the following document details the reports/findings of various wet
TRANSCRIPT

BARACUDA WELDING TRIALS
CONDUCTED 2004
AS WELDED
BY
DAVID J. KEATS
FILLET WELD EXAMINATION REPORTS
CONDUCTED
BY
BODYCOTE MATERIALS TESTING
The following document details the reports/findings of various wet fillet welds, which were made using our Barracuda Gold underwater welding electrodes. The details contained have been extracted from the Hammerhead wet-spot welding ‘Smart’ report and represents typical wet weld quality, as performed by a skilled welder, on plain carbon steel to BSEN 10 025-275JR specification.

TENSILE STRENGTH PROPERTIES
D1 – SINGLE PASS WET WELD - 3.2MM ON 8.0MM PLATE D1.1 – SINGLE PASS WET WELD - (REPEATED) D1.2 – THREE PASS WET WELD - 3.2MM ON 8.0MM PLATE D1.3 – THREE PASS WET WELD - (REPEATED) D2 – THREE PASS WET WELD - 4.0MM ON 10.0MM PLATE D2.1 – THREE PASS WET WELD - (REPEATED) D2.2 – SINGLE PASS WET WELD - 4.0MM ON 10.0MM PLATE D2.3 – SINGLE PASS WET WELD - (REPEATED)
MACRO PHOTOS & HARDNESS SURVEYS
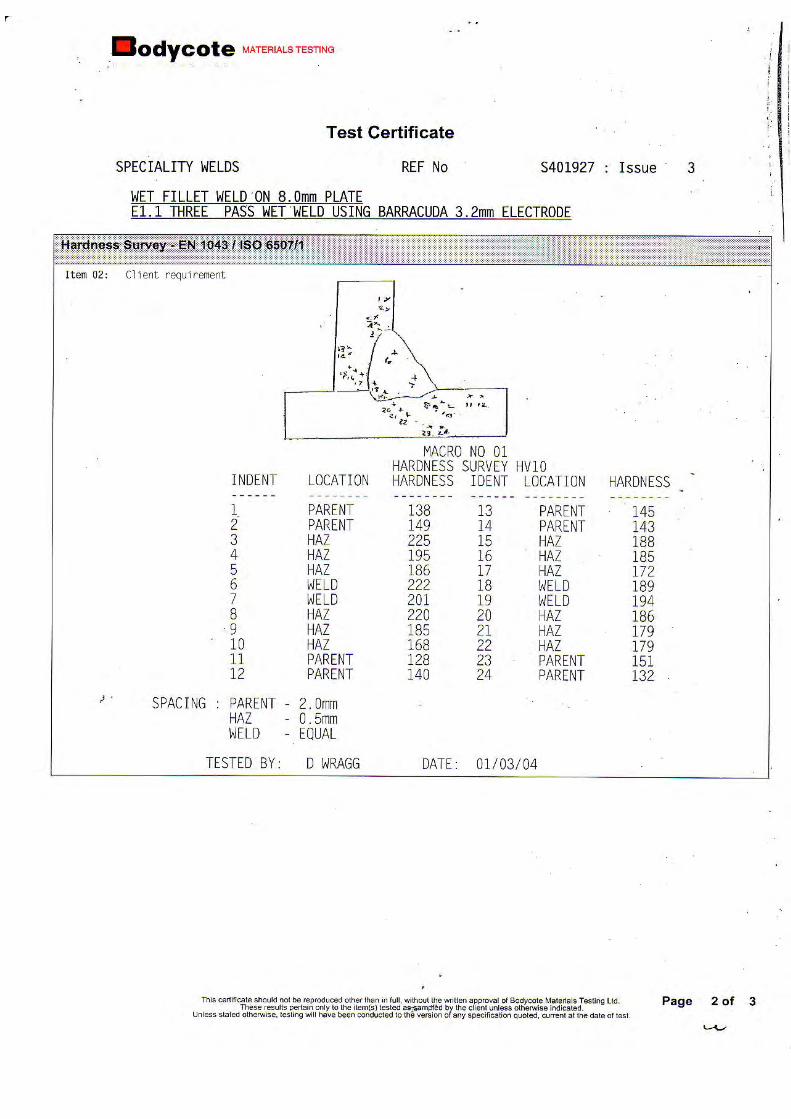
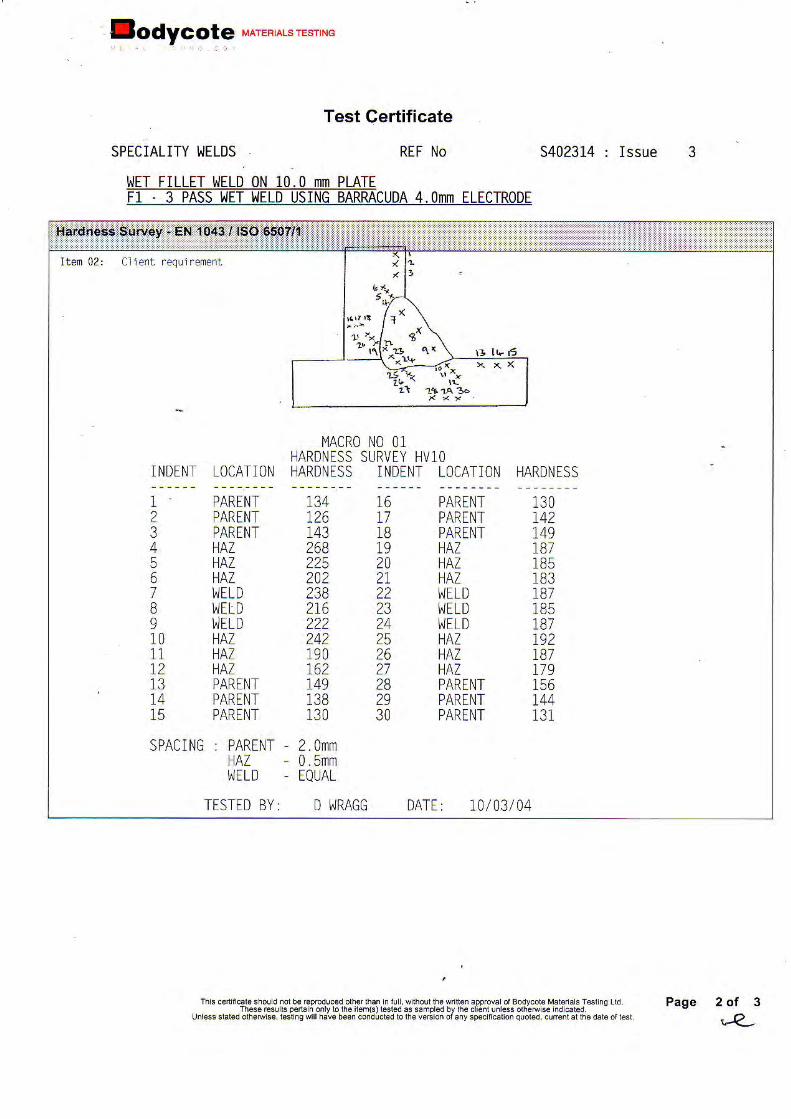
E1 – SINGLE PASS WET WELD - 3.2MM ON 8.0MM PLATE E1.1 – THREE PASS WET WELD - 3.2MM ON 8.0MM PLATE F1 – THREE PASS WET WELD- 4.0MM ON 10.0MM PLATE F1.1 – SINGLE PASS WET WELD - 4.0MM ON 10.0MM PLATE GRAPH SHOWING WELD STRENGTH PROPERTIES FOR ALL ‘D’ WELDS

Sample D1 & D1.1 - Single pass fillet weld using 3.2mm Barracuda electrodes on 8.0mm plate in H-V position.
Photo 1-2 shows joint preparation and as welded joint.
Photo 3-4 shows weld after tensile testing. The welding parameters were set as follows. Amps: 160-165 Volts: 28-30 Polarity: DC –Ve electrode ROL: 190mm/min Arc Energy: 1.42-1.57kJ/mmS-1 These welds were subjected to tensile tests; see test report numbers S401923 & S402301 for further details. NOTE: welds made under winter weather conditions, with typical air temperatures of 0-1oC recorded.





Sample D1.2 & D1.3 - Multipass fillet weld made using 3.2mm Barracuda electrodes on 8.0mm plate in H-V position.
Photo 1-2 shows joint/preparation and as welded joint.
Photo 3-4 shows weld after tensile test. The welding parameters were set as follows: Root Pass (1st pass) Fill & Cap (2nd and 3rd pass) Amps: 160-165 150-155 Volts: 28-30 28-30 Polarity: DC –Ve electrode DC-Ve electrode ROL: 190mm/min 190-250mm/min Arc Energy: 1.41-1.57kj/ mmS-1 1.18-1.33kj/ mmS-1 These welds were subjected to tensile tests; see test report numbers S401924 & S402322 for further details. NOTE: welds made under winter weather conditions, with typical air temperatures of 0-1oC recorded.



Sample D2 & D2.1 - Multipass fillet weld made underwater using 4.0mm Barracuda electrodes on 10mm plate in H-V position.
Photo 1-2 shows joint/preparation and as welded joint.
Photo 3-4 shows weld after tensile testing. The welding parameters were set as follows: Root Pass (1st pass) Fill & Cap (2nd and 3rd pass) Amps: 190-195 180-190 Volts: 28-32 28-32 Polarity: DC –Ve electrode DC-Ve electrode ROL: 175m/min 190-250mm/min Arc Energy: 1.83kj/ mmS-1 1.48-1.59kj/ mmS-1 These welds were subjected to tensile tests; see test report numbers S402302 & S402303 for further details. NOTE: welds made under winter weather conditions, with typical air temperatures of 0-1oC recorded.



Sample D2.2 & D2.3 - Single pass fillet weld using 4.0mm Barracuda electrodes on 10mm plate in H-V position.
Photo shows joint/preparation and as welded joint.
Photo shows weld after tensile test. The welding parameters were set as follows: Amps: 190-195 Volts: 28-32 Polarity: DC –Ve electrode ROL: 180mm/min Arc Energy: 1.64 – 1.77 - kJ/mmS-1 These welds were subjected to tensile tests; see test report numbers S402304 & S402305 for further details. NOTE: welds made under winter weather conditions, with typical air temperatures of 0-1oC recorded.





Sample E1, E1.1, F1 & F1.1 - Single & multipass fillet weld made using 3.2 and 4.0mm Barracuda electrodes on 8.0 and 10.0mm plate in H-V position.
Shows general weld/joint preparation. The welding parameters were set as follows: Root Pass (1st pass) Fill & Cap (2nd and 3rd pass) 3.2mm 4.0mm Amps: 160-165 180-195 Volts: 28-30 28-32 Polarity: DC –Ve electrode DC-Ve electrode ROL: 190-210mm/min 190-230mm/min Arc Energy: 1.41 – 1.45kj/mmS-1 1.59 – 1.64kj/mm S-1 Welds were subjected to macro and hardness surveys; see report s S405256, S401927, S402314, and S402315.