thermal compatibility of centrifugally atomized u–mo powders with aluminium in a dispersion fuel
TRANSCRIPT
Nuclear Engineering and Design 178 (1997) 111–117
Thermal compatibility of centrifugally atomized U–Mo powderswith aluminium in a dispersion fuel
Ki Hwan Kim a,*, Don Bae Lee a, Chang Kyu Kim a, Gerard L. Hofman b,Kyung Wook Paik c
a Research Reactor Fuel De6elopment Project, Korea Atomic Energy Research Institute, Taejon 305-353, South Koreab Argonne National Laboratory, 9700 South Cass A6enue, Argonne, IL 60439, USA
c Department of Materials Science and Engineering, Korea Ad6anced Institute of Science and Technology,Taejon 305-701, South Korea
Accepted 17 August 1997
Abstract
The thermal compatibility of centrifugally atomized U–Mo alloys with aluminum has been studied. Samples ofextruded dispersions of 24 vol.% spherical U–2 wt.% Mo and U–10 wt.% Mo powders in an aluminum matrix wereannealed for over 2000 h at 400°C. No significant dimensional changes occurred in the U–10 wt.% Mo/aluminumdispersions. The U–2 wt.% Mo/aluminum dispersion, however, increased in volume by 26% after 2000 h at 400°C.This large volume change is mainly due to the formation of voids and cracks resulting from nearly completeinterdiffusion of U–Mo and aluminum. Interdiffusion between U–10 wt.% Mo and aluminum was found to beminimal. The different diffusion behavior is primarily due to the fact that U–2 wt.% Mo decomposes from anas-atomized metastable g-phase (bcc) solid solution into the equilibrium a-U and U2Mo two-phase structure duringthe experiment, whereas U–10 wt.% Mo retains the metastable g-phase structure throughout the 2000 h anneal andthereby displays superior thermal compatibility with aluminum compared to U–2 wt.% Mo. © 1997 Elsevier ScienceS.A.
1. Introduction
Research on the intermetallic compounds ofuranium was revived in 1978 with the decision bythe international research reactor community todevelop proliferation-resistant fuels. The reduc-tion of 93% 235U (High Enriched Uranium orHEU) to 20% 235U (Low Enriched Uranium orLEU) necessitates the use of higher U-loading
fuels to accommodate the additional 238U in theLEU fuels. While the vast majority of reactorscan be satisfied with U3Si2–Al dispersion fuel(Travelli, 1986; Domagala et al., 1983; Nazare,1984; Hofman, 1986; Copeland et al., 1986;Birther et al., 1988), several high performancereactors require high loadings of up to 8–9 g Ucm−3. The best chance of successfully developinga fuel with acceptable fabrication cost lies withextension of the current aluminum-based disper-sion fuel concept. Experience with highly loaded
* Corresponding author. Tel.: +82 42 8682308; e-mail:[email protected]
0029-5493/97/$17.00 © 1997 Elsevier Science S.A. All rights reserved.
PII S0029 -5493 (97 )00216 -1
K.H. Kim et al. / Nuclear Engineering and Design 178 (1997) 111–117112
Table 1Dimensional changes of Al–24 vol.% U–Mo fuel meats after annealing at 400°C for various times
U–10Mo alloyU–2Mo alloyTime (h)
D V D d D VD lD l D d
−0.49 −0.09 −0.18 −0.4511 −0.15 −0.17−0.14−0.06−0.0240 −0.63−0.03 −0.30
−0.46 −0.14 −0.05 −0.24107 0 −0.23−0.070−0.07350 +0.31+0.19 +0.06
−1.52 −4.081000 +1.83 +0.39 +2.61 −1.04−0.34−0.11−0.122000 +26.00+4.28 +10.86
U3Si2–Al and UN–Al (Durand et al., 1994;Durand, 1995) fuels indicates that one is not likelyto achieve a fuel volume loading greater than 55%in a commercially viable process; therefore, fueldispersants with very-high uranium densities, \15 g U cm−3, must be used. With the exception ofU6Fe and U6Mn, which were tested earlier in theRERTR program and shown to be subject tobreakaway swelling at relatively low burnups(Hofman, 1986; Copeland et al., 1986; Birther etal., 1988), and similar compounds U6Co andU6Ni, which are also expected to exhibit poorswelling behavior, no uranium compound meetsthe density requirement.
Therefore, only pure uranium metal alloys ofuranium and small amounts of other metals canbe considered as fuel dispersants. Although pureuranium is a notoriously poor performer underirradiation, a series of alloys which maintain ura-nium in the metastable g-phase have shown goodirradiation performance in bulk form under fastreactor conditions. The most promising of suchalloys is U–Mo (Snelgrove et al., 1996). Thecustomary technique for making fuel powders fordispersion, which involves crushing and grindingof rather brittle uranium compounds, is not suit-able for the more-ductile uranium alloys. Metallicpowders, however, are routinely made by atom-ization. Recently, spherical U–Mo powder, thatmeets the requirements for use in dispersion fuel,has been produced by centrifugal atomization.Alloys containing 2 and 10 wt.% molybdenumwere used to produce the powders for this experi-ment, using the centrifugal technique. For bothalloys the finished powders consist of the
metastable body-centered cubic g-U–Mo phase.The two compositions span a range of relativestability. Whereas U–10 wt.% Mo is expected toremain g-phase after long reactor exposure, U–2wt.% Mo might not. Experience with the U3Si2–Al dispersion fuel has shown that important issueswhich must be addressed are the reaction of thefuel alloys with the matrix and the irradiadiationbehavior of the fuel alloys and of any reactionproduct.
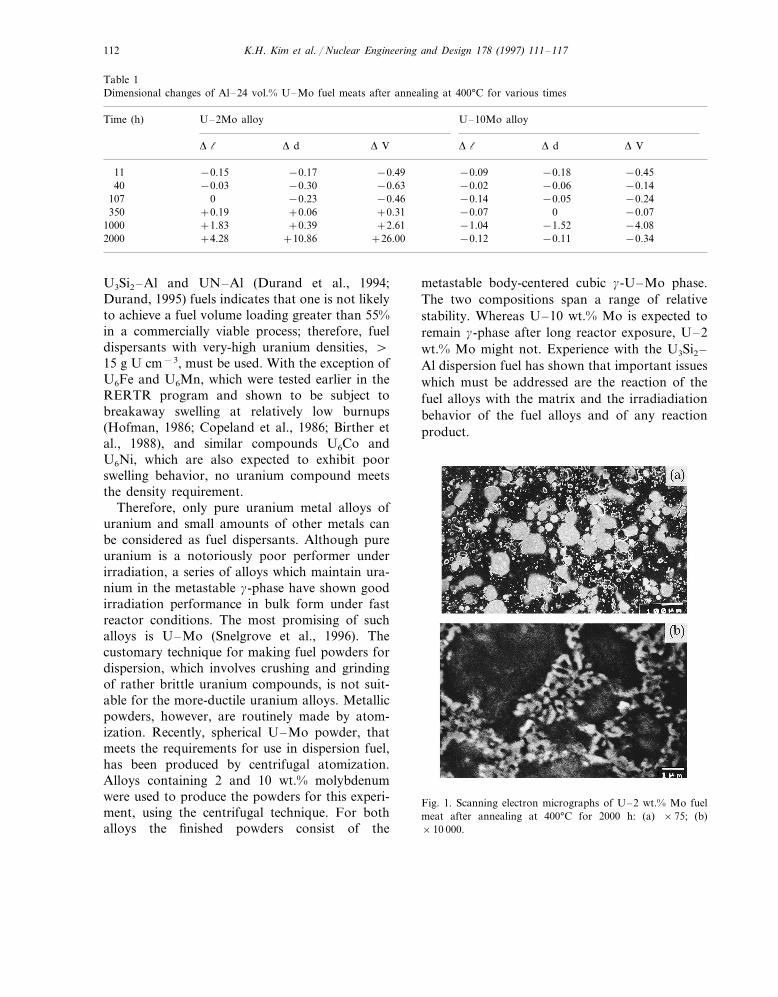
Fig. 1. Scanning electron micrographs of U–2 wt.% Mo fuelmeat after annealing at 400°C for 2000 h: (a) ×75; (b)×10 000.

K.H. Kim et al. / Nuclear Engineering and Design 178 (1997) 111–117 113
This paper deals with the issue of fuel alloy-alu-minum matrix reaction interdiffusion in a simula-tive manner in order to forecast in-reactorbehavior. To affect any measurable diffusion it isnecessary to heat the specimen well above theexpected reactor fuel operating temperature be-cause of the absence of radiation enhanced diffu-sion. Experiments of this kind are customarilycalled thermal compatibility tests (Domagala etal., 1983; Nazare, 1984). In this study 400°C waschosen as the temperature for two reasons. First,the fabrication of extruded aluminum dispersionfuel is carried out at 400°C; therefore, any reac-tion between fuel and the aluminum matrix needscharacterization. The other consideration con-cerns the simulation of anticipated in-reactor be-havior. As alluded to above, it has been wellestablished that diffusion is enormously enhancedduring irradiation. Thus interdiffusion studies, ex-reactor, need to be carried out at higher tempera-tures in order to measure any effect. The selectionof 400°C is somewhat arbitrary in this respect, asit involves an estimate of the magnitude of theirradiation enhancement and the knowledge thatat higher temperatures all uranium alloys trans-form to their equilibrium two-phase structures,thereby changing the expected in-reactor phasecomposition in the higher molybdenum alloy aswell as in the lower. Thus, in this study, 400°C,represents a temperature where a difference indiffusion behavior between a g-stable and un-stable alloy may be characterized.
2. Experimental
The alloys were made with 99.9% pure depleteduranium and 99.7% pure molybdenum. Powdersof these alloys were produced using a KAERI-de-signed centrifugal atomizer (Kim et al., 1996).Dispersion fuel samples were prepared by extru-sion of blended U–Mo and aluminum powders ata working temperature of 400°C. All samplescontained 24 vol.% U–Mo powder and �5%porosity. The samples were sequentially annealedat 400°C for up to 2000 h. After each annealinginterval the sample’s dimension and volume weremeasured.
Fig. 2. (a) Scanning electron micrograph and (b) electron-probe micro-analysis trace with backscattered electron imagescarried out on the Al–24 vol.% U–10 wt.% Mo fuel meat for100 h.
The samples were polished to 3 mm diamondpaste, etched with reagent (nitric acid:aceticacid=1:1), and examined by scanning electronmicroscope (SEM) to characterize the morphol-ogy and the microstructure of the fuel meat.Electron-probe micro-analysis (EPMA), energydispersive spectrometry X-ray analysis (EDX),and X-ray diffraction analysis (XRD) using CuKa radiation, were also used to determine thechemical and phase compositions.
3. Results and discussion
Dimensional changes in the samples are givenin Table 1. Both U–2 wt.% Mo and U–10 wt.%Mo samples decreased in volume by a smallamount during the first 100 h of heat treatment.This minor shrinkage may be due to some consol-idation of the as-fabricated porosity. However,after 1000 h a clear difference was seen between
K.H. Kim et al. / Nuclear Engineering and Design 178 (1997) 111–117114
the two fuel compositions. The U–2 wt.% Mosample exhibits a rather steep volume increase,reaching 26% after 2000 h. The volume of theU–10 wt.% Mo sample, on the other hand, re-mains the same, except for a temporary decreaseafter the 1000 h anneal.
Such a large volume increase is not exceptionalin dispersion fuel compatibility tests. It has beenattributed to extensive interdiffusion of fuel andaluminum matrix, which apparently is accompa-nied by the formation of a large amount of poros-ity (Domagala et al., 1983; Nazare, 1984)involving generation of voids and cracks filledwith desorbed gases. The complete interdiffusionof U–Mo and aluminum in the samples wouldamount to a volume increase of only 2.5%—farshort of the observed change in volume. Metallo-graphic examination of the U–2 wt.% Mo sample(Fig. 1) confirms the predominant existence of
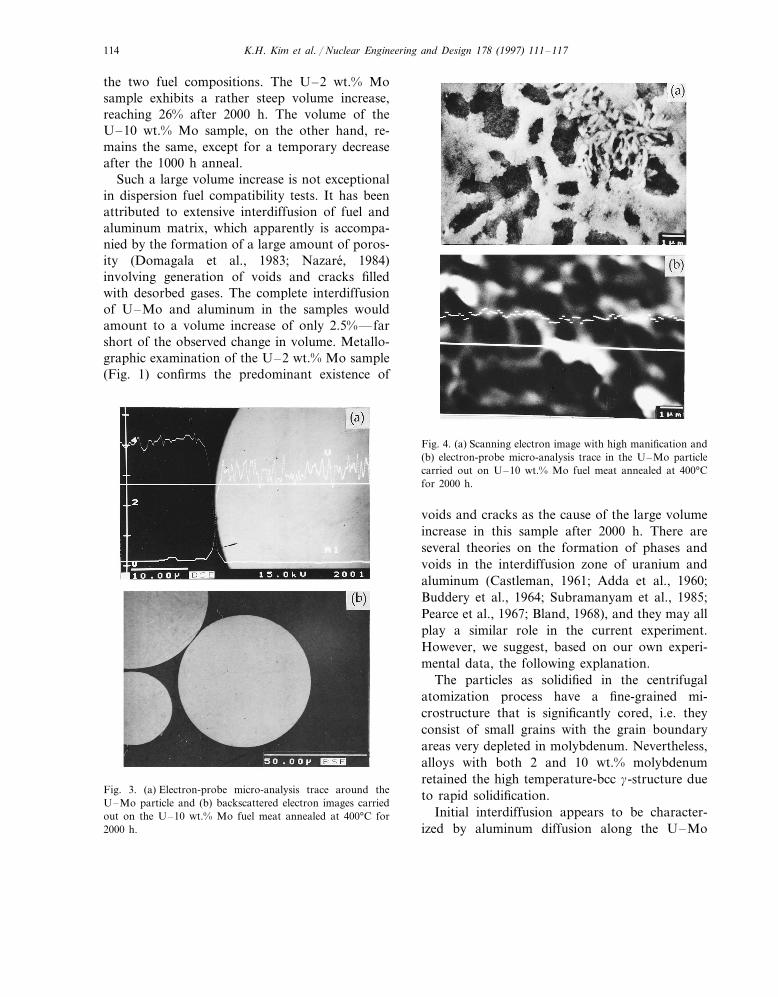
Fig. 4. (a) Scanning electron image with high manification and(b) electron-probe micro-analysis trace in the U–Mo particlecarried out on U–10 wt.% Mo fuel meat annealed at 400°Cfor 2000 h.
Fig. 3. (a) Electron-probe micro-analysis trace around theU–Mo particle and (b) backscattered electron images carriedout on the U–10 wt.% Mo fuel meat annealed at 400°C for2000 h.
voids and cracks as the cause of the large volumeincrease in this sample after 2000 h. There areseveral theories on the formation of phases andvoids in the interdiffusion zone of uranium andaluminum (Castleman, 1961; Adda et al., 1960;Buddery et al., 1964; Subramanyam et al., 1985;Pearce et al., 1967; Bland, 1968), and they may allplay a similar role in the current experiment.However, we suggest, based on our own experi-mental data, the following explanation.
The particles as solidified in the centrifugalatomization process have a fine-grained mi-crostructure that is significantly cored, i.e. theyconsist of small grains with the grain boundaryareas very depleted in molybdenum. Nevertheless,alloys with both 2 and 10 wt.% molybdenumretained the high temperature-bcc g-structure dueto rapid solidification.
Initial interdiffusion appears to be character-ized by aluminum diffusion along the U–Mo
K.H. Kim et al. / Nuclear Engineering and Design 178 (1997) 111–117 115
grain boundaries. This is not uncommon at rela-tively low temperatures, but in the present case itmay be enhanced by the molybdenum depletionalong the grain boundaries. Although it is notpossible to be quantitative about the compositionof the narrow boundary areas, EDX analysisdefinitely detected aluminum. Diffusion of alu-minum in uranium is relatively rapid and, particu-larly in U–2 wt.% Mo, the grain boundary areasconsist of almost pure uranium. This grainboundary penetration by aluminum does not ap-pear to affect the fuel microstructure much anddoes not result in significant swelling of the dis-persion samples. This situation persists through-out the 2000 h anneal for U–10 wt.% Mo (Figs.2–4) and through the 2000 h anneal for U–2wt.% Mo (Figs. 5–8). As shown in Fig. 6, theU–2 wt.% Mo fuel microstructure has changedlittle from its as-solidified cored structure. Theonly evidence of diffusion is the presence of high
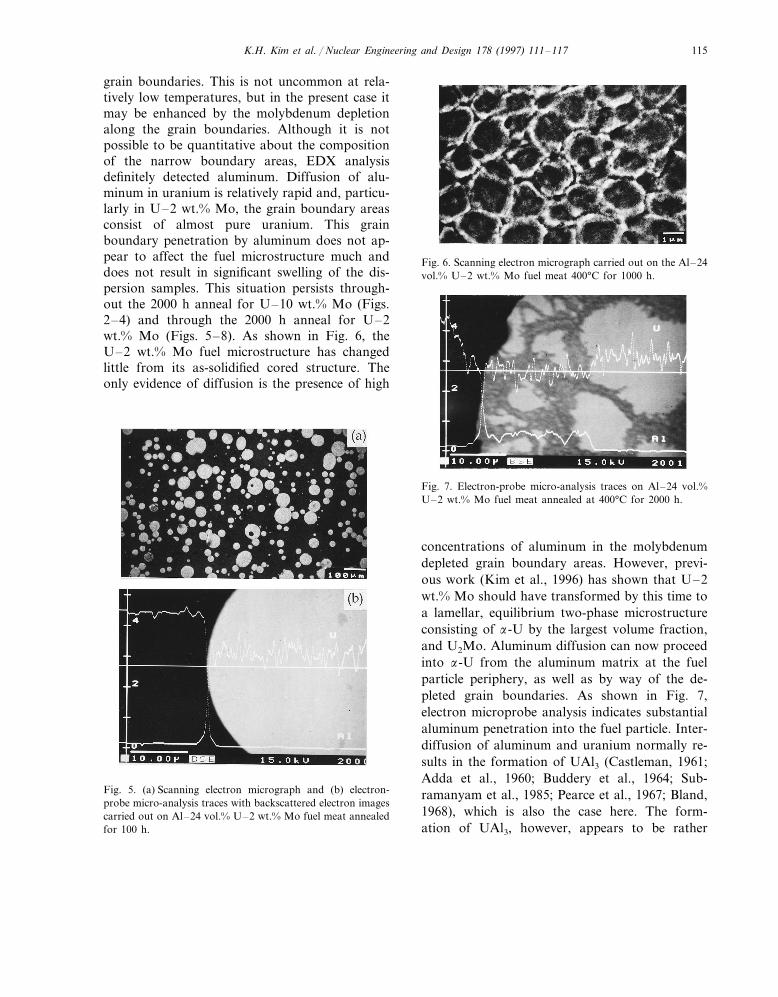
Fig. 6. Scanning electron micrograph carried out on the Al–24vol.% U–2 wt.% Mo fuel meat 400°C for 1000 h.
Fig. 7. Electron-probe micro-analysis traces on Al–24 vol.%U–2 wt.% Mo fuel meat annealed at 400°C for 2000 h.
Fig. 5. (a) Scanning electron micrograph and (b) electron-probe micro-analysis traces with backscattered electron imagescarried out on Al–24 vol.% U–2 wt.% Mo fuel meat annealedfor 100 h.
concentrations of aluminum in the molybdenumdepleted grain boundary areas. However, previ-ous work (Kim et al., 1996) has shown that U–2wt.% Mo should have transformed by this time toa lamellar, equilibrium two-phase microstructureconsisting of a-U by the largest volume fraction,and U2Mo. Aluminum diffusion can now proceedinto a-U from the aluminum matrix at the fuelparticle periphery, as well as by way of the de-pleted grain boundaries. As shown in Fig. 7,electron microprobe analysis indicates substantialaluminum penetration into the fuel particle. Inter-diffusion of aluminum and uranium normally re-sults in the formation of UAl3 (Castleman, 1961;Adda et al., 1960; Buddery et al., 1964; Sub-ramanyam et al., 1985; Pearce et al., 1967; Bland,1968), which is also the case here. The form-ation of UAl3, however, appears to be rather
K.H. Kim et al. / Nuclear Engineering and Design 178 (1997) 111–117116
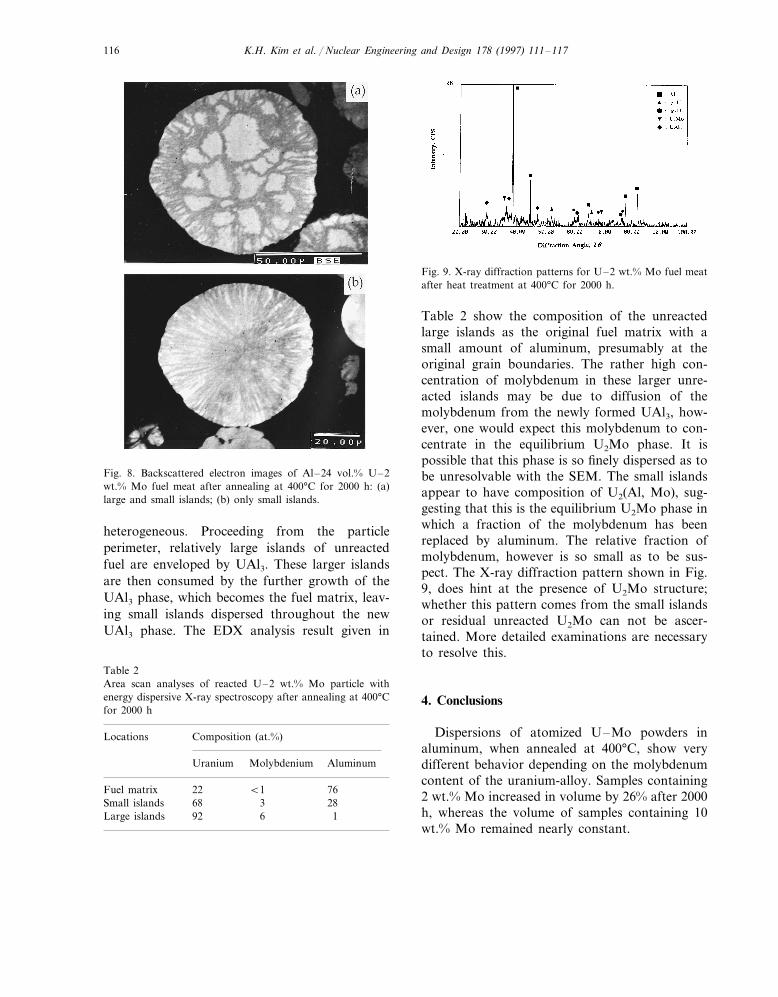
Fig. 8. Backscattered electron images of Al–24 vol.% U–2wt.% Mo fuel meat after annealing at 400°C for 2000 h: (a)large and small islands; (b) only small islands.
Fig. 9. X-ray diffraction patterns for U–2 wt.% Mo fuel meatafter heat treatment at 400°C for 2000 h.
Table 2 show the composition of the unreactedlarge islands as the original fuel matrix with asmall amount of aluminum, presumably at theoriginal grain boundaries. The rather high con-centration of molybdenum in these larger unre-acted islands may be due to diffusion of themolybdenum from the newly formed UAl3, how-ever, one would expect this molybdenum to con-centrate in the equilibrium U2Mo phase. It ispossible that this phase is so finely dispersed as tobe unresolvable with the SEM. The small islandsappear to have composition of U2(Al, Mo), sug-gesting that this is the equilibrium U2Mo phase inwhich a fraction of the molybdenum has beenreplaced by aluminum. The relative fraction ofmolybdenum, however is so small as to be sus-pect. The X-ray diffraction pattern shown in Fig.9, does hint at the presence of U2Mo structure;whether this pattern comes from the small islandsor residual unreacted U2Mo can not be ascer-tained. More detailed examinations are necessaryto resolve this.
4. Conclusions
Dispersions of atomized U–Mo powders inaluminum, when annealed at 400°C, show verydifferent behavior depending on the molybdenumcontent of the uranium-alloy. Samples containing2 wt.% Mo increased in volume by 26% after 2000h, whereas the volume of samples containing 10wt.% Mo remained nearly constant.
heterogeneous. Proceeding from the particleperimeter, relatively large islands of unreactedfuel are enveloped by UAl3. These larger islandsare then consumed by the further growth of theUAl3 phase, which becomes the fuel matrix, leav-ing small islands dispersed throughout the newUAl3 phase. The EDX analysis result given in
Table 2Area scan analyses of reacted U–2 wt.% Mo particle withenergy dispersive X-ray spectroscopy after annealing at 400°Cfor 2000 h
Locations Composition (at.%)
Uranium AluminumMolybdenium
22Fuel matrix B1 7668Small islands 3 2892Large islands 6 1

K.H. Kim et al. / Nuclear Engineering and Design 178 (1997) 111–117 117
The difference is believed to be caused by thedecomposition of the U–2 wt.% Mo alloy parti-cles into the equilibrium a-U/U2Mo-phase mi-crostructure. Extensive diffusion of aluminuminto this a-phase structure leads to the formationof porosity and volume increase of the dispersion.Alloys containing lower molybdenum fractionsthat allow decomposition to the equilibrium a-U/U2Mo microstructure are incompatible with alu-minum because of extensive interaction.
The U–10 wt.% Mo alloy particles retain theiras-solidified metastable g-U structure, into whichaluminum diffusion is minimal. This indicatesthat, excluding unknown irradiation effects, U–10wt.% Mo would be compatible with an aluminummatrix in a dispersion fuel.
References
Adda, Y.M., Beyeler, M., Kirianenko, A.A., Pernot, B., 1960.Mem. Sci. Rev. Metall. 57, 423–426.
Birther, R.C., Allen, C.W., Rehn, L.E., Hofman, G.L., 1988.J. Nucl. Mater. 152, 73–76.
Bland, R.D., 1968. Electrochem. Tech. 6, 272–278.
Buddery, J.H., Clark, M.E., Pearce, R.J., Stebbs, J.J., 1964. J.Nucl. Mater. 13, 169–181.
Castleman, L.S., 1961. J. Nucl. Mater. 3, 1–15.Copeland, G.L., Hofman, G.L., Snelgrove, J.L., 1986. Proc. of
the 9th Int. Meet. on Reduced Enrichment for Researchand Test Reactors. Gatlinberg, TN.
Domagala, R.F., Wiencek, T.C., Tresh, H.R., 1983. Nucl.Tech. 62, 353–360.
Durand, J.P., Laudamy, P., Richer, K., 1994. Proc. of the 18thInt. Meet. on Reduced Enrichment for Research and TestReactors. Williamsburg, VA.
Durand, J.P., 1995. Proc. of the 19th Int. Meet. on ReducedEnrichment for Research and Test Reactors. Paris, France.
Hofman, G.L., 1986. Nucl. Mater. 140, 256–263.Kim, K.H. Lee, D.B. Kim, C.K., Kuk, I.H., Hofman, G.L.,
1996. Proc. of the 19th Int. Meet. on Reduced Enrichmentfor Research and Test Reactors. Seoul, Korea.
Nazare, S., 1984. Nucl. Mater. 124, 14–24.Pearce, R.J., Giles, R.D., Tavender, L.E., 1967. J. Nucl.
Mater. 24, 129–140.Snelgrove, J.L., Hofman, G.L., Trybus, C.L., Wiencek, T.C.,
1996. Proc. of the 19th Int. Meet. on Reduced Enrichmentfor Research and Test Reactors. Seoul, Korea.
Subramanyam, D., Notis, M.R., Goldstein, J.I., 1985. Metall.Trans. 16A, 589–595.
Travelli, A., 1986. Proc. of the 9th Int. Meet. on ReducedEnrichment for Research and Test Reactors. Gatlinberg,TN.
..