tesis · katia clodomira erick antonio juan ... por su sabiduría y habilidades para la revisión...
TRANSCRIPT

ADMINISTRACIÓN APLICADA AL CONTROL Y VERIFICACIÓN
DE CALIDAD DE MATERIALES EN LA RECONSTRUCCIÓN
DE CARRETERAS.
T E S I S
PARA OBTENER EL GRADO DE:
MAESTRO EN ADMINISTRACIÓN
DE LA CONSTRUCCIÓN
P R E S E N T A :
ING. BERNARDO CAMACHO BOJÓRQUEZ
ESTUDIOS CON RECONOCIMIENTO DE VALIDEZ OFICIAL, POR LA
SECRETARÍA DE EDUCACIÓN PÚBLICA. CONFORME AL ACUERDO
No. 00954061, DE FECHA 7 DE MARZO DE 1995.
HERMOSILLO, SONORA. MARZO DEL 2003
INSTITUTO TECNOLÓGICO DE LA CONSTRUCCIÓN Maestría en Administración de la Construcción

D E D I C A T O R I A S
A mis Padres
Bernardo Camacho Sánchez
Clodomira Bojórquez de Camacho
Por su esfuerzo y dedicación para mi formación personal y profesional
A mi Esposa e Hijos
Linda Anahí Katia Clodomira Erick Antonio Juan Bernardo
Por su apoyo y paciencia en los momentos en que no estuve con ellos para
dedicarlos en la lucha por la culminación de una etapa más de mi vida profesional.

A G R A D E C I M I E N T O S
A la Secretaría de Comunicaciones y Transportes
Por la gran enseñanza que representa para mi persona, ya que de ella formé una
buena familia y enriqueció mi formación profesional.
A mi Asesor de Tesis
Dr. Arturo Perlasca Lobato
Por su comprensión y paciencia y sobre todo por la aportación y enriquecimiento
para la elaboración de mi tema de tesis.
A mis Sinodales
Por su sabiduría y habilidades para la revisión de mi tesis y su apoyo
Al Instituto Tecnológico de la Construcción de la Cámara Mexicana de la
Industria de la Construcción
Por haberme ofrecido la oportunidad de realizar mis estudios a nivel de Maestría.
A mis Maestros y Amigos
Por sus aportaciones y palabras de aliento para seguir adelante

0 -« >r i f f~*
RESUMEN O * - ~ . W , Í « - J j £ C A
El presente estudio descriptivo se enfoca a la falta de una planeación en el control
de calidad de materiales, que origina que se cometan errores y la excesiva atención a
estos, nos lleva a cometer más errores de lo común. Incluso, en un proceso capaz de
obtener la precisión requerida con la exactitud deseada suelen presentarse variaciones
inaceptables, debido a la influencia de diferentes factores.
El objetivo principal es el de establecer un método adecuado de control y
verificación de calidad de los materiales en la reconstrucción de las carreteras,
apoyándose en técnicas administrativas y cuya hipótesis versa en que con la
implementación del control y verificación de calidad de los materiales usando gráficas de
control, se asegura el buen comportamiento de la obra vial, materializando su utilidad en
un caso práctico de recuperación de pavimento y carpeta asfáltica en el tramo: Ciudad
Obregón-Hermosillo, obteniéndose la calidad esperada tanto en resistencia como en
estabilidad. Con lo que la hipótesis de investigación de este trabajo queda aceptada.

ADMINISTRACIÓN APLICADA AL CONTROL Y VERIFICACIÓN DE CALIDAD DE MATERIALES EN LA RECONSTRUCCIÓN DE CARRETERAS
Í N D I C E
CAPITULO I: INTRODUCCIÓN Página
1.1 Problema de investigación 4-6 1.2 Justificación 7
1.2.1 Económica 7
1.2.2 Social 7
1.3 Objetivo 7
1.3.1 Genérico 7 1.3.2 Específicos 7
CAPITULO II: MARCO TEÓRICO
2.1 Antecedentes sobre la evolución del control de 8-9 calidad a través del tiempo
2.2 Breve historia del establecimiento del control de 9-12 calidad en la construcción de carreteras
CAPITULO III: MÉTODO
3.1 Tipo de estudio 13 3.2 Hipótesis H1: 14 3.3 Modelo relacional de variables 14 3.4 Descripción de las variables 14 3.5 Diseño de la investigación 15
CAPITULO IV: MÉTODOS DE CONTROL Y VERIFICACIÓN DE CALIDAD
4.1 Importancia de la calidad 16-18 4.1.1 La economía del control de calidad 18 4.1.2 Costo de vigilancia en función del error 19-20 4.1.3 Teoría de los diagramas de control 21-25 4.1.4 Diagramas de control por variables 25-28 4.1.5 Diagramas de control por atributos 28-29 4.1.6 Medidas para representar las características 29-30
Y las distribuciones 4.1.7 Aplicación del control de calidad 31-35

4.2 Control y aseguramiento de calidad en carreteras 35-36 4.2.1 Control del proceso con gráficas de control 36 4.2.2 Características de control 37 4.2.3 Determinación de líneas de control 37-38 4.2.4 Revisión de las líneas de control 39 4.2.5 Estándares de operación 39-40 4.2.6 Comparación con las especificaciones 40-42
4.3 Control de calidad 43 4.3.1 Requisitos para llevar a cabo el control de calidad 44
4.4 Verificación de calidad 44 4.4.1 Requisitos para llevar a cabo la verificación de calidad 45
4.5 Ejecución del programa de control de calidad y 46 del programa de verificación de calidad 4.5.1 Programa de control de calidad y 46-47
programa de verificación de calidad 4.5.2 Ejecución de los programas de control y de 47-64
verificación de calidad de la obra
CAPITULO V: EJEMPLO DE APLICACIÓN
5.1) Trabajos por ejecutar 65-66
5.2) Elaboración de pruebas de laboratorio para el 66 control de calidad de la obra
5.3) Control de calidad 67
5.4) Informes mensuales 68
5.5) Verificación de calidad de la obra 69
5.6) Informes estadísticos del control y verificación de calidad 70
5.7) Resultados del ejemplo del Tramo: Ciudad Obregón-Hermosillo 70
CONCLUSIONES Y RECOMENDACIONES 71
BIBLIOGRAFÍA 72
ANEXOS 73-119

CAPITULO I: INTRODUCCIÓN
1.1 Problema de Investigación
En el control de calidad se presentan diferentes condiciones, en donde por falta de
una buena planeación, se cometen errores y la excesiva atención a los errores, tiende a
provocarlos; entre más se concentra en obtener una perfección, nos lleva a cometer más
errores de lo común. Incluso, en un proceso capaz de obtener la precisión requerida con
la exactitud deseada, suelen presentarse variaciones inaceptables, donde las máquinas
descompuestas o descalibradas, las herramientas sin filo y el descuido del trabajador,
contribuyen al detrimento de la ejecución de un programa de control de calidad.
Esto debe controlarse y ligarse con el programa de la obra a través de una
adecuada planeación y seguimiento del proceso de control y verificación de calidad
auxiliándose de las herramientas estadísticas y en este caso en particular los gráficos de
control.
El logro de la Calidad requiere el desempeño de una amplia variedad de
actividades identificadas o tareas de calidad.
Entre el proyecto y la obra o entre la reconstrucción y la obra existen todo un
conjunto de pasos y criterios que es preciso garantizar para llegar a un buen resultado y
obtener una carretera exitosa, se requiere un balance de un número muy grande de
acciones previas y no basta con que cada una de ellas esté bien hecha para garantizar el
conjunto; por el contrario, en muchos casos el éxito sonríe a procesos en que
positivamente se han descuidado muchos eslabones pero se han cuidado otros en que
residía lo esencial. La concatenación de los eslabones es lo que ha de ser comprendida
a fondo; En el conocimiento realista de lo que cada uno representa e influye parece
descansar la base del éxito del control.
Controlar idealmente cada paso conduce a un perfeccionismo rígido incompatible
con las realidades de la construcción pesada. Definir los puntos vitales y ejercer en ellos
una vigilancia razonable y científica, ese parece ser el secreto de un control exitoso.
El grado de perfección o cuidado con que se ejecute cada acción podrá y deberá
ser diferente; en algunas, casi se admitirá el descuido o la improvisación, con tal de
obtener en otras la plena garantía de una calidad que conduzca a la del conjunto.
4

El control de calidad de las obras de ingeniería se ha convertido hoy en una
compleja ciencia; no cabe duda que constituye por si un nuevo campo con su propia
metodología y con criterios específicos y privativos.
Un aspecto importante en la planeación y ejecución de un buen programa de
control es la definición previa del nivel de calidad requerido en la construcción en su
planteamiento más simple este nivel puede definirse formulando tres preguntas
fundamentales:
Primera: ¿Qué se desea?
Segunda: ¿Cómo puede ordenarse y programarse la actividad que conduzca al logro
de tal deseo?
Tercera: ¿Cómo determinar que se ha alcanzado lo que se deseaba?
Las tres cuestiones anteriores están interrelacionadas. En esencia lo que se
necesita podría en principio ser fijado en un "sistema cerrado", en el cual el proyecto
especifica los requerimientos a conseguir y los resultados finales conseguidos podrían
solamente servir como norma de experiencia para futuros proyectos. Esta línea de acción
es claramente ineficiente, desaprovecha muchas posibilidades de superación y expone a
las obras importantes a quedar con defectos de difícil o imposible corrección. En rigor se
necesita un sistema de acción susceptible de ser retroalimentado de manera que los
requerimientos estén continuamente interrelacionados con los logros parciales y de
manera que el sistema para evaluar dichos logros esté, a su vez, retroalimentado por el
conjunto de necesidades o requerimientos. Paralelamente los requerimientos de la obra
deben poder ser constantemente revisados a la luz de los logros parciales que se vayan
viendo posibles.
Los dos primeros cuestionamientos formulados tienen que ver con el proyecto y el
ingeniero proyectista debe entender que la reconstrucción de obras no puede clasificarse
simplemente en buena o mala, rechazable o aceptable; Habrá siempre toda una
graduación posible a partir de las condiciones óptimas y deberán considerarse
posibilidades de variación dentro del propio diseño, en relación a materiales y técnicas
constructivas, así como tolerancias en prácticamente en todas las actividades. Estas
tolerancias deben estar claramente especificadas en los documentos de contratación.
5

Solo dentro de este marco flexible podrán definirse realistamente las aspiraciones
y requerimientos del ingeniero proyectista.
La tercera cuestión de las señaladas exige un sistema de inspección, muestreo y
pruebas que permitan analizar las realidades de la reconstrucción, así como las
tendencias y oscilaciones de los trabajos.
El hacer este programa tiene cuatro requerimientos básicos. En primer lugar,
deberá fundarse en aspiraciones realistas, pues de otro modo solo conducirá a
confusión. En segundo lugar deberá fundamentarse en pruebas de significación
relevante desde el punto de vista técnico, pues solo esas darán indicaciones apropiadas
sobre el estado real del trabajo.
En tercer lugar deberá satisfacerse una vez más de que el sistema de inspección
se refiera a los aspectos fundamentales del comportamiento de la obra y no a los
accesorios. En cuarto lugar, la interpretación del programa debe ser clara y poco
controversial, para lo que un enfoque científico puede ser de gran ayuda.
Un último aspecto importante que se debe contemplar al realizar un programa de
control de calidad es que en realidad no debe afectar solo a la ejecución de la obra, sino
que debe contemplar muy de cerca la futura conservación.
6

1.2 Justificación
1.2.1 Económica
En el momento de contar con un buen control y verificación de la calidad de los
materiales para la reconstrucción de carreteras, se tendrá una mejor durabilidad y
servicio de la misma, lo que reporta beneficios en términos monetarios, tanto para los
usuarios como en los gastos de mantenimiento de las mismas.
1.2.2 Social
Con una buena calidad en las vías de comunicación carreteras, se tendrá mayor
seguridad y menor tiempo de recorrido en las mismas, coadyuvando al desarrollo social
de los habitantes y comunidades implicadas, mejorando así, la calidad de vida.
1.3 Objetivo
1.3.1 Genérico
Establecer un método adecuado de control y verificación de calidad en los
materiales en la reconstrucción de carreteras, mediante técnicas administrativas.
1.3.2 Específicos
Asegurar la mejor calidad para la reconstrucción de carreteras, para una mejor
vialidad.
Abatir los costos de operación de mantenimiento de la vía, así como prolongar su
vida útil.
Procurar un mejor servicio de la vía, hacia los usuarios.
7

CAPITULO II: MARCO TEÓRICO
2.1 Antecedentes sobre la evolución del Control de Calidad a través del tiempo
Las exigencias de calidad han venido evolucionando. Para muchas compañías
deben resultar excesivas, si estas compañías están obligadas a mantener y aún mejorar
su posición en el futuro.
Afortunadamente, existe un camino para resolver el dilema impuesto al hombre de
negocios por las exigencias de los consumidores constantemente en aumento y los
costos crecientes en espiral, debidos a la calidad.
Es importante hacer notar que en esta evolución ha habido cinco etapas y cada
una de ellas ha tomado generalmente, un período de 20 años desde su comienzo hasta
su realización.
La primera etapa, "Operador de control de Calidad", era parte inherente de la
fabricación hasta finales del siglo XIX. En este sistema, un trabajador o por lo menos un
número muy reducido de trabajadores, tenía la responsabilidad de la manufactura
completa del producto, y por lo tanto, cada trabajador podía controlar totalmente la
calidad de su trabajo.
En los principios de 1900, surgió el "Mayordomo de Control de Calidad", durante
este período se pudo percibir la gran significación del arribo del concepto de factorías
modernas, en las que muchos hombres agrupados desempeñan tareas similares en las
que puedan ser supervisados por un mayordomo, quien entonces asume la
responsabilidad de la calidad del trabajo.
Los sistemas de fabricación se hicieron mas complicados durante la primera
guerra mundial, implicando el control de gran número de trabajadores por cada uno de
los mayordomos de producción, como resultado aparecieron en escena los primeros
inspectores de tiempo completo y se inició el tercer paso, que se denominó "Control de
Calidad por Inspección". Este paso condujo a las grandes organizaciones de inspección
en los años 1920 - 1930, separados de la producción y lo suficientemente grandes para
ser encabezados por superintendentes.
Este estado de control permaneció en boga hasta que las necesidades de la
enorme producción en masa requeridas por la Segunda Guerra mundial, necesitó del
cuarto paso, al que se le designa como "Control Estadístico de Calidad". En efecto, esta
8

fase fue una extensión de la inspección y se transformó hasta lograr mayor eficiencia en
las grandes organizaciones de inspección. A los inspectores se les proveyó de
implementos estadísticos tales como muestreo y gráficas de control. La contribución de
más significación del control estadístico de calidad fue la introducción del muestreo, en
lugar de la inspección al 100 %. Pero el trabajo por ejecutar era, sin embargo,
básicamente, la inspección en el taller mismo, el cual no había podido abarcar en
realidad los grandes problemas tal y como los gerentes lo veían. Esta actividad condujo a
la fase quinta, la que ha venido a constituir finalmente: "El Control Total de la Calidad"
(1960), siendo su fundamento para proporcionar una efectividad genuina, que el control
debe iniciarse con el diseño del producto y que no termina sino cuando el producto llega
a las manos del consumidor y le satisface.
2.2 Breve Historia del establecimiento del Control de Calidad en la construcción de
carreteras
A principios de este siglo nace la construcción de carreteras para vehículos
automotores y en las primeras décadas, los pocos vehículos que existían se encontraban
concentrados en unas pocas ciudades de la República Mexicana por lo que no era muy
necesaria la construcción de una red de carreteras, dado que las demandas de
transporte en ese tiempo se satisfacía por medio de los ferrocarriles que empezaron en
el año de 1872, pero entre ese año y 1910 observaron un crecimiento acelerado,
logrando en ese lapso una longitud similar a la actual.
Se presentó una alta demanda de la red carretera, debido a que los movimientos
políticos y sociales generados por la Revolución de 1910, originaron un retraso en la
aparición de la red de carreteras, se presentó una alta demanda por contar con una red
adecuada para los vehículos automotores que cada día eran más abundantes. Ante esta
necesidad, el Gobierno de la República en el año de 1925, creó la Comisión Nacional de
Caminos, cuyas funciones serían la construcción de carreteras, conjuntando los
esfuerzos públicos y privados, en ese tiempo. La tecnología disponible para esta
construcción era muy deficiente ya que se desconocían los fundamentos científicos del
comportamiento de materiales siguiéndose criterios empíricos producto de la experiencia
de construcción de carreteras en otros países, las técnicas que se empleaban eran
9

atrasadas ya que no se daba importancia a la calidad de los materiales para la
construcción de las terracerías y los de pavimentación se seleccionaban a criterio del
residente de la obra, ya que solo existía un laboratorio de Control de Calidad en la
Ciudad de México, al que se enviaban esporádicamente, muestras con el objeto de tener
una idea de las características de los materiales que se pretendían emplear, teniendo
grandes problemas para contar con la información de los resultados de las pruebas que
se realizaban a dichas muestras, debido a la falta de medios de comunicación
adecuados.
En ese tiempo, en los Estados Unidos surgieron sociedades profesionales
especializadas en materia de carreteras, como la ASTM, la AASHTO y el Instituto del
Asfalto. Asimismo, se construyeron departamentos de carreteras de todos los Estados de
la Unión entre los que destacan los de California y Texas, por la importancia que le
dieron y siguen dando a las investigaciones que fundamentan las técnicas modernas de
construcción de vías terrestres.
En nuestro país, en el año de 1927, se consideró necesario reglamentar el
proyecto y la construcción de carreteras, para lo cual se publicó la primera versión de las
especificaciones de caminos que rigieron en México. Las cuales en su mayor parte
venían siendo una adaptación de normas norteamericanas, resultando en algunas
ocasiones, que no se adaptaban a las condiciones y necesidades de la República
Mexicana. Esta situación se logró resolver de acuerdo con los conocimientos y las
necesidades de la época; solo hasta 1957, año en que se publican las primeras
especificaciones generales de construcción de la Secretaría de Comunicaciones y Obras
Públicas.
En el año de 1934, se estableció el primer laboratorio en la Ciudad de México, por
la Dirección Nacional de Caminos, en el que se prepararon los laboratoristas para
atender los primeros laboratorios de campo cercanos a los frentes de trabajo que servían
para estudiar y controlar en forma directa con pruebas muy sencillas, los materiales que
se utilizaban principalmente en la pavimentación. Instalándose en la población de
Chapulhuacán, Hidalgo, el primer laboratorio de este tipo.
En el año de 1942, se creó el Departamento de Investigación y Laboratorios para
que las áreas de Construcción y Conservación de Carreteras de la Secretaría de
10

Comunicaciones y Obras Públicas pudieran contar con los servicios técnicos inherentes
a estas obras.
El incremento acelerado de desarrollo del país de aquella época, hizo apremiante
la necesidad de contar con estudios, proyecto y sistema de control de calidad más
oportunos y eficaces para la construcción de carreteras. Debido a esta necesidad, en el
año de 1953, se creó la Dirección General de Proyectos y Laboratorios para ejecutar los
estudios y proyectos, así como para llevar a cabo el control de calidad de todas las obras
de carreteras y aeropistas de la Secretaria de Comunicaciones y Obras Públicas hasta el
año de 1972.
Durante el período de 1925 a 1972, el control de calidad de las obras tanto por
administración como por contrato, era ejecutado directamente por el laboratorio de
campo y regionales de la Secretaría de Comunicaciones y Obras Públicas. Esta situación
se presentaba a pesar de que las normas de 1957 ya señalaban que correspondía a las
empresas constructoras, la responsabilidad de llevar a cabo el control de calidad de las
obras y que la Secretaría de Comunicaciones y Obras Públicas solo debería, verificar
que se alcanzaba la calidad especificada en el proyecto.
Esta prescripción se encuentra lógica si se recuerda que el control de calidad es
un proceso mediante el cuál se alcanza una norma preestablecida en un sistema
productivo. Debe ser un proceso dinámico y oportuno que permita la rápida
retroalimentación de resultados, a fin de ir corrigiendo los desvíos y mantener al producto
dentro de los márgenes aceptables por la norma. En el caso de la construcción, es solo
la empresa que ejecuta los trabajos la que cuenta con toda la información y con todos los
mecanismos que le permitan realizar el control; la intervención del cliente no puede tener
la misma eficacia por no tener acceso a la información ni mando directo sobre
mecanismos de control.
De 1972 a la fecha, ha crecido aún más el volumen de carreteras y se han
multiplicado las empresas de construcción y consultoría entre las que destacan para los
fines de este tema las empresas que dan servicios de supervisión y control de calidad de
las obras. Actualmente, las condiciones están dadas para que se aplique plenamente la
disposición normativa que obliga a las empresas a responsabilizarse del control de
calidad; es indudable que el cambio en la práctica solo puede lograrse con el tiempo y
con acciones permanentes de capacitación y concientización.
11

Aún cuando la ahora Secretaría de comunicaciones y Transportes fue señera en
México en la implantación de laboratorios para el control de calidad de las obras y en la
promoción del desarrollo de la tecnología de la construcción, actualmente existen
laboratorios privados con capacidad instalada suficiente para aprovecharse en beneficio
de la calidad de las obras y ante esta situación, tomé la iniciativa de elaborar esta tesis,
con el fin de aportar información y herramientas acordes a las necesidades de los
procedimientos de control y verificación de calidad, tomado como punto principal, que el
control de calidad debe quedar a cargo del constructor, a fin de que éste pueda corregir
oportunamente las causas que motiven desvíos de la obra, respecto a los estándares de
calidad especificados por arriba de los márgenes de tolerancia y que al cliente solo debe
competerle realizar una verificación para que dicho control, sea el adecuado para las
características de la obra, auxiliándose para ello con el muestreo estadístico y gráficas
de control, ya que la aportación administrativa de este estudio de investigación radica en
la aplicación de los gráficos de control como metodología para comprobar la calidad de
los materiales.
12

CAPITULO III: MÉTODO ^ W yr ¿^
3.1 Tipo de estudio
El presente estudio es de tipo descriptivo ya que para el desarrollo de este tema
de tesis, primeramente se especifican las propiedades y características de los materiales
para analizarlos y posteriormente evaluarlos, midiendo independientemente cada una de
las características o variables que intervienen en el control y verificación de calidad de
materiales, integrando cada una de las características que intervienen para decir como
es la calidad de un material y como se manifiesta de acuerdo al comportamiento
esperado en la reconstrucción de carreteras.
13

3.2 Hipótesis H1: "Con la implementación del control y verificación de calidad en los
materiales usando gráficos de control, se asegura el buen comportamiento de la obra
vial".
3.3 Modelo Relacional de Variables
Implementación del control y
verificación de calidad de materiales
usando gráficos de control
Buen comportamiento de la obra vial
Variable independiente Variable dependiente
3.4 Descripción de las variables
X-i: Implementación del control y verificación de calidad en los materiales
usando gráficos de control.- Sistema el cual está formado por una red de
actividades y de procedimientos para llevar a cabo la ejecución de una obra
que satisfaga determinados estándares de calidad.
Y i : Buen comportamiento de la obra vial.- Se define como su resistencia a las
cargas que le producen los vehículos, prolongando su vida útil, así como su
comodidad y seguridad para los usuarios.
14

3.5 Diseño de la investigación
La presente investigación es de tipo no experimental y el desarrollo del
presente estudio es de tipo descriptivo, ya que para llevar a cabo el control y la
verificación de calidad de materiales, se miden de manera independiente las
características o variables que deben intervenir de acuerdo con la especificación o
estándar que se desea obtener, aunque se pueden integrar las mediciones de cada una
de dichas variables para decir como es y como se manifiesta la calidad que es de interés
obtener.
En esta clase de estudio primeramente se definen los estándares de
calidad que presentan los materiales antes de realizar la reconstrucción del tramo
carretero y aquellos que se desea obtener para producir el mejoramiento de la
resistencia estructural del pavimento, la comodidad y seguridad del usuario de acuerdo
con el tránsito futuro y la vida útil que se desee para la obra.
15

CAPITULO IV: MÉTODOS DE CONTROL Y VERIFICACIÓN DE CALIDAD
4.1 Importancia de la Calidad
Dentro de un sistema de reconstrucción de carreteras, la calidad puede tomar
muchos significados y dar lugar a diferentes consideraciones, todas ellas importantes
para la administración del sistema.
Primeramente es de gran importancia la localización del tramo carretero ya que en
este punto nos permite ubicar la posición geográfica de este, también son importantes y
de gran influencia para determinar las medidas de calidad en un sistema de
reconstrucción de carreteras: sus antecedentes de construcción, trabajos de construcción
y de conservación que se hayan realizado, características geométricas de la carretera,
así como datos generales como lo son la topografía, la geología, el clima , el drenaje y el
sub-drenaje.
Otros datos que influyen vienen siendo el índice de Servicio Actual del Pavimento,
los daños que presente la superficie de rodamiento, la capacidad estructural del
pavimento, los resultados de los ensayes de laboratorio con los que se obtiene la calidad
de los materiales, además de los datos de tránsito.
Contando toda esta variedad de datos, se realiza un análisis con fines de
proyección futura, dando como resultado las recomendaciones para la estrategia del
sistema de reconstrucción y sus alternativas, dependiendo de la vida útil que se
seleccione tomando en cuenta las condiciones económicas actuales y en base al sistema
escogido será el tipo de empresa constructora que estará en condiciones de realizarlo,
generalmente las constructoras mas grandes están mejores preparadas para medir la
calidad de sus actividades en la construcción, en cambio las pequeñas y medianas
empresas tienen que contratar los servicios de control de calidad por no tener los
equipos y personal con las características requeridas por lo que en algunos casos no
pueden competir con las grandes empresas que cuentan con su gran capacidad de
apoyo al personal y a la tecnología suficiente para verificar la calidad y la cantidad de
conceptos que participan en el sistema de reconstrucción. El problema consiste en
escoger los criterios de calidad y desarrollar luego un plan de muestreo que asegure en
forma adecuada la adaptación a los criterios con costos razonables de inspección.
16

Los diseñadores tienen la responsabilidad de diseñar un sistema de
reconstrucción requerido por los usuarios del camino. Para ello, reciben apoyo del
personal de laboratorio y de estudios.
El tema de la calidad subraya las actividades de la ejecución de las obras y es un
control continuo y aleatorio. Sus manifestaciones toman muchas formas y provocan
diversas actitudes. Para los estadistas de la empresa constructora contratista, así como
para los de la contratante, es un desafío desarrollar fórmulas estadísticas que sean
compatibles con el proceso de ejecución de las obras y los encargados de dirigir la
calidad.
Los inspectores y laboratoristas, toman medidas y muestras, haciendo
posteriormente observaciones para llevar a cabo el análisis estadístico. Los supervisores
de la reconstrucción de las obras están en la interfase entre las metas de calidad
establecidas por la empresa contratante y la ejecución de los programas para alcanzar
las metas, lo cual constituye una posición crítica en todos los esfuerzos que se aplican al
control y verificación de calidad. Por último, los trabajadores, que son la fuente básica de
calidad, están supeditados a los consejos por parte de los supervisores, a la propaganda
de motivación de los programas de calidad y a las calificaciones del rendimiento por
medio de los procedimientos de inspección.
Todos los aspectos del panorama de la calidad tienen que ajustarse a una entidad
funcional; de lo contrario, ésta puede degenerar en campañas esporádicas de febril
actividad con base en un gran número de reportes de inspección (Figura 4.1), la
calidad está íntimamente ligada al sistema regulador del avance físico de la ejecución de
la obra. Un resultado de buena calidad es el resultado de cuidadosas especificaciones y
de la retroalimentación del rendimiento de la obra. Se evidencia la posición crucial del
constructor por medio del diseño que busca satisfacer sus deseos y la retroalimentación
de la ejecución que comprueba si realmente la obra quedó realizada satisfactoriamente
Es importante hacer hincapié en los procedimientos y los métodos disponibles
para mejorar la calidad de acuerdo con las especificaciones. Esta fase del control de
calidad ha recibido notable apoyo documental y tiene como asociado a un sistema bien
desarrollado de tecnología. Pero no puede operar en forma aislada. Los mejores
métodos estadísticos y los programas de calidad mas inteligentes, pueden ser eficientes
solo si los apoyan todos los niveles de la administración tanto de la empresa contratista
17

como de la empresa contratante y si son impulsados por la retroalimentación proveniente
del sistema de ejecución de la obra.
Dirección Compras Reconstrucción
Control durante el proceso
I Motivación
1 Diseño del proyecto y el
. , ^^ proceso Ingeniería < ^ ^g
Especificaciones ^
Conformidad
Control de insumos
Costo del esfuerzo — por la calidad
Control de calidad
Contratista • Lo que se
""ejecutará
Nuevos desarrollos
\
Contabilidad
Costo de baja calidad
V Ejecución
7—*T Opiniones Datos sobre
el campo
Investigación Contratante Obras
Figura 4.1 Responsabilidad funcional de la calidad dentro de un sistema total de una obra carretera
4.1.1 La economía del control de calidad
La realización de la calidad principia con un proceso capaz de producir de acuerdo
con las especificaciones del diseño y continúa con un programa de inspección que
asegure que se están alcanzando las metas. La decisión inicial con respecto a las
especificaciones se basa en la precisión que busca la empresa contratante y con la
exactitud que se puede lograr con la maquinaria de construcción y producción de
materiales. Incluso en un proceso capaz de obtener la precisión requerida con la
exactitud deseada, suelen presentarse variaciones inaceptables, y es común que esto
suceda. La descompostura de la maquinaria, las herramientas sin filo y las
desalineaciones causadas por el desgaste y el descuido del trabajador contribuyen al
detrimento de la ejecución en un proceso constructivo que es inherentemente capaz de
tener una calidad aceptable. Los medios preferibles para alcanzar una obra de calidad se
obtienen por medio de una evaluación económica del costo de obtención seguro de la
calidad, comparado con el aumento del valor de la obra financiada por el costo.
18

4.1.2 costo de vigilancia en función del error
La toma de decisiones acerca del diseño y el control de calidad de forma continua
en una obra se encuentran implícitos en el costo.
Por medio de una evaluación inicial se relacionan las recuperaciones que se
obtienen por medio de un mayor refinamiento en la obtención de un material o de un
proceso constructivo con el costo de tales refinamientos.
Pesos ($) •
Valor del producto ^^____——--
' ^ ^ ^ - ^ Costo de producción
• Refinamiento Figura 4.2: Valor del producto y el costo como del producto una función del refinamiento
Es conveniente determinar el nivel de refinamiento que se desee obtener de un
material ya que la implementación táctica del costo estratégico y las relaciones de valor,
se complican por los valores de la exactitud, por lo que convendría hacernos la siguiente
pregunta: ¿Sería más económico aceptar un precio más bajo para los materiales por
haber mantenido las tolerancias establecidas el 90 % del tiempo de producción o pedir
un precio más alto y prometer que el 95 % se ajustará a las especificaciones?¿Se debe
comprar una máquina más cara para producir materiales consistentemente dentro de las
tolerancias estrictas, o una máquina de menor precio, mediante una selección intensiva,
producirá una calidad equivalente de producción? Las respuestas a tales preguntas
están determinadas principalmente por la referencia al patrón del costo de acuerdo como
se muestra en la siguiente Figura (4.3).
19

Pesos ($) A
Costo total
Costo de vigilancia
Costo de los errores
•• Magnitud de los errores
Figura 4.3 Relación de la vigilancia con los errores
En la mayor parte de las situaciones de la producción, varían inversamente los
costos de la vigilancia y el error. El realizar una mayor vigilancia puede tomar la forma de
tiempo extra por parte de los inspectores individuales, una mayor supervisión, pruebas
adicionales de los materiales y la inspección de toda o parte de la supervisión de la obra.
En el costo de los errores se incluye la repetición del trabajo, los rechazos y la
insatisfacción de la empresa contratante.
El extremo dirigido hacia arriba en la parte inferior de la curva para el costo del
error, representa una condición en la que la excesiva atención a los errores tiende a
provocarlos, en donde la concentración para lograr la perfección conduce a más errores
de lo común. En alguna parte de los extremos en donde no existe vigilancia y donde la
hay en exceso, existe un punto en donde el control de la magnitud de los errores produce
un costo total mínimo.
Cuando el costo de la vigilancia lo constituye principalmente la inspección, es
posible encontrar una relación aparentemente contradictoria del Costo - Valor. Si el
dinero se gasta sensatamente, los costos de inspección más altos ayudan a detectar una
mayor proporción de defectos y proporcionan por tanto un mayor grado de protección
contra los defectos de una producción defectuosa.
20

4.1.3 Teoría de los Diagramas de Control
Un diagrama de control es una ayuda gráfica para la detección de las variaciones
de la calidad en la producción de cierto proceso. En oposición a la meta del muestreo por
aceptación (aceptar o rechazar productos ya producidos), los diagramas de control
ayudan a obtener un mejor producto. Los diagramas tiene tres aplicaciones principales:
(1) determinar la capacidad real de un proceso de producción, (2) guiar las
modificaciones para mejorar la calidad de la producción del proceso y (3) regular la
producción. La función de regulación muestra el estado actual de la calidad de la
producción y proporciona un aviso anticipado de las desviaciones con respecto a las
metas de la calidad.
Casi todo proceso de producción está expuesto a cierto grado de variación
natural. Innumerables causas pequeñas contribuyen a las variaciones generales del azar
en la calidad de la producción. Las causas individuales son tan ligeras que no se puede
seguir cierta parte de la variación hasta dar con una causa única. Estas desviaciones son
una función de la exactitud del proceso; se debe esperar y determinar en gran parte si un
proceso puede "proporcionar la precisión establecida para las especificaciones de
producción".
Otro tipo de variación de un proceso es el que producen las causas asignables. Al
contrario que en las variaciones naturales, estas causas producen una variación
relativamente grande que se puede seguir hasta una razón específica. Es muy común
que estas causas se deban a diferencias entre las máquinas, entre los operadores, entre
los materiales y a diferencias causadas por la interacción de hombres, materiales y/o
máquinas.
El problema del control estriba en distinguir entre las variaciones naturales y las
variaciones debidas a causas asignables. Un conocimiento estadístico del
comportamiento de las variaciones al azar es la base en que descansa el control por
diagramas. Se dice que un proceso está "bajo control" cuando las desviaciones en la
producción son el resultado de variaciones al azar. Cuando el patrón de las desviaciones
de la producción no sigue la distribución de causas esperadas al azar, se considera que
el proceso está Juera de control" y probablemente la causa es asignable.
Las variaciones producidas por el azar siguen leyes estadísticas. Según la
experiencia con anteriores variaciones del proceso, se pueden prever las distribuciones
21

de variaciones futuras. Después que se identifica la distribución por medio de la media y
la variancia, la dispersión de las muestras del proceso descrito indica el estado mismo.
Por ejemplo, una lectura alejada de la media es una indicación de que la distribución ya
no puede ser descriptiva del proceso; el proceso está fuera de control. El riesgo asociado
con una suposición errónea de Juera de control"determina los límites de control.
El uso frecuente de la distribución Normal, se deriva de su carácter apropiado para
las situaciones variables del muestreo y del teorema del límite central: las medias de
muestras pequeñas tienden a estar distribuidas de acuerdo con las propiedades de la
distribución normal, independientemente de la distribución a partir de la cual fueron
tomadas las muestras.
En la figura 4.4 se muestran los límites de control que por lo común se usan para
la distribución normal. Cuando se establecen los límites en 3 desviaciones estándar (±
3a) con respecto a la media, una muestra, de una población distribuida normalmente,
tiene solamente alrededor de tres opciones en mil de aparecer fuera de los límites
cuando el proceso está bajo control. Dicho de otra manera, la probabilidad de una
conclusión errónea de que el proceso esté fuera de control cuando una lectura de la
muestra cae fuera del límite ± 3ges sólo de 26 en 10,000. (Como rara vez se saben la
media verdadera (u..y la desviación estándar (a).los límites de control se basan en la
media de los promedios de la muestra (x) y el error estándar de la estimación (S).
22

Figura 4.4: Base Teórica Estadística para los diagramas de control
Distribución
normal
(mediciones)
Límite superior de control = LSC = \i + 3a
Alternar LSC = \X + 2G
\i + 2a
Media del proceso, \i . Incluye ^*" 95.44 %
H-2a
V Incluye f 99.74 %
Alternar LIC = |x - 2a
Límite inferior de control = LIC = |j, - 3a
Tiempo u orden de muestras
Los diagramas de control tienen las mismas divisiones principales que el muestreo
por aceptación: por atributos y por variables. El control por atributos se puede dividir aún
más en diagramas para el porcentaje de defectuosos y diagramas para el número de
defectos por unidad. En cuanto a las variables, el interés principal es el control de los
cambios en el promedio y el intervalo de mediciones. Es el cálculo de los límites de
control lo que distingue a los diferentes tipos de diagramas como se muestra en las
tablas 4.1 y 4.2.
Valor característico Nombre
Valor continuo Gráfica-*-- R (Valor promedio y rango)
Gráfica x (variable de medida)
Valor discreto Gráfica pn (Número de unidades defectuosas)
Gráficas p (fracción de unidades defectuosas)
Gráficas c (Número de defectos)
Gráficas u (Número de defectos por unidad)
Tabla 4.1 Tipos de gráficas de control
23

Tipo de gráfica
De control
Valor continuo -promedio
x
Limite superior de control (LCs),
Linea central (LC),
Limite inferior de control (LCi)
LCs =Y+A2 R
LC =*
LCi =X_A2R
Valor continuo -rango
R
LCs =D4 &
LC =R _
LCi = D3R
Valor continuo -valor medio x
LCs =x+2.66Rs LC ^x*
LCi =x-2.66Rs
Valor discreto -número
De unidades defectuosas
pn
Valor discreto -fracción
De unidades defectuosas
P
Valor discreto -número
De defectos
c
LCs =pn+3 /pn(1-p) \ f i
LC =pn
LCi =pn-3 \J"pn{^)
LCs ="p+3 y "p(1-p)/n
LC =p _ _
LCi =p -3 s /p (1-p)/n
LCs =c+3
LC =c
LCi =c-3
LCs =ü+3 \¡ ü /n
LC =ü \ / ü / n Valor discreto -número
De defectos por unidad
u LCi = ü -3J ü /n
Tabla 4.2 Lista de fórmulas para líneas de control
24

La gráfica x-R e usa para controlar y analizar un proceso en el cual la
característica de calidad del producto que se está midiendo toma valores continuos, tales
como longitud, peso, o concentración, y esto proporciona la mayor cantidad de
información sobre el proceso, "x representa un valor promedio de un subgrupo y R
representa el rango del subgrupo. Una gráfica R se usa generalmente en una
combinación con una gráfica x para controlar la variación dentro de un subgrupo.
La gráfica x se usa Cuando los datos de un proceso se registran durante
intervalos largos o los subgrupos de datos no son efectivos, se gráfica cada dato
individualmente y esa gráfica puede usarse como gráfica de control. Debido a que no hay
subgrupo el valor R no puede calcularse, se usa el rango móvil Rs de datos sucesivos
para el cálculo de los límites de control de x.
La gráfica pn y gráfica p se usan cuando la característica de calidad se representa
por el número de unidades defectuosas o la fracción defectuosa. Para una muestra de
tamaño constante, se usa una gráfica pn de unidades defectuosas, mientras que una
gráfica p de la fracción de defectos se usa para una muestra de tamaño variable.
La Gráfica c y gráfica u se usan para controlar y analizar un proceso por los
defectos de un producto, tales como rayones en placas de metal, número de soldaduras
defectuosas de un televisor o tejido desigual en telas. Una gráfica c referida al número de
defectos, se usa para un producto cuyas dimensiones son constantes mientras que una
gráfica u se usa para un producto de dimensión variable.
4.1.4 Diagramas de Control por Variables _
Los diagramas por variable más conocidos registran el promedio del proceso, X y
el intervalo R. Los diagramas X muestran como las mediciones individuales o las
medidas de las muestras se comparan con la medida general o el promedio deseado.
Los diagramas R registran la variabilidad de las lecturas individuales dentro de una
muestra. Estos dos diagramas se complementan entre sí porque una muestra debe de
tener un promedio aceptable y un intervalo razonable de mediciones para que se pueda
considerar bajo control el proceso que representa.
25

Como se muestra en la siguiente figura, la producción de un proceso podría no
satisfacer los límites de tolerancia por un cambio en la medida del proceso o un aumento
en la variación de las mediciones de la producción. La condición puede ser compuesta
cuando tanto la medida como la variación experimentan cambios con respecto a los
valores esperados. Es necesaria la información acerca de ambas tendencias para tomar
decisiones razonablemente sensatas en cuanto a las capacidades del proceso y el
control durante el mismo.
Límite superior de tolerancia establecido por las especificaciones
LSC
LIC
Límite inferior de tolerancia
En esta figura "4.5" se muestra el efecto que causan los cambios en las medias y la variabilidad en la calidad de la producción del proceso: (a) distribución esperada, (b) desplazamiento de las medias de la muestra con respecto a la media esperada mientras permanece constante el intervalo, (c) aumento en el intervalo mientras la media de la muestra permanece constante y (d) desplazamiento de la media de la muestra mientras aumenta el intervalo.
26

Un método de establecer los límites de control para la media del proceso, consiste
en utilizar el promedio de las medidas de la muestra para el valor central y el intervalo
para estimar la variancia del proceso. Calculada la medida de la muestra en la forma:
X = % + X 2 + . . . . + X n / n
Donde las X son mediciones y n igual al número de mediciones en la muestra.
La estimación de la medida del proceso es:
X = X^ +X 2 + . . . . +X N /N
N
Donde N es igual al número de muestras.
El intervalo para cada muestra R, es la diferencia entre los valores máximo y
mínimo de las mediciones de la muestras. El intervalo medio es entonces:
R= Ri +R2 + .... +RN / N
Donde R es igual a la diferencia máxima de las mediciones para cada muestra.
La desviación estándar de las medias de la muestra se estima a partir del intervalo
medio aplicando un factor, A. Este factor se basa en el tamaño de la muestra. El
producto A * R establece los límites-de las 3 desviaciones estándar alrededor de la línea
central:
Límite superior de Control = x + AR
Límite Central = ^
Límite Inferior = x - AR
El diagrama asociado para el control del intervalo se desarrolla en una forma
semejante. R es la línea central. Los límites de control superior e inferior utilizan dos
factores, B y C, respectivamente. Estos factores son también una función del tamaño de
la muestra y establecen los límites de 3 desviaciones estándar. En esta forma. El
diagrama de control del intervalo está definido por:
Límite superior de Control = BR
Límite Central = R
Límite Inferior = CR~
27

Por lo común la cuestión del tamaño de la muestra y la frecuencia del muestreo
es un juicio que se basa en la experiencia de los inspectores. Entre las consideraciones
se incluyen las instalaciones y los inspectores disponibles, los costos de inspección, la
sensibilidad del proceso para cambios repentinos de la tendencia y el costo debido a la
producción de artículos rechazados. En general, se prefieren las muestras de 4 ó 5 que
las más grandes. Es importante hacer que las muestras tengan el mismo tamaño porque
los límites de control son aplicables solamente para un valor definido n; cuando n varía,
se asocian diferentes límites de control para cada muestra.
A continuación se presentan dichos factores:
Tabla 4.1
Factor A del límite de control para los
Diagramas X
N
2
3
4
5
6
7
8
9
10
12
14
16
A
1.880
1.023
0.729
0.577
0.483
0.419
0.373
0.337
0.308
0.266
0.235
0.212
Factores para el control del límite de
diagramas R,ByC
n
2
3
4
5
6
7
8
9
10
12
14
16
B
3.268
2.574
2.282
2.114
2.004
1.924
1.864
1.816
1.777
1.716
1.671
1.636
C
0.000
0.000
0.000
0.000
0.000
0.076
0.136
0.184
0.223
0.284
0.329
0.364
4.1.5 Diagramas de control por atributos
Los diagramas del control de calidad del proceso por atributos toman una de dos
formas según el tipo de producción. Un diagrama p se emplea cuando las unidades
individuales se juzgan como aceptables o defectuosas. Un diagrama c es apropiado
cuando la calidad se mide mejor por el número de defectos en una unidad constante de
producción, tal como pies lineales de alambre o pies cuadrados de tela. De acuerdo con
esto, un diagrama p muestra la variación en porcentajes de defectuosos y el diagrama c
muestra el patrón de los defectos por unidad de producción.
28

acior El formato del diagrama p y su interpretación soh-es94 ia1mjer¿te"Bs mjsm/^qufi
para los diagramas de control por variables.
Los diagramas c también al igual que los valores p y x, por lo común c se estima a
partir de datos anteriores. Los límites de control abarcan prácticamente todos los valores
si el proceso está bajo control.
4.1.6 Medidas para representar las características de las distribuciones
El valor de las características medidas a una muestra tomada de una población variará, y
no puede conocerse hasta que se observa. Este tipo de variables se llama variable
aleatoria. Las características de calidad de los materiales que se usan en la
reconstrucción de carreteras son de esa naturaleza.
Cuando se maneja ese tipo de datos, con frecuencia es más conveniente considerar los
datos como un conjunto en lugar de tratar a cada ítem individualmente. Para poder ver
los datos como un conjunto, determinamos primero cual es el centro de los datos, y luego
estudiamos como cada dato de la información se concentra alrededor del centro.
Una medida corriente para expresar es la media o expectativa. Cuando hemos obtenido
n
n datos, x i , ..., xn, la media de estos datos está dada por ...Tx = 1/n ¿ . xi i=l
y para el conjunto, la media está dada por \x = ¿- xP (x)
H = J xf(x)d>
Donde:
p(x) es la probabilidad y f(x) es la densidad probable de la variable aleatoria x.
x es la media de los datos recogidos, y se llama media de la muestra.
u es la media de la totalidad del conjunto que nos ocupa y se llama media de la
población.
29

La varianza y la desviación estándar están entre las medias que se usan para expresar el
grado de concentración de los datos alrededor del centro. Cuando hemos obtenido n
datos, x1 xn, la varianza de estos datos se expresa por:
n
V = 1/n-1 2 - ( xi - x )2 i=l
y la desviación estándar se expresa por
La varianza de una población está dada por
62 = Z - (x-|a)2 P(x)
O
= í(, 2 o"2 = J (x-urf(x)dx
y la desviación estándar, que es la raíz cuadrada de la varianza, se expresa como o.
La varianza es la media del cuadrado de las diferencias entre el dato individual y
la media. Una varianza grande significa que hay gran variación en los datos.
V y s son valores relacionados con los datos, y se llaman varianza de la muestra y
desviación estándar de la muestra. 62y o son valores relacionados con una población y
se llaman varianza de la población y desviación estándar de la población
respectivamente y en este estudio se calcularán las medias y las desviaciones estándar
a partir de tablas de frecuencias.
30

4.1.7 Aplicación del control de calidad.
El control de calidad está recibiendo mayor atención que antes. Algunos críticos
dicen que la calidad contemporánea está disminuyendo y culpan de ello a la falta de
orgullo y habilidad de los trabajadores de la actualidad. Otros culpan de la mala calidad
a las líneas de ensamble de alta velocidad, en donde es difícil detectar los errores antes
de que el producto esté fuera de la fábrica.
Otro argumento establece que no ha habido disminución alguna en la calidad; lo
que pasa es que los clientes modernos esperan simplemente mayor calidad que antes.
Las campañas elaboradas y profusas de publicidad, hacen resaltar la perfección de los
productos y es probable que este énfasis dé lugar a expectaciones que exceden a las
capacidades de la producción. Los vendedores que toman en cuenta al cliente, con sus
promesas y garantías establecen un ritmo confuso para los administradores
responsables que toman en cuanta a la producción. Muy pocos tienen interés en rebatir
la validez de la tendencia, pero muchos se preguntan cómo apoyarla.
Tanto los planes de muestreo como los diagramas de control son poderosos
aliados en la obtención de la calidad. Se basan en los fundamentos sólidos de las
matemáticas y han sido refinados a un nivel donde son fáciles de aplicar. Son la
evidencia experimental del principio de administración por excepción. Abarcan una
profundidad y facetas que sobrepasan lo que se puede observar.
Se puede regresar a los diagramas de control para ilustrar algunas de las
consideraciones de la calidad reconocidas por quienes las emplean y tienen experiencia.
Las consideraciones se desarrollan a partir de una mezcla de conocimiento teórico y una
familiaridad en el trabajo con el proceso que está sometido a control.
Un objeto principal de los diagramas de control es obtener la advertencia más
rápida posible de una condición que implique una desviación. Este objetivo puede
aplicarse a la operación del proceso mismo o a la aceptación de los productos
provenientes del proceso. Los diseños del muestreo son diferentes para las dos
divisiones. Una muestra tomada para el control del proceso se debe seleccionar para que
proporcione pequeñas variaciones dentro de cada muestra y grandes variaciones entre
31

de las muestras. Cuando el propósito es controlar la calidad saliente, la muestra debe ser
representativa del periodo de producción, una muestra al azar de un bloque fechado de
los productos.
Ya se ha observado la importancia y la lógica de examinar cuidadosamente todos
los puntos que caen fuera de los límites de control. También puede aprenderse mucho al
observar el patrón de los puntos que aún se encuentran dentro de los límites. El
propósito es identificar la tendencia que pueda investigarse para una causa básica antes
de que la causa posible dañe la producción. La "teoría de las corridas" es una rutina
basada en la probabilidad de aparición de una secuencia de puntos que, en forma
consistente, se agrupan en un lado de la media del proceso. Algunos prácticos emplean
reglas de rutina para el mismo propósito. La "regla del siete" indica que el proceso debe
ser investigado para detectar influencias que no son al azar cuando aparezcan siete
puntos consecutivos arriba o debajo de la media. "Reglas" semejantes sugieren la
investigación de dos puntos consecutivos que estén "muy" cerca del límite de control y
una corrida de cinco puntos que estén sucesivamente más altos o más bajos.
La forma en que se mantenga y se aproveche un diagrama de control puede influir
en su valor. Cuando los diagramas no están al día o sus señales no se toman en cuenta,
los trabajadores dejan de darle importancia al programa de calidad. Sería mejor ocultar
un programa al que no se le da importancia puesto que hace notaría la falta de interés
por parte de la administración; la falta de interés que éste puede engendrar podría ser
contagiosa. Inversamente, un diagrama manejado adecuadamente puede alentar un
mejor rendimiento. Un diagrama de control colocado en una forma prominente con
normas alcanzables puede dar lugar a un fuerte incentivo psicológico.
Los diagramas son partes notables e importantes de un programa de control de
calidad, pero no son todo el programa. La educación, la supervisión y el entrenamiento
son complementos necesarios. A su vez, un programa de control de calidad es
solamente un área en el total del programa de producción. El interés por la calidad
depende de otras funciones del sistema de producción y, recíprocamente, el interés
apoya a las otras funciones. Una atención exclusiva a las implicaciones de ingeniería del
control de calidad quita al programa de calidad el potencial de beneficios para la
administración y la dirección; su potencial de motivación podrá ser su contribución más
32

significativa y resumiendo, el control de calidad abarca la secuencia total de insumos-
transformación- producción de todo el sistema. El muestreo por aceptación mide la
calidad de los insumos. Los programas de calidad piden a los trabajadores que eviten
errores en el proceso de transformación. Los diagramas de control miden el rendimiento
de un proceso para ajustarse a los objetivos de la producción. Todo el esfuerzo de
control de calidad depende de la cooperación de muchas unidades operantes dentro de
la organización, su éxito lo determinarán finalmente los clientes a los cuales sirve.
La producción de calidad principia con un proceso capaz de producir de acuerdo
con las especificaciones del diseño. El diseño debe ajustarse a la precisión demandada
por los clientes y estar dentro de la exactitud alcanzable por el proceso. La economía de
la precisión en función de la exactitud relaciona el costo del capital para alcanzar una
mayor exactitud con las recuperaciones más altas esperadas al minimizar una mayor
precisión. Como las variaciones entran en cualquier proceso de producción, el costo de
vigilancia para reducir los errores debe también estar relacionado con la precisión de los
productos.
Las organizaciones para la obtención de calidad varían ampliamente, pero toda
ellas dependen del apoyo activo de la alta administración para integrar los esfuerzos en y
dentro de los departamentos. Tratando al personal del control de calidad como una
organización pseudo-independiente, se pueden reducir considerablemente los conflictos
de personalidad y las tácticas de presión por parte del personal afectado. El valor
general de la organización de la calidad debe juzgarse por la relación de los costos
incurridos a los costos evitados.
Un diagrama de control es una ayuda gráfica para la detección de variaciones de
la calidad dentro de un proceso de producción. Tiene tres aplicaciones principales:
determinar la capacidad del proceso, guiar las modificaciones y regular la producción.
Los límites de control ayudan a distinguir las variaciones causadas por el azar de
aquéllas debidas a causas asignables. Una observación cae al azar fuera de los límites
usuales aproximadamente tres veces en 1000.
Los diagramas de control por variables registran el valor promedio de las
mediciones de la muestra (x) y el intervalo de mediciones (R). Tanto la media como el
33

intervalo de una muestra deben estar entro de los límites de control antes de que el
proceso representado se considere bajo control. Un método para calcular los límites de
control por variables consiste en usar factores predeterminados con base en el tamaño
de la muestra, n; el factor A se emplea para la media de la muestra y los factores B y C
se aplican a los intervalos de la muestra en la forma siguiente:
LSC x = x + AR LSCR = BR
LICX = x~-AR LICR = CR
Cuando la magnitud de la muestra no es constante, se deben calcular diferentes
límites para cada n.
Los diagramas de control por atributos representan el porcentaje de defectuosos
(diagrama-p) o el número de defectuosos (diagrama-c). Los límites de control del
diagrama p, se basan en la distribución binomial para suministrar.
Límites de control (p) = p ± 3"V (p (100-p))/n
Donde p = porcentaje promedio de defectuosos. Los límites de control para el
diagrama c se obtienen a partir de la distribución de Poisson para obtener:
Límites de control (c) = c ± 3"vc
Donde~c = promedio de defectuosos por unidad de inspección.
Con frecuencia los límites para ambos diagramas se desarrollan de muestras del
proceso tomadas durante un periodo base después de eliminar las observaciones no
representativas. Los límites de control se deben revisar cuando cambia al promedio del
proceso.
34

La administración y la evaluación practicada de los diagramas de control pueden
aumentar su valor. Las tendencias o las corridas dentro de los límites de control dan una
advertencia adelantada de las desviaciones del proceso.
4.2 Control y aseguramiento de calidad en carreteras
A continuación se presentan los criterios para la ejecución del control de calidad
que realice el contratista de obra durante la construcción o la conservación cuando los
trabajos se ejecuten por contrato, o la Secretaría de comunicaciones y Transportes si se
realiza por administración directa; también contiene los criterios para la verificación de
calidad que, en el primer caso, realice la Secretaría con recursos propios o a través de
un contratista de supervisión, y en el segundo, directamente la Secretaría de
Comunicaciones y Transportes.
35

ORGANIGRAMA PARA EL ASEGURAMIENTO DE CALIDAD
DIRECCIÓN GENERAL DE SERVICIOS TÉCNICOS
CONTROL EXTERIOR UNIDAD GENERAL DE SERVICIOS TÉCNICOS
3
QQCO > < O J Ü K O _i O CC < K H O < S w * O Q O O " CO
I 2 <
EÍQ2¡ Q U U 1 z < Q
Q.
CENTRO SCT DIRECCIÓN GENERAL DE
CONSERVACIÓN DE CARRETERAS
SUBDIRECCION DE OBRAS
RESIDENCIA SCT
o f PRUEBAS l •• 1&BORATORIO \ ¡ w Y CAMPO >; £ | ¡ S DATOS < !< DE
: -1 CALIDAD . UJ
EMPRESA DE SUPERVISION
RESIDENCIA DE SUPERVISION
IE
O Áreas participantes
Resultados
CONCEPTOS^ ( VOLUMETRIA Y CALIDAD
FRENTES DE SUPERVISION
— # ^ESTIMACIONES
VERIFICACIÓN DE CALIDAD
3E APROBACI
ON
_^. Línea de mando
^. Apoyo normativo
EMPRESA SUPERVISION
(CONTRATADA) CENTRAL
Comunicación
Resultados para aceptación y pago
< z
yo "J ?i
UJ 5 0=O
4.2.1 Control del proceso con gráficas de control.
Cuando se ha captado suficientemente la relación entre una caracterización de
calidad y los factores de proceso que la afectan, el paso siguiente es controlar estos
factores en ciertos niveles de manera que el valor esperado de la característica de
calidad se mantenga dentro de un rango deseable. Este paso se llama control del
proceso. La gráfica de control sirve como un medio útil para identificar condiciones
anormales de los procesos en condición estable.
36

4.2.2 Características de control.
Una variable que se usa para conducir el control de un proceso se llama la
característica de control del proceso. Las siguientes consideraciones deben tenerse en
cuenta en la determinación de las características de control.
a) Los valores característicos deben reflejar correctamente los estados del proceso.
b) Deben minimizarse los efectos de áreas extremas.
c) Los resultados deben estar disponibles de inmediato.
d) El muestreo y la medición deben ser económicos.
Una característica sustitutiva puede usarse si tiene una relación fuerte con la
característica de control original. Para el caso en que la medición implique la destrucción
de los materiales, puede hacerse una sustitución por mediciones no destructivas.
4.2.3 Determinación de líneas de control.
Para administrar un proceso por medio del uso de una gráfica de control, es
necesario examinar si la capacidad del proceso es adecuada; es decir, si el proceso es
estable y si los rangos de variación de la característica de control en la gráfica indican
conformidad satisfactoria con el estándar requerido para producir cierto producto.
Cuando se encuentra que el proceso es inadecuado y su característica de control no está
en un estado de control es necesario iniciar actividades tentativas de control contra las
anormalidades fijando líneas temporales de control, y al mismo tiempo mejorar el
proceso.
La gráfica de control que se hace para el análisis del proceso se compara con los
valores estándar. Si la gráfica de control muestra que el proceso está en el estado
deseado, entonces las líneas de control se extienden para el control del proceso. Su
procedimiento se da en la figura 4.6.
37

Sí
Análisis del proceso con base En datos preliminares
Identificación de causas asignables
Recalcular las líneas de control eliminando los datos fuera de control
Comparación con estándares
Control del proceso por la extensión de las líneas de control
NO
NO
NO
Figura 4.6 .- Flujo de decisión de líneas de control

4.2.4 Revisión de las líneas de control.
Es necesario revisar las líneas de control cuando se reconocen cambios técnicos
en el estado del proceso. Esta revisión debe hacerse lo más pronto posible. Aún cuando
no se conocen cambios conspicuos, deben mantenerse revisiones regulares de las
líneas de control. Su revisión debe basarse en el rango de las fluctuaciones que pueden
ocurrir cuando el proceso está bien controlado.
4.2.5 Estándares de operación.
Para poner todo un proceso en un estado estable por medio del control del
proceso, es necesario captar los factores que contribuyen a las fluctuaciones del proceso
y evitar cambios anormales de estos factores. Para lograrlo se requiere la
estandarización de los procedimientos de operación y de los métodos. Para proponer un
conjunto de estándares de operación se deben tener en cuenta las siguientes
consideraciones:
a) La estabilización debe ser consistente con los objetivos mencionados.
b) Los estándares deben establecerse para controlar la fluctuación de los factores
contribuyentes.
c) Los estándares deben establecerse para controlar la fluctuación de los factores
contribuyentes.
d) Los estándares deben ser prácticos y servir como criterio de operación.
e) Son decisiones tentativas y no necesariamente metas ideales.
f) Se deben hacer revisiones de los estándares para mejorar.
g) Deben comprenderse claramente el contexto de elaboración de los estándares, y
debe aclararse el proceso para fijar los estándares.
h) Los estándares deben fijar claramente la responsabilidad y la autorización.
i) En la documentación de estándares debe tenerse en cuenta la facilidad de
utilización de los manuales.
j) Se deben describir las medidas temporales para emergencias.
39

k) Deben tenerse en cuenta las consideraciones a prueba de errores y para la
seguridad.
I) Deben estar orientados hacia las metas, no hacia el formalismo.
m) Deben implementarse su instrucción y entrenamiento.
En la planeación de estándares, es indispensable la habilidad para controlar los
principales factores del proceso. También, el éxito de la estandarización depende de la
devoción de los trabajadores a los estándares. En la realización del proceso de control,
los estándares deben revisarse continuamente hasta la perfección, usando la gráfica de
control. Además, también se deben establecer los procedimientos relacionados con la
estandarización, tales como aplicación, documentación, revisión, educación y
entretenimiento.
4.2.6 Comparación con las especificaciones.
Cuando haya que comparar los datos del proceso con los límites de
especificación, hágalo con la unidad determinada en las especificaciones. Si los límites
de la especificación se aplican a cada ítem individual, los límites de la especificación
deben compararse con los datos de cada ítem, no conx, ni con los límites de control.
Si el histograma se encuentra dentro del límite superior e inferior de la
especificación con un margen, puede juzgarse satisfactorio para los estándares.
Entonces, este proceso puede controlarse por las líneas de control calculadas a partir de
los datos del proceso.
Por otra parte, si el histograma rebasa los límites superior e inferior, significa que
el proceso no es satisfactorio. Se requieren procedimientos correctivos.
Aunque un proceso se encuentre en el estado de control, el proceso podría
producir productos defectuosos, y viceversa. Los límites de control se hacen para
proporcionar un juicio sobre si el proceso está en el estado de control o no, mientras que
los limites de especificación se hacen para proporcionar un juicio sobre si cada producto
es defectuoso o no. El estado de control es un estado en el cual las causas asignables
se eliminan y la variación del proceso se debe sólo al azar. Puede obtenerse realizando
el trabajo según las instrucciones de trabajo. La amplitud de los límites de control se
40

determina basándose en la variación debida al azar. Por otra parte, los límites de
especificación se deciden por las demandas de los consumidores o los usuarios.
Así, como se muestra en figura 4.7, es probable que se presenten los siguientes
cuatro casos:
a) El proceso no ésta en un estado de control y también se producen ítems
defectuosos.
b) El proceso está en estado de control y sin embargo se producen ítems
defectuosos.
c) El proceso no está en estado de control pero los productos no son defectuosos.
d) El proceso está en estado de control pero los productos tampoco son defectuosos.
No hay problema en el caso d), pero se presenta confusión cuando ocurren b) ó
c). La razón es una falta de armonía entre la capacidad del proceso y la especificación.
En el caso b), la capacidad del proceso es suficiente para la especificación. Para prevenir
la ocurrencia de productos defectuosos, debe hacerse el esfuerzo para mejorar la
capacidad del proceso. El caso c) ocurre cuando el proceso tiene suficiente capacidad
para la especificación. En este caso, debe considerarse el mejoramiento de la eficiencia
de la producción.
41

Gráfica de control
HistogramS" Estado fuera de control Estado controlado
* c q> v o
•o .y IB 5 (O 0)
b) LCs
LCi LEi LEs
C ;o
jo ü <u 8 o ic
* o. CO Q>
d) LCs
LCi LEi LEs
Figura 4.7: Comparación de gráficas de control con las especificaciones

4.3 Control de Calidad
Definiendo de una manera clara y concisa el término "Control de Calidad", durante
la construcción, reconstrucción o la conservación de las obras carreteras, este se refiere
al conjunto de actividades que permiten evaluar las propiedades inherentes a un
concepto de obra, así como a sus acabados, además de los materiales y equipos de de
instalación permanente que se utilicen en el proyecto, para decidir la aceptación,
rechazo o corrección del concepto y determinar a tiempo, si el proceso de producción o
el procedimiento de construcción se está realizando correctamente, o en su defecto,
deba ser corregido. Dichas actividades, comprenden principalmente el muestreo, las
pruebas de campo y laboratorio, así como los análisis estadísticos de resultados, entre
otras. Si la conservación o la construcción son ejecutadas por contrato, el control de
calidad es responsabilidad exclusiva del contratista de obra, como ya se mencionó
anteriormente, siendo responsabilidad del residente, si las obras se ejecutan por
administración directa.
Para garantizar la calidad y los acabados de la obra, el Contratista o como ya se
dijo, el Residente de Obra debe realizar el control de calidad de todos los conceptos de
obra, según lo establecido en el proyecto, por lo que está obligado a instalar y mantener
en el campo, el personal, equipo de ingeniería y los laboratorios que se requieran para tal
efecto, conforme a lo señalado en el contrato, lo que debe ser considerado en sus
análisis de precios unitarios. Tanto los laboratorios como su equipo y personal, una vez
instalados, tienen que ser aprobados por la empresa contratante. Los resultados de las
pruebas de campo y laboratorio, por cada frente y concepto de obra, han de ser
analizados estadísticamente mediante cartas de control u otro procedimiento estadístico
aprobado por la empresa contratante, asociando claramente dichos resultados con el
concepto de trabajo, su ubicación en la obra y su volumen, de manera tal que se puedan
comparar los valores obtenidos con los límites de aceptación. Las cartas o los análisis
estadísticos se deben actualizar diariamente, con el propósito de que puedan ser
corregidas, oportunamente, las desviaciones en la calidad de la obra. Los resultados de
las pruebas, las cartas de control, los análisis estadísticos y los informes de control de
calidad siempre estarán a disposición de la empresa contratante.
43

4.3.1 Requisitos para llevar a cabo el Control de Calidad
El residente o en su caso, el contratista de obra, no podrán iniciar los trabajos de
reconstrucción o conservación si no se cuenta en el campo con lo siguiente:
a) El programa detallado de control de calidad, que sea técnicamente factible y
aceptable desde el punto de vista de su realización física, así como comprobable
en todas y cada una de las actividades programadas; además, que incluya la
forma y medios a utilizar en la evaluación de los materiales correspondientes a
todos los conceptos de obra terminada, así como del acabado de los mismos y de
los equipos de instalación permanente que vayan a formar parte integral de la
obra.
b) El personal profesional, técnico y de apoyo: las instalaciones, equipo y materiales
de laboratorio, así como equipo de transporte, que sean adecuados y suficientes
de acuerdo con el programa detallado de control de calidad, los cuales se
mencionarán con mayor precisión, más adelante.
4.4 Verificación de Calidad
Referente a la verificación de calidad durante la reconstrucción o la conservación
de una obra, ésta consiste en el conjunto de actividades que permiten corroborar que los
conceptos de obra cumplan con las especificaciones del proyecto, ratificar la aceptación,
rechazo o corrección de cada uno, y comprobar el cumplimiento del programa detallado
de control de calidad. Dichas actividades comprenden principalmente el muestreo y las
pruebas, así como los análisis estadísticos de sus resultados junto con los del control de
calidad, conforme a lo indicado en los incisos que se presentan más adelante. Si la
reconstrucción o conservación se ejecuta por contrato, la verificación de calidad es
responsabilidad del Residente o, en su caso, del Contratista de Supervisión. Cuando la
obra se ejecute por administración directa, estas actividades las realizará una
organización independiente de la que ejecute el control de calidad, dentro de la empresa
contratante.
44

4.4.1 Requisitos para llevar a cabo la Verificación de Calidad
Cuando la obra se realizará por contrato, el Residente o el Contratista de
Supervisión deberá contar en el campo, antes de que se ejecuten los trabajos de la
obra, con los siguientes requisitos:
a) El programa detallado de verificación de calidad, que sea técnicamente
factible y aceptable desde el punto de vista de su realización física, así como
comprobable en todas y cada una de las actividades programadas; que incluya la
forma y los medios a utilizar para la verificación de calidad, y que contenga los
criterios de carácter general sobre la ejecución, medición, base de pago y
estimación de las obras para la infraestructura del transporte, que realice la
Secretaría por administración directa o a través de un contratista de Obra, así
como los lineamientos generales para la aplicación de sanciones por
incumplimiento del programa de ejecución o de la calidad establecida, además de
contener los lineamientos para la aplicación de estímulos que pudieran ser
procedentes, dependiendo de la calidad lograda en dichas obras.
b) El personal profesional, técnico y de apoyo; las instalaciones, equipo y
materiales de laboratorio, así como el equipo de transporte, que sean adecuados y
suficientes de acuerdo con el programa detallado de verificación de calidad a que
se refiere el inciso anterior, además de que cumplan con lo indicado mas adelante.
45

4.5 Ejecución del Programa De Control De Calidad y Del Programa De
Verificación De Calidad.
Como se mencionó anteriormente, a continuación se presentan las normas
conforme a las cuales se llevará a cabo el programa detallado, tanto del Control como de
la Verificación de Calidad; además, de lo referente a la ejecución de los mismos:
4.5.1 Programa de Control de Calidad y Programa de Verificación de Calidad
Referente al programa detallado del Control de Calidad y de la Verificación de
Calidad, éstos deben ser congruentes con lo siguiente:
a) Recibir junto con las estimaciones y revisar los resultados de las pruebas, las
cartas de control, los análisis estadísticos y los informes del control de calidad
ejecutados por el Contratista de Obra, de todos los materiales, equipos de
instalación permanente, conceptos de obra y acabados, comprobando que éste
los haya realizado de acuerdo con las especificaciones del proyecto.
Adicionalmente, como verificación aleatoria, realizar el diez (10) por ciento del
número de pruebas establecidas en las especificaciones y, en su caso, de
acuerdo con lo estipulado en el contrato de supervisión. Si la supervisión se
ejecuta por contrato, las pruebas para dichas verificaciones se deben realizar en el
laboratorio y en las instalaciones del Contratista de Supervisión.
b) Analizar, por cada frente y concepto de obra, los resultados del control de calidad
efectuado por el Contratista de Obra y los de las verificaciones a que se refiere el
Inciso anterior, así como los de la verificación de las líneas y niveles que consiste
en llevar a cabo durante la ejecución de los trabajos, al término de cada concepto
de obra, el levantamiento topográfico de los trabajos realizados y cotejarlo con el
proyecto para verificar que las líneas y niveles establecidos hayan sido respetados
y que las tolerancias estén dentro de los límites especificados, calculando las
diferencias entre las líneas y niveles teóricos respecto a las reales y verificando
los volúmenes de obra ejecutados. Si la ejecución de algún concepto de obra se
prolonga por más de un mes, el levantamiento topográfico correspondiente debe
46

hacerse cuando menos mensualmente, interpretándolos estadísticamente
mediante cartas de control u otro procedimiento estadístico aprobado por la
Secretaría, asociando claramente dichos resultados con el concepto de trabajo, su
ubicación en la obra y su volumen, de manera tal que se distingan cuáles son los
datos de la verificación y que se puedan comparar los valores obtenidos con los
límites de aceptación. Las cartas o los análisis estadísticos se deben actualizar
diariamente, con el propósito de que puedan ser corregidas, oportunamente, las
desviaciones en la calidad de la obra. Las cartas de control, los análisis
estadísticos hechos con otros procedimientos, los resultados de las pruebas de
campo y laboratorio, los informes de control de calidad y las verificaciones de las
líneas y niveles, realizados por el Contratista de Obra, así como los que resulten
del análisis a que se refiere este Inciso, serán conservados en el archivo de
control de calidad, el que debe estar permanentemente actualizado.
4.5.2 Ejecución de los Programas de Control y de Verificación de Calidad de la
obra
Respecto a la ejecución del Control de Calidad y de la Verificación de Calidad, se
tomará en cuenta lo siguiente:
a) Personal
El personal que ejecute el control de calidad o la verificación de calidad, tenga la
capacitación y experiencia suficientes, así como que esté integrado como mínimo
por:
a.1) Jefe de Control de Calidad
El responsable del control de calidad, ya mencionado anteriormente, contará
durante todo el tiempo que dure la obra con un Jefe de Control de Calidad, que sea
ingeniero civil con cédula profesional y certificación como Perito Profesional en Vías
Terrestres, Grupo de Estudios y Proyectos, con experiencia en trabajos de control de
calidad, que conozca ampliamente todos los aspectos relacionados con el tipo de obra
47

de que se trate, así como con el proyecto de la misma y que previamente sea aceptado
por la empresa contratante. El Jefe de Control de Calidad debe coordinar todos los
trabajos para la correcta ejecución del control de calidad, analizar estadísticamente los
resultados que se obtengan y elaborar los informes, los cuales se describen mas
adelante (en el inciso: Informes de Control de Calidad). No puede ser sustituido sin la
autorización escrita de la empresa contratante y siempre por otra persona con igual
preparación y experiencia.
a.2) Jefe de Verificación de Calidad
Asimismo, la persona responsable de la verificación de calidad, contará durante
todo el tiempo que dure la obra con un Jefe de Verificación de Calidad, que sea ingeniero
civil con cédula profesional y certificación como Perito Profesional en Vías Terrestres,
Grupo de Estudios y Proyectos, con experiencia en trabajos de control de calidad, que
conozca ampliamente todos los aspectos relacionados con el tipo de obra de que se
trate, así como con el proyecto de la misma y que previamente sea aceptado por la
empresa contratante. El Jefe de Verificación de Calidad debe coordinar todos los trabajos
necesarios para la correcta ejecución de la verificación de calidad, analizar
conjuntamente y en forma estadística los resultados que se obtengan del control de
calidad y de la propia verificación, e integrarlos en los informes mensuales, los cuales
serán descritos con mayor precisión más adelante (Inciso: Informes Mensuales de la
Verificación de Calidad). No puede ser sustituido sin la autorización escrita de la empresa
contratante y siempre por otra persona con igual preparación y experiencia.
a.3) Personal de Laboratorio
Los responsables del control de calidad y de la verificación de calidad,
respectivamente, contarán con los laboratoristas y ayudantes de laboratorio, suficientes
para atender todos los frentes de la obra en los aspectos de muestreo; manejo,
transporte, almacenamiento y preparación de las muestras; ejecución de las pruebas de
campo y laboratorio; mantenimiento y calibración del equipo de laboratorio, entre otros.
El personal de laboratorio estará capacitado, y acreditará, mediante evaluaciones ante el
Jefe de Verificación de Calidad, el conocimiento de las pruebas y procedimientos
correspondientes a las actividades que desempeñe. La empresa contratante podrá, en
48

cualquier momento, evaluar la capacidad del personal, teniendo la facultad de ordenar
que sea reemplazado si a su juicio no cumple con lo establecido en este Inciso.
b) Laboratorios
Los laboratorios para el control de calidad o para la verificación de calidad,
tendrán en sus instalaciones: áreas para almacenamiento, preparación y prueba de las
muestras, así como para la calibración del equipo; fuentes de energía y de iluminación; y
cuando sea necesario, sistemas de comunicación, de control de temperatura y de
ventilación, que permitan la correcta ejecución de las pruebas y de las calibraciones. La
empresa contratante podrá, en cualquier momento, evaluar los laboratorios, teniendo la
facultad de ordenar su adecuación o complementación si a su juicio no cumplen con los
requisitos establecidos a continuación:
b.1) Aprobación de Laboratorios
Como se mencionó en el inciso anterior, la empresa contratante tiene la facultad
de llevar a cabo un proceso de calificación para cada obra, para aprobar la operación de
un laboratorio propiedad del contratista de obra, del contratista de supervisión o
subcontratado por alguno de ellos, mediante el cual se demuestre que éste, tiene la
capacidad para operar y llevar a cabo pruebas o calibraciones específicas. Este proceso
consiste en la evaluación de los siguientes puntos:
c) Equipo y Materiales
c.1) Equipo y materiales para el control de calidad o para la verificación de
calidad
El equipo que se utilice para el control de calidad o para la verificación de calidad,
estará en condiciones óptimas para su uso, calibrado, limpio, completo en todas sus
partes y que no tenga un desgaste excesivo que pueda alterar significativamente los
resultados de las pruebas. Todos los materiales a emplear serán de calidad,
49

considerando siempre la fecha de su caducidad. La empresa contratante podrá, en
cualquier momento evaluar el estado del equipo y la calidad de los materiales, teniendo
la facultad de ordenar su calibración, reemplazo o complementación si a su juicio no
cumplen con lo requerido según el tipo de obra.
c.2) Vehículos de transporte
En relación a los vehículos de transporte, éstos deben ser adecuados para
trasladar, en forma eficiente y segura, al personal, al equipo y a los materiales para el
control de calidad o para la verificación de calidad, así como las muestras que se
obtengan. Su número ha de ser suficiente para atender todos los frentes de la obra, ser
utilizados exclusivamente en las funciones mencionadas, así como estar y ser
mantenidos en óptimas condiciones de operación durante el tiempo que dure la obra. La
empresa contratante podrá, en cualquier momento, evaluar el estado y cantidad de
vehículos, teniendo la facultad de ordenar su reparación, reemplazo o complementación
si a su juicio no cumplen con lo requerido según el tipo de obra.
d) Muestreo
Salvo que el proyecto indique lo contrario, las muestras serán del tipo que se
establece en los Manuales del Libro MMP. Métodos de Muestreo y Prueba de Materiales,
de la Secretaría de Comunicaciones y Transportes y se obtendrán con la frecuencia ahí
indicada cuando sean para el control de calidad, o al diez (10) por ciento de esa
frecuencia cuando sean para la verificación de calidad. En todos los casos las muestras
se seleccionarán al azar, mediante un procedimiento objetivo basado en tablas de
números aleatorios, conforme a lo indicado en el método antes mencionado.
d.1) Criterios Estadísticos de Muestreo:
A continuación se describirán los procedimientos para seleccionar al azar, las
muestras o los elementos que las compongan, que serán sometidas a mediciones,
pruebas de campo o pruebas de laboratorio, para determinar sus propiedades y verificar
el cumplimiento de la calidad especificada en el proyecto o establecida en la Normativa
SCT.
50

Los resultados de las pruebas que se realicen a materiales y conceptos de obra,
siempre tendrán variaciones debidas a la heterogeneidad del material, desviaciones
durante el proceso constructivo, así como problemas derivados de los procedimientos de
muestreo y prueba. Estos factores son variables aleatorias y, por lo tanto, los resultados
lo son también, de forma que, para que indiquen la verdadera calidad de lo probado, es
necesario que el muestreo siga un proceso estadístico que garantice la selección de las
muestras realmente al azar, de acuerdo con las reglas que la estadística ha desarrollado
para el caso.
Se tendrá siempre en cuenta que las muestras "buenas", "malas" o "indicativas de
la situación promedio", según el criterio personal del inspector, no pueden ser
consideradas como muestras al azar, y los resultados que se obtengan a partir de ellas,
no corresponderán a la calidad real del lote o volumen de obra que representa.
Por ello, el plan de muestreo estadístico ha de poseer un procedimiento objetivo
para la selección de la muestra, basado principalmente en el uso de tablas de números
aleatorios, que garantice que todos y cada uno de los elementos de la población por
muestrear, tengan la misma probabilidad de ser seleccionados.
d.2) Tabla de Números Aleatorios
Una tabla de números aleatorios es una disposición de números con una cierta
cantidad prefijada de dígitos obtenidos estrictamente al azar, que se utiliza para definir el
lugar en donde se obtendrá la o las muestras de un lote de material o de un volumen de
obra, para lo que se puede introducir en una urna los 10 dígitos (del 0 al 9), se saca uno
al azar, se anota la cifra, se reintegra inmediatamente a la urna y se repite el
procedimiento hasta completar todos los números.
Existen dos tablas de números aleatorios, la Tabla 1, presentada mas adelante,
que principalmente se utiliza para la selección de muestras que se obtengan de lotes o
conjuntos de objetos que sean similares entre sí y que se denomina Tabla de números
51

aleatorios simple, contiene números de dos cifras, dispuestos al azar en 25 columnas y
50 renglones. Y además, la Tabla 2, que principalmente se utiliza para la selección de
muestras que se obtengan de superficies regulares y que se denomina Tabla de
números aleatorios compuesta, está formada por 28 columnas, cada una se divide en 3
subcolumnas y 30 renglones. La primera subcolumna (N°) contiene el número del
renglón y en las dos siguientes ("A" y "B") están dispuestos los números aleatorios, que
en este caso son de 3 dígitos precedidos por el signo decimal. Cuando se formó la tabla
los números de los renglones estaban dispuestos en forma ordenada, pero una vez
anotados los números aleatorios y con el propósito de facilitar la utilización de la tabla,
los renglones se acomodaron de manera que los números aleatorios de la subcolumna
"A" quedarán ordenados en forma creciente, por lo que los números de los renglones
están dispuestos aleatoriamente.
52

TABLA 1.- Tabla de números aleatorios simple
C/R
1 2 3 4 5
6 7 8 9 10
11 12 13 14 15
16 17 18 19 20
21 22 23 24 25
26 27 28 29 30
31 32 33 34 35
36 37 38 39 40
41 42 43 44 45
46 47 48 49 50
1
64 42 94 07 28
47 89 05 52 50
22 15 07 37 10
25 15 50 46 72
89 90 32 96 52
11 94 16 40 39
57 27 47 55 51
37 80 90 63 34
89 38 24 75 20
45 24 14 05 24
2
36 01 30 91 78
95 93 85 49 17
45 64 33 18 58
64 68 10 65 37
16 03 56 95 84
63 23 11 26 29
97 94 00 17 41
76 78 39 69 66
59 11 99 52 25
05 18 19 95 24
3 06 06 43 70 17
41 33 79 45 90
98 13 56 38 15
18 33 62 44 63
65 24 24 79 35
38 41 76 55 41
32 66 48 48 13
59 51 98 38 70
73 71 94 07 62
27 80 36 29 72
4
90 94 54 73 67
79 13 57 35 95
75 92 17 70 07
68 23 66 77 82
52 51 35 10 83
66 73 88 60 14
34 78 28 01 60
13 56 94 40 84
24 12 53 92 59
43 90 02 96 25
5 25 97 85 61 00
45 54 48 48 25
67 65 15 70 46
72 66 79 69 23
40 29 75 25 42
00 41 15 02 40
26 38 35 71 89
11 82 05 44 87
44 33 68 15 14
37 88 46 38 10
6 20 60 43 69 74
66 35 66 67 21
42 97 38 56 86
93 03 76 04 31
80 33 55 86 80
95 29 88 23 28
30 36 16 79 82
31 72 10 58 86
62 15 29 41 93 92 99 01 11 86
7 03 42 49 50 83
46 54 92 86 84
14 54 27 41 40
48 47 01 50 15
96 43 48 96 78
04 58 51 14 86
06 53 86 70 69
15 32 07 76 21
87 74 10 79 37
74 04 71 59 24
8 42 80 18 06 45
15 96 26 09 60
89 10 66 17 55
91 80 68 48 12
54 17 57 75 79
23 33 86 35 05
06 47 49 02 59
01 80 52 07 48
55 95 32 56 52
19 08 63 54 49
9 08 59 33 66 83
45 35 85 10 63
09 44 11 32 12
69 12 88 65 80
37 54 63 79 73
69 80 94 74 46
31 15 91 74 99
99 11 98 69 42
94 80 48 19 23
61 98 18 00 04
10 95 02 69 81 47
04 97 05 95 65
29 60 97 74 64
62 95 36 03 11
63 12 46 85 93
74 14 54 52 91
79 39 75 52 78
67 40 97 51 07
19 01 30 67 25
39 09 45 69 96
11 23 83 89 36 13
43 33 68 34 40
46 32 59 05 12
36 04 36 58 45
24 05 90 69 35
15 70 34 43 77
35 59 46 97 91
38 50 22 35 16
54 20 02 40 68
51 44 31 96 45
12 53 91 32 17 34
38 07 02 33 29
05 49 83 97 42
03 70 00 74 35
05 11 35 40 53
06 98 94 17 36
05 66 23 02 48
29 31 67 38 13
73 06 28 30 17
46 26 37 54 94
13 03 52 87 92 17
66 33 38 27 73
21 20 12 41 72
05 15 91 81 55
29 09 12 75 38
89 08 45 60 74
30 15 92 45 83
62 56 07 87 14
74 46 00 28 28
26 13 89 72 71
14 60 00 81 70 78
43 62 18 76 63
88 75 39 07 97
03 53 51 74 74
37 69 48 91 82
00 35 53 10 77
14 48 54 19 28
65 48 58 01 67
31 87 70 85 16
29 96 74 96 25
15 33 12 54 33 54
79 45 38 90 17
77 04 33 31 48
11 11 47 95 57
61 71 82 22 50
39 03 03 16 08
90 61 08 75 56 67 52 09 82 11
04 62 75 43 22
45 47 56 28 27
16 26 80 51 57 29
51 31 97 73 64
32 48 44 90 07
62 79 54 11 43
20 84 33 24 64
46 69 43 09 88
01 44 91 94 46
90 50 01 49 11
72 10 47 54 37
69 62 33 99 35
17
15 13 88 65 18
59 77 73 80 43
96 57 09 86 96
76 98 90 73 21
20 56 28 74 60
18 53
¡-¿ft! 45 93
86 82 94 52 93
88 29 60
m ":M 91 25 32 66 26
65 39 05 54 61
18 47 48 19 98 06
00 00 52 91 70
88 08 34 71 94
39 68 64 71 82
04 92 87 05 03
24 33 54 42 36
74 01 99 80 13
43 42 34 16 20
25 52 75 68 96
95 34 14 23 93
19 64 92 94 85 10
33 24 47 17 82
22 81 40 57 39
90 77 93 86 53
02 55 09 39 44
23 40 56 37 47
39 18 23 21 68
97 01 33 15 59
92 98 46 06 63
93 07 27 91 35
20 35 78 37 11 68
20 90 18 39 07
54 22 88 85 28
94 12 29 40 14
00 36 83 00 35
97 42 05 96 70
23 33 37 80 35 04 52 50 01 25
92 94 15 84 05
42
'•2t 77 23 65
21 93
*m-m 68 80
72 93
4ffc 35 44
85 79 48 52 20
91 61 84 09 80
42 71 70 82 47
52 68 08 72 22
24 99 76 22 49
07 77 86 19 87
43 07 47 53 98
77 84 65 81 38
22 89 83 62 47 96
49 53 76 25 93
05 19 98 05 37
68 99 02 76 56
48 56 21 91 57
14 45 19 98 52
08 52 45 39 73
25 54 77 41 62
85 04 79 14 83 04 48 25 76 24
23 50 72 15 27 89
60 80 16 01 52
56 74 98 92 00
22 73 75 85 70
47 33 54 12 96
74 03 81 27 00
18 07 92 73 76
67 82 56 79 40
75 27 98 87 88 74 02 50 18 63
24
08 56 54 19 71
82 10 62 29 20
38 22 46 39 70
40 17 60 21 38
82 04 49 38 27
11 05 01 28 61
40 21 08 81 47
43 77 50 84 70
92 62 02 96 52
58 44 93 28 33
25
19 45 41 34 06
19 26 02 76 16
14 85 52 87 11
66 80 86 17 17
64 80 05 71 03
20 26 36 77 01
45 95 68 77 87
09 39 14 87 97
67 96 31 01 73 26 45 98 64 75
Eiemolo 1 Ejemplo 2

TABLA 2.- Tabla de números aleatorios compuesta (Columnas 01 a 14 de 28)
COLUMNA 01
N° 15 21 30 23 24
08 19 11 29 16
17 06 07 02 13
25 01 18 20 27 22 12 04 09 10 05 14 28 26 03
A ,045 ,080 ,121 ,134 ,138
,139 ,214 ,219 ,233 ,326
,348 ,378 ,385 ,397 ,411
,426 ,473 ,531 ,560 ,674 ,737 ,744 ,745 ,802 ,815 ,846 ,851 ,870 ,900 ,983
B ,075 ,571 ,381 ,990 ,122
,262 ,295 ,421 ,873 ,953
,308 ,989 ,831 ,001 ,557
,783 ,738 ,993 ,406 ,054
,928 ,014 ,967 ,491 ,874 ,823 ,546 ,220 ,999 ,753
COLUMNA 02
N° 17 05 18 28 06
26 02 04 03 07
30 21 11 15 29
14 19 27 09 13
08 10 20 23 12 24 16 01 22 25
A ,014 ,042 ,043 ,107 ,145
,169 ,211 ,214 ,264 ,277
,310 ,318 ,409 ,410 ,461
,483 ,560 ,603 ,620 ,623
,640 ,641 ,641 ,836 ,845 ,855 ,930 ,960 ,961 ,984
B ,363 ,032 ,113 ,079 ,163
,851 ,386 ,572 ,074 ,536
,155 ,787 ,075 ,710 ,302
,678 ,953 ,530 ,583 ,892
,508 ,929 ,611 ,814 ,726 ,491 ,264 ,204 ,215 ,082
COLUMNA 03
N° 21 10 30 25 29
18 24 14 01 06
26 23 11 07 13
20 03 27 12 08 17 16 02 19 04 22 15 09 28 05
A ,051 ,064 ,089 ,153 ,187
,200 ,224 ,275 ,316 ,361
,381 ,390 ,417 ,436 ,461
,471 ,494 ,499 ,562 ,652
,661 ,691 ,731 ,813 ,841 ,842 ,848 ,911 ,929 ,973
B ,071 ,893 ,939 689 ,358
,470 ,184 ,023 ,941 ,043
,157 ,475 ,088 ,316 ,406
,745 ,648 ,271 ,095 ,329
,747 ,081 ,294 ,298 ,470 ,142 ,601 ,504 ,365 ,252
COLUMNA 04
N° 18 24 14 10 28
19 01 13 30 22 05 08 02 06 15
25 27 09 21 17
23 11 07 26 03 20 12 04 29 16
A ,029 ,062 ,074 ,096 ,127
,187 ,204 ,261 ,266 ,269
,278 ,283 ,337 ,346 ,401
,440 ,585 ,603 ,607 ,697 ,698 ,710 ,745 ,747 ,834
,848 ,902 ,914 ,915 ,992
B ,521 ,552 ,309 ,256 ,075
,628 ,571 ,288 ,681 ,838
,789 ,305 ,182 ,715 ,484
,139 ,090 ,634 ,859 ,867 ,770 ,171 ,012 ,511 ,346 ,757 ,873 ,367 ,190 ,398
C O L U M N A 05
N° 17 26 24 07 28
03 29 06 11 15
22 14 13 21 12
30 01 18 05 23
08 02 10 25 16 19 27 04 09 20
A ,030 ,059 ,075 ,128 ,147
,165 ,221 ,240 ,259 ,261 ,271 ,379 ,421 ,460 ,467
,499 ,510 ,518 ,540 ,587
,610 ,797 ,809 ,826 ,863 ,863 ,871 ,880 ,919 ,958
B ,879 ,420 ,300 ,157 ,614
,658 ,677 ,323 ,182 ,827
,526 ,051 ,478 ,736 ,780
,321 ,357 ,397 ,893 ,298
,290 ,890 ,534 ,366 ,812
,140 ,742 ,327 ,002 ,884
C O L U M N A 06
N° 30 21 10 29 20
01 24 06 02 14 05 09 13 26 25
17 04 23 15 28
11 03 27 07 16
18 19 08 12 22
A ,027 ,086 ,131 ,139 ,168
,175 ,178 ,245 ,260 ,334
,362 ,379 ,409 ,422 ,444
,471 ,475 ,564 ,678 ,697
,793 ,816 ,819 ,835 ,846
,859 ,861 ,872 ,914 264
B ,987 ,396 ,876 ,945 ,455
,097 ,016 ,925 ,898 ,475
,655 ,118 ,205 ,088 ,535
,811 ,603 ,993 ,821 ,394 ,904 ,872 ,599 ,925 ,504
560 ,552 ,932 ,582 ,359
COLUMNA 07
N° 20 12 22 18 03
13 29 16 28 11 02 24 14 15 19
09 06 27 10 23
30 21 26 04 07 05 17 01 25 08
A ,032 ,061 ,128 ,141 ,143
,209 ,215 ,244 ,248 ,287
,296 ,316 ,376 ,438 ,487
,507 ,507 ,575 ,619 ,623
,637 ,644 ,665 ,672 ,854
,855 ,861 ,954 ,969 ,978
B ,686 ,039 ,300 ,403 ,812
,158 ,311 ,056 ,674 ,372 ,104 ,693 ,640 ,363 ,064
,768 ,104 ,741 ,306 ,508
,851 ,810 ,836 ,603 ,627 ,344 ,166 ,376 ,947 ,799
C O L U M N A 08
N° 15 01 11 16 06
07 09 20 25 14
22 18 30 13 17 10 28 26 03 19 21 24 05 27 08 12 23 29 04 02
A ,033 ,090 ,105 ,123 ,123 ,141 ,179 ,190 ,247 ,340
,411 ,423 ,425 ,432 ,511
,532 ,550 ,563 ,576 ,675
,679 ,681 ,711 ,765 ,806 ,830 ,858 ,904 ,920 ,978
B 102 ,465 ,599 ,709 ,187
,400 ,901 ,366 ,063 ,291
,696 ,754 ,276 ,242 ,880
,885 ,834 ,502 ,396 ,770 ,140 ,502 ,934 ,695 ,199 ,837 ,330 ,384 ,142 ,990
C O L U M N A 09
N° 25 19 09 28 18
14 12 05 11 15
13 10 01 24 20
30 23 08 03 04 02 29 21 06 22
16 17 26 27 07
A ,036 ,089 ,102 ,138 ,158
,166 ,197 ,205 ,230 ,234
,283 ,328 ,387 ,481 ,508 ,518 ,561 ,564 ,629 ,650
,705 ,719 ,749 ,806 ,829 ,837 ,861 ,926 ,935 ,977
B ,994 ,055 ,159 ,616 ,371
,988 ,101 ,767 ,715 ,120
,645 ,457 ,216 ,712 ,266 ,484 ,798 ,089 ,112 ,519 ,049 ,073 ,253 ,299 ,730
,464 ,173 ,264 ,367 ,962
COLUMNA 10
N° 13 12 18 26 05
30 21 25 23 01
15 24 10 04 29
27 08 22 19 14 06 16 20 25 17 11 09 02 03 07
A ,042 ,073 ,085 ,088 ,114
,153 ,166 ,202 ,285 ,380
,389 ,395 ,416 ,485 ,515 ,542 ,546 ,566 ,597 ,635 ,650 ,661 ,753 ,758 ,781
,838 ,843 ,912 ,939 ,976
B ,220 ,612 ,156 ,916 ,576
,841 ,189 ,115 ,030 ,270
,787 ,651 ,543 ,321 ,511
,930 ,468 ,620 ,298 ,198 ,038 ,853 ,382 ,508 ,187 ,675 ,497 ,582 ,162 ,046
COLUMNA 11
N° 25 06 07 26 22
23 18 08 20
15 14 04 09 16 11
01 12 10 28 30 19 02 13 24 27 05 17 03 29 21
A ,013 ,074 ,126 ,129 ,136
,161 ,164 ,194 ,205 ,237
,320 ,359 ,476 ,478 ,503
,552 ,556 ,559 ,621 ,692 ,714 ,739 ,780 ,792 ,804 ,818 ,884 ,912 ,939 ,974
B ,901 ,032 ,954 ,925 ,271
,533 ,447 ,610 ,117 ,520
,292 ,734 ,991 ,352 ,990
,077 ,179 ,197 ,917 ,459 ,762 ,273 ,739 ,183 ,608 ,906 ,133 ,635 ,327 ,114
COLUMNA 12
N° 12 30 02 28 26
18 27 20 22 16
15 21 04 13 01
10 25 19 11 29 14 07 08 06 23 24 17 03 09 05
A ,048 ,101 ,114 ,115 ,126
,138 ,154 ,187 ,192 ,253
,353 ,432 ,447 ,487 ,489 ,517 ,557 ,593 ,604 ,665
,680 ,712 ,739 ,778 ,780 ,843 ,878 ,903 ,945 ,969
B ,175 ,391 ,741 ,076 ,469
,400 ,919 ,633 ,557 ,576
,156 ,958 ,014 ,992 ,291 ,841 ,073 ,474 ,980 ,740
,281 ,392 ,298 ,371 ,602 ,888 ,692 ,223 ,099 ,135
COLUMNA 13
N° 20 28 12 22 29
04 03 19 01 18
07 17 23 24 06
10 13 26 09 15 30 11 25 14 16 05 08 21 02 27
A ,051 ,066 ,068 ,149 ,225
,227 ,254 ,259 ,297 ,328
,374 ,403 ,411 ,439 ,450
,486 ,511 ,519 ,543 ,601 ,668 ,692 ,708 ,807 ,843 ,862 ,870 ,892 ,937 ,946
B ,091 ,568 ,056 ,524 ,615
,034 ,430 ,277 ,689 ,066 ,773 ,490 ,925 ,484 ,653
,495 ,253 ,222 ,339 ,894 ,138 ,386 ,597 ,093 ,548 ,891 ,662 ,206 ,752 ,797
COLUMNA 14
N° 01 10 09 06 15
16 20 02 18 26
07 30 13 19 24
21 11 12 03 22 05 23 29 17 04 14 26 08 27 25
A ,035 ,047 ,096 ,133 ,180
,193 ,268 ,304 ,348 ,352
,369 ,369 ,372 ,399 ,410
,445 ,492 ,531 ,561 ,629 ,651 ,727 ,790 ,803 ,810 ,823 ,874 ,924 ,959 ,970
B ,290 ,878 ,295 ,230 ,640
,564 ,073 ,938 ,080 ,315
,284 ,641 ,706 ,961 ,761
,360 ,190 ,959 ,999 ,428 ,748 ,674 ,444 ,130 ,307 ,319 ,935 ,490 ,463 ,483

d.2.1) Utilización de las Tablas de Números Aleatorios
En todos los casos, para la selección al azar de las muestras o de los elementos
que las componen, puede usarse cualquier tabla de números aleatorios, pero
estableciendo una secuencia de utilización que garantice que todos y cada uno de los
elementos de la población por muestrear, tengan exactamente la misma probabilidad de
ser seleccionados.
Una vez establecida la secuencia de utilización de la tabla para el muestreo de
una población específica o de un proceso de producción determinado, dicha secuencia
debe ser documentada detalladamente y aplicada siempre que se seleccionen muestras
de esa población o proceso.
d.2.2) Manejo de la tabla de números aleatorios simple.
Para la selección de muestras o de los elementos que las compongan, que se
obtengan de lotes o conjuntos de objetos que sean similares entre sí, se recomienda la
utilización de la Tabla de números aleatorios simple, que se muestra en la Tabla 1,
utilizando la siguiente secuencia:
1. Se determina el tamaño de la muestra o número de elementos por seleccionar (n).
2. Se numeran todos los elementos del lote por muestrear, desde 1 hasta el número
total de elementos (Lo).
3. En dos urnas, una que se denomine columnas y la otra renglones, se introducen
fichas numeradas, del 1 al 25 en la primera y del 1 al 50 en la segunda. De cada urna se
saca al azar una ficha para determinar la columna y el renglón donde debe iniciarse la
utilización de la tabla.
4. En la Tabla 1, a partir de la columna y renglón que se hayan determinado como se
indica en el Inciso anterior y verticalmente hacia abajo, se buscan los números aleatorios
que sean menores o iguales que el número total de elementos del lote (Lo), hasta
obtener los números de los n elementos que han de muestrearse.
55

5. Si el número total de elementos del lote (i¡|) es menor o igual que 100, el 00 de la
tabla se considera como 100. Si Lo es mayor de 100 pero fftenbr be*10«00e^sesu!iliz^
simultáneamente 2 columnas contiguas, la determinada como se indica en el Inciso 3. de
esta secuencia y la inmediata siguiente, con el propósito de tener el número de dígitos
necesarios.
6. Si durante la búsqueda se repite un número, el segundo se elimina y se prosigue
la búsqueda.
7 Si antes de haber determinado los n números de los elementos por muestrear, se
termina(n) la(s) columna(s) en la(s) que se inició la búsqueda, ésta se continúa en la(s)
siguiente(s) columna(s) desde el renglón 1 y así sucesivamente hasta concluir el
proceso. Si es la columna 25 la que se termina, la búsqueda se continúa en el renglón 1
de la columna 1.
d.2.3) Ejemplo de aplicación de la tabla de números aleatorios simple
Supóngase que se desea tomar una muestra integral de un lote de Lo = 70
recipientes que contienen emulsión asfáltica, con el propósito de ejecutar las pruebas
que permitan verificar que ese material cumple con las características establecidas en la
Norma de Calidad de Materiales Asfálticos.
1. El número de recipientes por muestrear para obtener la muestra integral, conforme
a lo señalado en la Tabla 3 de dicha norma, es n = 5. De cada uno se tomará una
porción de 4 L.
2. Se numera cada uno de los 70 (Lo) recipientes del lote.
3. De las urnas denominadas columnas y renglones, se extrae al azar una ficha de
cada una, que determinan, la primera el número de la columna y la segunda, el del
renglón de la tabla donde se iniciará la búsqueda. Supóngase que para este
ejemplo se obtuvieron la columna 20 y el renglón 47.
4. A partir de la columna 20 y el renglón 47 de la Tabla de números aleatorios
simple, se inicia la búsqueda de los primeros 5 (n) números menores o ¡guales
56

que 70 (Lo), que resultan ser 23, 65 y, continuando la búsqueda a partir del
renglón 1 de la columna 21, 68, 09 y 56, como se muestra en la Tabla 1, donde
puede observarse que los números 23 y 68, ubicados en los renglones 47 de la
columna 20 y 2 de la columna 21, se repitieron en los renglones 49 de la
columna 20 y 4 de la columna 21, respectivamente, por lo que éstos dos últimos
fueron eliminados.
5. En conclusión, los recipientes de los que se tomarán las porciones para obtener
la muestra integral, son los números 9, 23, 56, 65 y 68
d.2.4) Manejo de la tabla de números aleatorios compuesta
Para la selección de muestras o de los elementos que las compongan, que se
obtengan de superficies regulares, se recomienda la utilización de la Tabla de números
aleatorios compuesta, que se muestra en la Tabla 2, utilizando la siguiente secuencia:
1. Se determina el tamaño de la muestra o número de elementos por seleccionar («),
conforme a los criterios establecidos en las Normas aplicables contenidas en los Libros
CTR. Construcción, CSV. Conservación y CMT. Características de los Materiales, así
como en los Manuales del Libro MMP. Métodos de Muestreo y Prueba de Materiales de
la SCT.
2. En una urna que se denomine columnas, se introducen fichas numeradas, del 1 al
28 y se saca al azar una ficha para determinar la columna que se utilizará de la Tabla 2.
3. En la subcolumna "N°" de la columna determinada como se indica en el Inciso
anterior y verticalmente hacia abajo, se buscan los números que sean menores o iguales
que el número de elementos por seleccionar (n).
4. Se anotan los números buscados de la subcolumna "N°", en el orden en que se
vayan encontrando, junto con los números aleatorios de las subcolumnas "A" y "B" de la
misma columna y del renglón correspondiente. Para ello, se puede usar una tabla como
las mostradas en las Tablas 1 y 2.
57

5. En cada renglón de la tabla a que se refiere el Inciso anterior, se multiplica el
número que se obtuvo de la subcolumna "A" por la longitud (L) de la superficie, para
obtener la distancia longitudinal (dL) donde se ubique el elemento seleccionado, medida
desde uno de los extremos de la superficie entre los que se midió su longitud. Todos los
elementos que se seleccionen se ubicarán longitudinalmente a partir del mismo extremo
de la superficie.
6. Si la superficie está cadeneada, la distancia determinada (dL) será al
cadenamiento en el que se inicia la superficie (Co) y si se suman ambos (Co + dL), se
obtiene el cadenamiento del elemento seleccionado, como se ejemplifica en la Tabla 2.
7. En cada renglón de la tabla a que se refiere el punto anterior, se multiplica el
número que se obtuvo de la subcolumna "B" por el ancho (A) de la superficie, para
obtener la distancia transversal (dA) donde se ubique el elemento seleccionado, medida
desde uno de los extremos de la superficie entre los que se midió su ancho. Todos los
elementos que se seleccionen se ubicarán transversalmente a partir del mismo extremo
de la superficie.
8. Si se desea referir la posición transversal del elemento seleccionado al eje
longitudinal de la superficie, la distancia transversal a dicho eje (dA') será:
d'=d,— Donde: A A 2
dA = Distancia transversal al eje longitudinal de la superficie, donde se ubicará el ' elemento seleccionado, (m). Si cfo' resulta positiva, la distancia se mide hacia la
izquierda del eje y si resulta negativa, hacia la derecha.
dA Distancia transversal a un extremo de la superficie, que se obtiene multiplicando el número aleatorio de la subcolumna "B" de la columna seleccionada de la Tabla 2 , por el ancho de la superficie, (m)
A = Ancho de la superficie, (m)
58

d.2.5).Ejemplo de aplicación de la tabla de números aleatorios compuesta (ejemplo
2)
Supóngase que se desea determinar la compactación de la base asfáltica de una
carretera en reconstrucción, en un tramo con una longitud de L = 250 m, que se inicia en
el km. 243+200 y termina en el km. 243+450, con un ancho de A = 11 m. La Norma para
bases establece lo siguiente:
1. Que la compactación de la base, determinada en calas ubicadas al azar mediante
un procedimiento basado en tablas de números aleatorios, conforme a lo indicado
anteriormente en los Criterios Estadísticos de Muestreo, cumpla con lo establecido
en el proyecto o lo aprobado por la Secretaría de Comunicaciones y Transportes,
considerando que:
El número de calas por realizar se determinará aplicando la siguiente fórmula:
c 750
Donde:
C = Número de calas por realizar, aproximado a la unidad superior
L = Longitud del tramo construido en un día de trabajo, (m)
Las calas se ejecutarán sin dañar la parte contigua de las mismas.
Todos los grados de compactación que se determinen en las calas, para
ser aceptados, deberán estar dentro de las tolerancias que fije el proyecto o apruebe la
Secretaría de Comunicaciones y Transportes.
Tan pronto se concluya la verificación, se rellenarán los huecos con el
mismo material usado en la subbase o base, según sea el caso, compactándolo hasta
obtener el grado fijado en el proyecto o aprobado por la Secretaría.
2. De esta manera, de la urna denominada columnas, se extrae al azar una ficha que
determina la columna de la Tabla 2, que se utilizará para seleccionar los sitios
donde han de ejecutarse las calas. Supóngase que para este ejemplo se obtuvo la
columna 3.
59

3. En la subcolumna "N°" de la columna 3 de la Tabla de números aleatorios
compuesta, se buscan los números menores o iguales que 5 (n), que se anotan en
el orden en que se encontraron, en una tabla como la mostrada en la Tabla 3,
junto con los correspondientes números aleatorios de las subcolumnas "A" y "B", y
se calculan el cadenamiento de cada punto seleccionado y su distancia
transversal al eje del tramo, como se indica en la misma Tabla 3, de forma que las
calas quedan ubicadas como se muestra en la Figura 1 que se muestra más
adelante.
60

TABLA 3.- Selección de los elementos por muestrear, mediante la
Tabla de números aleatorios compuesta (Ejemplo 2)
Columna seleccionada de la Tabla de números aleatorios compuesta:
3 Fecha:
Cadenamiento Cadenamiento al Longitud Ancho al origen del Kxai término del del del tramo: = 243+200 tramo: K m ^ 243+450 tramo: L= 250 m tramo: A=
N°
01 03 02 04 05
A
( a ) 0,316 0,494 0,731 0,841 0,973
B
( b ) 0,914 0,648 0,294 0,470 0,252
Distancia longitudin
al (ni) dL
( a x l ) 79,00
123,50 182,75 210,25 243,25
Distancia Transvers
al (m) dA
(bxA)
10,05 7,12 3,23 5,17 2,77
Cadenamiento del sitio seleccionado
(km)
(kmi + dL) 243 +279,00 243 +323,50 243 +382,75 243 +410,25 243 +443,25
Distancia transversal al
eje, (m) dA'
(dA-A/2) 4,55 1,63
-2,27 -0,33 -2,73
l l m
Lado
Izquierdo Izquierdo Derecho Derecho Derecho
5,50 4,50 3,50 2,50 1,50 0,50
-0,50 -1,50 -2,50 -3,50 -4,50 -5,50
243+200,00 243+279,00 243+323,50 243+382,75 243+410,25 243+443,25
Cadenamiento
FIGURA 1.- Ubicación de los sitios donde se ejecutarán las calas a que se refiere
el ejemplo 2 .

e) Pruebas de Campo y Laboratorio
Salvo que el proyecto indique lo contrario, las pruebas de campo y laboratorio, que
se realicen a los materiales y/o a los conceptos de obra, se ejecutarán conforme a lo
establecido en los Manuales del Libro MMP. Métodos de Muestreo y Prueba de
Materiales de la Secretaría de Comunicaciones y Transportes. Sin embargo, si se
requiere del uso de un método de muestreo y/o de prueba que no esté contemplado en
dicho Libro o indicado en el proyecto, su aprobación debe solicitarse por escrito a la
Secretaría.
f) Análisis Estadístico
El Jefe de Control de Calidad o el Jefe de Verificación de Calidad, analizará
estadísticamente, los resultados de las mediciones, así como de las pruebas de campo y
laboratorio que se ejecutan, mediante cartas de control para cada material, frente y
concepto de obra, de tal manera que se puedan comparar los valores obtenidos con los
límites de aceptación que se establezcan en las especificaciones del proyecto y con los
límites estadísticos que determinan si el proceso de producción o el procedimiento de
construcción se desarrolla normalmente o presenta desviaciones que requieran ser
corregidas inmediatamente, asociando claramente dichos valores con el concepto de
trabajo, su ubicación en la obra y su volumen. Las cartas de control deben actualizarse
diariamente con el propósito de corregir oportunamente las desviaciones que pudieran
presentarse, tanto en los procesos de producción o los procedimientos de construcción o
reconstrucción, como en la calidad de los materiales de todos los conceptos de obra. En
el caso de la verificación de calidad, esta actualización se hará por lo menos cada diez
(10) días, dependiendo de los volúmenes de obra. De existir incertidumbre sobre la
validez de una medición, prueba o muestra, o duda respecto a la aceptación o rechazo
de un material o concepto de obra, la decisión se puede basar en otro procedimiento
estadístico aprobado por la empresa contratante.
g) Informes de Control de Calidad
El Jefe de Control de Calidad elaborará los informes que se indican a continuación,
en los que se presenten, mediante tablas, gráficas, croquis y fotografías, los resultados
de las mediciones y pruebas ejecutadas, incluyendo la información necesaria para su
62

interpretación; las cartas de control y los análisis estadísticos realizados; en su caso, las
acciones y los tratamientos de los elementos rechazados de cada concepto de trabajo
analizado; y el dictamen de calidad.
g.1) Informes diarios
Elaborados para cada material, frente y concepto de obra al término de cada día,
que presenten los resultados de las mediciones y pruebas ejecutadas durante el día,
señalando aquellos que, en su caso, no cumplan con las especificaciones del proyecto
y/o que muestren desviaciones en el proceso de producción o procedimiento de
construcción que deban corregirse inmediatamente para no afectar la calidad, así como
las posibles causas de falla y las recomendaciones para corregirlas. Para cada uno de
los resultados se indicarán los números de muestra y de prueba correspondiente, así
como el sitio, material, frente, concepto de obra, volumen representado y fecha en que se
obtuvo la muestra o se ejecutó la prueba de campo y, en su caso, la fecha en que se
realizó la prueba de laboratorio. En cada informe diario se incluirán además el nombre de
la obra, el número y la fecha del informe, y el nombre del laboratorista que haya realizado
las pruebas, así como el nombre y la firma del Jefe de Control de Calidad, quien lo
entregará al Residente o al Superintendente si la obra se ejecuta por contrato, a más
tardar el día siguiente de su elaboración. El Residente o el Superintendente, asentará en
el informe la fecha y hora en que lo reciba, así como su firma.
g.2) Informes mensuales
Elaborados al término de cada mes, que contengan como mínimo la descripción
sucinta de los trabajos de control de calidad ejecutados en el periodo del que se informe;
las cartas de control de las mediciones y pruebas realizadas, y los resultados de otros
análisis estadísticos efectuados, para cada material, frente y concepto de obra; en su
caso, la indicación de los materiales y/o conceptos de obra que fueron rechazados por no
cumplir con las especificaciones del proyecto y/o que mostraron desviaciones en el
proceso de producción o procedimiento de construcción, señalando las causas de falla y
las acciones emprendidas para corregirlas, así como los resultados de su corrección,
mismos que anularán los resultados no satisfactorios que provocaron la corrección; el
dictamen que certifique que la obra ha sido ejecutada de acuerdo con las características
63

de los materiales, de los equipos de instalación permanente, de los acabados y las
tolerancias geométricas, especificadas en el proyecto. Como apéndices se incluirán un
informe fotográfico que muestre los aspectos más relevantes del control de calidad y las
copias de todos los informes diarios elaborados en ese periodo. Los informes mensuales
serán firmados por el Jefe de Control de Calidad y por el Residente o el Superintendente,
en cuyo caso el Contratista de Obra los entregarán al Supervisor junto con sus
estimaciones, de acuerdo a lo siguiente:
El Contratista de Obra debe formular las estimaciones en la fecha de corte
establecida en el contrato. Se entregarán a la Secretaría dentro del plazo pactado en el
mismo contrato, con los generadores correspondientes y junto con los resultados de las
pruebas, las cartas de control, los análisis estadísticos y los informes del control de
calidad, que garanticen que la obra ha sido ejecutada de acuerdo con las características
de los materiales, de los equipos de instalación permanente, de los acabados y las
tolerancias geométricas, especificadas en el proyecto.
g.3) Informe final
Elaborado al cierre de la obra. Ccontendrá como mínimo los objetivos, alcances y
descripción sucinta de los trabajos para el control de calidad ejecutados desde el inicio
de la obra; las cartas de control de las mediciones y pruebas realizadas, y los resultados
de otros análisis estadísticos efectuados en toda la obra, para cada material, frente y
concepto de obra; el dictamen que certifique que la obra se ejecutó de acuerdo con las
características de los materiales, de los equipos de instalación permanente, de los
acabados y las tolerancias geométricas especificadas en el proyecto. Como apéndice se
incluirá un informe fotográfico que muestre los aspectos más relevantes de la obra
terminada. El informe final debe ser firmado por el Jefe de Control de Calidad y por el
Residente o el Superintendente, en cuyo caso el Contratista de Obra lo entregará al
Supervisor junto con su estimación de cierre, como se mencionó anteriormente.
64

CAPITULO V: EJEMPLO DE APLICACIÓN
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA ASFÁLTICA
TRAMO: CIUDAD OBREGÓN - HERMOSILLO
SUBTRAMO: DEL KM 225+000 AL KM 252+800, CUERPO "B"
CARRETERA: MEXICO - NOGALES, RUTA 15.
5.1 Trabajos por Ejecutar
Los trabajos para ejecutar esta obra consistieron en la recuperación de 10 cms. de
la parte superficial del pavimento que se encontraba antes de la reconstrucción de este
tramo carretero y mezclando la capa recuperada con emulsión superestable, para formar
una base asfáltica.
Con una máquina recuperadora RR-250, se procedió a cortar en frío y a disgregar
el material en todo lo ancho de la corona de la carretera, a extender parcialmente con
motoconformadora para incorporarle grava de ZA" como tamaño máximo, en los casos
que fue necesario para la conformación de pendientes de bombeo y sobreelevaciones,
cuando así lo requirió el proyecto. Posteriormente se procedió a humedecer y
homogeneizar el material recuperado para enseguida adicionarle la emulsión asfáltica en
una porción de aproximadamente 100 litros por metro cúbico de material compacto al 95
% del peso volumétrico máximo, obtenido en el laboratorio por medio de la prueba de
compresión axial.
Una vez terminada de construir la base asfáltica, se le aplicó un riego de
protección con emulsión superestable a razón de 1.1 litros por metro cuadrado,
aproximadamente.
Sobre la base asfáltica construida, se colocó una carpeta asfáltica elaborada en
caliente de 7.0 cms. de espesor compacto al 95 % del peso volumétrico máximo,
determinado en el laboratorio mediante la aplicación de la prueba Marshall, utilizándose
aproximadamente 120 kilogramos por metro cúbico de cemento asfáltico AC-20
modificado con polímeros y material pétreo con %" de tamaño máximo.
65

Previo a la colocación de la carpeta asfáltica, sobre la base asfáltica barrida y libre
de impurezas orgánicas, se aplicó un riego de liga con emulsión asfáltica del tipo ECR-
65, en una proporción de 1.2 litros por metro cuadrado, aproximadamente.
5.2 Elaboración de pruebas de laboratorio para el control de calidad de la obra
La cantidad y tipo de pruebas realizadas para el control de calidad de esta obra,
se realizaron según lo indicado por la dependencia contratante en cuadros anexos, de
acuerdo a lo estipulado en el libro: CAL.Control y Aseguramiento de Calidad, parte:1
Control de calidad. Título: Ejecución de Control de Calidad durante la construcción y/o
conservación; y en el Manual de Criterios Estadísticos de Muestreo M.CAL.1.02 de la
Secretaría de Comunicaciones y Transportes.
En cuanto a al verificación de calidad, como ya se mencionó en el Capítulo IV ,
se especificó realizar mínimo, el 10 % del número de pruebas estipuladas para el control
de calidad.
En anexo se indica los requisitos de calidad especificados para la obra utilizada
para este ejemplo. Asi mismo la relación de pruebas de laboratorio que deberá realizar el
contratista para la realización de esta obra.
66

5.3 Control de calidad
Para el control de calidad de esta obra, se recorrió el tramo de la carretera a
recuperar, para determinar el espaciamiento de la realización de sondeos a cielo abierto
para enviar los resultados de los mismos al fabricante de las emulsiones asfálticas, para
que este a su vez, realice el diseño de la emulsión que tenga afinidad con el material del
lugar; además, para determinar el % de asfalto, peso volumétrico seco suelto, % de
humedad en el sitio y su granulometría para que una vez determinada la emulsión a
utilizarse, se procedió a determinar el % de contenido óptimo de asfalto residual que se
requirió para formar la base asfáltica. Por otra parte, se realizó el estudio del banco de
material de grava T.M. 3A", que se usó para complementar los espesores requeridos en la
restitución de bombeo y sobre-elevación de las pendientes longitudinales.
También, se contó con el estudio de calidad de bancos de materiales pétreos para
la elaboración de la carpeta asfáltica y calidad del asfalto modificado con polímeros para
a determinación del % de contenido óptimo de cemento asfáltico que se utilizó para la
ejecución de la carpeta.
Una vez que se tuvieron los estudios correspondientes, fueron presentados por la
empresa contratista a la Secretaría de Comunicaciones y Transportes para su
verificación. Al mismo tiempo, también presentó al laboratorio que se haría cargo del
control de calidad de la obra para su evaluación técnica.
Ya estando aprobados, se realizó un tramo de prueba de 400 metros de longitud
con el proceso de recuperación de pavimento y formación de la base asfáltica, así como
posteriormente se realizó con la carpeta asfáltica, para la aprobación de los
procedimientos de construcción y calidad de la obra.
Una vez aprobado el tramo de prueba, se iniciaron los trabajos realizando la
frecuencia de muestreo de acuerdo a lo indicado en las normas de calidad de la
Secretaría de Comunicaciones y Transportes.
En anexos, se presentan tablas e informes mensuales y a continuación se
presentan gráficas estadísticas de control de calidad que se realizaron para cumplir con
los informes especificados para el control de calidad del tramo de carretera
correspondientes al tramo carretero realizado por la empresa contratista.
67

5.4 Informes mensuales
Se anexan informes mensuales, avances estadísticos en emulsiones, cementos y
recuperados, además de tablas de control, contenidos asfálticos, estabilidad, espesores
y % de compactación.
68

5.5 Verificación de calidad de la obra:
En la planeación de la verificación de calidad de esta obra, se consideró realizar
un muestreo superior al 10 %, tomando en cuenta la cercanía de la obra con el
laboratorio central de la Secretaría de Comunicaciones y Transportes, el cuál está
instalado en la ciudad de Hermosillo, Sonora y que solo se tendrían gastos de traslado
del personal y mantenimiento del vehículo de transporte del personal y del equipo de
laboratorio para pruebas de campo.
Primeramente se verificó la capacidad técnica del laboratorio que se hizo cargo del
control de calidad de la obra, al que se le revisó la organización, número y perfil del
personal profesional y técnico, equipo de laboratorio, instalaciones, metodología de
pruebas e informes de resultados del laboratorio central y de campo, conforme a lo
establecido anteriormente en el inciso b) del Subcapítulo 4.3.2, en el Capítulo 4 de este
documento. Enseguida se procedió con la verificación de calidad de los datos
presentados por el laboratorio encargado del control de calidad, tanto del muestreo del
tramo que en ese tiempo se recuperó, así como de os bancos de materiales utilizados
para la recuperación de bombeo y sobre-elevación de la carretera y para la construcción
de la carpeta asfáltica.
Después, se verificó la calidad de los tramos de prueba tanto para la base asfáltica
como para la carpeta.
Posteriormente se procedió a realizar la verificación de calidad de los materiales
en forma aleatoria de acuerdo a las normas de calidad de la Secretaría de
Comunicaciones y Transportes, tal como se señaló anteriormente en el inciso c) del
subcapítulo 4.3.2 en el capítulo 4, y a lo pactado en los trabajos por ejecutar de esta
obra.
Se anexan tablas, y gráficos de los informes estadísticos correspondientes a la
verificación de calidad de la obra.
69

5.6 Informes estadísticos del control y verificación de la calidad
Se anexan Informes estadísticos del control y de la Verificación de Calidad
5.7 Resultados del ejemplo del tramo: ciudad Obregón-hermosillo
De acuerdo con el valor esperado de la característica de calidad esperada
(resistencia) para la base asfáltica, el producto obtenido de acuerdo a la especificación
es bueno y tomando en cuenta los límites de control obtenidos en la gráfica de
resistencia de la base asfáltica, se observa que el proceso está en estado de control.
En cuanto a la carpeta asfáltica, la característica de calidad esperada (estabilidad)
del producto obtenido, cumple con la especificación y de acuerdo a los límites de control
obtenidos del proceso, se encuentra en estado de control. El estado de control es un
estado en el cual las causas asignables se eliminaron y la variación del proceso se debe
al azar.
70

CONCLUSIONES Y RECOMENDACIONES
Después de la aplicación del método de investigación basado en técnicas
estadísticas y mediciones de las variables en el control de calidad de materiales, se
verifica que el uso de gráficas de control es vital para indicar anomalías y para mantener
los procesos en condición estable y la aportación administrativa de este estudio de
investigación, radica en la aplicación de los gráficos de control como metodología para
comprobar la calidad de los materiales.
Se recomienda la utilización de esta técnica comprobada y propuesta en el
presente estudio como una herramienta de control administrativo para problemáticas
similares en la Industria de la Construcción. Con lo que la hipótesis de investigación de
este trabajo queda aceptada.
71

BIBLIOGRAFÍA
1.- CONTROL TOTAL DE LA CALIDAD
Ingeniería y Administración
A.V. Feigenbaum
Editorial C.E.C.S.A.
1975 2.- LA INGENIERÍA DE SUELOS EN LAS VÍAS TERRESTRES
Alfonso Rico Rodríguez
Editorial LIMUSA
1981
3.- ANÁLISIS Y PLANEACIÓN DE LA CALIDAD
J.M. Juran y F.M. Gryna
Editorial McGraw- Hill
1994
4.- MÉTODOS DE PRODUCCIÓN ADMINISTRATIVA
Benn R. Ríos
Editorial McGraw-Hill
5.- CAL. CONTROL Y ASEGURAMIENTO DE CALIDAD, Instituto Mexicano del Transporte,
Secretaría de Comunicaciones y Transportes
2000
6.- NORMAS Y MANUALES
- Ejecución de Obras
- Ejecución de Supervisión de Obras
- Aprobación de Laboratorios
- Criterios estadísticos de Muestreo
- Análisis Estadísticos de Control de Calidad
Instituto Mexicano del Transporte, Secretaría de Comunicaciones y Transportes
2000
7.- HERRAMIENTAS ESTADÍSTICAS BÁSICAS PARA EL MEJORAMIENTO DE LA
CALIDAD
Hitoshi Kume
Grupo Editorial Norma
1993
72

ANEXOS
A-1 Requisitos de calidad para la base asfáltica después de incorporar el material
asfáltico.
A-2 Requisitos de calidad que se requieren para los materiales pétreos con que se
construyó la carpeta asfáltica.
A-3 Requisitos de calidad para cementos asfálticos modificados con polímeros,
utilizados para la elaboración de carpeta asfáltica en caliente.
A-4 Requisitos de calidad considerados para la mezcla asfáltica con que se elabora
la carpeta.
A-5 Metodología de las pruebas de laboratorio y de campo.
A-6 Relación de pruebas especificadas en el proyecto para llevar a cabo el control
de calidad de esta obra.
A-6.1 Relación de pruebas de laboratorio que deberá realizar el contratista para
cumplir con la normativa para la infraestructura del transporte en los cementos
asfálticos modificados.
A-6.2 Relación de pruebas de laboratorio que deberá realizar el contratista para
cumplir con la normativa para la infraestructura del transporte en la elaboración
de base asfáltica (emulsión asfáltica catiónica ECS-60).
A-6.3 Relación de pruebas de laboratorio que deberá realizar el contratista para
cumplir con la normativa para la infraestructura del transporte en riego de liga
(emulsión asfáltica de rompimiento rápido ECR-65).
A-6.4 Relación de pruebas de laboratorio que deberá realizar el contratista para
cumplir con la normativa para la infraestructura del transporte en materiales
pétreos para la elaboración de carpeta asfáltica en caliente.
A-6.5 Relación de pruebas de laboratorio que deberá realizar el contratista para
cumplir con la normativa para la infraestructura del transporte en riego de liga y
riego de protección.
A-7 Informe mensual del control de calidad correspondiente al mes de agosto del
año 2002.
A-7.1 Descripción de los trabajos realizados.

A-7.2 Avances estadísticos de ensayes de cementos, emulsiones asfálticas y
recuperados.
A-7.3 Avance estadístico de ensayes de mezcla asfáltica en caliente.
A-7.4 Evaluación estadística de calidad de las características del concreto asfáltico
colocado en el tramo.
A-7.5 Evaluación estadística de calidad de las características del concreto asfáltico
colocado en el tramo.
A-7.6 Evaluación estadística de calidad de las características del concreto asfáltico
colocado en el tramo.
A-7.7 Evaluación estadística de calidad de las características del concreto asfáltico
colocado en el tramo.
A-7.8 Evaluación estadística de calidad de las características del concreto asfáltico
colocado en el tramo.
A-8 Informes estadísticos del control y verificación de la calidad.
A-8.1 Ejemplo de un subgrupo de datos del control de calidad de materiales (base
asfáltica).
A-8.2 Ejemplo de un subgrupo de datos del control de calidad de materiales (base
asfáltica).
A-8.3 Ejemplo de un subgrupo de datos del control de calidad de materiales (base
asfáltica).
A-8.4 Ejemplo de un subgrupo de datos del control de calidad de materiales (base
asfáltica).
A-8.5 Ejemplo de un subgrupo de datos del control de calidad de materiales (base
asfáltica).
A-8.6 Ejemplo de un subgrupo de datos del control de calidad de materiales (carpeta
asfáltica).
A-8.7 Ejemplo de un subgrupo de datos del control de calidad de materiales (carpeta
asfáltica).
A-8.8 Ejemplo de un subgrupo de datos del control de calidad de materiales (carpeta
asfáltica).
A-8.9 Ejemplo de un subgrupo de datos del control de calidad de materiales (carpeta
asfáltica).

A-8.10 Ejemplo de un subgrupo de datos del control de calidad de materiales (carpeta
asfáltica).
A-9 Informes estadísticos del control y verificación de la calidad.
A-9.1 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (base asfáltica).
A-9.2 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (base asfáltica).
A-9.3 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (base asfáltica).
A-9.4 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (base asfáltica).
A-9.5 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (base asfáltica).
A-9.6 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (carpeta asfáltica).
A-9.7 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (carpeta asfáltica).
A-9.8 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (carpeta asfáltica).
A-9.9 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (carpeta asfáltica).
A-9.10 Ejemplo de un subgrupo de datos de la verificación de calidad control de calidad
de materiales (carpeta asfáltica).
A-10 Fotos del proceso constructivo de la obra.
A-10.1 Fotos del proceso constructivo de la obra.
A-10.2 Fotos del proceso constructivo de la obra.

Anexo A-1
A continuación se presentan los requisitos de calidad para cada concepto:
- Requisitos de calidad para la base asfáltica, después de incorporar el
material asfáltico
ANÁLISIS GRANULOMETRICO
CONTENIDO DE ASFALTO (%)
DESPRENDIMIENTO POR FRICCIÓN
DETERMINACIÓN DE HUMEDADES:
1) DE MEZCLADO
2) AL INICIO Y TERMINACIÓN DE LA COMPACTACION
PORCENTAJE DE COMPACTACION
DETERMINACIÓN DE LA RESISTENCIA A LA COMPRESIÓN SIMPLE DE LA MEZCLA
DETERMINACIÓN DE LA PERDIDA DE ESTABILIDAD POR INMERSIÓN EN AGUA
LA CURVA GRANULOMETRICA DEBERÁ LOCALIZARCE ENTRE EL LIMITE INFERIOR DE LA ZONA NO. 1 Y EL LIMITE SUPERIOR DE LA ZONA NO. 2, DE LA FIGURA NO.1
+ . 10% DEL CONTENIDO ÓPTIMO
25 % MAXIMO
IGUAL A LA DE DISEÑO DE LA MEZCLA (%)
95% MÍNIMO
5 KG/CM2 MÍNIMO
25 % MÁXIMO
Zona de Especificaciones Granulométricas (abertura en milímetros)
4 l A f M f V / M¿"** ttfíT

Anexo A-2
Requisitos de calidad que se requieren para los materiales pétreos con que se
construyó la carpeta asfáltica
Los materiales pétreos para carpetas asfálticas, elaboradas en planta
estacionaria, deberán satisfacer lo siguiente granulometría: MALLA
3Á" i / 2 -
3/8" Vi-
No. 4 No. 10 No. 20 No. 40 No. 60
No. 100 No. 200
% QUE PASA 100-88 92-73 87-65 79-55 68-48 48-32 34-22 24-16 18-10 12-8 9 - 5
La granulometría del material cumple con los requisitos de proyecto, si está dentro
de las siguientes tolerancias:
TAMAÑO DEL MATERIAL PÉTREO
MALLA QUE PASA
Correspondiente al
Tamaño máximo
4.75 mm (Núm. 4)
2.00 mm (Núm. 10)
0.420 mm (Núm. 40)
0.074 mm (Núm.200)
RETENIDO EN
MALLA
4.76 mm (Núm. 4)
2.00 mm (Núm. 10)
0.420 mm (Núm. 40)
0.074 mm (Núm.200)
TOLERANCIA, POR CIENTO EN PESO
DEL MATERIAL PÉTREO
±5
±4
±3
±1
±1
Límites de consistencia:
• Límite líquido: 25 % máximo.
• índice plástico: 5 % máximo.
Desgaste de Los Ángeles, para cualquier tipo de material pétreo: 30 % máximo.
De forma de las partículas, partículas alargadas y/o en forma de laja: 35 %
máximo
Equivalente de arena: 55 % mínimo
De afinidad con el asfalto: buena
Intemperismo acelerado: 25 % máximo.

Anexo A-3
- Requisitos de calidad para cementos asfálticos modificados con polímeros,
utilizados para la elaboración de carpeta asfáltica en caliente
Característica
PRUEBAS AL ASFALTO ORIGINAL
Penetración, 100 gr, 5 seg
Penetración, 200 gr, 60 seg
Viscosidad Saybolt-Furol
Viscosidad Rotacional (Brookfield)
Punto de Reblandecimiento
Punto de Inflamación (Cleveland)
Solubilidad en Tncloroetileno Resistencia a Separación (Anillo / Bola)
Recuperación Elástica por Torsion PRUEBAS AL ASFALTO ENVEJECIDO (RTFO / TFOT)
Pérdida de Masa por Calentamiento
Penetración Retenida, 200 gr, 60 seg
Recuperación Elástica
Ductilidad, 5 cm / minuto
Modulo Reologico de Corte Dinámico
(G7sen d)
Ángulo Fase (d )(visco-elasticidad)
Temp, de Prueba (oC)
25
4
135
135
25
163
4
25
4
76
76
Condicionante
Mínimo
Mínimo
Maximo
Maximo
Mínimo
Mínimo
Mínimo
Maximo
Mínimo
Maximo
Mínimo
Mínimo
Mínimo
Mínimo
Máximo
Unidad
1/10 mm
1/10 mm
segundos
Pa Seg
°C
°C %
°C
%
% %
%
cm
kPa O
Valor
40-100
25-60
100
3
55
230
99
2
30
0 8
65
45
10
2 2
70
Significado de
la Prueba
Clasificación
Clasificación
Manejabilidad
Manejabilidad
Comportamiento
Segundad
Calidad Calidad /
Comportamiento Calidad
Calidad
Calidad Calidad /
Comportamiento Comportamiento
Comportamiento
Comportamiento
Utilidad de
la Ejecución
Control de Obra
Control de Obra
Control de Obra
Aceptación
Control de Obra
Aceptación
Aceptación
Aceptación Básica
Aceptación Básica

Anexo A-4
Requisitos de calidad considerados para la mezcla asfáltica con que se construyó
la carpeta.
La mezcla asfáltica que se elabore para la construcción de carpeta, se sujetará a las
normas señaladas en el libro: CTR Construcción, Tema: CAR. Carreteras, Parte: 1,
Conceptos de Obra, Título: 04 Pavimentos y en el libro: CMT. Características de los
Materiales, Parte: 4, Materiales para Pavimentos, correspondientes al procedimiento
Marshall, las cuales son las siguientes:
PRUEBA
ESTABILIDAD MINIMA FLUJO
POR CIENTO DE VACÍOS EN LA MEZCLA CON RESPECTO AL VOLUMEN DEL ESPÉCIMEN.
POR CIENTO DE VACÍOS EN EL AGREGADO MINERAL (VAM), RESPECTO AL VOLUMEN DEL
ESPÉCIMEN DE MEZCLA NO MENOR DE
MEZCLA ASFÁLTICA PARA CARPETA
MODIFICADA
1200 KGS 2 A 4 3 A 5
16

Anexo A-5
- Metodología de las pruebas de laboratorio y de campo
La metodología de las pruebas que se realicen para la ejecución de esta obra se basarán
en el libro: "Métodos de Muestreo y Pruebas de Materiales" de la normativa para la
Infraestructura del Transporte.
La metodología de las pruebas que no se encuentren incluidas dentro de la normativa
antes mencionada, se basará en las Normas para Muestreo y Pruebas de Materiales,
Equipos y Sistemas, libro: 6 , Ediciones 1986,1987 y 1991 de la antigua normatividad de
la secretaría de Comunicaciones y Transportes.
- Normativas Complementarias
Se consideran normas complementarias, además de las ya mencionadas en estas bases
para esta obra, las normas mexicanas vigentes, normas ASTM y normas AASHTO,
previo acuerdo y aprobación de esta misma dependencia.
- Calidad de los Materiales Asfálticos
Los materiales asfálticos que se empleen para esta obra, deberán cumplir con las
características de calidad que se estipulan en la norma N.CMT:4.05.001/00 del libro:
Características de los Materiales de la Normativa para la Infraestructura del Transporte,
Edición 2000 de la Secretaría de Comunicaciones y Transportes.

Anexo A-6
- Relación de pruebas especificadas en el proyecto para llevar a cabo el control de
calidad de esta obra
Anexo A-6.1 -.Relación de pruebas de laboratorio que deberá realizar el contratista para
cumplir con la normativa para la infraestructura del transporte en los
Cementos Asfálticos Modificados.
NUM.
1 2 3 4 5 6 7 8 9
10 11
12
13 14
15
16
C O N C E P T O
PRUEBAS AL ASFALTO ORIGINAL
Penetración, 100 gr., 5 seg. Penetración, 200 gr., 60 seg. Viscosidad Saybolt-Furol Viscosidad Rotacional (Brookfield)
Punto de Reblandecimiento Punto de Inflamación (Cleveland) Solubilidad en Tricloroetileno Resistencia a Separación (Anillo / Bola) Recuperación Elástica por Torsión
PRUEBAS AL ASFALTO ENVEJECIDO (RTFO / TFOT)
Pérdida de Masa por Calentamiento Penetración Retenida, 200 gr., 60 seg.
Recuperación Elástica
Ductilidad, 5 cm. / minuto Modulo Reológico de Corte Dinámico
(G7sen d) Ángulo Fase (d )(visco-elasticidad)
Penetración a 25 ° C, 100 gr., SS.
NUM. DE
PRUEBAS
42 42 42 42
42 42
42 42 42
42 42
42
42
42
42 42
OBSERVACIONES
ESTAS PRUEBAS SE DEBEN REALIZAR POR AUTOTANQUE DE 45,000 LTS O FRACCIÓN.

C! I X o Anexo A-6.2 B t O L í Ü T £ C A
Relación de pruebas de laboratorio que deberá realizar el contratista para cumplir con la
normativa para la infraestructura del transporte en la elaboración de base asfáltica.
Emulsión Asfáltica Catiónica ECS-60.
NUM.
1
2 3
4 5
6 7 8 9 10
11 12 13
C O N C E P T O
MUESTREO
VISCOSIDAD SAYBOLT FUROL A 25° C CONTENIDO DE CEMENTO ASFÁLTICO EN MASA ,% ASENTAMIENTO EN 5 DÍAS, DIFERENCIAS EN EL PORCIENTO RETENIDO EN LA MALLA No. 20 EN LA PRUEBA DE TAMIZ PASA MALLA No. 20 Y SE RETIENE EN LA MALLA No. 60 EN LA PRUEBA DE TAMIZ; % CUBRIMIENTO DEL AGREGADO SECO,% CUBRIMIENTO DEL AGREGADO HÚMEDO, % CARGA ELÉCTRICA DE LAS PARTÍCULAS ÍNDICE DE RUPTURA; %
DUCTILIDAD 25 ° C, CM. SOLUBILIDAD ; % PENETRACIÓN 25 0 C, 100 gr, 5 seg. Grados
NUM. DE
PRUEBAS
50
50 50
50 50
50 50 50 50 50
50 50 50
50
OBSERVACIONES
ESTAS PRUEBAS SE DEBEN REALIZAR POR AUTOTANQUE DE 45,000 LTS O FRACCIÓN.
Relación de pruebas de laboratorio que deberá realizar el contratista para cumplir con la
normativa para la infraestructura del transporte en el riego de impregnación.
Emulsión Asfáltica Catiónica para Impregnación ECI-60
NUM.
1 2
3 4
5 6 7
8 9 10
11
12
C O N C E P T O
MUESTREO CONTENIDO DE CEMENTO ASFÁLTICO EN MASA ASENTAMIENTO EN 5 DÍAS, DIFERENCIAS EN EL PORCIENTO RETENIDO EN LA MALLA No. 20 EN LA PRUEBA DE TAMIZ PASA MALLA No. 20 Y SE RETIENE EN LA MALLA No. 60 EN LA PRUEBA DE TAMIZ; % CARGA DE LAS PARTÍCULAS DISOLVENTE EN VOLUMEN, %
DUCTILIDAD 25 ° C; CM. SOLUBILIDAD , % PENETRACIÓN 25 0 C, 100 gr, 5 seg.
VISCOSIDAD DINÁMICA A 60° C (POISES)
VISCOSIDAD SAYBOLT FUROL A 25° C
NUM. DE
PRUEBAS
5 5
5 5
5 5 5
5 5 5
5
5
OBSERVACIONES
ESTAS PRUEBAS SE DEBEN REALIZAR POR AUTOTANQUE DE 45,000 LTS O FRACCIÓN.

Anexo A-6.3
Relación de pruebas de laboratorio que deberá realizar el contratista para cumplir con la
normativa para la infraestructura del transporte en el riego de liga.
Emulsión Asfáltica de Rompimiento Rápido ECR-65.
NUM.
1
2 3 4 5 6
7
8
9 10 11 12
13
C O N C E P T O
MUESTREO
VISCOSIDAD SAYBOLTFUROLA50°C CONTENIDO DE CEMENTO ASFÁLTICO EN MASA ,% ASENTAMIENTO EN 5 DÍAS, DIFERENCIAS EN EL PORCIENTO RETENIDO EN LA MALLA No. 20, EN LA PRUEBA DE TAMIZ PASA MALLA No. 20 Y SE RETIENE EN LA MALLA No. 60 EN LA PRUEBA DE TAMIZ; % CARGA DE LA PARTÍCULA DISOLVENTE EN VOLUMEN, % MAXIMO
DUCTILIDAD 25 ° C; CM SOLUBILIDAD; % PENETRACIÓN 25 0 C, 100 gr, 5 seg. ÍNDICE DE RUPUTURA; %
VISCOSIDAD DINÁMICA A 60° C (POISES)
NUM. DE
PRUEBAS
6
6 6 6 6 6
6 6
6 6 6 6
6
OBSERVACIONES
ESTAS PRUEBAS SE DEBEN REALIZAR POR AUTOTANQUE DE 45,000 LTS O FRACCIÓN.
Relación de pruebas de laboratorio que deberá realizar el contratista para cumplir con la
normativa para la infraestructura del transporte.
Carpeta Asfáltica en Caliente.
NUM.
1 2 3
4 5
6 7 8 9
C O N C E P T O
MUESTREO ANÁLISIS GRANULOMETRICO Y CONTENIDO DE ASFALTO DETERMINACIÓN DE ESTABILIDAD Y FLUJO EN ESPECÍMENES MARSHALL (V.A.M. Y % DE VACÍOS) PESO VOLUMÉTRICO EN ESPECÍMENES MARSHALL AFINIDAD DEL MATERIAL PÉTREO CON EL ASFALTO ( DESP. POR FRICCIÓN) PROYECTO DE MEZCLAS ASFÁLTICAS POR EL MÉTODO MARSHALL DETERMINACIÓN DE LA PERMEABILIDAD EN CAPAS ASFÁLTICAS EXTRACCIÓN DE CORAZONES % DE COMPACTACION
NUM. DE
PRUEBAS
389 389 389 389 389 389
3 139 556 556
OBSERVACIONES
ESTAS PRUEBAS SE DEBEN REALIZAR POR CADA 50 M3 O FRACCIÓN DE MEZCLA ASFÁLTICA PRODUCIDA. LAS PRUEBAS DE PERMEABILIDA DSE REALIZARÁN A CADA 200 M.L. Y EL % DE COMP. SE DETRMINARÁ A CADA 50 M.L.

Anexo A-6.4
Relación de pruebas de laboratorio que deberá realizar el contratista para cumplir con la
normativa para la infraestructura del transporte.
Materiales Pétreos para Elaboración de Carpeta Asfáltica en Caliente.
NUM.
1
2
3
4
5
6
7
8
9
10
C O N C E P T O
MUESTREO
PESO VOLUMÉTRICO SUELTO
ANÁLISIS GRANULOMETRICO
DENSIDAD Y ABSORCIÓN
EQUIVALENTE DE ARENA
LIMITES DE CONSISTENCIA
DESGASTE DE LOS ANGELES *
FORMA DE LA PARTÍCULA
AFINIDAD DEL MATERIAL PÉTREO CON EL ASFALTO EMPLEANDO 4 ADITIVOS CON 3 PORCENTAJES COMO
MAXIMO
INTEMPERISMO ACELERADO *
* Estas pruebas se realizaran solo una vez en materiales de banco
NUM. DE
PRUEBAS
49
49
49
49
49
49
1
49
3
1
OBSERVACIONES
ESTAS PRUEBAS SE DEBEN REALIAZAR POR CADA 400 M3 0 FRACCIÓN DE MATERIAL PÉTREO PRODUCIDO
Relación de pruebas de laboratorio que deberá realizar el contratista para cumplir con la
normativa para la infraestructura del transporte.
Recuperación de Pavimentos (Base Asfáltica).
NUM.
1
2
3
4
5
6
7
8
g
10
11
12
13
14
15
16
C O N C E P T O
MUESTREO DEL MATERIAL RECUPERADO
MATERIAL RECUPERADO ANTES DE INCORPORAR EL PRODUCTO ASFÁLTICO
ANÁLISIS GRANULOMETRICO DEL MATERIALRECUPERADO ANTES DE
INCORPORAR EL PRODUCTO ASFÁLTICO
CONTENIDO DE ASFALTO DEL MATERIAL
RECUPERADO ANTES DE INCORPORAR EL PRODUCTO ASFÁLTICO
PESO VOLUMÉTRICO SECO SUELTO
PESO VOLUMÉTRICO SECO MAXIMO
PESO VOLUMÉTRICO SECO DEL LUGAR
CONTENIDO DE HUMEDAD
MUESTREO DE MATERIAL RECUPERADO DESPUÉS DE INCORPORAR EL
EL PRODUCTO ASFÁLTICO
ANÁLISIS GRANULOMETRICO DEL MATERIAL Y CONTENIDO DE ASFALTO
DESPUÉS DE INCORPORAR EL PRODUCTO ASFÁLTICO
PESO VOLUMÉTRICO SECO SUELTO
PESO VOLUMÉTRICO SECO MAXIMO
DESPRENDIMIENTO POR FRICCIÓN
DETERMINACIÓN DE HUMEDADES
1) DE MEZCLADO
2) AL INICIO Y TERMINACIÓN DE LA COMPACTACION
PORCENTAJE DE COMPACTACION
DETERMINACIÓN DE LA RESISTENCIA A LA COMPRESIÓN SIMPLE DE LA MEZCLA
DETERMINACIÓN DE LA PERDIDA DE ESTABILIDAD POR INMERSIÓN EN AGUA
No. Pruebas
139 139
139
139
139
139
139
139
139
139
139
139
139
139
139
139
139
139
139 139
556
139
139
OBSERVACIONES
SE TOMARA UNA MUESTRA
POR CADA 200 METROS LINEALES O FRACCIÓN ANTES Y DESPUÉS DE INCORPORAR LA EMULSION

Anexo A-6.5
Relación de pruebas de laboratorio que deberá realizar el contratista para cumplir con la
normativa para la infraestructura del transporte.
Riego de Liga.
NUM.
1
C O N C E P T O
CONTROL DE RIEGO DE LIGA
No. De pruebas
57
OBSERVACIONES
CONTROL DE RIEGO DE LIGA DE LA EMULSION ASFÁLTICA PARA EL TENDIDO DE LA CARPETA: SE CONTROLARA TEMPERATURA DE APLICACIÓN DE LA EMULSION ASFÁLTICA, TEMPERATURA AMBIENTE, ANCHO, LONGITUD, LECTURA INICIAL Y FINAL DEL VOLUMEN DE LA PETROLIZADORA Y LITROS POR METRO CUADRADO DEL PRODUCTO ASFÁLTICO PARA EL TENDIDO DE CADA TRAMO. SE CONSIDERA UN RENDIMIENTO DE 500 METROS LINEALES AL DlA.
Relación de pruebas de laboratorio que deberá realizar el contratista para cumplir con la
normativa para la infraestructura del transporte.
Riego de Protección.
NUM.
1
C O N C E P T O CONTROL DE RIEGO DE PROTECCIÓN
No. De pruebas
14
OBSERVACIONES
CONTROL DE RIEGO DE LIGA DE LA EMULSION ASFÁLTICA PARA EL TENDIDO DE LA CARPETA: SE CONTROLARA TEMPERATURA DE APLICACIÓN DE LA EMULSION ASFÁLTICA, TEMPERATURA AMBIENTE, ANCHO, LONGITUD, LECTURA INICIAL Y FINAL DEL VOLUMEN DE LA PETROLIZADORA Y LITROS POR METRO CUADRADO DEL PRODUCTO ASFÁLTICO PARA EL TENDIDO DE CADA TRAMO. SE CONSIDERA UN RENDIMIENTO DE 2000 METROS LINEALES AL DÍA.

Anexo A-7
INFORME MENSUAL DEL CONTROL DE LA CALIDAD CORRESPONDIENTE AL
MES DE AGOSTO DEL AÑO 2002
CLIENTE: CÍA. GRUPO CONSTRUCCIONES PLANIFICADAS, S.A. DE C.V.,
PERIFÉRICO PONIENTE NO. 770, COLONIA PALO VERDE, HERMOSILLO,
SONORA, TELS. 2502317 Y 2502245
LICITACIÓN: 00009052-003-01
CENTRO SCT SONORA
OBRA: RECUPERACIÓN DE PAVIMENTO Y CONSTRUCCIÓN DE CARPETA
ASFÁLTICA, ENTRE LOS KMS. 225+000 AL KM. 252+800, CUERPO "B",
CARRETERA FEDERAL NO. 15 MÉXICO - NOGALES, EN EL ESTADO DE
SONORA.
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO
UBICACIÓN: KM. 225+000 AL KM. 252+800, CUERPO "B"
TRAMO: GUAYMAS - HERMOSILLO
ESTADO: SONORA
Anexo A-7.1
DESCRIPCIÓN DE LOS TRABAJOS REALIZADOS
A.- PRUEBAS EN EL RECUPERADO PARA BASE ASFÁLTICA
Muéstreos alterados del material recuperado mediante un fresado en frío del
material que constituye el pavimento hasta 0.10 metros de profundidad para la
homogenización, humectación de la emulsión asfáltica en todo el ancho proyectado. Esta
base estructural recuperada ha sido compactada al 95% mínimo de su P.V.S.M., por
separado se relacionan resultados obtenidos en los sub-tramos de trabajo del porcentaje
de compactación obtenida.
Así mismo se muestran mediante tablas anexas en informes, estadísticos de los
consumos de emulsión asfáltica utilizada para la formación de este espesor estructural,
considerando para ello, el contenido inicial y final del cemento asfáltico incorporado.
A continuación se relacionan los ensayes utilizados para el control de calidad en la
formación de base asfáltica:

Composición granulométrica previa a la emulsión. (009-G Libro 6)
Composición granulométrica posterior a la emulsión. (009-G Libro 6)
Peso Volumétrico seco suelto, Kg/m3. (009-L03 Libro 6)
Peso Volumétrico Seco máximo, Kg/m3 (009-M.05 Libro 6)
(Pruebas de Compactación por Carga Estática)
Esfuerzo a prueba compresión Simple, Kg/cm2. (009-W.05 Libro 6)
Contenido inicial de cemento asfáltico, % (009-R Libro 6)
Contenido final de Cemento Asfáltico, % (009-R Libro 6)
Consumo de la emulsión asfáltica, litros/m3 —
Contenido inicial de humedad, % (009-D Libro 6)
Contenido final de humedad, % (009-D Libro 6)
Desprendimiento por fricción , % (010-L Libro 6)
Pérdida de estabilidad, % (010-L05 Libro 6)
Determinación del grado de compactación, % (009 - Libro 6)
B.- PRUEBAS PARA CALIDAD EN MEZCLA CALIENTE
Se realizarán muéstreos aleatorios para cada 50 metros cúbicos de mezcla
asfáltica suelto, para llevar a cabo el control de calidad en la planta estacionaria de esta
empresa ubicada sobre el antiguo cauce del río "Sonora" ( Mezquital del Oro) utilizando
para ello las pruebas indicadas en el procedimiento Marshall.
Este procedimiento consiste en la obtención de los valores de la estabilidad, flujo,
de los especímenes compactados axialmente y probando a temperaturas directas de 60 °
C. Con la estabilidad podemos medir la resistencia estructural de la mezcla compactada
al 100 %, en cambio el valor del flujo nos indica la deformación requerida en el momento
del diámetro de los especímenes muestreados al momento de ocurrir la fractura, este
valor será una tendencia de la mezcla para alcanzar una condición plástica y
consecuentemente de la resistencia que ofrecerá la carpeta asfáltica a deformarse bajo
la acción de las cargas impuestas.

ESTABILIDAD, Kg 1200 Mín.
FLUJO, mm 2 A 4
% DE VACÍOS 3 A 5
% DE VACÍOS EN AGREGADO MINERAL (VAM) 16 %, Mín.
PESO VOL. SECO MÁXIMO
CONTENIDO DE CEMENTO ASFÁLTICO
DESP. POR FRICCIÓN 25 % Max.
C- CALIDAD DE LOS PÉTREOS PARA MEZCLA ASFÁLTICA CALIENTE
Los materiales pétreos empleados en la elaboración de la mezcla caliente
proceden del banco "Construplan" ubicado sobre el antiguo cauce del río "Sonora"
constituyéndose como un banco con las características físicas adecuadas para la
dosificación de la mezcla de control. Durante el proceso de trabajo no se han presentado
deficiencias en la calidad de los trabajos, solo alteraciones ligeras en la relación de la
grava - arena al momento de la dosificación en la planta, lo que ha ocasionado
alteraciones en el contenido de cemento asfáltico, los cuales se pueden observar en el
mismo informe estadístico.
A continuación se relacionan las pruebas a las que fueron sometidos los materiales
pétreos ara mezcla caliente:
Composición granulométrica (010-1 Libro 6)
Peso Vol. Seco Suelto, Kg/m3
Límites de plasticidad, % (010-J Libro 6)
Determinación del equivalente de arena, % (010-K Libro 6)
Prueba de desgaste de los Ángeles, % (010-M Libro 6)
Intemperismo Acelerado, % (010-N Libro 6)
Forma de partículas lajeadas, % (010-00-20 Libro 6)
Forma de partículas alargadas, % (010-00-03 Libro 6)
Densidad y absorción, % (010-F- Libro 6)

D.- CALIDAD DEL CEMENTO ASFÁLTICO
Durante este mes y los anteriores se ha seguido con la frecuencia de muestreo
indicado para las mismas normas de calidad, es decir tomar una muestra por cada
45,000 litros de cemento asfáltico utilizado para la elaboración de mezcla caliente, este
producto compuesto por un AC-20 normal estandarizado para posteriormente modificarlo
con polímeros, es compuesto por la empresa KOCH DE MÉXICO, S.A. la cual es la
responsable de la calidad y suministro del producto a esta empresa, durante los
muéstreos estos normalmente se realizan previo a la producción diaria ocurrida,
obteniéndose la muestra directamente del tanque que sirve como almacenamiento, el
cual se integra a la planta por una serie de tuberías por donde se fluidifica y se integra al
agregado.
A la fecha no se han presentado alteraciones en el producto asfáltico en las muestras
tomadas.

Anexo A-7.2
AVANCES ESTADÍSTICOS EN CEMENTOS, EMULSIONES Y RECUPERADOS
AVANCE ESTADÍSTICO DE ENSAYES
CEMENTOS, EMULSIONES ASFÁLTICAS Y RECUPERADOS
OBRA: Recuperación de Pavimentos y Construcción de Carpeta Asfáltica del Km.
225+000 al Km. 252+800 del cuerpo "B", tramo: Ciudad Obregón - Hermosillo, Carretera
Federal No. 15
CLIENTE: Cía. Grupo Construcciones Planificadas, S.A. de C.V.
FECHA: Agosto 07, 2002
CIUDAD: Hermosillo, Sonora
• PROYECTADAS B ACUMULADAS • FALTANTES
i n n j
80 -'
60
40 -
20-' i
n .
42
23
SEES BilP ¡Mil
i »
55
30 l » ! H Í ¡alto IBH lis
25
sS'MnH
89 " Timssmi . i
i
48
••••V'Í.'^IHUIÜUIIUII ¡ f ! ¡ ! í | |
'i«><:^!ii|¡||!
41 ¡
I ¡ j
1
!
CEMENTOS EMULSIONES RECUPERADOS
PRUEBAS VARIAS DE CONTROL

Anexo A-7.3
AVANCE ESTADÍSTICO DE ENSAYES
MEZCLA ASFÁLTICA EN CALIENTE
OBRA: Recuperación de Pavimentos y Construcción de Carpeta Asfáltica del Km.
225+000 al Km. 252+800 del cuerpo "B", tramo: Ciudad Obregón - Hermosillo, Carretera
Federal No. 15
CLIENTE: Cía. Grupo Construcciones Planificadas, S.A. de C.V.
FECHA: Agosto 07, 2002
CIUDAD: Hermosillo, Sonora

Anexo A-7.4
EVALUACIÓN ESTADÍSTICA DE CALIDAD
CARACTERÍSTICAS DEL CONCRETO ASFÁLTICO COLOCADO EN EL TRAMO
OBRA: Carpeta Asfáltica
CAMINO: Carretera Federal No. 15 México - Nogales
TRAMO: Ciudad Obregón - Hermosillo
SUBTRAMO: Km. 246+480 al Km. 246+900
FECHA: Agosto 03, 2002
GRÁFICA DE ESTABILIDAD EN KILOGRAMOS
2200
2000 -
1800 -
O) 1600
c 1400 -CD
ro 1200
•g 2 1000 -
B V) 80 LU
600 -
400
200
1200 kgs. Estabilidad mínima especificada
CN O
O
oo
CN O
O 00
CN O
O
oo
CN O
1^ O
oo
CM O
1^ O
oo
CN O
1^ o oo
CN O
o en
CN
o 1 ^ o o
CN
o 1^ o O)
CN
o o a>
CN
o o O)
CN
o 1 -o 05
CN
o 1^ o o CN
CN O
O O CN
CN O
1^ O
O CN
CN O
1^ O
O CN
CN O
o o CN
CN
o o o CN
CN O
O
o CM
CM O
O
CM
CM O
1^ O
CM
CM O
1*-O
CM
CM O
1^ O
CM
CM O
O
CM
CM O
o CM
CM O
o CM
CN O
O 1X5 CM
CN O
1^ O
m CN
CM O
o co CN
CM
o 1 ^ o CD CM
CM O
O
CM

Anexo A-7.5
EVALUACIÓN ESTADÍSTICA DE CALIDAD
CARACTERÍSTICAS DEL CONCRETO ASFÁLTICO COLOCADO EN EL TRAMO
OBRA: Carpeta Asfáltica
CAMINO: Carretera Federal No. 15 México - Nogales
TRAMO: Ciudad Obregón - Hermosillo
SUBTRAMO: Km. 246+900 al Km. 246+000
FECHA: Agosto 16, 2002
GRÁFICA DE ESTABILIDAD EN KILOGRAMOS
2200
M N ! M N N N N C M ! M N M N P I ( N N N N M N C M ( M ! M ( N N C M C M N t V M C ¡ I C j — — — — — — — — — — — — — — — — — — — — — — — O O O O O O O O I I I I I I I I
o o o o o o o o • i i i • i i i
o 1^ o oo
o i^ o 00
o 1^ o oo
o i-o oo
o i^ o 06
o 1 . o 00
o 1^ o o
o t o Oí
o 1^ o A
o 1^ o A
o r o A
o 1 . o en
o N. o CM
O 1^ O
CM
O 1 . O
CNJ
o 1^ o CM
O t O
CM
O t O
CNJ
O 1^ O
CM
O 1^ O
CM
O t O
CM
O 1^ O
CM
O 1^ O
CM

Anexo A-7.6
EVALUACIÓN ESTADÍSTICA DE CALIDAD
CARACTERÍSTICAS DEL CONCRETO ASFÁLTICO COLOCADO EN EL TRAMO
OBRA: Carpeta Asfáltica
CAMINO: Carretera Federal No. 15 México - Nogales
TRAMO: Ciudad Obregón - Hermosillo
SUBTRAMO: Km. 246+480 al Km. 246+900
FECHA: Agosto 03, 2002
GRÁFICA DE ESTABILIDAD EN KILOGRAMOS
2200
2000
1800
ui 1600
c 1400 0)
ro 1200
5 1000
ro w
l i l 800
600
400
200
T2Q0 kgs. Estabilidad mínima especificada
CNI CM CN Csl C> O O O
C M C \ 1 C N C M C N ( N 1 ( \ | ( \ | C N C \ I C M C \ | C M C M
9 9 9 9 9 9 9 9 9 9
CO CD 9 9 9 9 CO 00 OÍ C> O J < N Í M < N C N < N C M < N C M ( M C N ( N C M ( \ | ( N
Y r-o o
Y h-o
Y N-
Y
CM O
r*-Y
CM o Is-
Y
CM
00 o
CM
Y 00 o
CM
Y 00
Y
CM
Y GO
Y
(N
00
Y
(VI
Y «O
Y co co co co co co co

Anexo A-7.7
EVALUACIÓN ESTADÍSTICA DE CALIDAD
CARACTERÍSTICAS DEL CONCRETO ASFÁLTICO COLOCADO EN EL TRAMO
OBRA: Carpeta Asfáltica
CAMINO: Carretera Federal No. 15 México- Nogales
TRAMO: Ciudad Obregón - Hermosillo
SUBTRAMO: Km. 225+000 al Km. 252+800, cuerpo "B"
FECHA: Agosto 16, 2002
GRÁFICA DE CONTENIDO DE CEMENTO ASFÁLTICO, %
90
85
O 80
W 75
3 70 + O !2 65 cu c 60
8 <D 5 5 •o
3? 50
45
40
mÉk «éiyiiiJIffi—m# 4 , r i . I ,,A, j A " é .
6.25 %, óptimo de cemento asfáltico estudio Marshall
l¡|JMjltitf¡MlfelM|pfap^ai
C M C M C N C N C M C S J C \ I C \ l C M < N O g c M C M C M C M C N C N C \ J C N C N J C N C \ l
1 ^ 9
9 9 9 9 . . . . 0O 00 00 CO 00 CO
9 9 9 9 r— r— r— i—
9 9 9 9 9
C S J C N C N C N C N C N C M C N o o < ^ > o o o o c p c o c o o o o o o o o o o o o o
9 9 C ^ C N J ( N C N C N I < N C S | C N C N I C M C N C S C N C s ( C N C 0 C 0 C 0 C O C O C O C 0 C 0

Anexo A-7.8
EVALUACIÓN ESTADÍSTICA DE CALIDAD
CARACTERÍSTICAS DEL CONCRETO ASFÁLTICO COLOCADO EN EL TRAMO
OBRA: Carpeta Asfáltica
CAMINO: Carretera Federal No. 15 México - Nogales
TRAMO: Ciudad Obregón - Hermosillo
SUBTRAMO: Km. 225+000 al Km. 252+800, cuerpo "B"
FECHA: Agosto 16,2002
90
85
O «O "S % 75 (D
•g 70 O 2 65 w C 60 O ü 0) 55 -O
3- 50
45
40
GRÁFICA DE CONTENIDO DE CEMENTO ASFÁLTICO, %
-% ».i ^ %^T f v nmq T _ ^ ^ _
6.25 Yo, óptimo fie cemento asfáltico ektudioMarshall
C N C M O J O J C S J C N J C M C g
o o c o o o o o c o c o o i c i o i c n c D O í T - T - T - T - T - í - r - T j - ^ - T t T j - ^ - L n m C D t D í D C D C M C N C N J C \ J O J C N C N C N C N | C S I C g C M C M C > J C N C g C g C M

ANEXO A-8 INFORMES ESTDISTICOS DEL CONTROL Y VERIFICACIÓN DE LA CALIDAD ANEXO A-8.1
EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD DE MATERIALES
BASE ASFÁLTICA.
OBRA- RECUPERACIÓN DE PAVIMENTO Y CARPETA
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO
TRAMO: GUAYMAS - HERMOSILLO
SUBTRAMO: DEL KM 225+000 AL KM 252+800, CUERPO "B"
SUBTRAMO EVALUADO: DEL KM 236+700 AL KM 239+500
K M DE M U E S T R E O
236+780 236+980 237+180 237+270 237+420 237+400 237+450 237+500 237+550 237+600 237+700 237+750 237+800 237+900 237+980 238+100 238+140 238+180 238+250 238+300 238+350 238+450 238+550 238+780 238+920 239+100 239+200 239+350 239+400 239+450 239+550
C U E R P O
B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B
LADO
I I I I D D I I D D I D I D D I D I D I D D D D D D I I I D D
FECHA DE M U E S T R E O 08-Ago-02 08-Ago-02 08-Ago-02 07-Ago-02 13-Ago-02 13-Ago-02 07-Ago-02 07-Ago-02 13-Ago-02 12-Ago-02 07-Ago-02 12-Ago-02 06-Ago-02 12-Ago-02 27-Jul-02 06-Ago-02 27-Jul-02 05-Ago-02 27-Jul-02 05-Ago-02 26-Jul-02 26-Jul-02 26-Jul-02 26-Jul-02 26-Jul-02 26-Jul-02 01-Ago-02 01-Ago-02 01-Ago-02 25-Jul-02 25-Jul-02
% C O N T
ASFÁLTICO 6 61 6 47 6 52 6 50 6 72 7 00 6 39 6 42 6 86 6 83 6 38 6 71 6 83 6 68 6 50 6 82 6 68 7 00 6 38 6 98 6 59 6 97 6 90 6 94 6 99 6 92 6 49 6 60 6 38 6 97 6 75
RESIST A LA COMPRESIÓN AXIAL (KG/CM2)
13 61 11 96 11 72 7 10 10 70 10 53 8 05 8 05 10 65 9 94 8 76 10 77 12 19 9 82 9 94 7 93 7 22 7 10 8 52 6 86 7 81 8 16 8 76 6 81 6 86 7 60 9 23 11 24 8 88 6 69 7 10
ESPESOR COMPACTO
10 50 10 20 11 00 13 00 15 00 12 50 1100 18 00 14 00 13 00 13 50 15 00 10 00 1100 14 50 15 00 15 00 15 00 15 00 11 50 11 50 12 00 14 00 14 00 14 00 11 50 12 00 12 00 11 50 12 00 12 00
% DE
COMPACTACION 95 10 97 90 95 11 95 24 97 20 98 30 95 20 95 33 96 90 95 30 95 10 97 52 95 16 95 31 95 10 95 00 95 00 95 09 95 09 9610 9610 96 81 95 22 95 00 95 22 96 38 96 21 95 78 95 41 95 78 95 22
DESV EST 0 218555 1 886686 1 867147 0 936504
PROMEDIO 6 70258 9 05032 12 90968 95 78000
MATERIAL. PAVIMENTO EXISTENTE TRATAMIENTO: DISGREGADO CON MÁQUINA ASFALTO UTILIZADO: EMULSIÓN ASFÁLTICA SUPERESTABLE

ANEXO A-8.2 EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD
DE MATERIALES
EVALUACIÓN ESTADÍSTICA D E CALIDAD
DISTRIBUCIÓN DE FRECUENCIAS EN LA VERIFICACIÓN DE CALIDAD DE LAS CARACTERÍSTICAS DE LA
BASE ASFÁLTICA
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO.
TRAMO: GUAYMAS - HERMOSILLO
SUBTRAMO: DEL KM 225+000 AL KM 252+800, CUERPO "B"
SUBTRAMO EVALUADO: DEL KM 236+700 AL KM 239+500
MATERIAL: PAVIMENTO EXISTENTE TRATAMIENTO: DISGREGADO CON MÁQUINA ASFALTO UTILIZADO: EMULSION ASFÁLTICA
SUPERESTABLE
9
8
7
6
§ 5 z . LU 4 =3 O o LU «3 "
a.
1
0&
¡FRECUENCIA -FREC REL
Resis Min. A |a.compres¡ón.axia!=5 kg/cm2
\ n=30." '••;,
Prom*?. 9-Q5 kg/cm2
;vS=J.89
«fe.
0.35
.,,•.• 0.30
0 25
. .. - - 0.20
LU
• 0.15 a.
50 6 0 70 80 90 100 110 120 130 140
RESISTENCIA A LA COMPRESIÓN AXIAL (KG/CM2)
0.10 S
\ 0.05
0 00
7
6
5
< 5 4-LU
O J ¡ LU I
a: LL 2 -I
¡FRECUENCIA FREC. REL.
% ;ííígont."'bpt¡mo=,7;o|y9
*3SSj :S«' "=30 i'vst
o fie l 62 63 64 65 66 67
% CONT. ASFALTO
8 9 10 11 12 13 14 15 16 17 ESPESOR COMPACTO (CM) % DE COMPACTACIÓN

ANEXO A-8.3
EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
EVALUACIÓN DE LAS CARACTERÍSTICAS DE CALIDAD DE LA BASE ASFÁLTICA A LO LARGO DEL TRAMO.
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO.
TRAMO: GUAYMAS - HERMOSILLO.
SUBTRAMO: DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO: DEL KM. 236+700 AL KM. 239+500
MATERIAL: PAVIMENTO EXISTENTE. TRATAMIENTO: DISGREGADO CON MÁQUINA. ASFALTO UTILIZADO: EMULSIÓN ASFÁLTICA.
SUPERESTABLE.
15
14
< 13
s 05
•¥ 11
o 2 1<> o o 5 g y § ~ a
i
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
4 !
236.5
. ^ ^ E " '
Media =9.05 kq'cm'
¡K
Resist. Min. a la coniDresion Axial= 5 ka/cm
237.0 237.5 238.0 238.5 239.0 239.5 240.0 CADENAMIENTO (KM)
8.00-
7.75-
7.50 -
7.25 -
7.00 -
6.75
6.50 -
6.25 -
6.00 -
5.75 -:
5.50 -I 236.5
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
LEs= 7.7 %
Contenido Óptimo de C.A.= 7 0 %
LE¡= 6.3 */.
237.0 237.5 238.0 238.5 239.1 239.6
CADENAMIENTO (KM)
20.00 -
O O 16.00 ¡5 ¿ 14.00 S O ü 12.00 CU O ¡3 10.00 a. (O
6.00 -1
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
Media =12 91 cm
Espesor de Proyecto = 10 cm
236.5 237.0 237.5 238.0 238.5 239.0 239.5 240.0
CADENAMIENTO (KM)
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
101.00 -
99.00 -z •Q o § 97.00 -
¿ g 95 00 -LlJ
Media = 95 78 %
A- h i A \¿ Já.$Ak*ñ.,g>¿... ^ M » A zji...,
% Mínimo de Compactación = 95 %
236.5 237.0 237.5 238.0 238.5 239.0 239.5 240.0
CADENAMIENTO (KM)

ANEXO A-8.4
EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD
DE MATERIALES
BASE ASFÁLTICA
OBRA RECUPERACIÓN DE PAVIMENTO Y CARPETA
CARRETERA CIUDAD OBREGÓN - HERMOSILLO
TRAMO GUAYMAS - HERMOSILLO
SUBTRAMO DEL KM 225+000 AL KM 252+800, CUERPO "B -
SUBTRAMO EVALUADO DEL KM 236+700 AL KM 239+500
MATERIAL PAVIMENTO EXISTENTE TRATAMIENTO DISGREGADO CON MAQUINA ASFALTO UTILIZADO EMULSION ASFÁLTICA SUPERESTABLE
% DE CONTENIDO ASFÁLTICO
No Subgrupo
X,
x2 x3 X4
MÁXIMO MÍNIMO
EX
X
R
1 6 61
6 47
6 52
6 50
6 61 6 47
26 10
6 53
014
2 6 72
7 00
6 39
6 42
7 00
6 39
26 53
6 63
0 61
3 6 86
6 83
6 38
6 71 6 86
6 38
26 78
6 70
0 48
4 6 83
6 68
6 50
6 82
6 83
6 50
26 83
6 71
0 33
5 6 68
7 00
6 38
6 98
7 00
6 38
27 04
6 76
0 62
6 6 59
6 97
6 90
6 94
6 97
6 59
27 40
6 85
0 38
7 6 99
6 92
6 49
6 60
6 99
6 49
27 00
6 75
0 50
8 6 38
6 97
6 75
6 97
6 38
2010
6 70
0 59
TOTAL
53 66
54 84
52 31
46 97
55 23
51 58
207 78
X
R
PROMEDIOS
6 70
0 46
RESISTENCIA A LA COMPRESIÓN AXIAL (Kg/cm2)
No Subgrupo
x, x2 x3 X4
MAXIMO MÍNIMO
EX
X
R
1 13 61
11 96
11 72
7 10 13 61
7 10 44 39
11 10
6 51
2 10 70
10 53
8 05
8 05
10 70
8 05
37 33
9 33
2 65
3 10 65
9 94
8 76
10 77
10 77
8 76
40 12
10 03
2 01
4 12 19
9 82
9 94
7 93
12 19
7 93
39 88
9 97
4 26
5 7 22
7 10
8 52
6 86
8 52
6 86
29 70
7 43
1 66
6 7 81
8 16
8 76
6 81 8 76
6 81 31 54
7 89
1 95
7 6 86
7 60
9 23
11 24
11 24
6 86
34 93
8 73
4 38
8 8 88
6 69
7 10
8 88
6 69
22 67
7 56
2 19
TOTAL
77 92
7180
72 08
58 76
84 67
59 06
280 56
X
R
PROMEDIOS
9 00
3 20
ESPESOR COMPACTO (CM
No Subgrupo
x, x2 X3
X4 MAXIMO MÍNIMO
EX
X
R
1 10 50
10 20
11 00
13 00
13 00
10 20
44 70
11 18
2 80
2 15 00
12 50
11 00
18 00
18 00
11 00
56 50
14 13
7 00
3 14 00
13 00
13 50
15 00
15 00
13 00
55 50
13 88
2 00
4 10 00
11 00
14 50
15 00
15 00
10 00
50 50
12 63
5 00
5 15 00
15 00
15 00
11 50
15 00
11 50
56 50
14 13
3 50
6 11 50
12 00
14 00
14 00
14 00
11 50
51 50
12 88
2 50
)
7 14 00
1150
12 00
12 00
14 00
11 50
49 50
12 38
2 50
8 11 50
12 00
12 00
12 00
11 50
35 50
1183
0 50
TOTAL
101 50
97 20
103 00
98 50
116 00
90 20
400 20
X
R
PROMEDIOS
12 88
3 23
% DE COMPACT ACIÓN
No Subgrupo
X,
x2 x3 X4
MAXIMO MÍNIMO
EX
X
R
1 95 10
97 90
95 11
95 24
97 90
95 10
383 35
95 84
2 80
2 97 20
98 30
95 20
95 33
98 30
95 20
386 03
96 51
3 10
3 96 90
95 30
95 10
97 52
97 52
95 10
384 82
96 21
2 42
4 95 16
95 31
95 10
95 00
95 31
95 00
380 57
95 14
0 31
5 95 00
95 09
95 09
96 10
96 10
95 00
381 28
95 32
1 10
6 96 10
96 81
95 22
95 00
96 81
95 00
383 13
95 78
1 81
7 95 22
96 38
96 21
95 78
96 38
95 22
383 59
95 90
1 16
8 95 41
95 78
95 22
95 78
95 22
286 41
95 47
0 56
TOTAL
766 09
770 87
762 25
669 97
774 10
760 84
2969 18
X
R
PROMEDIOS
95 77
1 66
Valor del coeficiente A2 para el o 729 cálculo de límites*****
Límite superior de control (LCs) 7 04
Límite de control (LC) 6 70
Límite inferior de control (LCI) 6 37
***** Ver tabla No 4 1
Valor del coeficiente A2 para el o 729 cálculo de límites***"
Límite superior de control (LCs) 11 34
Límite de control (LC) 9 oo
Límite inferior de control (LCi) 6 67
. . . . . Ver tabla No 4 1
Valor del coeficiente A2 para el o 729 cálculo de límites*****
Límite superior de control (LCs) 15 23
Límite de control (LC) 12 88
Límite inferior de control (LCi) 10 53
. . . . . ver tabla No 4 1
Valor del coeficiente A2 para el o 729 cálculo de límites*****
Límite superior de control (LCs) 96 98
Límite de control (LC) 95 77
Límite inferior de control (LCi) 94 56
***** Ver tabla No 4 1

ANEXO A-8.5
EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
E V A L U A C I Ó N D E LAS CARACTERÍSTICAS D E C A L I D A D D E LA BASE ASFÁLTICA A L O L A R G O D E L T R A M O .
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO.
TRAMO: GUAYMAS - HERMOSILLO.
SUBTRAMO: DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO: DEL KM. 236+700 AL KM. 239+500
MATERIAL: PAVIMENTO EXISTENTE. TRATAMIENTO: DISGREGADO CON MÁQUINA. ASFALTO UTILIZADO: EMULSIÓN ASFÁLTICA.
SUPERESTABLE.
< 7
<•> 6 . Ill O 6. as
5.
5.
4.
4.
i.5 I
j.O-j
'.5 -'
.0 •
5 -
.0 -
5 -!
.0 -
5 -
0 -
GRÁFICA DE CONTROL
n=4
LCs =7.04 %
Le -0 T0 Vi
LCi =6.37%
0 0 1.0 2.0 3 0 4.0 5.0 6.0 7.0
GRÁFICA DE CONTROL
I £
GRÁFICA DE CONTROL
0.0 1.0 2.0 3.0 4 0 5.0 6.0 7.0 8.0
GRÁFICA DE CONTROL
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0

ANEXO A-8.6
EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD DE MATERIALES
CARPETA ASFÁLTICA.
OBRA- RECUPERACIÓN DE PAVIMENTO Y CARPETA MATERIAL GRAVA ARENA DE RIO TRATAMIENTO CRIBADO Y TRITURADO PARCIALMENTE
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO ASFALTO UTILIZADO CEMENTO ASFÁLTICO TRAMO: GUAYMAS - HERMOSILLO MODIFICADO CON POLÍMEROS SUBTRAMO: DEL KM 225+000 AL KM 252+800, CUERPO "B" SUBTRAMO EVALUADO: DEL KM 247+440 AL KM 249+850
KM DE MUESTREO
247+440 247+560 247+640 247+680 247+800 247+850 247+900 247+950 248+050 248+100 248+200 248+250 248+360 248+400 248+530 248+660 248+790 248+870 248+910 248+940 249+000 249+070 249+140 249+200 249+240 249+280 249+310 249+350 249+380 249+410 249+480 249+610 249+730 249+750 249+850
CUERPO
B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B
LADO
D D I D D I I D I D I D I D D D D I D I I I I I D I I I D D D D D D D
FECHA DE MUESTREO
09-Jul-02 09-Jul-02 07-Jul-02 09-Jul-02 09-Jul-02 07-Jul-02 07-Jul-02 06-Jul-02 07-Jul-02 06-Jul-02 07-Jul-02 06-Jul-02 07-Jul-02 06-Jul-02 03-Jul-02 03-Jul-02 03-Jul-02 22-Jun-02 03-Jul-02 22-Jun-02 22-Jun-02 24-Jun-02 24-Jun-02 24-Jun-02 01-Jul-02 21-Jun-02 21-Jun-02 21-Jun-02 OI-Jul-02 02-Jul-02 01-Jul-02 OI-Jul-02 01-Jul-02 02-Jul-02 01-Jul-02
% CONT
ASFÁLTICO 6 00 611 6 10 5 97 6 23 5 97 6 20 6 13 6 36 6 24 6 17 61 6 08 6 24 6 27 6 30 6 19 6 30 6 27 5 98 6 00 615 5 99 619 6 00 6 20 610 6 27 6 03 6 40 5 97 6 14 611 6 30 6 27
ESTABILIDAD
(KG) 1301 00 1290 00 1361 00 1224 00 1257 00 1244 00 1281 00 1336 00 1249 00 1256 00 1366 00 1319 70 1327 00 1294 10 1296 00 1308 00 1400 00 1215 00 1350 00 1356 00 1233 00 1243 00 1375 00 1375 00 1272 00 1283 00 1323 00 1356 00 1257 00 1234 00 1220 00 1261 00 1284 00 1222 00 1316 00
ESPESOR COMPACTO
7 25 7 75 7 33 7 18 7 10 7 15 7 85 7 05 7 50 7 57 7 60 7 90 7 19 7 52 7 19 7 18 7 14 7 75 7 22 7 85 7 41 7 80 7 80 7 24 7 38 7 38 7 26 7 65 7 65 7 85 7 93 7 09 7 66 7 60 7 60
% DE
COMPACTACION 99 68 99 62 98 28 96 70 97 25 97 25 97 77 97 77 98 15 99 37 98 47 95 66 96 94 96 55 98 11 97 06 97 08 95 86 96 37 97 46 97 43 98 78 97 64 98 37 98 38 98 38 98 35 99 60 99 60 98 82 97 71 98 20 97 45 98 51 97 33
DESV EST 0 124268 52 117155 0 277074 1037654
PROMEDIO 6 15382 1293 85143 7 47343 97 88429

ANEXO A-8.7
EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA D E CALIDAD
DISTRIBUCIÓN DE FRECUENCIAS EN LA VERIFICACIÓN DE CALIDAD DE LAS CARACTERÍSTICAS DE LA
CARPETA ASFÁLTICA
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGÓN - HERMOSIIXO.
TRAMO: GUAYMAS - HERMOSIIXO.
SUBTRAMO: DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO: DEL KM. 247+440 AL KM. 249+850
MATERIAL: GRAVA - ARENA DE RIO TRATAMIENTO: CRIBADO Y TRITURADO PARCIALMENTE. ASFALTO UTILIZADO: CEMENTO ASFÁLTICO
MODIFICADO CON POLÍMEROS
I FRECUENCIA -FREC. REL.
Estabilidad' Minima espgc¡ficada= 1200 Kg . n=35 • * • • '
vProrn=. 1293.8 kg
. . 'Sj'52.12
0.25
0.20
•- 0.15
0.10
0.05
0.00
ESTABILIDAD (KG) 5.6 5.7 5.8 5.9 6.0 6.1 6.2 6.3 6.4
% CONT. ASFALTO
3 5-
FRECUENCIA
•. Espesor de Proyí=:7 c
-FREC. REL.
4 - '
3 - /..
2 -i-
1 -
0 A &-
r 0.25
5.75 6.00 6.25 6.50 6.75 7.00 7.25 7.50 7.75 8.00 8.25 8.50
ESPESOR COMPACTO (CM)
1 FRECUENCIA 7 -
6
5
< 0 4 -111
33-LU CC
^2
1
0 , m ui
"% DE COMPACTACIÓN

ANEXO A-8.8
EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
E V A L U A C I Ó N D E LAS CARACTERÍSTICAS D E C A L I D A D D E LA C A R P E T A ASFÁLTICA A L O L A R G O D E L T R A M O .
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO.
TRAMO: GUAYMAS - HERMOSILLO.
SUBTRAMO: DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO:
MATERIAL: GRAVA - ARENA DE RIO
TRATAMIENTO: CRIBADO Y TRITURADO
PARCIALMENTE.
ASFALTO UTILIZADO: CEMENTO ASFÁLTICO
MODIFICADO CON POLÍMEROS
DEL KM. 247+440 AL KM. 249+850
1600 -
1550 -
1500 -
1450 -
1400-
< 1300
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
Media =1293 8 kg
1150 •:
i i o o - ! ~ —
Estabilidad Mínima Especificada = 1200 kg
247 0 247.5 248.0 248.5 249.0 249.5 250.0 CADENAMIENTO (KM)
6.70
6.60
6.50
6.40 I
6.30 -
6.20 •;
6.10-i-
6 00 -i
5.90 •"
5.80 -
5.70 -]
5.60 -¡
5.50 -i
247.
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
LSe= 6.56 %
Contenido Óptimo de C A = 6.25 %
Medi ""'"T*
^1 ir ** \i\m\r* vw Lle= 5 .94 %
0 247.5 248.0 248.5 249.0 249 5 250.0
CADENAMIENTO (KM)
I „ 8.50 -I 5 :
ü 8.00 i O ;
O 7.50 -•
§ 7 0 0 O g 6.50 W £ 6.00 -it¡ I UJ
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
* \Jv »VW»' **
5.00 + 247.0
Espesor de Proyecto = 7 cm
247.5 248.0 248.5 249.0 249.5 250.0
CADENAMIENTO (KM)
.§ 100.00
¡í 99 00 O
£ 98.00
O O 97.00
95.00
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
Media = 97 8 8 %
247.0
% Mínimo de Compactaron = 95 %
248.0 248.5 249.0
CADENAMIENTO (KM)
250.0

ANEXO A-8.9 EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD
DE MATERIALES
CARPETA ASFÁLTICA
OBRA RECUPERACIÓN DE PAVIMENTO Y CARPETA
CARRETERA CIUDAD OBREGÓN - HERMOSILLO TRAMO GUAYMAS HERMOSILLO SUBTRAMO DEL KM 225+000 AL KM 252+800 CUERPO "B" SUBTRAMO EVALUADO DEL KM 247+440 AL KM 249+850
MATERIAL GRAVA ARENA DE RIO TRATAMIENTO CRIBADO Y TRITURADO PARCIALMENTE ASFALTO UTILIZADO CEMENTO ASFÁLTICO MODIFICADO CON POLÍMEROS
% DE CONTENIDO ASFÁLTICO
No Subgrupo
x. x2 x3 X4
MAXIMO MÍNIMO
EX
X
R
1 6 00
611 610 5 97
611 5 97
24 18
6 05
0 14
2 6 23
5 97
6 20
613 6 23
5 97
24 53
613
0 26
3 6 36
6 24
617 61 6 36
6 17
18 77
6 26
0 19
4 6 08
6 24
6 27
6 30
6 30
6 08
24 89
6 22
0 22
5 619
6 30
6 27
5 98
6 30
5 98
24 74
6 19
0 32
6 6 00
615
5 99
6 19
619 5 99
24 33
6 08
0 20
7 6 00
6 20
6 10
6 27
6 27
6 00
24 57
6 14
0 27
8 6 03
6 40
5 97
6 14
6 40
5 97
24 54
6 14
0 43
9 611
6 30
6 27
6 30
611 18 68
6 23
019
TOTAL
55 00
55 91
55 34
42 98
56 46
54 24
209 23
X
R
PROMEDIOS
6 16
0 25
ESTABILIDAD EN KGS
No Subgrupo
x. X2
x3 X4
M A X I M O
MÍNIMO
EX
X
R
1 1301
1290
1361
1224
1361
1224
5176
1294
137 00
2 1257
1244
1281
1336
1336
1244
5118
1280
92 00
3 1249
1256
1366
1320
1366
1249
5191
1298
117 00
4 1327
1294
1296
1308
1327
1294
5225
1306
32 90
5 1400
1215
1350
1356
1400
1215
5321
1330
185 00
6 1233
1243
1375
1375
1375
1233
5226
1307
142 00
7 1272
1283
1323
1356
1356
1272
5234
1309
84 00
8 1257
1234
1220
1261
1261
1220
4972
1243
41 00
9 1284
1222
1316
1316
1222
3822
1274
94 00
TOTAL
11580 00
11281 10
11888 00
10535 70
12098 00
11173 10
45284 80
X
R
PROMEDIOS
1293 30
102 77
ESPESOR COMPACTO (CM)
No Subgrupo
X,
x2 X3
X4 MAXIMO MÍNIMO
EX
X
R
1 7 25
7 75
7 33
7 18
7 75
7 18
29 51
7 38
0 57
2 710
715
7 85
7 05
7 85
7 05
29 15
7 29
0 80
3 7 50
7 57
7 60
7 90
7 90
7 50
30 57
7 64
0 40
4 7 19
7 52
7 19
7 18
7 52
718 29 08
7 27
034
5 7 14
7 75
7 22
7 85
7 85
7 14
29 96
7 49
0 71
6 7 41
7 80
7 80
7 24
7 80
7 24
30 25
7 56
0 56
7 7 38
7 38
7 26
7 65
7 65
7 26
29 67
7 42
0 39
8 7 65
7 85
7 93
7 09
7 93
7 09
30 52
7 63
0 84
9 7 66
7 60
7 60
7 66
7 60
22 86
7 62
0 06
TOTAL
66 28
68 37
67 78
59 14
69 91
65 24
261 57
X
R
PROMEDIOS
7 48
0 52
% DE COMPACT ACIÓN
No Subgrupo
x, x2 X3
X4 MAXIMO MÍNIMO
EX
X
R
1 99 68
99 62
98 28
96 70
99 68
96 70
394 28
98 57
2 98
2 97 25
97 25
97 77
97 77
97 77
97 25
390 04
97 51
0 52
3 98 15
99 37
98 47
95 66
99 37
95 66
391 65
97 91
3 71
4 96 94
96 55
98 11
97 06
9811
96 55
388 66
97 17
1 56
5 97 08
95 86
96 37
97 46
97 46
95 86
386 77
96 69
1 60
6 97 43
98 78
97 64
98 37
98 78
97 43
392 22
98 06
1 35
7 98 38
98 38
98 35
99 60
99 60
98 35
394 71
98 68
1 25
8 99 60
98 82
97 71
98 20
99 60
97 71
394 33
98 58
1 89
9 97 45
98 51
97 33
98 51
97 33
293 29
97 76
1 18
TOTAL
881 96
883 14
880 03
780 82
888 88
872 84
3425 95
X
R
PROMEDIOS
97 88
1 78
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCI)
***** Ver tabla No 4 1
0 729
634
616
5 98
1368 22
1293 30
1218 38
0 729
7 86
7 48
7 10
0 729
9918
97 88
96 58

ANEXOA-8.10
EJEMPLO DE UN SUBGRUPO DE DATOS DEL CONTROL DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
EVALUACIÓN D E LAS CARACTERÍSTICAS D E CALIDAD D E LA CARPETA ASFÁLTICA A L O L A R G O D E L TRAMO.
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGON - HERMOSILLO.
TRAMO:
SUBTRAMO:
GUAYMAS - HERMOSILLO.
DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO: DEL KM. 247+440 AL KM. 249+850
MATERIAL: GRAVA - ARENA DE RIO TRATAMIENTO: CRIBADO Y TRITURADO
PARCIALMENTE ASFALTO UTILIZADO: CEMENTO ASFÁLTICO MODIFICADO CON POLÍMEROS
GRÁFICA DE CONTROL
n=4 LCs =6.34 %
LCi =5.98%
0.0 1.0 2 0 3.0 4.0 5.0 6 0 7.0 8.0 9.0 10.0
GRÁFICA DE CONTROL
|S m o 7 III in
rr tn
tn
9.0 -
8.5-
8.0 -
7 5 -
H) -
tth-
6.0 -
5.5 -
50 -
n=4 LCs =7.86cm
^d^ LC =7.48 cm
LCi =7.10 cm
0.0 1 0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
GRÁFICA DE CONTROL
LCs =1368.2 kg
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
102 -
101 -
. 100-
GRÁFICA DE CONTROL
n=4
LCs =99.18%
i
95 -
94
93
LCi =S6.5%
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0

ANEXO A-9 INFORMES ESTDISTICOS DEL CONTROL Y VERIFICACIÓN DE LA CALIDAD ANEXO A-9.1
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
BASE ASFÁLTICA.
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA
CARRETERA. CIUDAD OBREGÓN - HERMOSILLO
TRAMO- GUAYMAS - HERMOSILLO
SUBTRAMO: DEL KM 225+000 AL KM 252+800, CUERPO "B"
SUBTRAMO EVALUADO: DEL KM 233+200 AL KM 247+860
KM DE MUESTREO
233+200 233+380 233+400 234+300 234+380 234+440 234+640 234+840 237+000 237+500 238+000 238+500 239+040 239+540 240+000 241+000 243+640 244+000 244+500 245+500 246+000 246+500 246+700 246+900 247+000 247+100 247+150 247+300 247+500 247+860
CUERPO
B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B
LADO
I D I I D I I I I I I I I I I I D D I I I I D D I I D I I D
FECHA DE MUESTREO
19-Sep 26-Sep 19-Sep 13-Sep 24-Sep 13-Sep 13-Sep 13-Sep 09-Ago 08-Ago 08-Ago 07-Ago 07-Ago 07-Ago 01-Ago 01-Ago 23-Jul 30-Ago 17-Jul 17-Jul 05-Jul 17-Jul 09-Jul 09-Jul 03-Jul 03-Jul 09-Jul 03-Jul 27-Jun 11-Jul
% CONT
ASFÁLTICO 6 40 7 25 6 93 7 25 6 81 7 45 7 20 7 10 6 85 7 00 7 20 7 15 6 83 7 08 7 10 6 72 6 57 6 90 7 51 6 50 6 46 7 57 6 86 6 45 7 15 6 64 7 50 6 79 6 53 7 50
RESIST ALA COMPRESIÓN
AXIAL (KG/CM2) 14 6 11 5 12
14 21 11 5 12 3 136 12 5 131
8 12 12 8 77 11 59 11 06 11 06 1011 11 7 107 10 96 72
10 53 125 11 2 11
10 28 13
11 54 11
105
ESPESOR COMPACTO
10 11 12 10 11 12 15 14 13 14 15 12 13 12 15 16 15 15 11 10 11 11 10 10 12 11 10 11 13 13
% DE
COMPACTACION 96 96 97 99 98 98 97 98 96 95 96 95 98 95 96 99 99 96 95 95 96 95 97 95 98 96 95 95 97 97
DESV EST 0 348848 1 652959 1 874205 1 358244
PROMEDIO 6 97500 1129233 12 26667 96 50000
MATERIAL: PAVIMENTO EXISTENTE TRATAMIENTO: DISGREGADO CON MÁQUINA ASFALTO UTILIZADO: EMULSIÓN ASFÁLTICA SUPERESTABLE

ANEXO A-9.2
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
DISTRIBUCIÓN DE FRECUENCIAS EN LA VERIFICACIÓN DE CALIDAD DE LAS CARACTERÍSTICAS DE LA
BASE ASFÁLTICA
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO.
TRAMO: GUAYMAS - HERMOSILLO.
SUBTRAMO: DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO: DEL KM. 233+200 AL KM. 247+860
MATERIAL: PAVIMENTO EXISTENTE. TRATAMIENTO: DISGREGADO CON MÁQUINA. ASFALTO UTILIZADO: EMULSIÓN ASFÁLTICA
SUPERESTABLE.
3 FRECUENCIA FREC. REL
8 -!
7 -; I
6 -
5 -!
Rtíjist. Min. A la compresiói n=30
w 4 O o . LU «3
u. 2
1 i
0 A -5 0 6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0
RESISTENCIA A LA COMPRESIÓN AXIAL (KG/CM2)
7 -[--
6 !
0 á-5 50 5.75 6.00 6.25 6.50 6.75 7.00 7.25 7.50 7.75
% CONT. ASFALTO
g 6 -z UJ ^ 4
2 ^
i
0 , H 4—'-r 10 11 12 13 14 15 16
ESPESOR COMPACTO (CM) 17
¡FRECUENCIA FREC. REL.
% mínimo de comp = 95 %
n=30 Prom.=96.5 %
S=1 36
96.0 97.0 98.0 99.0 % DE COMPACTACIÓN
0.45
0.40
0.35
0.30
0.20 <¡J a.
0.15"-
0.10
0.05
0.00 0

ANEXO A-9.3
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
EVALUACIÓN DE LAS CARACTERÍSTICAS DE CALIDAD DE LA BASE ASFÁLTICA A LO LARGO DEL TRAMO.
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO.
TRAMO: GUAYMAS - HERMOSILLO.
SUBTRAMO: DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO: DEL KM. 233+200 AL KM. 247+860
MATERIAL: PAVIMENTO EXISTENTE. TRATAMIENTO: DISGREGADO CON MÁQUINA. ASFALTO UTILIZADO: EMULSIÓN ASFÁLTICA.
SUPERESTABLE.
s fj 11 ü o
5 3
5-t«
CARACTERISTICAS DE LA MEZCLA ASFÁLTICA
"¥hA t. Media =11 29 kg'cm*
Resist Min a la compresión Axial= 5 kg/cm¿
233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248
CADENAMIENTO (KM)
8.50
8.00
7.50
7.00
6.50
6.00
5.50
5.00
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
LES= 7.70 %
r ;ontenidatóat¡mocle C.A = 7.0 i-A.
Media=6 97 {\¡W LEi= 6 30 %
233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248
CADENAMIENTO (KM)
24-
22 •
. 2 0 -
18 -
16
14 -
12
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
Media =12.27 cm
:M Kv\
Espesor de Proyecto = 10 cm ^ ¿ 5 ¿
233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248
CADENAMIENTO (KM)
103-102 -
101
i 100-
CARACTERISTICAS DE LA MEZCLA ASFÁLTICA
Media = 96.5 %
¡
% Mínimo de Compactación = 95 %
233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248
CADENAMIENTO (KM)
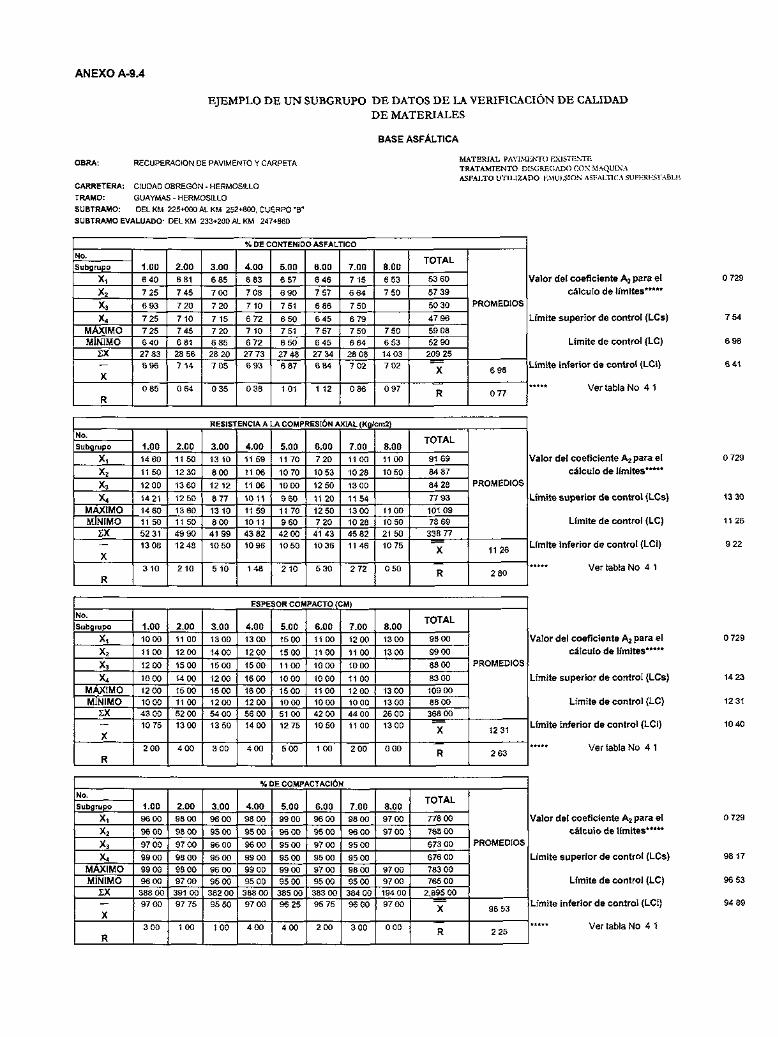
ANEXO A-9.4
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
BASE ASFÁLTICA
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO TRAMO: GUAYMAS - HERMOSILLO SUBTRAMO: DEL KM 225+000 AL KM 252+800, CUERPO "B" SUBTRAMO EVALUADO- DEL KM 233+200 AL KM 247+860
MATERIAL PAVIMENTO EXISTENTE TRATAMIENTO DISGREGADO CON MAQUINA ASFALTO UTILIZADO EMULSION ASFÁLTICA SUPERESTABLE
% DE CONTENIDO ASFÁLTICO No. Subgrupo
X, x2 x3 X4
MÁXIMO MÍNIMO
EX
X
R
1.00
6 40
7 25
6 93
7 25
7 25 6 40
27 83 6 96
0 85
2.00
6 81
7 45
7 20
7 10
7 45 6 81
28 56 7 1 4
0 64
3.00
6 85
7 00
7 20
7 15
7 20 6 85
28 20 7 05
0 35
4.00
6 83
7 08
7 10
6 72
710 6 72
27 73 6 93
0 38
5.00
6 57
6 90
7 51
6 50
7 51 6 50
27 48 6 87
1 01
6.00
6 46
7 57
6 86
6 45
7 57 6 45
27 34 6 84
1 12
7.00
7 15
6 64
7 50
6 79
7 50
6 64 28 08 7 02
0 86
8.00
6 53
7 50
7 50 6 53 14 03 7 02
0 97
TOTAL
53 60
57 39
50 30
47 96
59 08 52 90
209 25
X
R
PROMEDIOS
6 98
0 77
RESISTENCIA A LA COMPRESIÓN AXIAL (Kg/cm2) No. Subgrupo
x, x2 x3 X4
MÁXIMO MÍNIMO
EX
X
R
1.00
14 60
11 50
12 00
14 21
14 60 11 50 52 31
13 08
3 10
2.00
11 50
12 30
13 60
12 50
13 60 11 50 49 90
12 48
2 10
3.00
13 10
8 00
12 12
8 77
13 10 8 00
41 99 10 50
5 10
4.00
11 59
11 06
11 06
10 11
1159 10 11
43 82 10 96
1 48
5.00
11 70
10 70
10 00
9 60
11 70 9 60
42 00
10 50
2 10
6.00
7 20
10 53
12 50
11 20
12 50 7 20
4143 10 36
5 30
7.00
11 00
10 28
13 00
11 54
13 00 10 28 45 82 11 46
2 72
8.00
1100
10 50
1100 10 50 21 50
10 75
0 50
TOTAL
9169
84 87
84 28
77 93
101 09 78 69
338 77
X
R
PROMEDIOS
1126
2 80
ESPESOR COMPACTO (CM) No. Subgrupo
x, x2 X3
x4 MÁXIMO MÍNIMO
EX
X
R
1.00
10 00
11 00
12 00
10 00
12 00 10 00 43 00 10 75
2 00
2.00
1100
1200
15 00
14 00
15 00 11 00 52 00 13 00
4 00
3.00
13 00
14 00
15 00
12 00
15 00 12 00 54 00 13 50
3 00
4.00
13 00
12 00
15 00
16 00
16 00 12 00 56 00
14 00
4 00
5.00
15 00
15 00
11 00
10 00
15 00 10 00 51 00 12 75
5 00
6.00
11 00
11 00
10 00
10 00
11 00
10 00 42 00 10 50
1 00
7.00
12 00
11 00
10 00
1100
12 00 10 00 44 00
11 00
2 00
8.00
13 00
13 00
13 00
13 00 26 00
13 00
0 00
TOTAL
98 00
99 00
88 00
83 00
109 00
88 00 368 00
X
R
PROMEDIOS
12 31
2 63
% DE COMPACTACIÓN No. Subgrupo
X,
x2 x3 X4
MÁXIMO MÍNIMO
EX
X
R
1.00
96 00
96 00
97 00
99 00
99 00 96 00
388 00 97 00
3 00
2.00
98 00
98 00
97 00
98 00
98 00 97 00
391 00 97 75
1 00
3.00
96 00
95 00
96 00
95 00
96 00
95 00 382 00 95 50
100
4.00
98 00
95 00
96 00
99 00
99 00
95 00 388 00 97 00
4 00
5.00
99 00
96 00
95 00
95 00
99 00 95 00
385 00 96 25
4 00
6.00
96 00
95 00
97 00
95 00
97 00
95 00 383 00 95 75
2 00
7.00
98 00
96 00
95 00
95 00
98 00 95 00
384 00 96 00
3 00
8.00
97 00
97 00
97 00
97 00 194 00 97 00
0 00
TOTAL
778 00
768 00
673 00
676 00
783 00 765 00
2,895 00
X
R
PROMEDIOS
96 53
2 25
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
..... Ver tab|a No 4 !
0 729
754
6 98
6 41
0 729
13 30
11 26
9 22
14 23
12 31
10 40
0 729
98 17
96 53
94 89

ANEXO A-9.5
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA D E CALIDAD
EVALUACIÓN DE LAS CARACTERÍSTICAS DE CALIDAD DE LA BASE ASFÁLTICA A LO LARGO DEL TRAMO.
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO.
TRAMO: GUAYMAS - HERMOSILLO.
SUBTRAMO: DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO: DEL KM. 233+200 AL KM. 247+860
MATERIAL: PAVIMENTO EXISTENTE. TRATAMIENTO: DISGREGADO CON MÁQUINA ASFALTO UTILIZADO: EMULSIÓN ASFÁLTICA.
SUPERESTABLE.

ANEXO A-9.6
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
CARPETA ASFÁLTICA.
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA MATERIAL GRAVA ARENA DE RIO TRATAMIENTO CRIBADO Y TRITURADO PARCIALMENTE
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO ASFALTO UTILIZADO CEMENTO ASFÁLTICO TRAMO. GUAYMAS - HERMOSILLO MODIFICADO CON POLÍMEROS SUBTRAMO: DEL KM 225+000 AL KM 252+800, CUERPO "B" SUBTRAMO EVALUADO: DEL KM 225+500 AL KM 253+040
KM DE
MUESTREO 225+500 226+000 227+500 228+000 229+500 230+000
231+000 231+100 231+200 233+000 233+110 234+800 235+370 236+000 237+500 238+150 240+340 240+370 240+470 241+150 242+500 243+000 245+130 245+220 248+560 249+680 251+670 252+910 252+980 253+040
CUERPO
B B B B B B B B B B B B B B B B B B B B B B B B B B B B B B
LADO
D I I I D I I I I D D I I D D I D D I I I I I I I I I D D D
FECHA DE MUESTREO
12-Oct-02 10-Oct-02
08-Oct-02 08-Oct-02 04-Oct-02
03-Oct-02 01-Oct-02 01-Oct-02 01-Oct-02 25-Sep-02 25-Sep-02 23-Sep-02 20-Sep-02 28-Ago-02 22-Ago-02 14-Ago-02 07-Ago-02 07-Ago-02 09-Ago-02 08-Ago-02 02-Ago-02 02-Ago-02 24-Jul-02 23-Jul-02 24-Jun-02 02-Jul-02 12-Sep-02 09-Sep-02 06-Sep-02 06-Sep-02
% CONT
ASFÁLTICO
6 53 6 32 6 52 611 6 43 6 21 6 52
6 08 6 20 6 04 6 30 6 40 6 42 6 38 5 95 6 30 6 50 6 40 6 09 6 19 6 27 6 13 6 50 6 30 6 10 5 95 5 99 6 20 6 29 6 09
ESTABILIDAD
(KG)
1307 00 1295 00
1375 00 1402 00 1387 00
1408 00 1346 00 1368 00 1425 00 1380 00 1413 00 1287 00 1325 00 1310 00 1459 00 1550 00 1279 00 1350 00 1250 00 1350 00 1377 00 1308 00 1493 00 1343 00 1441 00 1375 00 1390 00 1273 00 1387 00 1316 00
ESPESOR COMPACTO
8 00 8 20 8 70 7 00 7 50 7 30
8 20 7 42 8 20 7 20 7 10 7 95 7 01 7 10 8 70 7 30 7 55 8 29 7 51 715 7 27 7 22 7 08 7 02 7 00 7 35 7 30 8 80 7 66 7 65
% DE
COMPACTACION
98 00 96 00
95 00 95 00 98 00 95 00 99 00 96 00 99 00 96 00 95 00 98 00 95 00 97 00 95 00 97 00 98 00 99 00 98 00 97 00 96 00 97 00 99 00 96 00 97 00 97 00 100 00 99 00 98 00 99 00
DESV EST 0178483 67 339840 0 553312 1525266
PROMEDIO 6 25700 1365 63333 7 59100 97 13333

ANEXO A-9.7
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
DISTRIBUCIÓN D E FRECUENCIAS E N LA VERIFICACIÓN D E CALIDAD D E LAS CARACTERÍSTICAS D E LA
CARPETA ASFÁLTICA
OBRA. RECUPERACIÓN DE PAVIMENTO Y CARPETA
CARRETERA CIUDAD OBREGON HERMOSILLO
TRAMO GUAYMAS HERMOSILLO
SUBTRAMO DEL KM 225+000 AL KM 252+800 CUERPO B
SUBTRAMO EVALUADO DEL KM 225+500 AL KM 253+040
MATERIAL GRAVA ARENA DE RIO TRATAMIENTO CRIBADO Y TRITURADO PARCIALMENTE ASFALTO UTILIZADO CEMENTO ASFÁLTICO MODIFICADO CON POLÍMEROS
8
7
6
5 < tu
83 tu or LL
1 i
0 A— 1150
ESTABILIDAD (KG)
] FRECUENCIA -FREC REL
< 3
2 !
o A-
•- -fH?*. $&.••••
V<M - A — & — t r -
55 56 57 58 59 60 61 62 63 64 65 66 67
% CONT ASFALTO
7 -
< 6 -O Z .-LLI 5 -
O LU 4 -r or
0 á-
1 FRECUENCIA -FREC REL
6 00 6 25 6 50 6 75 7 00 7 25 7 50 7 75 8 00 8 25 8 50 8 75 9 00
ESPESOR COMPACTO (CM)
1 FRECUENCIA -FREC REL
• -•••^Vtígí-$ffi.Nmo 'íe ramP^g.* .-, A :: ••; Ptom.^13 ft
< 0 4 LU Ü 3 LU or 2
1
0 A -
0 23
0 20
% DE COMPACTACIÓN

ANEXO A-9.8
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
E V A L U A C I Ó N D E LAS CARACTERÍSTICAS D E C A L I D A D D E LA CARPETA ASFÁLTICA A L O L A R G O D E L TRAMO.
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGÓN - HERMOSILLO.
TRAMO: GUAYMAS - HERMOSILLO.
SUBTRAMO: DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO:
MATERIAL: GRAVA - ARENA DE RIO
TRATAMIENTO: CRIBADO Y TRITURADO
PARCIALMENTE.
ASFALTO UTILIZADO: CEMENTO ASFÁLTICO
MODIFICADO CON POLÍMEROS
DEL KM. 225+500 AL KM. 253+040
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
„ 1600
m 1400 í en
1300 ¡
1200 -L
Media =1365 6 kg
1100 -Estabilidad Mínima Especificada = 1200 kg i
224 226 228 230 232 234 236 238 240 242 244 246 248 250 252 254 CADENAMIENTO (KM)
7.00 -
6.75 -
6.50 -
6.25 -
6.00 -
5.75 -
5.50 -
5.25 -
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
LEs= 6.56 %
• >
LE¡= S.94 %
224 226 228 230 232 234 236 238 240 242 244 246 248 250 252 254
CADENAMIENTO (KM)
12.00
— 11.00 ü O 10.00
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
Media =7 59 cm
i X2U-M-Z.
Espesor de Proyecto = 7.0 cm
A:
224 226 228 230 232 234 236 238 240 242 244 246 248 250 252 254
CADENAMIENTO (KM)
CARACTERÍSTICAS DE LA MEZCLA ASFÁLTICA
102.00 •
101.00 -
, 100.00 -i
• 99.00 -j
J 98.00 -
I 97.00 ]
¡ 96.00 -:
¡ 95.00
94.00
93.00
92 00
Media = 97.13 %
t ti * Á A A
% Mínimo de Compactaron = 95 %
i 226 228 230 232 234 236 238 240 242 244 246 248 250 252 254
CADENAMIENTO (KM)

ANEXO A-9.9
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
CARPETA ASFÁLTICA
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA
CARRETERA CIUDAD OBREGÓN - HERMOSILLO TRAMO: GUAYMAS - HERMOSILLO SUBTRAMO: . DEL KM 225+000 AL KM 252+800, CUERPO "B" SUBTRAMO EVALUADO: DEL KM 225+500 AL KM 253+040
MATERIAL GRAVA ARENA DE RIO TRATAMIENTO CRIBADO Y TRITURADO PARCIALMENTE ASFALTO UTILIZADO CEMENTO ASFÁLTICO MODIFICADO CON POLÍMEROS
% DE CONTENIDO ASFÁLTICO
No. Subgrupo
x. X2
x3 X4
MAXIMO MÍNIMO
EX
X
R
1 6 53
6 32
6 52
611 6 53
611 25 48
6 37
0 42
2
6 43
6 21
6 52
6 08 6 52 6 08 25 24 6 31
0 44
3
6 20
6 04
6 30
6 40
6 40
6 04
24 94
6 24
0 36
4 6 42
6 38
5 95
6 30
6 42
5 95
25 05
6 26
0 47
5 6 50
6 40
6 09
6 19 6 50
6 09
25 18
6 30
0 41
6
6 27
6 13
6 50
6 30 6 50 6 13 25 20 6 30
0 37
7 6 10
5 95
5 99
6 20
6 20
5 95
24 24
6 06
0 25
8
6 29
6 09
6 29
6 09
12 38
6 19
0 20
TOTAL
50 74
49 52
43 87
43 58
51 36
48 44
187 71
X
R
PROMEDIOS
6 25
0 37
ESTABILIDAD EN KGS.
No. Subgrupo
X, X2
x3 X4
MAXIMO MÍNIMO
EX
X
R
1 1307
1295
1375
1402
1402
1295
5379
1345
107 00
2
1387
1408
1346
1368
1408
1346
5509
1377
62 00
3 1425
1380
1413
1287
1425
1287
5505
1376
138 00
4
1325
1310
1459
1550
1550
1310
5644
1411
240 00
5
1279
1350
1250
1350
1350
1250
5229
1307
100 00
6
1377
1308
1493
1343
1493
1308
5521
1380
185 00
7 1441
1375
1390
1273
1441
1273
5479
1370
168 00
8
1387
1316
1387
1316
2703
1352
71 00
TOTAL
10928 00
10742 00
9726 00
9573 00
11456 00
10385 00
40969 00
X
R
PROMEDIOS
1364 75
133 88
ESPESOR COMPACTO (CM)
No. Subgrupo
X, X2
x3 X4
MAXIMO MÍNIMO
EX
X
R
1 8 00
8 20
8 70
7 00
8 70
7 00
31 90
7 98
1 70
2
7 50
7 30
8 20
7 42
8 20
7 30
30 42
7 61
0 90
3 8 20
7 20
710
7 95
8 20
7 10 30 45
7 61
1 10
4
7 01
710
8 70
7 30
8 70
7 01 30 11
7 53
1 69
5
7 55
8 29
7 51
7 15 8 29
7 15 30 50
7 63
1 14
6 7 27
7 22
7 08
7 02
7 27
7 02
28 59
7 15
0 25
7 7 00
7 35
7 30
8 80
8 80
7 00
30 45
7 61
180
8
7 66
7 65
7 66
7 65
15 31
7 66
0 01
TOTAL
60 19
60 31
54 59
52 64
65 82
57 23
227 73
X
R
PROMEDIOS
7 60
107
% DE COMPACTACIÓN
No. Subgrupo
X, X2
x3 X4
MAXIMO MÍNIMO
EX
X
R
1 98 00
96 00
95 00
95 00
98 00
95 00
384 00
96 00
3 00
2
98 00
95 00
99 00
96 00
99 00
95 00
388 00
97 00
4 00
3
99 00
96 00
95 00
98 00
99 00
95 00
388 00
97 00
4 00
4 95 00
97 00
95 00
97 00
97 00
95 00
384 00
96 00
2 00
5 98 00
99 00
98 00
97 00
99 00
97 00
392 00
98 00
2 00
6
96 00
97 00
99 00
96 00
99 00
96 00
388 00
97 00
3 00
7 97 00
97 00
100 00
99 00
100 00
97 00
393 00
98 25
3 00
8
98 00
99 00
99 00
98 00
197 00
98 50
1 00
TOTAL
779 00
776 00
681 00
678 00
790 00
768 00
2914 00
X
R
PROMEDIOS
97 22
2 75
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
Valor del coeficiente A2 para el cálculo de límites*****
Límite superior de control (LCs)
Límite de control (LC)
Límite inferior de control (LCi)
***** Ver tabla No 4 1
0 729
6 52
6 25
5 99
0 729
1462 34
1364 75
1267 16
0 729
8 38
7 60
6 81
0 729
99 22
97 22
95 21

ANEXOA-9.10
EJEMPLO DE UN SUBGRUPO DE DATOS DE LA VERIFICACIÓN DE CALIDAD DE MATERIALES
EVALUACIÓN ESTADÍSTICA DE CALIDAD
E V A L U A C I Ó N D E LAS CARACTERÍSTICAS D E C A L I D A D D E LA CARPETA ASFÁLTICA A L O L A R G O D E L T R A M O .
OBRA: RECUPERACIÓN DE PAVIMENTO Y CARPETA.
CARRETERA: CIUDAD OBREGON - HERMOSILLO.
TRAMO:
SUBTRAMO:
GUAYMAS - HERMOSILLO.
DEL KM. 225+000 AL KM. 252+800, CUERPO "B".
SUBTRAMO EVALUADO: DEL KM. 225+500 AL KM. 253+040
MATERIAL: GRAVA - ARENA DE RIO
TRATAMIENTO: CRIBADO Y TRITURADO
PARCIALMENTE
ASFALTO UTILIZADO: CEMENTO ASFÁLTICO
MODIFICADO CON POLÍMEROS
GRÁFICA DE CONTROL
n=4
LCs =5 52 %
8.0
7.5
< <•> 6 .5 :_ LU
Q * 6.0
5.5 LCi =5.99%
5.0
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
LC=5.25% s»-*
GRÁFICA DE CONTROL
9.0
8.5
LCs =8.38cm
n=4
SI 7.0
> v / L C =7.60 cm
LCi =6.81 cm
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
1600-
1550 -
1500 -
1450 -
1400 -
1350-
1300-
1250 -
1200 -j
1150 -I
GRÁFICA DE CONTROL
n=4 LCs =1462.34 kg
• ^ LC =1364.75 kg
LCi =1267.16 kg
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8 0 9.0 10.0
GRÁFICA DE CONTROL
102
101
. 100
n=4
LCs =99.22 %
;97.22J5
LCi =95.21%
0 0 1.0 2 0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
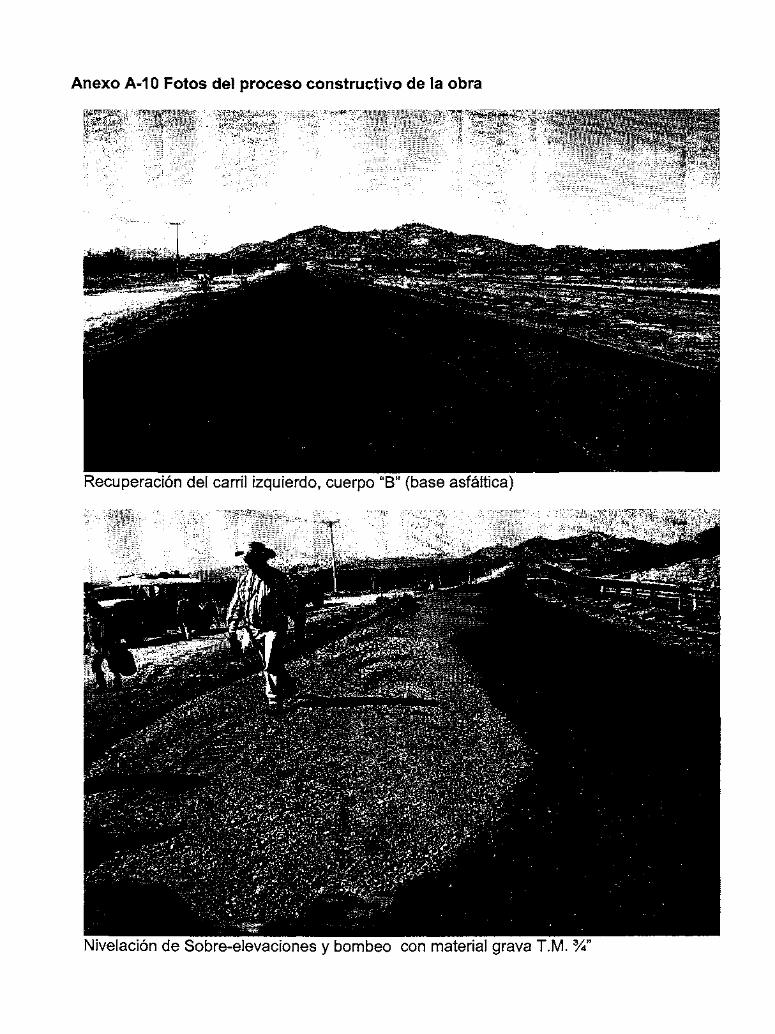
Anexo A-10 Fotos del proceso constructivo de la obra
i f ? ? *
Recuperación del carril izquierdo, cuerpo "B" (base asfáltica)
Nivelación de Sobre-elevaciones y bombeo con material grava T.M. 3A"

Anexo A-10.1 Fotos del proceso constructivo de la obra M**aB
st «s*
Incorporación de la emulsión asfáltica superestable al material recuperado, previo a la incorporación de humedad y homogeneización
Material recuperado con emulsión superestable ya homogeneizado

Anexo A-10.2 Fotos del proceso constructivo de la obra
«ti l l ilílP!-
ÍS*! "lip" 5 ! ^ %%-¿
»««»»t, • nn\ S t t i ^ i
, • " ' # • . • •;.•'! •!'*! . ; í"" ,; :c,í
••* "'¿i- " V . ' •l-ll¡Hir.-•«• .-I1' • « ¡ J | W
_ • MUÍ nhliMlilJi w^ —• iili-l-'' • ñ. • "T™ ••
* ••'•••• •"' 'W..d
PPi !|' ,/r.*E* ! ; |L U -V...-. - . ••••.
IP*i! ¡!i:í,y,!i*!: * »¿M^,i;*¡i;í7:•''' .>"\ r, ••••';i<:.:!v,, •:. • ' - . . • •• ...
T e n d i d o y c o m p a c t a c i ó n d e l a c a r p e t a
S*r ,
»
''''W"l¡¡!Íll!li:
-, J . > * * -'• • •• .:. . . i i '
rc^a »;..,:,!
Jm^ Hg^_ [{
'^^m^gf^ WHSto
K* ¡ ' I I I . • ;i;!'iii'"J m
Compactación de la carpeta asfáltica