th excellence in energy managementgreenbusinesscentre.com/energyaward2017presentations...hearty...
TRANSCRIPT

HEARTY WELCOMECII 18th EXCELLENCE IN ENERGY MANAGEMENT – 2017
Date : 30th, 31st August & 1st Sep’ 2017
Venue: Novotel & HICC Complex, Hyderabad
Presented by
M/s DALMIA CEMENT (BHARAT) LTD, DALMIAPURAM
13 Varieties of Cement from one location
Operating 7 Management Systems

Presentation Coverage
I. Specific energy consumption and Key Parameters trend
II. Key Encon Projects (incld., 19 Nil Investment Projects)
III. Innovative projects in detail
IV. Carbon Emission Reduction
V. Team Work in Encon / Monitoring & Reporting / Employee Involvement in Encon
VI. ISO 50001, Green Pro Certification
VII. Renewable energy sources
VIII.Waste Utilisation
IX. Replication of Best Practices
X. Benchmarking – Global Best & Roadmap to achieve Target
XI. Awards Accolades
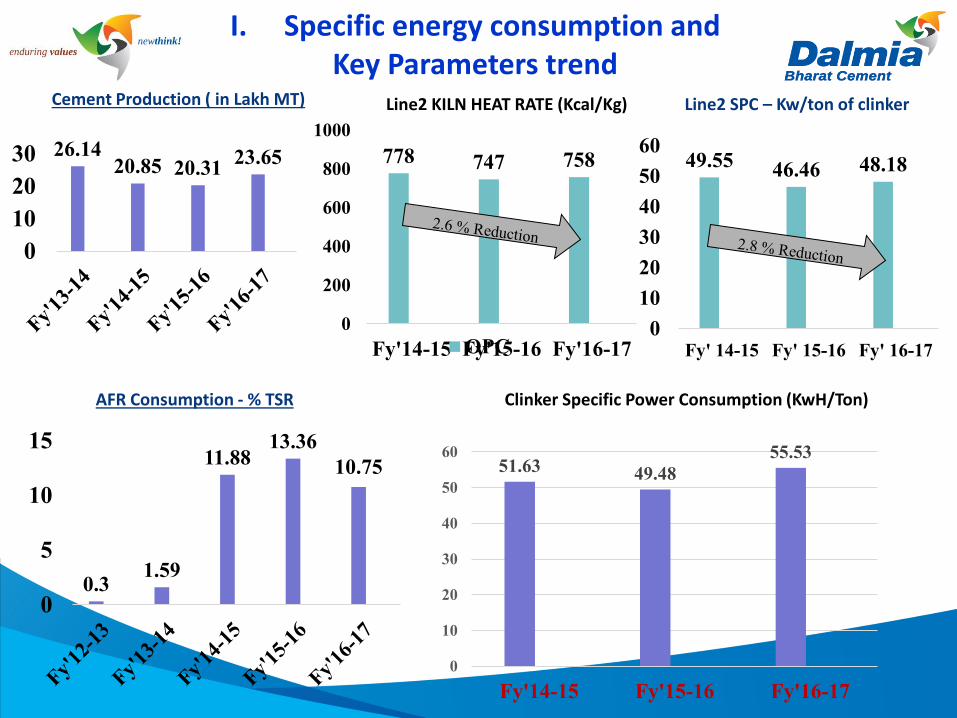
26.1420.85 20.31
23.65
0
10
20
30
Cement Production ( in Lakh MT) Line2 SPC – Kw/ton of clinker
778 747 758
0
200
400
600
800
1000
Fy'14-15 Fy'15-16 Fy'16-17OPC
Line2 KILN HEAT RATE (Kcal/Kg)
49.55 46.46 48.18
0
10
20
30
40
50
60
Fy' 14-15 Fy' 15-16 Fy' 16-17
0.31.59
11.8813.36
10.75
0
5
10
15
AFR Consumption - % TSR
51.63 49.48
55.53
0
10
20
30
40
50
60
Fy'14-15 Fy'15-16 Fy'16-17
Clinker Specific Power Consumption (KwH/Ton)
I. Specific energy consumption and Key Parameters trend

II.ENCON PROJECTS WITH NIL INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal Saving Annual Thermal
Cost Saving (Rs
million)
Total Annual Savings
(Rs million)
QuantityUnit of
Measurement
1
Energy saving thro' clinker
subtitution by way of increased
flyash utilisation in PPC
2014-15 1057464 0.63 2133 Ton / Year 1.135 1.77
2 Maximization of Line 2 Operation 2015-16 3913 Ton / Year 20.82 20.82
3 Product Mix 2015-16 1956 Ton / Year 10.41 10.41
4Commissioning of weigh bridge for Bulk Loading of Cement at Line-II Packing House
2015-16 19667 0.12 0.12
5
Optimisation of compressor air by replacing 75 kw with 55Kw air cooled compressor in line 2 Packing House
2015-16 87420 0.52 0.52
6optimizing bag filter fans operation in line-2 Packing House
2015-16 28500 0.17 0.17
7Power consumption reduced for PPC & OPC Cement Grinding in CVRM-2
2015-16 4500000 27.0 27.00

ENCON PROJECTS WITH NIL INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal Saving Annual Thermal
Cost Saving (Rs
million)
Total Annual Savings
(Rs million)
QuantityUnit of
Measurement
8
LastspecialcementgrindingshiftedfromBallmilltoGrindingOilWellcementinCVRM-1Toavoidruningtheoldballmill-savings20Kwh/mt
2015-16 230720 1.38 1.38
9Special cement grinding shifted from CVRM-1 Grinding SRPC in CVRM2 - savings 3 Kwh/mt
2015-16 546285 3.28 3.28
10Change of SRPC production from line 1 to line 2 - savings 4 Kwh/mt
2015-16 802928 4.82 4.82
11
Initiatives taken to reduce compressed air power.Arresting of all air leakages , Carrying out leakage test every fortnight, VFD drive installation for compressor units and Modification & rerouting of pipe lines In Line-2 Pyro, Cement Grinding and Packing House
2015-16 11998172 71.99 71.99

ENCON PROJECTS WITH NIL INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal Saving Annual Thermal
Cost Saving (Rs
million)
Total Annual Savings
(Rs million)
QuantityUnit of
Measurement
12
Separate Firing of High CV flyash and Carbon black replaced with single blower operation from 2 different bins
2015-16 100000 0.6 0.60
13Energy saving thro' clinker subtitution by way of increased flyash utilisation in PPC
2015-16 1208963 0.73 2484 Ton / Year 1.321 2.05
14Optimize Service air pressure in 18 MW and 27 MW
2016-17 71050 0.41 - - - 0.41

ENCON PROJECTS WITH NIL INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal Saving Annual Thermal
Cost Saving (Rs
million)
Total Annual Savings
(Rs million)
QuantityUnit of
Measurement
15Optimize the phase density of PC coal conveying blower in Line 1
2016-17 73728 0.43 - - - 0.43
16Arrest compressed air leakages in the plant
2016-17 179861 1.05 - - - 1.05
17Switch off idle running compressed air dryers in line 2 compressors
2016-17 35971 0.21 - - - 0.21
18Energy saving thro' clinker subtitution by way of increased flyash utilisation in PPC
2016-17 355566 0.21 746 Ton / Year 0.397 0.61
19Reduce pressure drop in Line 1 PH Fan from downcomer to fan inlet
2016-17 3 Ton / Year 355556 0.36

ENCON PROJECTS WITH INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal Saving Annual Thermal Cost
Saving (Rs million)
Total Annual Savings
(Rs million)
QuantityUnit of
Measurement
1Kiln inlet & outlet seal for both KHD & FLS
2014-15 21.94 21.94
2
Optimize the operation of coal conveying blowers for KHD & FLS line with Turbo Blowers
2014-15 17.93 17.93
3
KHD Coal Mill, Raw Mill pumping system efficiency improvement(Water pump)
2014-15 0.35 0.35
4Avoid unwanted use of compressed air for packer bins aeration
2014-15 0.39 0.39
5
Reduce bag filter DP in Roto Packer 1 and 3 other Bag filters in DP Mode (DP transmitter)
2014-15 0.96 0.96

ENCON PROJECTS WITH INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal SavingAnnual Thermal Cost Saving (Rs
million)
Total Annual Savings
(Rsmillion)
QuantityUnit of
Measurement
6Beblec Lighting transformer
2014-15 1.35 1.35
7
Improve heat transfer in KHD line preheater
2014-15 8.1 8.1
8
Reduce the dispersion box height in PH cyclone no. 1 & 2 in KHD
2014-15 6.48 6.48
9
Reduce the dispersion box height in PH cyclone no. 2 & 3 in FLS
2014-15 6.07 6.07
10
Improve top stage cyclone efficiency in FLS
2014-15 4.05 4.05

ENCON PROJECTS WITH INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal Saving Annual Thermal Cost
Saving (Rs million)
Total Annual Savings
(Rs million)
QuantityUnit of
Measurement
11Upgradation of H & B, 3
spout stationary packer
2015-16
400000 2.4 2.40
12Energy efficient FRP
hollow bladed axial flow
2015-16
1193500 7.161 7.16
13
Replacing existing less
efficient motors with
advanced energy
efficient motors.
2015-16
246813 1.480878 1.48
14
Conversion of existing
mode of operation from
LRS and Damper to
GRR in VRM-2 Fan.
2015-16
292307 1.753842 1.75
15
Variable Frequency
Drive For Compressor
Application
2015-16
121275 0.72765 0.73

ENCON PROJECTS WITH INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal Saving Annual Thermal Cost
Saving (Rs million)
Total Annual Savings
(Rs million)
QuantityUnit of
Measurement
16Up gradation of CVRM -1
Mill fan SPRS
2015-16
490339 2.94 2.94
17
Coal (Ball) mill stopped in
Line-1 by pumping fine
coal from Line-2
(i) Line- 1 coal grinding
power 80 kWH/MT coal
(ii) Line-2 coal grinding
power 36 kWH/MT coal
(ii) Pumping power 12
kWH/MT coal
2015-16
720000 4.32 4.32
18
PD Blower replaced with
Turbo Blower for Kiln and
PC Firing
2015-16
516667 3.1 3.10
19Optimize the operation of CEP by installing VFD
2016-17
332640 1.94 - - - 1.94
20
Optimize performance of HP pump in RO plant by installing VFD
2016-17
7000 0.04 - - - 0.04
21Install VFD in Instrument air compressors
2016-17
134050 0.78 - - - 0.78

ENCON PROJECTS WITH INVESTMENT
No Title of Project Year
Annual Electrical
Saving (kWh)
Annual Electrical
Cost Saving (Rs million)
Annual Thermal Saving Annual Thermal Cost
Saving (Rs million)
Total Annual
Savings (Rs million)
QuantityUnit of
Measurement
22
AFR feeding system for Line-2 and Shredder machine
2016-17
60 MT 2689200 2.7
23
ELGI Make screw compressor integrated with VFD model (Line2 )
2016-17
65266.6 0.38 - - - 0.38
24
Replacement of Air slide with screw compressor in old silo
2016-17
227168 1.32 - - - 1.32
25
Install VFD for line 1 packing plant compressor
2016-17
21460.32
0.12 - - - 0.12
26
Pyrojet Burner installation in Line-1 kiln
2016-17
4Kcal/Kg clinker
2.4 2.41
27Spent wash firing in Line- 1 Pyro system
2016-17
0.5Kcal/Kg clinker
0.1 0.13

No DetailsExpected Savings
Rs. In Lakhs
Line-2 Heat Rate Reduction
1 Reduction in pressure drop in cyclone 3 & 1 to improve heat transfer 13
2 Cooler optimization 38
3 Reduction in Shell radiation by replacing upper transition zone bricks 51
4 Reduction in Shell radiation by replacing bricks in PC & cyclone 51
ENCON ONGOING 2017-2018
Line-1 Heat Rate Reduction
5 Optimization of Pyrojet burner & increase in output 35
6 Cooler optimization by IKN plates replacement 23
7 Reduction in Shell radiation by replacing upper transition zone bricks 29
8 Repairing / replacement of Cyclone feed pipe double flap 12
9 Cooler water spray system installation in cooler vent duct 12
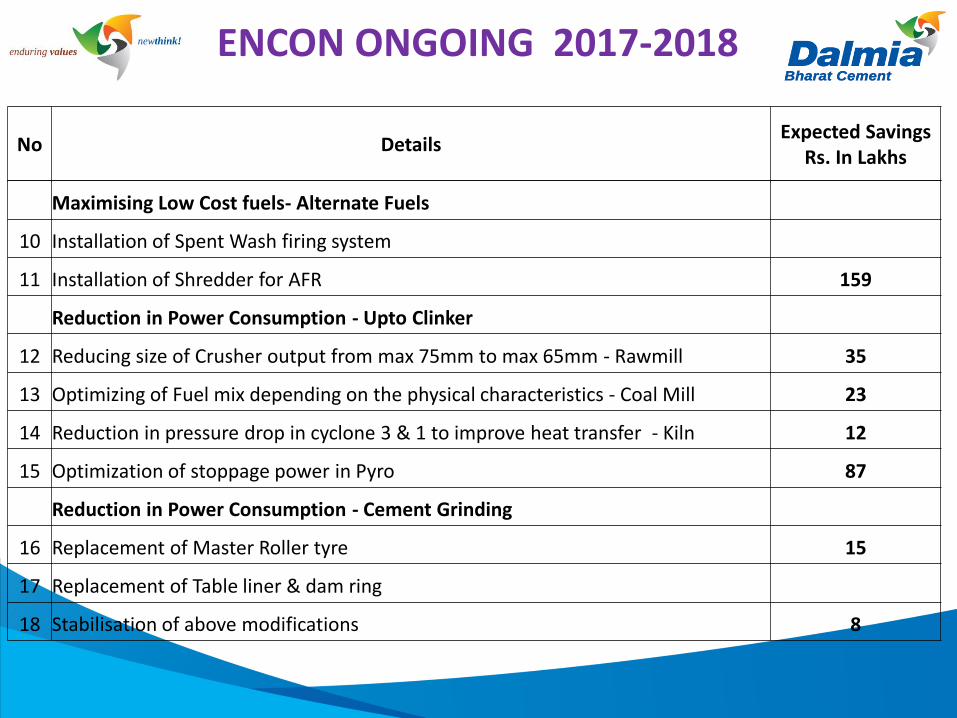
Maximising Low Cost fuels- Alternate Fuels
10 Installation of Spent Wash firing system
11 Installation of Shredder for AFR 159
Reduction in Power Consumption - Upto Clinker
12 Reducing size of Crusher output from max 75mm to max 65mm - Rawmill 35
13 Optimizing of Fuel mix depending on the physical characteristics - Coal Mill 23
14 Reduction in pressure drop in cyclone 3 & 1 to improve heat transfer - Kiln 12
15 Optimization of stoppage power in Pyro 87
Reduction in Power Consumption - Cement Grinding
16 Replacement of Master Roller tyre 15
17 Replacement of Table liner & dam ring
18 Stabilisation of above modifications 8
No DetailsExpected Savings
Rs. In Lakhs
ENCON ONGOING 2017-2018

No Title of ProjectExpected Savings Rs.
In Lakhs
19Replacement of Line-2 Pyro ELGI Compressor with energy efficent Gogrej Compressor
12.5
20Replacement of CVRM -2 ELGI Compressor with energy efficent Gogrej Compressor
10.9
21Replacement of CVRM -1 ELGI Compressor with energy efficent Gogrej Compressor
9.4
22Replacement of DFA Tanker unloading Water cooled Reciprcating Compressor with energy efficient air cooled Screw compressor
12.3
23Replacement of Timer operated auto drains valves with zero loss mechanical type auto drain valves
6.9
24 Guillitione Dampers in place of Multilouver dampers for all fans 27.7
25Guillitione Dampers in place of Flap dampers for all Compartments, Sealing of air ( 22 nos )
10.1
26 Fanless Cooling Tower for 18 MW 5.6
27 Power consn reduction for running chiller during plant stoppage 1.4
28 Minimize air infiltration in boiler -27 MW 0.0
29 Minimize leakage in service air system of 27 MW 2.6
30Up gradation of fly ash compressor with energy efficient compressor from existing BDJL Compressor
12.3
ENCON ONGOING 2017-2018

III.1 Grinding Oil Well cement in CVRM-1A. Purpose: So far Oil Well cement was ground with Oil Well clinker & Salt pan gypsum in cement Ball mills 2 & 3.Since Ball mill is taking more power and it has been proposed to Grind Oil Well Cement in CVRM-1.B. Action Plan:To grind Oil Well cement in CVRM1 with required quality Parameters of fineness (300 m2/Kg) andThickening Test (Cement setting time 90 to 120min).C. Trial Details:The clinker hopper in CVRM-1 mill was emptied and filled with Oil Well clinker through manualfeeding hopper with Hitachi and JCB and one spare wet fly ash hopper was emptied out and the same hopper wasfilled with salt pan gypsum through dump hopper.
SPECIFICATION AS PER API 10A
OWC IN CVRM1
Sp. Surface (M2/Kg) - 300
Thickening Time (Min) 90-120 96
Free Fluid (%) (Max) 5.9 4.2
CCS at 38*C (PSI) (Min) 300 600
CCS at 60*C(PSI) (Min) 1500 1650
III. Innovative projects
A. Net Saving:= Power saving cost – Material Handling cost=56887 – 21519 = Rs.35368/-
= Rs.57.5/MT of Cement (Power saving cost = 25unit * Rs.3.7 * 615MT)➢The Indirect cost saving through manpower and spares cost not considered. EOT crane and Ball mill operation can
be stopped and Manpower utilized elsewhere in the plant. B. Improvement Points: Clinker feeding arrangement to be modified to increase the mill output from 130 TPH to
160 TPH.C. Conclusion:From this trial we could successfully overcome the constraints and explored the possibility of grinding
OWC in CVRM1 which is the last variety of Special cement ground in the Ball mill and thereby saved 25 units of power per MT of Cement. (Considering 48,000 MT of OWC grinding). Potential Annual cost savings is Rs.28Lakhs

17
III.2 Changing of SRPC clinker from Line-1 to 2
Challenges :✓ High Sp.heat consumption
✓ High Sp.Power consumption
✓ Clinker Handling and Transportation
Action Taken :✓ Shifting Special clinker production from Line1 to Line 2
Results :✓ SHC -60 kcal/kg cli
✓ SPC – 4 Kwh/ton of cli
✓ Clinker handling and Transportation
reduced
✓ Annual Savings – 80 Lakhs
Energy Con.
Proj.- 1

I.INTRODUCTION – AFR USAGE IN CEMENT PLANTS, AN IMPERATIVE
Our Dalmia Bharat Ltd., had also taken up AFR as a focus area, having got Sustainabilityrooted in Our Corporate Vision viz. “Our vision is to become a leader in buildingmaterials and evoke pride in all stakeholders through customer-centricity, innovation,Sustainability and our values.”
In this Case study, a glimpse of the AFR Journey of our Dalmiapuram plant is dealt with,highlighting the key actions from in-house team, leading to achieving a TSR of 10.75 % inFY 16-17.
AFR utilized at our Dalmiapuram Plant with in-house developed feeding system –Objective, Challenges, Actions and results. Several AFR materials identified and utilizedin 16-17 at our Dalmiapuram Plant with necessary approvals.
I.Objective:Maximizing AFR consumption, with minimum investmentReducing the operating costReducing the Capital cost
III.3 AFR Thermal Substitution Rate of 10.75 % in 16-17

ii) Challenges in the earlier system: AFR Material was fed in to Line 1 Pyro clone , through winch bucket and handled manually, The lifting Height was 45 mtr from Ground levelHandling the AFR material in bags was laborious Low feed rateExtra coal consumption due to false air entryCO generation due to inconsistent feed A proposal made to feed the AFR through proper conveying and measuring system had high capital cost for (Rs.4.5 Crs for 4 TPH systems)
Team decided to go for an in house system, harnessing available resources, in view of high capital cost. iii)Actions taken:
Old Passenger Lift available in adjacent building was modified with extended HeightTo utilize this unused passenger lift in line-1 old pre-heater Building, A motorized tippling chute arrangement was made in the ground level to fill the lift cabin.The lift cabin was modified with bottom trap door arrangement, to unload material in to the storage
bin.A 10Ton storage cum extractor bin was placed at 45 Metre level.The extractor in the bin will feed the material to belt conveyor, which are controlled by VFDThe belt will feed to screw conveyor, which is connected to Raiser duct thru Double flap and shutoff
gates.
iv)Savings:Project cost of new system is 4.5 Cr. This in House system cost 50 Lacs.Net saving about 4.0 Cr
With Innovation …Creativity…Team work, this initiative was made to a success.

20
III. 4 Water Conservation
– Our Innovative efforts resulting in
Conservation of 500 Cub. M/Day
Necessity is the Mother of invention. Facing an acute water shortage this summer, Our TeamDalmiapuram plant had carried out a Water Audit in Dec’16, brainstormed and implemented severalconservation initiatives and achieved a conservation of about 500 Cub. M / Day.
I. PROOF OF THE NEED
Encountered Water shortage in our plant vicinity and low yield from our Captive Source, more so in viewof hot summer and less rain fall this year.
Team Dalmiapuram Plant felt the need for Water conservation, as there was a shortage in supply from ourCaptive source / Rain water harvesting Ponds. Water conservation focus has been not just for thenecessity but also as our contribution towards Sustainability & Green cement, in line with our CorporateVision .“Our vision is to become a leader in building materials and evoke pride in all stakeholders throughcustomer-centricity, innovation, Sustainability and our values.”
The world’s population of about 7 billion is estimated to go up to 9.6 billion in 2050. Unless we adoptjudicious water conservation approach, we will not be able to meet our per capita requirement. Thus,water becomes a precious resource and conservation is inevitable. Conserving water also saves energyrequired for Pumping. The oceans, streams and lakes that are the lifeblood of so many local eco-systemsare to be protected. As a social cause, water conservation is everyone’s responsibility.

21
II. DIAGNOSTIC and REMEDIAL JOURNEY (Water Audit , Action Plan and Implementation)
To identify conservation potential, we have carried out a Structured Water Audit and an optimization Study.
Based on this, several ideas were generated thro’ brainstorming and implemented solutions / improvement
actions as below, achieving about 500 cum/day:
i. Capacity de-bottlenecking at our STP (Sewage Treatment Plant) to increase the yield
ii. Treated STP water usage for Plant process, replacing Raw Water
iii. Level sensors installation.
iv. Leakage Management- Major Leakage in an underground pipeline identified thro’ a meticulous
inspection/check and arrested by replacing 300 Metre pipeline.
v. Checking and repairing of Float Valves provided at Over Head Tanks to avoid overflow wastages.
vi. Optimization of Domestic Water usage in Plant thro’ awareness, pep talk and education.
vii. Re-utilization of RO Reject from CPP after treatment

22
II. DIAGNOSTIC and REMEDIAL JOURNEY (Water Audit , Action Plan and Implementation)
viii. Installation of automatic control system to Line-2 Domestic Water Over Head Tank.
ix. Cooling Tower Management.
x. Leakage of Water taps is arrested by Inspection, Repairing & Replacement in all Colony Houses, Schools
and Guest House.
xi. Creating awareness
xii. Installation of Flow meters to receipt/supply locations at our Plant
xiii. Provision of Flow meters to our Colony & School
xiv. Daily Water Monitoring and reports circulation to concerned ( water gets measured and gets controlled)
xv. Sprinkler system for Watering to Garden
xvi. Drip irrigation for tree saplings
xvii. Ideas involving investment were listed separately, Action Plan drawn with responsibility and time frame
(as given in Full Paper) and monitored with focus for quick implementation.

23
III. RESULTS / HOLDING THE GAINS
✓On implementations of the above measures close to 500 Cub. M/day of conservation achieved
and sustained thro’ daily Monitoring.
All diabetics know about – Exercise, Diet & Medication but the key however lies in action.

III. Innovation in projects implemented
Sl.No Title of Project Brief Description of the Project Reason To ChooseAnnual Savings, Rs million/ y
ear
1Grinding Oil Well cement in
CVRM-1
OWC cement grinding shifted from
Ball mill to CVRM
To avoid running the old
ball mill 20 Kwh/mt2.80
2Change of SRPC production
from line 1 to line 2
SRPC Clinker Production in Line-1
& Line-2 KilnSPC & SHC reduction
SHC - 60.0 Kcal/ Kg.
SPC 4 kwh/ton
3Reduced compressor Specific
Power
Resizing of pipe line
Leakage reduction
Installation of VFD
LP screw Compressor
5 No’s 132 KW Compressor
stopped.
SPC reduction -
4PD Blower replaced with
Turbo blower
Turbo Blower for Kiln and PC
firing results in Power savingSPC reduction 3.10
5 Substitution of coal with AFRAFR storage & feeding system
installed
Fossil fuel replacement &
COP reduction.20.00
6Replacing high cost coal with
low cost Pet cokeUsage of High sulphur petcoke COP Reduction 150
7 Reduction in AFR firing powerInter-grinding of CPP ash &
Petcoke. Dedicated blower stopped.Power reduction 0.6

IV. Carbon emission reduction –kg CO2 eq/Mt of cement
823
667633 628 640
0
100
200
300
400
500
600
700
800
900
Base Line 2013-2014 2014-2015 2015-2016 2016-2017
V.Team Work in Encon / Monitoring & Reporting / Employee Involvement in Encon
✓ Co-ordinated by Energy
Manager
✓ Energy conservation
committee formed with
cross functional team
members and best
energy saving initiatives
discussed and
implemented.
✓ Best tracking system for
speedy implementation
✓ Quick fund allocation by
the management based
on the pay back period
✓ Best Energy saving
initiatives are awarded
periodically.
✓ Suggestion Scheme
✓ Good Work Award
✓ Long Service Award
✓ Employee of the Month
✓ EOM Training and Dinner
✓ Workers Education Class
✓ Nomination for Tamilaga Arasin Uyarntha
Ulaipalar Virudhu
✓ Safety Quizzes in Gate Meeting
✓ Safety Messages Sharing in Gate Meeting
✓ Productivity week/ Environmental Day
Celebrations Various Contests
✓ National Safety Day Celebrations Various
Contests
✓ Safety Committee Meeting Members
Participation
✓ Various External Awards Participation
✓ Birthday Fiesta/Long service Mass Tree
Plantation.T rained for New Safety Approaches

ENERGY POLICYAs energy intensive cement manufacturing company, WeDalmia Cement (Bharat) Limited, Dalmiapuram, Manufacturingvarieties of cement are Committed to
❖ Reduce energy use per unit of production in ourmanufacturing operations.
❖ Ensure Continual Improvement in our energy performance
❖ Analyze energy use and consumption with effectivemonitoring and control.
❖ Comply with all applicable legal and other requirements.
❖ Implement energy efficient technologies and operationalpractices.
❖ Achieve energy targets with enhanced employeeparticipation, training and involvement
Date: 25.03.2014
R.A. Krishnakumar
Unit Head
Mr.T.Kandappan
EM1619
Mr.M.Senthil Murugan
EA18595
Mr.P.Balaji
EA15525
Mr.B.Madhu
EA15526
Our Energy Managers / Auditors in Dalmiapuram

VI. ISO 50001, Green Pro Certification
Energy Management SystemCertifiion
IS/ISO 50001:2011
Dalmia PPC - Green Pro Certified by CII

Activities 2014-15 2015-16 2016-17 Overall Remarks
Bio Gas Plants
02 07 10 112Tons of CO2 Have been evaded Thro this initiative)
Fuel efficient chullah
300 222 401 3528.8Tons of CO2 Have been evaded Thro this initiative)
Solar lantern 200 300 500 2214Tons of CO2 Have been evaded Thro this initiative r)
Solar Study lamp
Na 50 240 1326Tons of CO2 Have been evaded Thro this initiative
Solar Home Light
Na 10 Na 2600Tons of CO2 Have been evaded Thro this initiative
Solar Street Light
20 05 20 841Tons of CO2 Have been evaded Thro this initiative
VII- Renewable Energy
➢ Wind Mill
➢ We had installed windmill Farm - First in Cement Plant in the Tamil Nadu. Location
and Capacities are as mentioned as below:
➢ Site-I : In Muppandal,Kanyakumari District Capacity : 11.5 MW
➢ Site-II : In KarungulamVillage at Thirunelveli District Capacity : 5.025 MW

VIII. Utilization of Waste material
AFRCPP Fly
AshPaper Waste
Coal Dust
Carbon Black
Dolachar GEPILPALM Bunch
Spent Wash
RDFTYRE Fibres
Foot Wear
2015-2016
Qty. Consumed in MT 17235 25.45 361 8810 349.45 - - - - - 5.77
GCV(Kcal/Kg) 5685 4341 4926 6673 3516 - - - - - 5286
Heat Value (Million
Kcal)
97980.97 110.47 1778.3 58789 1228.66 - - - - - 30.5
TSR 8.08% 0.03% 0.04% 4.96% 0.06% - - - - - 0.00%
2016-17
Qty. Consumed in MT 18213 67 - 5943 - 146 79 830 9 15 378
GCV(Kcal/Kg)6200 4926 - 6788 - 3400 3200 522 3300 7200 5500
Heat Value (Million
Kcal)
112920.6 330 - 40342 - 496.4 252.8 433.26 29.7 108 2079
TSR 8.0% 0.01% 2.49% 0.03% 0.02% 0.07% 0.00% 0.00% 0.12%

IX- Replication of Best Practices
➢ Pyro Jet Burner in Line-1 & 2...
➢ Coriolis Feeding system in Line-1 & 2...
➢ Turbo Blowers in Line-1 & 2 - Coal Pumping...
➢ VFD for Plant Compressors...
➢ Spent wash Feeding System in both Lines...
➢ Inter Coal Pumping from both Lines...
➢ Higher Production in both Lines...
➢ Louver Velocity Optimzation in VRM's...
➢ Retrofitting of LED Light Fittings in both Lines...

Comparison with Benchmark Figures
Description UnitNational
Bench
Mark
Global
Best
Current
levelOur Target
Thermal
SEC
Kcal /
kg.
clinker
707680 758 740
(Line2)
Electrical
SEC
Units/
MT of
Clinker49.9 45 48 45
X- Benchmarking, Target &
Roadmap to achieve Target
National Benchmark – CII and CMA Energy Benchmarking for Cement Industry Manual May 2015
International Benchmark -http://ietd.iipnetwork.org/content/cement#benchmarks