thixomolding overview - synergynet.ppt [modalità … synergynet... · · 2009-04-06die casting...
TRANSCRIPT

Thixomolding OverviewIntroduction to Injection Molding MagnesiumIntroduction to Injection Molding Magnesium

Magnesium Market GrowthNA relatively stable Asia grows slightly and Europe takes offNA relatively stable, Asia grows slightly and Europe takes off
90000
70000
80000 NAEuropeAsia
50000
60000
of M
g
Asia
30000
40000
Ton
o
0
10000
20000
02000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Year
Source: Hydro Magnesium

Magnesium BenefitsExcellent material to reduce weight in an environmental friendly wayExcellent material to reduce weight in an environmental friendly way
• Superior stiffness and strength to weight ratiosE ll t EMI & RFI hi ldi h t i ti• Excellent EMI & RFI shielding characteristics
• Ability to absorb energy and dampen vibrations• Favourable heat dissipation characteristics• Provides flexibility in component design• Dent resistant • Can be machined faster than Aluminum• Less wear & tear on Molds than Aluminum (twice the die
life)ff• Easy and efficient to recycle
• 8th most abundant element on the earth’s crust

Mechanical PropertiesMagnesium compares favourably to other metals & polymersMagnesium compares favourably to other metals & polymers
Mg Al 1020 PC PP PPZn MggAZ91 A380 Steel 30% GF
Density (g/cm3) 1.81 2.68 7.83 1.20 0.90 1.20
ZA3
6.60
gAM60
1.79Density (g/cm ) 1.81 2.68 7.83 1.20 0.90 1.20
Yield (MPa) 188 165 330 60 35 90
Modulus (GPa) 45 71 203 2 3 2 5 9
6.60
221
85 5
1.79
150
45Modulus (GPa) 45 71 203 2.3 2.5 9
Elongation (%)(@ break)
8.1 3 36 125 150 3
85.5
10
45
13.9(@ break)Specific Strength *
104 62 42 50 39 783384
Specific Strength = Strength / DensityChart outlines Mg properties measured from ASTM Tensile Bars

The Market for Magnesium Components12 15% annual growth expected to continue over range of applications12-15% annual growth expected to continue over range of applications
• Consumer Electronics• Consumer Electronics– Laptop PC housings, Camera bodies, Camcorder bodies, Mini-disc players,
Cellular telephones, Television housings
• Industrial/Recreational– Chain saw housings, Power tool
housings, Motor end-plates,Plumbing fixtures, Sporting goods
• Automotive– Electronics housings, Shift cam
parts, Transmission parts, Seatbacks and risers, Throttle body,Interior trim, Steering wheels, Wheelrims

Consumer Electronics MarketDriving forces for using MgDriving forces for using Mg
• EMI shielding • Stack height reduction g• Durability• Thermal managementg• ‘Quality’ perception• Market differentiationMarket differentiation

Industrial/Recreational MarketDriving forces for using Mg
• Superior strength to weight ratio
Driving forces for using Mg
p g g• Durability• ‘Quality’ perceptionQ y p p• Market differentiation

Automotive MarketDriving forces for using Mg however cost is always #1Driving forces for using Mg… however cost is always #1
• Mass reductionC t lid ti• Component consolidation
• Process consolidation• Thermal management• Vibration dampening• Recyclability• Productivity (20-30% Faster Cycle time than Al)• Tool Life (2 to 4 times better than Al)
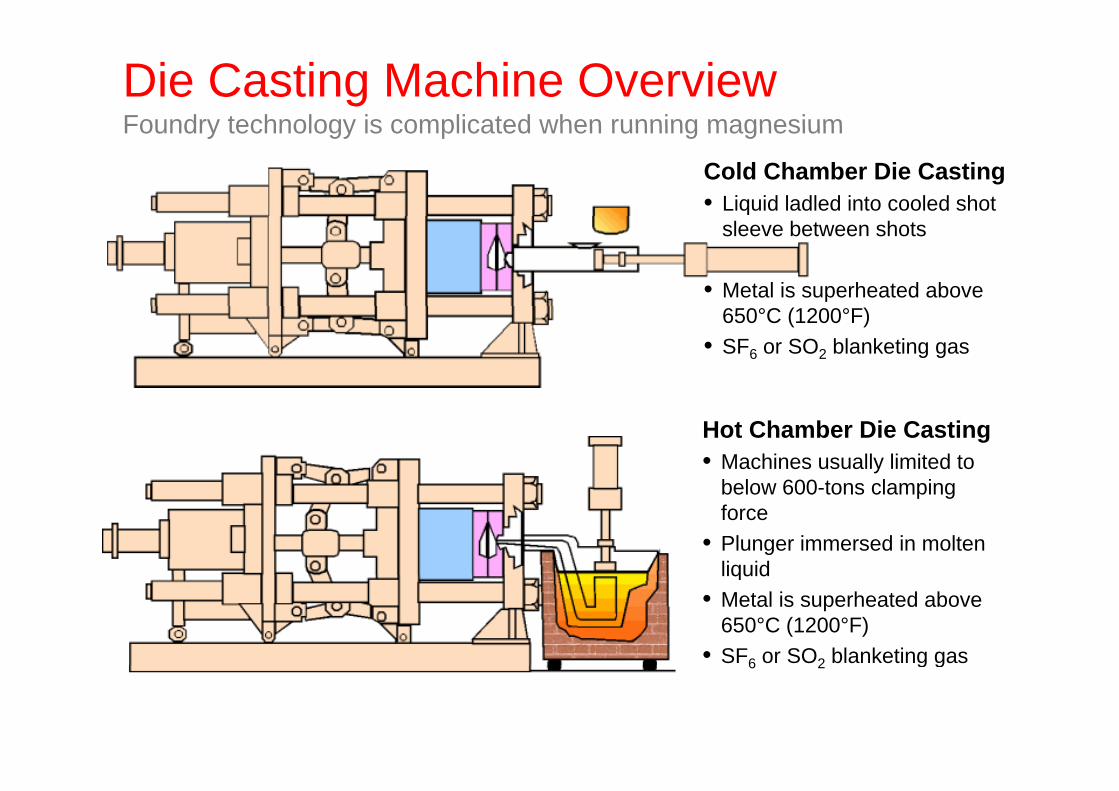
Die Casting Machine OverviewFoundry technology is complicated when running magnesium
Cold Chamber Die Casting• Liquid ladled into cooled shot
Foundry technology is complicated when running magnesium
sleeve between shots
• Metal is superheated above 650°C (1200°F)
• SF6 or SO2 blanketing gas
Hot Chamber Die Casting• Machines usually limited to
below 600 tons clampingbelow 600-tons clamping force
• Plunger immersed in molten liquidliquid
• Metal is superheated above 650°C (1200°F)
• SF6 or SO2 blanketing gas6 2 g g

Environmental ConsiderationsBenefits of lightweight reduced by usage of SF6 cover gasBenefits of lightweight reduced by usage of SF6 cover gas
• Sulfur hexafluoride (SF6) has global warming potential 23,900 times greater than CO2 and an atmospheric lifetime of 3 200 yearslifetime of 3,200 years
– One pound of SF6 has the same global warming impact of 11 tons of CO2
• Many governments aroundMany governments around the world either have limited or banned usage of SF6
115 lb (52 kg) 6 ( g)
cylinder

Thixomolding Machine OverviewFlexible system for injection molding magnesium alloysFlexible system for injection molding magnesium alloys
Chi d t i l Th l l h t ff• Chipped raw material• Argon gas system for oxidation protection• Higher processing temperatures
• Thermal nozzle shut-off • Application of mold release
between shots• Increased g arding for safet and– Melt temperature 1050-1125°F (565-
610°C)– Mold temperature 350-575°F (175-300°C)
F t i j ti d t 236 i / (6 0 / )
• Increased guarding for safety and cleanliness
• Special safety considerations
• Faster injection speeds up to 236 in/s (6.0m/s)– Typically 36 – 140 in/s (1.0 – 3.5 m/s)

Thixomolding ProcessSimplified description of the process & how it differs from plasticsSimplified description of the process & how it differs from plastics
• Die casting uses ingots, we get the ingots chipped at a supplier so we can feed it into our screw & barrelsupplier so we can feed it into our screw & barrel
– Machines builders have a specification for the size and distribution of the chips
• Chips are fed into the barrel and augured forward by the screw through a ring check valvescrew through a ring check valve
– Melting comes exclusively from the barrel heaters, so there is no shear heat like in plastics
• Material is heated into the semi-solid state (think of it asMaterial is heated into the semi solid state (think of it as round solids suspended in liquid) and then injected at high speeds into the die
– For example, a 1mm thick part has to be filled in 10ms (0.01s)For example, a 1mm thick part has to be filled in 10ms (0.01s)– However, because of this cooling time is typically short. Most of the cooling time is
waiting for the nozzle or hot sprue plug to solidify and the mold to cool
• Once parts are ejected, the mold has to be sprayed with a lubricant to prevent sticking during the next cycle
– The mold lubricant is typically a small percentage of wax or oil mixed (1-10%) mixed with water.

Thixomolding®: What is It?Single step process for making Mg parts using injection molding principlesSingle step process for making Mg parts using injection molding principles
• Semi-solid metal forming processSemi solid metal forming process– Some of the material remains solid throughout process
• High speed injection molding of thixotropic metal alloysg j g y– Thixotropy is the property of a solid that when agitated, flows like a liquid
• Patents owned by ThixomatJSW d H k hi b ild l i l li d t k hi– JSW and Husky machine builders exclusively licensed to make machines.
– Over 50 licensees in 9 countries running 340+ machines

Magnesium ProcessingTemperature control is very important as it affects many variablesTemperature control is very important as it affects many variables
• Temperature controls solids percentageWith diff t % lid diff t fl h t i ti &• With different % solids, come different flow characteristics & solidification shrinkage
Pictures of Semi-solid microstructure at varying degrees of solids

Metal Molding System CapabilitiesAllowing manufacturers to have the best of both worldsAllowing manufacturers to have the best of both worlds
• Temperature can easily be adjusted to allow the machine to operate in fully liquidus Rheo near liquidus Thixo andliquidus, Rheo, near liquidus, Thixo and extrusion molding regimes
Rheomolding Near Liquidus (NLM) Thixomolding® Extrusion Molding (SSEM)

Flow VisualizationHybrid between plastic & die cast flowHybrid between plastic & die cast flow
• 3 flow simulations below help to visualize flow at different viscosities.
Thixo Flow Die Cast FlowPlastic Flow

Benefits of Lower Processing TemperatureHardware performance & slurry behavior improve with semi solid moldingHardware performance & slurry behavior improve with semi-solid molding
Implications of Reduced Processing TemperaturesImplications of Reduced Processing Temperatures
Slurry BehaviorHardware Performance / Energy Economy
Component’s Integrity
Alloy’s Microstructure
Reduced Energy Consumption
Increase Mold Life
Phase CompositionPhase ShapePhase Size
Phase Distribution
Liquid Content Heat Content
Increased FreezingFlow Solidification Phase DistributionIncreased Freezing Tendency
Secondary Modification of Microstructure
oBehavior
So d cat oShrinkage
Heat Treatment Capabilities of Microstructure

Metal Molding BenefitsProcess consistency and lower temperature result in better partsProcess consistency and lower temperature result in better parts
N h l d i• Near net shape metal part production– Reduction or elimination of secondary operations
• Capable of near zero porosityp p y– Porosity reduces strength in castings
• Increased design flexibilityE t d d t l lif di ti• Extended tool life vs. die casting
• Lower energy costs• Rapid start-up, shut-down and alloy changeoverRapid start up, shut down and alloy changeover• Facility simplicity• Environmental cleanliness• Worker safety

Typical Mg Part Manufacturing ProcessMany cost drivers favor Metal Molding over Die CastingMany cost drivers favor Metal Molding over Die Casting
Raw Material(Storage, Distribution, Handling)
Recycling More Efficient Material Usage• No Melt Losses• Less ScrapM
ater
ial
y
Thixomolding Machine
Mold
Die Cast MachineHigher Yield• Less Porosity• Process Stability
& Control• Superior Surface
Less Scrap
• Operational Costs
• Longer Tool Life
• Lower EnergysR
aw M
Supp
ly
Part Removal, (Robot)
Superior Surface Finish
Lower Material Cost• Less Cold Sprue• Les Overflows • Thinner Parts
Lower Energy Usage
• Faster Cycle Time
• Less LaborPrim
ary
Proc
ess
Trim / Degate Machining / Drilling Finishing / De-burr
WIP/ CoolingQ.C
Less Secondary Operations• Near Net Shape Molding• Less Rework Due To Molding Process
Limitation• Less Labor
Post
-mol
d O
pera
tions
Final InspectionPaintingCoating
Less Labor
Higher Yield Through Secondary Processes• Less Porosity in Molding Process
Reduces Downstream Defects• Superior Surface Finish in Moldingin
ishi
ng
Ope
ratio
ns
Packaging
Storage/ Warehouse Reduced Transportation Costs• Lighter parts
Superior Surface Finish in Molding Process
• Less Labor
reho
use
erat
ions
F O
Shippingg p
Wa
Op e

Superior Mechanical PropertiesSteering Wheels can be lightweighted to reduce part costs
Background
Steering Wheels can be lightweighted to reduce part costs
Background• Relationship originated with mold trial using existing
die cast mold– Replaced shot sleeve with hot sprue– Molding parts at 35% faster cycle & reduced scrap by 59%– X-Rays show porosity levels 4 times lower than achieved with their die cast
process• Exceeded all OEM static & dynamic test requirements
Current Project • Redesigning next generation Steering Wheel
specifically for Metal MoldingDie cast part is only 68% of the shot weight– Die cast part is only 68% of the shot weight
– New Metal Molded part is approximately 30% lighter and has a shot weight 45% lower (resulting in 90% shot utilization)

Typical Potential Part Cost Improvementsyp p$3.50Cost of CNC Machining
$3.201
$3.00Cost of Trimming
Cost of Cell Automation
$3.201
$2.958
$2 453
$2.00
$2.50Cost of Hot Sprue/Hot Runner
Cost of MoldMaintenance/Replacement &Cleaning
$2.453
$2.186
$1.987
$1.50
Misc Costs (Floor Space,Lubricants & Cover Gas)
Cost of Manpower
$0.50
$1.00Cost of Services (Air, Water &Power)
Cost of Machine Capital &Depreciation
C f
$0.00Mg Die Cast X95 HyMET 500 M80 - X95
Existing DesignHyMET 500 M80 - X95
New DesignHyMET 500 M80 -X95New Design - No Mg
Premium
HyMET1000 HT4-Cavity HR Current
Cost of Machine Maintenance
Cost of Alloy
Thixomolding 500ton Thixomolding 500tonHot Runner 4 Drop
Premium

MoldsHybrid between plastic and die-casting toolsHybrid between plastic and die-casting tools
• Require tool steels like die-casting - H13q g• Typical Melt pressures 700-1,000 bar (10,000-15,000
psi).– More robust, built like ‘Technical Thin wall Mold’
• Cold sprue applications• Oil heated to 175-260°C (350-500°F)
– Require 3 hot oil Thermolators– Core, cavity and sprue, y p
• High temperature tolerances• Zero draft and high L/T achievableg

ProcessingMelt temperature injection speed and mold spray are main parametersMelt temperature, injection speed and mold spray are main parameters
• Clamping force required… 5 to 7 tonnes/in2 of projected area
• Extremely fast fill times (typically 20-50 ms)Mi i l h t fili• Minimal shot profiling
• Fast cooling time / short packing periodManipulation of mold sprays• Manipulation of mold sprays
• Process comes with it’s own set of defects, similar to plastic but exaggerated.plastic but exaggerated.
– Cold Flows/ weld lines– Porosity– SinksSinks– Cracks– Solder build-up

Application of Mold ReleaseOil or Wax based mixture sprayed onto mold face before each shotOil or Wax based mixture sprayed onto mold face before each shot
• Used to prevent part from sticking to mold• Used to prevent part from sticking to mold• Mixed with water from 1% to 10%.
– Mixture varies with part geometry
• Used to cool the mold

Long nozzle/Hot Runner TechnologyMoving metal molding into the 21st centuryMoving metal molding into the 21st century
• Benefits similar to Plastics– Cycle time reduction– Shot weight savingg g– Runner scrap saving
• Significance to magnesium applicationsM l i i ld i d i i– Multi-cavity molds to increase productivity
– Multiple drops to facilitate large, thin parts with excellent properties
• Progressog ess– Hot Sprue completing beta testing– 4 Drop hot runner being prepared for beta testing
• Multi-cavity Powertrain componentMulti cavity Powertrain component• Large structural body component

Hot Sprue or Long Nozzle ExampleUsed as technology base for hot runner developmentUsed as technology base for hot runner development
Long Nozzle Interface
Direct part injection
Interface
Cold runner Machine nozzle
Hot runner

Runner Concepts
Hot RunnerHot Sprue / Long Nozzle
Cold Runner Hot Runnerg
Sub-runner
Metals CE- Key DriversQuality yield after painting is largest contributor to part priceQuality yield after painting is largest contributor to part price
Part Price• Part Price– Quality yield– Cycle time– Machine Utilization (uptime & availability)– Machine Utilization (uptime & availability)
• Part Attributes– Minimum wall Thickness– Minimum wall Thickness– Class ‘A’ surface finish– Part strength
• Return on Investment (ROI)– Capital costs– Margin per part

Metals Automotive – Key Drivers• Part Price
– Part weight & shot weight– Cycle timey– Machine Utilization (uptime & availability)– Number of post mold operations for dimensional accuracy, corrosion prevention
and appearance– Tool lifeTool life
• Lightweighting– Consistency of mechanical propertiesConsistency of mechanical properties
from part to part and within each part– L/T ratios
R t I t t (ROI)• Return on Investment (ROI)– Capital costs– Margin per part
Availability of Capital– Availability of Capital

Automotive Magnesium Components• Interior Components
– Seat Frames, Seat Supports, Segmented Instrument Panels, Instrument Panel Cross-Car Beams, Power Option Gear Motor Housings, Electronics, Steering Wheel C oss Ca ea s, o e Op o Gea o o ous gs, ec o cs, S ee g eeArmatures, Steering Column Assemblies, Steering Column Lock Housings, Pedals, Inside Door Panels, Interior Creature Comfort Features, Rear View Mirror Brackets, Miscellaneous Brackets, Air Bag Housings, Lock Housings, Motor Housings, Pedal Levers, Center & Floor Consoles, Handbrake Assemblies, Gear Shifter Assemblies, Shift & T Si l St lkShifter & Turn Signal Stalks
• Body & Exterior Components– Folding Roof Components, Wing Mirror Brackets, Front End Support Module, A & B
Pillars Bumper Reinforcement Beam Luggage Rack Headlight Housings DoorPillars, Bumper Reinforcement Beam, Luggage Rack, Headlight Housings, Door Structures, Tire Rims, Rear Hatch Structures, Sunroof Components
• Powertrain & Drivertrain Components– Valve Covers, Oil Pans, Rocker Arms, Control Arms, Cylinder Heads, Valve Covers,Valve Covers, Oil Pans, Rocker Arms, Control Arms, Cylinder Heads, Valve Covers,
Clutch Housings, Transmission Housings, Lower Crank Case/Sump, Cylinder Blocks, Intake Manifolds, Oil Pump Bodies, Camshaft Drive Chain Cases, Brackets for Power Option Pump & Compressor, Firewalls, Pistons, Radiator Supports, Engine Accessory Brackets, Engine Covers, Brake Components

Recent Developments using Hot RunnersAward winning innovation in magnesium processingAward winning innovation in magnesium processing
Background• USCAR’s Ultra Large Castings (ULC) project’s goal is to assess the• USCAR s Ultra Large Castings (ULC) project s goal is to assess the
manufacturing feasibility, economics and mass reduction potential of thin wall structural castings of magnesium applied to automotive weight reduction
Current Project • Structural member nicknamed “shotgun” that connects the radiator
support to the firewall on a full sized truckpp• Part has average wall thickness of 3mm, weighs 2.86kg and has
projected area of 1300 cm2
• This part can only be made through Metal Molding with hot runners (due to mechanical properties & L/T restrictions)p p )
• Preliminary tests have shown very low porosity & high elongation • Passed crash tests
R ltResults• 95% Shot yield, direct part gating with 4 drop hot runner• Winner of International Magnesium Association (IMA) Award of
Excellence for ProcessExcellence for Process

Ford F-150 Weight ReductionDevelopment project shows the potential for lightweightingDevelopment project shows the potential for lightweighting
2003 Model Year2003 Model Year Stamped Steel Rad. Support w/ SMC GOR & Steel fabricated “Shotguns”Weight = 31.3kg (69lbs)
2006 M d l YFuture Model Year Magnesium Die Cast Rad Support*2006 Model Year
Magnesium Die Cast Rad. Support*& Steel fabricated “Shotguns”Weight = 18.1kg (40lbs)Saving = 42%
Magnesium Die Cast Rad. Support& Metal Molded “Shotguns”Weight = 10kg (22lbs)Savings = 68%
Saving 42%
“Affordable ultra-large structural castings are limited by the mechanical properties achievable with conventional High Pressure Die Casting” – Mike Maj, Advanced Reseach Engineer, Ford Motor Company
* - Rad. Support not considered structural member ( or primary body structure)

Development OpportunitiesBetter properties tailored to specific applicationsBetter properties tailored to specific applications
Alloy Mixing
• Alloy mixing at the machine– Ability to mix different alloys to get the mix of
properties desiredproperties desired
• Metal Matrix Composites (MMCs) to enhance mechanical properties
– Ability to keep particles well mixed while in– Ability to keep particles well mixed while in suspension
Metal Matrix Composites

Thixomolding ValueCapitalize on market growth with a new progressive technologyCapitalize on market growth with a new progressive technology
• Magnesium’s favorable properties are a natural fit for many markets
– Annual Growth projected at 10 – 15%– Annual Growth projected at 10 – 15%
• Progressive technology with many opportunities– Technology improvements & innovations will move process into the main stream
• SynergyNet does not sell machines and services, we offer customers a valuable business partnership focused
h ion their success …

Adapting Existing Die Cast Molds• Replace shot sleeve with hot sprue assembly & mold
locating ring• Benefits include:
– shorter cooling time by eliminating biscuit– Lower raw material costs by reducing scrap
Hot Sprue Assembly
Shot Sleeve

Th k f iThanks for your attention