tensile, thermal and dynamic mechanical analysis of sisal
TRANSCRIPT

*Correspnding Author: S.Sathees Kumar
Tensile, thermal and dynamic mechanical analysis of sisal, jute and banana fiber bio composites for various
engineering applications 1S.Sudhagar. 2S.Sathees Kumar, 3K.Arun Vasantha Geethan, 4R.Muthalagu
1Assistant Professor, 1,2,3,4Department of Mechanical Engineering,
University College of Engineering, Dindigul, Tamil Nadu, India.
2Professor, CMR Institute of Technology, Hyderabad, Telangana, India. 3Professor, St.Joseph's Institute of Technology, Chennai, Tamil Nadu, India.
4Assistant Professor, B.V. Raju Institute of Technology, Narsapur, Medak District,
Telangana India. [email protected] , 2*[email protected]
Abstract
In this study, tensile, thermal characteristics and dynamic mechanical analysis (DMA)
of fabricated hybrid sisal, jute, and banana fibers reinforced with polyester composites
are described for the first time. The hybrid composite plates are fabricated for different
fiber weights by hand lay-up method. Six different weight compositions and one alkali
treated specimen was utilized to investigate the above properties. The tensile properties
of the bio composites are examined through tensile test. The inclusion of three different
natural fibers reinforced polyester enhanced the ductile properties the composites.
Substantially , the alkali treated fibers achieved maximum tensile strength and tensile
modulus are 203.52 MPa and 7.63 GPa. Scanning Electron Micrographs of tensile
fractured surfaces of the composites revealed stronger adhesion of the natural fibers to
the polyester matrix. Thermal stability and thermal degradation of bio composites are
analyzed by Thermogravimetric analysis (TGA) and Derivative thermo gravimetry
(DTG). In addition of natural fibers reinforced polyester composites confers highest
value of TGA and DTA as compared to other specimens. The dynamic mechanical
analysis of composites in the term of storage modulus(E’), loss modulus (E”) and
damping parameter (Tan ) in a temperature range of 30°C to 300° C was
investigated. The hybrid composite with 50% of sisal, 25% of jute and 25% of banana
reveals the maximum value of storage modulus and loss modulus. These results attained
confirmed the viability of the combination between natural fibers and matrix, thus
opening new perspectives for the use of these natural by products.
Keywords: banana, DMA, jute, polyester, sisal, TGA
1. Introduction Natural fibers have already established a track record as simple filler material in
automobile parts. Natural fibers like sisal, jute, coir, oil palm fiber have all been proved
to be good reinforcement in thermoset and thermoplastic matrices [1–4]. Our earlier
studies have proved banana fibers to be an effective reinforcement in polyester matrix
[5]. Due to increasing environmental awareness, natural fibers have become very popular
among researchers and scientists as reinforcement for polymer matrix in place of
synthetic fibers. Natural fibers have many advantages such as low cost, low density,
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
37

availability in abundance, environment friendly, non-toxicity, high flexibility,
renewability, biodegradability, high specific strength and modulus, and easy processing
[6–11]. However, natural fibers have high moisture absorption, low impact strength and
low thermal stability as their drawbacks [12–14] Hybridization technique can be used to
overcome these drawbacks of natural fibers. Many researchers used hybridization
technique and found its positive effect as increase in mechanical, thermal and dynamic
mechanical properties. The incorporation of two or more natural fibers into a single
matrix has led to development of hybrid composites. Various researchers have tried
blending of two fibers in order to achieve the best utilization of the positive attributes of
one fiber and to reduce its negative attributes as far as practicable [15]. The behavior of
hybrid composites is a weighed sum of the individual components in which there is more
favorable balance between the inherent advantages and disadvantages. In an interesting
study dynamic mechanical analysis of natural fiber based hybrid composites was
performed and observed that the hybridization of nature fiber improved thermal and
dynamic mechanical properties [16]. Natural fiber composites such as sisal and jute
polymer composites became more attractive due to their high specific strength,
lightweight and biodegradability [17]. Krishna Kumar et al. studied the mechanical
properties on glass-sisal-banana fibers reinforced on epoxy composites. They observed
that the glass-sisal-banana fibers reinforced hybrid composites shows superior properties
and used as an alternate material for synthetic fiber reinforced composite materials [18].
Boopalan et al. investigated and compared the mechanical, thermal and water absorption
properties of raw jute and banana fiber reinforced epoxy hybrid composites. The results
show that the addition of banana fiber in jute/epoxy composites of up to 50% by weight
results in increasing the mechanical and thermal properties and decreasing the moisture
absorption property [19]. Sathish kumar et al. presented the extraction and preparation
methodology of the isophtallic polyester composites using the naturally available fibers
like snake grass, banana and coir fibers. The result showed that the snake grass/banana
and snake grass/coir fiber composites have the maximum tensile and flexural properties
when compared with the snake grass fiber composites [20]. Gupta studied the dynamic
mechanical properties of hybrid jute/sisal fiber reinforced epoxy composite at different
frequencies. The hybrid composites were prepared by hand lay- up technique keeping
constant 30 wt. % of total fibers content with varying weight percentages of jute and
sisal fibers. The results revealed that storage modulus, loss modulus and glass transition
temperature (Tg) were found to increase with increase in frequencies [21]. The purpose
of this work is to investigate the probable utilization of sisal, banana, and jute fiber areas
reinforcement in polyester matrix composites. Natural fibers reinforced polyester bilayer
hybrid composites fabricated by hand lay-up technique. The aim of this work is to
evaluate the effects of incorporating natural fibers into the polyester at different weight
% of fibers loadings to enhance tensile, thermal stability and viscoelastic properties to
analyze the best and effective filler loading.
2. Materials and experimental Procedure
Materials In this present investigation Sisal, Jute fibers and banana are used for
fabricating the hybrid composite specimen. The sisal, banana, and jute fibers are
obtained from Ebenezer fiber products, Coimbatore, Tamilnadu, India. Cobalt
Naphthenate as accelerator and Methyl ethyl ketone peroxide (MEKP) as a catalyst is
acquired from M/s. Supreme scientific Ltd., Madurai, India. The polymer used in this
work development was unsaturated terephthalic polyester resin in the pre-accelerated
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
38

form, produced by Royal Polímeros under the commercial name of Denverpoly 754.The
Cobalt Naphthenate added as 2% with the resin and the catalyst approximately 2 to 3ml.
Purchased natural fibers are shown in Figureure.1.
a) Sisal fiber, b) Jute fiber, and c) Banana fiber
Figureure.1.Natural fibers
2.1 Fabrication of biocomposites
Sisal, Jute and banana fibers are aligned unidirectionally with bi-layer arrangement in
polyester matrix to prepare the hybrid composites. The physical, mechanical and
chemical properties of natural fibers as shown in Table.1 and Table.2 respectively. The
polyester resin and hardener mixed in a ratio of 10:1 by weight to prepare the matrix.
The mixture is stirred manually to disperse the resin and the hardener in the matrix. The
composite laminates are made by hand-layup technique followed by light compression
moulding technique. A stainless steel mould having dimensions of 300 mm x 300mm is
used for casting of 3mm thick composite laminates for dynamic mechanical analysis.
Stacking of hybrid fibers was carefully arranged random manner after pouring some
amount of resin against the mould to keep the poor impregnation. The resin gets mixed
with the fibers and may tend to be dried up in the open atmosphere under hot sun for 48
hours. Before the resin gets dried up the second layer must be mounted on it. The process
is repeated for another layer also. The epoxy resin applied is distributed to the entire
surface by means of a roller and the air gaps formed between layers during fabrication
are removed by gently squeezing. The specimen is then pressed at a temperature of 32°C,
under the pressure of 6MPa, and the average relative humidity of 65%.To ensure
complete curing the composite samples were post cured at 70ºC for 1 hour and the test
specimens of the required size were cut out from the sheet. As per the dimensions of
mechanical tests, excess resin and fiber edges of specimen are properly removed.
Preparation process of natural fibers reinforced polyester composite specimen as shown
in Figure.2.
Table 1. Physical properties of natural fibers
Fibers
Physical Properties
References Origin Diameter (µm) Density (g/cm3)
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
39

Jute Bast 25 – 250 1.3 – 1.49 [6]
Sisal Leaf 50 – 200 1.34 [13]
Banana Leaf 100 – 250 0.8 [16]
Table 2. Mechanical and Chemical properties of natural fibers
Physical Properties Chemical properties
Fibers Tensile
strength
(MPa)
Tensile
modulus
(GPa)
Elongation
(%) Cellulose
(%) Hemi-
celluloses
(%)
Lignin
(%) References
Jute 393 - 800 13–26.5 1.16–1.5 61–71.5 12.0–20.4 11.8 - 13 [12]
Sisal 610–710 9.4–22 2–3 65.8–78 8–14 10 -14 [13]
Banana 161.8 8.5 2.0 63–64 10–19 5 [16]
2.2Alkali treated composites
The important modification done by alkaline treatment is the disruption of hydrogen
bonding in the network structure, thereby increasing surface roughness. This treatment
removes a certain amount of lignin, wax and oils covering the external surface of the
fiber cell wall, depolymerizes cellulose and exposes the short length crystallites [22].
Addition of aqueous sodium hydroxide (NaOH) to natural fiber promotes the ionization
of the hydroxyl group to the alkoxide [23]. It is reported that alkaline treatment has two
effects on the fiber: (1) it increases surface roughness resulting in better mechanical
interlocking; and (2) it increases the amount of cellulose exposed on the fiber surface,
thus increasing the number of possible reaction sites [24]. Consequently, alkaline
treatment has a lasting effect on the mechanical behavior of flax fibers, especially on
fiber strength and stiffness [25]. The fibers are immersed in 5% NaOH aqueous solution
for 30 min. the fibers are then cleaned several times with distilled water followed by
immersing the fibers in very dilute HCl in order to remove the NaOH adhering to the
surface of the fibers. Finally the fibers are again washed several times with distilled
water and then dried in an oven maintained at 80°C. Notation of the Fabricated specimen
and weight % of natural fiber composition for hybrid composites as shown in Table.3.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
40

Figure.2. Preparation process of bio composite specimens
2.3 Tensile strength
The specimen prepared is shaped into required dimension using a hand cutter and the
edges are polished using a salt paper. It is prepared according to the ASTM D638
standard. The tensile test is conducted on a Tinius Olsen 10 KN Universal testing
machine (UTM) with a gauge length of 75 mm and crosshead speed of the machine is set
at 5 mm/min. The specimen size for tensile test is 115 mm x 20 mm x 3 mm according to
ASTM D638.The process involves placing the test specimen in the UTM and applying
tension to it until the fracture of the material. Then the force is recorded as a function of
the increase in gauge length. During the application of tension, the elongation of the
gauge section is recorded against the applied force. The tensile force is documented as a
perform of the expansion in gauge length. The experiments are conducted for four times
in each composition and the average values are taken for the results [26].
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
41
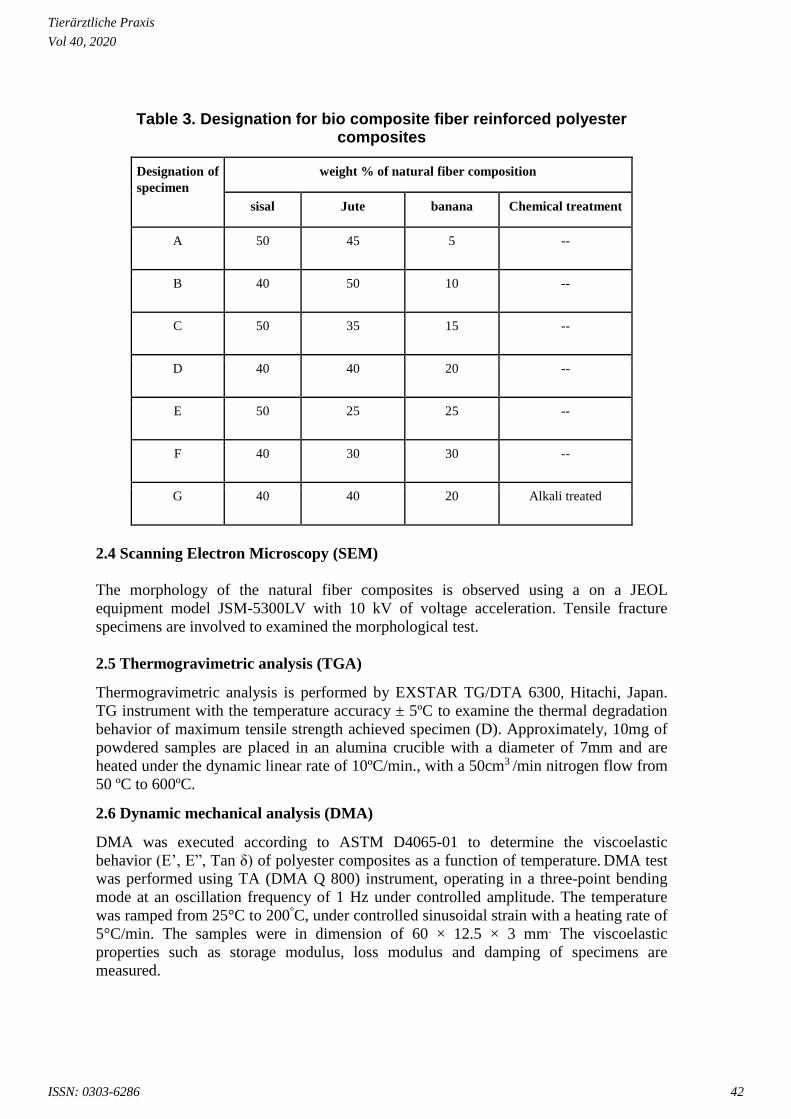
Table 3. Designation for bio composite fiber reinforced polyester composites
Designation of
specimen weight % of natural fiber composition
sisal Jute banana Chemical treatment
A 50 45 5 --
B 40 50 10 --
C 50 35 15 --
D 40 40 20 --
E 50 25 25 --
F 40 30 30 --
G 40 40 20 Alkali treated
2.4 Scanning Electron Microscopy (SEM)
The morphology of the natural fiber composites is observed using a on a JEOL
equipment model JSM-5300LV with 10 kV of voltage acceleration. Tensile fracture
specimens are involved to examined the morphological test.
2.5 Thermogravimetric analysis (TGA)
Thermogravimetric analysis is performed by EXSTAR TG/DTA 6300, Hitachi, Japan.
TG instrument with the temperature accuracy ± 5ºC to examine the thermal degradation
behavior of maximum tensile strength achieved specimen (D). Approximately, 10mg of
powdered samples are placed in an alumina crucible with a diameter of 7mm and are
heated under the dynamic linear rate of 10ºC/min., with a 50cm3 /min nitrogen flow from
50 ºC to 600ºC.
2.6 Dynamic mechanical analysis (DMA)
DMA was executed according to ASTM D4065-01 to determine the viscoelastic
behavior (E’, E”, Tan δ) of polyester composites as a function of temperature. DMA test
was performed using TA (DMA Q 800) instrument, operating in a three-point bending
mode at an oscillation frequency of 1 Hz under controlled amplitude. The temperature
was ramped from 25°C to 200°C, under controlled sinusoidal strain with a heating rate of
5°C/min. The samples were in dimension of 60 × 12.5 × 3 mm. The viscoelastic
properties such as storage modulus, loss modulus and damping of specimens are
measured.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
42

3 Results and Discussion
3.1 Tensile properties of bio composites
It can be observed from Figure.3 and Figure.4. that tensile properties of bio composite
increases with natural fiber loading in all cases. The natural fiber composites
A,B,C,D,E,F and G shows good enhancement of tensile strength. The tensile strength
and tensile modulus are gradually increasing upto the maximum load carrying capacity
of the material. From Figure.3. it has been clearly indicated that the 40% sisal, 30% jute
and 30% banana (specimen F) polymer composites are performing better than the other
composite combinations tested. Normally, fibers such as these can improve the strength,
as lignocellulose fibers can support stresses transferred from the polymer [27]. From the
results, maximum weight % of the sisal, jute and banana fiber contents holds the tensile
property of polymer composites. From the results, Other composites A,B,C, D and E are
revealed better tensile strength and tensile modulus. Due to proper dispersion and good
interfacial link between fiber and polyester matrix may be enhanced the tensile
properties. In fiber based natural composites, dispersion of the filler and matrix interface
adhesion makes the advancement in mechanical properties [28]. Alkaline treatment also
significantly improved the mechanical behaviors of fiber-reinforced composites [29, 30,
31]. The alkali treated fibers obtained the high tensile strength value of 203.52. From the
results , Alkali treated fibers content increased the maximum tensile strength and tensile
modulus of the composites in Specimen G. All tensile values of the specimens compared
to specimen G, the values are 17.8%,15.8% , 13.9%, 10.3%, 7.1% and 4.2% of
A,B,C,D.E and F respectively. This may be due to the bonding of the fiber with the
polyester matrix thereby improving the fiber-matrix interaction. The significance of
alkali treatment is the disruption of hydrogen bonding in the fiber surface, thus
increasing surface roughness [32]. The elongation and tensile modulus are shown in
Table.4. In Figure.4, the tensile modulus of the composites gradually increased from
A,B, C, D, E, F and G specimens of 5.26 Gmpa, 5.73 GPa, 6.17 GPa, 6.48 GPa ,6.86
GPa, 7.24 GPa and 7.63 GPa respectively. From this results, the alkali treated specimen
was achieved the maximum tensile modulus of 7.63 GPa. G specimen compared with
other specimens 31% , 24.9% , 19.1%, 15%, 10% and 5.11% of A,B,C,D,E and F
composite specimens respectively. Furthermore, the tensile modulus of the composites also
increased due to enhance of the elongation at break.
This change in tensile properties is attributed to interacting factors such as the rupture of
alkali-sensitive bonds existing between the cellulose and hemicellulose (due to removal
of hemicellulose making the fiber more homogeneous), and the stress transfer between
interfibrillar regions [33]. Further, in the case of untreated fibers, hemicellulose remains
dispersed in the interfibrillar region separating cellulose chains from one another and
because of this barrier, these chains are in a state of strain. The fibers tend to get closely
packed owing to the large scale removal of hemicellulose by alkali treatment and
formation of new hydrogen bonds in between the chain of cellulose fibrils. Thereby the
fibrils rearrange themselves in a more compact manner resulting in closer fiber packing
[34]. The fiber tensile properties tend to decrease after 8 h alkali treatment, possibly due
to the degradation of cellulose in longer duration alkali treatment.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
43

Table.4 Elongation and tensile modulus of bio composites
Designation of composite
Specimen
Elongation (mm) Tensile modulus (GPa)
A 6.4 5.26
B 6.8 5.73
C 7.3 6.17
D 7.7 6.48
E 8.1 6.86
F 8.3 7.24
G 8.6 7.63
Figure.3.Tensile strength of bio composites
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
44

Figure.4.Elongation and Tensile modulus of bio composites
3.2 Morphological study of bio composites
After tensile test result, the tensile properties increased gradually from A,B,C,D,E,F and
G. Specimen F (sisal 40%, jute 30% and banana 30%) achieved the high tensile
properties compared to other specimens A,B,C,D and E. Furthermore, compared with
specimen F alkali treated specimen G is attained maximum tensile properties. Due to this
maximum results of two specimens, the F and G specimens were involved the
morphological observation. Figure.5 (a) and Figure.5 (b) is clearly revealed the
interaction of natural fibers with resin matrix. In Figure.5.(a). the fiber interactions
occurred one specific area and some of the broken particles are identified at right side top
of the corner. At the same time, fibers were formed at specific area is called cluster
formation. In this cluster formation, bonding between the fibers and polyester matrix are
better but dispersion of fibers are not covered the all area of specimen and the even and
proper distribution of fibers are partially observed. This improper dispersion of fibers
may be reduced the ductile properties of specimen F compared with G. The alkali
treatment improved fiber matrix interaction by the removal of lignin and hemicellulose,
which led to the better incorporation of fiber with the matrix [35].
In alkali treated specimen G Figure.5 (b), the three fibers are highly interlinking
between the polyester matrix. Furthermore, the image displaying the uniform distribution
of three fibers. From this image the broken particles of the fibers also not identified. No
interfacial gaps were observed from the natural fibers and polyester matrix. It is
interesting to note that there is better fiber/matrix bonding in composites with alkali fiber
loading. Whereas fiber/matrix de-bonding is evident in composites with 40% sisal , 30% jute
and 30% banana fiber loading, composites with alkali fiber loading show no gap between the
fiber and the matrix because of the stronger bonding. When the fiber concentration is lower, the
packing of the fibers will not be efficient in the composite. This leads to matrix rich regions and
thereby easier failure of the bonding at the interfacial region. When there is closer packing of the fibers crack propagation will be prevented by the neighboring fibers.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
45

(a) SEM of F - Specimen (b) SEM of G - Specimen
Figure.5. Morphological images of bio composites
3.3 Thermogravimetric Analysis (TGA) of composite specimens
The thermal degradation was determined by the TGA as shown in Figure.6. Three
degradation stages are observed in each case of samples. First stage involves the thermal
degradation of all polyester composites with an initial weight loss about 150 – 200°C due
to moisture loss through dehydration of secondary alcoholic groups and evaporation of
physically weak and loosely bound moisture on the surfaces of the composites [36]. As
expected, the two stages of degradation are evident in all the profiles which correspond
to temperature regions of different constituents like moisture evaporation (upto 200°C)
and degradation of the hybrid composite material (100 - 350°C). The depolymerization
of composites usually occurs between 320 and 400°C. The initial peak of fibers
reinforced polyester composites was found at 85°C which represents the loss of moisture
and other volatiles at the first degradation. It is observed between room temperature and
100°C.
The next peak which is obtained around 405°C which denotes DTA degradation of
natural fibers and the prominent peak appears at the temperature corresponding to the
maximum degradation rate. Moreover, natural fiber reinforced with polyester composites
increases the degradation temperature (340°C to 400°C) due to retaining and improving
the structural order to minimizing the amorphous content. A greater crystalline structure
essentially requires a higher degradation temperature which is evident in optimal natural
fibers with polyester composites.
3.4 Derivative thermogravimetric (DTG) analysis of composite specimens
The thermal degradation was determined by the Differential Thermal Analysis (DTA)
thermogram as shown in Figure.7. It is also obvious from the thermograph that polyester
inflection temperature or (decomposition temperature) shifts from 360°C to relatively
higher temperature (455°C) by the incorporation of natural fibers in polyester
composites, as the peaks of the DTG curves correspond to the decomposition
temperature of each constituent of the composites.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
46

Figure.6.Effect of fiber loadings on TGA of composites.
Figure.7.Effect of fiber loadings on DTG of bio composites.
The DTG curve shows the decomposition temperature of polyester composite material
value which is above 400°C. As high thermal stability is attributed on account of higher
heat resistibility and thermal stability of highly cross linked natural fibers with the
polyester matrix in polyester composites.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
47

3.5 Storage modulus (E’)
Storage modulus is a measure of the stiffness of the material. Influence of natural
fibers reinforcement on dynamic mechanical characteristics are shown in Figureures
8,9 and 10. From Figure. 8. it can be seen that E specimen has a higher storage
modulus compared to other wt.% of natural fibers added composite up to 95°C.
Further, on increasing the temperature the storage modulus decreases suddenly.
From the results, lowest value observed form the specimen B. Specimen B
compared to all specimens (A,C,D,E and F) it has very lowest storage modulus
value. The Specimen E showed highest storage modulus values above the Tg region
in the rubbery plateau, and the fiber matrix interface is not much deteriorated at
higher temperatures.
Figure.8. Effect of fiber loadings on storage modulus of bio composites
In this case the lowest value has been obtained for sisal 40% jute 50% and banana fiber
10% (specimen - B) loading and the highest value for sisal 40% jute 30% and 30%
banana fiber loading (specimen - F). The effectiveness of the filler is the highest at sisal
40% jute 50% and banana fiber 10% fiber loading. It is important to mention that
modulus in the glassy state is determined primarily by the strength of the intermolecular
forces and the way the polymer chains is packed. In alkali treated G specimen lost
stiffness because of the higher molecule movement at higher temperature. In order to
improve the stiffness of the material, the researchers added fibers in the composite which
increases the storage modulus of the material at higher temperature [37]. It also indicates
an increase in the Tg of the material, the addition of fiber in the composite increases the
stiffness of the material even at higher temperature, because it reduces the molecular
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
48

mobility of the material in thermal environment. Even though the storage modulus of
A,B,C, D and F composites are less compared to that of specimen E and G at 30 –
90°C, an increase in the storage modulus is observed beyond 85°C in the rubbery region.
This is because of low molecular mobility of polymer chain and good interfacial bonding
between the matrix and fiber [38]. It should be noted that it is difficult to pinpoint a
single glass transition temperature for all formulations because the transition actually
occurs over a range of temperature. Above the Tg, the decrease in the E’ is less marked
in the composites than in pure resin, which means that above the Tg the reinforcing
effect of the fibers is emphasized. This is typical in semicrystalline polymers and as it is
seen, the general trend is quite the same in composites and pure plastic and no significant
change in the location of the transition is observed. Figure.8 shows that the storage
modulus of specimen C has a lower storage modulus in glassy , transition and rubbery
region compared to that of other composite specimens. Due to the non-uniform
arrangement of natural fiber in matrix, the fiber could not transfer the stress uniformly
and looses the stiffness at lower temperature. From the study it is concluded that storage
modulus of the material is significantly influenced by bonding between the natural fibers
and polyester matrix. Specimen F shows low storage modulus compared with specimen
E. When the amount of fibers augmented in hybrid composite, a slight reduction in the
E’ value was observed, probably due to fibers agglomeration. It represents at higher fiber
loading; dispersion becomes poor leading to a decrease in fiber matrix interaction.
3.6 Loss modulus (E”)
Loss modulus defines the viscous responses (or) the damping properties of the material
and it measures the amount of energy dissipation under cyclic loading. Figure.9 shows
the loss modulus variation with temperature for different natural fiber composites. From
E” plot it is apparent that loss modulus also displays very similar trend with the E’
having variation of Natural fiber loadings in polyester composite system. Figure. 9
shows the lowered E” peak height for polyester composites (specimen B,C,D and F) but
the addition of Akali treated fiber (specimen G ) and specimens A and E into the
polyester matrix increases the loss modulus peak values. Interestingly as like E’ plot,
higher E” peak height was observed for specimen E with respect to rest polyester
composites, emphasizing better dispersion, distribution and no visibility of
agglomeration in the polyester matrix.
The agglomeration conferred the non-homogenous dispersion and two phase system in
the polymer leading to reduction in peak height of E”. The glass transition temperature of
specimens E and C have shifted towards higher temperature. At higher concentrations of
jute in specimen B, agglomeration takes place resulting in incompatibility between the
fiber and the matrix. The Tg from tan d shows a positive shift with increase of frequency
and the mechanical damping of the composites is decreased. The shifting of Tg towards
higher temperature can be associated with the decrease in mobility of matrix due to
incorporation of jute fibers. The distinct viscoelastic changes observed with the
incorporation of hybrid fibers in the matrix were attributed to the formation of an
interphase because of strong interactions between the reinforcing fibers and the matrix.
The value of glass transition temperature for polyester reinforced natural fiber
composites obtained from loss modulus curve is given in Table 5. The increase in width
of the loss modulus curve is taken to represent the presence of an increased range of
order.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
49

Figure.9. Effect of fiber loadings on loss modulus of bio composites
The greater constraints on the amorphous phase could give rise to a higher or broader
glass transition behaviour [39]. The data suggest that alkali treated fibers have not provided
significant improvements in the resin properties.It can be seen from the Figureure that the loss
modulus peak values decrease with increase of fiber content at temperatures below the glass
transition. The effect of the filler is prominent above the glass transition temperature in this case
also. The modulus values increase with fiber content above the glass transition temperature.
Another interesting result that is observed is the broadening of the loss modulus curve when the
fiber content is increased to sisal 40% jute 30% and 30% banana. Figure. 9 shows the plot of
peak height vs. fiber volume fraction. The peak height shows a regular increase with increase of
fiber content. At a fiber loading of sisal 40% jute 30% and 30% banana, the most pronounced
effect of the filler has been the broadening of the transition region as the fiber concentration increases.
3.7 Material loss factor (Tan δ)
Tan is a damping term that can be related to the impact resistance of a material. Since the
damping peak occurs in the region of the glass transition where the material changes
from a rigid to a more elastic state, it is associated with the movement of small groups
and chains of molecules within the polymer structure, all of which are initially frozen in.
In a composite system, damping is affected through the incorporation of fibers. This is
due mainly to shear stress concentrations at the fiber ends in association with the
additional viscoelastic energy dissipation in the matrix material. Another reason could be
the elastic nature of the fiber.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
50

Table.5 Peak height and Tg from loss modulus and tan delta value of Bio composites
Designation of
composite
Specimen
Peak height of loss
modulus curve,
MPa
Peak height of tan
delta curve Tg , C (from loss
modulus curve) Tg , C (from tan
delta curve)
A 785 0.84 110.7 132.6
B 670 0.66 100.4 116.4
C 690 0.72 117.2 115.1
D 710 0.76 91.8 114.3
E 780 0.88 128.7 141.8
F 580 0.71 90.3 123.5
G 845 0.63 88.8 110.3
The variation of tan with temperature of the composites has been analyzed with respect
to fiber loading and frequency. Incorporation of fibers reduces the tan δ peak height by
restricting the movement of the polymer molecules. Magnitude of the tan peak is
indicative of the nature of the polymer system. Addition of fibers above 40% show the
peaks making the two phases, fiber and matrix distinct. The appearance of peaks can also
be explained as due to a microgel structure cross-linked to a general matrix structure.
Damping curve indicates the level of the interaction between fiber and matrix in a
composite as a function of temperature as shown in Figure.10. Higher interaction
between fiber and matrix means higher energy dissipation of the composite. Damping
parameter is the ratio of loss modulus and storage modulus which shows the impact
properties of material. The peak of Tan δ curve occurs in glass transition region, where
composite changes from rigid to more elastic state due to the movement of molecules in
polymer structure as shown in Figure.10. The value of Tg obtained from tan delta curve
is higher than Tg from loss modulus curve. Specimen B,C,D and F shows low Tg values
compared with specimen A and E. Alkali treated specimen G has very low Tg rate.
However, E has very high Tg value compared with all specimens. The higher value of
Tan δ shows the better impact properties [40]. These results indicated, when the fiber
increasing the Wt. % in the specimens it shows the positive effect of Tan δ. Further
increasing the Wt. % of the specimen it has reduced the Tan δ. The low value obtained
for natural fiber composite was attributed to the poor stress transfer between the fiber
and the matrix. Composite with the bi-layer pattern also revealed the maximum Tan δ
max value and the narrowest peak width, confirming the poor fiber/matrix adhesion
It is known that the incorporation of fibers leads to an increase in the Tg values that can
be attributed to the decreased mobility of the polymer chains. The damping values also
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
51

revealed that these composites presented the lowest Tan δ peak height and the broadest
peak, indicating the best fiber- matrix interaction.
Figure.10. Effect of fiber loadings on the tan delta of bio composites
. It is known that the incorporation of fibers leads to an increase in the Tg values that can
be attributed to the decreased mobility of the polymer chains. The damping values also
revealed that these composites presented the lowest Tan δ peak height and the broadest
peak, indicating the best fiber- matrix interaction.
4. CONCLUSIONS
The sisal, jute, and banana natural fibers are reinforced polyester composites on different
weight percentages by hand layup method. Tensile properties of the bio composites are
examined. Maximum tensile values reached the specimen F and alkali treated specimen
G, The tensile values of F and G are 194.92MPa and 203.52 MPa respectively. The G
specimen was attained upto 4.2% and 5.1% enhancement of tensile strength and tensile
modulus respectively compared to specimen F. Morphological images proved the
interlinking between the natural fibers and polyester matrix. Furthermore, thermal
characterizations through TGA, DTG, and Tg, as well as dynamic mechanical analysis
such as storage modulus, loss modulus and Tan delta were performed in this work. The
obtained results explicitly apparent that the incorporation of natural fibers enhanced the
thermal stability and extremely improves E’ and E” dynamic properties of all polymer
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
52

composites. However, increase the sisal fiber and equal sharing of jute and banana fiber
loadings in polyester composites enhances the thermal and DMA characteristics.
These effects are attributed to the good reinforcing effects of natural fibers and the
formation of interfacial interaction to the polyester matrix. This type of composite
material can be useful for packaging, light weight automotive parts, shipping industry for
mooring small craft, and construction fields.
C. D. Scott and R. E. Smalley, “Diagnostic Ultrasound: Principles and Instruments”,
Journal of Nanosci. Nanotechnology. vol. 3, no. 2, (2003), pp. 75-80.
References
[1] K.Joseph, S.Thomas and C,Pavithran, “Effect of chemical treatment on the tensile
properties of short sisal fibre-reinforced polyethylene composites”, Polymer. vol.37,
no. 23, (1996) pp.5139-5149.
[2] A.C. De Albuquerque, K.Joseph, L.H. de Carvalho and J.R.M. d'Almeida, “Effect of
wettability and ageing conditions on the physical and mechanical properties of
uniaxially oriented jute-roving-reinforced polyester composites”, Composites
Science and Technology. vol.60, no.6, (2000), pp.833-844.
[3] V.G.Geethamma, K.T. Mathew, R.Lakshminarayanan and S.Thomas,“Composite of
short coir fibres and natural rubber: effect of chemical modification, loading and
orientation of fibre”, Polymer, vol.39. no.6-7, (1998), pp.1483-1491.
[4] M.S,Sreekala, M.G.Kumaran and S.Thomas, “Oil palm fibers: Morphology,
chemical composition, surface modification, and mechanical properties”, Journal of
Applied Polymer Science, vol. 66, no.5, pp.821-835.
[5] L.A.Pothan, S.Thomas and N.R. Neelakantan, Journal of Reinf. Plast.
Comp.16,(1997), pp.744.
[6] M.K.Gupta, R.K.Srivastava and H.Bisaria, “Potential of jute fibre reinforced
polymer composites: a review”, International Journal of Fiber and Textile
Research, vol.5, no.3, (2015),pp. 30-38.
[7] M.K.Gupta and R.K.Srivastava, “Mechanical, thermal and dynamic mechanical
analysis of jute fibre reinforced epoxy composite”, Indian Journal of Fibre & Textile
Research ,vol. 42, no.1, (2015), pp.64-71.
[8] B.V.Ramnath, S.J.Kokan, R.N.Raja, R.Sathyanarayanan, C, Elanchezhian, A.R.
Prasad and V.M.Manickavasagam, “Evaluation of mechanical properties of abaca–
jute–glass fibre reinforced epoxy composite”, Materials & Design, vol.51, (2013),
pp.357-366..
[9] I.O. Bakare, F.E. Okieimen, C.Pavithran, H.A.Khalil and M.Brahmakumar,
“Mechanical and thermal properties of sisal fiber-reinforced rubber seed oil-based
polyurethane composites”, Materials & Design, vol.31, no.9,(2010), pp. 4274-4280.
[10] L.Yan,N.Chouw and K.Jayaraman, “Flax fibre and its composites–A
review”, Composites Part B: Engineering, vol.56, (2014), pp. 296-317.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
53

[11] M.S.Huda, L.T. Drzal, A.K.Mohanty and M.Misra, “Effect of fiber surface-
treatments on the properties of laminated biocomposites from poly (lactic
acid)(PLA) and kenaf fibers”, Composites science and technology, vol.68, no.2,
(2008) pp. 424-432.
[12] S.Sathees Kumar,“Dataset on mechanical properties of natural fiber reinforced
polyester composites for engineering applications”, Data in brief, 28, 105054, 2020
[13] O.Faruk, A.K.Bledzki, H.P. Fink, and M. Sain, “Biocomposites reinforced with
natural fibers: 2000–2010”. Progress in polymer science, vol. 37, no.11, (2012)
pp.1552-1596.
[14] M.A.Fuqua, S.Huo and C.A. Ulven, “Natural fiber reinforced composites. Polymer
Reviews”, vol.52, no.3,(2012), pp. 259-320.
[15] M.H.P.S.Jawaid and H.A. Khalil, “Cellulosic/synthetic fibre reinforced polymer
hybrid composites: A review”, Carbohydrate polymers, vol.86, no.1, (2012), pp.1-18.
[16] M.Jacob, Bejoy Francis, Sabu Thomas, K.T.Varughese, “Dynamical Mechanical
Analysis of Sisal/Oil Palm Hybrid Fiber-Reinforced Natural Rubber Composites”,
Polymer Composites, vol.27, no.6, (2006), pp. 671-680.
[17] M.Ramesh, K.Palanikumar, and K. Reddy, “Plant fibre based bio-composites:
Sustainable and renewable green materials”, Renewable and Sustainable Energy
Reviews, vol.79, pp. 558-584.
[18] K.Kumar, K.J.Gokuleshwar, S.Ranganathan and C.Thiagarajan, “Fabrication and
mechanical property study on glass/sisal/banana natural fibres”, International
Journal of Pure and Applied Mathematics, vol. 119, no.12, (2018), pp.15637-15645.
[19] M.Boopalan, M.Niranjanaa and M. J.Umapathy, M. J. “Study on the mechanical
properties and thermal properties of jute and banana fiber reinforced epoxy hybrid
composites”, Composites Part B: Engineering, vol.51,(2013),pp. 54-57.
[20] T.P.Sathishkumar, P.Navaneethakrishnan, S.Shankar and J.Kumar, “Mechanical
properties of randomly oriented snake grass fiber with banana and coir fiber-
reinforced hybrid composites”, Journal of composite materials, vol.47, no.18,
(2013)2181-2191.
[21] M.K.Gupta and A.Bharti, “Natural fibre reinforced polymer composites: a review on
dynamic mechanical properties”, Current Trends Fash. Technol Text. Eng, 1(2014)
pp.1-4.
[22] A.Mandal, and D.Chakrabarty, “Studies on the mechanical, thermal, morphological
and barrier properties of nanocomposites based on poly (vinyl alcohol) and
nanocellulose from sugarcane bagasse”, Journal of Industrial and Engineering
Chemistry, vol.20. no.2,(2014),pp. 462-473.
[23] A.K.Mohanty, M.Misra and L.T. Drzal, “Surface modifications of natural fibers and
performance of the resulting biocomposites: an overview. Composite
interfaces, vol.8, no.(5), (2001), pp. 313-343.
[24] R.Agrawal, N.S.Saxena, K.B.Sharma, S.Thomas, and M.S.Sreekala, “Activation
energy and crystallization kinetics of untreated and treated oil palm fibre reinforced
phenol formaldehyde composites”, Materials Science and Engineering: A, 277(1-2),
(2000), pp.77-82
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
54

[25] A.Valadez-Gonzalez, J.M.Cervantes-Uc, R.J.I.P. Olayo, R. and P.J.Herrera-Franco,
“Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber
reinforced composites”, Composites Part B: Engineering, vol.30, no.3, (1999),
pp.309-320.
[26] S.Sathees Kumar and G.Kanagaraj, “Investigation of characterization and
mechanical performances of Al2O3 and SiC reinforced PA6 hybrid
composites”, Journal of Inorganic and Organometallic Polymers and
Materials, vol.2, no.4, (2016), pp788-798.
[27] A.Jähn, M.W.Schröder, M.Füting, K.Schenzel and W.Diepenbrock,.
“Characterization of alkali treated flax fibres by means of FT Raman spectroscopy
and environmental scanning electron microscopy. Spectrochimica Acta Part A:
Molecular and Biomolecular Spectroscopy”, vol. 58, no.10, (2002), pp.2271-2279.
[28] A.Burkart, “A monograph of the genus Prosopis (Leguminosae subfam.
Mimosoideae)”, Journal of the Arnold Arboretum, (1976), pp. 450-525.
[29] C.Y. Lai, S.M. Sapuan, M. Ahmad, N. Yahya, and K.Z.H.M. Dahlan, “Mechanical
and electrical properties of coconut coir fiber-reinforced polypropylene
composites”, Polymer-Plastic Technology and Engineering, vol.44, no.4, (2005),
pp.619-632.
[30] K.M.Nair, S.M. Diwan and S.Thomas, “Tensile properties of short sisal fiber
reinforced polystyrene composites. Journal of applied polymer science”, 60(9),
(1996)1483-1497.
[31] B.K.Sarkar and D.Ray, “Effect of the defect concentration on the impact fatigue
endurance of untreated and alkali treated jute–vinylester composites under normal
and liquid nitrogen atmosphere. Composites Science and Technology, 64(13-14),
(2004), pp, 2213-2219.
[32] M. Jacob, S.Thomas and K.T. Varughese, K. T. “Mechanical properties of sisal/oil
palm hybrid fiber reinforced natural rubber composites”, Composites science and
Technology, 64(7-8), (2004), pp. 955-965.
[33] A.Mukherjee, P.K.Ganguly and D.Sur,“Structural mechanics of jute: the effects of
hemicellulose or lignin removal”, Journal of the Textile Institute, vol.84, no.3,pp
(1993), pp.348-353.
[34] Y.S.Wang, W.M. Koo and H.D.Kim, “Preparation and properties of new
regenerated cellulose fibers”,Textile research journal, vol.73, no.11, (2003), pp.998-
1004.
[35] L.Yan, N.Chouw, X.Yuan “Improving the mechanical properties of natural fiber
fabric reinforced epoxy composites by alkali treatment”, Journal of Reinforced
Plastics and Composites, vol.31, (2012), pp.425-437.
[36] I.Nor Azowa, H.Kamarul Arifin, A.Khalina, “Effect of fiber treatment on mechanical
properties of Kenaf fiber-Ecoflex composites”, Journal of Reinforced Plastics and
Composites, 29, (2010), pp.2192-2197, 2010.
[37] P.A.Sreekumar, R.Saiah, J.M. Saiter, N.Leblanc, K.Joseph, G.Unnikrishnan and
S.Thomas, “Effect of chemical treatment on dynamic mechanical properties of sisal
fiber-reinforced polyester composites fabricated by resin transfer
molding”, Composite Interfaces, vol.15, no.(2-3),(2008), pp. 263-279.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
55
[38] S.Dong and R.Gauvin, “Application of dynamic mechanical analysis for the study of
the interfacial region in carbon fiber/epoxy composite materials. Polymer
composites, vol.14, no.5, (1998), pp.414-420.
[39] S.Xu, N.Girouard, G.Schueneman, M.L.Shofner and J.C. Meredith, “Mechanical
and thermal properties of waterborne epoxy composites containing cellulose
nanocrystals”, Polymer, vol.54, no.24, (2013), pp.6589-6598.
[40] L.A.Pothan, Z.Oommen and S. Thomas, Dynamic mechanical analysis of banana
fiber reinforced polyester composites”, Composites Science and Technology, vol. 63,
no.2, (2003), pp.283–293.
Tierärztliche Praxis
ISSN: 0303-6286
Vol 40, 2020
56