the real challenge of annex 15 – continuous process ... · the real challenge of annex 15 –...
TRANSCRIPT
The Real Challenge of Annex 15 –Continuous Process VerificationLorenz LiesumLead PAT and Process Reliability26th of May 2016

Agenda• Introduction: Recent Trends
– Challenges and new opportunities in the world of QbD/PAT • Before Submission
– Validation Strategy– The Submission Checklist
• After Submission: Life‐Cycle Management– Real Time Release Methods and Design Space
• Maintenance of methods and instruments• Deviation handling• Change Management
– Process• Ongoing Process Verification OPV• Continuous Manufacturing
EMA Guideline on process validation for finished products (2014)
Annex 15
Change of Challenges Shift of focus as PAT/QbD/RTRT is getting 'older'
Problems in the Past Current Challenges
• Technical Limitations and executing Feasibility Trials
• Validation Procedures and Acceptance Criteria
• How to file a QbD application (level of detail)
• Skill set and the question of ownership at the site
• Handling deviations and changes with new technologies
• Robust Automation Solution

Change in OpportunitiesVision (Dreams) and objectives of the
• Support for Design Space submission
• Holistic QbD Control Strategy• Roll‐out for a paradigm change• Fundamental Replacement of
QC end product testing
• Focus on Process Development
• Opportunistic approach for certain tests based on business case (CU)
• Process Validation and CPV (BU)
• Enabler for CMC innovation (continuous manufacturing)
Past Present
Idealistic Realistic
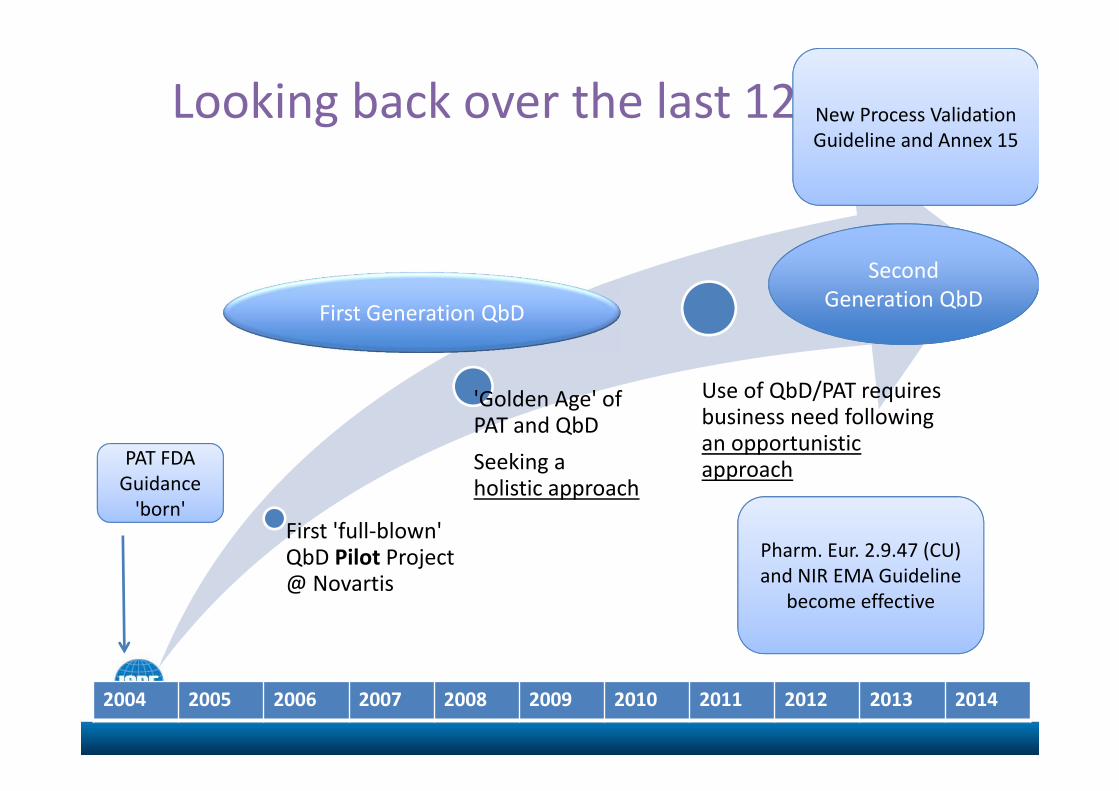
Looking back over the last 12 years ...
First 'full‐blown' QbD Pilot Project @ Novartis
'Golden Age' of PAT and QbDSeeking aholistic approach
Use of QbD/PAT requires business need following an opportunistic approach
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
PAT FDA Guidance'born'
First Generation QbD
Second Generation QbD
Pharm. Eur. 2.9.47 (CU) and NIR EMA Guideline
become effective
New Process Validation Guideline and Annex 15
Be PreparedImpact to Development
• Definition of Control and Validation Strategy• Design Space Confirmation across different scales• Validation of Real Time Release Methods• Checklist for Submission

Timing for Continuous Process Verification
Full‐scale Verification Phase
Intermediate Phase:Parallel Testing
Confirmation of DS
Product Life‐Cycle Executing OPV and
Change Management Protocols
Submission and Approval of Dossier I
Submission and Approval II: Completion of Design Space
Verification and Parallel Testing of RTRT
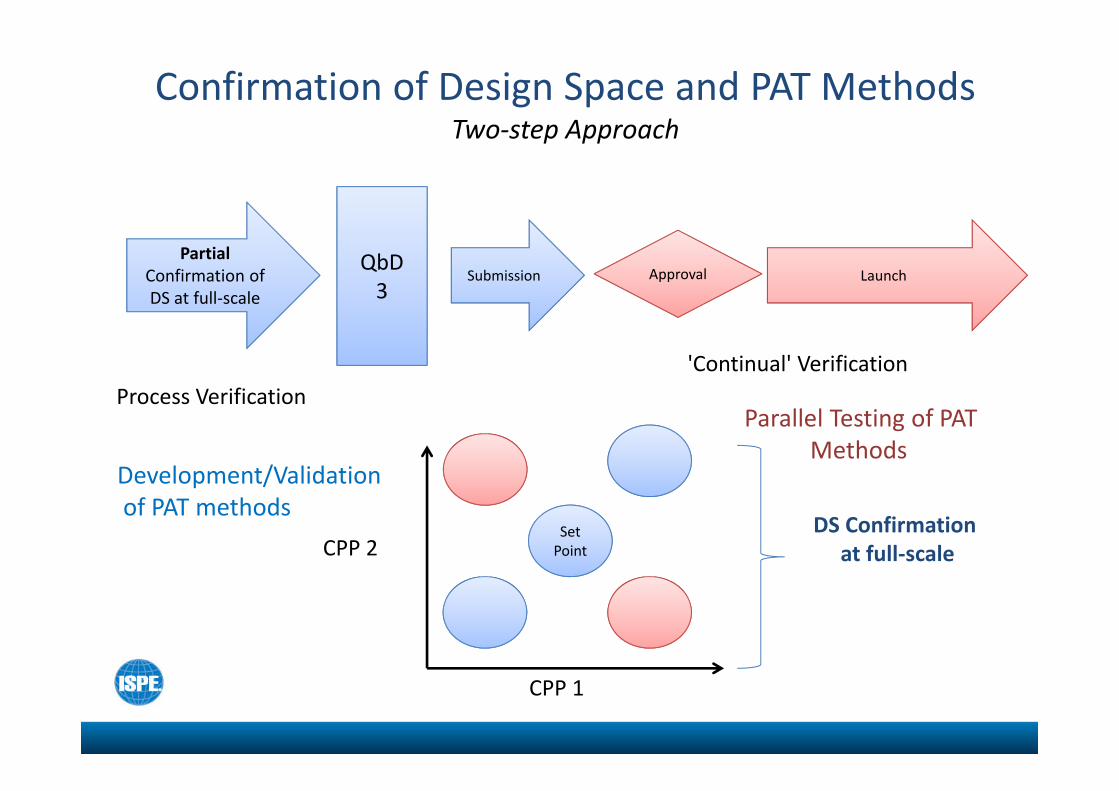
Confirmation of Design Space and PAT MethodsTwo‐step Approach
PartialConfirmation of DS at full‐scale
QbD3
Submission
Process Verification
Approval Launch
'Continual' Verification
CPP 1
CPP 2Set Point
DS Confirmation at full‐scale
Development/Validationof PAT methods
Parallel Testing of PAT Methods
Qualification Aspects
• Risk‐based URS as foundation for the complete Life‐Cycle• FAT recommended for new technologies
– Also when sophisticated Automation components are included• OQ: Definition of worst case scenarios• PQ (Performance Qualification) and Process Validation executed
together, e.g. for sophisticated feedback control elements– Blending Process stopped by NIR instrument– At‐line CU NIR measurement during compression– Continuous Manufacturing
Submission ChecklistPre‐Submission activities, 'doing your homework'
• Validation package with limited full‐scale data• Definition of 'SCOPE' of the NIR Procedures in P51• Fall‐back procedures • Post‐Approval Change Management Protocol
– Handling of parallel testing – Comparative testing– Anticipated changes during Life‐Cycle– Procedure on how to manage changes
Inspection and Implementation Checklist
• All Qualification including PQ completed• All SOPs in place • Instruction for the 'intermediate phase':
– Parallel Testing organized• Training of site personnel
After Submission....
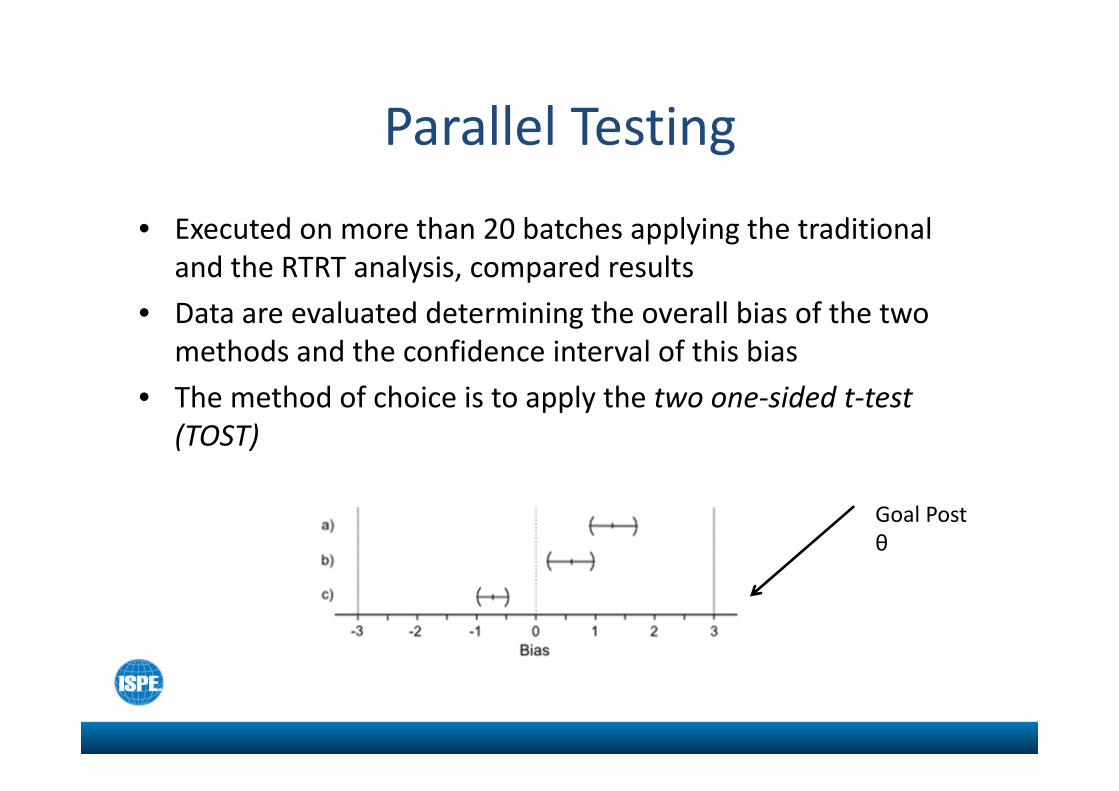
Parallel Testing
• Executed on more than 20 batches applying the traditional and the RTRT analysis, compared results
• Data are evaluated determining the overall bias of the two methods and the confidence interval of this bias
• The method of choice is to apply the two one‐sided t‐test (TOST)
Goal Postθ
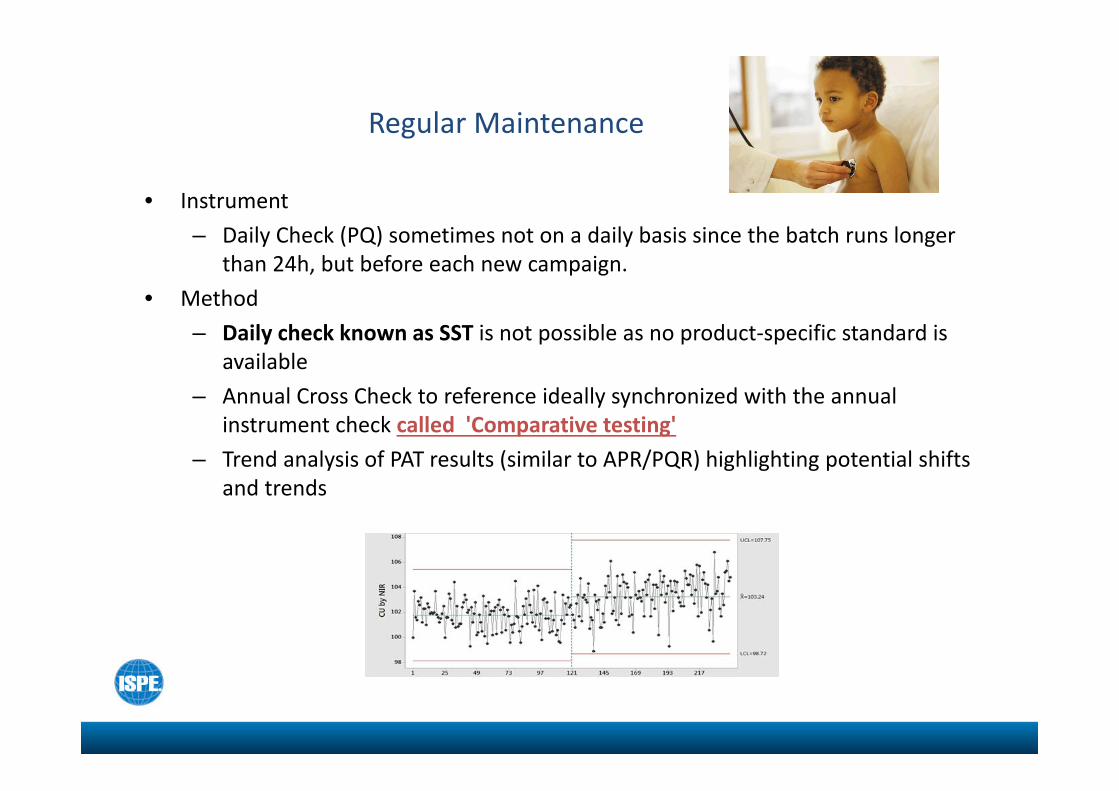
Regular Maintenance
• Instrument– Daily Check (PQ) sometimes not on a daily basis since the batch runs longer
than 24h, but before each new campaign.• Method
– Daily check known as SST is not possible as no product‐specific standard is available
– Annual Cross Check to reference ideally synchronized with the annual instrument check called 'Comparative testing'
– Trend analysis of PAT results (similar to APR/PQR) highlighting potential shifts and trends
Deviation handling• Out of specification
– Not automatically reverting to reference method– Clear procedures excluding lab errors
• Outlier Diagnostics, e.g. DmodX and Mahalanobis Distance• Comparative testing = regular crosscheck with reference
‐ a 'necessary evil' ?– Failure is not a 'tragedy' and does not automatically
evoke a method update
Compliance 'pitfall'
EMA NIR Guideline
Need for ChangeExample
• NIR Method for CU on a new drug product (NDA)• Calibration, internal and external validation set derived from different scales (lab,
pilot and commercial scale)• Submission where the scope is based on limited full‐scale data at the start of the
life‐cycle
• Parallel testing and final assessment for release prior to usage • Last chance to update the model
SUBMISSION
Ongoing Process Verification
• 'Manufacturers should monitor product quality to ensure that a state of control is maintained...'
• Related to Continued Process Verification/ Phase 3 of Validation Process of FDA Guideline – Does not specifically request a statistical approach ('... should be used where appropriate...')
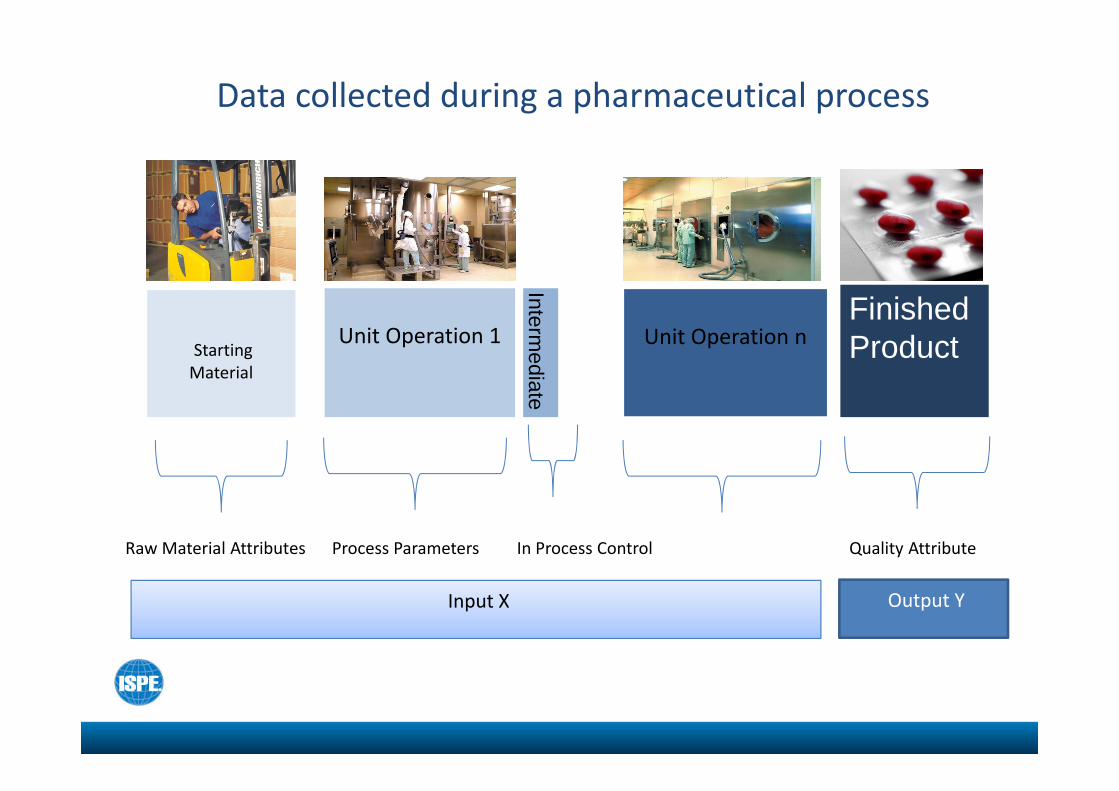
Data collected during a pharmaceutical process
Starting Material
Unit Operation 1
Intermediate
Unit Operation nFinished Product
Raw Material Attributes Process Parameters In Process Control Quality Attribute
Input X Output Y
OPV Challenges and Approaches
• Challenge 1: IT‐related task to establish a platform where all data coming from different sources are compiled
• Challenge 2: Data analysis approach for trending CQA and CPP/CMA– Consideration of process data and raw material attributes might
depend on the capability of the process under review– Two‐step approach is followed
• Establish trending capability focusing on CQA alone• Extend the scope of the trend analysis to CPP and CMA
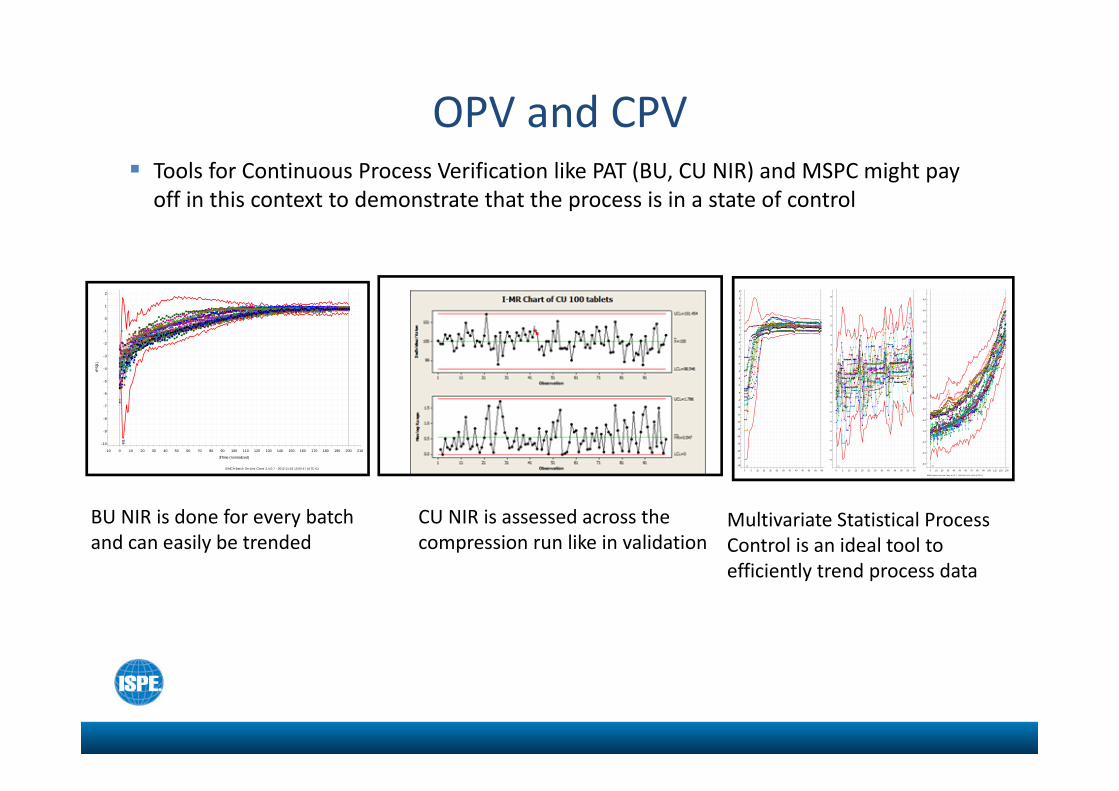
OPV and CPV Tools for Continuous Process Verification like PAT (BU, CU NIR) and MSPC might pay
off in this context to demonstrate that the process is in a state of control
-10
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
1
2
-10 0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210
tPS[
1]
$Time (normalized)
M1
SIMCA-Batch On-Line Client 3.4.0.7 - 2012-11-18 13:00:47 (UTC+1)
BU NIR is done for every batchand can easily be trended
CU NIR is assessed across the compression run like in validation
-18
-17
-16
-15
-14
-13
-12
-11
-10
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
6
0 5 10 15 20 25 30 35 40 45 50 55 60
1
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
6
7
8
0 5 10 15 20 25 30 35 40 45 50 55 60
2
-3.0
-2.5
-2.0
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
0 10 20 30 40 50 60 70 80 90 100 110 120 130
3
PO_WST3433_EXJADE_Drying_V01 - tPS[1]
SIMCA-Batch On-Line Client 3.4.0.7 - 2016-02-24 11:24:18 (UTC+1)
Multivariate Statistical Process Control is an ideal tool to efficiently trend process data
The role of PAT in Continuous Manufacturing
PAT @ NovartisBenefits/Business drivers for PAT in the Pharma Industry
• Better process control / Lower process variability– Reduce number of OOS and batch failures
• Process improvement– Increase of yield & quality and shorter throughput times
• Efficient and lean QC testing– Replacement by faster analytical technologies (on‐line PAT tools)– Real time release
• Enabler/prerequisite for continuous manufacturing
PAT for continuous manufacturingObjectives
• Assurance that the process is in a steady state• Determine the time to reach steady state• Early fault detection/observation of drifts• Quality control (sometimes the only way) • Monitor• Control• Diversion of bad material

NIR for tabletsComparison between Batch and Continuous Manufacturing
| IFPAC 2016 | Schmidberger | January 2016 | Restricted
Batch Continuous
Time resolution not relevant Time resolution needed to confirm process stability
Sample size independent of compression run time, determined by statistical power
Sample size dependent on run time
Product diversion not possible Product diversion possible
Control only after the fact possible Control can enable process optimization by feed‐back
Big opportunity for quality management by on‐line measurement
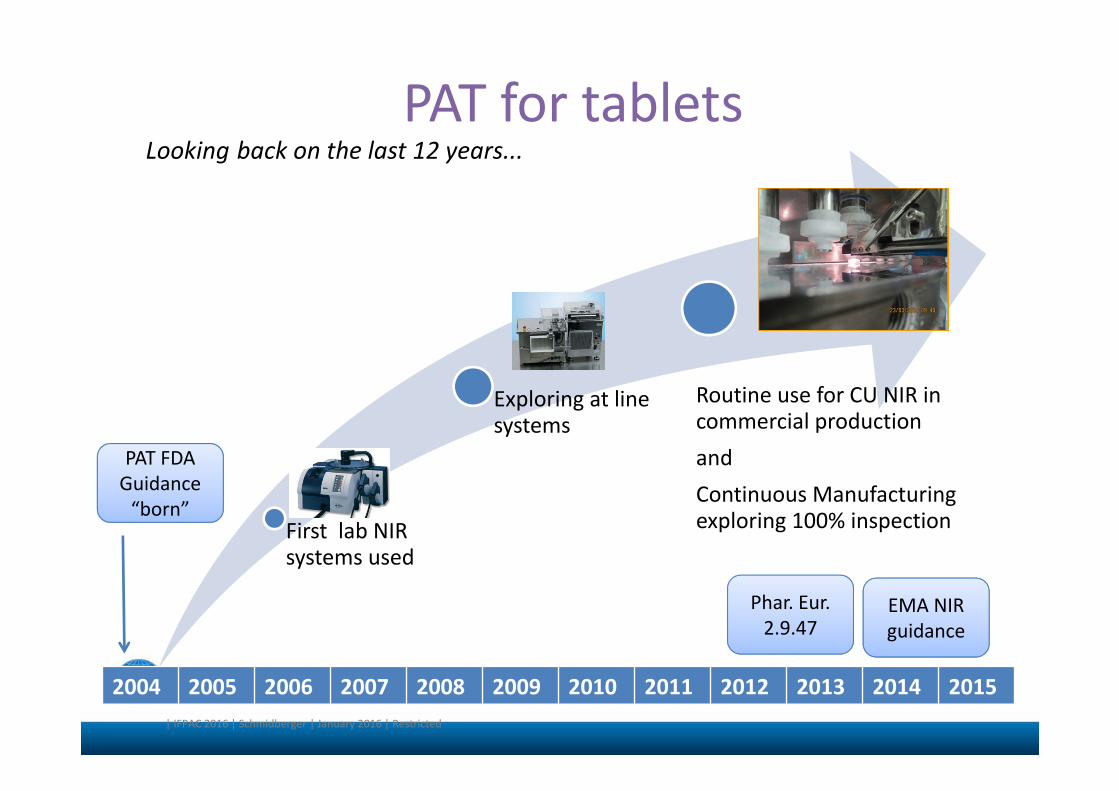
PAT for tablets
First lab NIR systems used
Exploring at line systems
Routine use for CU NIR in commercial productionandContinuous Manufacturingexploring 100% inspection
PAT FDA Guidance“born”
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Phar. Eur. 2.9.47
EMA NIR guidance
Looking back on the last 12 years...
| IFPAC 2016 | Schmidberger | January 2016 | Restricted
NIR for tablets Batch Applications
Meanwhile an established tool for the assessment of CU, assay and ID of core tablets using diffuse transmissionOff and at‐line modes possibleHigher regulatory certainty in respect to HA’s expectation due to the EMA NIR guideline and Pharm. Eur. 2.9.47Drivers:• Business: Reduction of QC cost• Quality: Better understanding and surveillance of the compression run
| IFPAC 2016 | Schmidberger | January 2016 | Restricted
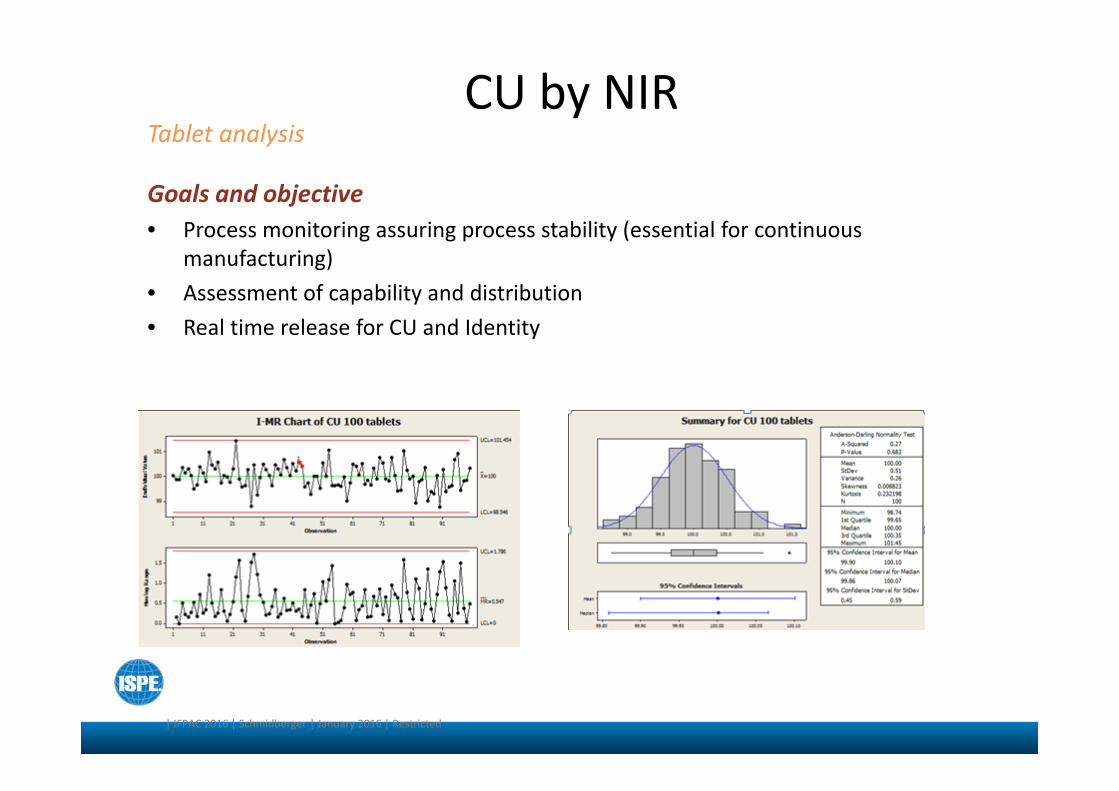
CU by NIR
Goals and objective• Process monitoring assuring process stability (essential for continuous
manufacturing)• Assessment of capability and distribution• Real time release for CU and Identity
Tablet analysis
| IFPAC 2016 | Schmidberger | January 2016 | Restricted
How to deal with results of more than 100 tablets generated on a stand alone NIR instrument• Need for integration of the NIR spectrometer into data managment system, e.g.
Historian, MES and LIMS
Standard procedure across all sites in terms of SOPs and Maintenance• What to do in case of a OOS result ?• What to do in case of a Mahalanobis Distance Outlier ?• How to deal method changes and updates ?
Implementation ChallengesAt‐line
| IFPAC 2016 | Schmidberger | January 2016 | Restricted
Implementation ChallengesOn‐line
• A huge amount of data is generated• What data is considered as raw data and should be stored? (Spectra or
predictions)• Integration into automation concept including feed back• How representative is a measurement in reflection mode (concentration vs.
content), Need for mass correction• What specification should be applied? AV value approach with k‐value is not
appropriate any longer (100% analysis)• How to exclude bad tablets? What is needed to justify?• Measurement sensitive to process parameters• How experienced must an operator be.
| IFPAC 2016 | Schmidberger | January 2016 | Restricted
Conclusions
– Do your homework before submission ('point of no return') and define your life‐cycle procedure carefully.
– Robust and water‐tight quality procedures are essential during the life‐cycle of a PAT method in order to avoid compliance traps.
– Current guidelines are challenging in regards to change management.
Will be essential for making the next stepfor Continuous Manufacturing where CPV is a MUST !
Disclaimer
These slides are intended for educational purposes only and for the
personal use of the audience. These slides are not intended for wider
distribution outside the intended purpose without presenter’s approval;
The content of this slide deck is accurate to the best of the presenter’s
knowledge at the time of production.