the influence of permanent expanded polystyrene formwork on fire resistance of self-compacting and...
DESCRIPTION
Paper about research in concrete mixture using expanded polystyreneTRANSCRIPT

ASIAN JOURNAL OF CIVIL ENGINEERING (BUILDING AND HOUSING) VOL. 12, NO. 3 (2011) PAGES 353-374
THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE FORMWORK ON FIRE RESISTANCE OF SELF-COMPACTING
AND NORMAL VIBRATED CONCRETES
S. Bakhtiyaria, A. Allahverdi*a,b, and M. Rais-Ghasemic aSchool of Chemical Engineering, Iran University of Science and Technology, Tehran, Iran bCement Research Center, School of Chemical Engineering, Iran University of Science and
Technology, Tehran, Iran cDepartment of Concrete Technology, Building and Housing Research Center, Tehran, Iran
ABSTRACT
The influence of permanent expanded polystyrene formwork on fire resistance of self-compacting concrete (SCC) is investigated in this paper. A type of SCC is produced and cured at two different conditions, one at traditional condition and the other inside expanded polystyrene forms. A type of normal vibrated concrete with similar compressive strength is also produced and cured at the same conditions for comparing purposes. The specimens are exposed to different high temperatures. The residual mechanical strengths, phase composition and porosity changes at high temperatures are investigated. The insulating permanent forms raised the risk of spalling of concretes and had important influences on residual mechanical strengths of the concrete.
Keywords: Self-compacting concrete; insulating concrete forms; fire resistance; expanded polystyrene, spalling; limestone powder
1. INTRODUCTION
Fire resistance is a property of building materials that prevents or retards the passage of excessive heat or flame under conditions of use. For building elements, it is defined as the ability of the element to confine fire or to continue its structural function, or both, for a stated period of time. In most countries, the fire resistance of building elements shall be determined and complied with the regulatory requirements, so in the event of fire, the fire growth can be delayed and the fire losses decreased. The fire test methods and philosophies can be found in reference [1].
Insulating concrete forms (ICF) are fairly new building systems, which have found rapid growing use in construction industry in many countries. The ICF is a kind of permanent
* E-mail address of the corresponding author: [email protected] (A. Allahverdi)

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
354
form, often made of expanded polystyrene (EPS). The EPS forms are remained in their places after hardening of the concrete. Therefore these forms provide good thermal insulation for buildings. On the other hand, these forms also make a barrier against moisture transportation and hence cause a delay in drying of the concrete. As the moisture content has an important role in the fire resistance and spalling behavior of the concrete, the fire behavior of the concrete cured in ICF systems may differ from the traditionally cured one. The high moisture content of the concrete can give rise to a higher pore vapor pressure in the concrete at fire condition and may result in an explosive spalling. EPS is itself a highly flammable material and therefore shall be protected with thermal barriers (mainly with gypsum-based protective coverings) in all construction uses [2]. The fire behavior of EPS and properties of some gypsum-based thermal barriers are discussed in the references [3,4].
Self-compacting concrete (SCC) is a fairly new type of concrete. It was proposed for the first time in 1986 and then developed at the University of Tokyo [5-7]. It fills all sections of forms without mechanical vibration and has reasonable flow-ability, homogeneity, resistance against segregation and mechanical strengths [5, 8-11]. As mechanical vibration is a difficulty in the ICF systems in practice, the SCC can be accounted as a good alternative for replacing normal vibrated concretes (NVC) in the ICF systems. Nevertheless; there are also questions about the fire resistance of the SCC itself and its differences with normal concretes.
As the concrete is the most important building material [12], many researches have been carried out on its fire resistance (for example [13] and [14]). However; only a few investigations have been carried out on fire behavior of SCC as a recently developed product. An extensive review on fire resistance of different types of concrete has been presented by Bakhtiyari et al. [15]. As far the authors know, no research paper has been published on fire behavior of concretes cured at ICF condition yet.
In this research, a type of SCC was produced and cured at different conditions of normal traditional (NT) and inside EPS forms (ICF). Reference NVC with similar compressive strength was also produced and cured at the same conditions, for comparing purposes. After curing, the specimens were exposed to different high temperatures in a laboratory furnace. As the moisture content of the ICF cured mixes is a key parameter influencing the properties of the hardened concretes, and it can vary with time, the tests were carried out at 28 - and 180-day ages. The spalling behaviors of the specimens were investigated, as a main parameter of the fire behavior. The residual strengths and masses of the specimens were also measured after exposure to high temperatures. The resistance of the SCC and the NVC, cured in ICF and at NT conditions, to elevated temperatures were compared and discussed. For a better judgment on residual mechanical strengths, phase composition and porosity changes of the specimens were investigated with X-ray diffractometry (XRD) and mercury intrusion porosimetry (MIP) techniques.
2. EXPERIMENTAL
2.1 Materials ASTM-C150 standard type 2 Portland cement (PC) and very fine limestone powder were utilized for preparing concrete specimens. The results of wet chemical analysis of the PC

THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
355
were: CaO = 61.72, SiO2 = 21.18, Al2O3 = 4.10, Fe2O3 = 4.05, MgO = 1.20, Na2O + 0.658 K2O=0.6 and ignition loss = 2.9, all by percent. Using these values in the Bogue's equation, the cement phase composition is achieved as: C3S = 48.43, C2S = 24.19, C3A = 4.01, C4AF = 12.32. The limestone powder of high purity, more than 97% CaCO3, was used as filler. The particle size distribution (PSD) curves of the PC and the limestone powder are shown in Figure 1. A commercial ether-carboxylic based product was used as superplasticizer.
Figure 1. Cumulative PSD-curves of PC and filling powders Standard aggregates, complied with ASTM C33 were used. The aggregates were of three
size fractions, consisting of natural sand (0-4.75 mm), crushed coarse aggregate (4.75-12.5 mm) (gravel 1) and partial-crushed coarse aggregate (9.5-19 mm) (gravel 2). The PSD curves of the aggregates are shown in Figure 2. The characteristics of the aggregates are presented in Table 1. The chemical analyses were carried out on all the three fractions. The results were quite close to each other, showing that the aggregates consisted of about 61.0% SiO2, 12.0% Al2O3, 9.8% CaO, 8.5% ignition loss, 4.0% Fe2O3, 2.0% MgO and 2.7% minor constituents.
Figure 2. The PSD-curves of aggregates (sand, gravels and combined gravel)

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
356
Table 1: Characteristics of the aggregates
SSD (g/cm3)
Dry density (g/cm3)
Water abs. in SSD (%)
Particles < 75 m (%)
Sand 2.56 2.49 3.22 1.86
Gravel 1 2.58 2.53 1.99 0.3
Gravel 2 2.57 2.54 1.98 0.25
SSD = surface saturated density
2.2 Test methods 2.2.1 Mechanical properties of the hardened concrete The compressive and the tensile strengths were measured according to EN 12390-3:2000 and ASTM C496 (Brazilian splitting method), respectively. The cubic specimens with 150 mm sides and the cylindrical specimens of 150 mm diameter and 300 mm height were cast for mechanical tests.
2.2.2 Fire resistance To assess the fire behavior of the specimens and their potential to spalling, they were placed in a laboratory furnace in unloaded condition at four different temperatures. Two specimens were used for each mix. The applied time-temperature programms for heating the specimens and the ISO 834 standard fire time-temperature curve are shown in Figure 3. The specimens were kept in the furnace for two hours after reaching to the target temperature. Then the furnace was turned off and the specimens were left in the furnace for about 24 hours in order to reach to about ambient temperature. After visual assessment of the the appearance of the specimens, their residual masses and compressive strengths were measured.
Figure 3. The time-temperature programs

THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
357
2.2.3 Mercury intrusion porosimetry (MIP) MIP tests were performed with Thermo Pascal 440 apparatus. The maximum pressure of the equipment was 400 MPa with a resolution of 0.01 MPa. A contact angle of 141.3° was considered for the calculations. A minimum pore diameter of 0.032 μm could be measured with the apparatus. The results included the total porosity, the pore size distribution, the median pore diameter and the critical pore diameter.
2.2.4 X-ray diffractometry (XRD) XRD tests were performed by means of a Siemens X-Ray diffractometer, model D5000, using CuKα radiation generated at 35 kV and 20 mA, in the range of 2 = 5.0 – 70.0.
2.3 Specimens casting and curing ICF and NT conditions were used for curing the specimens. NT cured specimens were cast according to EN 12390-2:2000 in cubic molds with 150 mm sides. After keeping the specimens at moist condition for about 24 hours, they were demolded and maintained under water at 23C until 7-day age. Thereafter, they were kept in controlled laboratory condition (25± 5°C) until the tests were performed. This curing regime is nearly close to the actual conditions of the concrete casting in Iran, especially for the residential building uses. Furthermore, if the specimens were kept under water for the entire curing time, the tendency to explosive spalling would have been very high.
This viewpoint has also been taken into account by other researchers [16 and 17] for the same reasons.
The ICF specimens were cast in cube molds made of EPS with internal 150mm sides. The thicknesses of EPS boards were 5cm. After pouring the concrete into the mold, an EPS board of 50mm thickness was attached on the top of the mold with adhesive and the specimens were entirely covered with EPS form.
The NVC specimens were vibrated on a vibration table. No vibration was used for the SCC specimens.
The paste and the mortar specimens were cast in 202020 and 505050 mm3 molds, respectively. These specimens were cured similar to the concrete specimens and used for XRD and for MIP tests, respectively.
3. MIXTURES PROPORTIONS AND SAMPLES CHARACTERISTICS
3.1 Concrete mixes One type of SCC was proportioned. Modified Fuller-Thompson equation was used for grading of solid particles, with n=0.3 and x0=0.002 mm (x0 is considered for removing clays and silt sizes):
n
ii xx
xxYT
0max
0100
in which: YTi: percentage of material passing sieve xi,

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
358
xi: size (mm) of sieve i, xmax: maximum aggregate size (mm). The SCC mix designs and their flow properties are discussed in another paper [18]. The
mixtures proportions are given in Table 2. The characteristics of the fresh mixes and the mechanical strengths of the hardened concrete specimens (cured for 28 days under water) are presented in Table 3. The flow properties of the fresh SCC (slump flow, V funnel and L box tests) were tested according to the European guidelines [19]. The description of the test methods are given in the relevant references [19-21].
Table 2: Proportions of mixes
CA (kg/m3) FA (kg/m3) Code
PC (kg/m3) 4.75-12.5
(mm) 12.5-19 (mm)
0-2 (mm)
0-5 (mm)
LSF (kg/m3)
W (kg/m3)
SP (% of PC)
SCC 320 313 313 306 715 185 175 0.88
NVC 350 409 415 282 700 - 175 0.2
PC = Portland cement; CA = coarse aggregate; FA = fine aggregate; LSF = Limestone filler; W = water content; SP = super-plasticizer
Table 3: Test results on fresh and hardened SCC mixes
28-day compressive
strength (MPa) Code SLF (mm)
T500
(s) h2/h1 in box test
V fl. Time
(s)
V funnel T5 (s)
Sp. Gr. (kg/m3)
cube Cylind.
28-day tensile
strength (MPa)
SCC 710 1.0 0.85 3.5 4.0 2290 40.4 29.7 ± 0.6 3.2 ± 0.1
NVC 19 - - - - 2347 34.5 25.5 ± 0.5 2.8 ± 0.1
SLF = slump flow for the SCC and slump for the NVC mixes; V fl. = V funnel flowing time; Sp. Gr. = specific gravity; Cylind. = cylindrical
3.2 Paste compositions Paste specimens corresponding to the NVC and SCC were made. The pastes were compounded with the same constituents and solids proportions as concrete mixes, without the aggregates and super-plasticizer. The water/cement ratios of the pastes were adjusted to achieve normal consistency. The following notations are used in the paper for the tested pastes: NVCP for the normal concrete paste and SCCP for the SCC paste.
3.3 Mortars The mortar specimens were prepared with passing the concrete mixes in fresh state from a No. 4 sieve (4.75 mm) and then were cast in 555 cm3 cube molds.
THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
359
4. RESULTS AND DISCUSSION
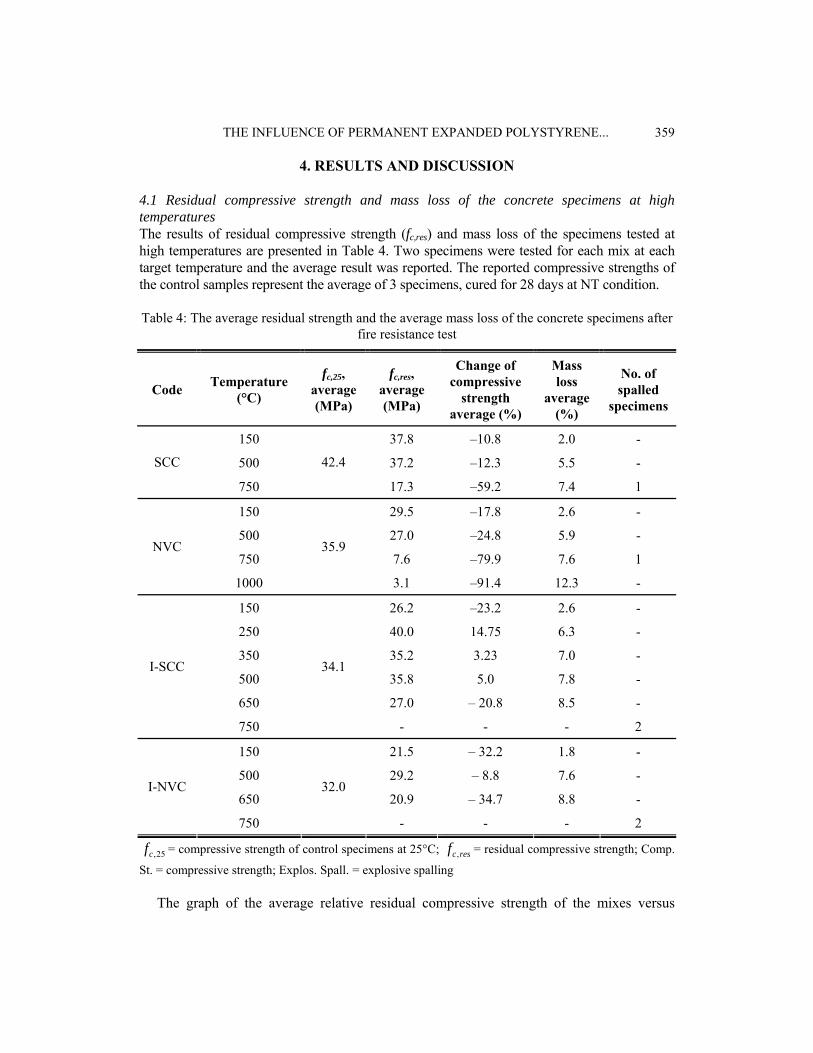
4.1 Residual compressive strength and mass loss of the concrete specimens at high temperatures The results of residual compressive strength (fc,res) and mass loss of the specimens tested at high temperatures are presented in Table 4. Two specimens were tested for each mix at each target temperature and the average result was reported. The reported compressive strengths of the control samples represent the average of 3 specimens, cured for 28 days at NT condition.
Table 4: The average residual strength and the average mass loss of the concrete specimens after
fire resistance test
Code Temperature
(°C)
fc,25, average (MPa)
fc,res, average (MPa)
Change of compressive
strength average (%)
Mass loss
average (%)
No. of spalled
specimens
150 37.8 –10.8 2.0 -
500 37.2 –12.3 5.5 - SCC
750
42.4
17.3 –59.2 7.4 1
150 29.5 –17.8 2.6 -
500 27.0 –24.8 5.9 -
750 7.6 –79.9 7.6 1 NVC
1000
35.9
3.1 –91.4 12.3 -
150 26.2 –23.2 2.6 -
250 40.0 14.75 6.3 -
350 35.2 3.23 7.0 -
500 35.8 5.0 7.8 -
650 27.0 – 20.8 8.5 -
I-SCC
750
34.1
- - - 2
150 21.5 – 32.2 1.8 -
500 29.2 – 8.8 7.6 -
650 20.9 – 34.7 8.8 - I-NVC
750
32.0
- - - 2
25,cf = compressive strength of control specimens at 25°C; rescf , = residual compressive strength; Comp.
St. = compressive strength; Explos. Spall. = explosive spalling The graph of the average relative residual compressive strength of the mixes versus

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
360
temperature is presented in Figure 4.
Figure 4. Relative residual compressive strengths of specimens against temperature
Two important parameters for evaluating fire resistance of a construction element are
load-bearing capacity and integrity. The later one means that no large crack is produced in the separating element so that the fire and large heat can pass through it. Therefore, the loss of strength and cracking of the specimens are the important factors which can be considered for evaluating the fire behavior of the test specimens. Moreover; spalling is the most dangerous threat for a concrete element at high temperature. It can occurr at medium-high temperatures (mostly around 400-700°C) and may result in failure of the concrete element.
Considering the test results and observations on the appearance of the test specimens, generally it can be said that 500°C is a critical temperature for concretes exposed to fire regarding the loss of compressive strength. Considering a proper safety factor for the load-bearing elements, the loss of strength is not critical before this temperature. A serious drop of the compressive strength can, however, be seen around 500 °C and after that (depending on the type of the concrete).
The results show that not only the type of the concrete, but also curing condition has important influences on the fire behavior of the specimens. The effects of these parameters are discussed in the following.
4.2 Influence of type of the concrete (SCC and NVC) One SCC specimen spalled at 750C. The spalling was explosive so that relatively large parts of the specimen were separated from it. The second SCC specimen did not spall at this temperature, but many cracks were observed on its surfaces. The NVC specimens did not suffer from spalling. However; their residual compressive strengths and relative residual strength were considerably less than the SCC one's (Figure 4). The residual compressive strength of the SCC reduced about 10% at 150C relative to its strength at ambient temperature and then was almost constant up to 500C, while the NVC showed a strength reduction of about 24% at 500C. About 60% of the compressive strength of the SCC was lost at 750C, which was still much better than the relative residual strength of the NVC with about 80% loss, at the same temperature.

THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
361
The occurance and severity of spalling depends upon many parameters, among them the type of the concrete, moisture content and fire severity should be mentioned [22]. High contents of fine powders and superplasticizer are used in the SCC concretes. Thus the packing density of the SCC is higher than the NVC (with approximately similar cement content and water to cement ratios). Moreover, the thickness and the porosity of transition zone between cement paste and aggregates in the SCC concretes are generally less than the NVC ones [23]. The higher sensitivity of the SCC to spalling relative to that of the NVC should also be due to this less porosity. It causes a higher pore pressure, which increases the possibility of spalling. This should be the reason for the differenec observed in the spalling tendency of the SCC and NVC specimens at 750ºC and higher temperatures.
In our experiments, very fine calcium carbonate powder was used as filler in the SCC mixes. These fine particles can act as nucleation sites for hydration reactions in the first stages of the hydration of cement phases (especially C3S) to Ca(OH)2 and C-S-H gel [24-26]. Hydration reactions result in the formation of products including C-S-H gel, Portlandite, ettringite, mono-sulphate, calcium alumino-silicates, etc. Reactions of cement grains with water initiate from their surfaces and produce inner products at the boundaries of the grains and outer products in the spaces filled by water [27-28]. However, the inner parts of the cement grains remain unhydrated for a long time, depending on the fineness, water to cement ratio, use of admixtures, curing condition, etc. [28]. When the cement paste is exposed to medium-high temperatures (about 200-500C), the hydration of the unhydrated remnants and the development of the mechanical strengths are accelerated. The XRD test results confirm this, as is shown in the following sections of this paper. It has also been depicted by other researchers using mechanical, XRD and thermal analysis tests [29-33].
The existence of superplasticizer and high content of the powders finer than cement grains in the SCC (see the PSD curve in Figure 1) results in a better distribution of cement particles in the SCC rather than there is in the NVC. Thus, there exists a larger surface for hydration reactions. As a result, the hydration at high temperature also progresses with a higher rate in the SCC paste relative to what is happening in the NVC. This is the reason of higher relative residual compressive strength of the SCC relative to the NVC at this temperature range (about 200-500C).
In the range of 150-500C, the most important part of the strength losses occured at 150C for all specimens, including the SCC and the NVC. The same phenomenon has been observed by many researchers on normal- and high-strength concrete [34]. It may be due to different thermal dimensional changes of the paste and aggregates. Especially, as the transitional zone between aggregates and paste is the weakest part of adhesion in the concrete during its early ages; these movements may produce weak points in this zone and cause reduction of the strength.
The significant loss of strength at 750C was due to loss of cohesion of the cement paste, as it is depicted in the further sections of the paper (XRD results).
4.3 The effects of curing conditions As there was not enough data for fire behavior of the ICF concretes at high temperatures, considering the possibility that these specimens might explosively spall, the tests on the I-SCC specimens were carried out at relative low increments of temperature, i.e. 150, 250,

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
362
350, 500, 650 and 750C. The ICF and NT specimens were representing considerably different fire behaviors. The
I-SCC showed 23% reduction in compressive strength at 150 C. However; it increased again about 14% relative to the reference specimens at 250C (i.e. about 37% increase relative to 150C). The increase of the strength relative to the reference strength was observable up to 500C and the maximum increase was measured at 250C.
Nevertheless both the I-SCC and I-NVC specimens had compressive strengths less than their similar mixes cured at NT conditions, their residual compressive strength showed higher rise at elevated temperatures. At 500C, the relative residual strength of both the I-SCC and I-NVC specimens were about 20% more than the relative residual strengths of the similar mixes cured at the NT. It showed that the hydration development of cement paste at high temperature was occurred with higher rate in the ICF specimens rather than the NT cured ones. The moisture content of the ICF specimens was higher than that of the NT cured ones. The elevated temperature in conjunction with the evaporated water could create an internal autoclaved condition and accelerate the hydration and strength development. Thus; at 500 C the residual compressive strengths of the I-SCC and I-NVC specimens were approximately equal to their similar mixes cured at the NTC.
The ICF cured specimens (both SCC and NVC) were more suspected to spalling than the NTC cured ones. However; worse spallings were expected for the ICF concretes before the experiments. Drying the ICF specimens at 110C for 7 days showed that they had a moisture content of about 6.1-6.8%. Hertz [22] listed 16 reasons for spalling of concretes. He mentioned that the free water and the moisture contents were the main reasons of spalling of traditional concretes. According to him, traditional concretes will not spall unless the moisture content is above 3-4% by weight. Use of ultra fine fillers, smaller than cement grains, also raises the potential of explosive spalling of the concretes [22]. Anderberg [35] mentioned that the risk of spalling of high-performance concretes (HPC), due to their compact structures, was greater than the ordinary ones. He stated that the vapor pressure was the most important primary mechanism for spalling. Therefore; the high content of the free water of the ICF and large amount of fine powders in the SCC, were the reasons that more severe spallings were expected for the I-SCC. Why the spalling of the ICF specimens was not as severe as it was expected, is discussed in the following. Two theories can be stated here for this kind of behavior of I-SCC,: 1) it seems that nevertheless the high moisture content could potentially produce high pore pressure in the concrete and increase the possibility of spalling at high temperatures; however it could also cool the concrete because of very high latent heat of the water vaporization. As higher amount of the water was vaporized, more amount of thermal energy was utilized for this change of state of the water and helped in cooling of the specimens. This might serve more time for development of micro-cracks in the concrete, which provided pathes for transporting water vapor towards the surface and outside of the concrete. This could reduce the pore pressure in heated layers; 2) the compressive strength results showed that the strength development of the ICF concretes were less than that of the NTC ones. This could be due to weaker quality of the hydrated cement paste in the ICF concretes, which results in higher total porosity. Hence the pore pressure and the risk of spalling reduced. The results of porosimetey tests, presented in the following sections, agree with this theory.

THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
363
4.4 Effects of specimens age The test results showed that the high moisture content of the concrete in ICF systems had significant effect on fire behavior of the ICF concretes. Knowing that moisture content varies with time, therefore the fire behavior of the concrete may change at higher curing ages. Hence; similar tests were carried out on 180-day specimens. The results of residual strength and mass loss of 180-day specimens after exposure to high temperatures are shown in Table 5.
Table 5: Residual compressive strength and mass loss of 180-day specimens
Code of the
specimen
Temperature of test (C)
fc,25, av. (MPa)
fc,res, av. (MPa)
Change of Compressive
strength average (%)
Mass loss,
average (%)
No. of spalled
specimens
150 40.4 - 14.6 1.1 -
500 41.5 - 12.3 4.2 - SCC-180
750
47.3
24.2 - 48.8 6.1 -
150 30.8 - 22.6 0.9 -
500 31.8 - 20.1 4.5 - NVC-180
750
39.8
14.0 - 64.8 6.5 -
150 26.5 - 32.4 1.6 -
350 37.2 - 5.1 4.9 -
500 42.3 7.9 5.1 - I-SCC-
180
750
39.2
20.2 - 48.5 7.0 -
150 31.2 - 18.5 0.7 -
500 34.2 - 10.7 5.4 - I-NVC-180
750
38.3
12.2 - 68.1 6.9 -
The relative residual compressive strength of 180-day age SCC and NVC specimens
cured at ICF and NT conditions are presented in Figure 5. The mass loss percents of 28- and 180-day specimens are also depicted in Figure 6.

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
364
Figure 5. Relative residual compressive strength of 180-day age specimens cured at ICF and NTC conditions
Figure 6. Mass loss of specimens at different temperatures
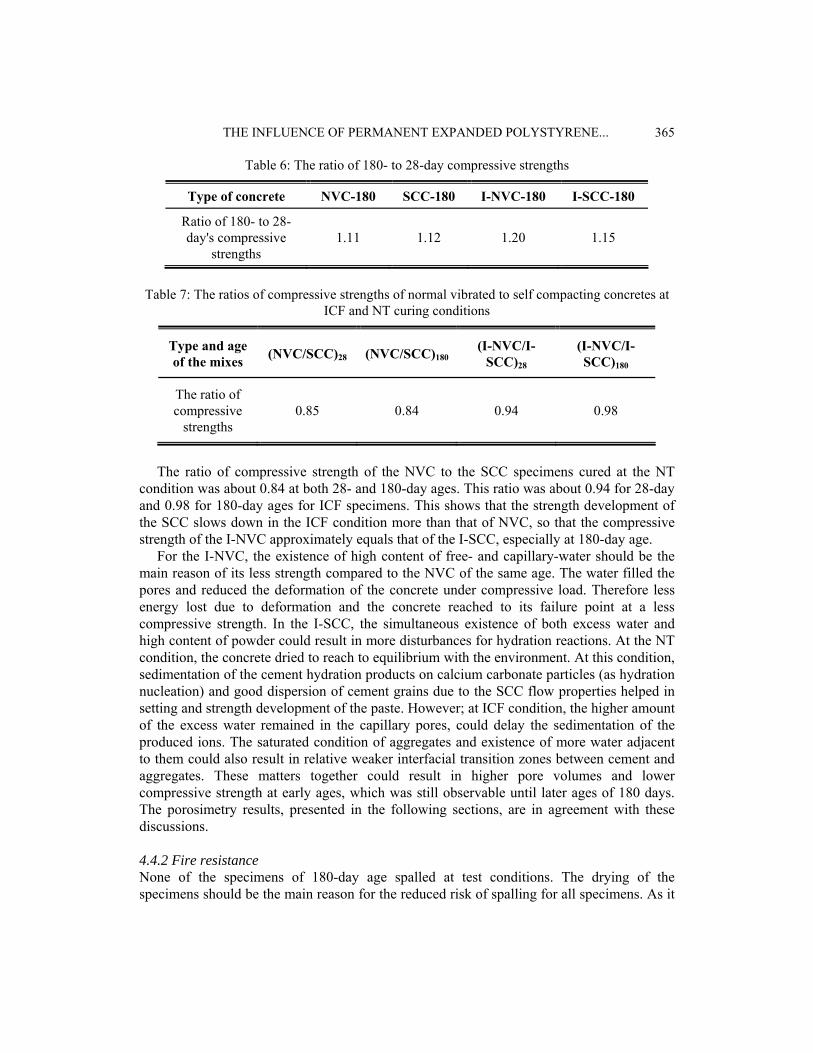
3.4.1 Compressive strength development The compressive strength of ICF specimens of 180-day age were still less than those of the similar mixes cured at NT conditions. However, the differences were fewer in comparison to 28-day age results. This was especially true for the NVC specimens, in which the compressive strength of the I-NVC-180 was only 3% less than the NVC-180 (in comparison with 11% difference in 28-day age). The compressive strength of the I-SCC-180 was 17% less than that of the SCC-180 (it was about 20% in 28-day age). For a better interpretation of the results, additional data were extracted and presented in Table 6 and Table 7.
THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
365
Table 6: The ratio of 180- to 28-day compressive strengths
Type of concrete NVC-180 SCC-180 I-NVC-180 I-SCC-180
Ratio of 180- to 28-day's compressive
strengths 1.11 1.12 1.20 1.15
Table 7: The ratios of compressive strengths of normal vibrated to self compacting concretes at
ICF and NT curing conditions
Type and age of the mixes
(NVC/SCC)28 (NVC/SCC)180(I-NVC/I-
SCC)28 (I-NVC/I-SCC)180
The ratio of compressive
strengths 0.85 0.84 0.94 0.98
The ratio of compressive strength of the NVC to the SCC specimens cured at the NT
condition was about 0.84 at both 28- and 180-day ages. This ratio was about 0.94 for 28-day and 0.98 for 180-day ages for ICF specimens. This shows that the strength development of the SCC slows down in the ICF condition more than that of NVC, so that the compressive strength of the I-NVC approximately equals that of the I-SCC, especially at 180-day age.
For the I-NVC, the existence of high content of free- and capillary-water should be the main reason of its less strength compared to the NVC of the same age. The water filled the pores and reduced the deformation of the concrete under compressive load. Therefore less energy lost due to deformation and the concrete reached to its failure point at a less compressive strength. In the I-SCC, the simultaneous existence of both excess water and high content of powder could result in more disturbances for hydration reactions. At the NT condition, the concrete dried to reach to equilibrium with the environment. At this condition, sedimentation of the cement hydration products on calcium carbonate particles (as hydration nucleation) and good dispersion of cement grains due to the SCC flow properties helped in setting and strength development of the paste. However; at ICF condition, the higher amount of the excess water remained in the capillary pores, could delay the sedimentation of the produced ions. The saturated condition of aggregates and existence of more water adjacent to them could also result in relative weaker interfacial transition zones between cement and aggregates. These matters together could result in higher pore volumes and lower compressive strength at early ages, which was still observable until later ages of 180 days. The porosimetry results, presented in the following sections, are in agreement with these discussions.
4.4.2 Fire resistance None of the specimens of 180-day age spalled at test conditions. The drying of the specimens should be the main reason for the reduced risk of spalling for all specimens. As it

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
366
can be seen in Figure 6, the mass loss of the ICF specimens at 180-day age is less than the mass loss of 28-day age NT cured specimens. Drying of the ICF specimens at 110C for 7 days showed about 3.4% mass loss. For the NT ones' the mass loss was less than 2.8%. According to Hertz [22] a traditional concrete with less than 3% moisture content will not give rise to spalling and it has a limited risk of spalling in the range of 3-4 wt% moisture content. However; it is mentioned that even chemical water is sufficient for explosive spalling of densified concretes. This shows that the reduction of moisture content of the ICF concretes into the range of 3-4% may not be the only reason for the reduced risk of spalling, since the SCC concretes were densified in some extent with fine powders. Also, the mass losses of the I-SCC-180 at different temperatures were very close to the mass losses of the NT cured SCC-28 at the same temperatures and one SCC-28 specimen spalled at 750C. Therefore; it may be concluded that 3.4% moisture content could still be high enough for spalling of SCC and it was necessary to find other reasons for the reduced risk of spalling of the I-SCC-180 specimens.
As it was discussed in previous sections, the remained excess water in capillary pores could give rise to more porosity in the concrete. As a result, the strength of the concrete was reduced. On the other side; the increase of porosity could result in production of lower pore pressures at high temperatures. In other words, the simultaneous reduction of moisture content (relative to the same mixes at 28-day age) and increase of porosity reduced the risk of spalling. The porosity results are in good agreement with these theories.
The complex phenomena seen in spalling behavior of the ICF concretes revealed the need for detailed investigation at higher ages with the help of microstructural tests.
The behavior of the SCC-180 in view of residual strength was similar to its behavior at 28-day age. The residual strength reduced about 14% at 150 C and it approximately didn’t change from 150C until 500C. The NVC-180 mix cured at NT condition also showed a pattern of residual strength similar to its behavior at 28-day age. Its residual strength reduced about 20-22% at 150C which was approximately constant until 500 C. After that, a serious strength loss of about 65% was seen at 750C. Similar to 28-day age specimens, the residual strength of the SCC was better than the NVC at 180-day age.
The highest loss of the relative residual compressive strength at 150C and the most increase of the relative residual compressive strength at 500C were both seen for the I-SCC-180 among all the tested mixes. The residual compressive strength of the I-SCC-180 was seriously lost at 150C and showed about 32% reduction relative to the reference. This could be an affirmation for the interpretations given above about the increase of porosity of SCC at the ICF condition in comparison to the NT condition. In other words, with removal of the remaining capillary water from the concrete at 150C, a higher volume of pores subsists in comparison to the situation if that it was cured at NT condition. In addition; the temperature of 150C was not high enough for acceleration of hydration. Therefore; due to these phenomena, the compressive strength of the specimen considerably decreased. With increasing temperature, the relative residual strength of the I-SCC-180 rose again and reached to 0.95 and 1.09 at 350C and 500C, respectively. This should be due to acceleration of hydration at tested temperatures. Moreover, as the moisture content of the specimen was relatively high, it is possible that the evaporation of the water created an internal autoclaved condition. This could improve the hydration reactions and helped in

THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
367
strength development. In such a condition, the pores could be more or less filled with hydration products. Therefore, the residual compressive strength of the I-SCC-180 showed a considerable increase at 500C and was equal to the residual compressive strength of the SCC-180 at the same temperature. Nevertheless, due to high volumes of pores before this stage, the evaporated water could perhaps leave the concrete and didn’t dramatically participate in increasing the pore pressure of the concrete. This could be the reason that the specimen didn’t spall.
An interesting matter was that the NVC-180 and the I-NVC-180 exhibited about the same behavior at high temperature. This similarity was not seen for the SCC mixes (the SCC-180 and the I-SCC-180). However, the residual strengths of the SCC mixes were also similar after reaching to 500C.
4.5 Residual tensile strength For evaluating the effects of the residual tensile strength of the specimens on their spalling behavior, tensile strength tests were carried out on the I-SCC specimens at both 28- and 180-day ages. The tests were done on the reference I-SCC specimens at ambient temperature and at 500°C. The results are presented in Table 8.
Table 8: The residual tensile strengths of I-SCC mixes
Code Temperature
(°C)
Tensile strength (MPa)
Tensile strength to compressive
strength ratio
25 2.1 0.06 I-SCC-28
500 1.3 0.04
25 2.3 0.06 I-SCC-180
500 1.1 0.03
25 2.2 0.06 I-NVC-180
500 1.3 0.04
The results showed that the ratios of the tensile to the compressive strength considerably
reduced at 500°C compared to its value at ambient temperature. The reason was that the tensile strength would be more rapidly weakened with temperature rather than the compressive strength, because of the characteristics of the transition zone between the paste and the aggregates [ 11].
Phan [34] reported a maximum pore pressure of 2.1 MPa before spalling of a 98 MPa HSC specimen. The residual tensile strengths of the tested specimens were in the range of 1.1-1.3 MPa, which was less than 2.1 MPa. Therefore, it can be supposed that if the microstructure of

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
368
the specimen is so closed that the pore vapor pressure of the concretes reach to such amount, the specimen can not bear the produced stress and it would spall, like what happened for the I-SCC-28 at 750°C. As the 180-day age specimens didn’t spall at high temperature, it means that the pore pressure didn’t rise essentially to more than 1.3 MPa.
4.6 X-ray diffractometry (XRD) The phase composition changes of the hardened normal and SCC pastes were examined with XRD tests. This was carried out for a better interpretation of the seen behavior and changes of mechanical strengths of the specimens at high temperatures.
The normal and the SCC pastes exposed to ambient and high temperatures (500C and 750C) were examined with XRD. The heating procedure of the paste specimens was similar to concrete ones. After natural cooling of the specimens to reach equilibrium with the room temperature, they were crushed and sieved to achieve proper specimen for XRD. The XRD results are presented in Figures 7 and 8. The graphs are shown at 2 angles between 20 and 40 that contain the most important peaks of the cement and the powders. The following notations are used in the graphs: CH=Ca(OH)2, CnS=C2S and C3S, CC=CaCO3, CO = CaO, S = SiO2.
NVCP-750 SCCP-750
NCP-500 SCCP-500

THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
369
NVCP-25 SCCP-25 Figure 7. XRD graphs for normal pastes at
25, 500 and 750C Figure 8. XRD graphs for SCCP pastes at 25,
500 and 750C Figure 7 shows a small increase in the CnS amount and considerable decomposition of
Ca(OH)2 at 500C, while CaCO3 is almost constant and unchanged at this temperature. The peaks related to Ca(OH)2 and CaCO3 were almost completely disappeared at 750C, indicating that these compounds of the normal pastes were almost entirely decomposed after 2 hours exposure to this temperature. Meanwhile; the related peak of CnS shows a considerable increase, indicating the decomposition of C-S-H gels. The amount of CaO was also increased, indicating decomposition of CaCO3.
The XRD graphs of the SCCP are presented in Figure 8. It contained large amount of CaCO3 with a sharp peak at 2θ = 29.5. The amount of CaCO3 significantly decreased at 750C, which was due to its partial decomposition at this temperature. The peak of CaO was very small at 500C, but very distinguished at 750 C, which was due to decomposition of CaCO3 to CaO and CO2. The amount of Ca(OH)2 increased again for the specimen exposed at 750C which is due to large amount of CaO in the solid paste and its reaction with moisture during the cooling period.
Significant increase of CnS at 750C, observable in graphs of all specimens, was a result of decomposition of the cement gels. Examining the XRD results, decomposition of C-S-H must occur at temperatures higher than 500°C. This is in agreement with results presented by Peng [29] and Stepkowska [31], who studied decomposition of the hardened cement pastes, exposed to different temperatures, by XRD method.
Based on the XRD results, it can be said that the significant loss of the compressive strength of the concrete mixes at 750C must be mainly due to decomposition of the cement paste and significant loss of the adhesion.
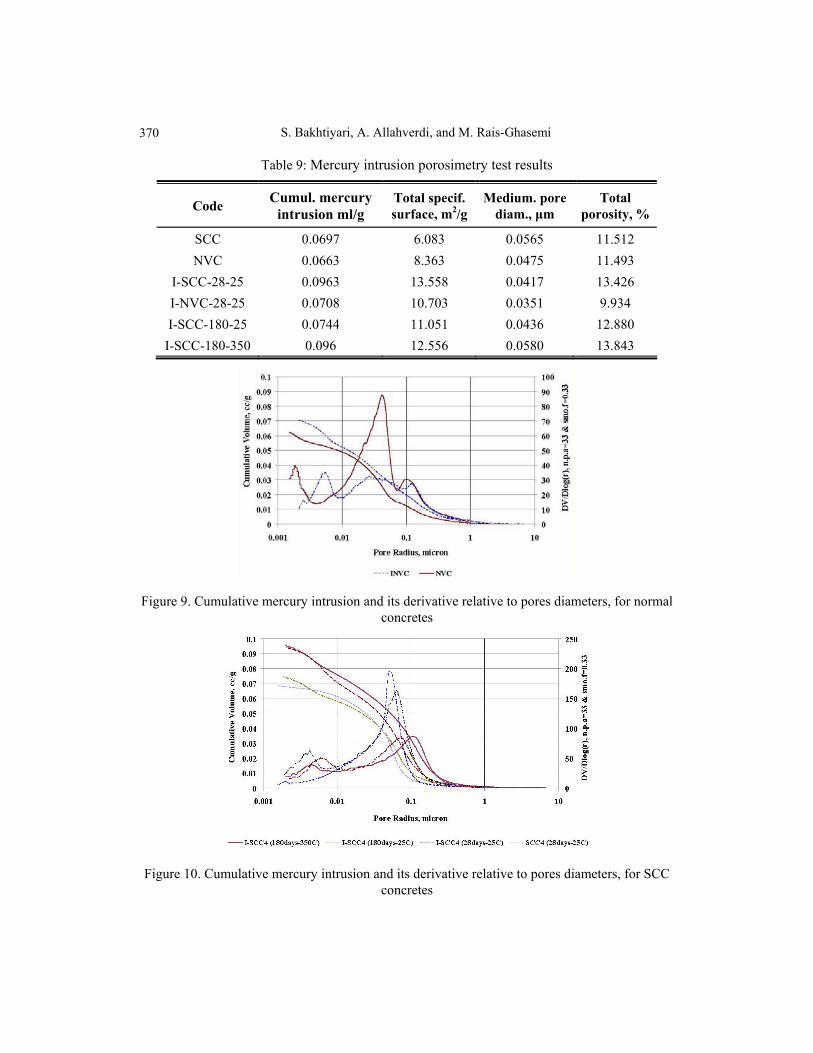
4.7 Mercury intrusion porosimetry (MIP) The results of MIP tests for both SCC and NVC specimens cured at ICF and NT conditions are presented in Table 9 and Figures 9 and 10. For assessing the effects of the age and the temperature on porosity of the mixes, specimens of I-SCC at 180-day age, exposed to ambient and 350C temperatures, were also tested, the codes I-SCC-180 and I-SCC-180-350, respectively.
S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
370
Table 9: Mercury intrusion porosimetry test results
Code Cumul. mercury intrusion ml/g
Total specif. surface, m2/g
Medium. pore diam., μm
Total porosity, %
SCC 0.0697 6.083 0.0565 11.512 NVC 0.0663 8.363 0.0475 11.493
I-SCC-28-25 0.0963 13.558 0.0417 13.426 I-NVC-28-25 0.0708 10.703 0.0351 9.934 I-SCC-180-25 0.0744 11.051 0.0436 12.880
I-SCC-180-350 0.096 12.556 0.0580 13.843
Figure 9. Cumulative mercury intrusion and its derivative relative to pores diameters, for normal concretes
Figure 10. Cumulative mercury intrusion and its derivative relative to pores diameters, for SCC concretes

THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
371
The results showed that the SCC and the NVC specimens of 28-day age cured at the NT had approximately the same total porosities. The total porosity of the I-SCC was about 35% more than that of the I-NVC. The total porosity of the I-SCC-180 was about 4.2% less than that of the 28-day age specimen. This is due to the progress of the hydration reactions. The curing of the mixes at the ICF condition gave rise to smaller medium pore diameters. This may be due to higher temperature of curing in the ICF system, as the heat of hydration can not easily dissipate from the insulated concrete.
A comparison between the I-SCC-180 and the I-SCC-180-350 confirms the discussions given in above sections about the influence of the temperatures around this point on development of the hydration and compressive strength.
5. CONCLUSIONS
The curing condition in the ICF formwork has considerable influences on the fire behavior of the concrete. The fire resistance of the concrete is also dependant upon its type and composition.
The SCC is more susceptible to spalling than the normal vibrated concretes. This is due to more packing of the SCC, giving rise to higher pore pressure at high temperatures.
The ICF permanent form raises the risk of spalling at early ages of the concrete, relative to NT curing condition. This is due to high moisture content remained in the concrete, as EPS permanent form obstructs the moisture transition and delay drying of the concrete. The rise of the pore pressure at high temperatures can therefore result in explosive spalling. However; it seems that this high moisture content has contradictive effects: despite that it can raise the pore pressure, however, the existence of high moisture content and the about adiabatic condition of the system, cause a hinder in hydration of the concrete and give rise to higher porosities. The vaporization of the excess water also causes cooling of the concrete. These phenomena can reduce the severity of spalling and also shift the risk to the higher temperatures.
At later ages, the risk of spalling of concretes, cured at both ICF and normal conditions, was considerably reduced, essentially because of drying and reducing the moisture content by time.
The reltive residual strength of the SCC is higher than the NVC at high temperatures. Hence, if the spalling can be controlled, for example using polypropylene fibers, the fire resistance of the SCC can be higher than the NVC. The loss of residual strength of concrete is not very critical until 500C. The relative residual strength of the I-SCC was considerably increased around 500C. It is due to acceleration of hydration at medium-high temperatures, which was confirmed with XRD and porosimetry tests.
The fire resistance of the SCC and the NVC are different. The fire resistance of concretes cured at ICF and normal conditions are also considerably different. The designers should be aware of these differences and not use the prescriptive results of traditional concretes and curing conditions for the new types of materials and curing conditions.
Acknowledgments: The Building and Housing Research Center (BHRC) provided
S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
372
financial and laboratory supports for this research. The technical committee of concrete technology supervised on the progress of the research. The authors also appreciate the cooperation of the members of steering committee of the PhD thesis at Iran University of science and technology. The authors also wish to appreciate the staff of the concrete laboratory of BHRC for their valued cooperation during this project. The first author is grateful to Professor A.A. Ramezanianpour and Dr. T. Parhizkar for their generous help in preparing this paper.
REFERENCES
1. Bakhtiyari S. A functional approach to fire tests on building products, Asian Journal of Civil Engineering (Building & Housing), 4(2003) 63-72.
2. International Code Council. "International Building Code". USA, 2006. 3. Bakhtiyari S, Taghiakbari L, Barikani M. The effective parameters on reaction-to-fire
properties of Expanded Polystyrene foams in bench scale, Iranian Polymer Journal, 19(2010) 27-37.
4. Bakhtiyari S, Jafarpoor F, Firoozyar F. Thermal and Mechanical Properties of Fire Resistant Gypsum Plasters, Asian Journal of Civil Engineering (Building and Housing), 1(2000) 67-82.
5. Okamura H, Ouchi M. Self-compacting high performance concrete, Structural Engineering and Materials, 1(1998) 378-83.
6. Okamura H, Ouchi, M. Self-compacting concrete, Journal of Advanced Concrete Technology, 1(2003) 5-15.
7. Bartos PJM, Grauers M. Self-Compacting Concrete, Concrete, 33(1999) 9-14. 8. Bartos PJM, Gibbs JC, Zhu W. Uniformity of in situ properties of self-compacting
concrete in full scale structural elements". Cement and Concrete Composites, 23(2001) 57-64.
9. Ozawa K, Maekawa K, Kunishima M, Okamura H. Development of high performance concrete based on the durability design of concrete structures, Proceedings of the 2nd East-Asia and Pacific Conference on Structural Engineering and Construction (EASEC-2), Vol. 1, 1989, pp. 445-450.
10. Domone PL. Self-compacting concrete: An analysis of 11 years of case studies, Cement & Concrete Composites, 28(2006) 197–208.
11. Domone PL. A review of the hardened mechanical properties of self-compacting concrete, Cement & Concrete Composites, 29(2007) 1-12.
12. Mehta PK, Monterio DJM. Concrete: microstructure, properties and materials, Mc-Graw Hill Book Company, 3rd edition, UK, 2006.
13. Harmathy TZ. Properties of building materials at elevated temperatures, DBR paper No. 1080, NRC 20956, National Research Council of Canada, Ottawa, 1983.
14. Harmathy TZ. Fire safety design and concrete, Longman Scientific and Technical, Harlow, UK, 1993.
15. Bakhtiyari S, Allahverdi A, Ramezanianpoor AA, Parhizkar T, Rais-Ghasemi M. A review on fire behavior of traditional and dense concretes, The journal of the Iranian

THE INFLUENCE OF PERMANENT EXPANDED POLYSTYRENE...
373
chemical egineers association, accepted for publication (in Persian). 16. Persson B. Fire resistance of self-compacting concrete, SCC, Materials and Structures,
37(2004) 575-84. 17. Rilem draft recommendation-129-MHT test methods for mechanical properties of
concrete at high temperatures, Materials and Structures, 28 (1995) 410-4. 18. Bakhtiyari S, Allahverdi A, Rais-Ghasemi M, Ramezanianpour AA, Parhizkar T,
Zarrabi BA. Compressive strength and resistance to elevated temperature of self-compacting concretes containing limestone and quartz fillers, submitted to International Journal of Civil Engineering, under review, 2010.
19. The European guidelines for self compacting concrete-specification, production and use, www.efnarc.org, May 2005.
20. Ouchi M, Nakamura S, Osterberg Th, Hallberg S, Lwin M. Applications of self-compacting concrete in Japan, Europe and The United States, US Department of Transportation, Federal Highway Adm., www.fhwa.dot.gov/bridge/scc.htm, 2006.
21. Ozawa K, Sakata N, Okamura H. Evaluation of self-compatibility of fresh concrete using the funnel test, Concrete Library of JSCE, 25(1995) 59-75.
22. Hertz KD. Limits of spalling of fire exposed concrete, Fire Safety Journal, 38 (2003) 103-16.
23. Leeman A, Münch B, Gasser P, Holzer L. Influence of compaction on the interfacial transition zone and the permeability of concrete, Cement and Concrete Research, 36 (2006) 1425–33.
24. Bosiljkov VB. SCC mixes with poorly graded aggregate and high volume of limestone filler, Cement and Concrete Research, 33(2003) 1279-86.
25. Pera J, Husson S, Guilhot B. Influence of finely ground limestone on cement hydration, Cement and Concrete Composites, 21(1999) 99–105.
26. Bonavetti V, Donza V, Rahhal V, Irassar E. Influence of initial curing on the properties of concrete containing limestone blended cement, Cement and Concrete Research, 30(2000) 703–8.
27. Richardson IG. The nature of the hydration products in the hardened cement pastes, Cement and Concrete Composites, 22(2000) 97-113.
28. Diamond S. The microstructure of cement paste and concrete – a visual primer, Cement and Concrete Composites, 26(2004) 919-33.
29. Peng GF, Huang ZSh. Change in microstructure of hardened cement paste subjected to elevated temperatures, Construction and Building Materials, 22(2008) 593–9.
30. Piasta J, Swicz Z, Rudzinski L. Changes in the structure of hardened cement paste due to high temperature, Materials and Structures, 17(1984) 291-6.
31. Stepkowska, ET, Blanes, JM, Franco, F, Real, C, Pérez-Rodr´ıguez, JL. Phase transformation on heating of an aged cement paste, Thermochimica Acta, 420(2004) 79–87.
32. Gabrovšeka R, Vukb T, Kaučiča V. Evaluation of the hydration of portland cement containing various carbonates by means of thermal analysis, Acta Chimica Slovenia, 53(2006) 159–65.
33. Vedalakshmi R, Sundara Raj A, Srinivasan S, Ganesh Babu K. Quantification of hydrated cement products of blended cements in low and medium strength concrete

S. Bakhtiyari, A. Allahverdi, and M. Rais-Ghasemi
374
using TG and DTA technique, Thermochimia Acta, 407(2003) 49-60. 34. Phan LT. High strength concrete at high temperature – An overview, Proceedings of the
6th international symposium of utilization of high strength/high performance concrete. Leipzig, Vol. 1, 2002, pp. 501-518.
35. Anderberg, Y. Spalling phenomena of HPC and OC, Proceedings of the international workshop on fire performance of high strength concrete, NIST, Maryland, 1997, pp. 69-75.