máy với công suất cắt ta có.
NC ≤ Nm.η = 2,2.0,8 <=> 0,38 ≤ 1,76
Vậy công suất cắt của máy đảm bảo công suất cắt trong quá trình gia công.
Thời gian nguyên công bằng tổng thời gian khoan hai lỗ:
T0 = 2.L1+L2
n . S = 2.
5+10,2.991,35 =0,06 phút.
9. Nguyên công phay rãnh then trên đoạn trục Ø 90−0,058−0,036.
Chế độ cắt khi có dung dịch trơn nguội cho chiều rộng then B = 14 theo bảng 5-186[2].Lượng chạy dao theo phương hướng trục :Sdọc = 30 mm/phút.Lượng chạy dao theo phương hướng kính :Shk = 10 mm/phút.Tốc độ cắt Vb = 25 m/ph.
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 1,08- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 25.1,08.1.1 = 27 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.273,14.14 = 614,19 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 605 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
32

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Vcắt = 605.3,14 .14
1000 = 26,61 m/ph.
Thời gian gia công:
T0 = [ h+(0,5÷ 1)
Sđứng +
L−DSdọc
] = 2.[ 5,5+(0,5÷ 1)
10 +
60−1430 ]= 2,183 phút.
10.Khoan và ta rô các lỗ ren M6. Chế độ cắt khi khoan lỗ Ø5,3 trước ta rô.
Theo bảng 5-68 [2] ta chọn chế độ cắt như sau:
Lượng chạy dao S= 0,12 mm/vòng.
Tốc độ cắt Vb = 32 m/ph.
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 32.0,923.1.1 =29,536 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.29,536
3,14.5,3 = 1774,78 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 1816 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 1816.3,14 .5,3
1000 = 30,22 m/ph.
Thời gian gia công khoan 6 lỗ:
T0 = 6. L+L1
S . n = 6.
18+10,12.1816 = 0,523 phút
L = 18mm.
L1 = 1mm.
33

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Chế độ cắt khi ta rô ren M6.
Theo bảng 5-188[2] ta có chế độ cắt cho ta rô như sau:
Tốc độ cắt Vb = 8m/ph.
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 8.0,923.1.1 =7,384 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.7,384
3,14.5,3 = 391,93 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 360 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 360.3,14 .6
1000 = 6,78 m/ph.
Thời gian gia ta rô 6 lỗ ren M6:
T0 = 6. L+L1
S . n = 6.
15+10,5.360 = 0,567 phút.
L = 15 mm.
L1 = 2mm.
11.Chế độ cắt cho nguyên công phay lăn răng. Chế độ cắt khi phay thô lăn răng.
Lượng tiến dao: S = 1,0 mm/vòng theo bảng 5-191[2].
Tốc độ cắt khi gia công thô: Vb = 48 m/ph.
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
34

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
=>vận tốc tính toán Vt = 48.0,923.1.1 =44,304 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.44,304
3,14.90 = 156,77 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 157 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 157.3,14 .90
1000 = 44,37m/ph.
Thời gian phay thô:
Tthô = L+L1+L2
S .n. q.z =
32,4+501.157 .1 .14 = 7,348 phút.
L = 50 mm
L1 = (1,1÷1,2)√h(D−h) = 1,2.√9.(90−9) = 32,4 mm
L2 = 0.
Chế độ cắt khi phay tinh lăn răng.
Lượng tiến dao: S = 0,6 mm/vòng theo bảng 5-191[2].
Tốc độ cắt khi gia công thô: Vb = 20 m/ph.
Vận tốc cắt tính toán .
Vt = Vb.k1.k2.k3
Trong đó :
K1 = 0,923- hệ số phụ thuộc vào vật liệu gia công theo bảng 5-1÷5-4[2].
K2 = 1 – Hệ số phụ thuộc vào vật liệu dụng cụ cắt theo bảng 5-5[2].
K3 = 1- hệ số tính đến tuổi bền của dụng cụ cắt theo bảng 5-6 [2].
35

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
=>vận tốc tính toán Vt = 20.0,923.1.1 =18,46 m/phút
Tốc độ vòng quay trục chính tính toán
nt = 1000.18,46
3,14.90 = 65,32 vòng/phút
Theo dải tốc độ máy đã chọn tốc độ vòng quay trục chính khi tính toán là :
n = 65 vòng/phút
vậy suy ra tốc độ cắt thực tế sẽ là.
Vcắt = 65.3,14 .90
1000 = 18,37 m/ph.
Thời gian gia công tinh:
Ttinh = L+L1+L2
S .n. q.z =
32,4+500,6.65.1 .14 = 29,58 phút.
L = 50 mm
L1 = (1,1÷1,2)√h(D−h) = 1,2.√9.(90−9) = 32,4 mm
L2 = 0.
IX. Tính toán thiết kế đồ gá.1. Xác định kích thước bàn máy, khoảng cách từ bàn máy tới trục chính.
Máy gia công trong nguyên công phay rãnh then trên đoạn trục Ø60 được thực hiện trên máy 6H12
Kích thước bàn máy :320X1250 mm
Khoảng cách lớn nhất từ mút trục chính tới bàn máy: 30÷400 mm.
2. Phương pháp định vị.Chi tiết được định vị trên hai khối V và một chốt tỳ vai trục, chốt tùy động do vậy chi tiết được hạn chế 6 bậc tự do.Hai khối V định vị 4 bậc tự do :
Bậc tự do tịnh tiến theo ox và oy. Bậc tự do quay quanh ox và oy.
Chốt tỳ mặt vai trục cố định bậc tự do chuyển động dọc theo oz.
Chốt tùy động cố định bậc tự do quanh oz.
3. Xác định phương, chiều, điểm đặt lực cắt, lực kẹp.
36

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Các lực tác dụng lên chi tiết gia công bao gồm lực cắt và lực kẹp chặt sinh ra:- Lực cắt sinh ra bao gồm :Py, Pz, Px.- Lực kẹp W, lực ma sát sinh ra tại bề mặt tiếp xúc giữa chi tiết và khối
V, giữa chi tiết và cơ cấu kẹp chặt.4. Xác định giá trị lực kẹp cần thiết.
Với các lực cắt đã được tính toán trong phần tính chế độ cắt của nguyên công ta có Pz = 541,92 N, Py = 135,48 N.
Trong quá tình tính toán để đơn giản tính toán ta quy về lực chạy dao và yêu cầu lực kẹp sinh ra phải thắng được lực chạy dao thông qua các lực ma sát tại các bề mặt tiếp xúc. Ta có công thức tính lực kẹp khi gá chi tiết phay trên khối V như sau:
W = K . P s
f 1+ f .sinα2
Trong đó:
Ps =0,4 √ PZ2 +Py
2 = √541,922+135,482 = 223,44 N
K = K0. K1.K2.K3.K4.K5.K6 - Hệ số an toàn
K0 = 1,5 - Hệ số an toàn cho tất cả các trường hợp.
K1 = 1-Hệ số tính đên trường hợp tăng lực cắt do thay đổi độ bóng.
K2 = 1-Hệ số tăng lực cắt khi dao mòn.
K3 = 1- Hệ số tăng lực lực cắt khi gia công gián đoạn.
K4 = 1,3- Hệ số tính đến sai số của cơ cấu kẹp chặt.
K5 = 1- Hệ sô tính đến mức độ thuận lợi của cơ cấu kẹp chặt.
K6 = 1-Hệ số tính đến mô men làm quay chi tiết.
=>K= 1,5.1.1.1.1,3.1.1 = 1,95
f1, f lần lượt là các hệ số ma sát tại bề mặt chi tiết với khối V và cơ cấu kẹp chặt f = f1 = 0,3.
α= 900 – Góc mở của khối V.
Do đó ta có lực kẹp cần thiết là:
37

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
W = 1 , 95 .223,44
0,3+0,3. sin 450 = 850,8 N.
5. Chọn cơ cấu kẹp chặt.
Cơ cấu kẹp chặt mà ta chọn là cơ cấu kẹp ren vít- đòn với đường kính bu lông kẹp chặt được xác định theo công thức :
D = √ W0,5.¿¿
¿ = √ 85,080,5.60
= 1,58 cm.
Vậy chọn bu lông kẹp chặt là M16.
Theo bảng 8-30[2] ta chọn thanh kẹp tiêu chuẩn như sau:
L = 100, B = 45, H = 20, b = 20, b1 = 30, b2 = 30, b3 = 4,0, h = 2,0, h1 = 5,0, A = 45, l = 45, d = 19 , d1 = 28, d2 = M12, l1 = 10,l2 = 10, c1 = 4, r = 16, r1 = 10.
Theo bảng 8-5[2] ta chọn được khối V như sau:
H = 55, L = 55, B = 140, B1 = 85, d = 13, d1 = 19, d2 = 10, A = 112, A1 = 27, A2
= 30, l = 14, h = 13, h1 = 32, b = 32, r = 1,6, c = 1,6.
6. Tính sai sô cho phép của đồ gá.
Với sản lượng chế tạo chi tiết hàng năm đạt 7000 chi tiết/năm. Chi tiết được định vị trên hai khối V và hạn chế 6 bậc tự do.
Sai số của đồ gá được xác định thông qua sai số tổng hợp của nhiều thành phần trong đó bao gồm: sai số chuẩn, sai số gá đặt, sai số chế tạo đồ gá, sai số mòn của đồ gá, sai số điều chỉnh của đồ gá, sai số kẹp chặt chi tiết. Ta đi xét lần lượt như sau:
Sai số gá đặt là sai lệch về vị trí so với vị trí yêu cầu trong đồ gá. Sự sai lệch này có thể sinh ra do chuẩn chế tạo, do biến dạng của bề mặt chi tiết sinh ra với lực kẹp…
Ta có công thức tính như sau:
εgđ = √εc2+εk
2+εct2 +ε m
2 +ε gđ2
Trong đó:
εgđ – Sai số gá đặt
εc – Sai số chuẩn
εct – Sai số chế tạo đồ gá
εgđ – Sai số mòn của đồ gá
38

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
εgđ – Sai số điều chỉnh đồ gá
εgđ – Sai số kẹp chặt chi tiết.
Khi tính toán các sai số ta có thể lấy giá trị gần đúng của sai số gá đặt hoặc sai số gá đặt cho phép [εgđ] như sau:
[εgđ] = (1/3÷1/5)δ
Trong đó δ là dung sai kích thước nguyên công cần thiết kế đồ gá.
Ta đi tiến hành tính toán sai số có trong công thức đã nêu trên.
a) Sai số chuẩn.
Sai số chuẩn xuất hiện do gốc kích thước công nghệ không trùng với chuẩn định vị chi tiết khi gia công chế tạo. Do được gá đặt trên khối V nên sai số chuẩn có thể xác định như sau:
εgđ = 0,5.δct .(1
Sinα - 1) Với góc α = 450 (Khối V có góc là 900)
Dung sai bề mặt chuẩn là δct = 0,022, do vậy sai số chuẩn sẽ được tính như sau:
εc = 0,5.0,022(1
sin 450 + 1) = 0,027 mm
b) Sai số mòn.
Sai số mòn của đồ gá đươc tính theo công thức sau:
εm = β.√ N (μm)
β=0,3 là hệ số phụ thuộc vào đồ định vị.
εm = 0,3.√7000 = 0,025(mm)
c) Sai số điều chỉnh.Trong quá trình lắp ráp, điều chỉnh đồ gá, sai số này phụ thuộc vào khả
năng điều chỉnh và dụng cụ được điều chỉnh khi lắp ráp. Trong trường hợp này ta chọn εdc = 6 μm.
d) Sai số kẹp chặt.Sai số này sinh ra do lực kẹp chi tiết được tính theo công thức theo bảng
7-10 atlas đồ gá [4] ta có :εk =√¿¿
39

Đồ án công nghệ chế tạo máy Đoàn khắc Hiệp CTM1_K51
Các công thức tính các hệ số trong công thức trên được xác định trong bảng 7-10[4] và bảng 7-9[4]. Với vật liệu thép ta có CM =0,026; α = 0,695; K1 =0,62; α1 = 0,55; CB = 0,82(1+8)0,695 = 3,8 .CK = 0,62.(1+8+3,5+30)0,55 = 4,85
Bán kính khối V bị mòn :Rm = 0,22 .[√2,28. d . u +(0,5.δ d + 0,57.u)cotg450] /0,3Rm = 0,22.[√2,28.90 .0,3 +(0,5. 0,022 + 0,57.0,3)cotg450]2 /0,3= 47,3μm
Hệ số tính đến ảnh hưởng của độ mòn của khối V được tính theo công thức :
Km = √ Rm/(Rm−0,5 d) = √47,3 /(47,3−0,5.90) = 4,53.
Từ đó ta tính được các thành phần sai số kẹp chặt sẽ là:
ε KI = 2,5 μm, ε K
II = 2 μm, ε KIII = 6,4 μm.
Sai số kẹp chặt:
εk =√2,52+22+6,42 = 7,2 μm.
e) Sai số chế tạo cho phép của đồ gá.
εct = √¿¿
Theo trên ta có εgđ = (1/3÷1/5)δ và chọn εgđ = 1/3.δ = 1/3.0,2 = 2/30 mm
εct = √0,052−[0,0252+0,0272+0,0062+0,00722] = 0,033 mm.
f) Yêu cầu kỹ thuật của đồ gá.
Độ không song song của mặt định vị so với đáy đồ gá ≤ 0,033 mm
Độ không song song giữa khối tâm V và đáy đồ gá là ≤ 0,033 mm
Độ không vuông góc giữa mặt định vị vai trục với mặt đáy đồ gá là ≤ 0,033 mm.
40