tecnologia mecanica edebe tomo 5
DESCRIPTION
Tecnologia Mecanica Edebe Tomo 5TRANSCRIPT
TECNOLOGÍA MECÁNICA 2-3
QOp[2~~A~G)Csl
~ f a '~~üa~~Yhbd°`u
ENSEÑANZAS ESPECIALIZADAS
Tercer Cursode Formación Profesionalde Segundo Grado
porEquipo Técnico EDEBÉ
JOAQUÍN OMSCLAUDINO ÁLVAREZTOMÁS VIDONDOy la colaboración de FESTO-DIDÁCTICENRIQUE SALA (Neumática)EDUARDO QUINTANILLA (Hidráulica)
EDICIONES DON BOSCOPaseo San Juan Bosco, 62 . Barcelona 17
EDITORIAL BRUÑOMarqués de Mondéjar, 32 . Madrid 28
Tecnología Mecánica 2.3MÁQUINAS HERRAMIENTAS
Tercer Cursode Formación Profesionalde Segundo Grado
Fotografía de la cubierta : cortesía ETXE-TAR
CUESTIONARIO OFICIAL0 . M . 13-IX-75; BOMEC, 10-XI-75
Tercer Cursode Formación Profesionalde Segundo Grado
Preliminares . Organigrama funcional del taller mecánico . Funcionamiento y coordinación . Departa-mentos . Misiones de cada uno.
Máquinas herramientas . Generalidades . Clasificación . Representación simbólica de los elementosmecánicos. Relación de transmisión .
Cadenas cinemáticas . Estudio de las cadenas cinemáticas del torno, fresadora y máquinas de cepillar .Condiciones de trabajo . Estudio económico del corte. Velocidad de corte, fuerzas de corte, potencia .
Tiempos de mecanizado . Cuadernos de máquina .Verificación . Cimentación y entretenimiento de las máquinas herramientas . Normas de verificación
de las máquinas herramientas más utilizadas .Mecanismos hidráulicos y neumáticos empleados en máquinas herramientas . Principios hidráulicos .
Circuitos hidráulicos y sus elementos componentes . Simbolización . Mecanismos automáticos . Circuitosneumáticos y sus elementos componentes .
Talladoras de ruedas dentadas . Sistemas de tallado . Máquinas y herramientas utilizadas . Tallado confresa madre.
Tornos de producción en serie . Idea de los tornos revólver automáticos y copiadores .Mandrinadora . Descripción y utilización de la misma .Punteadora . Descripción y utilización de la misma. Trabajo por coordenadas .Brochadora . Descripción y utilización de la misma .Estudio crítico de las máquinas herramientas . Elección de la máquina apropiada para un trabajo dado .
Procesos de fabricación con varias fases referentes a las distintas máquinas herramientas estudiadas .Cálculo de tiempo de fabricación .
ES PROPIEDAD© Ediciones Don BoscoBarcelona, 1981
impreso en EspañaPrinted in Spain
ISBN 84-236-1538-3Depósito Legal . B. 14737-81
Escuela Gráfica SalesianaBarcelona-Sarriá
Introducción
Con el presente texto se culmina la última etapa de la formación de especialistasen Máquinas Herramientas del segundo nivel de F. P. A lo largo de los diferentescursos se ha pretendido dar una visión escalonada y cada vez más amplia delapasionante mundo de las máquinas herramientas, sin olvidar las nuevas técnicasque tan importantes avances han permitido en este campo en los últimos años .
Cada vez se amplía y especializa más el concepto de máquina herramienta . Cadavez más se tiende a la automatización de los procesos, lo que significa, en contra-partida, el contacto con tecnologías cada vez más complejas que suponen un fuertedesafío para el profesional mecánico . El alumno debe familiarizarse en seguida conlas nuevas máquinas -a un nivel elemental, claro está- e ir abandonando, hastacierto punto, la clasificación convencional de aquéllas -torno, fresadora,limadora . . . - por designaciones y conocimientos más precisos que definan mejor lacomplejidad de las máquinas herramientas modernas .
En primer lugar, una clasificación general de las máquinas herramientas debecontemplar estos cuatro grandes grupos :
- Máquinas herramientas convencionales .
Son aptas para ejecutar trabajosgenerales, de características variadas y en pequeñas series . A este grupo pertene-cen las máquinas que se podrían llamar clásicas : torno paralelo, fresadora universal,sierra alternativa, etc .
- Máquinas herramientas específicas .
Son aquéllas que se destinan al meca-nizado de piezas concretas que exigen determinadas características a la máquina(fresadoras de utillaje, talladoras de ruedas dentadas, brochadoras . . . Admiten nor-malmente un cierto grado de automatización .
- Máquinas herramientas automáticas.
Se emplean para mecanizar familiasde piezas en series medias y grandes. Admiten un alto grado de automatización .Entre ellas están los tornos automáticos, las fresadoras de ciclos, etc . Una variantede este grupo, con características absolutamente originales, son las máquinas decontrol numérico, aunque se adaptan mejor a las series pequeñas y medianas .
- Máquinas herramientas especiales .
Están proyectadas para mecanizar unsolo tipo de piezas . Adoptan casi siempre una automatización total . Sirven única-mente para grandes series, ya que los costos de producción serían, de otra forma,prohibitivos . El ejemplo característico de máquina especial es un tránsfer .
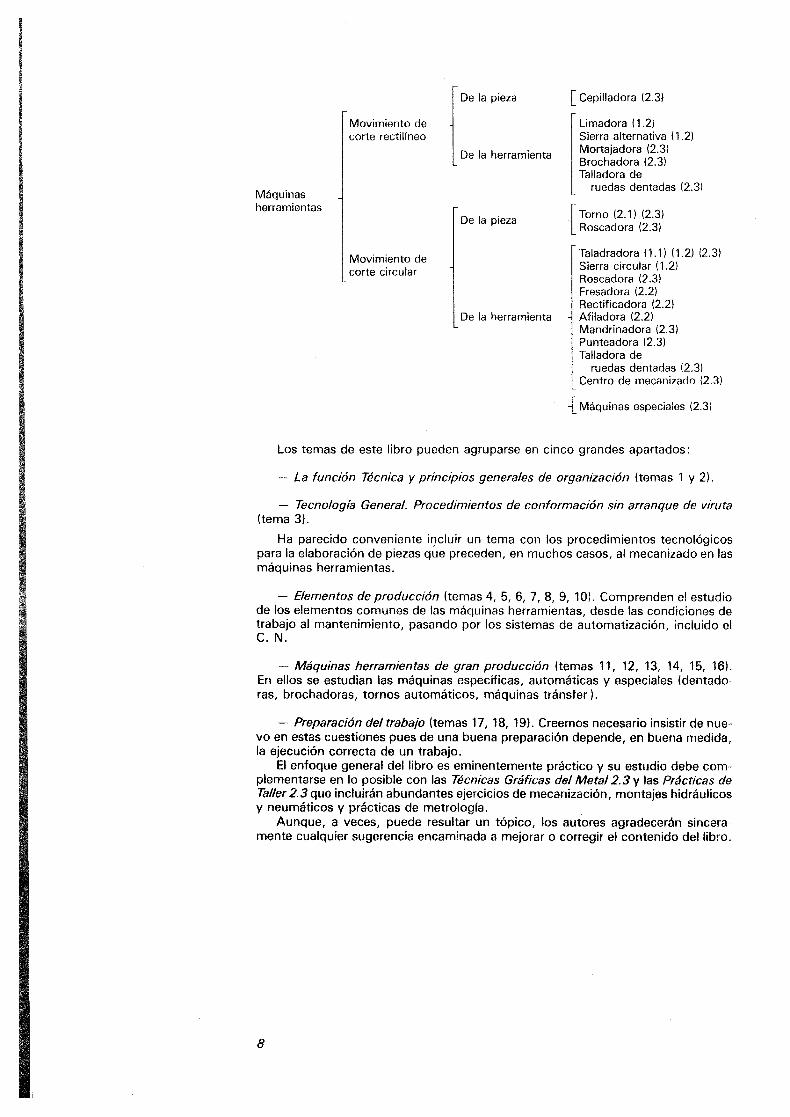
Las máquinas herramientas pueden trabajar con o sin arranque de viruta, por de-formación o corte . Las primeras son las máquinas herramientas por excelencia, ysólo a ellas se hace referencia en el cuadro que se escribe a continuación, para dar alalumno una visión global que se juzga interesante . Al lado de cada máquina se indi-ca el curso o cursos donde se estudia, con objeto de facilitar las tareas de consulta .
Máquinasherramientas
I~Movimiento decorte rectilíneo
Movimiento decorte circular
De la pieza
{Cepilladora (2 .3)
L De la herramienta
-
De la pieza
De la herramienta
-
Limadora (1 .2)Sierra alternativa (1 .2)Mortajadora (2 .3)Brochadora (2.3)Talladora de
ruedas dentadas (2 .3)
I Torno (2 .1) (2 .3)Roscadora (2 .3)
'~ Taladradora (1 .1) (1 .2) (2 .3)Sierra circular (1 .2)Roscadora (2 .3)Fresadora (2 .2)Rectificadora (2 .2)Afiladora (2 .2)Mandrinadora (2 .3)Punteadora (2 .3)Talladora de
ruedas dentadas (2 .3)Centro de mecanizado (2 .3)
-{Máquinas especiales (2 .3)
Los temas de este libro pueden agruparse en cinco grandes apartados:
- La función Técnica y principios generales de organización (temas 1 y 2) .
- Tecnología General. Procedimientos de conformación sin arranque de viruta(tema 3) .
Ha parecido conveniente incluir un tema con los procedimientos tecnológicospara la elaboración de piezas que preceden, en muchos casos, al mecanizado en lasmáquinas herramientas .
- Elementos de producción (temas 4, 5, 6, 7, 8, 9, 10) . Comprenden el estudiode los elementos comunes de las máquinas herramientas, desde las condiciones detrabajo al mantenimiento, pasando por los sistemas de automatización, incluido elC . N .
- Máquinas herramientas de gran producción (temas 11, 12, 13, 14, 15, 16) .En ellos se estudian las máquinas específicas, automáticas y especiales (dentado-ras, brochadoras, tornos automáticos, máquinas tránsfer ) .
- Preparación del trabajo (temas 17, 18, 19) . Creemos necesario insistir de nue-vo en estas cuestiones pues de una buena preparación depende, en buena medida,la ejecución correcta de un trabajo.
El enfoque general del libro es eminentemente práctico y su estudio debe com-plementarse en lo posible con las Técnicas Gráficas del Metal2.3 y las Prácticas deTaller2.3que incluirán abundantes ejercicios de mecanización, montajes hidráulicosy neumáticos y prácticas de metrología .
Aunque, a veces, puede resultar un tópico, los autores agradecerán sincera-mente cualquier sugerencia encaminada a mejorar o corregir el contenido del libro .
rIndice
Cuestionario Oficial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 2.1 .4 .5 El cuarto de herramientas 30Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2.1 .5 Talleres y secciones 30
Índice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 2.1 .5 .1 Organización de un tallerde mecanizado 30
1 . Organización Industrial . . . . . . . . . . . . . . . . . . . . . . . . 15 2.1 .5 .2 El puesto de trabajo 31
1 .1 La empresa industrial. Su organización 15 2.1 .6 El control de calidad 32
1 .1 .1 Organización funcional 15 2.1 .6 .1 Misiones del control de
1 .1 .2 Organización jerárquica 16 calidad 321 .1 .3 Los organigramas 16 2.1 .6 .2 Gastos del control de ca-
1 .2 Las funciones en la empresa 17 lidad 321.2 .1 La función de dirección 17 2 .1 .6 .3 Organización del control
1 .2 .2 Función financiera 17 de calidad 331.2 .3 Función social 17 2.1 .7 Servicio de mantenimiento 331.2 .4 Función comercial 171.2 .5 Función contable 17 3. Procedimientos de conformación sin arranque de1.2 .6 La función técnica 17 viruta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
1 .3 Las funciones y las personas que las realizan 18 3.1 Conformación por moldeado 35
1 .4 Principios generales de organización 18 3 .1 .1 Moldeado en arena 351 .4 .1 Adecuación a las personas 18 3.1 .1 .1 Moldeado a mano 36
1 .4 .2 La autoridad y la responsabilidad 18 3 .1 .1 .2 Moldeado mecánico 371 .4.2 .1 El número de subordina- 3.1 .2 Procedimientos especiales de mol-
dos 18 dear 381 .4.2 .2 Simplificación jerárquica 18 3.1 .2 .1 Moldeado en cáscara
(Shell molding/ 382. Función Técnica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 3.1 .2 .2 Moldeado a la cera perdi-
2.1 Oficina Técnica 20 da Imicrofusiónl 382.1 .1 Oficina de proyectos 20 3.1 .2 .3 Moldeado Mercast 392.1 .2 Oficina de preparación 22 3.1 .2 .4 Moldeado al COA 39
2.1 .2 .1 Métodos 22 3.1 .3 Moldeado en moldes metálicos 392.1 .2 .2 Tiempos 22 3.1 .3 .1 Fundición a coquilla 39
2.1 .2 .3 Programación 23 3.1 .3 .2 Fundición a presión 402.1 .2 .4 Lanzamiento e impulsión 24 3 .1 .3 .3 Matrices para fundición a2.1 .2 .5 Corrección 25 presión 40
2.1 .3 Almacén de materiales fungibles 25 3.1 .3 .4 Máquinas para la fundi-2.1 .3 .1 Situación y espacio des- ción a presión de cámara
tinado a almacén 25 fría 402.1 .3 .2 La organización del alma- 3.1 .3 .5 Máquinas de cámara ca-
cén 25 liente 412.1 .3 .3 Fichas de existencias 26 3.1 .4 Operaciones de acabado de las pie-2.1 .3 .4 Vales de pedido 26 zas fundidas 412.1 .3 .5 Nomenclaturas 27 3 .1 .4 .1 Limpieza de piezas fundi-
2.1 .4 Almacén de herramientas y utillajes 27 das 422.1 .4 .1 Proyecto de herramientas 3 .1 .4 .2 Desbarbado de piezas
o utillajes 28 fundidas 422.1 .4 .2 Taller de fabricación de 3.2 Forjado 42
herramientas 28 3.2 .1 Forjado a mano 422.1 .4 .3 Taller de afilado 28 3.2 .2 Forja mecánica 422.1 .4 .4 Almacén propiamente di- 3.2 .2 .1 Martinete para la forja
cho 28 mecánica 43
4.
10
3 .2 .2 .2 Prensas para forja mecá- 4.6 .1 .7 Conexiones fundamenta-nica 44 les 81
3.3 Estampación en caliente 44 4.6 .1 .8 Instalación eléctrica de3.4 Estampación en frío 44 una máquina herramienta 833.5 Recalcado 45 4.7 Sistemas de engrase 833.6 Estampado rotativo 453.7 Laminación 45 5. Condiciones de trabajo . . . . . . . . . . . . . . . . . . . . . . . . . 87
3.7 .1 Laminador 45 5.1 Velocidad de corte 873.7 .2 Laminación del acero 46 5.1 .1 Velocidad económica de corte 873.7 .3 Laminación del aluminio 46 5.1 .2 Determinación de la velocidad de3 .7 .4 Laminación del cobre 46 corte por la duración del afilado 88
3 .8 Procedimientos especiales de laminación 47 5.1 .3 Validez de los trabajos de Taylor 893 .9 Extrusión 47 5.1 .4 Rendimiento de una cuchilla . Pro-
3.9 .1 Extrusión en frío 47 ducción de viruta 893.9 .2 Extrusión en caliente 48 5.1 .5 Caudal de viruta 893.10 Extirpado y trefilado 49 5.1 .6 Caudal específico de viruta 903.11 Fabricación de tubos metálicos 50 5.1 .7 Velocidad de mínimo desgaste y ve-
3.12 Troquelado de la chapa 52 locidad límite . Estudios de Denis 903.13 Doblado y curvado de chapa con troquel 53 5.1 .8 Velocidad práctica o económica de3.14 Embutido de chapas 53 corte 913.15 Abombado 53 5.1 .9 Factores principales que influyen en3.16 Reducido 54 la elección correcta de la velocidad3.17 Acuñado 54 de corte 923 .18 Procedírnientos de soldadura 54 5.1 .10 Cálculo práctico de las velocidades3 .19 Procedimientos especiales de conformación 55 de mínimo desgaste y velocidades
3 .19.1 Sinterización 55 prácticas o económicas 953 .19.2 Electroerosión 57 5.1 .11 Mecanizado económico 983.19.3 Mecanizado por ultrasonidos 57 5.1 .12 Tablas y ábacos para la determina-
ción de la velocidad de corte 99Máquinas herramientas . Elementos constructi- 5.2 Concepto de viruta mínima 101vos de carácter general . . . . . . . . . . . . . . . . . . . . . . . . . 58 5.3 Duración de las herramientas . Generalidades 1014.1 Elementos constructivos 58 5.3 .1 Desgaste gradual de la herramienta 1014.2 Bancadas 58 5.3 .2 Zonas de ajuste 101
4.2 .1 Rigidez de una bancada 59 5 .3 .3 Duración de una herramienta 1024.2 .2 Invariabilidad 59 5 .3 .4 Tiempo de duración de una herra-4 .2 .3 Facilidad de construcción y empleo 59 mienta 1024.3 Guías 60 5.3 .5 Desgaste o fallo prematuro de la he-4 .3 .1 Guías de deslizamiento 60 rramienta 1034.3 .2 Material y construcción de las guías 5.3 .6 Efecto del filo recrecido 103
de deslizamiento 60 5.3 .7 Influencia de los ángulos de afilado 1034.3 .3 Guías de rodadura 60 5.3 .8 Material de la herramienta 1034.3 .4 Ajuste del juego 61 5.4 Maquinabilidad 1044.3 .5 Bloqueo de los carros 61 5.5 Temperatura de corte. Fluidos de corte 104
4.4 Elementos de accionamiento 61 5.6 Vibraciones en las máquinas herramientas 1064.4 .1 Motores eléctricos 614 .4 .2 Motores neumáticos e hidráulicos 63 6. Neumática aplicada . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1084.5 Elementos de transmisión 63 6.1 El arre comprimido . Principios fundamentales 1084 .5 .1 Acoplamientos 63 6 .2 Producción del aire comprimido 1094 .5 .2 Transmisión simple 63 6.2 .1 Compresores volumétricos 1104 .5 .3 Transmisión compuesta 64 6.2 .2 Turbocompresores 1104 .5 .4 Inversión del sentido de giro 65 6.2 .3 Accionamiento del compresor 1114.5 .5 Cambio de velocidad por engranajes 65 6.3 Distribución del aire comprimido 1114.5 .6 Variación continua de la velocidad 69 6.3 .1 Acumulador 1124.5 .7 Árboles o husillos principales 70 6.3 .2 Separador 1124.5 .8 Rodamientos y cojinetes de fricción 70 6.3 .3 Red de aire 1124.5 .9 Mecanismos de avance 72 6.3 .4 Preparación del aire 112
4.5 .9 .1 Medida de los desplaza- 6.4 Componentes neumáticos 113mientos 73 6 .4 .1 Cilindros neumáticos 114
4.5 .10 Indicadores de posición 74 6 .4 .1 .1 Cilindros de simple efecto 1144.5 .11 Cadena cinemática 75 6.4 .1 .2 Cilindros de doble efecto 114
4.6 órganos de mando 76 6.4 .1 .3 Cilindros de doble efecto4.6 .1 Mando eléctrico 77 y doble vástago 114
4.6 .1 .1 Elementos de acciona- 6.4 .1 .4 Cilindros de doble efectomiento 77 con amortiguador 114
4.6 .1 .2 Elementos de señaliza- 6.4 .1 .5 Unidad oleoneumática 114ción 77 6.4 .2 Válvulas 115
4.6 .1 .3 Breve estudio del contac- 6.4 .2 .1 Válvulas distribuidoras 115to[ 77 6 .4 .2 .2 Representación de las
4.6 .1 .4 Dispositivos automáticos válvulas distribuidoras 115de maniobra 78 6.4 .2 .3 Accionamiento de las vál-
4.6 .1 .5 Protección del motor 79 vulas distribuidoras 1164 .6 .1 .6 Aparatos de protección 6.4 .2 .4 Estudio funcional de las
del motor 80 válvulas distribuidoras 116
6.5
Mando neumático6.6
Instalaciones neumáticas6.6 .1
Mando directo de un cilindro de sim-ple efecto mediante pulsador
6.6 .2
Mando directo de un cilindro de do-ble efecto mediante pulsador
6.6 .3
Mando de un cilindro de simple efec-to desde dos puntos distintos
6.6 .4
Mando condicional de un cilindro desimple efecto
6.6 .5
Control de la velocidad en los cilin-dros de simple efecto
6.6 .6
Control de la velocidad en los cilin-dros de doble efecto
6.6.7
Aumento de la velocidad en los cilin-dros de doble efecto
6.6 .8
Mando directo de un cilindro de sim-ple efecto
6 .6 .9
Mando indirecto de un cilindro de do-ble efecto
6.6 .10
Mando condicional de un cilindro dedoble efecto
6.6 .11
Mando de un cilindro de doble efectocon retroceso automático
6.6 .12
Mando automático de un cilindro dedoble efecto
6.6 .13
Mando de un cilindro de doble efec-to con control de tiempo en el retro-ceso
6.6 .14
Mandode un cilindro de doble efectocon anulador de señal
6.6 .15
Señales intermedias durante el avan-ce del cilindro
6.7
Circuitos especiales6 .7 .1
Mando manual de seguridad paraprensas o sistemas similares
6.7 .2
Expulsor de piezas neumático6.7 .3
Alimentador neumático6.7 .4
Unidad neumática de avance6.7 .5
Platos divisores neumáticos6.7 .6
Unidad taladradora6.7 .7
Mordaza neumática6.8
Electroneumática6.8 .1
Electroválvulas6.8 .2
Mando electroneumático
7.
Hidráulica aplicada . . . . . . . . . . . . . . . . . . . . . . . . . .7.17.1
Principios físicos fundamentales7.2
Magnitudes físicas7 .2 .1
Unidad de presión7.3
Transmisíón hidráulica de fuerza7.4
Ley de circulación7.5
Energía hidráulica7.6
Rozamiento y circulación7.7
Fluidos hidráulicos y sus principales caracte-rísticas7.7 .1
Viscosidad7.8
Bombas hidráulicas . Sus tipos
116 7.8 .1 Bombas de caudal fijo 136116 7.8 .2 Bombas de caudal variable 136117 7.8 .3 Bombas de engranajes 136117 7.8 .4 Bombas de paletas 136117 7.8 .5 Bombas de pistones 137
7.8 .6 Características de las bombas y su118 rendimiento 137118 7.9 Instalaciones hidráulicas 137118 7.9 .1 Estructuración en bloques de una119 instalación hidráulica 137
7.9 .2 Depósito de aceite 138119 7.9 .3 Filtro 138119 7.9 .4 Manómetro 139119 7.9 .5 Válvulas de cierre y limitadoras de120 presión 139121 7.9 .6 Tuberías y conductores 139121 7.10 Válvulas 139
7 .10.1 Válvulas distribuidoras 139121 7 .10.2 Válvulas de caudal 141
7.10.2 .1 Válvulas reguladoras de122 caudal fijo 141
7.10 .2 .2 Válvulas reguladoras de122 caudal variable 141
7.10.2 .3 Regulación del caudal en122 función de la variación de
presión 142123 7 .10.2 .4 Válvulas reguladoras de
caudal con antirretorno 142123 7.10.3 Válvulas reguladoras de presión . De-
finición y clases 143123 7.10.3 .1 Válvulas reguladoras de
presión 143123 7.10.3 .2 Válvulas limitadoras de
presión 143123 7 .11 Elementos hidráulicos de trabajo 143
7 .11 .1 Cilindros de simple efecto 144123 7 .11 .2 Cilindros de doble efecto 144
7 .11 .3 Amortiguación de los cilindros hi-123 dráulicos 144
7.12 Motores hidráulicos 144124 7.12.1 Motores de engranajes 145
7.12.2 Motores de paletas 1457.12.3 Motores de pistones 145
124 7.12.4 Par de un motor hidráulico 1457.13 Circuitos hidráulicos elementales 145
125 7.13.1 Gobierno de un cilindro de simpleefecto 145
126 7.13.2 Mandode un cilindro de doble efecto 146126 7.13.3 Mandode un cilindro de doble efecto
mediante válvula 4/3 146126 7.13.4 Regulación de la velocidad de avance126 de un cilindro 147127 7.13.5 Regulación del caudal de entrada 147127 7.13 .6 Regulación del caudal de salida 148129 7.13 .7 Regulación de presión 148129 7.13 .8 Circuito de avance rápido 149130 7.14 Ejemplos concretos de aplicación 149130 7.14.1 Avance hidromecánico de una mesa 150130 7.14.2 Cilindro de avance de doble vástago 150131 7.14.3 Cilindro sin vástago 150
7.14.4 Cambio hidráulico de engranajes 150133 7.14.5 Mando hidráulico de una limadora 150133 7.15 Valvulas pilotadas 151133 7.16 Electrohidráulica 152133134 8. Automatización de las máquinas herramientas .134 Control numérico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153134 8.1 Concepto de automatización 153135 8.2 Técnicas de automatización 153
8.2.1 Automatización mecánica 154135 8.2.2 Automatización neumática 154135 8.2.3 Automatización hidráulica 155136 8.2 .4 Automatización eléctrica 155
6.4 .2 .5 Válvulas 2/26.4 .2.6 Válvulas 3/26.4 .2.7 Válvulas 4/26.4 .2.8 Válvulas 5/26.4 .2 .9 Válvulas 4/36.4 .2 .10 Empleo de las válvulas
distribuidoras6.4 .2 .11 Válvulas antirretorno6.4 .2 .12 Selectores de circuito6.4 .2 .13 Válvulas de escape rápido6.4 .2 .14 Válvulas de simultanei-
dad6 .4 .2 .15 Reguladores de caudal6.4 .2 .16 Temporizadores
6.4 .3 Accesorios
8.2 .5
Automatización electrónica
1568.3
Programación de los ciclos operativos
1568.3 .1
Programación en cadena abierta
1568.3 .2
Programación en cadena cerrada
1578.3 .2 .1
Programación fija
1578.3 .2 .2
Programación de movi-mientos sucesivos
1588.3 .2 .3
Programación por fichas
1588.4
Alimentación automática de las máquinas he-rramientas
1608.4 .1
Sistemas de alimentación por grave-dad
1608.4.2
Sistemas de alimentación forzada
1608.4 .3
Sistemas de alimentación mixta
1608.4 .4
Alimentación por robots
1618.5
Control numérico . Nociones generales
1618.5 .1
Mando de los movimientos . Motorespaso a paso
1618.5 .2
Medida de los desplazamientos . Ge-neralidades
1628.5 .2 .1
Captor analógico
1628.5 .2 .2
Captor digital
1638.5 .3
Ejes coordenados
1638.5 .4
Control numérico punto a punto
1648 .5 .5
Control numérico por contorneado
1648.5 .5 .1 Interpolación
1648.5 .6 Programación
1658.5 .6 .1
Escritura del programa
1668.5 .7
Programación manual
1688.5 .7 .1
Ejemplo de programación
1688.5 .8
Programación automática
1698.6
Ejemplo de máquina herramienta de C. N,
170
9.
Verificación y puesta en marcha de las máquinasherramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1729.1
Transporte de la máquina
1729.2
Cimentación de la máquina
1729.3
Anclaje y nivelación
1739.4
Apoyo sobre lapas
1739.5
Otros materiales antivibratorios
1749.6
Instalación de la máquina
1749.7
Precisión de una máquina herramienta
1749.8
Objetivos concretos de la verificación
1749.9
Clases de pruebas de control
1759 .9 .1
Normas generales a seguir en las ve-rificaciones
1759.9 .2
Instrumentos de medida y utillajesempleados
1769.9 .3
Comprobación de la rectitud
19.9.4 Planicidad
1789.9 .5
Paralelismo . De rectas y planos . Demovimientos
1799.9 .6 Equidistancia
1819.9.7
Coincidencia o alineación
1819.9 .8 Perpendicularidad
1819.9 .9 Rotación
1829.10
Recepción de máquinas herramientas. Hojasde verificación
184
10 .
Mantenimiento de las máquinas herramientas . . .
18810 .1
Mantenimiento. Definiciones
18810.1 .1
Prevención de mantenimiento
18810.1 .2
Mantenimiento preventivo
18910.1 .3
Mantenimiento correctivo
18910.2
Objetivos del mantenimiento
19010.3
Mantenimiento preventivo
19010.3 .1
Documentación de máquina
19010.4
Rodaje de máquinas
19110.5
Programa de engrase
19210.6
Organización del departamento de manteni-miento
19210.7
Organización del departamento de manteni-miento en una factoría de automóviles
192
12
10 .7 .1
Sistema histórico de mantenimiento(SHM)
19210.7 .1 .1
Recopilación de datos
19310.7.1 .2
Procesado de datos
19310.7 .1 .3 Listados
19310.7 .1 .4
Utilización de los listados
19310.7 .1 .5
Esquema del sistema his-tórico de mantenimiento
19310.7 .2 Sistema de mantenimiento progra-
mado (SMP)10.7 .2.1
Proceso seguido por elsistema de mantenimiento programado
19410.8 Perspectivas del departamento de manteni-
miento para el profesional mecánico
195
194
11 . Procedimientos empleados en la fabricación deroscas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19611 .1
Procedimientos para la conformación de ros-cas
19611 .1 .1
Roscado con cuchilla de forma
19711 .1 .2
Roscado con terraja
19811 .1 .2 .1 Roscadoras con terraja
de apertura automática 19811 .1 .2 .2
Peines tangenciales
19911 .1 .2 .3
Peines radiales
19911 .1 .3
Roscado con macho
20011 .1 .3 .1
Machos de máquina
20011 .1 .4
Fresado de roscas
20111 .1 .4 .1
Roscado con fresa senci-lla
20111 .1 .4 .2 Roscado con fresa ma-
dre
20211 .1 .5
Roscado por turbulencia o cepillado
20211 .1 .6
Rectificado de roscas
20311 .1 .7
Roscado por laminación
20511 .1 .7 .1
Laminación de roscas porrodillos
20511 .1 .7 .2 Laminadora de roscas
por rodillo
20611 .1 .7 .3
Laminado de roscas porpeines
206
12 . Máquinas para el tallado de ruedas dentadas 20812 .1
Clasificación general de las ruedas dentadas
20812.2
División general de los procedimientos cons-tructivos de ruedas dentadas
20912,3 Procedimientos de conformación de ruedas
dentadas sin arranque de viruta
20912.4
Conformación de ruedas dentadas por cepilla-do y fresado
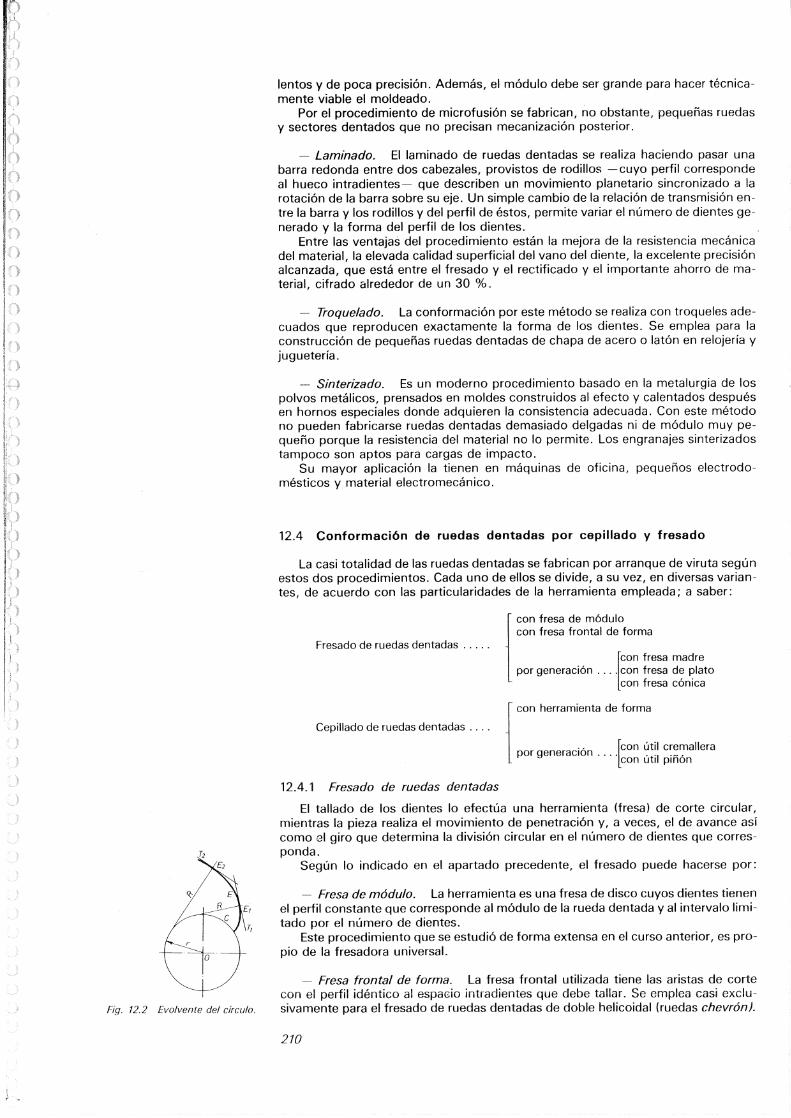
21012 .4 .1
Fresado de ruedas dentadas
21012.4 .2
Cepillado de ruedas dentadas
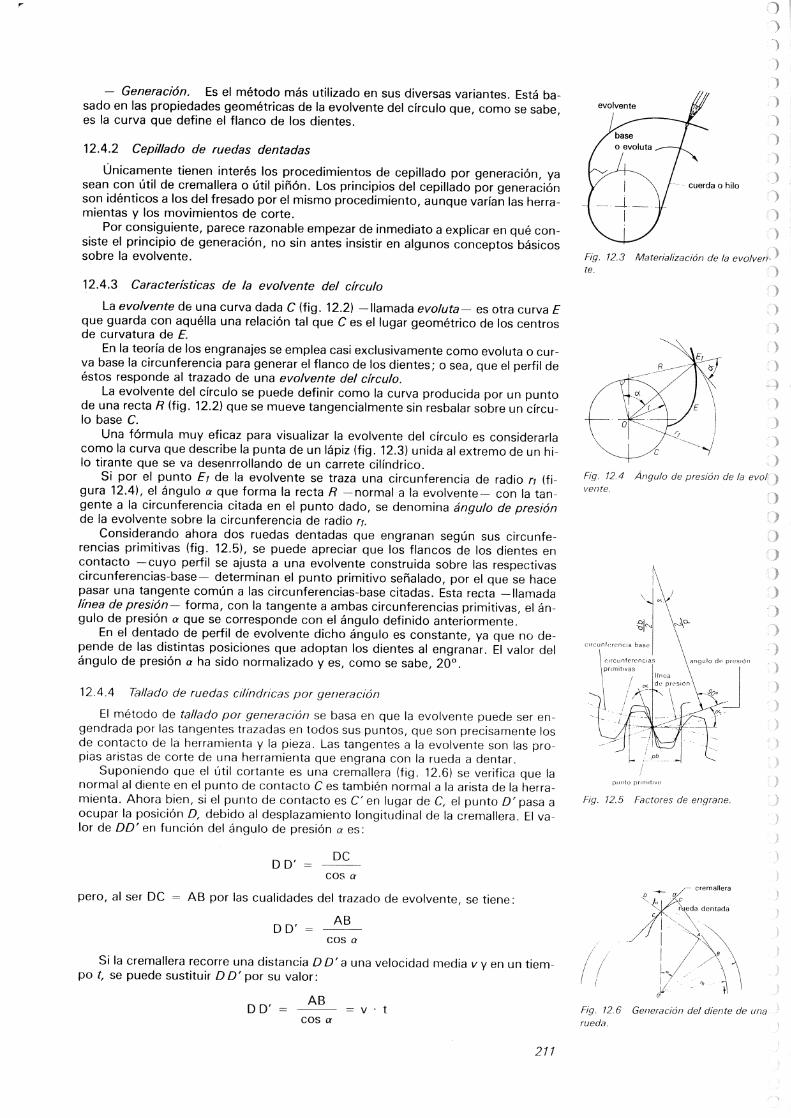
21112.4 .3 Características de la evolvente del
círculo
21112.4 .4
Tallado de ruedas cilíndricas por ge-neración
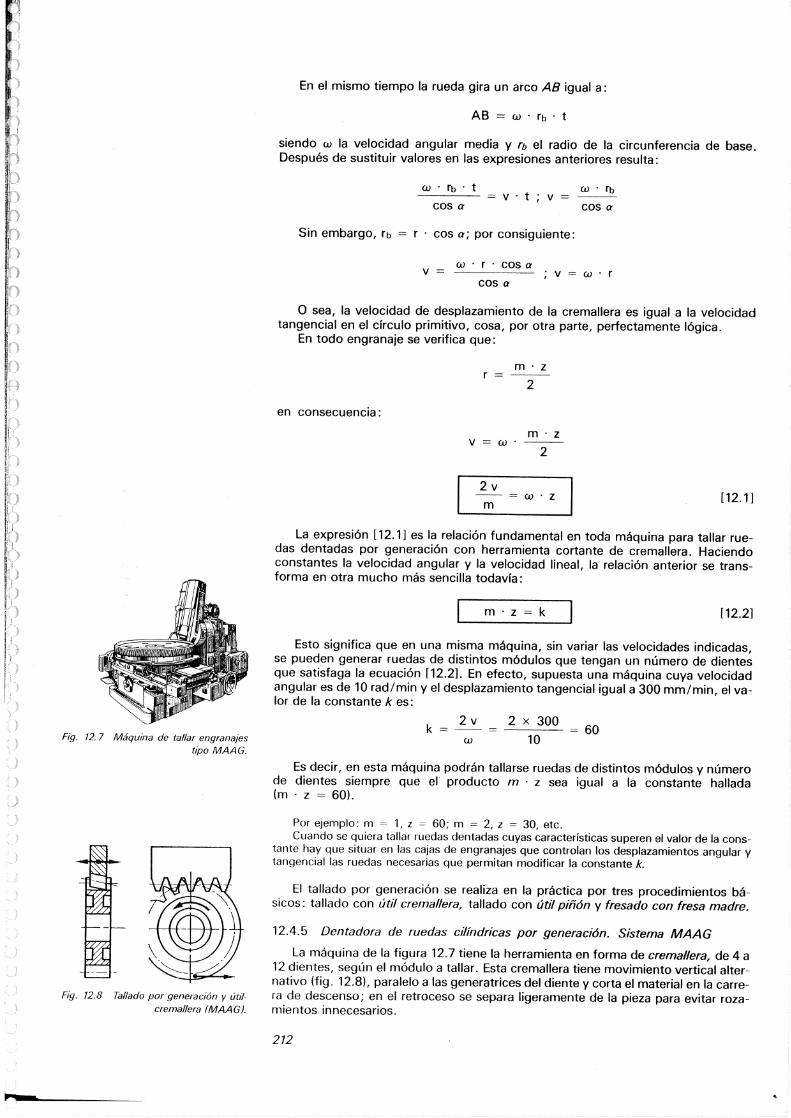
21112.4 .5
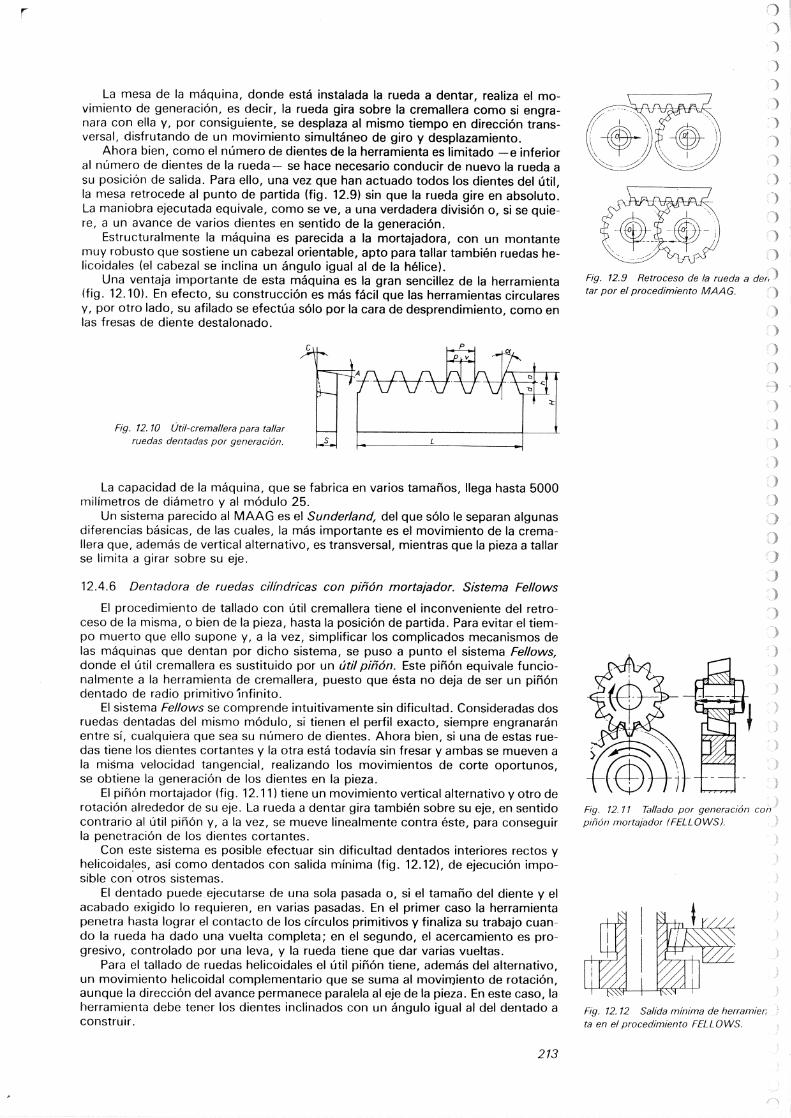
Dentadora de- ruedas cilíndricas porgeneración . Sistema MAAG
21212.4 .6
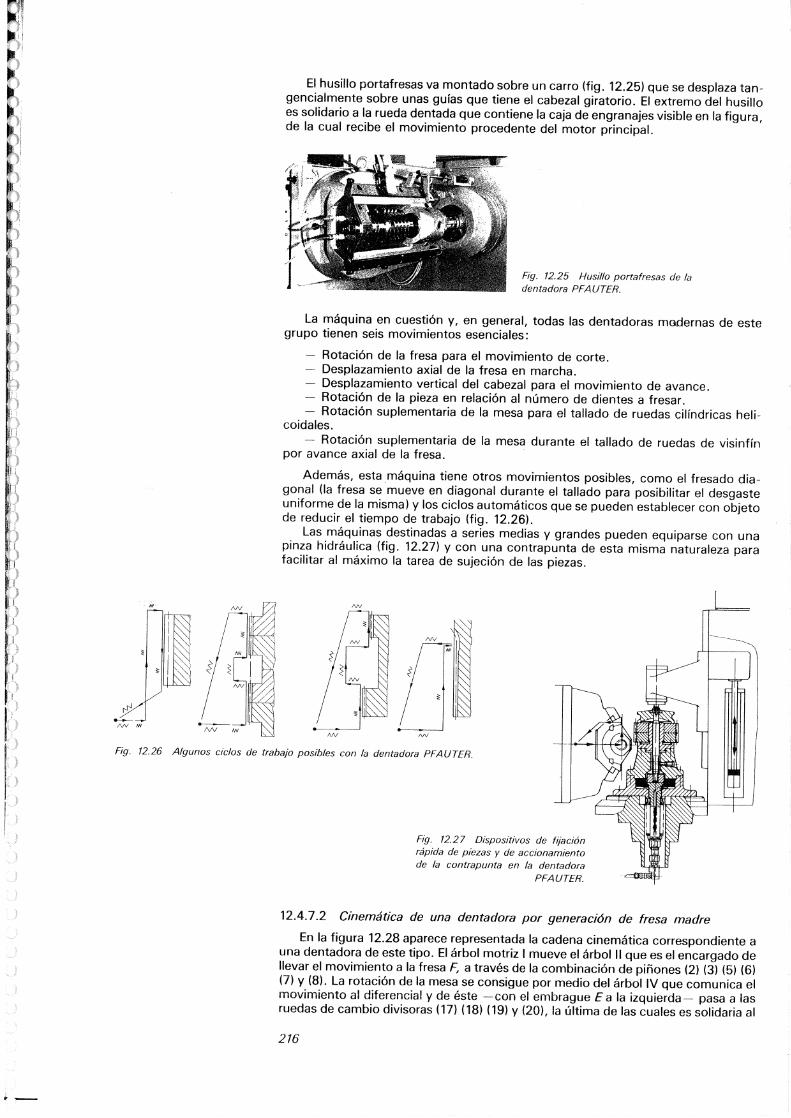
Dentadora de ruedas cilíndricas conpiñón mortajador . Sistema Fellows 213
12 .4 .7
Dentadora de ruedas cilíndricas confresa madre. Sistema Pfauter
21412.4 .8
Dentado de cremalleras
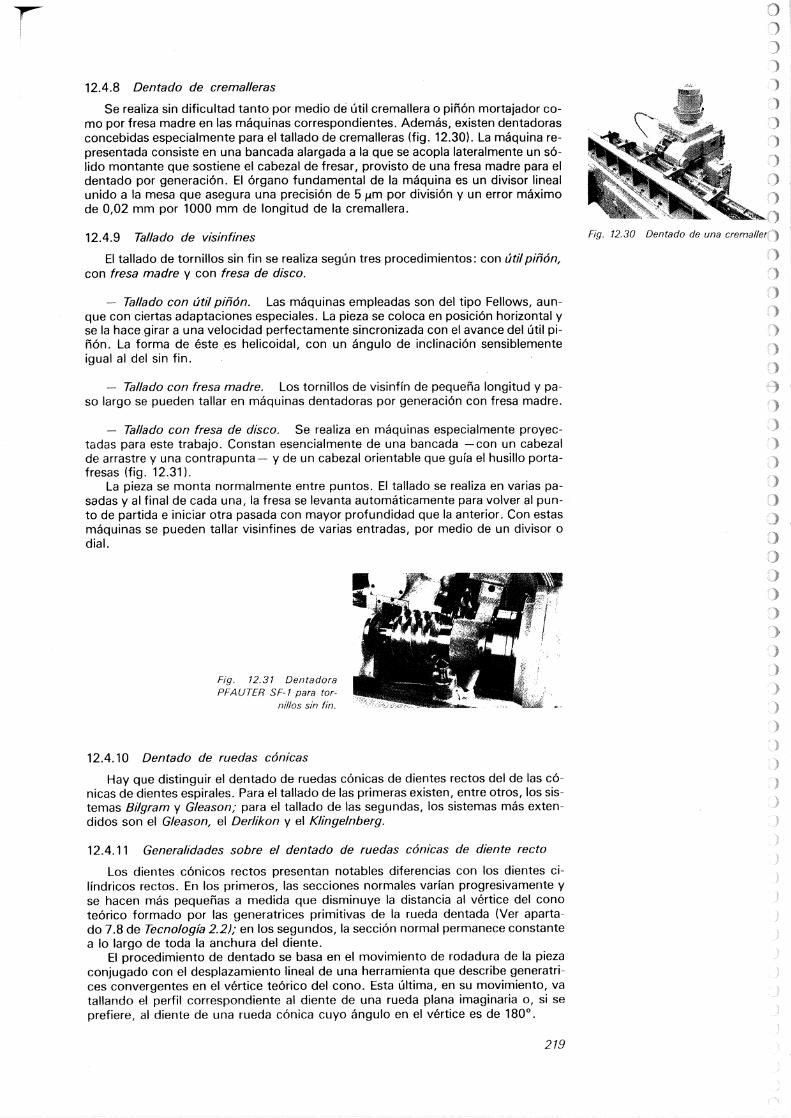
21912.4 .9
Tallado de visinfines
21912.4,10
Dentado de ruedas cónicas
21912.4 .11 Generalidades sobre el dentado de
ruedas cónicas de diente recto
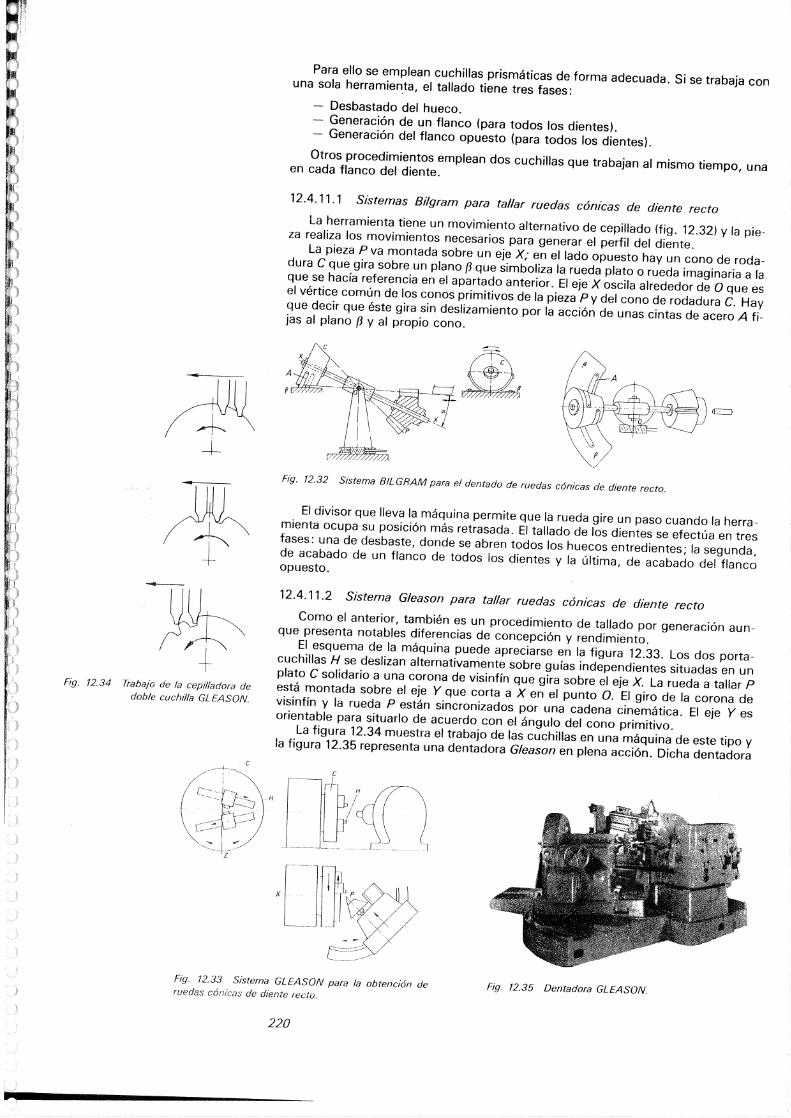
21912.4 .11 .1 Sistema Bilgran para ta-
llar ruedas cónicas dediente recto
22012.4 .11 .2
Sistema Gleason para ta-
13 .
Tornos de producción en serie . . . . . . . . . . . . . . . . . .
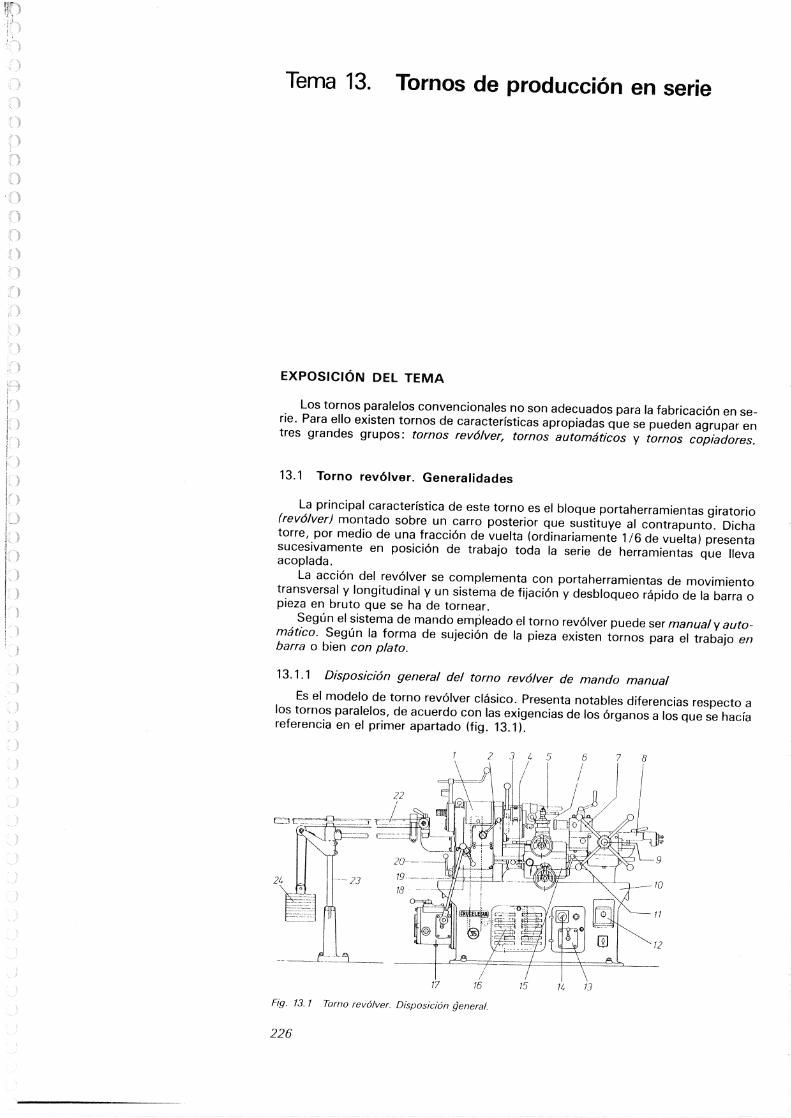
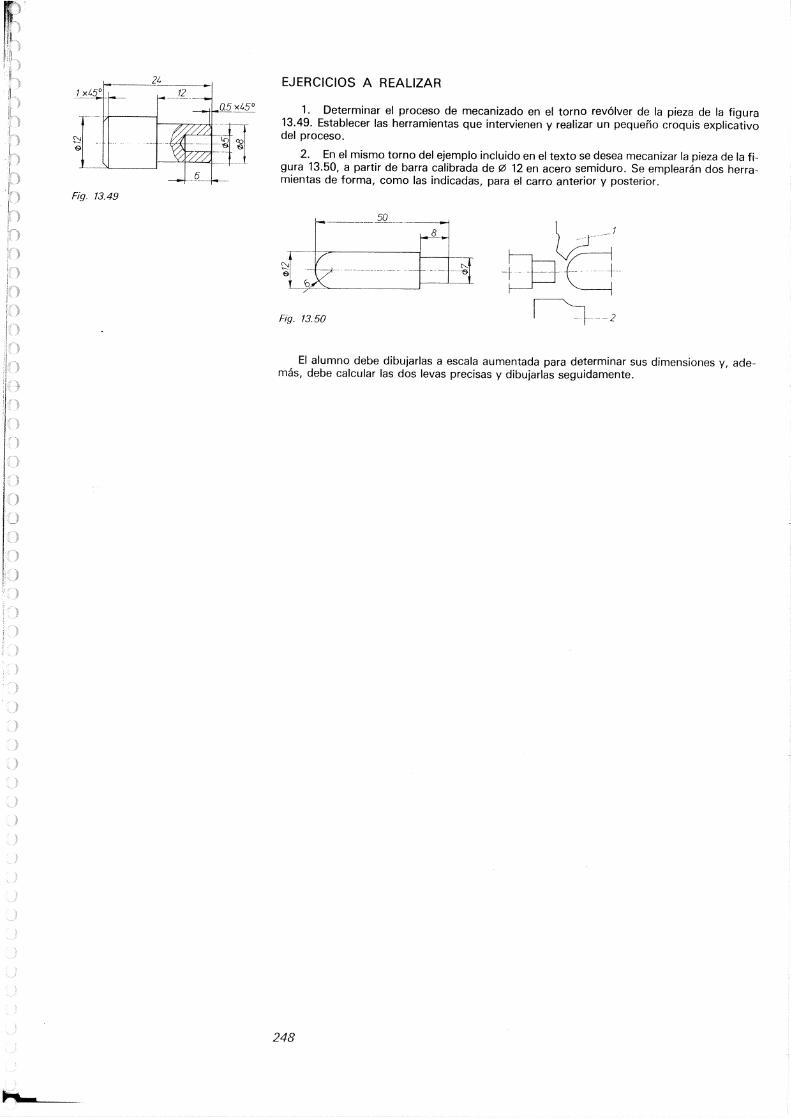
22613.1
Torno revólver. Generalidades
22613.1 .1
Disposición general del torno revól-ver de mando manual
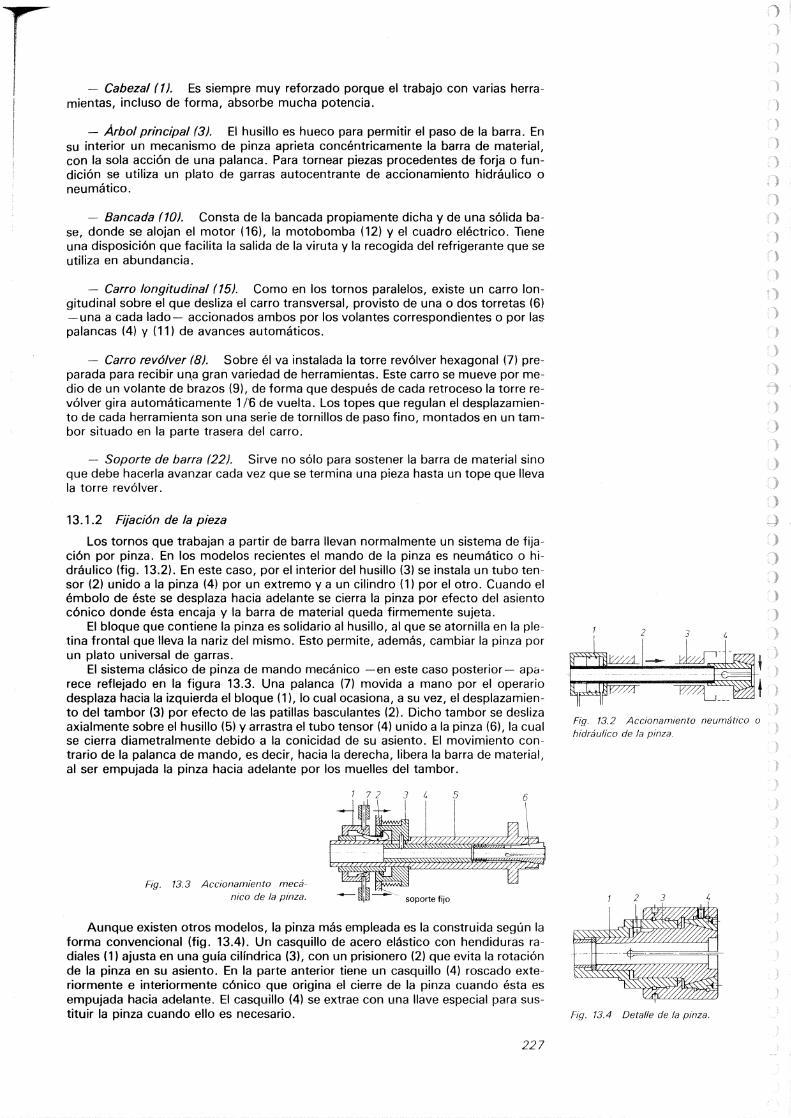
22613.1 .2
Fijación de la pieza
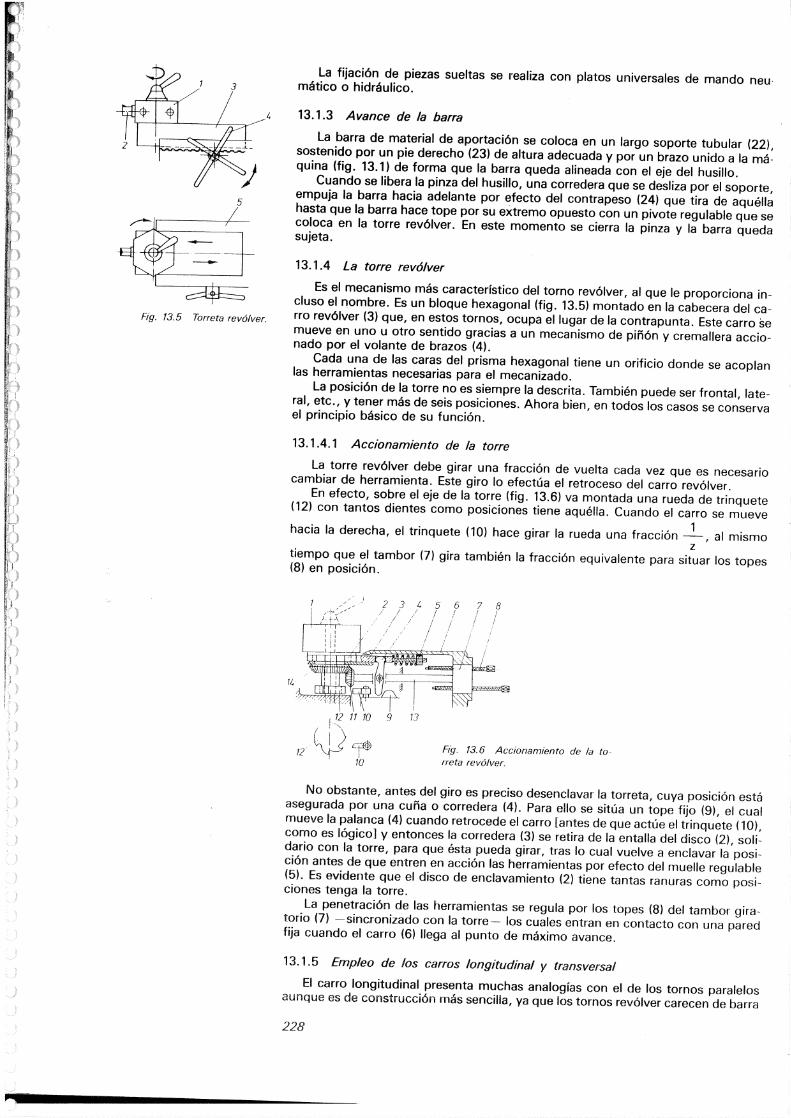
22713.1 .3
Avance de la barra
22813.1 .4
La torre revólver
22813.1 .5
Empleo de los carros longitudinal ytransversal
22813.1 .6
Empleo de la barra guía
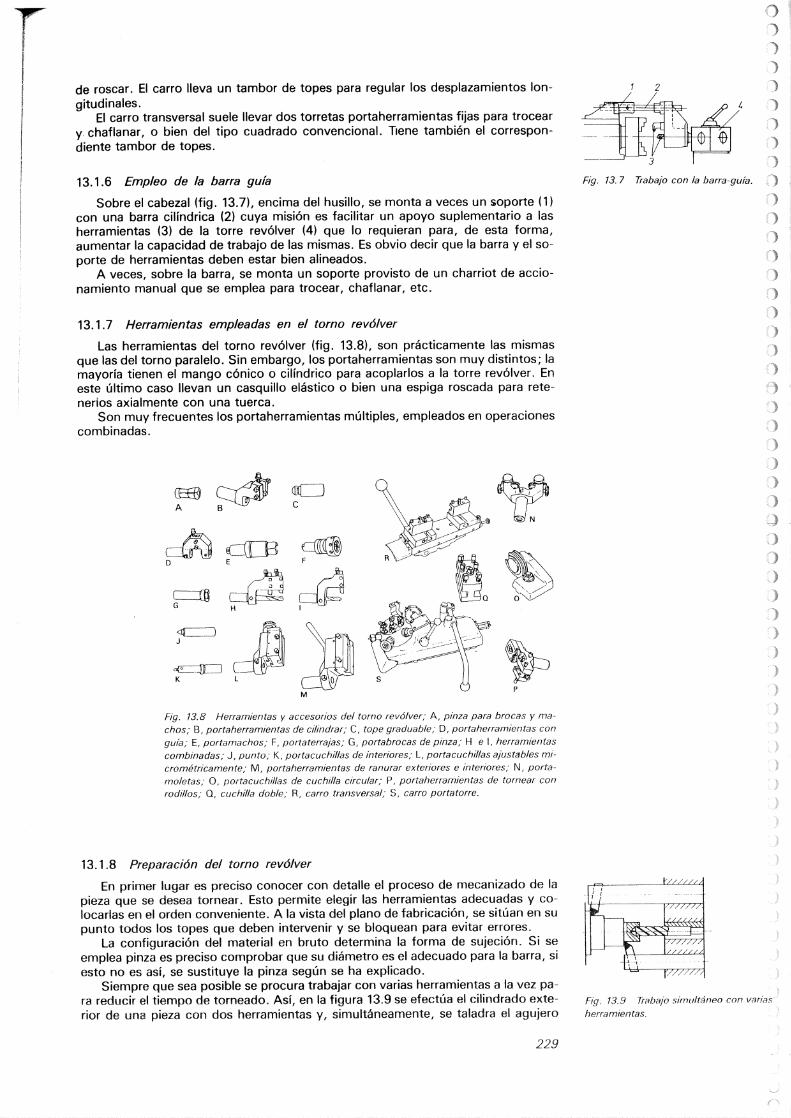
22913.1 .7
Herramientas empleadas en el tornorevólver
22913.1 .8
Preparación del torno revólver
22913.1 .9
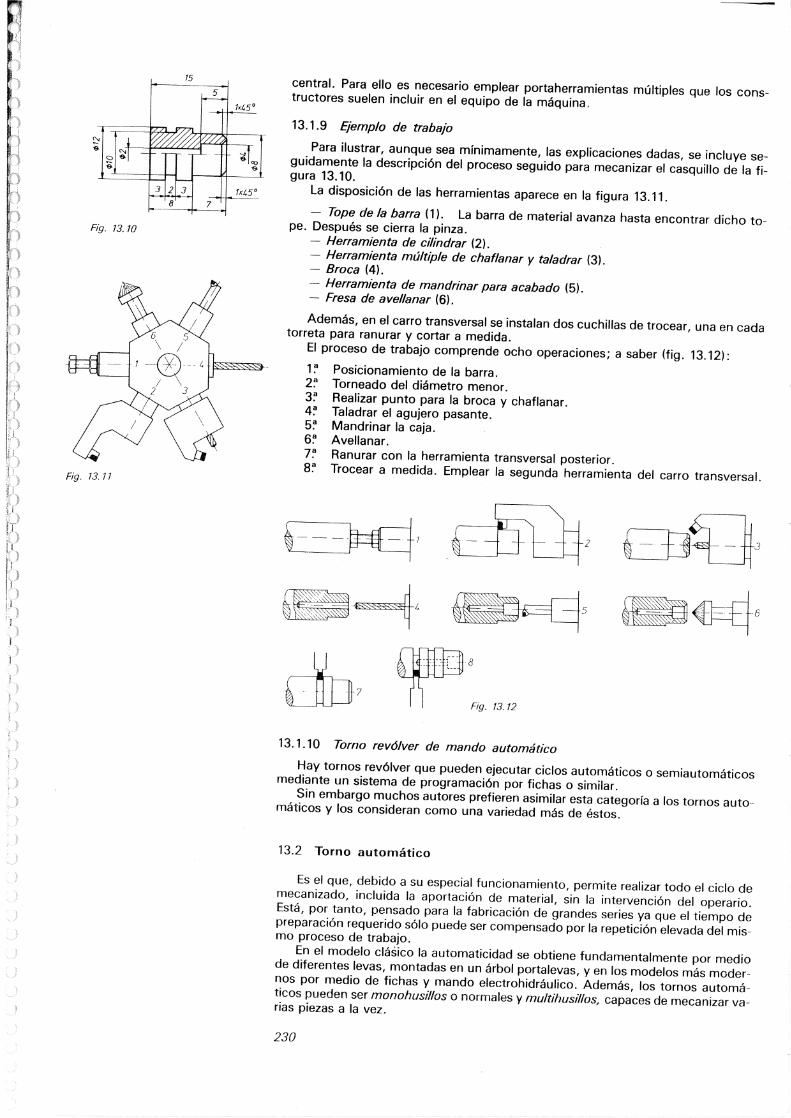
Ejemplo de trabajo
23013.1 .10
Torno revólver de mando automático
23013.2
Torno automático
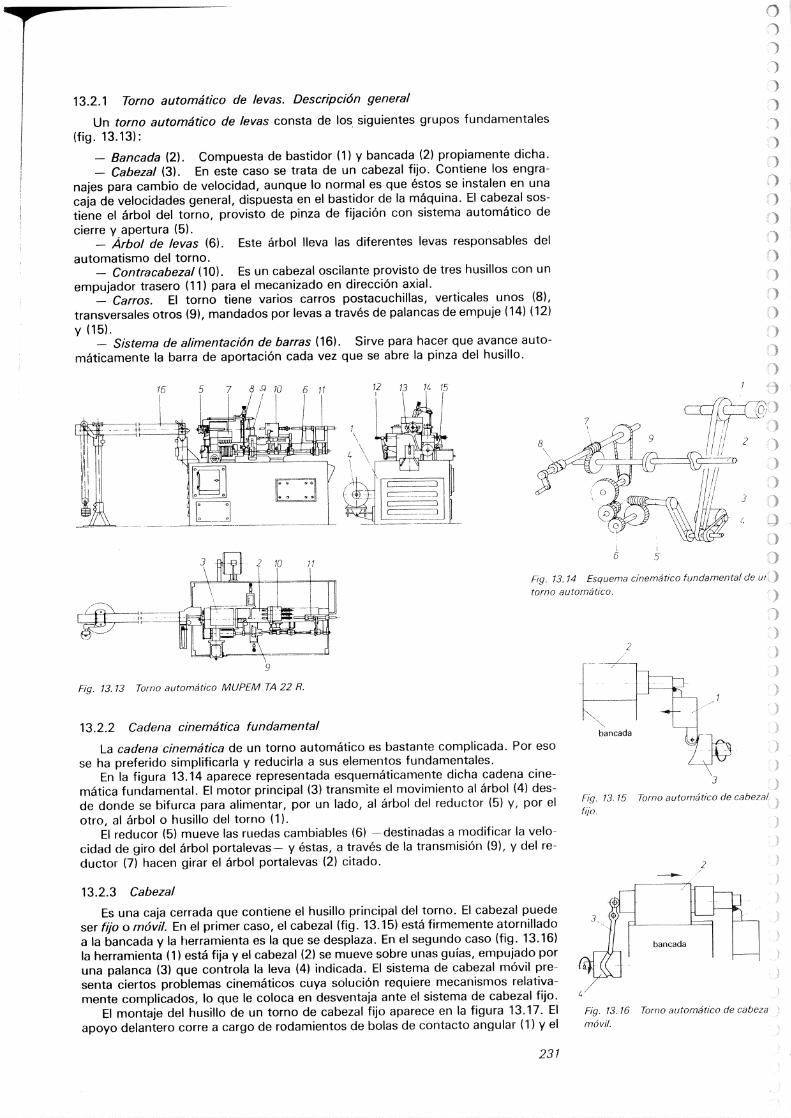
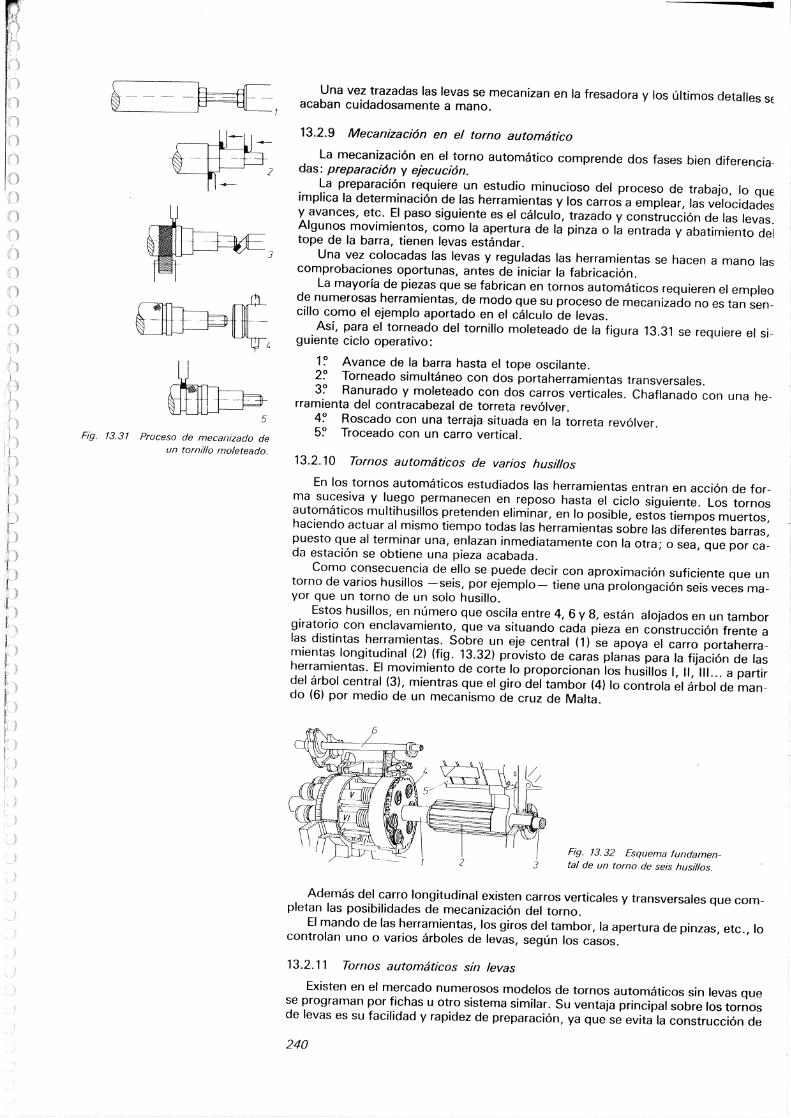
23013 .2 .1
Torno automático de levas . Descrip-ción general
23113 .2 .2
Cadena cinemática fundamental
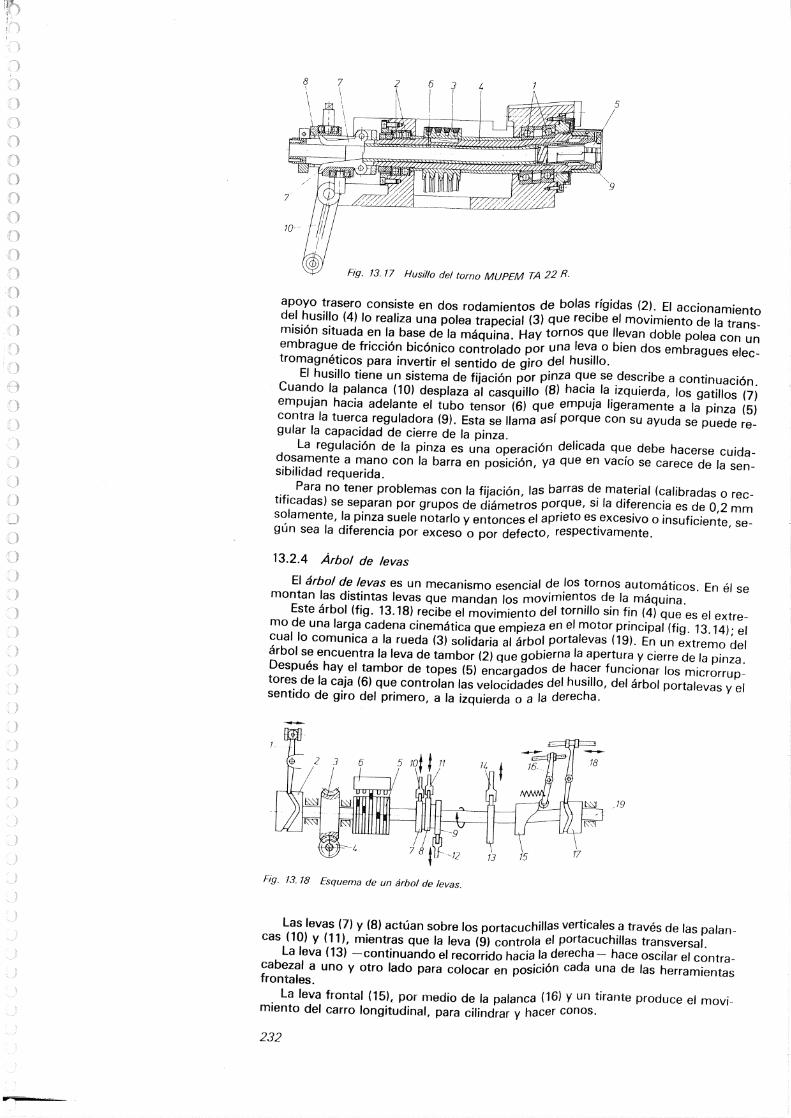
23113.2 .3 Cabezal
23113 .2 .4
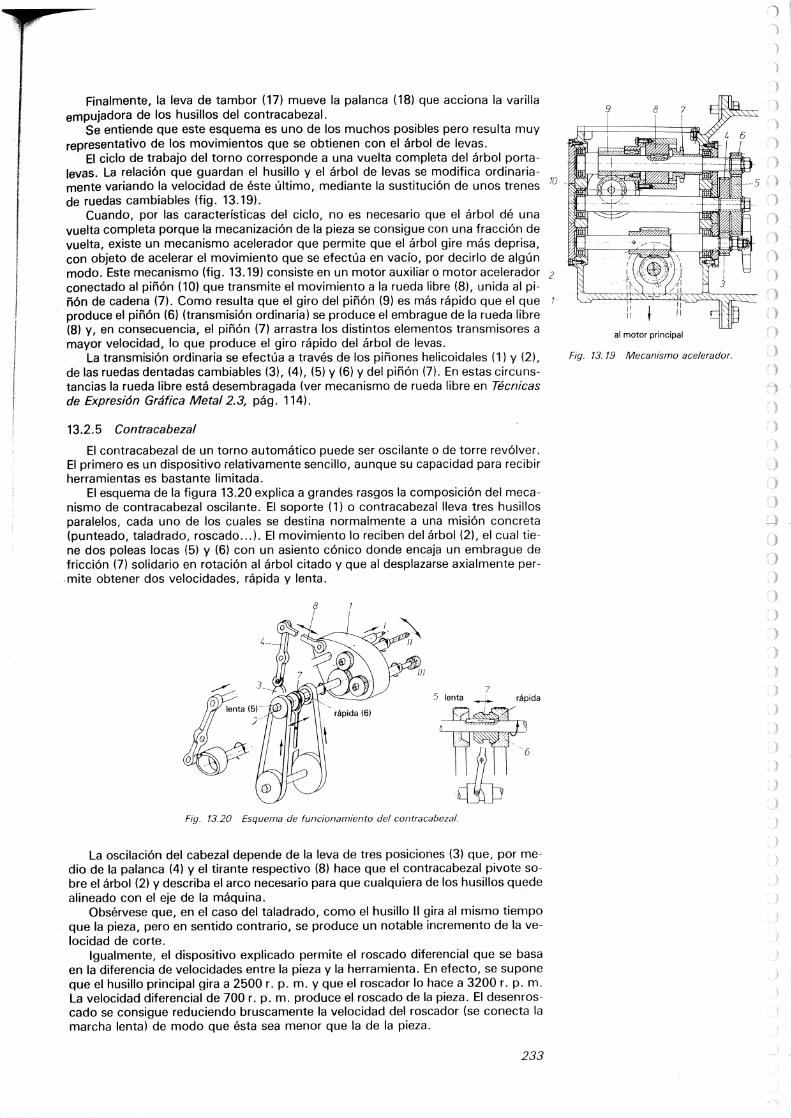
Árbol de levas
23213.2 .5 Contracabezal
23313 .2 .6
Carros portaherramientas
23413.2 .7
Funcionamiento del torno automá-tico
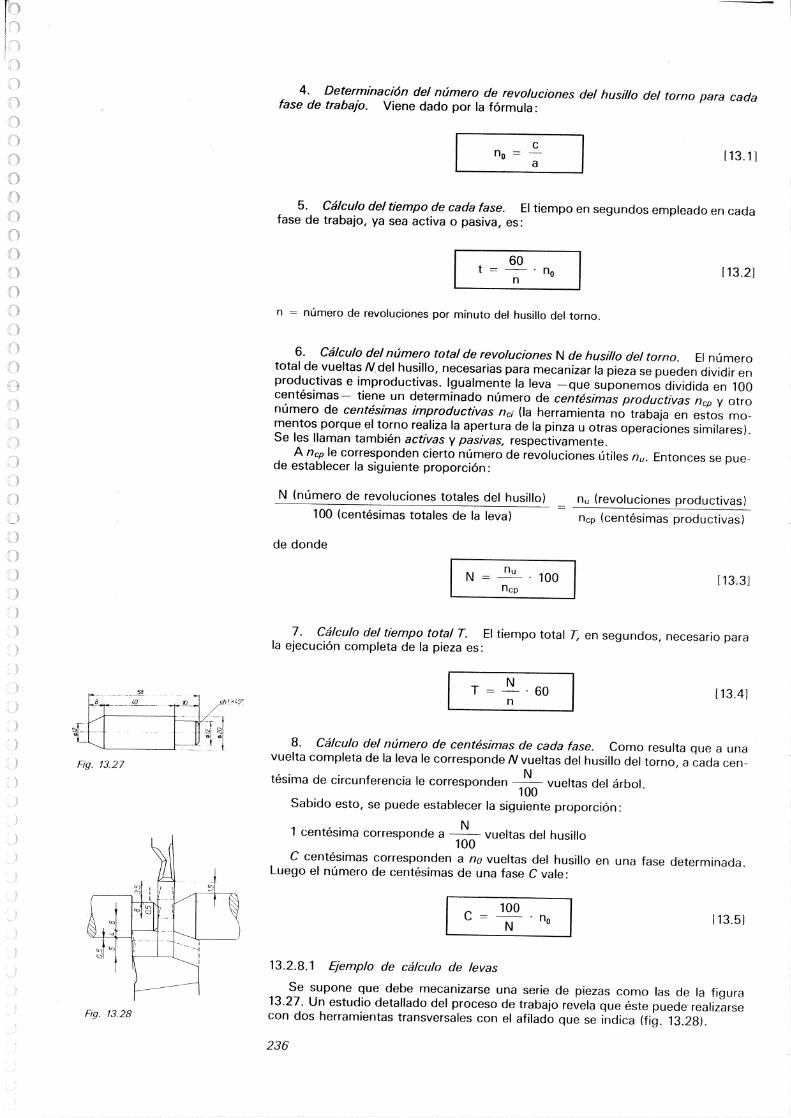
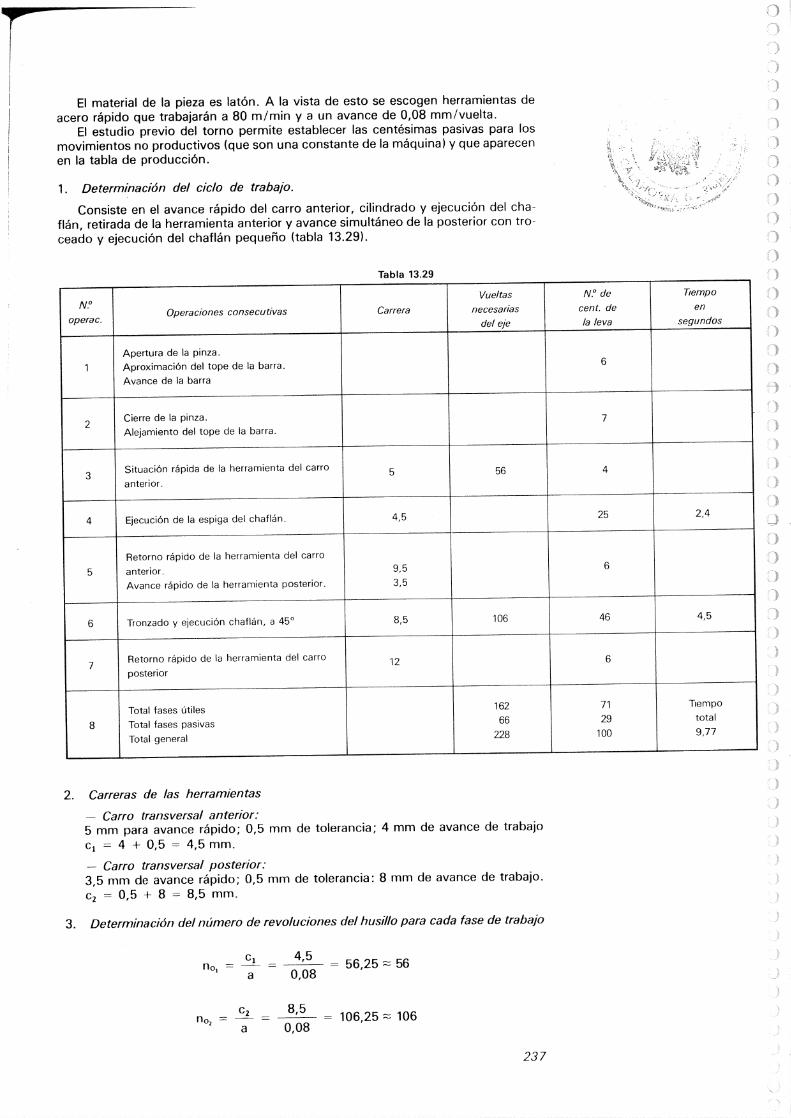
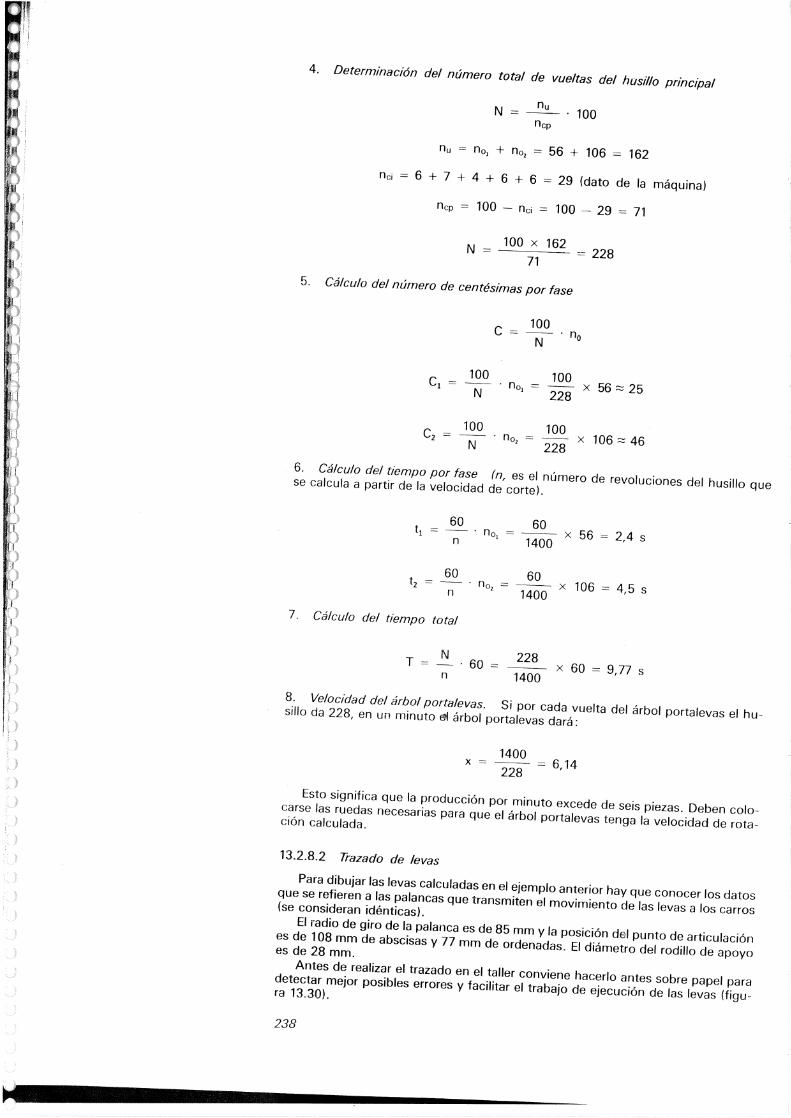
23513.2 .8
Cálculo de levas
23513.2 .9
Mecanización en el torno automático
24013.2 .10 Tornos automáticos de varios husi-
llos
24013 .2 .11
Tornos automáticos sin levas
24013.3
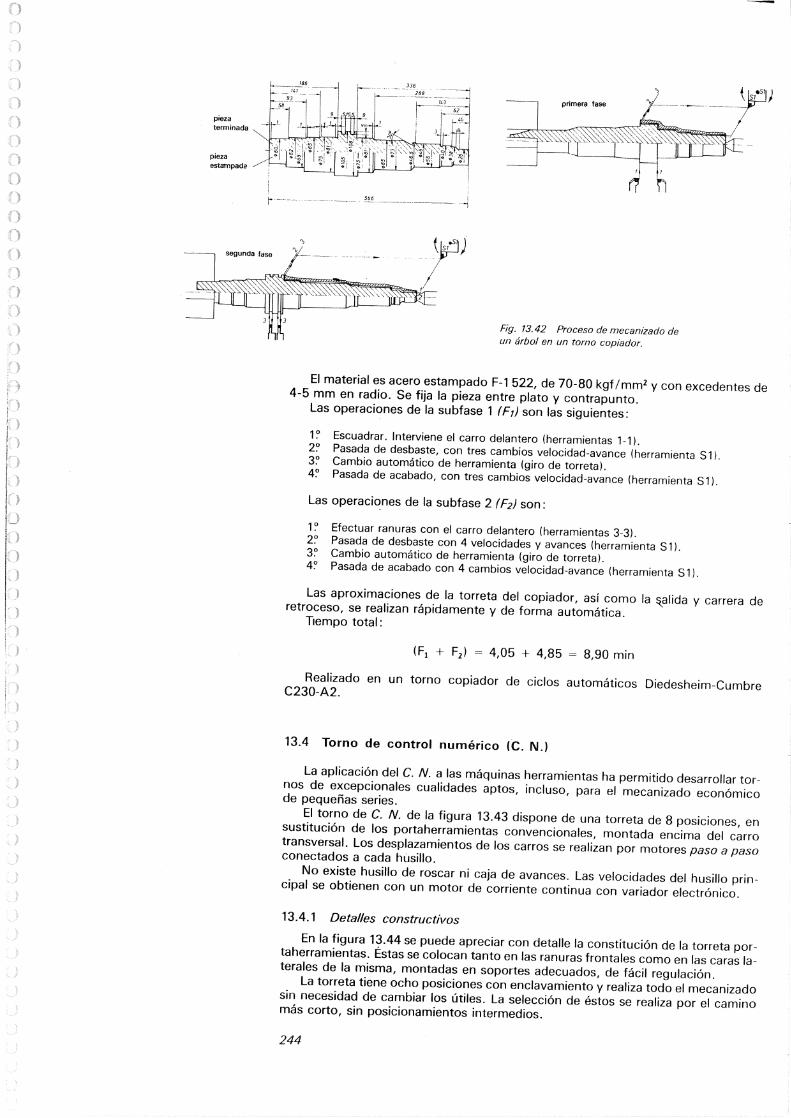
Torno copiador
24113 .3 .1
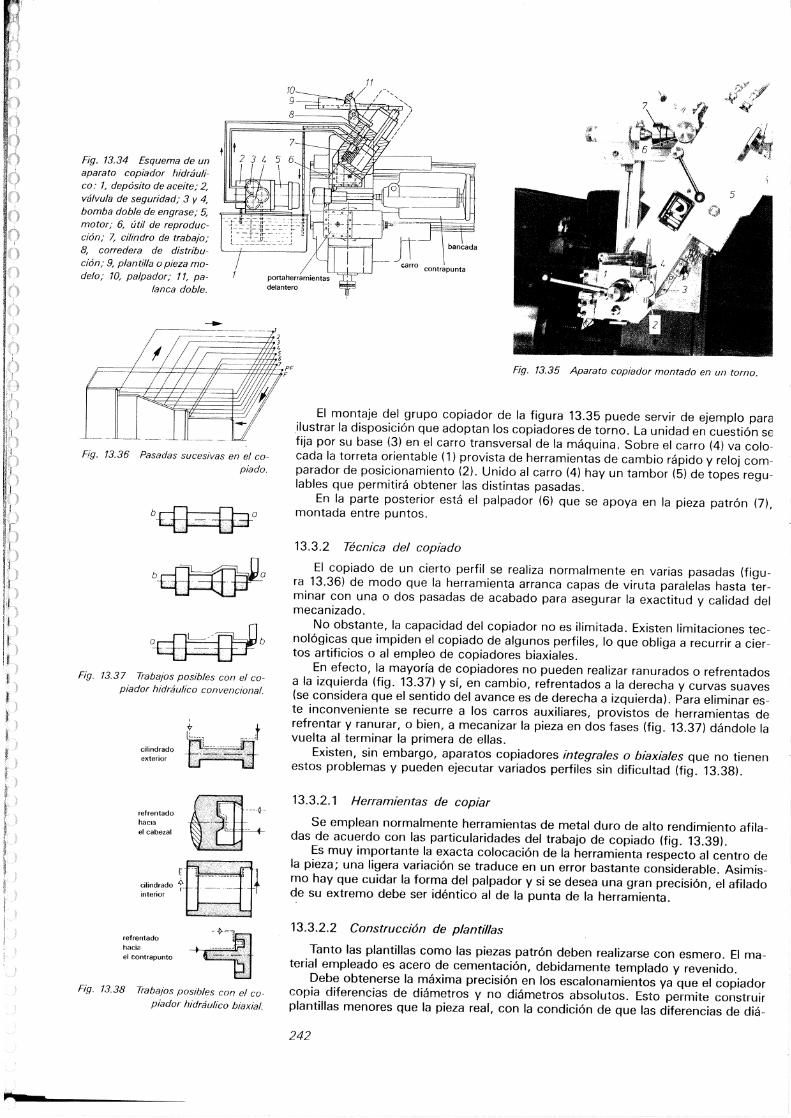
Aparato copiador
24113 .3 .2
Técnica del copiado
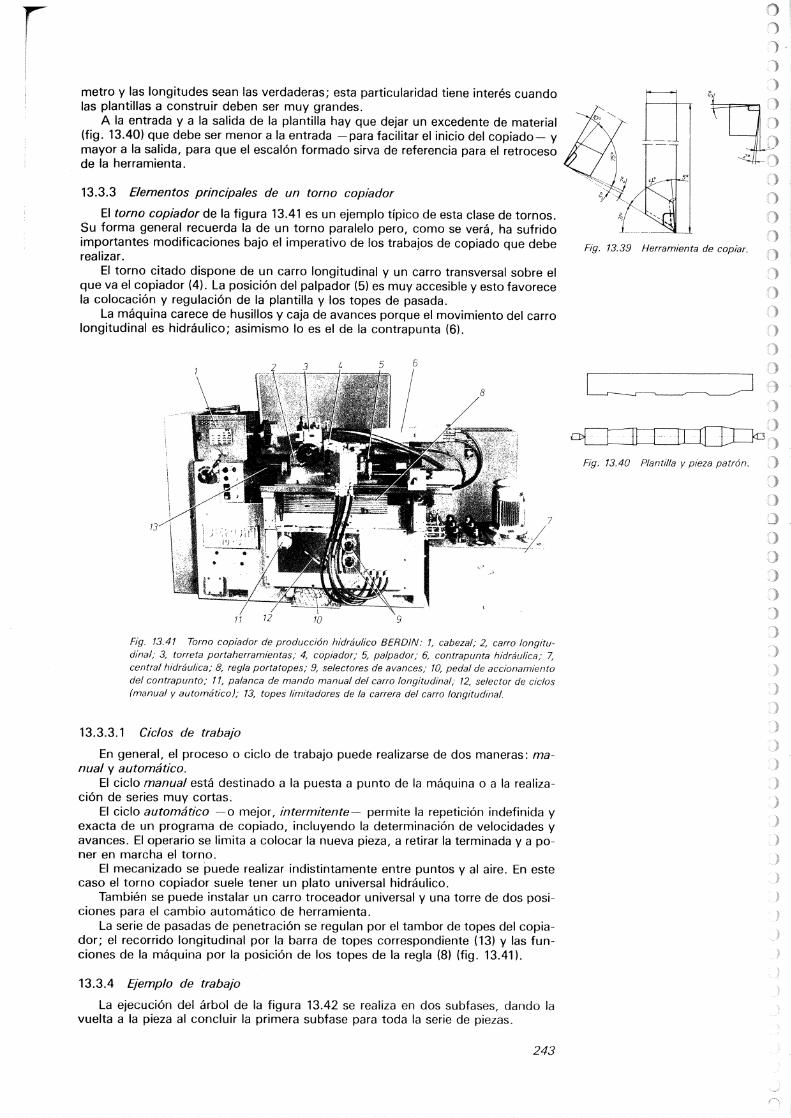
24213.3 .3 Elementos principales de un torno
copiador
24313 .3 .4
Ejemplo de trabajo
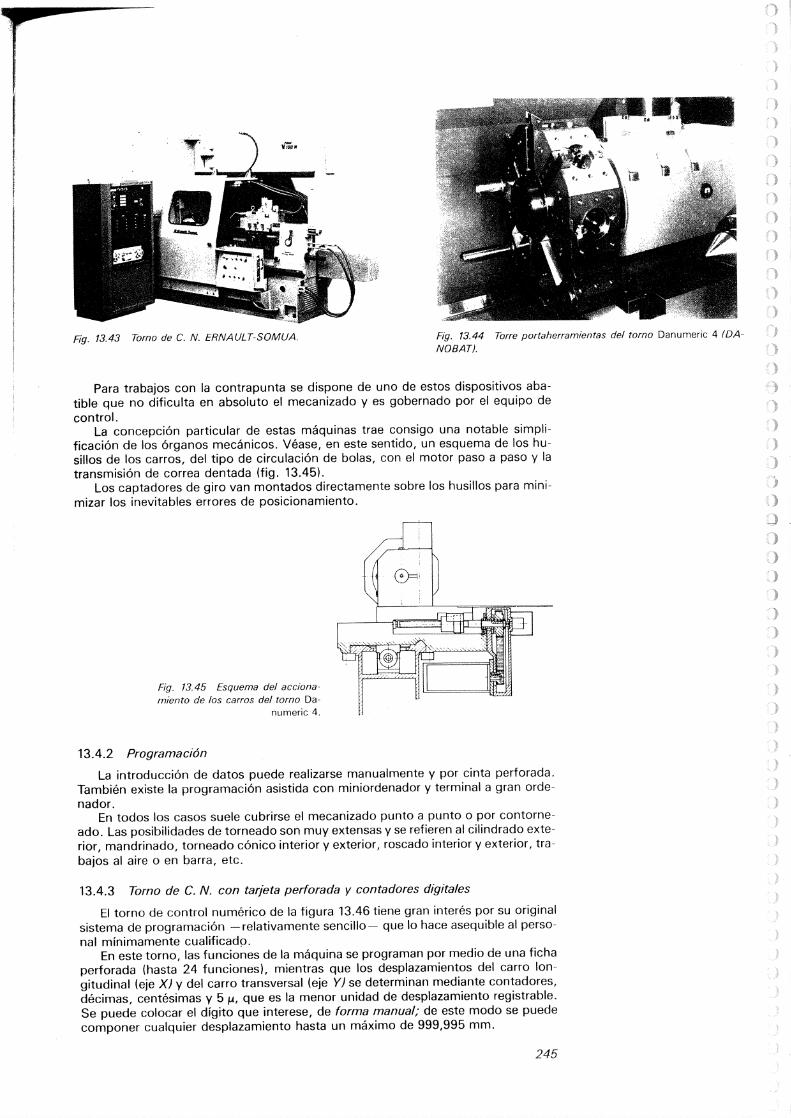
24313.4
Torno de control numérico (C . N.)
24413.4 .1
Detalles constructivos
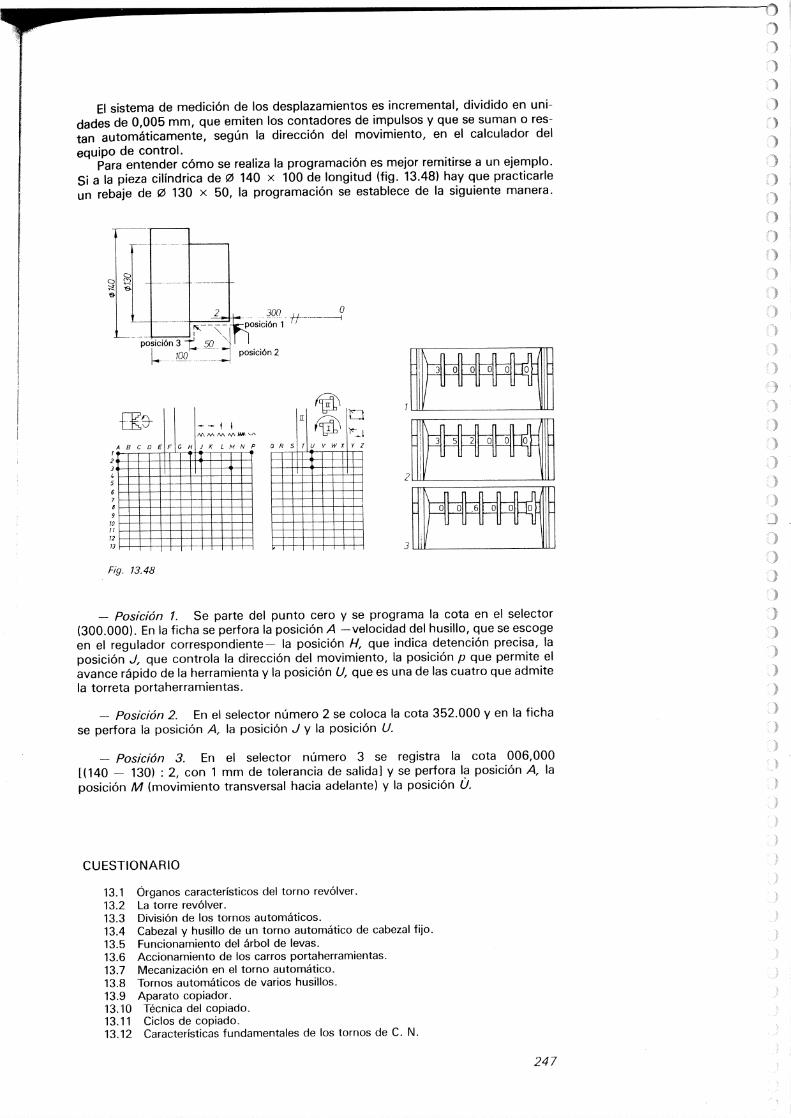
24413.4 .2 Programación
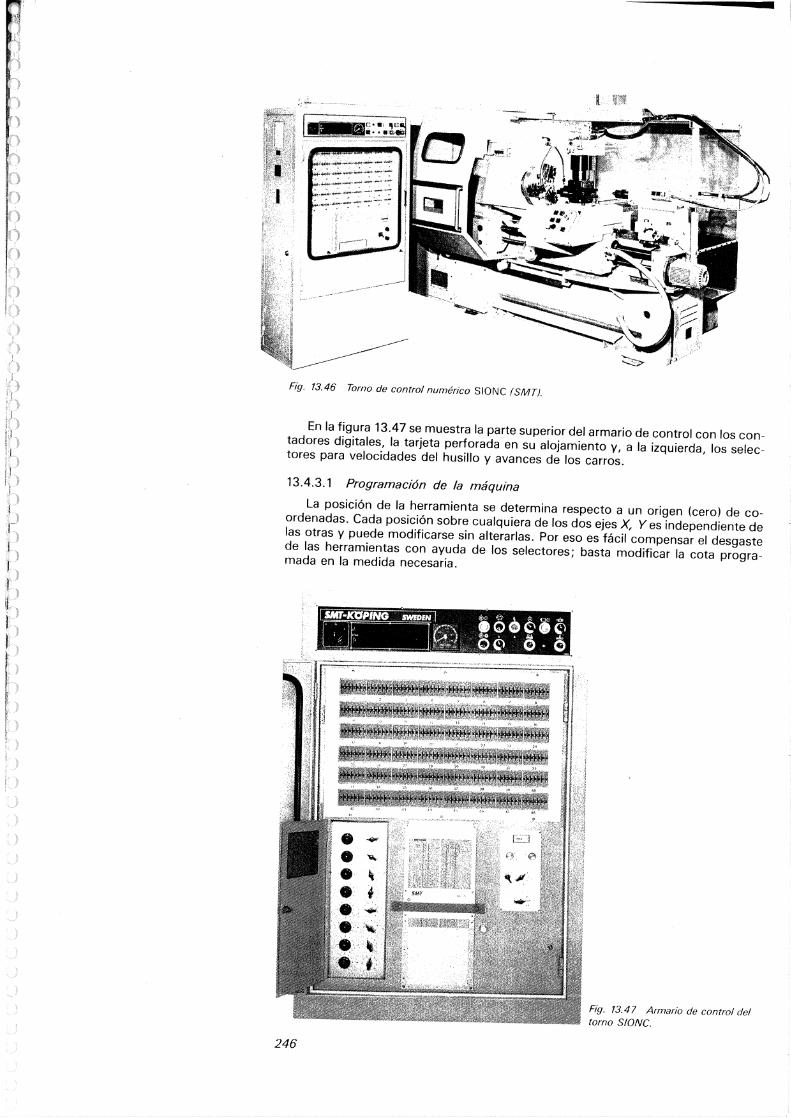
24513 .4 .3
Torno de C. N . con tarjeta perforaday contadores digitales
24513.4 .3 .1
Programación de la má-quina
246
llar ruedas cónicas dediente recto
22012.4.12
Generalidades sobre las ruedas cóni-cas de diente espiral
22112.4 .12.1
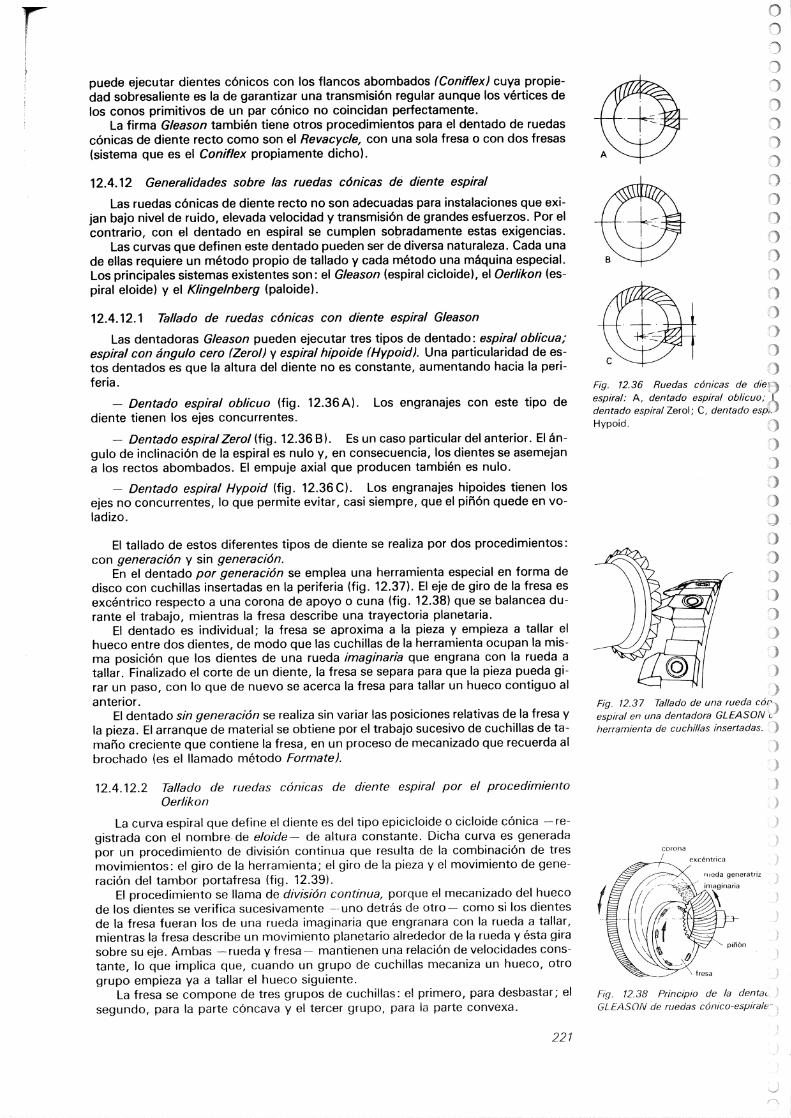
Tallado de ruedas cónicascon diente espiral Glea-son
22112.4 .12.2
Tallado de ruedas cónicasde diente espiral por elprocedimiento Oerlikon
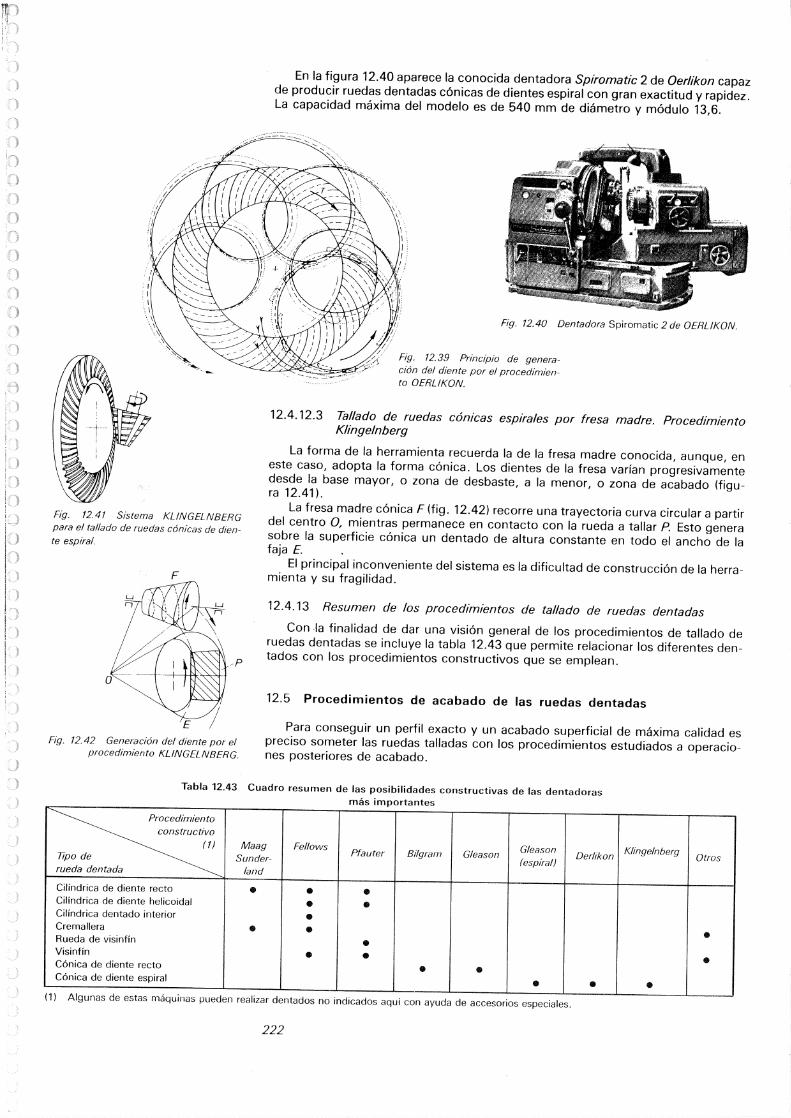
22112.4 .12.3 Tallado de ruedas cóni-
cas espirales por fresamadre . ProcedimientoKlingelnberg
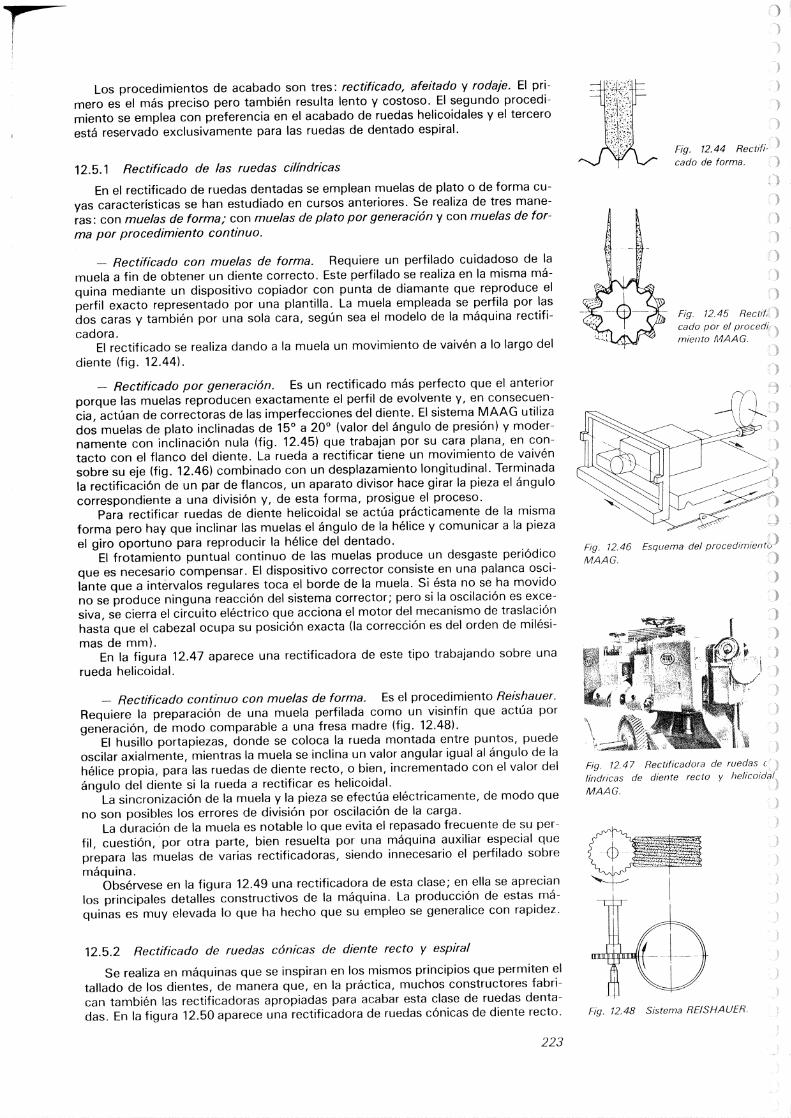
22212.4 .13 Resumen de los procedimientos de
tallado de ruedas dentadas
22212.5
Procedimientos de acabado de las ruedas den-tadas
22212.5 .1
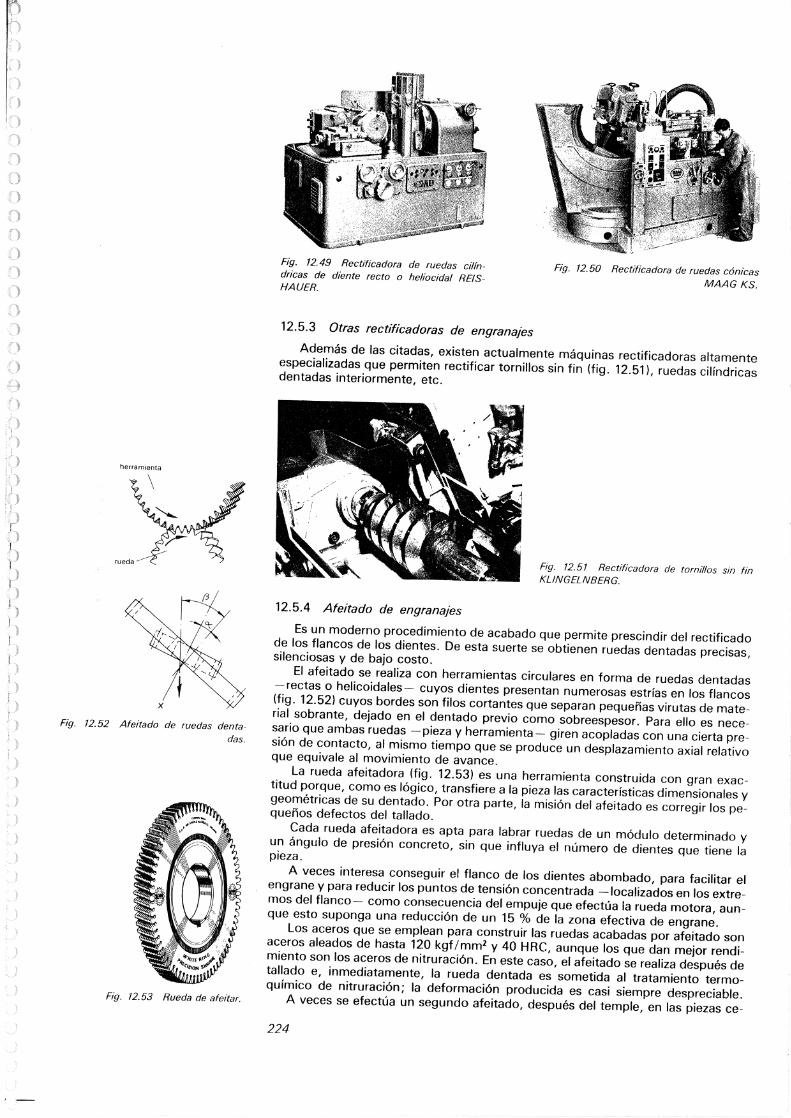
Rectificado de las ruedas cilíndricas
22312.5 .2 Rectificado de ruedas cónicas de
diente recto y espiral
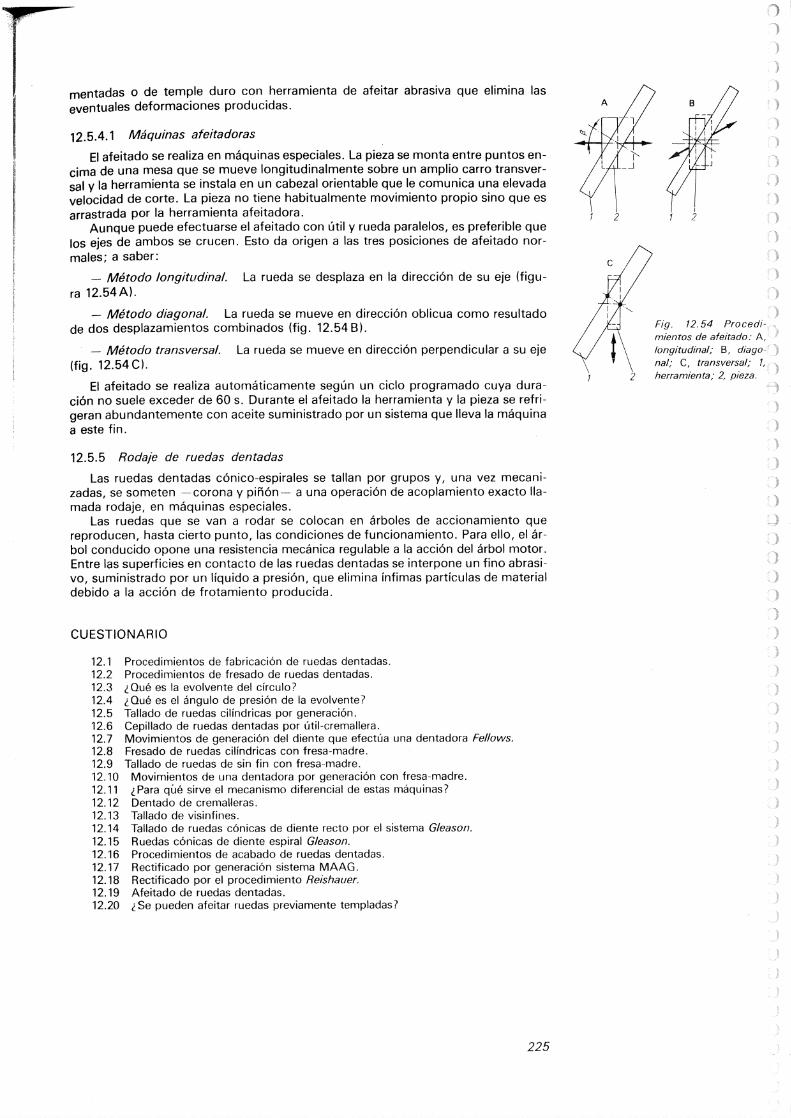
22312.5 .3 Otras rectificadoras de engranajes 22412 .5 .4
Afeitado de engranajes
22412.5 .5
Rodaje de ruedas dentadas
225
Mandrinadora, punteadora y taladradora . . . . . . . .
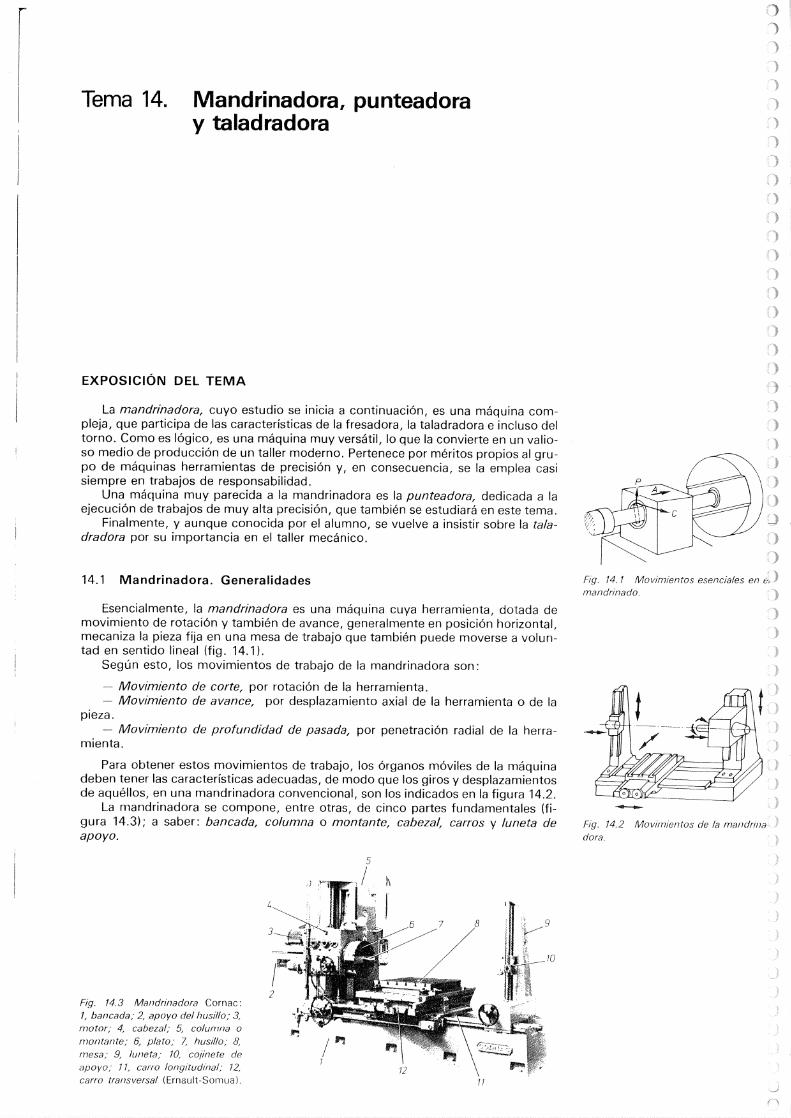
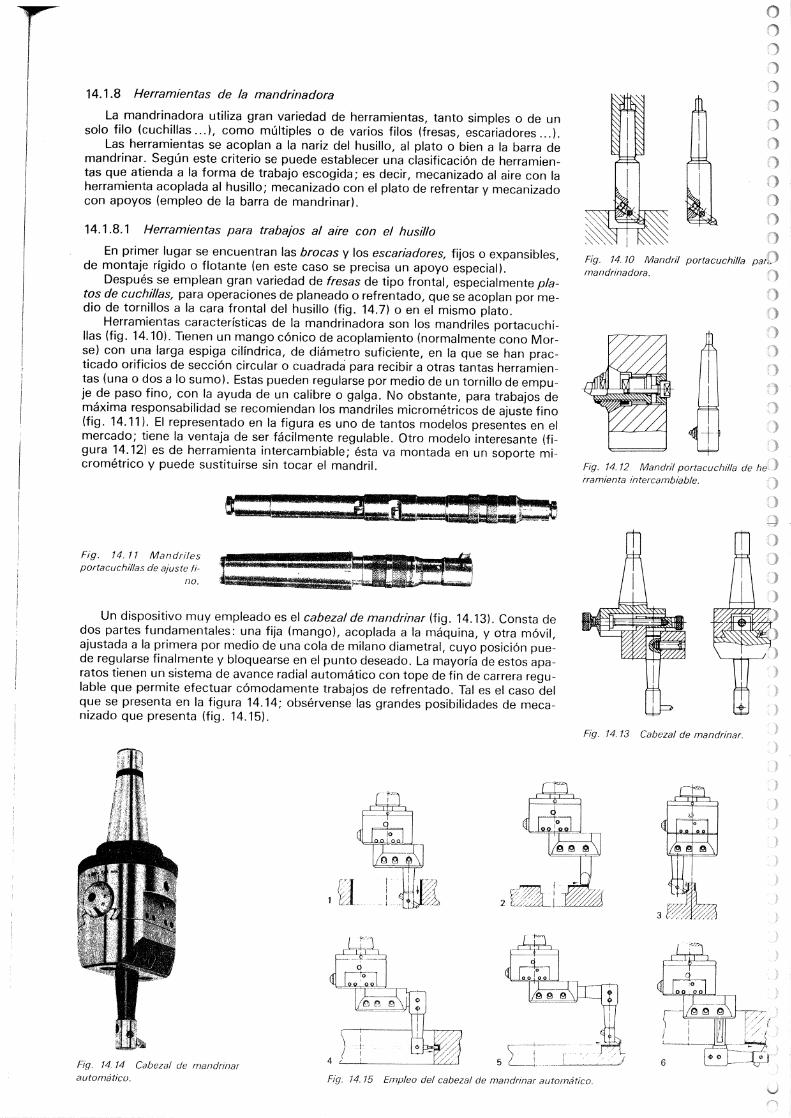
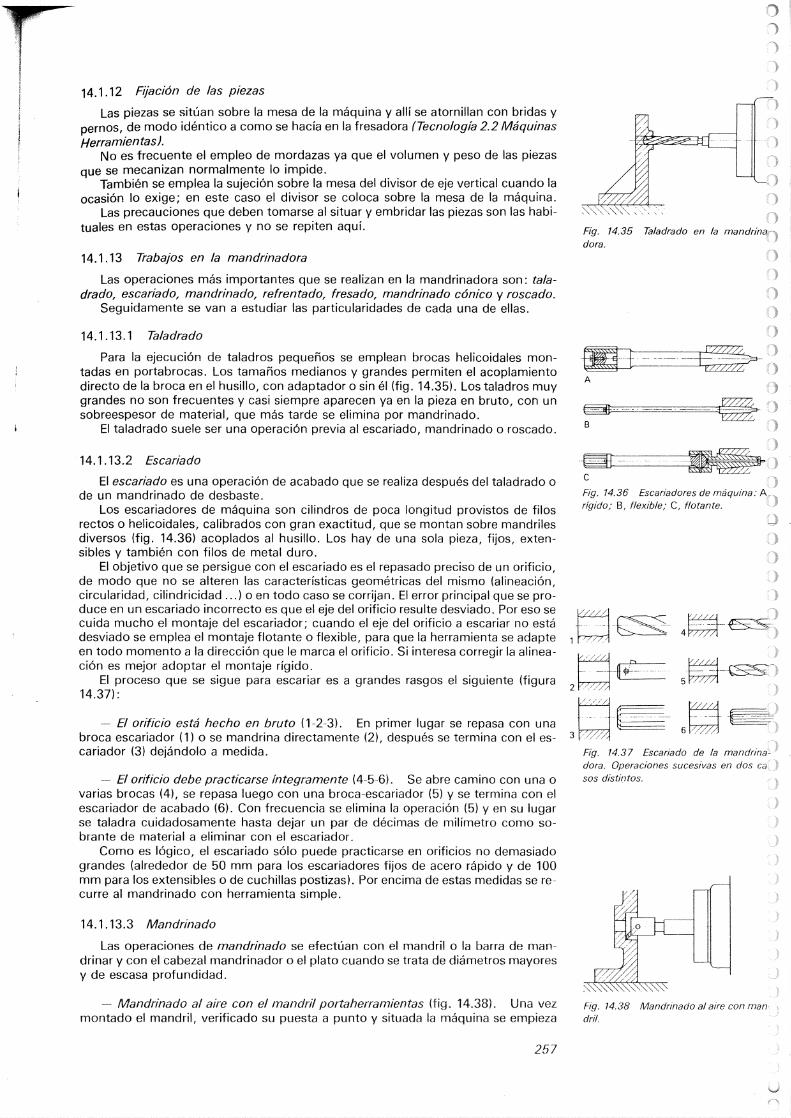
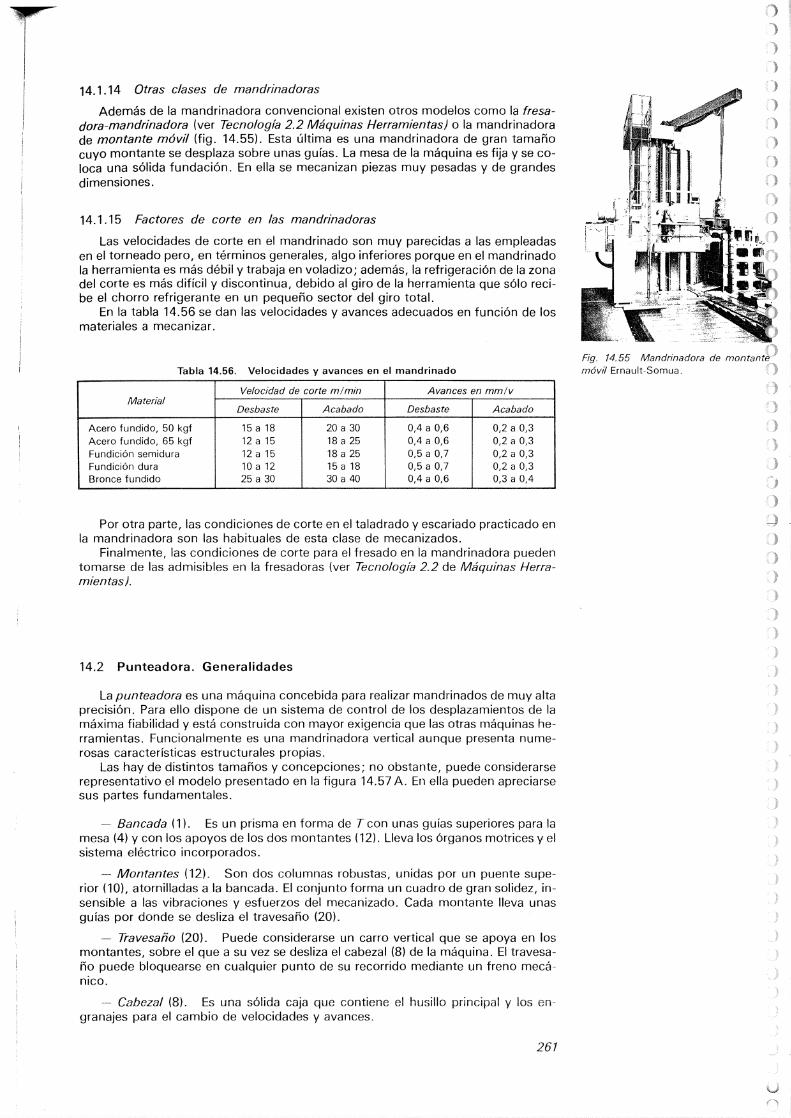
24914.1
Mandrinadora . Generalidades
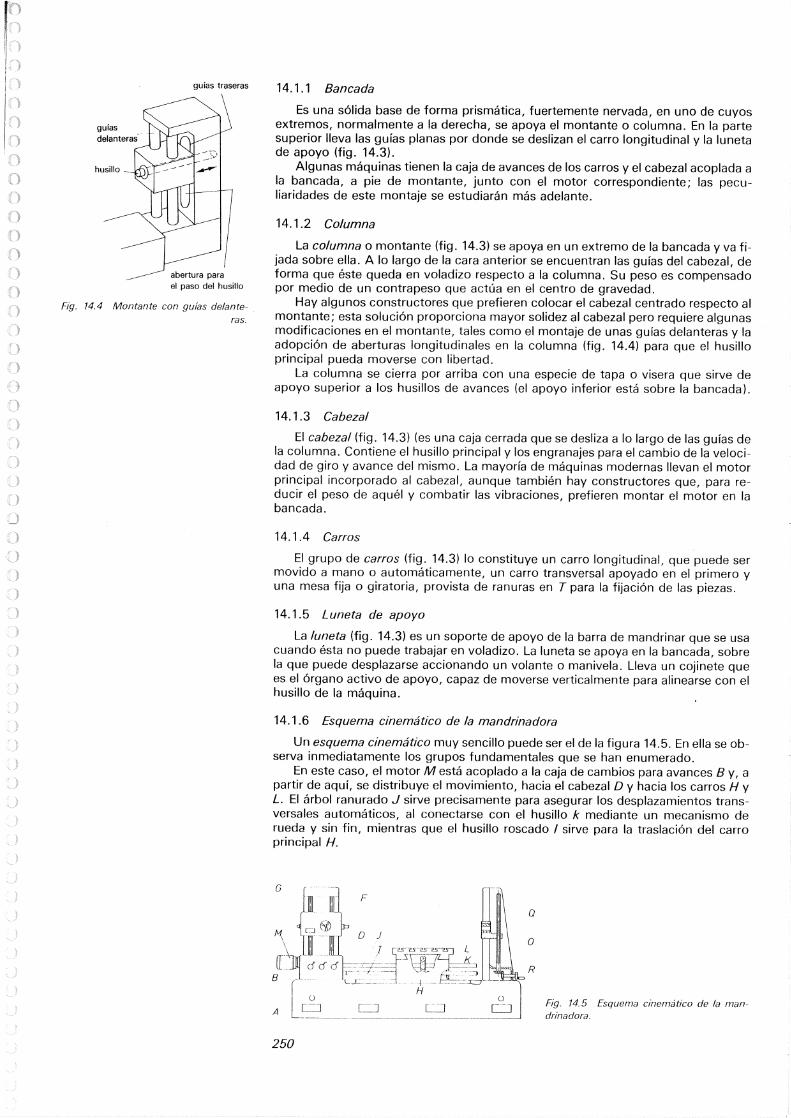
24914.1 .1 Bancada
25014.1 .2 Columna
250
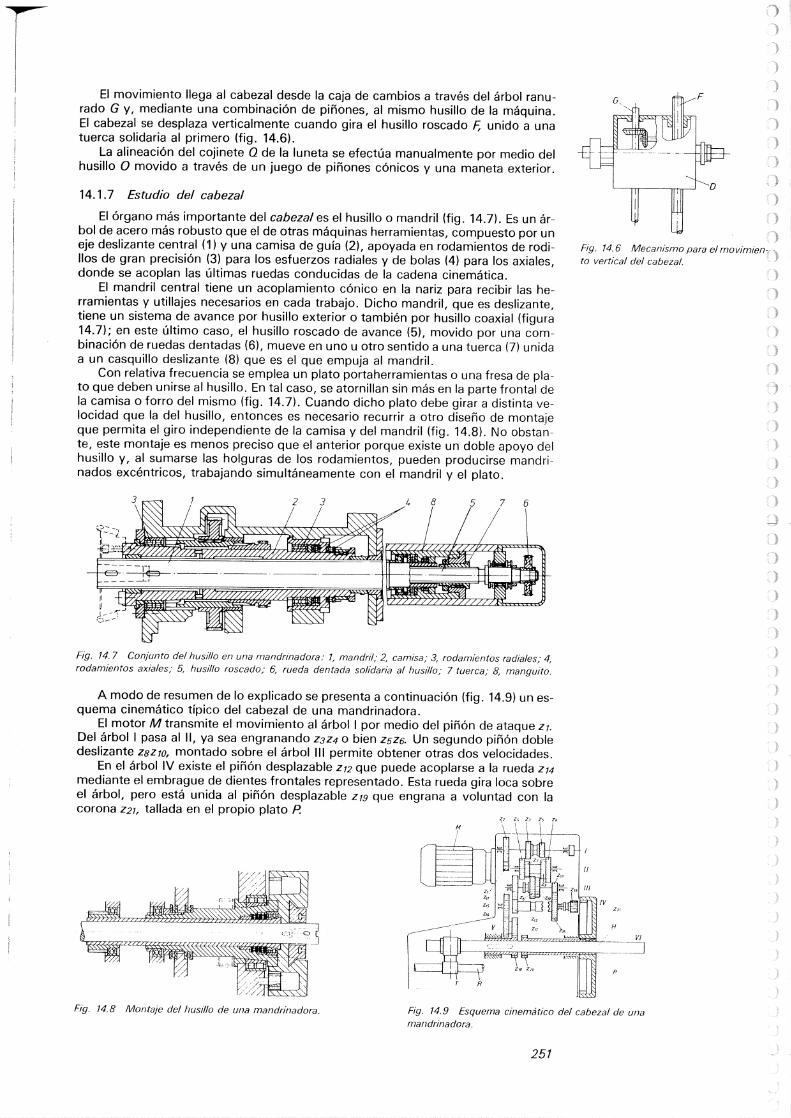
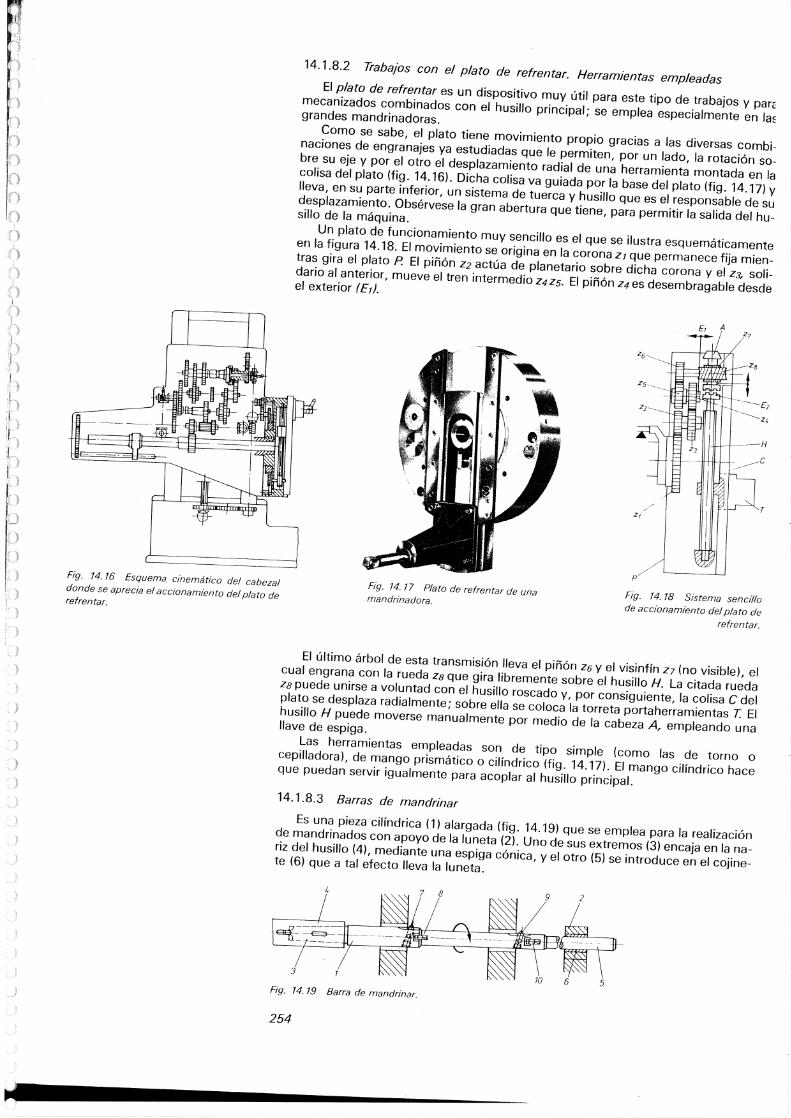
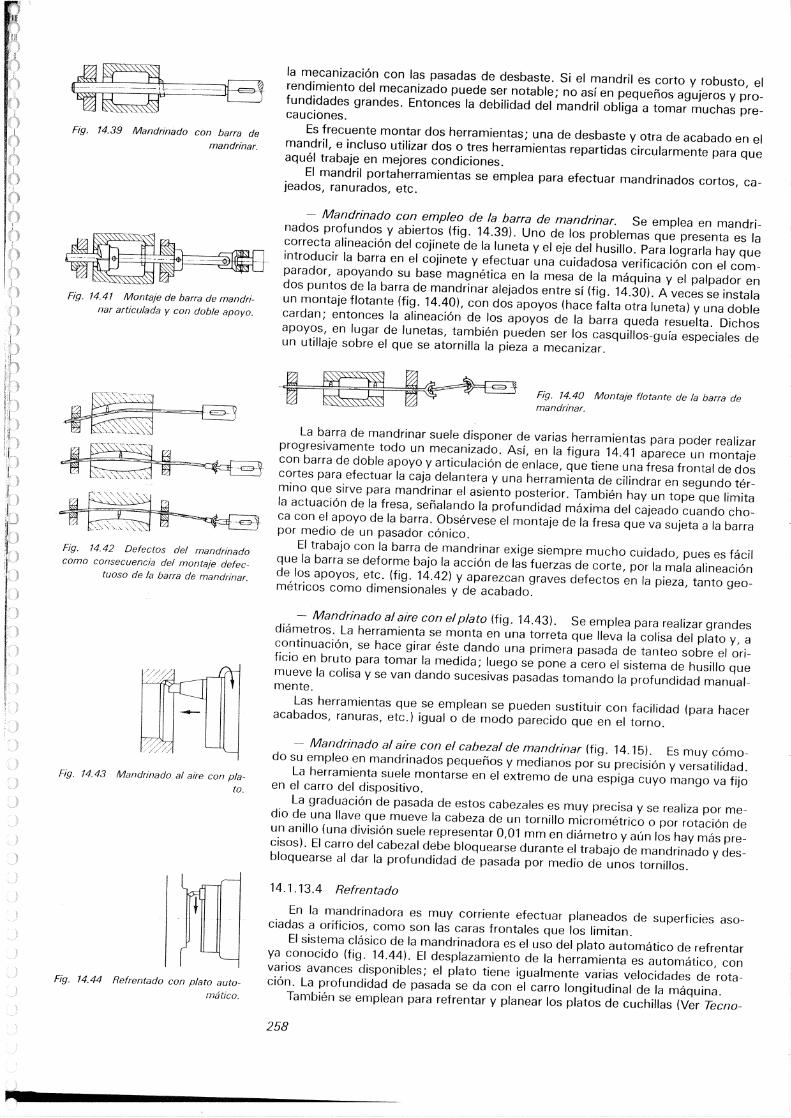
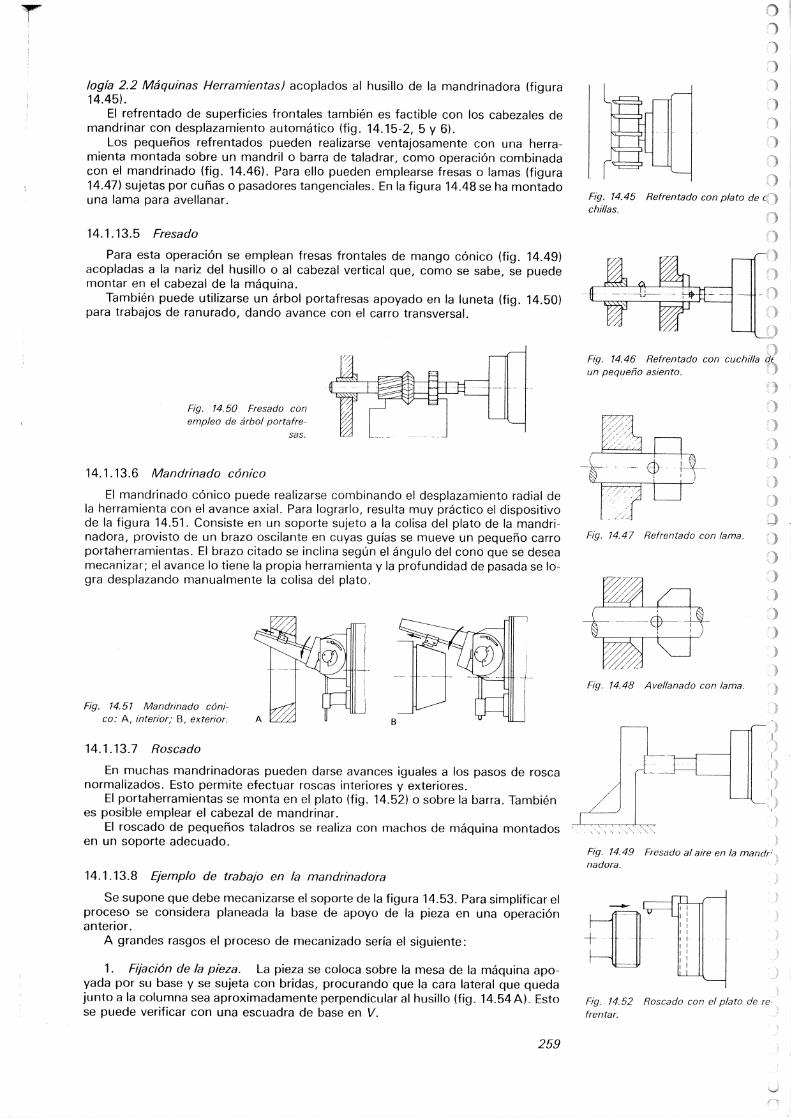
14.2
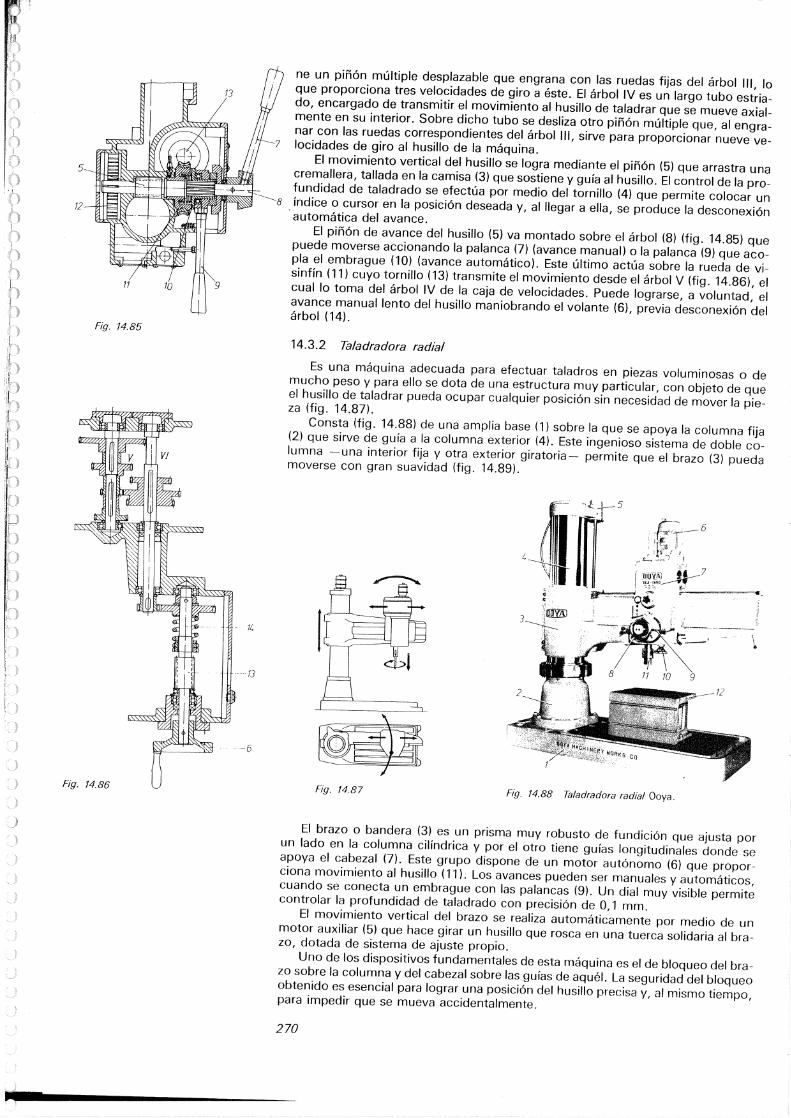
14 .3
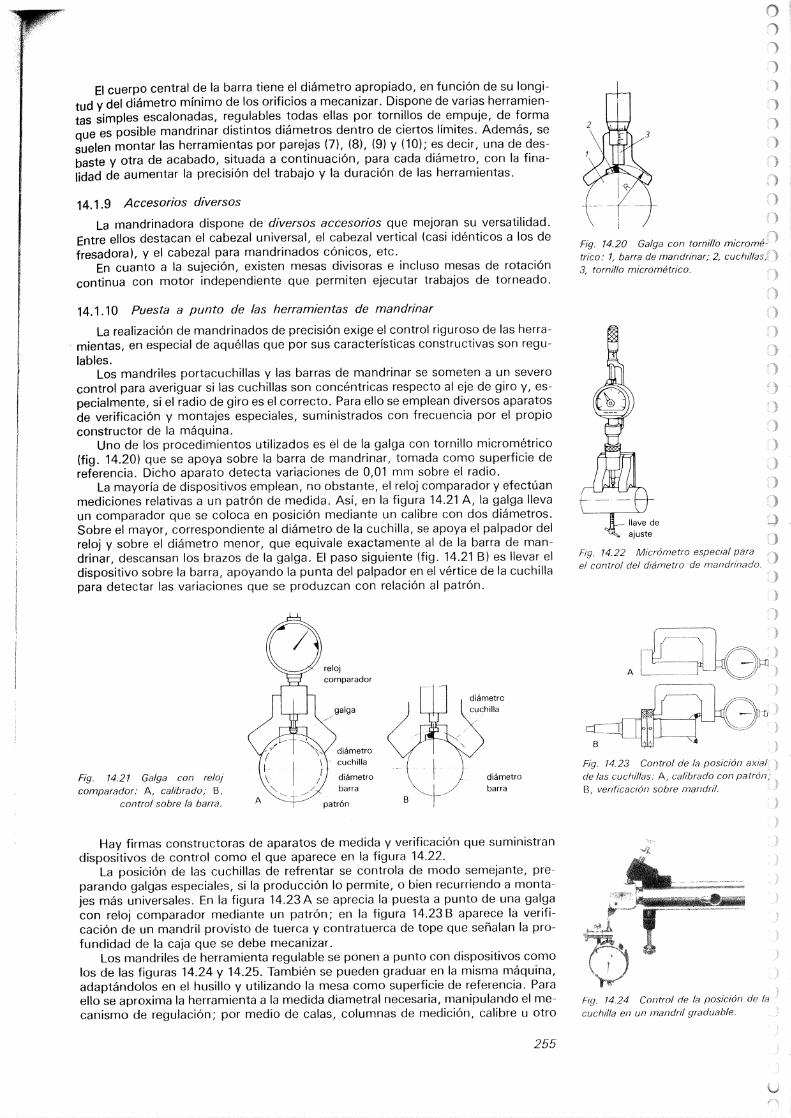
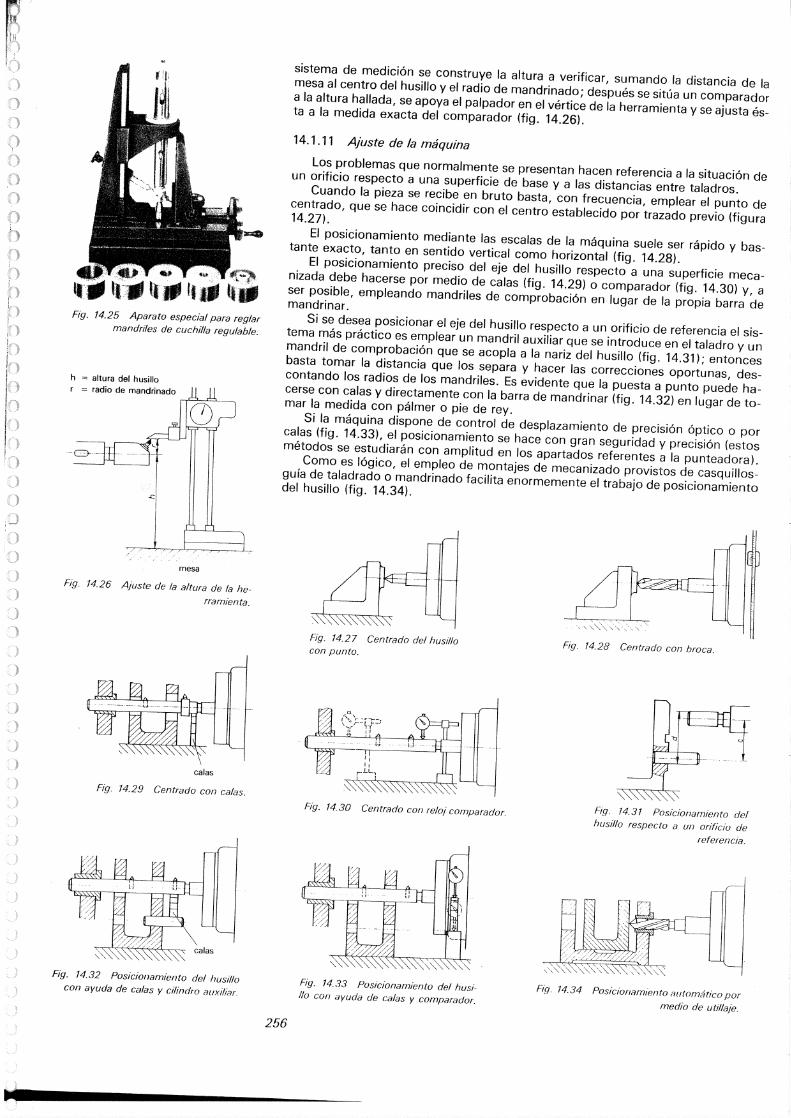
CabezalCarrosLuneta de apoyoEsquema cinemático de la mandrina-doraEstudio del cabezalHerramientas de la mandrinadoraAccesorios diversosPuesta a punto .d e las herramientasde mandrinarAjuste de la máquinaFijación de las piezasTrabajos en la mandrinadoraOtras clases de mandrinadorasFactores de corte en las mandrina-doras
Punteadora .14 .2 .114 .2 .214 .2 .314 .2 .414 .2 .514 .2 .6
14 .1 .314 .1 .414 .1 .514 .1 .6
14 .1 .714 .1 .814 .1 .914 .1 .10
14 .1 .1114 .1 .1214 .1 .1314 .1 .1414 .1 .15
14 .2 .7
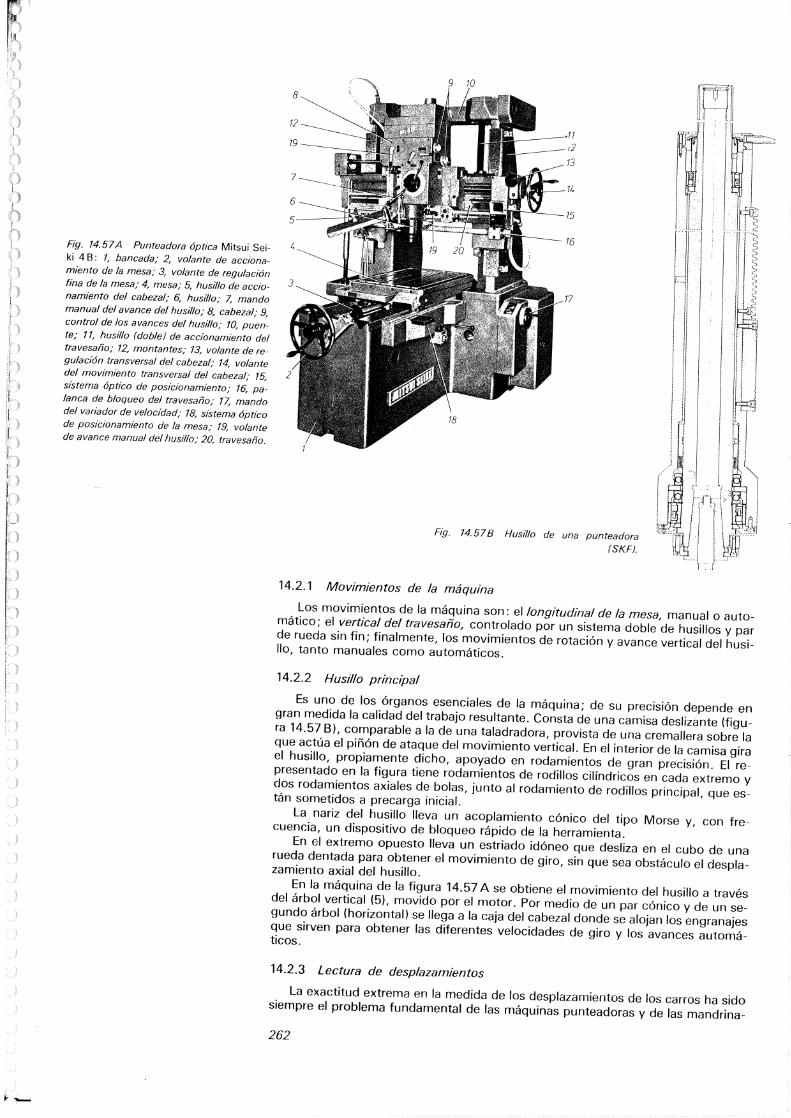
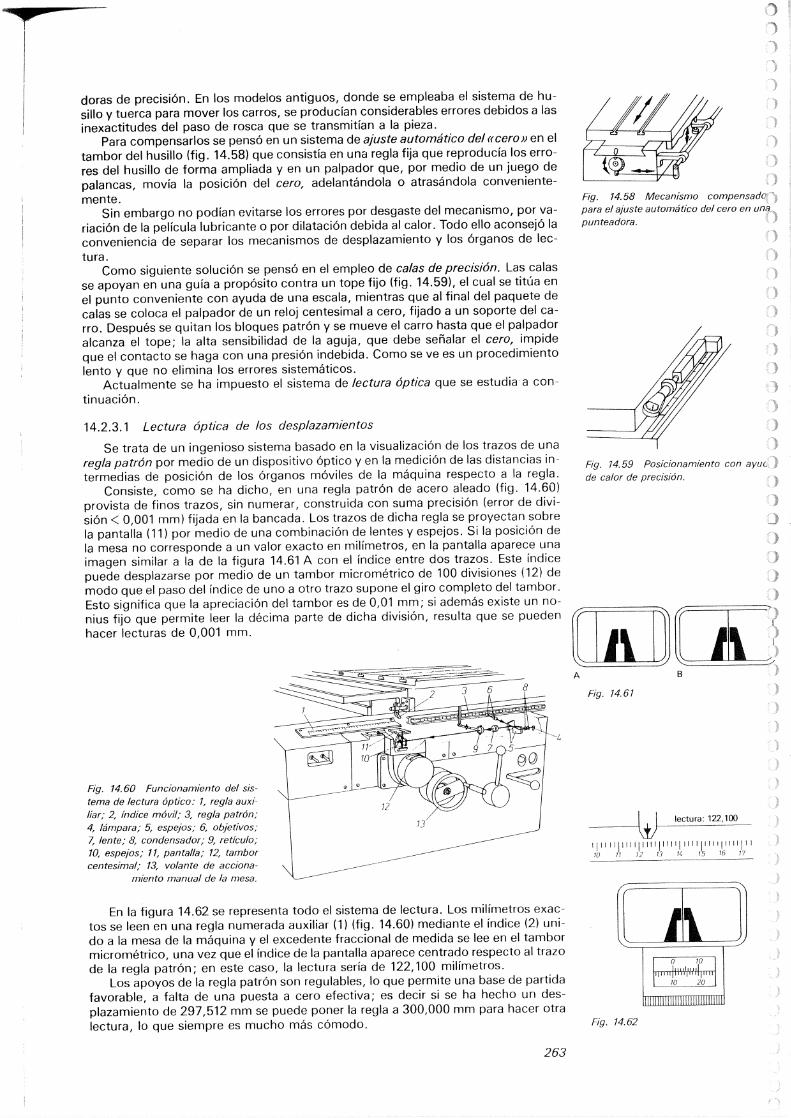
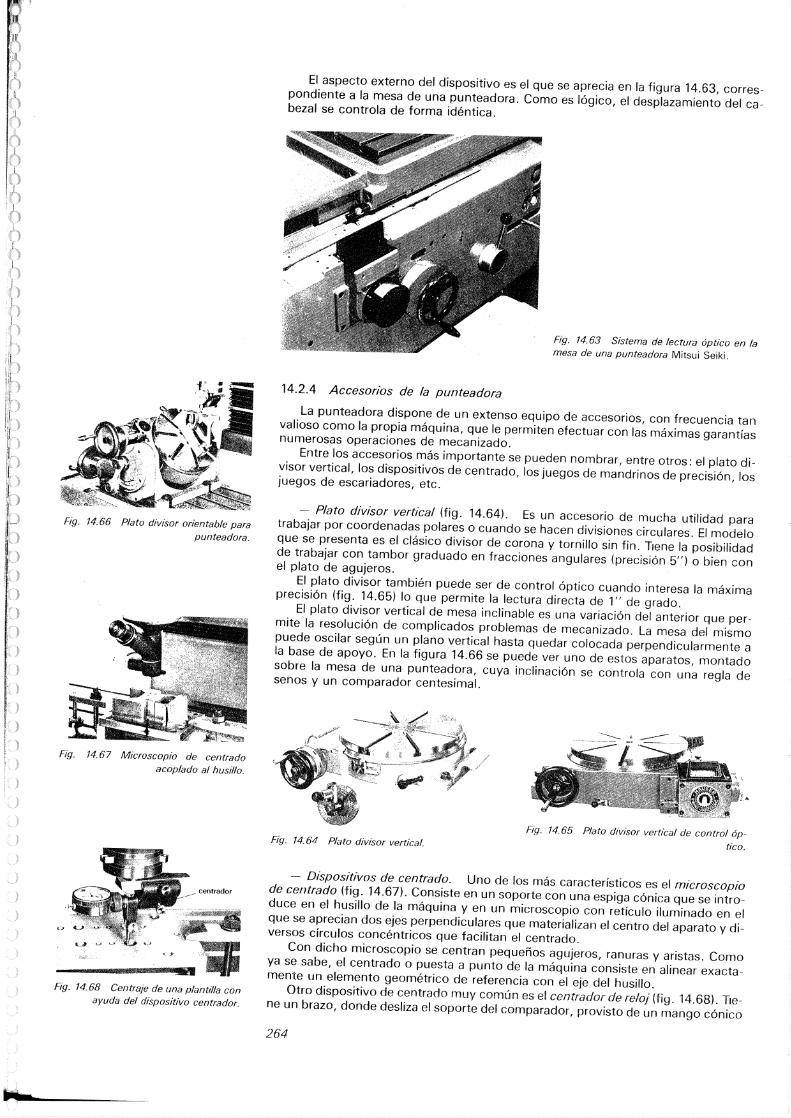
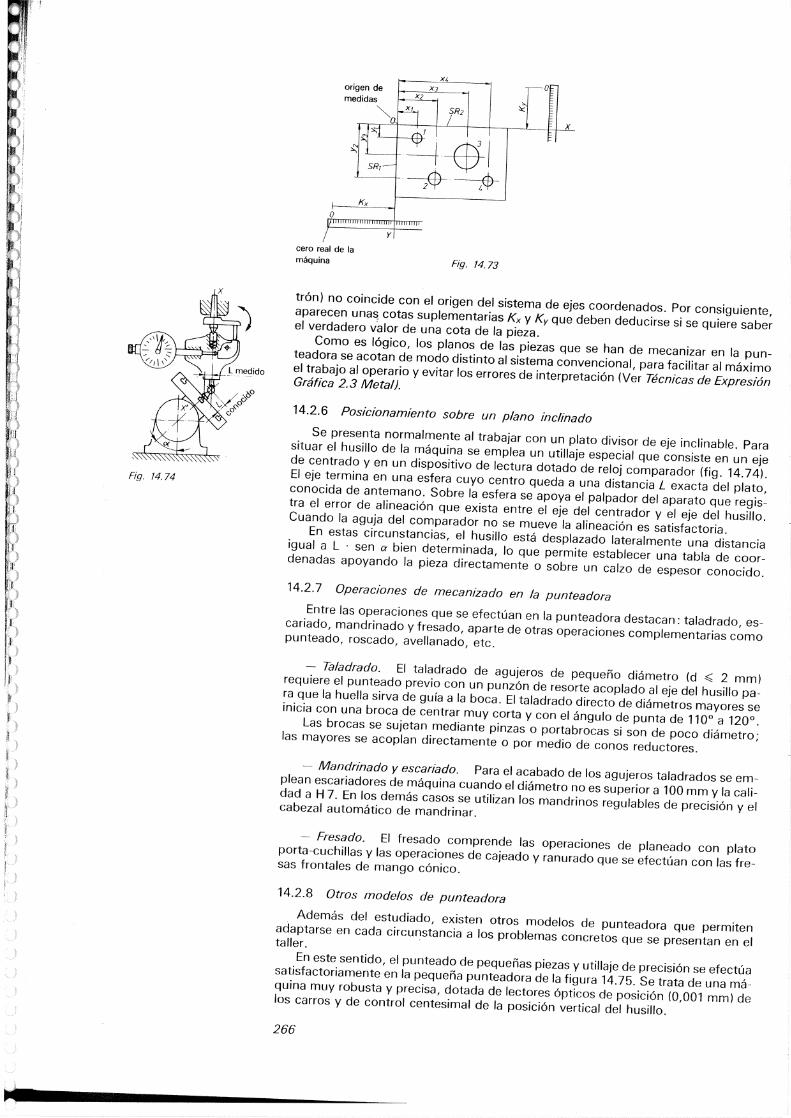
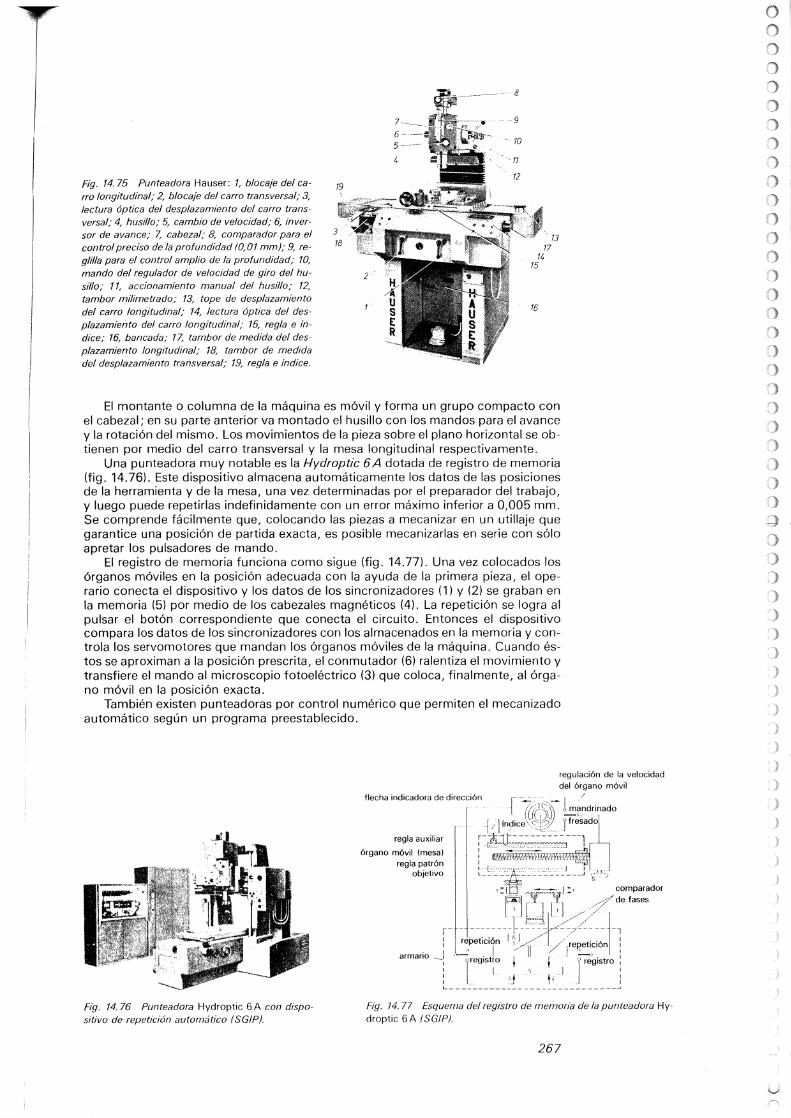
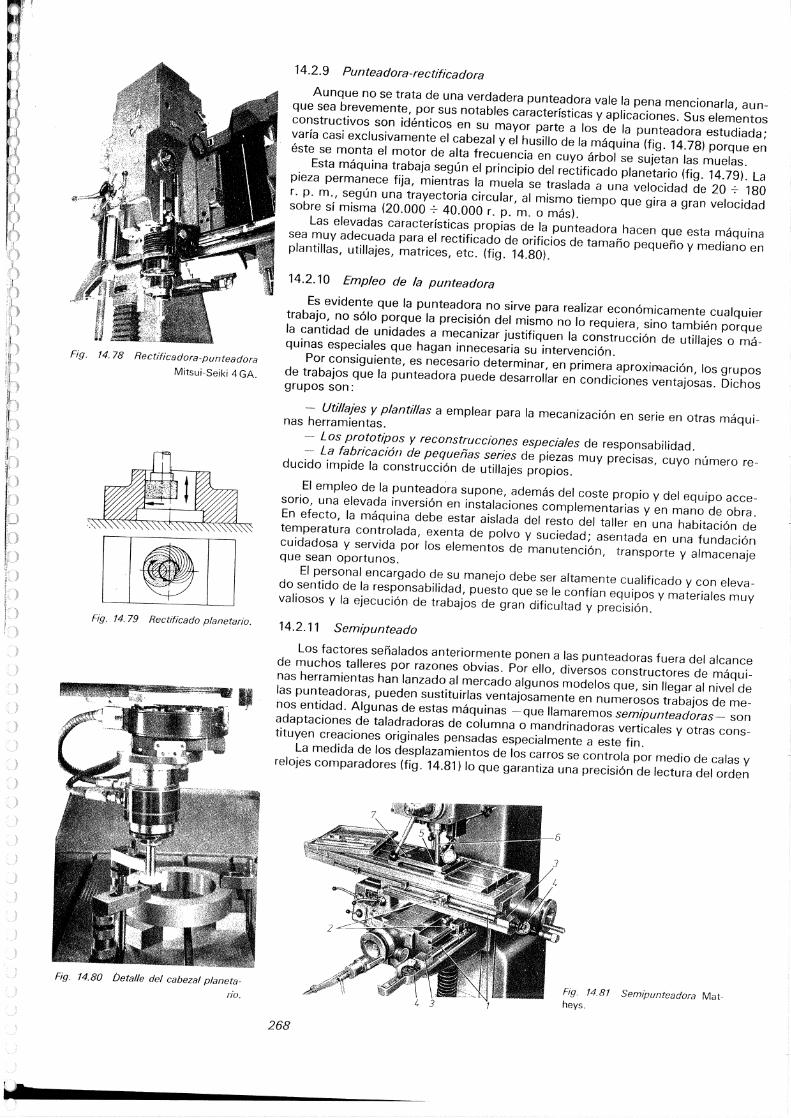
GeneralidadesMovimientos de la máquinaHusillo principalLectura de desplazamientosAccesorios de la punteadoraSistema de trabajo de la punteadoraPosicionamiento sobre un plano incli-nadoOperaciones de mecanizado en lapunteadoraOtros modelos de punteadoraPunteadora-rectificadoraEmpleo de la punteadora
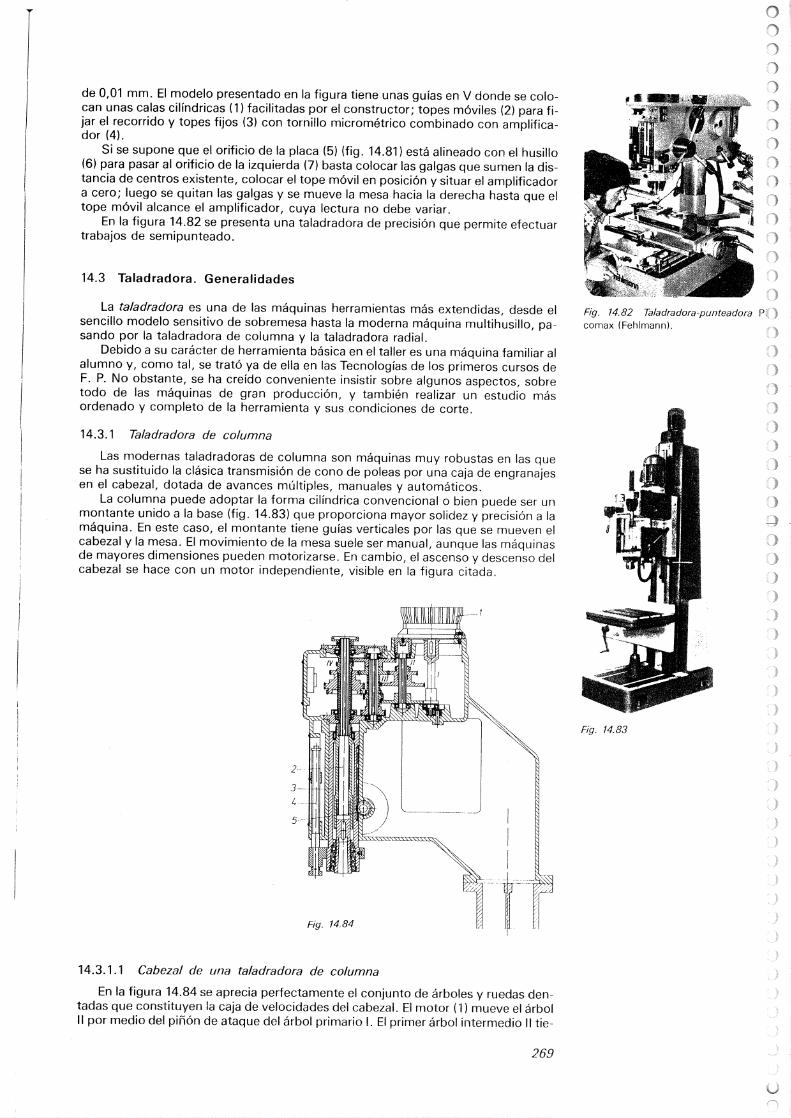
14 .2 .814 .2 .914 .2 .10Taladradora . Generalidades14 .3 .1
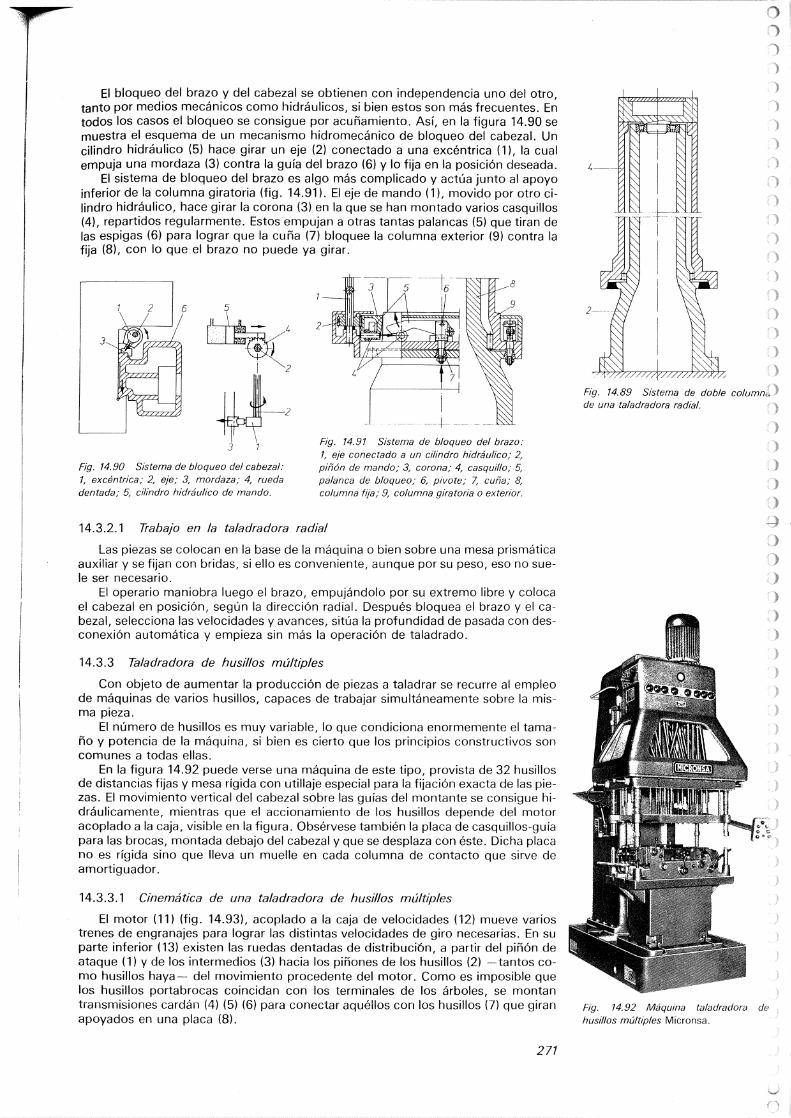
Taladradora de columna14 .3 .2
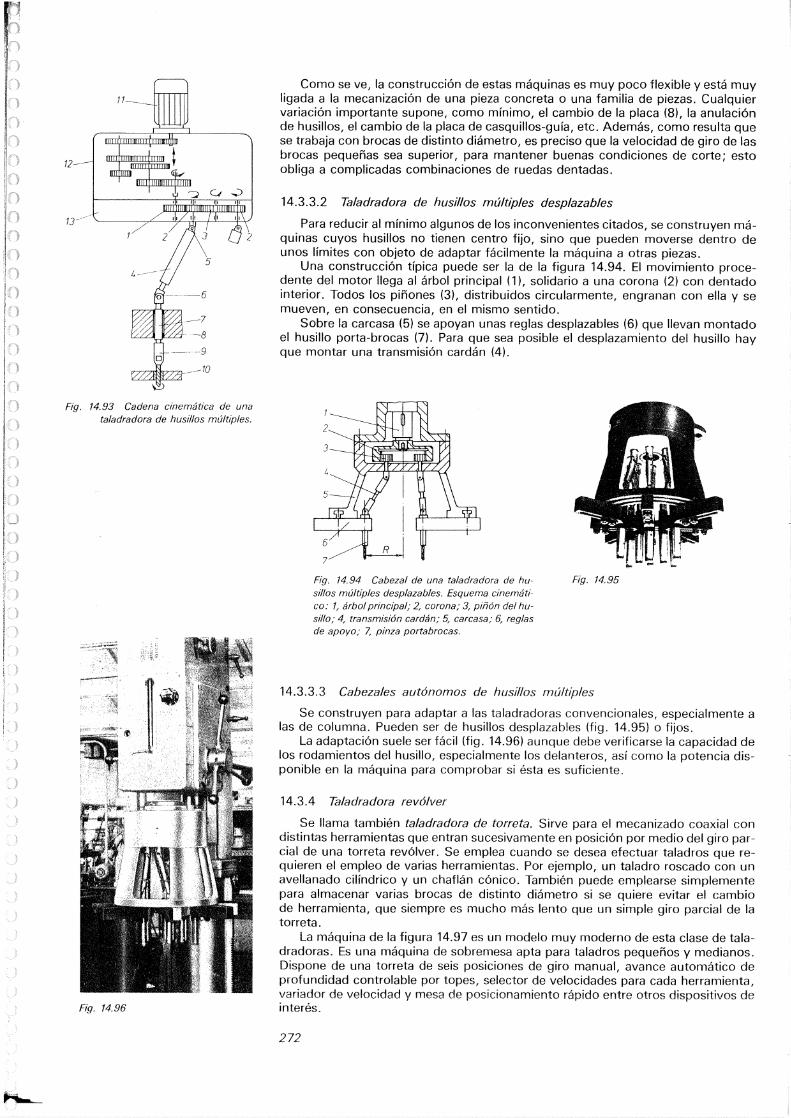
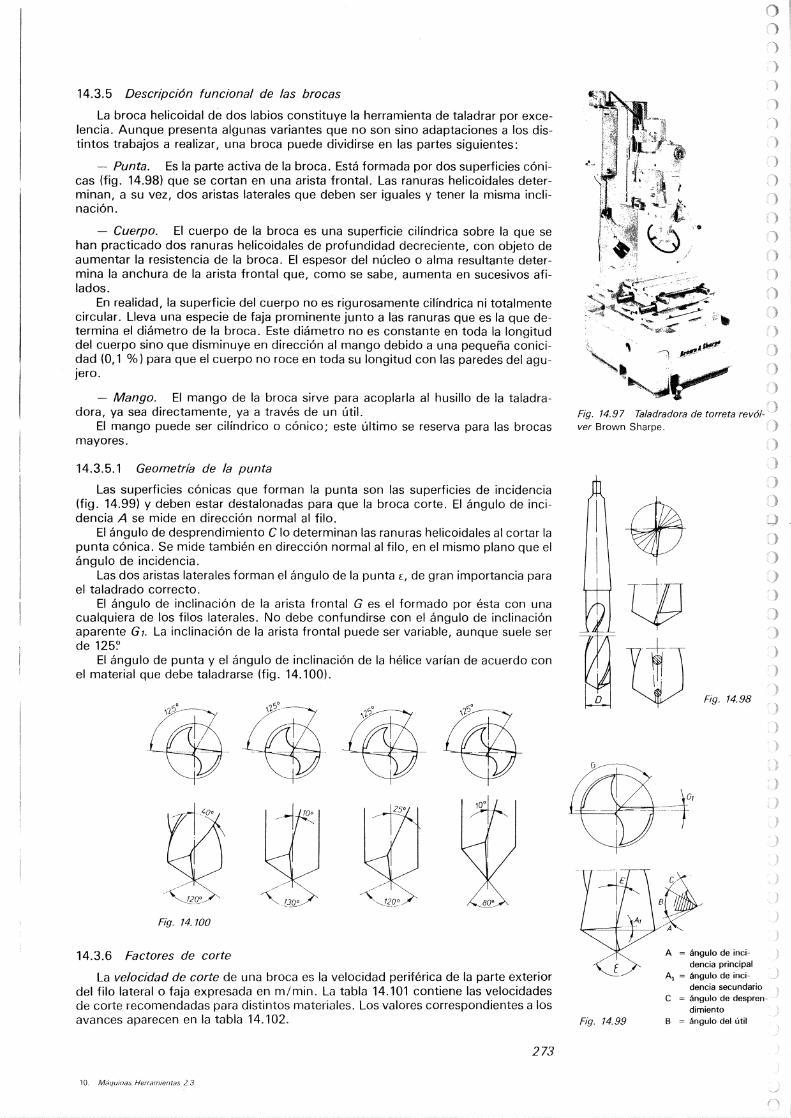
Taladradora radial14 .3 .314 .3 .414 .3 .514 .3 .614 .3 .714 .3 .8
Taladradora de husillos múltiplesTaladradora revólverDescripción funcional de las brocasFactores de corteFuerzas de corte en el taladradoPotencia de corte
13
250250250
250251253255
255256257257261
261261262262262264265
266
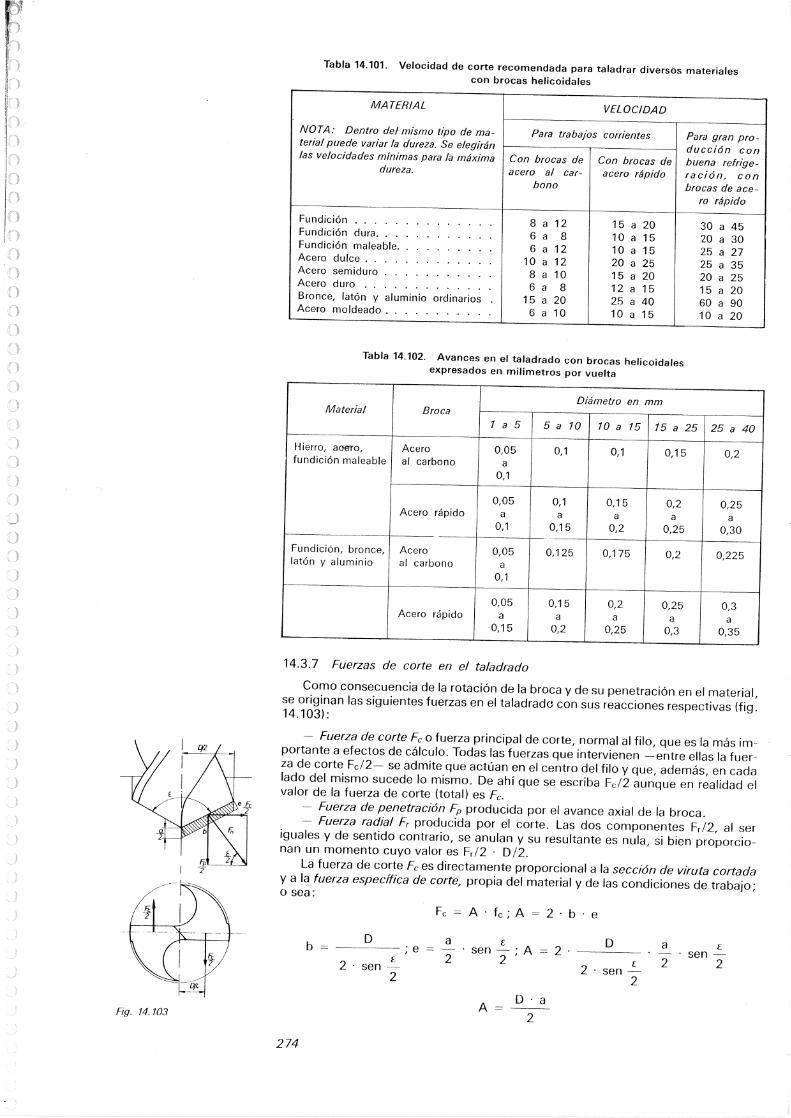
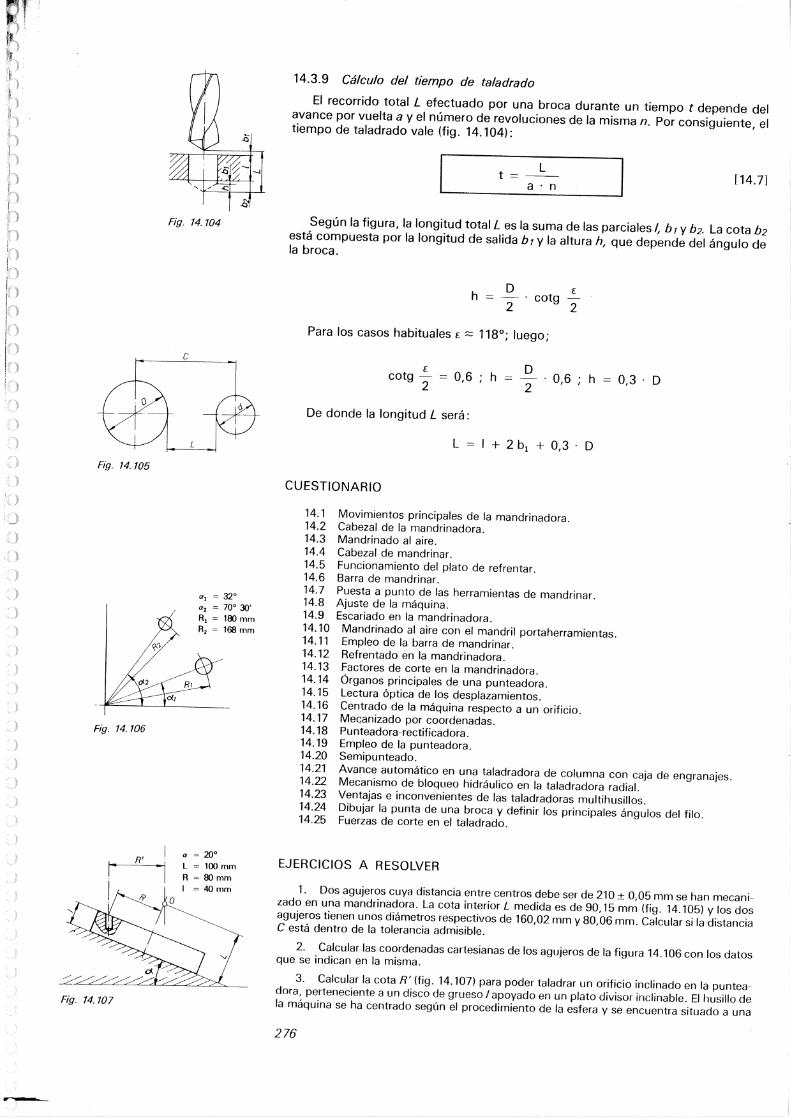
266266268268269269270271272273273274275
15 .
Cepilladora, mortajadora y brochadora . . . . . . . . . .
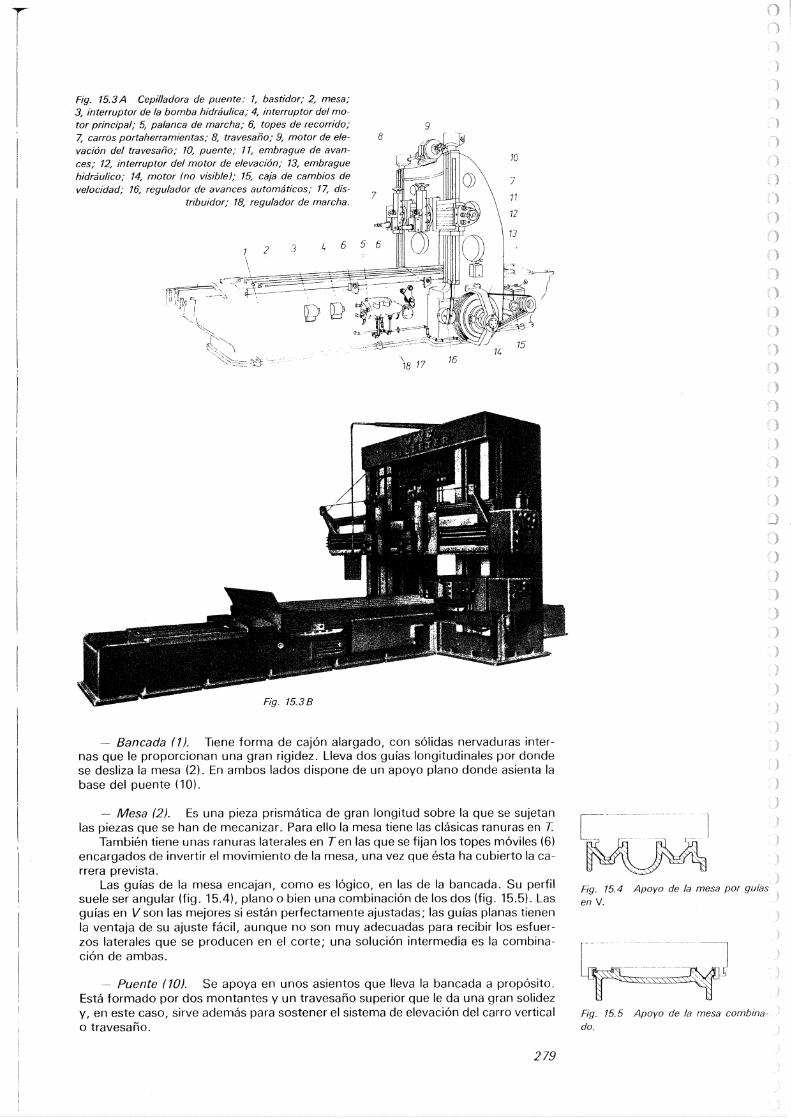
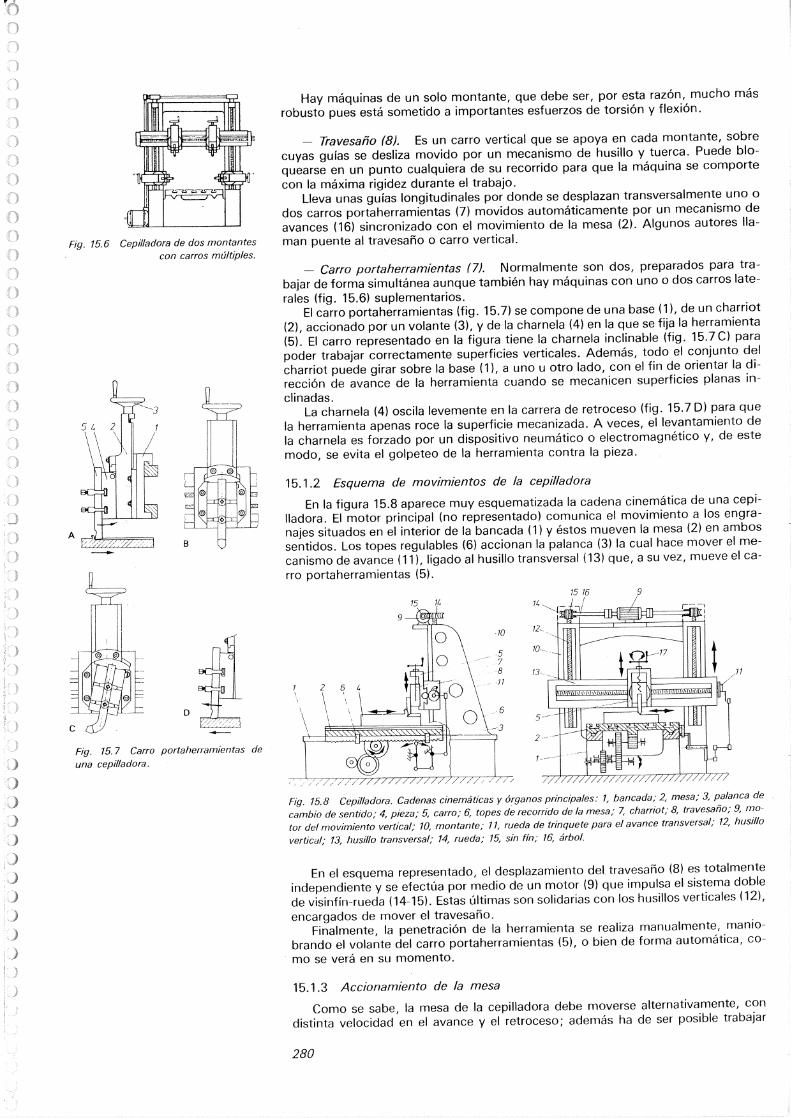
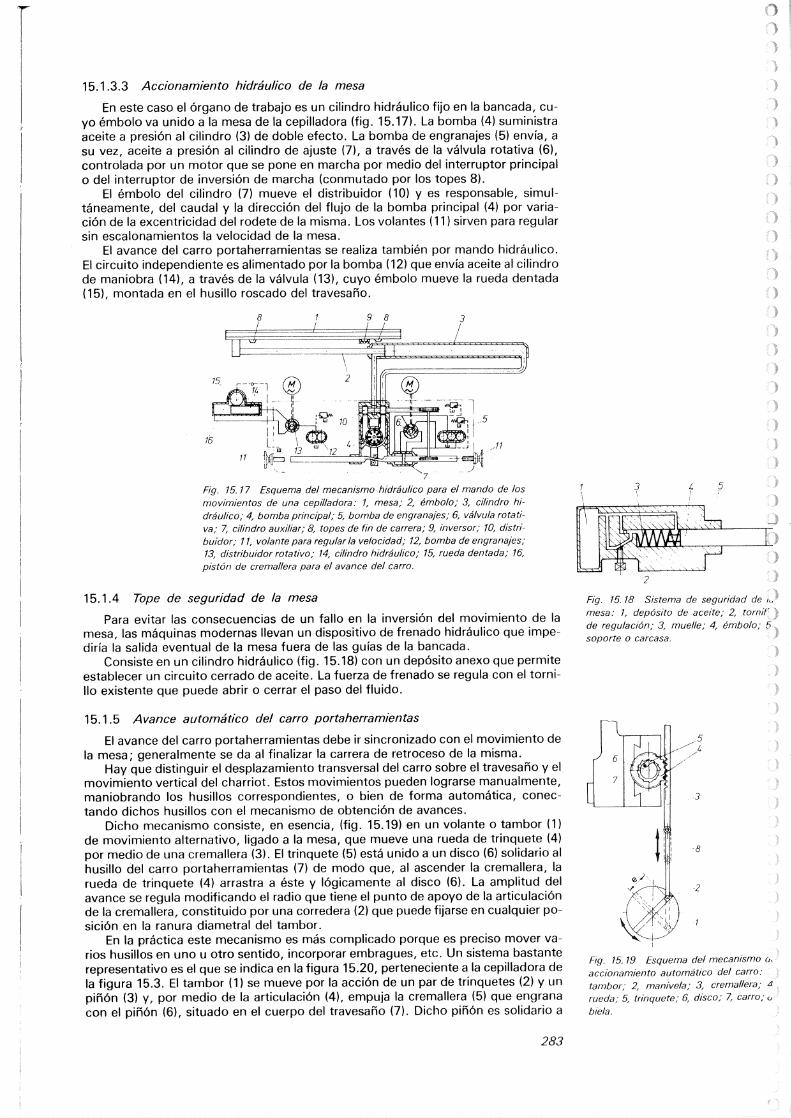
27815.1
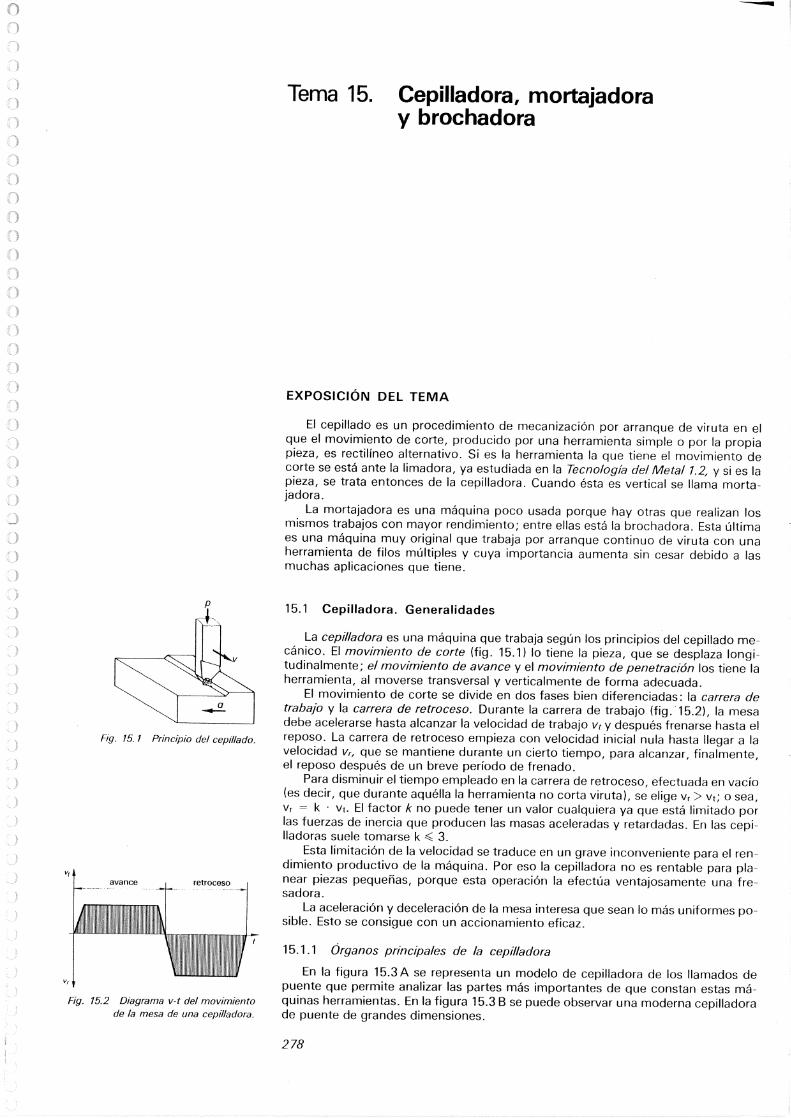
Cepilladora. Generalidades
27815.1 .1
órganos principales de la cepilladora
27815.1 .2
Esquema de movimientos de la cepi-lladora
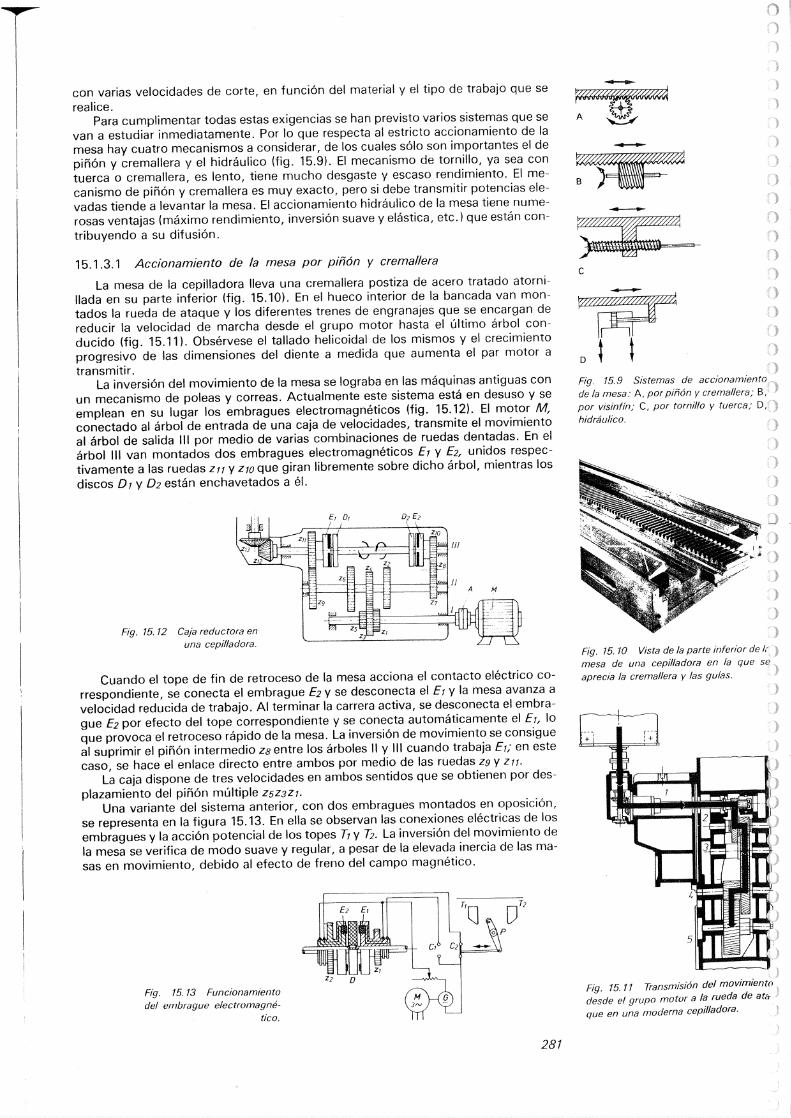
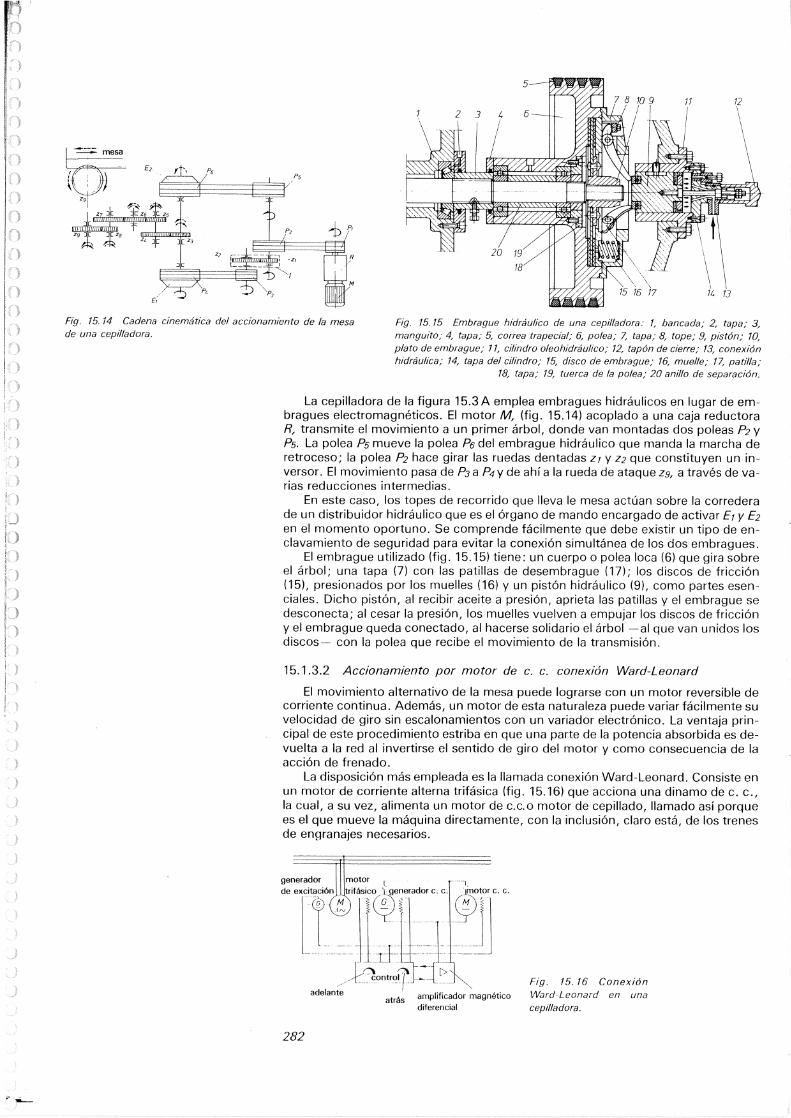
15 .1 .3
Accionamiento de la mesa15 .1 .4
Tope de seguridad de la mesa15 .1 .5
Avance automático del carro porta-herramientas
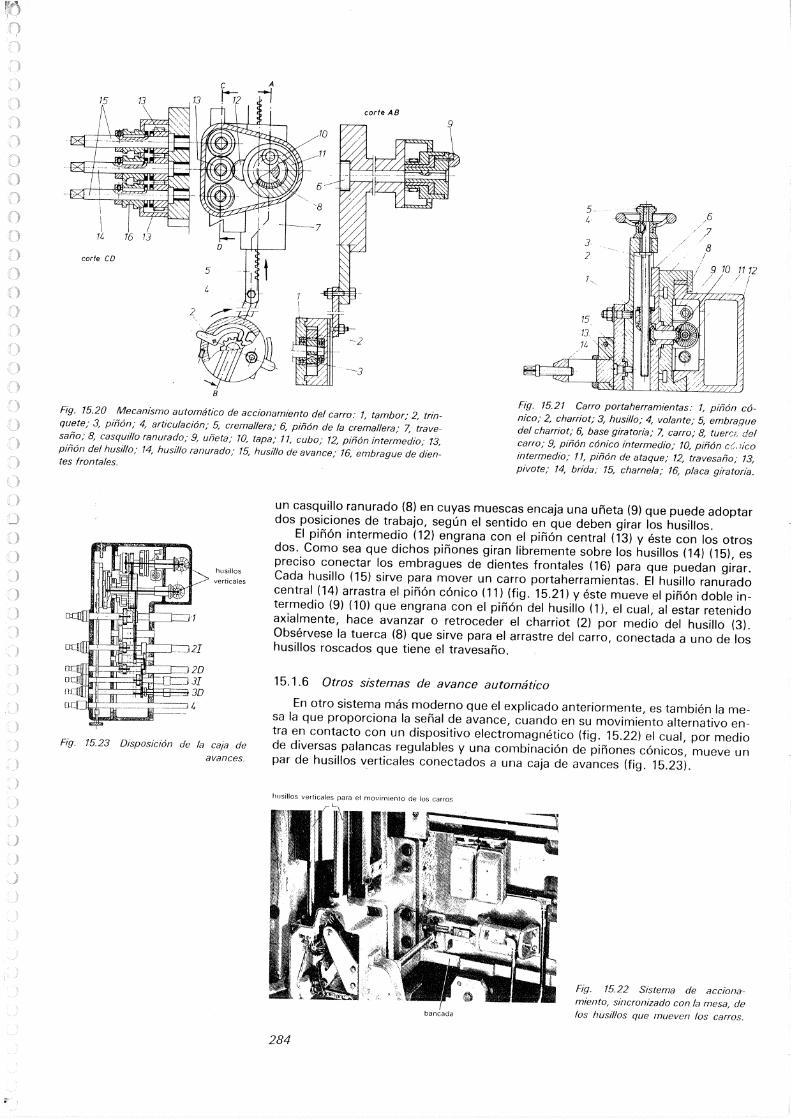
15 .1 .6 Otros sistemas de avance automá-tico
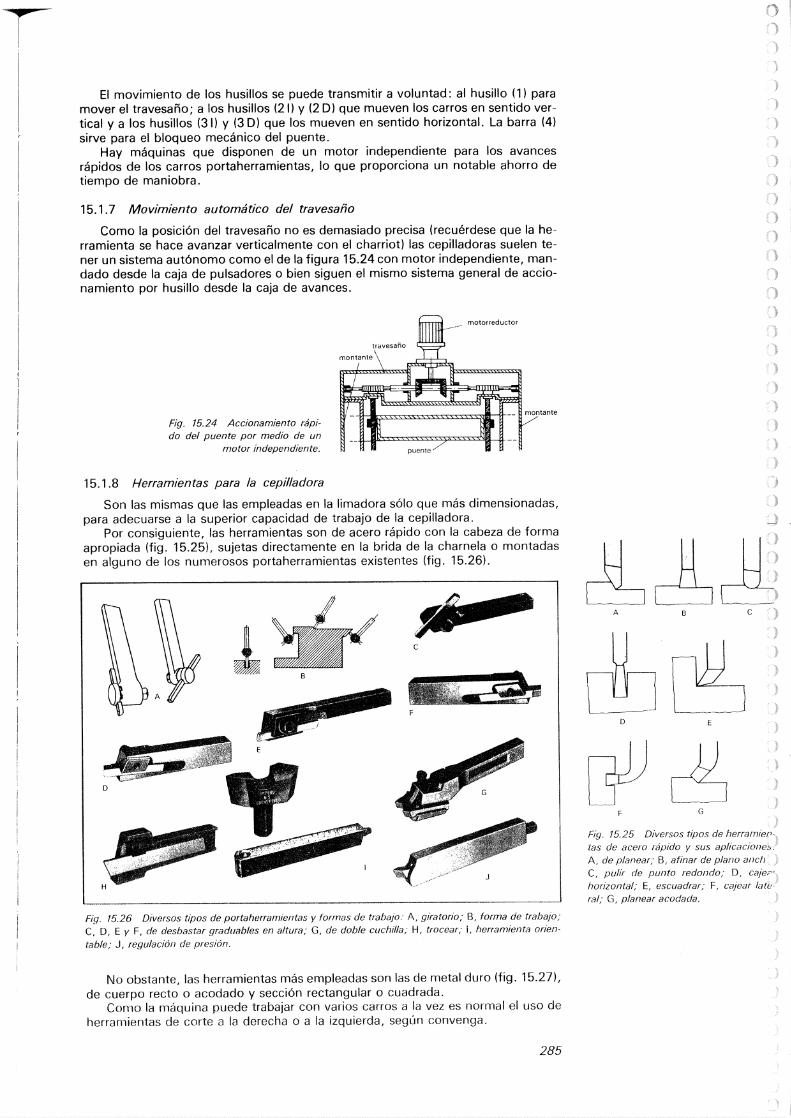
15 .1 .7 Movimiento automático del trave-saño
15 .1 .8
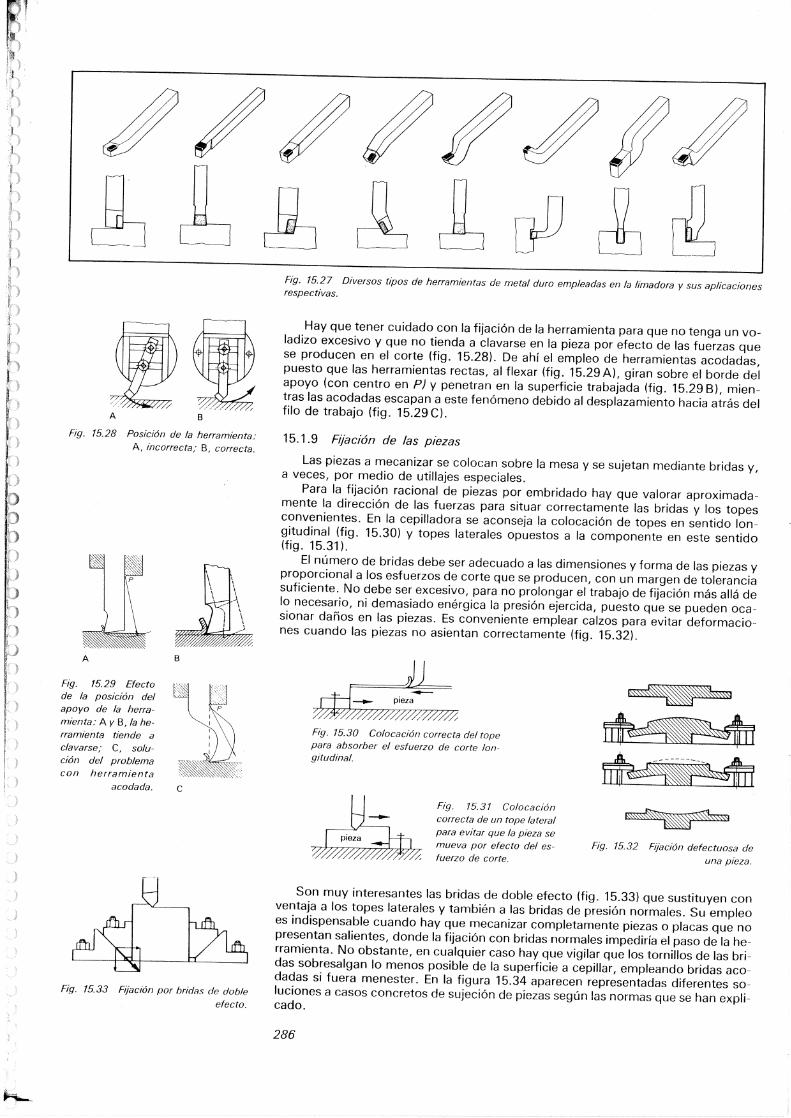
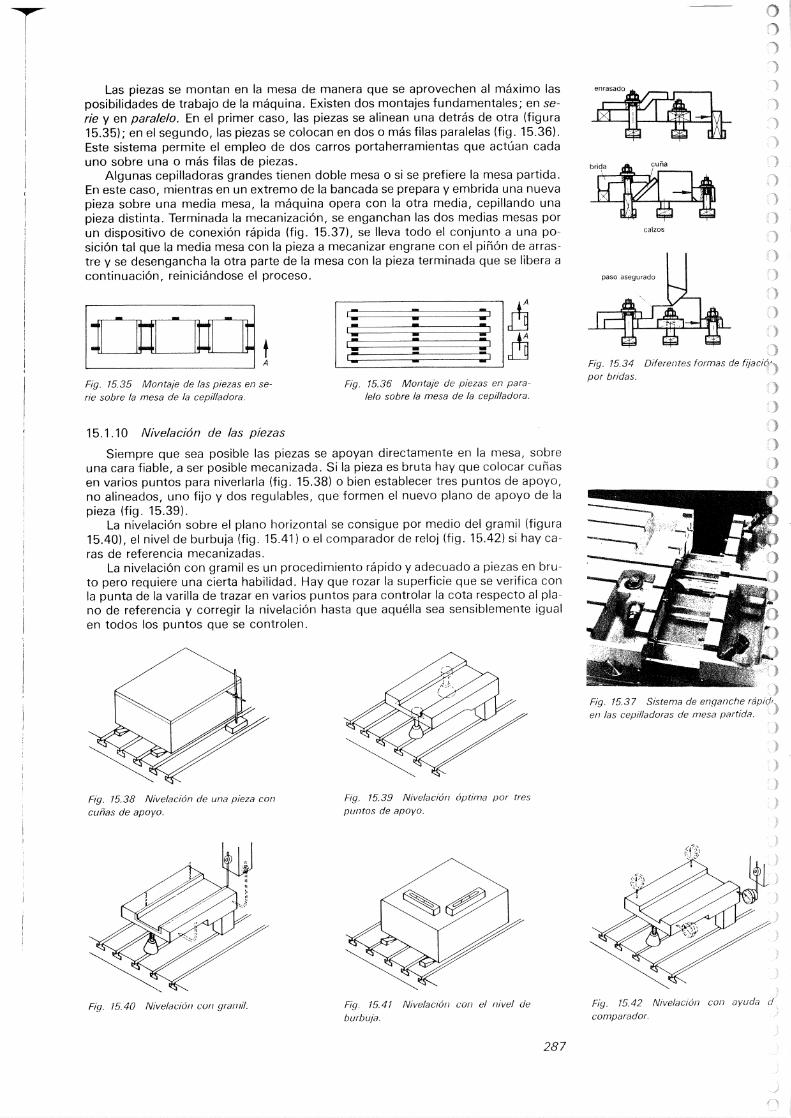
Herramientas para la cepilladora15 .1 .9
Fijación de las piezas15 .1 .10 Nivelación de las piezas15 .1 .11
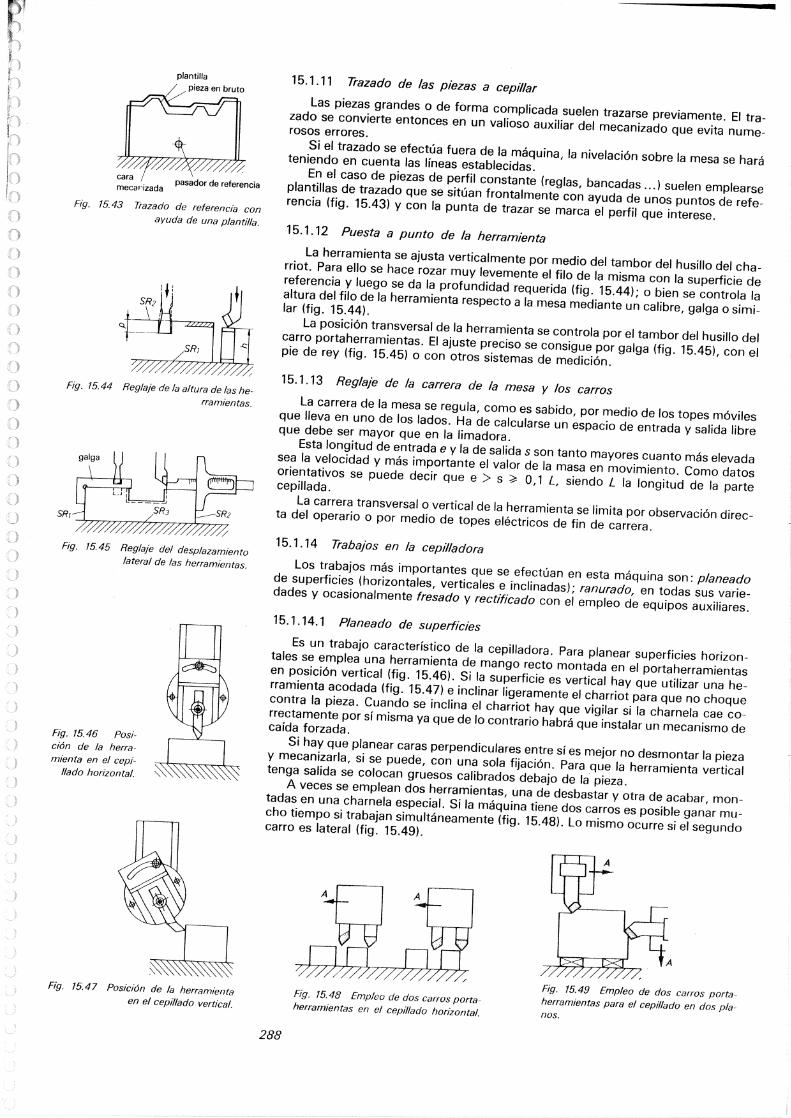
Trazado de las piezas a cepillar15 .1 .12
Puesta a punto de la herramienta15 .1 .13
Reglaje de la carrera de la mesa y loscarros
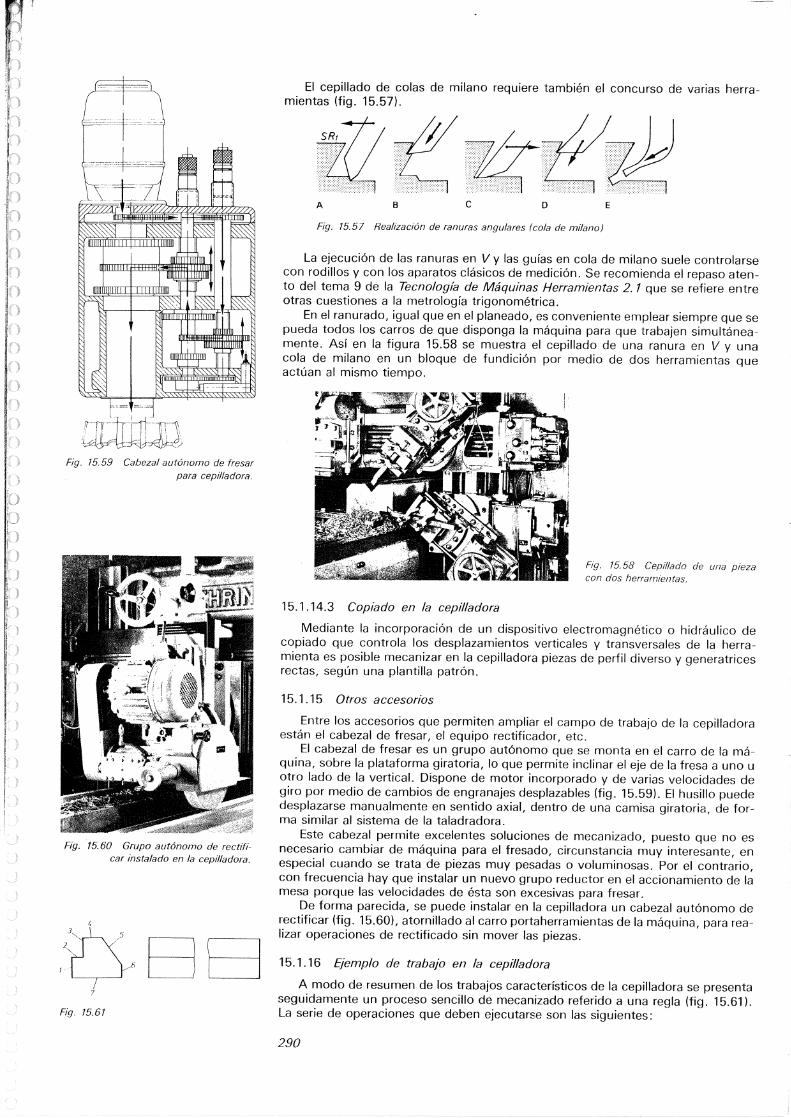
15 .1 .14 Trabajos en la cepilladora15 .1 .15
Otros accesorios15 .1 .16 Ejemplo de trabajo en la cepilladora15 .1 .17 Consideraciones generales sobre las
herramientas de la cepilladora15 .1 .18
Condiciones de trabajo15 .1 .19
Velocidad media de la mesa15 .1 .20 Tiempo de cepillado15 .1 .21
Fuerza de corte en el cepillado15 .1 .22
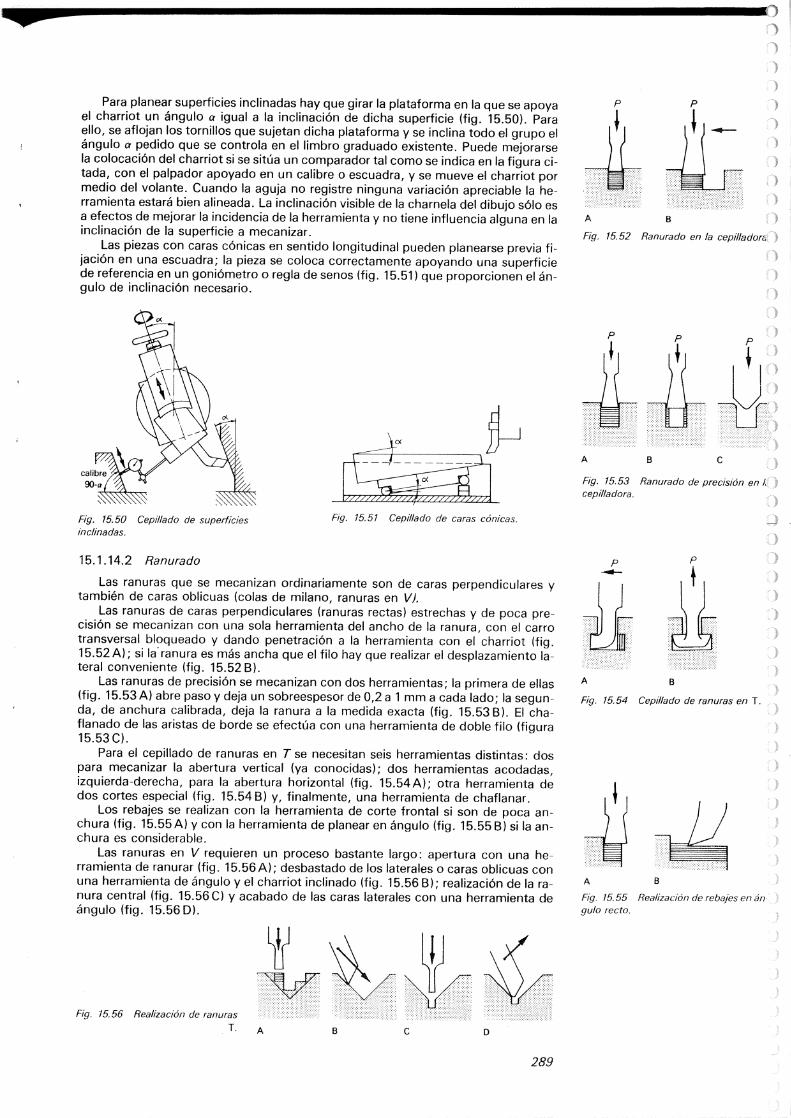
Potencia de corte en el cepillado15 .2
Mortajadora . Generalidades . . . . . . . . . . . . .15 .2 .1
Esquema cinemático de la mortaja-dora
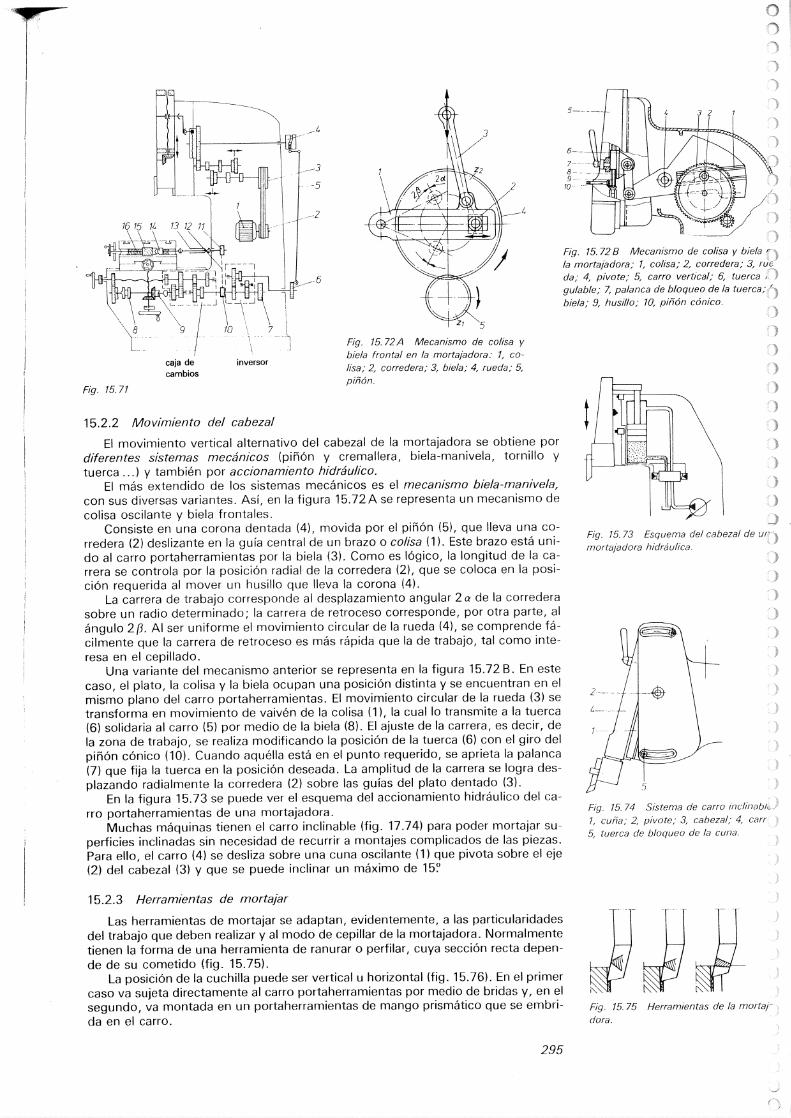
15 .2 .2
Movimiento del cabezal
280280283
283
284
285285286287288288
188288290290
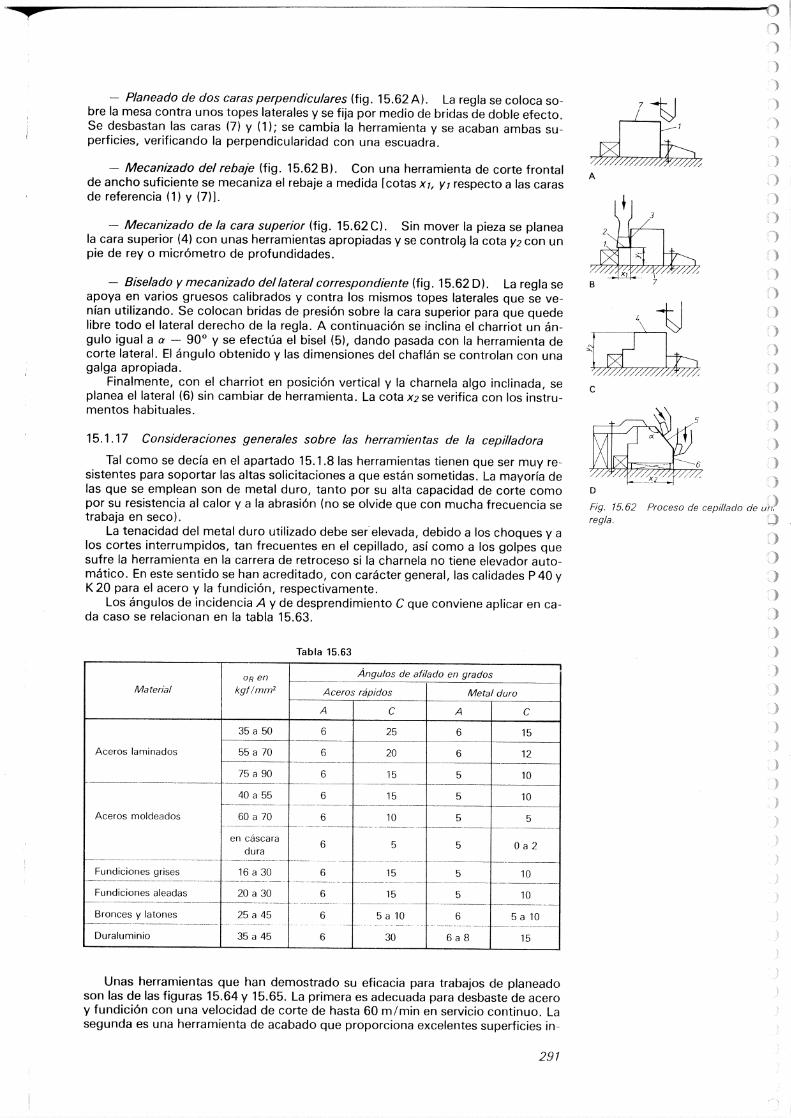
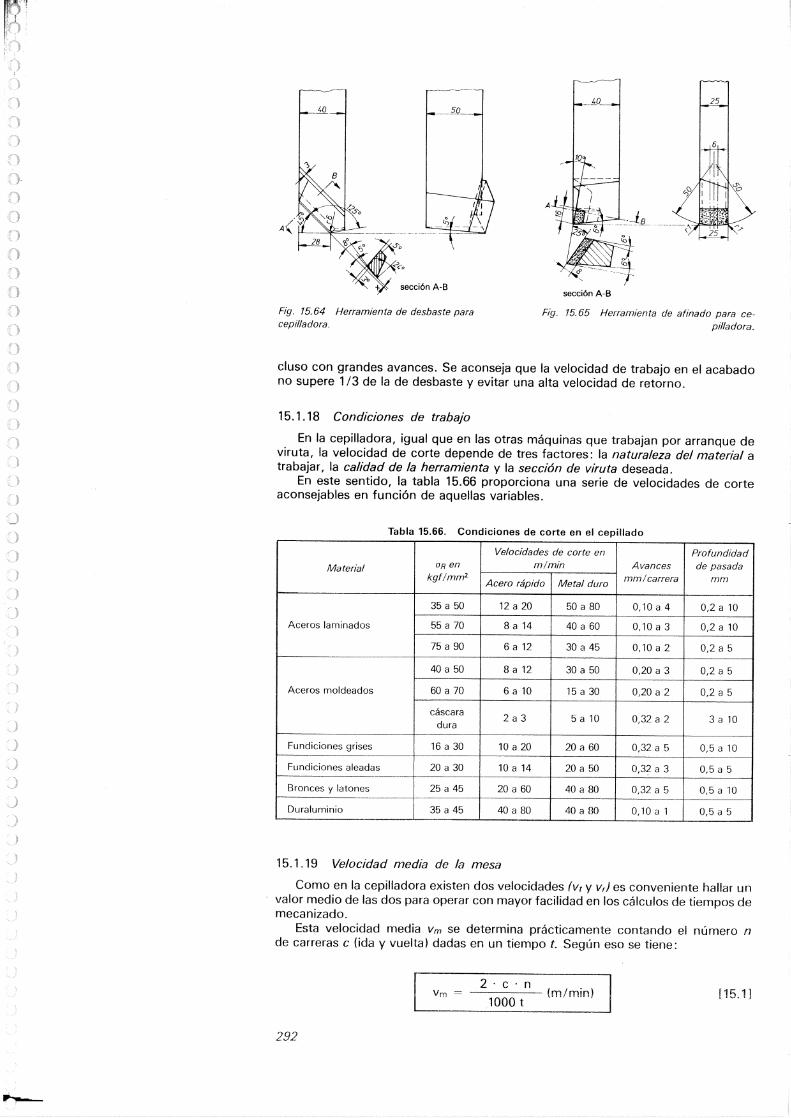
291292292293293293294
294295
15 .2 .3
Herramientas de mortajar
29515.2 .4
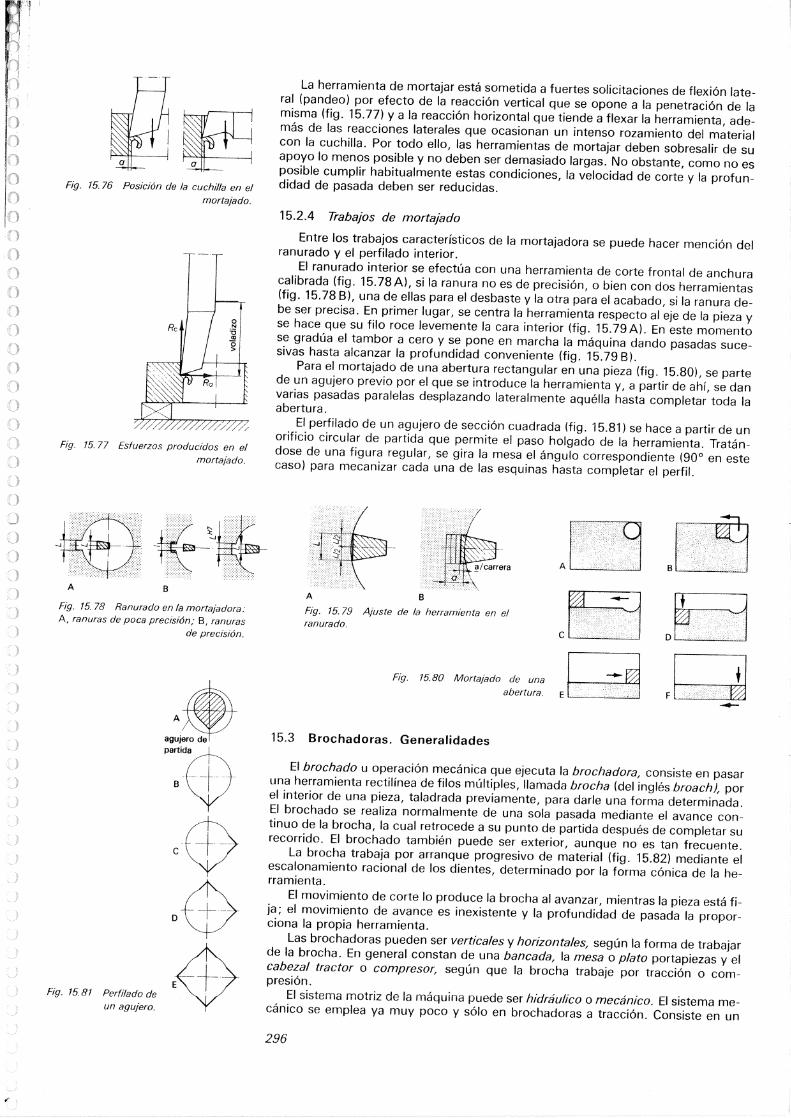
Trabajos de mortajado
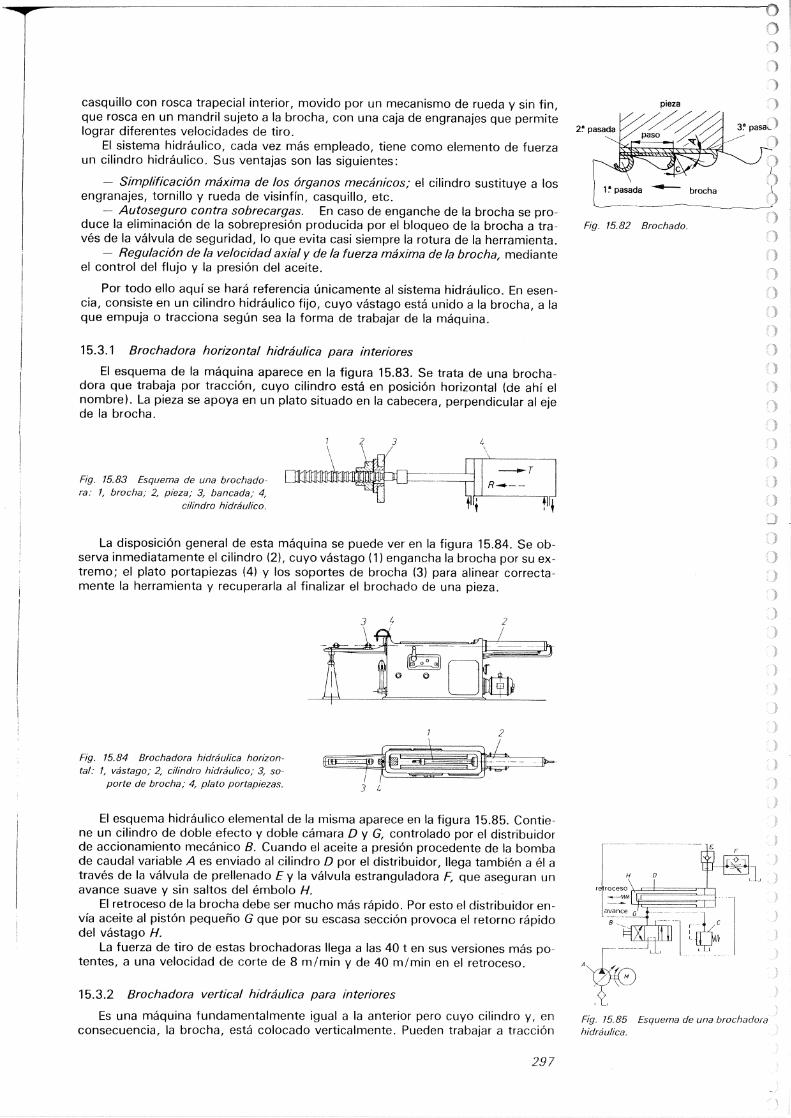
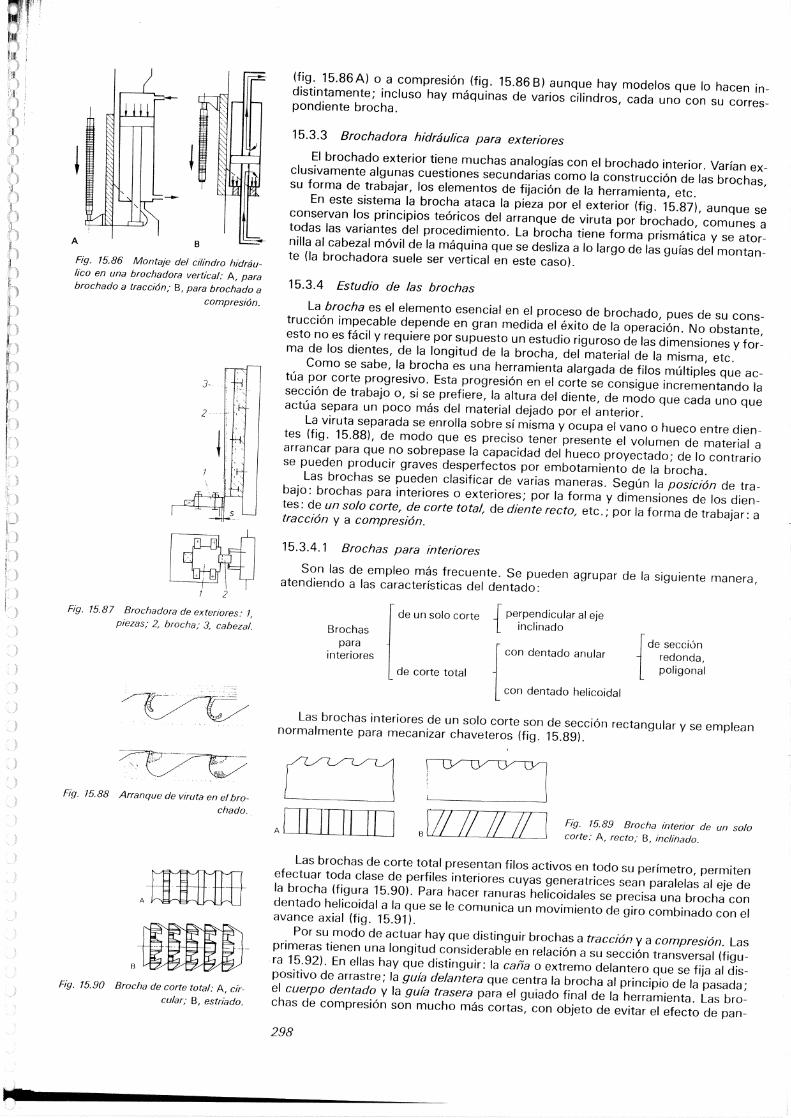
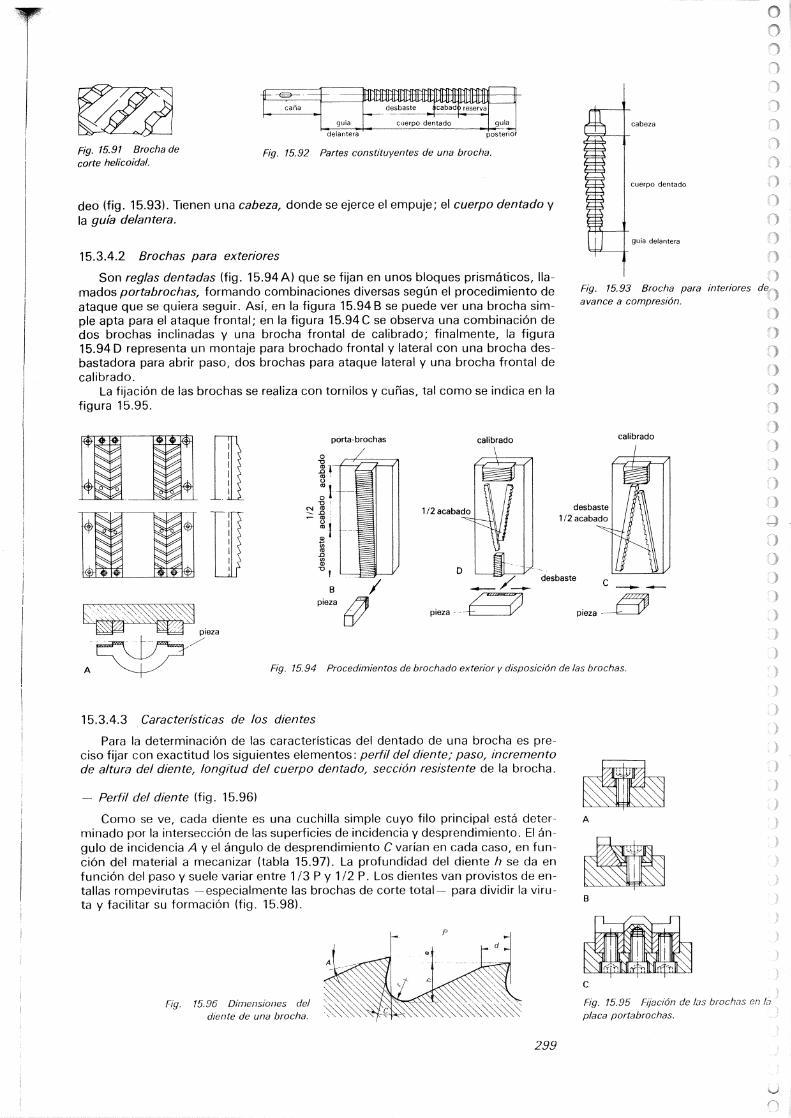
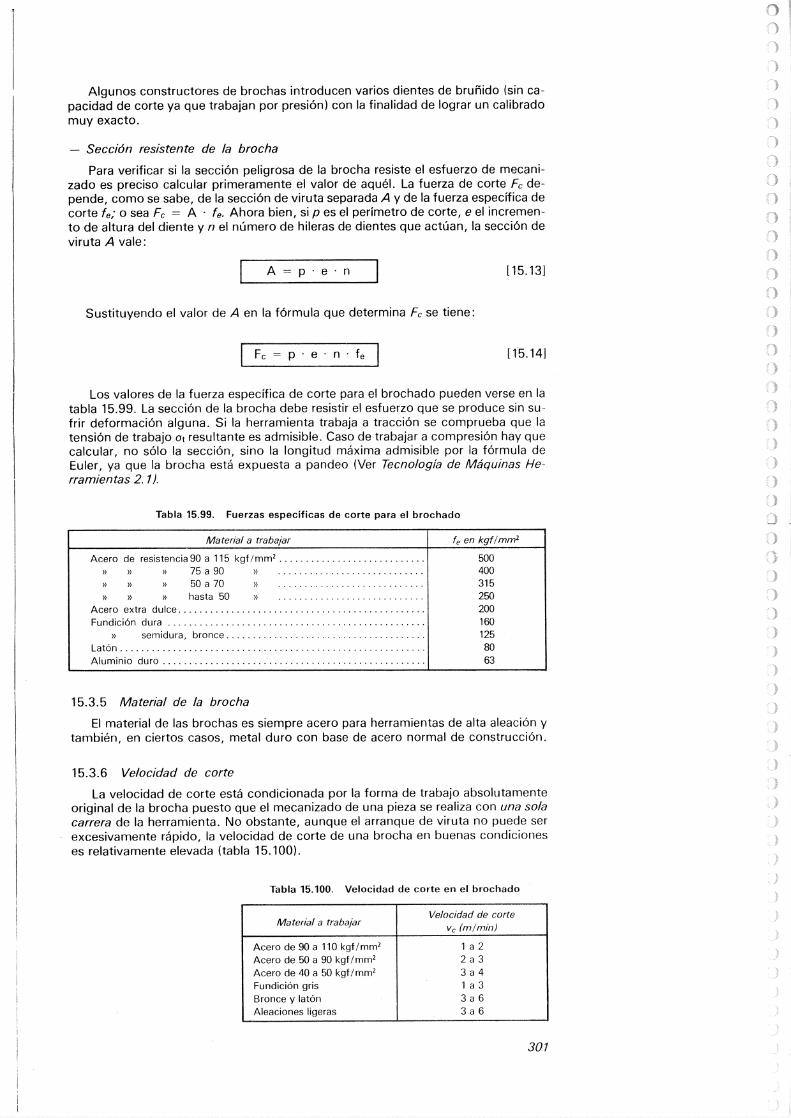
296Brochadora. Generalidades
29615.3 .1 Brochadora horizontal hidráulica
para interiores
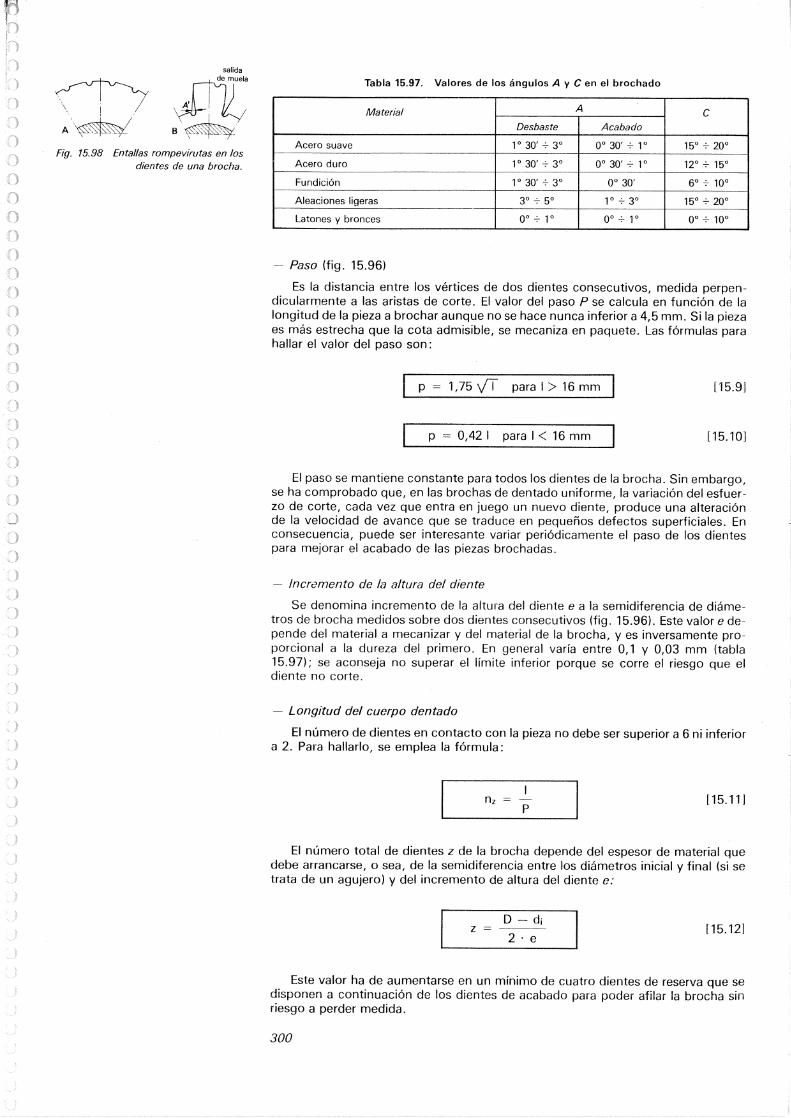
29715.3 .2 Brochadora vertical hidráulica para
interiores
29715.3 .3
Brochadora hidráulica para exteriores
29815.3 .4
Estudio de las brochas
29815.3 .5
Material de la brocha
30115.3 .6
Velocidad de corte
30115.3 .7
Potencia de corte
30215.3 .8
Tiempo de mecanizado
30215.3 .9
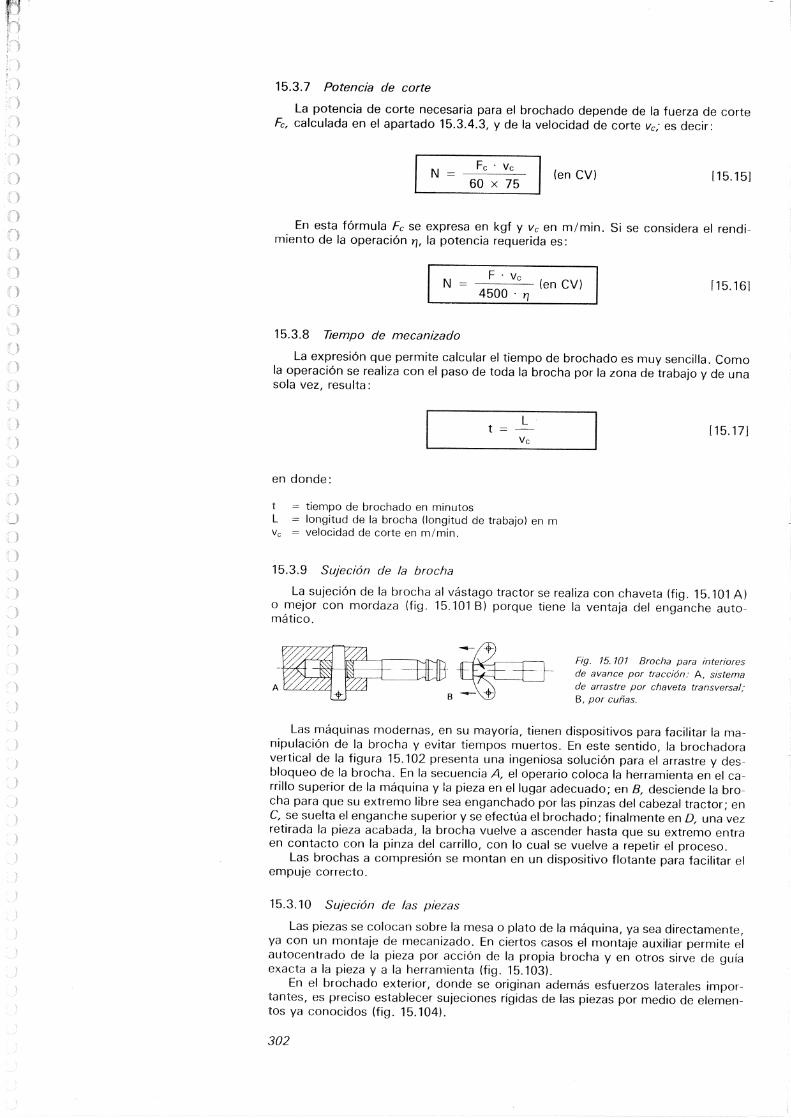
Sujeción de la brocha
30215.3 .10
Sujeción de las piezas
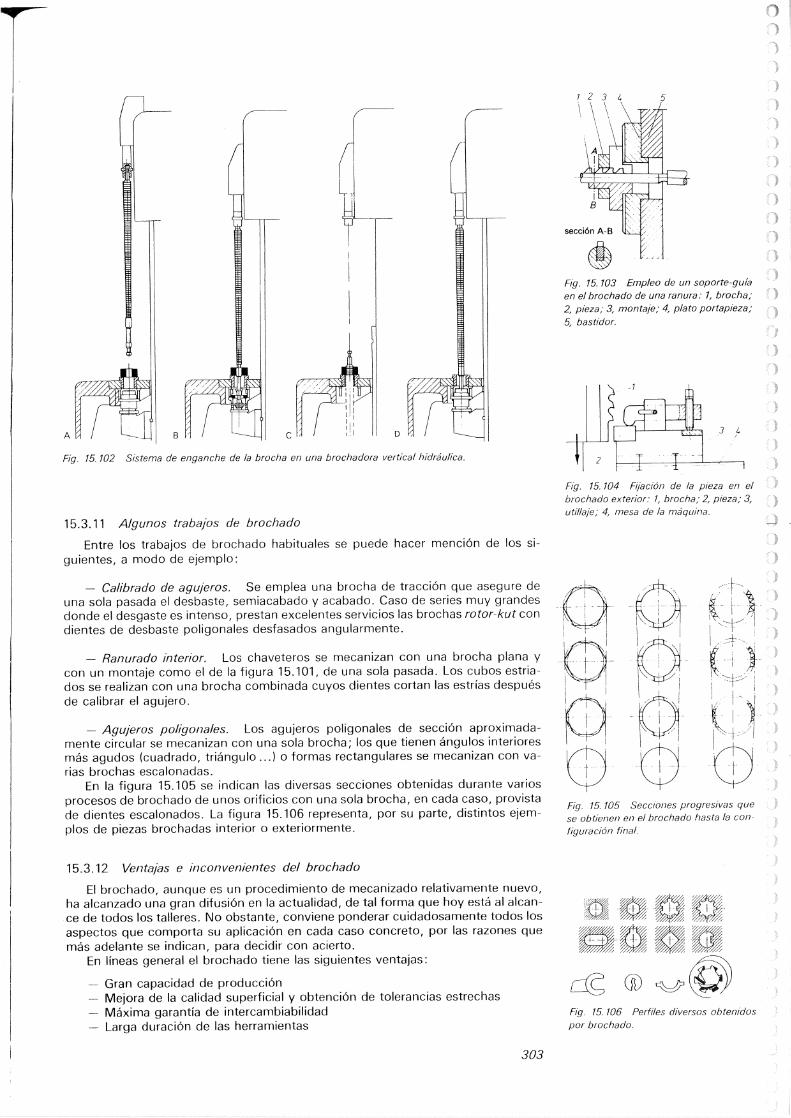
30215.3 .11
Algunos trabajos de brochado
30215.3 .12 Ventajas e inconvenientes del bro-
chado
303
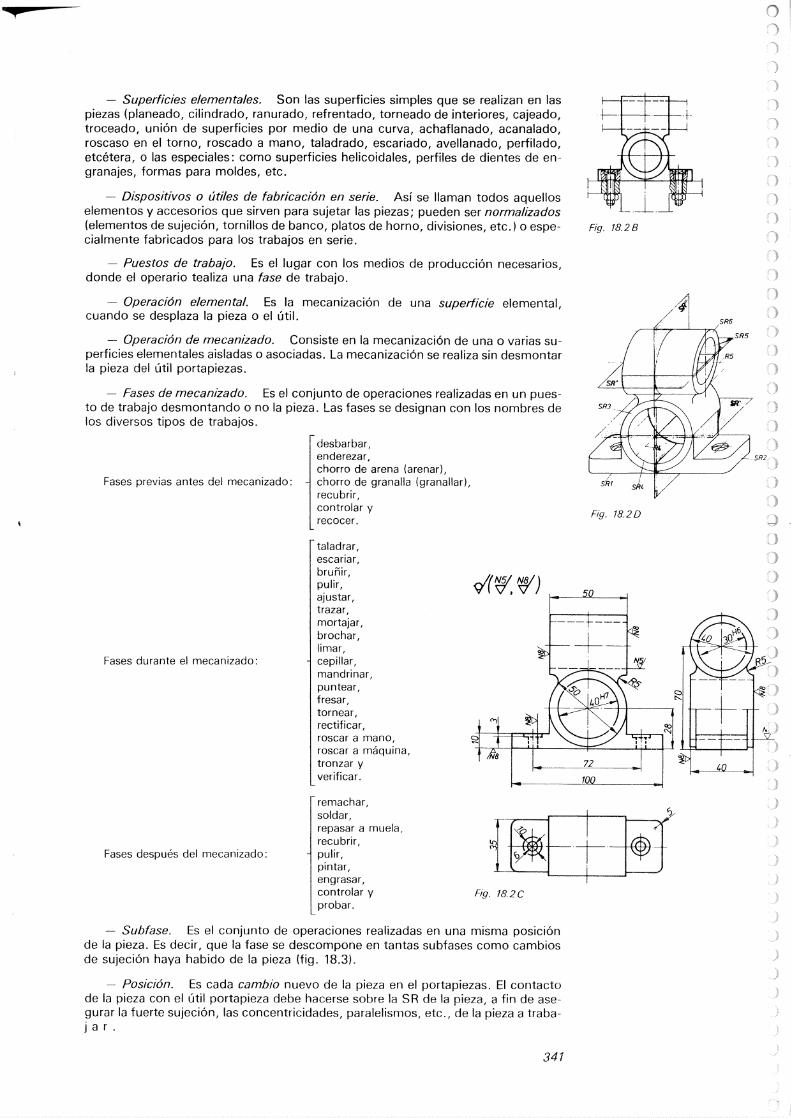
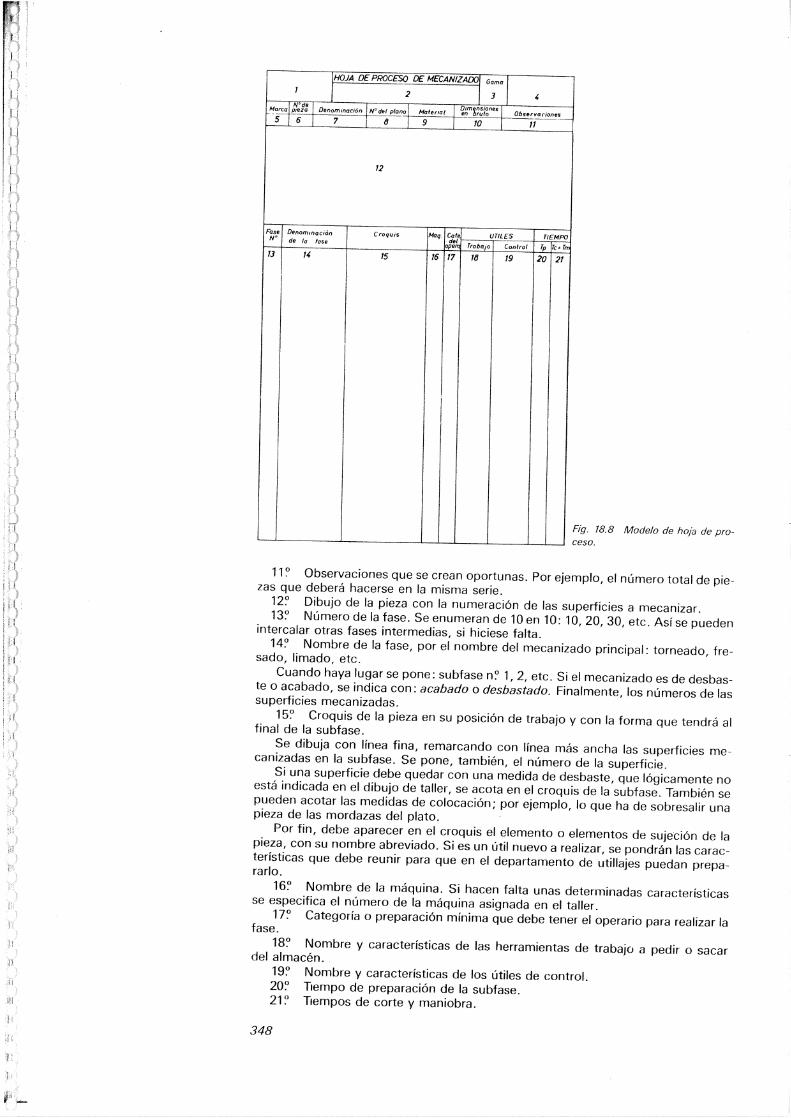
18.5 .1
Simbología y codificación
34218.5 .2
Interpretación de los símbolos y abre-viaturas
34218.5 .3
Símbolos normalizados
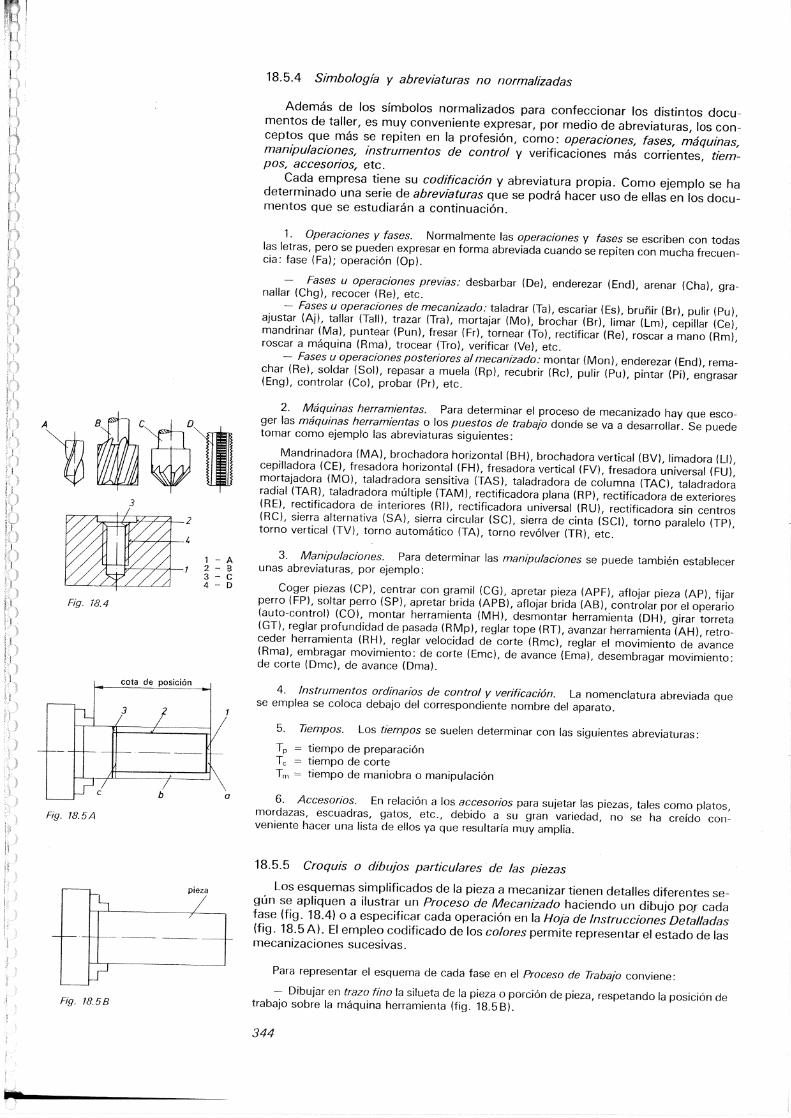
34218.5 .4
Simbología y abreviaturas no norma-lizadas
34418.5 .5
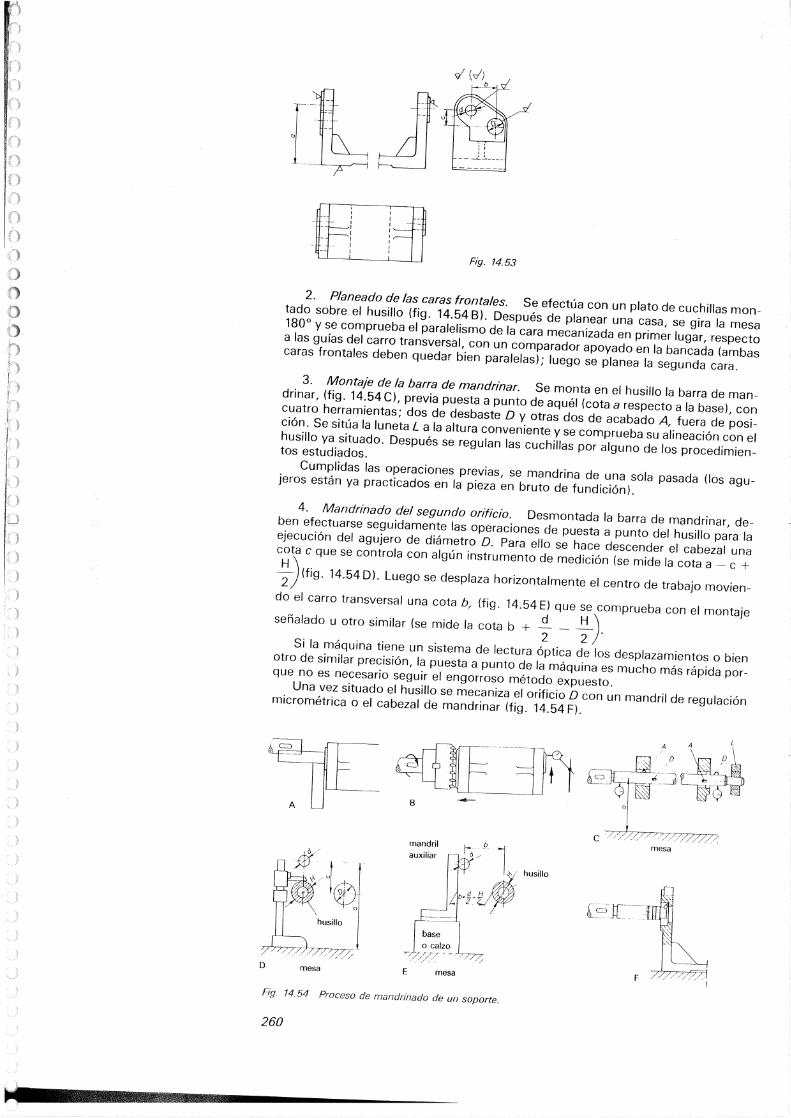
Croquis o dibujos particulares de laspiezas 344
18 .5 .6
Finalidad de los procesos de trabajo
34518.5 .7 Consideraciones sobre los trabajos
unitarios
34518.5 .8
Estudio previo de la pieza unitaria
34518.5 .9
Fichas de trabajo, hoja de proceso ogama
34518.5 .10
Preparación de la hoja de proceso
34618.5 .11
Determinación de un proceso de me-canizado unitario
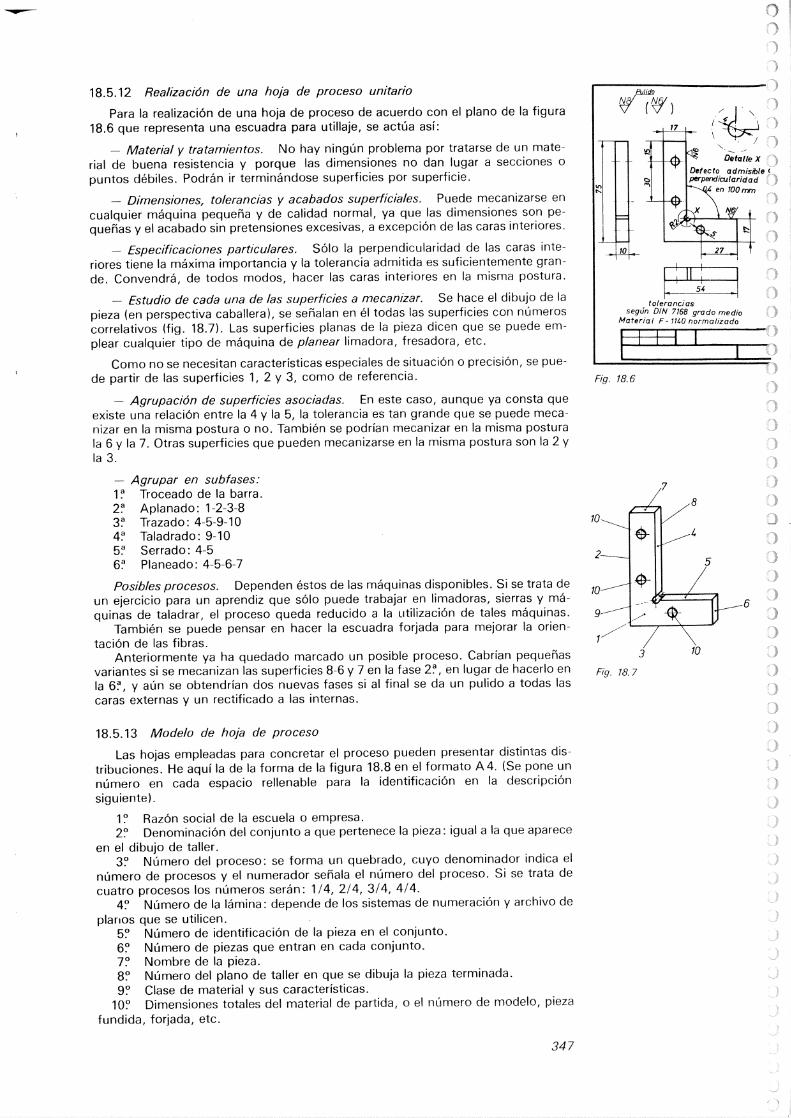
34618.5 .12 Realización de una hoja de proceso
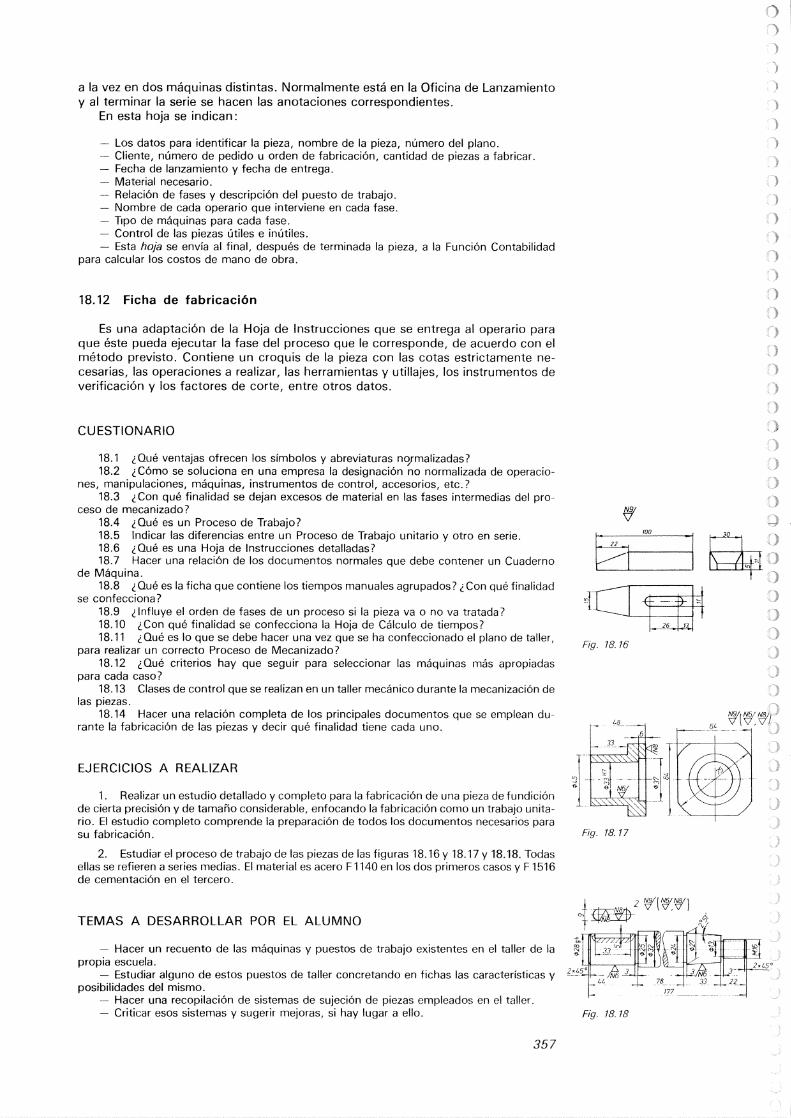
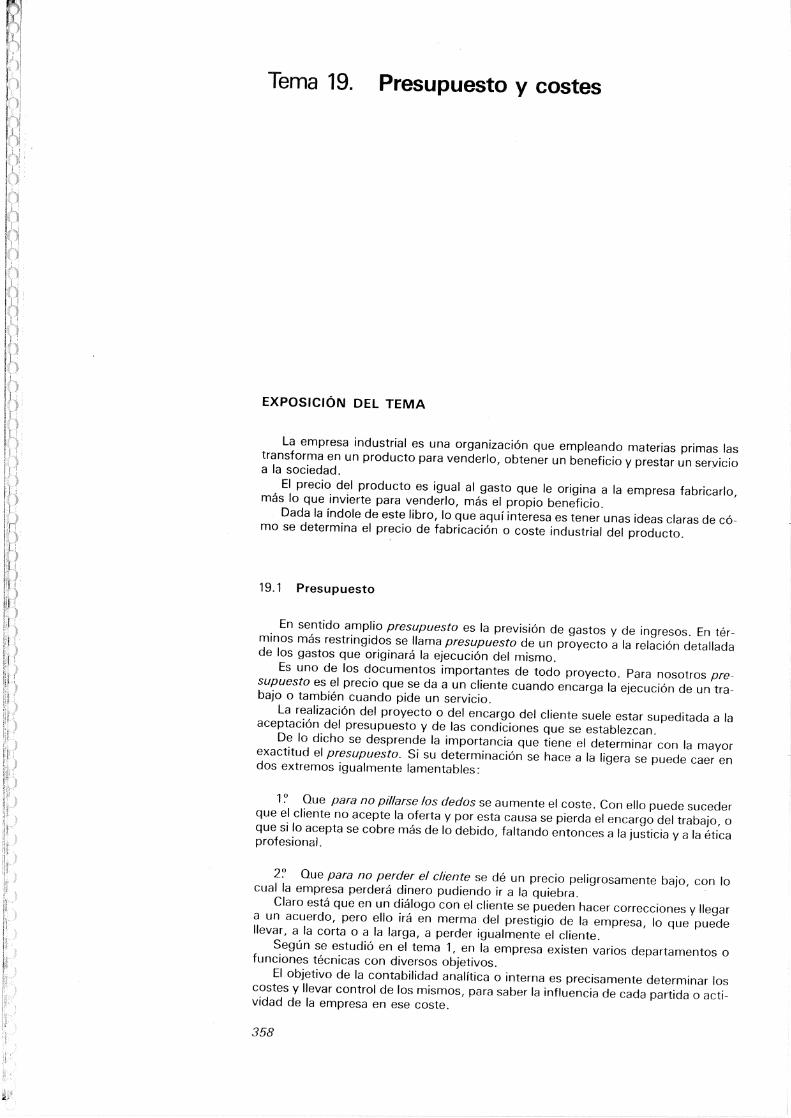
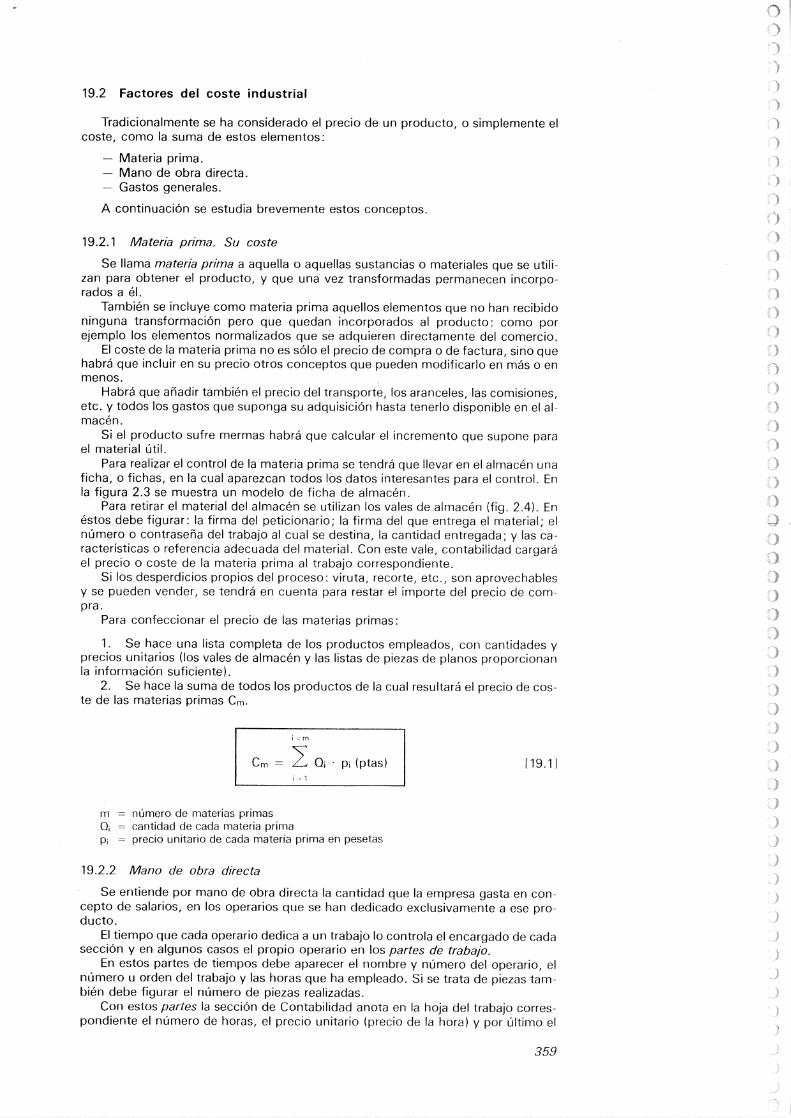
347347349349350
350350
352
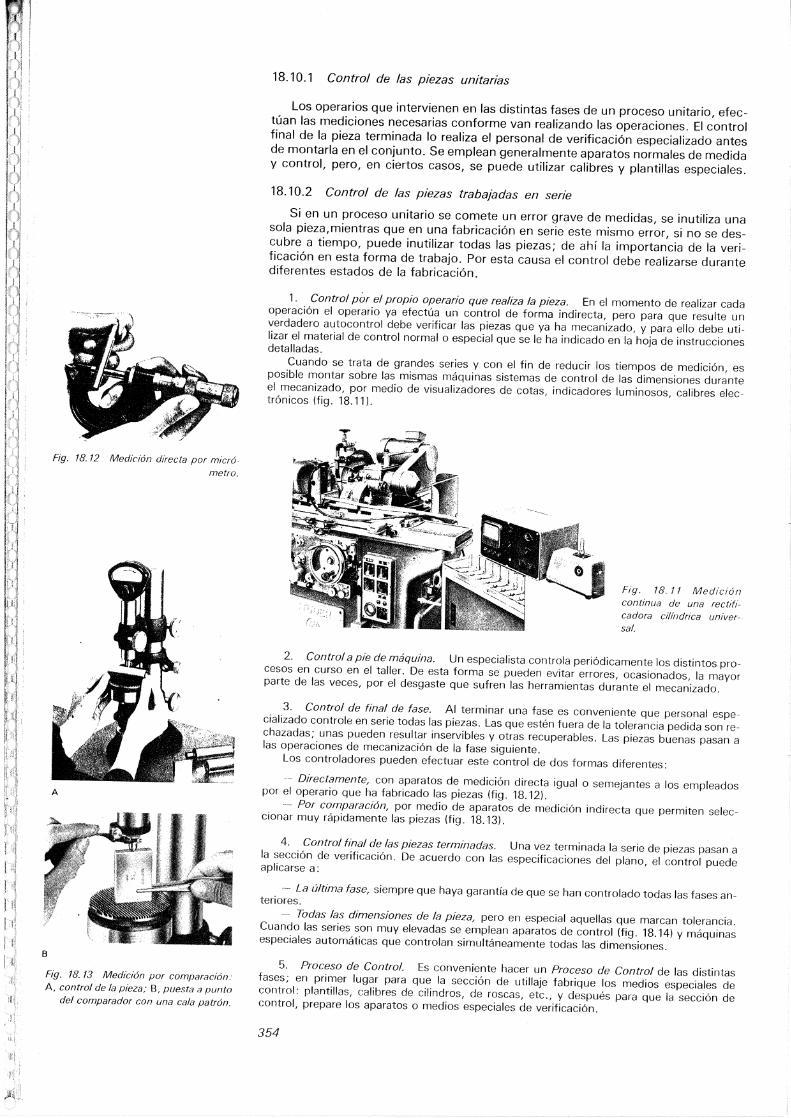
352353
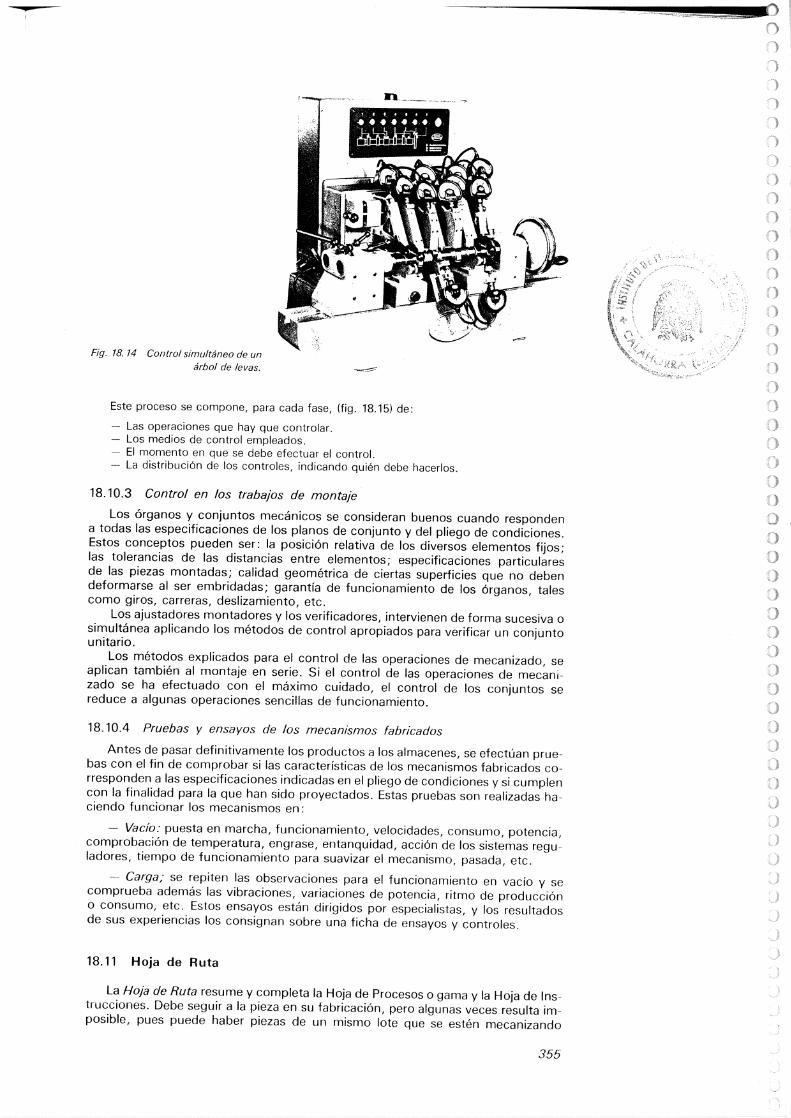
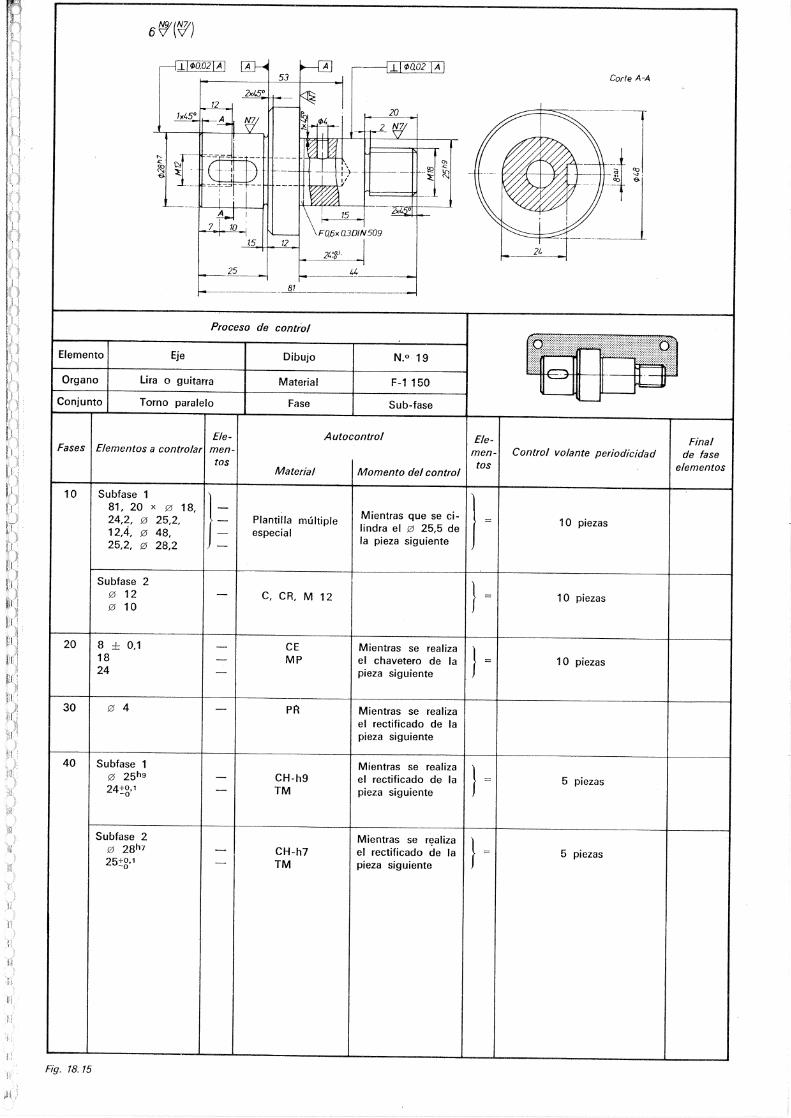
353353354
354354
354355357
358358359359359360360
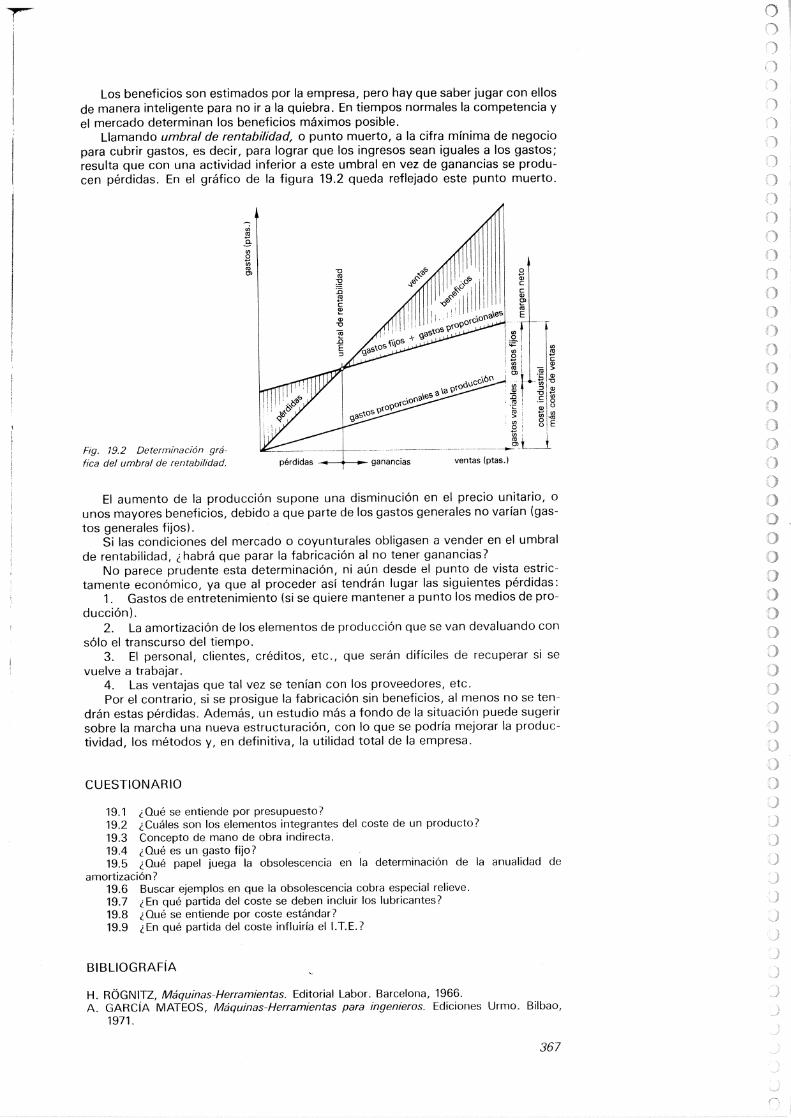
361
361
361361362
362
362
365365365
366
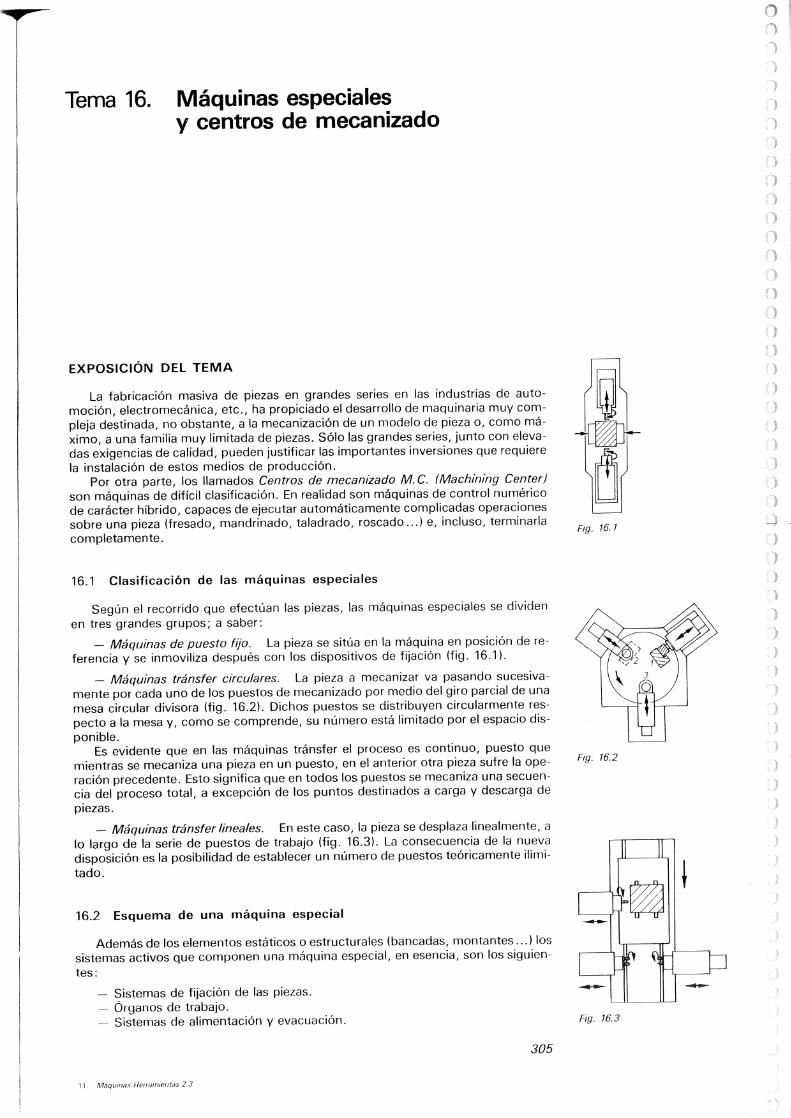
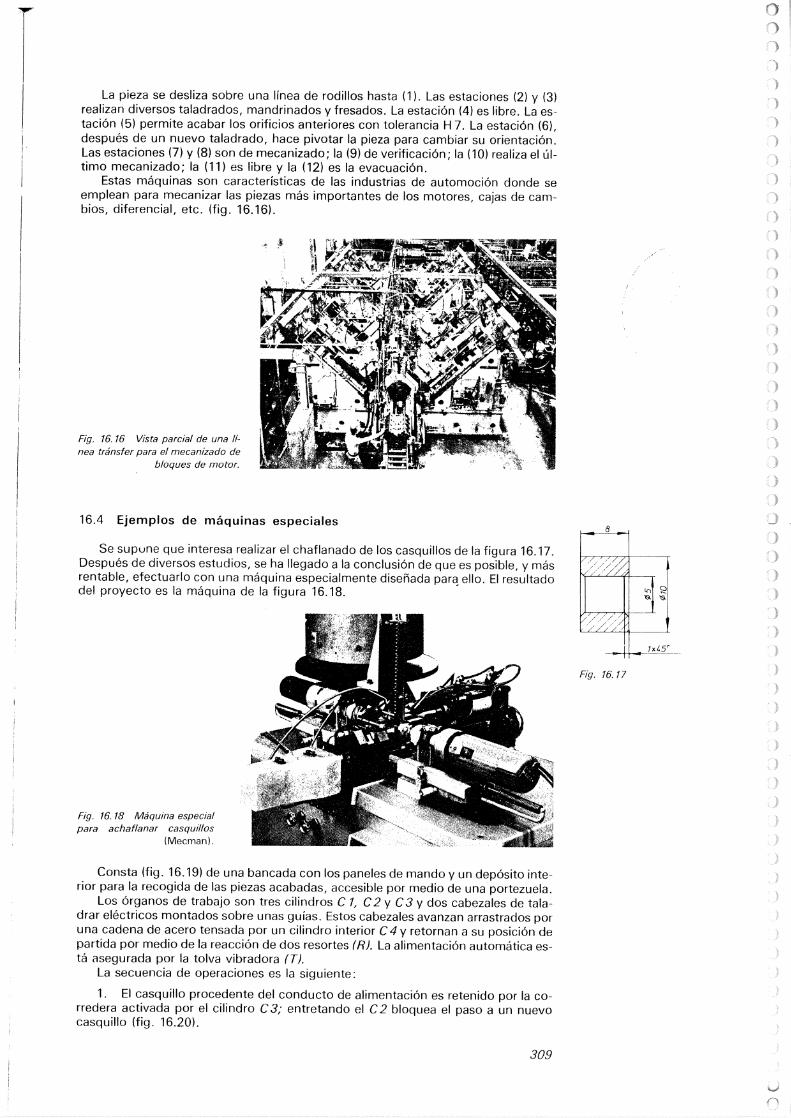
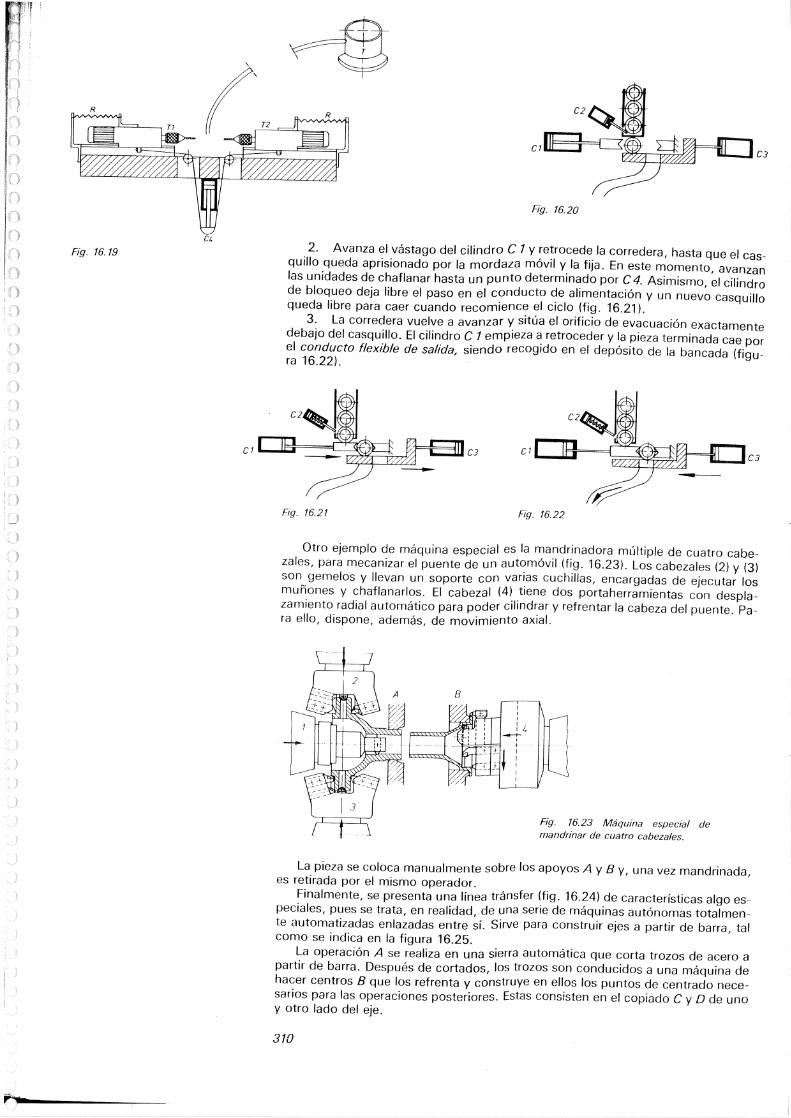
16 . Máquinas especiales y centros de mecanizado . . . 305 unitario16 .1 Clasificación de las máquinas especiales 305 18 .5 .13 Modelo de hoja de proceso16 .2 Esquema de una máquina especial 305 18.6 Hoja de instrucciones
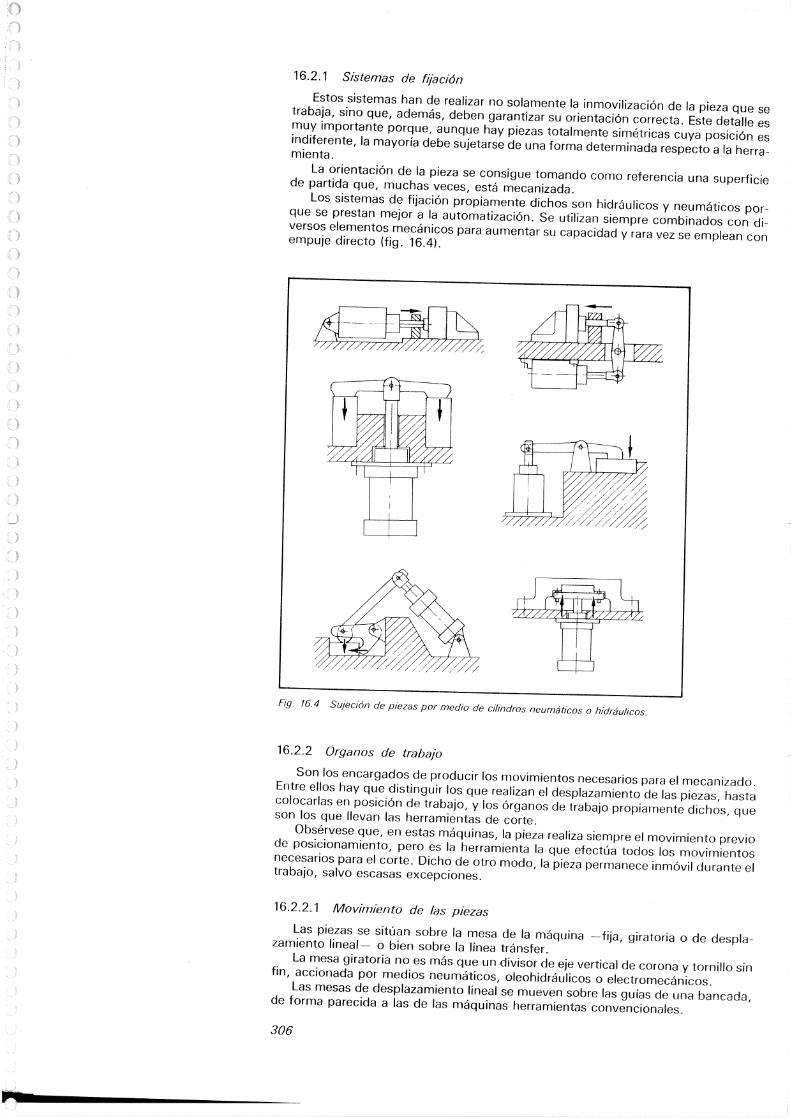
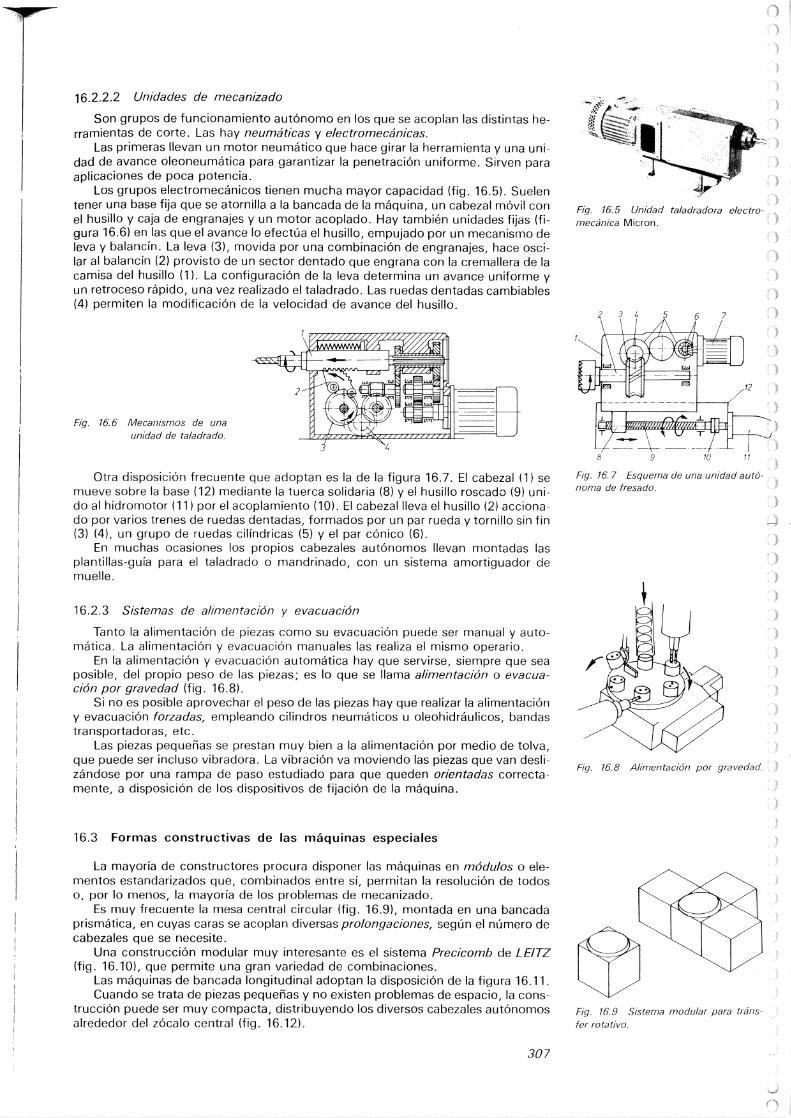
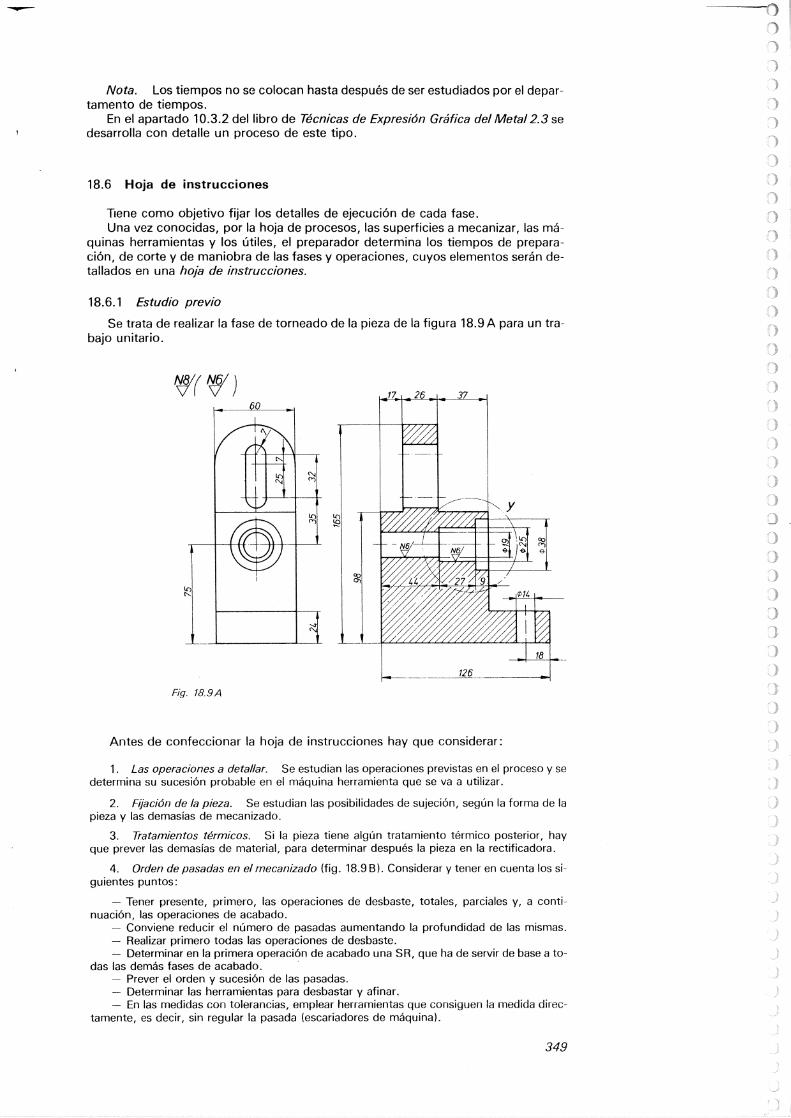
16 .2 .1 Sistema de fijación 306 18 .6 .1 Estudio previo16 .2 .2 órganos de trabajo 306 18.6 .2 Determinación de los tiempos16 .2 .3 Sistemas de alimentación y evacua- 18 .6 .3 Confección de la hoja de instruccio-
ción 307 nes16 .3 Formas constructivas de las máquinas espe- 18 .7 Proceso de fabricación para trabajo en serie
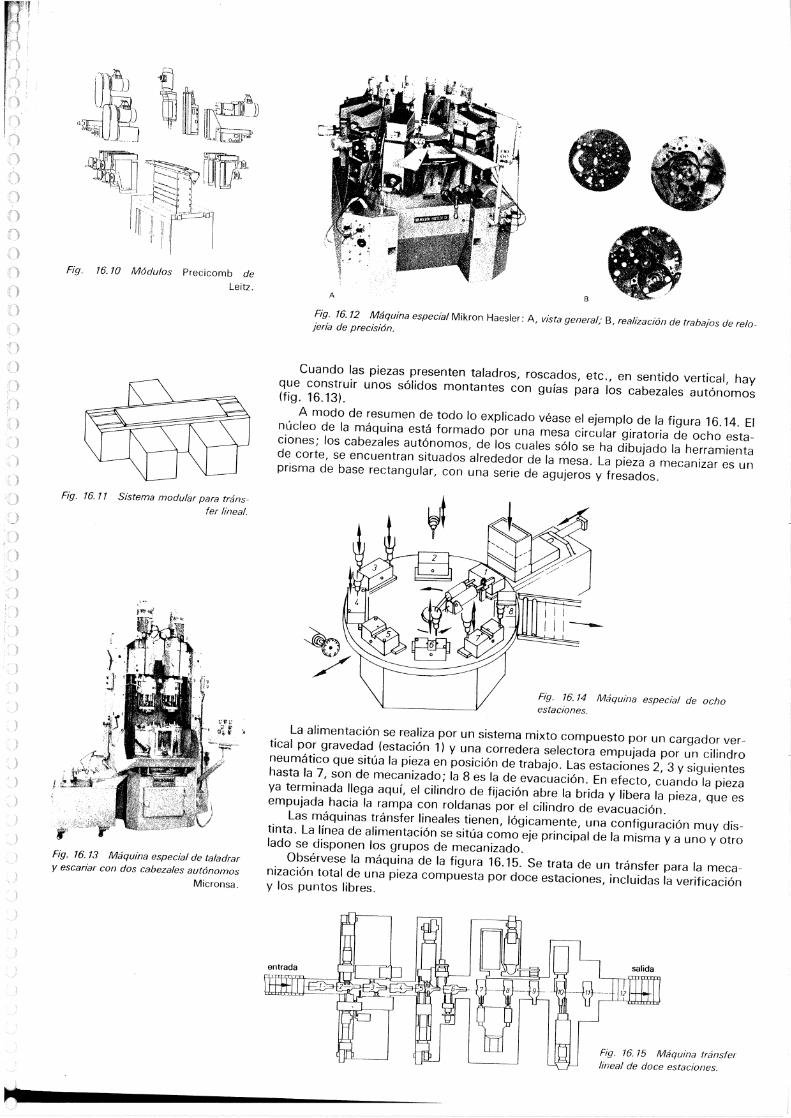
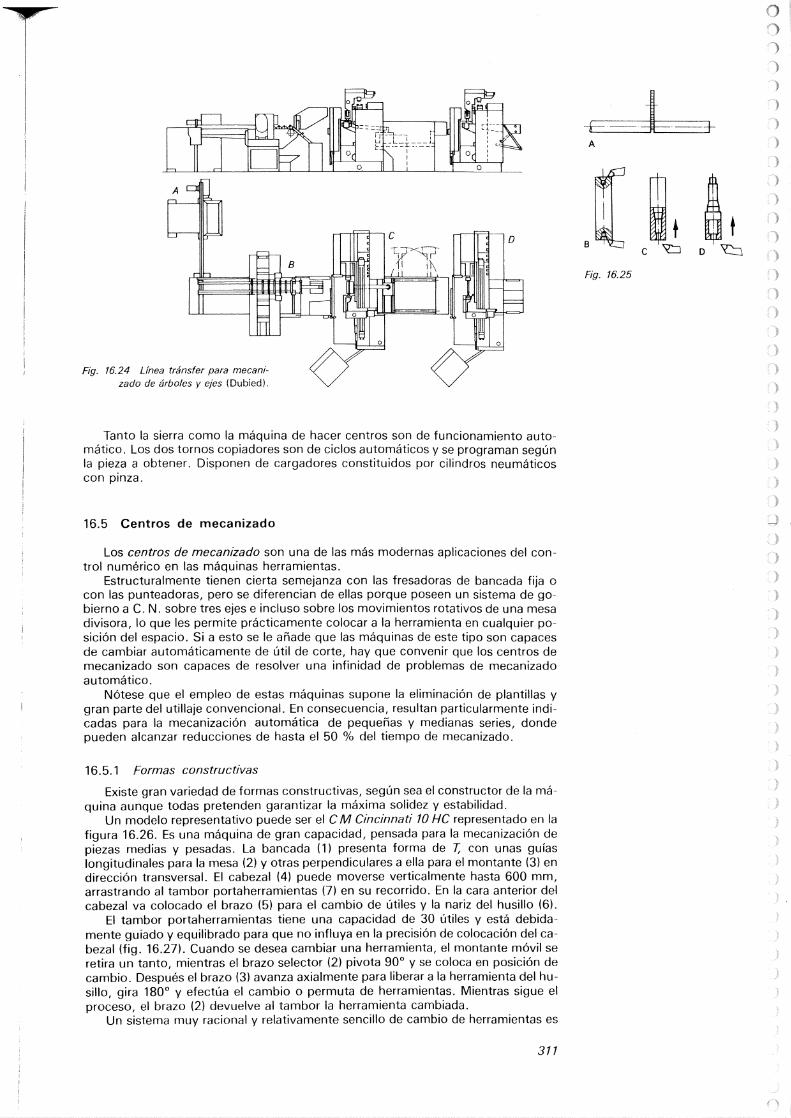
ciales 307 18 .7 .1 Procedimiento para establecer un16 .4 Ejemplos de máquinas especiales 309 proceso de trabajo en serie16 .5 Centros de mecanizado 311 18 .7 .2 Distintas formas de confeccionar un
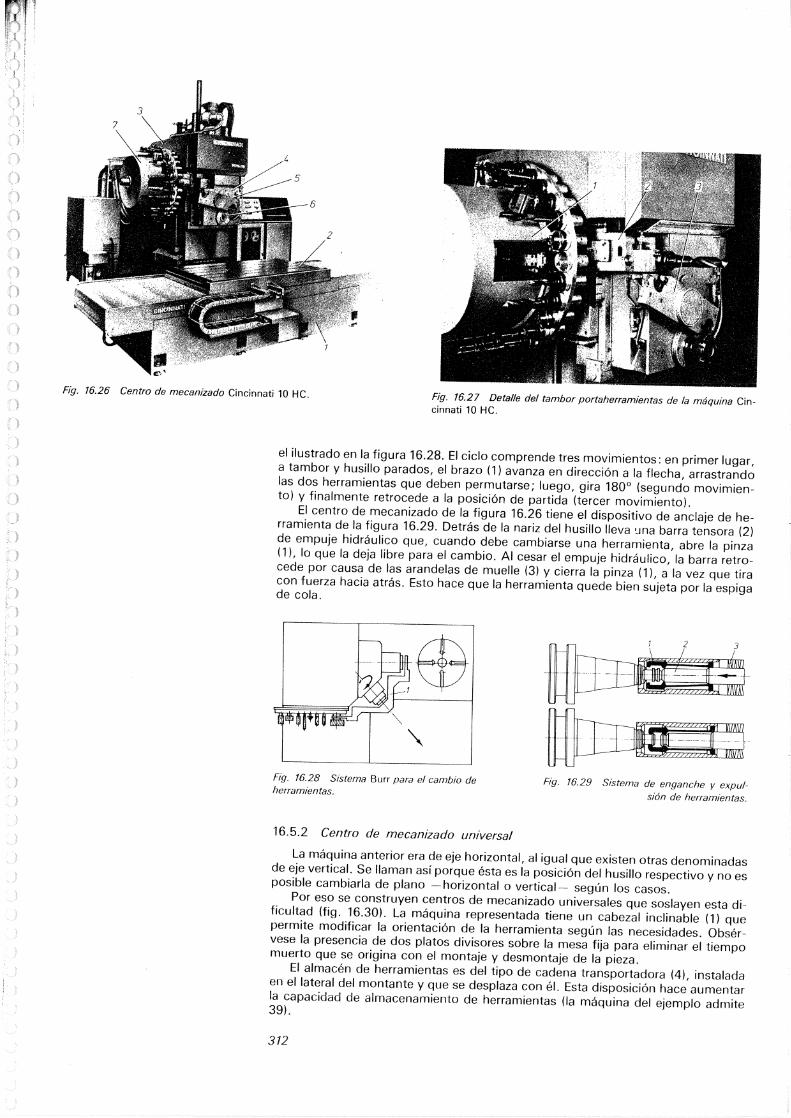
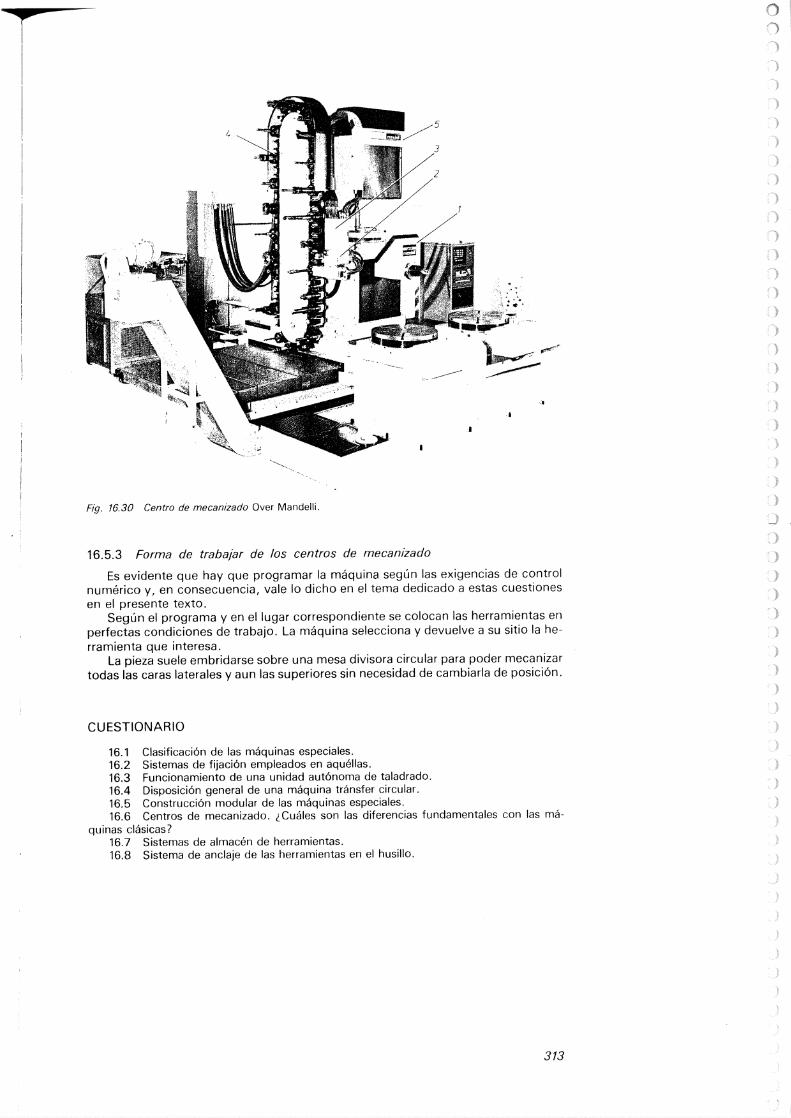
16 .5 .1 Formas constructivas 311 proceso de fabricación en serie16 .5 .2 Centro de mecanizado universal 312 18 .8 Modificaciones en los planos de taller16 .5 .3 Forma de trabajar de los centros de 18 .9 Selección de los medios de mecanizado en la
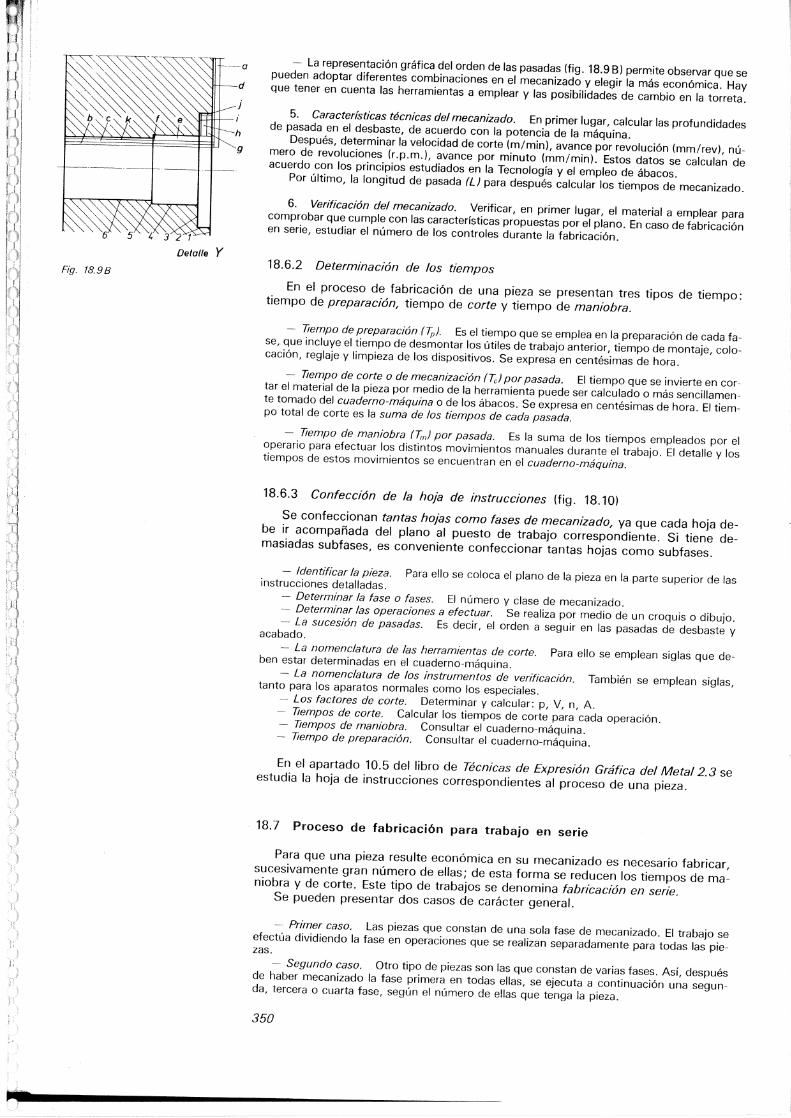
mecanizado 313 fabricación de piezas18.10 Control y ensayos de las piezas fabricadas
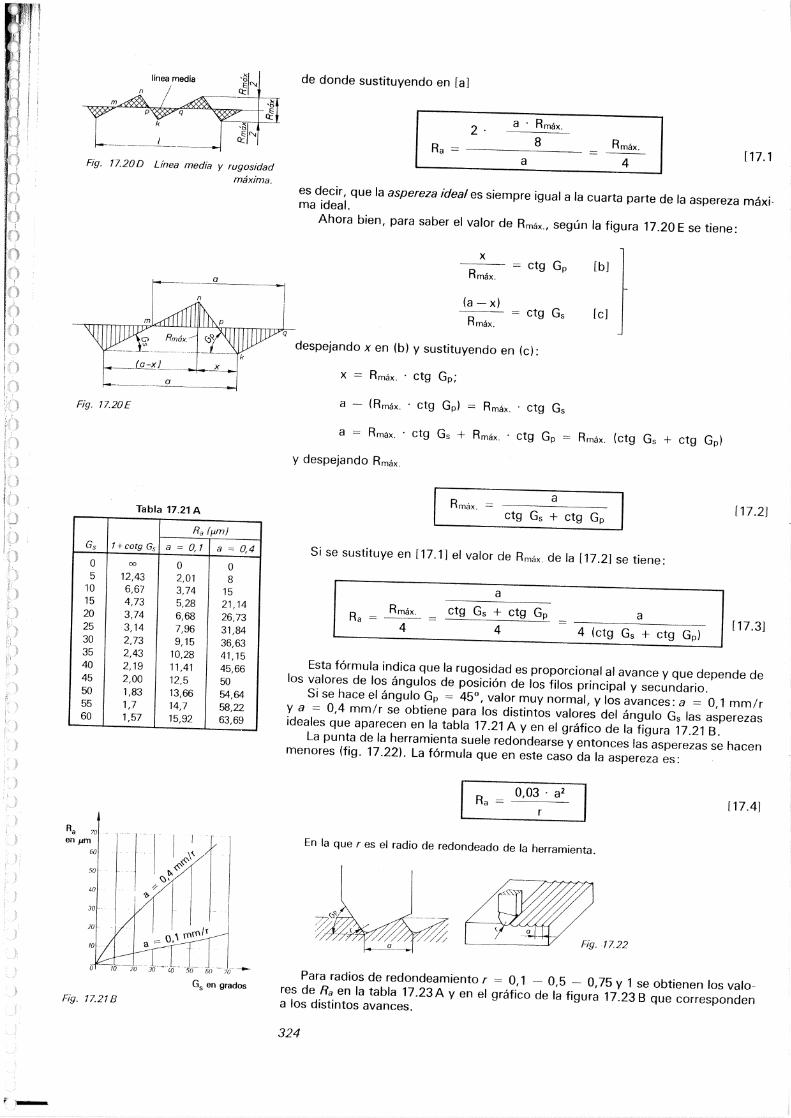
17 . Análisis de las máquinas herramientas . . . . . . . . . . 314 18.10 .1 Control de las piezas unitarias17 .1 Mecanizado de superficies 315 18.10.2 Control de las piezas trabajadas en17 .2 Geometría de las superficies funcionales 315 serie
17 .2 .1 Superficie plana 315 18.10.3 Control en los trabajos de montaje17 .2 .2 Superficies de revolución 317 18.10.4 Pruebas y ensayos de los mecanis-
17 .3 Las máquinas herramientas como generadoras mos fabricadosde superficies 320 18.11 Hoja de ruta17 .3 .1 Codificación de los movimientos de 18.12 Ficha de fabricación
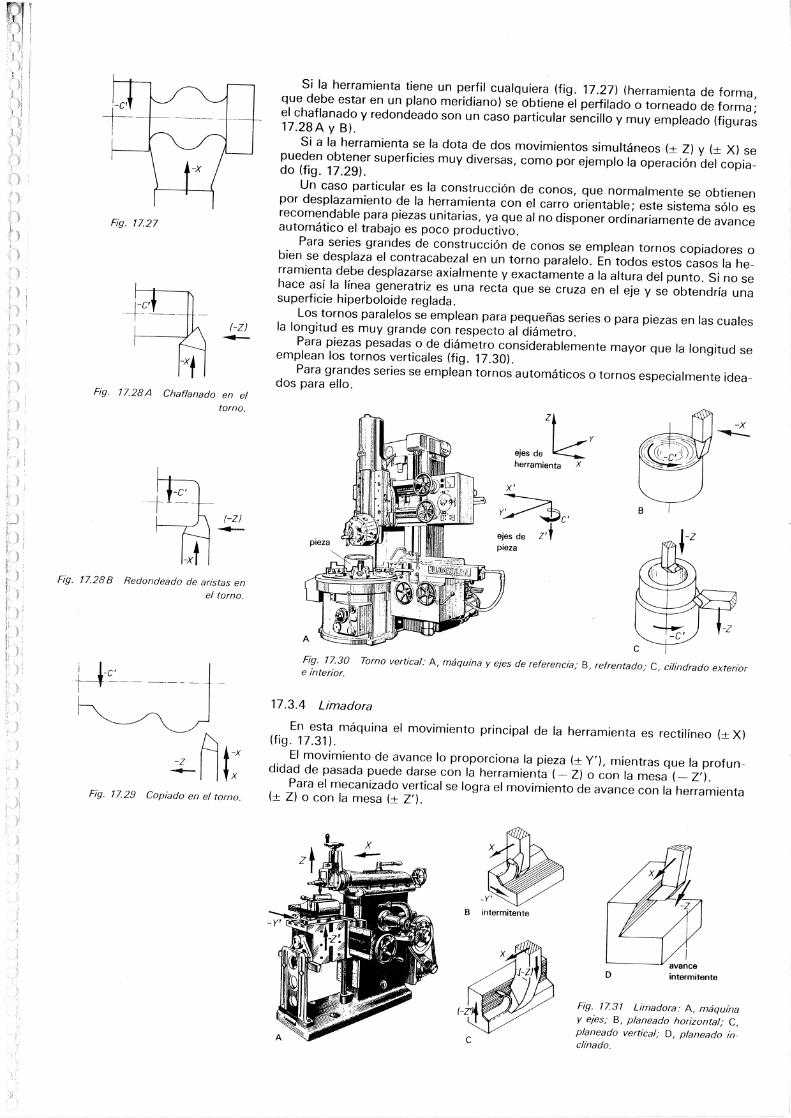
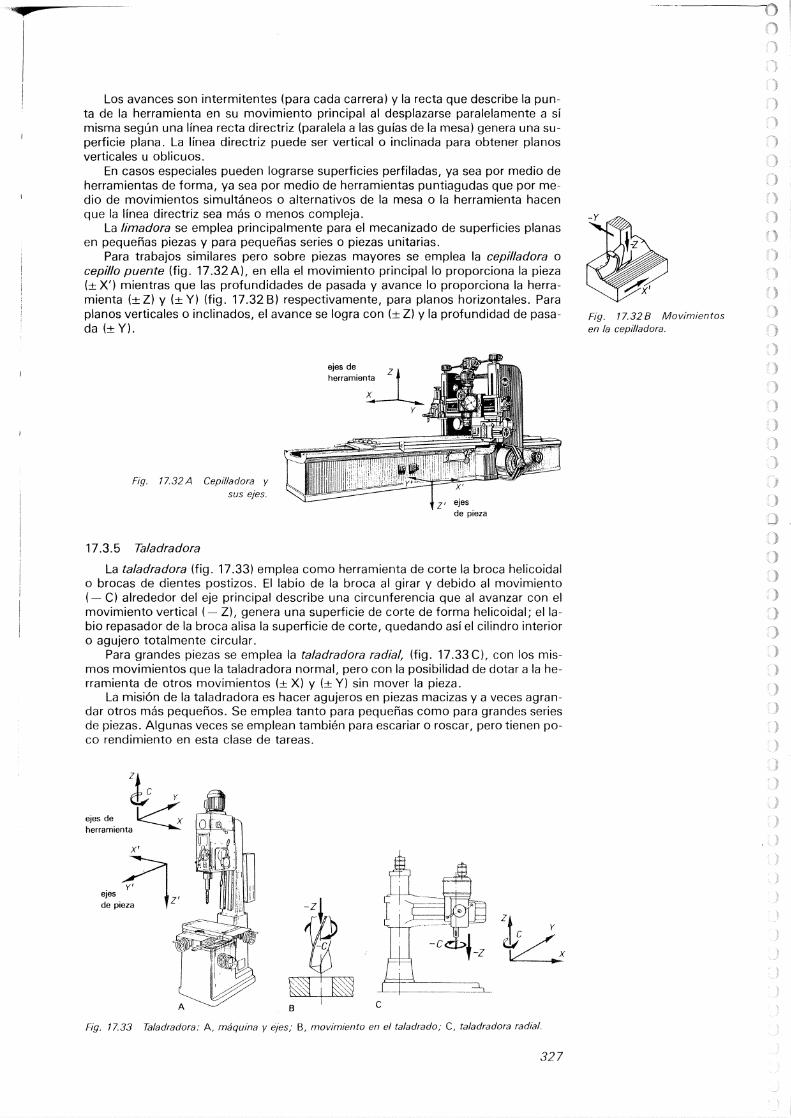
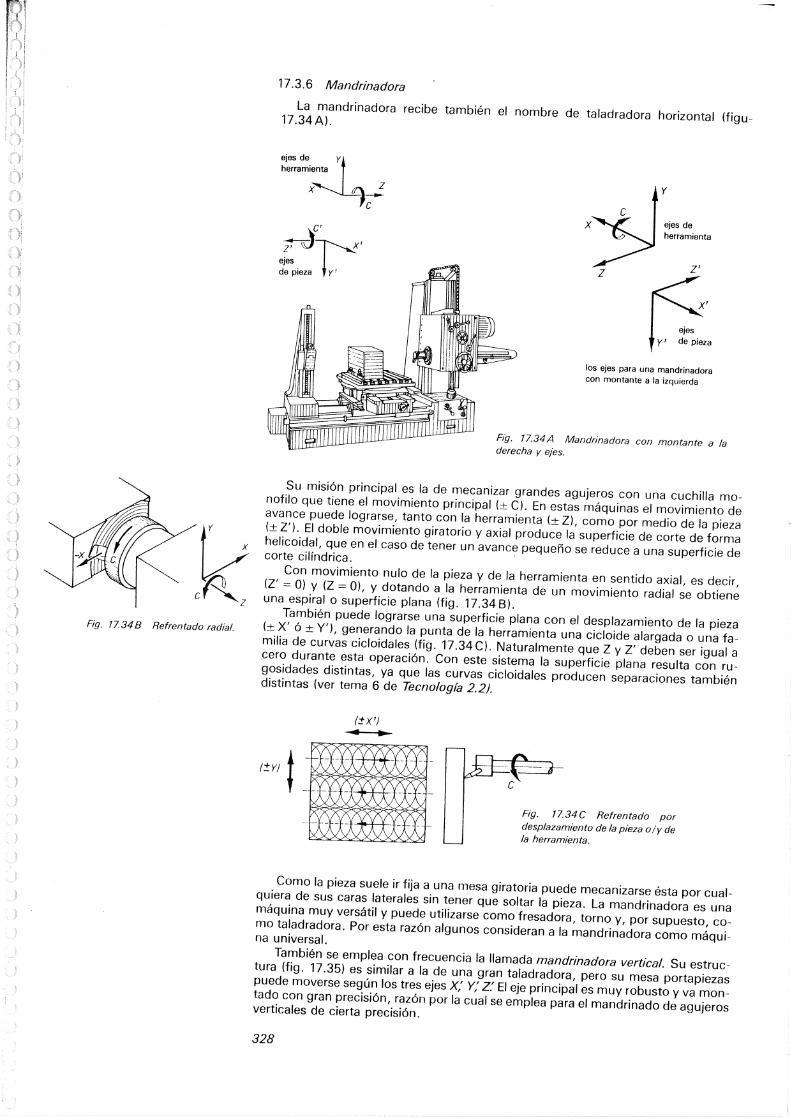
las máquinas herramientas 32017 .3 .2 Aspereza superficial ideal 323 19 . Presupuesto y costes . . . . . . . . . . . . . . . . . . . . . . . . . .17 .3 .3 Obtención de superficies en el torno 325 19 .1 Presupuesto17 .3 .4 Limadora 326 19 .2 Factores del coste industrial17 .3 .5 Taladradora 327 19 .2 .1 Materia prima . Su coste17 .3 .6 Mandrinadora 328 19.2 .2 Mano de obra directa17 .3 .7 Fresadora horizontal 329 19.2 .3 Gastos generales17 .3 .8 Brochadora 330 19.2 .3 .1 Gastos generales fijos17 .3 .9 Rectificadoras 330 19 .2 .3 .2 Gastos generales varia-
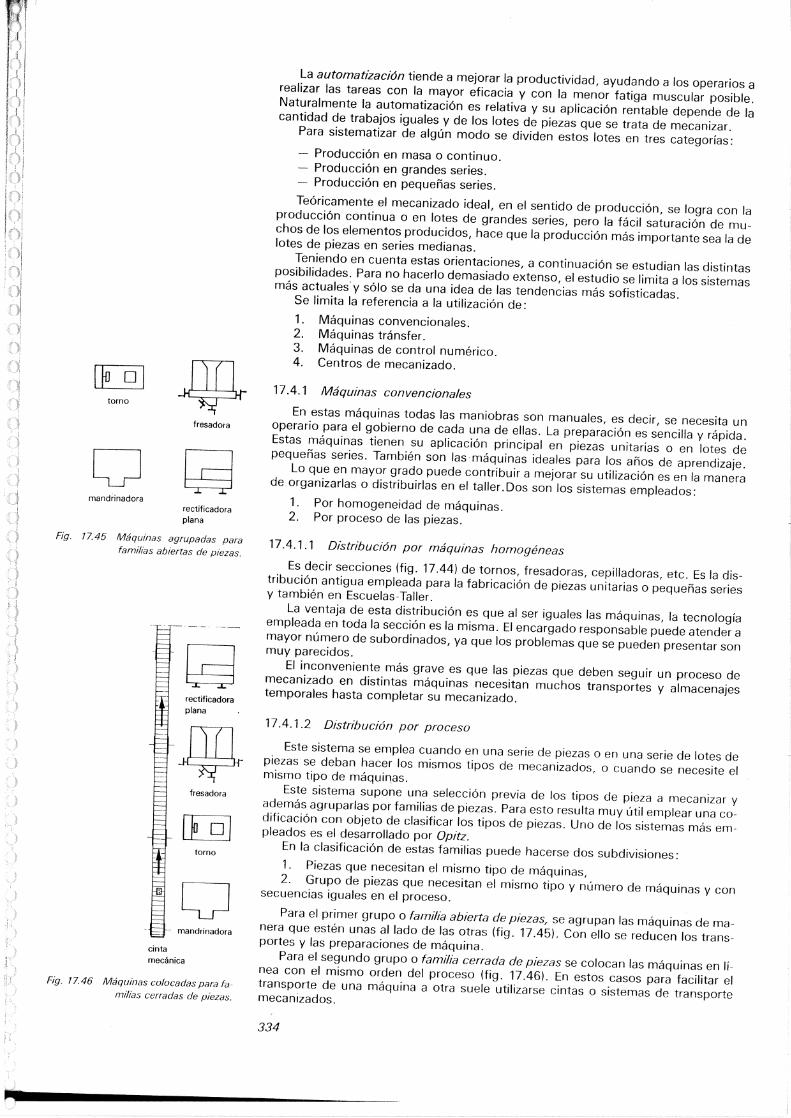
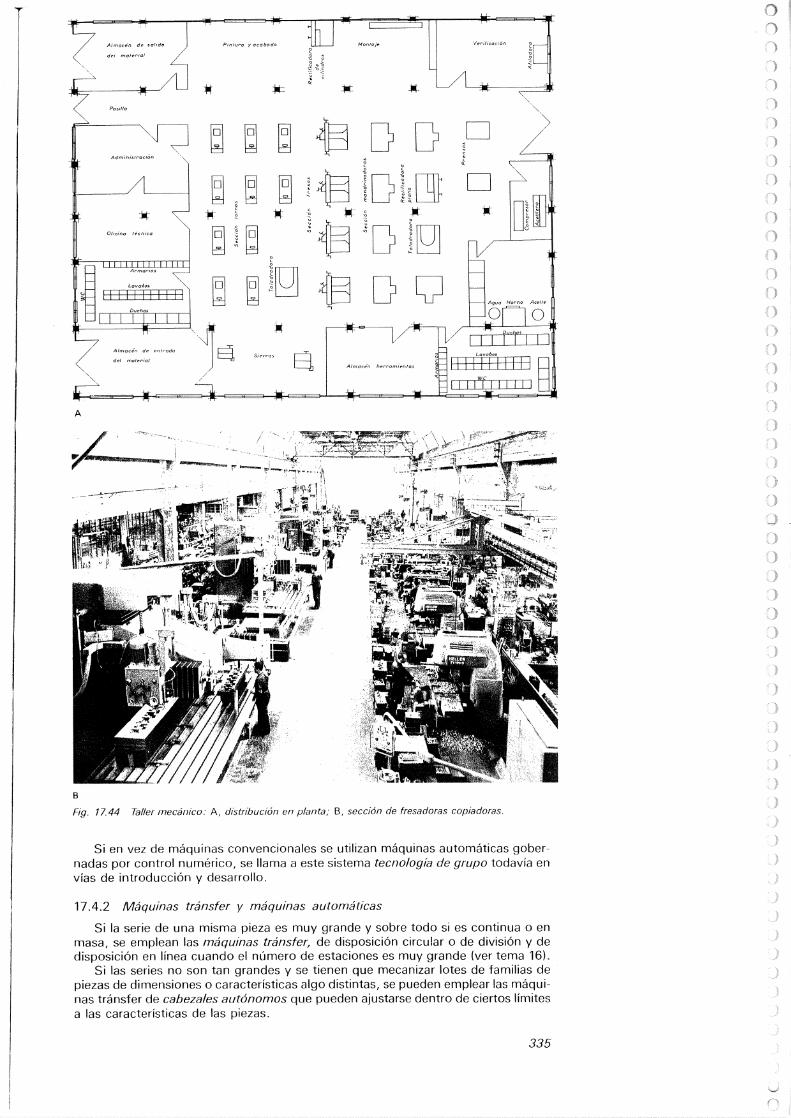
17 .4 Diversas maneras de organizar el mecanizado 332 bles17 .4 .1 Máquinas convencionales 334 19 .3 Casos que pueden presentarse en el cálculo de17.4 .2 Máquinas tránsfer y máquinas auto- costes
máticas 335 19 .3 .1 Sistemas de cálculo para producto17 .4 .3 Máquinas de control numérico único
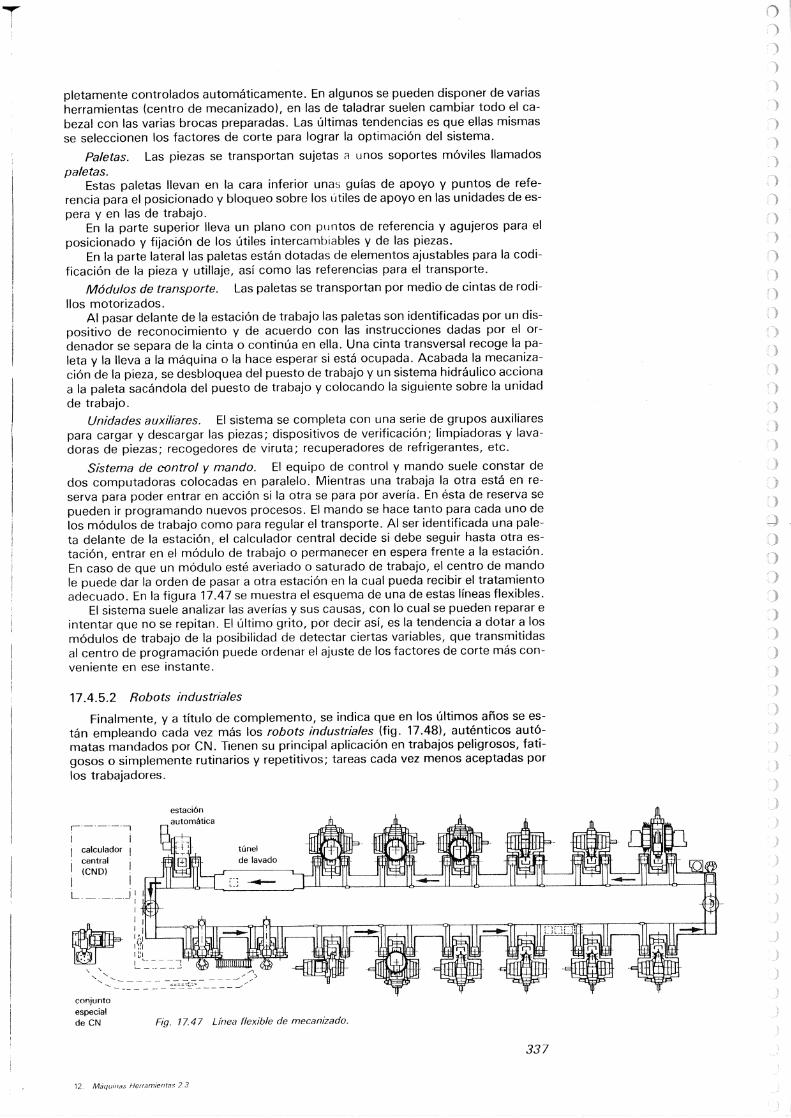
(C . N.) 336 19 .3 .1 .1 Coste global17 .4 .4 Centros de mecanizado 336 19 .3 .1 .2 Coste por fases17 .4 .5 Presente y futuro del mecanizado . 19 .3 .2 Sistemas de cálculo del coste cuando
Líneas flexibles . Robots 336 se fabrican varios productos
18 . Estudio de los procesos de mecanizado 33919.3 .2 .1 Cálculo por el sistema de
. . . . . . . . .18 .1 Estudio previo de las piezas 339
los costes especiales19 .3 .2 .2 Cálculo de los costes18 .2 Estudio delplano de mecanizado 339 marginales18 .3 Análisis de trabajo 340 19.4 Coste preestablecido (coste estándar)18 .4 Vocabulario técnico 340 19.5 Precio de venta y umbral de rentabilidad18 .5 Estudio de los Procesos de trabajo o gamas de
mecanizado 342 Bibliografía . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Tema 1 .
Organización Industrial
EXPOSICIÓN DEL TEMA
En este tema se trata de dar una idea general de organización industrial ysu apli-cación a un Taller Mecánico .
Dada la gran variedad de empresas y de talleres, todo lo que aquí se diga será decarácter general o de orientación, ya que los detalles pueden ser muy distintos se-gún las peculiaridades de cada taller y aun de cada persona . Podrá servir como líneade actuación para la mayoría de los casos, y los detalles habrá que disponerlos deacuerdo con cada circunstancia .
Se empieza con unas ideas referidas a las empresas en general, para centrarlas yaplicarlas después a los talleres mecánicos.
1 .1 La empresa industrial . Su organización
Por empresa industrial se entiende el conjunto de personas y de medios que sededican a la transformación de la materia prima o de los productos semielaboradospara lograr a su vez otros productos que, después de vendidos, produzcan unos beneficios . El cliente o nueva empresa vuelve a su vez a transformar el producto semi-elaborado, y así sucesivamente hasta llegar a la utilización final o producto acabado .
Así, por ejemplo, una empresa minera extrae un mineral metálico, lo elabora condistintas manipulaciones y separa las tierras extrañas . A continuación, una industriametalúrgica con ese mineral logra un producto metalúrgico en forma de lingotesque otra empresa adquiere y transforma en perfiles laminados. Finalmente las em-presas mecánicas transforman dichos perfiles en piezas que, ensambladas o ajus-tadas convenientemente, forman las máquinas, los aperos, aparatos, vehículos, et-cétera, dispuestos para ser utilizados .
Apurando el ciclo, estos productos, una vez envejecidos por el uso, se trans-forman en chatarra, que vuelve a ser aprovechada en la obtención de nuevas ma-terias para nuevas transformaciones .
Para que cada una de estas empresas tenga una producción con un rendimientoadecuado, es necesario emplear una serie de técnicas que aprovechan las posibi-lidades de las personas, de las máquinas y de las materias, de una manera sistemática y racional . El conjunto de estas técnicas forman la llamada organización in-dustrial .
Esta organización presenta un doble aspecto ; a saber : organización funcional yorganización jerárquica .
1 .1 .1 Organización funcional
Se refiere a las diversas tareas o funciones que deben hacerse en la empresa pa-ra lograr su objetivo u objetivos.
15
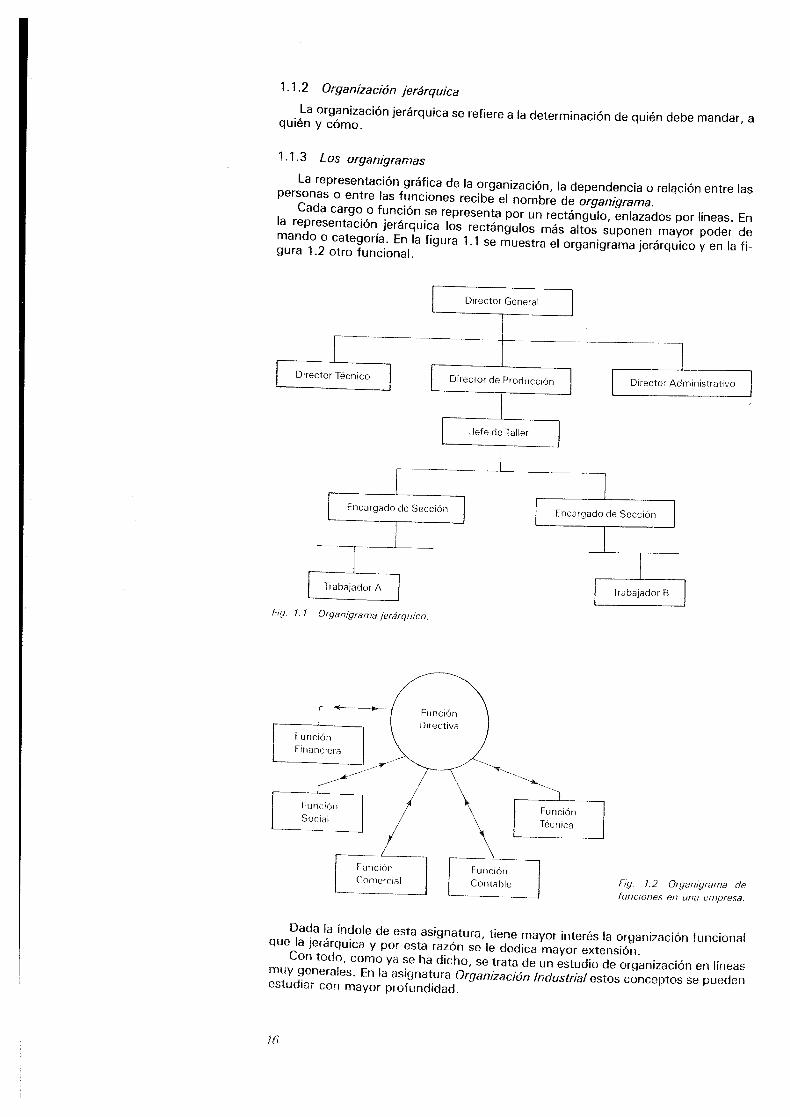
La representación gráfica de la organización, la dependencia o relación entre laspersonas o entre las funciones recibe el nombre de organigrama.Dada cargo o función se representa por un rectángulo, enlazados por líneas . Enla representación jerárquica los rectángulos más altos suponen mayor poder demando o categoría. En la figura 1 .1 se muestra el organigrama jerárquico y en la fi-gura 1 .2 otro funcional .
1 .1 .2
Organización jerárquicaLa organización jerárquica se refiere a la determinación de quién debe mandar, aquién y cómo .
1 .1 .3 Los organigramas
Director Técnico
Encargado de Sección
E Encargado de Sección
Trabajador A
Trabajador B
Fig. 1 . 1
Organigrama jerárquico .
16
Director GeneralT
Director de Producción
Jefe de Taller
Director Administrativo
FunciónContable
Fig. 1.2 Organigrama defunciones en una empresa.
Dada la índole de esta asignatura, tiene mayor interés la organización funcionalque la jerárquica y por esta razón se le dedica mayor extensión.Con todo, como ya se ha dicho, se trata de un estudio de organización en líneasmuy generales . En la asignatura Organización Industrial estos conceptos se puedenestudiar con mayor profundidad.
1 .2 Las funciones en la empresa
Las tareas que debe realizar una empresa pueden reunirse en grupos más o me-
nos uniformes que constituyen las llamadas funciones.
En la figura 1 .2 se muestra un organigrama muy simplificado de las funciones de
una empresa .
1 .2 .1 La función de dirección
Esta función es la encargada de dirigir toda la empresa, la que recibe los pedidos
de los clientes y la que ordena cuándo y cómo deben realizarse . De ella depende la
planificación general .La persona que dirige la empresa suele tener un equipo asesor o staff. Ordinaria-
mente, los jefes de las otras funciones son el equipo asesor y, según como esté
estructurada la empresa, pueden ser no solamente asesores, sino también parte ac-
tiva en la decisión . Así, antes de aceptar un trabajo de alguna importancia, la direc-
ción deberá asesorarse con el responsable de la función técnica para ver si es o no
posible realizar ese trabajo en las condiciones de calidad y tiempo, así como antes
de dar un presupuesto deberá recabar los datos necesarios de la oficina de prepara-
ción, tiempos y almacén .Una vez valorada la cuestión, la función directiva es quien toma la decisión, y el
último responsable es, en consecuencia, el director .
1 .2 .2 Función financiera
Es la encargada de recabar los medios económicos necesarios para el funcio-
namiento normal de la empresa o para la adquisición de fondos, préstamos, etc.,
necesarios para alguna operación extraordinaria . En una palabra, es la encargada de
obtener el dinero necesario en el momento oportuno y, naturalmente, en las mejo-
res condiciones parada empresa .
1 .2 .3 Función social
Es la responsable de lograr que las personas que componen la empresa sean un
auténtico grupo integrado ; es decir, un conjunto de personas que estén perfecta-
mente compenetradas, entre las cuales no existan tensiones y se sientan plena-
mente realizadas como personas .No es una función fácil, ya que hay que lograr el objetivo básico de dar a cada
uno lo que le corresponde; es decir, hay que armonizar derechos y obligaciones y
procurar eliminar el egoísmo excesivo de los componentes de la empresa . Para
lograr esto, hoy día se tiende a que se cumplan estas tres condiciones :
1 ?
El personal debe estar de acuerdo, en general, con el fin común perseguido
y en los medios aplicados para obtenerlo .
2?
Debe existir amplia comunicación entre sus miembros .
3~
Todos los miembros deben participar en la marcha de la empresa y en el
logro' de los objetivos .
1 .2 .4 Función comercial
Es la responsable de adquirir los medios de producción y de vender los produc-
tos obtenidos . Podría subdividirse en dos subfunciones : compras y ventas .
Es también la que debe regular los stocks ideales tanto de materias primas como
de productos terminados . Comprar y vender es su misión principal y, en muchas
ocasiones, prever la asistencia posventa al cliente .
1 .2 .5 Función contable
Su misión es llevar al día el estado de cuentas de la empresa por medio de los
libros de contabilidad necesarios, para saber en cada momento el estado real de la
empresa en el aspecto económico .No es la encargada de obtener el dinero, pero sí la encargada de saber dónde
está y cómo se utiliza .
1 .2 .6 La función técnica
Es la encargada de realizar o lograr la producción definida por dirección como
objetivo de la actividad de la empresa . Es, por decirlo así, el brazo ejecutor, la fun-
ción realizadora .En el tema siguiente se hará un estudio detallado de esta función .
2.
Míqunras Nenpnrlentas 2.3
17

18
1 .3 Las funciones y las personas que las realizan
Las funciones son realizadas por personas con la preparación adecuada . Paraello se organizan de acuerdo con la teoría de división del trabajo .Se comprende que en pequeños talleres o empresas una sola persona podrá de-sempeñar una o másfunciones ; por ejemplo, puede ser director y agente comerciala la vez; puede ser proyectista y preparador de trabajo, etc .Por el contrario, en grandes empresas, una misma función debe ser desempe-ñada por varias personas, ya que el volumen de trabajo a realizar desborda las posi-bilidades de una sola de ellas .
1 .4 Principios generales de organización
Se puede decir que no hay una organización única para todas las empresas y niaun para cada función .La organización debe ser a medida de cada función y de cada empresa, evitandoque se convierta en una burocracia que dificulte el buen funcionamiento de la mis-ma y que limite las posibilidades de cada una de las personas que la utilizan .Los principios que se reseñan no son los únicos, pero con ellos puede sentarseuna base suficiente para una correcta organización .
1 .4 .1 Adecuación a las personasLa organización debe estar pensada de acuerdo a las personas que la van a llevara cabo .La organización debe ser teóricamente correcta ; es decir, debe seguir las líneasgenerales, las normas aceptadas universalmente como válidas en la actualidad,pero, a la vez, debe ser prácticamente tan flexible que no obligue a deformar la per-sonalidad y aptitudes de los colaboradores a todos los niveles .Una regla de oro para definir la racionalidad de una organización es que ésta sir-ve a las personas y no al revés .
1 .4 .2 La autoridad y la responsabilidadUn principio básico de toda organización es que la autoridad se puede delegar,pero la responsabilidad es asumida siempre por el jefe, el cual, como máximo, lacomparte . De ahí el nombre de responsable que suele darse al jefe .Esto no significa que cada uno es irresponsable de su trabajo, sino todo lo con-trario ; pero el jefe no se desentiende de los actos de sus subordinados y, en últimotérmino, se responsabiliza de ellos.Un extremo que debe evitar cualquier jefe es hacer personalmente lo que co-rresponde a un subordinado; en todo caso, le corresponde indicar lo que debe ha-cerse y, en ocasiones, cómo hacerlo; pero la ejecución del trabajo es misión de sussubordinados .
1 .4 .2 .1 El número de subordinadosCada jefe debe serlo de un número limitado de personas . Si son muchos, la su-pervisión puede resultar difícil ; si son pocos, puede desperdiciarse la capacidad deaquél .El número óptimo varía de tres a diez, según el tipo de trabajo realizado . En estesentido, puede decirse que cuando aumenta el nivel de cualificación, el número desubordinados debe disminuir .También es cierto que al implantar un modelo organizativo la supervisión debeser mayor que cuando haya pasado un tiempo razonable y todo el mundo conozcasu cometido .
1 .4 .2 .2
Simplificación jerárquica
Hay que evitar en lo posible la duplicidad de mando. Cada persona debe recibirórdenes de un sólo responsable, al que, asimismo, consultará cuando tenga unaduda o problema . Esto evitará órdenes contradictorias, confusiones y notables pér-didas de tiempo .Es conveniente acortar los niveles jerárquicos, puesto que, además de evitar unaorganización en la que la proporción de mando sea excesiva -con el costo conse-cuente-, se consigue aumentar la agilidad de ejecución de las tareas .
CUESTIONARIO
1 .1
¿Qué son productos semielaborados?1 .2
¿Qué objetivos tiene la organización industrial?1 .3
Diferencias entre organización jerárquica y funcional .1 .4
¿Qué son las funciones en la empresa?1 .5
¿Cuáles son las funciones de la dirección?1 .6
¿Qué es la función técnica?1 .7
¿Es conveniente delegar la autoridad?1 .8
Significado de la simplificación jerárquica .
TEMAS A DESARROLLAR POR EL ALUMNO
1 .
Dibujar un organigrama jerárquico de un taller mecánico de dimensión media .2 .
El director de una empresa tiene un departamento de estudios para su asesoramiento,cuyos componentes dependen directamente de dirección y no tienen carácter ejecutivo . Re-presentar un organigrama mínimamente desarrollado donde se contemple este supuesto .
Terna 2.
Función Técnica
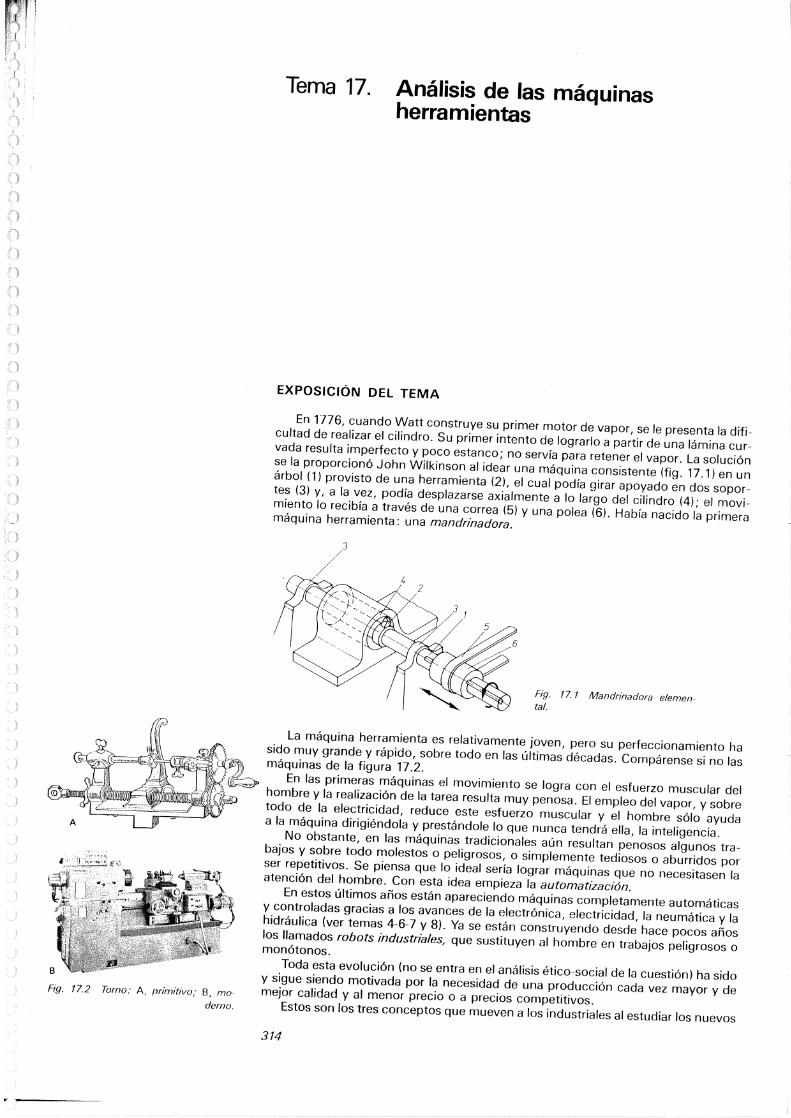
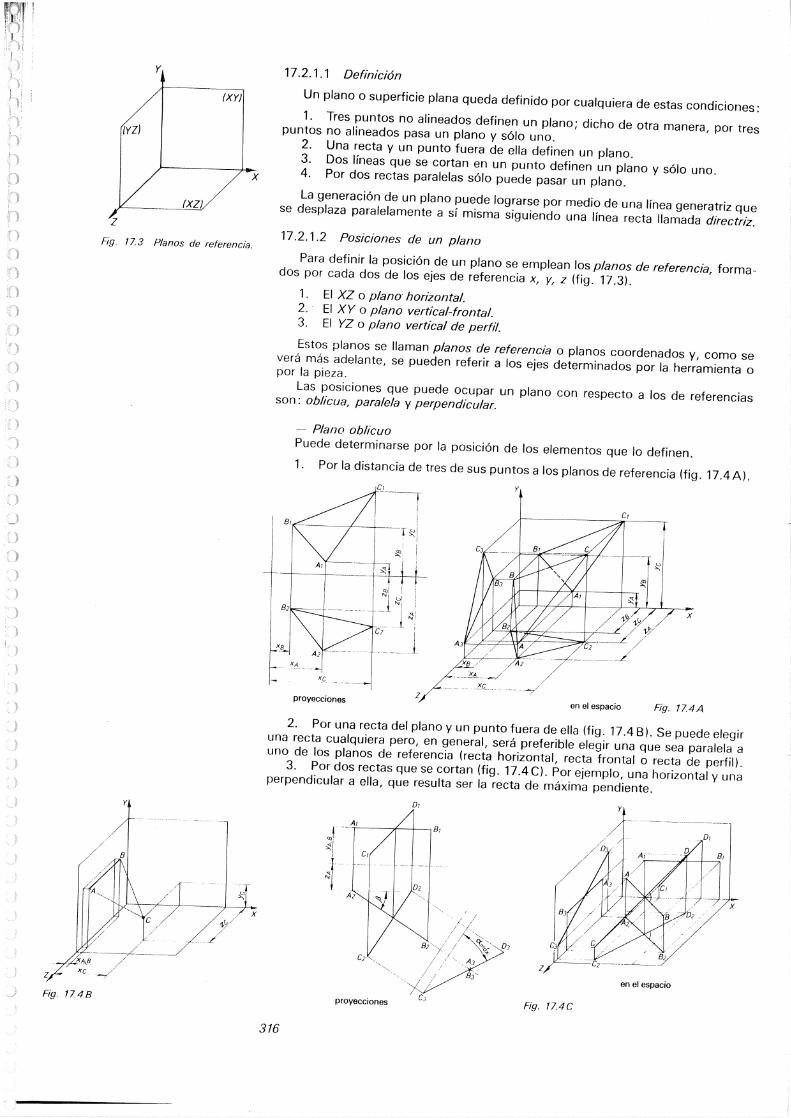
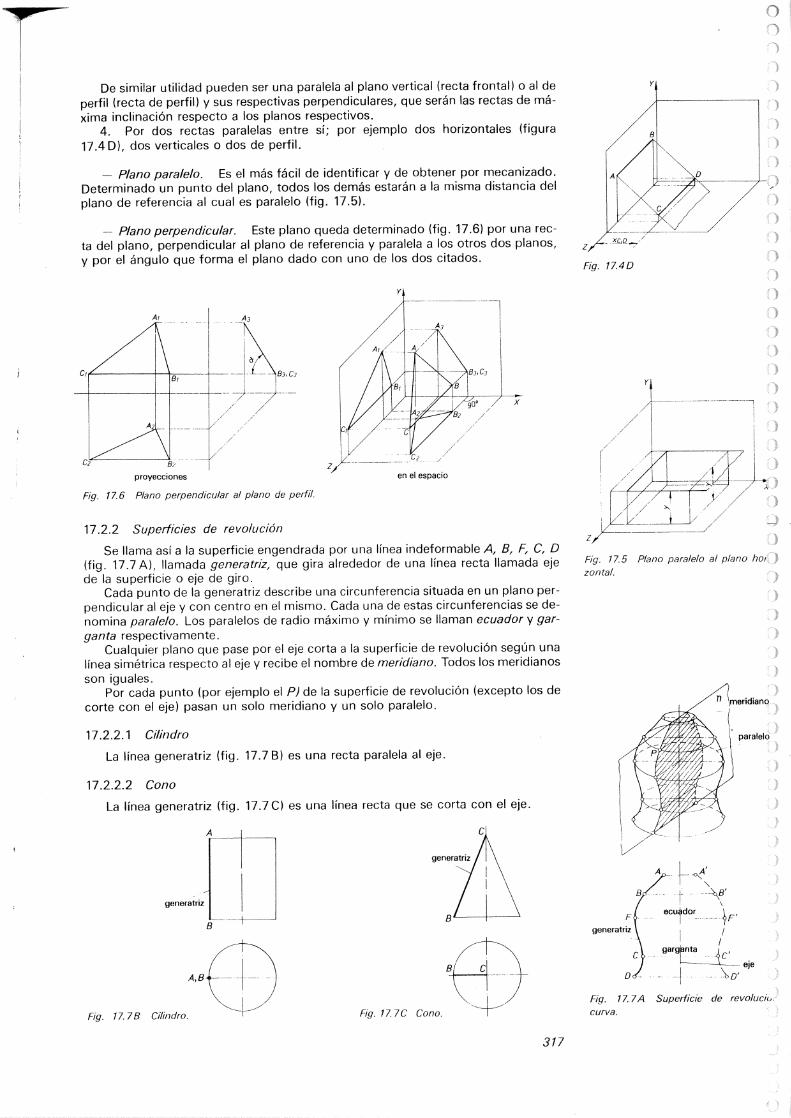
EXPOSICIÓN DEL TEMA
La función técnica es el conjunto de actividades y trabajos necesarios para fabri-car los productos propuestos por la empresa (dirección), a partir de las materias pri-mas, los medios (instalaciones, máquinas, etc .) y la participación humana .
La aplicación de las diversas técnicas y conocimientos del saber humano debellevar a una organización racional que logre la más alta eficacia en la producción, fa-bricando la cantidad de productos necesaria, en el tiempo preciso, con la calidadpedida y empleando el método mejor y más barato .
La función técnica debe realizar estas tareas fundamentales, de las cuales se en-cargan los correspondientes departamentos :
- Preparación del trabajo : Oficina Técnica.- Ejecución del trabajo o fabricación : Taller.- Control de calidad : Servicio de control.En la figura 2.1 quedan esquematizadas estas actividades . En la misma figura
aparecen indicadas otras secciones que, según las organizaciones, se hacen de-pender de un departamento u otro ; estas son : almacenes, mantenimiento, etc .
2 .1 Oficina técnica
La oficina técnica tiene la misión de preparar el trabajo con todo detalle para quefabricación tenga todos los datos perfectamente definidos y en el momento opor-tuno, para poder realizar el trabajo sin dificultades ni interrupciones y con la calidadnecesaria .
Esta oficina técnica se divide en dos, a saber :
20
- Oficina de proyectos.- Oficina de preparación .
2.1 .1
Oficina de proyectos
En la oficina de proyectos se preparan los planos de taller y las listas de piezas .Se comprende que el trabajo es distinto según se trate de hacer un trabajo nuevo(verdadero proyecto), de preparar planos de clientes o bien de estudiar reformas defabricaciones anteriores para suprimir defectos o mejorar costos .
Si se trata de un proyecto nuevosuele seguirse este proceso para su realización :
1 .
Estudio del problema y búsqueda de información2.
Generación de posibles soluciones y elección de la que resulte más intere-sante desde los puntos de vista de diseño, rendimiento o funcionamiento y coste .
3 .
Proyecto propiamente dicho, a partir de los datos conocidos. Se realiza undibujo general o de conjunto (a ser posible a escala 1 : 1) y simultáneamente se ha-
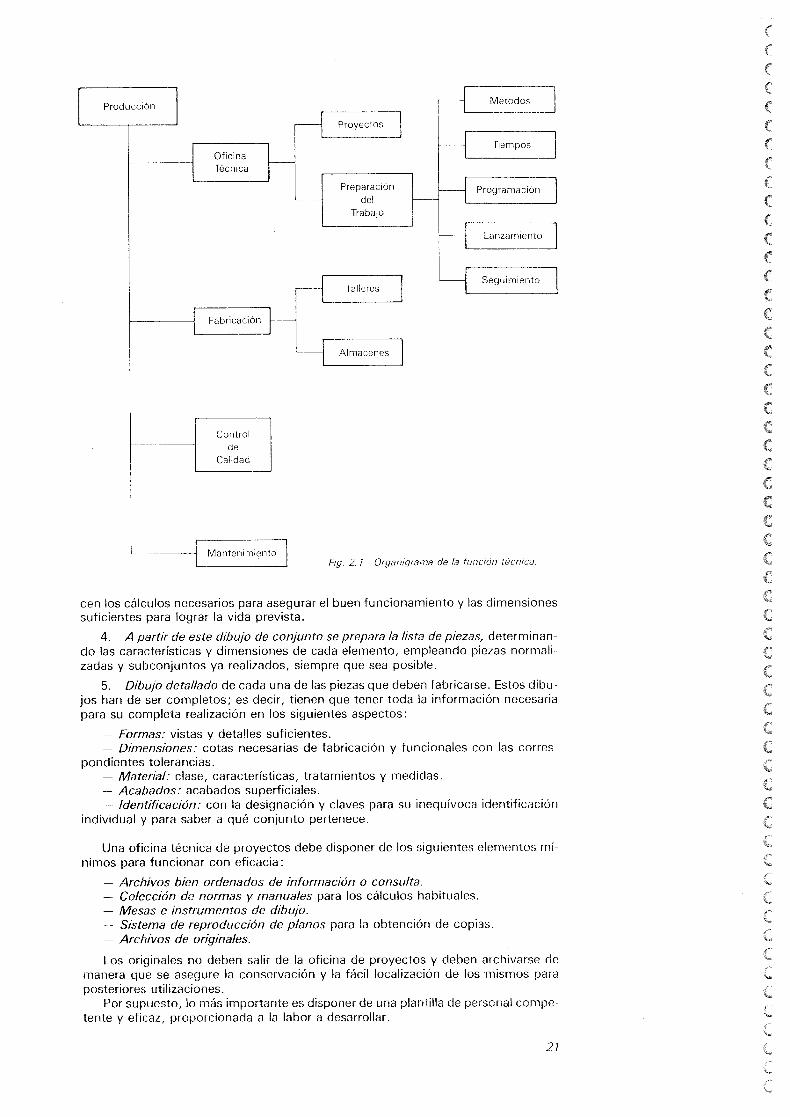
Fig . 2.1
Organigrama de la función técnica .
cen los cálculos necesarios para asegurar el buen funcionamiento y las dimensionessuficientes para lograr la vida prevista .
4.
Apartir de este dibujo de conjunto se prepara la lista de piezas, determinan-do las características y dimensiones de cada elemento, empleando piezas normali-zadas y subconjuntos ya realizados, siempre que sea posible .
5 .
Dibujo detallado de cada una de las piezas que deben fabricarse . Estos dibu-jos han de ser completos ; es decir, tienen que tener toda la información necesariapara su completa realización en los siguientes aspectos :
- Formas: vistas y detalles suficientes .- Dimensiones: cotas necesarias de fabricación y funcionales con las corres-
pondientes tolerancias.- Material : clase, características, tratamientos y medidas.- Acabados: acabados superficiales .- Identificación : con la designación y claves para su inequívoca identificación
individual y para saber a qué conjunto pertenece .
Una oficina técnica de proyectos debe disponer de los siguientes elementos mí-nimos para funcionar con eficacia :
- Archivos bien ordenados de información o consulta .- Colección de normas y manuales para los cálculos habituales .- Mesas e instrumentos de dibujo .- Sistema de reproducción de planos para la obtención de copias .- Archivos de originales .
Los originales no deben salir de la oficina de proyectos y deben archivarse demanera que se asegure la conservación y la fácil localización de los mismos paraposteriores utilizaciones .
Por supuesto, lo más importante es disponer de una plantilla de personal compe-tente y eficaz, proporcionada a la labor a desarrollar .
21
La buena organización de la función técnica no debe empezar en el taller, sinoque debe arrancar desde la oficina de proyectos.La oficina de proyectos prepara también las memorias justificativas del proyecto
y las condiciones de calidad requerídas, e incluso prevé las condiciones de montajey asistencia posventa, si el producto fabricado lo requiere .
Un proyecto no se da por concluido hasta que ha sido realizado el prototipo o sehayan hecho las pruebas de funcionamiento, estando durante este período en dis-posición de corregir o mejorar detalles sugeridos por la oficina de métodos o por eljefe de producción .
Las grandes empresas disponen de talleres de prototipos, dependientes direc-tamente de la oficina de proyectos y entre ambas se encargan de investigar y mejo-rar el proyecto .
2.1 .2 Oficina de preparación
A partir de la documentación preparada en la oficina de proyectos, esta oficinaprocede a la preparación de la documentación necesaria para lograr una fabricacióncon la mayor productividad .
Al conjunto de funciones desarrolladas en esta oficina la llaman algunos autorescontrol de la producción, ya que de sus distintas secciones deben salir todos los do-cumentos y las órdenes necesarias para una fabricación racional . Suele dividirse enlas siguientes secciones :
- Métodos.- Tiempos.- Programación .- Lanzamiento .- Seguimiento y corrección .
2.1 .2 .1 Métodos
En esta sección se analiza el trabajo a desarrollar y se determinan los puestos detrabajo por los cuales debe pasar la pieza .La oficina de métodos prepara una serie de posibles alternativas, elige la másconveniente, sugiere las correcciones del proyecto que aconseja una fabricación
más económica, prevé los útiles normales y los accesorios o utillajes especiales, de-finiendo sus características.
En el análisis previo de un método de trabajo suelen seguirse las siguientes eta-pas :
1 .
Se propone una serie de posibles alternativas .Analizado el pro y el contra de cada una de ellas se decide la ejecución de la que
presente mayores ventajas, tanto técnicas como económicas . También se sugierenlas modificaciones procedentes de formas o detalles que no afectan a la función dela pieza, con el fin de lograr un mejor proceso de mecanizado .
2.
Con las conclusiones obtenidas se prepara la gama o proceso de meca-nizado.En esta hoja (Ver hoja de proceso de mecanizado de la página 168 de Técnicas
de Expresión Gráfica 2.3) aparece dividido el trabajo en fases y subfases, con indi-cación, en cada una de ellas, de la máquina más adecuada, las herramientas espe-ciales de trabajo o control y los utillajes o accesorios que hay que utilizar, con suscaracterísticas específicas para que la sección de utillajes o la oficina de proyectos(según la organización) los estudie con detalle y dé las órdenes de preparación yrealización .
3.
Cuando la serie de operaciones a realizar en cada fase o subfase sea muy im-portante o la serie de piezas a realizar lo aconseje, se procede a un estudio detalladode las operaciones a realizar en cada una de ellas .
En esta hoja detallada se hace un estudio del sistema de montaje y de las manio-bras y elementos de corte para cada pasada con indicación de los tiempos que cadauna necesita, calculados por los agentes de tiempo .
2.1 .2 .2 Tiempos
A partir de las hojas de instrucciones detalladas se calculan los tiempos nece-sarios según las diversas técnicas conocidas : tiempos normalizados, tiempos pre-determinados o por cronometraje .
22
Se divide el tiempo en : tiempo de preparación, tiempo de maniobra y tiempo decorte.
Es una función de gran responsabilidad, ya que estos tiempos son empleadospor:
- Los programadores, para dar las órdenes de trabajo y las fechas de comienzode cada pieza .
- Los contables, para determinar los presupuestos y asignar las primas a losoperarios .
2.1 .2 .3 Programación
Es la función que tiene por objeto señalar con exactitud el momento de empezaruna tarea, determinando las máquinas a emplear y la fecha de terminación prevista .Deberá prever que estén preparados, para el momento de empezar, los materiales,las herramientas, etc .
No se quiere dejar de advertir aquí un vicio nacional, por no utilizar adecuada-mente esta función, que es el incumplimiento de las fechas de entrega . En esto sedebería aprender de las naciones más progresistas . Así, en la industria americana elcumplir los plazos de entrega es casi una obligación religiosa .
La programación es distinta según se trate de trabajo sobre pedido, trabajo deproductos propios, productos comerciales o sí la fabricación es mixta ; es decir, par-te del trabajo se hace sobre pedido y otra parte es propia . También será muy distintasi se trata de productos muy variados o más bien pocos y repetitivos .
Antes de proceder a la programación propiamente dicha, hay que obtener unainformación tan completa como sea posible sobre los elementos que intervienen enel proceso de fabricación .
La información que se necesita, su procedencia y el tratamiento que debe darsees como sigue :
1 . Materiales de fabricación .
Se necesita saber la clase, calidad y cantidadempleada en cada pieza ; los lotes de piezas que hayque hacer . Estos datos se obtie-nen de las listas de piezas y de las órdenes de fabricación, respectivamente . Conellas y con el material disponible en el almacén, se sabrá qué material hay que usar,en qué cantidad y cuándo hay que pedirlo.
Se debe saber el tiempo necesario para recibir el material del proveedor, inclusolos tiempos necesarios en caso de devolución por falta de calidad .
Todos estos datos se obtienen de las fichas de existencias de material en al-macén .
Concretar el pedido y elegir a los proveedores es función de la sección de com-pras .
2.
Calidad de cada unidad.
Hace falta saberla calidad de cada una de las pie-zas y aun de cada medida o característica . Este dato se obtiene de los dibujos de de-talle o de taller .
Con ellos se puede elegir las máquinas más apropiadas para obtener esas espe-cificaciones de calidad de la manera más económica . Es evidente que no se eligiráuna máquina de precisión, y por tanto cara, si la tolerancia pedida es muy amplia ;dígase otro tanto respecto al acabado superficial e incluso de la calidad de material .
3.
Tiempo asignado para cada subfase.
Es necesario saber el tiempo o cargaque supone para cada máquina o puesto de trabajo.
Se obtiene de las hojas de instrucciones detalladas, o por comparación de otrostrabajos similares determinados por los agentes de tiempos .
4 .
Capacidad de carga de cada máquina.
Se llama carga de máquina o depuesto de trabajo, a la cantidad de trabajo que puede hacerse en una máquina, o enel puesto de trabajo, en la unidad de tiempo .
Para la programación habrá que conocer la cantidad de trabajo que hay que ha-cer ; es decir, la carga total para cada trabajo o pedido a programar, pero habrá quetener en cuenta las cargas anteriores, incluidas las retrasadas, de otros pedidos oproductos .
5 .
Métodos de trabajo.
En ocasiones es necesario conocer todas las alterna-tivas posibles . Así, si una máquina o puesto está sobrecargado y otra tiene poco, sepuede canalizar hacia ésta parte del trabajo, aunque esto conlleve menor rendimiento, cosa que habrá que tener en cuenta para empezar antes el trabajo . Cuando el
23
24
producto deba sufrir algún ajuste o montaje con otras piezas que no pueden esperaro retrasarse, este detalle debe valorarse cuidadosamente .
6.
Fijación de la fecha de ejecución.
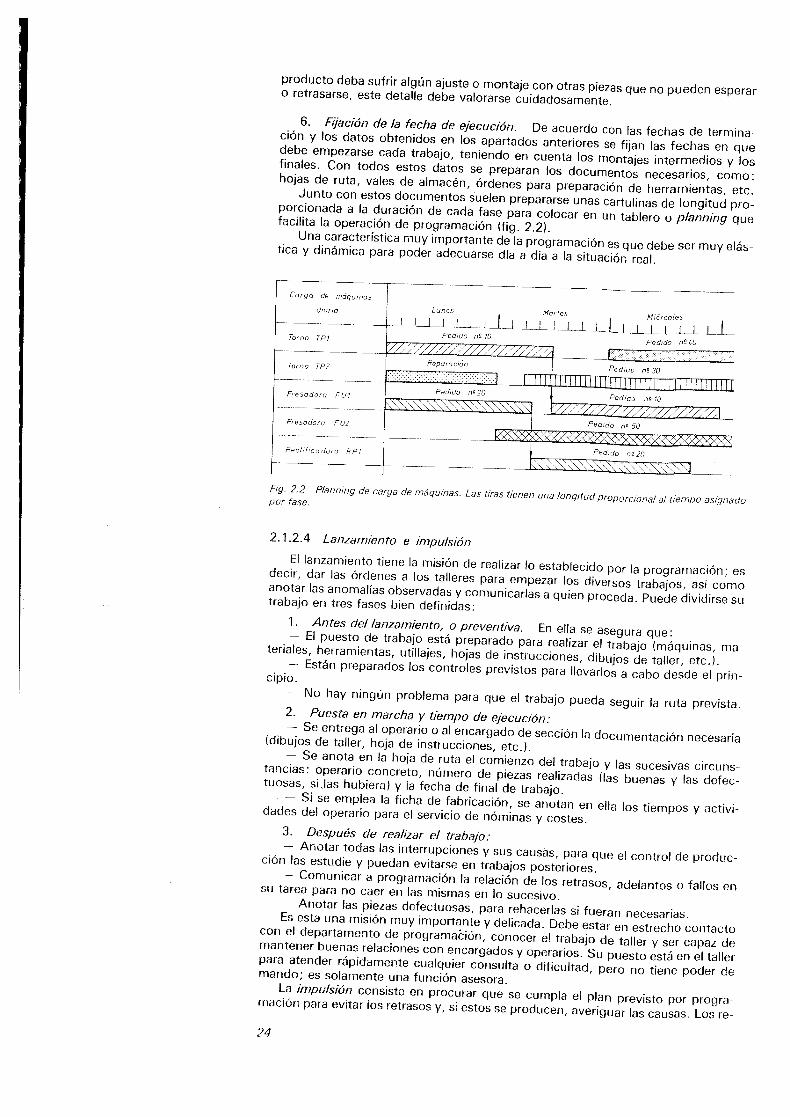
De acuerdo con las fechas de termina-ción y los datos obtenidos en los apartados anteriores se fijan las fechas en quedebe empezarse cada trabajo, teniendo en cuenta los montajes intermedios y losfinales . Con todos estos datos se preparan los documentos necesarios, como :hojas de ruta, vales de almacén, órdenes para preparación de herramientas, etc.Junto con estos documentos suelen prepararse unas cartulinas de longitud pro-porcionada a la duración de cada fase para colocar en un tablero o planning quefacilita la operación de programación (fig . 2.2).Una característica muy importante de la programación es que debe ser muy elás-tica y dinámica para poder adecuarse día a día a la situación real .
mm unmvnnnnn~m~niPedido n230
Pedido n~70
Carga de máquinas
Torna TP1
Torno TP2
- Fresadoro FU1 -
i Fresodora FU2
Rectilicadoro RP7
2.1 .2 .4 Lanzamiento e impulsión
Lunes Martes
Pedido n°- 10
Miércoles
Pedido n°°-40
Fig. 22
Planning de carga de máquinas . Las tiras tienen una longitud proporciona/ al tiempo asignadopor fase.
El lanzamiento tiene la misión de realizar lo establecido por la programación ; esdecir, dar las órdenes a los talleres para empezar los diversos trabajos, así comoanotar las anomalías observadas y comunicarlas a quien proceda . Puede dividirse sutrabajo en tres fases bien definidas :1 .
Antes del lanzamiento, o preventiva .
En ella se asegura que :- El puesto de trabajo está preparado para realizar el trabajo (máquinas, ma-teriales, herramientas, utillajes, hojas de instrucciones, dibujos de taller, etc .) .- Están preparados los controles previstos para llevarlos a cabo desde el prin-cipio .- No hay ningún problema para que el trabajo pueda seguir la ruta prevista .2 .
Puesta en marcha y tiempo de ejecución:- Se entrega al operario o al encargadode sección la documentación necesaria(dibujos de taller, hoja de instrucciones, etc.) .- Se anota en la hoja de ruta el comienzo del trabajo y las sucesivas circuns-tancias : operario concreto, número de piezas realizadas (las buenas y las defec-tuosas, si,las hubiera) y la fecha de final de trabajo.- Si se emplea la ficha de fabricación, se anotan en ella los tiempos y activi-dades del operario para el servicio de nóminas y costes .3.
Después de rea/izar el trabajo:- Anotar todas las interrupciones y sus causas, para que el control de produc-ción las estudie y puedan evitarse en trabajos posteriores .- Comunicar a programación la relación de los retrasos, adelantos o fallos ensu tarea para no caer en las mismas en lo sucesivo .- Anotar las piezas defectuosas, para rehacerlas si fueran necesarias .Es esta una misión muy importante y delicada . Debe estar en estrecho contactocon el departamento de programaéión, conocer el trabajo de taller y ser capaz demantener buenas relaciones con encargados y operarios . Su puesto está en el tallerpara atender rápidamente cualquier consulta o dificultad, pero no tiene poder demando ; es solamente una función asesora.La impulsión consiste en procurar que se cumpla el plan prevista por progra-mación para evitar los retrasos y, si estos se producen, averiguar las causas . Los re-
trasos los detecta el lanzador, pero averiguar las causas es misión del impulsor .Debe atender, sobre todo, a aquellos trabajos que, de producirse retraso, su-
ponen un mayor problema a la empresa así como activar aquéllos que se hayan re-trasado. En empresas pequeñas el impulsor puede ser el mismo lanzador o el encar-gado de taller . Es una función muy importante en talleres que trabajan sobre pedi-do, por ser más difícil la programación .
2.1 .2 .5 Corrección
Tiene por misión sugerir las soluciones a las causas que provocan los retrasos .Estas soluciones pueden ser :
- Aumentar la jornada de trabajo.- Enviar parte del trabajo a otra empresa .- Suspender temporalmente los trabajos menos urgentes .- Proponer medidas disciplinarias si los retrasos son ocasionados por pertur-
baciones sociales no justificadas, o poner remedio a las causas que los motivan .
Naturalmente que cualquiera de estas soluciones deben ser momentáneas y hayque procurar que no sean necesarias; lo contrario supondría una mala programa-ción, falta de medios o estructura inadecuada de la empresa .
2.1 .3 Almacén de materiales fungibles
El almacén es un servicio auxiliar de la producción y su misión consiste en :1 .
Recibir yguardar los materiales en bruto, materiales semielaborados, piezaso elementos adquiridos para incorporar a la producción o para la conservación deltaller .
2.
Proporcionarlos materiales y elementos necesarios a producción o manteni-miento, mediante solicitudes autorizadas .
3.
Llevar los registros de almacén necesarios .4.
Guardar los materiales en curso de fabricación .5.
Mantener el almacén limpio y en orden, teniendo un lugar para cada cosay cada cosa en su sitio .
Se llama almacén de material fungible porque el material que sale de él para serutilizado ya no vuelve al mismo ; se usa pues una sola vez y, al hacerlo, desaparecedel almacén . En ocasiones puede volver a él pero ya transformado, y será incluidocon otro nombre o nomenclatura .
Este servicio supone unos gastos que hay que procurar mantener lo más bajosposible dentro de unos límites admisibles . Estos gastos están influenciados por :
- El coste de compra : habrá que procurar los precios mínimos.- El gasto de custodia hasta su utilización : conservación de los productos en
buen estado, manipulación, contabilidad .- La inmovilización de dinero por exceso de existencias, tanto de materiales
para su utilización como de productos acabados .- Los gastos generales de almacén : calefacción, alumbrado, amortización de
locales de almacén, los salaríos del personal, los costes y amortizaciones de losequipos y aparatos para la manipulación y las pérdidas por deterioro o caída en des-uso .
2.1 .3 .1 Situación y espacio destinado a almacén
La situación del almacén en la distribución de las secciones de producción es demáxima importancia, ya que depende de ello el transporte o distribución .
El espacio excesivo, además de ser caro y quitar sitio para el taller, propicia el al-macenamiento de elementos innecesarios o de cantidades excesivas.
Una buena organización y coordinación de las existencias evitan acumulacionesinnecesarias de aquellos materiales de fácil y rápida adquisición y los sobrantes odesechos de materiales que se estropean .
2.1 .3.2 La organización del almacén
Para lograr un funcionamiento eficaz, es necesario fijar concretamente las nor-mas y procedimientos a seguir, teniendo en cuenta estos tres factores :
1 .
Asignación de la autoridad o responsabilidad y la coordinación con los otrosdepartamentos : suele depender del departamento de producción o de control deproducción .
25
Denominaeió7 : : Materia prima "y"
Unidades : kg
Nétodo : LIFO
Stock mLninio : 500 kg
26
2.
Estudio de una nomenclatura o designación concreta y única para cada cla-se de material de utilización obligatoria en todos los departamentos .
Los materiales normalizados serán designados según las normas generales.3.
Establecer un plan de normalización de los materiales y elementos, cons-cientes de las ventajas que tienen los elementos normalizados .
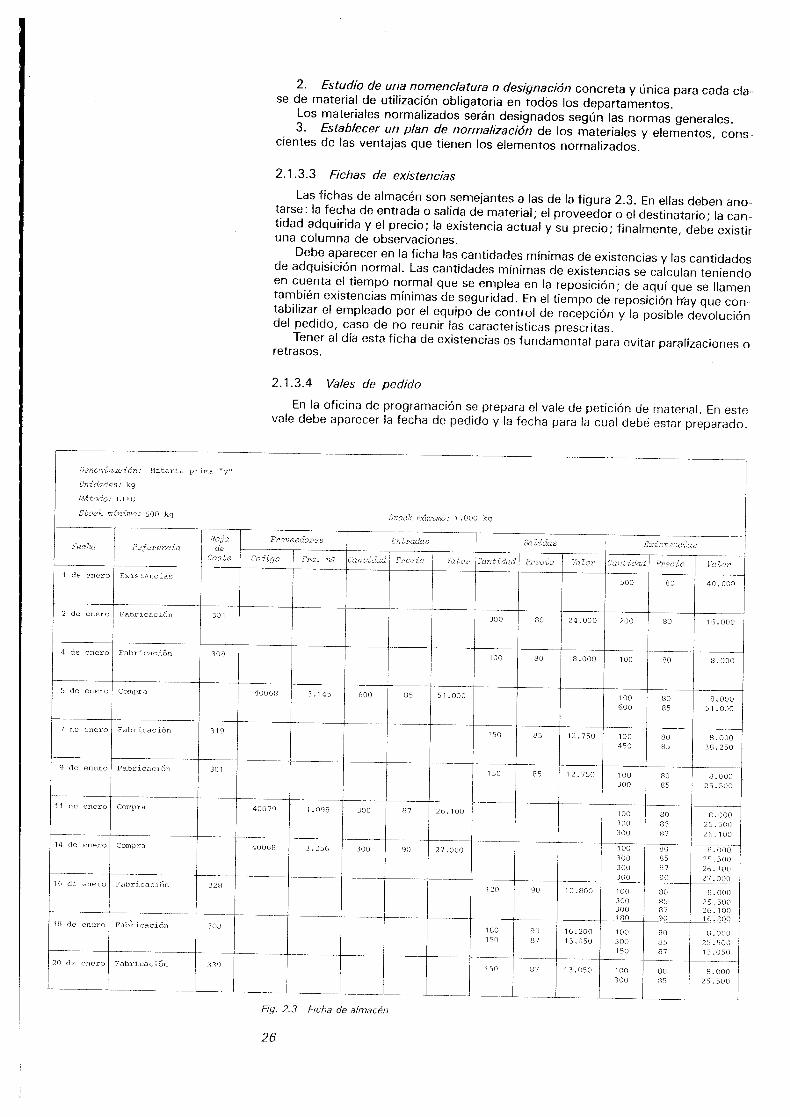
2.1 .3 .3 Fichas de existenciasLas fichas de almacén son semejantes a las de la figura 2.3 . En ellas deben ano-tarse: la fecha de entrada o salida de material ; el proveedor o el destinatario ; la can-tidad adquirida y el precio ; la existencia actual y su precio ; finalmente, debe existiruna columna de observaciones.Debe aparecer en la ficha las cantidades mínimas de existencias y las cantidades
de adquisición normal . Las cantidades mínimas de existencias se calculan teniendoen cuenta el tiempo normal que se emplea en la reposición ; de aquí que se llamentambién existencias mínimas de seguridad . En el tiempo de reposición h'ay que con-tabilizar el empleado por el equipo de control de recepción y la posible devolucióndel pedido, caso de no reunir las características prescritas .Tener al día esta ficha de existencias es fundamental para evitar paralizaciones oretrasos .
2.1 .3 .4 Vales de pedido
En la oficina de programación se prepara el vale de petición de material . En estevale debe aparecer la fecha de pedido y la fecha para la cual debe estar preparado .
Fig. 2.3
Ficha de almacén.
Stock máximo : 1 .000 kg
VALE de SALIDA de MATERIALXPEDIDO POR REDACTADO EL
EXTRAIDO El
Día Mes Año Día Mes Año
RECIBIDO
VISADO APRO .
DENOMINACION DEL MATERIAL
ALMACEN de PROCEDENCIA
sello
craRObri- Clnse Cddlgo
A CARGAR E
orden
Vote de Tane.
Util N .°
Ca .6dadentregado
COUICOUNIOAO
Nombre :
Símbolo:
Firma .
Cantidadpedida
N
o Beneficiario
BALANCE despuésde esto salida
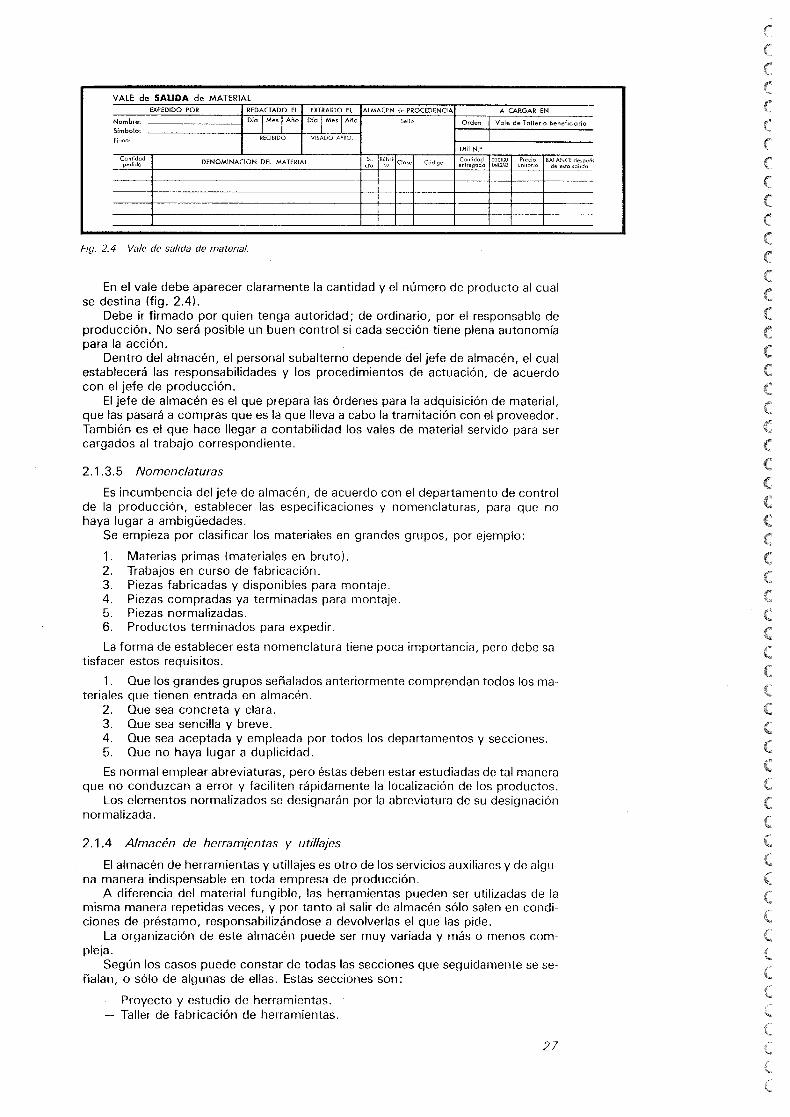
Fig. 2.4
Vale de salida de material.
En el vale debe aparecer claramente la cantidad y el número de producto al cualse destina (fig . 2 .4) .
Debe ir firmado por quien tenga autoridad ; de ordinario, por el responsable deproducción . No será posible un buen control si cada sección tiene plena autonomíapara la acción .
Dentro del almacén, el personal subalterno depende del jefe de almacén, el cualestablecerá las responsabilidades y los procedimientos de actuación, de acuerdocon el jefe de producción .
El jefe de almacén es el que prepara las órdenes para la adquisición de material,que las pasará a compras que es la que lleva a cabo la tramitación con el proveedor .También es el que hace llegar a contabilidad los vales de material servido para sercargados al trabajo correspondiente.
2 .1 .3 .5 Nomenclaturas
Es incumbencia del jefe de almacén, de acuerdo con el departamento de controlde la producción, establecer las especificaciones y nomenclaturas, para que nohaya lugar a ambigüedades .
Se empieza por clasificar los materiales en grandes grupos, por ejemplo :
1 .
Materias primas (materiales en bruto) .2.
Trabajos en curso de fabricación .3.
Piezas fabricadas y disponibles para montaje .4.
Piezas compradas ya terminadas para montaje .5.
Piezas normalizadas .6.
Productos terminados para expedir.
La forma de establecer esta nomenclatura tiene poca importancia, pero debe sa-tisfacer estos requisitos .
1 .
Que los grandes grupos señalados anteriormente comprendan todos los ma-teriales que tienen entrada en almacén .
2.
Que sea concreta y clara .3.
Que sea sencilla y breve .4.
Que sea aceptada y empleada por todos los departamentos y secciones .5.
Que no haya lugar a duplicidad .
Es normal emplear abreviaturas, pero éstas deben estar estudiadas de tal maneraque no conduzcan a error y faciliten rápidamente la localización de los productos.
Los elementos normalizados se designarán por la abreviatura de su designaciónnormalizada.
2.1 .4 Almacén de herramientas y utillajes
El almacén de herramientas y utillajes es otro de los servicios auxiliares y de algu-na manera indispensable en toda empresa de producción .A diferencia del material fungible, las herramientas pueden ser utilizadas de la
misma manera repetidas veces, y por tanto al salir de almacén sólo salen en condi-ciones de préstamo, responsabilizándose a devolverlas el que las pide .
La organización de este almacén puede ser muy variada y más o menos com-pleja .
Según los casos puede constar de todas las secciones que seguidamente se se-ñalan, o sólo de algunas de ellas . Estas secciones son :
- Proyecto y estudio de herramientas .- Taller de fabricación de herramientas .
27
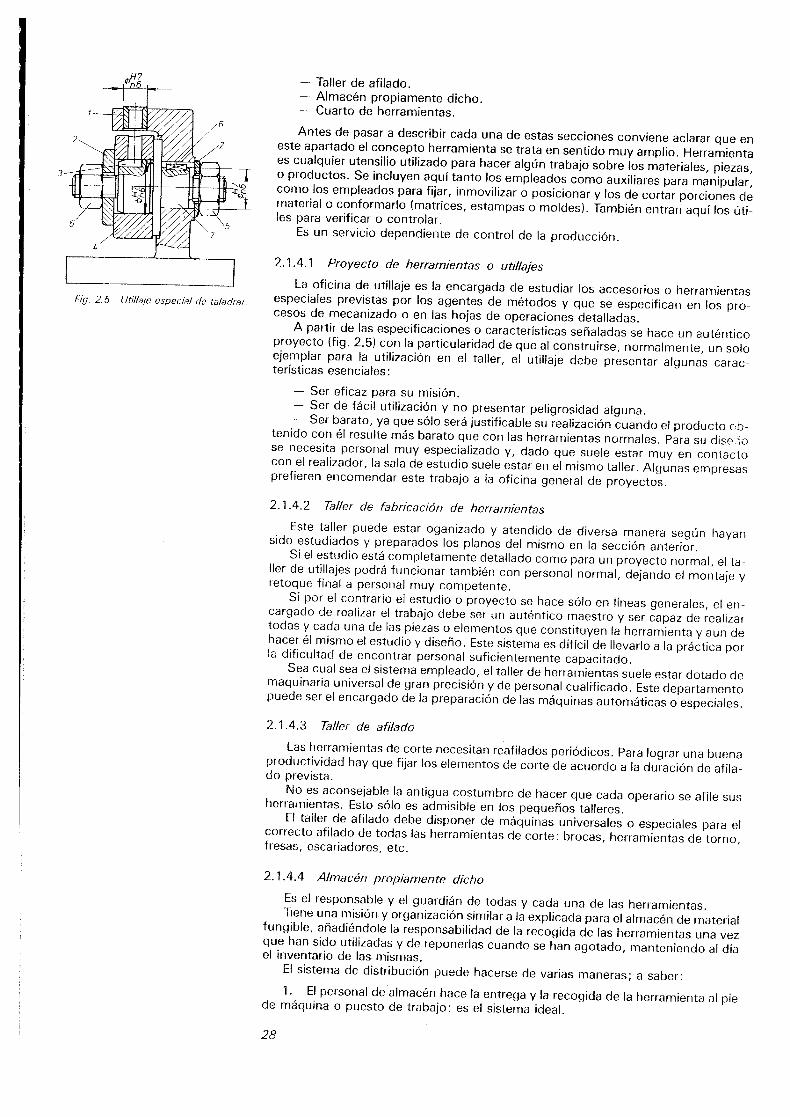
Fig. 2.5 Utillaje especial de taladrar .
Este taller puede estar oganizado y atendido de diversa manera según hayansido estudiados y preparados los planos del mismo en la sección anterior .Si el estudio está completamente detallado como para un proyecto normal, el ta-ller de utillajes podrá funcionar también con personal normal, dejando el montaje yretoque final a personal muy competente .Si por el contrario el estudio o proyecto se hace sólo en líneas generales, el en-cargado de realizar el trabajo debe ser un auténtico maestro y ser capaz de realizartodas y cada una de las piezas o elementos que constituyen la herramienta y aun dehacer él mismo el estudio y diseño . Este sistema es difícil de llevarlo a la práctica porla dificultad de encontrar personal suficientemente capacitado .Sea cual sea el sistema empleado, el taller de herramientas suele estar dotado demaquinaria universal de gran precisión y de personal cualificado . Este departamentopuede ser el encargado de la preparación de las máquinas automáticas o especiales .
2.1 .4 .3 Taller de afilado
Las herramientas de corte necesitan reafilados periódicos . Para lograr una buenaproductividad hay que fijar los elementos de corte de acuerdo a la duración de afila-do prevista .No es aconsejable la antigua costumbre de hacer que cada operario se afile sus
herramientas . Esto sólo es admisible en los pequeños talleres .El taller de afilado debe disponer de máquinas universales o especiales para elcorrecto afilado de todas las herramientas de corte : brocas, herramientas de torno,fresas, escariadores, etc.
2.1 .4 .4 Almacén propiamente dichoEs el responsable y el guardián de todas y cada una de las herramientas .Tiene una misión y organización similar a la explicada para el almacén de materialfungible, añadiéndole la responsabilidad de la recogida de las herramientas una vezque han sido utilizadas y de reponerlas cuando se han agotado, manteniendo al díael inventario de las mismas .El sistema de distribución puede hacerse de varias maneras ; a saber :1 .
El personal de almacén hace la entrega y la recogida de la herramienta al piede máquina o puesto de trabajo; es el sistema ideal .
28
- Taller de afilado.- Almacén propiamente dicho.- Cuarto de herramientas .Antes de pasar a describir cada una de estas secciones conviene aclarar que eneste apartado el concepto herramienta se trata en sentido muy amplio . Herramientaes cualquier utensilio utilizado para hacer algún trabajo sobre los materiales, piezas,o productos. Se incluyen aquí tanto los empleados como auxiliares para manipular,
como los empleados para fijar, inmovilizar o posicionar y los de cortar porciones dematerial o conformarlo (matrices, estampas o moldes) . También entran aquí los úti-les para verificar o controlar .Es un servicio dependiente de control de la producción .
2.1 .4 .1 Proyecto de herramientas o utillajesLa oficina de utillaje es la encargada de estudiar los accesorios o herramientas
especiales previstas por los agentes de métodos y que se especifican en los pro-cesos de mecanizado o en las hojas de operaciones detalladas .A partir de las especificaciones o características señaladas se hace un auténticoproyecto (fig . 2.5) con la particularidad de que al construirse, normalmente, un soloejemplar para la utilización en el taller, el utillaje debe presentar algunas carac-terísticas esenciales :
- Ser eficaz para su misión .- Ser de fácil utilización y no presentar peligrosidad alguna .- Ser barato, ya que sólo será justificable su realización cuando el producto ob-
tenido con él resulte más barato que con las herramientas normales . Para su dise ;ose necesita personal muy especializado y, dado que suele estar muy en contactocon el realizador, la sala de estudio suele estar en el mismo taller . Algunas empresasprefieren encomendar este trabajo a la oficina general de proyectos .
2.1 .4 .2 Taller de fabricación de herramientas
2.
El operario va a pedir la herramienta cuando la necesita y él mismo la devuel-ve cuando ha terminado de usarla . Sólo puede utilizarse en pequeños talleres, por-que se pierde mucho tiempo en traslados .
3.
El operario tiene todas las herramientas que necesita en el puesto de trabajo .Esto sólo es posible en trabajos de montaje de pequeños conjuntos .
4.
Puede emplearse un sistema mixto, combinación del segundo y tercero . Esdecir, el operario tiene las herramientas más normales del puesto de trabajo y pidelas especiales cuando las necesita .
Sea cual sea el sistema empleado, es necesario tener un sistema de control paraasegurar la devolución de las herramientas, de lo contrario pueden ocasionarsegrandes pérdidas por este concepto .
Un sistema puede ser el de ficha personal . Cada operario dispone de un númerode fichas o chapas con su número grabado. Cada vez que pide una herramienta en-trega una chapa que se coloca en el lugar de la herramienta designado en el alma-cén. Esto tiene varios inconvenientes :
1 .
Las fichas se pueden perder (se puede evitar teniéndolas junto al almacén enun tablero) .
2.
Se pueden cambiar las fichas entre los operarios. Esto se evita comproban-do periódicamente que el número de la chapa corresponde a la persona que haceentrega de ella . Este control debe ser muy estricto, de manera que nadie pueda de-cir que otro entregó su chapa . Si esto sucediera alguna vez el sistema ya no funcio-naría sín problemas. Con este procedimiento se sabe quién tiene la herramienta perono cuándo se la llevó.
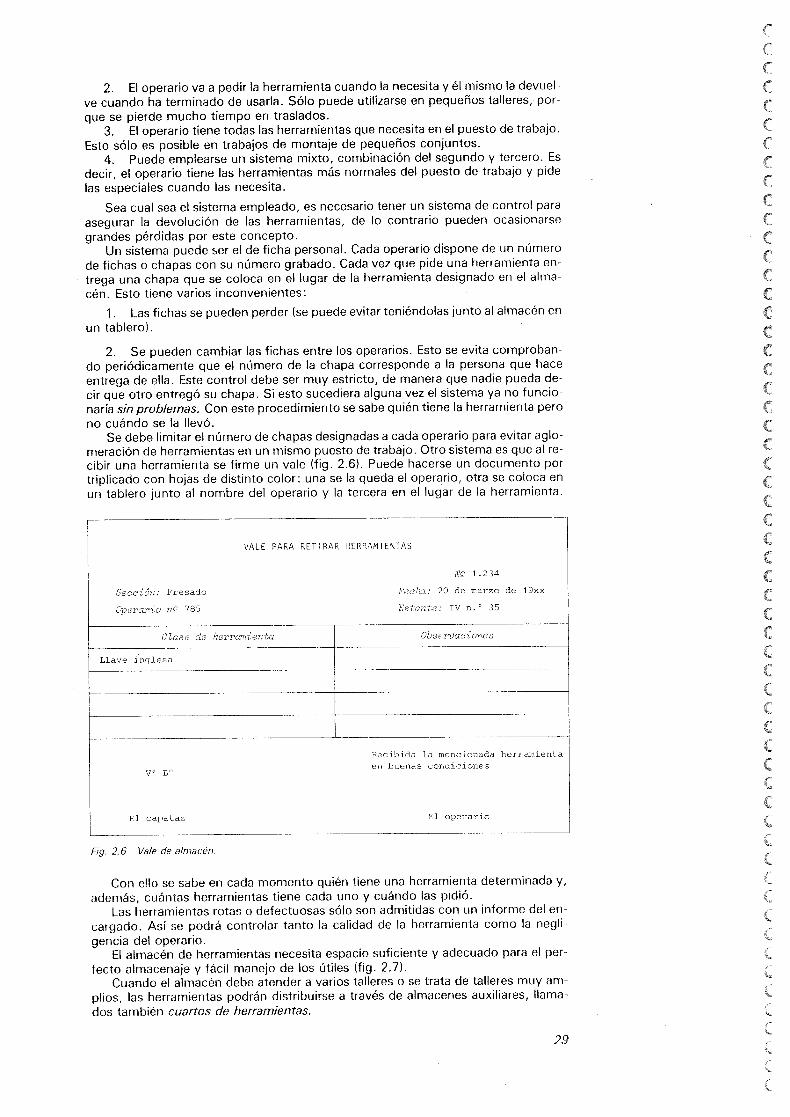
Se debe limitar el número de chapas designadas a cada operario para evitar aglo-meración de herramientas en un mismo puesto de trabajo . Otro sistema es que al re-cibir una herramienta se firme un vale (fig . 2 .6) . Puede hacerse un documento portriplicado con hojas de distinto color : una se la queda el operario, otra se coloca enun tablero junto al nombre del operario y la tercera en el lugar de la herramienta .
6ección : Fresado
Operario nc 785
Fig. 2.6
Vale de almacén.
VALE PARA RETIRAR HERRAMIENTAS
Nó 1 .234
Fecha : 20 de marzo de 19xx
Estante: IV n .° 35
Con ello se sabe en cada momento quién tiene una herramienta determinada y,además, cuántas herramientas tiene cada uno y cuándo las pidió .
Las herramientas rotas o defectuosas sólo son admitidas con un informe del en-cargado . Así se podrá controlar tanto la calidad de la herramienta como la negli-gencia del operario .
El almacén de herramientas necesita espacio suficiente y adecuado para el per-fecto almacenaje y fácil manejo de los útiles (fig . 2 .7) .
Cuando el almacén debe atender a varios talleres o se trata de talleres muy am-plios, las herramientas podrán distribuirse a través de almacenes auxiliares, llama-dos también cuartos de herramíentas .
29
2 .1 .4 .5 El cuarto de herramientas
Fig . 2.7 Almacén deherramíentas .
Es un auxiliar del almacén general de herramientas y directamente dependientede él .Ya se ha dicho que tiene su razón de ser en los grandes talleres o cuando variostalleres dependen de un almacén único. Tiene la ventaja de atender a menor númerode personas o puestos y, por tanto su funcionamiento y control es más fácil .Los sistemas de distribución y control deben ser uniformes para todos los cuar-tos de herramientas .
2.1 .5 Talleres y seccionesEl taller es la función transformadora por antonomasia dentro de la empresa .Los talleres mecánicos se pueden clasificar según su trabajo principal en :
Taller de forja y estampación .Taller de mecanizado .Taller de soldadura .Taller de montaje .Taller de fundición .Taller de utillajes .Taller de calderería .Taller de mantenimiento .
Según el tipo de industria, cada uno de estos talleres tendrá mayor o menor enti-dad, pero se puede decir que como taller independiente o como sección existe entoda industria .Por la índole de esta obra, los talleres que aquí más interesan son los de meca-nizado, en los cuales el elemento principal es la máquina herramienta .
2.1 .5 .1 Organización de un taller de mecanizado
El costo de fabricación comprende no sólo el precio de mecanizado, montaje, et-cétera, sino también el costo del transporte de un puesto de trabajo a otro y el al-macenamiento temporal . Puede estar afectado también por la eficacia de los pro-cesos, por el costo de la mano de obra y por la calidad del diseño, etc.La productividad se refiere sólo a la eficacia con que es empleada la mano deobra, es decir, la producción promedio por hora-hombre . Puede obtenerse más má-quinas o piezas por hora-hombre empleando maquinaria más costosa o mejor orga-nización, pero esto no significa necesariamente fabricar piezas más baratas .La utilidad es el resultado práctico o beneficio de la empresa que suele dependertanto del costo de fabricación como de la productividad .Estos tres elementos están relacionados entre sí, pero generalmente no puedemaximizarse (o minimizarse) simultáneamente . Habrá que estudiar cuál es el másconveniente en cada caso .
30
La eficacia de un taller puede medirse según estos tres criterios básicos :- Costo de fabricación .- Productividad .- Utilidad .
Desde el punto de vista de distribución en planta la disposición puede ser :
1 .
Por proceso.
Se reúnen todas las máquinas del mismo tipo, por ejemplo :
- Sección de tornos (fig . 2.8) .- Sección de taladradoras .- Sección de fresadoras, etc .
Fig. 2.8
Vista general de una sección de tornos en un taller mecánico .
2.
Por líneas .
Las máquinas se disponen según la secuencia de las operacio-
nes.
3 .
Porpieza .
Se hace el mecanizado completo de la pieza en la misma máqui-
na (centro de mecanizado) .
2.1 .5 .2
El puesto de trabajo
Se llama así a cada uno de los distintos lugares del taller en los cuales se realiza
una tarea concreta .El puesto de trabajo debe tener todos los elementos necesarios para lograr su
objetivo .Para su mejor estudio se pueden dividir en :
- Puesto de transformación o mecanizado .
- Puesto de montaje .- Puesto de verificación .
El primero consta normalmente de (fig . 2 .9) :
- Máquina herramienta, con un armario para los accesorios normales .
- Juego de herramientas de trabajo y verificación normales y lugar para tener-
las a mano durante el trabajo y para guardarlas cuando no se emplean.
Fig. 2.9
Organización del puesto de mecanizado .
32
- Estantes para las piezas en bruto .- Estantes para las piezas acabadas.Si el taller o sección es grande, dispone normalmente de un sistema de seña-lización para llamar al encargo de sección para hacerle las consultas pertinentes o alos encargados de material o herramientas para solicitar de ellos lo que se necesita .El espacio debe ser suficiente para poder desenvolverse sin dificultad y sin ries-gos para el operario .No ha de olvidarse que el elemento principal del puesto de trabajo es el operario,y que éste debe tener la preparación y dotes necesarias de acuerdo con las respon-sabilidades que se le exigen y que se le consideran a la hora de la retribución .Si el sistema de disposición para el mecanizado es por líneas, los tiempos y fasesdeben estar muy bien estudiados para que cada máquina o máquinas atendidas porun operario no interfieran en la marcha de las otras máquinas .
2.1 .6 El control de calidadLa misión del control de calidad es lograr que los productos realizados en laempresa tengan la calidad y características previstas en el proyecto (fig . 2.10) .
Fig. 2.10 Departamen-to de control de calidad.
Hoy día no es admisible esperar a controlar o verificar las características de unproducto a que esté completamente acabado. El control debe hacerse ya desde elprincipio del proceso, en el momento de la adquisición del material y debe proseguira lo largo del mismo . El control debe atender a las propiedades físicas y químicas, alas dimensiones, a las características mecánicas, etc.
2.1 .6 .1 Misiones del control de calidadLas misiones específicas del control de calidad son :1 .
Darla conformidad ala calidad producida.
Consiste en aceptar o rechazarlos productos fabricados .2.
Medir la calidad real.
Consiste en decir cuál es la calidad real obtenida encada pieza o conjunto .3 .
Controlarla calidad.
Consiste en vigilar el curso de la producción desde elprimer momento, para detectar los defectos en el mismo instante de producirse .Llegado el caso, manda interrumpir el trabajo o sugiere los cambios necesarios parael aprovechamiento del producto .4.
Garantizar la calidad.
Consiste en asegurar la conservación de la calidaddel producto a lo largo del tiempo.
2.1 .6.2 Gastos del control de calidadLos gastos del control de calidad debe mantenerse en su justo límite . No debegastarse más que lo indispensable para lograr la calidad suficiente, ya que la mejorade calidad por encima de lo necesario hace crecer rápidamente el coste del control,sin que ello repercuta en la misma proporción en el valor del producto .
Hay, sobre todo, una serie de gastos, que pueden evitarse y que habrá que vigi-lar de una manera especial, como consecuencia de :
1 .
Materiales desechados por defectos de mecanizado .2 .
Mano de obra perdida en los productos desechados o en el aprovechamien-to de los recuperables por operaciones complementarias .
3 .
Gastos suplementarios de inspección en los productos repasados .4.
Gastos de investigación para detectar los defectos y sus causas .
2.1 .6 .3 Organización del control de calidad
Si la organización general de una empresa depende de muchas circunstancias,sucede otro tanto con el control de calidad . Éste dependerá fundamentalmente deltipo de empresa y de los productos fabricados .
El jefe oresponsable del control de calidad es preferible que sea un técnico antesque un administrativo, ya que comprenderá más fácilmente las dificultades técnicasy su relación con los técnicos de producción será más armoniosa .
En cuanto a la dependencia pueden seguirse dos procedimientos :
- Que el control de calidad dependa de producción .- Que dependa directamente de dirección .
En el primer caso la posición de control, en caso de conflicto, resulta incómodaen muchas ocasiones, ya que debe rechazar los productos realizados bajo la res-ponsabilidad de su propio jefe y, una de dos, o cede en detrimento de la calidad paramantener las buenas relaciones o se mantiene firme en exigir la calidad necesaria,con posibilidad de fricciones con los responsables de la producción .
En el segundo caso, al depender de dirección, se evitan los inconvenientes seña-lados y se puede trabajar con mayor libertad de acción . Para evitar fricciones conproducción, el jefe de control debe ser capaz de mantener buenas relaciones conesta función, a la vez que tener una gran personalidad y prestigio.
El control consta fundamentalmente de las secciones siguientes :
- Control de recepción, que verifica tanto las materias primas como los ele-mentos comerciales o productos realizados por otras empresas .
- Control de proceso. La realización de los controles puede organizarse de muydiversas maneras, pero fundamentalmente se emplea uno de estos dos sistemas :
- Control a pie de máquina.
El verificador pasa por cada puesto de trabajo yallí comprueba si las dimensiones y calidad son las previstas . Resulta caro si debenhacerse verificaciones completas. Una manera de abaratar el control es implantar elautocontrol, es decir, que el propio operario controle su trabajo .
En este caso habrá que estimular al trabajador y darle los medios e informaciónnecesarios para que el sistema funcione .
- Control al final del proceso .
El control se efectúa cuando la pieza estácompletamente terminada, o cuando se ha terminado una parte importante del pro-ceso .
Para evitar gastos importantes conviene hacer un control antes de operaciones ofases muy costosas .
Estos controles suelen hacerse en puestos determinados de control o en el mis-mo laboratorio de metrología .
2.1 .7 Servicio de mantenimiento
La misión del servicio de mantenimiento es lograr que toda la compleja máqui-naria de la empresa esté en condiciones para desarrollar su cometido . Para ello,debe mantenerse en perfecto estado las instalaciones y la maquinaria .
Dada la importancia del mantenimiento esta función se estudia más extensa-mente en el tema 10 .
CUESTIONARIO
2.1
¿Cuáles son las tareas fundamentales de la función técnica?2.2
¿Qué misión desempeña la oficina de proyectos?2.3
¿Cuáles son los cometidos de la oficina de métodos?2.4
¿En qué consiste la programación del trabajo?2.5
¿Qué es la carga de una máquina?2.6
Diferencias entre lanzamiento e impulsión .2.7
Misión del almacén de materias fungibles .
33
2.8
Principios básicos de organización de almacenes .2.9
¿Para qué sirve el almacén de herramientas? ¿Cómo actúa?2.10
Proyecto y ejecución de utillajes y herramientas especiales .2 .11
Distribución de máquinas en el taller .2 .12
Cualidades del puesto de trabajo .2.13
Objetivos del control de calidad .2.14
Organización del control de calidad .
TEMAS A DESARROLLAR POR EL ALUMNO
1 .
Dibujar a escala la planta de un taller mecánico y efectuar la distribución interior quedebe comprender como mínimo : vestuario, almacén de piezas, almacén de herramientas,control de calidad y taller de fabricación propiamente dicho .El taller citado debe disponer de tornos, fresadoras, taladradoras, rectificadoras, etc ., quese dibujarán a escala según dimensiones indicadas en los catálogos de las casas construc-toras .
2 .
Estudiar la carga de máquinas durante una semana, de una sección del taller de lapropia escuela . Dibujar un planning donde se exprese la serie de trabajos realizados en cadapuesto . Analizar los índices de utilización .3 .
Proyectar una hoja para el departamento de control de calidad que sirva para anotar lacantidad de piezas aceptables y desechables de una determinada serie . Para ello deberá tener-se en cuenta, entre otros detalles :- Formato de la hoja .- Número de la pieza y de la serie o pedido .- Cantidad total de piezas .- Cantidad de piezas aceptables y desechables .- Fecha, nombre y firma del verificador .- Observaciones .
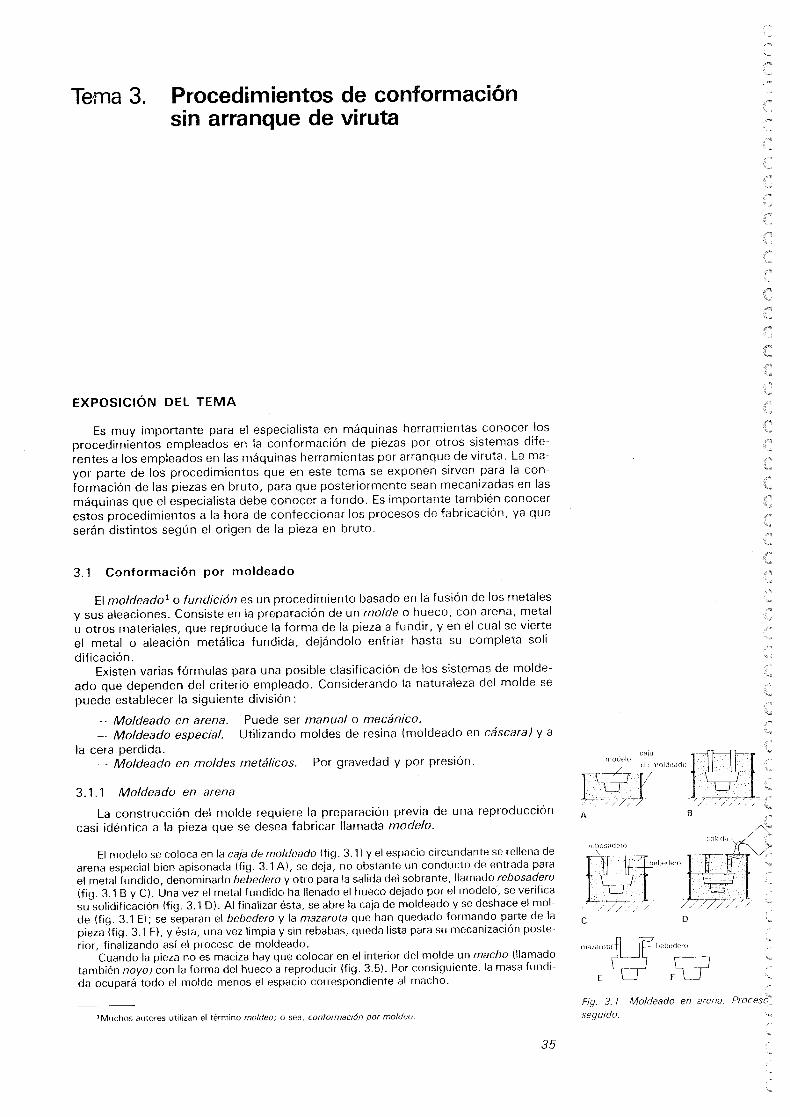
Tema 3 .
Procedimientos de conformaciónsin arranque de viruta
EXPOSICIÓN DEL TEMA
Es muy importante para el especialista en máquinas herramientas conocer losprocedimientos empleados en la conformación de piezas por otros sistemas dife-rentes a los empleados en las máquinas herramientas por arranque de viruta . La mayor parte de los procedimientos que en este tema se exponen sirven para la con-formación de las piezas en bruto, para que posteriormente sean mecanizadas en lasmáquinas que el especialista debe conocer a fondo . Es importante también conocerestos procedimientos a la hora de confeccionar los procesos de fabricación, ya queserán distintos según el origen de la pieza en bruto .
3.1 Conformación por moldeado
El moldeado' o fundición es un procedimiento basado en la fusión de los metalesy sus aleaciones . Consiste en la preparación de un molde o hueco, con arena, metalu otros materiales, que reproduce la forma de la pieza a fundir, y en el cual se vierteel metal o aleación metálica fundida, dejándolo enfriar hasta su completa soli-dificación .
Existen varias fórmulas para una posible clasificación de los sistemas de molde-ado que dependen del criterio empleado . Considerando la naturaleza del molde sepuede establecer la siguiente división :
- Moldeado en arena.
Puede ser manual o mecánico .- Moldeado especial.
Utilizando moldes de resina (moldeado en cáscara) y ala cera perdida .
- Moldeado en moldes metálicos.
Por gravedad y por presión .
3 .1 .1 Moldeado en arena
La construcción del molde requiere la preparación previa de una reproduccióncasi idéntica a la pieza que se desea fabricar llamada modelo .
El modelo se coloca en la caja de moldeado Ifig . 3.1) y el espacio circundante se rellena dearena especial bien apisonada (fig . 3.1 A), se deja, no obstante un conducto de entrada parael metal fundido, denominado bebedero y otro para la salida del sobrante, llamado rebosadero(fig . 3 .1 B y C) . Una vez el metal fundido ha llenado el hueco dejado por el modelo, se verificasu solidificación (fig . 3.1 D) . Al finalizar ésta, se abre la caja de moldeado y se deshace el mol-de (fig . 3 .1 E) ; se separan el bebedero y la mazarota que han quedado formando parte de lapieza (fig . 3.1 F), y ésta, una vez limpia y sin rebabas, queda lista para su mecanización poste-rior, finalizando así el procese de moldeado .
Cuando la pieza no es maciza hay que colocar en el interior del molde un macho (llamadotambién noyo) con la forma del hueco a reproducir (fig . 3.5) . Por consiguiente, la masa fundi-da ocupará todo el molde menos el espacio correspondiente al macho.
'Muchos autores utilizan el término moldeo, o sea, conformación por moldeo .
35
eaiamodelo
de moldeado
aebosadero
-jJ
e
D
B
nmarota~l --bebedero
E
L
F~
Fig. 3.1 Moldeado en arena. Procesóseguido.
..
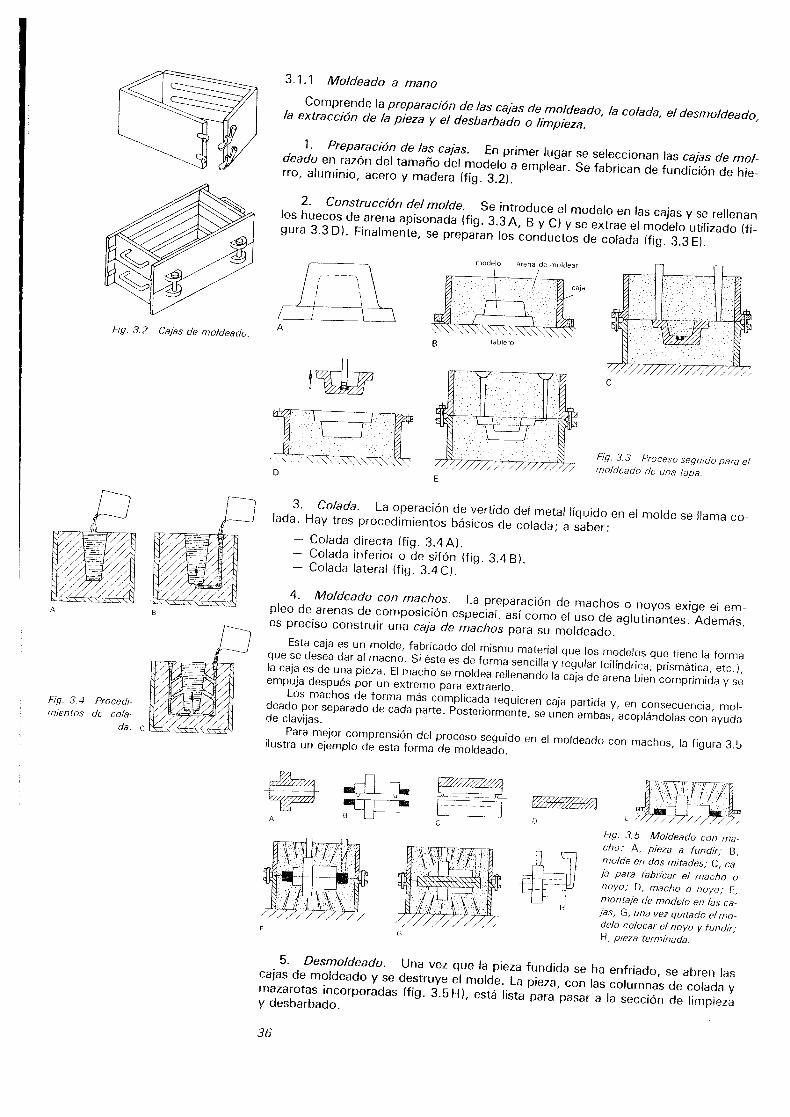
A
Fíg. 3.4 Procedi-mientos de cola-
da . c
Fig. 3.2
Cajas de moldeado .
F
36
D
3 .1 .1 Moldeado a mano
Comprende la preparación de las cajas de moldeado, la colada, el desmoldeado,la extracción de la pieza y el desbarbado o limpieza .
1 .
Preparación de las cajas.
En primer lugar se seleccionan las cajas de mol-deado en razón del tamaño del modelo a emplear. Se fabrican de fundición de hie-rro, aluminio, acero y madera (fig . 3.2) .
2.
Construcción delmolde.
Se introduce el modelo en las cajas y se rellenanlos huecos de arena apisonada (fig . 3.3 A, B y C) y se extrae el modelo utilizado (fi-gura 3 .3 D) . Finalmente, se preparan los conductos de colada (fig . 3.3 E) .
B
E
- Colada directa (fig . 3 .4A) .- Colada inferior o de sifón (fig . 3 .4 B) .- Colada lateral (fig . 3.4C) .
C
modelo
arena de moldear
caja
tablero
D
Fig. 33
Procesoseguldol.
para e%~%TT~
Jljlld'%"
moeado de una tapa .
3.
Colada .
La operación de vertido del metal líquido en el molde se llama co-lada . Hay tres procedimientos básicos de colada ; a saber :
4.
Moldeado con machos .
La preparación de machos o noyos exige el em-pleo de arenas de composición especial, así como el uso de aglutinantes, Además,es preciso construir una caja de machos para su moldeado .Esta caja es un molde, fabricado del mismo material que los modelos que tiene la formaque se desea dar al macho . Si éste es de forma sencilla y regular (cilíndrica, prismática, etc . ),la caja es de una pieza. El macho se moldea rellenando la caja de arena bien comprimida y seempuja después por un extremo para extraerlo .Los machos de forma más complicada requieren caja partida y, en consecuencia, mol-deado por separado de cada parte. Posteriormente, se unen ambas, acoplándolas con ayudade clavijas .Para mejor comprensión del proceso seguido en el moldeado con machos, la figura 3 .5ilustra un ejemplo de esta forma de moldeado .
Fig. 3.5 Moldeado con ma-cho: A, pieza a fundir; B,molde en dos mitades; C, ca-ja para fabricar el macho opoyo; D, macho o noyo ; E,montaje de modelo en las ca-las,- G, una vez quitado el mo-delo colocar elnoyo y fundir,H, pieza terminada.
5.
Desmoldeado.
Una vez que la pieza fundida se ha enfriado, se abren lascajas de moldeado y se destruye el molde . La pieza, con las columnas de colada ymazarotas incorporadas (fig . 3.5H), está lista para pasar a la sección de limpiezay desbarbado .

3.1 .1 .2 Moldeado mecánico
En la moderna producción en serie se sustituyen los métodos manuales por elmoldeado mecánico (fig . 3.6), realizado con maquinaria especializada .
La placa modelo es un elemento fundamental del moldeado a máquina . Consiste en unaplaca de fundición, aluminio u otros materiales resistentes, donde se atornillan los modelos aemplear . A veces los modelos y la placa son de una sola pieza . Las placas modelo llevan losdispositivos de alineación y transporte necesarios para su empleo .
Existen tres clases de placa modelo : placa modelo simple (fig . 3 .613) (si el modelo debeser partido será preciso construir dos placas, una para cada parte) ; placa modelo de doblecara (fig . 3.6C) y placa modelo reversible (fig . 3 .6 D) . Con frecuencia se montan varios mode-los en la misma placa (fig . 3 .7) .
A
Fig. 3.6 Moldeado conplaca: A, pieza a fundir;B, C y D, diversos mode-los de placas; E, montaje
en las cajas.
B
3.1 .1 .2 .1
Máquinas para el moldeado mecánico
Hay que distinguir dos operaciones bien diferenciadas : el moldeado, que consis-te en rellenar la caja de arena y prensarla y el desmoldeado o separación de la caja yla placa modelo . Las máquinas que realizan ambas operaciones son máquinas demoldear, propiamente dichas ; mientras que las que sólo ejecutan el desmoldeadomecánico son máquinas desmoldeadoras y tienen escaso interés .
Se pueden dividir en : máquinas de moldeado por presión, por proyección dearena, por sacudidas y de procedimiento mixto . También existen máquinas para elmoldeado mecánico de machos .
1 .
Máquinas de moldeado porpresión .
Constan esencialmente de un cabezal (1) y unamesa de trabajo (2) . El prensado de la arena puede hacerse por la acción del cabezal, llamadoprensado superior (fig . 3 .8) ; o por la acción de la mesa, llamado prensado inferior (fig . 3 .9) .
El sistema de prensado puede ser manual, electromagnético, hidráulico y neumático .
inr%~ /. ~,ElI
E
D
A
Fig. 3.9
Máquina de moldear por presión inferior.
B
2 .
Máquinas de moldeado por proyección de arena .
Estas máquinas proyectan la are-na con fuerza sobre las cajas de moldeado (1), por medio de unas aspas (2) movidas por unmotor, siendo innecesario el prensado de la misma (fig . 3 .10) .
Esta máquina puede llenar rápidamente cajas de grandes dimensiones ; funciona sin ruidoni vibraciones y su manejo es sencillo . Se emplea, con preferencia para moldear en serie gran-des piezas .
3 .
Máquinas de moldear por sacudidas.
Las máquinas de este tipo apisonan la arenapara el moldeado en las cajas por medio de sacudidas de la mesa (1) (fig . 3 .11) . El sistemamotriz suele ser neumático . El aire comprimido penetra en el cilindro (2) cuyo émbolo (1) essolidario a la mesa (3), lo que produce su elevación hasta el nivel de la válvula de escape (4),cerrando en este instante la válvula de entrada (5) ; entonces, el émbolo desciende brusca-
37
Fig. 3.7 Placa con varios modelos.
Fig. 3.8
Máquina de moldear por psión superior.
Fig. 3.10 Máquina de moldeadoproyección de arena.
Fig. 3. 11
Máquina de moldear porcedidas: 1, émbolo ; 2, cilindro, 3, mes--4, escape ; 5, entrada.
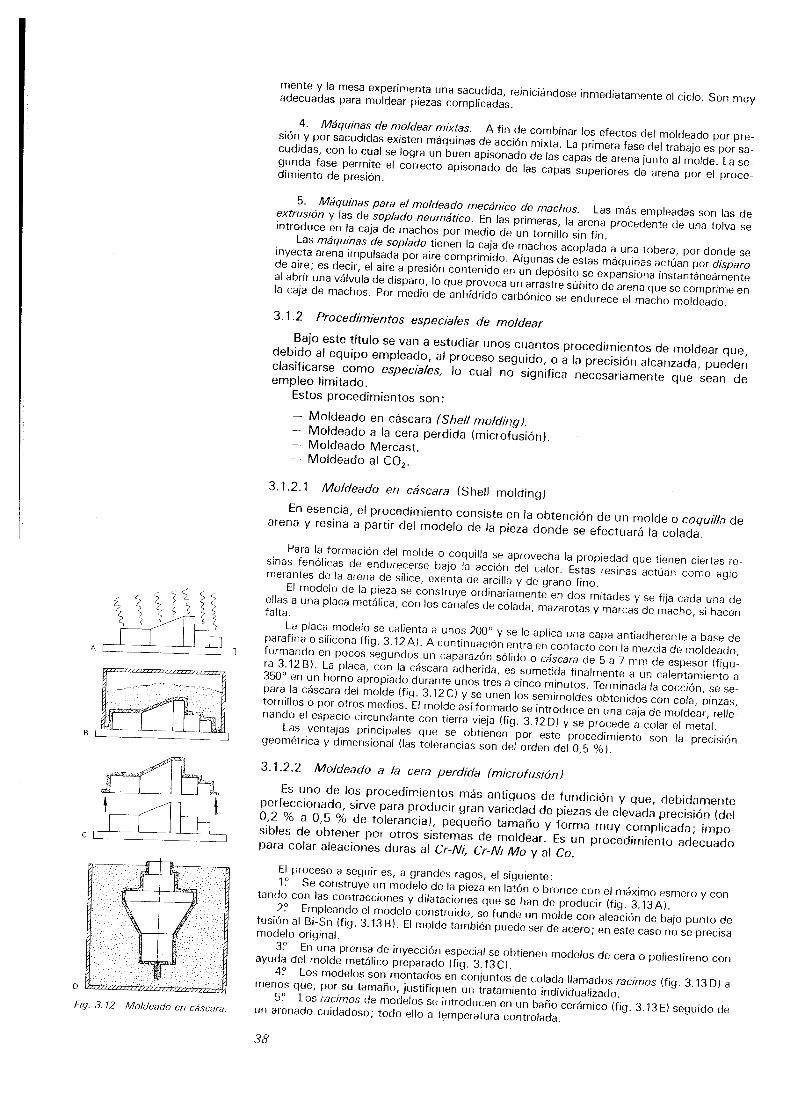
A
BF
C-H
38
mente y la mesa experimenta una sacudida, reiniciándose inmediatamente el ciclo . Son muyadecuadas para moldear piezas complicadas .
4 .
Máquinas de moldear mixtas .
A fin de combinar los efectos del moldeado por pre-sión y por sacudidas existen máquinas de acción mixta . La primera fase del trabajo es por sa-cudidas, con lo cual se logra un buen apisonado de las capas de arena junto al molde . La se-gunda fase permite el correcto apisonado de las capas superiores de arena por el proce-dimiento de presión .
5 .
Máquinas para el moldeado mecánico de machos.
Las más empleadas son las deextrusón y las de soplado neumático. En las primeras, la arena procedente de una tolva seintroduce en la caja de machos por medio de un tornillo sin fin .Las máquinas de soplado tienen la caja de machos acoplada a una tobera, por donde seinyecta arena impulsada por aire comprimido . Algunas de estas máquinas actúan por disparode aire ; es decir, el aire a presión contenido en un depósito se expansiona instantáneámenteal abrir una válvula de disparo, lo que provoca un arrastre súbito de arena que se comprime enla caja de machos . Por medio de anhídrido carbónico se endurece el macho moldeado .3 .1 .2 Procedimientos especiales de moldear
Bajo este título se van a estudiar unos cuantos procedimientos de moldear que,debido al equipo empleado, al proceso seguido, o a la precisión alcanzada, puedenclasificarse como especiales, lo cual no significa necesariamente que sean deempleo limitado .Estos procedimientos son :
- Moldeado en cáscara (She# molding) .- Moldeado a la cera perdida (microfusión) .- Moldeado Mercast .- Moldeado al COZ .
3.1 .2 .1 Moldeado en cáscara (Shell molding)En esencia, el procedimiento consiste en la obtención de un molde o coquilla dearena y resina a partir del modelo de la pieza donde se efectuará la colada .Para la formación del molde o coquilla se aprovecha la propiedad que tienen ciertas re-sinas fenálicas de endurecerse bajo la acción del calor . Estas resinas actúan como aglo-merantes de la arena de sílice, exenta de arcilla y de grano fino .El modelo de la pieza se construye ordinariamente en dos mitades y se fija cada una deellas a una placa metálica, con los canales de colada, mazarotas y marcas de macho, si hacenfalta .La placa modelo se calienta a unos 200° y se le aplica una capa antiadherente a base deparafina o silicona (fig . 3.12A) . A continuación entra en contacto con la mezcla de moldeado,formando en pocos segundos un caparazón sólido o cáscara de 5 a 7 mm de espesor (figu-ra 3.1213) . La placa, con la cáscara adherida, es sometida finalmente a un calentamiento a350° en un horno apropiado durante unos tres a cinco minutos . Terminada la cocción, se se-para la cáscara del molde (fig . 3.12C) y se unen los semimoldes obtenidos con cola, pinzas,tornillos o por otros medios . El molde así formado se introduce en una caja de moldear, relle-nando el espacio circundante con tierra vieja (fig . 3.12D) y se procede a colar el metal .Las ventajas principales que se obtienen por este procedimiento son la precisióngeométrica y dimensional (las tolerancias son del orden del 0,5 %) .
3.1 .2.2 Moldeado a la cera perdida (microfusión)Es uno de los procedimientos más antiguos de fundición y que, debidamenteperfeccionado, sirve para producir gran variedad de piezas de elevada precisión (del0,2 % a 0,5 % de tolerancia), pequeño tamaño y forma muy complicada ; impo-sibles de obtener por otros sistemas de moldear . Es un procedimiento adecuadopara colar aleaciones duras al Cr-Ni, Cr-Ni-Mo y al Co.El proceso a seguir es, a grandes ragos, el siguiente :1 .°
Se construye un modelo de la pieza en latón o bronce con el máximo esmero y con-tando con las contracciones y dilataciones que se han de producir (fig . 3.13A) .2°
Empleando el modelo construido, se funde un molde con aleación de bajo punto defusión al Bi-Sn (fig . 3 .13 B) . El molde también puede ser de acero ; en este caso no se precisamodelo original .3°
En una prensa de inyección especial se obtienen modelos de cera o poliestireno conayuda del molde metálico preparado (fig . 3.13C) .4°
Los modelos son montados en conjuntos de colada llamados racimos (fig . 3 .13 D) amenos que, por su tamaño, justifiquen un tratamiento individualizado .5°
Los racimos de modelos se introducen en un baño cerámico (fig . 3 .13E) seguido deFig. 3.12
Moldeado en cáscara .
un arenado cuidadoso ; todo ello a temperatura controlada .
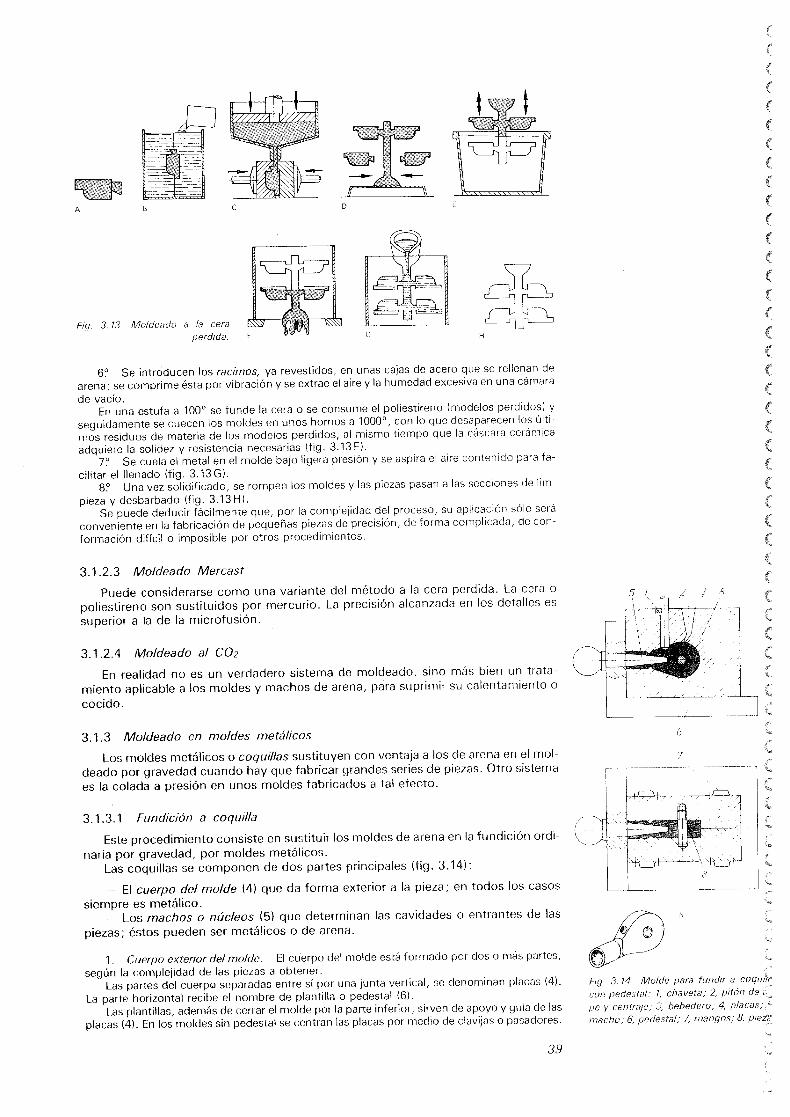
13 Moldeado a la cera Ew- 1-Fig. 3.perdida. r t
6°
Se introducen los racimos, ya revestidos, en unas cajas de acero que se rellenan de
arena ; se comprime ésta por vibración y se extrae el aire y la humedad excesiva en una cámara
de vacío .En una estufa a 100° se funde la cera o se consume el poliestireno (modelos perdidos) y
seguidamente se cuecen los moldes en unos hornos a 1000°, con lo que desaparecen los últi-mos residuos de materia de los modelos perdidos, al mismo tiempo que la cáscara cerámicaadquiere la solidez y resistencia necesarias (fig . 3 .13 F) .
7°
Se cuela el metal en el molde bajo ligera presión y se aspira el aire contenido para fa-
cilitar el llenado (fig . 3.13G) .8°
Unavez solidificado, se rompen los moldes y las piezas pasan a las secciones de lim-
pieza y desbarbado (fig . 3 .13 H) .Se puede deducir fácilmente que, por la complejidad del proceso, su aplicación sólo será
conveniente en la fabricación de pequeñas piezas de precisión, de forma complicada, de con-
formación difícil o imposible por otros procedimientos .
3.1 .2 .3 Moldeado Mercast
Puede considerarse como una variante del método a la cera perdida . La cera o
poliestireno son sustituidos por mercurio . La precisión alcanzada en los detalles es
superior a la de la microfusión .
3 .1 .2 .4 Moldeado al C02
En realidad no es un verdadero sistema de moldeado, sino más bien un trata-
miento aplicable a los moldes y machos de arena, para suprimir su calentamiento o
cocido .
3.1 .3 Moldeado en moldes metálicos
Los moldes metálicos o coquillas sustituyen con ventaja a los de arena en el mol-
deado por gravedad cuando hay que fabricar grandes series de piezas . Otro sistema
es la colada a presión en unos moldes fabricados a tal efecto .
3.1 .3 .1 Fundición a coquilla
Este procedimiento consiste en sustituir los moldes de arena en la fundición ordi-
naria por gravedad, por moldes metálicos .Las coquillas se componen de dos partes principales (fig . 3 .14) :
- El cuerpo del molde (4) que da forma exterior a la pieza ; en todos los casos
siempre es metálico .- Los machos o núcleos (5) que determinan las cavidades o entrantes de las
piezas ; éstos pueden ser metálicos o de arena .
1 .
Cuerpo exterior del molde .
El cuerpo del molde está formado por dos o más partes,
según la complejidad de las piezas a obtener .Las partes del cuerpo separadas entre sí por una junta vertical, se denominan placas (4) .
La parte horizontal recibe el nombre de plantilla o pedestal (6) .Las plantillas, además de cerrar el molde por la parte inferior, sirven de apoyo y guía de las
placas (4) . En los moldes sin pedestal se centran las placas por medio de clavijas o pasadores .
39
Fig. 3. 14
Molde para fundir a coquiiwcon pedestal : l, chaveta; 2, pitón dei'
pe y centraje; 3, bebedero ; 4, placas ;:~-rnacho ; 6, pedestal, 7, mangos; 8, piez','
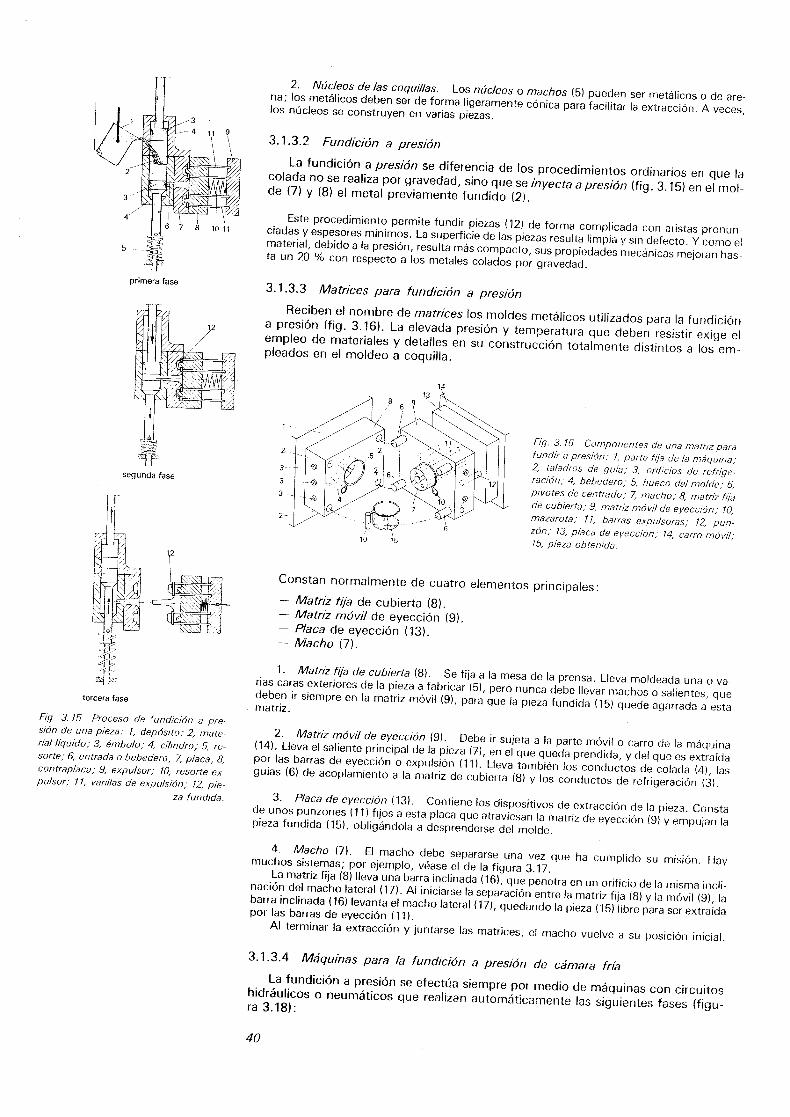
tercera fase
primera fase
segunda fase
Fig. 3. 15
Proceso de fundición a pre-sión de una pieza : 1, depósito; 2, mate-rial líquido; 3, émbolo ; 4, cilindro ; 5, re-sorte; 6, entrada o bebedero; 7, placa, 8,contraplaca; 9, expulsor; 10, resorte ex-pulsor; 11, varillas de expulsión; 12, pie
za fundida. 3.
Placa de eyección (13) .
Contiene los dispositivos de extracción de la pieza . Constade unos punzones (11) fijos a esta placa que atraviesan la matriz de eyección (9) y empujan lapieza fundida (15), obligándola a desprenderse del molde .
4 . Macho (7) . El macho debe separarse una vez que ha cumplido su misión . Haymuchos sistemas ; por ejemplo, véase el de la figura 3.17 .La matriz fija (8) lleva una barra inclinada (16), que penetra en un orificio de la misma incli-nación del macho lateral (17) . Al iniciarse la separación entre la matriz fija (8) y la móvil (9), labarra inclinada (16) levanta el macho lateral (17), quedando la pieza (15) libre para ser extraídapor las barras de eyección (11) .Al terminar la extracción y juntarse las matrices, el macho vuelve a su posición inicial .
3 .1 .3 .4 Máquinas para la fundición a presión de cámara fríaLa fundición a presión se efectúa siempre por medio de máquinas con circuitoshidráulicos o neumáticos que realizan automáticamente las siguientes fases (figu-ra 3 .18) :
40
2.
Núcleos de las coquillas.
Los núcleos o machos (5) pueden ser metálicos o de are-na ; los metálicos deben ser de forma ligeramente cónica para facilitar la extracción . A veces,los núcleos se construyen en varias piezas .
3.1 .3 .2 Fundición a presiónLa fundición a presión se diferencia de los procedimientos ordinarios en que lacolada no se realiza por gravedad, sino que se inyecta apresión (fig . 3.15) en el mol-de (7) y (8) el metal previamente fundido (2) .
Este procedimiento permite fundir piezas (12) de forma complicada con aristas pronun-materialciadas
y espesores mínimos . La superficie de las piezas resulta limpia y sin defecto . YoraconmoaSel, debido a la presión, resulta más compacto, sus propiedades mecánicas mej
h-ta un 20 % con respecto a los metales colados por gravedad .
3 .1 .3.3 Matrices para fundición a presiónReciben el nombre de matrices los moldes metálicos utilizados para la fundicióna presión (fig . 3.16) . La elevada presión y temperatura que deben resistir exige elempleo de materiales y detalles en su construcción totalmente distintos a los em-pleados en el moldeo a coquilla .
Fig. 3,16
Componentes de una matriz parafundir a presión. 1, parte fija de la máquina,2, taladros de guía; 3, orificios de refrige-ración ; 4, bebedero ; 5, hueco del molde; 6,pivotes de centrado; 7, macho; 8, matriz fijade cubierta ; 9, matriz móvil de eyección ; lo,mazarota ; 11, barras expulsoras ; 12, pun-zón; 13, placa de eyección ; 14, carro móvil;is
15, Pieza obtenida .
Constan normalmente de cuatro elementos principales :- Matriz fija de cubierta (8) .- Matriz móvil de eyección (9) .- Placa de eyección (13) .- Macho (7) .
1 .
Matriz fija de cubierta (8) .
Se fija a la mesa de la prensa . Lleva moldeada una o va-rias caras exteriores de la pieza a fabricar (5), pero nunca debe llevar machos o salientes, quedeben ir siempre en la matriz móvil (9), para que la pieza fundida (15) quede agarrada a estamatriz .
2 .
Matriz móvil de eyección (9) .
Debe ir sujeta a la parte móvil o carro de la máquina(14) . Lleva el saliente principal de la pieza (7), en el que queda prendida, y del que es extraídapor las barras de eyección o expulsión (11) . Lleva también los conductos de colada (4), lasguías (6) de acoplamiento a la matriz de cubierta (8) y los conductos de refrigeración (3) .
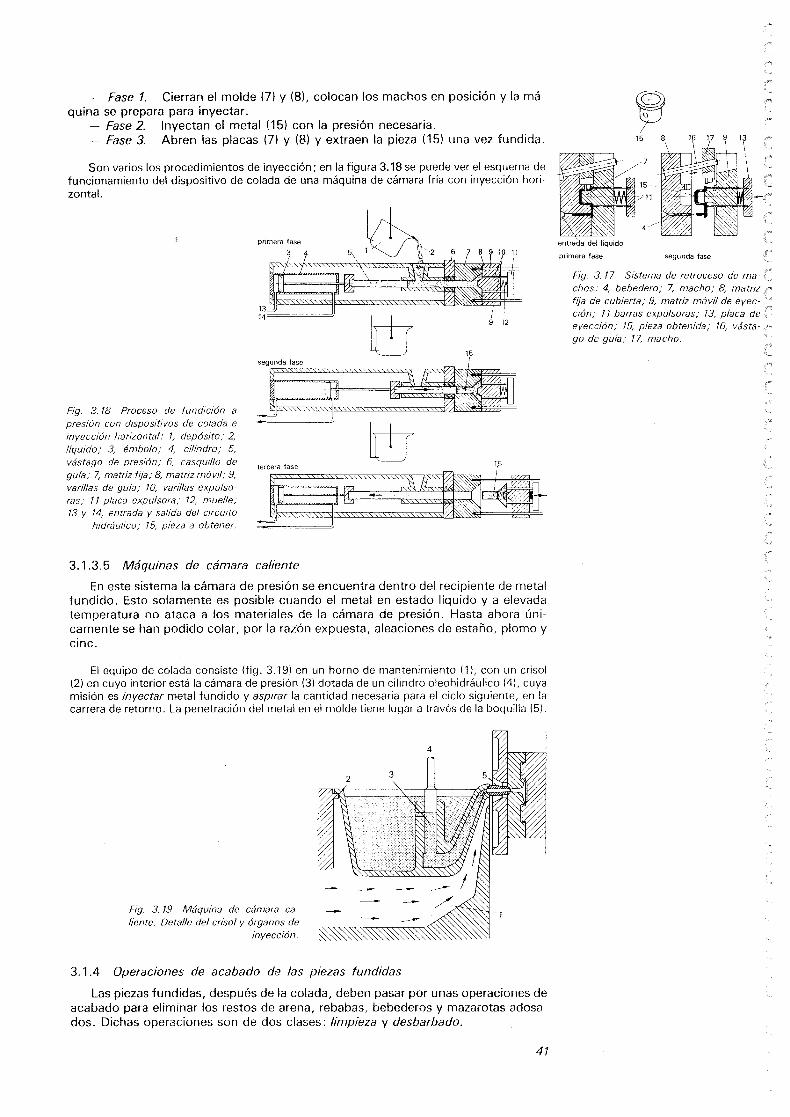
- Fase 1.
Cierran el molde (7) y (8), colocan los machos en posición y la má-quina se prepara para inyectar .
- Fase 2.
Inyectan el metal (15) con la presión necesaria .- Fase 3.
Abren las placas (7) y (8) y extraen la pieza (15) una vez fundida .
Son varios los procedimientos de inyección ; en la figura 3.18 se puede ver el esquema defuncionamiento del dispositivo de colada de una máquina de cámara fría con inyección hori-zontal .
Fig . 3.18 Proceso de fundición apresión con dispositivos de colada einyección horizontal: 1, depósito ; 2,líquido; 3, émbolo ; 4, cilindro ; 5,vástago de presión; 6, casquillo degula ; 7, matriz fija ; 8, matriz móvil; 9,varillas de guía ; 10, varillas expulso-ras; 11 placa expulsora; 12, muelle ;13 y 14, entrada y salida del circuito
hidráulico ; 15, pieza a obtener.
3 .1 .3 .5 Máquinas de cámara caliente
Fig . 3.19 Máquina de cámara ca-liente . Detalle del crisol y órganos de
inyección.
3 .1 .4 Operaciones de acabado de las piezas fundidas
En este sistema la cámara de presión se encuentra dentro del recipiente de metalfundido. Esto solamente es posible cuando el metal en estado líquido y a elevadatemperatura no ataca a los materiales de la cámara de presión . Hasta ahora úni-camente se han podido colar, por la razón expuesta, aleaciones de estaño, plomo ycinc .
El equipo de colada consiste (fig . 3 .19) en un horno de mantenimiento (1), con un crisol(2) en cuyo interior está la cámara de presión (3) dotada de un cilindro oleohidráulico (4), cuyamisión es inyectar metal fundido y aspirar la cantidad necesaria para el ciclo siguiente, en lacarrera de retorno . La penetración del metal en el molde tiene lugar a través de la boquilla (5) .
Las piezas fundidas, después de la colada, deben pasar por unas operaciones deacabado para eliminar los restos de arena, rebabas, bebederos y mazarotas adosa-dos . Dichas operaciones son de dos clases : limpieza y desbarbado.
4 1
primera fase
segunda fase
Fig . 3.17 Sistema de retroceso de ma-chos : 4, bebedero ; 7, macho; 8, matrizfila de cubierta ; 9, matriz móvil de eyec-ción ; 11 barras expulsoras; 13, placa deeyección ; 15, pieza obtenida ; 16, vásta-go de guía; 17, macho.
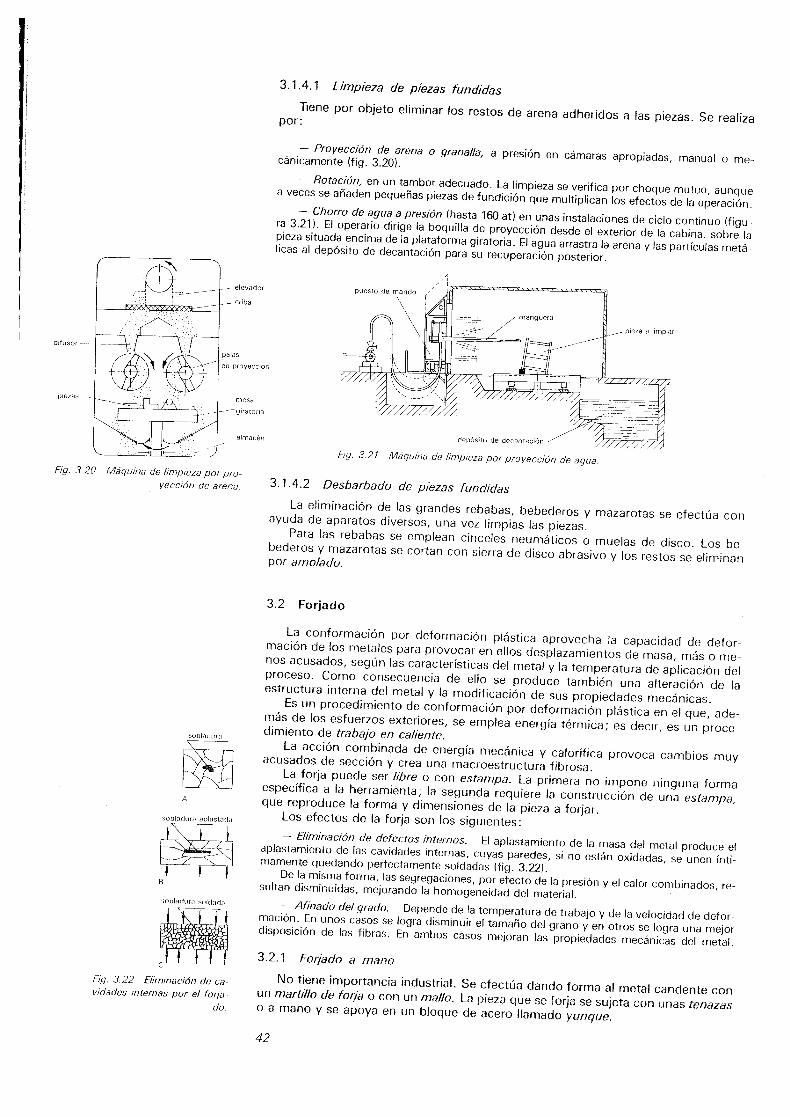
Fig. 3.20
Máquina de limpieza por pro-yección de arena.
sopladora
A
sopladora aplastada
soplacYUra soldada
Fig. 3.22
Eliminación de ca-vidades internas por el forja-
do .
42
3.1 .4 .1
Limpieza de piezas fundidasTiene por objeto eliminar los restos de arena adheridos a las piezas . Se realizapor :
- Proyección de arena o granalla, a presión en cámaras apropiadas, manual o me-cánicamente (fig . 3.20) .- Rotación, en un tambor adecuado . La limpieza se verifica por choque mutuo, aunquea veces se añaden pequeñas piezas de fundición que multiplican los efectos de la operación- Chorro de agua a presión (hasta 160 at) en unas instalaciones de ciclo continuo (figu-ra 3.21) . El operario dirige la boquilla de proyección desde el exterior de la cabina, sobre lapieza situada encima de la plataforma giratoria . El agua arrastra la arena y las partículas metá-licas al depósito de decantación para su recuperación posterior.
3 .2 Forjado
3 .2 .1 Forjado a mano
Fig. 3.21
Máquina de limpieza por proyección de agua .
3 .1 .4 .2 Desbarbado de piezas fundidasLa eliminación de las grandes rebabas, bebederos y mazarotas se efectúa conayuda de aparatos diversos, una vez limpias las piezas .Para las rebabas se emplean cinceles neumáticos o muelas de disco . Los be-bederos y mazarotas se cortan con sierra de disco abrasivo y los restos se eliminanpor amolado.
La conformación por deformación plástica aprovecha la capacidad de defor-mación de los metales para provocar en ellos desplazamientos de masa, más o me-nos acusados, según las características del metal y la temperatura de aplicación delproceso. Como consecuencia de ello se produce también una alteración de laestructura interna del metal y la modificación de sus propiedades mecánicas .Es un procedimiento de conformación por deformación plástica en el que, ade-más de los esfuerzos exteriores, se emplea energía térmica ; es decir, es un proce-dimiento de trabajo en caliente .La acción combinada de energía mecánica y calorífica provoca cambios muyacusados de sección y crea una macroestructura fibrosa .La forja puede ser libre o con estampa. La primera no impone ninguna formaespecífica a la herramienta ; la segunda requiere la construcción de una estampa,que reproduce la forma y dimensiones de la pieza a forjar .Los efectos de la forja son los siguientes :- Eliminación de defectos internos .
El aplastamiento de la masa del metal produce elaplastamiento de las cavidades internas, cuyas paredes, si no están oxidadas, se unen ínti-mamente quedando perfectamente soldadas (fig . 3.22) .De la misma forma, las segregaciones, por efecto de la presión y el calor combinados, re-sultan disminuidas, mejorando la homogeneidad del material .- Afinado del grado.
Depende de la temperatura de trabajo y de la velocidad de defor-mación . En unos casos se logra disminuir el tamaño del grano y en otros se logra una mejordisposición de las fibras . En ambos casos mejoran las propiedades mecánicas del metal .
No tiene importancia industrial . Se efectúa dando forma al metal candente conun martillo de forja o con un mallo. La pieza que se forja se sujeta con unas tenazaso a mano y se apoya en un bloque de acero llamado yunque .
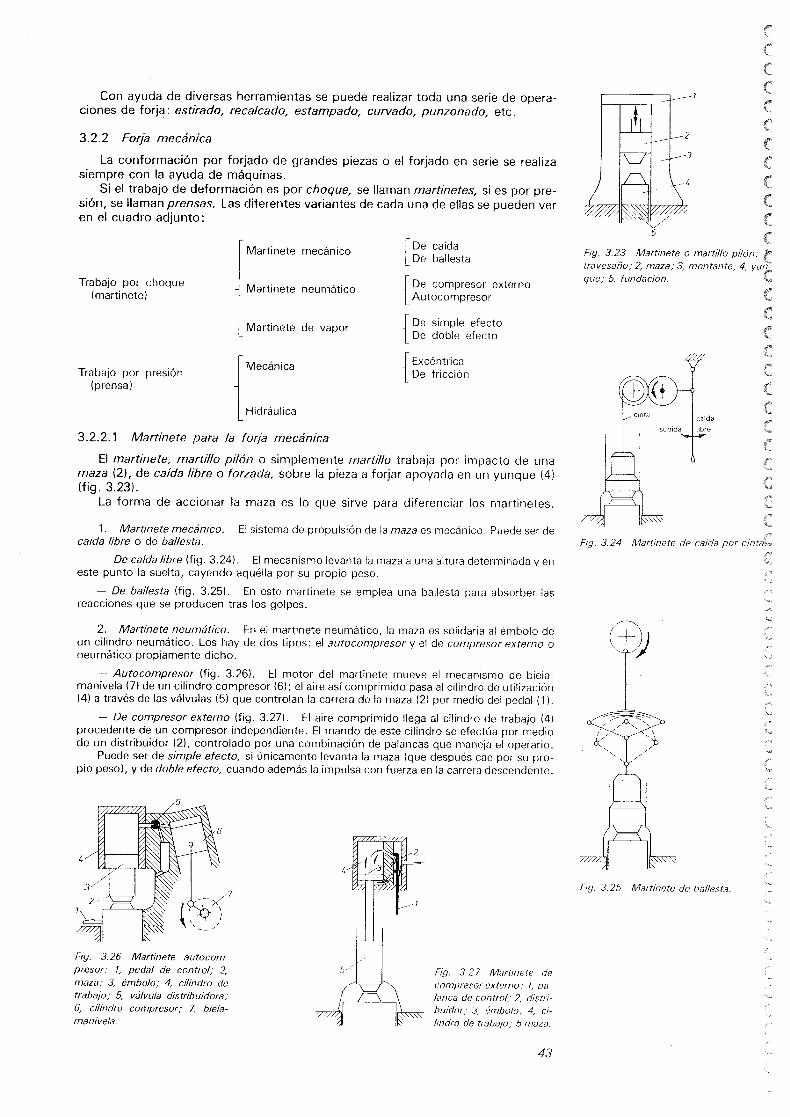
Con ayuda de diversas herramientas se puede realizar toda una serie de opera-ciones de forja : estirado, recalcado, estampado, curvado, punzonado, etc .
3 .2 .2 Forja mecánica
La conformación por forjado de grandes piezas o el forjado en serie se realizasiempre con la ayuda de máquinas .
Si el trabajo de deformación es por choque, se llaman martinetes, si es por pre-sión, se llaman prensas . Las diferentes variantes de cada una de ellas se pueden veren el cuadro adjunto :
Trabajo por choque(martinete)
Trabajo por presión(prensa)
Martinete mecánico
Martinete neumático
L Martinete de vapor
Mecánica
Hidráulica
3 .2.2 .1 Martinete para la forja mecánica
El martinete, martillo pilón o simplemente martillo trabaja por impacto de unamaza (2), de caída libre o forzada, sobre la pieza a forjar apoyada en un yunque (4)(fig . 3.23) .
La forma de accionar la maza es lo que sirve para diferenciar los martinetes .
1 .
Martinete mecánico .
El sistema de propulsión de la maza es mecánico . Puede ser decaída libre o de ballesta .
- De caída libre (fig . 3 .24) .
El mecanismo levanta la maza a una altura determinada y eneste punto la suelta, cayendo aquélla por su propio peso .
- De ballesta (fig . 3 .25) .
En este martinete se emplea una ballesta para absorber lasreacciones que se producen tras los golpes .
2 .
Martinete neumático .
En el martinete neumático, la maza es solidaria al émbolo deun cilindro neumático . Los hay de dos tipos : el autocompresor y el de compresor externo oneumático propiamente dicho .
- Autocompresor (fig . 3 .26) .
El motor del martinete mueve el mecanismo de biela-manivela (7) de un cilindro compresor (6) ; el aire así comprimido pasa al cilindro de utilización(4) a través de las válvulas (5) que controlan la carrera de la maza (2) por medio del pedal (1) .
- De compresor externo (fig . 3 .27) .
El aire comprimido llega al cilindro de trabajo (4)procedente de un compresor independiente . El mando de este cilindro se efectúa por mediode un distribuidor (2), controlado por una combinación de palancas que maneja el operario .
Puede ser de simple efecto, si únicamente levanta la maza (que después cae por su pro-pio peso), y de doble efecto, cuando además la impulsa con fuerza en la carrera descendente .
Fig . 3.26 Martinete autocom-presor : 1, pedal de control; 2,maza; 3, émbolo; 4, cilindro detrabajo ; 5, válvula distribuidora ;6, cilindro compresor; 7 biela-manivela .
r De caídaDe ballesta
De compresor externoAutocompresor
De simple efectoDe doble efecto
ExcéntricaDe fricción
Fig . 3.27 Martinete decompresorexterno : 1, pa-lanca de control; 2, distri-buidor ; 3, émbolo ; 4, ci-lindro de trabajo ; 5 maza .
43
Fig . 3.23
Martinete o martillo pilón :travesaño ; 2, maza ; 3, montante ; 4, yuque; 5, fundación .
Fig . 3 .24
Martinete de caída por cinta
Fig . 3.25 Martinete de ballesta .
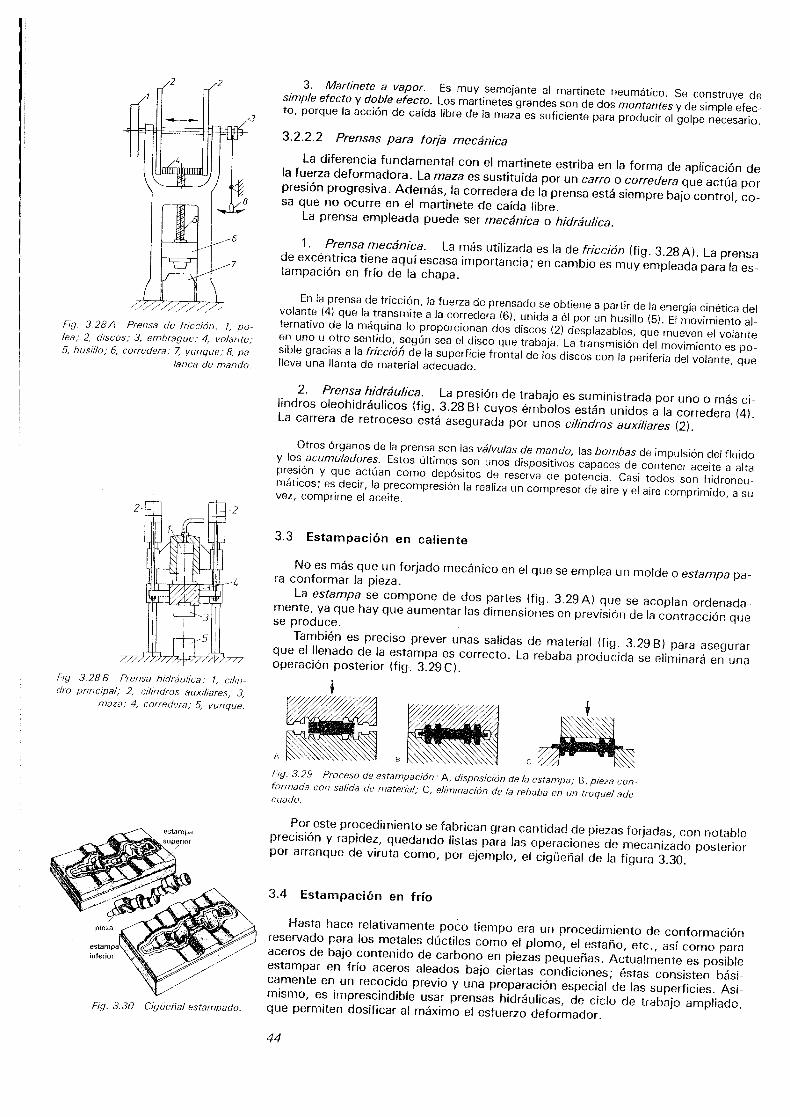
Fig. 3.28A Prensa de fricción . 1, po-lea; 2, discos ; 3, embrague ; 4, volante;5, husillo; 6, corredera; 7, yunque; 8, pa
lanca de mando.
Fig. 3.288 Prensa hidráulica . 1, cilin-dro principal; 2, cilindros auxiliares; 3,
maza; 4, corredera; 5, yunque.
Fig. 3.30
Cigüeñal estampado.
44
3 . Martinete a vapor. Es muy semejante al martinete neumático. Se construye desimple efecto y doble efecto . Los martinetes grandes son de dos montantes y de simple efec-to, porque la acción de caída libre de la maza es suficiente para producir el golpe necesario.3.2.2 .2 Prensas para forja mecánica
La diferencia fundamental con el martinete estriba en la forma de aplicación dela fuerza deformadora . La maza es sustituida por un carro o corredera que actúa porpresión progresiva . Además, la corredera de la prensa está siempre bajo control, co-sa que no ocurre en el martinete de caída libre .La prensa empleada puede ser mecánica o hidráulica .
1 .
Prensa mecánica .
La más utilizada es la de fricción (fig . 3.28 A) . La prensade excéntrica tiene aquí escasa importancia ; en cambio es muy empleada para la es-tampación en frío de la chapa .
En la prensa de fricción, la fuerza cie prensado se obtiene a partir de la energía cinética delvolante (4) que la transmite a la corredera (6), unida a él por un husillo (5) . El movimiento al-ternativo de la máquina lo proporcionan dos discos (2) desplazables, que mueven el volanteen uno u otro sentido, según sea el disco que trabaja . La transmisión del movimiento es po-sible gracias a la fricción de la superficie frontal de los discos con la periferia del volante, quelleva una llanta de material adecuado .
2.
Prensa hidráulica .
La presión de trabajo es suministrada por uno o más ci-lindros oleohidráulicos (fig . 3 .285) cuyos émbolos están unidos a la corredera (4) .La carrera de retroceso está asegurada por unos cilindros auxiliares (2) .Otros órganos de la prensa son las válvulas de mando, las bombas de impulsión del fluidoy los acumuladores . Estos últimos son unos dispositivos capaces de contener aceite a altapresión y que actúan como depósitos de reserva de potencia . Casi todos son hidroneu-máticos ; es decir, la precompresión la realiza un compresor de aire y el aire comprimido, a suvez, comprime el aceite .
3 .3 Estampación en caliente
No es más que un forjado mecánico en el que se emplea un molde o estampa pa-ra conformar la pieza .La estampa se compone de dos partes (fig . 3.29A) que se acoplan ordenada-mente, ya que hay que aumentar las dimensiones en previsión de la contracción quese produce .También es preciso prever unas salidas de material (fig . 3.2913) para asegurarque el llenado de la estampa es correcto . La rebaba producida se eliminará en unaoperación posterior (fig . 3 .29C) .
s
3.4 Estampación en frío
CFig. 3.29
Proceso de estampación: A, disposición de la estampa; B, pieza con-formada con salida de inatenál; C, eliminación de la rebaba en un troquel ade-cuado.
Por este procedimiento se fabrican gran cantidad de piezas forjadas, con notableprecisión y rapidez, quedando listas para las operaciones de mecanizado posteriorpor arranque de viruta como, por ejemplo, el cigüeñal de la figura 3.30.
Hasta hace relativamente poco tiempo era un procedimiento de conformaciónreservado para los metales dúctiles como el plomo, el estaño, etc ., así como paraaceros de bajo contenido de carbono en piezas pequeñas . Actualmente es posibleestampar en frío aceros aleados bajo ciertas condiciones ; éstas consisten bási-camente en un recocido previo y una preparación especial de las superficies . Asi-mismo, es imprescindible usar prensas hidráulicas, de ciclo de trabajo ampliado,que permiten dosificar al máximo el esfuerzo deformador .
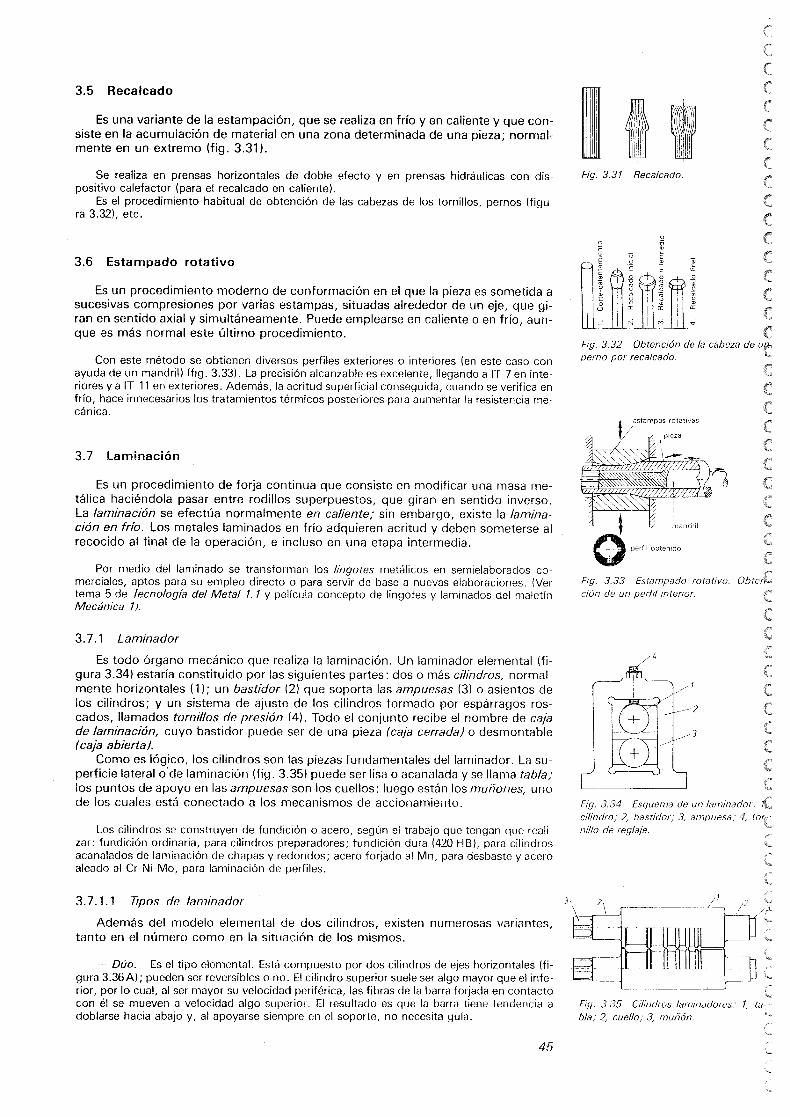
3.5 Recalcado
Es una variante de la estampación, que se realiza en frío y en caliente y que con-siste en la acumulación de material en una zona determinada de una pieza ; normal-mente en un extremo (fig . 3.31) .
Se realiza en prensas horizontales de doble efecto y en prensas hidráulicas con dis-positivo calefactor (para el recalcado en caliente) .
Es el procedimiento habitual de obtención de las cabezas de los tornillos, pernos (figu-ra 3.32), etc.
3 .6 Estampado rotativo
Es un procedimiento moderno de conformación en el que la pieza es sometida asucesivas compresiones por varias estampas, situadas alrededor de un eje, que gi-ran en sentido axial y simultáneamente. Puede emplearse en caliente o en frío, aun-que es más normal este último procedimiento.
Con este método se obtienen diversos perfiles exteriores o interiores (en este caso conayuda de un mandril) (fig . 3.33) . La precisión alcanzable es excelente, llegando a IT 7 en inte-riores y a IT 11 en exteriores . Además, la acritud superficial conseguida, cuando se verifica enfrío, hace innecesarios los tratamientos térmicos posteriores para aumentar la resistencia me-cánica .
3.7 Laminación
Es un procedimiento de forja continua que consiste en modificar una masa me-tálica haciéndola pasar entre rodillos superpuestos, que giran en sentido inverso .La laminación se efectúa normalmente en caliente ; sin embargo, existe la laminación en frío . Los metales laminados en frío adquieren acritud y deben someterse alrecocido al final de la operación, e incluso en una etapa intermedia .
Por medio del laminado se transforman los lingotes metálicos en semielaborados co-merciales, aptos para su empleo directo o para servir de base a nuevas elaboraciones . (Vertema 5 de Tecnología del Metal 1. 1 y película concepto de lingotes y laminados del maletínMecánica 1).
3.7 .1 Laminador
Es todo órgano mecánico que realiza la laminación . Un laminador elemental (fi-gura 3 .34) estaría constituido por las siguientes partes : dos o más cilindros, normal-mente horizontales (1) ; un bastidor (2) que soporta las ampuesas (3) o asientos delos cilindros ; y un sistema de ajuste de los cilindros formado por espárragos ros-cados, llamados tornillos de presión (4) . Todo el conjunto recibe el nombre de cajade laminación, cuyo bastidor puede ser de una pieza (caja cerrada) o desmontable(caja abierta) .
Como es lógico, los cilindros son las piezas fundamentales del laminador . La su-perficie lateral o'de laminación (fig . 3 .35) puede ser lisa o acanalada yse llama tabla ;los puntos de apoyo en las ampuesas son los cuellos ; luego están los muñones, unode los cuales está conectado a los mecanismos de accionamiento .
Los cilindros se construyen de fundición o acero, según el trabajo que tengan que reali-zar: fundición ordinaria, para cilindros preparadores ; fundición dura (420 HB), para cilindrosacanalados de laminación de chapas y redondos ; acero forjado al Mn, para desbaste y aceroaleado al Cr-Ni-Mo, para laminación de perfiles .
3 .7 .1 .1 Tipos de laminador
Además del modelo elemental de dos cilindros, existen numerosas variantes,tanto en el número como en la situación de los mismos .
- Dúo.
Es el tipo elemental. Está compuesto por dos cilindros de ejes horizontales (fi-gura 3.36 A) ; pueden ser reversibles o no . El cilindro superior suele ser algo mayor que el infe-rior, por lo cual, al ser mayor su velocidad periférica, las fibras de la barra forjada en contactocon él se mueven a velocidad algo superior . El resultado es que la barra tiene tendencia adoblarse hacia abajo y, al apoyarse siempre en el soporte, no necesita guía .
45
Fig. 3.31 Recalcado.
Fig. 3.32
Obtención de la cabeza de uperno por recalcado.
Fig. 3.33 Estampado rotativa Obterción de un perfil interior.
Fig. 3.34
Esquema de un laminador:cilindro ; 2, bastidor; 3, arnpuesa ; 4, tor-nillo de reglaje .
Fig. 3.35 Cilindros laminadores: 1, tabla; 2, cuello; 3, muñón.
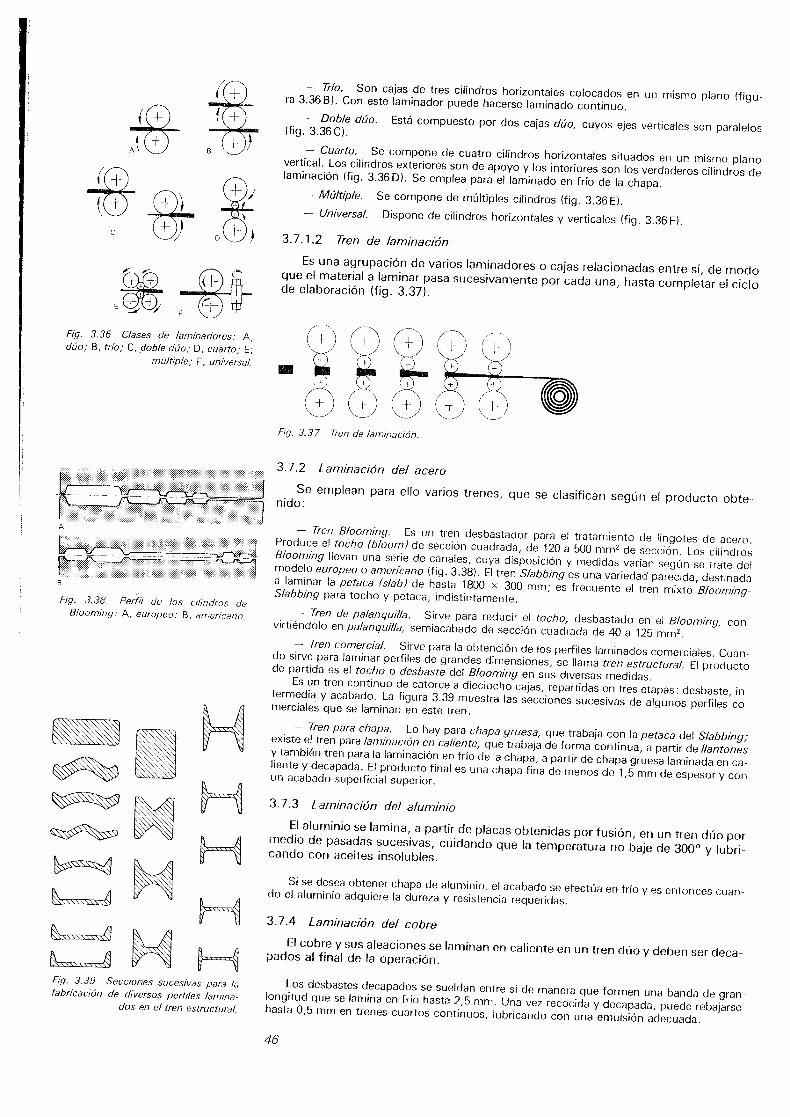
Fíg. 3.36 Clases de laminadores : A,dúo ; B, trío ; C, doble dúo ; D, cuarto ; E ;
múltiple ; F, universal.
Fig. 3.38. Perfil de los cilindros deBlooming : A, europeo ; B, americano .
Fiq . 3.39 Secciones sucesivas para lafabricación de diversos perfiles lamina-
dos en el tren estructural.
46
- Trío.
Son cajas de tres cilindros horizontales colocados en un mismo plano (figu-ra 3.3613) . Con este laminador puede hacerse laminado continuo .- Doble dúo.
Está compuesto por dos cajas dúo, cuyos ejes verticales son paralelos(fig . 3 .36 C) .
- Cuarto .
Se compone de cuatro cilindros horizontales situados en un mismo planovertical . Los cilindros exteriores son de apoyo y los interiores son los verdaderos cilindros delaminación (fig . 3.36D) . Se emplea para el laminado en frío de la chapa .- Múltiple .
Se compone de múltiples cilindros (fig . 3 .36 E) .- Universal.
Dispone de cilindros horizontales y verticales (fig . 3 .36F) .
3.7 .1 .2 Tren de laminaciónEs una agrupación de varios laminadores o cajas relacionadas entre sí, de modoque el material a laminar pasa sucesivamente por cada una, hasta completar el ciclode elaboración (fig . 3.37) .
Fig . 3.37
Tren de laminación .
3.7.2 Laminación del aceroSe emplean para ello varios trenes, que se clasifican según el producto obte-i nido :
- Tren Blooming .
Es un tren desbastador para el tratamiento de lingotes de acero .Produce el tocho (bloom) de sección cuadrada, de 120 a 500 mmz de sección . Los cilindrosBlooming llevan una serie de canales, cuya disposición y medidas varían según se trate delmodelo europeo o americano (fig . 3 .38) . El tren Slabbing es una variedad parecida, destinadaa laminar la petaca (slab) de hasta 1800 x 300 mm; es frecuente el tren mixto Bloomíng-Slabbing para tocho y petaca, indistintamente .- Tren de palanquilla .
Sirve para reducir el tocho, desbastado en el Blooming, con-virtiéndolo en palanquilla, semiacabado de sección cuadrada de 40 a 125 mmz .- Tren comercial.
Sirve para la obtención de los perfiles laminados comerciales . Cuan-do sirve para laminar perfiles de grandes dimensiones, se llama tren estructural. El productode partida es el tocho o desbaste del B/ooming en sus diversas medidas .Es un tren continuo de catorce a dieciocho cajas, repartidas en tres etapas : desbaste, in-termedia y acabado . La figura 3.39 muestra las secciones sucesivas de algunos perfiles co-merciales que se laminan en este tren .- Tren para chapa .
Lo hay para chapa gruesa, que trabaja con la petaca del Slabbing;existe el tren para laminación en caliente, que trabaja de forma continua, a partir de llantonesy también tren para la laminación en frío de la chapa, a partir de chapa gruesa laminada en ca-liente y decapada . El producto final es una chapa fina de menos de 1,5 mm de espesor y conun acabado superficial superior .
3 .7.3 Laminación del aluminioEl aluminio se lamina, a partir de placas obtenidas por fusión, en un tren dúo pormedio de pasadas sucesivas, cuidando que la temperatura no baje de 300° y lubri-cando con aceites insolubles .
Si se desea obtener chapa de aluminio, el acabado se efectúa en frío y es entonces cuan-do el aluminio adquiere la dureza y resistencia requeridas .
3 .7.4 Laminación del cobreEl cobre y sus aleaciones se laminan en caliente en un tren dúo y deben ser deca-pados al final de la operación .
Los desbastes decapados se sueldan entre sí de manera que formen una banda de granlongitud que se lamina en frío hasta 2,5 mm. Una vez recocida y decapada, puede rebajarsehasta 0,5 mm en trenes cuartos continuos, lubricando con una emulsión adecuada .
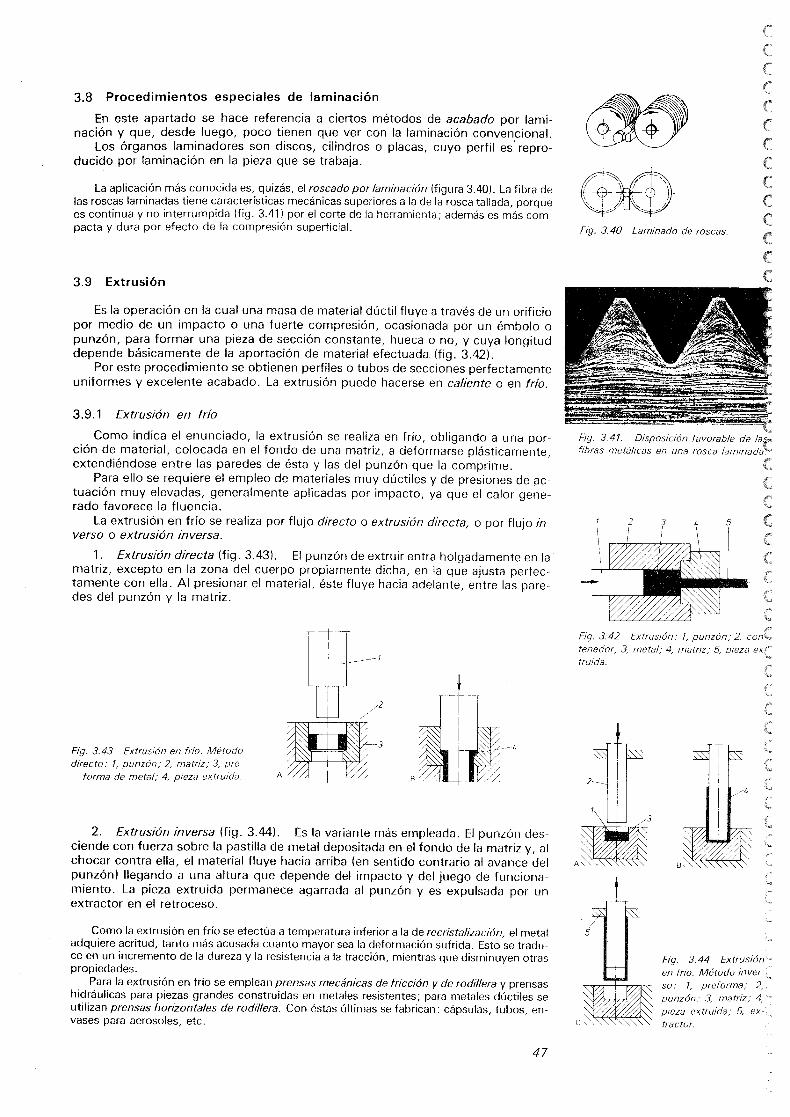
3.8 Procedimientos especiales de laminación
En este apartado se hace referencia a ciertos métodos de acabado por lami-nación y que, desde luego, poco tienen que ver con la laminación convencional .
Los órganos laminadores son discos, cilindros o placas, cuyo perfil es'repro-ducido por laminación en la pieza que se trabaja .
3.9 Extrusión
Es la operación en la cual una masa de material dúctil fluye a través de un orificiopor medio de un impacto o una fuerte compresión, ocasionada por un émbolo opunzón, para formar una pieza de sección constante, hueca o no, y cuya longituddepende básicamente de la aportación de material efectuada (fig . 3.42) .
Por este procedimiento se obtienen perfiles o tubos de secciones perfectamenteuniformes y excelente acabado . La extrusión puede hacerse en caliente o en frío .
3.9 .1 Extrusión en frío
Como indica el enunciado, la extrusión se realiza en frío, obligando a una por-ción de material, colocada en el fondo de una matriz, a deformarse plásticamente,extendiéndose entre las paredes de ésta y las del punzón que la comprime .
Para ello se requiere el empleo de materiales muy dúctiles y de presiones de ac-tuación muy elevadas, generalmente aplicadas por impacto, ya que el calor gene-rado favorece la fluencia .
La extrusión en frío se realiza por flujo directo o extrusión directa, o por flujo in-verso o extrusión inversa.
1 .
Extrusión directa (fig . 3.43) .
El punzón de extruir entra holgadamente en lamatriz, excepto en la zona del cuerpo propiamente dicha, en la que ajusta perfec-tamente con ella . Al presionar el material, éste fluye hacia adelante, entre las pare-des del punzón y la matriz .
Fig. 3.43
Extrusión en frío . Métododirecto: 1, punzón ; 2, matriz ; 3, pre-
forma de metal; 4, pieza extruida .
2 .
Extrusión inversa (fig . 3.44) .
Es la variante más empleada . El punzón des-ciende con fuerza sobre la pastilla de metal depositada en el fondo de la matriz y, alchocar contra ella, el material fluye hacia arriba (en sentido contrario al avance delpunzón) llegando a una altura que depende del impacto y del juego de funciona-miento. La pieza extruida permanece agarrada al punzón y es expulsada por unextractor en el retroceso.
Como la extrusión en frío se efectúa a temperatura inferior a la de recristalización, el metaladquiere acritud, tanto más acusada cuanto mayor sea la deformación sufrida . Esto se tradu-ce en un incremento de la dureza y la resistencia a la tracción, mientras que disminuyen otraspropiedades .
Para la extrusión en frío se emplean prensas mecánicas de fricción y de rodillera y prensashidráulicas para piezas grandes construidas en metales resistentes ; para metales dúctiles seutilizan prensas horizontales de rodillera . Con éstas últimas se fabrican : cápsulas, tubos, en-vases para aerosoles, etc .
4 7
La aplicación más conocida es, quizás, el roscado por laminación (figura 3.40) . La fibra delas roscas laminadas tiene características mecánicas superiores a la de la rosca tallada, porquees continua y no interrumpida (fig . 3.41) por el corte de la herramienta ; además es más compacta y dura por efecto de la compresión superficial .
Fig. 3.40 Laminado de roscas .
Fig. 3.41.
Disposición favorable de lasfibras metálicas en una rosca laminada-
Fig. 3.42
Extrusión : 1, punzón ; 2, coritenedor; 3, metal; 4, matriz ; 5, pieza ex-,-'truida .
Fig. 3.44 Extrusión-en frío . Método inver-'so : 1, preforma, 2,punzón; 3, matriz ; 4, '"pieza extruida ; 5, ex-tractor .
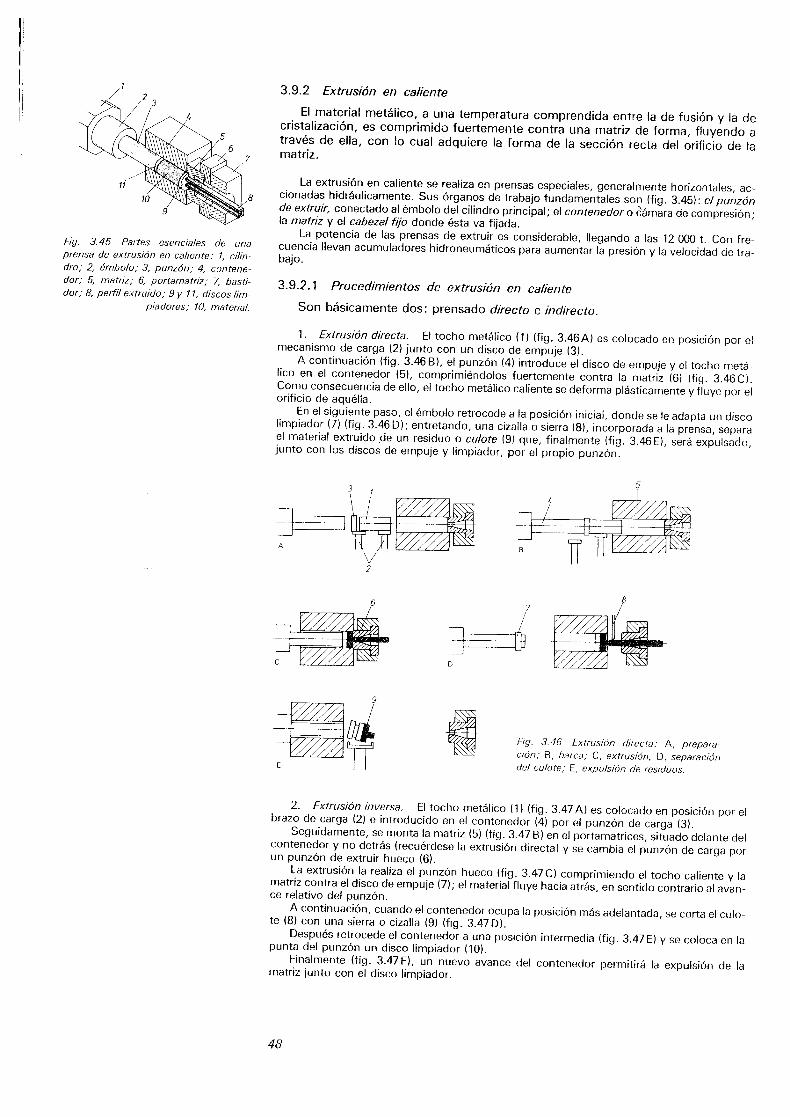
Fig. 3.45 Partes esenciales de unaprensa de extrusión en caliente : 1, ción-dro; 2, émbolo ; 3, punzón ; 4, contene-dor; 5, matriz; 6, portamatriz; 7, basti-dor; 8, perfil extruido ; 9y 11, discos lim
piadores; 10, material.
3.9.2 Extrusión en caliente
El material metálico, a una temperatura comprendida entre la de fusión y la decristalización, es comprimido fuertemente contra una matriz de forma, fluyendo através de ella, con lo cual adquiere la forma de la sección recta del orificio de lamatriz .
La extrusión en caliente se realiza en prensas especiales, generalmente horizontales, ac-cionadas hidráulicamente . Sus órganos de trabajo fundamentales son (fig . 3 .45) : el punzónde extruir, conectado al émbolo del cilindro principal ; el contenedor o cámara de compresión ;la matriz y el cabezal fijo donde ésta va fijada .La potencia de las prensas de extruir es considerable, llegando a las 12 000 t . Con fre-cuencia llevan acumuladores hidroneumáticos para aumentar la presión y la velocidad de tra-bajo .
3.9.2 .1 Procedimientos de extrusión en caliente
1 .
Extrusión directa .
El tocho metálico (1) (fig . 3 .46A) es colocado en posición por elmecanismo de carga (2) junto con un disco de empuje (3) .A continuación (fig . 3 .46 B), el punzón (4) introduce el disco de empuje y el tocho metá-lico en el contenedor (5), comprimiéndolos fuertemente contra la matriz (6) (fig . 3.46C) .
Como consecuencia de ello, el tocho metálico caliente se deforma plásticamente y fluye por elorificio de aquélla .En el siguiente paso, el émbolo retrocede a la posición inicial, donde se le adapta un discolimpiador (7) (fig . 3 .46 D) ; entretando, una cizalla o sierra (8), incorporada a la prensa, separael material extruido de un residuo o culote (9) que, finalmente (fig . 3 .46E), será expulsado,junto con los discos de empuje y limpiador, por el propio punzón .
A
48
Son básicamente dos : prensado directo e indirecto .
Fig. 3.46 Extrusión directa: A, prepara-ción ; B, barca; C, extrusión, D, separacióndel culote ; E, expulsión de residuos .
2 .
Extrusión inversa .
El tocho metálico (1) (fig . 3 .47 A) es colocado en posición por elbrazo de carga (2) e introducido en el contenedor (4) por el punzón de carga (3) .Seguidamente, se monta la matriz (5) (fig . 3 .47 B) en el portamatrices, situado delante delcontenedor y no detrás (recuérdese la extrusión directa) y se cambia el punzón de carga porun punzón de extruir hueco (6) .La extrusión la realiza el punzón hueco (fig . 3.47C) comprimiendo el tocho caliente y lamatriz contra el disco de empuje (7) ; el material fluye hacia atrás, en sentido contrario al avan-ce relativo del punzón .A continuación, cuando el contenedor ocupa la posición más adelantada, se corta el culo-te (8) con una sierra o cizalla (9) (fig . 3.47D) .Después retrocede el contenedor a una posición intermedia (fig . 3 .47 E) y se coloca en lapunta del punzón un disco limpiador (10) .Finalmente (fig . 3.47F), un nuevo avance del contenedor permitirá la expulsión de lamatriz junto con el disco limpiador .
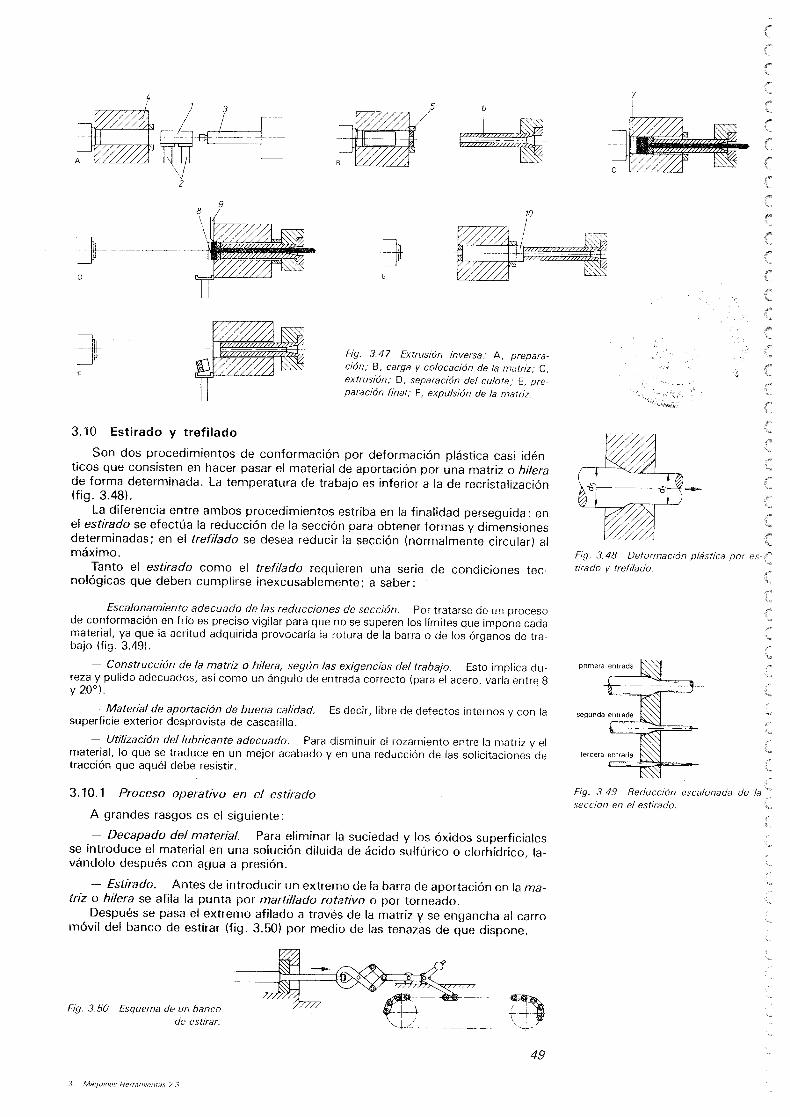
A
i
1e
W14
WmiTi
D
3 .10 Estirado y trefilado
I " ul" u " " I'pllll~¡I
mI//HI/l//!lN/fll/les--N/ll~lll/ITi.
ffl
=
a ~G
I
II
E
10
C wNNiNiiiaNiE
Fig. 3.47 Extrusión inversa : A, prepara-ción; B, carga y colocación de la matriz;C,extrusnn; D, separación del culote ; E, pre-paración final; F, expulsión de la matriz.
Son dos procedimientos de conformación por deformación plástica casi idén-ticos que consisten en hacer pasar el material de aportación por una matriz o hilerade forma determinada . La temperatura de trabajo es inferior a la de recristalización(fig . 3 .48) .
La diferencia entre ambos procedimientos estriba en la finalidad perseguida : enel estirado se efectúa la reducción de la sección para obtener formas y dimensionesdeterminadas ; en el trefilado se desea reducir la sección (normalmente circulan almáximo .
Tanto el estirado como el trefilado requieren una serie de condiciones tec-nológicas que deben cumplirse inexcusablemente ; a saber :
- Escalonamiento adecuado de las reducciones de sección.
Portratarse de un procesode conformación en frío es preciso vigilar para que no se superen los límites que impone cadamaterial, ya que la acritud adquirida provocaría la rotura de la barra o de los órganos de tra-bajo (fig . 3.49) .
- Construcción de la matriz o hilera, según las exigencias del trabajo.
Esto implica du-reza y pulido adecuados, así como un ángulo de entrada correcto (para el acero, varía entre 8y 20°) .
- Materia/ de aportación de buena calidad.
Es decir, libre de defectos internos y con lasuperficie exterior desprovista de cascarilla .
- Utilización del lubricante adecuado .
Para disminuir el rozamiento entre la matriz y elmaterial, lo que se traduce en un mejor acabado y en una reducción de las solicitaciones detracción que aquél debe resistir .
3.10 .1 Proceso operativo en el estirada
A grandes rasgos es el siguiente :- Decapado del material.
Para eliminar la suciedad y los óxidos superficialesse introduce el material en una solución diluida de ácido sulfúrico o clorhídrico, la-vándolo después con agua a presión .
- Estirado .
Antes de introducir un extremo de la barra de aportación en la ma-triz o hilera se afila la punta por martillada rotativa o por torneado .
Después se pasa el extremo afilado a través de la matriz y se engancha al carromóvil del banco de estirar (fig . 3.50) por medio de las tenazas de que dispone .
Fig. 3,50
Esquema de un bancode estirar.
3.
Máquinas Nerrermentas 23
Fig. 3.48
Deformación plástica por es-°"tirado y trefilado .
Fig. 3.49 Reducción escalonada de lasección en el estirado .
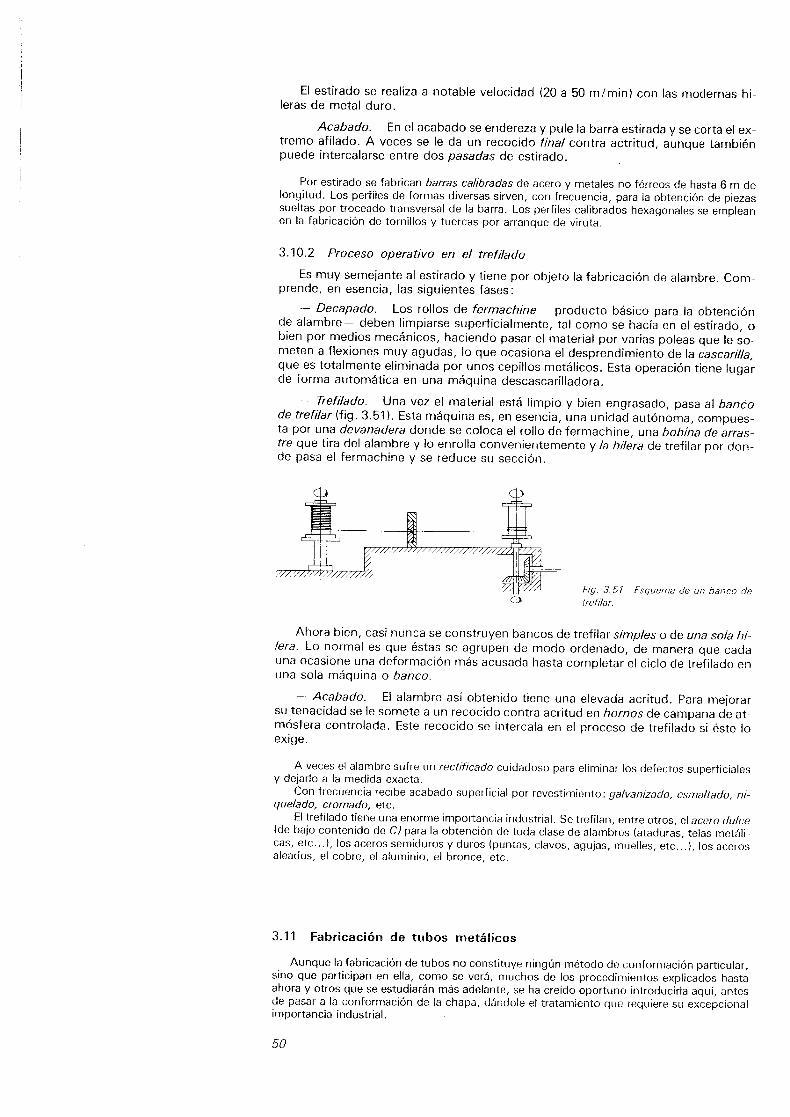
El estirado se realiza a notable velocidad (20 a 50 m/min) con las modernas hi-leras de metal duro .
- Acabado.
En el acabado se endereza y pule la barra estirada y se corta el ex-tremo afilado. A veces se le da un recocido final contra actritud, aunque tambiénpuede intercalarse entre dos pasadas de estirado .
Por estirado se fabrican barras calibradas de acero y metales no férreos de hasta 6 m delongitud . Los perfiles de formas diversas sirven, con frecuencia, para la obtención de piezassueltas por troceado transversal de la barra . Los perfiles calibrados hexagonales se empleanen la fabricación de tornillos y tuercas por arranque de viruta .
3 .10.2 Proceso operativo en el trefilado
Es muy semejante al estirado y tiene por objeto la fabricación de alambre . Com-prende, en esencia, las siguientes fases :
- Decapado,
Los rollos de fermachine -producto básico para la obtenciónde alambre- deben limpiarse superficialmente, tal como se hacía en el estirado, obien por medios mecánicos, haciendo pasar el material por varias poleas que le so-meten a flexiones muy agudas, lo que ocasiona el desprendimiento de la cascarilla,que es totalmente eliminada por unos cepillos metálicos . Esta operación tiene lugarde forma automática en una máquina descascaril¡adora .
- Trefilado.
Una vez el material está limpio y bien engrasado, pasa al bancode trefilar (fig . 3 .51) . Esta máquina es, en esencia, una unidad autónoma, compues-ta por una devanadera donde se coloca el rollo de fermachine, una bobina de arrastre que tira del alambre y lo enrolla convenientemente y la hilera de trefilar por don-de pasa el fermachine y se reduce su sección .
A veces el alambre sufre un rectificado cuidadoso para eliminar los defectos superficialesy dejarlo a la medida exacta .
Con frecuencia recibe acabado superficial por revestimiento : galvanizado, esmaltado, ni-quelado, cromado, etc.
El trefilado tiene una enorme importancia industrial . Se trefilan, entre otros, el acero dulce(de bajo contenido de C) para la obtención de toda clase de alambres (ataduras, telas metáli-cas, etc . . .), los aceros semiduros yduros (puntas, clavos, agujas, muelles, etc. . .), los acerosaleados, el cobre, el aluminio, el bronce, etc.
3.11 Fabricación de tubos metálicos
Fig. 3.51
Esquema de un banco detrefilar .
Ahora bien, casi nunca se construyen bancos de trefilar simples o de una sola hi-lera . Lo normal es que éstas se agrupen de modo ordenado, de manera que cadauna ocasione una deformación más acusada hasta completar el ciclo de trefilado enuna sola máquina o banco.
- Acabado.
El alambre así obtenido tiene una elevada acritud . Para mejorarsu tenacidad se le somete a un recocido contra acritud en hornos de campana de at-mósfera controlada . Este recocido se intercala en el proceso de trefilado si éste loexige .
Aunque la fabricación de tubos no constituye ningún método de conformación particular,sino que participan en ella, como se verá, muchos de los procedimientos explicados hastaahora y otros que se estudiarán más adelante, se ha creído oportuno introducirla aquí, antesde pasar a la conformación de la chapa, dándole el tratamiento que requiere su excepcionalimportancia industrial .
50

Los procedimientos más extendidos para la fabricación de tubos, en sus cuatro categoríasfundamentales, son :
Tubos abiertos
{ Por perfilado mecánico
Tubos engrapados
{Por perfilado-engrapado mecánico
Tubos soldados
Tubos sin soldadura
3.11 .1 Tubos abiertos y engrapados
Son tubos fabricados en frío a partir de la banda de chapa en máquinas perfi-ladoras . Los bordes de unión no cierran herméticamente sino que se dejan haciendocontacto a tope (fig . 3 .52) o engrapados (fig . 3 .53) ; en este caso el proceso es algomás laborioso .
Como es natural, estos tubos no sirven para el transporte de fluidos ; sólo tienenaplicación en carpintería metálica .
3.11 .2 Tubos soldados
Los tubos fabricados en frío, partiendo de banda de chapa, pueden soldarse pordiversos procedimientos :
1 .
Tubos soldados eléctricamente .
La unión estanca de los bordes se consigue por sol-dadura eléctrica, ya sea por inducción o por arco . Ambos procedimientos se realizan en má-quinas complejas formadas por varias unidades autónomas . Una máquina tipo consta (figura 3.54) de la unidadperfiladora para doblar la chapa, la unidad soldadora propiamente dicha,la unidad enderezadora y la guillotina final para cortar longitudes adecuadas, puesto que elproceso es continuo .
Los tubos soldados eléctricamente se usan para el transporte de fluidos cuya presión nosupere las 10 atm y para construcciones metálicas .
2 .
Tubos soldados oxiacetilénicamente.
La conformación del material se realiza comoen los casos precedentes ; varía únicamente el procedimiento de soldadura, ejecutado por unautómata dotado de soplete y metal de aportación . Este procedimiento suele reservarse a lostubos de gran diámetro .
3 .
Tubos soldados a tope con boquilla .
El material calentado previamente es intro-ducido en una boquilla en forma de bocina (fig . 3 .55) que lo obliga a curvarse, y al apretar losbordes entre sí se produce su soldadura a tope.
Fig. 3.55 Fabricación de tubospor soldadura a tope con hilera o
bocina .
EléctricamenteOxiacetilénicamenteA tope con boquillaA tope con rodillos
Fundidos (centrifugado)
Con mandrilPerforados
Sistema MannesmannMecanizados
Extruidos
Fig. 3.54
Tren continuo para la fabricación de tubo soldado. l, devanadera ;2, unidades perfiladoras ; 3, hileras, 4, soldador, 5, calibrador; 6, guillotina .
-Ki
Sección AA'
51
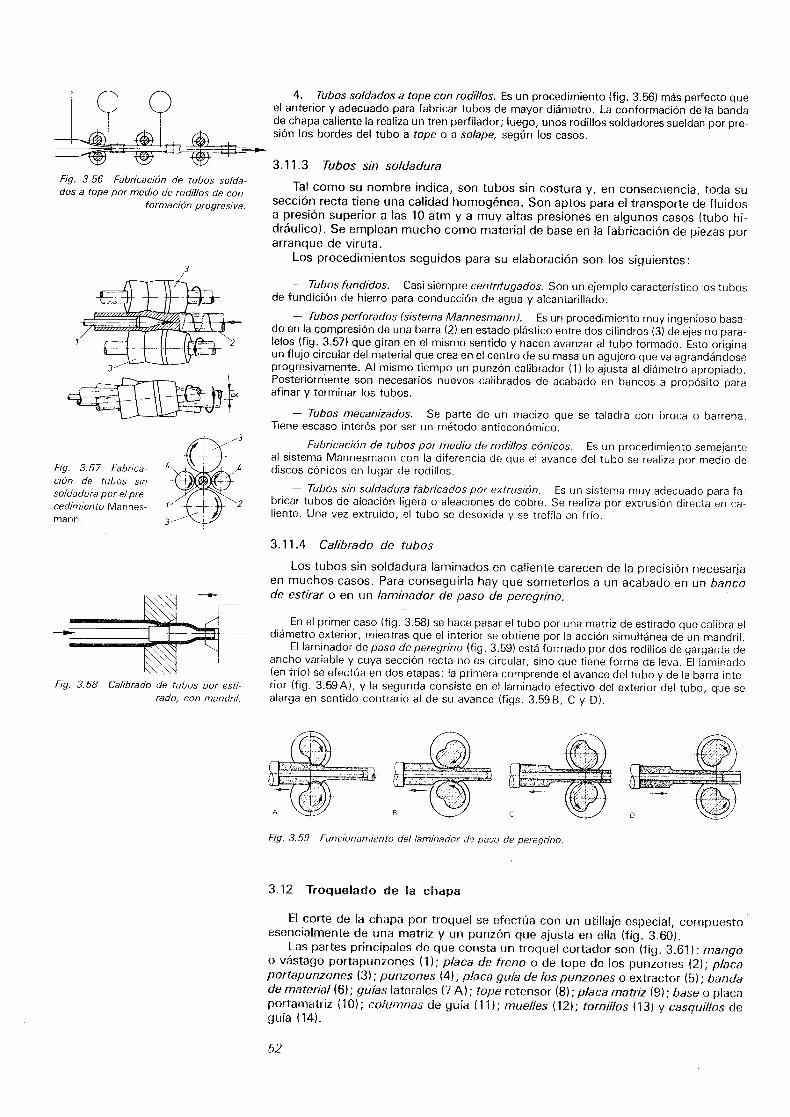
Fig. 3.56 Fabricación de tubos solda-dos a tope por medio de rodillos de con-
formación progresiva .
Fig . 3.57 Fabrica-ción de tubos sinsoldadura por el pre-cedimiento Mannes-mann .
Fig . 3.58 Calibrado de tubos por esti-rado, con mandril .
4 .
Tubos soldados a tope con rodillos. Es un procedimiento (fig . 3 .56) más perfecto queel anterior y adecuado para fabricar tubos de mayor diámetro . La conformación de la bandade chapa caliente la realiza un tren perfilador ; luego, unos rodillos soldadores sueldan por pre-sión los bordes del tubo a tope o a solape, según los casos .
3.11 .3 Tubos sin soldadura
Tal como su nombre indica, son tubos sin costura y, en consecuencia, toda susección recta tiene una calidad homogénea . Son aptos para el transporte de fluidosa presión superior a las 10 atm y a muy altas presiones en algunos casos (tubo hi-dráulico) . Se emplean mucho como material de base en la fabricación de piezas porarranque de viruta .
Los procedimientos seguidos para su elaboración son los siguientes :
- Tubos fundidos.
Casi siempre centrifugados . Son un ejemplo característico los tubosde fundición de hierro para conducción de agua y alcantarillado .
- Tubos perforados (sistema Mannesmann).
Es un procedimiento muy ingenioso basa-do en la compresión de una barra (2) en estado plástico entre dos cilindros (3) de ejes no para-lelos (fig . 3 .57) que giran en el mismo sentido y hacen avanzar al tubo formado . Esto originaun flujo circular del material que crea en el centro de su masa un agujero que va agrandándoseprogresivamente . Al mismo tiempo un punzón calibrador (1) lo ajusta al diámetro apropiado .Posteriormente son necesarios nuevos calibrados de acabado en bancos a propósito paraafinar y terminar los tubos .
- Tubos mecanizados .
Se parte de un macizo que se taladra con broca o barrena .Tiene escaso interés por ser un método antieconómíco .
- Fabricación de tubos por medio de rodillos cónicos.
Es un procedimiento semejanteal sistema Mannesmann con la diferencia de que el avance del tubo se realiza por medio dediscos cónicos en lugar de rodillos .
- Tubos sin soldadura fabricados por extrusión .
Es un sistema muy adecuado para fa-bricar tubos de aleación ligera o aleaciones de cobre . Se realiza por extrusión directa en ca-liente . Una vez extruido, el tubo se desoxida y se trefila en frío .
3.11 .4 Calibrado de tubos
Los tubos sin soldadura laminados en caliente carecen de la precisión necesariaen muchos casos. Para conseguirla hay que someterlos a un acabado en un bancode estirar o en un laminador de paso de peregrino .
En el primer caso (fig . 3 .58) se hace pasar el tubo por una matriz de estirado que calibra eldiámetro exterior, mientras que el interior se obtiene por la acción simultánea de un mandril .
El laminador de paso de peregrino (fig . 3 .59) está formado por dos rodillos de garganta deancho variable y cuya sección recta no es circular, sino que tiene forma de leva . El laminado(en frío) se efectúa en dos etapas : la primera comprende el avance del tubo y de la barra inte-rior (fig . 3 .59A), y la segunda consiste en el laminado efectivo del exterior del tubo, que sealarga en sentido contrario al de su avance (figs . 3.59 B, C y D) .
3 .12 Troquelado de la chapa
B
C
D
Fig. 3.59
Funcionamiento del laminador de paso de peregrino .
El corte de la chapa por troquel se efectúa con un utillaje especial, compuestoesencialmente de una matriz y un punzón que ajusta en ella (fig . 3.60) .
Las partes principales de que consta un troquel cortador son (fig . 3.61) : mangoo vástago portapunzones (1 ) ; placa de freno o de tope de los punzones (2) ; placaportapunzones (3) ; punzones (4) ; placa guía de los punzones o extractor (5 ) ; bandade material (6) ; guías laterales (7 A) ; tope retensor (S) ; placa matriz (9) ; base o placaportamatriz (10) ; columnas de guía (11) ; muelles (12) ; tornillos (13) y casquillos deguía (14) .
52
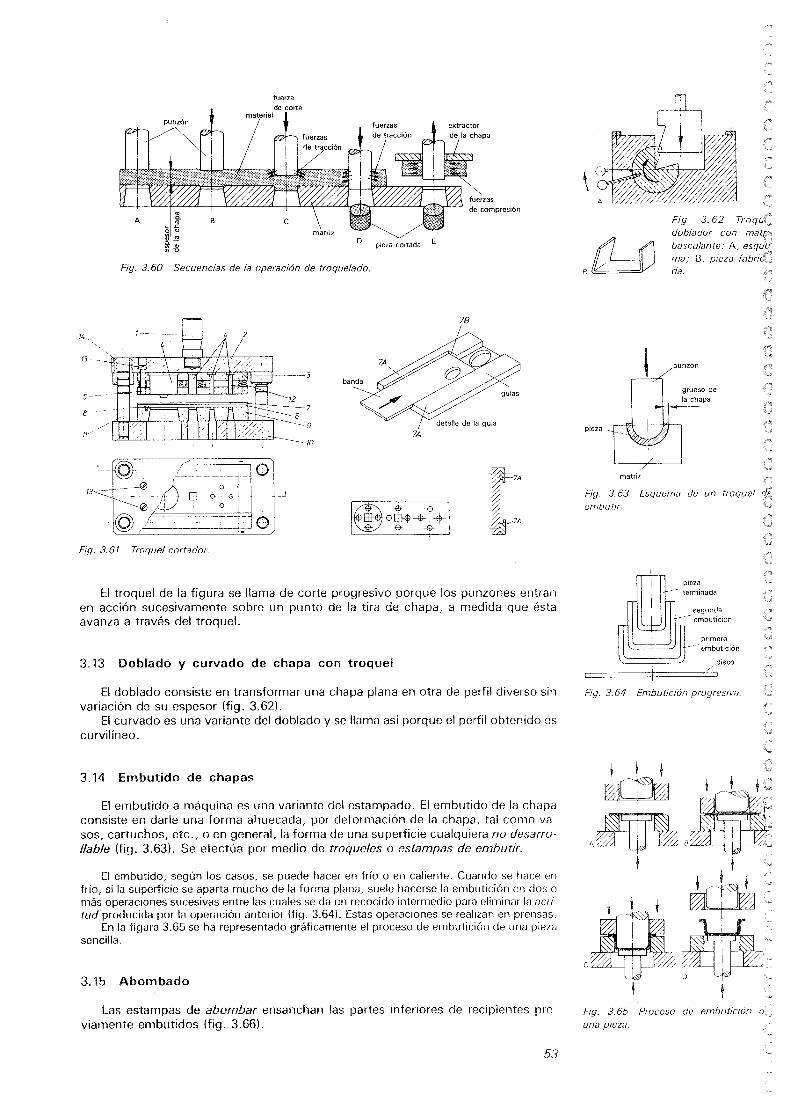
Fig. 3.69
Troquel cortador.
3.14 Embutido de chapas
3.15 Abombado
Fig. 3.60
Secuencias de la operación de troquelado .
3 .13 Doblado y curvado de chapa con troquel
7A
7,9
7A
7,4
El troquel de la figura se llama de corte progresivo porque los punzones entranen acción sucesivamente sobre un punto de la tira de chapa, a medida que éstaavanza a través del troquel .
El doblado consiste en transformar una chapa plana en otra de perfil diverso sinvariación de su espesor (fig . 3 .62) .
El curvado es una variante del doblado y se llama así porque el perfil obtenido escurvilíneo .
El embutido a máquina es una variante del estampado. El embutido de la chapaconsiste en darle una forma ahuecada, por deformación de la chapa, tal como va-sos, cartuchos, etc ., o en general, la forma de una superficie cualquiera no desarro-llable (fig . 3.63) . Se efectúa por medio de troqueles o estampas de embutir.
El embutido, según los casos, se puede hacer en frío o en caliente . Cuando se hace enfrío, si la superficie se aparta mucho de la forma plana, suele hacerse la embutición en dos omás operaciones sucesivas entre las cuales se da un recocido intermedio para eliminar la acri-tud producida por la operación anterior (fig . 3.64) . Estas operaciones se realizan en prensas.
En la figura 3.65 se ha representado gráficamente el proceso de embutición de una piezasencilla .
Las estampas de abombar ensanchan las partes inferiores de recipientes pre-viamente embutidos (fig . 3.66) .
53
pieza
matriz
Fig. 3.63 Esquema de un troquelembutir.
Fig. 3.62 Troq(,,'doblador con ma'í'basculante : A, esquema ; 8, pieza fabrida .
Fig. 3.64
Embutición progresiva .
Fig. 3.65 Proceso de embutición; o runa pieza.

pieza
/iL19.y1~~~1 IIS49r
r a-NR~O1. 1 rx~í%
Fig . 3.68
Acuñado de una pieza .
primera operación
segunda operación
Fig. 3.66
Troquel de abombar.
3 .16 Reducido
Esta operación consiste en disminuir el diámetro de una pieza en una parte de sulongitud (fig . 3.67) .
Primera operación
placa
Fig. 3.67
Troquel de reducir .
3.17 Acuñado
3.18 .1 ®xicorte
54
pieza
3.18 Procedimientos de soldadura
- Soldadura blanda y fuerte .- Soldadura autógena.- Soldadura eléctrica por arco .- Soldadura eléctrica por resistencia .- Sistema de gas inerte (sistema WIG y MAG) .
Es la operación por la cual se produce un relieve en una pieza por medio de unaestampa (fig . 3 .68) (recuérdese el acuñado de monedas) .
La soldadura es un procedimiento de unión permanente entre metales, produci-do con aportación de calor, con o sin presión, y con aportación de metal o sin ella .Sus ventajas principales son la estanquidad, la resistencia mecánica, la resistenciaa la corrosión y el escaso volumen que ocupa . Las variedades más importantes son :
Los sistemas de soldadura blanda y fuerte, autógena y eléctrica y soldadura eléctrica porresistencia se explicaron en cursos anteriores . La forma de unir las piezas por soldadura sepuede ver en el apartado 5.4 de Técnicas de Expresión Gráfica 2.3 . Metal. Con la unión porsoldadura de piezas sencillas se pueden confeccionar piezas de forma complicada con unahorro considerable de material .
El corte de los metales puede realizarse por la acción de un chorro de oxígenosobre una delgada franja de material previamente calentada a lo largo de la línea decorte.
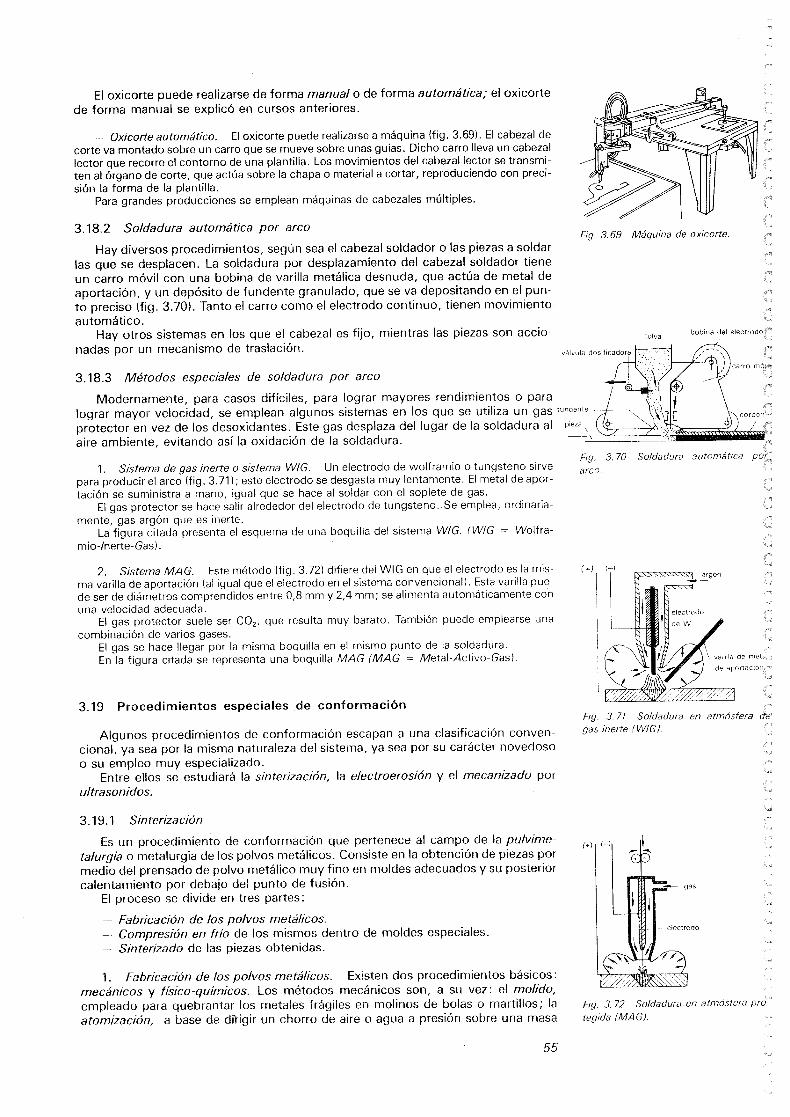
El oxicorte puede realizarse de forma manual o de forma automática; el oxicortede forma manual se explicó en cursos anteriores .
- Oxicorte automático .
El oxicorte puede realizarse a máquina (fig . 3.69) . El cabezal decorte va montado sobre un carro que se mueve sobre unas guías. Dicho carro lleva un cabezallector que recorre el contorno de una plantilla . Los movimientos del cabezal lector se transmi-ten al órgano de corte, que actúa sobre la chapa o material a cortar, reproduciendo con preci-sión la forma de la plantilla .
Para grandes producciones se emplean máquinas de cabezales múltiples.
3 .18.2 Soldadura automática por arco
Hay diversos procedimientos, según sea el cabezal soldador o las piezas a soldarlas que se desplacen . La soldadura por desplazamiento del cabezal soldador tieneun carro móvil con una bobina de varilla metálica desnuda, que actúa de metal deaportación, y un depósito de fundente granulado, que se va depositando en el pun-to preciso (fig . 3.70) . Tanto el carro como el electrodo continuo, tienen movimientoautomático .
Hay otros sistemas en los que el cabezal es fijo, mientras las piezas son accio-nadas por un mecanismo de traslación .
3 .18.3 Métodos especiales de soldadura por arco
Modernamente, para casos difíciles, para lograr mayores rendimientos o paralograr mayor velocidad, se emplean algunos sistemas en los que se utiliza un gas fundente
protector en vez de los desoxidantes . Este gas desplaza del lugar de la soldadura al
pieza,
aire ambiente, evitando así la oxidación de la soldadura .
1 .
Sistema de gas inerte o sistema WIG.
Un electrodo de wolframio o tungsteno sirvepara producir el arco (fig . 3.71) ; este electrodo se desgasta muy lentamente . El metal de apor-tación se suministra a mano, igual que se hace al soldar con el soplete de gas .
El gas protector se hace salir alrededor del electrodo de tungsteno . Se emplea, ordinaria-mente, gas argón que es inerte .
La figura citada presenta el esquema de una boquilla del sistema WIG. (WIG = Wolfra-mio-/nerte-Gas) .
2.
Sistema MAG.
Este método (fig . 3.72) difiere del WIG en que el electrodo es la mis-ma varilla de aportación (al igual que el electrodo en el sistema convencional) . Esta varilla pue-de ser de diámetros comprendidos entre 0,8mm y 2,4 mm ; se alimenta automáticamente conuna velocidad adecuada .
El gas protector suele ser COZ, que resulta muy barato . También puede emplearse unacombinación de varios gases.
El gas se hace llegar por la misma boquilla en el mismo punto de la soldadura.En la figura citada se representa una boquilla MAG (MAG = Metal-Activo-Gas) .
3.19 Procedimientos especiales de conformación
Algunos procedimientos de conformación escapan a una clasificación conven-cional, ya sea por la misma naturaleza del sistema, ya sea por su carácter novedosoo su empleo muy especializado .
Entre ellos se estudiará la sinterízación, la electroerosión y el mecanizado porultrasonidos .
3.19.1 Sinterización
Es un procedimiento de conformación que pertenece al campo de la pulvime-talurgia o metalurgia de los polvos metálicos. Consiste en la obtención de piezas pormedio del prensado de polvo metálico muy fino en moldes adecuados y su posteriorcalentamiento por debajo del punto de fusión .
El proceso se divide en tres partes :
- Fabricación de los polvos metálicos.- Compresión en frío de los mismos dentro de moldes especiales .-- Sinterízado de las piezas obtenidas .
55
Fig . 3.70 Soldadura automática po,
arco .
Fig . 3.71 Soldadura en atmósfera dgas inerte (WIG).
tolva bobina del electrodo -
1 .
Fabricación de los polvos metálicos.
Existen dos procedimientos básicos :mecánicos y físico-químicos . Los métodos mecánicos son, a su vez : el molido,empleado para quebrantar los metales frágiles en molinos de bolas o martillos ; la
fig. 3.72
Soldadura en atmósfera pro
atomización, a base de dirigir un chorro de aire o agua a presión sobre una masa
tegida (MAG).
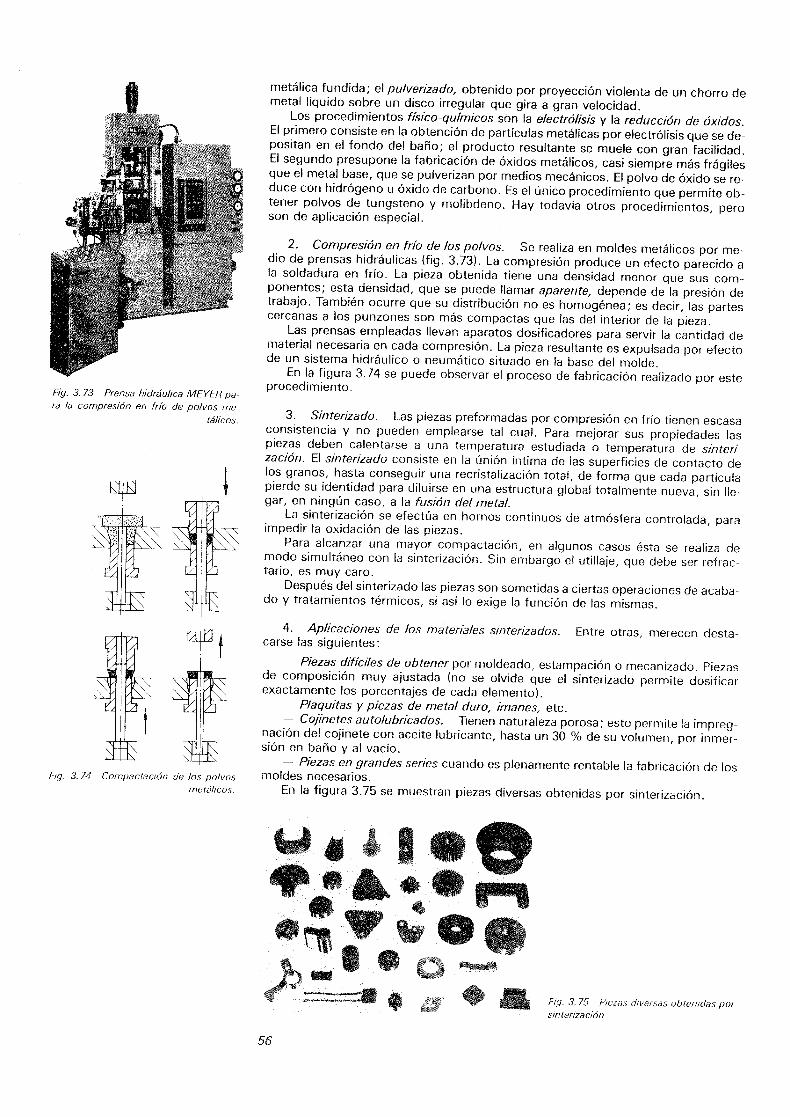
Fig. 3.73
Prensa hidráulica MEYERpa-ra la compresión en frío de polvos me-
tálicos .
Fig. 3.74
Compactación de los polvosmetálicos .
metálica fundida ; el pulverizado, obtenido por proyección violenta de un chorro demetal líquido sobre un disco irregular que gira a gran velocidad.
Los procedimientos físico-químicos son la electrólisis y la reducción de óxidos.El primero consiste en la obtención de partículas metálicas por electrólisis que se de-positan en el fondo del baño ; el producto resultante se muele con gran facilidad .El segundo presupone la fabricación de óxidos metálicos, casi siempre más frágilesque el metal base, que se pulverizan por medios mecánicos. El polvo de óxido se re-duce con hidrógeno u óxido de carbono . Es el único procedimiento que permite ob-tener polvos de tungsteno y molibdeno. Hay todavía otros procedimientos, peroson de aplicación especial .
2.
Compresión en frío de los polvos .
Se realiza en moldes metálicos por me-dio de prensas hidráulicas (fig . 3.73) . La compresión produce un efecto parecido ala soldadura en frío . La pieza obtenida tiene una densidad menor que sus com-ponentes ; esta densidad, que se puede llamar aparente, depende de la presión detrabajo . También ocurre que su distribución no es homogénea ; es decir, las partescercanas a los punzones son más compactas que las del interior de la pieza .
Las prensas empleadas llevan aparatos dosificadores para servir la cantidad dematerial necesaria en cada compresión . La pieza resultante es expulsada por efectode un sistema hidráulico o neumático situado en la base del molde .
En la figura 3 .74 se puede observar el proceso de fabricación realizado por esteprocedimiento .
3 .
Sinterizado .
Las piezas preformadas por compresión en frío tienen escasaconsistencia y no pueden emplearse tal cual . Para mejorar sus propiedades laspiezas deben calentarse a una temperatura estudiada o temperatura de sinteri-zación . El sinterizado consiste en la únión íntima de las superficies de contacto delos granos, hasta conseguir una recristalización total, de forma que cada partículapierde su identidad para diluirse en una estructura global totalmente nueva, sin lle-gar, en ningún caso, a la fusión del metal.
La sinterización se efectúa en hornos continuos de atmósfera controlada, paraimpedir la oxidación de las piezas .
Para alcanzar una mayor compactación, en algunos casos ésta se realiza demodo simultáneo con la sinterización . Sin embargo el utillaje, que debe ser refrac-tario, es muy caro .
Después del sinterizado las piezas son sometidas a ciertas operaciones de acaba-do y tratamientos térmicos, si así lo exige la función de las mismas .
4 .
Aplicaciones de los materiales sinterizados .
Entre otras, merecen desta-carse las siguientes :
- Piezas difíciles de obtener por moldeado, estampación o mecanizado . Piezasde composición muy ajustada (no se olvide que el sinterizado permite dosificarexactamente los porcentajes de cada elemento) .
- Plaquitas y piezas de metal duro, imanes, etc .- Cojinetes autolubricados .
Tienen naturaleza porosa ; esto permite la impreg-nación del cojinete con aceite lubricante, hasta un 30 % de su volumen, por inmer-sión en baño y al vacío .
- Piezas en grandes series cuando es plenamente rentable la fabricación de losmoldes necesarios .
En la figura 3.75 se muestran piezas diversas obtenidas por sinterización.
56
Fig. 3.75
Piezas diversas obtengas porsinterización
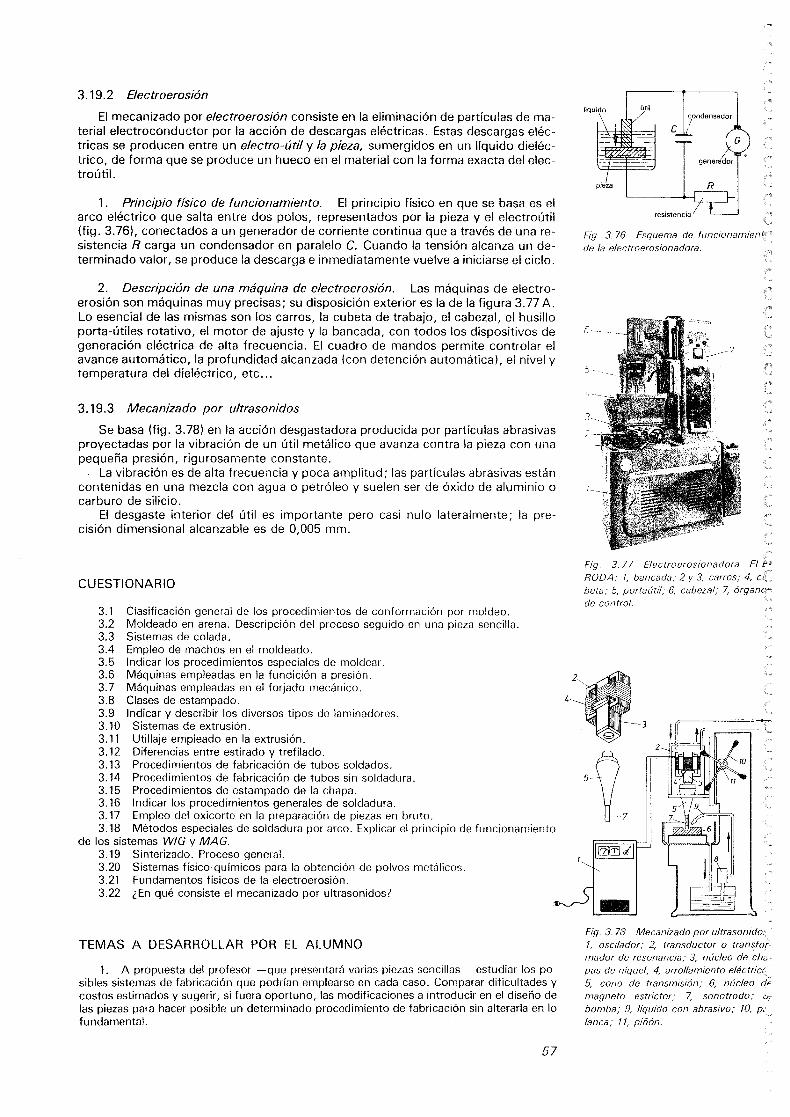
3.19 .2 Electroerosión
El mecanizado por electroerosión consiste en la eliminación de partículas de ma-terial electroconductor por la acción de descargas eléctricas . Estas descargas eléc-tricas se producen entre un electro-útil y la pieza, sumergidos en un líquido dieléctrico, de forma que se produce un hueco en el material con la forma exacta del elec-troútil .
1 .
Principio físico de funcionamiento.
El principio físico en que se basa es elarco eléctrico que salta entre dos polos, representados por la pieza y el electroútil(fig . 3 .76), conectados a un generador de corriente continua que a través de una resistencia R carga un condensador en paralelo C. Cuando la tensión alcanza un de-terminado valor, se produce la descarga e inmediatamente vuelve a iniciarse el ciclo .
2.
Descripción de una máquina de electroerosión .
Las máquinas de electro-erosión son máquinas muy precisas ; su disposición exterior es la de la figura 3 .77 A .Lo esencial de las mismas son los carros, la cubeta de trabajo, el cabezal, el husilloporta-útiles rotativo, el motor de ajuste y la bancada, con todos los dispositivos degeneración eléctrica de alta frecuencia . El cuadro de mandos permite controlar elavance automático, la profundidad alcanzada (con detención automática), el nivel ytemperatura del dieléctrico, etc . . .
3 .19.3 Mecanizado por ultrasonidos
Se basa (fig . 3 .78) en la acción desgastadora producida por partículas abrasivasproyectadas por la vibración de un útil metálico que avanza contra la pieza con unapequeña presión, rigurosamente constante.
La vibración es de alta frecuencia y poca amplitud ; las partículas abrasivas estáncontenidas en una mezcla con agua o petróleo y suelen ser de óxido de aluminio ocarburo de silicio .
El desgaste interior del útil es importante pero casi nulo lateralmente ; la pre-cisión dimensional alcanzable es de 0,005 mm .
CUESTIONARIO
Clasificación general de los procedimientos de conformación por moldeo .Moldeado en arena . Descripción del proceso seguido en una pieza sencilla .Sistemas de colada .Empleo de machos en el moldeado .Indicar los procedimientos especiales de moldear .Máquinas empleadas en la fundición a presión .Máquinas empleadas en el forjado mecánico .Clases de estampado .Indicar y describir los diversos tipos de laminadores .Sistemas de extrusión .Utillaje empleado en la extrusión.Diferencias entre estirado y trefilado .Procedimientos de fabricación de tubosProcedimientos de fabricación de tubosProcedimientos de estampado de la chapa .Indicar los procedimientos generales de soldadura.Empleo del oxicorte en la preparación de piezas enMétodos especiales de soldadura por arco . Explicar
3.13.23.33.43.53.63.73.83.93.103.113.123.133.143.153.163.173.18
de los sistemas WIG y MAG.3.19
Sinterizado . Proceso general .3.20
Sistemas físico-químicos para la obtención de polvos metálicos.3.21
Fundamentos físicos de la electroerosión .3.22
¿En qué consiste el mecanizado por ultrasonidos?
TEMAS A DESARROLLAR POR EL ALUMNO
soldados .sin soldadura.
1 .
A propuesta del profesor -que presentará varias piezas sencillas- estudiar los po-sibles sistemas de fabricación que podrían emplearse en cada caso . Comparar dificultades ycostos estimados y sugerir, si fuera oportuno, las modificaciones a introducir en el diseño delas piezas para hacer posible un determinado procedimiento de fabricación sin alterarla en lofundamental.
57
Fig. 3.76 Esquerna de funcionarnient-de la electroerosionadora.
, .
Fig. 3.77 Electroerosionadora ELt-'RODA : l, bancada, 2 y 3, carros ; 4, ct_beta ; 5, portaútil; 6, cabezal; 7, órgano'de control.
3
Fig. 3. 78
Mecanizado por ultrasonido:1, oscilador; 2, transductor o transfor-mador de resonancia ; 3, núcleo de che:--pas de níquel, 4, arrollamiento eléctrico5, cono de transmisión; 6, núcleo dfmagneto estrictos; 7, sonotrodo;borraba; 9, líquido con abrasivo ; 10, p; .lanca; 11, piñón.
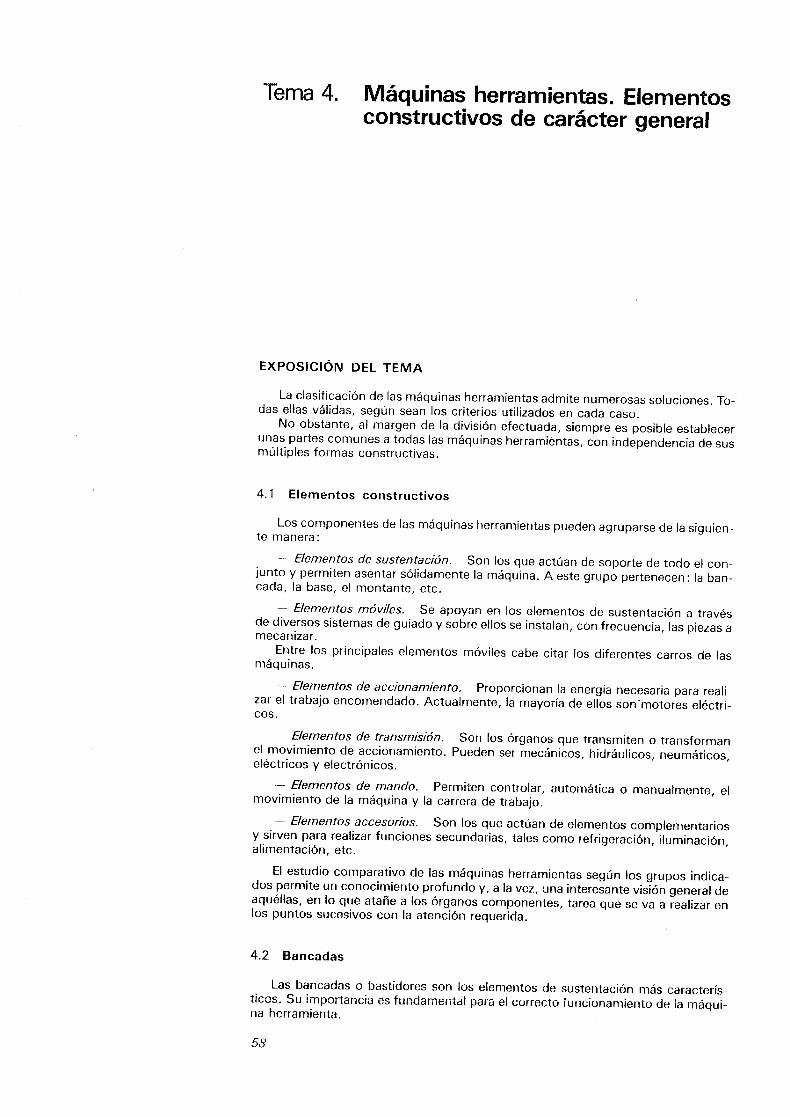
Tema 4.
Máquinas herramientas . Elementosconstructivos de carácter general
EXPOSICIÓN DEL TEMA
La clasificación de las máquinas herramientas admite numerosas soluciones . To-das ellas válidas, según sean los criterios utilizados en cada caso .
No obstante, al margen de la división efectuada, siempre es posible establecerunas partes comunes a todas las máquinas herramientas, con independencia de susmúltiples formas constructivas.
4.1 Elementos constructivos
Los componentes de las máquinas herramientas pueden agruparse de la siguien-te manera :
- Elementos de sustentación .
Son los que actúan de soporte de todo el con-junto y permiten asentar sólidamente la máquina . A este grupo pertenecen : la ban-cada, la base, el montante, etc.
- Elementos móviles.
Se apoyan en los elementos de sustentación a travésde diversos sistemas de guiado y sobre ellos se instalan, con frecuencia, las piezas amecanizar .
Entre los principales elementos móviles cabe citar los diferentes carros de lasmáquinas .
- Elementos de accionamiento.
Proporcionan la energía necesaria para reali-zar el trabajo encomendado. Actualmente, la mayoría de ellos son -motores eléctri-cos.
- Elementos de transmisión.
Son los órganos que transmiten o transformanel movimiento de accionamiento . Pueden ser mecánicos, hidráulicos, neumáticos,eléctricos y electrónicos .
- Elementos de mando.
Permiten controlar, automática o manualmente, elmovimiento de la máquina y la carrera de trabajo .- Elementos accesorios .
Son los que actúan de elementos complementariosy sirven para realizar funciones secundarias, tales como refrigeración, iluminación,alimentación, etc .
El estudio comparativo de las máquinas herramientas según los grupos indica-dos permite un conocimiento profundo y, a la vez, una interesante visión general deaquellas, en lo que atañe a los órganos componentes, tarea que se va a realizar enlos puntos sucesivos con la atención requerida .
4 .2 Bancadas
Las bancadas o bastidores son los elementos de sustentación más caracterís-ticos . Su importancia es fundamental para el correcto funcionamiento de la máqui-na herramienta .
58
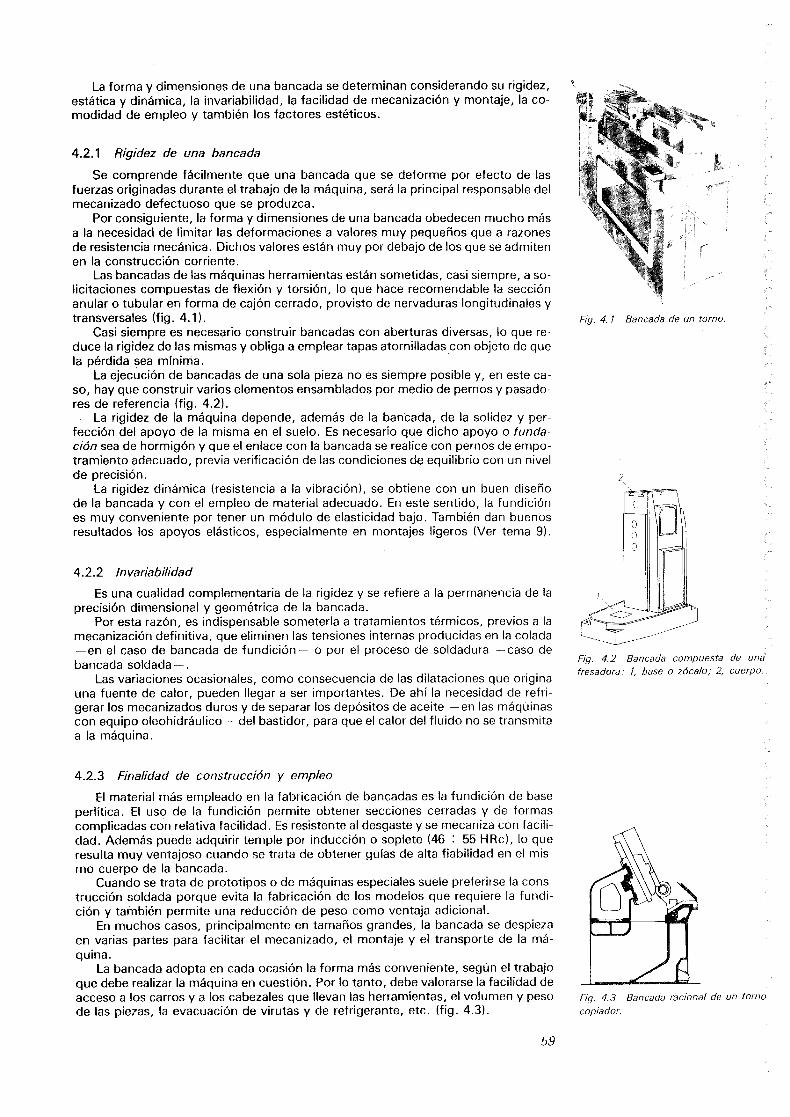
La forma y dimensiones de una bancada se determinan considerando su rigidez,estática y dinámica, la invariabilidad, la facilidad de mecanización y montaje, la co-modidad de empleo y también los factores estéticos.
4.2 .1 Rigidez de una bancada
4.2.2 Invariabilidad
Es una cualidad complementaria de la rigidez y se refiere a la permanencia de laprecisión dimensional y geométrica de la bancada.
Por esta razón, es indispensable someterla a tratamientos térmicos, previos a lamecanización definitiva, que eliminen las tensiones internas producidas en la colada-en el caso de bancada de fundición- o por el proceso de soldadura -caso debancada soldada- .
Las variaciones ocasionales, como consecuencia de las dilataciones que originauna fuente de calor, pueden llegar a ser importantes. De ahí la necesidad de refri-gerar los mecanizados duros y de separar los depósitos de aceite -en las máquinascon equipo oleóhidráulico- del bastidor, para que el calor del fluido no se transmitaa la máquina .
4.2 .3 Finalidad de construcción y empleo
59
Se comprende fácilmente que una bancada que se deforme por efecto de lasfuerzas originadas durante el trabajo de la máquina, será la principal responsable delmecanizado defectuoso que se produzca .
Por consiguiente, la forma y dimensiones de una bancada obedecen mucho mása la necesidad de limitar las deformaciones a valores muy pequeños que a razonesde resistencia mecánica . Dichos valores están muy por debajo de los que se admitenen la construcción corriente .
Las bancadas de las máquinas herramientas están sometidas, casi siempre, a so-licitaciones compuestas de flexión y torsión, lo que hace recomendable la secciónanular o tubular en forma de cajón cerrado, provisto de nervaduras longitudinales ytransversales (fig . 4.1) .
Fig. 4. 1
Bancada de un torno.Casi siempre es necesario construir bancadas con aberturas diversas, lo que re-
duce la rigidez de las mismas y obliga a emplear tapas atornilladas con objeto de quela pérdida sea mínima .
La ejecución de bancadas de una sola pieza no es siempre posible y, en este ca-so, hay que construir varios elementos ensamblados por medio de pernos y pasado-res de referencia (fig . 4.2) .
La rigidez de la máquina depende, además de la bancada, de la solidez y per-fección del apoyo de la misma en el suelo . Es necesario que dicho apoyo o funda-ción sea de hormigón y que el enlace con la bancada se realice con pernos de empotramiento adecuado, previa verificación de las condiciones de equilibrio con un nivelde precisión.
La rigidez dinámica (resistencia a la vibración), se obtiene con un buen diseñode la bancada y con el empleo de material adecuado . En este sentido, la fundiciónes muy conveniente por tener un módulo de elasticidad bajo . También dan buenosresultados los apoyos elásticos, especialmente en montajes ligeros (Ver tema 9) .
Fig. 4.2 Bancada compuesta de una-fresadora : 1, base o zócalo ; 2, cuerpo .,
El material más empleado en la fabricación de bancadas es la fundición de baseperlítica . El uso de la fundición permite obtener secciones cerradas y de formascomplicadas con relativa facilidad . Es resistente al desgaste y se mecaniza con facilidad . Además puede adquirir temple por inducción o soplete (46 = 55 HRc), lo queresulta muy ventajoso cuando se trata de obtener guías de alta fiabilidad en el mis-mo cuerpo de la bancada.
Cuando se trata de prototipos o de máquinas especiales suele preferirse la cons-trucción soldada porque evita la fabricación de los modelos que requiere la fundi-ción y también permite una reducción de peso como ventaja adicional.
En muchos casos, principalmente en tamaños grandes, la bancada se despiezaen varias partes para facilitar el mecanizado, el montaje y el transporte de la má-quina .
La bancada adopta en cada ocasión la forma más conveniente, según el trabajoque debe realizar la máquina en cuestión . Por lo tanto, debe valorarse la facilidad deacceso a los carros y a los cabezales que llevan las herramientas, el volumen y peso
Fig. 4.3
Bancada racional de un torno
de las piezas, la evacuación de virutas y de refrigerante, etc . (fig . 4.3) .
copiador .
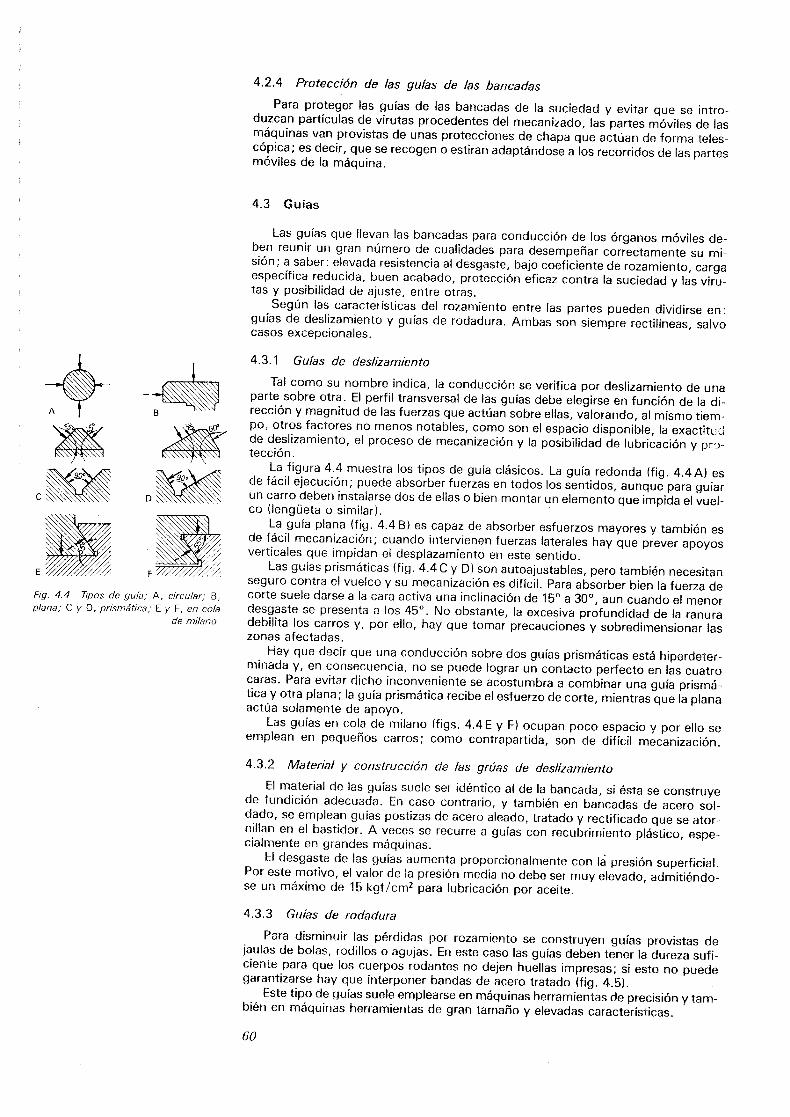
c
Fig. 4.4
Tipos de guía ; A, circular; B,plana; C y D, prismática ; E y F, en cola
de milano .
Tal como su nombre indica, la conducción se verifica por deslizamiento de unaparte sobre otra . El perfil transversal de las guías debe elegirse en función de la di-rección y magnitud de las fuerzas que actúan sobre ellas, valorando, al mismo tiem-po, otros factores no menos notables, como son el espacio disponible, la exactitudde deslizamiento, el proceso de mecanización y la posibilidad de lubricación y pr,a-tección .
La figura 4.4 muestra los tipos de guía clásicos . La guía redonda (fig . 4.4A) esde fácil ejecución ; puede absorber fuerzas en todos los sentidos, aunque para guiarun carro deben instalarse dos de ellas o bien montar un elemento que impida el vuel-co (lengüeta o similar) .
La guía plana (fig . 4.4 B) es capaz de absorber esfuerzos mayores y también esde fácil mecanización ; cuando intervienen fuerzas laterales hay que prever apoyosverticales que impidan el desplazamiento en este sentido .
Las guías prismáticas (fig . 4.4 C y D) son autoajustables, pero también necesitanseguro contra el vuelco y su mecanización es difícil . Para absorber bien la fuerza decorte suele darse a la cara activa una inclinación de 15° a 30°, aun cuando el menordesgaste se presenta a los 45° . No obstante, la excesiva profundidad de la ranuradebilita los carros y, por ello, hay que tomar precauciones y sobredimensionar laszonas afectadas .
Hay que decir que una conducción sobre dos guías prismáticas está hiperdeter-minada y, en consecuencia, no se puede lograr un contacto perfecto en las cuatrocaras. Para evitar dicho inconveniente se acostumbra a combinar una guía prismá-tica y otra plana ; la guía prismática recibe el esfuerzo de corte, mientras que la planaactúa solamente de apoyo.
Las guías en cola de milano (figs . 4.4 E y F) ocupan poco espacio y por ello seemplean en pequeños carros ; como contrapartida, son de difícil mecanización .
4 .3 .2 Material y construcción de las grúas de deslizamientoEl material de las guías suele ser idéntico al de la bancada, si ésta se construye
de fundición adecuada . En caso contrario, y también en bancadas de acero sol-dado, se emplean guías postizas de acero aleado, tratado y rectificado que se ator-nillan en el bastidor . A veces se recurre a guías con recubrimiento plástico, espe-cialmente en grandes máquinas .
El desgaste de las guías aumenta proporcionalmente con la presión superficial .Por este motivo, el valor de la presión media no debe ser muy elevado, admitiéndo-se un máximo de 15 kgf/cmz para lubricación por aceite .
4.3 .3 Guías de rodadura
Para disminuir las pérdidas por rozamiento se construyen guías provistas dejaulas de bolas, rodillos o agujas . En este caso las guías deben tener la dureza sufi-ciente para que los cuerpos rodantes no dejen huellas impresas ; si esto no puedegarantizarse hay que interponer bandas de acero tratado (fig . 4.5).
Este tipo de guías suele emplearse en máquinas herramientas de precisión ytam-bién en máquinas herramientas de gran tamaño y elevadas características.
60
4 .2.4 Protección de las guías de las bancadasPara proteger las guías de las bancadas de la suciedad y evitar que se intro-
duzcan partículas de virutas procedentes del mecanizado, las partes móviles de lasmáquinas van provistas de unas protecciones de chapa que actúan de forma teles-cópica ; es decir, que se recogen o estiran adaptándose a los recorridos de las partesmóviles de la máquina.
4 .3 Guías
Las guías que llevan las bancadas para conducción de los órganos móviles de-ben reunir un gran número de cualidades para desempeñar correctamente su mi-sión ; a saber : elevada resistencia al desgaste, bajo coeficiente de rozamiento, cargaespecífica reducida, buen acabado, protección eficaz contra la suciedad y las viru-tas y posibilidad de ajuste, entre otras .
Según las características del rozamiento entre las partes pueden dividirse en :guías de deslizamiento y guías de rodadura . Ambas son siempre rectilíneas, salvocasos excepcionales .
4.3 .1 Guías de deslizamiento
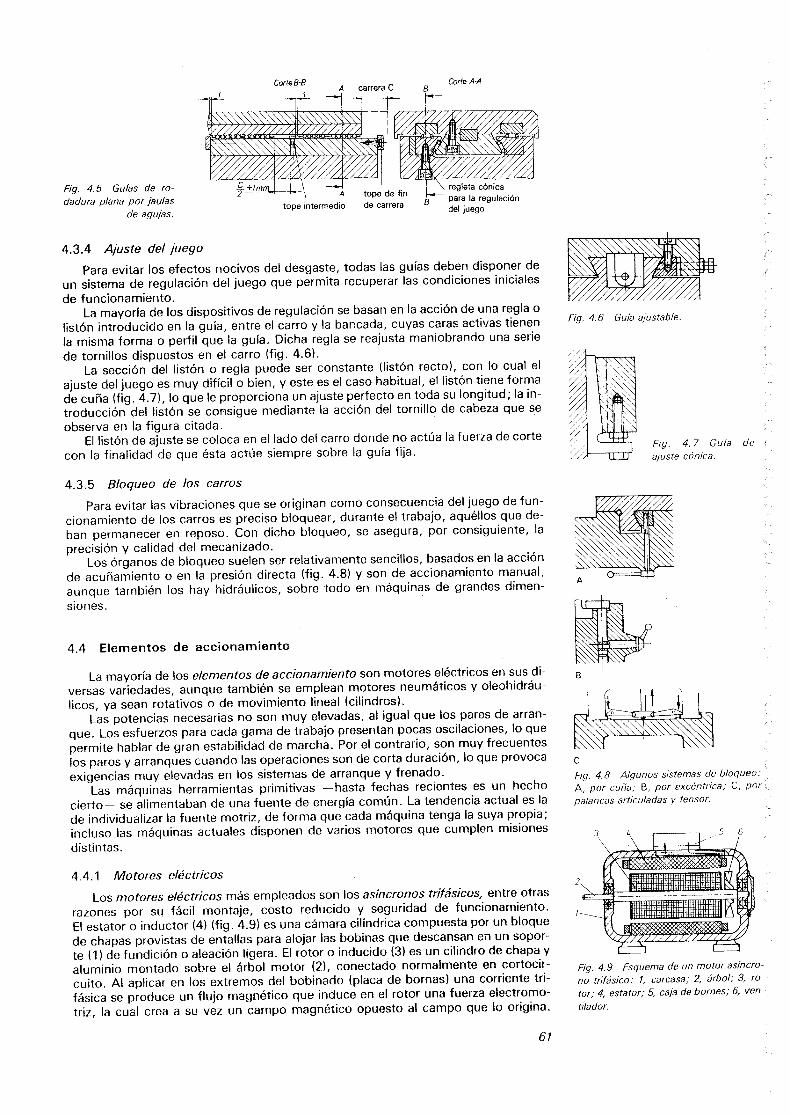
Fig. 4.5 Guías de ro-dadura plana por jaulas
de agujas .
4.3.4
Ajuste del juego
lm A
J
2
4.3.5 Bloqueo de los carros
4 .4 Elementos de accionamiento
4 .4 .1 Motores eléctricos
Corte8-8
carrera C
-
Corte A-A
tope intermediotope de finde carrera
regleta cónicapara la regulacióndel juego
Para evitar los efectos nocivos del desgaste, todas las guías deben disponer de
un sistema de regulación del juego que permita recuperar las condiciones iniciales
de funcionamiento .La mayoría de los dispositivos de regulación se basan en la acción de una regla o
listón introducido en la guía, entre el carro y la bancada, cuyas caras activas tienen
la misma forma o perfil que la guía . Dicha regla se reajusta maniobrando una serie
de tornillos dispuestos en el carro (fig . 4.6) .La sección del listón o regla puede ser constante (listón recto), con lo cual el
ajuste del juego es muy difícil o bien, y este es el caso habitual, el listón tiene forma
de cuña (fig . 4.7), lo que le proporciona un ajuste perfecto en toda su longitud ; la in-troducción del listón se consigue mediante la acción del tornillo de cabeza que seobserva en la figura citada .
El listón de ajuste se coloca en el lado del carro donde no actúa la fuerza de corte
con la finalidad de que ésta actúe siempre sobre la guía fija .
Para evitar las vibraciones que se originan como consecuencia del juego de fun-cionamiento de los carros es preciso bloquear, durante el trabajo, aquéllos que de-
ban permanecer en reposo . Con dicho bloqueo, se asegura, por consiguiente, la
precisión y calidad del mecanizado .Los órganos de bloqueo suelen ser relativamente sencillos, basados en la acción
de acuñamiento o en la presión directa (fig . 4.8) y son de accionamiento manual,
aunque también los hay hidráulicos, sobre todo en máquinas de grandes dimen-
siones .
La mayoría de los elementos de accionamiento son motores eléctricos en sus di-
versas variedades, aunque también se emplean motores neumáticos y oleohidráu-licos, ya sean rotativos o de movimiento lineal (cilindros) .
Las potencias necesarias no son muy elevadas, al igual que los pares de arran-
que . Los esfuerzos para cada gama de trabajo presentan pocas oscilaciones, lo que
permite hablar de gran estabilidad de marcha . Por el contrario, son muy frecuenteslos paros y arranques cuando las operaciones son de corta duración, lo que provoca
exigencias muy elevadas en los sistemas de arranque y frenado.Las máquinas herramientas primitivas -hasta fechas recientes es un hecho
cierto- se alimentaban de una fuente de energía común . La tendencia actual es la
de individualizar la fuente motriz, de forma que cada máquina tenga la suya propia ;
incluso las máquinas actuales disponen de varios motores que cumplen misiones
distintas.
Los motores eléctricos más empleados son los asíncronos trifásicos, entre otras
razones por su fácil montaje, costo reducido y seguridad de funcionamiento .
El estator o inductor (4) (fig . 4.9) es una cámara cilíndrica compuesta por un bloque
de chapas provistas de entallas para alojar las bobinas que descansan en un sopor-
te (1) de fundición o aleación ligera . El rotor o inducido (3) es un cilindro de chapa yaluminio montado sobre el árbol motor (2), conectado normalmente en cortocir-
cuito . Al aplicar en los extremos del bobinado (placa de bobnas) una corriente tri-
fásica se produce un flujo magnético que induce en el rotor una fuerza electromo-
triz, la cual crea a su vez un campo magnético opuesto al campo que lo origina .
61
Fig. 4.6
Guía ajustable .
Fig. 4.7 Guía deajuste cónica .
cFig. 4.8 Algunos sistemas de bloqueo:
A, por cuña ; B, por excéntrica ; C, por
palancas articuladas y tensor .
5 6
p
3 "" 1!". s . s33fe,3,13 :"ü3¡slü3,; Yl~s"" ai ""
. issss ."3e!l33131: : :333333333~i1j3:33::: : """
e,
:a::ssss::::a33lil333!!!iil3il3!!3 ~sü3 i:a.11..:
Fig. 4.9
Esquema de un motor asíncro-
no trifásico : 1, carcasa; 2, árbol; 3, ro-
tor; 4, estator; 5, caja de bornes; 6, ven-'
tilador .
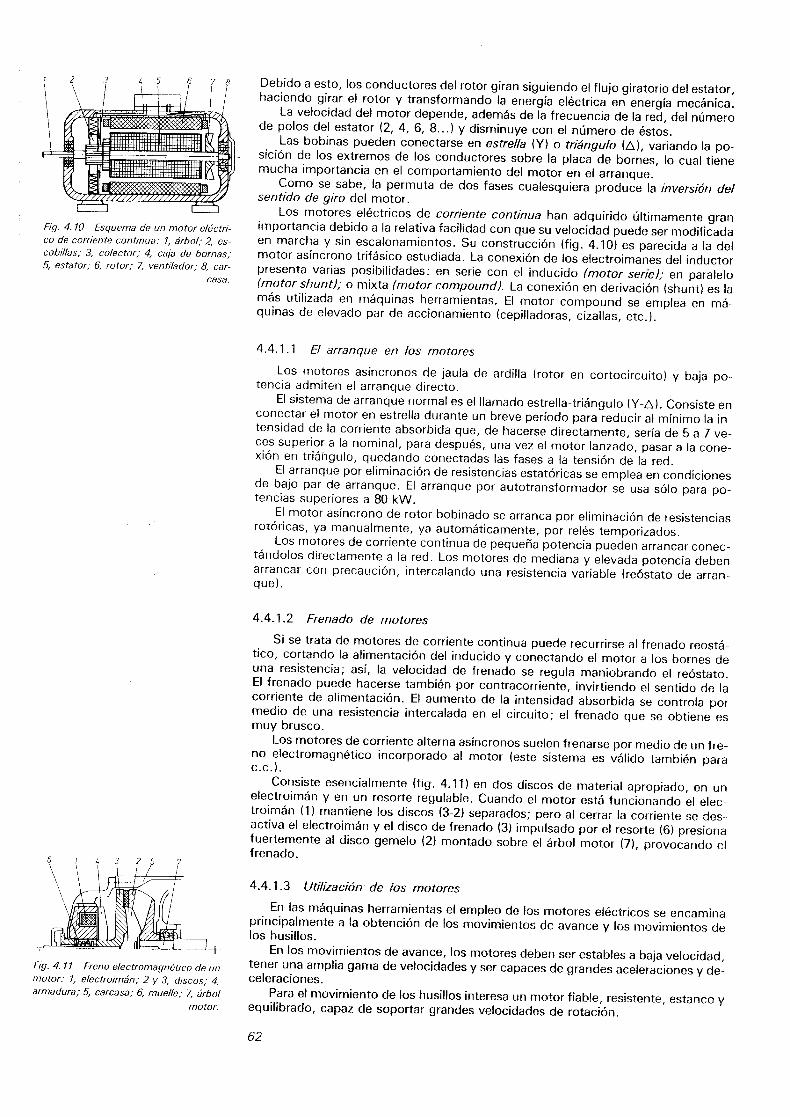
: :: :: .. i i2"
H . ivvwrwwwwro¡~ v"OOP::~O~OW 4"~O"000 :'
4 5 7 8
Fig. 4. 10
Esquema de un motor eléctri-co de corriente continua : 1, árbol; 2, es-cobillas ; 3, colector; 4, caja de bornas ;5, estator; 6, rotor; 7, ventilador; 8, car
casa .
Fig. 4. 11
Freno electromagnético de unmotor: 1, electroimán; 2 y 3, discos; 4,armadura; 5, carcasa; 6, muelle ; 7, árbol
motor.
4.4 .1 .1
El arranque en los motoresLos motores asíncronos de jaula de ardilla (rotor en cortocircuito) y baja po-
tencia admiten el arranque directo .El sistema de arranque normal es el llamado estrella-triángulo
Consiste enconectar el motor en estrella durante un breve período para reducir al mínimo la in-tensidad de la corriente absorbida que, de hacerse directamente, sería de 5 a 7 ve-ces superior a la nominal, para después, una vez el motor lanzado, pasar a la cone-xión en triángulo, quedando conectadas las fases a la tensión de la red .
El arranque por eliminación de resistencias estatóricas se emplea en condicionesde bajo par de arranque . El arranque por autotransformador se usa sólo para po-tencias superiores a 80 kW.
El motor asíncrono de rotor bobinado se arranca por eliminación de resistenciasrotóricas, ya manualmente, ya automáticamente, por relés temporizados .
Los motores de corriente continua de pequeña potencia pueden arrancar conec-tándolos directamente a la red . Los motores de mediana y elevada potencia debenarrancar con precaución, intercalando una resistencia variable (reóstato de arran-que) .
4.4 .1 .2 Frenado de motores
Si se trata de motores de corriente continua puede recurrirse al frenado reostá-tico, cortando la alimentación del inducido y conectando el motor a los bornes deuna resistencia ; así, la velocidad de frenado se regula maniobrando el reóstato .El frenado puede hacerse también por contracorriente, invirtiendo el sentido de lacorriente de alimentación . El aumento de la intensidad absorbida se controla pormedio de una resistencia intercalada en el circuito ; el frenado que se obtiene esmuy brusco .
Los motores de corriente alterna asíncronos suelen frenarse por medio de un fre-no electromagnético incorporado al motor (este sistema es válido también parac .c .) .
Consiste esencialmente (fig . 4.11) en dos discos de material apropiado, en unelectroimán y en un resorte regulable . Cuando el motor está funcionando el elec-troimán (1) mantiene los discos (3-2) separados; pero al cerrar la corriente se des-activa el electroimán y el disco de frenado (3) impulsado por el resorte (6) presionafuertemente al disco gemelo (2) montado sobre el árbol motor (7), provocando elfrenado.
4.4 .1 .3
Utilización de los motoresEn las máquinas herramientas el empleo de los motores eléctricos se encamina
principalmente a la obtención de los movimientos de avance y los movimientos delos husillos .
En los movimientos de avance, los motores deben ser estables a baja velocidad,tener una amplia gama de velocidades y ser capaces de grandes aceleraciones y de-celeraciones .
Para el movimiento de los husillos interesa un motor fiable, resistente, estanco yequilibrado, capaz de soportar grandes velocidades de rotación .
62
Debido a esto, los conductores del rotor giran siguiendo el flujo giratorio del estator,haciendo girar el rotor y transformando la energía eléctrica en energía mecánica .
La velocidad del motor depende, además de la frecuencia de la red, del númerode polos del estator (2, 4, 6, 8. . .) y disminuye con el número de éstos.
Las bobinas pueden conectarse en estrella (Y) o triángulo (0), variando la po-sición de los extremos de los conductores sobre la placa de bornes, lo cual tienemucha importancia en el comportamiento del motor en el arranque .
Como se sabe, la permuta de dos fases cualesquiera produce la inversión delsentido de giro del motor.
Los motores eléctricos de corriente continua han adquirido últimamente granimportancia debido a la relativa facilidad con que su velocidad puede ser modificadaen marcha y sin escalonamientos . Su construcción (fig . 4.10) es parecida a la delmotor asíncrono trifásico estudiada . La conexión de los electroimanes del inductorpresenta varias posibilidades : en serie con el inducido (motor serie); en paralelo(motor shunt); o mixta (motor compound). La conexión en derivación (shunnl es lamás utilizada en máquinas herramientas . El motor compound se emplea en má-quinas de elevado par de accionamiento (cepilladoras, cizallas, etc .) .
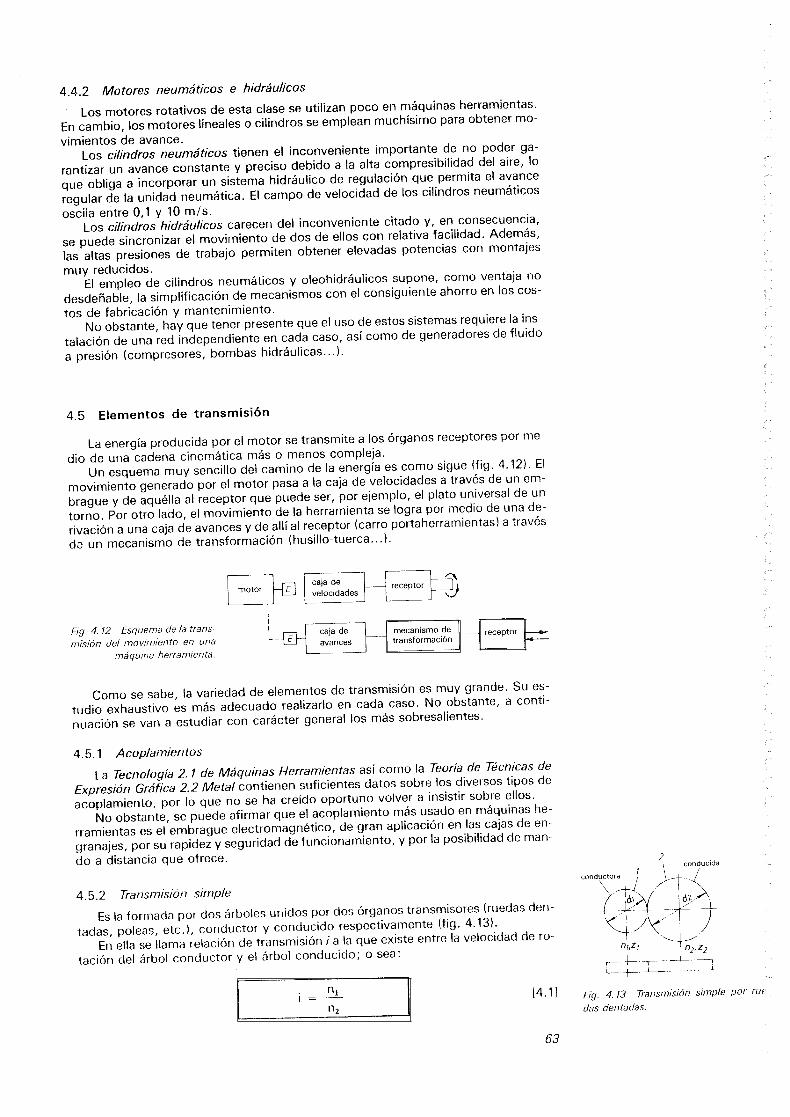
4 .4.2 Motores neumáticos e hidráulicos
Los motores rotativos de esta clase se utilizan poco en máquinas herramientas .
En cambio, los motores líneales o cilindros se emplean muchísimo para obtener mo-
vimientos de avance .Los cilindros neumáticos tienen el inconveniente importante de no poder ga-
rantizar un avance constante y preciso debido a la alta compresibilidad del aire, lo
que obliga a incorporar un sistema hidráulico de regulación que permita el avance
regular de la unidad neumática . El campo de velocidad de los cilindros neumáticos
oscila entre 0,1 y 10 m/s.Los cilindros hidráulicos carecen del inconveniente citado y, en consecuencia,
se puede sincronizar el movimiento de dos de ellos con relativa facilidad . Además,
las altas presiones de trabajo permiten obtener elevadas potencias con montajes
muy reducidos .El empleo de cilindros neumáticos y oleohidráulicos supone, como ventaja no
desdeñable, la simplificación de mecanismos con el consiguiente ahorro en los cos-
tos de fabricación y mantenimiento .No obstante, hay que tener presente que el uso de estos sistemas requiere la ins-
talación de una red independiente en cada caso, así como de generadores de fluido
a presión (compresores, bombas hidráulicos . . .) .
4 .5 Elementos de transmisión
La energía producida por el motor se transmite a los órganos receptores por me-
dio de una cadena cinemática más o menos compleja .
Un esquema muy sencillo del camino de la energía es como sigue (fig . 4.12) . El
movimiento generado por el motor pasa a la caja de velocidades a través de un em-
brague y de aquélla al receptor que puede ser, por ejemplo, el plato universal de un
torno . Por otro lado, el movimiento de la herramienta se logra por medio de una de-
rivación a una caja de avances y de allí al receptor (carro portaherramientas) a través
de un mecanismo de transformación (husillo-tuerca . . .) .
Fig . 4.12
Esquema de la trans-misión del movimiento en una
máquina herramienta .
caja deavances
mecanismo detransformación
receptor
Como se sabe, la variedad de elementos de transmisión es muy grande . Su es-
tudio exhaustivo es más adecuado realizarlo en cada caso . No obstante, a conti-
nuación se van a estudiar con carácter general los más sobresalientes .
4.5 .1 Acoplamientos
La Tecnología 2. 1 de Máquinas Herramientas así como la Teoría de Técnicas de
Expresión Gráfica 2.2 Metal contienen suficientes datos sobre los diversos tipos de
acoplamiento, por lo que no se ha creído oportuno volver a insistir sobre ellos .
No obstante, se puede afirmar que el acoplamiento más usado en máquinas he-
rramientas es el embrague electromagnético, de gran aplicación en las cajas de en-
granajes, por su rapidez y seguridad de funcionamiento, y por la posibilidad de man-
do a distancia que ofrece.
4.5 .2 Transmisión simple
Es la formada por dos árboles unidos por dos órganos transmisores (ruedas den-
tadas, poleas, etc .), conductor y conducido respectivamente (fig . 4.13) .
En ella se llama relación de transmisión i a la que existe entre la velocidad de ro-
tación del árbol conductor y el árbol conducido ; o sea :
63
Fig . 4.13 Transmisión simple por ruedas dentadas.
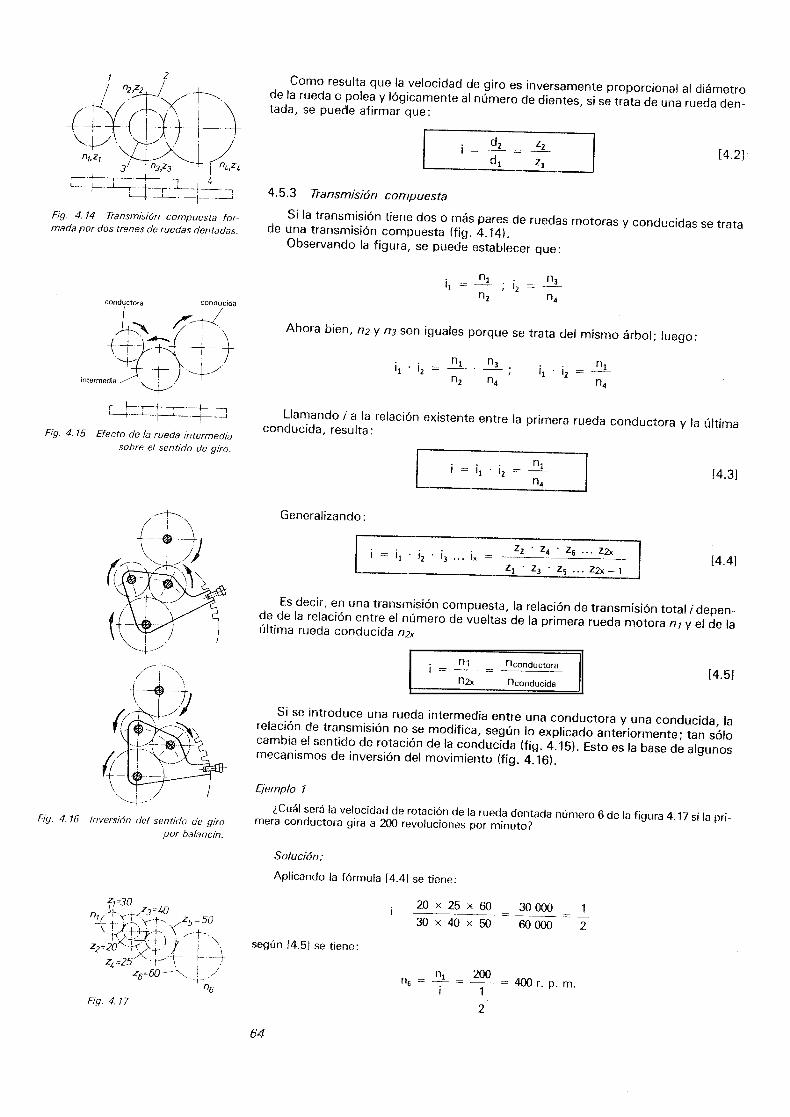
Fig. 4.14 Transmisión compuesta for-mada por dos trenes de ruedas dentadas .
conductora
Fig. 4.15
Efecto de la rueda intermediasobre el sentido de giro .
Fig. 4.16
Inversión del sentido de giropor balancin.
z1=30
20 x 25 x 60
30 000
1
Fig. 4. 17
conducida
64
Como resulta que la velocidad de giro es inversamente proporcional al diámetrode la rueda o polea y lógicamente al número de dientes, si se trata de una rueda den-tada, se puede afirmar que :
4.5 .3 Transmisión compuestaSi la transmisión tiene dos o más pares de ruedas motoras y conducidas se tratade una transmisión compuesta (fig . 4.14) .Observando la figura, se puede establecer que :
= n, . ¡ - n32 -n2 n4
Ahora bien, n2 y n3 son iguales porque se trata del mismo árbol ; luego :
2 - -~ ia~i2=-n2 n4
n4
Llamando i a la relación existente entre la primera rueda conductora y la últimaconducida, resulta :
Ejemplo 1
Solución :
Aplicando la fórmula [4 .41 se tiene :
según [4 .51 se tiene :
n1 nconductoran2x nconducida
¿Cuál será la velocidad de rotación de la rueda dentada número 6 de la figura 4.17 si la pri-mera conductora gira a 200 revoluciones por minuto?
30 x 40 x 50
60000
2
n, 200nb =
i
=
1
= 400 r. p. m .
2
[4.21
Es decir, en una transmisión compuesta, la relación de transmisión total i depen-de de la relación entre el número de vueltas de la primera rueda motora n1 y el de laúltima rueda conducida n2x
[4.51
Si se introduce una rueda intermedia entre una conductora y una conducida, larelación de transmisión no se modifica, según ¡o explicado anteriormente; tan sólocambia el sentido de rotación de la conducida (fig . 4.15) . Esto es la base de algunosmecanismos de inversión del movimiento (fig . 4.16) .
i= nt[4.31n4
* -i, i3Z2 Z4 . . . Z2x= Z6. . . ix [4 .41Z1 ' Z3 » Z5 . . . Z2x - 1
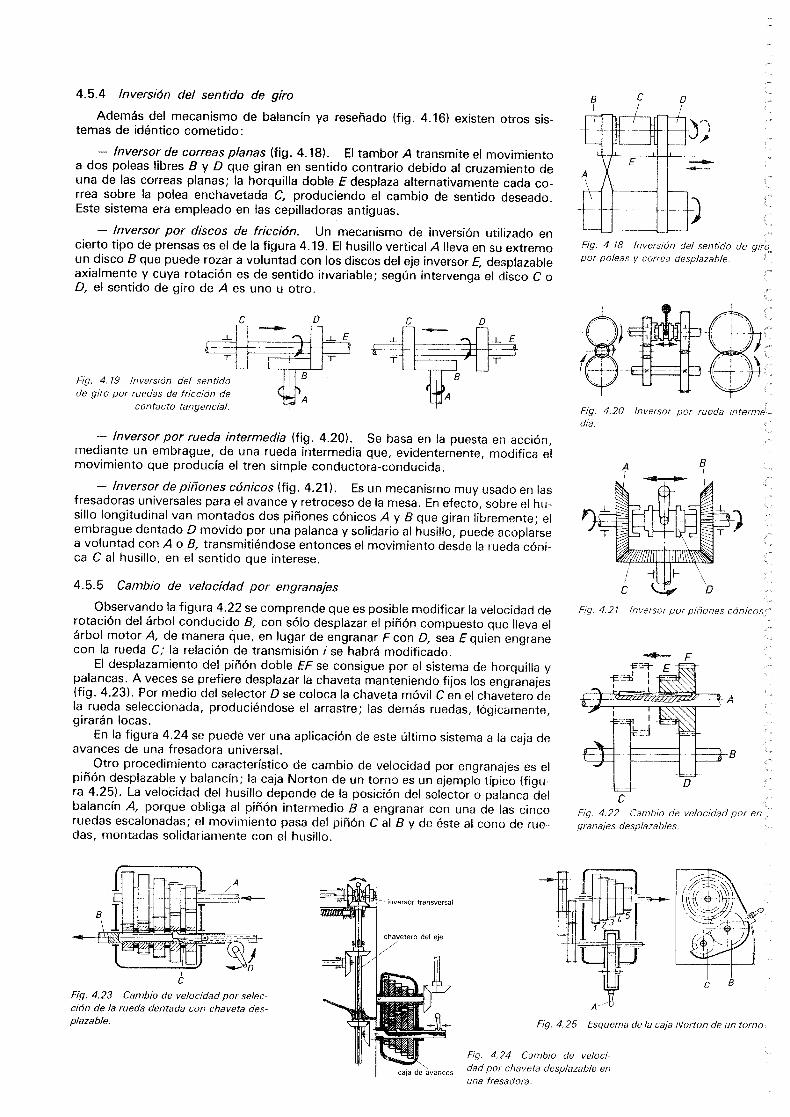
4.5 .4 Inversión del sentido de giroAdemás del mecanismo de balancín ya reseñado (fig . 4 .16) existen otros sis-
temas de idéntico cometido :
- Inversor de correas planas (fig . 4.18) .
El tambor A transmite el movimientoa dos poleas libres B y D que giran en sentido contrario debido al cruzamiento deuna de las correas planas ; la horquilla doble E desplaza alternativamente cada correa sobre la polea enchavetada C, produciendo el cambio de sentido deseado .Este sistema era empleado en las cepilladoras antiguas .
- Inversor por discos de fricción .
Un mecanismo de inversión utilizado encierto tipo de prensas es el de la figura 4.19 . El husillo vertical A lleva en su extremoun disco B que puede rozar a voluntad con los discos del eje inversor E, desplazableaxialmente y cuya rotación es de sentido invariable ; según intervenga el disco C oD, el sentido de giro de A es uno u otro .
Fig. 4.19 Inversión del sentidode giro por ruedas de fricción de
contacto tangencial.
C
- Inversor por rueda intermedia (fig . 4.20) .
Se basa en la puesta en acción,mediante un embrague, de una rueda intermedia que, evidentemente, modifica elmovimiento que producía el tren simple conductora-conducida .- Inversor de piñones cónicos (fig . 4.21) .
Es un mecanismo muy usado en lasfresadoras universales para el avance y retroceso de la mesa . En efecto, sobre el hu-sillo longitudinal van montados dos piñones cónicos A y B que giran libremente ; elembrague dentado D movido por una palanca y solidario al husillo, puede acoplarsea voluntad con A o B, transmitiéndose entonces el movimiento desde la rueda cóni-ca C al husillo, en el sentido que interese .
4.5.5
Cambio de velocidad por engranajesObservando la figura 4 .22 se comprende quees posible modificar la velocidad de
rotación del árbol conducido B, con sólo desplazar el piñón compuesto que lleva elárbol motor A, de manera que, en lugar de engranar F con D, sea E quien engranecon la rueda C; la relación de transmisión i se habrá modificado .
El desplazamiento del piñón doble EF se consigue por el sistema de horquilla ypalancas . A veces se prefiere desplazar la chaveta manteniendo fijos los engranajes(fig . 4 .23) . Por medio del selector D se coloca la chaveta móvil C en el chavetero dela rueda seleccionada, produciéndose el arrastre ; las demás ruedas, lógicamente,girarán locas .
En la figura 4.24 se puede ver una aplicación de este último sistema a la caja deavances de una fresadora universal.
Otro procedimiento característico de cambio de velocidad por engranajes es elpiñón desplazable y balancín; la caja Norton de un torno es un ejemplo típico (figu-ra 4.25) . La velocidad del husillo depende de la posición del selector o palanca delbalancín A, porque obliga al piñón intermedio B a engranar con una de las cincoruedas escalonadas ; el movimiento pasa del piñón C al B y de éste al cono de rue-das, montadas solidariamente con el husillo .
CFig. 4.23
Cambio de velocidad por selec-ción de la rueda dentada con chaveta des-plazable .
Fig. 4,24 Cambio de veloci-
caja de avances dad por chaveta desplazable enuna fresadora.
Fig. 4.18 Inversión del sentido de giropor poleas y correa desplazable .
Fig. 4,20 Inversor por rueda interme-dia.
Fig. 4.21
Inversor porpiñones cónicos-
Fig.Fig. 4.22
Cambio de velocidad poren-
granajes desplazables .
Fig. 4.25
Esquema de la caja Norton de un torno
4.5.5 .1
Escalonamiento de la velocidad
Los sistemas de cambio de velocidad escalonada presentan, como es lógico, elproblema de la elección de la gama conveniente, en función de las necesidades ci-nemáticas.
El problema se comprende claramente estudiando las velocidades de corte queprecisa una máquina herramienta ; por ejemplo un torno.
Para mantener constante una velocidad de corte óptima a distintos diámetros,trabajando el mismo material, sería necesario disponer de infinito número de revo-luciones en el husillo de la máquina . Sin embargo, se sabe que esto no es posiblemediante cambio de velocidad por engranajes, ya quesólo es factible realizar un nú-mero limitado de variaciones entre dos valores extremos .
Partiendo de dos velocidades de corte vmáx. (máxima) y vmín . (mínima), que limi-tan el campo de la velocídd económica para cierto tipo de material, se puede esta-blecer también dos valores nmáx . y nmín, ; es decir :
Dando valores a n se tiene :
nmáx .vmáx . _
; Vmín =
Vmáx . - nmáx . = kVmín nmín .
nm = k - nm_1
1r ' d ' nmín .1000
1000
La relación vmáx./vmín ., a diámetro constante, debe ser igual a nmáx ./nmín . ; o sea :
n2 n3 n4 nmn
-
n
-
n3nm _ 1
[4 .61
Con lo cual se tiene una progresión geométrica cuya razón es k, formada por mtérminos, siendo ni el primero y nm el último (ni, número mínimo de revoluciones ynm, número máximo) .
Multiplicando miembro a miembro resulta :
Simplificando, queda :
y, finalmente :
Ejemplo 2
66
Solución :
Se aplica la fórmula 14 .71 :
n,_
n3
n4 ._
nm
= km -. ,n in zn 3n m_ 1
nmnl
= km-1
que junto con la fórmula [4.61 permitirá el cálculo de la progresión aconsejable parael número de revoluciones en un cambio de velocidad escalonado .
El husillo de un torno debe girar a 40 r. p . m. y a 1200 r . p . m . como límites máximo y míni-mo . Se han proyectado 8 variaciones intermedias ; calcular toda la gama de velocidades .
k= \~n
- \~ 1~_- \7 30
[4.71
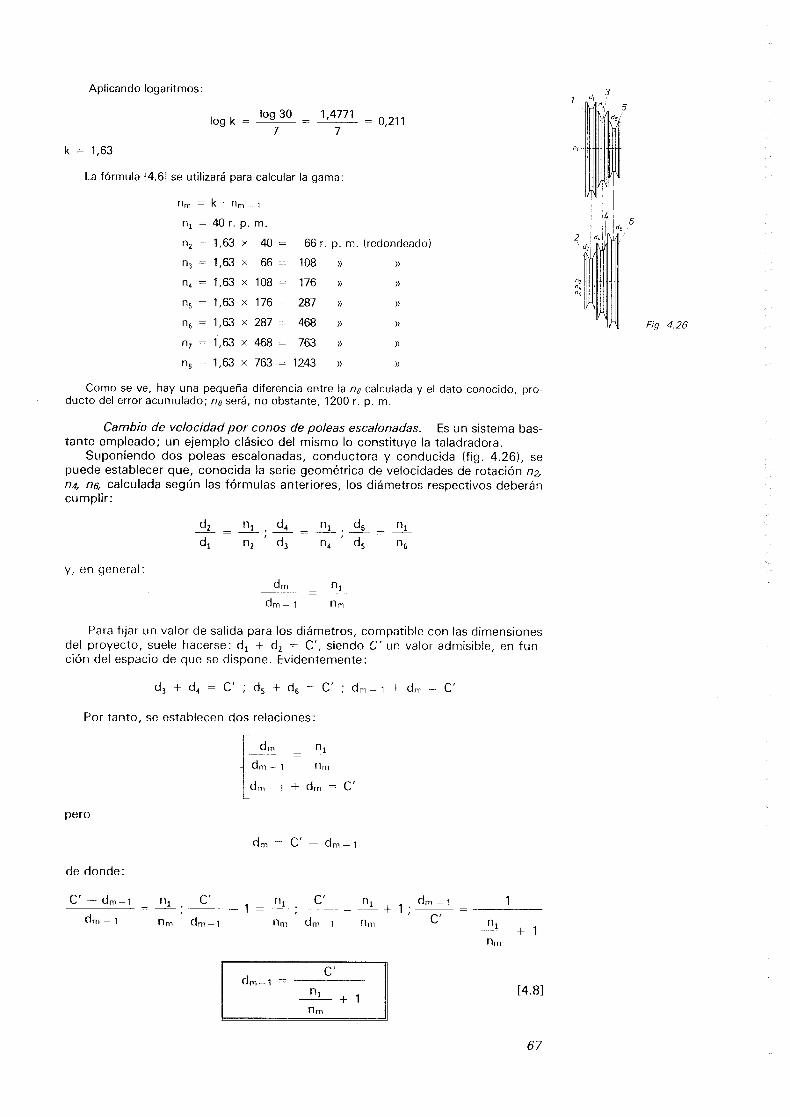
Aplicando logaritmos :
log k = log 30 _ 1,4771
= 0,2117
7
k = 1,63
La fórmula 14 .61 se utilizará para calcular la gama :
y, en general :
Como se ve, hay una pequeña diferencia entre la ne calculada y el dato conocido, pro-ducto del error acumulado ; n8 será, no obstante, 1200 r. p . m .
- Cambio de velocidad por conos de poleas escalonadas.
Es un sistema bas-tante empleado ; un ejemplo clásico del mismo lo constituye la taladradora .
Suponiendo dos poleas escalonadas, conductora y conducida (fig . 4.26), sepuede establecer que, conocida la serie geométrica de velocidades de rotación n2,
n4 ns calculada según las fórmulas anteriores, los diámetros respectivos deberáncumplir :
_d 2 _ _nidl n2
dm n 1dm- 1
nM
n4 ' ds
ns
Para fijar un valor de salida para los diámetros, compatible con las dimensionesdel proyecto, suele hacerse : dl + d2 = C', siendo C' un valor admisible, en fun-ción del espacio de que se dispone . Evidentemente :
pero
Por tanto, se establecen dos relaciones :
de donde :
d3 + d4 -- C' ; ds + d6 = C' ; dm - 1 + dm = C'
drn
dm _ 1
nMd m _ 1 + dm = C'
dm = C, - dm - 1
C, - dm-1 _
ni .C_
- 1_
ni,
C,
= ni+ 1 ;
dm- 1 __
1
dm - 1
nm , dm-1
nm
dm-i
nM
C'
-ninM
dm-1 = C'ni
+ 1nM
[4 .81
67
nm = k , nm _ 1
ni = 40 r . p. m.
n2 = 1,63 x 40 = 66 r . p. m . (redondeado)
n3 = 1,63 x 66 = 108 » »
n4 = 1,63 x 108 = 176 » »
ns = 1,63 x 176 = 287 » »
n6 = 1,63 x 287 = 468 » »
n7 = 1,63 x 468 = 763 » »
n6 = 1,63 x 763 = 1243 » »
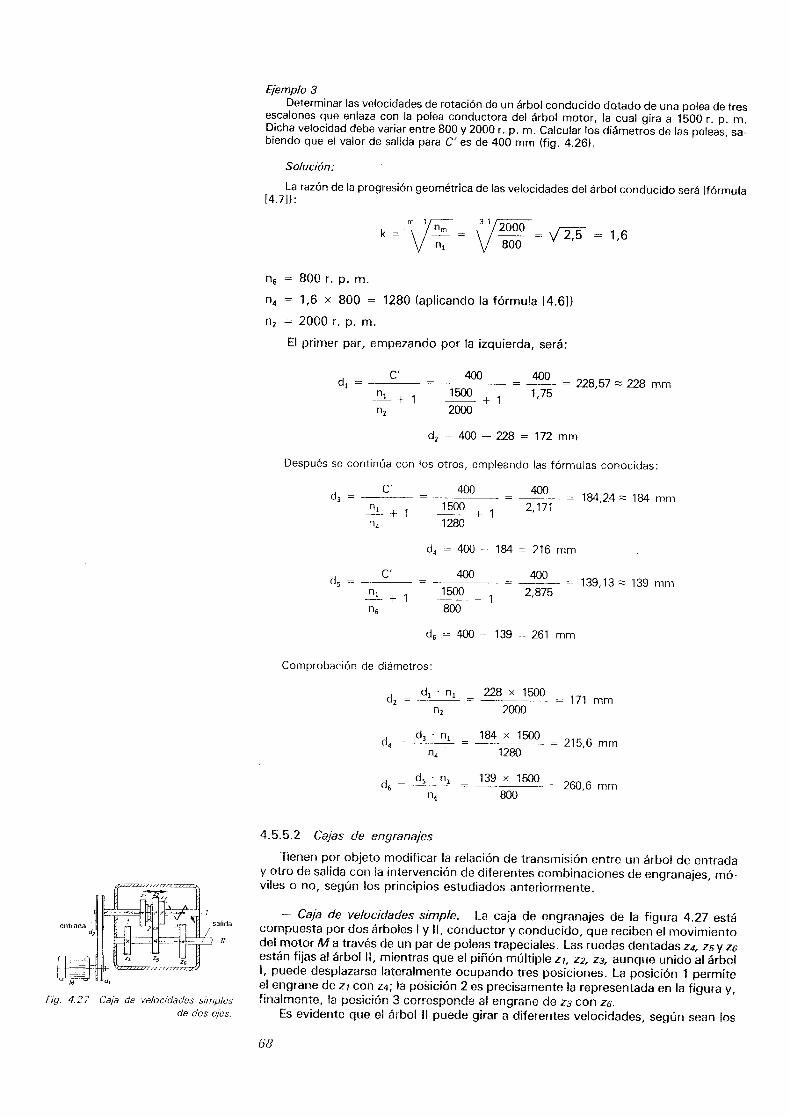
d,
Fig. 4.27 Caja de velocidades simplesde dos ejes .
Ejemplo 3Determinar las velocidades de rotación de un árbol conducido dotado de una polea de tres
escalones que enlaza con la polea conductora del árbol motor, la cual gira a 1500 r . p. m.Dicha velocidad debe variar entre 800 y 2000 r . p . m . Calcular los diámetros de las poleas, sa-biendo que el valor de salida para C° es de 400 mm (fig . 4.26) .
Solución :
La razón de la progresión geométrica de las velocidades del árbol conducido será (fórmula[4 .71)
__
_nm __
2000 _\ , n,
t 800
2,5 = 1,6
n6 = 800 r . p . m .
n4 = 1,6 x 800 = 1280 (aplicando la fórmula [4.61)
nz = 2000 r . p . m .
El primer par, empezando por la izquierda, será :
68
C,400 _ 400n, + 1
1500 + 1
1,75nz 2000
Después se continúa con los otros, empleando las fórmulas conocidas :
d3 =
nC,
=
1501
=
2,171
= 184,24 ;-- 184 mm-' + 1
+ 1n4 1280
CI
400
400
13913
139__
=,
;z
mmnn, + 1
1500 + 1
2,875n, 800
Comprobación de diámetros :
4 .5 .5 .2 Cajas de engranajes
d, = 400 - 228 = 172 mm
d4 =400-184 =216 mm
d6 =400-139=261 mm
d = d, - n, - 228 x 15002
nZ 2000
= 228,57 - 228 mm
171 mm
d4= d3 - n, - 184 x 1500 = 215,6 mm
n4 1280
d6 = ds - n, - 139 x 1500 = 260,6 mmn, 800
Tienen por objeto modificar la relación de transmisión entre un árbol de entraday otro de salida con la intervención de diferentes combinaciones de engranajes, mó-viles o no, según los principios estudiados anteriormente.
- Caja de velocidades simple .
La caja de engranajes de la figura 4 .27 estácompuesta por dos árboles I y ll, conductor y conducido, que reciben el movimientodel motor Ma través de un par de poleas trapeciales . Las ruedas dentadas z4, z5 yzsestán fijas al árbol II, mientras que el piñón múltiple zi, z2, z3, aunque unido al árbolI, puede desplazarse lateralmente ocupando tres posiciones . La posición 1 permiteel engrane de zl con z4 ; la posición 2es precisamente la representada en la figura y,finalmente, la posición 3 corresponde al engrane de z3 con z5.
Es evidente que el árbol II puede girar a diferentes velocidades, según sean los
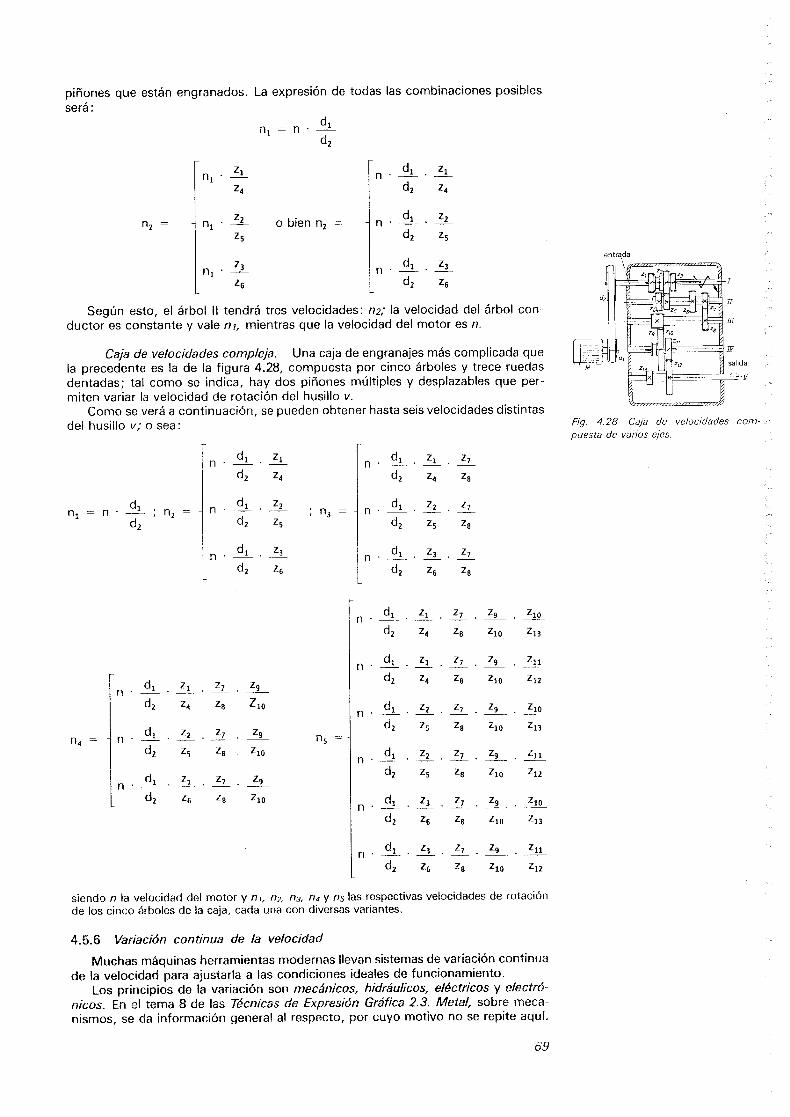
piñones que están engranados . La expresión de todas las combinaciones posiblesserá :
n2 =
Según esto, el árbol II tendrá tres velocidades : n2; la velocidad del árbol con-ductor es constante y vale n1, mientras que la velocidad del motor es n.
- Caja de velocidades compleja .
Una caja de engranajes más complicada quela precedente es la de la figura 4.28, compuesta por cinco árboles y trece ruedasdentadas ; tal como se ~~, indica, hay dos ni
ne m~~iltinlac.. .. iy de.,cnlazables que ner-niño s ., r, .N
,......,.~ .~ ...,miten variar la velocidad de rotación del husillo v.
Como se verá a continuación, se pueden obtener hasta seis velocidades distintasdel husillo v; o sea :
ni =n . di ; n2d2
n4 =
4.5.6 Variación continua de la velocidad
n , dl . Z1 . Z7
siendo n la velocidad del motor y n i , n2, n3, n4 y n5 las respectivas velocidades de rotaciónde los cinco árboles de la caja, cada una con diversas variantes.
Muchas máquinas herramientas modernas llevan sistemas de variación continuade la velocidad para ajustarla a las condiciones ideales de funcionamiento .
Los principios de la variación son mecánicos, hidráulicos, eléctricos y electró-nicos. En el tema 8 de las Técnicas de Expresión Gráfica 2.3. Metal, sobre meca-nismos, se da información general al respecto, por cuyo motivo no se repite aquí .
69
Fig. 4.28 Caja de velocidades com-puesta de varios eles.
w d1 Z 3
d2 z 6
n . di . Z3 . Z7
d2 z6 zfi
n . di . ?1 . Z7 Z9 Z10
d2 Z4 z8 z1o Z13
n . Zl Z7 Z 9 Z11
n _d1 . _z1 . z7 . _z9d2 z 4 Z 8 z 1o Z12
d2 z4 z8 Z10 n . di . Z2 . Z7 .9 . Z10
n _d1 z9. _z2 . _z7 .d2 z5 Z8 Z10 Z13
n5 =
d2 zs zfi z1on _d1 . _z2 . _z7 . _z9 . _z11
n,di .?1 z7 . Z9d2 Z5 Z8 z1o Z12
d2 z 6 Z ® Z1on _d1 . _z3 . _z7 . _z9 . _zlo
d2 z6 z8 Z10 Z13
n _dl Z11. _Z3 . _Z7 . _Z9
d2 z6 z8 Z10 Z12
n1 . zi
Z4
n . d1 . z1d2 z 4
?2 o bien n2 = n . di .?2z 5 d2 zs
z3 dl . Z3
z6 d2 z 6
d2 z 4 d2 z4 z8
w d1 z2 ; n3 = . . .- n di Z2 Z7
d2 z 5 d2 zs z8
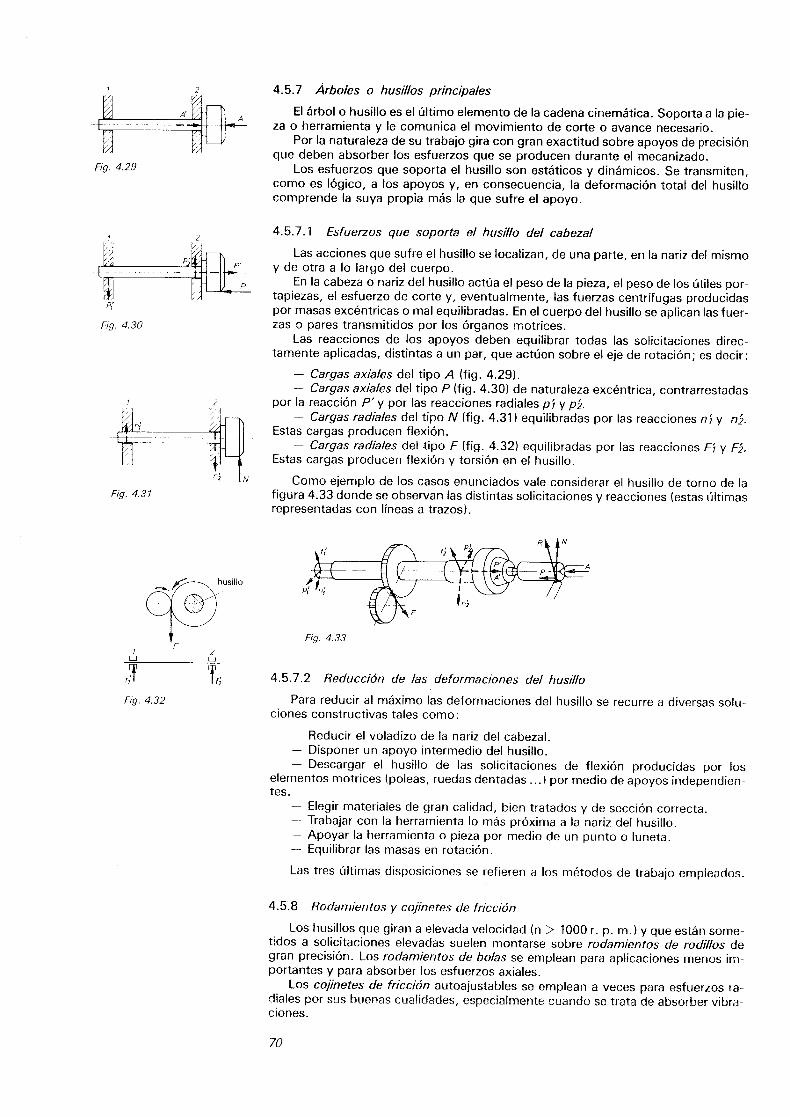
Pi
Fig. 4.30
Fig. 4.32
4.5.7 Árboles o husillos principales
El árbol o husillo es el último elemento de la cadena cinemática . Soporta a la pie-za o herramienta y le comunica el movimiento de corte o avance necesario .
Por la naturaleza de su trabajo gira con gran exactitud sobre apoyos de precisiónque deben absorber los esfuerzos que se producen durante el mecanizado.
Fig. 4.29
Los esfuerzos que soporta el husillo son estáticos y dinámicos . Se transmiten,como es lógico, a los apoyos y, en consecuencia, la deformación total del husillocomprende la suya propia más la que sufre el apoyo .
4.5 .7 .1
Esfuerzos que soporta el husillo del cabezal
Las acciones que sufre el husillo se localizan, de una parte, en la nariz del mismoy de otra a lo largo del cuerpo .
En la cabeza o nariz del husillo actúa el peso de la pieza, el peso de los útiles por-tapiezas, el esfuerzo de corte y, eventualmente, las fuerzas centrífugas producidaspor masas excéntricas o mal equilibradas . En el cuerpo del husillo se aplican las fuer-zas o pares transmitidos por los órganos motrices .
Las reacciones de los apoyos deben equilibrar todas las solicitaciones direc-tamente aplicadas, distintas a un par, que actúen sobre el eje de rotación ; es decir :
- Cargas axiales del tipo A (fig . 4.29) .- Cargas axiales del tipo P (fig . 4.30) de naturaleza excéntrica, contrarrestadas
por la reacción P' y por las reacciones radiales pí y pz.- Cargas radiales del tipo N (fig . 4 .31) equilibradas por las reacciones n ; y n2 .
Estas cargas producen flexión .- Cargas radiales del tipo F (fig . 4.32) equilibradas por las reacciones F; y F2 .
Estas cargas producen flexión y torsión en el husillo .
Como ejemplo de los casos enunciados vale considerar el husillo de torno de laFig. 4.31
figura 4 .33 donde se observan las distintas solicitaciones y reacciones (estas últimasrepresentadas con líneas a trazos) .
Fig. 4.33
4 .5 .7 .2 Reducción de las deformaciones del husíllo
Para reducir al máximo las deformaciones del husillo se recurre a diversas solu-ciones constructivas tales como :
- Reducir el voladizo de la nariz del cabezal.- Disponer un apoyo intermedio del husillo.- Descargar el husillo de las solicitaciones de flexión producidas por los
elementos motrices (poleas, ruedas dentadas . . .) por medio de apoyos independien-tes.
70
- Elegir materiales de gran calidad, bien tratados y de sección correcta .- Trabajar con la herramienta lo más próxima a la nariz del husillo .- Apoyar la herramienta o pieza por medio de un punto o luneta .- Equilibrar las masas en rotación .
Las tres últimas disposiciones se refieren a los métodos de trabajo empleados.
4.5.8
Rodamientos y cojinetes de fricción
Los husillos que giran a elevada velocidad (n > 1000 r . p . m.) y que están some-tidos a solicitaciones elevadas suelen montarse sobre rodamientos de rodillos degran precisión . Los rodamientos de bolas se emplean para aplicaciones menos im-portantes y para absorber los esfuerzos axiales.
Los cojinetes de fricción autoajustables se emplean a veces para esfuerzos ra-diales por sus buenas cualidades, especialmente cuando se trata de absorber vibra-ciones .
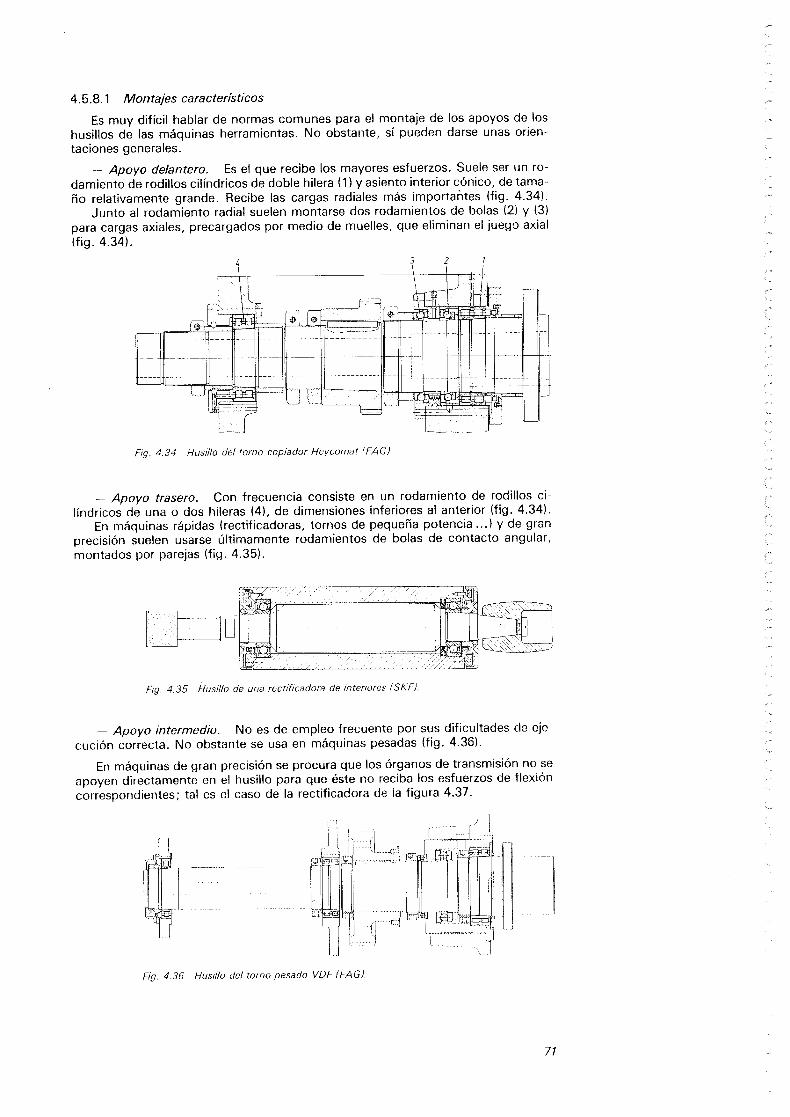
4.5.8 .1
Montajes característicos
Es muy difícil hablar de normas comunes para el montaje de los apoyos de loshusillos de las máquinas herramientas . No obstante, sí pueden darse unas orien-taciones generales.
- Apoyo delantero.
Es el que recibe los mayores esfuerzos . Suele ser un ro-damiento de rodillos cilíndricos de doble hilera (1) y asiento interior cónico, de tama-ño relativamente grande . Recibe las cargas radiales más importañtes (fig . 4.34) .
Junto al rodamiento radial suelen montarse dos rodamientos de bolas (2) y (3)para cargas axiales, precargados por medio de muelles, que eliminan el juego axial(fig . 4.34) .
Fig. 4.34
Husillo del torno copiador Heycomat (FAG).
- Apoyo trasero.
Con frecuencia consiste en un rodamiento de rodillos ci-líndricos de una o dos hileras (4), de dimensiones inferiores al anterior (fig . 4 .34) .
En máquinas rápidas (rectificadoras, tornos de pequeña potencia . . .) y de granprecisión suelen usarse últimamente rodamientos de bolas de contacto angular,montados por parejas (fig . 4.35) .
Fig. 4.35
Husillo de una rectificadora de interiores (SKF).
- Apoyo intermedio .
No es de empleo frecuente por sus dificultades de eje-cución correcta . No obstante se usa en máquinas pesadas (fig . 4.36) .
En máquinas de gran precisión se procura que los órganos de transmisión no seapoyen directamente en el husillo para que éste no reciba los esfuerzos de flexióncorrespondientes ; tal es el caso de la rectificadora de la figura 4.37 .
Fig. 4.36
Husillo del torno pesado VDF (FA G).
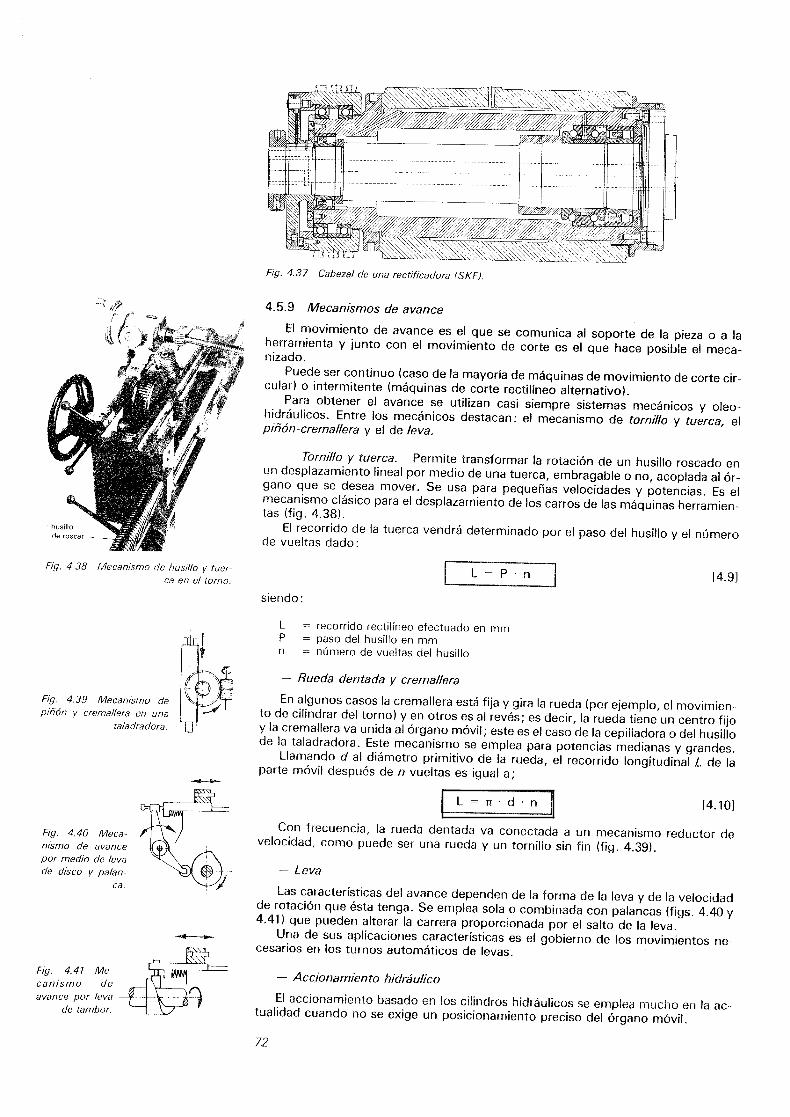
Fig. 4.38 Mecanismo de husillo y tuer-ca en el torno.
Fig. 4,39 Mecanismo depiñón y cremallera en una
taladradora.
Fig. 4.40 Meca-nismo de avancepor medio de levade disco y palan
ca .
Fig. 4.41 Me-canismo deavance por leva -
de tambor.
72
Fig. 4.37
Cabezal de una rectificadora (SKF).
4.5.9
Mecanismos de avance
El movimiento de avance es el que se comunica al soporte de la pieza o a laherramienta y junto con el movimiento de corte es el que hace posible el meca-nizado .
Puede ser continuo (caso de la mayoría de máquinas de movimiento de corte cir-cular) o intermitente (máquinas de corte rectilíneo alternativo) .
Para obtener el avance se utilizan casi siempre sistemas mecánicos y oleo-hidráulicos . Entre los mecánicos destacan : el mecanismo de tornillo y tuerca, elpiñón-cremallera y el de leva .
- Tornillo y tuerca .
Permite transformar la rotación de un husillo roscado enun desplazamiento lineal por medio de una tuerca, embragable o no, acoplada al ór-gano que se desea mover . Se usa para pequeñas velocidades y potencias. Es elmecanismo clásico para el desplazamiento de los carros de las máquinas herramien-tas (fig . 4.38) .
El recorrido de la tuerca vendrá determinado por el paso del husillo y el númerode vueltas dado :
siendo :
L
= recorrido rectilíneo efectuado en mmP
= paso del husillo en mmn
= número de vueltas del husillo
- Rueda dentada y cremallera
[4.91
En algunos casos la cremallera está fija y gira la rueda (por ejemplo, el movimien-to de cilindrar del torno) y en otros es al revés; es decir, la rueda tiene un centro fijoy la cremallera va unida al órgano móvil ; este es el caso de la cepilladora o del husillode la taladradora . Este mecanismo se emplea para potencias medianas y grandes .Llamando d al diámetro primitivo de la rueda, el recorrido longitudinal L de laparte móvil después de n vueltas es igual a ;
- Leva
[4.101
Con frecuencia, la rueda dentada va conectada a un mecanismo reductor develocidad; como puede ser una rueda y un tornillo sin fin (fig . 4.39) .
Las características del avance dependen de la forma de la leva y de la velocidadde rotación que ésta tenga . Se emplea sola o combinada con palancas (figs . 4.40 y4.41) que pueden alterar la carrera proporcionada por el salto de la leva .
Una de sus aplicaciones características es el gobierno de los movimientos ne-cesarios en los turnos automáticos de levas.
- Accionamiento hidráulico
El accionamiento basado en los cilindros hidráulicos se emplea mucho en la ac-tualidad cuando no se exige un posicionamiento preciso del órgano móvil.
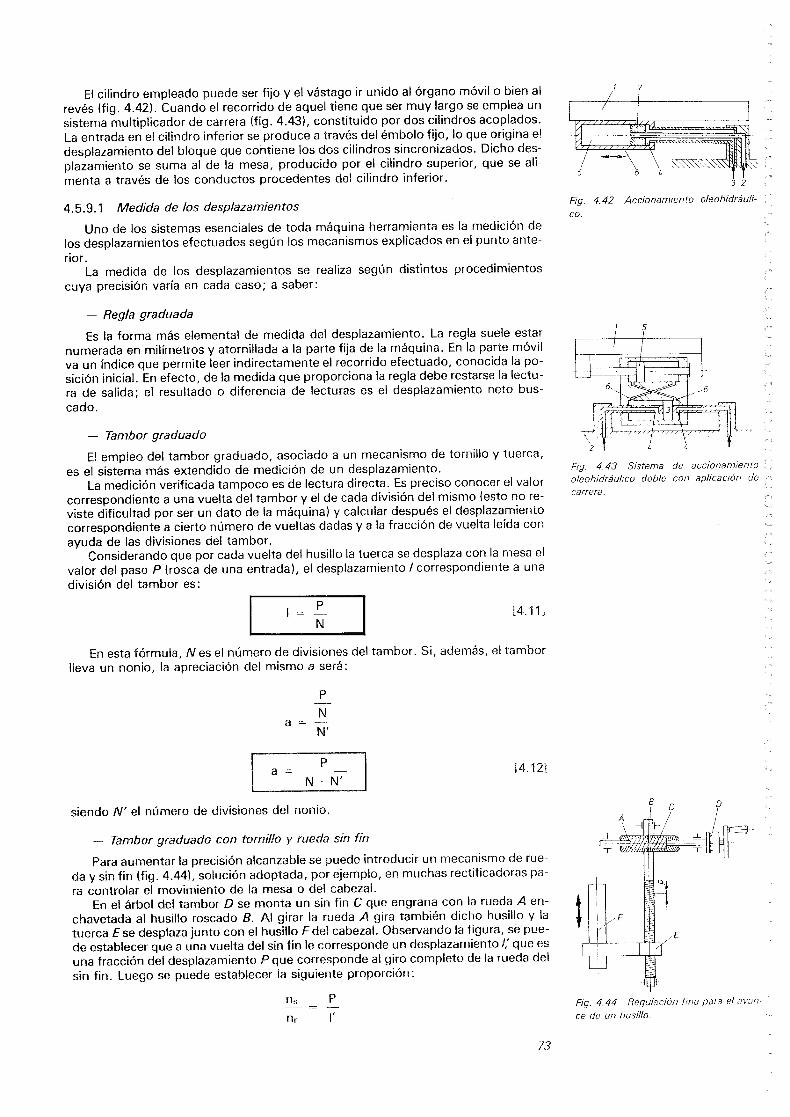
El cilindro empleado puede ser fijo y el vástago ir unido al órgano móvil o bien alrevés (fig . 4.42) . Cuando el recorrido de aquel tiene que ser muy largo se emplea unsistema multiplicador de carrera (fig . 4.43), constituido por dos cilindros acoplados.La entrada en el cilindro inferior se produce a través del émbolo fijo, lo que origina eldesplazamiento del bloque que contiene los dos cilindros sincronizados. Dicho des-plazamiento se suma al de la mesa, producido por el cilindro superior, que se ali-menta a través de los conductos procedentes del cilindro inferior .
4 .5 .9 .1
Medida de los desplazamientos
Uno de los sistemas esenciales de toda máquina herramienta es la medición delos desplazamientos efectuados según los mecanismos explicados en el punto ante-rior .
La medida de los desplazamientos se realiza según distintos procedimientoscuya precisión varía en cada caso ; a saber :
- Regla graduada
Es la forma más elemental de medida del desplazamiento . La regla suele estarnumerada en milímetros y atornillada a la parte fija de la máquina . En la parte móvilva un índice que permite leer indirectamente el recorrido efectuado, conocida la po-sición inicial . En efecto, de la medida que proporciona la regla debe restarse la lectu-ra de salida ; el resultado o diferencia de lecturas es el desplazamiento neto bus-cado .
- Tambor graduado
El empleo del tambor graduado, asociado a un mecanismo de tornillo y tuerca,es el sistema más extendido de medición de un desplazamiento .
La medición verificada tampoco es de lectura directa . Es preciso conocer el valorcorrespondiente a una vuelta del tambor y el de cada división del mismo (esto no re-viste dificultad por ser un dato de la máquina) y calcular después el desplazamientocorrespondiente a cierto número de vueltas dadas y a la fracción de vuelta leída conayuda de las divisiones del tambor .
Considerando que por cada vuelta del husillo la tuerca se desplaza con la mesa elvalor del paso P (rosca de una entrada), el desplazamiento /correspondiente a unadivisión del tambor es :
En esta fórmula, N es el número de divisiones del tambor . Si, además, el tamborlleva un nonio, la apreciación del mismo a será :
a
P
_N
N'
siendo N' el número de divisiones del nonio.
- Tambor graduado con tornillo y rueda sin fin
[4.121
Para aumentar la precisión alcanzable se puede introducir un mecanismo de rue-
da y sin fin (fig . 4.44), solución adoptada, por ejemplo, en muchas rectificadoras pa-ra controlar el movimiento de la mesa o del cabezal .
En el árbol del tambor D se monta un sin fin C que engrana con la rueda A en-
chavetada al husillo roscado B. Al girar la rueda A gira también dicho husillo y latuerca Ese desplaza junto con el husillo Fdel cabezal . Observando la figura, se pue-de establecer que a una vuelta del sin fin le corresponde un desplazamiento /,' que esuna fracción del desplazamiento Pque corresponde al giro completo de la rueda delsin fin. Luego se puede establecer la siguiente proporción :
ra s P
73
Fig, 4.42 Accionamiento oleohidráuli-co .
Fig. 4.43 Sistema de accionamientooleohidráulico doble con aplicación decarrera .
Fig. 4.44
Regulación fina para el avan
nr
1'
ce de un husillo .
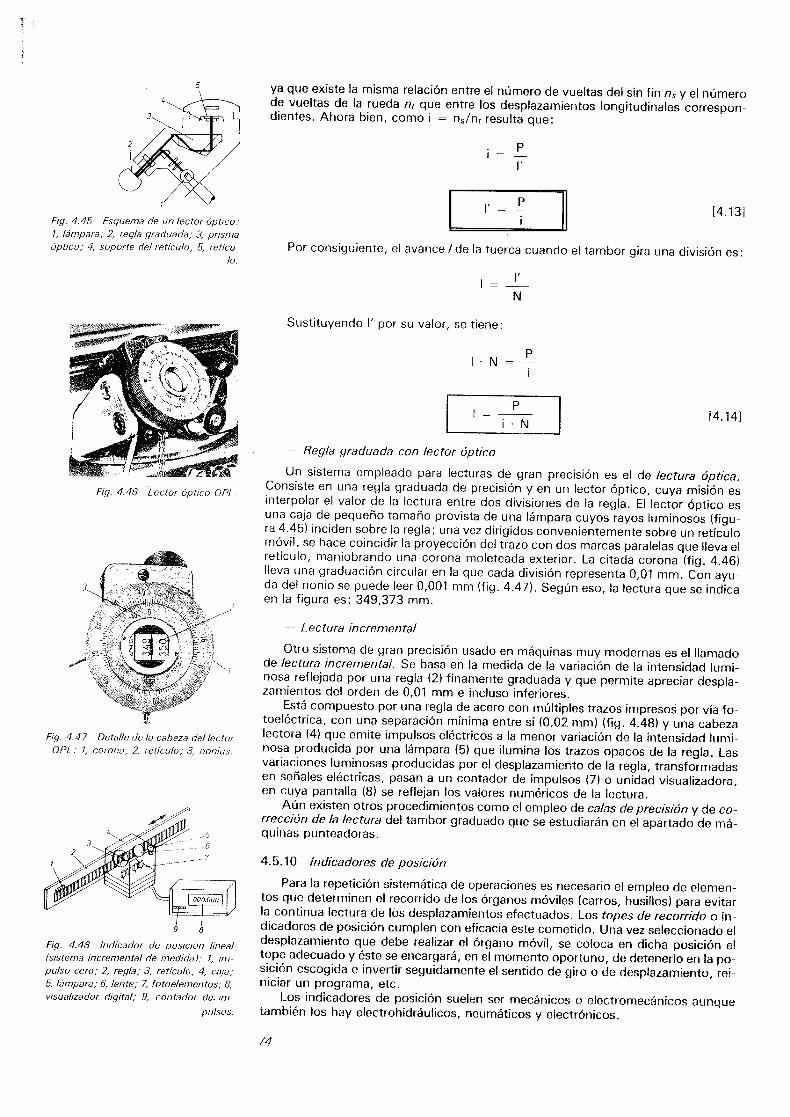
Fig. 4,45
Esquema de un lector óptico :1, lámpara; 2, regla graduada ; 3, prismaóptico ; 4, soporte del retículo, 5, retícu
lo.
Fig. 4.46
Lector óptico OPL.
Fig. 4.47
Detalle de la cabeza del lectorOPL . 1, corona ; 2, retículo ; 3, nontus .
Fig. 4.48 Indicador de posición lineal(sistema incrementa/ de medida): 1, im-pulso cero ; 2, regla; 3, retículo ; 4, caja,5, lámpara; 6, lente; 7, fotoelementos; 8,visuafizador digital; 9, contador de- im
pulsos.
74
ya que existe la misma relación entre el número de vueltas del sin fin nsy el númerode vueltas de la rueda nr que entre los desplazamientos longitudinales correspon-dientes. Ahora bien, como i = ns/nr resulta que:
Por consiguiente, el avance /de la tuerca cuando el tambor gira una división es :
- Regla graduada con lector óptico
Un sistema empleado para lecturas de gran precisión es el de lectura óptica .Consiste en una regla graduada de precisión y en un lector óptico, cuya misión esinterpolar el valor de la lectura entre dos divisiones de la regla . El lector óptico esuna caja de pequeño tamaño provista de una lámpara cuyos rayos luminosos (figu-ra 4 .45) inciden sobre la regla ; una vez dirigidos convenientemente sobre un retículomóvil, se hace coincidir la proyección del trazo con dos marcas paralelas que lleva elretículo, maniobrando una corona moleteada exterior . La citada corona (fig . 4.46)lleva una graduación circular en la que cada división representa 0,01 mm. Con ayu-da del nonio se puede leer 0,001 mm (fig . 4.47) . Según eso, la lectura que se indicaen la figura es : 349,373 mm .
- Lectura incrementa/
4.5.10
Indicadores de posición
[4.131
Otro sistema de gran precisión usado en máquinas muy modernas es el llamadode lectura incrementa/. Se basa en la medida de la variación de la intensidad lumi-nosa reflejada por una regla (2) finamente graduada y que permite apreciar despla-zamientos del orden de 0,01 mm e incluso inferiores .
Está compuesto por una regla de acero con múltiples trazos impresos por vía fo-toeléctrica, con una separación mínima entre sí (0,02 mm) (fig . 4 .48) y una cabezalectora (4) que emite impulsos eléctricos a la menor variación de la intensidad luminosa producida por una lámpara (5) que ilumina los trazos opacos de la regia . Lasvariaciones luminosas producidas por el desplazamiento de la regla, transformadasen señales eléctricas, pasan a un contador de impulsos (7) o unidad visualizadora,en cuya pantalla (8) se reflejan los valores numéricos de la lectura .
Aún existen otros procedimientos como el empleo de calas de precisión y de co-rrección de la lectura del tambor graduado que se estudiarán en el apartado de má-quinas punteadoras.
Para la repetición sistemática de operaciones es necesario el empleo de elemen-tos que determinen el recorrido de los órganos móviles (carros, husillos) para evitarla continua lectura de los desplazamientos efectuados . Los topes de recorrido o in-dicadores de posición cumplen con eficacia este cometido . Una vez seleccionado eldesplazamiento que debe realizar el órgano móvil, se coloca en dicha posición eltope adecuado y éste se encargará, en el momento oportuno, de detenerlo en la po-sición escogida e invertir seguidamente el sentido de giro o de desplazamiento, rei-niciar un programa, etc .
Los indicadores de posición suelen ser mecánicos o electromecánicos aunquetambién los hay electrohidráulicos, neumáticos y electrónicos .
I'
N
Sustituyendo ¡`por su valor, se tiene :
I P. N _
I_ P[4 .141
i ° N
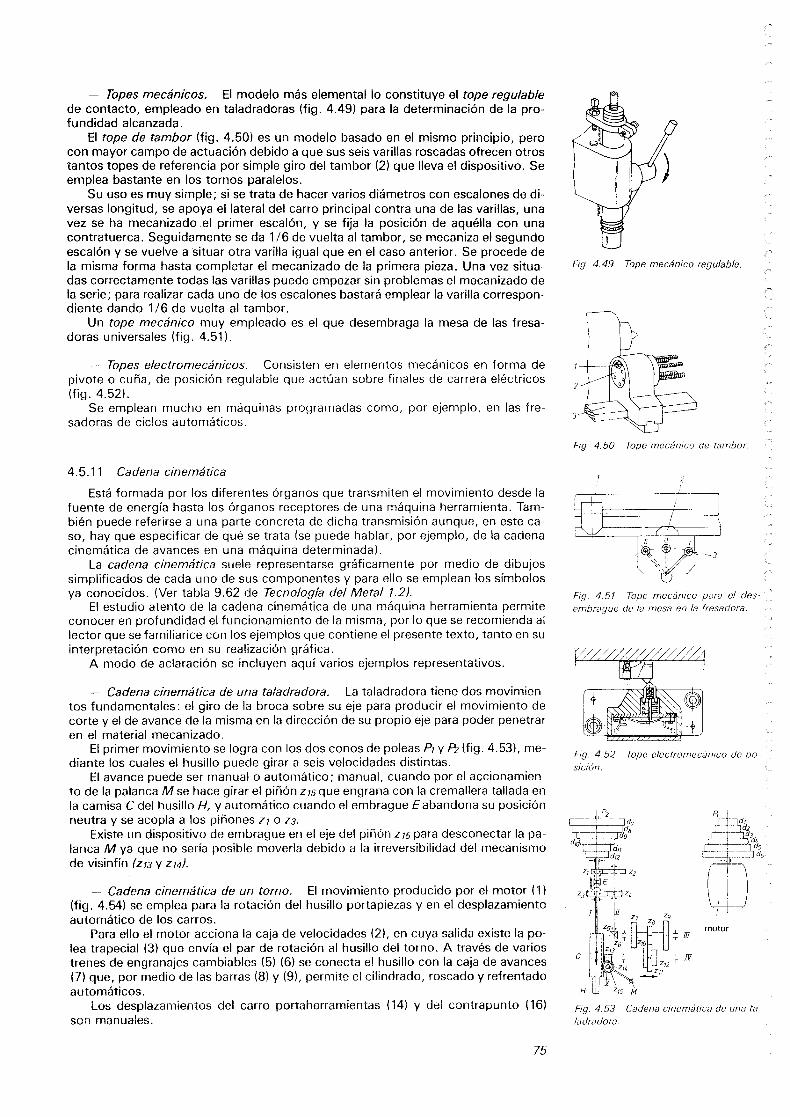
- Topes mecánicos.
El modelo más elemental lo constituye el tope regulablede contacto, empleado en taladradoras (fig . 4.49) para la determinación de la pro-fundidad alcanzada .
El tope de tambor (fig . 4.50) es un modelo basado en el mismo principio, perocon mayorcampo de actuación debido a que sus seis varillas roscadas ofrecen otrostantos topes de referencia por simple giro del tambor (2) que lleva el dispositivo . Seemplea bastante en los tornos paralelos.
Su uso es muy simple ; si se trata de hacer varios diámetros con escalones de di-versas longitud, se apoya el lateral del carro principal contra una de las varillas, unavez se ha mecanizado el primer escalón, y se fija la posición de aquélla con unacontratuerca . Seguidamente se da 1/6 de vuelta al tambor, se mecaniza el segundoescalón y se vuelve a situar otra varilla igual que en el caso anterior . Se procede dela misma forma hasta completar el mecanizado de la primera pieza. Una vez situa-das correctamente todas las varillas puede empezar sin problemas el mecanizado dela serie ; para realizar cada uno de los escalones bastará emplear la varilla correspon-diente dando 1/6 de vuelta al tambor .
Un tope mecánico muy empleado es el que desembraga la mesa de las fresa-doras universales (fig . 4.51) .
- Topes electromecánicos .
Consisten en elementos mecánicos en forma depivote o cuña; de posición regulable que actúan sobre finales de carrera eléctricos(fig . 4.52) .
Se emplean mucho en máquinas programadas como, por ejemplo, en las fre-sadoras de ciclos automáticos .
4 .5.11
Cadena cinemática
Está formada por los diferentes órganos que transmiten el movimiento desde lafuente de energía hasta los órganos receptores de una máquina herramienta . Tam-bién puede referirse a una parte concreta de dicha transmisión aunque, en este caso, hay que especificar de qué se trata (se puede hablar, por ejemplo, de la cadenacinemática de avances en una máquina determinada) .
La cadena cinemática suele representarse gráficamente por medio de dibujossimplificados de cada uno de sus componentes y para ello se emplean los símbolosya conocidos . (Ver tabla 9.62 de Tecnología del Metal 1.2).
El estudio atento de la cadena cinemática de una máquina herramienta permiteconocer en profundidad el funcionamiento de la misma, por lo que se recomienda allector que se familiarice con los ejemplos que contiene el presente texto, tanto en suinterpretación como en su realización gráfica .
A modo de aclaración se incluyen aquí varios ejemplos representativos .
- Cadena cinemática de una taladradora .
La taladradora tiene dos movimien-tos fundamentales : el giro de la broca sobre su eje para producir el movimiento decorte y el de avance de la misma en la dirección de su propio eje para poder penetraren el material mecanizado .
El primer movimiento se logra con los dos conos de poleas Pl y F5 (fig . 4.53), me-diante los cuales el husillo puede girar a seis velocidades distintas .
El avance puede ser manual o automático ; manual, cuando por el accionamien-to de la palanca M se hace girar el piñón z15 que engrana con la cremallera tallada enla camisa Cdel husillo H, y automático cuando el embrague Eabandona su posiciónneutra y se acopla a los piñones zl o z3 .
Existe un dispositivo de embrague en el eje del piñón z15 para desconectar la pa-lanca M ya que no sería posible moverla debido a la irreversibilidad del mecanismode visinfín (z13 y z14) .
- Cadena cinemática de un torno.
El movimiento producido por el motor (1)(fig . 4.54) se emplea para la rotación del husillo portapiezas y en el desplazamientoautomático de los carros .
Para ello el motor acciona la caja de velocidades (2), en cuya salida existe la po-lea trapecial (3) que envía el par de rotación al husillo del torno . A través de variostrenes de engranajes cambiables (5) (6) se conecta el husillo con la caja de avances(7) que, por medio de las barras (8) y (9), permite el cilindrado, roscado y refrentadoautomáticos.
Los desplazamientos del carro portaherramientas (14) y del contrapunto (16)son manuales .
ladradora_
75
Fig. 4.49
Tope mecánico regulable.
Fig. 4.50
Tope mecánico de tambor.
Fig. 4.51 Tope mecánico para el des-embrague de la mesa en la fresadora.
Fig. 4.52
Tope electromecánico de po-s/clÓn .
motor
zrs M
Fig. 4.53
Cadena cinemática de una ta-
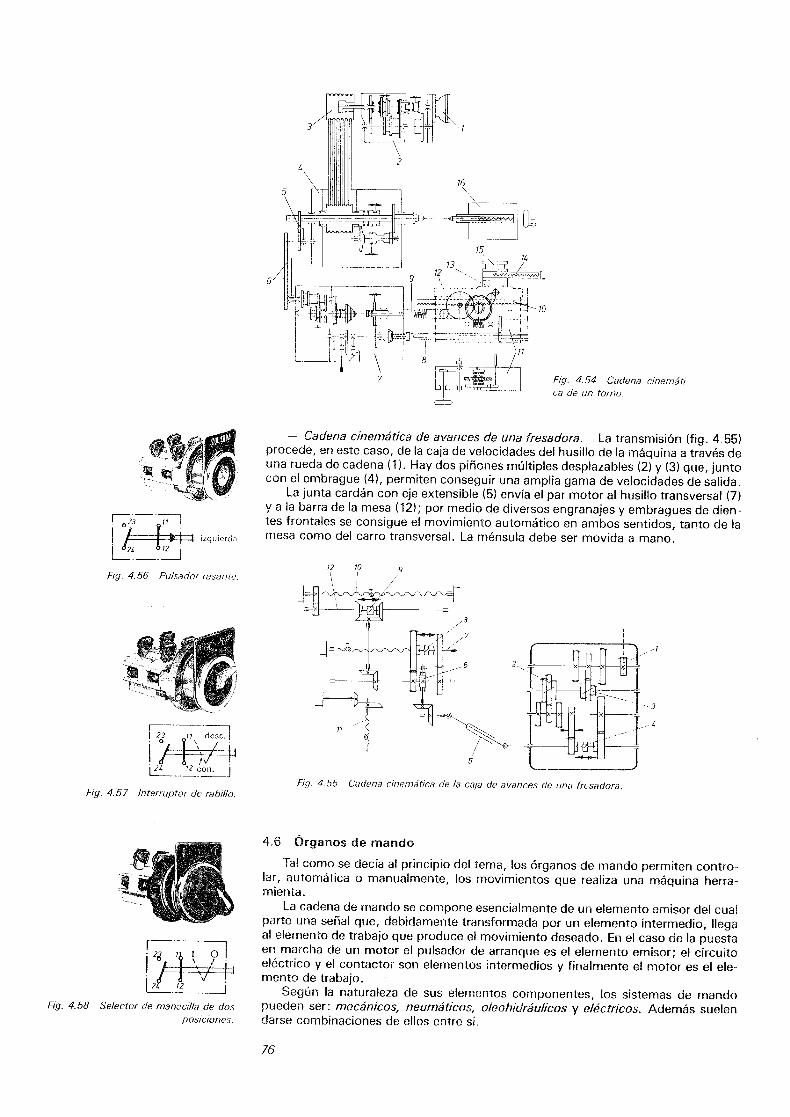
izquierda
Fig. 4.56
Pulsador rasante.
Fig. 4.57
Interruptor de rabillo .
6
- Cadena cinemática de avances de una fresadora.
La transmisión (fig . 4.55)procede, en este caso, de la caja de velocidades del husillo de la máquina a través deuna rueda de cadena (1). Hay dos piñones múltiples desplazables (2) y (3) que, juntocon el embrague (4), permiten conseguir una amplia gama de velocidades de salida .
La junta cardán con eje extensible (5) envía el par motor al husillo transversal (7)y a la barra de la mesa (12) ; por medio de diversos engranajes y embragues de dien-tes frontales se consigue el movimiento automático en ambos sentidos, tanto de lamesa como del carro transversal . La ménsula debe ser movida a mano .
4 .6
®rganos de mando
Tal como se decía al principio del tema, los órganos de mando permiten contro-lar, automática o manualmente, los movimientos que realiza una máquina herra-mienta .
La cadena de mando se compone esencialmente de un elemento emisor del cualparte una señal que, debidamente transformada por un elemento intermedio, llegaal elemento de trabajo que produce el movimiento deseado . En el caso de la puestaen marcha de un motor el pulsador de arranque es el elemento emisor ; el circuitoeléctrico y el contactor son elementos intermedios y finalmente el motor es el ele-mento de trabajo.
Según la naturaleza de sus elementos componentes, los sistemas de mandoFig. 4.58 Selector de manecilla de dos
pueden ser: mecánicos, neumáticos, oleohidráulicos y eléctricos . Además suelenposiciones .
darse combinaciones de ellos entre sí .
76
.f i
~I
13,12
InT
)b
10
Fig. 4.54 Cadena m¡?emár¡_ca de un torno.
Fig. 4.55
Cadena cinemática de la caló de avances de una tmesadora.
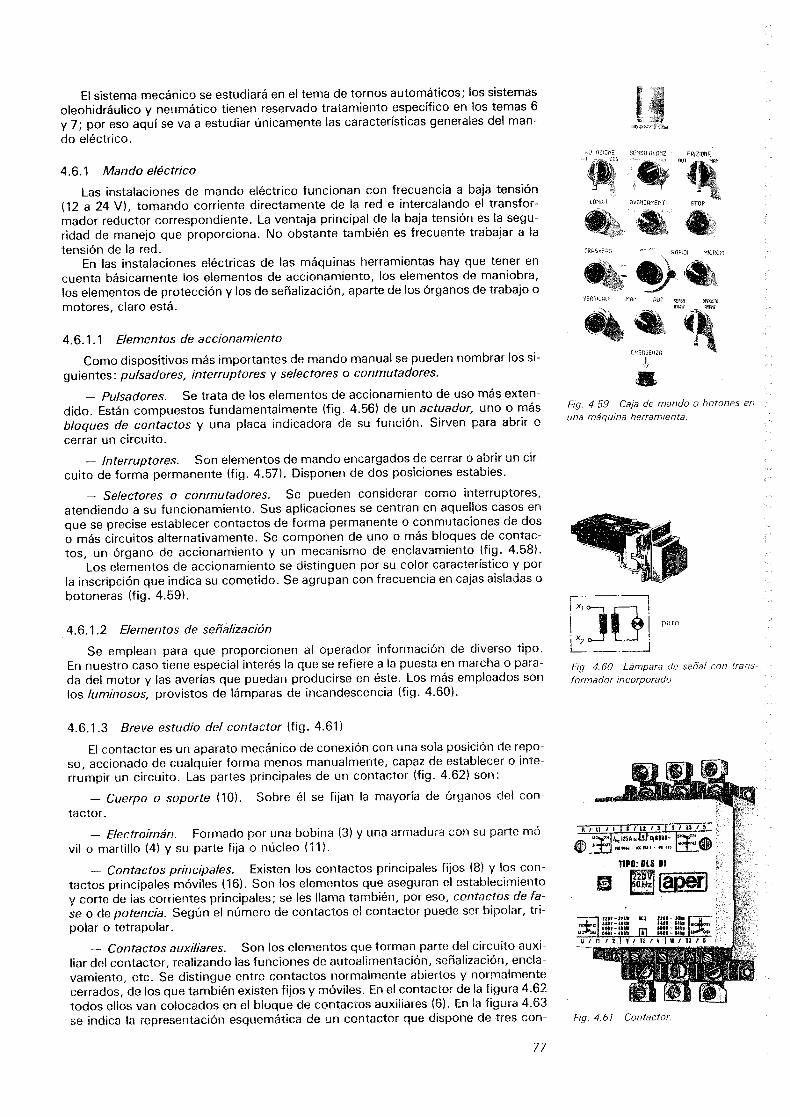
El sistema mecánico se estudiará en el tema de tornos automáticos ; los sistemasoleohídráulico y neumático tienen reservado tratamiento específico en los temas 6y 7; por eso aquí se va a estudiar únicamente las características generales del man-do eléctrico.
4.6 .1
Mando eléctrico
Las instalaciones de mando eléctrico funcionan con frecuencia a baja tensión(12 a 24 V), tomando corriente directamente de la red e intercalando el transfor-mador reductor correspondiente . La ventaja principal de la baja tensión es la seguridad de manejo que proporciona . No obstante también es frecuente trabajar a latensión de la red .
En las instalaciones eléctricas de las máquinas herramientas hay que tener encuenta básicamente los elementos de accionamiento, los elementos de maniobra,los elementos de protección y los de señalización, aparte de los órganos de trabajo omotores, claro está .
4.6 .1 .1
Elementos de accionamiento
Como dispositivos más importantes de mando manual se pueden nombrar los si-guientes : pulsadores, interruptores y selectores o conmutadores.
- Pulsadores .
Se trata de los elementos de accionamiento de uso más exten-dido . Están compuestos fundamentalmente (fig . 4 .56) de un actuador, uno o másbloques de contactos y una placa indicadora de su función . Sirven para abrir ocerrar un circuito .
- Interruptores .
Son elementos de mando encargados de cerrar o abrir un cir-cuito de forma permanente (fig . 4.57) . Disponen de dos posiciones estables .
- Selectores o conmutadores. Se pueden considerar como interruptores,atendiendo a su funcionamiento . Sus aplicaciones se centran en aquellos casos enque se precise establecer contactos de forma permanente o conmutaciones de doso más circuitos alternativamente . Se componen de uno o más bloques de contac-tos, un órgano de accionamiento y un mecanismo de enclavamiento (fig . 4 .58) .
Los elementos de accionamiento se distinguen por su color característico y porla inscripción que indica su cometido . Se agrupan con frecuencia en cajas aisladas obotoneras (fig . 4.59) .
4 .6 .1 .2
Elementos de señalización
Se emplean para que proporcionen al operador información de diverso tipo .En nuestro caso tiene especial interés la que se refiere a la puesta en marcha o para-da del motor y las averías que puedan producirse en éste . Los más empleados sonlos luminosos, provistos de lámparas de incandescencia (fig . 4.60) .
4.6 .1 .3
Breve estudio del contactor (fig . 4.61)
El contactor es un aparato mecánico de conexión con una sola posición de repo-so, accionado de cualquier forma menos manualmente, capaz de establecer o inte-rrumpir un circuito . Las partes principales de un contactor (fig . 4.62) son :
tactor .- Cuerpo o soporte (10) .
Sobre él se fijan la mayoría de órganos del con-
- Electroimán.
Formado por una bobina (3) y una armadura con su parte mó-vil o martillo (4) y su parte fija o núcleo (11) .
- Contactos principales.
Existen los contactos principales fijos (8) y los con-tactos principales móviles (16) . Son los elementos que aseguran el establecimientoy corte de las corrientes principales ; se les llama también, por eso, contactos de fa-se o de potencia. Según el número de contactos el contactor puede ser bipolar, tri-polar o tetrapolar .
- Contactos auxiliares.
Son los elementos que forman parte del circuito auxi-liar del contactor, realizando las funciones de autoalimentación, señalización, encla-vamiento, etc. Se distingue entre contactos normalmente abiertos y normalmentecerrados, de los que también existen fijos y móviles . En el contactor de la figura 4 .62todos ellos van colocados en el bloque de contactos auxiliares (6) . En la figura 4.63se indica la representación esquemática de un contactor que dispone de tres con-
77
R1 tl / 1
41LP l3
1 / L3 1 5
^" r�1P5Rei ~ 'olRSOr-
°° wtwax~wr .arra
paro
Fig. 4.61 Contactor.
Fig. 4.59
Caja de mando o botones enuna máquina herramienta .
Fig. 4.60 Lámpara de seña/ con trans-formador incorporado .
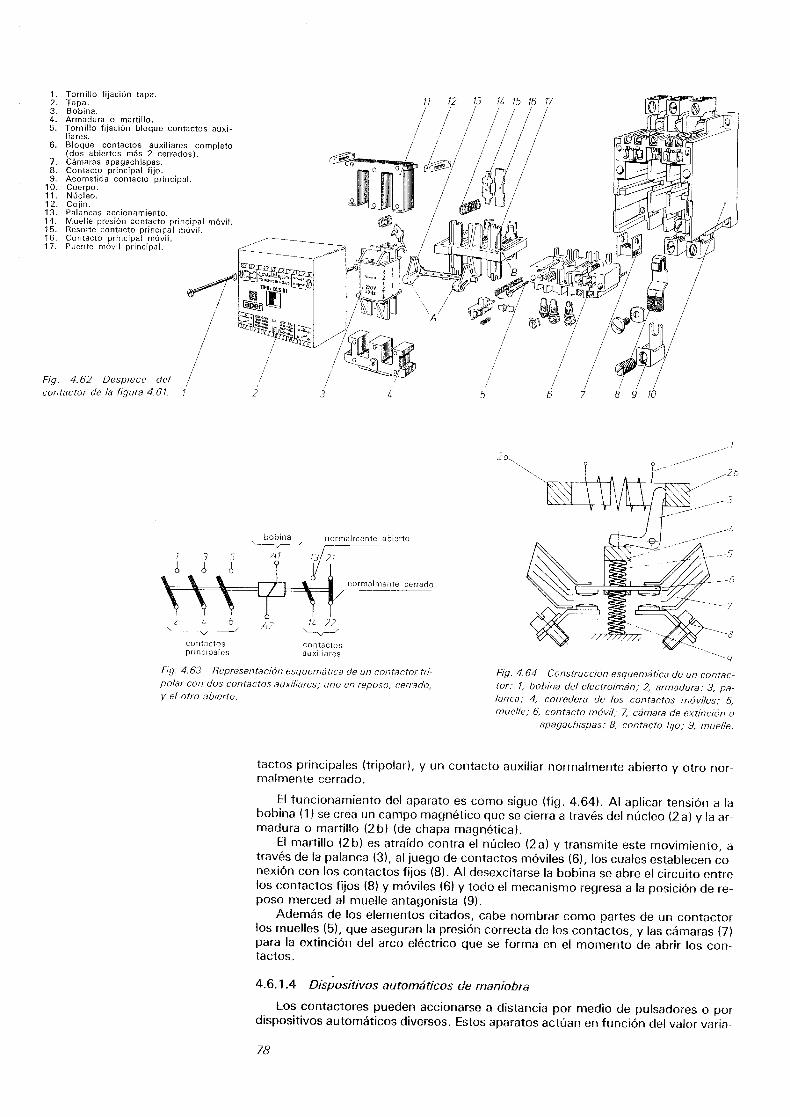
1 . Tornillo fijación tapa .2 . Tapa .3 . Bobina .4 . Armadura o martillo .5 . Tornillo fijación bloque contactos auxi-
liares .6 . Bloque contactos auxiliares completo
(dos abiertos más 2 cerrados) .7 . Cámaras apagachispas .8 . Contacto principal fijo .9. Acometida contacto principal .10 . Cuerpo .11 . Núcleo .12 . Cojín .13 . Palancas accionamiento .14 . Muelle presión contacto principal15 . Resorte contacto principal móvil .16 . Contacto principal móvil .17 . Puente móvil principal .
Fia . 4.62 Des.Diece del
contactor de la figura 4,61 .
1
TIPA :~�6'I
per
í
- ~ 1 JII
Ll~l~ ~
yr a
Lirl
móvil .
contactosprincipales
78
contactosauxiliares
Fig . 4.63
Representación esquemática de un contactor tri-polar con dos contactos auxiliares ; uno en reposo, cerrado,y el otro abierto .
11 12 13 14 15 16 17
20
4.6 .1 .4
Dispositivos automáticos de maniobra
6 8 9 10
Fig. 4.64
Construcción esquemática de un contac-tor : 1, bobina del electroimán; 2, armadura : 3, pa-lanca ; 4, corredera de los contactos móviles; 5,muelle ; 6, contacto móvil, 7, cámara de extinción o
apagachispas ; 8, contacto fijo; 9, muelle .
tactos principales (tripolar), y un contacto auxiliar normalmente abierto y otro nor-malmente cerrado .
El funcionamiento del aparato es como sigue (fig . 4.64) . Al aplicar tensión a labobina (1) se crea un campo magnético que se cierra a través del núcleo (2 a) y la ar-madura o martillo (2b) (de chapa magnética) .
El martillo (2 b) es atraído contra el núcleo (2 a) y transmite este movimiento, através de la palanca (3), al juego de contactos móviles (6), los cuales establecen co-nexión con los contactos fijos (8) . Al desexcitarse la bobina se abre el circuito entrelos contactos fijos (8) y móviles (6) y todo el mecanismo regresa a la posición de re-poso merced al muelle antagonista (9) .
Además de los elementos citados, cabe nombrar como partes de un contactorlos muelles (5), que aseguran la presión correcta de los contactos, y las cámaras (7)para la extinción del arco eléctrico que se forma en el momento de abrir los con-tactos .
Los contactores pueden accionarse a distancia por medio de pulsadores o pordispositivos automáticos diversos . Estos aparatos actúan en función del valor varia-
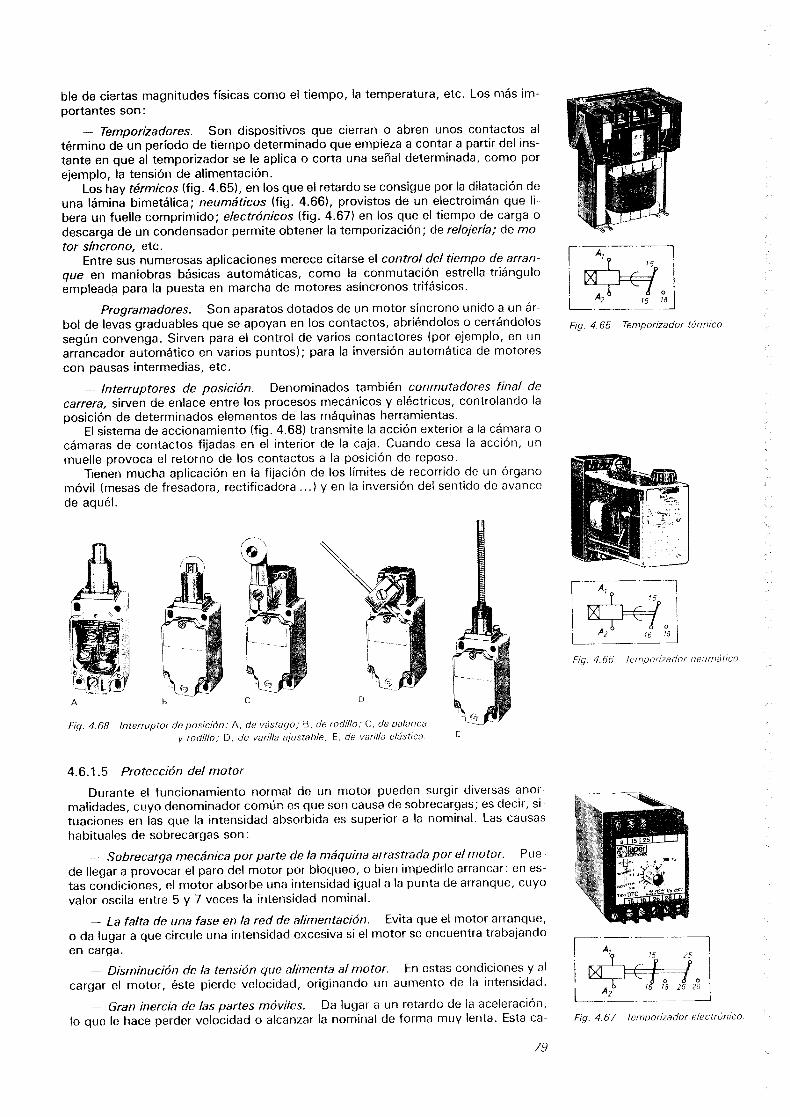
ble de ciertas magnitudes físicas como el tiempo, la temperatura, etc. Los más im-portantes son :
- Temporizadores .
Son dispositivos que cierran o abren unos contactos altérmino de un período de tiempo determinado que empieza a contar a partir del ins-tante en que al temporizador se le aplica o corta una señal determinada, como porejemplo, la tensión de alimentación .
Los hay térmicos (fig . 4.65), en los que el retardo se consigue por la dilatación deuna lámina bimetálica ; neumáticos (fig . 4.66), provistos de un electroimán que li-bera un fuelle comprimido ; electrónicos (fig . 4.67) en los que el tiempo de carga odescarga de un condensador permite obtener la temporización ; de relojería; de mo-tor síncrono, etc.
Entre sus numerosas aplicaciones merece citarse el control del tiempo de arran-que en maniobras básicas automáticas, como la conmutación estrella-triánguloempleada para la puesta en marcha de motores asíncronos trifásicos .
- Programadores.
Son aparatos dotados de un motor síncrono unido a un ár-bol de levas graduables que se apoyan en los contactos, abriéndolos o cerrándolossegún convenga . Sirven para el control de varios contactores (por ejemplo, en unarrancador automático en varios puntos) ; para la inversión automática de motorescon pausas intermedias, etc .
- Interruptores de posición.
Denominados también conmutadores final decarrera, sirven de enlace entre los procesos mecánicos y eléctricos, controlando laposición de determinados elementos dé las máquinas herramientas .
El sistema de accionamiento (fig . 4.68) transmite la acción exterior a la cámara ocámaras de contactos fijadas en el interior de la caja . Cuando cesa la acción, unmuelle provoca el retorno de los contactos a la posición de reposo .
Tienen mucha aplicación en la fijación de los límites de recorrido de un órganomóvil (mesas de fresadora, rectificadora . . .) y en la inversión del sentido de avancede aquél.
4.6 .1 .5
Protección del motor
D
Fig. 4.68
Interruptor de posición : A, de vástago; B, de rodillo, C, de palancay rodillo, D, de varilla ajustable, E, de varilla elástica .
Durante el funcionamiento normal de un motor pueden surgir diversas anor-malidades, cuyo denominador común es queson causa de sobrecargas ; es decir, si-tuaciones en las que la intensidad absorbida es superior a la nominal . Las causashabituales de sobrecargas son :
- Sobrecarga mecánica porparte de la máquina arrastrada por el motor.
Pue-de llegar a provocar el paro del motor por bloqueo, o bien impedirle arrancar : en es-tas condiciones, el motor absorbe una intensidad igual a la punta de arranque, cuyovalor oscila entre 5 y 7 veces la intensidad nominal .
- La falta de una fase en la red de alimentación .
Evita que el motor arranque,o da lugar a que circule una intensidad excesiva si el motor se encuentra trabajandoen carga.
- Disminución de la tensión que alimenta al motor.
En estas condiciones y alcargar el motor, éste pierde velocidad, originando un aumento de la intensidad .
- Gran inercia de las partes móviles.
Da lugar a un retardo de la aceleración,
79
AL- .
Fig. 4.65
Temporizador térmico.
Fig. 4.66
Temporizador neumático .
lo que le hace perder velocidad o alcanzar la nominal de forma muy lenta. Esta ca-
Fig. 4.67
Temporizador electrónico.
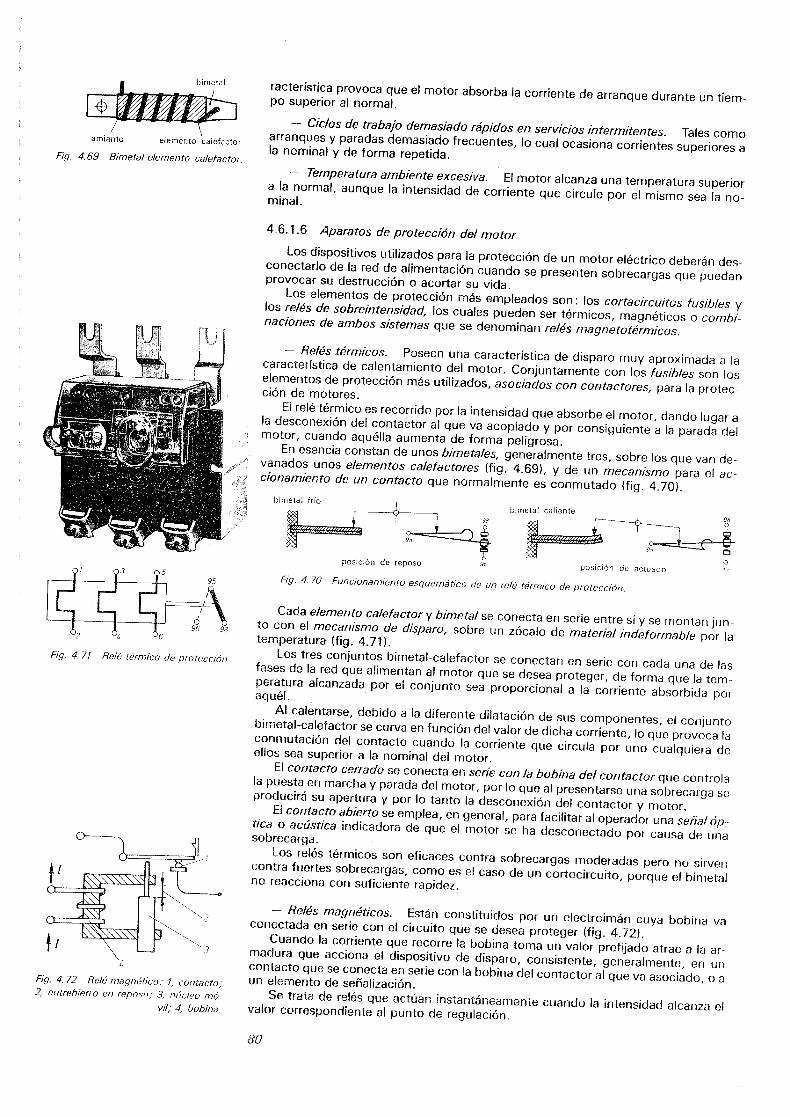
amianto
elemento calefactor
Fig. 4.69 Bimetal-elemento calefactor .
Fiq. 4.71
Relé térmico de protección.
bimetal
Fig. 4.72
Relé magnético. l, contacto ;2, entrehierro en reposo ; 3, núcleo mó-
vil; 4, bobina .
80
racterística provoca que el motor absorba la corriente de arranque durante un tiem-po superior al normal .- Ciclos de trabajo demasiado rápidos en servicios intermitentes.
Tales comoarranques y paradas demasiado frecuentes, lo cual ocasiona corrientes superiores ala nominal y de forma repetida .- Temperatura ambiente excesiva.
El motor alcanza una temperatura superiora la normal, aunque la intensidad de corriente que circule por el mismo sea la no-minal .
4 .6 .1 .6
Aparatos de protección del motorLos dispositivos utilizados para la protección de un motor eléctrico deberán des-conectarlo de la red de alimentación cuando se presenten sobrecargas que puedanprovocar su destrucción o acortar su vida .Los elementos de protección más empleados son : los cortacircuitos fusibles ylos relés de sobreintensidad, los cuales pueden ser térmicos, magnéticos o combi-naciones de ambos sistemas que se denominan relés magnetotérmicos .- Relés térmicos .
Poseen una característica de disparo muy aproximada a lacaracterística de calentamiento del motor. Conjuntamente con los fusibles son loselementos de protección más utilizados, asociados con contactores, para la protec-ción de motores .El relé térmico es recorrido por la intensidad que absorbe el motor, dando lugar ala desconexión del contactos al que va acoplado y por consiguiente a la parada delmotor, cuando aquélla aumenta de forma peligrosa .En esencia constan de unos bimetales, generalmente tres, sobre los que van de-vanados unos elementos calefactores (fig . 4.69), y de un mecanismo para el ac-cionamiento de un contacto que normalmente es conmutada (fig . 4 .70) .
birnetal fríobimetal caliente
s»tl
posición de reposo
>,
posición de actuadoFig. 4.70
Funcionamiento esquemático de un relé térmico de protección .
Cada elemento calefactor y Bimetal se conecta en serie entre sí y se montan jun-to con el mecanismo de disparo, sobre un zócalo de material indeformable por latemperatura (fig . 4.71) .Los tres conjuntos Bimetal-calefactor se conectan en serie con cada una de lasfases de la red que alimentan al motor que se desea proteger, de forma que la tem-peratura alcanzada por el conjunto sea proporcional a la corriente absorbida poraquél.Al calentarse, debido a la diferente dilatación de sus componentes, el conjuntoBimetal-calefactor se curva en función del valor de dicha corriente, lo que provoca laconmutación del contacto cuando la corriente que circula por uno cualquiera deellos sea superior a la nominal del motor.El contacto cerrado se conecta en serie con la bobina del contactosque controlala puesta en marcha y parada del motor, por lo que al presentarse una sobrecarga seproducirá su apertura y por lo tanto la desconexión del contactos y motor.El contacto abierto se emplea, en general, para facilitar al operador una señal óp-tica o acústica indicadora de que el motor se ha desconectado por causa de unasobrecarga .Los relés térmicos son eficaces contra sobrecargas moderadas pero no sirvencontra fuertes sobrecargas, como es el caso de un cortocircuito, porque el bimetalno reacciona con suficiente rapidez.
- Relés magnéticos.
Están constituidos por un electroimán cuya bobina vaconectada en serie con el circuito que se desea proteger (fig . 4.72) .Cuando la corriente que recorre la bobina toma un valor prefijado atrae a la ar-madura que acciona el dispositivo de disparo, consistente, generalmente, en uncontacto que se conecta en serie con la bobina del contactos al que va asociado, o aun elemento de señalización .Se trata de relés que actúan instantáneamente cuando la intensidad alcanza elvalor correspondiente al punto de regulación .
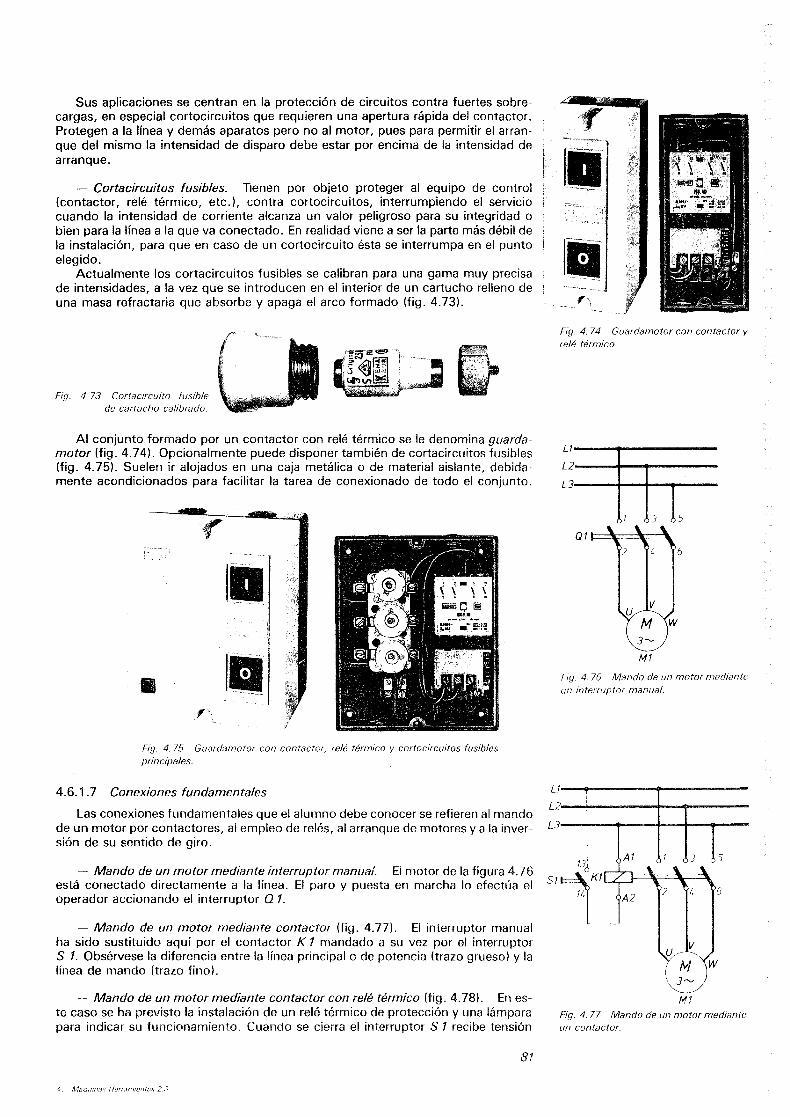
Sus aplicaciones se centran en la protección de circuitos contra fuertes sobre-cargas, en especial cortocircuitos que requieren una apertura rápida del contactor.Protegen a la línea y demás aparatos pero no al motor, pues para permitir el arranque del mismo la intensidad de disparo debe estar por encima de la intensidad dearranque .
- Cortacircuitos fusibles. Tienen por objeto proteger al equipo de control(contactor, relé térmico, etc .), contra cortocircuitos, interrumpiendo el serviciocuando la intensidad de corriente alcanza un valor peligroso para su integridad obien para la línea a la que va conectado. En realidad viene a ser la parte más débil dela instalación, para que en caso de un cortocircuito ésta se interrumpa en el puntoelegido .
Actualmente los cortacircuitos fusibles se calibran para una gama muy precisade intensidades, a la vez que se introducen en el interior de un cartucho relleno deuna masa refractaria que absorbe y apaga el arco formado (fig . 4.73) .
Fig. 4.73 Cortacircuito fusiblede cartucho calibrado.
Al conjunto formado por un contactor con relé térmico se le denomina guarda-motor (fig . 4.74) . Opcionalmente puede disponer también de cortacircuitos fusibles(fig . 4.75) . Suelen ir alojados en una caja metálica o de material aislante, debida-mente acondicionados para facilitar la tarea de conexionado de todo el conjunto .
4.6 .1 .7
Conexiones fundamentales
Las conexiones fundamentales que el alumno debe conocer se refieren al mandode un motor por contactores, al empleo de relés, al arranque de motores ya la inver-sión de su sentido de giro .
- Mando de un motormediante interruptor manual.
El motor de la figura 4.76está conectado directamente a la línea . El paro y puesta en marcha lo efectúa eloperador accionando el interruptor Q 1.
- Mando de un motor mediante contactor (fig . 4.77) .
El interruptor manualha sido sustituido aquí por el contactor K 1 mandado a su vez por el interruptorS 1. Obsérvese la diferencia entre la línea principal o de potencia (trazo grueso) y lalínea de mando (trazo fino).
- Mando de un motormediante contactor con relé térmico (fig . 4.78) .
En es-te caso se ha previsto la instalación de un relé térmico de protección y una lámparapara indicar su funcionamiento . Guando se cierra el interruptor S 1 recibe tensión
4 .
Má<7uura .s Nena%rnenlaa 2.3
Fig. 4.75
Guardarnotor con contactor, relé térmico y cortocircuitos fusiblesprincipales .
81
Fig. 4.74
Guardamotor con contactor yrelé térmico.
Ll
L2
L3'
01
rIT3 b5
M1
Fiq. 4. 76
Mando de un motor medianteun interruptor manual .
MFig. 4. 77
Mando de un motor medianteun contactor.
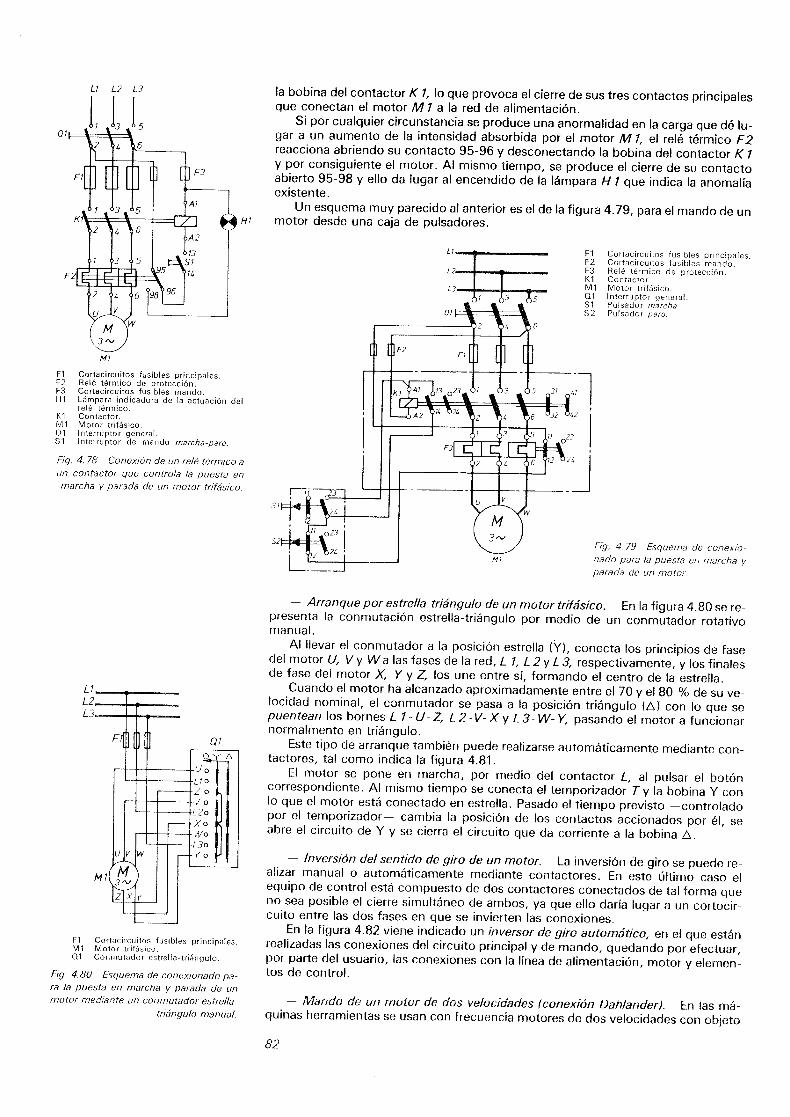
a
Fl
Cortacircuitos fusibles principales .F2 Relé térmico ..e protección .F3 Cortacircuitos fusibles mando .H1
Lámpara indicadora de la actuación delrelé térmico .
K1 Contacto,.M1 Motor trifásico .01
nterruptor general .S1 Interruptor de mando marcha-paro.
Fig. 4.78
Conexión de un relé térmico aun contactos que controla la puesta enmarcha y parada de un motor trifásico .
M1
F1
Cortacircuitos fusibles principales .M1 Motor trifásico .01
Conmutador estrella-triángulo .
Fig. 4.80
Esquema de conexionado pa-ra la puesta en marcha y parada de unmotormed;ante un conmutador estrella
triángulo manual.
N1
la bobina del contactos K 1, lo que provoca el cierre de sus tres contactos principalesque conectan el motor M 1 a la red de alimentación .
Si por cualquier circunstancia se produce una anormalidad en la carga que dé lu-gar a un aumento de la intensidad absorbida por el motor M 1, el relé térmico F2reacciona abriendo su contacto 95-96 y desconectando la bobina del contactos K 1y por consiguiente el motor. Al mismo tiempo, se produce el cierre de su contactoabierto 95-98 y ello da lugar al encendido de la lámpara H 1 que indica la anomalíaexistente.
Un esquema muy parecido al anterior es el de la figura 4.79, para el mando de unmotor desde una caja de pulsadores .
si
52
82
F1
Cortacircuitos fusibles principales .F2 Cortacircuitos fusibles mando .F3 Relé térmico de protección .K1 Contactos .M1 Motor trifásico .Ql
Interruptor general .Sl
Pulsador marcha01 k
=
-~
S2
Pulsador paro.
,-ig . 4.79 Esquema de conexio-nado para la puesta en marcha yparada de un motor.
- Arranque por estrella-triángulo de un motor trifásico .
En la figura 4.80 se re-presenta la conmutación estrella-triángulo por medio de un conmutador rotativomanual .
Al llevar el conmutador a la posición estrella (Y), conecta los principios de fasedel motor U, VyWa las fases de la red, L 1, L 2y L 3, respectivamente, y los finalesde fase del motor X, Y y Z, los une entre sí, formando el centro de la estrella .
Cuando el motor ha alcanzado aproximadamente entre el 70 y el 80 % de su ve-locidad nominal, el conmutador se pasa a la posición triángulo (A) con lo que sepuentean los bornes L 1-U-Z, L2-V-X y L3-W-Y, pasando el motor a funcionarnormalmente en triángulo .
Este tipo de arranque también puede realizarse automáticamente mediante con-tactores, tal como indica la figura 4.81 .
El motor se pone en marcha, por medio del contactos L, al pulsar el botóncorrespondiente . Al mismo tiempo se conecta el temporizador T y la bobina Y conlo que el motor está conectado en estrella . Pasado el tiempo previsto -controladopor el temporizador- cambia la posición de los contactos accionados por él, seabre el circuito de Y y se cierra el circuito que da corriente a la bobina A .
- Inversión del sentido de giro de un motor.
La inversión de giro se puede re-alizar manual o automáticamente mediante contactores. En este último caso elequipo de control está compuesto de dos contactores conectados de tal forma queno sea posible el cierre simultáneo de ambos, ya que ello daría lugar a un cortocir-cuito entre las dos fases en que se invierten las conexiones .
En la figura 4 .82 viene indicado un inversor de giro automático, en el que estánrealizadas las conexiones del circuito principal y de mando, quedando por efectuar,por parte del usuario, las conexiones con la línea de alimentación, motor y elemen-tos de control.
- Mando de un motor de dos velocidades (conexión Dahlander) .
En las má-quinas herramientas se usan con frecuencia motores de dos velocidades con objeto
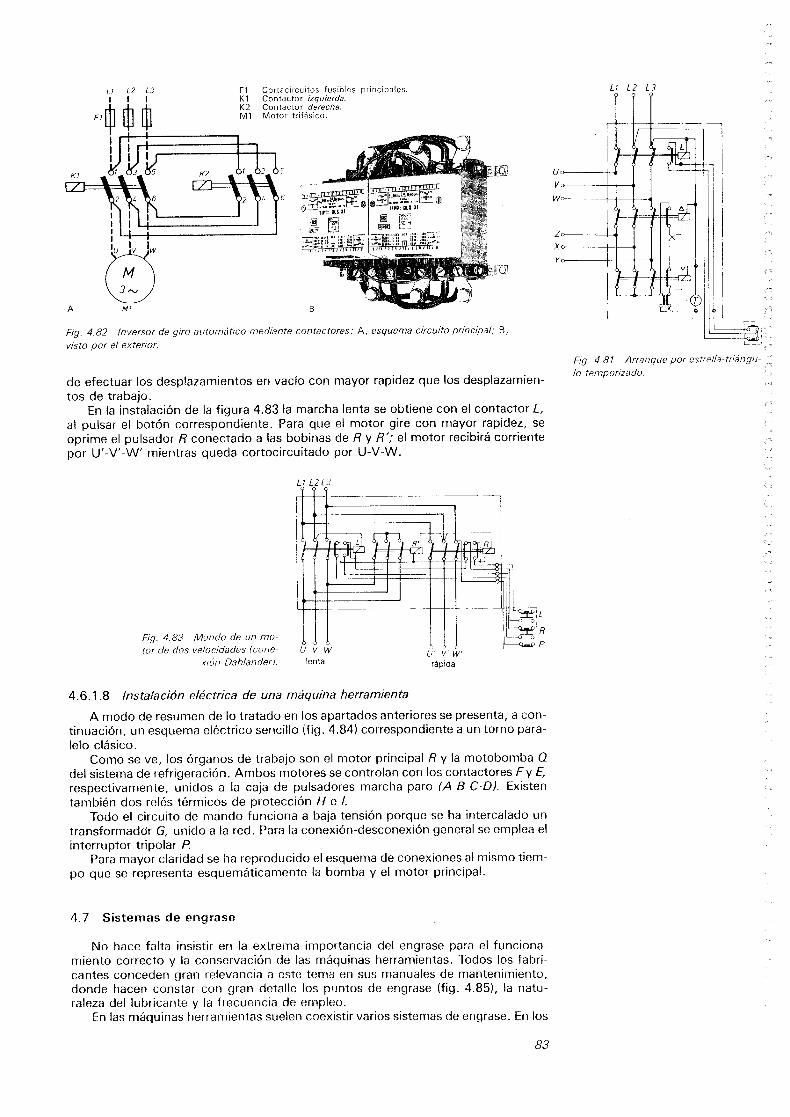
L1 L2 L3
Fli (
K1
F1/// 1
M1
A M1
K2
4.7
Sistemas de engrase
1 3 5
m,, 6
Cortacircuitos fusibles principales .Contactor izquierda .Contactor derecha .Motor trifásico .
L1 L2L3
Fig. 4.83 Mando de un mo-
tor de dos velocidades (conexión Dahlander).
lentaU V W
4 .6 .1 .8
Instalación eléctrica de una máquina herramienta
Fig . 4 .82
Inversor de giro automático mediante contactores : A, esquema circuito principal; B,
visto por el exterior.
de efectuar los desplazamientos en vacío con mayor ranir_iez que los desplazamien-tos de trabajo .
En la instalación de la figura 4 .83 la marcha lenta se obtiene con el contactos L,al pulsar el botón correspondiente. Para que el motor gire con mayor rapidez, seoprime el pulsador R conectado a las bobinas de R y R'; el motor recibirá corrientepor U'-V'-W' mientras queda cortocircuitado por U-V-W.
A modo de resumen de lo tratado en los apartados anteriores se presenta, a con-tinuación, un esquema eléctrico sencillo (fig . 4.84) correspondiente a un torno para-lelo clásico .
Como se ve, los órganos de trabajo son el motor principal R y la motobomba Qdel sistema de refrigeración . Ambos motores se controlan con los contactores Fy E,respectivamente, unidos a la caja de pulsadores marcha-paro (A-8-C-D). Existentambién dos relés térmicos de protección H e 1 .
Todo el circuito de mando funciona a baja tensión porque se ha intercalado untransformador G, unido a la red . Para la conexión-desconexión general se emplea elinterruptor tripolar P.
Para mayor claridad se ha reproducido el esquema de conexiones al mismo tiem-po que se representa esquemáticamente la bomba y el motor principal.
No hace falta insistir en la extrema importancia del engrase para el funciona-miento correcto y la conservación de las máquinas herramientas . Todos los fabri-cantes conceden gran relevancia a este tema en sus manuales de mantenimiento,donde hacen constar con gran detalle los puntos de engrase (fig . 4 .85), la natu-raleza del lubricante y la frecuencia de empleo .
En las máquinas herramientas suelen coexistir varios sistemas de engrase. En los
83
L1 L2 L3
Fig . 4 .81
Arranque por estrella-triángu-
lo temporizado .
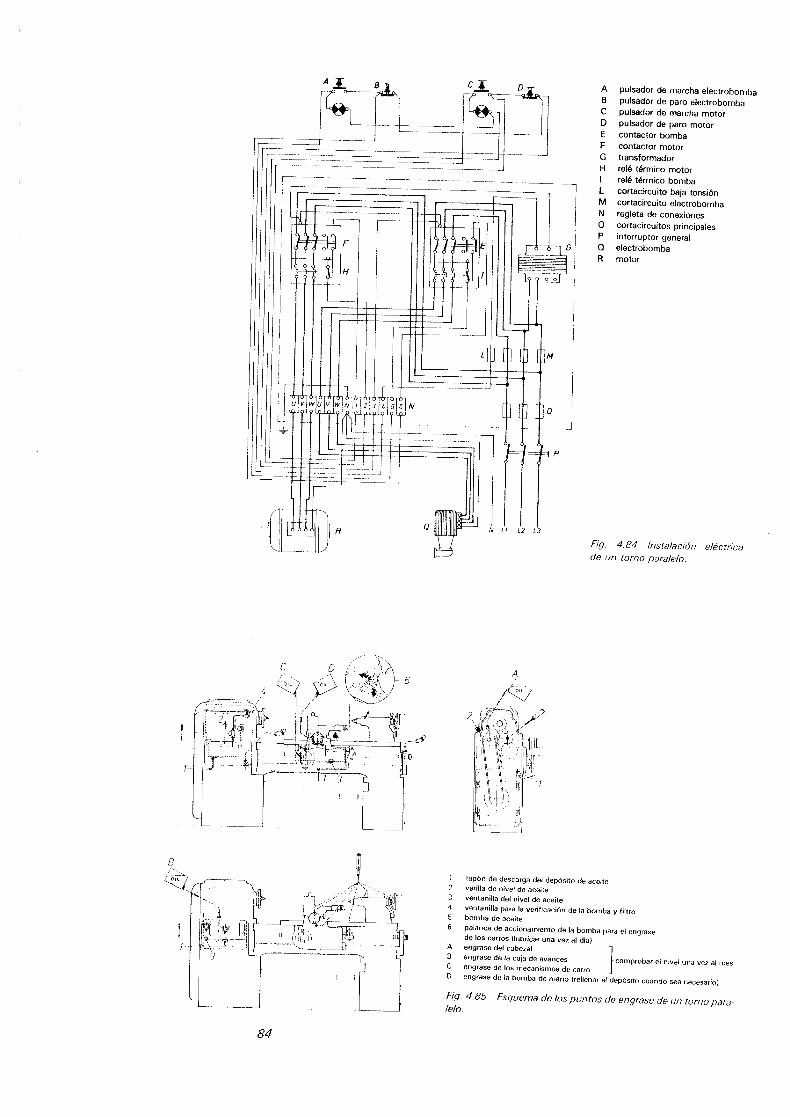
84
A
pulsador de marcha electrobombaB
pulsador de paro electrobombaC
pulsador de marcha motorD
pulsador de paro motorE
contactor bombaF
contactor motorG transformadorH
relé térmico motorI
relé térmico bombaL
cortacircuito baja tensiónM
cortacircuito electrobombaN
regleta de conexionesO
cortacircuitos principalesP
interruptor generalO electrobombaR motor
Fig. 4.84 Instalación eléctricade un torno paralelo .
1
tapón de descarga del depósito de aceite2
varilla de nivel de aceite3
ventanilla del nivel de aceite4
ventanilla para la verificación de la bomba y filtro5
bomba de aceite6
palanca de accionamiento de la bomba para el engrasede los carros (lubricar una vez al día)
A
engrase del cabezalB
engrase de la caja de avances
comprobar el nivel una vez al mesC
engrase de los mecanismos de carroD
engrase de la bomba de mano (rellenar el depósito cuando sea necesario)
Fig. 4.85
Esquema de lospuntos de engrase de un torno para-lelo .
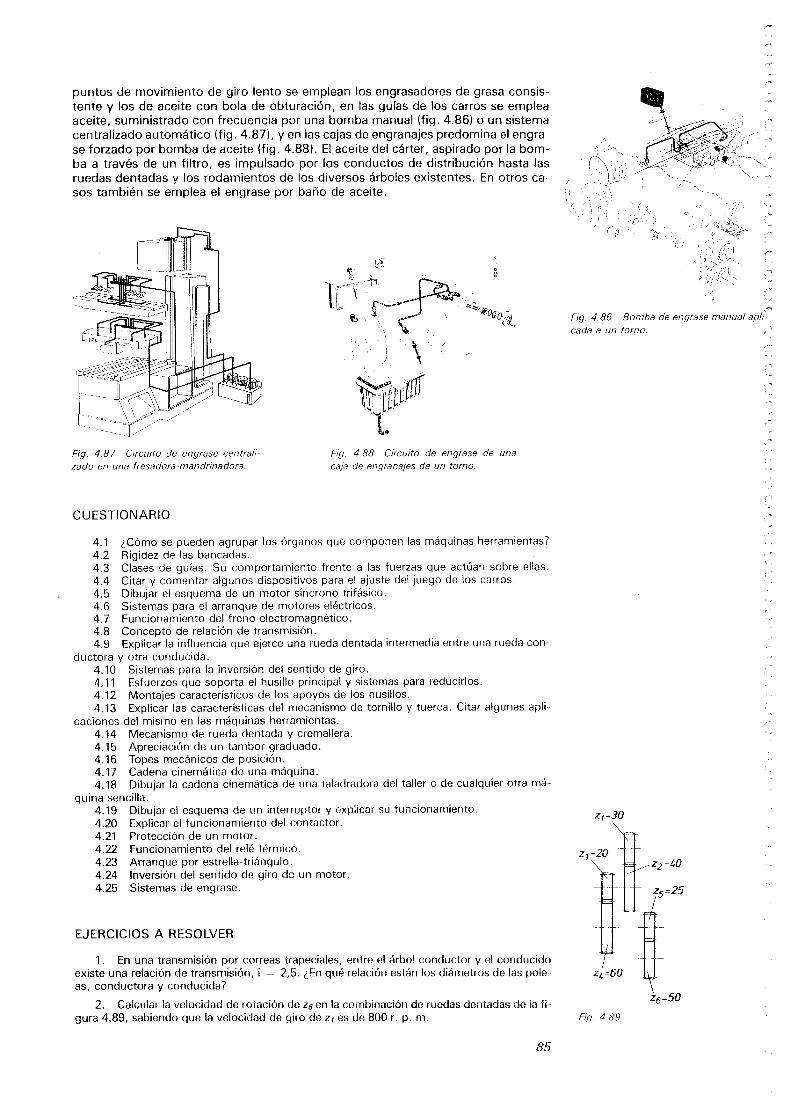
puntos de movimiento de giro lento se emplean los engrasadores de grasa consis-tente y los de aceite con bola de obturación, en las guías de los carros se empleaaceite, suministrado con frecuencia por una bomba manual (fig . 4.86) o un sistemacentralizado automático (fig . 4.87), y en las cajas de engranajes predomina el engra-se forzado por bomba de aceite (fig . 4 .88) . El aceite del cárter, aspirado por la bom-ba a través de un filtro, es impulsado por los conductos de distribución hasta lasruedas dentadas y los rodamientos de los diversos árboles existentes . En otros ca-sos también se emplea el engrase por baño de aceite .
CUESTIONARIO
EJERCICIOS A RESOLVER
Fig. 4.87 Circuito de engrase centrali-
Fig. 4.88 Circuito de engrase de unazado en una fresadora-mandrinadora .
caja de engranajes de un torno.
4 .1
¿Cómo se pueden agrupar los órganos que componen las máquinas herramientas?4.2
Rigidez de las bancadas .4 .3 Clases de guías . Su comportamiento frente a las fuerzas que actúan sobre ellas .4 .4
Citar y comentar algunos dispositivos para el ajuste del juego de los carros .4.5
Dibujar el esquema de un motor síncrono trifásico .4 .6
Sistemas para el arranque de motores eléctricos .4 .7
Funcionamiento del freno electromagnético .4 .8
Concepto de relación de transmisión .4.9
Explicar la influencia que ejerce una rueda dentada intermedia entre una rueda con-ductora y otra conducida .
4.10
Sistemas para la inversión del sentido de giro .4 .11
Esfuerzos que soporta el husillo principal y sistemas para reducirlos .4.12
Montajes característicos de los apoyos de los husillos .4.13
Explicar las características del mecanismo de tornillo y tuerca . Citar algunas apli-caciones del mismo en las máquinas herramientas .
4.14
Mecanismo de rueda dentada y cremallera .4.15
Apreciación de un tambor graduado .4.16
Topes mecánicos de posición .4 .17
Cadena cinemática de una máquina .4.18
Dibujar la cadena cinemática de una taladradora del taller o de cualquier otra má-quina sencilla .
4.19
Dibujar el esquema de un interruptor y explicar su funcionamiento .4.20
Explicar el funcionamiento del contactor .4.21
Protección de un motor .4.22
Funcionamiento del relé térmico .4.23
Arranque por estrella-triángulo .4.24
Inversión del sentido de giro de un motor .4.25
Sistemas de engrase .
1 .
En una transmisión por correas trapeciales, entre el árbol conductor y el conducidoexiste una relación de transmisión, i = 2,5 . ¿En qué relación están los diámetros de las pole-as, conductora y conducida?
2 .
Calcularla velocidad de rotación de zs en la combinación de ruedas dentadas de la fi-gura 4.89, sabiendo que la velocidad de giro de zr es de 800 r . p . m .
85
Fig. 4.86
Bomba de engrase manual apl,'.7cada a un torno.
Fig. 4.89
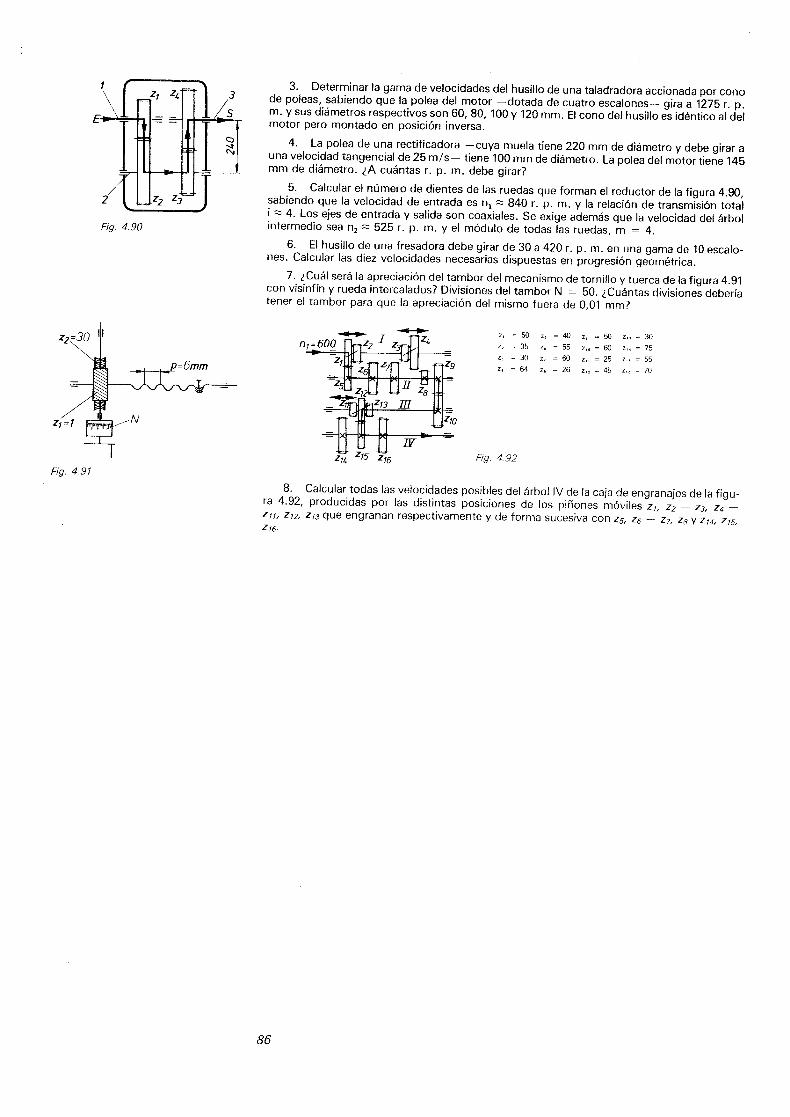
Fig. 4.90
Fig. 4.91
3 .
Determinarla gama de velocidades del husillo de una taladradora accionada por conode poleas, sabiendo que la polea del motor -dotada de cuatro escalones- gira a 1275 r . p .m . y sus diámetros respectivos son 60, 80, 100 y 120 mm . El cono del husillo es idéntico al delmotor pero montado en posición inversa .
4 .
La polea de una rectificadora -cuya rnuela tiene 220 mm de diámetro y debe girar auna velocidad tangencial de 25 m/s- tiene 100 mm de diámetro . La polea del motor tiene 145mm de diámetro . ¿A cuántas r . p . m . debe girar?5 .
Calcular el número de dientes de las ruedas que forman el reductor de la figura 4.90,sabiendo que la velocidad de entrada es n, ;-- 840 r . p . m . y la relación de transmisión totali z: 4 . Los ejes de entrada y salida son coaxiales . Se exige además que la velocidad del árbolintermedio sea n 2 -- 525 r . p . m . y el módulo de todas las ruedas, m = 4 .
6 .
El husillo de una fresadora debe girar de 30 a 420 r . p . m . en una gama de 10 escalo-nes . Calcular las diez velocidades necesarias dispuestas en progresión geométrica .
7 . ¿Cuál será la apreciación del tambor del mecanismo de tornillo y tuerca de la figura 4.91con visinfín y rueda intercalados? Divisiones del tambor N = 50 . ¿Cuántas divisiones deberíatener el tambor para que la apreciación del mismo fuera de 0,01 mm?
Fig. 4.92
z. = 50
40 z , - 50 z � = 30z, = 35 z, = 55 z � = 60 z � = 75z, = 30
z, = 60 z � = 25 z � = 55z, = 64
z, = 26 z � = 45 z � = 70
8 .
Calcular todas las velocidades posibles del árbol IV de la caja de engranajes de la figu-ra 4.92, producidas por las distintas posiciones de los piñones móviles z r, z2 - z3, z 4 -z » , z i2, z,3 que engranan respectivamente y de forma sucesiva con z5, z 6 - z 7, z8 y z,4, z,5,z 16.
Tema 5 .
Condiciones de trabajo
EXPOSICIÓN DEL TEMA
El problema fundamental del mecanizado, dando por sentada la obtención de lacalidad exigida en cada caso, es la optimización de la producción ; es decir, lo que sepretende lograr es la máxima producción con el mínimo costo.
Para ello es preciso tener un conocimiento profundo de todos los factores queintervienen en el corte, y en general, de las condiciones técnicas en las que se reali-za el trabajo .
Los factores fundamentales que inciden de forma directa en la producción y ren-dimiento de las máquinas herramientas son :
- Velocidad de corte.- Fuerza de corte .- Potencia de corte .- Tiempos de mecanizado .
Estos conceptos van relacionados entre sí y, a su vez, cada uno de ellos estásupeditado a otros que pueden hacerlos variar considerablemente . Como ejemplose indican algunos de estos factores : dureza y clase del material, refrigeración de lapieza y de la herramienta, clase de material de la herramienta, posición de la aristade corte de la herramienta, avance y profundidad de corte, etc.
En cuanto al cálculo de la velocidad de corte, fuerza de corte, potencia de cortey tiempos de mecanizado de algunas de las principales máquinas herramientas, yase hizo su estudio en las Tecnologías y Técnicas Gráficas de los cursos anteriores .
5.1
Velocidad de corte
Se llama velocidad de corte a la velocidad relativa instantánea de los puntos dela pieza y la herramienta (arista de corte) que están en contacto .
Se denomina velocidad relativa porque puede ser que la pieza se mueva y la he-rramienta esté fija -caso del torno- o bien al revés -casode la cepilladura- e, in-cluso, ambas pueden girar a velocidades diferentes, como en la rectificadora cilín-drica .
La velocidad de corte se expresa en metros por minutos o metros por segundo yse calcula en cada caso según la naturaleza del movimiento de corte (circular, rec-tilíneo . . . ) empleando las fórmulas que el alumno conoce .
No obstante, dichos valores son puramente teóricos porque las fórmulas cine-máticas no tienen en cuenta otros factores no menos importantes como el desgastede la herramienta, la sección de viruta separada, la refrigeración, etc.
5.1 .1
Velocidad económica de corte
Está claro que la velocidad de corte no puede establecerse arbitrariamente . Unavelocidad pequeña, aunque conserva mucho tiempo el filo de la herramienta, traeconsigo la duración excesiva de la operación de mecanizado ; por el contrario, si la
87
y
0,2.
88
velocidad es elevada, la herramienta se desgasta con rapidez y debe reafilarse confrecuencia, lo que origina un incremento de los tiempos accesorios y del coste deherramientas (éstas duran menos) que puede no compensar el aumento de pro-ducción experimentado.Así se llega a un punto de equilibrio entre los factores del corte que correspondea la velocidad económica de corte. Esta velocidad es la que permite obtener la máxi-ma cantidad de viruta con un coste mínimo .Como se puede comprobar, la velocidad económica de corte depende demuchos factores, estudiados por notables investigadores (Taylor, Denis, Kronnen-berg . � ) y que afectan a la herramienta, al material y como consecuencia al proceso.Por esta razón se acude en cada caso a tablas o ábacos que permiten calcular lavelocidad económica con rapidez, en lugar de dedicarse a realizar complicadoscálculos analíticos . Los datos de las tablas se definen experimentalmente para un in-tervalo de tiempo comprendido entre dos afilados consecutivos y que se llama dura-ción del útil. Suelen determinarse velocidades de corte para una duración del útil de60 minutos (veo), si se trata de herramientas de acero rápido ; y duraciones de 240,480, etc ., (vzao, v~ . . .) para metal duro .
5 .1 .2
Determinación de la velocidad de corte por la duración del afiladoEsta teoría fue desarrollada por Taylor después de una larga serie de obser-vaciones sistemáticas . Para ello definió doce variables que intervienen en el corte,fijó arbitrariamente el valor de diez de ellas en sus experimentaciones y se dedicó avariar la velocidad de corte para estudiar su influencia en la duración del filo o últimavariable .El resultado de los ensayos fue el hallazgo de una ecuación muy sencilla que re-laciona la velocidad de corte de una herramienta con el tiempo que transcurre entredos afilados consecutivos ; es la llamada ley de Taylor.
5.1 .2 .1
Cálculo del valor n
i
v2 =
vi (TIz
log vy + n ~ log T, = log v2 + n - log TZ
n (log T, - log T2 ) = log v2 - log Vi
Dicha ley establece que el producto v . T" es constante ; el exponente n es unvalor propio de cada material de la herramienta que se determina prácticamente.La expresión anterior puede transformarse en otra equivalente :
[5.2A]
[5.2 B1
En ella Ti, T2 son los tiempos de duración del filo de una herramienta y vi, v2 las velo-cidades de corte respectivamente aplicadas . No obstante, la notación que se usa se basa en eltiempo concreto en minutos que dura un afilado ; o sea, si la duración del filo es de 60 minu-tos, el tiempos se indica T6o y la velocidad correspondiente v6o.
Ya se ha indicado que n es un coeficiente experimental cuyo valor depende delmaterial de la herramienta y, en consecuencia, es un dato normalmente conocido .Sin embargo, si se tienen las velocidades y los tiempos correspondientes a dos en-sayos, se puede calcular n a partir de la fórmula [5.2A] :
[5 .3]
Para herramientas de acero rápido n vale entre 0,09 a 0,125 y para metal duro
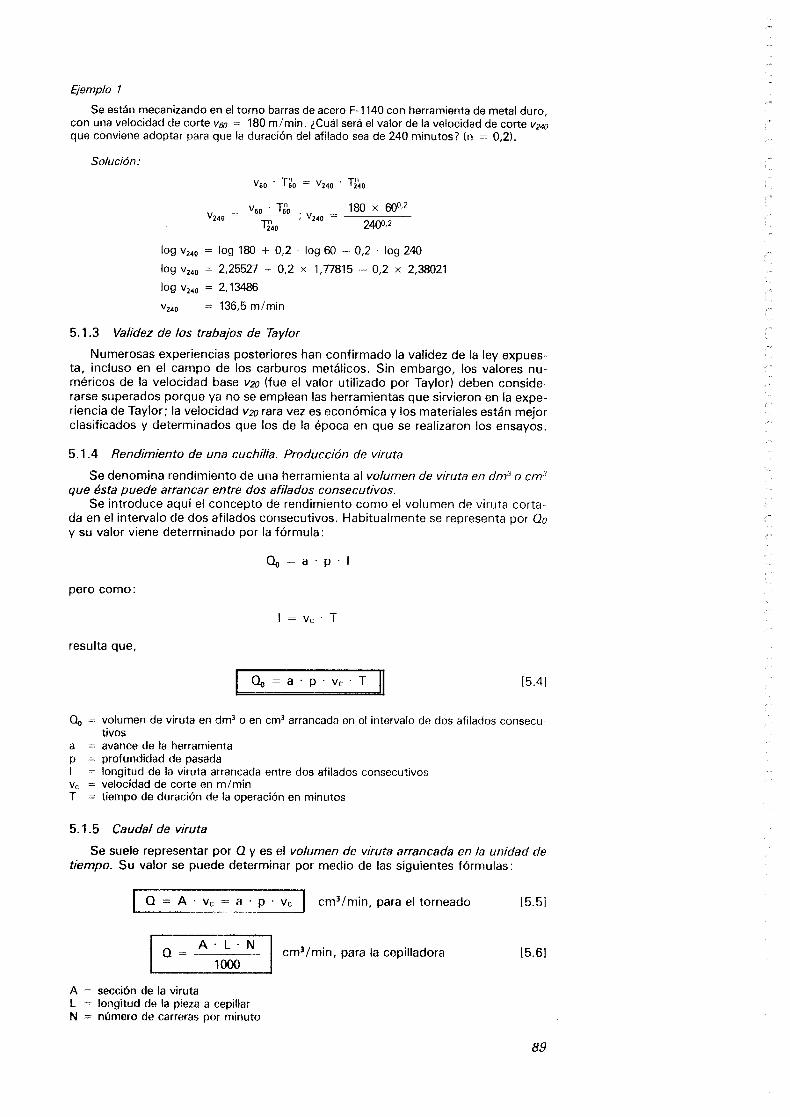
Ejemplo 1
Se están mecanizando en el torno barras de acero F-1140 con herramienta de metal duro,con una velocidad de corte vso = 180 m/min . ¿Cuál será el valor de la velocidad de corte v2aoque conviene adoptar para que la duración del afilado sea de 240 minutos? (n = 0,2) .
Solución :
5.1 .3
Validez de los trabajos de Taylor
Vs0 ' T60 = V240 ' T240
v6o - T¿0
_ 180 x 60 1,1V240 =
Tn
; V240
24T240
1 o9 V240 = log 180 + 0,2 - log 60 - 0,2 - log 2401og V240 = 2,25527 + 0,2 x 1,77815 - 0,2 x 2,38021
1o9 V240 = 2,13486
V240
= 136,5 m/min
Numerosas experiencias posteriores han confirmado la validez de la ley expues-ta, incluso en el campo de los carburos metálicos. Sin embargo, los valores nu-m°r,cos de la velocidad base v2o (fue el valor utilizado por Taylor ) deben considerarse superados porque ya no se emplean las herramientas que sirvieron en la expe-riencia de Taylor ; la velocidad veo rara vez es económica y los materiales están mejorclasificados y determinados que los de la época en que se realizaron los ensayos .
5.1 .4
Rendimiento de una cuchilla . Producción de viruta
Se denomina rendimiento de una herramienta al volumen de viruta en dm3 o cm3que ésta puede arrancar entre dos afilados consecutivos .
Se introduce aquí el concepto de rendimiento como el volumen de viruta corta-da en el intervalo de dos afilados consecutivos . Habitualmente se representa por Qoy su valor viene determinado por la fórmula :
pero como :
resulta que,
5.1 .5
Caudal de viruta
1=v,-T
[5.41
Q0 = volumen de viruta en dm3 o en cm3 arrancada en el intervalo de dos afilados consecu-tivos
a
= avance de la herramientap
= profundidad de pasada1
= longitud de la viruta arrancada entre dos afilados consecutivosv, = velocidad de corte en m/minT
= tiempo de duración de la operación en minutos
Se suele representar por Q y es el volumen de viruta arrancada en la unidad detiempo . Su valor se puede determinar por medio de las siguientes fórmulas :
Q = A . vc = a . p-v°1 cm3 /min, para el torneado [5 .51
-.
Q
A -N cm3 /min, para la cepilladora [5 .61
1000
A = sección de la virutaI_ = longitud de la pieza a cepillarN = número de carreras por minuto
89
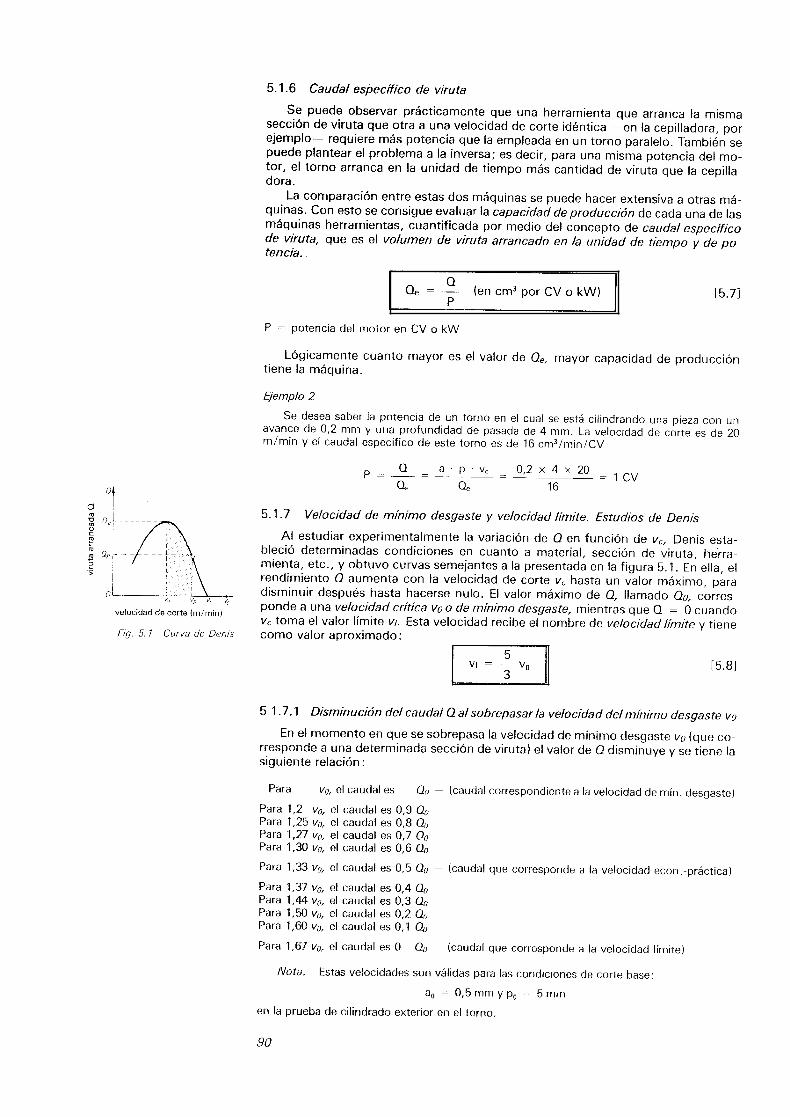
11
velocidad de corte (m/min)
Fig. 5. 1
Curva de Denis
90
5 .1 .6
Caudal específico de viruta
Se puede observar prácticamente que una herramienta que arranca la mismasección de viruta que otra a una velocidad de corte idéntica -en la cepilladora, porejemplo- requiere más potencia que la empleada en un torno paralelo . También sepuede plantear el problema a la inversa ; es decir, para una misma potencia del mo-tor, el torno arranca en la unidad de tiempo más cantidad de viruta que la cepilla-dora .
La comparación entre estas dos máquinas se puede hacer extensiva a otras má-quinas . Con esto se consigue evaluar la capacidad de producción de cada una de lasmáquinas herramientas, cuantificada por medio del concepto de caudal específicode viruta, que es el volumen de viruta arrancado en la unidad de tiempo y de po-tencia .
P = potencia del motor en CV o kW
Ejemplo 2
Para 1,2 vo, el caudal es 0,5 QoPara 1,25 vo, el caudal es 0,8 QoPara 1,27 vo, el caudal es 0,7 QoPara 1,30 vo, el caudal es 0,6 QoPara 1,33 vo, el caudal es 0,5 Qo -Para 1,37 vo, el caudal es 0,4 QoPara 1,44 vo , el caudal es 0,3 QoPara 1,50 yo, el caudal es 0,2 QoPara 1,60 vo, el caudal es 0,1 Qo
Qe = P
(en cm' por CV o kW)
Lógicamente cuanto mayor es el valor de Qe, mayor capacidad de produccióntiene la máquina .
Se desea saber la potencia de un torno en el cual se está cilindrando una pieza con unavance de 0,2 mm y una profundidad de pasada de 4 mm . La velocidad de corte es de 20m/min y el caudal específico de este torno es de 16 cm3/min/CV
P= Q _ a~p , v, - 0,2 x4 x20 =1 CVQe
16
5.1 .7
Velocidad de mínimo desgaste y velocidad límite. Estudios de DenisAl estudiar experimentalmente la variación de Q en función de v,, Denis esta-
bleció determinadas condiciones en cuanto a material, sección de viruta, herra-mienta, etc ., y obtuvo curvas semejantes a la presentada en la figura 5 .1 . En ella, elrendimiento Q aumenta con la velocidad de corte v, hasta un valor máximo, paradisminuir después hasta hacerse nulo . El valor máximo de Q, llamado Qo, corres-ponde a una velocidad crítica vo o de mínimo desgaste, mientras que Q = 0 cuandovc toma el valor límite vi. Esta velocidad recibe el nombre de velocidad límite y tienecomo valor aproximado :
Para 1,67 vo, el caudal es 0
Qo - (caudal que corresponde a la velocidad límite)
Nota .
Estas velocidades son válidas para las condiciones de corte base :aa = 0,5 mm y p o = 5 mm
en la prueba de cilindrado exterior en el torno .
[5 .71
[5.81
5.1 .7 .1
Disminución del caudal Q al sobrepasarla velocidad delmínimo desgaste voEn el momento en que se sobrepasa la velocidad de mínimo desgaste vo (que co-
rresponde a una determinada sección de viruta) el valor de Q disminuye y se tiene lasiguiente relación :
Para
vo, el caudal es
Qo - (caudal correspondiente a la velocidad de mín . desgaste)
(caudal que corresponde a la velocidad econ .-práctica)
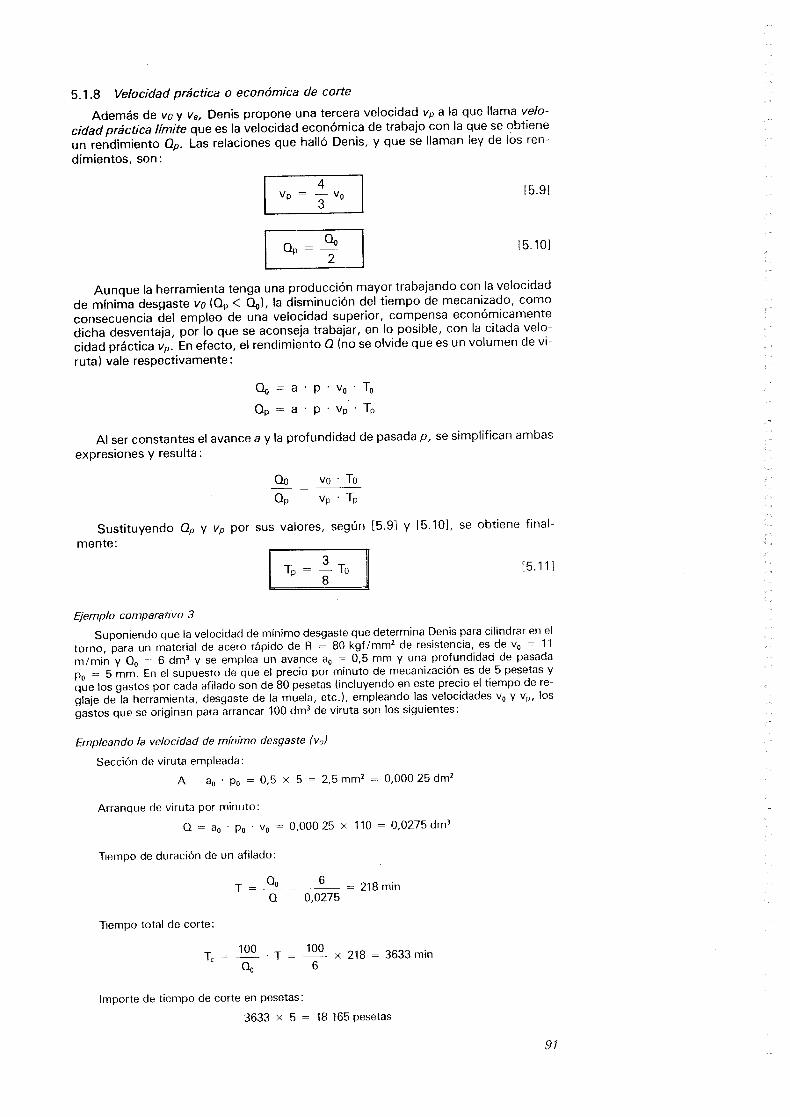
5.1 .8
Velocidad práctica o económica de corte
Además de voy ve, Denis propone una tercera velocidad vp a la que llama velo-cidadpráctica límite que es la velocidad económica de trabajo con la que se obtiene
un rendimiento Qp. Las relaciones que halló Denis, y que se llaman ley de los ren-
dimientos, son :
Aunque la herramienta tenga una producción mayor trabajando con la velocidad
de mínima desgaste vo (Qp < Qo), la disminución del tiempo de mecanizado, como
consecuencia del empleo de una velocidad superior, compensa económicamentedicha desventaja, por lo que se aconseja trabajar, en lo posible, con la citada velo-
cidad práctica vp . En efecto, el rendimiento Q (no se olvide que es un volumen de vi-
ruta) vale respectivamente :
Al ser constantes el avance a y la profundidad de pasada p,expresiones y resulta
Sustituyendomente :
Qp y
Ejemplo comparativo 3
-_ a . p . vo . lo
Qp=a-p-vp - Tp
Qo
vo - To
Empleando la velocidad de mínimo desgaste (vo)
Qp
vp - Tp
vp por sus valores, según [5 .91 y [5.101, se obtiene final-
Suponiendo que la velocidad de mínimo desgaste que determina Denis para cilindrar en eltorno, para un material de acero rápido de R = 80 kgf/mm2 de resistencia, es de vo = 11m/min y Qo = 6 dm3 y se emplea un avance ao = 0,5 mm y una profundidad de pasadapo = 5 mm. En el supuesto de que el precio por minuto de mecanización es de 5 pesetas yque los gastos por cada afilado son de 80 pesetas (incluyendo en este precio el tiempo de re-glaje de la herramienta, desgaste de la muela, etc.), empleando las velocidades vo y vp, losgastos que se originan para arrancar 100 dm3 de viruta son los siguientes :
Sección de viruta empleada :
A = ao - po = 0,5 x 5 = 2,5 mm2 = 0,000 25 dm2
Arranque de viruta por minuto :
Q = ao - po - vo = 0,000 25 x 110 = 0,0275 dm3
Tiempo de duración de un afilado :
Tiempo total de corte :
Importe de tiempo de corte en pesetas :
T =
Qo
=
6
= 218 minQ 0,0275
Tc -
100 . T =
100
x 218 = 3633 minQo 6
3633 x 5 = 18 165 pesetas
se simplifican ambas
9 1
4vp = vo [5 .91
3
Qp_Qo [5.1012
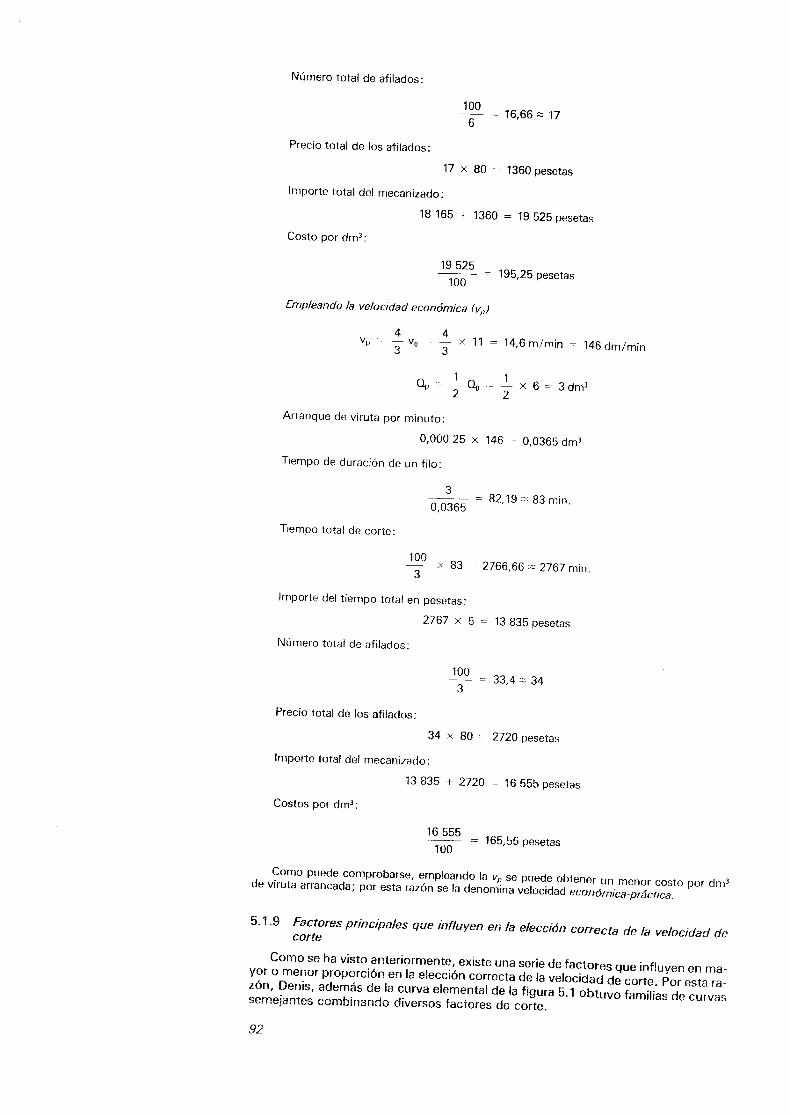
92
Número total de afilados :
Precio total de los afilados :
Importe total del mecanizado :
18 165 + 1360 = 19 525 pesetas
Costo por dm3 :
Empleando la velocidad económica (vp)
Arranque de viruta por minuto :
0,000 25 x 146 = 0,0365 dm3
Tiempo de duración de un filo :
Tiempo total de corte :
Importe del tiempo total en pesetas :
2767 x 5 = 13 835 pesetas
Número total de afilados :
Precio total de los afilados :
Costos por dm3 :
4 4vp = 3 vo =
3x 11 = 14,6 m/min = 146 dm/min
~p= 2 Go= 2 x6 =3 dm3
100 x 83 = 2766,66 z 2767 min.3
17 x 80 = 1360 pesetas
19 525
= 195,25 pesetas100
-3
= 8219,
83 min .0,0365
1003
1006
= 16,66 z 17
= 33,4 z 34
34 x 80 = 2720 pesetas
Importe total del mecanizado :
13 835 + 2720 = 16 555 pesetas
16 555
= 165,55 pesetas100
Como puede comprobarse, empleando la vp se puede obtener un menor costo por dm3de viruta arrancada ; por esta razón se la denomina velocidad económica-práctica.
5.1 .9
Factores principales que influyen en la elección correcta de la velocidad decorte
Como se ha visto anteriormente, existe una serie de factores que influyen en ma-yor o menor proporción en la elección correcta de la velocidad de corte . Por esta ra-zón, Denis, además de la curva elemental de la figura 5.1 obtuvo familias de curvassemejantes combinando diversos factores de corte .
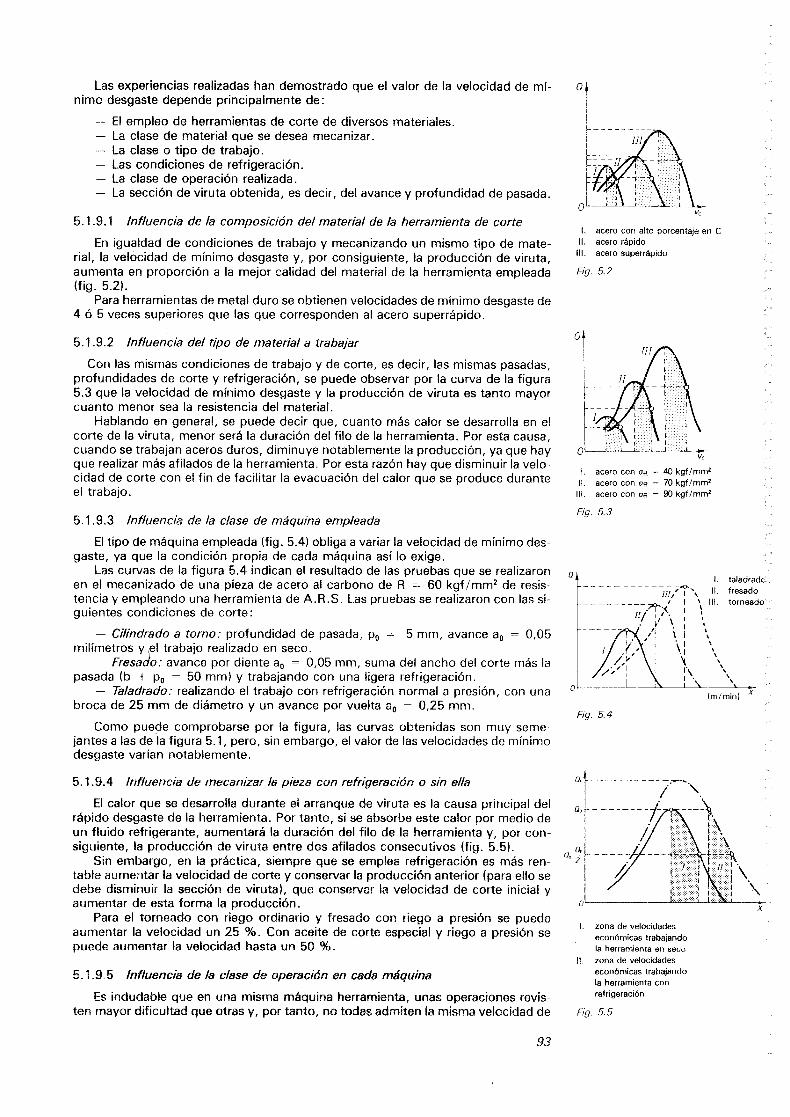
Las experiencias realizadas han demostrado que el valor de la velocidad de mí-
alnimo desgaste depende principalmente de :
- El empleo de herramientas de corte de diversos materiales .- La clase de material que se desea mecanizar .- La clase o tipo de trabajo .- Las condiciones de refrigeración .- La clase de operación realizada .- La sección de viruta obtenida, es decir, del avance y profundidad de pasada .
5.1 .9 .1
Influencia de la composición del material de la herramienta de corteEn igualdad de condiciones de trabajo y mecanizando un mismo tipo de mate-
rial, la velocidad de mínimo desgaste y, por consiguiente, la producción de viruta,aumenta en proporción a la mejor calidad dei material de la herramienta empleada(fig . 5 .2) .
Para herramientas de metal duro se obtienen velocidades de mínimo desgaste de4 ó 5 veces superiores que las que corresponden al acero superrápido .
5.1 .9.2
Influencia del tipo de material a trabajarCon las mismas condiciones de trabajo y de corte, es decir, las mismas pasadas,
profundidades de corte y refrigeración, se puede observar por la curva de la figura5.3 que la velocidad de mínimo desgaste y la producción de viruta es tanto mayorcuanto menor sea la resistencia del material .
Hablando en general, se puede decir que, cuanto más calor se desarrolla en elcorte de la viruta, menor será la duración del filo de la herramienta . Por esta causa,cuando se trabajan aceros duros, diminuye notablemente la producción, ya que hayque realizar más afilados de la herramienta . Por esta razón hay que disminuir la velo-cidad de corte con el fin de facilitar la evacuación del calor que se produce duranteel trabajo .
5.1 .9.3
Influencia de la clase de máquina empleadaEl tipo de máquina empleada (fig . 5.4) obliga a variar la velocidad de mínimo des-
gaste, ya que la condición propia de cada máquina así lo exige .Las curvas de la figura 5.4 indican el resultado de las pruebas que se realizaron
en el mecanizado de una pieza de acero al carbono de R = 60 kgf/mmz de resis-tencia y empleando una herramienta de A.R .S . Las pruebas se realizaron con las si-guientes condiciones de corte :
- Cilindrado a torno: profundidad de pasada, pa = 5 mm, avance a o = 0,05milímetros y 1el trabajo realizado en seco .
- Fresado : avance por diente ao = 0,05 mm, suma del ancho del corte más lapasada (b + po = 50 mm) y trabajando con una ligera refrigeración .
- Taladrado : realizando el trabajo con refrigeración normal a presión, con unabroca de 25 mm de diámetro y un avance por vuelta ao = 0,25 mm.
Como puede comprobarse por la figura, las curvas obtenidas son muy seme-jantes a las de la figura 5.1, pero, sin embargo, el valor de las velocidades de mínimodesgaste varían notablemente .
5.1 .9.4
Influencia de mecanizar la pieza con refrigeración o sin ellaEl calor que se desarrolla durante el arranque de viruta es la causa principal del
rápido desgaste de la herramienta . Por tanto, si se absorbe este calor por medio deun fluido refrigerante, aumentará la duración del filo de la herramienta y, por con-siguiente, la producción de viruta entre dos afilados consecutivos (fig . 5 .5) .
Sin embargo, en la práctica, siempre que se emplea refrigeración es más ren-table aumentar la velocidad de corte y conservar la producción anterior (para ello sedebe disminuir la sección de viruta), que conservar la velocidad de corte inicial y
Para el torneado con riego ordinario y fresado con riego a presión se puede
93
1 .
acero con alto porcentaje en CII .
acero rápidoIII .
acero superrápido
Fig. 5.2
0
0
I .
acero con oR = 40 kgf/mm1II .
acero con oR = 70 kgf/mmzIII .
acero con oR = 90 kgf/mm=
Fig, 5.3
Fig. 5.4
oa
oa
0 001,2
aumentar de esta forma la producción .
o
Es indudable que en una misma máquina herramienta, unas operaciones revis-
refrigeración
ten mayor dificultad que otras y, por tanto, no todas admiten la misma velocidad de
Fig. 5.5
I .
zona de velocidadesaumentar la velocidad un 25 % . Con aceite de corte especial y riego a presión se
económicas trabajandopuede aumentar la velocidad hasta un 50 ~o .
la herramienta en seco11 .
zona de velocidades
5 .1 .9 .5
Influencia de la clase de operación en cada máquina
económicas trabajandola herramienta con
I . taladrado11 . fresadoIII . torneado'-
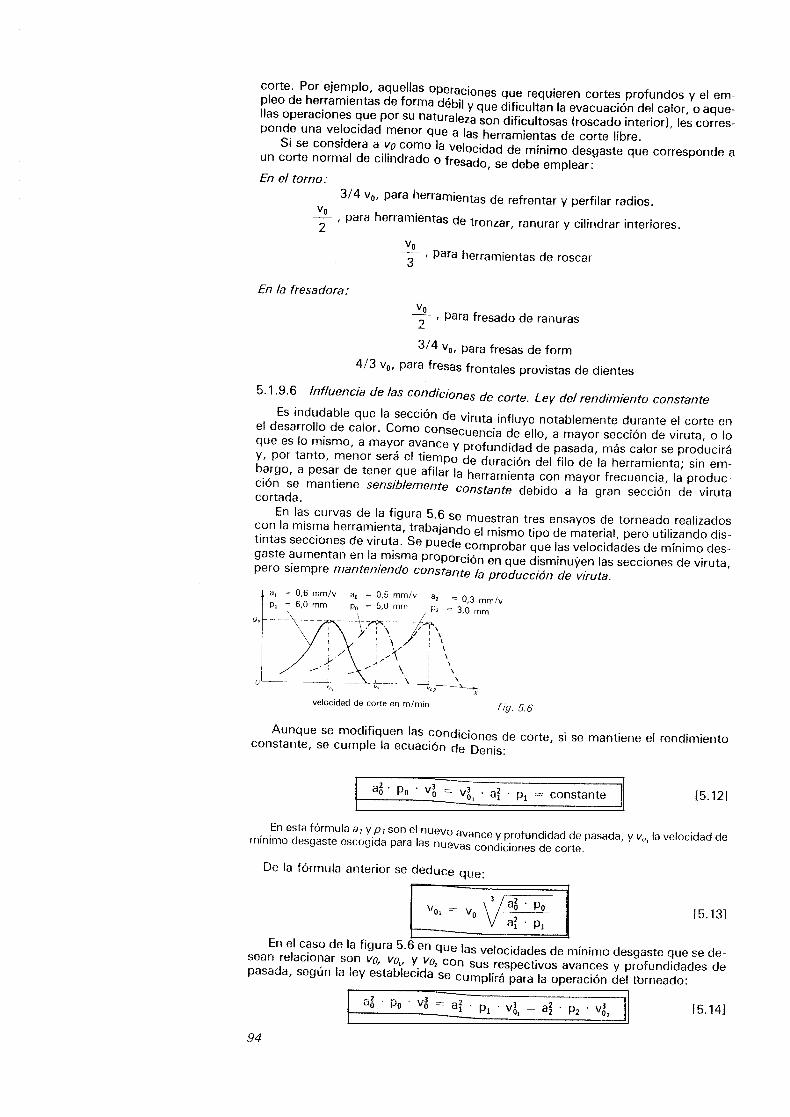
01
94
corte. Por ejemplo, aquellas operaciones que requieren cortes profundos y el em-pleo de herramientas de forma débil y que dificultan la evacuación del calor, oaque-llas operaciones que por su naturaleza son dificultosas (roscado interior), les corres-ponde una velocidad menor que a las herramientas de corte libre .Si se considera a vo como la velocidad de mínimo desgaste que corresponde aun corte normal de cilindrado o fresado, se debe emplear :En el torno :
En la fresadora :
3/4 vo, para herramientas de refrentar y perfilar radios .vo para herram i2
� ,a, ue tronzar, ranurar y cilindrar interiores .
4/3 vo , para fresas frontales provistas de dientes
5.1 .9 .6
Influencia de las condiciones de corte. Ley del rendimiento constanteEs indudable que la sección de viruta influye notablemente durante el corte enel desarrollo de calor. Como consecuencia de ello, a mayor sección de viruta, o loque es lo mismo, a mayor avance y profundidad de pasada, más calor se produciráy, por tanto, menor será el tiempo de duración del filo de la herramienta; sin em-bargo, a pesar de tener que afilar la herramienta con mayor frecuencia, la produc-ción se mantiene sensiblemente constante debido a la gran sección de virutacortada .En las curvas de la figura 5.6 se muestran tres ensayos de torneado realizadoscon la misma herramienta, trabajando el mismo tipo de material, pero utilizando dis-tintas secciones de viruta . Se puede comprobar que las velocidades de mínimo des-gaste aumentan en la misma proporción en que disminuyen las secciones de viruta,pero siempre manteniendo constante la producción de viruta .
0
a, = 0,6 mm/v
a o = 0,5 mm/v
a,
= 0,3 mm/vp, \ 6,0 mm
po = 5,0 mm
pZ = 3,0 mm
vo3
, para herramientas de roscar
vo2
, para fresado de ranuras
3/4 vo, para fresas de form
Fig . 5.6
Aunque se modifiquen las condiciones de corte, si se mantiene el rendimientoconstante, se cumple la ecuación de Denis :
aó ' po ' vó
vó.
al ' pl = constante
En esta fórmula a, y o, son el nuevo avance y profundidad de pasada, y v., la velocidad demínimo desgaste escogida para las nuevas condiciones de corte.De la fórmula anterior se deduce que :
3 /alvo = v \,o PoPi
En el caso de la figura 5.6 en que las velocidades de mínimo desgaste que se de-sean relacionar son vo, vo� y vo, con sus respectivos avances y profundidades depasada, según la ley establecida se cumplirá para la operación del torneado :
a pi ' yó, - aÍ .P2 ' V
302
[5.121
[5.131
[5.141
Esta expresión, denominada ley del rendimiento constante permite calcular la voa partir de unas condiciones de corte determinadas a priori. No obstante, en la prác-tica, esta ley tiene sus límites y se debe cumplir siempre que la nueva velocidad demínimo desgaste no ha de ser superior al doble de vo; es decir : vo, < 2 vo .
- Torneado
Para la operación de torneado se aconseja que la relacióna
se mantenga den-p
tro de los siguientes límites :
y en concreto :
En este último caso, la fórmula general queda simplificada así:
vo, = vo
- Fresado
- Taladrado
_ 1 (herramienta de acero rápido)p 8
1 (plaquitas de metal duro)p 10
vo
La fórmula [5.131, como ya se ha visto, sirve para el torneado . Para el trabajo defresado se emplea la misma fórmula, con la variante de sustituir el valor de p que seemplea en el torneado por el valor p + b, que representa la profundidad de pasaday el ancho del corte. Así la fórmula para el fresado resulta :
vo, =vo
\3 aó
(po + bol
V ai (p, + b,)
Las condiciones de corte tomadas como base son : ao = 0,05 mm/diente y po + bo =milímetros .
Para el taladrado se sustituye p por el valor d4, que representa el diámetro de labroca en mm y vo por No, que es el número de r. p . m . de la broca, el cual recibe elnombre de número de revoluciones económicas; luego :
En la que Denis, en su experiencia, determinó:
aó = 0,25 mm/vuelta y do = 25 mm
[5 .151
[5.161
5.1 .10
Cálculo práctico de las velocidades de mínimo desgaste y velocidades prác-ticas o económicas
Para facilitar las operaciones y calcular rápidamente los valores de las veloci-
dades económicas de corte, en las tablas 5 .7 A, B y C se indica un resumen de losvalores aproximados de las velocidades de mínimo desgaste o del número de r. p .m. (No) recomendables para algunos tipos de materiales, así como la máxima pro-ducción Oo correspondiente a las herramientas empleadas : acero al carbono (AC),acero rápido ordinario (ARO) y acero super-rápido (ARS) .
95
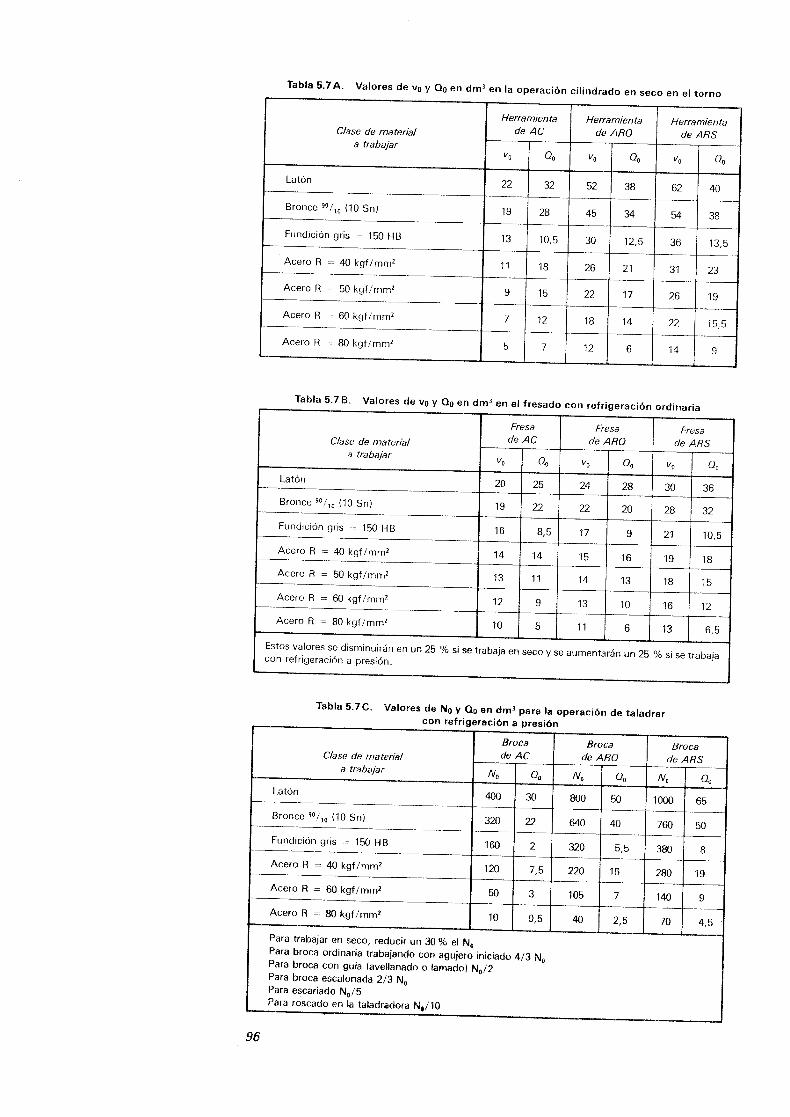
Tabla 5.7A.
Valores de vo y Qo en dm3 en la operación cilindrado en seco en el torno
Acero R = 50 kgf/mm2
Acero R = 60 kgf/mmz
Acero R = 80 kgf/mm 2
Herramienta Herramienta HerramientaClase de material
de AC
de ARO
deARSa trabajar
-Qo vao
(21v Oo vo
32 52Latón
^^ )
1 38 62 40
Bronce oo /io (10 Sn)
19
28
45
34
54
38
Fundición gris = 150 HB
13
10,5
30
12,5
36
13,5
Acero R -- 40 kgf/mmz
11
18
I
26
21
31
I
23
9 15 22 17 26
7 I 12 18 14 22
19
5 I 7 1 12 I 6
14 1 9
15,5
Tabla 5.7 B .
Valores de vo y Qo en dm3 en el fresado con refrigeración ordinaria
Estos valores se disminuirán en un 25 % si se trabaja en seco y se aumentarán un 25 % si se trabajacon refrigeración a presión .
Tabla 5.7 C.
Valores de No y Qo en dm3 para la operación de taladrar
Para trabajar en seco, reducir un 30 % el NoPara broca ordinaria trabajando con agujero iniciado 4/3 NoPara broca con guía (avellanado o ¡amado) No /2Para broca escalonada 2/3 NoPara escariado No/5Para roscado en la taladradora N#/10
ocaARS
Qo
8
19
9
4,5 -
96
con refrigeración a presión
Clase de materia/a trabajar
Brocade AC
No 00
Brocade ARO
No 00
I Bde
NoLatón 400 I 30 I 800 50 1000Bronce 90 /io (10 Sn) 320 22 640 40 760
Fundición gris = 150 HB 160 2 320 5,5 380Acero R = 40 kgf/mm 2 120 7,5 220 15 280
Acero R = 60 kgf/mm2 50 3 105 7 140
Acero R = 80 kgf/mm 2 10 I 0,5 40 2,5 70 I
Clase de materia/a trabajar vo
Fresade AC
0,
Fresade ARO
vo Oo
Fresade ARS
Vo .
OoLatón 20 25 24 28 30 36Bronce so
/30 (10 Sn) 19 20 28 32Fundición gris = 150 HB 16 8,5 17 9 21 10,5Acero R = 40 kgf/mm2 14 14 15 16 19 18Acero R = 50 kgf/mm 2 13 11 14 13 18 15Acero R = 60 kgf/mm2 12 9 13 10 16 12Acero R = 80 kgf/mm 2 10 5 11 6 13 6,5

Ejemplo 4
Determinar la velocidad de mínimo desgaste, la económica y práctica y la velocidad límiteque corresponden a una operación de cilindrado en el torno al que no se le ha aplicado refri-geración y la herramienta empleada es de acero rápido ordinario . El avance empleado es de0,3 mm y la profundidad de pasada de 3 mm (material de la pieza : acero'de 80 kgf/mm2 ) .
Solución :
Según la tabla 5.7A, el valor de vo es de 12 m/min . La sección normal es : ao = 0,5mm/vuelta y po = 5 mm . Se aplica la fórmula [5 .121 y resulta :
Ejemplo 5
Solución :
vo~ = vo
0,32 x 3 x V3 = 0,52 x 5 x 123
v3 _ 0,52 x 5 x 123 = 2160 = 80000'
0,3 2 x 3
0,27
vo, =38000 = 20 m/min
4
3VO
43
5 5
x 20 = 26,66 m/min
Vi =- vo=-x 20=33,33m/min3 3
En un torno paralelo se desea efectuar una pasada de 6 mm de profundidad y 150 mm delongitud en una pieza de acero al carbono de R = 60 kgf/mm2 de resistencia y 80 mm de diá-metro exterior . Para efectuar la operación se emplea un avance de 0,6 mm/vuelta . Durante laoperación se refriega la herramienta y la pieza con aceite de corte a presión y la herramientaempleada es de acero rápido superior . Se desea calcular :
- La velocidad de mínimo desgaste realizando la operación en seco .- La velocidad de mínimo desgaste empleando la refrigeración que se indica .- La velocidad práctica-económica empleando la refrigeración .- El número de piezas que se pueden construir entre dos afilados consecutivos .- Tiempo de duración del filo de corte de la herramienta .
En la tabla 5.7 A se escogen los valores de vo y Qo según los datos dei problema .Velocidad de mínimo desgaste para trabajar en seco : vo = 22 m/min .Producción del arranque de viruta : R o = 15,5 dm3 .Teniendo en cuenta que la operación se realiza con refrigeración por medio de aceite de
corte a presión, hay que aumentar la vo en un 50 % (ver apartado 5 .1 .9 .4) .
vo = 22 + 50 x 22 = 33 m/min100
Aplicando la ley del rendimiento constante, con las nuevas condiciones de corte : a l =0,6 mm y p l = 6 mm (ver fórmula [5 .131), se obtiene una nueva velocidad de mínimo des-gaste :
Po 33-
3
0,52 x 5
_ 33 ` 3 /1,25
vo, z 27,5 m/min
. p,
0,62 x 6
2,16
La velocidad económica~práctica vp se calcula con la fórmula [5 .91 :
v p =
4Vo, ; vp =
4 27,5 = 36,66 m/min3
3
A esta velocidad le corresponde una producción de viruta :
QQ = 0,5 Qo ; Qv = 0,5 x 15,5 = 7,75 dm3
El volumen de viruta que corta por cada pieza es :
D2 - nd2 1 I = n (D2 - d2 ) , L = 3,14 (0,82 - 0,682)4
4
x 1,5 = 0,21 dm3
= 33 x 3 0,578
97
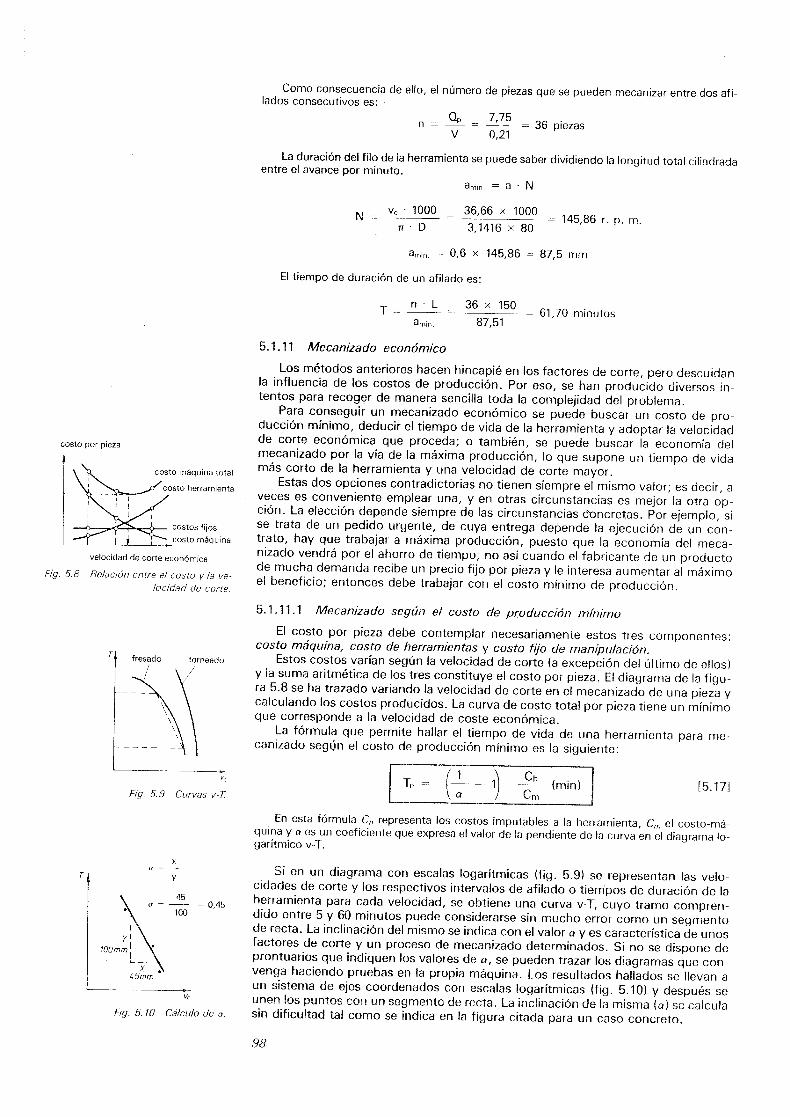
costo por pieza
velocidad de corte económica
Fig. 5.8
Relación entre el costo y la ve-locidad de corte.
r
Fig. 5.9 Curvas v-T
x
y
- -
Fig. 5.10
Cálculo de a.
98
Como consecuencia de ello, el número de piezas que se pueden mecanizar entre dos afi-lados consecutivos es :
La duración del filo de la herramienta se puede saber dividiendo la longitud total cilindradaentre el avance por minuto .
N = v~ ° 1000 - 36,66 x 1000 - 145,86 r . p . m.7T . D
3,1416 x 80
El tiempo de duración de un afilado es :
5 .1 .11 Mecanizado económico
n = QP = 7,75 = 36 piezasV 0,21
amin . = a , N
amin . = 0,6 x 145,86 = 87,5 mm
T = n - L - 36 x 150 = 61,70 minutosamin . 87,51
Los métodos anteriores hacen hincapié en los factores de corte, pero descuidanla influencia de los costos de producción . Por eso, se han producido diversos in-tentos para recoger de manera sencilla toda la complejidad del problema .
Para conseguir un mecanizado económico se puede buscar un costo de pro-ducción mínimo, deducir el tiempo de vida de la herramienta y adoptar la velocidadde corte económica que proceda; o también, se puede buscar la economía delmecanizado por la vía de la máxima producción, lo que supone un tiempo de vidamás corto de la herramienta y una velocidad de corte mayor.
Estas dos opciones contradictorias no tienen siempre el mismo valor; es decir, aveces es conveniente emplear una, y en otras circunstancias es mejor la otra op-ción . La elección depende siempre de las circunstancias concretas . Por ejemplo, sise trata de un pedido urgente, de cuya entrega depende la ejecución de un con-trato, hay que trabajar a máxima producción, puesto que la economía del meca-nizado vendrá por el ahorro de tiempo ; no así cuando el fabricante de un productode mucha demanda recibe un precio fijo por pieza y le interesa aumentar al máximoel beneficio; entonces debe trabajar con el costo mínimo de producción .
5.1 .11 .1
Mecanizado según el costo de producción mínimoEl costo por pieza debe contemplar necesariamente estos tres componentes:
costo máquina, costo de herramientas y costo fijo de manipulación .Estos costos varían según la velocidad de corte (a excepción del último de ellos)
y la suma aritmética de los tres constituye el costo por pieza . El diagrama de la figu-ra 5.8 se ha trazado variando la velocidad de corte en el mecanizado de una pieza ycalculando los costos producidos . La curva de costo total por pieza tiene un mínimoque corresponde a la velocidad de coste económica .
La fórmula que permite hallar el tiempo de vida de una herramienta para me-canizado según el costo de producción mínimo es la siguiente :
[5 .171
En esta fórmula Cl, representa los costos imputables a la herramienta, C�, el costo-má-quina y a es un coeficiente que expresa el valor de la pendiente de la curva en el diagrama lo-garítmico v-T.
Si en un diagrama con escalas logarítmicas (fig . 5.9) se representan las velo-cidades de corte y los respectivos intervalos de afilado o tiempos de duración de laherramienta para cada velocidad, se obtiene una curva v-T, cuyo tramo compren-dido entre 5 y 60 minutos puede considerarse sin mucho error como un segmentode recta . La inclinación del mismo se indica con el valor a y es característica de unosfactores de corte y un proceso de mecanizado determinados . Si no se dispone deprontuarios que indiquen los valores de a, se pueden trazar los diagramas que con-venga haciendo pruebas en la propia máquina . Los resultados hallados se llevan aun sistema de ejes coordenados con escalas logarítmicas (fig . 5 .10) y después seunen los puntos con un segmento de recta . La inclinación de la misma (a) se calculasin dificultad tal como se indica en la figura citada para un caso concreto .
El costo máquina Crr, incluye todos los costos de mantenimiento, amortización,mano de obra y gastos generales . Se indica en precio por minuto .
El coste de herramienta Cn es el precio de la misma, el costo de afilado si lo hu-biera y los gastos de manipulación .
Ejemplo 6
Una operación de planeado en la fresadora se efectúa con una fresa frontal de plaquitaspostizas de metal duro . Se desea conocer el tiempo de duración económica de la herramientaTe sabiendo que el costo máquina C�, = 800 ptas/h y que a = 0,45 .
Solución :
Costo máquina: 800 pts/h ; Cn, = 13,33 ptas/min .El costo herramienta C,, se compone de los siguientes apartados :
- Cuerpo de la fresa .
Importe : 18 400 ptas .10 plaquitas rectangulares de 4 filos . Amortización en 400 cambios.
Costo por cambio =
18 400400
= 46 ptas .
- Plaquita .
Importe unitario : 190 ptas .
Costo por cambio =
190
x 10 = 475 ptas .4
- Cambio de filo de las plaquitas.
Tiempo total para las 10 plaquitas = 10 minutosCosto por 10 plaquitas = 13,33 ptas/min - 10 min = 133,3 ptas .
Ch = 46 + 475 + 133,3 = 654,3 ptas .
Te =1
(0,45
Los valores normales para fresas pequeñas son 30 - 60 min y para las grandes
45 _ 120 min . Como las fresadoras se utilizan efectivamente un 20 o un 25 % del
tiempo transcurrido, el cambio de las plaquitas se hace cada 3-4 horas y 5-8 horasrespectivamente .
La velocidad de corte económica ve que corresponde al tiempo Te calculado se
busca en el diagrama v-T o en último extremo, se calcula por la fórmula de Taylor .
5.1 .11 .2 Mecanizado para producción máxima
654,3 _ 1,22 x 49,08 = 59,8 min .
Si se quiere obtener la máxima producción no hay que considerar los costos .Basta tener en cuenta el tiempo de cambio de la herramienta .
Por tanto, la duración de la herramienta para la máxima producción viene expre-sada por la fórmula :
en la que tn es el tiempo de cambio al que se hacía referencia .Como es lógico, los factores de corte, trabajando para producción máxima,
siempre son superiores a los que corresponden al costo mínimo de producción(figura 5.11) .
Ejemplo 7
Calcular el tiempo para máxima producción T, en el caso del problema anterior .
Solución:
Los valores habituales de Tp para fresas pequeñas del tipo citado son 10 = 20 min y paralos tamaños grandes 20 = 60 min .
Tp 11 th (min)
1
- 11 10 = 12,2 min0,455
5 .1 .12 Tablas y ábacos para la determinación de la velocidad de corte
(5.181
costo por pieza
tasa producción
iii0
0
El cálculo analítico riguroso de la velocidad de corte según los procedimientosexplicados es bastante engorroso en muchos casos. Lo normal es emplear ábacosconfeccionados por los centros de investigación sobre máquinas herramientas o porlos mismos constructores de aquéllas . Los ábacos en cuestión proporcionan la velo-cidad de corte adecuada en función de la sección de viruta, del material cortado, la
de corte y producción de viruta .
99
Fig. 5.11 Relación entre costo, datos
datos de corte
duración op pcherramienta
tasa económica tasa máximade producción de producción
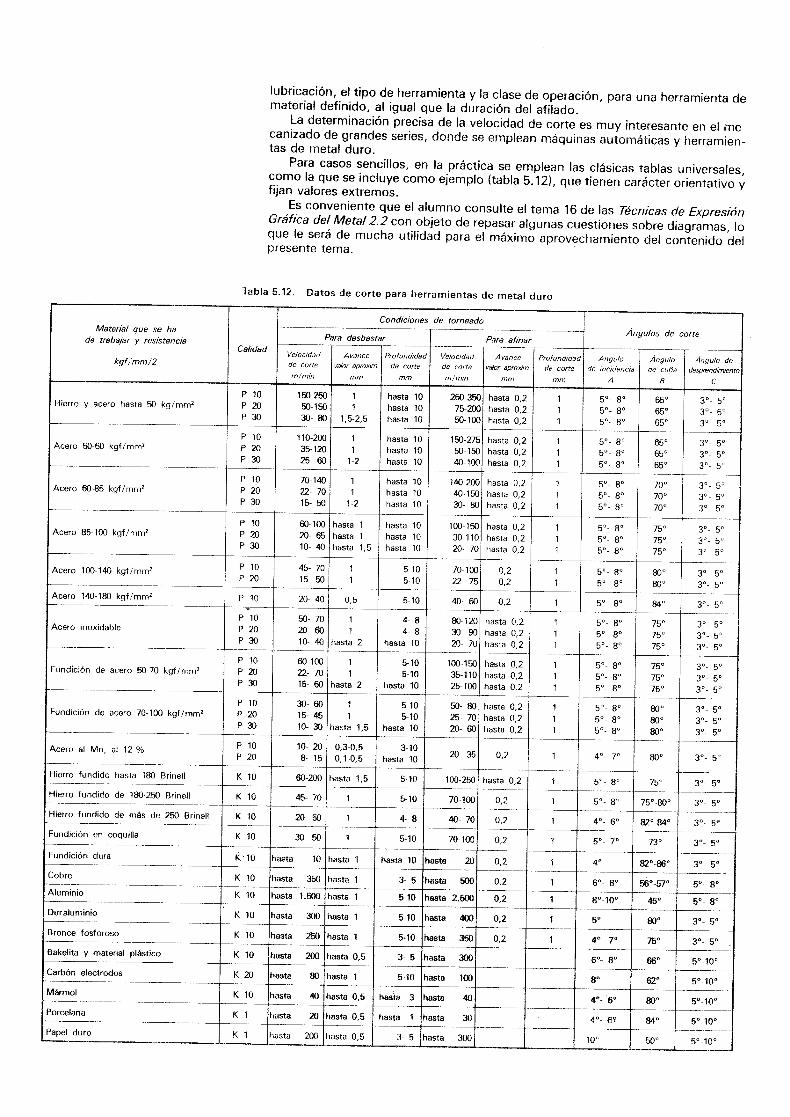
Acero al Mn, al 12
Hierro fundido hasta 180 Brinell
Hierro fundido de 180-250 Brinell
Hierro fundido de más de 250 Brinell
Fundición en toquilla
Fundición dura
Cobre
Aluminio
Duraluminio
Bronce fosforoso
Material que se hade trabajar y resistencia
kgflmml2
Hierro y acero hasta 50 kg/mmz
lubricación, el tipo de herramienta y la clase de operación, para una herramienta dematerial definido, al igual que la duración del afilado.La determinación precisa de la velocidad de corte es muy interesante en el me-canizado de grandes series, donde se emplean máquinas automáticas y herramien-tas de metal duro .Para casos sencillos, en la práctica se emplean las clásicas tablas universales,como la que se incluye como ejemplo (tabla 5.12), que tienen carácter orientativo yfijan valores extremos .Es conveniente que el alumno consulte el tema 16 de las Técnicas de ExpresiónGráfica del Metal2.2 con objeto de repasar algunas cuestiones sobre diagramas, loque le será de mucha utilidad para el máximo aprovechamiento del contenido deipresente tema .
Tabla 5.12.
Datos de corte para herramientas de metal duro
Angulos de corte
Angulode cuña
B
,4ngulo dedesprendimiento
C
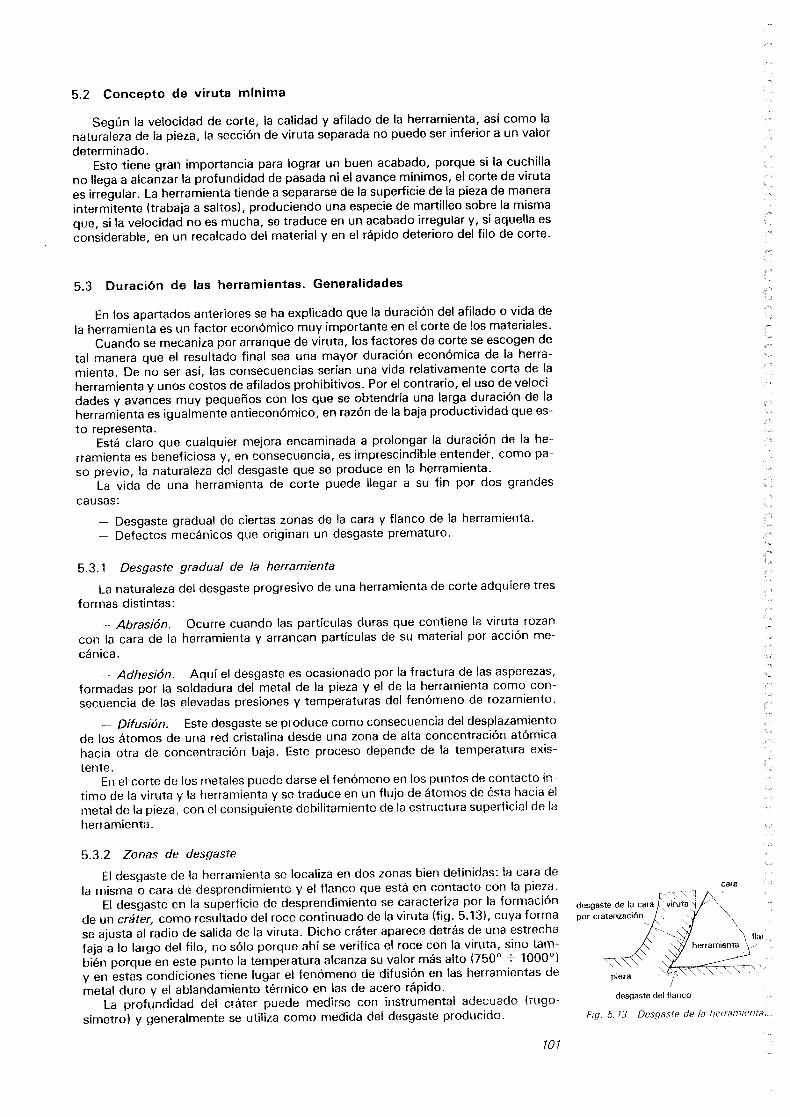
5 .2 Concepto de viruta mínima
Según la velocidad de corte, la calidad y afilado de la herramienta, así como lanaturaleza de la pieza, la sección de viruta separada no puede ser inferior a un valordeterminado .
Esto tiene gran importancia para lograr un buen acabado, porque si la cuchillano llega a alcanzar la profundidad de pasada ni el avance mínimos, el corte de virutaes irregular. La herramienta tiende a separarse de la superficie de la pieza de maneraintermitente (trabaja a saltos), produciendo una especie de martilleo sobre la mismaque, si la velocidad no es mucha, se traduce en un acabado irregular y, si aquella esconsiderable, en un recalcado del material y en el rápido deterioro del filo de corte .
5.3 Duración de las herramientas . Generalidades
En los apartados anteriores se ha explicado que la duración del afilado o vida dela herramienta es un factor económico muy importante en el corte de los materiales .
Cuando se mecaniza por arranque de viruta, los factores de corte se escogen detal manera que el resultado final sea una mayor duración económica de la herra-mienta . De no ser así, las consecuencias serían una vida relativamente corta de laherramientay unos costos de afilados prohibitivos . Por el contrario, el uso de veloci-dades y avances muy pequeños con los que se obtendría una larga duración de laherramienta es igualmente antieconómico, en razón de la baja productividad que es-
to representa .Está claro que cualquier mejora encaminada a prolongar la duración de la he-
rramienta es beneficiosa y, en consecuencia, es imprescindible entender, como pa-so previo, la naturaleza del desgaste que se produce en la herramienta .
La vida de una herramienta de corte puede llegar a su fin por dos grandescausas :
- Desgaste gradual de ciertas zonas de la cara y flanco de la herramienta .- Defectos mecánicos que originan un desgaste prematuro.
5.3 .1 Desgaste gradual de la herramienta
La naturaleza del desgaste progresivo de una herramienta de corte adquiere tresformas distintas:
- Abrasión.
Ocurre cuando las partículas duras que contiene la viruta rozancon la cara de la herramienta y arrancan partículas de su material por acción me-cánica .
- Adhesión .
Aquí el desgaste es ocasionado por la fractura de las asperezas,formadas por la soldadura del metal de la pieza y el de la herramienta como con-secuencia de las elevadas presiones y temperaturas del fenómeno de rozamiento .
- Difusión .
Este desgaste se produce como consecuencia del desplazamientode los átomos de una red cristalina desde una zona de alta concentración atómicahacia otra de concentración baja . Este proceso depende de la temperatura exis-tente .
En el corte de los metales puede darse el fenómeno en los puntos de contacto ín-timo de la viruta y la herramienta y se traduce en un flujo de átomos de ésta hacia elmetal de la pieza, con el consiguiente debilitamiento de la estructura superficial de laherramienta .
5.3 .2 Zonas de desgaste
El desgaste de la herramienta se localiza en dos zonas bien definidas: la cara dela misma o cara de desprendimiento y el flanco que está en contacto con la pieza .
El desgaste en la superficie de desprendimiento se caracteriza por la formación
de un cráter, como resultado del roce continuado de la viruta (fig . 5 .13), cuya forma
se ajusta al radio de salida de la viruta . Dicho cráter aparece detrás de una estrecha
faja a lo largo del filo, no sólo porque ahí se verifica el roce con la viruta, sino tam-bién porque en este punto la temperatura alcanza su valor más alto (750 ° = 1000°)y en estas condiciones tiene lugar el fenómeno de difusión en las herramientas de
metal duro y el ablandamiento térmico en las de acero rápido .La profundidad del cráter puede medirse con instrumental adecuado (rugo-
símetro) y generalmente se utiliza como medida del desgaste producido.
desgaste de la carapor craterización
cara
pieza
desgaste del flanco
Fig . 5. 13
Desgaste de la herramienta �-
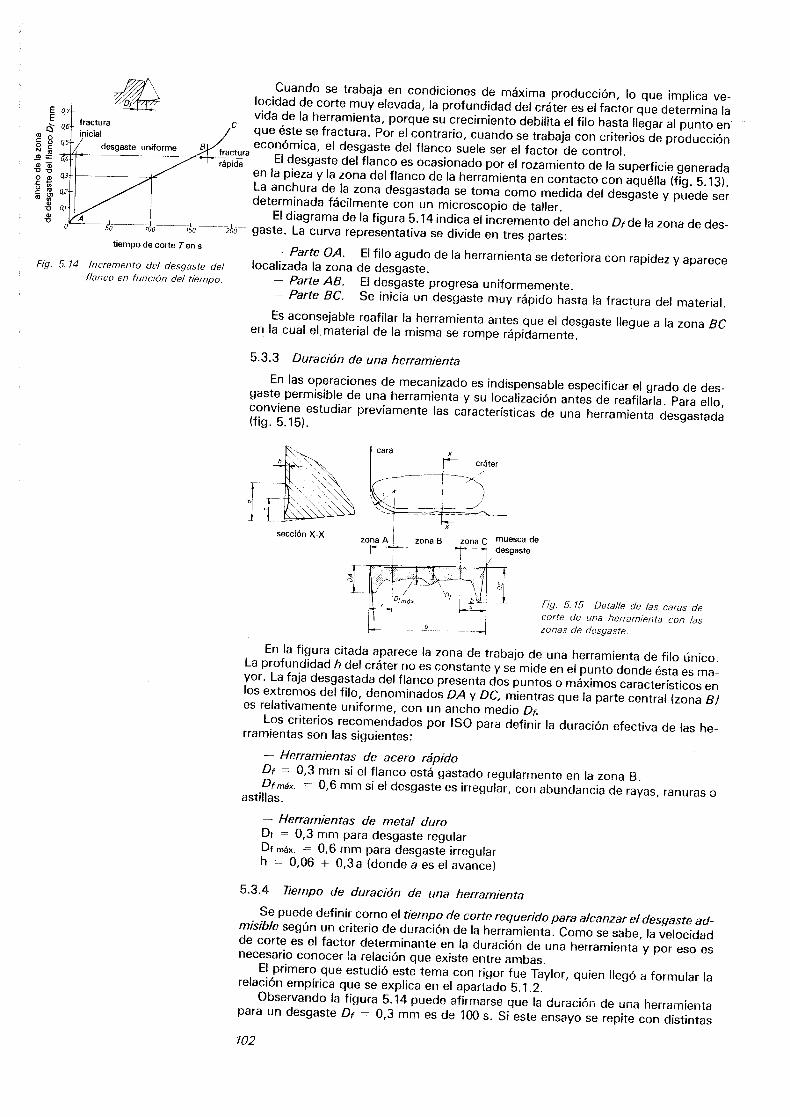
fracturainicial
desgaste uniforme
iótiempo de corte Ten s
Cuando se trabaja en condiciones de máxima producción, lo que implica ve-locidad de corte muy elevada, la profundidad del cráter es el factor que determina lavida de la herramienta, porque su crecimiento debilita el filo hasta llegar al punto enque éste se fractura . Por el contrario, cuando se trabaja con criterios de produccióneconómica, el desgaste del flanco suele ser el factor de control.rápidara
El desgaste del flanco es ocasionado por el rozamiento de la superficie generadaen la pieza y la zona del flanco de la herramienta en contacto con aquélla (fig . 5.13) .La anchura de la zona desgastada se toma como medida del desgaste y puede serdeterminada fácilmente con un microscopio de taller .El diagrama de la figura 5.14 indica el incremento del ancho Df de la zona de des----2 - gaste . La curva representativa se divide en tres partes :- Parte OA.
El filo agudo de la herramienta se deteriora con rapidez y apareceFig. 5.14 Incremento del desgaste del
localizada la zona de desgaste .flanco en función del tiempo .
- Parte AB.
El desgaste progresa uniformemente .- Parte BC.
Se inicia un desgaste muy rápido hasta la fractura del material .
102
Es aconsejable reafilar la herramienta antes que el desgaste llegue a la zona BCen la cual el . material de la misma se rompe rápidamente.
5.3.3
Duración de una herramientaEn las operaciones de mecanizado es indispensable especificar el grado de des-gaste permisible de una herramienta y su localización antes de reafilarla . Para ello,conviene estudiar previamente las características de una herramienta desgastada(fig . 5.15) .
sección X-X
Zona A
-
zona B
zona C
muesca dedesgaste
- Herramientas de metal duroDf = 0,3 mm para desgaste regularDf máx . = 0,6 mm para desgaste irregularh = 0,06 + 0,3 a (donde a es el avance)
5.3.4 Tiempo de duración de una herramienta
Fig. 5. 15 Detalle de las caras decorte de una herramienta con laszonas de desgaste.
En la figura citada aparece la zona de trabajo de una herramienta de filo único.La profundidad h del cráter no es constante y se mide en el punto donde ésta es ma-yor. La faja desgastada del flanco presenta dos puntos o máximos característicos enlos extremos del filo, denominados DA y OC, mientras que la parte central (zona B)es relativamente uniforme, con un ancho medio Df.Los criterios recomendados por ¡SO para definir la duración efectiva de las he-rramientas son las siguientes :- Herramientas de acero rápidoDf = 0,3 mm si el flanco está gastado regularmente en la zona B .Dfmáx. = 0,6 mm si el desgaste es irregular, con abundancia de rayas, ranuras oastillas .
Se puede definir como el tiempo de corte requerido para alcanzar el desgaste ad-misible según un criterio de duración de la herramienta . Como se sabe, la velocidadde corte es el factor determinante en la duración de una herramienta y por eso esnecesario conocer la relación que existe entre ambas.El primero que estudió este tema con rigor fue Taylor, quien llegó a formular larelación empírica que se explica en el apartado 5.1 .2 .Observando la figura 5 .14 puede afirmarse que la duración de una herramientapara un desgaste Di = 0,3 mm es de 100 s . Si este ensayo se repite con distintas
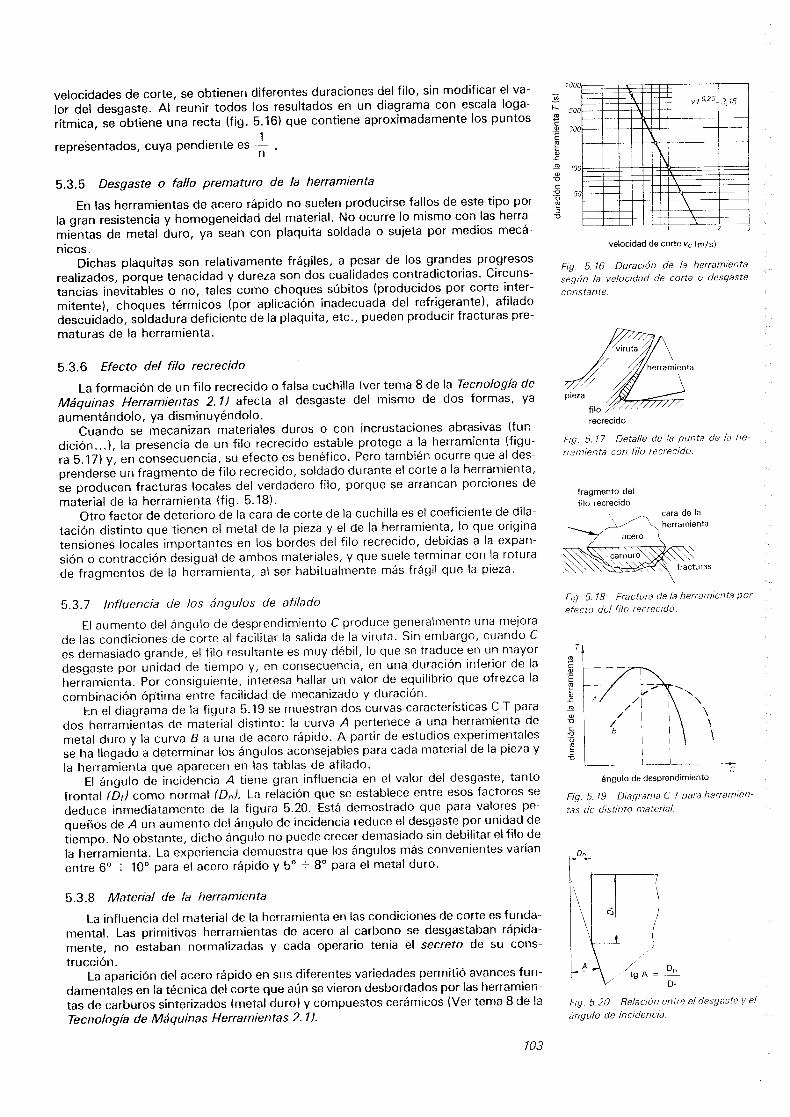
velocidades de corte, se obtienen diferentes duraciones del filo, sin modificar el va-
lor del desgaste . Al reunir todos los resultados en un diagrama con escala loga-
rítmica, se obtiene una recta (fig . 5.16) que contiene aproximadamente los puntos
representados, cuya pendiente es
5 .3 .5 Desgaste o fallo prematuro de la herramienta
En las herramientas de acero rápido no suelen producirse fallos de este tipo por
la gran resistencia y homogeneidad del material . No ocurre lo mismo con las herra-mientas de metal duro, ya sean con plaquita soldada o sujeta por medios mecá-
nicos.Dichas plaquitas son relativamente frágiles, a pesar de los grandes progresos
realizados, porque tenacidad y dureza son dos cualidades contradictorias . Circuns-tancias inevitables o no, tales como choques súbitos (producidos por corte inter-mitente), choques térmicos (por aplicación inadecuada del refrigerante), afiladodescuidado, soldadura deficiente de la plaquita, etc., pueden producir fracturas pre-maturas de la herramienta .
5.3.6 Efecto del filo recrecido
La formación de un filo recrecido o falsa cuchilla (ver tema 8de la Tecnología de
Máquinas Herramientas 2.1) afecta al desgaste del mismo de dos formas, ya
aumentándolo, ya disminuyéndolo .Cuando se mecanizan materiales duros o con incrustaciones abrasivas (fun-
dición . . .), la presencia de un filo recrecido estable protege a la herramienta (figu-
ra 5.17) y, en consecuencia, su efecto es benéfico . Pero también ocurre que al des-prenderse un fragmento de filo recrecido, soldado durante el corte a la herramienta,
se producen fracturas locales del verdadero filo, porque se arrancan porciones dematerial de la herramienta (fig . 5 .18) .
Otro factor de deterioro de la cara de corte de la cuchilla es el coeficiente de dila-tación distinto que tienen el metal de la pieza y el de la herramienta, lo que origina
tensiones locales importantes en los bordes del filo recrecido, debidas a la expan-
sión o contracción desigual de ambos materiales, y que suele terminar con la rotura
de fragmentos de la herramienta, al ser habitualmente más frágil que la pieza .
5 .3 .7 Influencia de los ángulos de afilado
El aumento del ángulo de desprendimiento C produce generalmente una mejorade las condiciones de corte al facilitar la salida de la viruta . Sin embargo, cuando C
es demasiado grande, el filo resultante es muy débil, lo que se traduce en un mayor
desgaste por unidad de tiempo y, en consecuencia, en una duración inferior de laherramienta . Por consiguiente, interesa hallar un valor de equilibrio que ofrezca lacombinación óptima entre facilidad de mecanizado y duración .
En el diagrama de la figura 5.19 se muestran dos curvas características C-T para
dos herramientas de material distinto : la curva A pertenece a una herramienta demetal duro y la curva B a una de acero rápido . A partir de estudios experimentalesse ha llegado a determinar los ángulos aconsejables para cada material de la pieza y
la herramienta que aparecen en las tablas de afilado .El ángulo de incidencia A tiene gran influencia en el valor del desgaste, tanto
frontal (Df) como normal (D,,). La relación que se establece entre esos factores se
deduce inmediatamente de la figura 5.20. Está demostrado que para valores pe-queños de A un aumento del ángulo de incidencia reduce el desgaste por unidad de
tiempo . No obstante, dicho ángulo no puede crecer demasiado sin debilitar el filo de
la herramienta . La experiencia demuestra que los ángulos más convenientes varían
entre 6° - 10° para el acero rápido y 5° = 8° para el metal duro .
5.3.8 Material de la herramienta
La influencia del material de la herramienta en las condiciones de corte es funda-mental . Las primitivas herramientas de acero al carbono se desgastaban rápida-mente, no estaban normalizadas y cada operario tenía el secreto de su cons-trucción .
La aparición del acero rápido en sus diferentes variedades permitió avances fun-damentales en la técnica del corte que aún se vieron desbordados por las herramien-tas de carburos sinterizados (metal duro) y compuestos cerámicos (Ver tema 8 de laTecnología de Máquinas Herramientas 2. 1) .
103
x000
500
300
,00
50
i~CíZ~íZ~~~
fragmento delfilo recrecido
D~
velocidad de corte vc (m/s)
O
ángulo de desprendimiento
2
Fig. 5.16 Duración de la herramientasegún la velocidad de corte o desgasteconstante.
Fig. 5. 17
Detalle de la punta de la he-rramienta con filo recrecido.
Fig. 5. 18
Fractura de la herramienta porefecto del filo recrecido.
Fig. 5.19
Diagrama C-Tpara herramien-tas de distinto material .
Fig. 5.20
Relación entre el desgaste ye/ángulo de incidencia .
104
5.4 Maquinabilidad
Se puede decir que maquinabilidad es la facultad de un material para ser tra-bajado con mayor o menor facilidad por medio de herramientas de corte, o dicho deotro modo, maquinabilidad es la facilidad que presenta un material para el arranquede viruta .Hoy día se incluye también dentro de este concepto el desgaste de la herramien-ta, la precisión de medidas, la calidad del acabado superficial, la deformación de lapieza y el consumo de energía necesaria .Como se ve, se trata de un concepto muy amplio, no exento de ambigüedad .Por ejemplo, cuando se dice que el material A es más mecanizable que el B, estopuede significar que el desgaste de la herramienta empleada es menor en A que enE, que el acabado superficial de A es superior o que se requiere menos consumo deenergía para mecanizar A. Por eso, el concepto maquinabilidad sólo tiene sentidocomo expresión de una cualidad en sentido muy amplio . Dicha cualidad no es otraque la facilidad de mecanizado en términos generales .Pese a la dificultad casi insalvable de hallar alguna medida que cuantifique unconcepto tan amplio, se ha podido establecer que las propiedades de maquina-bilidad van muy ligadas al recalcado de la viruta que sí puede valorarse numéri-camente . Para ello, se determina la relación entre la longitud teórica que debería te-ner la viruta si no hubiera deformación y la longitud que realmente tiene ; o bien, en-tre el espesor de la viruta real y el de la teórica (sin recalcar) . Esto permite hallar uncoeficiente de recalcado como expresión de la maquinabilidad . Cuanto mayor es di-cho coeficiente mayor es la deformación y, como ésta se logra a expensas de laenergía absorbida, la maquinabilidad será mayor cuanto menor sea el recalcado (Vertema 8 de la Tecnología de Máquinas Herramientas 2. 1).
5 .5 Temperatura de corte . Fluidos de corte
Parte de la energía mecánica empleada en el corte se transforma en calor que sereparte muy desigualmente entre la viruta (del 65 a 80 %), la pieza (15 a 25 %) y laherramienta (5 a 10 %) .A pesar de que el reparto es favorable a la herramienta, la temperatura que pue-de alcanzar el filo de la misma es muy alta, con las conocidas repercusiones que es-to tiene en la capacidad de corte y en el tiempo de vida de aquélla .Se procura disminuir la temperatura de corte haciendo que la sección de la he-rramienta sea lo mayor posible para mejorar la difusión del calor y, además, se em-plea un fluido de corte .El fluido de corte actúa como refrigerante y lubricante a la vez . La acción refri-gerante está destinada a la absorción directa del calor, mientras que la acción lubri-cante sirve para disminuir el rozamiento entre la cuchilla de corte y la superficie de lapieza .Las sustancias de acción combinada (refrigerante y lubricante) más empleadasson :- Aceites de corte .
Se trata de aceites minerales con aditivos sintéticos, ve-getales o animales que los hacen muy untosos, de suerte que soportan grandes pre-siones .- Aceites solubles o taladrinas .
Son aceites compuestos, emulsionables conagua, Para usarlos se mezclan con agua en una proporción del 1 al 10 por ciento, se-gún la aplicación a que se destinen . Tienen mayor poder refrigerante que los aceitesde corte, son más económicos y desprenden menos humos ; sin embargo, puedencrear problemas de oxidación .Todos estos productos llevan sustancias anticorrosivas y antisépticas para ímpe-dir daños en las máquinas y en la piel de los operarios .
5.5 .1 Acción del fluido de corteEl fluido de corte, suministrado por un equipo de bombeo y conducción, llega ala zona de corte y se introduce en forma de fina película entre la herramienta y la pie-za . Por su alto calor específico tiene una gran capacidad de absorción calorífica quese efectúa por contacto directo .Además el fluido de corte se comporta como lubricante e impide el roce directode las dos superficies metálicas . No obstante, las condiciones reales son algo dis-tintas, ya que bajo la influencia de la presión de corte y el calor producido, tiene lu-
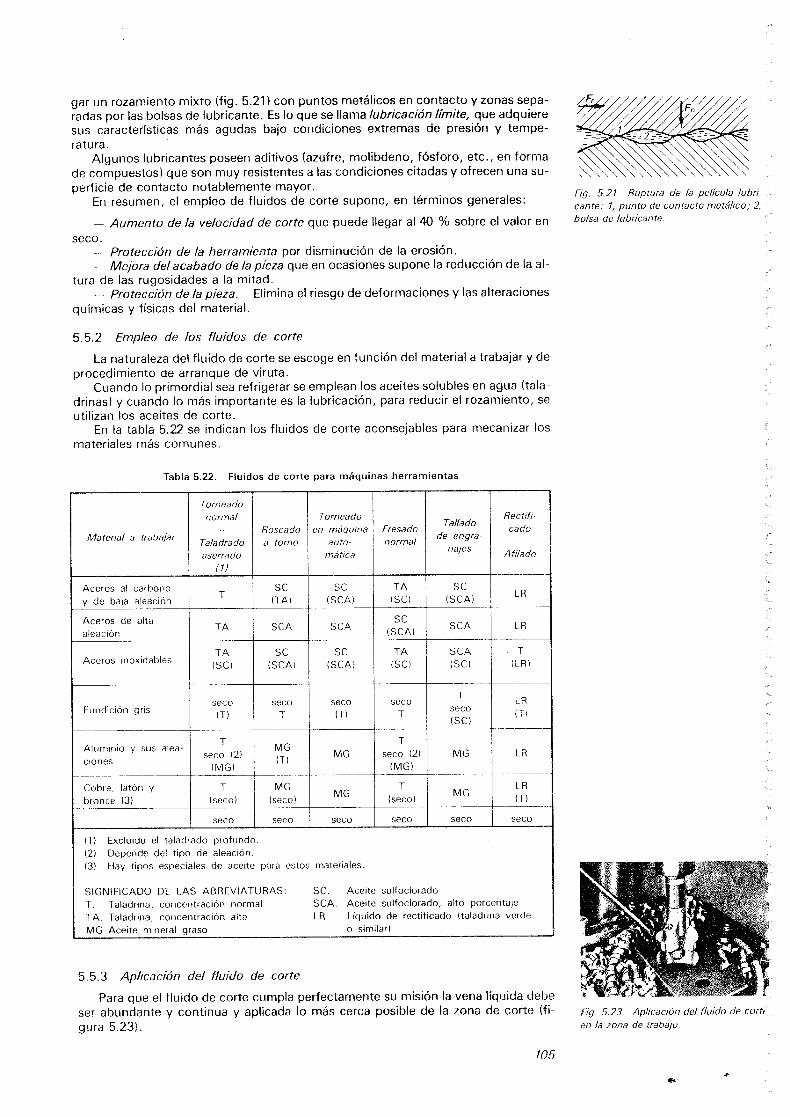
gar un rozamiento mixto (fig . 5 .21) con puntos metálicos en contacto y zonas sepa-radas por las bolsas de lubricante . Es lo que se llama lubricación límite, que adquieresus características más agudas bajo condiciones extremas de presión y tempe-ratura .
Algunos lubricantes poseen aditivos (azufre, molibdeno, fósforo, etc ., en formade compuestos) que son muy resistentes a las condiciones citadas y ofrecen una su-perficie de contacto notablemente mayor.
En resumen, el empleo de fluidos de corte supone, en términos generales :
- Aumento de la velocidad de corte que puede llegar al 40 % sobre el valor enseco .
- Protección de la herramienta por disminución de la erosión .- Mejora del acabado de la pieza que en ocasiones supone la reducción de la al-
tura de las rugosidades a la mitad .- Protección de la pieza.
Elimina el riesgo de deformaciones y las alteracionesquímicas y físicas del material .
5.5.2 Empleo de los fluidos de corte
La naturaleza del fluido de corte se escoge en función del material a trabajar ydeprocedimiento de arranque de viruta .
Cuando lo primordial sea refrigerar se emplean los aceites solubles en agua (taia-drinas) y cuando lo más importante es la lubricación, para reducir el rozamiento, seutilizan los aceites de corte.
En la tabla 5 .22 se indican los fluidos de corte aconsejables para mecanizar losmateriales más comunes .
Aceros al carbonoy de baja aleación
Tabla 5.22.
Fluidos de corte para máquinas herramientas
seco
(1) Excluido el taladrado profundo .(2) Depende del tipo de aleación .(3) Hay tipos especiales de aceite para estos materiales .
SIGNIFICADO DE LAS ABREVIATURAS :
SC.
Aceite sulfocloradoT . Taladrina, concentración normal
SCA. Aceite sulfoclorado, alto porcentaje
TA . Taladrina, concentración alta
LR .
Líquido de rectificado (taladrina verdeMG . Aceite mineral graso
o similar)
5 .5.3 Aplicación del fluido de corte
105
Fig. 5.21 Ruptura de la película lubri-cante: 1, punto de contacto metálico ; 2,bolsa de lubricante .
Para que el fluido de corte cumpla perfectamente su misión la vena líquida debeser abundante y continua y aplicada lo más cerca posible de la zona de corte (fi-
Fig. 5.23
Aplicación del fluido de corte,
gura 5 .23) .
en la zona de trabajo .
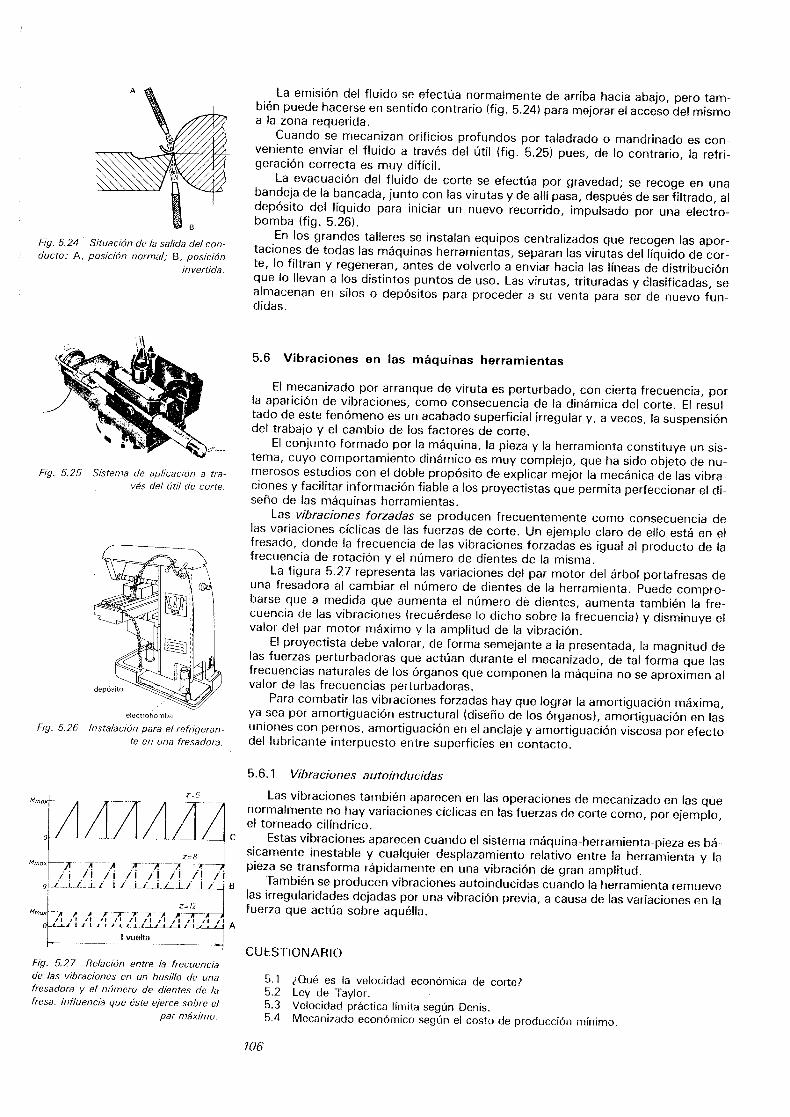
M-
M-
0
Fig. 5.24
Situación de la salida del con-ducto: A, posición normal; B, posición
invertida .
Fig. 5.25 Sistema de aplicación a tra-vés del útil de corte.
electrohomba
Fig. 5.26
Instalación para el refrigeran-te en una fresadora.
z=6
Z=12
Fig. 5.27 Relación entre la frecuenciade las vibraciones en un husillo de unafresadora y el número de dientes de lafresa. Influenció que éste ejerce sobre el
par máximo,
cz=8
-w - --)Vii 71 jÍ jl jl i~ lI ji
-A .
L_1, _l.IJ B
L 1
/ r
L 1
/t
l r
l 1
/ I
L I
/ I
l r
L 1
/ 1_111_. r
L 1 L. .t 1. .1 L
1 L
n
<_l. L 1 ~
L
1
P.
La emisión del fluido se efectúa normalmente de arriba hacia abajo, pero tam-bién puede hacerse en sentido contrario (fig . 5.24) para mejorar el acceso del mismoa la zona requerida.
Cuando se mecanizan orificios profundos por taladrado o mandrinado es con-veniente enviar el fluido a través del útil (fig . 5.25) pues, de lo contrario, la refri-geración correcta es muy difícil .
La evacuación del fluido de corte se efectúa por gravedad ; se recoge en unabandeja de la bancada, junto con las virutas y de allí pasa, después de ser filtrado, aldepósito del líquido para iniciar un nuevo recorrido, impulsado por una electro-bomba (fig . 5 .26) .
En los grandes talleres se instalan equipos centralizados que recogen las apor-taciones de todas las máquinas herramientas, separan las virutas del líquido de cor-te, lo filtran y regeneran, antes de volverlo a enviar hacia las líneas de distribuciónque lo llevan a los distintos puntos de uso . Las virutas, trituradas y clasificadas, sealmacenan en silos o depósitos para proceder a su venta para ser de nuevo fun-didas .
5 .6 Vibraciones en las máquinas herramientas
El mecanizado por arranque de viruta es perturbado, con cierta frecuencia, porla aparición de vibraciones, como consecuencia de la dinámica del corte . El resul-tado de este fenómeno es un acabado superficial irregular y, a veces, la suspensióndel trabajo y el cambio de los factores de corte .
El conjunto formado por la máquina, la pieza y la herramienta constituye un sis-tema, cuyo comportamiento dinámico es muy complejo, que ha sido objeto de nu-merosos estudios con el doble propósito de explicar mejor la mecánica de las vibra-ciones y facilitar información fiable a los proyectistas que permita perfeccionar el di-seño de las máquinas herramientas .
Las vibraciones forzadas se producen frecuentemente como consecuencia delas variaciones cíclicas de las fuerzas de corte. Un ejemplo claro de ello está en elfresado, donde la frecuencia de las vibraciones forzadas es igual al producto de lafrecuencia de rotación y el número de dientes de la misma .
La figura 5.27 representa las variaciones del par motor del árbol portafresas deuna fresadora al cambiar el número de dientes de la herramienta . Puede compro-barse que a medida que aumenta el número dé dientes, aumenta también la frecuencia de las vibraciones (recuérdese lo dicho sobre la frecuencia) y disminuye elvalor del par motor máximo y la amplitud de la vibración .
El proyectista debe valorar, de forma semejante a la presentada, la magnitud delas fuerzas perturbadoras que actúan durante el mecanizado, de tal forma que lasfrecuencias naturales de los órganos que componen la máquina no se aproximen alvalor de las frecuencias perturbadoras.
Para combatir las vibraciones forzadas hay que lograr la amortiguación máxima,ya sea por amortiguación estructural (diseño de los órganos), amortiguación en lasuniones con pernos, amortiguación en el anclaje y amortiguación viscosa por efectodel lubricante interpuesto entre superficies en contacto .
5.6 .1 Vibraciones autoinducidas
Las vibraciones también aparecen en las operaciones de mecanizado en las quenormalmente no hay variaciones cíclicas en las fuerzas de corte como, por ejemplo,el torneado cilíndrico .
Estas vibraciones aparecen cuando el sistema máquina-herramienta-pieza es bá-sicamente inestable y cualquier desplazamiento relativo entre la herramienta y lapieza se transforma rápidamente en una vibración de gran amplitud .
También se producen vibraciones autoinducidas cuando la herramienta remuevelas irregularidades dejadas por una vibración previa, a causa de las variaciones en lafuerza que actúa sobre aquélla .
CUESTIONARIO
106
5.1 ¿Qué es la velocidad económica de corte?5.2 Ley de Taylor .5.3
Velocidad práctica limita según Denis.5.4
Mecanizado económico según el costo de producción mínimo .

5.5
Concepto de mínima viruta .5 .6
Naturaleza del desgaste de las herramientas .5 .7
Zonas de desgaste en las caras de corte .5 .8
Criterios recomendados por ISO para definir la duración de las herramientas .
5 .9
Efectos del filo recrecido .5.10
¿Es siempre beneficioso aumentar el ángulo de desprendimiento para favorecerlascondiciones de corte?
5.11 Maquinabilidad .5.12
¿Qué son fluidos de corte?5.13
¿Por qué en el rectificado se usan taladrinas y en el fresado aceites de corte, conpreferencia?
5 .14
Aplicación del fluido de corte en lugares de difícil acceso .5 .15
Vibraciones forzadas en las máquinas herramientas .
EJERCICIOS A RESOLVER
1 .
Calcular el valor del factor n de una herramienta sabiendo que v,, = 90 m/mín yv,, = 60 m/min .
2 .
Una fundición gris determinada se mecaniza con herramienta de acero rápido a la ve-locidad de corte de 22 m/min . La duración de la herramienta en estas condiciones es de 30minutos . Calcular su duración con una velocidad de corte de 15 m/min .
3 .
En el torneado de un material se emplean los siguientes datos de corte : v . = 20m/min; a = 0,5 mm/v ; p = 5 mm. Si se modifica el avance y la profundidad de pasada
(a = 0,15 mm/v ; p = 1 mm), hallarla velocidad de corte que permite mantener el rendimien-to constante .
EXPOSICIÓN DEL TEMA
La técnica neumática admite infinidad de aplicaciones en el campo de la máqui-na herramienta, especialmente en los trabajos de fijación de piezas, bloqueo de ór-ganos, alimentación de máquinas y movimiento lineal de órganos que no requieranvelocidades de actuación rigurosamente constantes .
No obstante, existe una limitación tecnológica en los esfuerzos admisibles en loselementos de trabajo -no deben superar los 3000 kgf- que puede evitarse en par-te con la adición de mecanismos (palancas, engranajes . . .) complementarios .
En este tema se hace una amplia exposición de los órganos de generación y pre-paración del aire comprimido, así como de los elementos de actuación más impor-tantes en neumática y se concluye con la explicación de diversas aplicaciones di-rectas en las máquinas herramientas .
Es indispensable la consulta de los temas 14 y 15 de las Técnicas de ExpresiónGráfica 2.2 Meta/ que contienen la simbología normalizada CETOP RP3 y los prin-cipios básicos del mando neumático que aquí se amplían y profundizan .
6 .1 El aire comprimido . Principios fundamentales
El aire atmosférico es un elemento abundante en la naturaleza, limpio, alma-cenable, de fácil transporte, no inflamable y compresible, lo que le convierte en unfluido ideal para su empleo como elemento básico en los sistemas que aprovechanla energía de presión acumulada por un fluido .
Como todo gas, el aire puede comprimirse notablemente por medio de una ac-ción mecánica exterior hasta alcanzar una presión determinada -superior a la at-mosférica- y, al entrar en contacto con un órgano de trabajo, como puede ser uncilindro, liberar la energía acumulada por la compresión .
Supuesto un cilindro de sección A, sobre cuyo émbolo actúa aire comprimido apresión p, la fuerza comunicada al vástago es:
Si el recorrido del vástago del cilindro es e, el trabajo producido en el despla-zamiento vale :
Las unidades de presión más utilizadas son la unidad técnica o atmósfera (at),equivalentea 1 kgf/cm' y la unidad internacional (SI), llamada pascal (Pa), cuyo va-lor es 1 N/mz. En la práctica se emplea con frecuencia el bar, que equivale a 105 Pa .
108
lrerna 6.
Neumática aplicada
[6.21
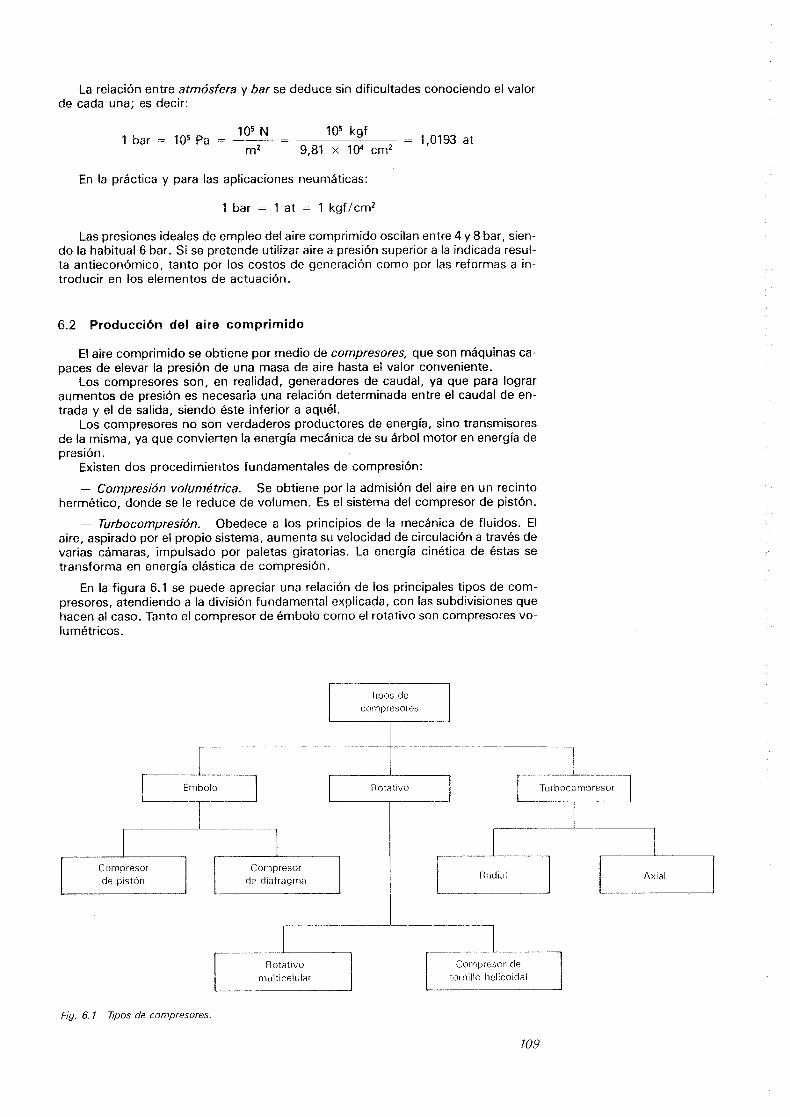
La relación entre atmósfera y bar se deduce sin dificultades conociendo el valorde cada una; es decir :
1 bar = 105 Pa = 105 N -105 kgf
= 1,0193 atm2
9,81 x 104 cm'
En la práctica y para las aplicaciones neumáticas :
Las presiones ideales de empleo del aire comprimido oscilan entre 4 y 8 bar, sien-do la habitual 6 bar . Si se pretende utilizar aire a presión superior a la indicada resul-ta antieconómico, tanto por los costos de generación como por las reformas a in-troducir en los elementos de actuación .
6.2 Producción del aire comprimido
El aire comprimido se obtiene por medio de compresores, que son máquinas ca-paces de elevar la presión de una masa de aire hasta el valor conveniente .
Los compresores son, en realidad, generadores de caudal, ya que para lograraumentos de presión es necesaria una relación determinada entre el caudal de en-trada y el de salida, siendo éste inferior a aquél .
Los compresores no son verdaderos productores de energía, sino transmisoresde la misma, ya que convierten la energía mecánica de su árbol motor en energía depresión .
Existen dos procedimientos fundamentales de compresión :
- Compresión volumétrica .
Se obtiene por la admisión del aire en un recintohermético, donde se le reduce de volumen . Es el sistema del compresor de pistón .
- Turbocompresión .
Obedece a los principios de la mecánica de fluidos . Elaire, aspirado por el propio sistema, aumenta su velocidad de circulación a través devarias cámaras, impulsado por paletas giratorias . La energía cinética de éstas setransforma en energía elástica de compresión .
En la figura 6 .1 se puede apreciar una relación de los principales tipos de com-presores, atendiendo a la división fundamental explicada, con las subdivisiones quehacen al caso. Tanto el compresor de émbolo como el rotativo son compresores vo-lumétricos .
Fig . 6. 1
Tipos de compresores.
1 bar = 1 at = 1 kgf/cma
Rotativomulticelular
Compresor detornillo helicoidal
109
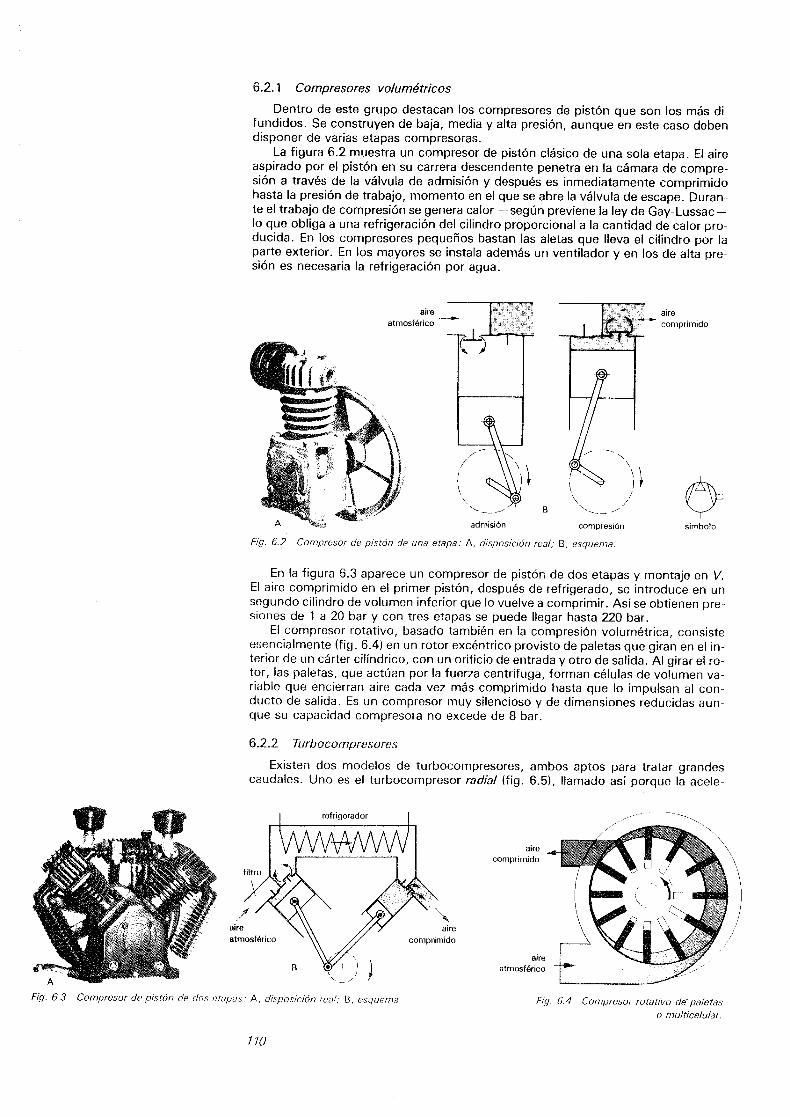
6.2 .1 Compresores volumétricos
Dentro de este grupo destacan los compresores de pistón que son los más di-fundidos . Se construyen de baja, media y alta presión, aunque en este caso debendisponer de varias etapas compresoras.
La figura 6.2 muestra un compresor de pistón clásico de una sola etapa. El aireaspirado por el pistón en su carrera descendente penetra en la cámara de compre-sión a través de la válvula de admisión y después es inmediatamente comprimidohasta la presión de trabajo, momento en el que se abre la válvula de escape . Duran-te el trabajo de compresión se genera calor -según previene la ley de Gay-Lussac-lo que obliga a una refrigeración del cilindro proporcional a la cantidad de calor pro-ducida . En los compresores pequeños bastan las aletas que lleva el cilindro por laparte exterior . En los mayores se instala además un ventilador y en los de alta pre-sión es necesaria la refrigeración por agua .
6.2 .2 Turbocompr-esores
airecomprimido
\ iIP, B \\ /
admisión
compresión símbolo
Fig. 6.2
Compresor de pistón de una etapa ; A, disposición real; B, esquema.
En la figura 6.3 aparece un compresor de pistón de dos etapas y montaje en V.El aire comprimido en el primer pistón, después de refrigerado, se introduce en unsegundo cilindro de volumen inferior que lo vuelve a comprimir. Así se obtienen pre-siones de 1 a 20 bar y con tres etapas se puede llegar hasta 220 bar.
El compresor rotativo, basado también en la compresión volumétrica, consisteesencialmente (fig . 6 .4) en un rotor excéntrico provisto de paletas que giran en el in-terior de un cárter cilíndrico, con un orificio de entrada y otro de salida . Al girar el rotor, las paletas, que actúan por la fuerza centrífuga, forman células de volumen va-riable que encierran aire cada vez más comprimido hasta que lo impulsan al con-ducto de salida . Es un compresor muy silencioso y de dimensiones reducidas aun-que su capacidad compresora no excede de 8 bar.
Existen dos modelos de turbocompresores, ambos aptos para tratar grandescaudales . Uno es el turbocompresor radial (fig . 6.5), llamado así porque la acele-
aireatmosférico
1 \\
`~
comprimido
aireB
+ ',
atmosférico
Fig. 6.3
Compresor de pistón de dos etapas : A, disposición real; B, esquema.
Fig. 6.4
Compresor rotativo de"paletaso multicelular .
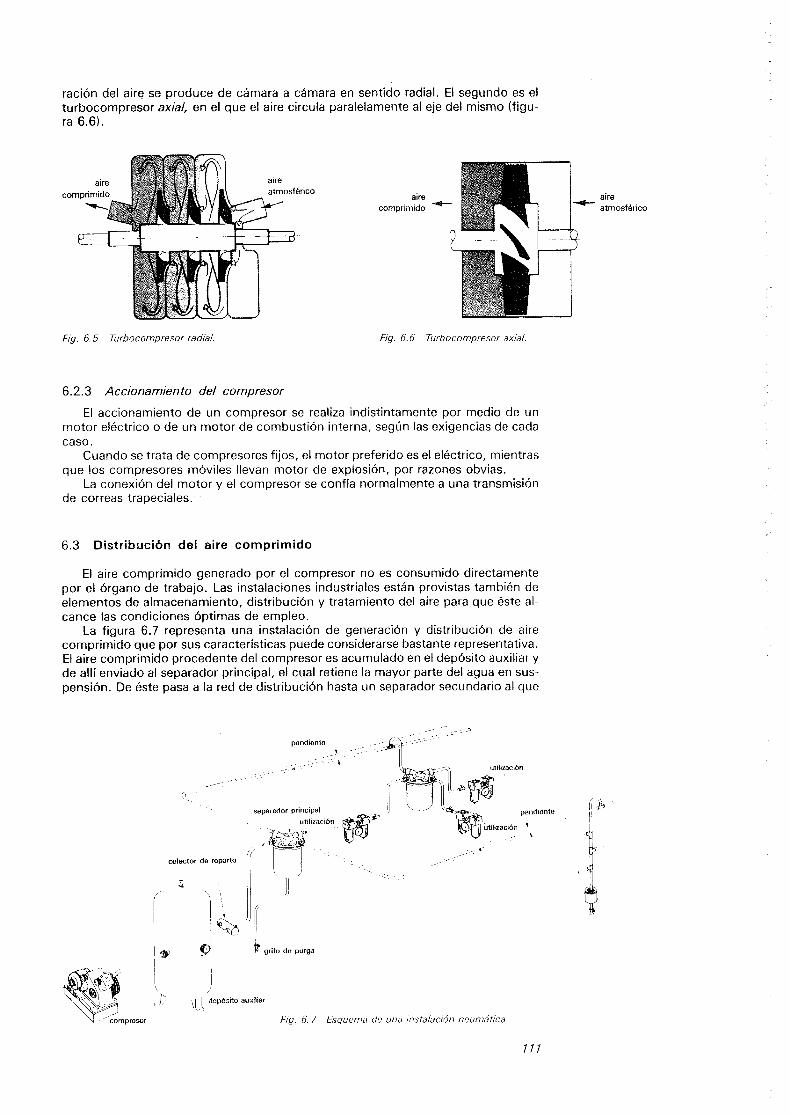
ración del aire se produce de cámara a cámara en sentido radial . El segundo es elturbocompresor axial, en el que el aire circula paralelamente al eje del mismo (figu-ra 6.6) .
Fig. 6.5
Turbocompresor radial.
Fig. 6.6
Turbocompresor axial.
6 .2.3 Accionamiento del compresor
El accionamiento de un compresor se realiza indistintamente por medio de unmotor eléctrico o de un motor de combustión interna, según las exigencias de cadacaso .
Cuando se trata de compresores fijos, el motor preferido es el eléctrico, mientrasque los compresores móviles llevan motor de explosión, por razones obvias .
La conexión del motor y el compresor se confía normalmente a una transmisiónde correas trapeciales .
6.3 Distribución del aire comprimido
El aire comprimido generado por el compresor no es consumido directamentepor el órgano de trabajo . Las instalaciones industriales están provistas también deelementos de almacenamiento, distribución y tratamiento del aire para que éste al-cance las condiciones óptimas de empleo .
La figura 6 .7 representa una instalación de generación y distribución de airecomprimido que por sus características puede considerarse bastante representativa .El aire comprimido procedente del compresor es acumulado en el depósito auxiliar yde allí enviado al separador principal, el cual retiene la mayor parte del agua en sus-pensión . De éste pasa a la red de distribución hasta un separador secundario al que
colector de reparto
depósito auxiliaryh
separador principal
utilizaciónm
Fig. 6.7 Esquema de una instalación neumática.
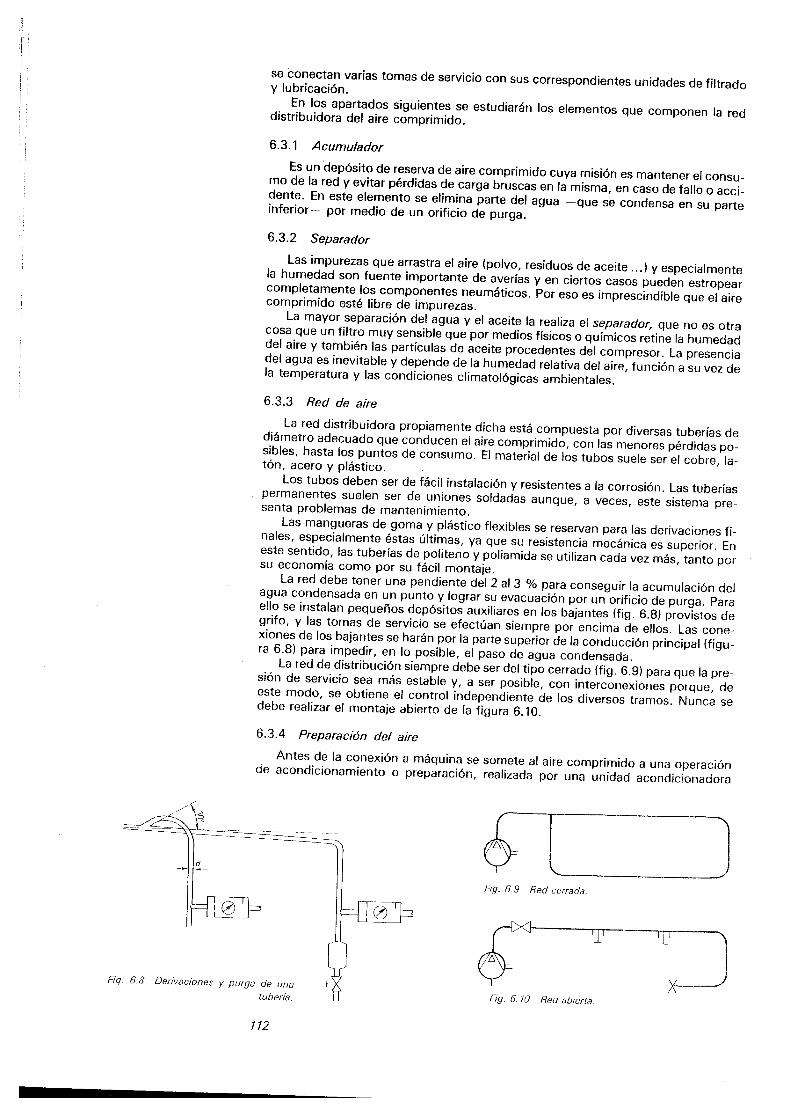
fig. 6.8 Derivaciones y purga de unatubería.
se conectan varias tomas de servicio con sus correspondientes unidades de filtradoy lubricación .En los apartados siguientes se estudiarán los elementos que componen la reddistribuidora del aire comprimido .
6 .3 .1 AcumuladorEs un depósito de reserva de aire comprimido cuya misión es mantener el consu-mo de la red y evitar pérdidas de carga bruscas en la misma, en caso de fallo o acci-dente . En este elemento se elimina parte del agua -que se condensa en su parteinferior- por medio de un orificio de purga .
6.3.2 Separador
Las impurezas que arrastra el aire (polvo, residuos de aceite � ,) y especialmentela humedad son fuente importante de averías y en ciertos casos pueden estropearcompletamente los componentes neumáticos . Por eso es imprescindible que el airecomprimido esté libre de impurezas .La mayor separación del agua y el aceite la realiza el separador, que no es otracosa que un filtro muy sensible que por medios físicos o químicos retine la humedaddel aire y también las partículas de aceite procedentes del compresor . La presenciadel agua es inevitable y depende de la humedad relativa del aire, función a su vez dela temperatura y las condiciones climatológicas ambientales .
6.3 .3 Red de aire
La red distribuidora propiamente dicha está compuesta por diversas tuberías dediámetro adecuado que conducen el aire comprimido, con las menores pérdidas po-sibles, hasta los puntos de consumo . El material de los tubos suele ser el cobre, la-tón, acero y plástico .Los tubos deben ser de fácil instalación y resistentes a la corrosión . Las tuberíaspermanentes suelen ser de uniones soldadas aunque, a veces, este sistema pre-senta problemas de mantenimiento .Las mangueras de goma y plástico flexibles se reservan para las derivaciones fi-nales, especialmente éstas últimas, ya que su resistencia mecánica es superior . Eneste sentido, las tuberías de politeno y poliamida se utilizan cada vez más, tanto porsu economía como por su fácil montaje .La red debe tener una pendiente del 2 al 3 % para conseguir la acumulación delagua condensada en un punto y lograr su evacuación por un orificio de purga . Paraello se instalan pequeños depósitos auxiliares en los bajantes (fig . 6.8) provistos degrifo, y las tomas de servicio se efectúan siempre por encima de ellos . Las cone-xiones de los bajantes se harán por la parte superior de la conducción principal (figu-ra 6.8) para impedir, en lo posible, el paso de agua condensada .La red de distribución siempre debe ser del tipo cerrado (fig . 6 .9) para que la pre-sión de servicio sea más estable y, a ser posible, con interconexiones porque, deeste modo, se obtiene el control independiente de los diversos tramos . Nunca sedebe realizar el montaje abierto de la figura 6.10 .
6.3.4 Preparación del aireAntes de la conexión a máquina se somete al aire comprimido a una operaciónde acondicionamiento o preparación, realizada por una unidad acondicionadora
Fiq. 6.9
Red cerrada.
Fig. 6. 10
Red abierta .

compuesta por un filtro, regulador de presión y engrasador. Dicha unidad adoptacon frecuencia la disposición compacta de la figura 6.11 . El funcionamiento de suscomponentes es como sigue :
- Filtro .
Sirve para eliminar las impurezas que aún pueda llevar el aire com-primido. Este circula (fig . 6.12) a través de un cartucho filtrante que retiene laspartículas en suspensión de tamaño superior a la capacidad del filtro y deposita elagua, que se acumula en el fondo del depósito, de donde se elimina periódicamentepor medio de la purga manual o automática .
Como es lógico, hay que realizar la limpieza periódica del filtro o proceder a susustitución, según los casos, para garantizar el correcto funcionamiento delaparato .
Fig. 6.12
- Regulador de presión.
Una vez filtrado, el aire se introduce en el reguladorde presión (fig . 6 .13) cuya misión es mantener una presión constante de trabajo conindependencia de las posibles variaciones de la red . La presión de entrada -siempre mayor que la de salida- es regulada por la membrana (1), solicitada por otro la-do por el muelle pretensado (2). Cuando aquella aumenta, la membrana comprimeal muelle y la válvula de asiento (4) se cierra, lo que supone la regulación de la pre-sión por el caudal . Si la presión aumenta mucho, se verifica un escape de aire a tra-vés del orifio central de la membrana y el orificio (3). Por el contrario, si la presióndesciende, el muelle (2) abre la válvula y se restablece el servicio . La citada válvulade asiento (4) es amortiguada por el muelle (5) . La presión de trabajo se controla pormedio del manómetro (6) .
- Engrasador.
Los elementos neumáticos, al tener piezas móviles, deben re-cibir una pequeña dosis de aceite para su lubricación constante. Para ello se utilizael mismo aire comprimido que actúa de vehículo portador . El aparato lubricador (fi-gura 6.14) que realiza esta función actúa según el efecto Venturi.
Los aceites empleados deben ser minerales, exentos de acidez y de poca visco-sidad . El engrasador va provisto de una mirilla y un tornillo de regulación para con-trolar el goteo . Es importante que el nivel del aceite de alimentación esté dentro delos límites indicados por el constructor del aparato.
6.4 Componentes neumáticos
5-
Máquinas Nerrarnren7as 2.3
símbolo
Fig. 6. 13
Fig. 6.14
símbolo
Son todos los elementos encargados de realizar las diversas funciones neumá-ticas. Hay elementos de trabajo, elementos de mando, etc . Entre los primeros des-tacan los cilindros y entre los segundos, las válvulas, en sus numerosas variedades .
aire con aceiteen suspensión
L
e
representaciónsimplificada
Fig. 6.11 Unidad deacondicionamientoTesto Pneumatic) .

Fig. 6.15
Cilindro neumático de simpleefecto y retorno por muelle (Festo Pneu-
matic).
Fig. 6.16 Cilindro neumático de mem-brana de simple efecto (Festo Pneuma-
tic).
MAMI
Fig. 6.17 Cilindro neumático de dobleefecto (Festo Pneumatic) .
Fig. 6.18
Cilindro de doble efecto y do-ble vástago (Festo Pneumatic).
Fig. 6.19 Cilindro de doble efecto conamortiguación (Festo Prneumatic).
Los más comunes tienen el retorno por muelle (fig . 6 .15) . El aire comprimido ali-menta la cámara posterior, lo que hace avanzar el pistón, venciendo la resistenciadei muelle . El retroceso se verifica al evacuar el aire a presión de la parte posterior, loque permite al muelle comprimido devolver libremente el vástago a su posición departida . No se construyen modelos con recorrido superior a 100 mm .
Para aplicaciones de fijación o bloqueo se emplean también cilindros de mem-brana (fig . 6.16) donde ésta hace las funciones de émbolo, vástago y muelle. Al pe-netrar aire en la cámara (1), la membrana (2) cede y se desplaza, junto con la placade presión (3), hacia el exterior ; mientras que cuando se evacua el aire, la membra-na, por tensión interna, vuelve a su posición primitiva . Como es lógico, la carrera,en este cilindro, es mínima .
6.4 .1 .2 Cilindros de doble efecto
Tal como se ha dicho, en estos cilindros desaparece el muelle o la membrana deretorno y ambas carreras -avance y retroceso- son activas.
Al dar aire a la cámara posterior del cilindro (fig . 6 .17) y evacuar simultánea-mente el aire de la cámara anterior, el vástago del cilindro avanza y, cuando se reali-za la función inversa, el vástago retrocede.
Estos cilindros son los más utilizados ; en primer lugar, porque el retorno no de-pende de un elemento mecánico sometido a desgaste y fatiga y también porquepermite construir modelos de hasta 2000 mm de carrera .
6 .4 .1 .3 Cilindros de doble efecto y doble vástagoEsta construcción es una variante especial del cilindro anterior . El émbolo, en es-
te caso, tiene dos vástagos, uno a cada lado (fig . 6.18), de modo que cuando unoavanza el otro, naturalmente, retrocede .Es ideal para montarlo en instalaciones donde, por razones de espacio, la detec-ción del final de carrera deba hacerse sobre el vástago auxiliar y no sobre el de tra-bajo .
6.4 .1 .4 Cilindros de doble efecto con amortiguadorEs una variante del cilindro de doble efecto (fig . 6.19) . Esta ejecución se utiliza
para amortiguar masas con gran inercia, asegurando una disminución de la veloci-dad al final de su recorrido y evitando golpes bruscos que podrían afectar al propiocilindro y a los útiles que éste transporta .
6.4 .1 .5 Unidad ni----umática
En trabajos mecánicos de precisión con arranque de viruta se exigen velocidadesde trabajo constantes, y a veces lentas, imposibles de conseguir neumáticamente .Para ello se recurre a la hidráulica, mediante el acoplamiento de un freno oleohi-dráulico (fig . 6.20) . El cilindro neumático da la fuerza y el freno hidráulico controla lavelocidad.
6.4 .1 Cilindros neumáticos
Los cilindros neumáticos se pueden dividir en dos grandes grupos : de simple yde doble efecto, Los primeros realizan el esfuerzo activo en un solo sentido y el re-torno depende de un muelle o membrana que devuelve el émbolo a su posición ini-cial . Los cilindros de doble efecto actúan de modo activo en los dos sentidos .
Además, existen numerosas ejecuciones especiales que pueden considerarsevariantes de los dos tipos básicos, destinadas a empleos muy particulares : cilindrode impacto, cilindro de rotación, cilindro de posiciones múltiples, etc .
6.4 .1 .1 Cilindros de simple efecto
Fig. 6.20
Unidad de avanceoleoneumática (Festo Pneumatic).
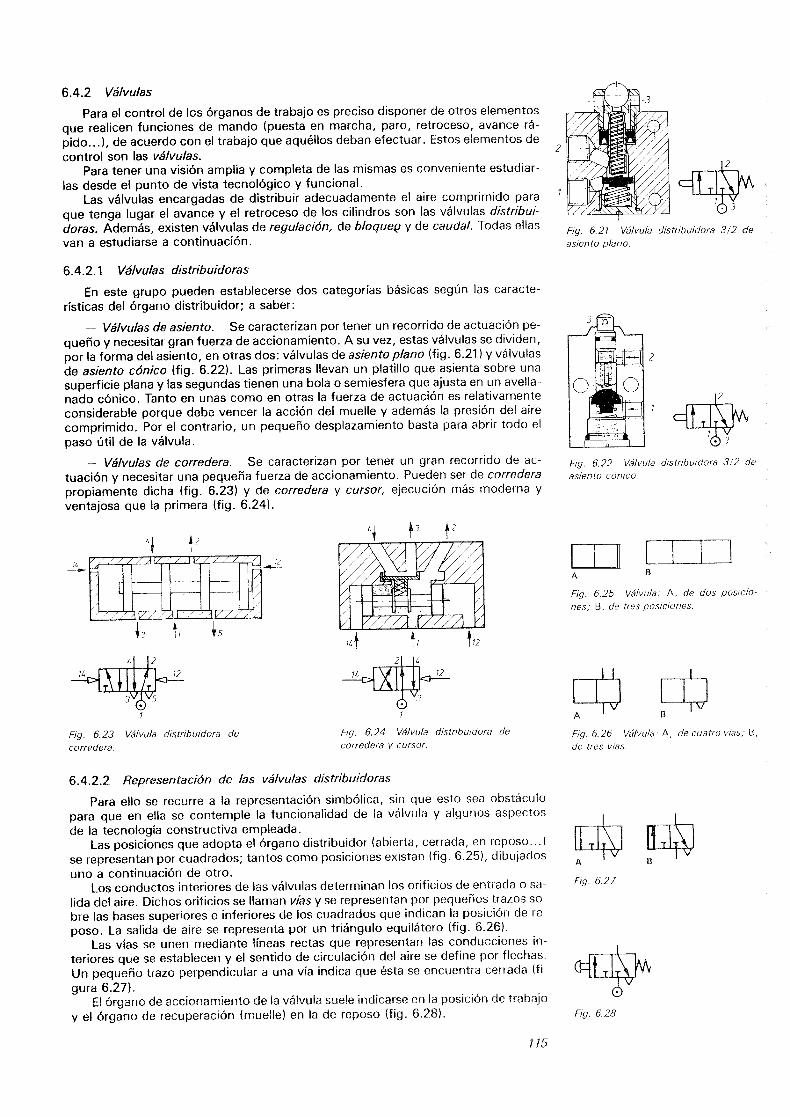
6.4.2 Válvulas
Para el control de los órganos de trabajo es preciso disponer de otros elementosque realicen funciones de mando (puesta en marcha, paro, retroceso, avance rá-pido. . .), de acuerdo con el trabajo que aquéllos deban efectuar . Estos elementos decontrol son las válvulas .
Para tener una visión amplia y completa de las mismas es conveniente estudiar-las desde el punto de vista tecnológico y funcional .
Las válvulas encargadas de distribuir adecuadamente el aire comprimido paraque tenga lugar el avance y el retroceso de los cilindros son las válvulas distribui-doras. Además, existen válvulas de regulación, de bloquee y de caudal. Todas ellasvan a estudiarse a continuación .
6.4.2 .1 Válvulas distribuidoras
En este grupo pueden establecerse dos categorías básicas según las caracte-rísticas del órgano distribuidor ; a saber :
- Válvulas de asiento.
Se caracterizan por tener un recorrido de actuación pe-queño y necesitar gran fuerza de accionamiento. A su vez, estas válvulas se dividen,por la forma del asiento, en otras dos: válvulas de asiento plano (fig . 6 .21) y válvulasde asiento cónico (fig . 6.22) . Las primeras llevan un platillo que asienta sobre unasuperficie plana y las segundas tienen una bola o semiesfera que ajusta en un avella-nado cónico . Tanto en unas como en otras la fuerza de actuación es relativamenteconsiderable porque debe vencer la acción del muelle y además la presión del airecomprimido . Por el contrario, un pequeño desplazamiento basta para abrir todo elpaso útil de la válvula .
- Válvulas de corredera.
Se caracterizan por tener un gran recorrido de ac-tuación y necesitar una pequeña fuerza de accionamiento . Pueden ser de correderapropiamente dicha (fig . 6.23) y de corredera y cursor, ejecución más moderna yventajosa que la primera (fig . 6.24) .
14
6 .4.2.2 Representación de las válvulas distribuidoras
Fig. 6.23 Válvula distribuidora de
Fig. 6.24 Válvula distribuidora de
corredera,
corredera y cursor.
Para ello se recurre a la representación simbólica, sin que esto sea obstáculopara que en ella se contemple la funcionalidad de la válvula y algunos aspectosde la tecnología constructiva empleada .
Las posiciones que adopta el órgano distribuidor (abierta, cerrada, en reposo . . . )se representan por cuadrados; tantos como posiciones existan (fig . 6.25), dibujados
A
I v
auno a continuación de otro .
Los conductos interiores de las válvulas determinan los orificios de entrada o sa-
Fig- 6.27
lida del aire . Dichos orificios se llaman vías y se representan por pequeños trazos so-bre las bases superiores e inferiores de los cuadrados que indican la posición de re-poso . La salida de aire se representa por un triángulo equilátero (fig . 6 .26) .
Las vías se unen mediante líneas rectas que representan las conducciones in-teriores que se establecen y el sentido de circulación del aire se define por flechas .
Un pequeño trazo perpendicular a una vía indica que ésta se encuentra cerrada (fi-gura 6.27) .
El órgano de accionamiento de la válvula suele indicarse en la posición de trabajoy el órgano de recuperación (muelle) en la de reposo (fig . 6.28) .
Fig. 6.28
A
Fig. 6.21 Válvula distribuidora 312 deasiento plano.
Fig. 6.22 Válvula distribuidora 312 deasiento cónico .
Fig. 6.25 Válvula: A, de dos posicio-nes; B, de tres posiciones .
Fig. 6.26
Válvula : A, de cuatro vías, B,de tres vías.
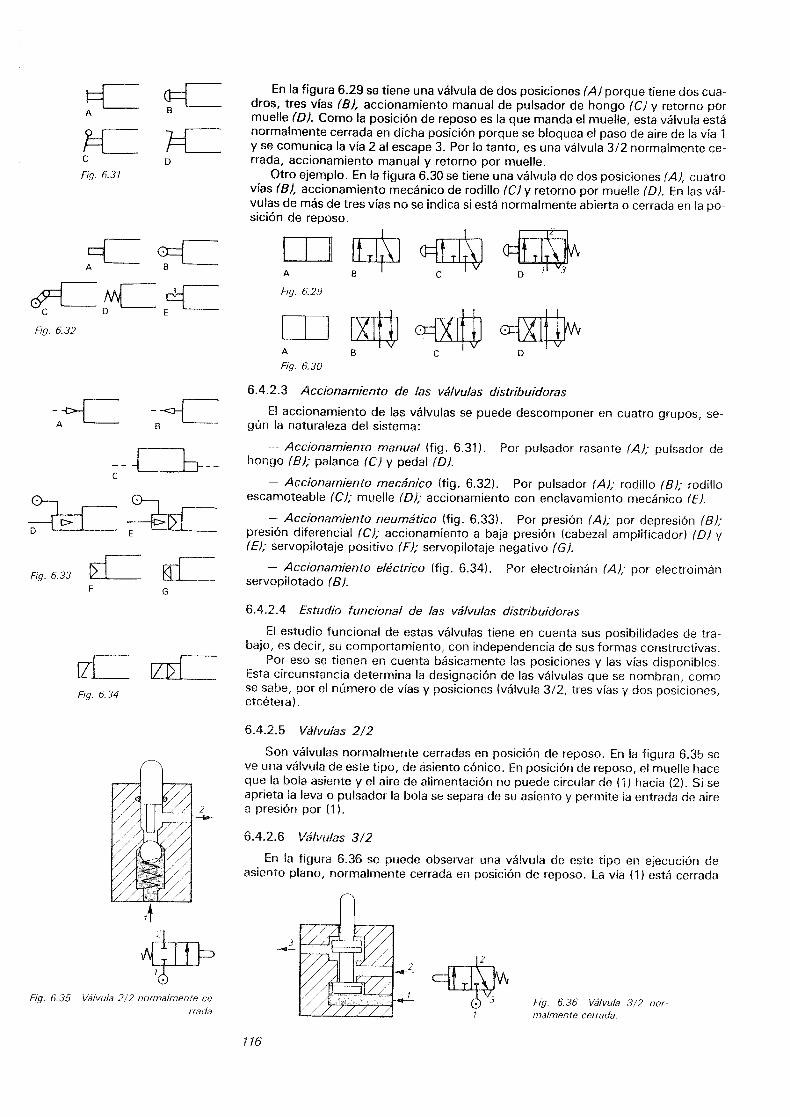
A
cFig. 6.31
D
c
Fig. 6.33
E_--F
G
Fig. 6.34
Fig. 6.35
Válvula 212 norrnalrnente ce-rrada.
En la figura 6.29 se tiene una válvula de dos posiciones (A) porque tiene dos cua-dros, tres vías (B), accionamiento manual de pulsador de hongo (C) y retorno pormuelle (D). Como la posición de reposo es la que manda el muelle, esta válvula estánormalmente cerrada en dicha posición porque se bloquea el paso de aire de la vía 1y se comunica la vía 2 al escape 3. Por lo tanto, es una válvula 3/2 normalmente ce-rrada, accionamiento manual y retorno por muelle .
Otro ejemplo . En la figura 6.30 se tiene una válvula de dos posiciones (A), cuatrovías (B), accionamiento mecánico de rodillo (C) y retorno por muelle (D). En las vál-vulas de más de tres vías no se indica si está normalmente abierta o cerrada en la po-sición de reposo .
D
6.4.2.3 Accionamiento de las válvulas distribuidorasEl accionamiento de las válvulas se puede descomponer en cuatro grupos, se-
gún la naturaleza del sistema:
- Accionamiento manual (fig . 6.31) .
Por pulsador rasante (A); pulsador dehongo (B); palanca (C) y pedal (D).
- Accionamiento mecánico (fig . 6.32) .
Por pulsador (A); rodillo (S), rodilloescamoteable (C); muelle (D); accionamiento con enclavamiento mecánico (E).
- Accionamiento neumático (fig . 6.33) .
Por presión (A), por depresión (B);presión diferencial (C); accionamiento a baja presión (cabezal amplificador) (D) y(E), servopilotaje positivo (F); servopilotaje negativo (G).- Accionamiento eléctrico (fig . 6.34) .
Por electroimán (A), por electroimánservopilotado (B).
6.4 .2 .4 Estudio funcional de las válvulas distribuidorasEl estudio funcional de estas válvulas tiene en cuenta sus posibilidades de tra-
bajo, es decir, su comportamiento, con independencia de sus formas constructivas.Por eso se tienen en cuenta básicamente las posiciones y las vías disponibles .
Esta circunstancia determina la designación de las válvulas que se nombran, comose sabe, por el número de vías y posiciones (válvula 3/2, tres vías y dos posiciones,etcétera) .
6.4.2.5 Válvulas 212
Son válvulas normalmente cerradas en posición de reposo . En la figura 6.35 seve una válvula de este tipo, de asiento cónico . En posición de reposo, el muelle haceque la bola asiente y el aire de alimentación no puede circular de (1) hacia (2) . Si seaprieta la leva o pulsador la bola se separa de su asiento y permite la entrada de airea presión por (1) .
6.4.2 .6 Válvulas 312
f~u
41D
En la figura 6.36 se puede observar una válvula de este tipo en ejecución deasiento plano, normalmente cerrada en posición de reposo . La vía (1) está cerrada
Fig. 6.36 Válvula 312 nor-malmente cerrada.
A 6 C
Fig. 6.29
NUA g cFig. 6.30

por la presión aplicada sobre el platillo, mientras que la vía (2) se comunica con el
escape (3) . Cuando se acciona la válvula, la vía (3) queda cerrada y el aire compri-
mido circula de (1) hacia (2) . También las hay normalmente abiertas (fig . 6.37), en
donde la vía de alimentación (1) se comunica con la vía de utilización (2), hasta que
al pulsar la leva se cierra la (1) y la vía (2) se une al escape (3) .
6 .4.2.7 Válvulas 412
La válvula de la figura 6.38 es de accionamiento mecánico . En posición de repo-
so la alimentación (1) se comunica con la vía de utilización (2) y la vía (4) con el esca-
pe (3) . Al accionarse la válvula se pone en comunicación la entrada (1) con la utiliza-
ción (4), mientras que la vía (2), que antes tenía presión, se abre al escape (3) .
La válvula 4/2 de la figura 6.39 es, por el contrario, de accionamiento neumá-
tico . La alimentación principal se efectúa por (1), las vías de utilización son la (2) y la
(4), el escape es (3) y las vías de pilotaje son la (12) y la (14) . Cuando existe señal en
(12) la corredera y el cursor se desplazan hacia la izquierda con lo cual la vía (2) está
en escape y la vía (4) alimentada . Al invertir la señal de pilotaje [presión en (14)l, la
corredera se mueve hacia la derecha y comunica la vía (2) con la alimentación (1) y
la vía (4) con el escape (3) . Como se comprende es una válvula apta, igual que la an-
terior (fig . 6.38), para mandar un cilindro de doble efecto .
Fig. 6.39
Válvula 4,12 de accionamiento neumático.
6.4 .2 .8 Válvulas 512
Como ejemplo de este tipo de válvulas se propone la de la figura 6.40. La ejecu-
ción de esta válvula es de corredera y mando neumático .La alimentación de presión (1) está conectada con la vía (4) y la (2) con la atmós-
fera, a través del escape (3), cuando se manda señal de pilotaje por (14) . Cuando la
corredera recibe el impulso opuesto por (12), se alimenta la vía (2) y se pone la (4) a
escape (5) .
6 .4 .2 .9 Válvula 413
u
Fig. 6.40 Válvula 512 de accio-namiento neumático.
La figura 6.41 representa una válvula con posición central de reposo en la que
todas las vías quedan bloqueadas . Dicha válvula es gobernada manualmente por
medio de la palanca exterior que hace girar una corredera en forma de disco . Las
tres posiciones son fijas y están dotadas de enclavamiento mecánico .
En la primera posición la alimentación de presión (1) está comunicada con la uti-
lización (4) y la utilización (2) con escape a la atmósfera a través de (3) . En la posi-
ción opuesta (1) se comunica con (2_) y (4) con (3) . En la tercera posición que aquí
aparece como posición central, (1), (2), (4) y (3) están cerrados, provocando un blo-
queo del aire comprimido en el interior del sistema o elemento colocado posterior-
mente ; de ahí la denominación que tiene dicha válvula .
Fig. 6.37 Válvula 312 normalmenteabierta .
51
1
Fig. 6.38
Válvula 412 de accionamiento
mecánico .
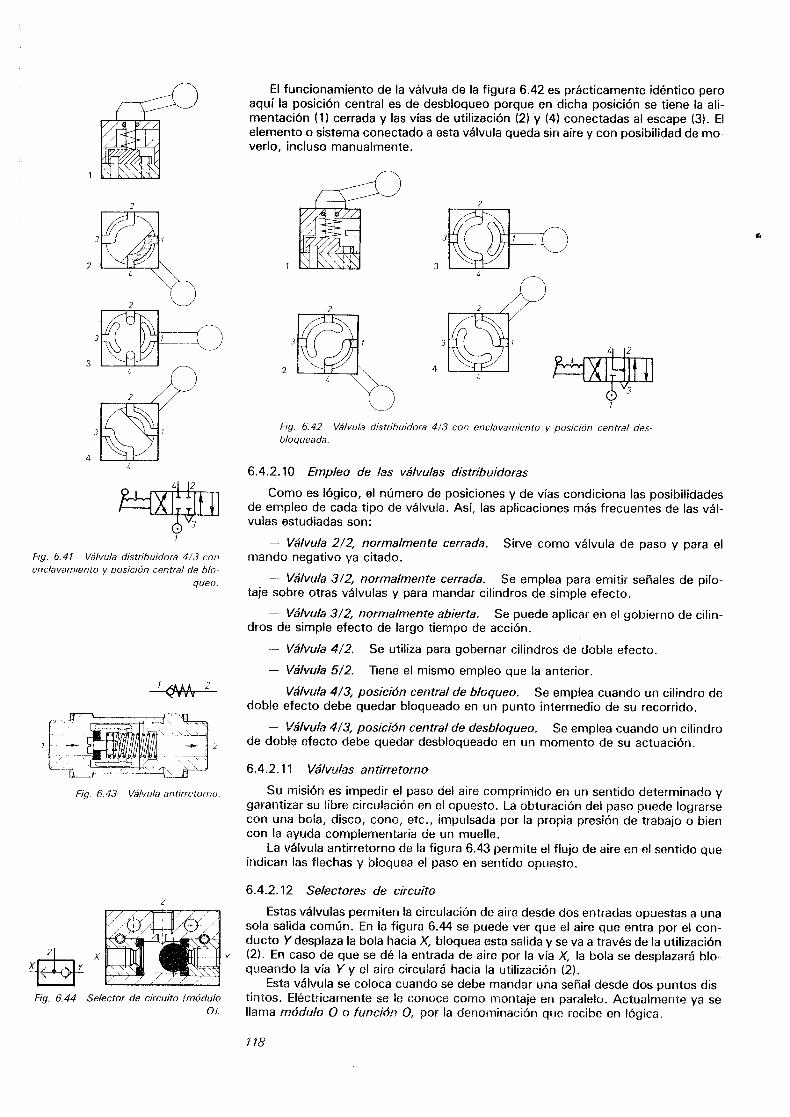
21y
2
Fig. 6.41
Válvula distribuidora 413 conenclavamiento y posición central de blo-
queo .
Fig. 6.43
Válvula antirretorno .
1~I oIMIUMIw
Fig. 6.44
Selector de circuito (móduloo) .
v
El funcionamiento de la válvula de la figura 6.42 es prácticamente idéntico peroaquí la posición central es de desbloqueo porque en dicha posición se tiene la ali-mentación (1) cerrada y las vías de utilización (2) y (4) conectadas al escape (3) . Elelemento o sistema conectado a esta válvula queda sin aire y con posibilidad de mo-verlo, incluso manualmente .
2 4
Fig. 6.42
Válvula distribuidora 413 con enclavamiento y posición central des-bloqueada.
6.4 .2.10 Empleo de las válvulas distribuidoras
Como es lógico, el número de posiciones y de vías condiciona las posibilidadesde empleo de cada tipo de válvula . Así, las aplicaciones más frecuentes de las vál-vulas estudiadas son :
- Válvula 212, normalmente cerrada.
Sirve como válvula de paso y para elmando negativo ya citado .
- Válvula 312, normalmente cerrada.
Se emplea para emitir señales de pilo-taje sobre otras válvulas y para mandar cilindros de simple efecto .- Válvula 312, normalmente abierta.
Se puede aplicar en el gobierno de cilin-dros de simple efecto de largo tiempo de acción .- Válvula 412.
Se utiliza para gobernar cilindros de doble efecto .- Válvula 512.
Tiene el mismo empleo que la anterior .
6.4 .2.11
Válvulas antirretorno
6.4.2.12 Selectores de circuito
- Válvula 413, posición central de bloqueo.
Se emplea cuando un cilindro dedoble efecto debe quedar bloqueado en un punto intermedio de su recorrido .
- Válvula 413, posición central de desbloqueo.
Se emplea cuando un cilindrode doble efecto debe quedar desbloqueado en un momento de su actuación .
Su misión es impedir el paso del aire comprimido en un sentido determinado ygarantizar su libre circulación en el opuesto . La obturación del paso puede lograrsecon una bola, disco, cono, etc ., impulsada por la propia presión de trabajo o biencon la ayuda complementaria de un muelle .
La válvula antirretorno de la figura 6.43 permite el flujo de aire en el sentido queindican las flechas y bloquea el paso en sentido opuesto .
Estas válvulas permiten la circulación de aire desde dos entradas opuestas a unasola salida común . En la figura 6.44 se puede ver que el aire que entra por el con-ducto Y desplaza la bola hacia X, bloquea esta salida y se va a través de la utilización(2 . En caso de que se dé la entrada de aire por la vía X, la bola se desplazará blo-queando la vía Y y el aire circulará hacia la utilización (2) .
Esta válvula se coloca cuando se debe mandar una señal desde dos puntos dis-tintos . Eléctricamente se le conoce como montaje en paralelo . Actualmente ya sellama módulo O o función O, por la denominación que recibe en lógica .
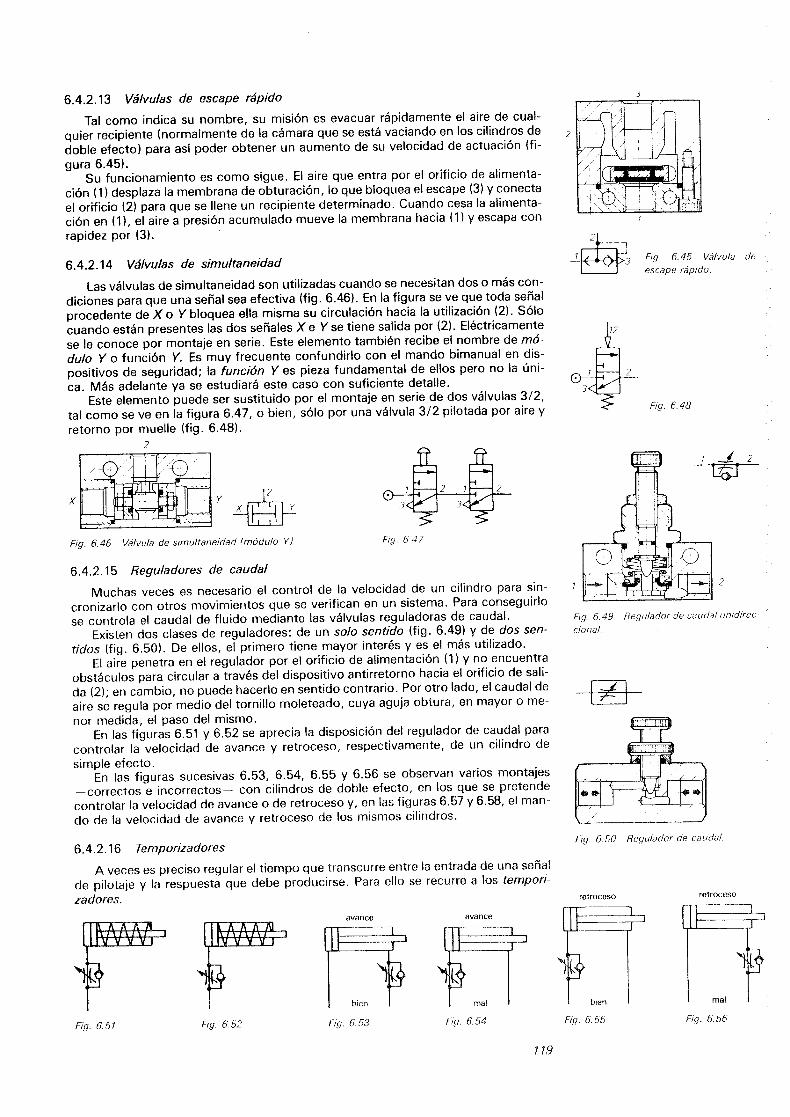
6.4.2 .13 Válvulas de escape rápido
Tal como indica su nombre, su misión es evacuar rápidamente el aire de cual-
quier recipiente (normalmente de la cámara que se está vaciando en los cilindros de
doble efecto) para así poder obtener un aumento de su velocidad de actuación (fi-
gura 6.45) .Su funcionamiento es como sigue . El aire que entra por el orificio de alimenta-
ción (1) desplaza la membrana de obturación, lo que bloquea el escape (3) y conecta
el orificio (2) para que se llene un recipiente determinado. Cuando cesa la alimenta-
ción en (1), el aire a presión acumulado mueve la membrana hacia (1) y escapa conrapidez por (3) .
6.4 .2.14 Válvulas de simultaneidad
Las válvulas de simultaneidad son utilizadas cuando se necesitan dos o más con-diciones para que una señal sea efectiva (fig . 6.46) . En la figura se ve que toda señalprocedente de X o Y bloquea ella misma su circulación hacia la utilización (2) . Sólo
cuando están presentes las dos señales Xe Yse tiene salida por (2) . Eléctricamente
se le conoce por montaje en serie. Este elemento también recibe el nombre de mó-
dulo Y o función Y. Es muy frecuente confundirlo con el mando bimanual en dis-positivos de seguridad; la función Y es pieza fundamental de ellos pero no la úni-
ca . Más adelante ya se estudiará este caso con suficiente detalle.Este elemento puede ser sustituido por el montaje en serie de dos válvulas 3/2,
tal como se ve en la figura 6.47, o bien, sólo por una válvula 3/2 pilotada por aire y
retorno por muelle (fig . 6.48) .z
Fig. 6.46
Válvula de simultaneidad (módulo Y) .
Fig. 6 47
6 .4.2 .15 Reguladores de caudal
Muchas veces es necesario el control de la velocidad de un cilindro para sin-
cronizarlo con otros movimientos que se verifican en un sistema . Para conseguirlo
se controla el caudal de fluido mediante las válvulas reguladoras de caudal .Existen dos clases de reguladores: de un solo sentido (fig . 6.49) y de dos sen-
tidos (fig . 6 .50) . De ellos, el primero tiene mayor interés y es el más utilizado .
El aire penetra en el regulador por el orificio de alimentación (1) y no encuentra
obstáculos para circular a través del dispositivo antirretorno hacia el orificio de sali-
da (2); en cambio, no puede hacerlo en sentido contrario . Por otro lado, el caudal de
aire se regula por medio del tornillo moleteado, cuya aguja obtura, en mayor o me-
nor medida, el paso del mismo.En las figuras 6.51 y 6.52 se aprecia la disposición del regulador de caudal para
controlar la velocidad de avance y retroceso, respectivamente, de un cilindro de
simple efecto .En las figuras sucesivas 6.53, 6.54, 6 .55 y 6 .56 se observan varios montajes
-correctos e incorrectos- con cilindros de doble efecto, en los que se pretende
controlar la velocidad de avance o de retroceso y, en las figuras 6.57 y 6.58, el man-
do de la velocidad de avance y retroceso de los mismos cilindros .
6 .4 .2.16 Temporizadores
1»
avance
avance
3
Fig. 6.45 Válvula deescape rápido .
Fig. 6.48
Fig. 6.49
Regulador de caudal unidirec-
cional .
Fig. 6.50
Regulador de caudal .
A veces es preciso regular el tiempo que transcurre entre la entrada de una señal
de pilotaje y la respuesta que debe producirse . Para ello se recurre a los tempori-
zadores. retroceso
retroceso
bien !
! mal
Fig. 6.51
Fig. 6.52
Fig. 6. 53
Ffg. 6.54
Fig. 6.55
Fig. 6.56
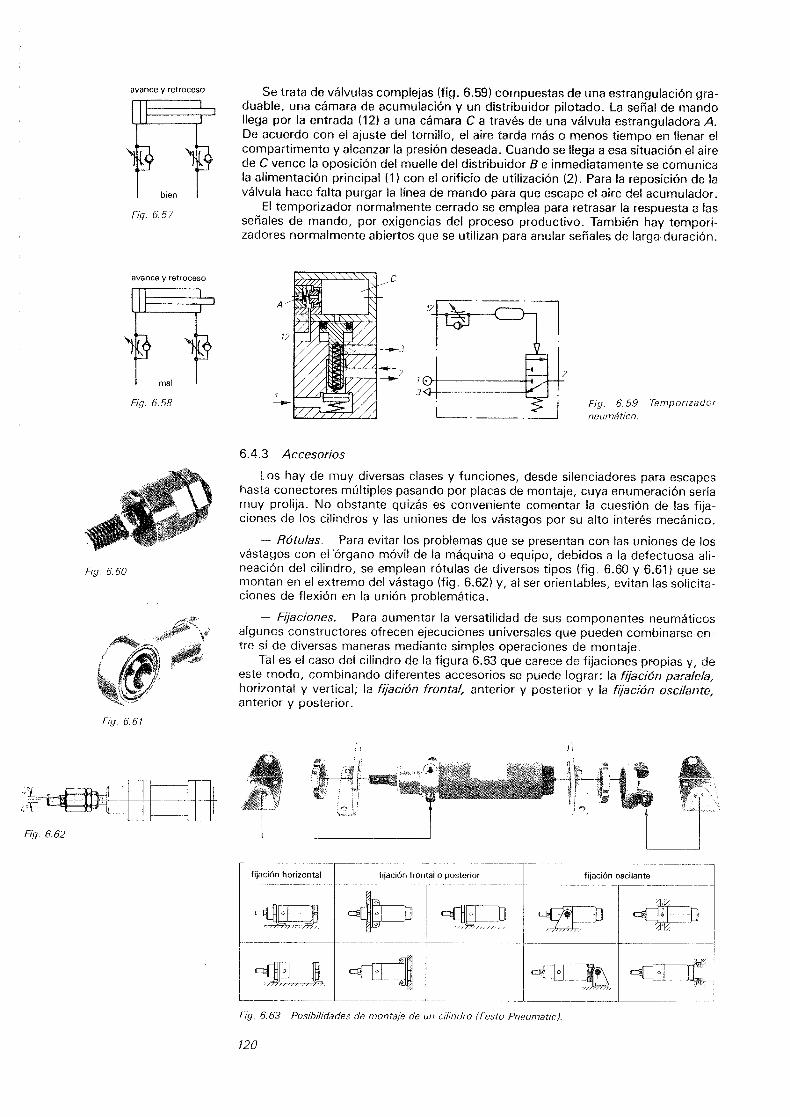
Fig. 6.62
Fig. 6.60
Fig. 6.61
avance y retroceso
)1 )DI bien
Fig. 6.57
avancey retroceso
mal
Fig. 6.58
",ID
Se trata de válvulas complejas (fig . 6.59) compuestas de una estrangulación gra-L--,duable, una cámara de acumulación y un distribuidor pilotado . La señal de mando
llega por la entrada (12) a una cámara C a través de una válvula estranguladora A .®e acuerdo con el ajuste del tornillo, el aire tarda más o menos tiempo en llenar elcompartimento y alcanzar la presión deseada. Cuando se llega a esa situación el airede C vence la oposición del muelle del distribuidor 8 e inmediatamente se comunicala alimentación principal (1) con el orificio de utilización (2) . Para la reposición de laválvula hace falta purgar la línea de mando para que escape el aire del acumulador .
El temporizador normalmente cerrado se emplea para retrasar la respuesta a lasseñales de mando, por exigencias del proceso productivo . También hay temporí-zadores normalmente abiertos que se utilizan para anular señales de larga duración .
120
6.4.3 Accesorios
Los hay de muy diversas clases y funciones, desde silenciadores para escapeshasta conectores múltiples pasando por placas de montaje, cuya enumeración seríamuy prolija . No obstante quizás es conveniente comentar la cuestión de las fijaciones de los cilindros y las uniones de los vástagos por su alto interés mecánico .
- Rótulas,
Para evitar los problemas que se presentan con las uniones de losvástagos con el'órgano móvil de la máquina o equipo, debidos a la defectuosa ali-neación del cilindro, se emplean rótulas de diversos tipos (fig . 6 .60 y 6 .61) que semontan en el extremo del vástago (fig . 6.62) y, al ser orientables, evitan las solicita-ciones de flexión en la unión problemática .
- Fijaciones.
Para aumentar la versatilidad de sus componentes neumáticosalgunos constructores ofrecen ejecuciones universales que pueden combinarse en-tre sí de diversas maneras mediante simples operaciones de montaje.
Tal es el caso del cilindro de la figura 6.63 que carece de fijaciones propias y, deeste modo, combinando diferentes accesorios se puede lograr : la fijación paralela,horizontal y vertical ; la fijación frontal, anterior y posterior y la fijación oscilante,anterior y posterior .
Fig . 6.59 Temporizadorneumático.
Fig. 6.63 Posibilidades de montaje de un cilindro (Festo Poeurnatic) .
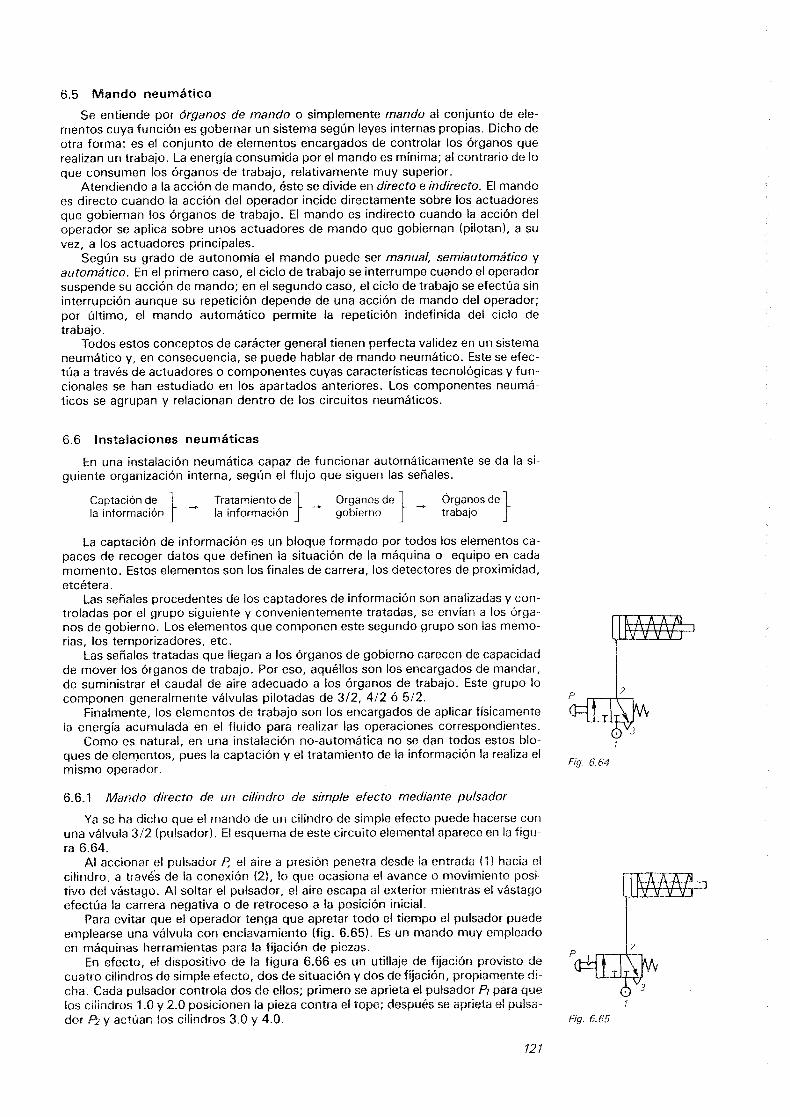
6.5 Mando neumático
Se entiende por órganos de mando o simplemente mando al conjunto de ele-mentos cuya función es gobernar un sistema según leyes internas propias. Dicho deotra forma : es el conjunto de elementos encargados de controlar los órganos querealizan un trabajo . La energía consumida por el mando es mínima ; al contrario de loque consumen los órganos de trabajo, relativamente muy superior .
Atendiendo a la acción de mando, éste se divide en directo e indirecto. El mandoes directo cuando la acción del operador incide directamente sobre los actuadoresque gobiernan los órganos de trabajo. El mando es indirecto cuando la acción deloperador se aplica sobre unos actuadores de mando que gobiernan (pilotan), a suvez, a los actuadores principales .
Según su grado de autonomía el mando puede ser manual, semiautomático yautomático . En el primero caso, el ciclo de trabajo se interrumpe cuando el operadorsuspende su acción de mando; en el segundo caso, el ciclo de trabajo se efectúa sininterrupción aunque su repetición depende de una acción de mando del operador ;por último, el mando automático permite la repetición indefinida del ciclo detrabajo .
Todos estos conceptos de carácter general tienen perfecta validez en un sistemaneumático y, en consecuencia, se puede hablar de mando neumático . Este se efec-túa a través de actuadores o componentes cuyas características tecnológicas y fun-cionales se han estudiado en los apartados anteriores . Los componentes neumá-ticos se agrupan y relacionan dentro de los circuitos neumáticos .
6.6 Instalaciones neumáticas
En una instalación neumática capaz de funcionar automáticamente se da la si-guiente organización interna, según el flujo que siguen las señales.
Captación de
y
Tratamiento de]
órganos dela información
la información
gobiernoOrganos detrabajo
La captación de información es un bloque formado por todos los elementos ca-paces de recoger datos que definen la situación de la máquina o equipo en cadamomento . Estos elementos son los finales de carrera, los detectores de proximidad,etcétera .
Las señales procedentes de los captadores de información son analizadas y con-troladas por el grupo siguiente y convenientemente tratadas, se envían a los órga-nos de gobierno . Los elementos que componen este segundo grupo son las memo-rias, los temporizadores, etc.
Las señales tratadas que llegan a los órganos de gobierno carecen de capacidadde mover los órganos de trabajo . Por eso, aquéllos son los encargados de mandar,de suministrar el caudal de aire adecuado a los órganos de trabajo. Este grupo locomponen generalmente válvulas pilotadas de 3/2, 4/2 6 5/2.
Finalmente, los elementos de trabajo son los encargados de aplicar físicamentela energía acumulada en el fluido para realizar las operaciones correspondientes .
Como es natural, en una instalación no-automática no se dan todos estos blo-ques de elementos, pues la captación y el tratamiento de la información la realiza elmismo operador .
6.6 .1 Mando directo de un cilindro de simple efecto mediante pulsador
Fig. 6.64
Ya se ha dicho que el mando de un cilindro de simple efecto puede hacerse conuna válvula 3/2 (pulsador) . El esquema de este circuito elemental aparece en la figu-ra 6 .64 .
Al accionar el pulsador P, el aire a presión penetra desde la entrada (1) hacia elcilindro, a través de la conexión (2), lo que ocasiona el avance o movimiento posi-tivo del vástago . Al soltar el pulsador, el aire escapa al exterior mientras el vástagoefectúa la carrera negativa o de retroceso a la posición inicial .
Para evitar que el operador tenga que apretar todo el tiempo el pulsador puedeemplearse una válvula con enclavamiento (fig . 6.65) . Es un mando muy empleadoen máquinas herramientas para la fijación de piezas .
En efecto, el dispositivo de la figura 6.66 es un utillaje de fijación provisto decuatro cilindros de simple efecto, dos de situación y dos de fijación, propiamente di-cha . Cada pulsador controla dos de ellos ; primero se aprieta el pulsador Pl para quelos cilindros 1 .0 y 2 .0 posicionen la pieza contra el tope ; después se aprieta el pulsador Pz y actúan los cilindros 3 .0 y 4.0 .
Fig. 6.65
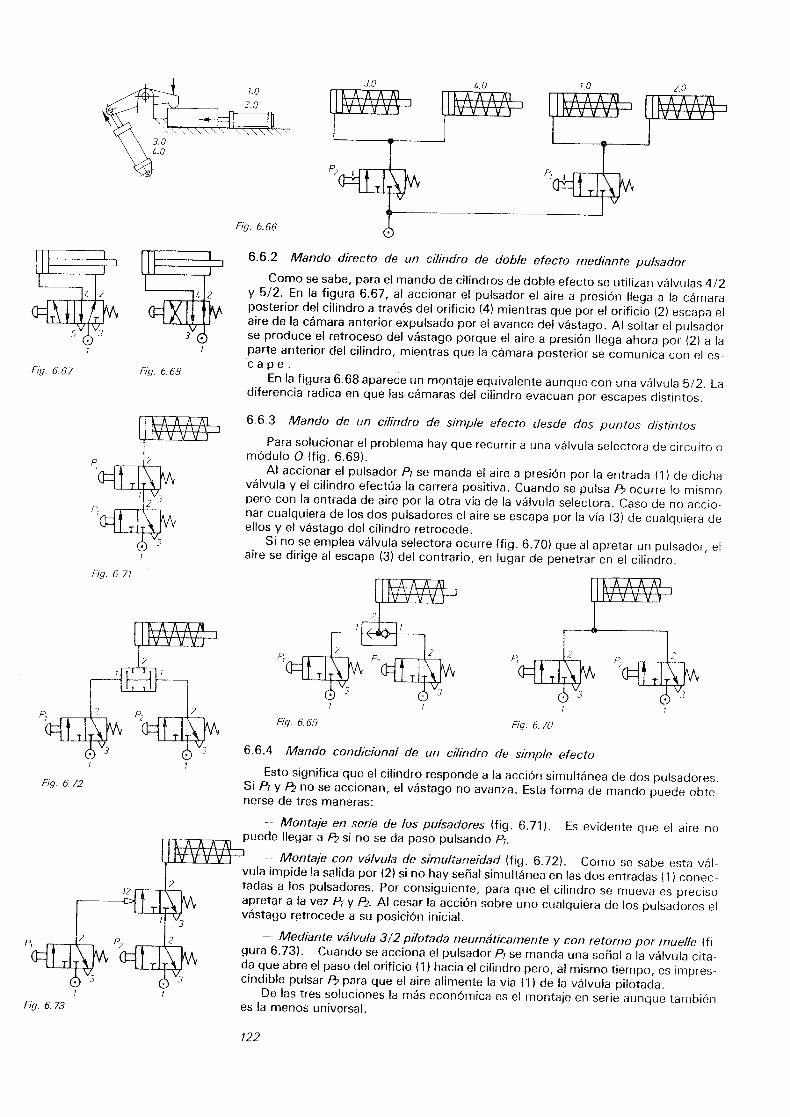
Fig. 6.72
Fig. 6. 73
Fig. 6_ 71
Fig. 6.67
Fig. 6.68
Fig. 6.66
122
'y o"~"v~r"AIr~ra~ESU
~rarar~ra~ irarar~ra~ ~~ar~rar~~
O
6.6.2 Mando directo de un cilindro de doble efecto mediante pulsadorComo se sabe, para el mando de cilindros de doble efecto se utilizan válvulas 4/2
y 5/2. En la figura 6.67, al accionar el pulsador el aire a presión llega a la cámaraposterior del cilindro a través del orificio (4) mientras que por el orificio (2) escapa elaire de la cámara anterior expulsado por el avance del vástago . Al soltar el pulsadorse produce el retroceso del vástago porque el aire a presión llega ahora por (2) a laparte anterior del cilindro, mientras que la cámara posterior se comunica con el es-cape .
En la figura 6.68 aparece un montaje equivalente aunque con una válvula 5/2 . Ladiferencia radica en que las cámaras del cilindro evacuan por escapes distintos .
6.6 .3 Mando de un cilindro de simple efecto desde dos puntos distintosPara solucionar el problema hay que recurrir a una válvula selectora de circuito o
módulo O (fig . 6 .69) .Al accionar el pulsador Pi se manda el aire a presión por la entrada (1) de dicha
válvula y el cilindro efectúa la carrera positiva . Cuando se pulsa PZ ocurre lo mismopero con la entrada de aire por la otra vía de la válvula selectora . Caso de no accio-nar cualquiera de los dos pulsadores el aire se escapa por la vía (3) de cualquiera deellos y el vástago del cilindro retrocede .
Si no se emplea válvula selectora ocurre (fig . 6.70) que al apretar un pulsador, elaire se dirige al escape (3) del contrario, en lugar de penetrar en el cilindro .
Fig. 6.69
Fig. 6.70
6.6 .4 Mando condicional de un cilindro de simple efectoEsto significa que el cilindro responde a la acción simultánea de dos pulsadores .
Si P1 y P1 no se accionan, el vástago no avanza . Esta forma de mando puede obte-nerse de tres maneras:
- Montaje en serie de los pulsadores (fig . 6.71) .
Es evidente que el aire nopuede llegar a PZ si no se da paso pulsando P1.
- Montaje con válvula de simultaneidad (fig . 6.72) .
Como se sabe esta vál-vula impide la salida por (2) si no hay señal simultánea en las dos entradas (1) conec-tadas a los pulsadores . Por consiguiente, para que el cilindro se mueva es precisoapretar a la vez Pr y e. Al cesar la acción sobre uno cualquiera de los pulsadores elvástago retrocede a su posición inicial .
- Mediante válvula 312 pilotada neurnáticamente y con retorno por muelle (fi-gura 6.73) . Cuando se acciona el pulsador P, se manda una señal a la válvula cita-da que abre el paso del orificio (1) hacia el cilindro pero, al mismo tiempo, es impres-cindible pulsar Pz para que el aire alimente la vía (1) de la válvula pilotada .
De las tres soluciones la más económica es el montaje en serie aunque tambiénes la menos universal .
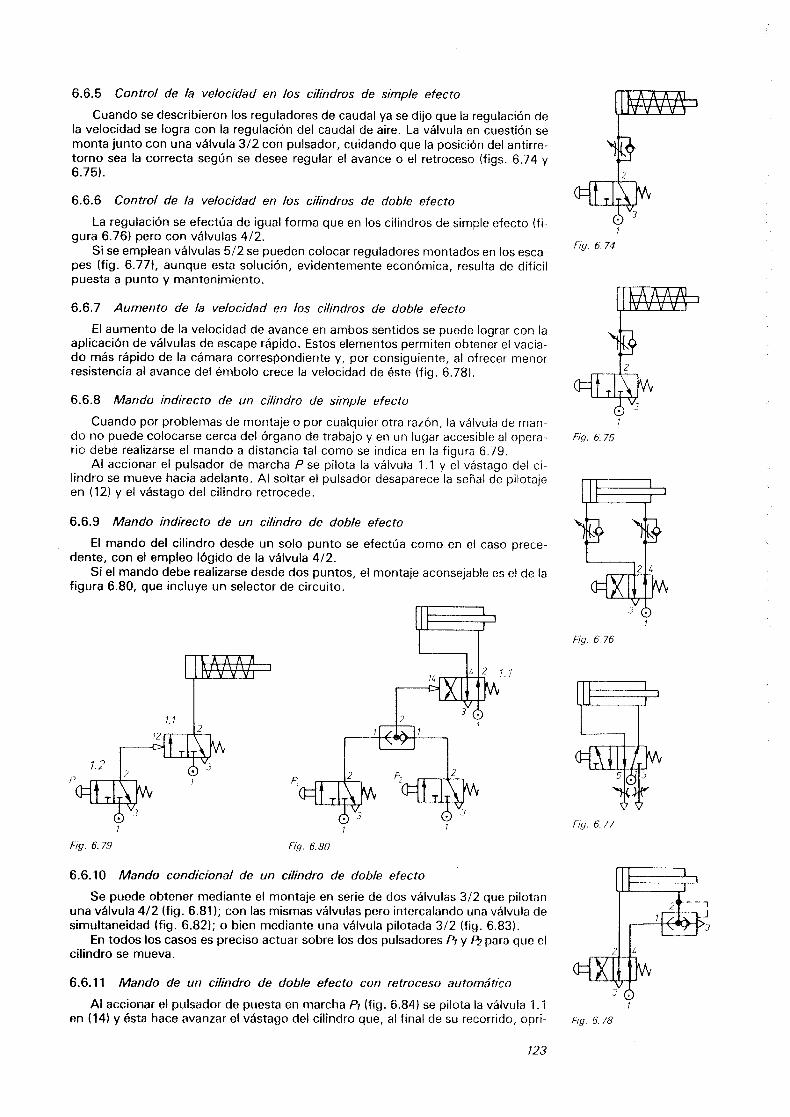
6.6.5 Control de la velocidad en los cilindros de simple efectoCuando se describieron los reguladores de caudal ya se dijo que la regulación de
la velocidad se logra con la regulación del caudal de aire . La válvula en cuestión semonta junto con una válvula 3/2 con pulsador, cuidando que la posición del antirretorno sea la correcta según se desee regular el avance o el retroceso (figs . 6 .74 y6.75) .
6.6.6 Control de la velocidad en los cilindros de doble efectoLa regulación se efectúa de igual forma que en los cilindros de simple efecto (fi-
gura 6.76) pero con válvulas 4/2.Si se emplean válvulas 5/2 se pueden colocar reguladores montados en los esca-
pes (fig . 6.77), aunque esta solución, evidentemente económica, resulta de difícilpuesta a punto y mantenimiento .
6.6.7 Aumento de la velocidad en los cilindros de doble efectoEl aumento de la velocidad de avance en ambos sentidos se puede lograr con la
aplicación de válvulas de escape rápido . Estos elementos permiten obtener el vacia-do más rápido de la cámara correspondiente y, por consiguiente, al ofrecer menorresistencia al avance del émbolo crece la velocidad de éste (fig . 6 .78) .
6.6.8 Mando indirecto de un cilindro de simple efectoCuando por problemas de montaje o por cualquier otra razón, la válvula de man-
do no puede colocarse cerca del órgano de trabajo y en un lugar accesible al opera-rio debe realizarse el mando a distancia tal como se indica en la figura 6.79.
Al accionar el pulsador de marcha P se pilota la válvula 1 .1 y el vástago del ci-lindro se mueve hacia adelante . Al soltar el pulsador desaparece la señal de pilotajeen (12) y el vástago del cilindro retrocede .
6.6.9 Mando indirecto de un cilindro de doble efectoEl mando del cilindro desde un solo punto se efectúa como en el caso prece-
dente, con el empleo lógido de la válvula 4/2 .Si el mando debe realizarse desde dos puntos, el montaje aconsejable es el de la
figura 6 .80, que incluye un selector de circuito .
6.6.10 Mando condicional de un cilindro de doble efectoSe puede obtener mediante el montaje en serie de dos válvulas 3/2 que pilotan
una válvula 4/2 (fig . 6 .81) ; con las mismas válvulas pero intercalando una válvula desimultaneidad (fig . 6 .82) ; o bien mediante una válvula pilotada 3/2 (fig . 6.83) .
En todos los casos es preciso actuar sobre los dos pulsadores PJ y e para que elcilindro se mueva .
6.6.11 Mando de un cilindro de doble efecto con retroceso automático
123
Fig. 6. 74
Fig. 6. 75
Fig. 6. 76
Al accionar el pulsador de puesta en marcha Pl (fig . 6 .84) se pilota la válvula 1 .1en (14) y ésta hace avanzar el vástago del cilindro que, al final de su recorrido, opri-
Fig. 6.78
Fig. 6. 77
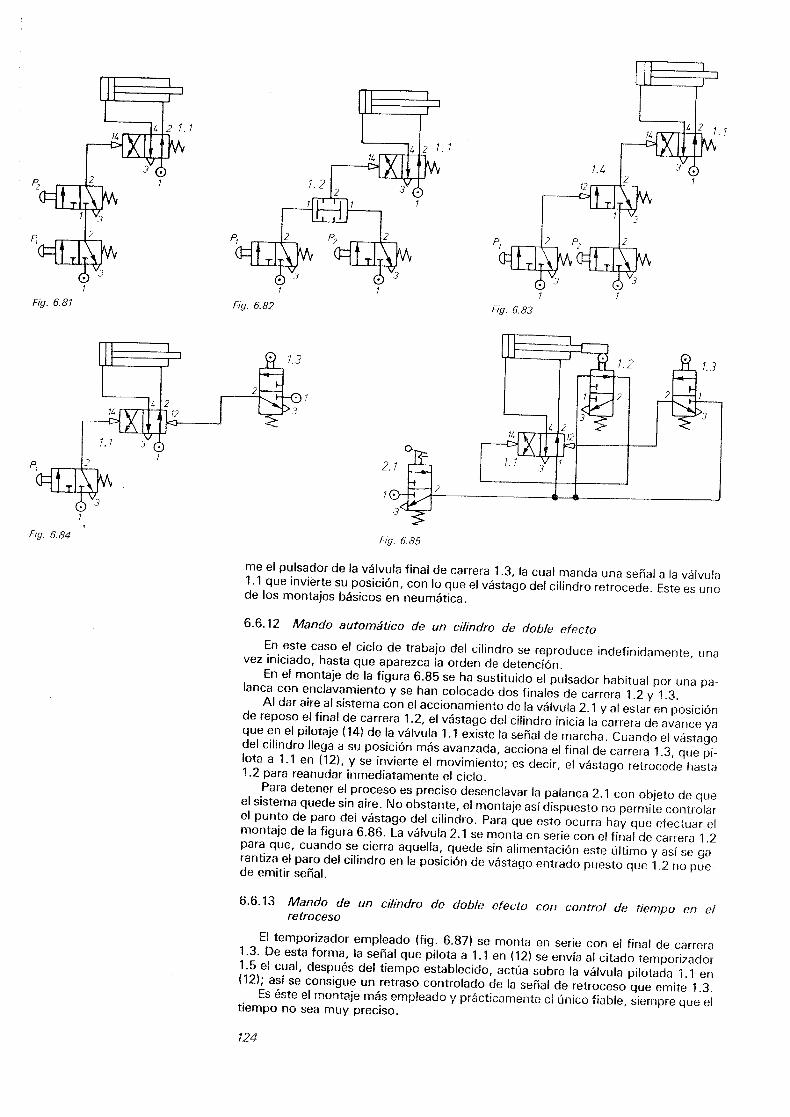
Fig. 6.81
Fig. 6.84
124
Fig. 6-85
6.6.12 Mando automático de un cilindro de doble efecto
me el pulsador de la válvula final de carrera 1 .3, la cual manda una señal a la válvula1 .1 que invierte su posición, con lo que el vástago del cilindro retrocede. Este es unode los montajes básicos en neumática.
En este caso el ciclo de trabajo del cilindro se reproduce indefinidamente, unavez iniciado, hasta que aparezca la orden de detención .En el montaje de la figura 6.85 se ha sustituido el pulsador habitual por una pa-lanca con enclavamiento y se han colocado dos finales de carrera 1 .2 y 1 .3 .Al dar aire al sistema con el accionamiento de la válvula 2.1 y al estar en posiciónde reposo el final de carrera 1 .2, el vástago del cilindro inicia la carrera de avance yaque en el pilotaje (14) de la válvula 1 .1 existe la señal de marcha . Cuando el vástagodel cilindro llega a su posición más avanzada, acciona el final de carrera 1 .3, que pi-lota a 1 .1 en (12), y se invierte el movimiento ; es decir, el vástago retrocede hasta1 .2 para reanudar inmediatamente el ciclo.Para detener el proceso es preciso desenclavar la palanca 2 .1 con objeto de queel sistema quede sin aire . No obstante, el montaje así dispuesto no permite controlarel punto de paro del vástago del cilindro . Para que esto ocurra hay que efectuar elmontaje de la figura 6.86. La válvula 2.1 se monta en serie con el final de carrera 1 .2para que, cuando se cierra aquella, quede sin alimentación este último y así se ga-rantiza el paro del cilindro en la posición de vástago entrado puesto que 1 .2 no pue-de emitir señal .
6.6.13 Mando de un cilindro de doble efecto con control de tiempo en elretroceso
El temporizador empleado (fig . 6.87) se monta en serie con el final de carrera1 .3 . De esta forma, la señal que pilota a 1 .1 en (12) se envía al citado temporizador1 .5 el cual, después del tiempo establecido, actúa sobre la válvula pilotada 1 .1 en(12) ; así se consigue un retraso controlado de la señal de retroceso que emite 1 .3 .Es éste el montaje más empleado y prácticamente el único fiable, siempre que eltiempo no sea muy preciso .

Fig. 6. 86
Fig. 6.87
6.6.14 Mando de un cilindro de doble efecto con anulador de señalEn un determinado montaje puede ocurrir que el operario tenga accionado el
pulsador durante un tiempo excesivo y se produzca el deterioro del producto porrespuesta a destiempo del sistema debido a una coincidencia de señales . En efectosi se oprime el pulsador P (fig . 6 .88) demasiado tiempo, en la válvula 1 .1 aparecendos señales simultáneas cuando el vástago del cilindro llega a 1 .3 . Al llegar primerola señal por (14) y después la señal por (12), ésta no es efectiva hasta que el operariodeja de accionar el pulsador P, pero en este momento el producto puede habersedeteriorado .
No obstante, puede evitarse esta eventualidad con el temporizador montado co-mo anulador de señal, tal corno se observa en la figura . Como éste se encuentranormalmente abierto, la señal de marcha pasa a la válvula 1 .1 y al mismo tiempo alsistema temporizador, el cual anula la señal procedente de P después de un ciertotiempo que se mantiene constante .
125
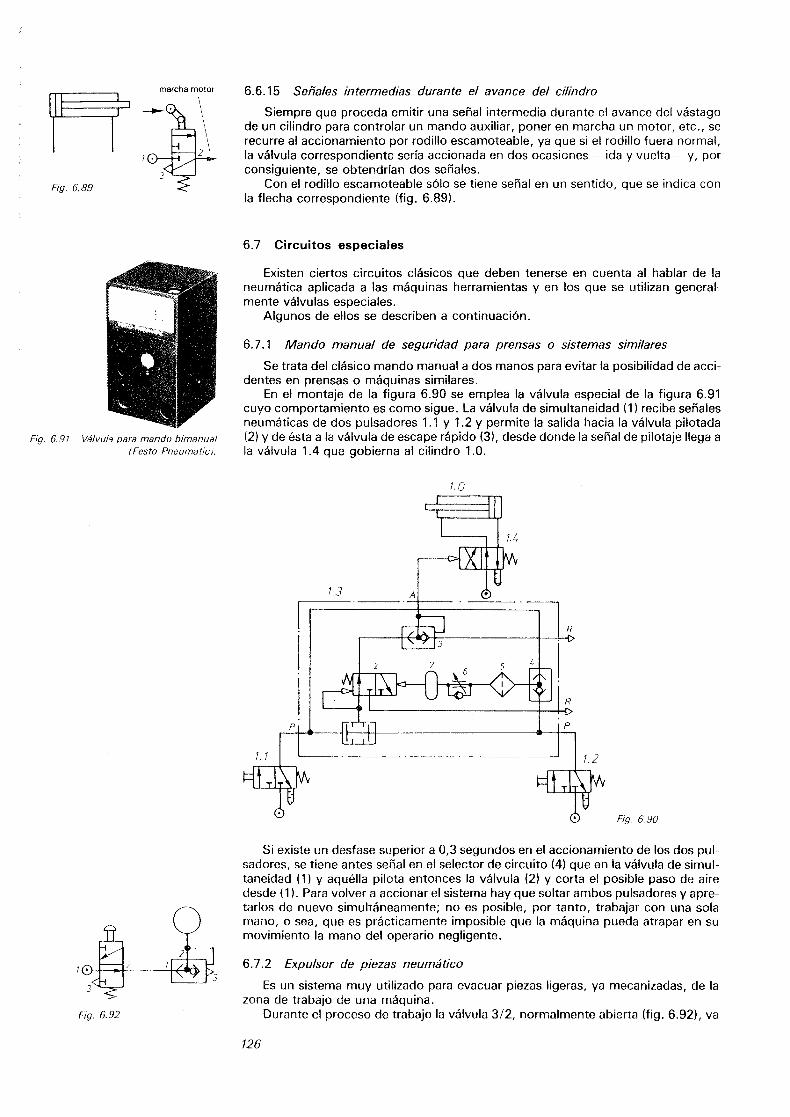
Fig. 6.89
marcha motor
Fig. 6.91
Válvula para mando bimanual
Fig. 6.92
6.6.15 Señales intermedias durante el avance del cilindro
Siempre que proceda emitir una señal intermedia durante el avance del vástagode un cilindro para controlar un mando auxiliar, poner en marcha un motor, etc ., serecurre al accionamiento por rodillo escamoteable, ya que si el rodillo fuera normal,la válvula correspondiente sería accionada en dos ocasiones -ida y vuelta- y, porconsiguiente, se obtendrían dos señales.
Con el rodillo escamoteable sólo se tiene señal en un sentido, que se indica conla flecha correspondiente (fig . 6.89) .
6 .7 Circuitos especiales
Existen ciertos circuitos clásicos que deben tenerse en cuenta al hablar de laneumática aplicada a las máquinas herramientas y en los que se utilizan general-mente válvulas especiales .
Algunos de ellos se describen a continuación .
6.7 .1
Mando manual de seguridad para prensas o sistemas similares
Se trata del clásico mando manual a dos manos para evitar la posibilidad de acci-dentes en prensas o máquinas similares .
En el montaje de la figura 6 .90 se emplea la válvula especial de la figura 6.91cuyo comportamiento es como sigue. La válvula de simultaneidad (1) recibe señalesneumáticas de dos pulsadores 1 .1 y 1 .2 y permite la salida hacia la válvula pilotada(2) y de ésta a la válvula de escape rápido (3), desde donde la señal de pilotaje llega a
(Festo Pneumaticl .
la válvula 1 .4 que gobierna al cilindro 1 .0 .
126
Fig. 6.90
Si existe un desfase superior a 0,3 segundos en el accionamiento de los dos pul-sadores, se tiene antes señal en el selector de circuito (4) que en la válvula de simul-taneidad (1) y aquélla pilota entonces la válvula (2) y corta el posible paso de airedesde (1). Para volver a accionar el sistema hay que soltar ambos pulsadores y apre-tarlos de nuevo simultáneamente; no es posible, por tanto, trabajar con una solamano, o sea, que es prácticamente imposible que la máquina pueda atrapar en sumovimiento la mano del operario negligente .
6.7 .2 Expulsor de piezas neumático
Es un sistema muy utilizado para evacuar piezas ligeras, ya mecanizadas, de lazona de trabajo de una máquina .
Durante el proceso de trabajo la válvula 3/2, normalmente abierta (fig . 6.92), va
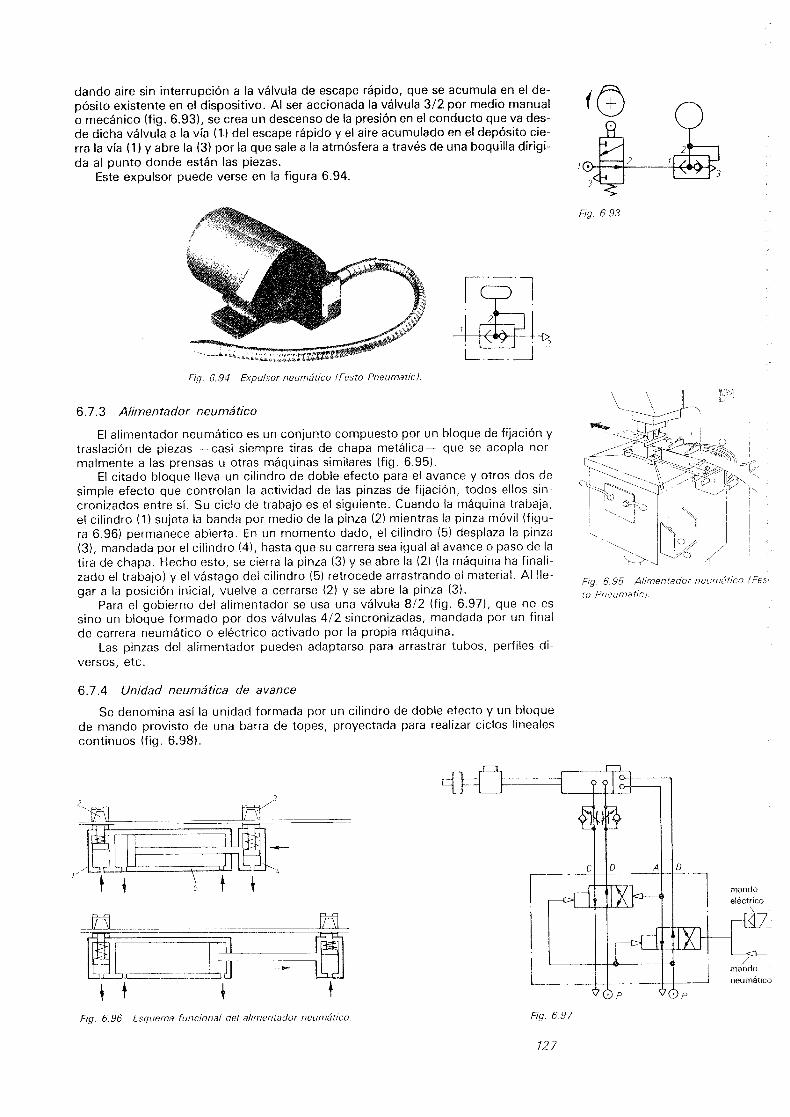
dando aire sin interrupción a la válvula de escape rápido, que se acumula en el de-pósito existente en el dispositivo . Al ser accionada la válvula 3/2 por medio manualo mecánico (fig . 6.93), se crea un descenso de la presión en el conducto que va des-de dicha válvula a la vía (1-) del escape rápido y el aire acumulado en el depósito cie-rra la vía (1) y abre la (3) por la que sale a la atmósfera a través de una boquilla dirigi-da al punto donde están las piezas .
Este expulsor puede verse en la figura 6.94.
6.7 .3 Alimentador neumático
Fig. 6.94
Expulsor neumático (Festo Pneumatic) .
El alimentador neumático es un conjunto compuesto por un bloque de fijación ytraslación de piezas -casi siempre tiras de chapa metálica- que se acopla nor-malmente a las prensas u otras máquinas similares (fig . 6.95) .
El citado bloque lleva un cilindro de doble efecto para el avance y otros dos desimple efecto que controlan la actividad de las pinzas de fijación, todos ellos sin-cronizados entre sí . Su ciclo de trabajo es el siguiente . Cuando la máquina trabaja,el cilindro (1) sujeta la banda por medio de la pinza (2) mientras la pinza móvil (figu-ra 6 .96) permanece abierta . En un momento dado, el cilindro (5) desplaza la pinza(3), mandada por el cilindro (4), hasta que su carrera sea igual al avance o paso de latira de chapa . Hecho esto, se cierra la pinza (3) y se abre la (2) (la máquina ha finali-zado el trabajo) y el vástago del cilindro (5) retrocede arrastrando el material . Al lle-gar a la posición inicial, vuelve a cerrarse (2) y se abre la pinza (3) .
Para el gobierno del alimentador se usa una válvula 8/2 (fig . 6.97), que no essino un bloque formado por dos válvulas 4/2 sincronizadas, mandada por un finalde carrera neumático o eléctrico activado por la propia máquina .
Las pinzas del alimentador pueden adaptarse para arrastrar tubos, perfiles di-versos, etc .
6 .7 .4 Unidad neumática de avance
Se denomina así la unidad formada por un cilindro de doble efecto y un bloquede mando provisto de una barra de topes, proyectada para realizar ciclos linealescontinuos (fig . 6.98) .
Fig. 6.96
Esquema funcional del alimentador neumático.
Fiq. 6.97
12 7
Fig. 6.93
Fig. 6.95
Alimentador neumático (Festo Pneumatic) .
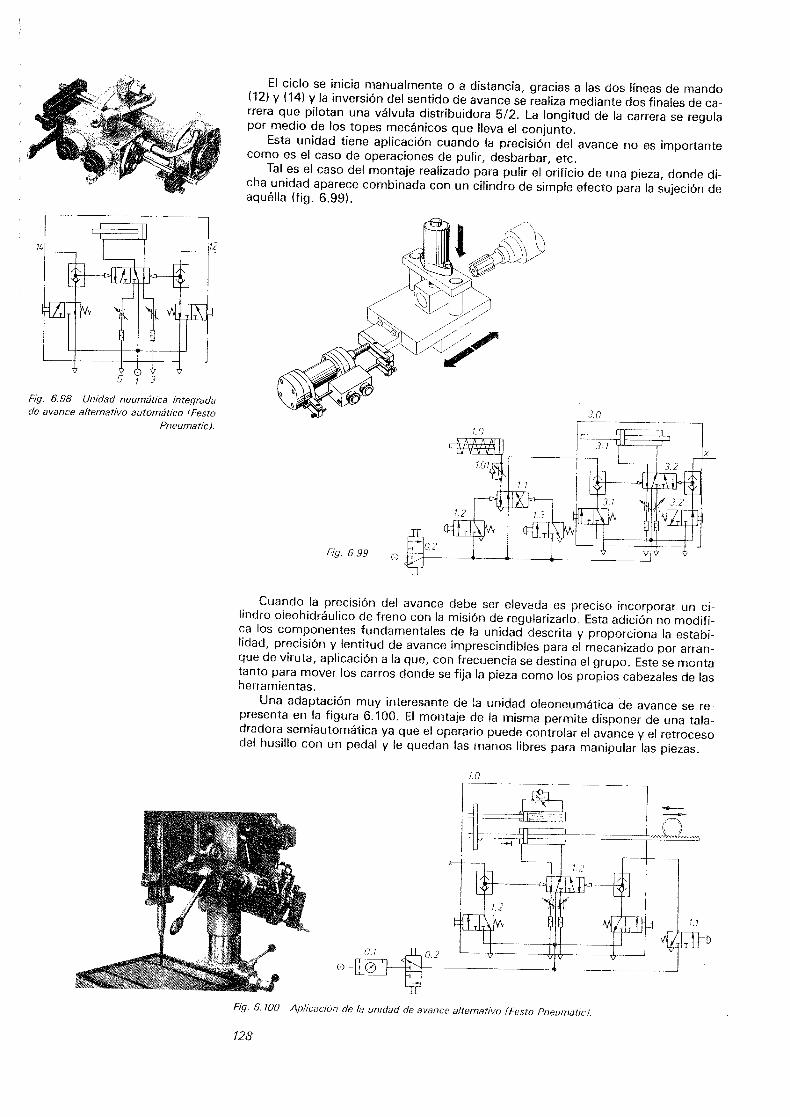
Fig. 6.98 Unidad neumática integradade avance alternativo automático (Festo
Pneumatic) .
128
El ciclo se inicia manualmente o a distancia, gracias a las dos líneas de mando(12) y (14) y la inversión del sentido de avance se realiza mediante dos finales de ca-rrera que pilotan una válvula distribuidora 5/2. La longitud de la carrera se regulapor medio de los topes mecánicos que lleva el conjunto .
Esta unidad tiene aplicación cuando la precisión del avance no es importantecomo es el caso de operaciones de pulir, desbarbar, etc.
Tal es el caso del montaje realizado para pulir el orificio de una pieza, donde di-cha unidad aparece combinada con un cilindro de simple efecto para la sujeción deaquélla (fig . 6.99) .
Fig. 6.99
107141LIMM
1_01 3.2
Cuando la precisión del avance debe ser elevada es preciso incorporar un ci-lindro oleohidráulico de freno con la misión de regularizarlo . Esta adición no modifi-ca los componentes fundamentales de la unidad descrita y proporciona la estabi-lidad, precisión y lentitud de avance imprescindibles para el mecanizado por arran-que de viruta, aplicación a la que, con frecuencia se destina el grupo . Este se montatanto para mover los carros donde se fija la pieza como los propios cabezales de lasherramientas .
Una adaptación muy interesante de la unidad oleoneumática de avance se re-presenta en la figura 6.100. El montaje de la misma permite disponer de una tala-dradora semiautomática ya que el operario puede controlar el avance y el retrocesodel husillo con un pedal y le quedan las manos libres para manipular las piezas .
Fig, 6. 100
Aplicación de la unidad de avance alternativo (Festo Pneuinatic).
0.21_
3.0
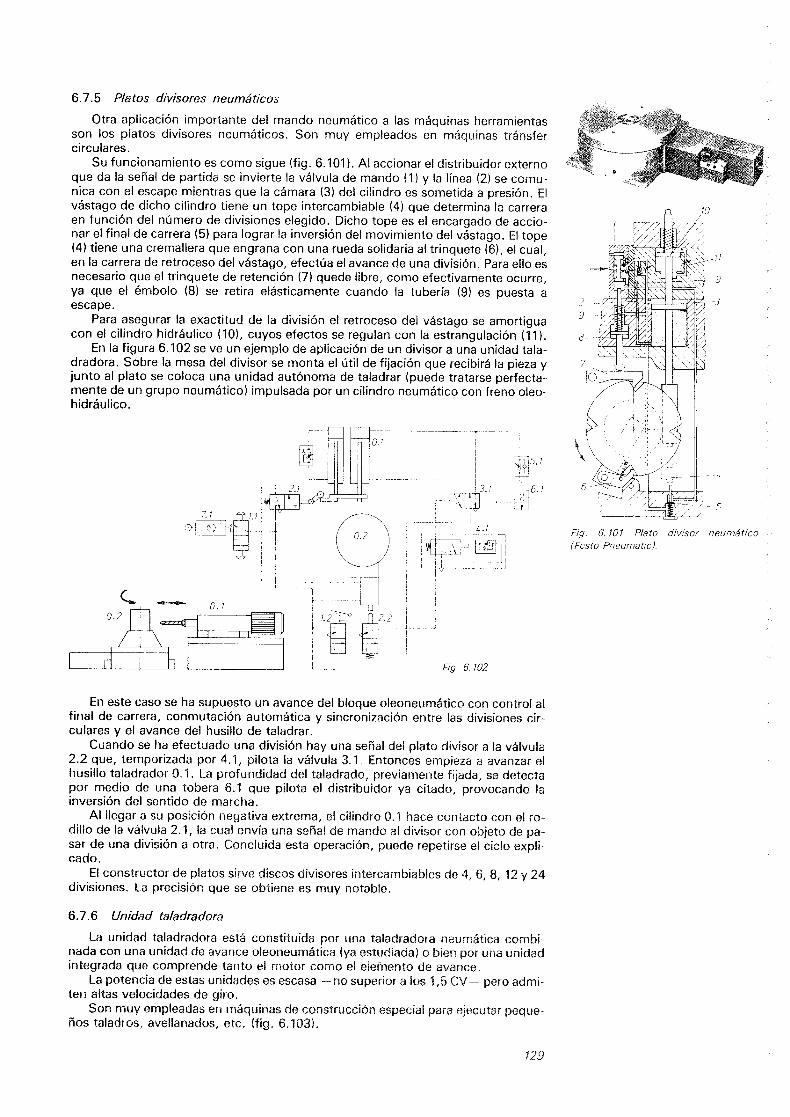
6 .7 .5 Platos divisores neumáticosOtra aplicación importante del mando neumático a las máquinas herramientas
son los platos divisores neumáticos . Son muy empleados en máquinas tránsfercirculares .
Su funcionamiento es como sigue (fig . 6.101) . Al accionar el distribuidor externoque da la señal de partida se invierte la válvula de mando (1) y la línea (2) se comu-nica con el escape mientras que la cámara (3) del cilindro es sometida a presión . Elvástago de dicho cilindro tiene un tope intercambiable (4) que determina la carreraen función del número de divisiones elegido. Dicho tope es el encargado de accio-nar el final de carrera (5) para lograr la inversión del movimiento del vástago . El tope(4) tiene una cremallera que engrana con una rueda solidaria al trinquete (6), el cual,en la carrera de retroceso del vástago, efectúa el avance de una división . Para ello esnecesario que el trinquete de retención (7) quede libre, como efectivamente ocurre,ya que el émbolo (8) se retira elásticamente cuando la tubería (9) es puesta aescape .
Para asegurar la exactitud de la división el retroceso del vástago se amortiguacon el cilindro hidráulico (10), cuyos efectos se regulan con la estrangulación (11) .
En la figura 6.102 se ve un ejemplo de aplicación de un divisor a una unidad tala-dradora. Sobre la mesa del divisor se monta el útil de fijación que recibirá la pieza yjunto al plato se coloca una unidad autónoma de taladrar (puede tratarse perfecta-mente de un grupo neumático) impulsada por un cilindro neumático con freno oleo-hidráulico .
6.7.6 Unidad taladradora
En este caso se ha supuesto un avance del bloque oleoneumático con control alfinal de carrera, conmutación automática y sincronización entre las divisiones cir-culares y el avance del husillo de taladrar .
Cuando se ha efectuado una división hay una señal del plato divisor a la válvula2 .2 que, temporizarla por 4.1, pilota la válvula 3.1 . Entonces empieza a avanzar elhusillo taladrador 0.1 . La profundidad del taladrado, previamente fijada, se detectapor medio de una tobera 6.1 que pilota el distribuidor ya citado, provocando lainversión del sentido de marcha .
Al llegar a su posición negativa extrema, el cilindro 0.1 hace contacto con el ro-dillo de la válvula 2.1, la cual envía una señal de mando al divisor con objeto de pa-sar de una división a otra . Concluida esta operación, puede repetirse el ciclo expli-cado .
El constructor de platos sirve discos divisores intercambiables de 4, 6, 8, 12 y 24divisiones . La precisión que se obtiene es muy notable.
La unidad taladradora está constituida por una taladradora neumática combí-nada con una unidad de avance oleoneumática (ya estudiada) o bien por una unidadintegrada que comprende tanto el motor como el elemento de avance .
La potencia de estas unidades es escasa -no superior a los 1,5 Cal- pero admi-ten altas velocidades de giro .
Son muy empleadas en máquinas de construcción especial para ejecutar peque-ños taladros, avellanados, etc . (fig . 6 .103) .
129
Fig. 6.101 Plato divisor neumático(Festo Pneumatic).
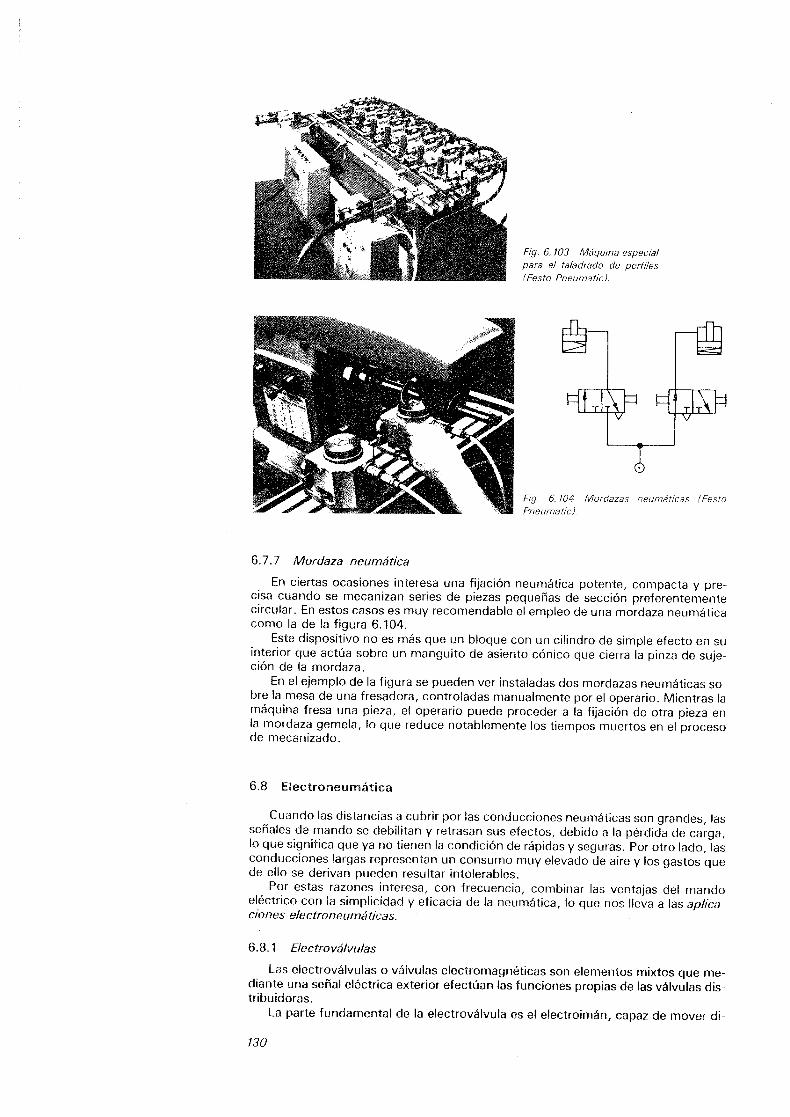
6 .7.7 Mordaza neumática
En ciertas ocasiones interesa una fijación neumática potente, compacta y pre-cisa cuando se mecanizan series de piezas pequeñas de sección preferentementecircular . En estos casos es muy recomendable el empleo de una mordaza neumáticacomo la de la figura 6 .104 .
Este dispositivo no es más que un bloque con un cilindro de simple efecto en suinterior que actúa sobre un manguito de asiento cónico que cierra la pinza de suje-ción de la mordaza .
En el ejemplo de la figura se pueden ver instaladas dos mordazas neumáticas so-bre la mesa de una fresadora, controladas manualmente por el operario . Mientras lamáquina fresa una pieza, el operario puede proceder a la fijación de otra pieza enla mordaza gemela, lo que reduce notablemente los tiempos muertos en el procesode mecanizado .
6.8 Electroneumática
Cuando las distancias a cubrir por las conducciones neumáticas son grandes, lasseñales de mando se debilitan y retrasan sus efectos, debido a la pérdida de carga,lo que significa que ya no tienen la condición de rápidas y seguras . Por otro lado, lasconducciones largas representan un consumo muy elevado de aire y los gastos quede ello se derivan pueden resultar intolerables .
Por estas razones interesa, con frecuencia, combinar las ventajas del mandoeléctrico con la simplicidad y eficacia de la neumática, lo que nos lleva a las aplica-ciones electroneumáticas .
6.8 .1 Electroválvulas
Las electroválvulas o válvulas electromagnéticas son elementos mixtos que me-diante una señal eléctrica exterior efectúan las funciones propias de las válvulas dis-tribuidoras .
La parte fundamental de la electroválvula es el electroimán, capaz de mover di-
130
Fig. 6.103
Máquina especialpara el taladrado de perfiles(Festo Pneumatic).
Fig . 6.104 Mordazas neumáticas (FestoPneumatic) .
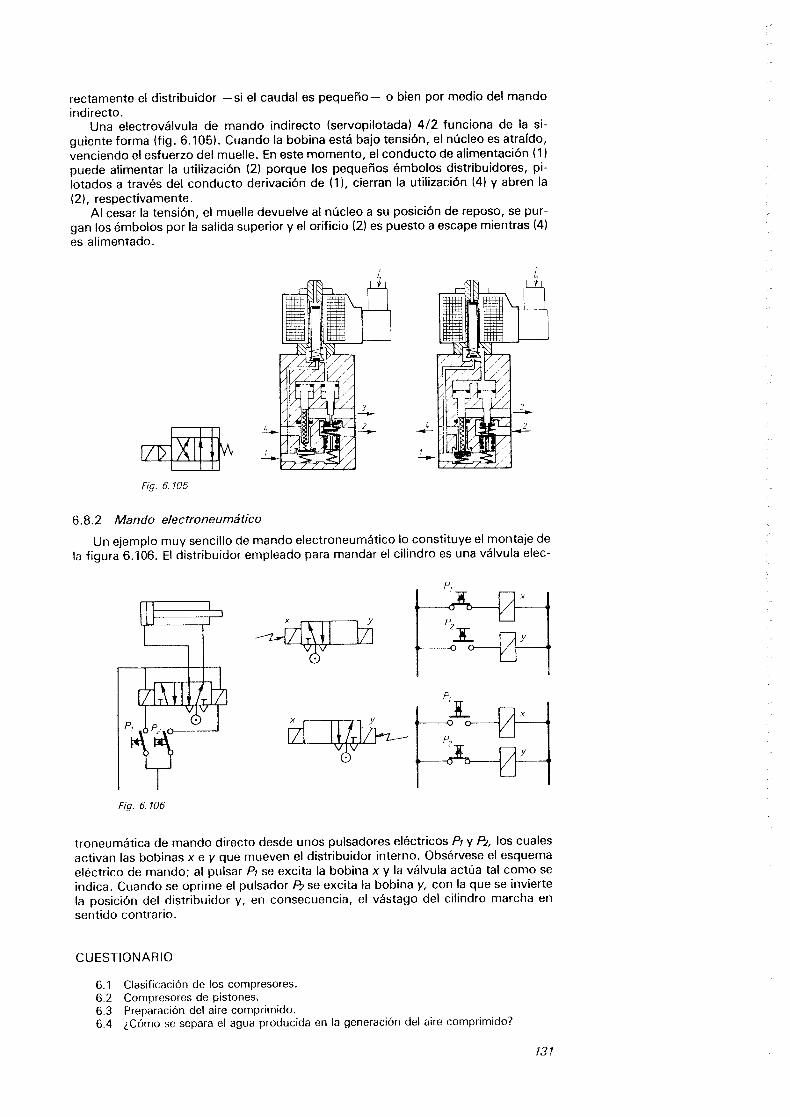
rectamente el distribuidor -si el caudal es pequeño- o bien por medio del mandoindirecto.
Una electroválvula de mando indirecto (servopilotada) 4/2 funciona de la si-guiente forma (fig . 6 .105) . Cuando la bobina está bajo tensión, el núcleo es atraído,venciendo el esfuerzo del muelle . En este momento, el conducto de alimentación (1)puede alimentar la utilización (2) porque los pequeños émbolos distribuidores, pi-lotados a través del conducto derivación de (1), cierran la utilización (4) y abren la(2), respectivamente .
Al cesar la tensión, el muelle devuelve al núcleo a su posición de reposo, se pur-gan los émbolos por la salida superior y el orificio (2) es puesto a escape mientras (4)es alimentado .
Fig. 6.105
6.8 .2 Mando electroneumáticoUn ejemplo muy sencillo de mando electroneumático lo constituye el montaje de
la figura 6.106 . El distribuidor empleado para mandar el cilindro es una válvula elec-
Fig. 6.106
troneumática de mando directo desde unos pulsadores eléctricos P1 y F§, los cualesactivan las bobinas x e y que mueven el distribuidor interno. Obsérvese el esquemaeléctrico de mando; al pulsar Pl se excita la bobina x y la válvula actúa tal como seindica . Cuando se oprime el pulsador F~ se excita la bobina y, con la que se inviertela posición del distribuidor y, en consecuencia, el vástago del cilindro marcha ensentido contrario .
CUESTIONARIO
6.1
Clasificación de los compresores.6.2
Compresores de pistones.6.3
Preparación del aire comprimido .6 .4
¿Cómo se separa el agua producida en la generación del aire comprimido?
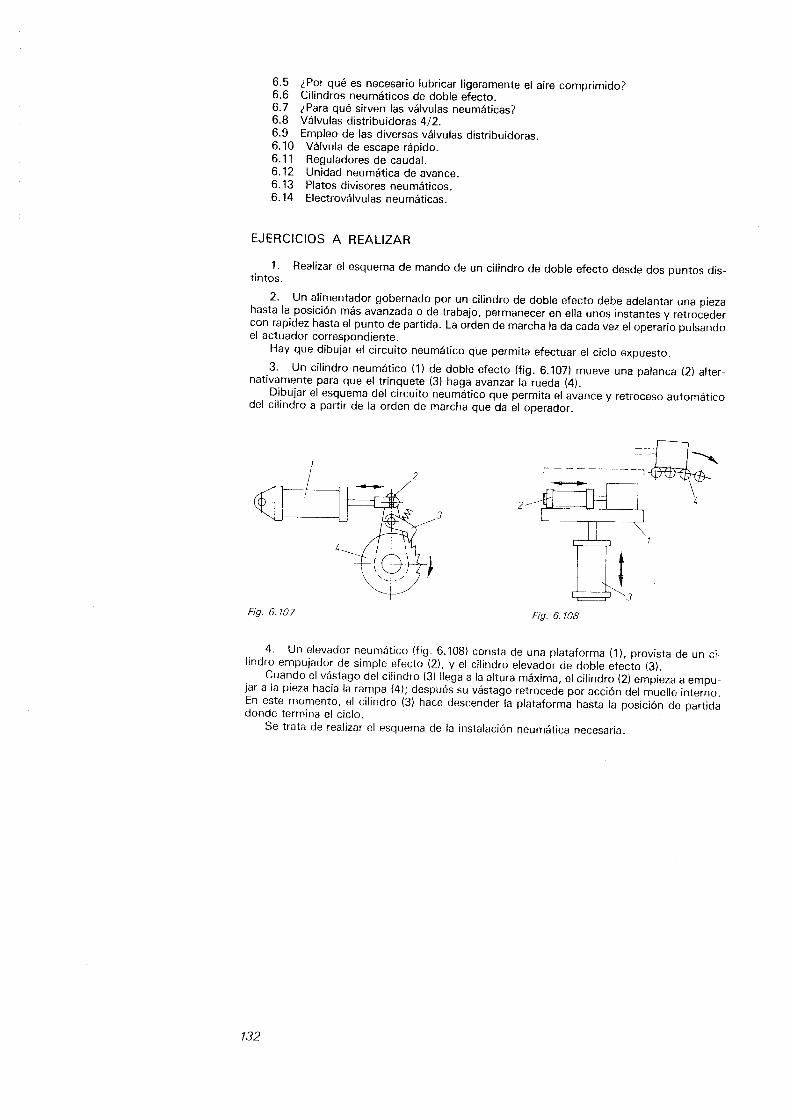
6.5
¿Por qué es necesario lubricar ligeramente el aire comprimido?6.6
Cilindros neumáticos de doble efecto .6 .7
¿Para qué sirven las válvulas neumáticas?6.8
Válvulas distribuidoras 4/2 .6 .9
Empleo de las diversas válvulas dístribuidoras .6.10
Válvula de escape rápido .6.11
Reguladores de caudal .6 .12
Unidad neumática de avance .6 .13
Platos divisores neumáticos .6.14
Electroválvulas neumáticas .
EJERCICIOS A REALIZAR
1 .
Realizar el esquema demando de un cilindro de doble efecto desde dos puntos dis-tintos .
2 .
Un alimentador gobernado por un cilindro de doble efecto debe adelantar una piezahasta la posición más avanzada o de trabajo, permanecer en ella unos instantes y retrocedercon rapidez hasta el punto de partida . La orden de marcha la da cada vez el operario pulsandoel actuador correspondiente .
Hay que dibujar el circuito neumático que permita efectuar el ciclo expuesto .3 .
Un cilindro neumático (1) de doble efecto (fig . 6.107) mueve una palanca (2) alter-nativamente para que el trinquete (3) haga avanzar la rueda (4', .
Dibujar el esquema del circuito neumático que permita el avance y retroceso automáticodel cilindro a partir de la orden de marcha que da el operador .
Fig. 6.107 Fig. 6.108
4 .
Un elevador neumático (fig . 6 .108) consta de una plataforma (1), provista de un ci-lindro empujador de simple efecto (2), y el cilindro elevador de doble efecto (3) .Cuando el vástago del cilindro (3) llega a la altura máxima, el cilindro (2) empieza a empu-jar a la pieza hacia la rampa (4) ; después su vástago retrocede por acción del muelle interno .En este momento, el cilindro (3) hace descender la plataforma hasta la posición de partida
donde termina el ciclo .Se trata de realizar el esquema de la instalación neumática necesaria .
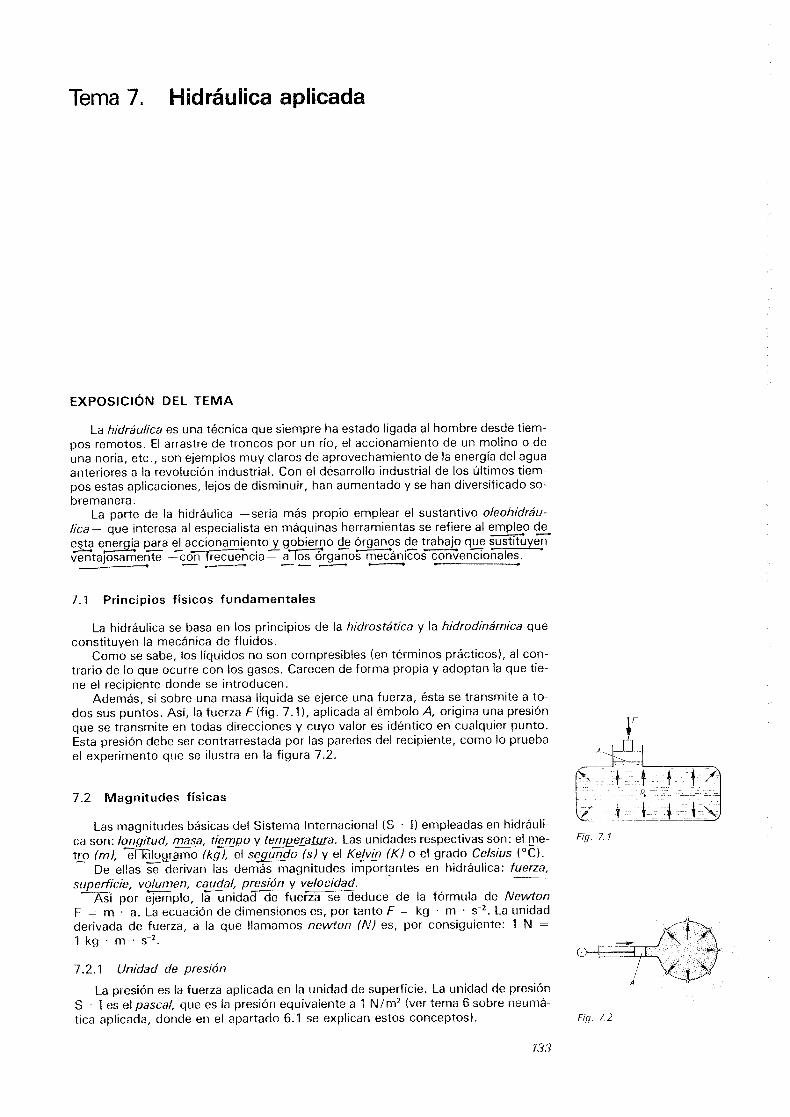
Tema 7.
Hidráulica aplicada
EXPOSICIÓN DEL TEMA
La hidráulica es una técnica que siempre ha estado ligada al hombre desde tiem-pos remotos . El arrastre de troncos por un río, el accionamiento de un molino o deuna noria, etc ., son ejemplos muy claros de aprovechamiento de la energía del aguaanteriores a la revolución industrial . Con el desarrollo industrial de los últimos tiem-pos estas aplicaciones, lejos de disminuir, han aumentado y se han diversificado so-bremanera .
La parte de la hidráulica -sería más propio emplear el sustantivo oleohidráu-lica- que interesa al especialista en máquinas herramientas se refiere al empleo deesta ennerr la para el accionamiento y gobierno de órganos de trabajo que sustituyeñ
--véntalosamente -con rcuenciaa los órganos mecánicos convencionales .
7.1 Principios físicos fundamentales
La hidráulica se basa en los principios de la hidrostática y la hidrodinámica queconstituyen la mecánica de fluidos.
Como se sabe, los líquidos no son compresibles (en términos prácticos), al con-trario de lo que ocurre con los gases. Carecen de forma propia y adoptan la que tie-ne el recipiente donde se introducen .
Además, si sobre una masa líquida se ejerce una fuerza, ésta se transmite a to-dos sus puntos . Así, la fuerza F (fig . 7 .1), aplicada al émbolo A, origina una presiónque se transmite en todas direcciones y cuyo valor es idéntico en cualquier punto .Esta presión debe ser contrarrestada por las paredes del recipiente, corno lo pruebael experimento que se ilustra en la figura 7 .2 .
7.2 Magnitudes físicas
Las magnitudes básicas del Sistema internacional (S - I) empleadas en hidráuli-ca son : longitud, masa, tí"m o y temperatura. Las unidades respectivas son : el _me-tro (m), él
ilagramo (kg), el sedo (s) y el Ke_lvin (K) o el grado Celsius ( °C) .De ellas se derivan las demás magnitudes importantes en hidráulica : fuerza,
superficie, volumen, caudal, presión y velocidad.- Así por ejemplo, láunidad de fuerza se deduce de la fórmula de NewtonF = m - a . La ecuación de dimensiones es, por tanto F = kg , m - s-I . La unidadderivada de fuerza, a la que llamamos newton (N) es, por consiguiente : 1 N =1kg- m . sz .
7.2 .1 Unidad de presión
La presión es la fuerza aplicada en la unidad de superficie . La unidad de presiónS - I es el ,oasca/, que es la presión equivalente a 1 N/mZ (ver tema 6 sobre neumá-tica aplicada, donde en el apartado 6 .1 se explican estos conceptos) .
133
Fig. 7. 1
Fig . 7.2
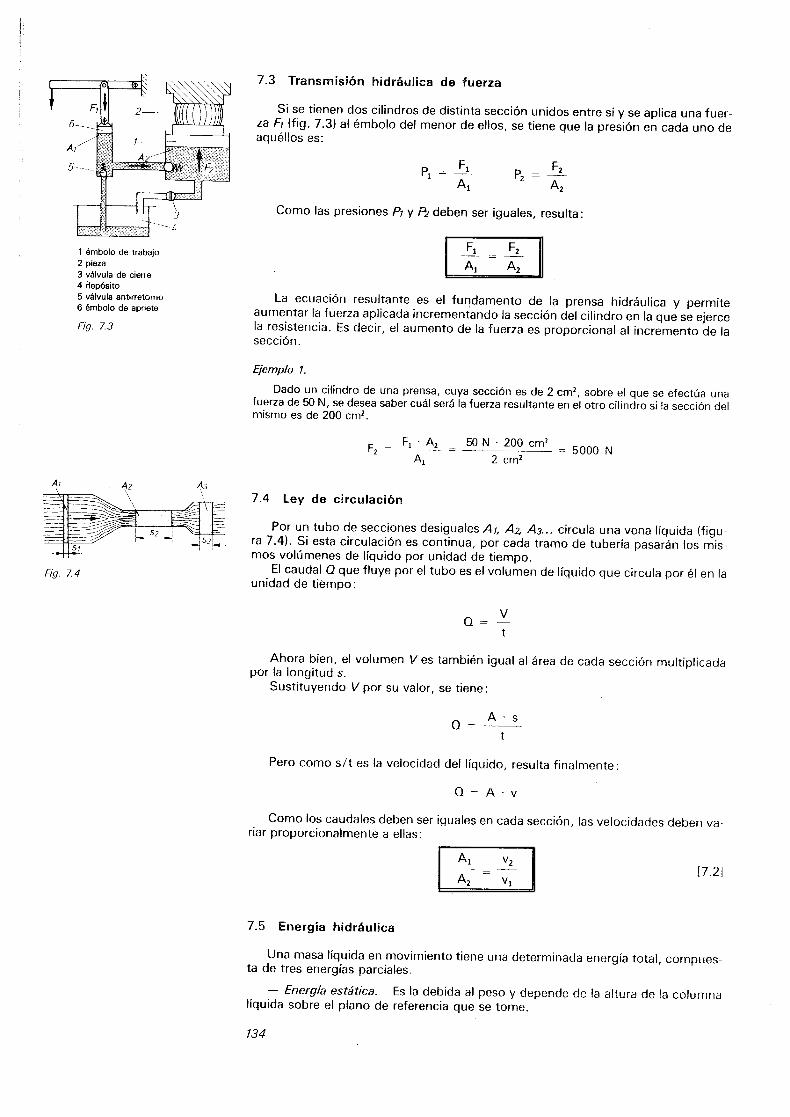
Fig . 7.4
t émbolo de trabajo2 pieza3 válvula de cierre4 depósito5 válvula antirretorno6 émbolo de apriete
Fig . 73
7.3 Transmisión hidráulica de fuerza
Si se tienen dos cilindros de distinta sección unidos entre sí y se aplica una fuer-za Fi (fig . 7.3) al émbolo del menor de ellos, se tiene que la presión en cada uno deaquéllos es:
Como las presiones P y P1 deben ser iguales, resulta :
La ecuación resultante es el fundamento de la prensa hidráulica y permiteaumentar la fuerza aplicada incrementando la sección del cilindro en la que se ejercela resistencia . Es decir, el aumento de la fuerza es proporcional al incremento de lasección .
Ejemplo 1 .
7.4 Ley de circulación
pt = Ft
Pz =F2
AtA z
_F, _ F2A, A,
Dado un cilindro de una prensa, cuya sección es de 2 cmz, sobre el que se efectúa unafuerza de 50 N, se desea saber cuál será la fuerza resultante en el otro cilindro si la sección delmismo es de 200 cmz .
F2 = F, - A2 _ 50 N - 200 cm2 = 5000 NA,
2 cmz
Por un tubo de secciones desiguales Al, Az A3. . . circula una vena líquida (figu-ra 7.4) . Si esta circulación es continua, por cada tramo de tubería pasarán los mis-mos volúmenes de líquido por unidad de tiempo .
El caudal Q que fluye por el tubo es el volumen de líquido que circula por él en launidad de tiempo :
Q _ Vt
Ahora bien, el volumen Ves también igual al área de cada sección multiplicadapor la longitud s.
Sustituyendo V por su valor, se tiene :
Q = A - st
Pero como s/t es la velocidad del líquido, resulta finalmente :
Q = A - v
Como los caudales deben ser iguales en cada sección, las velocidades deben va-riar proporcionalmente a ellas :
7.5 Energía hidráulica
Una masa líquida en movimiento tiene una determinada energía total, compues-ta de tres energías parciales .
- Energía estática .
Es la debida al peso y depende de la altura de la columnalíquida sobre el plano de referencia que se tome .
134
A, v2
A2=
v,[7.21
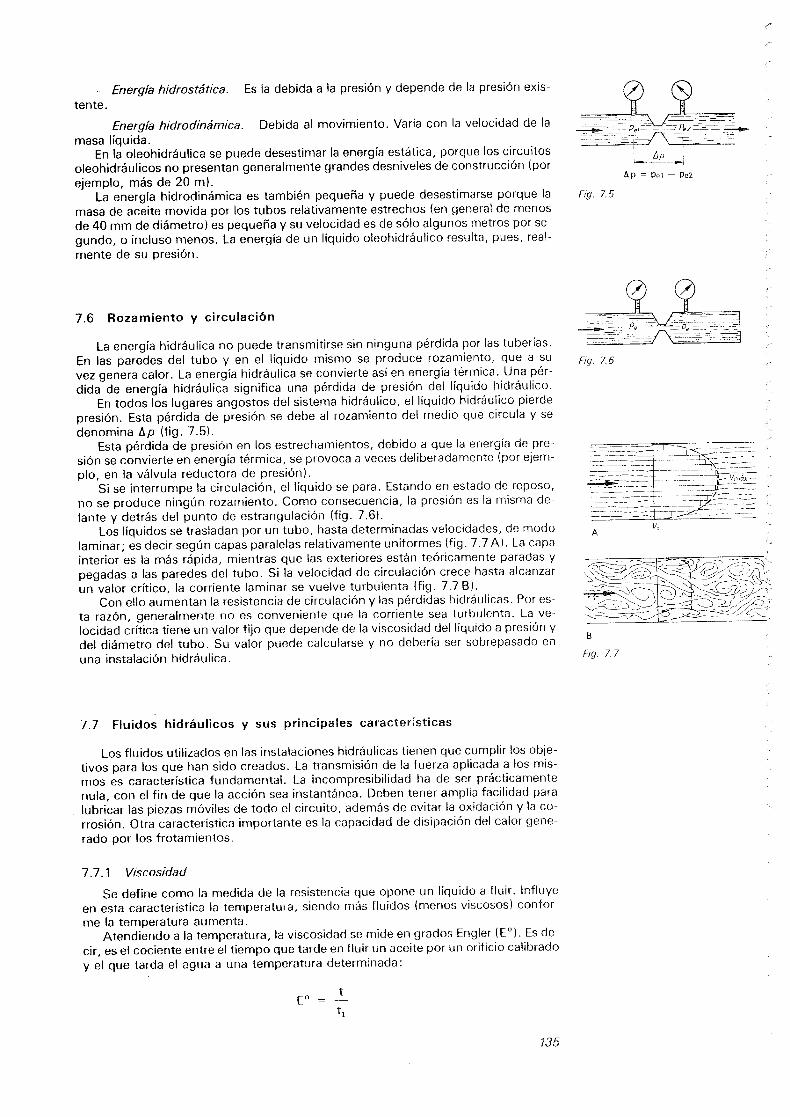
- Energía hidrostática .
Es la debida a la presión y depende de la presión exis-tente .
- Energía hidrodinámica.
Debida al movimiento . Varía con la velocidad de lamasa líquida .
En la oleohidráulica se puede desestimar la energía estática, porque los circuitosoleohidráulicos no presentan generalmente grandes desniveles de construcción (porejemplo, más de 20 m) .
La energía hidrodinámica es también pequeña y puede desestimarse porque la
Fig. 7.5
masa de aceite movida por los tubos relativamente estrechos (en general de menosde 40 mm de diámetro) es pequeña y su velocidad es de sólo algunos metros por se-gundo, o incluso menos. La energía de un líquido oleohidráulico resulta, pues, real-mente de su presión .
7 .6 Rozamiento y circulación
La energía hidráulica no puede transmitirse sin ninguna pérdida por las tuberías .En las paredes del tubo y en el líquido mismo se produce rozamiento, que a suvez genera calor. La energía hidráulica se convierte así en energía térmica . Una pér-dida de energía hidráulica significa una pérdida de presión dei líquido hidráulico .
En todos los lugares angostos del sistema hidráulico, el líquido hidráulico pierdepresión . Esta pérdida de presión se debe al rozamiento del medio que circula y sedenomina Op (fig . 7.5) .
Esta pérdida de presión en los estrechamientos, debido a que la energía de pre-sión se convierte en energía térmica, se provoca a veces deliberadamente (por ejem-plo, en la válvula reductora de presión) .
Si se interrumpe la circulación, el líquido se para . Estando en estado de reposo,no se produce ningún rozamiento . Corno consecuencia, la presión es la misma de-lante y detrás del punto de estrangulación (fig . 7 .6) .
Los líquidos se trasladan por un tubo, hasta determinadas velocidades, de modolaminar ; es decir según capas paralelas relativamente uniformes (fig . 7.7 A) . La capainterior es la más rápida, mientras que las exteriores están teóricamente paradas ypegadas a las paredes del tubo . Si la velocidad de circulación crece hasta alcanzarun valor crítico, la corriente laminar se vuelve turbulenta (fig . 7 .7 B) .
Con ello aumentan la resistencia de circulación y las pérdidas hidráulicas . Por es-ta razón, generalmente no es conveniente que la corriente sea turbulenta . La ve-locidad crítica tiene un valor fijo que depende de la viscosidad del líquido a presión ydel diámetro del tubo . Su valor puede calcularse y no debería ser sobrepasado enuna instalación hidráulica .
7.7 Fluidos hidráulicos y sus principales características
Los fluidos utilizados en las instalaciones hidráulicas tienen que cumplir los obje-tivos para los que han sido creados . La transmisión de la fuerza aplicada a los mis-mos es característica fundamental . La incompresibilidad ha de ser prácticamentenula, con el fin de que la acción sea instantánea . Deben tener amplia facilidad paralubricar las piezas móviles de todo el circuito, además de evitar la oxidación y la co-rrosión . Otra característica importante es la capacidad de disipación del calor gene-rado por los frotamientos .
7.7 .1 Viscosidad
Se define como la medida de la resistencia que opone un líquido a fluir . Influyeen esta característica la temperatura, siendo más fluidos (menos viscosos) confor-me la temperatura aumenta .
Atendiendo a la temperatura, la viscosidad se mide en grados Engler (E°) . Es de-cir, es el cociente entre el tiempo que tarde en fluir un aceite por un orificio calibradoy el que tarda el agua a una temperatura determinada :
135
Fig. 7.6
áP=Pet - Pe2
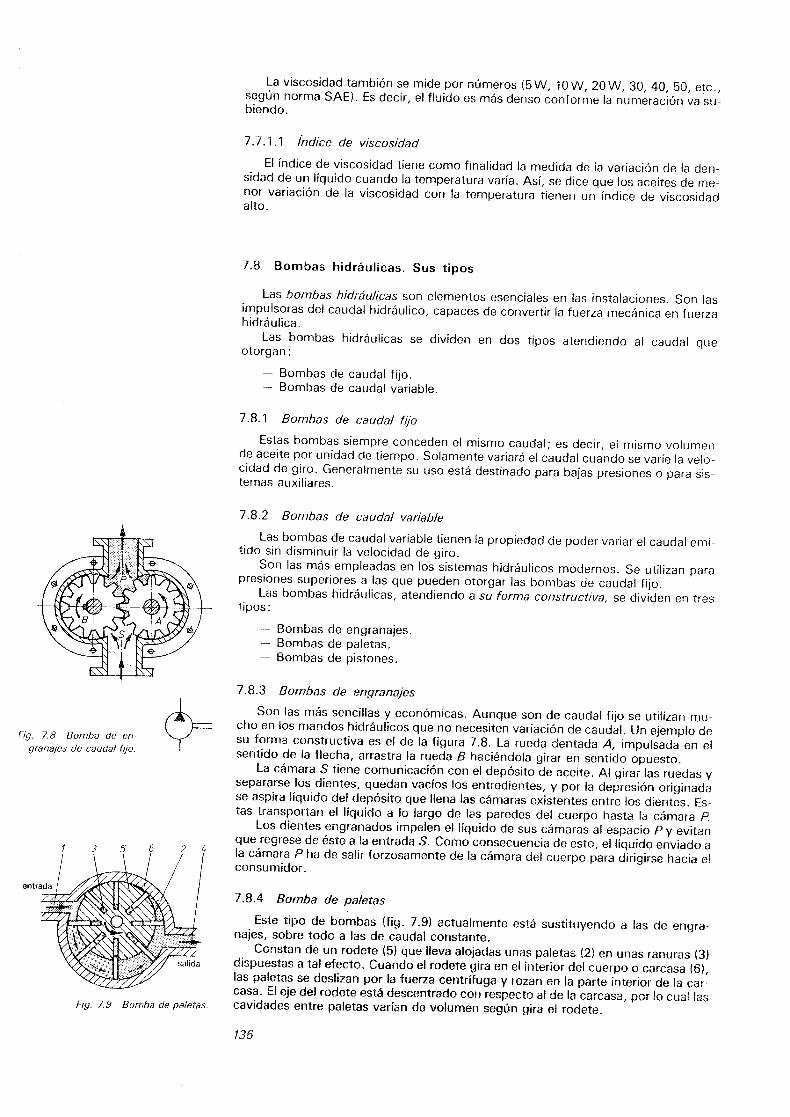
Fig . zu Bomba de en-granajes de caudal fijo .
Laviscosidad también somide pornúmeros (5VV. 1UVV'2UVV'30'40'5O .otc.segúnnorma SAB . Es decir, e!fluido es más denso conforme !a numeración va su'su-
biendo .
7 .7 .1 .1 índice de viscosidad
Bíndice deviscosidad tiene como finalidad la medida da!ovariación de!aden-sidad deun!kluidoouundo!utamporatumva,ía . Así, sedice que!ooaceites deme-nor variaoiÚn de la viscosidad con !a temperatura tienen un índice doviscosidadalto,
7.8 Bombas hidráulicas . Sus tipos
Lasbombas hidráulicas son elementos esenciales en las instalaciones . Son !asimpulsoras do!caudal hidráulico, capaces daconvertir !afuerza mecánica enfuerzahidráu!ka .
Las bombas hidráulicas no dividen en dos tipos atendiendo a! caudal quootorgan :
- Bombas de caudal fijo .- Bombas de caudal variable .
7.8.1 Bombas de caudal fijo
Estas bombassiompnooonoadono! mismo caudal ; es decir, e! mismo volumend*aceite porunidad dotiempo . Solamente variará o!caudal cuando sevaríe !avelo-cidad de giro . Generalmente su usnestá destinado para bajas presiones opara sis-temas auxUiaeo .
7.82 Bombas de caudal variable
Lasbombasdonauda!variab!etianen!apvopiedaddepodervariare!cauda!emi-tido sin disminuir !a velocidad de giro .
Son !an máoempleadas en los sistemas hidráulicos modernos . Se utilizan parapresiones superiores a !asquopueden otorgar !asbombas dmcaudal fijo .
Lanbombas hidráulicas, atendiendo asoforma consructw" sedividonen trendpns :
,
- Bombas de engranajes .- Bombas de paletas.- Bombas de pistones .
7.8 .3 Bombas de engranajesSon las más sencillas yeconómicas. Aunque nnnde caudal fijo ueutilizan mu-
cho en!oumandoshidrúuUunaquenonenaoi8*nvariaoióndecauda!, Un ajemp/odesuforma constructiva eseideiufigumT8 . Larueda dentada /, impulsadaena!sen<)dode!aflecha, arrastra !u rueda 8 haciéndola girar en sentido opuesto .
La cámara S tiene comunicación con e! depósito de aceite . A! girar iayruedas ysopomne!osdientex.quodanvao/os!onenuedientes.ypo/!adapreoiÚnnriyinadase aspira líquido de/depósito quollena !aacámaras existentes entre !osdientes . Estas tnanxportan m! líquido a !olargo de!msparedes del cuerpo hasta !o cámara P
Losdientes onOranadusimpelen o}líquido deauocámaras a!espacio P yavit*nquo regrese doéutaa !a entrada {i Como consecuencia de esto, o! líquido enviado a!a cámara Phadesa!irforzosamente de!acámara del cuerpo para dirigirse hacia e!consumidor.
7.8 .4 Bomba de paletas
Este tipo debombas <fig . 7.9> actualmente está sustituyendo u las d*an0na-nujeu' sobre todo a las de caudal constante.
Constan dnunrodete (G) quelleva alojadas unas paletas (2) anunas ranuras (3)dispuestas ata!efecto . Cuando el rodete gira en o( interior del cuerpo ooarcaua (6),
casa.B eje del rodete está descentrado con respecto a!du !e oarcaxn no,/mr'/n! /n«/~z9 Bomba ~paletas,
cavidades entre paletas varían dovolumen
~según gira ~rodete.--'-----
136
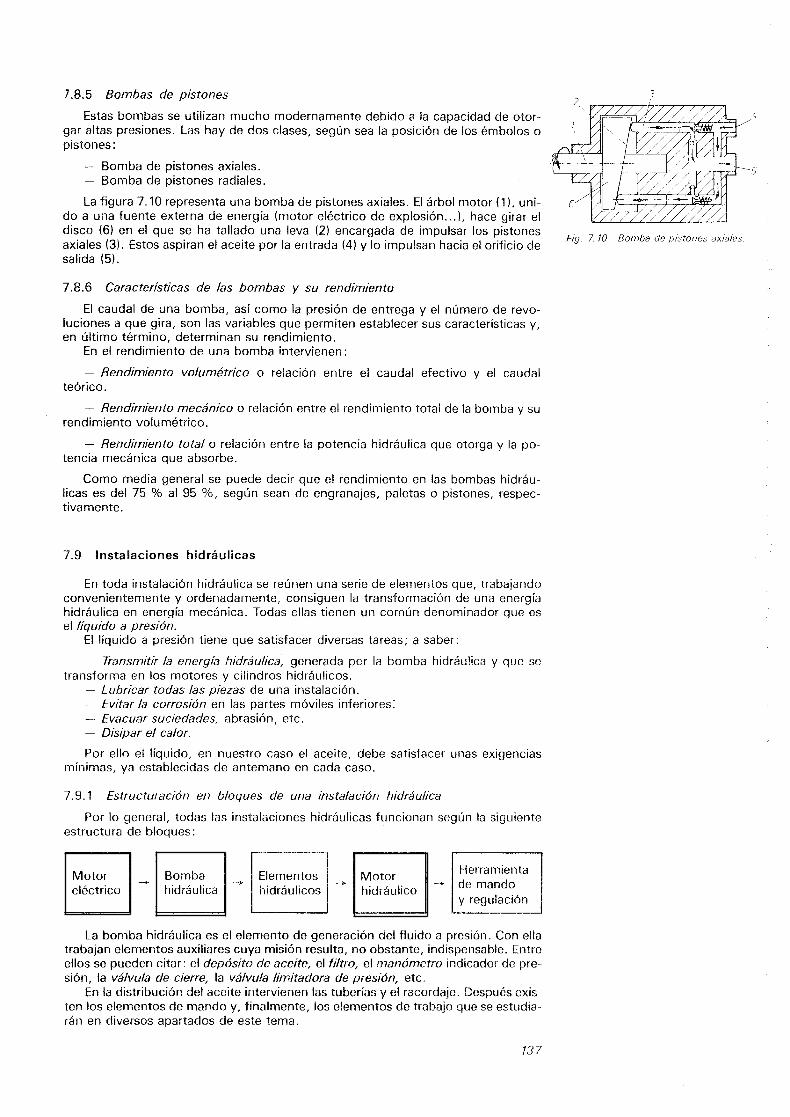
7.8.5 Bombas de pistonesEstas bombas se utilizan mucho modernamente debido a la capacidad de otor-
gar altas presiones . Las hay de dos clases, según sea la posición de los émbolos opistones
La figura 7.10 representa una bomba de pistones axiales . El árbol motor (1), uni-do a una fuente externa de energía (motor eléctrico de explosión . . .), hace girar eldisco (6) en el que se ha tallado una leva (2) encargada de impulsar los pistonesaxiales (3) . Estos aspiran el aceite por la entrada (4) y lo impulsan hacia el orificio desalida (5) .
7.8.6 Características de las bombas y su rendimientoEl caudal de una bomba, así como la presión de entrega y el número de revo-
luciones a que gira, son las variables que permiten establecer sus características y,en último término, determinan su rendimiento .
En el rendimiento de una bomba intervienen :
- Rendimiento volumétrico o relación entre el caudal efectivo y el caudalteórico.
- Rendimiento mecánico o relación entre el rendimiento total de la bomba y surendimiento volumétrico .
- Rendimiento total o relación entre la potencia hidráulica que otorga y la po-tencia mecánica que absorbe .
Como media general se puede decir que el rendimiento en las bombas hidráu-licas es del 75 % al 95 %, según sean de engranajes, paletas o pistones, respec-tivamente .
7.9 Instalaciones hidráulicas
En toda instalación hidráulica se reúnen una serie de elementos que, trabajandoconvenientemente y ordenadamente, consiguen la transformación de una energíahidráulica en energía mecánica . Todas ellas tienen un común denominador que esel líquido a presión .
El líquido a presión tiene que satisfacer diversas tareas ; a saber :
- Transmitir la energía hidráulica, generada por la bomba hidráulica y que setransforma en los motores y cilindros hidráulicos .
- Lubricar todas las piezas de una instalación .- Evitar la corrosión en las partes móviles inferiores .-- Evacuar suciedades, abrasión, etc .- Disipar el calor.
Por ello el líquido, en nuestro caso el aceite, debe satisfacer unas exigenciasmínimas, ya establecidas de antemano en cada caso .
7 .9 .1
- Bomba de pistones axiales .- Bomba de pistones radiales .
Motoreléctrico
Estructuración en bloques de una instalación hidráulica
Por lo general, todas las instalaciones hidráulicas funcionan según la siguienteestructura de bloques :
Bombahidráulica
Elementoshidráulicos
Motorhidráulico
Herramientade mandoy regulación
La bomba hidráulica es el elemento de generación del fluido a presión . Con ellatrabajan elementos auxiliares cuya misión resulta, no obstante, indispensable. Entreellos se pueden citar : el depósito de aceite, el filtro, el manómetro indicador de pre-sión, la válvula de cierre, la válvula limitados de presión, etc.
En la distribución del aceite intervienen las tuberías y el racordaje . Después exis-ten los elementos de mando y, finalmente, los elementos de trabajo que se estudia-rán en diversos apartados de este tema .
13 7
Fig. 7 10
Bomba de pistones axiales .
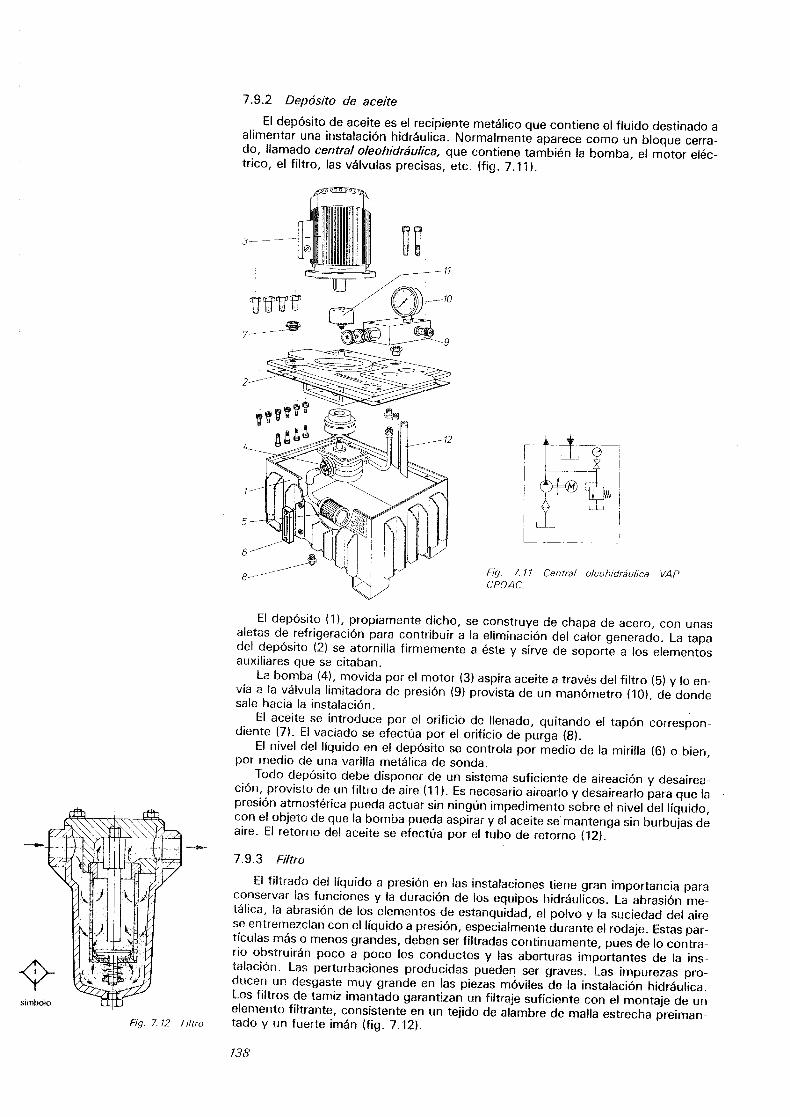
138
7.9.2 Depósito de aceiteEl depósito de aceite es el recipiente metálico que contiene el fluido destinado aalimentar una instalación hidráulica . Normalmente aparece como un bloque cerra-
do, llamado central oleohidráulica, que contiene también la bomba, el motor eléc-trico, el filtro, las válvulas precisas, etc . (fig . 7 .11) .
El depósito (1), propiamente dicho, se construye de chapa de acero, con unasaletas de refrigeración para contribuir a la eliminación del calor generado . La tapadel depósito (2) se atornilla firmemente a éste y sirve de soporte a los elementosauxiliares que se citaban .La bomba (4), movida por el motor (3) aspira aceite a través del filtro (5) y lo en-vía a la válvula limitadora de presión (9) provista de un manómetro (10), de dondesale hacia la instalación .El aceite se introduce por el orificio de llenado, quitando el tapón correspon-diente (7) . El vaciado se efectúa por el orificio de purga (8) .El nivel del líquido en el depósito se controla por medio de la mirilla (6) o bien,por medio de una varilla metálica de sonda .Todo depósito debe disponer de un sistema suficiente de aireación y desairea-
ción, provisto de un filtro de aire (11) . Es necesario airearlo y desairearlo para que lapresión atmosférica pueda actuar sin ningún impedimento sobre el nivel del líquido,con el objeto de que la bomba pueda aspirar y el aceite se mantenga sin burbujas deaire . El retorno del aceite se efectúa por el tubo de retorno (12) .
7 .9.3 Filtro
Fig. 7.11 Central oleohidráulica VAP-CPOAC.
El filtrado del líquido a presión en las instalaciones tiene gran importancia paraconservar las funciones y la duración de los equipos hidráulicos . La abrasión me-tálica, la abrasión de los elementos de estanquidad, el polvo y la suciedad del airese entremezclan con el líquido a presión, especialmente durante el rodaje . Estas par-tículas más o menos grandes, deben ser filtradas continuamente, pues de lo contra-rio obstruirán poco a poco los conductos y las aberturas importantes de la ins-talación . Las perturbaciones producidas pueden ser graves . Las impurezas pro-ducen un desgaste muy grande en las piezas móviles de la instalación hidráulica .Los filtros de tamiz imantado garantizan un filtraje suficiente con el montaje de unelemento filtrante, consistente en un tejido de alambre de malla estrecha preiman-Fig. 7.12 Filtro
tado y un fuerte imán (fig . 7.12) .

El filtro mostrado en la figura está previsto para ser montado en la tubería de re-torno que es el caso más frecuente.
Hay que distinguirlo del filtro de la bomba (5) (fig . 7 .11), destinado a laprotección directa de aquélla contra cuerpos extraños ; a éste se le llama filtro deaspiración .
7 .9 .4 Manómetro
Los manómetros son aparatos de control que sirven para medir la presión exis-tente en un circuito .
El manómetro más empleado (fig . 7.13) funciona del siguiente modo . La presiónP del circuito tiende a rectificar el muelle tubular (2), el cual mueve el sector (4) quehace girar el piñón (5) unido a la aguja indicadora (6) . En la escala (7) puede leerseentonces la presión registrada . La caña (10) del aparato lleva un estrangulador (8)que amortigua el impacto de la presión sobre la aguja.
7.9.5 Válvulas de cierre y limitadoras de presión
Estos elementos se describen en los apartados siguientes, dentro del grupo delas válvulas, estudiándose su funcionamiento y construcción con detalle.
7.9.6 iiberías y conducciones
Son elementos accesorios de una instalación hidráulica y, no obstante, ocupanun lugar muy importante en ella . La elección de la tubería es una tarea compleja pa-ra el proyectista de una instalación porque debe valorar una serie de variantes carac-terísticas que influyen directamente en la elección .
La elección de una tubería depende del caudal de servicio, de la presión y de latemperatura . Un tubo de sección insuficiente estrangula el paso del aceite, lo sobre-calienta y causa pérdidas de presión . Por el contrario, un tubo con una sección ex-cesiva puede hacer que resulte débil la presión a que debe trabajar el sistema .
Los tubos pueden ser rígidos o flexibles, siendo éstos últimos los,-Más emplea-dos, por las ventajas que la flexibilidad proporciona a la instalación .
Con respecto a la presión, los tubos se dividen en : tubos para baja, media, alta ymuy alta presión, dependiendo de su construcción y uso .
El cálculo de la sección de las tuberías se suele realizar mediante tablas y ábacosque a tal efecto se han concebido con el objeto de facilitar la tarea del proyectista .Estos ábacos son fruto de muchas experiencias prácticas por parte de los construc-tores y especialistas en hidráulica .
7.10 Válvulas
Los elementos que sirven para gobernar los sistemas hidráulicos se denominanválvulas .
Mediante las válvulas hidráulicas se regula la presión, se bloquea el paso del flui-do y se gobiernan los elementos de trabajo .
Estas válvulas se representan por símbolos en los circuitos hidráulicos . Dichossímbolos atienden al funcionamiento del elemento y no a su forma constructiva .Todo el conjunto de símbolos está normalizado según ¡SO 1219 . (Ver tema 14 de lasTécnicas de Expresión Gráfica. 2.2 Metal).
Los órganos internos de las válvulas pueden adoptar varias posiciones, llamadasposiciones de mando. Así pues, pueden ser dos, tres, o más posiciones . Cada posi-ción se representa mediante un cuadrado, siendo ® una posición media .
Las conducciones internas se indican por medio de flechas en los recuadros . Ca-da vía de la válvula se designa por una letra mayúscula o por un número (recuérdeselo dicho en el tema anterior) . Por consiguiente :
- A, 8, C. . . son vías de trabajo o utilizaciones (o también 2, 4. . .) .- P. .. es el conducto de presión (equivale al 1) .- R, S, T. . . son vías de escape (o también 3, 5 . . .) .
Para evitar la realización en los esquemas de las tuberías de retorno se indica jun-to al escape el símbolo de depósito o tanque.
7.10.1 Válvulas distribuidoras
Son elementos hidráulicos que distribuyen el paso del líquido y hacen posible elgobierno de los órganos de trabajo.
139
Fig . 7.13 Esquema de un manómetro.
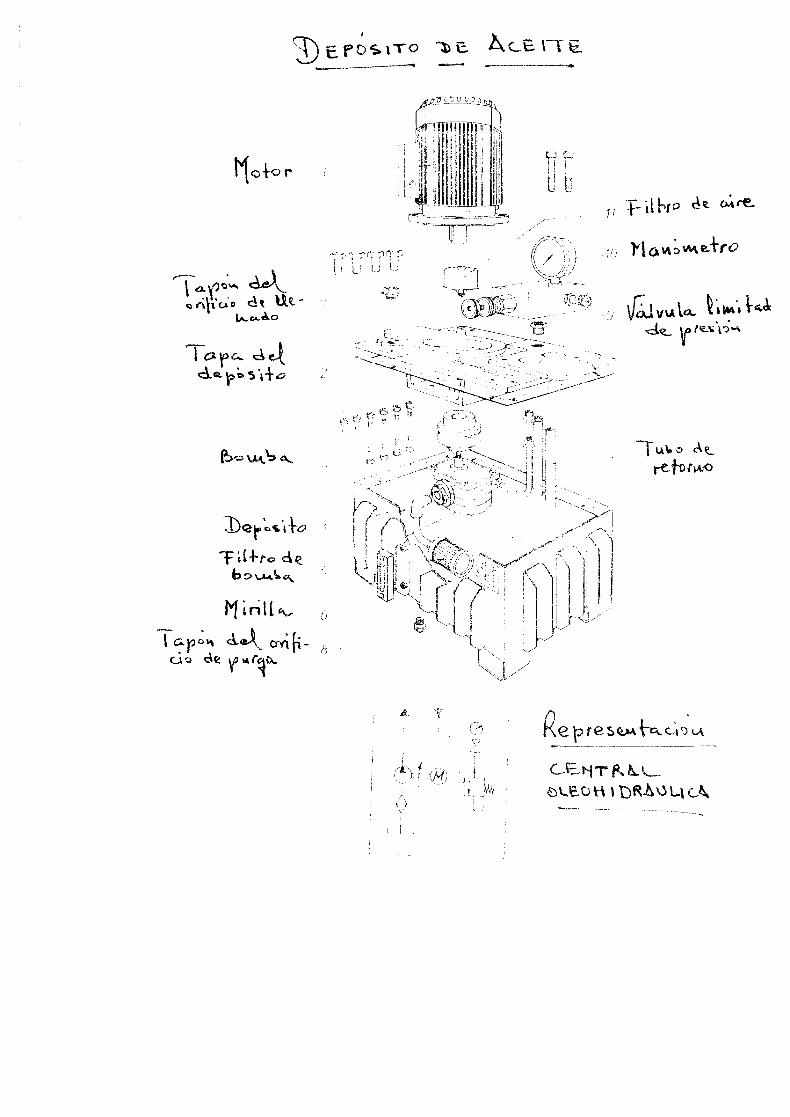
ojaor
P-S- u&'> 0,
Ie r isijo-F i14- 1-. <AQhws"Tack,
Pl init,N, .
¿y i
r4 e y w
1»41~l-
OA
F
f
P O S ITO
-1 e-
hc.-
isithro CO
yIck %j^ciro
cual 11 l-b 1-e-0 ti
-Tup de-refulko
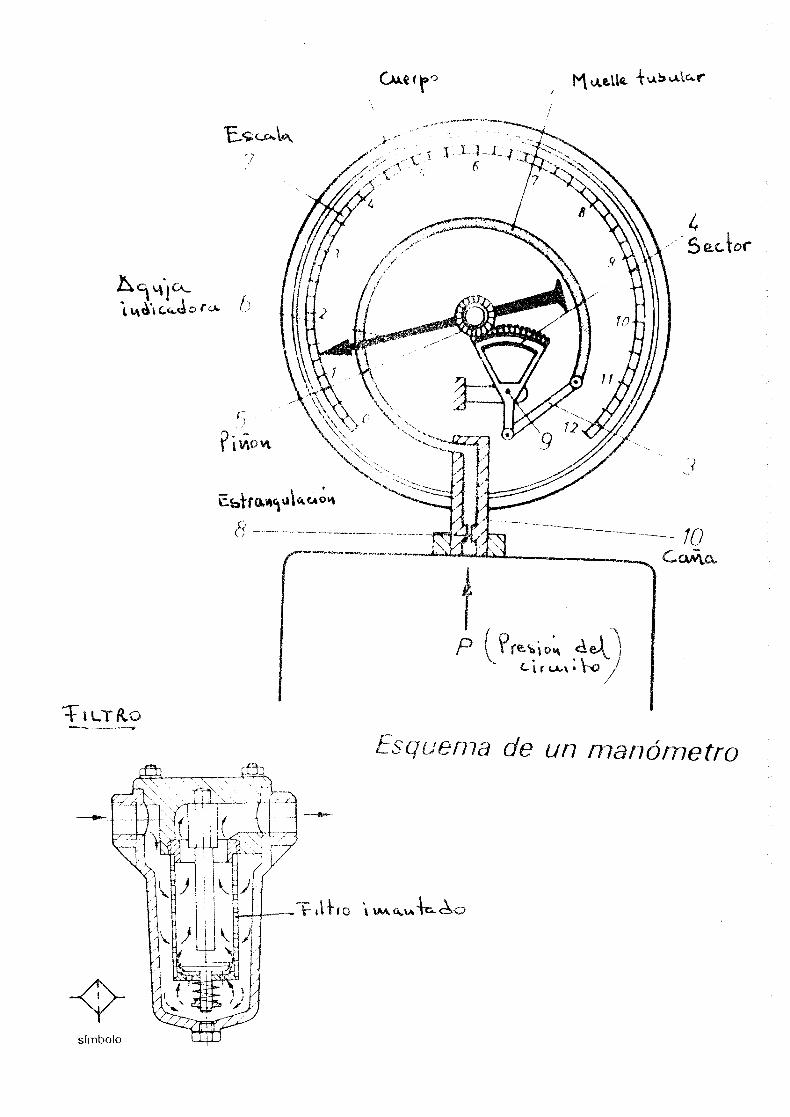
(_'AMe t1
->
P1 afilo- ~ub,.Xlcvr
,Es~quer7ta che un n7a®l®motro
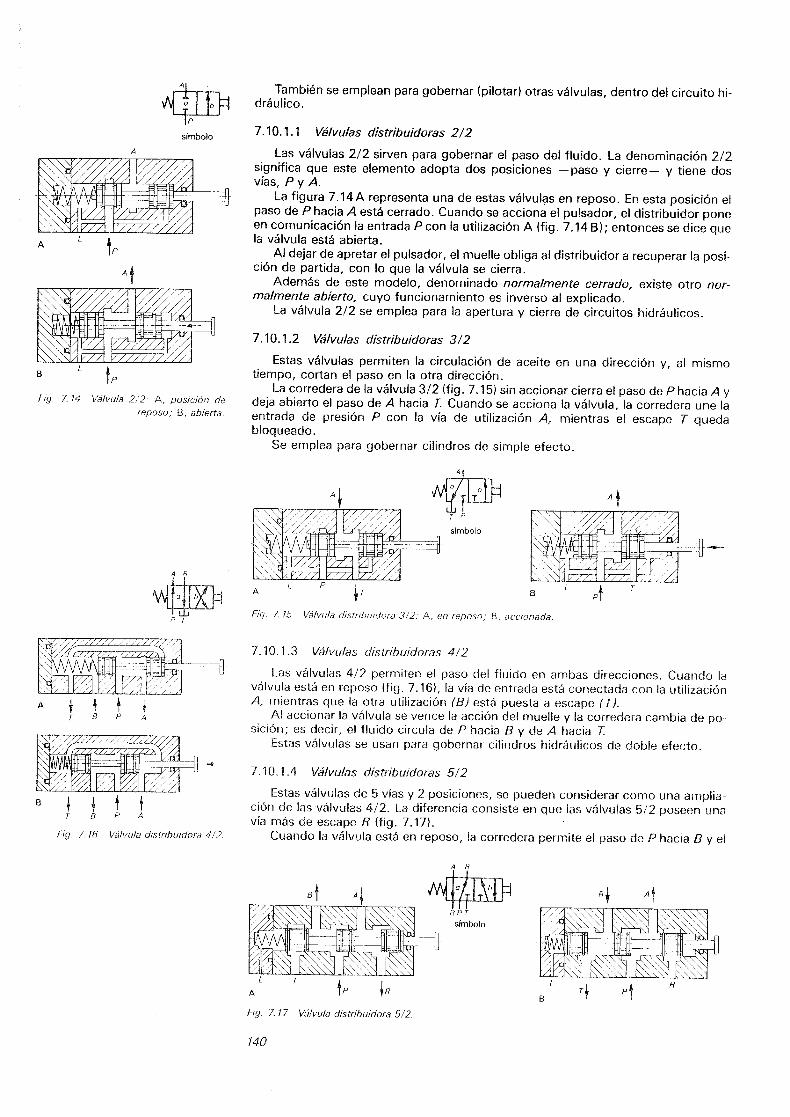
Fig. 7. 14
Válvula 212 A, posición dereposo ; B, abierta .
A B
B
Fig. 7. 16
Válvula distribuidora 412.
También se emplean para gobernar (pilotar) otras válvulas, dentro del circuito hi-dráulico .
7.10.1 .1
Válvulas distribuidoras 212Las válvulas 2/2 sirven para gobernar el paso del fluido . La denominación 2/2
significa que este elemento adopta dos posiciones -paso y cierre- y tiene dosvías, P y A .
La figura 7.14A representa una de estas válvulas en reposo . En esta posición elpaso de Phacia A está cerrado . Cuando se acciona el pulsador, el distribuidor poneen comunicación la entrada Pcon la utilización A (fig . 7 .14 B) ; entonces se dice quela válvula está abierta .
Al dejar de apretar el pulsador, el muelle obliga al distribuidor a recuperar la posi-ción de partida, con lo que la válvula se cierra .
Además de este modelo, denominado normalmente cerrado, existe otro nor-malmente abierto, cuyo funcionamiento es inverso al explicado.
La válvula 2/2 se emplea para la apertura y cierre de circuitos hidráulicos .
7 .10.1 .2 Válvulas distribuidoras 312Estas válvulas permiten la circulación de aceite en una dirección y, al mismo
tiempo, cortan el paso en la otra dirección .La corredera de la válvula 3/2 (fig . 7.15) sin accionar cierra el paso de Phacia A y
deja abierto el paso de A hacia T. Cuando se acciona la válvula, la corredera une laentrada de presión P con la vía de utilización A, mientras el escape T quedabloqueado .
Be emplea para gobernar cilindros de simple efecto .
Fig. 7.15
Válvula distribuidora 312.- A, en reposo ; B, accionada.
7 .10.1 .3 Válvulas distribuidoras 412Las válvulas 4/2 permiten el paso del fluido en ambas direcciones. Cuando la
válvula está en reposo (fig . 7.16), la vía de entrada está conectada con la utilizaciónA, mientras que la otra utilización (B) está puesta a escape (T).
Al accionar la válvula se vence la acción del muelle y la corredera cambia de po-sición ; es decir, el fluido circula de P hacia B y de A hacia T.
Estas válvulas se usan para gobernar cilindros hidráulicos de doble efecto.
7.10 .1 .4 Válvulas distribuidoras 512Estas válvulas de 5 vías y 2 posiciones, se pueden considerar como una amplia-
ción de las válvulas 4/2. La diferencia consiste en que las válvulas 5/2 poseen unavía más de escape R (fig . 7.17) .
Cuando la válvula está en reposo, la corredera permite el paso de P hacia B y el
140
Fig. 7. 17
Válvula distribuidora 512.
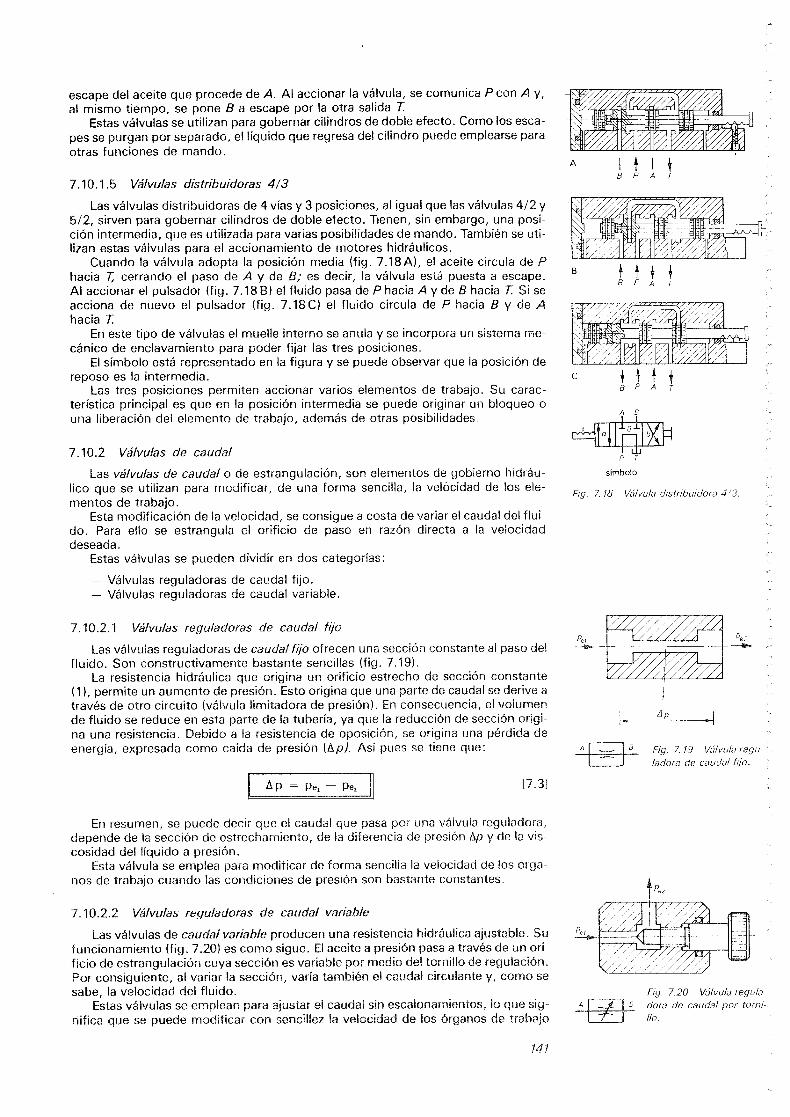
escape del aceite que procede de A . Al accionar la válvula, se comunica Pcon A y,al mismo tiempo, se pone B a escape por la otra salida T.
Estas válvulas se utilizan para gobernar cilindros de doble efecto . Como los esca-pes se purgan por separado, el líquido que regresa del cilindro puede emplearse paraotras funciones de mando .
7.10 .1 .5 Válvulas distribuidoras 413
Las válvulas distribuidoras de 4 vías y 3 posiciones, al igual que las válvulas 4/2 y5/2, sirven para gobernar cilindros de doble efecto . Tienen, sin embargo, una posi-ción intermedia, que es utilizada para varias posibilidades de mando . También se uti-lizan estas válvulas para el accionamiento de motores hidráulicos .
Cuando la válvula adopta la posición media (fig . 7.18A), el aceite circula de Phacia T, cerrando el paso de A y de P; es decir, la válvula está puesta a escape .Al accionar el pulsador (fig . 7 .18 8) el fluido pasa de Phacia A y de 8 hacia T Si seacciona de nuevo el pulsador (fig . 7.18C) el fluido circula de P hacia B y de Ahacia T.
En este tipo de válvulas el muelle interno se anula y se incorpora un sistema me-cánico de enclavamiento para poder fijar las tres posiciones .
El símbolo está representado en la figura y se puede observar que la posición dereposo es la intermedia .
Las tres posiciones permiten accionar varios elementos de trabajo . Su carac-terística principal es que en la posición intermedia se puede originar un bloqueo ouna liberación del elemento de trabajo, además de otras posibilidades .
7 .10.2 Válvulas de caudal
- Válvulas reguladoras de caudal fijo .- Válvulas reguladoras de caudal variable .
7 .10.2 .1
Válvulas reguladoras de caudal fijo
Las válvulas reguladoras de caudal fijo ofrecen una sección constante al paso delfluido . Son constructivamente bastante sencillas (fig . 7 .19) .
La resistencia hidráulica que origina un orificio estrecho de sección constante(1), permite un aumento de presión . Esto origina que una parte de caudal se derive através de otro circuito (válvula limitadora de presión) . En consecuencia, el volumende fluido se reduce en esta parte de la tubería, ya que la reducción de sección origi-na una resistencia . Debido a la resistencia de oposición, se origina una pérdida deenergía, expresada como caída de presión (Ap). Así pues se tiene que :
En resumen, se puede decir que el caudal que pasa por una válvula reguladora,depende de la sección de estrechamiento, de la diferencia de presión Ap y de la vis-cosidad del líquido a presión .
Esta válvula se emplea para modificar de forma sencilla la velocidad de los órga-nos de trabajo cuando las condiciones de presión son bastante constantes .
7-10.2.2 Válvulas reguladoras de caudal variable
[7.31
Las válvulas de caudal variable producen una resistencia hidráulica ajustable. Sufuncionamiento (fig . 7.20) es como sigue. El aceite a presión pasa a través de un ori-ficio de estrangulación cuya sección es variable por medio del tornillo de regulación .Por consiguiente, al variar la sección, varía también el caudal circulante y, como sesabe, la velocidad del fluido .
Estas válvulas se emplean para ajustar el caudal sin escalonamientos, lo que sig-nifica que se puede modificar con sencillez la velocidad de los órganos de trabajo
A
c
9 p A r
P T
Las válvulas de caudal o de estrangulación, son elementos de gobierno hidráu-
símbolo
lico que se utilizan para modificar, de una forma sencilla, la velocidad de los ele-
Fig. 7. 18
Válvula distribuidora 4,2.mentos de trabajo.
Esta modificación de la velocidad, se consigue a costa de variar el caudal del flui-do . Para ello se estrangula el orificio de paso en razón directa a la velocidaddeseada .
Estas válvulas se pueden dividir en dos categorías :
4p
pee
Fig. 7.19
Válvula regu-ladora de caudal fijo-
Fig. 7.20
Válvula regula-dora de caudal por torni-llo .
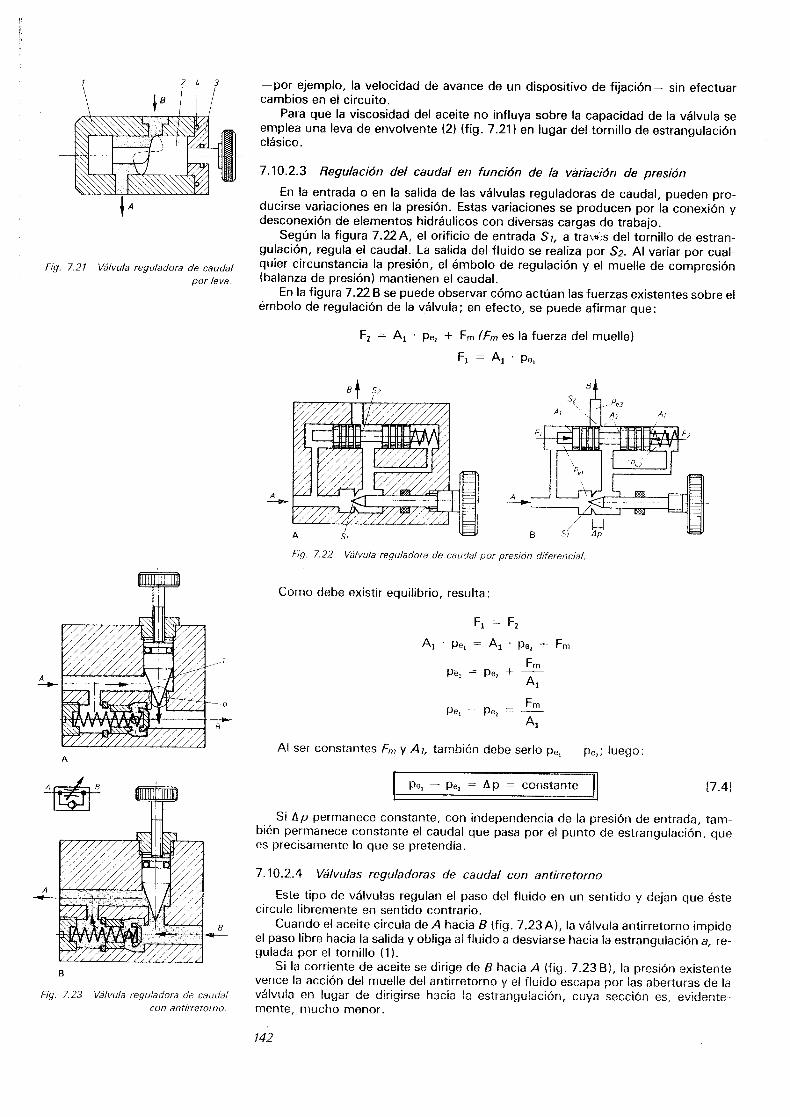
Fig. 721
Válvula reguladora de caudalpor leva .
11111111181111
10I.T
A
-por ejemplo, la velocidad de avance de un dispositivo de fijación- sin efectuarcambios en el circuito .
Para que la viscosidad del aceite no influya sobre la capacidad de la válvula seemplea una leva de envolvente (2) (fig . 7.21) en lugar del tornillo de estrangulaciónclásico .
7.10 .2.3 Regulación del caudal en función de la variación de presiónEn la entrada o en la salida de las válvulas reguladoras de caudal, pueden pro-
ducirse variaciones en la presión . Estas variaciones se producen por la conexión ydesconexión de elementos hidráulicos con diversas cargas de trabajo .
Según la figura 7.22A, el orificio de entrada S1, a travi :s del tornillo de estran-gulación, regula el caudal . La salida del fluido se realiza por S2. Al variar por cual-quier circunstancia la presión, el émbolo de regulación y el muelle de compresión(balanza de presión) mantienen el caudal .
En la figura 7 .22 B se puede observar cómo actúan las fuerzas existentes sobre elémbolo de regulación de la válvula ; en efecto, se puede afirmar que :
142
F Z = A, - pe , + Fm (F,� es la fuerza del muelle)F,= Al .Pel
A s1
Fig. 7.22
Válvula reguladora de caudal por presión diferencial.
Como debe existir equilibrio, resulta :
F, = FaAl . Pei = A, .Pe,+Fm
Fmpé, = pe, +
Pe, - Pea =
A,FmA,
Pei - pe, = ® p = constante
Al ser constantes Fr� y A1, también debe serlo Pei - pe, ; luego :
Si ap permanece constante, con independencia de la presión de entrada, tam-bién permanece constante el caudal que pasa por el punto de estrangulación, quees precisarnente lo que se pretendía .
7.10.2 .4 Válvulas reguladoras de caudal con antirretorno
(7.4]
M~~~,.~~~, C~
Este tipo de válvulas regulan el paso del fluido en un sentido y dejan que éstecircule libremente en sentido contrario .
Cuando el aceite circula de A hacia B (fig . 7.23 A), la válvula antirretorno impideel paso libre hacia la salida y obliga al fluido a desviarse hacia la estrangulación a, re-gulada por el tornillo (1) .
Si la corriente de aceite se dirige de B hacia A (fig . 7 .23 B1, la presión existentes
vence la acción del muelle del antirretorno y el fluido escapa por las aberturas de laFig. 7.23
Válvula reguladora de caudal
válvula en lugar de dirigirse hacia la estrangulación, cuya sección es, evidente-con antirr°torno .
mente, mucho menor .
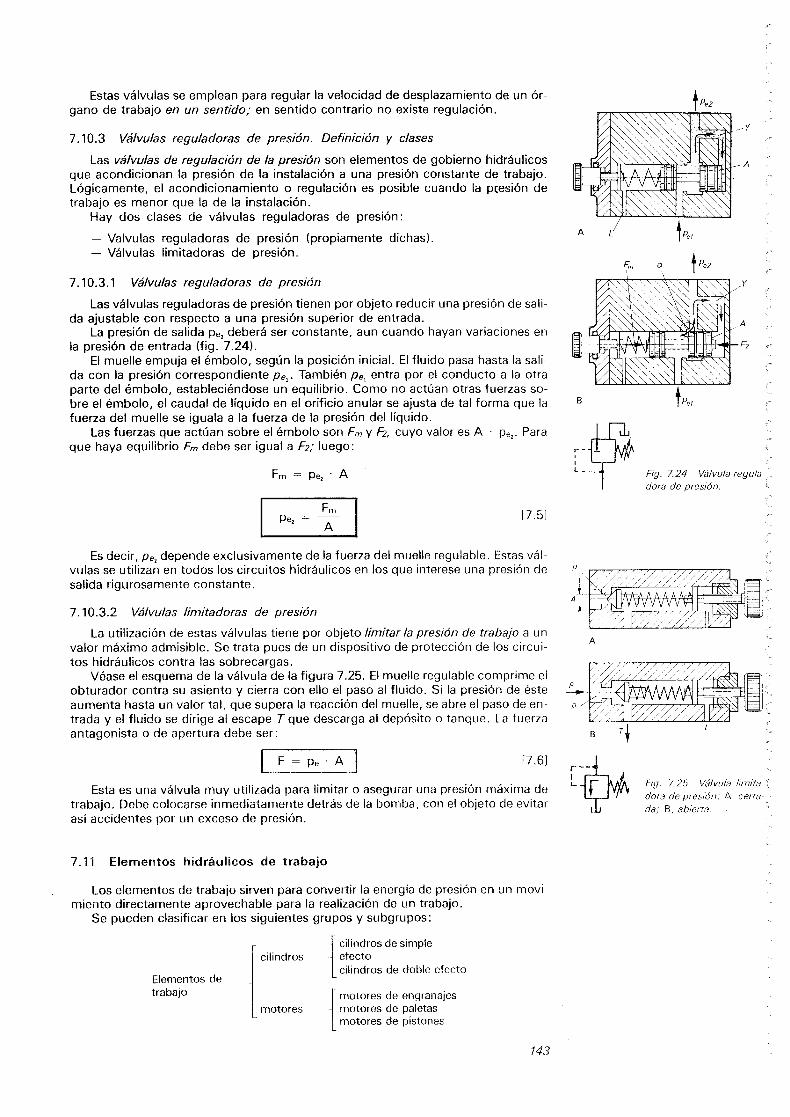
Estas válvulas se emplean para regular la velocidad de desplazamiento de un ór-gano de trabajo en un sentido; en sentido contrario no existe regulación .
7 .10.3 Válvulas reguladoras de presión. Definición y clases
Las válvulas de regulación de la presión son elementos de gobierno hidráulicosque acondicionan la presión de la instalación a una presión constante de trabajo .Lógicamente, el acondicionamiento o regulación es posible cuando la presión detrabajo es menor que la de la instalación .
Hay dos clases de válvulas reguladoras de presión :
- Valvulas reguladoras de presión (propiamente dichas).- Válvulas limitadoras de presión .
7 .10.3 .1
Válvulas reguladoras de presión
Las válvulas reguladoras de presión tienen por objeto reducir una presión de sali-da ajustable con respecto a una presión superior de entrada .
La presión de salida pe, deberá ser constante, aun cuando hayan variaciones enla presión de entrada (fig . 7.24) .
El muelle empuja el émbolo, según la posición inicial . El fluido pasa hasta la sali-da con la presión correspondiente pe, . También pe, entra por el conducto a la otraparte del émbolo, estableciéndose un equilibrio . Como no actúan otras fuerzas so-bre el émbolo, el caudal de líquido en el orificio anular se ajusta de tal forma que lafuerza del muelle se iguala a la fuerza de la presión del líquido.
Las fuerzas que actúan sobre el émbolo son Fr� y F2, cuyo valor es A - pe, . Paraque haya equilibrio Frr, debe ser igual a F2; luego :
Fm=pe, - A
Fm
Es decir, pe , depende exclusivamente de la fuerza del muelle regulable . Estas vál-vulas se utilizan en todos los circuitos hidráulicos en los que interese una presión desalida rigurosamente constante .
7.10.3.2 Válvulas /imitadoras de presión
[7.51
La utilización de estas válvulas tiene por objeto limitar la presión de trabajo a unvalor máximo admisible . Se trata pues de un dispositivo de protección de los circui-tos hidráulicos contra las sobrecargas.
Véase el esquema de la válvula de la figura 7.25 . El muelle regulable comprime elobturador contra su asiento y cierra con ello el paso al fluido . Si la presión de ésteaumenta hasta un valor tal, que supera la reacción del muelle, se abre el paso de entrada y el fluido se dirige al escape T que descarga al depósito o tanque . La fuerzaantagonista o de apertura debe ser :
Esta es una válvula muy utilizada para limitar o asegurar una presión máxima detrabajo. Debe colocarse inmediatamente detrás de la bomba, con el objeto de evitarasí accidentes por un exceso de presión .
7.11 Elementos hidráulicos de trabajo
[7 .61
Los elementos de trabajo sirven para convertir la energía de presión en un movi-miento directamente aprovechable para la realización de un trabajo.
Se pueden clasificar en los siguientes grupos y subgrupos :
Elementos detrabajo
cilindros de simplecilindros efecto
cilindros de doble efecto
motoresmotores de engranajesmotores de paletasmotores de pistones
143
Fig. 7.24
Válvula regula-dora de presión.
Fig. 7.25 Válvula limita-'dora de presión: A, cerra-da ; B, abierta .
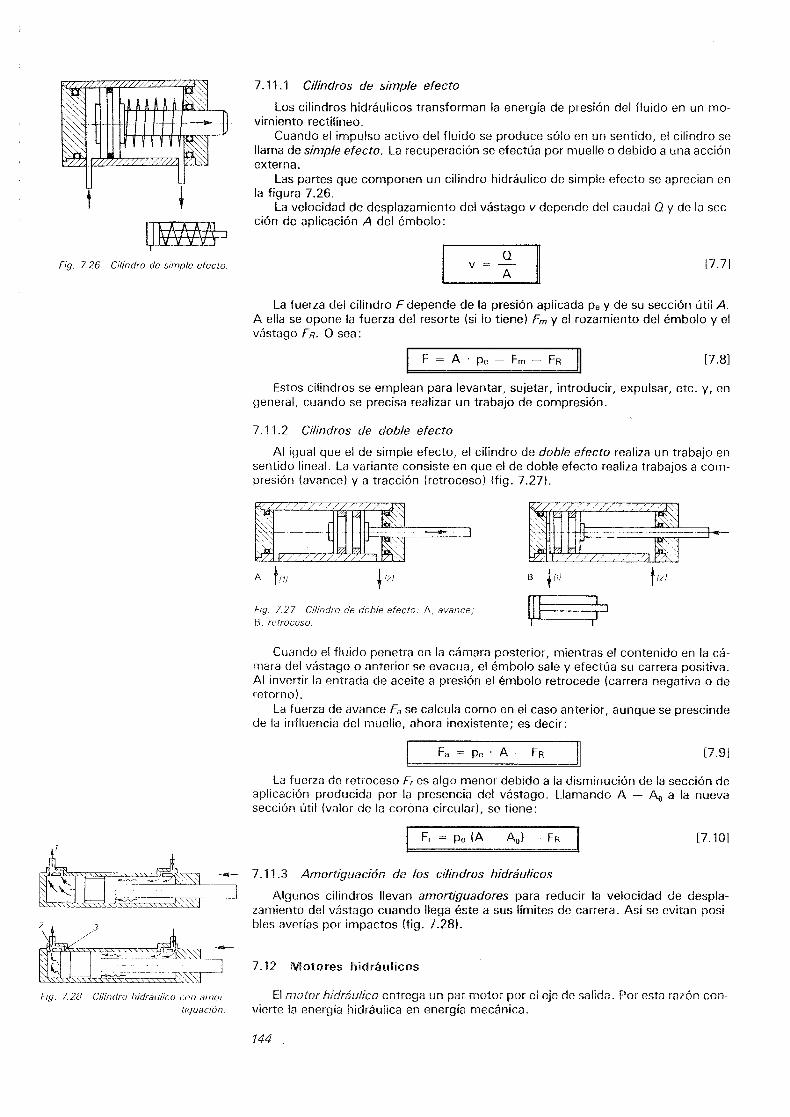
+.
J -a111111 ~.~
ll ll fili
Fig. 726
Cilindro de simple efecto .
7.11 .1 Cilindros de simple efecto
Los cilindros hidráulicos transforman la energía de presión del fluido en un mo-vimiento rectilíneo .
Cuando el impulso activo del fluido se produce sólo en un sentido, el cilindro sellama de simple efecto . La recuperación se efectúa por muelle o debido a una acciónexterna .
Las partes que componen un cilindro hidráulico de simple efecto se aprecian enla figura 7.26.
La velocidad de desplazamiento dei vástago v depende del caudal Q y de la sec-ción de aplicación A del émbolo :
La fuerza del cilindro Fdepende de la presión aplicada pe y de su sección útil A.A ella se opone la fuerza del resorte (si lo tiene) Fn, y el rozamiento del émbolo y elvástago FR . 0 sea
Estos cilindros se emplean para levantar, sujetar, introducir, expulsar, etc. y, engenera¡, cuando se precisa realizar un trabajo de compresión .
7.11 .2 Cilindros de doble efecto
Al igual que el de simple efecto, el cilindro de doble efecto realiza un trabajo ensentido lineal . La variante consiste en que el de doble efecto realiza trabajos a com-presión (avance) y a tracción (retroceso) (fig . 7 .27) .
144
V/
0v=
1F = A - pe - F,, - FR
A (7/
(2)
B (7) (21
Fig. 7.27 Cilindro de doble efecto . A, avance;B, retroceso.
Cuando el fluido penetra en la cámara posterior, mientras el contenido en la cá-mara del vástago o anterior se evacua, el émbolo sale y efectúa su carrera positiva .Al invertir la entrada de aceite a presión el émbolo retrocede (carrera negativa o deretorno) .
La fuerza de avance Fa se calcula como en el caso anterior, aunque se prescindede la influencia del muelle, ahora inexistente ; es decir :
La fuerza de retroceso Fr es algo menor debido a la disminución de la sección deaplicación producida por la presencia dei vástago . Llamando A - Ao a la nuevasección útil (valor de la corona circular), se tiene :
7 .11 .3 Amortiguación de los cilindros hidráulicos
Algunos cilindros llevan amortiguadores para reducir la velocidad de despla-zamiento del vástago cuando llega éste a sus límites de carrera . Así se evitan posi-bles averías por impactos (fig . 7 .28) .
7 .12 Motores hidráulicos
Fa=
pe. A - FR
Fr = pe (A
Ad
FR
[7 .7]
(7.81
(7 .91
[7 .101
El motor hidráulico entrega un par motor por el eje de salida . Por esta razón con-Fig. 7.28 Cilindro hidráulico cor7 amor-tiguaciót7 .
vierte la energía hidráulica en energía mecánica .
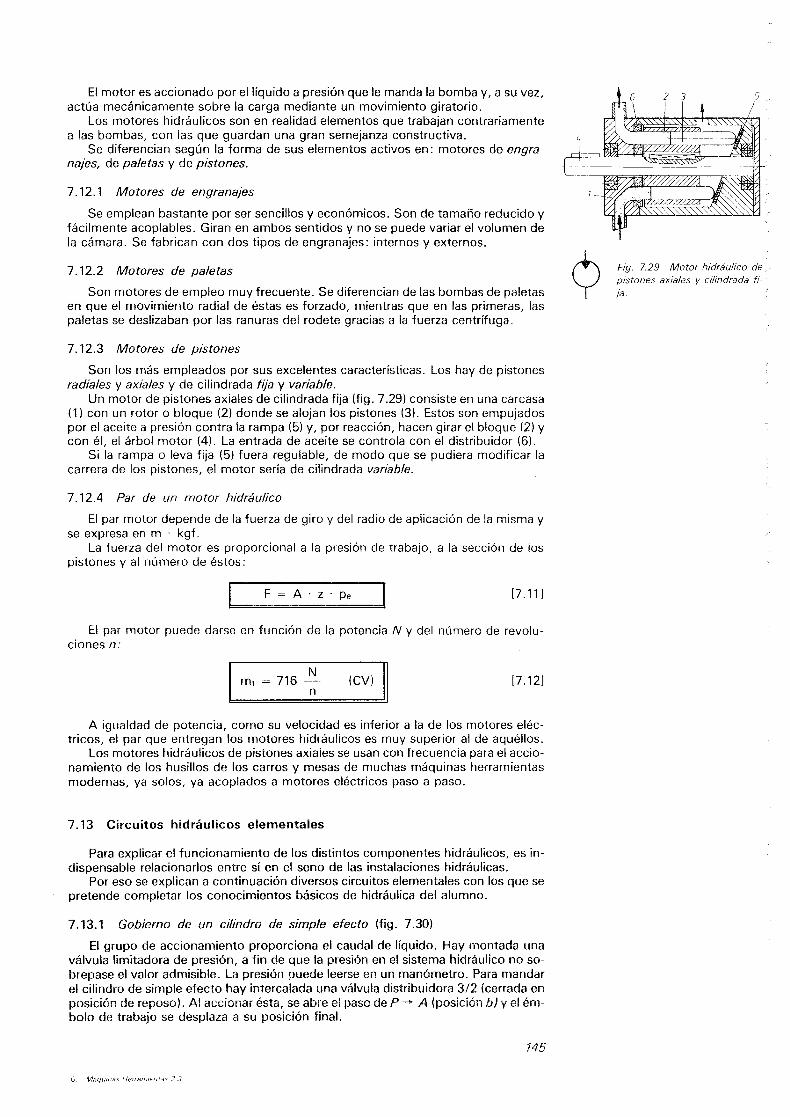
El motor es accionado por el líquido a presión que le manda la bomba y, a su vez,actúa mecánicamente sobre la carga mediante un movimiento giratorio .
Los motores hidráulicos son en realidad elementos que trabajan contrariamentea las bombas, con las que guardan una gran semejanza constructiva .
Se diferencian según la forma de sus elementos activos en : motores de engra-najes, de paletas y de pistones .
7.12.1 Motores de engranajes
Se emplean bastante por ser sencillos y económicos . Son de tamaño reducido yfácilmente acoplables . Giran en ambos sentidos y no se puede variar el volumen dela cámara . Se fabrican con dos tipos de engranajes : internos y externos .
7.12.2 Motores de paletas
Son motores de empleo muyfrecuente. Se diferencian de las bombas de paletasen que el movimiento radial de éstas es forzado, mientras que en las primeras, laspaletas se deslizaban por las ranuras del rodete gracias a la fuerza centrífuga .
7.12.3 Motores de pistones
Son los más empleados por sus excelentes características . Los hay de pistonesradiales y axiales y de cilindrada fija y variable .
Un motorde pistones axiales de cilindrada fija (fig . 7.29) consiste en una carcasa(1) con un rotor o bloque (2) donde se alojan los pistones (3) . Estos son empujadospor el aceite a presión contra la rampa (5) y, por reacción, hacen girar el bloque (2) ycon él, el árbol motor (4) . La entrada de aceite se controla con el distribuidor (6) .
Si la rampa o leva fija (5) fuera regulable, de modo que se pudiera modificar lacarrera de los pistones, el motor sería de cilindrada variable .
7.12.4 Par de un motor hidráulico
El par motor depende de la fuerza de giro y del radio de aplicación dese expresa en m - kgf.
La fuerza del motor es proporcional a la presión de trabajo, a la sección de lospistones y al número de éstos :
El par motor puede darse en función de la potencia N y del número de revolu-ciones n:
mt = 716N
(CV)n
A igualdad de potencia, como su velocidad es inferior a la de los motores eléc-tricos, el par que entregan los motores hidráulicos es muy superior al de aquéllos .
Los motores hidráulicos de pistones axiales se usan con frecuencia para el accio-namiento de los husillos de los carros y mesas de muchas máquinas herramientasmodernas, ya solos, ya acoplados a motores eléctricos paso a paso .
7 .13 Circuitos hidráulicos elementales
la misma y
[7 .121
Para explicar el funcionamiento de los distintos componentes hidráulicos, es in-dispensable relacionarlos entre sí en el seno de las instalaciones hidráulicas .
Por eso se explican a continuación diversos circuitos elementales con los que sepretende completar los conocimientos básicos de hidráulica del alumno .
7.13.1 Gobierno de un cilindro de simple efecto (fig . 7.30)
El grupo de accionamiento proporciona el caudal de líquido . Hay montada unaválvula limitadora de presión, a fin de que la presión en el sistema hidráulico no so-brepase el valor admisible . La presión puede leerse en un manómetro. Para mandarel cilindro de simple efecto hay intercalada una válvula distribuidora 3/2 (cerrada enposición de reposo) . Al accionar ésta, se abre el paso de P - A (posición b) y el ém-bolo de trabajo se desplaza a su posición final .
6-
Mfiqurrrns Hc,,,rnrenfas 2.3
145
Fig. 7.29
Motor hidráulico de -pistones axiales y cilindrada fi-
%a.
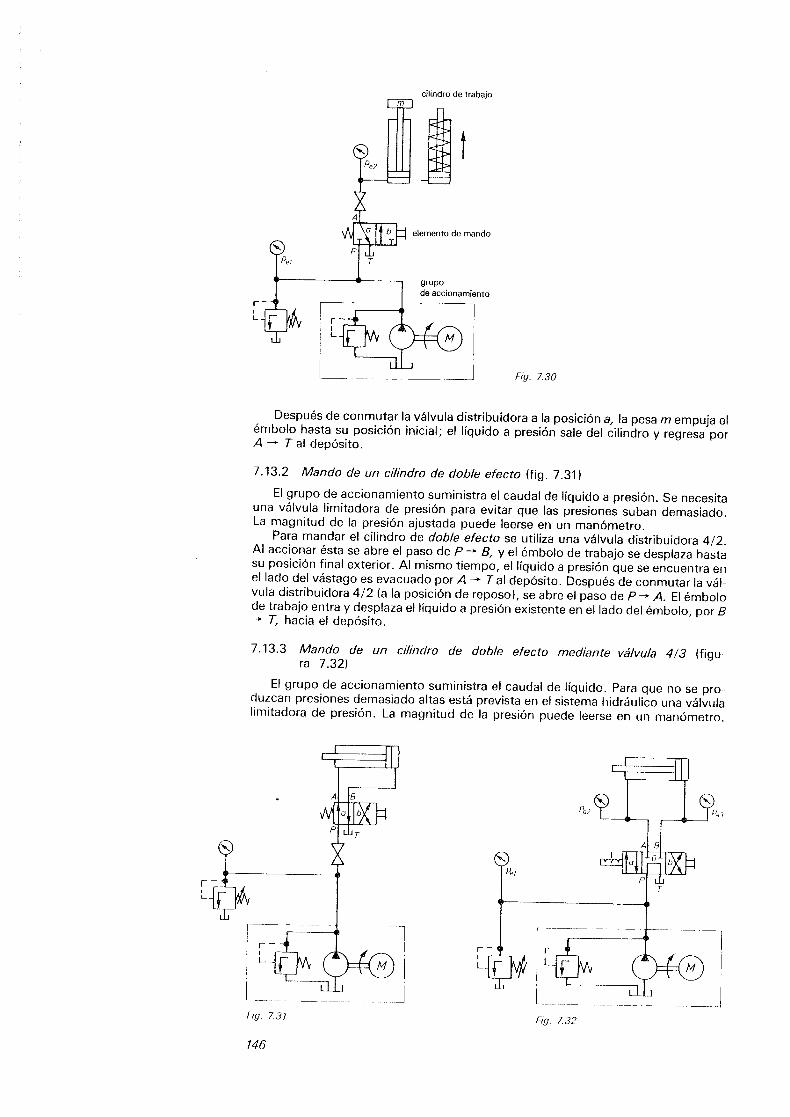
146
Fig. 7.30
Después de conmutar la válvula distribuidora a la posición a, la pesa m empuja elémbolo hasta su posición inicial; el líquido a presión sale del cilindro y regresa porA -" Tal depósito .
7.13 .2
Mando de un cilindro de doble efecto (fig . 7.31)El grupo de accionamiento suministra el caudal de líquido a presión . Se necesita
una válvula limitadora de presión para evitar que las presiones suban demasiado.La magnitud de la presión ajustada puede leerse en un manómetro .
Para mandar el cilindro de doble efecto se utiliza una válvula distribuidora 4/2.Al accionar ésta se abre el paso de P - B, y el émbolo de trabajo se desplaza hastasu posición final exterior . Al mismo tiempo, el líquido a presión que se encuentra enel lado del vástago es evacuado porA - Tal depósito . Después de conmutar la vál-vula distribuidora 4/2 (a la posición de reposo), se abre el paso de P- A. El émbolode trabajo entra y desplaza el líquido a presión existente en el lado del émbolo, por B-" T, hacia el depósito.
7 .13 .3 Mando de un cilindro de doble efecto mediante válvula 413 (figu-ra 7.32)
El grupo de accionamiento suministra el caudal de líquido . Para que no se pro-duzcan presiones demasiado altas está prevista en el sistema hidráulico una válvulalimitadora de presión . La magnitud de la presión puede leerse en un manómetro.
Fig. 7,31
Fg_ 7.32
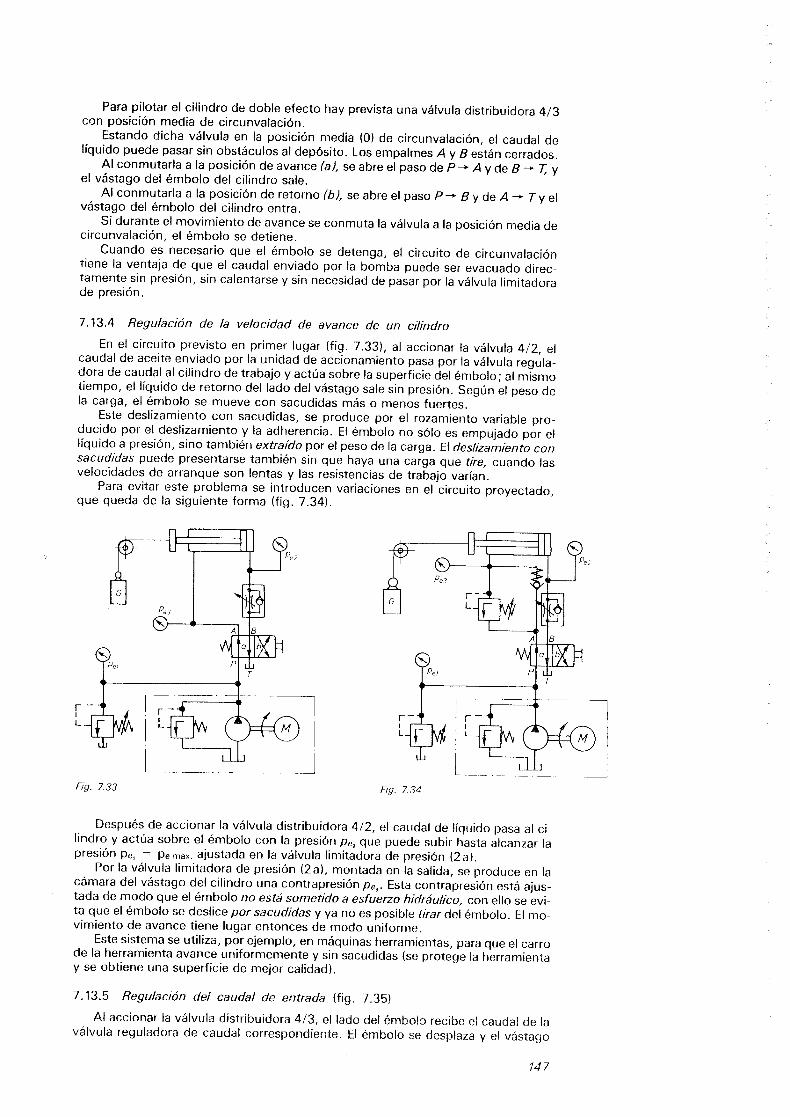
rL
Para pilotar el cilindro de doble efecto hay prevista una válvula distribuidora 4/3con posición media de circunvalación .
Estando dicha válvula en la posición media (0) de circunvalación, el caudal delíquido puede pasar sin obstáculos al depósito. Los empalmes A y Bestán cerrados .
Al conmutarla a la posición de avance (a), se abre el paso de P- A y de B- T, yel vástago del émbolo del cilindro sale .
Al conmutarla a la posición de retorno (b), se abre el paso P- B y de A --' Ty elvástago del émbolo del cilindro entra .
Si durante el movimiento de avance se conmuta la válvula a la posición media decircunvalación, el émbolo se detiene .
Cuando es necesario que el émbolo se detenga, el circuito de circunvalacióntiene la ventaja de que el caudal enviado por la bomba puede ser evacuado direc-tamente sin presión, sin calentarse y sin necesidad de pasar por la válvula limitadorade presión .
7.13.4 Regulación de la velocidad de avance de un cilindroEn el circuito previsto en primer lugar (fig . 7 .33), al accionar la válvula 4/2, el
caudal de aceite enviado por la unidad de accionamiento pasa por la válvula regula-dora de caudal al cilindro de trabajo y actúa sobre la superficie del émbolo ; al mismotiempo, el líquido de retorno del lado del vástago sale sin presión . Según el peso dela carga, el émbolo se mueve con sacudidas más o menos fuertes .
Este deslizamiento con sacudidas, se produce por el rozamiento variable pro-ducido por el deslizamiento y la adherencia . El émbolo no sólo es empujado por ellíquido a presión, sino también extraído por el peso de la carga . El deslizamiento consacudidas puede presentarse también sin que haya una carga que tire, cuando lasvelocidades de arranque son lentas y las resistencias de trabajo varían .
Para evitar este problema se introducen variaciones en el circuito proyectado,que queda de la siguiente forma (fig . 7 .34) .
Fig. 7.33
Fiq_ 734
Después de accionar la válvula distribuidora 4/2, el caudal de líquido pasa al ci-lindro y actúa sobre el émbolo con la presión pe, que puede subir hasta alcanzar lapresión pe, = Pe máx, ajustada en la válvula limitadora de presión (2 a) .
Por la válvula limitadora de presión (2a), montada en la salida, se produce en lacámara del vástago del cilindro una contrapresión Pe, . Esta contrapresión está ajus-tada de modo que el émbolo no está sometido a esfuerzo hidráulico, con ello se evi-ta que el émbolo se deslice porsacudidas y ya no es posible tirar del émbolo . El mo-vimiento de avance tiene lugar entonces de modo uniforme .
Este sistema se utiliza, por ejemplo, en máquinas herramientas, para que el carrode la herramienta avance uniformemente y sin sacudidas (se protege la herramientay se obtiene una superficie de mejor calidad) .
7 .13.5 Regulación del caudal de entrada (fig . 7.35)
Al accionar la válvula distribuidora 4/3, el lado del émbolo recibe el caudal de laválvula reguladora de caudal correspondiente . El émbolo se desplaza y el vástago
14 7
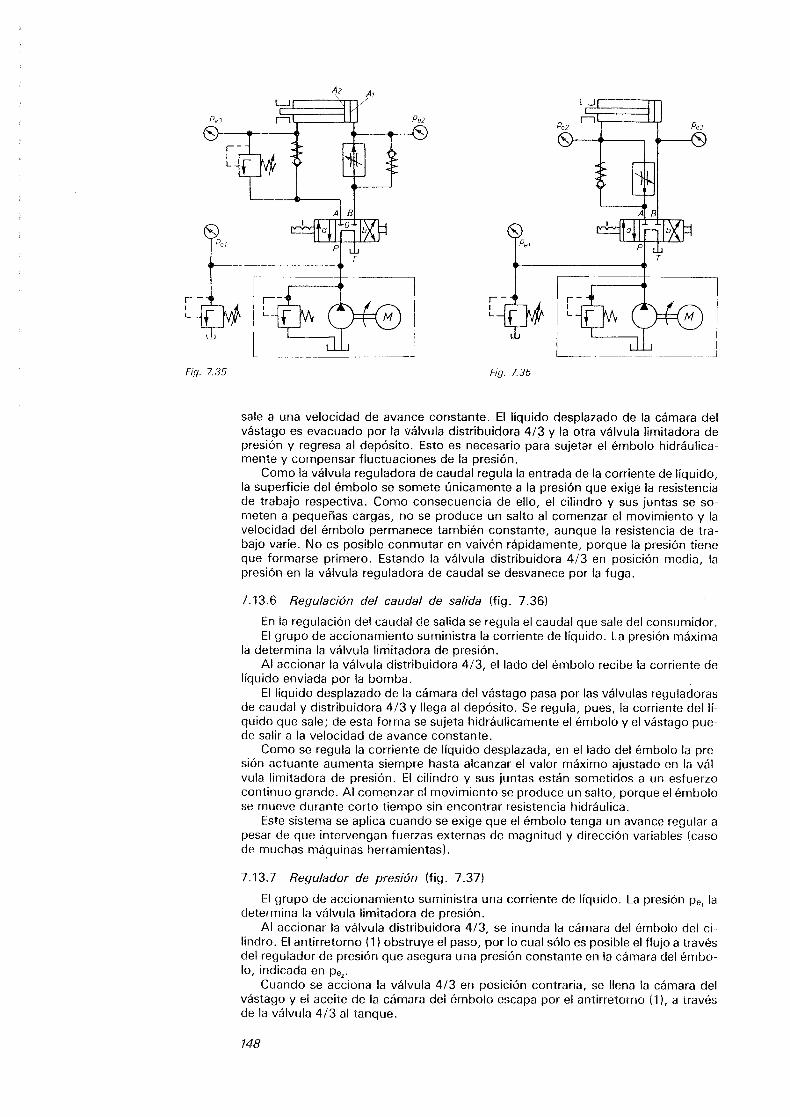
rL
Fig. 7.35
Fig. 7 36
sale a una velocidad de avance constante . El líquido desplazado de la cámara delvástago es evacuado por la válvula distribuidora 4/3 y la otra válvula limitadora depresión y regresa al depósito . Esto es necesario para sujetar el émbolo hidráulica-mente y compensar fluctuaciones de la presión .
Como la válvula reguladora de caudal regula la entrada de la corriente de líquido,la superficie del émbolo se somete únicamente a la presión que exige la resistenciade trabajo respectiva . Como consecuencia de ello, el cilindro y sus juntas se so-meten a pequeñas cargas, no se produce un salto al comenzar el movimiento y lavelocidad del émbolo permanece también constante, aunque la resistencia de tra-bajo varíe . No es posible conmutar en vaivén rápidamente, porque la presión tieneque formarse primero . Estando la válvula distribuidora 4/3 en posición media, lapresión en la válvula reguladora de caudal se desvanece por la fuga .
7.13.6 Regulación del caudal de salida (fig . 7.36)
En la regulación del caudal de salida se regula el caudal que sale del consumidor .El grupo de accionamiento suministra la corriente de líquido . La presión máxima
la determina la válvula limitadora de presión.Al accionar la válvula distribuidora 4/3, el lado del émbolo recibe la corriente de
líquido enviada por la bomba .El líquido desplazado de la cámara del vástago pasa por las válvulas reguladoras
de caudal y distribuidora 4/3 y llega al depósito . Se regula, pues, la corriente del lí-quido que sale ; de esta forma se sujeta hidráulicamente el émbolo y el vástago pue-de salir a la velocidad de avance constante.
Como se regula la corriente de líquido desplazada, en el lado del émbolo la pre-sión actuante aumenta siempre hasta alcanzar el valor máximo ajustado en la vál-vula limitadora de presión . El cilindro y sus juntas están sometidos a un esfuerzocontinuo grande . Al comenzar el movimiento se produce un salto, porque el émbolose mueve durante corto tiempo sin encontrar resistencia hidráulica .
Este sistema se aplica cuando se exige que el émbolo tenga un avance regular apesar de que intervengan fuerzas externas de magnitud y dirección variables (casode muchas máquinas herramientas) .
7.13.7 Regulador de presión (fig . 7.37)
148
El grupo de accionamiento suministra una corriente de líquido . La presión pe , ladetermina la válvula limitadora de presión .
Al accionar la válvula distribuidora 4/3, se inunda la cámara del émbolo del ci-lindro . El antirretorno (1) obstruye el paso, por lo cual sólo es posible el flujo a travésdel regulador de presión que asegura una presión constante en la cámara del émbo-lo, indicada en p ez .
Cuando se acciona la válvula 4/3 en posición contraria, se llena la cámara delvástago y el aceite de la cámara del émbolo escapa por el antirretorno (1), a travésde la válvula 4/3 al tanque .
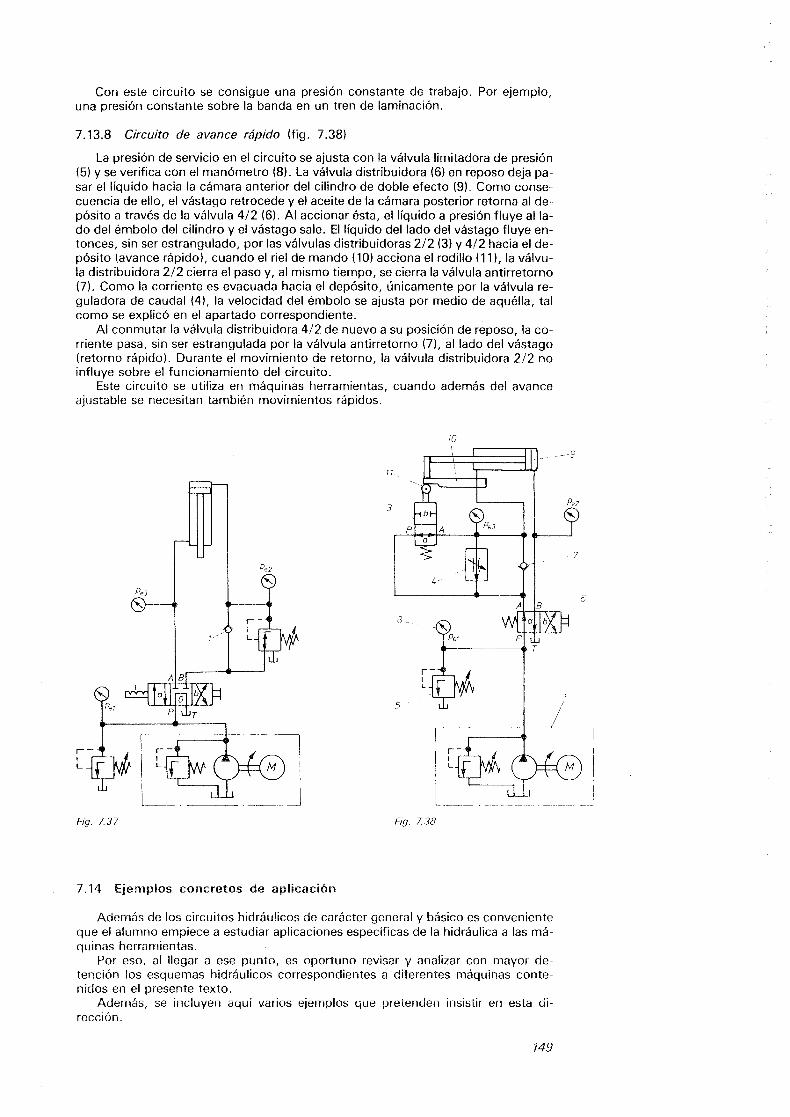
Con este circuito se consigue una presión constante de trabajo . Por ejemplo,una presión constante sobre la banda en un tren de laminación .
7.13 .8 Circuito de avance rápido (fig . 7 .38)La presión de servicio en el circuito se ajusta con la válvula limitadora de presión
(5) y se verifica con el manómetro (8) . La válvula distribuidora (6) en reposo deja pa-sar el líquido hacia la cámara anterior del cilindro de doble efecto (9) . Como consecuencia de ello, el vástago retrocede y el aceite de la cámara posterior retorna al de-pósito a través de la válvula 4/2 (6) . Al accionar ésta, el líquido a presión fluye al la-do del émbolo del cilindro y el vástago sale . El líquido del lado del vástago fluye en-tonces, sin ser estrangulado, por las válvulas distribuidoras 2/2 (3) y 4/2 hacia el de-pósito (avance rápido), cuando el riel de mando (10) acciona el rodillo (11), la válvu-la distribuidora 2/2 cierra el paso y, al mismo tiempo, se cierra la válvula antirretorno(7) . Como la corriente es evacuada hacia el depósito, únicamente por la válvula re-guladora de caudal (4), la velocidad del émbolo se ajusta por medio de aquélla, talcomo se explicó en el apartado correspondiente .
Al conmutar la válvula distribuidora 4/2 de nuevo a su posición de reposo, la co-rriente pasa, sin ser estrangulada por la válvula antirretorno (7), al lado del vástago(retorno rápido). Durante el movimiento de retorno, la válvula distribuidora 2/2 noinfluye sobre el funcionamiento del circuito .
Este circuito se utiliza en máquinas herramientas, cuando además dei avanceajustable se necesitan también movimientos rápidos .
7.14 Ejemplos concretos de aplicación
Fig. 7.37
Fiq. 738
10
Además de los circuitos hidráulicos de carácter general y básico es convenienteque el alumno empiece a estudiar aplicaciones específicas de la hidráulica a las má-quinas herramientas .
Por eso, al llegar a ese punto, es oportuno revisar y analizar con mayor de-tención los esquemas hidráulicos correspondientes a diferentes máquinas conte-nidos en el presente texto .
Además, se incluyen aquí varios ejemplos que pretenden insistir en esta di-rección.
149
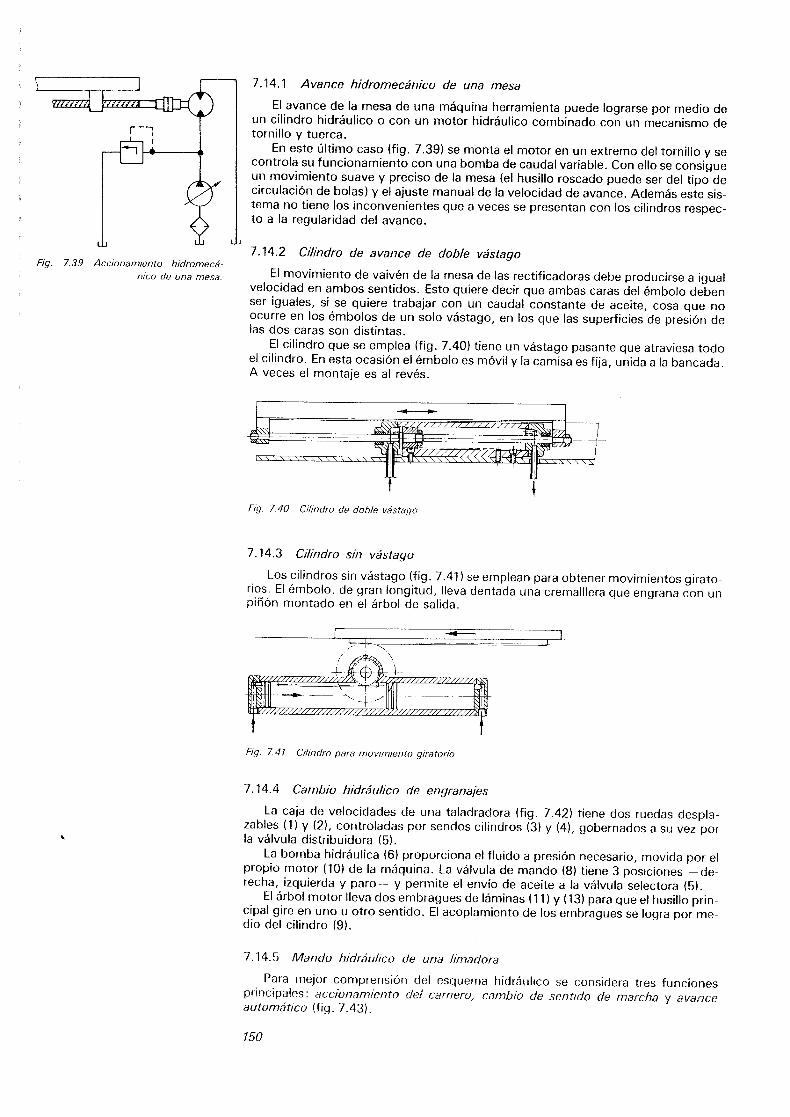
Fig. 7.39 Accionamiento hidromecá-nico de una mesa .
7.14.1 Avance hidromecánico de una mesa
El avance de la mesa de una máquina herramienta puede lograrse por medio deun cilindro hidráulico o con un motor hidráulico combinado con un mecanismo detornillo y tuerca .
En este último caso (fig . 7.39) se monta el motor en un extremo del tornillo y secontrola su funcionamiento con una bomba de caudal variable . Con ello se consigueun movimiento suave y preciso de la mesa (el husillo roscado puede ser del tipo decirculación de bolas) y el ajuste manual de la velocidad de avance . Además este sis-tema no tiene los inconvenientes que a veces se presentan con los cilindros respec-to a la regularidad del avance .
7.14.2 Cilindro de avance de doble vástagoEl movimiento de vaivén de la mesa de las rectificadoras debe producirse a igual
velocidad en ambos sentidos . Esto quiere decir que ambas caras del émbolo debenser iguales, si se quiere trabajar con un caudal constante de aceite, cosa que noocurre en los émbolos de un solo vástago, en los que las superficies de presión delas dos caras son distintas.
El cilindro que se emplea (fig . 7.40) tiene un vástago pasante que atraviesa todoel cilindro . En esta ocasión el émbolo es móvil y la camisa es fija, unida a la bancada .A veces el montaje es al revés.
Fig. 7.40
Cilindro de doble vástago
7 .14.3 Cilindro sin vástago
Los cilindros sin vástago (fig . 7 .41) se emplean para obtener movimientos girato-rios . El émbolo, de gran longitud, lleva dentada una cremalllera que engrana con unpiñón montado en el árbol de salida .
150
Fig. 7,41
Cilindro para movimiento giratorio .
7.14 .4 Cambio hidráulico de engranajes
La caja de velocidades de una taladradora (fig . 7.42) tiene dos ruedas despla-zables (1) y (2), controladas por sendos cilindros (3) y (4), gobernados a su vez porla válvula distribuidora (5) .
La bomba hidráulica (6) proporciona el fluido a presión necesario, movida por elpropio motor (10) de la máquina. La válvula de mando (8) tiene 3 posiciones -de-recha, izquierda y paro- y permite el envío de aceite a la válvula selectora (5) .
El árbol motor lleva dos embragues de láminas (11) y (13) para que el husillo prin-cipal gire en uno u otro sentido . El acoplamiento de los embragues se logra por me-dio del cilindro (9) .
7.14.5 Mando hidráulico de una timadoraPara mejor comprensión del esquema hidráulico se considera tres funciones
principales : accionamiento del carnero, cambio de sentido de marcha y avanceautomático (fig . 7.43) .
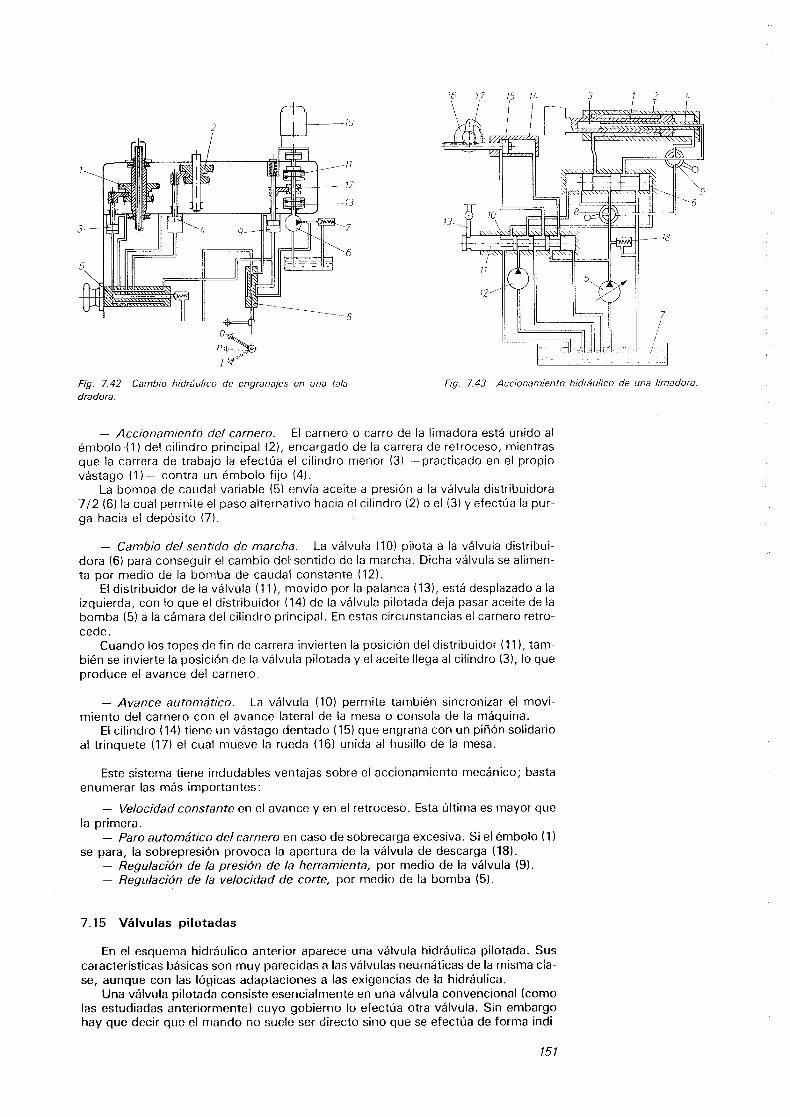
7.15 Válvulas pilotadas
i9ME~rw r~:t" i
-1
lb,
10
lb 17
13--
12--
15 l4
Fig. 7.42 Cambio hidráufico de engranalcs en una tala-
Fig. 11.43
ccioliarienFO hidráulico de una limadora .dradora.
- Accionamiento del carnero.
El carnero o carro de la limadora está unido alémbolo-0) del cilindro principal (2), encargado de la carrera de retroceso, mientrasque la carrera de trabajo la efectúa el cilindro menor (3) -practicado en el propiovástago (1 )- contra un émbolo fijo (4) .
La bomba de caudal variable (5) envía aceite a presión a la válvula distribuidora7/2 (6) la cual permite el paso alternativo hacia el cilindro (2) o el (3) y efectúa la pur-ga hacia el depósito (7) .
- Cambio del sentido de marcha .
La válvula (10) pilota a la válvula distribui-dora (6) para conseguir el cambio del sentido de la marcha . Dicha válvula se alimen-ta por medio de la bomba de caudal constante (12) .
El distribuidor de la válvula (11), movido por la palanca (13), está desplazado a laizquierda, con lo que el distribuidor (14) de la válvula pilotada deja pasar aceite de labomba (5) a la cámara del cilindro principal. En estas circunstancias el carnero retro-cede .
Cuando los topes de fin de carrera invierten la posición del distribuidor (11), tam-bién se invierte la posición de la válvula pilotada y el aceite llega al cilindro (3), lo queproduce el avance del carnero.
- Avance automático.
La válvula (10) permite también sincronizar el movi-miento del carnero con el avance lateral de la mesa o consola de la máquina .
El cilindro (14) tiene un vástago dentado (15) que engrana con un piñón solidarioal trinquete (17) el cual mueve la rueda (16) unida al husillo de la mesa .
Este sistema tiene indudables ventajas sobre el accionamiento mecánico ; bastaenumerar las más importantes :
- Velocidad constante en el avance y en el retroceso . Esta última es mayor quela primera .
- Paro automático del carnero en caso de sobrecarga excesiva . Si el émbolo (1)se para, la sobrepresión provoca la apertura de la válvula de descarga (18) .
- Regulación de la presión de la herramienta, por medio de la válvula (9) .- Regulación de la velocidad de corte, por medio de la bomba (5) .
En el esquema hidráulico anterior aparece una válvula hidráulica pilotada . Suscaracterísticas básicas son muy parecidas a las válvulas neumáticas de la misma cla-se, aunque con las lógicas adaptaciones a las exigencias de la hidráulica .
Una válvula pilotada consiste esencialmente en una válvula convencional (comolas estudiadas anteriormente) cuyo gobierno lo efectúa otra válvula . Sin embargohay que decir que el mando no suele ser directo sino que se efectúa de forma índi-
2
96
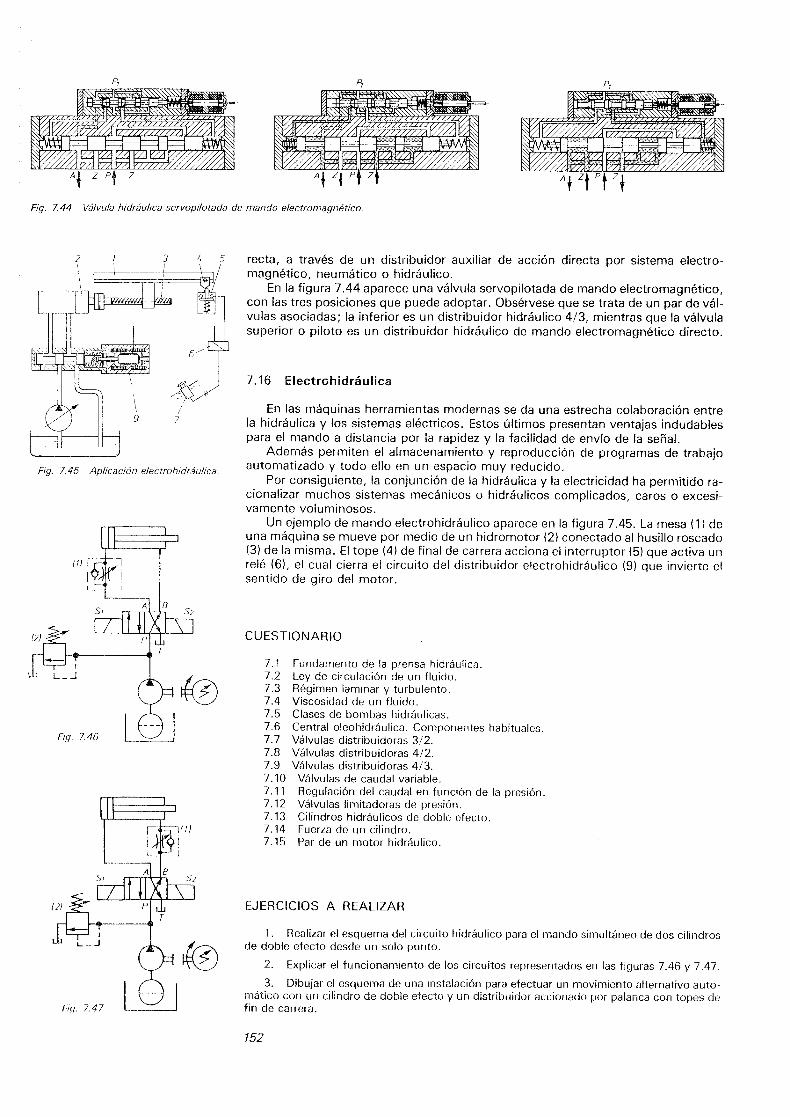
Fig. Z44
Válvula hidráulica servopilotada de mando electromagnético .
Fig. 7.45 Aplicación electrohidráulica .
5i
recta, a través de un distribuidor auxiliar de acción directa por sistema electro-magnético, neumático o hidráulico .
En la figura 7 .44 aparece una válvula servopilotada de mando electromagnético,con las tres posiciones que puede adoptar . Obsérvese que se trata de un par de vál-vulas asociadas ; la inferior es un distribuidor hidráulico 4/3, mientras que la válvulasuperior o piloto es un distribuidor hidráulico de mando electromagnético directo.
7.16 Electrohidráulica
En las máquinas herramientas modernas se da una estrecha colaboración entrela hidráulica y los sistemas eléctricos . Estos últimos presentan ventajas indudablespara el mando a distancia por la rapidez y la facilidad de envío de la señal .
Además permiten el almacenamiento y reproducción de programas de trabajoautomatizado y todo ello en un espacio muy reducido .
Por consiguiente, la conjunción de la hidráulica y la electricidad ha permitido ra-cionalizar muchos sistemas mecánicos o hidráulicos complicados, caros o excesi-vamente voluminosos.
Un ejemplo de mando electrohidráulico aparece en la figura 7.45 . La mesa (1) deuna máquina se mueve por medio de un hidromotor (2) conectado al husillo roscado(3) de la misma . El tope (4) de final de carrera acciona el interruptor (5) que activa unrelé (6), el cual cierra el circuito del distribuidor electrohidráulico (9) que invierte elsentido de giro del motor.
CUESTIONARIO
7 .1
Fundamento de la prensa hidráulica .7 .2
Ley de circulación de un fluido .7 .3
Régimen laminar y turbulento .7 .4 Viscosidad de un fluido .7 .5
Clases de bombas hidráulicas .7 .6 Central oleohidráulica . Componentes habituales .7.7
Válvulas distribuidoras 3/2 .7.8
Válvulas distribuidoras 4/2 .7.9
Válvulas distribuidoras 4/3 .7 .10
Válvulas de caudal variable .7 .11
Regulación del caudal en función de la presión .7 .12 Válvulas limitadoras de presión .7 .13
Cilindros hidráulicos de doble efecto .7 .14
Fuerza de un cilindro .7 .15
Par de un motor hidráulico .
EJERCICIOS A REALIZAR
152
---ü
yrr~c r°r, =n
1 .
Realizar el esquema del circuito hidráulico para el mando simultáneo de dos cilindrosde doble efecto desde un solo punto .
2 .
Explicar el funcionamiento de los circuitos representados en las figuras 7 .46 y 7.47 .3 .
Dibujar el esquema de una instalación para efectuar un movimiento alternativo auto-mático con un cilindro de doble efecto y un distribuidor accionado por palanca con topes defin de carrera .
Tema
EXPOSICIÓN DEL TEMA
utomatización de las máquinasherramientas . Control numérico
Puede afirmarse, sin exageración, que las máquinas herramientas convencio-nales, de tecnología estrictamente mecánica, cuyo manejo se confiaba a un opera-rio cualificado que cgntrolaba con habilidad los movimientos de la pieza y la herra-mienta, han concluido su ciclo histórico .
El vertiginoso desarrollo de nuevas tecnologías, que ha ido parejo con el cre-cimiento de la producción de bienes en las modernas sociedades industriales, uni-dos a las grandes exigencias de calidad y a los crecientes costos de la mano de obra,han determinado la automatización creciente de las máquinas herramientas .
Desde las máquinas copiadoras a las grandes líneas tránsfer pasando por las mo-dernas máquinas de control numérico, en todas ellas existe un grado de automa-tismo muy elevado que puede llegar a ser total . Por consiguiente, al especialista enmáquinas herramientas le es imprescindible un conocimiento básico de la tecno-logía de la automatización, no tanto de sus principios teóricos como de sus apli-caciones concretas. Este es el objetivo del presente tema .
8 .1 Concepto de automatización
La automatización es la sustitución de la acción humana por mecanismos, in-dependientes o no entre sí, movidos por una fuente de energía exterior, capaces derealizar ciclos completos de operaciones que se pueden repetir indefinidamente.
Un sistema automático supone siempre la existencia de una fuente de energía,de unos órganos de mando, que son los que ordenan el ciclo a realizar, y de unos ór-ganos de trabajo que son los que lo ejecutan .
Según el grado de automatización puede hablarse de dos niveles -completo yparcial- que tienen grandes repercusiones económicas y operativas . La automa-tización completa se prefiere en la producción masiva de productos homogéneosen ciclo continuo (detergentes, fármacos, etc.), mientras que la automatizaciónparcial es propia de la producción heterogénea y limitada .
Según el punto de vista de la programación, la automatización puede conside-rarse de ciclo fijo y de ciclo programado . El primer caso es adecuado para la fabri-cación de grandes series porque el automatismo es invariable (siempre realiza elmismo ciclo) . El segundo caso se orienta a la fabricación de piezas distintas, en se-ries pequeñas y medias porque el dispositivo programador de que dispone el sis-tema puede ordenar el ciclo que convenga, con las lógicas limitaciones tecnológicasque hacen al caso .
8.2 Técnicas de automatización
Según la naturaleza del automatismo empleado puede hablarse de automatiza-ción mecánica, neumática, oleohidráulica, eléctrica y electrónica . Además existenlas técnicas mixtas que son combinaciones de las citadas y que, en el práctica, sonlas habituales .
153
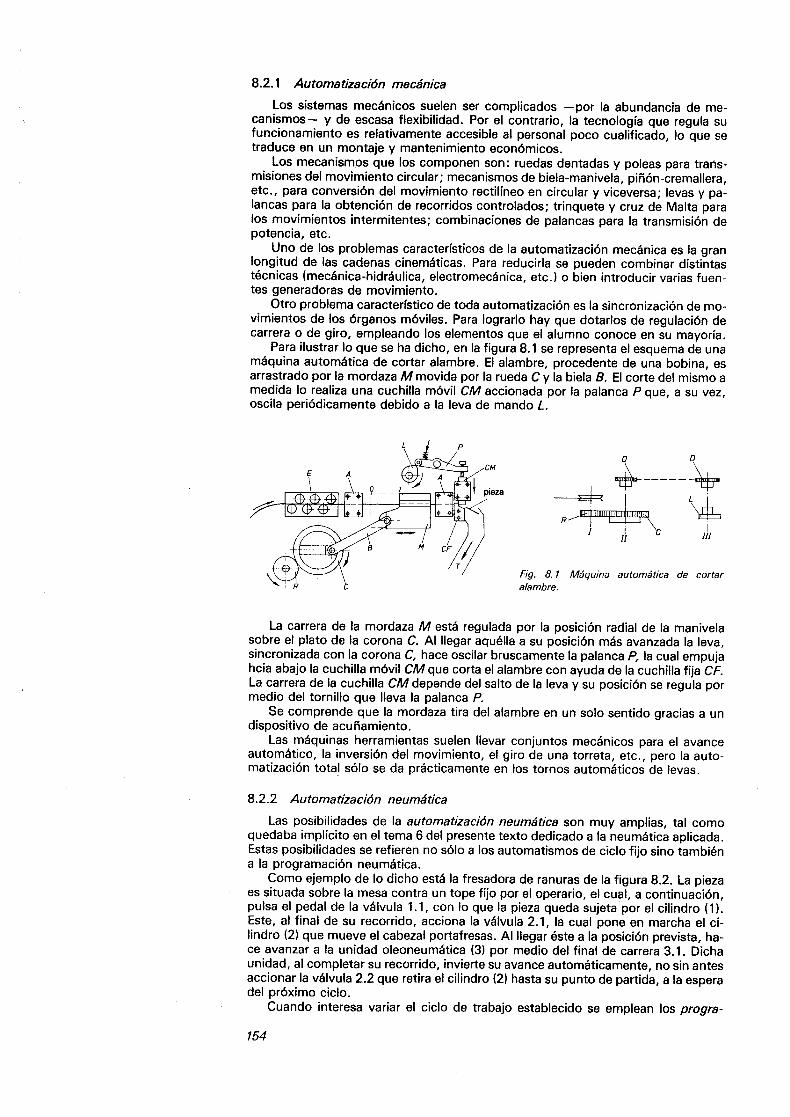
8.2.1 Automatización mecánicaLos sistemas mecánicos suelen ser complicados -por la abundancia de me-
canismos- y de escasa flexibilidad . Por el contrario, la tecnología que regula sufuncionamiento es relativamente accesible al personal poco cualificado, lo que setraduce en un montaje y mantenimiento económicos.
Los mecanismos que los componen son : ruedas dentadas y poleas para trans-misiones del movimiento circular ; mecanismos de biela-manivela, piñón-cremallera,etc ., para conversión del movimiento rectilíneo en circular y viceversa ; levas y pa-lancas para la obtención de recorridos controlados ; trinquete y cruz de Malta paralos movimientos intermitentes ; combinaciones de palancas para la transmisión depotencia, etc .
Uno de los problemas característicos de la automatización mecánica es la granlongitud de las cadenas cinemáticas . Para reducirla se pueden combinar distintastécnicas (mecánica-hidráulica, electromecánica, etc .) o bien introducir varias fuen-tes generadoras de movimiento.
Otro problema característico de toda automatización es la sincronización de mo-vimientos de los órganos móviles . Para lograrlo hay que dotarlos de regulación decarrera o de giro, empleando los elementos que el alumno conoce en su mayoría .
Para ilustrar lo que se ha dicho, en la figura 8.1 se representa el esquema de unamáquina automática de cortar alambre . El alambre, procedente de una bobina, esarrastrado por la mordaza M movida por la rueda C y la biela 8 . El corte del mismo amedida lo realiza una cuchilla móvil CM accionada por la palanca P que, a su vez,oscila periódicamente debido a la leva de mando L.
8.2 .2 Automatización neumática
154
~e:nnnnnuummWm~i
Fig . 8.1 Máquina automática de cortaralambre .
La carrera de la mordaza M está regulada por la posición radial de la manivelasobre el plato de la corona C. Al llegar aquélla a su posición más avanzada la leva,sincronizada con la corona C, hace oscilar bruscamente la palanca P, la cual empujahcia abajo la cuchilla móvil CM que corta el alambre con ayuda de la cuchilla fija CF.La carrera de la cuchilla CM depende del salto de la leva y su posición se regula pormedio del tornillo que lleva la palanca P.
Se comprende que la mordaza tira del alambre en un solo sentido gracias a undispositivo de acuñamiento .
Las máquinas herramientas suelen llevar conjuntos mecánicos para el avanceautomático, la inversión del movimiento, el giro de una torreta, etc ., pero la auto-matización total sólo se da prácticamente en los tornos automáticos de levas .
Las posibilidades de la automatización neumática son muy amplias, tal comoquedaba implícito en el tema 6 del presente texto dedicado a la neumática aplicada .Estas posibilidades se refieren no sólo a los automatismos de ciclo fijo sino tambiéna la programación neumática .
Como ejemplo de lo dicho está la fresadora de ranuras de la figura 8.2 . La piezaes situada sobre la mesa contra un tope fijo por el operario, el cual, a continuación,pulsa el pedal de la válvula 1 .1, con lo que la pieza queda sujeta por el cilindro (1) .Este, al final de su recorrido, acciona la válvula 2.1, la cual pone en marcha el ci-lindro (2) que mueve el cabezal portafresas . Al llegar éste a la posición prevista, ha-ce avanzar a la unidad oleoneumática (3) por medio del final de carrera 3 .1 . Dichaunidad, al completar su recorrido, invierte su avance automáticamente, no sin antesaccionar la válvula 2.2 que retira el cilindro (2) hasta su punto de partida, a la esperadel próximo ciclo .
Cuando interesa variar el ciclo de trabajo establecido se emplean los progra-
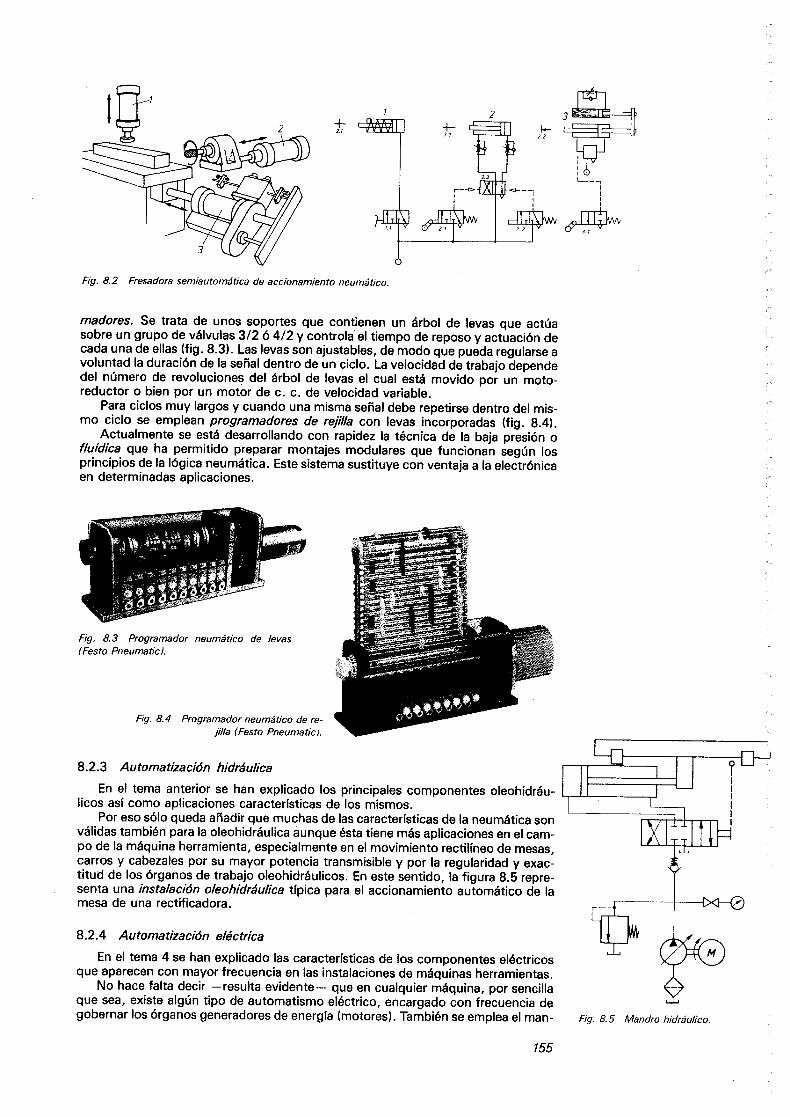
Fig. 8.2
Fresadora semiautomática de accionamiento neumático.
madores . Se trata de unos soportes que contienen un árbol de levas que actúasobre un grupo de válvulas 3/2 ó 4/2 y controla* el tiempo de reposo y actuación decada una de ellas (fig . 8.3) . Las levas son ajustables, de modo que pueda regularse avoluntad la duración de la señal dentro de un ciclo . La velocidad de trabajo dependedel número de revoluciones del árbol de levas el cual está movido por un moto-reductor o bien por un motor de c. c . de velocidad variable .
Para ciclos muy largos y cuando una misma señal debe repetirse dentro del mis-mo ciclo se emplean programadores de rejilla con levas incorporadas (fig . 8 .4) .
Actualmente se está desarrollando con rapidez la técnica de la baja presión ofluídica que ha permitido preparar montajes modulares que funcionan según losprincipios de la lógica neumática . Este sistema sustituye con ventaja a la electrónicaen determinadas aplicaciones .
Fig. 8.3 Programador neumático de levas(Festo Pneumatic).
Fig. 8.4
Programador neumático de re-jilla (Festo Pneumatic).
8.2.3 Automatización hidráulicaEn el tema anterior se han explicado los principales componentes oleohidráu-
licos así como aplicaciones características de los mismos .Por eso sólo queda añadir que muchas de las características de la neumática son
válidas también para la oleohidráulica aunque ésta tiene más aplicaciones en el cam-po de la máquina herramienta, especialmente en el movimiento rectilíneo de mesas,carros y cabezales por su mayor potencia transmisible y por la regularidad y exac-titud de los órganos de trabajo oleohidráulicos . En este sentido, la figura 8.5 repre-senta una instalación oleohidráulica típica para el accionamiento automático de lamesa de una rectificadora .
8.2.4 Automatización eléctricaEn el tema 4 se han explicado las características de los componentes eléctricos
que aparecen con mayor frecuencia en las instalaciones de máquinas herramientas .No hace falta decir -resulta evidente- que en cualquier máquina, por sencilla
que sea, existe algún tipo de automatismo eléctrico, encargado con frecuencia degobernar los órganos generadores de energía (motores) . También se emplea el man-
155
Fig. 8.5 Mandro hidráulico.
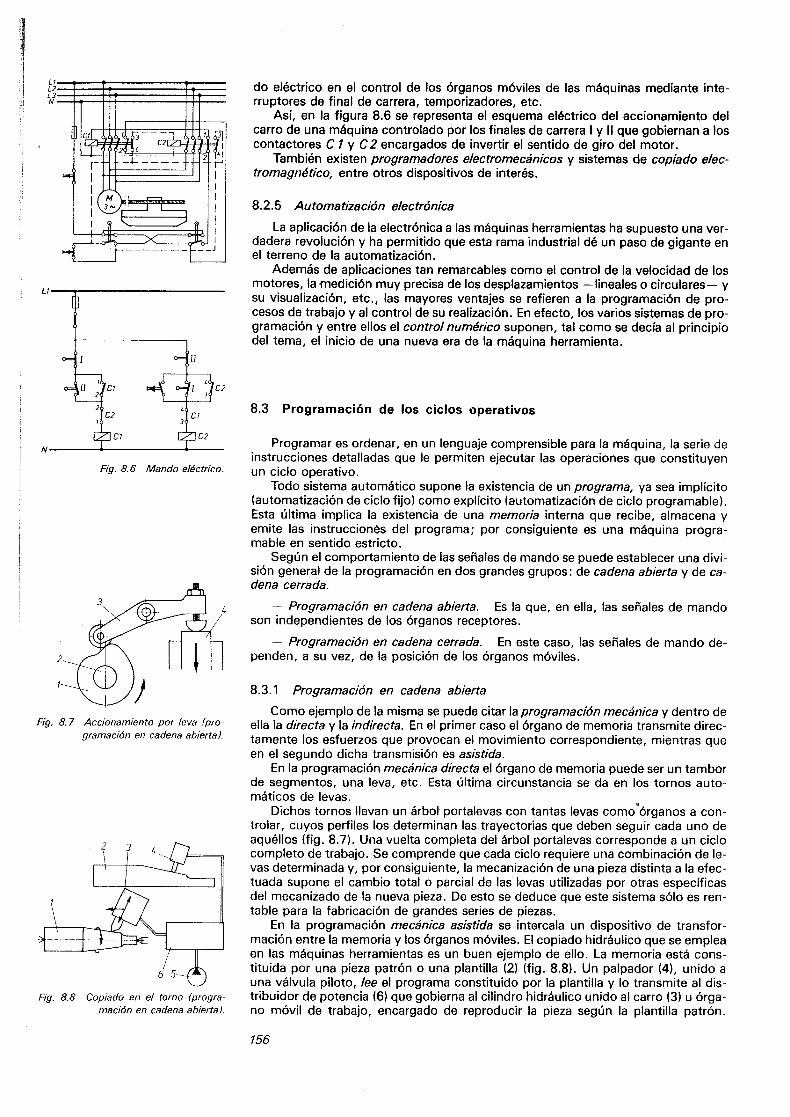
Ll
L3N
Fig. 8.6 Mando eléctrico .
Como ejemplo de la misma se puede citar la programación mecánica y dentro deella la directa y la indirecta. En el primer caso el órgano de memoria transmite direc-tamente los esfuerzos que provocan el movimiento correspondiente, mientras queen el segundo dicha transmisión es asistida .
En la programación mecánica directa el órgano de memoria puede ser un tamborde segmentos, una leva, etc . Esta última circunstancia se da en los tornos auto-máticos de levas .
Dichos tornos llevan un árbol portalevas con tantas levas como órganos a con-trolar, cuyos perfiles los determinan las trayectorias que deben seguir cada uno deaquéllos (fig . 8.7) . Una vuelta completa del árbol portalevas corresponde a un ciclocompleto de trabajo . Se comprende que cada ciclo requiere una combinación de le-vas determinada y, por consiguiente, la mecanización de una pieza distinta a la efec-tuada supone el cambio total o parcial de las levas utilizadas por otras específicasdel mecanizado de la nueva pieza . De esto se deduce que este sistema sólo es ren-table para la fabricación de grandes series de piezas .
En la programación mecánica asistida se intercala un dispositivo de transfor-mación entre la memoria y los órganos móviles . El copiado hidráulico que se empleaen las máquinas herramientas es un buen ejemplo de ello . La memoria está cons-tituida por una pieza patrón o una plantilla (2) (fig . 8.8) . Un palpador (4), unido auna válvula piloto, lee el programa constituido por la plantilla y lo transmite al dis-
Fig. 8.8
Copiado en el torno (progra-
tribuidor de potencia (6) que gobierna al cilindro hidráulico unido al carro (3) u órgamación en cadena abierta).
no móvil de trabajo, encargado de reproducir la pieza según la plantilla patrón .
Fig. 8.7 Accionamiento por leva (pro-gramación en cadena abierta).
do eléctrico en el control de los órganos móviles de las máquinas mediante inte-rruptores de final de carrera, temporizadores, etc .
Así, en la figura 8.6 se representa el esquema eléctrico del accionamiento delcarro de una máquina controlado por los finales de carrera I y II que gobiernan a loscontactores C 1 y C2 encargados de invertir el sentido de giro del motor .
También existen programadores electromecánicos y sistemas de copiado elec-tromagnético, entre otros dispositivos de interés .
8 .2.5 Automatización electrónica
La aplicación de la electrónica a las máquinas herramientas ha supuesto una ver-dadera revolución y ha permitido que esta rama industrial dé un paso de gigante enel terreno de la automatización .
Además de aplicaciones tan remarcables como el control de la velocidad de losmotores, la -reedición muy precisa de los desplazamientos -lineales o circulares- ysu visualización, etc ., las mayores ventajes se refieren a la programación de pro-cesos de trabajo y al control de su realización . En efecto, los varios sistemas de pro-gramación y entre ellos el control numérico suponen, tal como se decía al principiodel tema, el inicio de una nueva era de la máquina herramienta .
8.3 Programación de los ciclos operativos
Programar es ordenar, en un lenguaje comprensible para la máquina, la serie deinstrucciones detalladas que le permiten ejecutar las operaciones que constituyenun ciclo operativo .
Todo sistema automático supone la existencia de un programa, ya sea implícito(automatización de ciclo fijo) como explícito (automatización de ciclo programable) .Esta última implica la existencia de una memoria interna que recibe, almacena yemite las instrucciones del programa ; por consiguiente es una máquina progra-mable en sentido estricto .
Según el comportamiento de las señales de mando se puede establecer una divi-sión general de la programación en dos grandes grupos : de cadena abierta y de ca-dena cerrada.
- Programación en cadena abierta.
Es la que, en ella, las señales de mandoson independientes de los órganos receptores .
- Programación en cadena cerrada.
En este caso, las señales de mando de-penden, a su vez, de la posición de los órganos móviles .
8.3 .1 Programación en cadena abierta
156
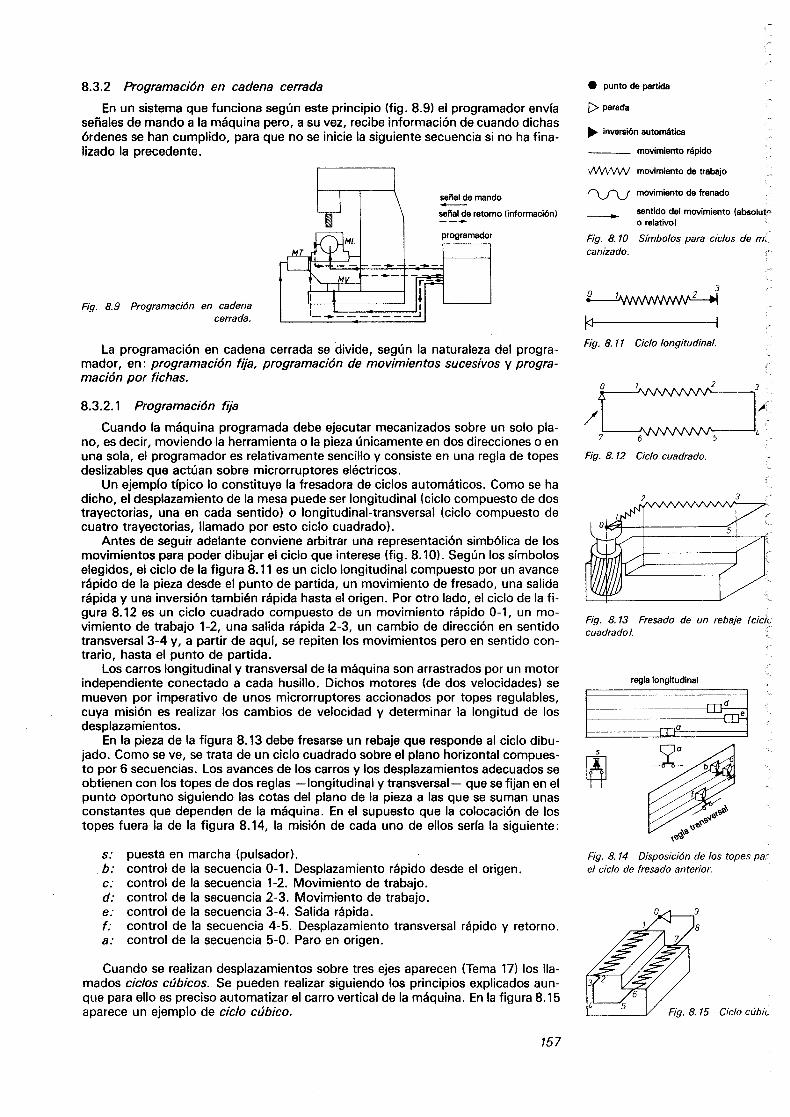
8.3.2 Programación en cadena cerrada
En un sistema que funciona según este principio (fig . 8.9) el programador envía
> parada
señales de mando a la máquina pero, a su vez, recibe información de cuando dichasórdenes se han cumplido, para que no se inicie la siguiente secuencia si no ha fina-
I "versión automática
lizado la precedente .
movimiento rápido
Fig. 8.9 Programación en cadenacerrada.
8.3.2 .1 Programación fija
señal de mando
señal de retorno (información)
programador
La programación en cadena cerrada se divide, según la naturaleza del progra-mador, en : programación fija, programación de movimientos sucesivos y progra-mación por fichas.
Cuando la máquina programada debe ejecutar mecanizados sobre un solo pia-no, es decir, moviendo la herramienta o la pieza únicamente en dos direcciones o enuna sola, el programador es relativamente sencillo y consiste en una regla de topesdeslizables que actúan sobre microrruptores eléctricos .
Un ejemplo típico lo constituye la fresadora de ciclos automáticos . Como se hadicho, el desplazamiento de la mesa puede ser longitudinal (ciclo compuesto de dostrayectorias, una en cada sentido) o longitudinal-transversal (ciclo compuesto decuatro trayectorias, llamado por esto ciclo cuadrado) .
Antes de seguir adelante conviene arbitrar una representación simbólica de losmovimientos para poder dibujar el ciclo que interese (fig . 8.10) . Según los símboloselegidos, el ciclo de la figura 8.11 es un ciclo longitudinal compuesto por un avancerápido de la pieza desde el punto de partida, un movimiento de fresado, una salidarápida y una inversión también rápida hasta el origen . Por otro lado, el ciclo de la fi-gura 8.12 es un ciclo cuadrado compuesto de un movimiento rápido 0-1, un mo-vimiento de trabajo 1-2, una salida rápida 2-3, un cambio de dirección en sentidotransversal 3-4 y, a partir de aquí, se repiten los movimientos pero en sentido con-trario, hasta el punto de partida .
Los carros longitudinal y transversal de la máquina son arrastrados por un motorindependiente conectado a cada husillo . Dichos motores (de dos velocidades) semueven por imperativo de unos microrruptores accionados por topes regulables,cuya misión es realizar los cambios de velocidad y determinar la longitud de losdesplazamientos .
En la pieza de la figura 8.13 debe fresarse un rebaje que responde al ciclo dibu-jado . Como se ve, se trata de un ciclo cuadrado sobre el plano horizontal compues-to por 6 secuencias. Los avances de los carros y los desplazamientos adecuados seobtienen con los topes de dos reglas -longitudinal y transversal- que se fijan en elpunto oportuno siguiendo las cotas del plano de la pieza a las que se suman unasconstantes que dependen de la máquina . En el supuesto que la colocación de lostopes fuera la de la figura 8.14, la misión de cada uno de ellos sería la siguiente :
Cuando se realizan desplazamientos sobre tres ejes aparecen (Tema 17) los lla-mados ciclos cúbicos . Se pueden realizar siguiendo los principios explicados aun-que para ello es preciso automatizar el carro vertical de la máquina . En la figura 8.15aparece un ejemplo de ciclo cúbico .
157
40 punto de partida
movimiento de trabajo
movimiento de frenado
sentido del movimiento (absolutao relativo)
Fig. 8. 10
Símbolos para ciclos de m .canizado .
Fig. 8. 11
Ciclo longitudinal.
Fig. 8.12 Ciclo cuadrado.
Fig. 8.13 Fresado de un rebaje (ciciccuadrado).
regla longitudinal
s:
puesta en marcha (pulsador) .
Fig. 8.14
Disposición de los topes parb:
control de la secuencia 0-1 . Desplazamiento rápido desde el origen .
el ciclo de fresado anterior,c :
control de la secuencia 1-2. Movimiento de trabajo .d:
control de la secuencia 2-3 . Movimiento de trabajo .e :
control de la secuencia 3-4 . Salida rápida .f:
control de la secuencia 4-5 . Desplazamiento transversal rápido y retorno .a :
control de la secuencia 5-0 . Paro en origen .
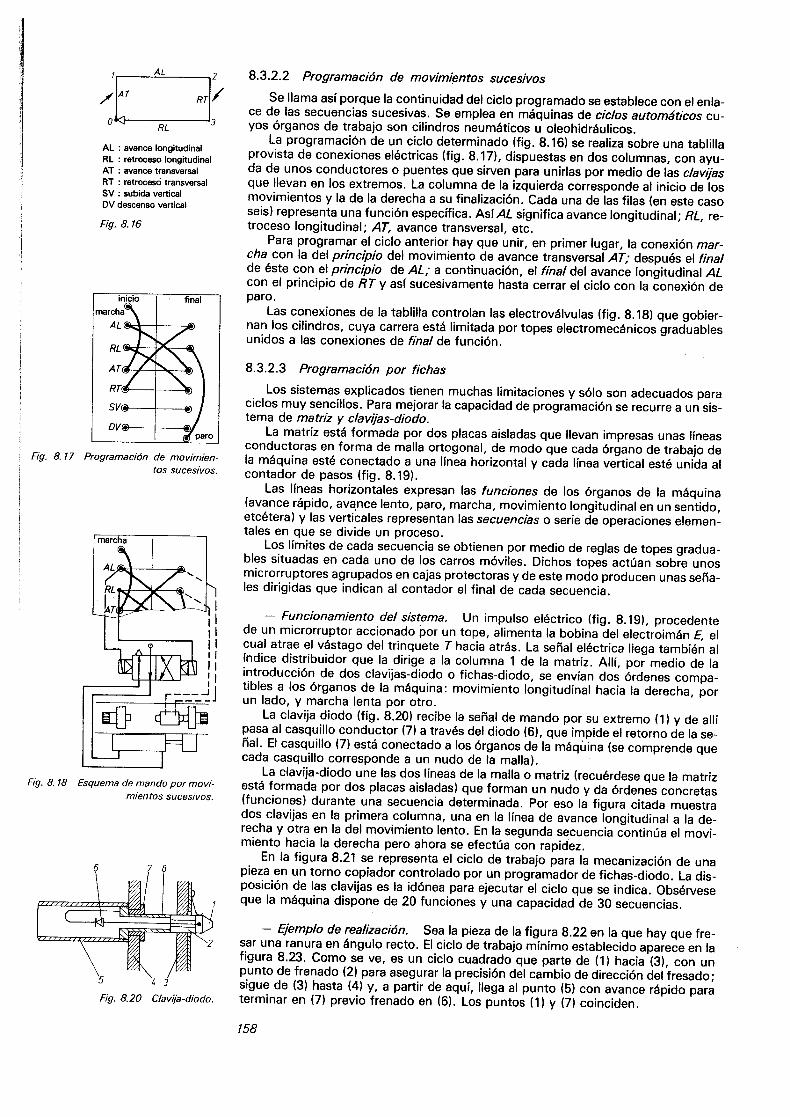
i
Se llama así porque la continuidad del ciclo programado se establece con el enla-ce de las secuencias sucesivas . Se emplea en máquinas de ciclos automáticos cu-RL
'
yos órganos de trabajo son cilindros neumáticos u oleohidráulicos .La programación de un ciclo determinado (fig . 8.16) se realiza sobre una tablilla
RLRL
:: avanceretroceso
longitudinallongitudinal
provista de conexiones eléctricas Ifig . 8.17) . dispuestas en dos columnas, con ayu-AT : avance transversal
da de unos conductores o puentes que sirven para unirlas por medio de las clavijasRT : retroceso transversal
que llevan en los extremos . La columna de la izquierda corresponde al inicio de lossv : subida vertical
movimientos y la de la derecha a su finalización . Cada una de las filas (en este casoDV descenso vertical
seis) representa una función específica . AsíAL significa avance longitudinal ; RL, re-Fig. 8.16 troceso longitudinal ; AT, avance transversal, etc .
Para programar el ciclo anterior hay que unir, en primer lugar, la conexión mar-cha con la del principio del movimiento de avance transversal AT, después el finalde éste con el principio de AL; a continuación, el final del avance longitudinal ALcon el principio de RT y así sucesivamente hasta cerrar el ciclo con la conexión de
final paro .Las conexiones de la tablilla controlan las electroválvulas (fig . 8.18) que gobier-
nan los cilindros, cuya carrera está limitada por topes electromecánicos graduablesunidos a las conexiones de final de función .
Fig. 8.17 Programación de movimien-tos sucesivos.
8.3.2.2 Programación de movimientos sucesivos
8.3.2.3 Programación por fichas
Los sistemas explicados tienen muchas limitaciones y sólo son adecuados paraciclos muy sencillos . Para mejorar la capacidad de programación se recurre a un sis-tema de matriz y clavijas-diodo .
La matriz está formada por dos placas aisladas que llevan impresas unas líneasconductoras en forma de malla ortogonal, de modo que cada órgano de trabajo dela máquina esté conectado a una línea horizontal y cada línea vertical esté unida alcontador de pasos (fig . 8.19) .
Las líneas horizontales expresan las funciones de los órganos de la máquina(avance rápido, avánce lento, paro, marcha, movimiento longitudinal en un sentido,etcétera) y las verticales representan las secuencias o serie de operaciones elemen-tales en que se divide un proceso .
Los límites de cada secuencia se obtienen por medio de reglas de topes gradua-bles situadas en cada uno de los carros móviles . Dichos topes actúan sobre unosmicrorruptores agrupados en cajas protectoras y de este modo producen unas seña-les dirigidas que indican al contador el final de cada secuencia .
I- Funcionamiento del sistema.
Un impulso eléctrico (fig . 8 .19), procedenteI I
de un microrruptor accionado por un tope, alimenta la bobina del electroimán E, elcual atrae el vástago del trinquete T hacia atrás . La señal eléctrica llega también alíndice distribuidor que la dirige a la columna 1 de la matriz . Allí, por medio de laintroducción de dos clavijas-diodo o fichas-diodo, se envían dos órdenes compa-tibles a los órganos de la máquina : movimiento longitudinal hacia la derecha, porun lado, y marcha lenta por otro .
La clavija diodo (fig . 8.20) recibe la señal de mando por su extremo (1) y de allípasa al casquillo conductor (7) a través del diodo (6), que impide el retorno de la se-ñal . El casquillo (7) está conectado a los órganos de la máquina (se comprende quecada casquillo corresponde a un nudo de la malla) .
La clavija-diodo une las dos líneas de la malla o matriz (recuérdese que la matrizFig. 8.18 Esquema de mandopor moví-
está formada por dos placas aisladas) que forman un nudo y da órdenes concretasmienros sucesivos.
(funciones) durante una secuencia determinada . Por eso la figura citada muestra
- Ejemplo de realización.
Sea la pieza de la figura 8 .22 en la que hay que fre-sar una ranura en ángulo recto . El ciclo de trabajo mínimo establecido aparece en lafigura 8.23 . Como se ve, es un ciclo cuadrado que parte de (1) hacia (3), con unpunto de frenado (2) para asegurar la precisión del cambio de dirección del fresado ;sigue de (3) hasta (4) y, a partir de aquí, llega al punto (5) con avance rápido para
Fig. 8.20 Clavija-diodo .
terminar en (7) previo frenado en (6) . Los puntos (1) y (7) coinciden .
dos clavijas en la primera columna, una en la línea de avance longitudinal a la de-recha y otra en la del movimiento lento . En la segunda secuencia continúa el movi-miento hacia la derecha pero ahora se efectúa con rapidez .En la figura 8.21 se representa el ciclo de trabajo para la mecanización de unapieza en un torno copiador controlado por un programador de fichas-diodo . La dis-
posición de las clavijas es la idónea para ejecutar el ciclo que se indica . Obsérveseque la máquina dispone de 20 funciones y una capacidad de 30 secuencias.
158
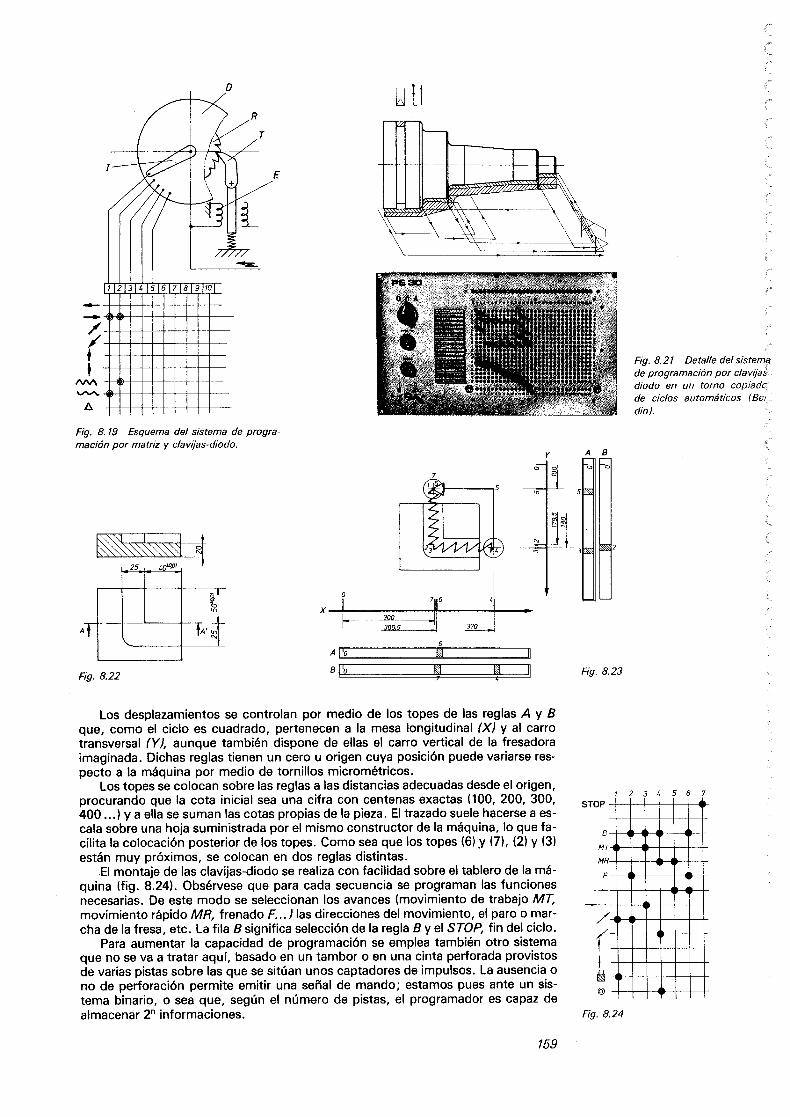
ífa©©0©ovooía
manzamasa
¡gas~-EMEN
idgzzggzzzn
Fig. 8.19
Esquema del sistema de progra-mación por matriz y clavijas-diodo.
Fig. 8.22
A
e
0
L30030g5
7
6
370
4
Nn
159
a
5
3
A B
-o
2
Fig. 8.23
Los desplazamientos se controlan por medio de los topes .de las reglas A y 8que, como el ciclo es cuadrado, pertenecen a la mesa longitudinal (X) y al carrotransversal (Y), aunque también dispone de ellas el carro vertical de la fresadoraimaginada . Dichas reglas tienen un cero u origen cuya posición puede variarse res-pecto a la máquina por medio de tornillos micrométricos .
Los topes se colocan sobre las reglas a las distancias adecuadas desde el origen,procurando que la cota inicial sea una cifra con centenas exactas (100, 200, 300,400 . . .) y a ella se suman las cotas propias de la pieza . El trazado suele hacerse a escala sobre una hoja suministrada por el mismo constructor de la máquina, lo que fa-cilita la colocación posterior de los topes . Como sea que los topes (6) y (7), (2) y (3)están muy próximos, se colocan en dos reglas distintas .
El montaje de las clavijas-diodo se realiza con facilidad sobre el tablero de la má-quina (fig . 8.24) . Obsérvese que para cada secuencia se programan las funcionesnecesarias . De este modo se seleccionan los avances (movimiento de trabajo MT,movimiento rápido MR, frenado F. . . ) las direcciones del movimiento, el paro o mar-cha de la fresa, etc . La fila 8 significa selección de la regla 8 y el STOP, fin del ciclo .
Para aumentar la capacidad de programación se emplea también otro sistemaque no se va a tratar aquí, basado en un tambor o en una cinta perforada provistosde varias pistas sobre las que se sitúan unos captadores de impulsos . La ausencia ono de perforación permite emitir una señal de mando ; estamos pues ante un sis-tema binario, o sea que, según el número de pistas, el programador es capaz dealmacenar 2" informaciones .
Fig. 8.24
STOP
eMT
MR
F
1 2 3 4 5 6 7
guasamagasmi"""i""
suceso""i"""
gamuzagamuzaü"""""
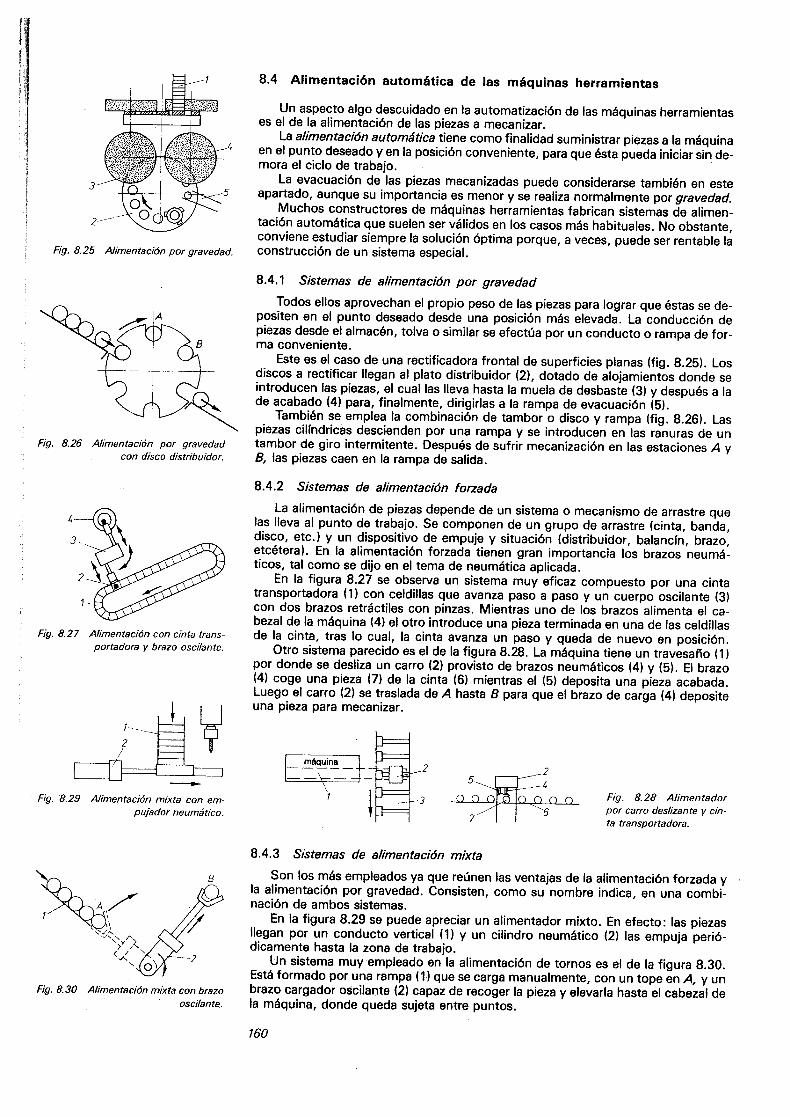
Un aspecto algo descuidado en la automatización de las máquinas herramientases el de la alimentación de las piezas a mecanizar .
La alimentación automática tiene como finalidad suministrar piezas a la máquinaen el punto deseado y en la posición conveniente, para que ésta pueda iniciar sin de-mora el ciclo de trabajo .
La evacuación de las piezas mecanizadas puede considerarse también en esteapartado, aunque su importancia es menor y se realiza normalmente por gravedad.
Muchos constructores de máquinas herramientas fabrican sistemas de alimen-tación automática que suelen ser válidos en los casos más habituales . No obstante,conviene estudiar siempre la solución óptima porque, a veces, puede ser rentable la
Fig. 8.25 Alimentación por gravedad.
construcción de un sistema especial .
Todos ellos aprovechan el propio peso de las piezas para lograr que éstas se de-positen en el punto deseado desde una posición más elevada . La conducción depiezas desde el almacén, tolva o similar se efectúa por un conducto o rampa de for-ma conveniente .
Este es el caso de una rectificadora frontal de superficies planas (fig . 8.25) . Losdiscos a rectificar llegan al plato distribuidor (2), dotado de alojamientos donde seintroducen las piezas, el cual las lleva hasta la muela de desbaste (3) y después a lade acabado (4) para, finalmente, dirigirlas a la rampa de evacuación (5) .
También se emplea la combinación de tambor o disco y rampa (fig . 8.26) . Laspiezas cilíndricas descienden por una rampa y se introducen en las ranuras de un
Fig . 8.26 Alimentación por gravedad
tambor de giro intermitente . Después de sufrir mecanización en las estaciones A ycon disco distribuidor.
8, las piezas caen en la rampa de salida .
Fig . 8.27 Alimentación con cinta trans-portadora y brazo oscilante .
u
Fig . 8.29 Alimentación mixta con em-pujador neumático .
8.4 Alimentación automática de las máquinas herramientas
8.4.1
Sistemas de alimentación por gravedad
8.4 .2 Sistemas de alimentación forzadaLa alimentación de piezas depende de un sistema o mecanismo de arrastre que
las lleva al punto de trabajo . Se componen de un grupo de arrastre (cinta, banda,disco, etc .) y un dispositivo de empuje y situación (distribuidor, balancín, brazo,etcétera) . En la alimentación forzada tienen gran importancia los brazos neumá-ticos, tal como se dijo en el tema de neumática aplicada .
En la figura 8.27 se observa un sistema muy eficaz compuesto por una cintatransportadora (1) con celdillas que avanza paso a paso y un cuerpo oscilante (3)con dos brazos retráctiles con pinzas . Mientras uno de los brazos alimenta el ca-bezal de la máquina (4) el otro introduce una pieza terminada en una de las celdillasde la cinta, tras lo cual, la cinta avanza un paso y queda de nuevo en posición .
Otro sistema parecido es el de la figura 8.28 . La máquina tiene un travesaño (1)por donde se desliza un carro (2) provisto de brazos neumáticos (4) y (5) . El brazo(4) coge una pieza (7) de la cinta (6) mientras el (5) deposita una pieza acabada .Luego el carro (2) se traslada de A hasta 8 para que el brazo de carga (4) depositeuna pieza para mecanizar .
8.4.3 Sistemas de alimentación mixtaSon los más empleados ya que reúnen las ventajas de la alimentación forzada y
la alimentación por gravedad . Consisten, como su nombre indica, en una combi-nación de ambos sistemas .
En la figura 8.29 se puede apreciar un alimentador mixto . En efecto : las piezasllegan por un conducto vertical (1) y un cilindro neumático (2) las empuja perió-dicamente hasta la zona de trabajo .
Un sistema muy empleado en la alimentación de tornos es el de la figura 8.30 .Está formado por una rampa (1) que se carga manualmente, con un tope en A, y un
Fig . 8.30 Alimentación mixta con brazo
brazo cargador oscilante (2) capaz de recoger la pieza y elevarla hasta el cabezal deoscilante.
la máquina ; donde queda sujeta entre puntos .
160
Fig . 8.28 Alimentadorpor carro deslizante y cin-ta transportadora.
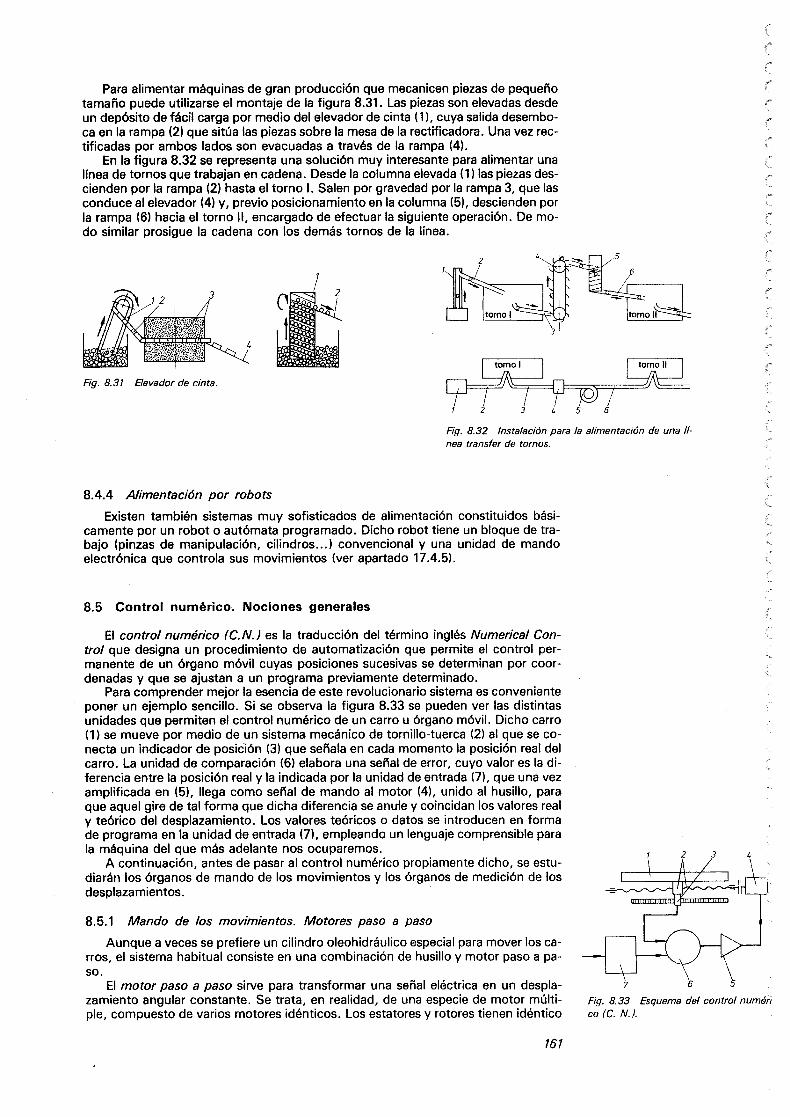
Para alimentar máquinas de gran producción que mecanicen piezas de pequeñotamaño puede utilizarse el montaje de la figura 8.31 . Las piezas son elevadas desdeun depósito de fácil carga por medio del elevador de cinta (1), cuya salida desembo-ca en la rampa (2) que sitúa las piezas sobre la mesa de la rectificadora . Una vez rec-tificadas por ambos lados son evacuadas a través de la rampa (4) .
En la figura 8.32 se representa una solución muy interesante para alimentar unalínea de tornos que trabajan en cadena . Desde la columna elevada (1) las piezas des-cienden por la rampa (2) hasta el torno I . Salen por gravedad por la rampa 3, que lasconduce al elevador (4) y, previo posicionamiento en la columna (5), descienden porla rampa (6) hacia el torno ll, encargado de efectuar la siguiente operación . De mo-do similar prosigue la cadena con los demás tornos de la línea .
Fig. 8.31
Elevador de cinta.
8.4.4 Alimentación por robots
Existen también sistemas muy sofisticados de alimentación constituidos bási-camente por un robot o autómata programado. Dicho robot tiene un bloque de tra-bajo (pinzas de manipulación, cilindros . . .) convencional y una unidad de mandoelectrónica que controla sus movimientos (ver apartado 17.4.5) .
8.5 Control numérico. Nociones generales
El control numérico (C. N.) es la traducción del término inglés Numerical Con-trol que designa un procedimiento de automatización que permite el control per-manente de un órgano móvil cuyas posiciones sucesivas se determinan por coor-denadas y que se ajustan a un programa previamente determinado .
Para comprender mejor la esencia de este revolucionario sistema es convenienteponer un ejemplo sencillo . Si se observa la figura 8.33 se pueden ver las distintasunidades que permiten el control numérico de un carro u órgano móvil . Dicho carro(1) se mueve por medio de un sistema mecánico de tornillo-tuerca (2) al que se co-necta un indicador de posición (3) que señala en cada momento la posición real delcarro . La unidad de comparación (6) elabora una señal de error, cuyo valor es la di-ferencia entre la posición real y la indicada por la unidad de entrada (7), que una vezamplificada en (5), llega como señal de mando al motor (4), unido al husillo, paraque aquel gire de tal forma que dicha diferencia se anule y coincidan los valores realy teórico del desplazamiento . Los valores teóricos o datos se introducen en formade programa en la unidad de entrada (7), empleando un lenguaje comprensible parala máquina del que más adelante nos ocuparemos .
A continuación, antes de pasar al control numérico propiamente dicho, se estu-diarán los órganos de mando de los movimientos y los órganos de medición de losdesplazamientos .
8.5.1 Mando de los movimientos. Motores paso a paso
Fig. 8.32
Instalación para la alimentación de una lí-nea transter de tornos .
Aunque a veces se prefiere un cilindro oleohidráulico especial para mover los ca-rros, el sistema habitual consiste en una combinación de husillo y motor paso a pa-so.
El motor paso a paso sirve para transformar una señal eléctrica en un despla-zamiento angular constante . Se trata, en realidad, de una especie de motor múltiple, compuesto de varios motores idénticos . Los estatores y rotores tienen idéntico
co (C . lv.).Fig. 8.33
Esquema del control numén
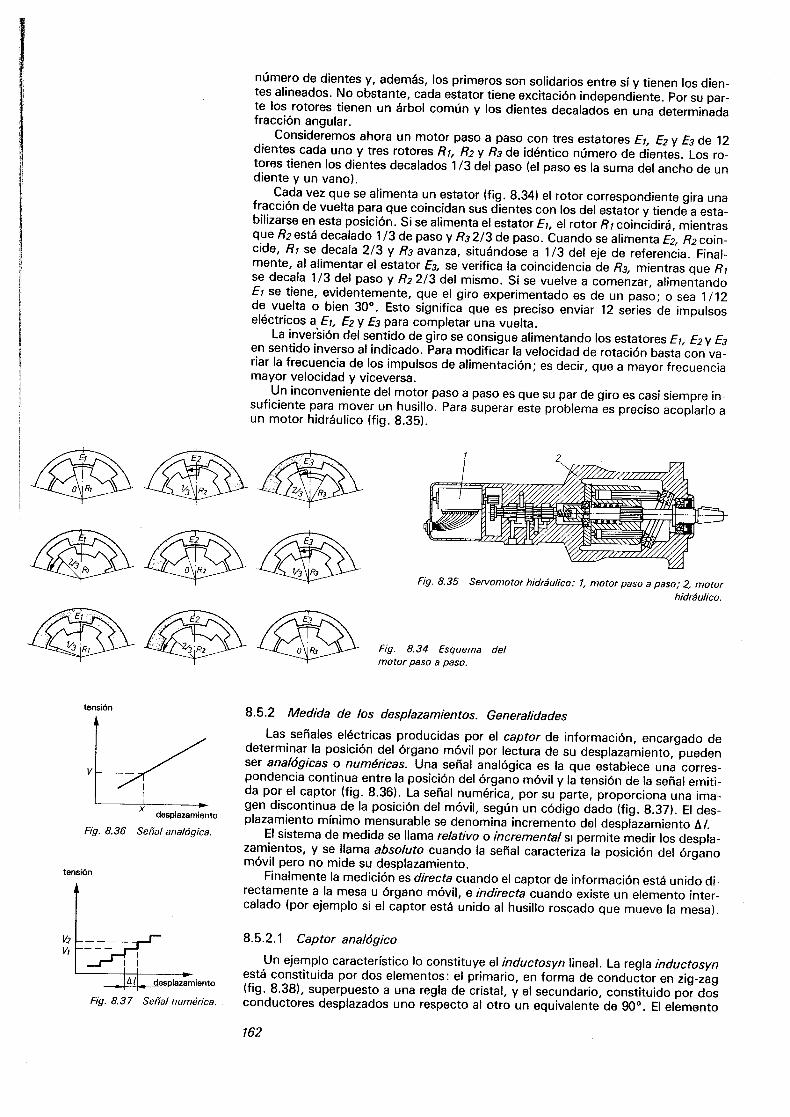
tensión
v2v,
tensión
1
v
desplazamiento
Fig. 8.36
Señal analógica.
Un ejemplo característico lo constituye el inductosyn lineal . La regla inductosynestá constituida por dos elementos : el primario, en forma de conductor en zig-zag(fig . 8 .38), superpuesto a una regla de cristal, y el secundario, constituido por dos
Fig. 8.37 Señal numérica.
conductores desplazados uno respecto al otro un equivalente de 90° . El elemento
número de dientes y, además, los primeros son solidarios entre sí y tienen los dien-tes alineados . No obstante, cada estator tiene excitación independiente . Por su par-te los rotores tienen un árbol común y los dientes decalados en una determinadafracción angular .Consideremos ahora un motor paso a paso con tres estatores El, E2 y E3 de 12dientes cada uno y tres rotores R1, R2 y R3 de idéntico número de dientes . Los ro-tores tienen los dientes decalados 1/3 del paso (el paso es la suma del ancho de undiente y un vano).Cada vez que se alimenta un estator (fig . 8.34) el rotor correspondiente gira unafracción de vuelta para que coincidan sus dientes con los del estator y tiende a esta-bilizarse en esta posición . Si se alimenta el estator E, el rotor Ri coincidirá, mientrasque R2 está decalado 1/3 de paso y R3 2/3 de paso . Cuando se alimenta E2, R2 coin-
cide, Ri se decala 2/3 y R3 avanza, situándose a 1/3 del eje de referencia . Final-mente, al alimentar el estator E3, se verifica la coincidencia de R3, mientras que Rise decaía 1/3 del paso y R2 2/3 del mismo. Si se vuelve a comenzar, alimentandoEl se tiene, evidentemente, que el giro experimentado es de un paso; o sea 1/12de vuelta o bien 30° . Esto significa que es preciso enviar 12 series de impulsoseléctricos a El, E2 y E3 para completar una vuelta .
La inversión del sentido de giro se consigue alimentando los estatores El, E2 y E3en sentido inverso al indicado . Para modificar la velocidad de rotación basta con va-riar la frecuencia de los impulsos de alimentación ; es decir, que a mayor frecuenciamayor velocidad y viceversa .
Un inconveniente del motor paso a paso es que su par de giro es casi siempre in-suficiente para mover un husillo . Para superar este problema es preciso acoplarlo aun motor hidráulico (fig . 8.35) .
8 .5.2 Medida de los desplazamientos. GeneralidadesLas señales eléctricas producidas por el captor de información, encargado de
determinar la posición del órgano móvil por lectura de su desplazamiento, puedenser analógicas o numéricas. Una señal analógica es la que establece una corres-pondencia continua entre la posición del órgano móvil y la tensión de la señal emiti-da por el captor (fig . 8.36) . La señal numérica, por su parte, proporciona una ima-gen discontinua de la posición del móvil, según un código dado (fig . 8.37) . El des-plazamiento mínimo mensurable se denomina incremento del desplazamiento A/.
El sistema de medida se llama relativo o incrementa/ si permite medir los despla-zamientos, y se llama absoluto cuando la señal caracteriza la posición del órganomóvil pero no mide su desplazamiento .
Finalmente la medición es directa cuando el captor de información está unido di-rectamente a la mesa u órgano móvil, e indirecta cuando existe un elemento inter-calado (por ejemplo si el captor está unido al husillo roscado que mueve la mesa) .
8.5.2 .1
Captor analógico
162
Fig. 8.35
Servomotor hidráulico : 1, motor paso a paso; 2, motorhidráulico .
Fig. 8.34 Esquema delmotor paso a paso .
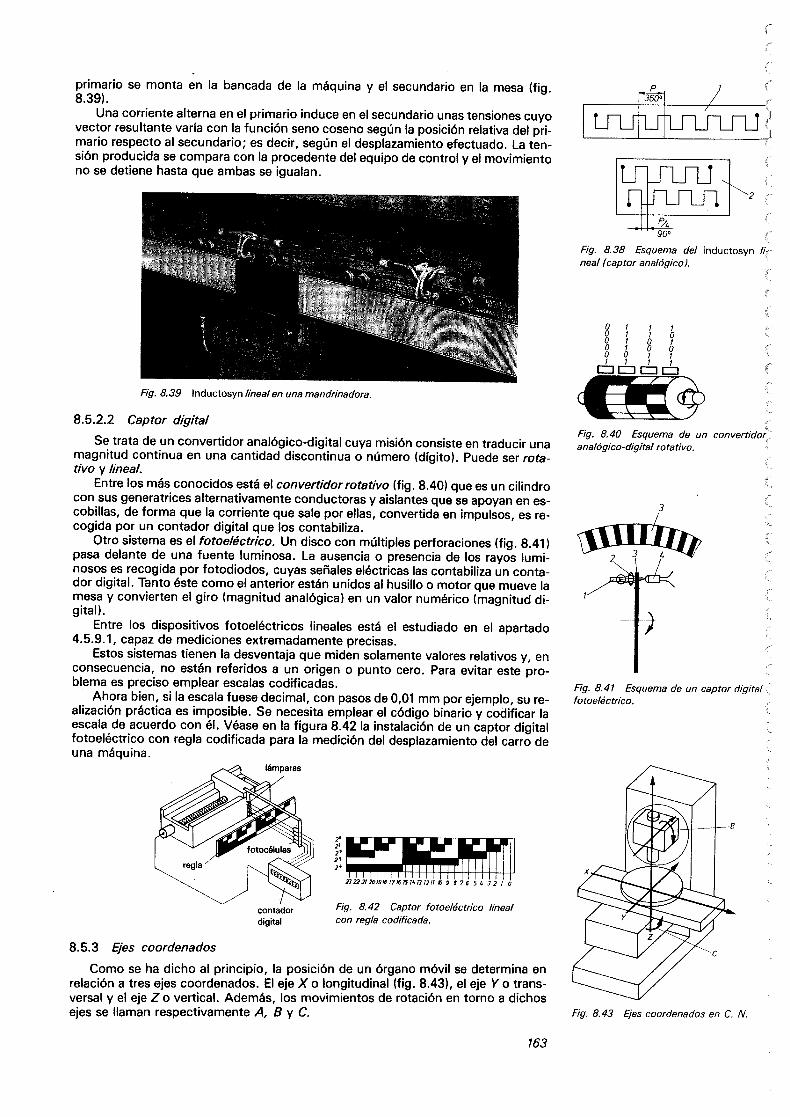
primario se monta en la bancada de la máquina y el secundario en la mesa (fig .8.39) .
Una corriente alterna en el primario induce en el secundario unas tensiones cuyovector resultante varía con la función seno coseno según la posición relativa del pri-mario respecto al secundario; es decir, según el desplazamiento efectuado . La tensión producida se compara con la procedente del equipo de control y el movimientono se detiene hasta que ambas se igualan .
Fig . 8.39
Inductosyn linealen una mandrinadora .
8.5 .2.2 Captor digital
Fig . 8.38 Esquema del inductosyn /i=-neal (captor analógico).
o 1 1 1á 1 l óoó ó
ó
ÓÓÓ~
Fig. 8.40 Esquema de un convertidoranalógico-digital rotativo.Se trata de un convertidor analógico-digital cuya misión consiste en traducir una
magnitud continua en una cantidad discontinua o número (dígito) . Puede ser rota-tivo y lineal.
Entre los más conocidos está el convertidor rotativo (fig . 8.40) que es un cilindrocon sus generatrices alternativamente conductoras y aislantes que se apoyan en es-cobillas, de forma que la corriente que sale por ellas, convertida en impulsos, es re-cogida por un contador digital que los contabiliza .
Otro sistema es el fotoeléctrico, Un disco con múltiples perforaciones (fig . 8.41)pasa delante de una fuente luminosa . La ausencia o presencia de los rayos lumi-nosos es recogida por fotodiodos, cuyas señales eléctricas las contabiliza un contador digital . Tanto éste como el anterior están unidos al husillo o motor que mueve lamesa y convierten el giro (magnitud analógica) en un valor numérico (magnitud di-gital) .
Entre los dispositivos fotoeléctricos lineales está el estudiado en el apartado4.5.9.1, capaz de mediciones extremadamente precisas .
Estos sistemas tienen la desventaja que miden solamente valores relativos y, enconsecuencia, no están referidos a un origen o punto cero . Para evitar este pro-blema es preciso emplear escalas codificadas .
Fig . 8.41
Esquema de un captor digitalAhora bien, si la escala fuese decimal, con pasos de 0,01 mm por ejemplo, su re-
fotoeléctrico.alización práctica es imposible . Se necesita emplear el código binario y codificar la
-escala de acuerdo con él . Véase en la figura 8.42 la instalación de un captor digitalfotoeléctrico con regla codificada para la medición del desplazamiento del carro deuna máquina .
8.5.3 Ejes coordenados
2°
212 12924
I I I 11~TTT~IT(-T~2322 21207976 171615 1
12t7 lb 9 676 54 32 1 6
Fig. 8.42 Captor fotoeléctrico linealcontadordigital
con regla codificada .
Como se ha dicho al principio, la posición de un órgano móvil se determina enrelación a tres ejes coordenados . El eje X o longitudinal (fig . 8 .43), el eje Y o trans-versal y el eje Z o vertical . Además, los movimientos de rotación en torno a dichosejes se llaman respectivamente A, 8 y C.
163
Fig. 8.43
Ejes coordenados en C. N.
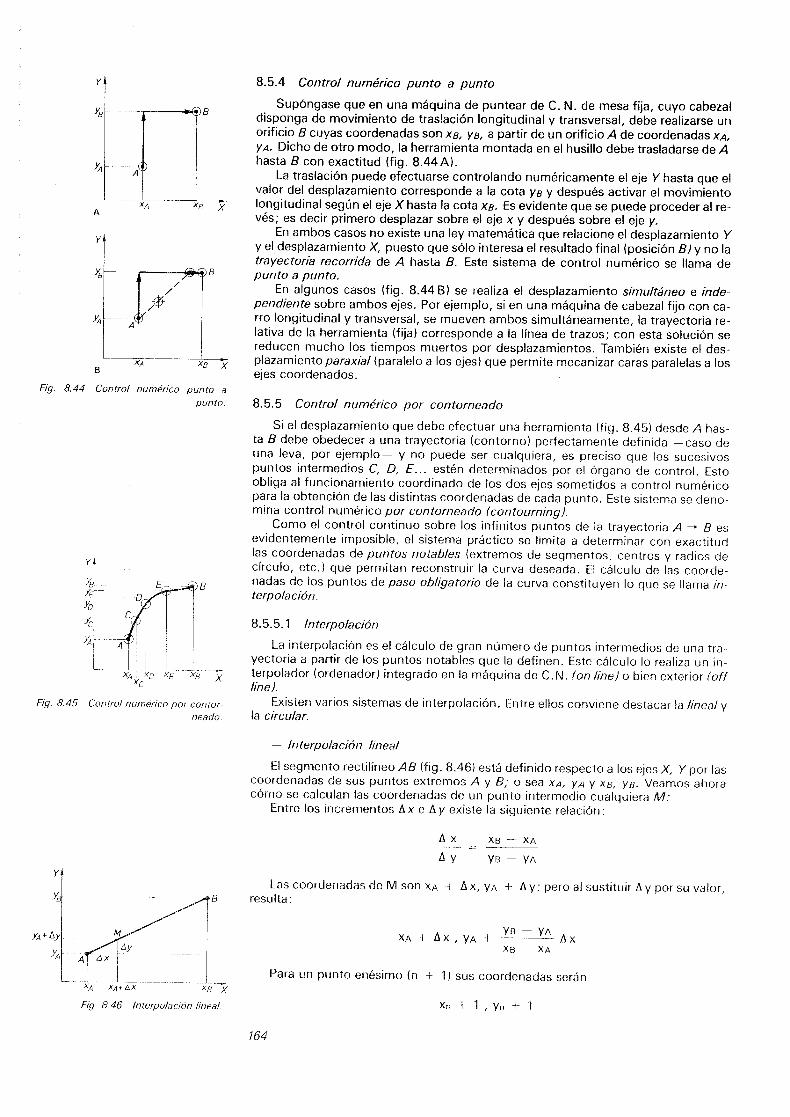
y
YYYDYCYA
Y4
8.5.4 Control numérico punto a punto
YA
A
B
A
XA
Fig. 8.44 Control numérico punto a
XAXOXC
Fig. 8.45
Control numérico por contor-neado.
áX
Xq+,n,x
Fig. 8.46
Interpolación lineal-
Supóngase que en una máquina de puntear de C . N . de mesa fija, cuyo cabezala
disponga de movimiento de traslación longitudinal y transversal, debe realizarse unorificio B cuyas coordenadas son xB, ye, a partir de un orificio A de coordenadas XA,YA . Dicho de otro modo, la herramienta montada en el husillo debe trasladarse de Ahasta B con exactitud (fig . 8.44 A) .
La traslación puede efectuarse controlando numéricamente el eje Yhasta que elvalor del desplazamiento corresponde a la cota ye y después activar el movimiento
Xg--X
longitudinal según el eje Xhasta la cota xe. Es evidente que se puede proceder al re-vés; es decir primero desplazar sobre el eje x y después sobre el eje y.
En ambos casos no existe una ley matemática que relacione el desplazamiento Yy el desplazamiento X, puesto que sólo interesa el resultado final (posición B) y no latrayectoria recorrida de A hasta B. Este sistema de control numérico se llama depunto a punto.
En algunos casos (fig . 8.44 B) se realiza el desplazamiento simultáneo e inde-pendiente sobre ambos ejes . Por ejemplo, si en una máquina de cabezal fijo con ca-rro longitudinal y transversal, se mueven ambos simultáneamente, la trayectoria re-lativa de la herramienta (fija) corresponde a la línea de trazos ; con esta solución sereducen mucho los tiempos muertos por desplazamientos . También existe el des-
XB
X
plazamiento paraxial (paralelo a los ejes) que permite mecanizar caras paralelas a losejes coordenadas.
punto.
8.5.5 Control numérico por contorneado
Si el desplazamiento que debe efectuar una herramienta (fig . 8 .45) desde A has-ta B debe obedecer a una trayectoria (contorno) perfectamente definida -caso deuna leva, por ejemplo- y no puede ser cualquiera, es preciso que los sucesivospuntos intermedios C, D, E. . . estén determinados por el órgano de control . Estoobliga al funcionamiento coordinado de los dos ejes sometidos a control numéricopara la obtención de las distintas coordenadas de cada punto. Este sistema se deno-mina control numérico por contorneado (contourning).
Como el control continuo sobre los infinitos puntos de la trayectoria A - B esevidentemente imposible, el sistema práctico se limita a determinar con exactitudlas coordenadas de puntos notables (extremos de segmentos, centros y radios decírculo, etc .) que permitan reconstruir la curva deseada . El cálculo de las coorde-nadas de los puntos de paso obligatorio de la curva constituyen lo que se llama in-terpolación .
8.5 .5 .1 Interpolación
La interpolación es el cálculo de gran número de puntos intermedios de una tra-yectoria a partir de los puntos notables que la definen . Este cálculo lo realiza un in-terpolador (ordenador) integrado en la máquina de C . N . (on fine) o bien exterior (offfine).
Existen varios sistemas de interpolación . Entre ellos conviene destacar la lineal yla circular.
164
- Interpolación lineal
El segmento rectilíneo AB (fig . 8 .46) está definido respecto a los ejes X, Y por lascoordenadas de sus puntos extremos A y B; o sea XA, YA y XB, ye . Veamos ahoracómo se calculan las coordenadas de un punto intermedio cualquiera M:
Entre los incrementos Ax e Ay existe la siguiente relación
A Y
YB - YA
Las coordenadas de M son xA i- A x, YA 4- Ay ; pero al sustituir A y por su valor,resulta
xA + A x , YA +
-YB--YA A xXB - XA
Para un punto enésimo (n + 1) sus coordenadas serán
Xn + 1 , yn + 1
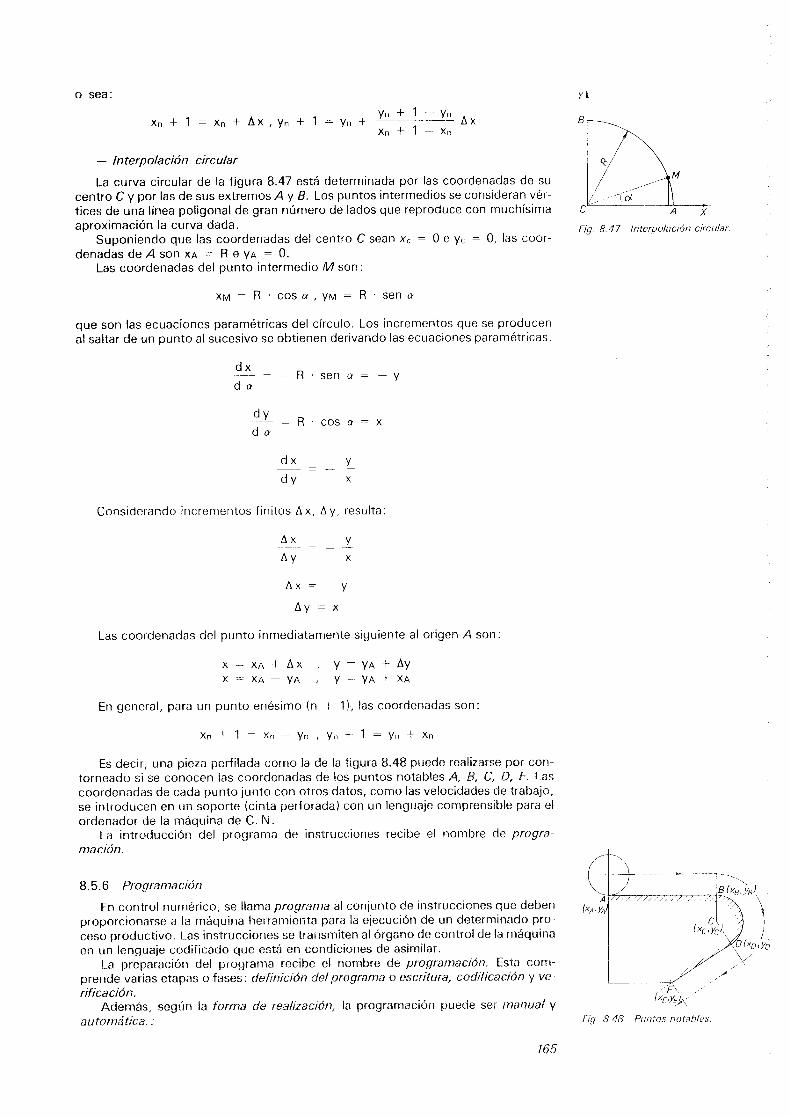
o sea :
- Interpolación circular
La curva circular de la figura 8.47 está determinada por las coordenadas de sucentro C y por las de sus extremos A y 8. Los puntos intermedios se consideran vér-tices de una línea poligonal de gran número de lados que reproduce con muchísimaaproximación la curva dada .
Suponiendo que las coordenadas del centro C sean x, = 0 e y, = 0, las coor-denadas de A son xA = R e YA = 0 .
Las coordenadas del punto intermedio M son :
que son las ecuaciones paramétricas del círculo . Los incrementos que se producenal saltar de un punto al sucesivo se obtienen derivando las ecuaciones paramétricas .
Considerando incrementos finitos A x, Ay, resulta :
8.5 .6 Programación
xn +
1
= xn + A x , yn+
1
= yn+
Yn +
1
- Yn
A xXn + 1 - XII
xM=R-cosa,ym=R-sena
dxd a
dYd a
=-R-sena=-y
=R-cosa=x
dx y
ddy=_-
X
Ax
AY
- Y
Yx
Las coordenadas del punto inmediatamente siguiente al origen A son :
X = xA + AX , y = YA + AYX = XA - YA
Y = YA + XA
En general, para un punto enésimo (n + 1), las coordenadas son :
Xn + 1 = Xn - yn , Yn + 1 = yn + Xn
Es decir, una pieza perfilada como la de la figura 8.48 puede realizarse por con-torneado si se conocen fas coordenadas de los puntos notables A, 8, C, D, E. Lascoordenadas de cada punto junto con otros datos, como las velocidades de trabajo,se introducen en un soporte (cinta perforada) con un lenguaje comprensible para elordenador de la máquina de C. N .
La introducción del programa de instrucciones recibe el nombre de progra-mación .
165
Fig. 8.47 Interpolación circular .
En control numérico, se llama programa al conjunto de instrucciones que debenproporcionarse a la máquina herramienta para la ejecución de un determinado pro-ceso productivo . Las instrucciones se transmiten al órgano de control de la máquinaen un lenguaje codificado que está en condiciones de asimilar .
La preparación del programa recibe el nombre de programación . Ésta com-prende varias etapas o fases : definición del programa o escritura, codificación y ve-rificación .
Además, según la forma de realización, la programación puede ser manual yautomática . :
Fiq. 8.48
Puntos notables.

- Programación manual.
El programa a realizar se compone con la ayuda deun mini-ordenador de sobremesa que efectúa todos los cálculos geométricos ne-cesarios para determinar cuotas, curvaturas, etc., establece las secuencias a seguiry finalmente introduce en el soporte de información todos estos datos debidamentecodificados.
- Programación automática .
En este sistema, el programador introduce, enun calculador electrónico, un programa con los datos tecnológicos de la pieza, losdatos geométricos y las instrucciones referentes a los movimientos, redactado enlenguaje simbólico. El calculador interpreta el programa, elabora todos los datos ylos transforma en una serie de órdenes, capaces de gobernar directamente la má-quina de C . N .
8.5.6 .1
Escritura del programaEl programa previsto, redactado según un código determinado, se introduce enun soporte cuya lectura permite la emisión de impulsos eléctricos que se transfor-man en señales de mando.El soporte habitualmente usado es la cinta perforada y los códigos más exten-didos son el EIA y el ¡SO .
Por su economía y practicidad constituye uno de los sistemas más empleadospara el registro de información . Se construye de papel, plástico o de lámina metá-!ica, según el dispositivo de lectura empleado, las condiciones ambientales de traba-jo y el grado de utilización previsto de la cinta .La cinta perforada lleva una serie de canales o pistas longitudinales donde sepractican los orificios necesarios de acuerdo con el código empleado . Los agujerosse agrupan en sentido transversal, por líneas, cada una de las cuales constituye uncarácter.En el centro de la cinta existe una pista compuesta de pequeños orificios que seemplea para el arrastre de la misma .
- El código de perforación. Códigos EIA e ISO (fig . 8.49)El código EIA (Electronic Industries Association) es un sistema alfanumérico de8 bits (unidad de información : bit) basado en el sistema binario ; es decir, al valor ló-gico 1 le corresponde la presencia de un agujero y, el valor 0, la ausencia deagujero,
ooo °
0
- La cinta perforada
-4
Fig. 8.49
Cintas perforadas según los códigos ¡SO y EIA.
mir (DEL)no del carro/fin de bloque (CR/EOB)ación (TABIR)
- pista de arrastre
00 °0 000 °00
0 00 °0000 000 °
000 ° 0o ° oo ° 0
00 ° 00
56
-A
--C
°0o ° o oo °00
-0000°
00° o00 ° 000 ° 0
G--56
-8-ga
00 °oo F000 ° 0o -C
0 °ooo G 000 °00 f0 0 0 ° o I
00 °ooo g00 0 ° 0 0000° 0 .
0 0 ° 00 K0 0 ° 0 J
0 0 ° 0 0 -M0 0 0 -k
0 0 °00 N0 0 °0 -m
0 0 0 ° 0 R 0 °0 00 0 ° 00 S 0 °00 -o00 0 °0 0 0 0 ° 0 r
00 00° X 00 ° 0 s0 oo ° 0 y o ° 00 (0 00 ° 0 00 °ooo --x0 0 0 °ooo ooo° _ -y0 0° 00 0 0° 0 _z0 0 ° o 0 00 ° 0
00000°ooo suprimir (DEL) 00 0 °o ° oo ° interlínea (LF)
o °0000°ooo0
0 0 tabulación (TAB) 0 suprireto~o 0 (fin) ooo°00 - tabu
0 0 ° ,pista de arrastre o- 00 - fin (0 0 0 ° o
CODIGO ¡SOCÓDIGO EIA
a 6 5 4 3 1 1CK I
n° pista FX 0 C 8, 4 2 7 n ° pista
000 00 0 0
-00 0o ° 0 2 o -7
00 ° 00 0 _2
o 00 °0 0 ° 00 _ _3
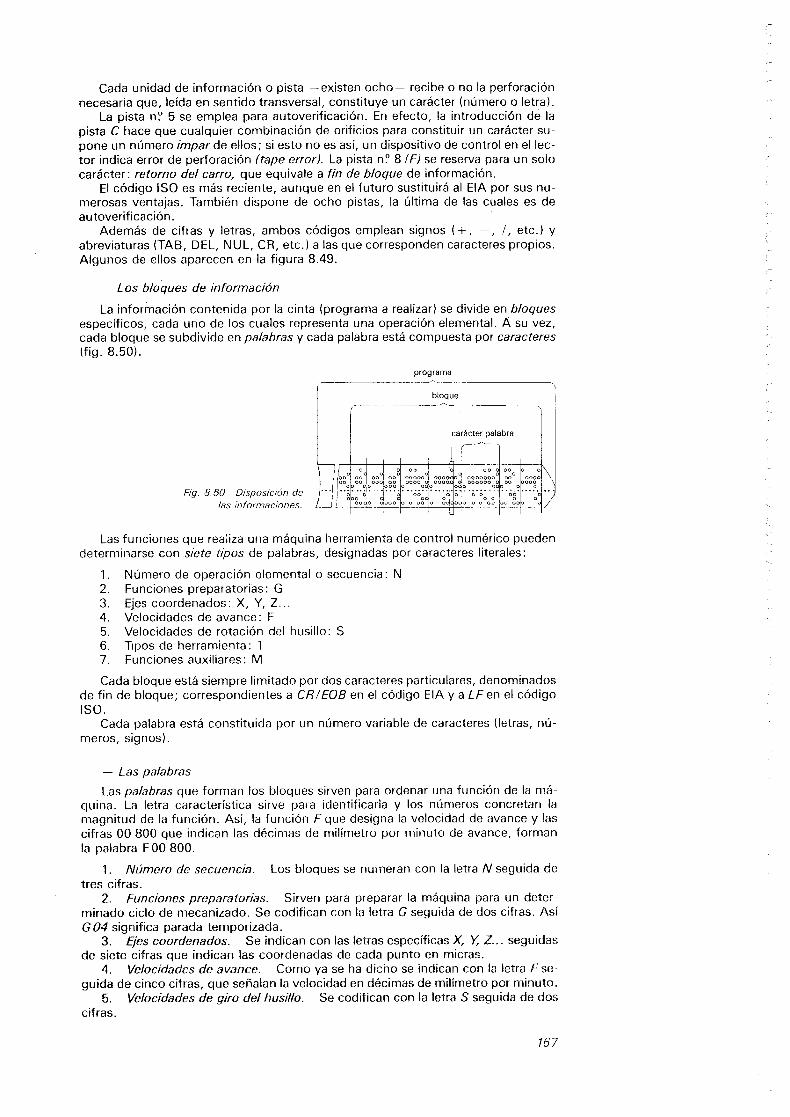
Cada unidad de información o pista -existen ocho- recibe o no la perforaciónnecesaria que, leída en sentido transversal, constituye un carácter (número o letra) .
La pista n° 5 se emplea para autoverificación . En efecto, la introducción de lapista C hace que cualquier combinación de orificios para constituir un carácter su-pone un número impar de ellos ; si esto no es así, un dispositivo de control en el lec-tor indica error de perforación (tape error). La pista n° 8 (F) se reserva para un solocarácter : retorno del carro, que equivale a fin de bloque de información .
El código ISO es más reciente, aunque en el futuro sustituirá al EIA por sus nu-merosas ventajas . También dispone de ocho pistas, la última de las cuales es deautoverificación .
Además de cifras y letras, ambos códigos emplean signos
etc.) yabreviaturas (TAB, DEL, NUL, CR, etc .) a las que corresponden caracteres propios .Algunos de ellos aparecen en la figura 8.49 .
- Los bloques de información
La información contenida por la cinta (programa a realizar) se divide en bloquesespecíficos, cada uno de los cuales representa una operación elemental . A su vez,cada bloque se subdivide en palabras y cada palabra está compuesta por caracteres(fig . 8.50) .
1 .
Número de operación elemental o secuencia : N2 .
Funciones preparatorias : G3 .
Ejes coordenados : X, Y, Z . . .4.
Velocidades de avance : F5 .
Velocidades de rotación del husillo : S6 .
Tipos de herramienta : T7 .
Funciones auxiliares : M
- Las palabras
Fig. 8.80 Disposición delas informaciones .
Las funciones que realiza una máquina herramienta de control numérico puedendeterminarse con siete tipos de palabras, designadas por caracteres literales :
Cada bloque está siempre limitado por dos caracteres particulares, denominadosde fin de bloque ; correspondientes a CRIE08 en el código EIA y a LF en el código¡so .
Cada palabra está constituida por un número variable de caracteres (letras, nú-meros, signos) .
Las palabras que forman los bloques sirven para ordenar una función de la má-quina . La letra característica sirve para identificarla y los números concretan lamagnitud de la función . Así, la función Fque designa la velocidad de avance y lascifras 00 800 que indican las décimas de milímetro por minuto de avance, formanla palabra F 00 800.
1 .
Número de secuencia.
Los bloques se numeran con la letra N seguida detres cifras .
2.
Funciones preparatorias.
Sirven para preparar la máquina para un deter-minado ciclo de mecanizado . Se codifican con la letra G seguida de dos cifras . AsíG04 significa parada temporizada .
3.
Ejes coordenados.
Se indican con las letras específicas X, Y, Z. . . seguidasde siete cifras que indican las coordenadas de cada punto en micras.
4.
Velocidades de avance.
Como ya se ha dicho se indican con la letra Fse-guida de cinco cifras, que señalan la velocidad en décimas de milímetro por minuto .
5.
Velocidades de giro del husillo.
Se codifican con la letra S seguida dedoscifras .
167
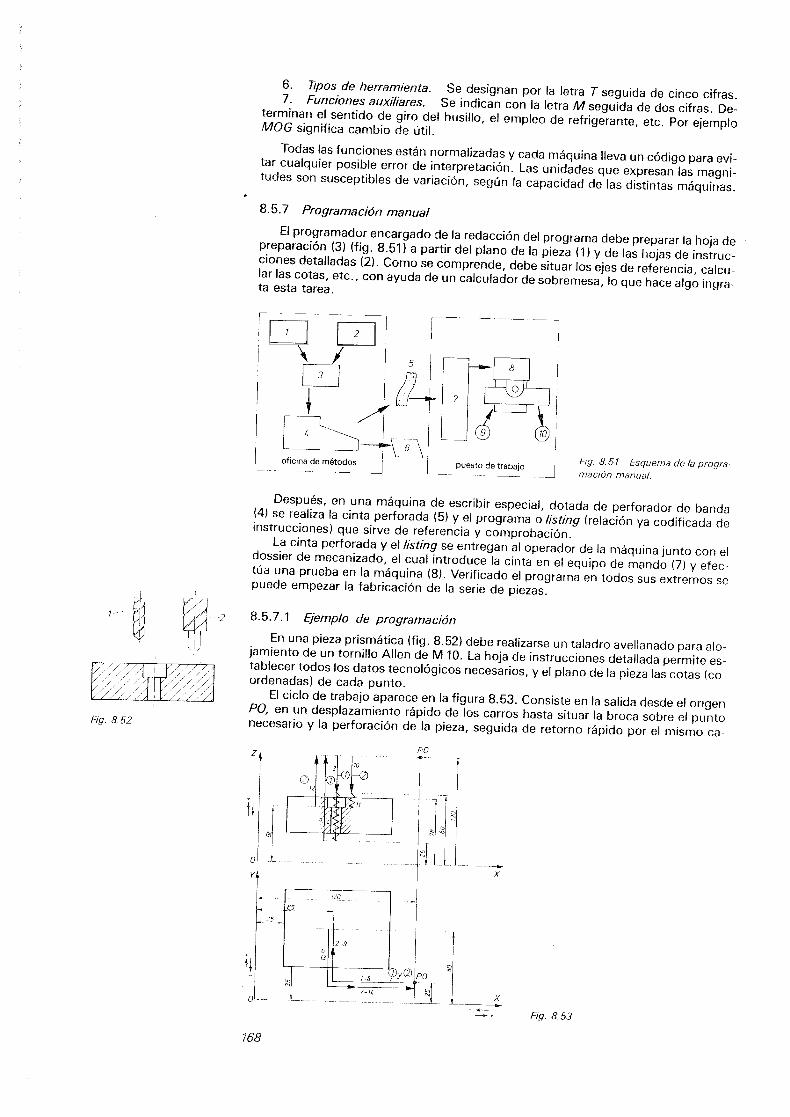
6.
Tipos de herramienta.
Se designan por la letra T seguida de cinco cifras .7.
Funciones auxiliares.
Se indican con la letra M seguida de dos cifras . De-terminan el sentido de giro del husillo, el empleo de refrigerante, etc. Por ejemploMOG significa cambio de útil .Todas las funciones están normalizadas y cada máquina lleva un código para evi-tar cualquier posible error de interpretación . Las unidades que expresan las magni-tudes son susceptibles de variación, según la capacidad de las distintas máquinas .
8.5.7
Programación manualEl programador encargado de la redacción del programa debe preparar la hoja depreparación (3) (fig . 8.51) a partir del plano de la pieza (1) y de las hojas de ínstruc-ciones detalladas (2) . Como se comprende, debe situar los ejes de referencia, calcu-lar las cotas, etc., con ayuda de un calculador de sobremesa, lo que hace algo ingra-ta esta tarea.
aoficina de métodos~--
L-
puesto de trabajo
Después, en una máquina de escribir especial, dotada de perforador de banda(4) se realiza la cinta perforada (5) y el programa o listing (relación ya codificada deinstrucciones) que sirve de referencia y comprobación .La cinta perforada y el listing se entregan al operador de la máquina junto con eldossier de mecanizado, el cual introduce la cinta en el equipo de mando (7) y efec-túa una prueba en la máquina (8) . Verificado el programa en todos sus extremos sepuede empezar la fabricación de la serie de piezas .
8.5 .7 .1 Ejemplo de programaciónEn una pieza prismática (fig . 8.52) debe realizarse un taladro avellanado para alo-jamiento de un tornillo Allen de M 10. La hoja de instrucciones detallada permite es-tablecer todos los datos tecnológicos necesarios, y el plano de la pieza las cotas (co-ordenadas) de cada punto.El ciclo de trabajo aparece en la figura 8.53 . Consiste en la salida desde el origenPO, en un desplazamiento rápido de los carros hasta situar la broca sobre el ptunoFig. 8.52
necesario y la perforación de la pieza, seguida de retorno rápido por el mismo ca-
Fig. 8.53
Fig. 8.51
Esquema de la progra-mación manual.
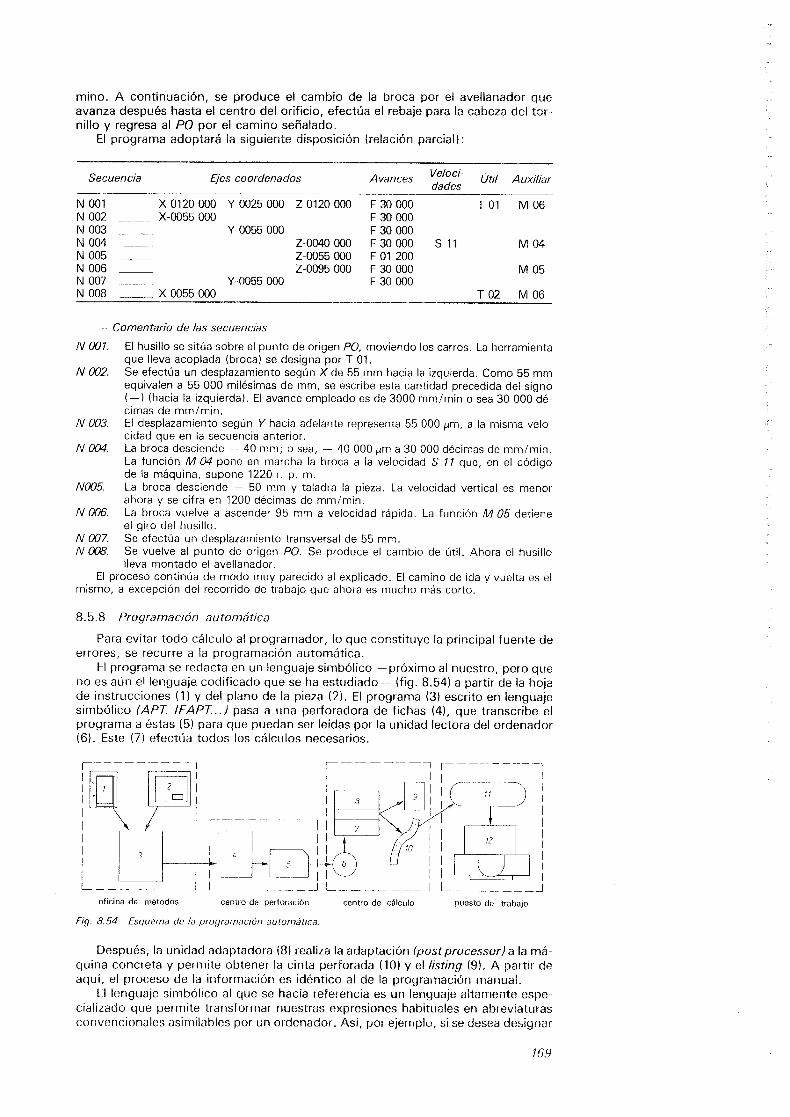
mino. A continuación, se produce el cambio de la broca por el avellanador queavanza después hasta el centro del orificio, efectúa el rebaje para la cabeza dei tor-nillo y regresa al PO por el camino señalado .
El programa adoptará la siguiente disposición (relación parcial) :
- Comentario de las secuenciasN001.
El husillo se sitúa sobre el punto de origen PO, moviendo los carros . La herramientaque lleva acoplada (broca) se designa por T 01 .
N002.
Se efectúa un desplazamiento según X de 55 mm hacia la izquierda . Como 55 mmequivalen a 55 000 milésimas de mm, se escribe esta cantidad precedida dei signo(-) (hacia la izquierda) . El avance empleado es de 3000 mm/min o sea 30 000 dé-cimas de mm/min .
N003.
El desplazamiento según Y hacia adelante representa 55 000 ttm, a la misma velo-cidad que en la secuencia anterior .
N 004.
La broca desciende - 40 mm ; o sea, - 40 000 ftm a 30 000 décimas de mm/min .La función M 04 pone en marcha la broca a la velocidad S 11 que, en el códigode la máquina, supone 1220 r . p. m .
N005.
La broca desciende - 50 mm y taladra la pieza . La velocidad vertical es menorahora y se cifra en 1200 décimas de mm/min .
N 006.
La broca vuelve a ascender 95 mm a velocidad rápida . La función M 05 detieneel giro del husillo .
N 007.
Se efectúa un desplazamiento transversal de 55 mm .N 008.
Se vuelve al punto de origen PO. Se produce el cambio de útil . Ahora el husillolleva montado el avellanador .
El proceso continúa de modo muy parecido al explicado . El camino de ida y vuelta es elmismo, a excepción del recorrido de trabajo que ahora es mucho más corto.
8.5 .8 Programación automática
Para evitar todo cálculo al programador, lo que constituye la principal fuente deerrores, se recurre a la programación automática .
El programa se redacta en un lenguaje simbólico -próximo al nuestro, pero queno es aún el lenguaje codificado que se ha estudiado- (fig . 8 .54) a partir de la hojade instrucciones (1) y del plano de la pieza (2) . El programa (3) escrito en lenguajesimbólico (APT 1FAPT . .) pasa a una perforadora de fichas (4), que transcribe elprograma a éstas (5) para que puedan ser leídas por la unidad lectora del ordenador(6) . Este (7) efectúa todos los cálculos necesarios .
Fig. 8.54
Esquema de la programación atetornática .
II
11
_
_--
_J
L.--._ .
-
.___._ Joficina de métodos
centro de perforación
centro de cálculo
puesto de trabajo
Después, la unidad adaptadora (8) realiza la adaptación (postprocessor) a la má-quina concreta y permite obtener la cinta perforada (10) y el Oisting (9). A partir deaquí, el proceso de la información es idéntico al de la programación manual .
El lenguaje simbólico al que se hacía referencia es un lenguaje altamente espe-cializado que permite transformar nuestras expresiones habituales en abreviaturasconvencionales asimilables por un ordenador. Así, por ejemplo, si se desea designar
169
Secuencia Ejes coordenados Avances Veloci-dades Útil Auxiliar
N 001 X 0120 000 Y 0025 000 Z 0120 000 F 30 000 T O1 M 06N 002 X-0055 000 F 30 000N 003 Y 0055 000 F 30 000N 004 Z-0040 000 F 30 000 S 11 M 04N 005 Z-0055 000 F 01 200N 006 Z-0095 000 F 30 000 M 05N 007 Y-0055 000 F 30 000N 008 X 0055 000 T02 M 06
iiin] lII II
II
lI a 9
JII
II I ~ I
I
j- 7
~
I I o I I
1l_-
-- f
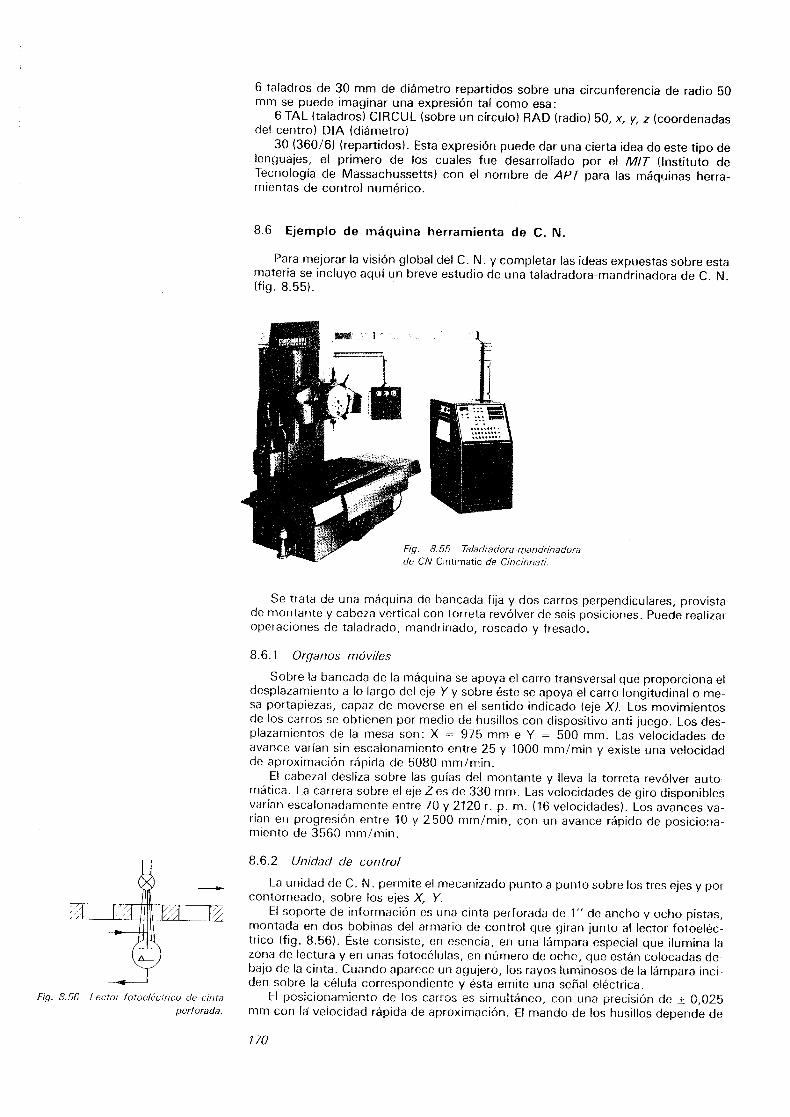
6 taladros de 30 mm de diámetro repartidos sobre una circunferencia de radio 50mm se puede imaginar una expresión tal como esa :
6 TAL (taladros) CIRCUL (sobre un círculo) RAD (radio) 50, x, y, z (coordenadasdel centro) DIA (diámetro)
30 (360/6) (repartidos) . Esta expresión puede dar una cierta idea de este tipo delenguajes, el primero de los cuales fue desarrollado por el MIT (Instituto deTecnología de Massachussetts) con el nombre de APT para las máquinas herra-mientas de control numérico .
8.6 Ejemplo de máquina herramienta de C. N .
Para mejorar la visión global del C . N . y completar las ideas expuestas sobre estamateria se incluye aquí un breve estudio de una taladradora-mandrinadora de C . N.(fig . 8.55) .
Se trata de una máquina de bancada fija y dos carros perpendiculares, provistade montante y cabeza vertical con torreta revólver de seis posiciones . Puede realizaroperaciones de taladrado, mandrinado, roscado y fresado .
8 .6 .1 Organos móviles
8.6.2 Unidad de control
170
Fig.
8.55
Taladradora-mandrinadorade CN Cintimatic de Cincinnati.
Sobre la bancada de la máquina se apoya el carro transversal que proporciona eldesplazamiento a lo largo del eje Y y sobre éste se apoya el carro longitudinal o me-sa portapiezas, capaz de moverse en el sentido indicado (eje X) . Los movimientosde los carros se obtienen por medio de husillos con dispositivo anti-juego . Los des-plazamientos de la mesa son : X = 975 mm e Y = 500 mm. Las velocidades deavance varían sin escalonamiento entre 25 y 1000 mm/min y existe una velocidadde aproximación rápida de 5080 mm/min .
El cabezal desliza sobre las guías del montante y lleva la torreta revólver auto-mática . La carrera sobre el ejeZes de 330 mm . Las velocidades de giro disponiblesvarían escalonadamente entre 70 y 2120 r . p. m . (16 velocidades) . Los avances varían en progresión entre 10 y 2500 mm/min, con un avance rápido de posiciona-miento de 3560 mm/min .
La unidad de C . N . permite el mecanizadocontorneado, sobre los ejes X, Y.
El soporte de información es una cinta perforada de 1" de ancho y ocho pistas,montada en dos bobinas del armario de control que giran junto al lector fotoeléc-trico (fig . 8.56) . Éste consiste, en esencia, en una lámpara especial que ilumina lazona de lectura y en unas fotocélulas, en número de ocho, que están colocadas de-bajo de la cinta . Cuando aparece un agujero, los rayos luminosos de la lámpara inci-den sobre la célula correspondiente y ésta emite una señal eléctrica .
Fig. 8.56 Lector fotoeléctrico de cinta
El posicionamiento de los carros es simultáneo, con una precisión de ± 0,025perforada.
mm con la velocidad rápida de aproximación . El mando de los husillos depende de
punto a punto sobre los tres ejes y por
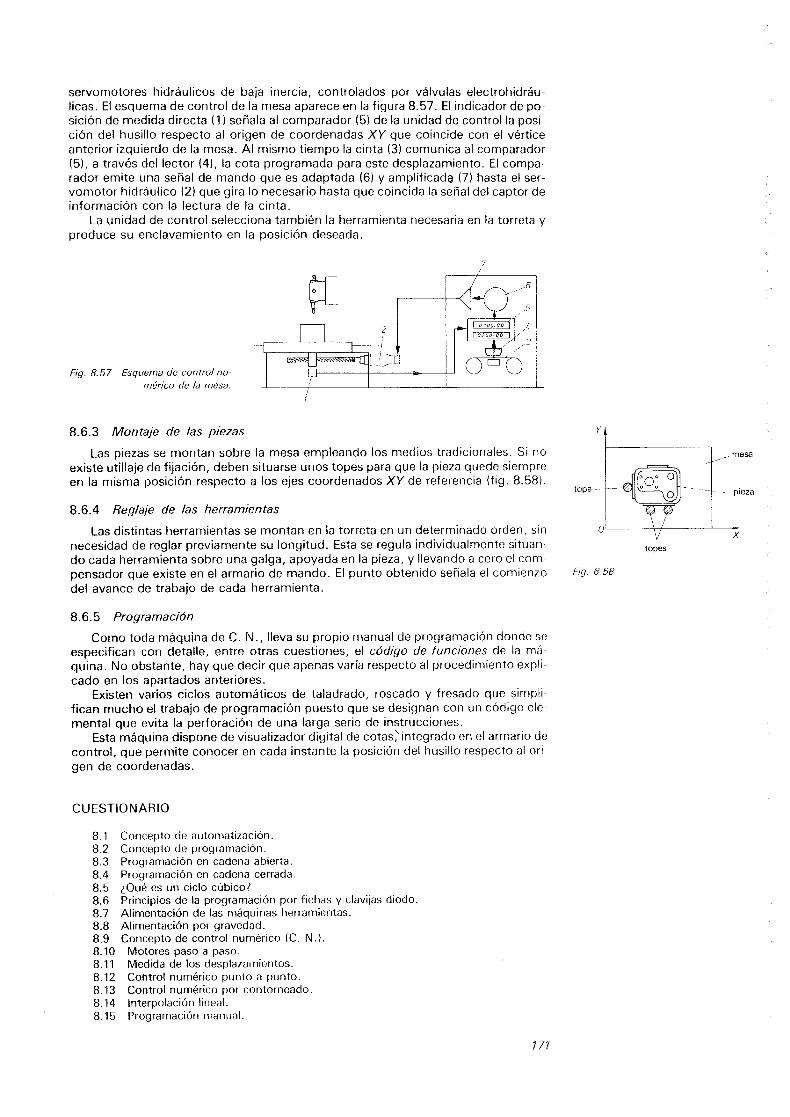
servomotores hidráulicos de baja inercia, controlados por válvulas electrohidráu-licas . El esquema de control de la mesa aparece en la figura 8.57. El indicador de po-sición de medida directa (1) señala al comparador (5) de la unidad de control la posi-ción del husillo respecto al origen de coordenadas XY que coincide con el vérticeanterior izquierdo de la mesa . Al mismo tiempo la cinta (3) comunica al comparador(5), a través del lector (4), la cota programada para este desplazamiento . El compa-rador emite una señal de mando que es adaptada (6) y amplificada (7) hasta el ser-vomotor hidráulico (2) que gira lo necesario hasta que coincida la señal del captor deinformación con la lectura de la cinta .
La unidad de control selecciona también la herramienta necesaria en la torreta yproduce su enclavamiento en la posición deseada .
Fig. 8.57
Esquema de control nu-mérico de la mesa .
8.6.3 Montaje de las piezas
8.6.4 Reglaje de las herramientas
8.6.5 Programación
CUESTIONARIO
Las piezas se montan sobre la mesa empleando los medios tradicionales . Si noexiste utillaje de fijación, deben situarse unos topes para que la pieza quede siempreen la misma posición respecto a los ejes coordenados XY de referencia (fig . 8.58) .
Las distintas herramientas se montan en la torreta en un determinado orden, sinnecesidad de reglar previamente su longitud . Esta se regula individualmente situan-do cada herramienta sobre una galga, apoyada en la pieza, y llevando a cero el com-pensador que existe en el armario de mando. El punto obtenido señala el comienzodel avance de trabajo de cada herramienta .
Como toda máquina de C . N ., lleva su propio manual de programación donde seespecifican con detalle, entre otras cuestiones, el código de funciones de la má-quina. No obstante, hay que decir que apenas varía respecto al procedimiento expli-cado en los apartados anteriores .
Existen varios ciclos automáticos de taladrado, roscado y fresado que simpli-fican mucho el trabajo de programación puesto que se designan con un código ele-mental que evita la perforación de una larga serie de instrucciones .
Esta máquina dispone de visualizador digital de cotas; integrado en el armario decontrol, que permite conocer en cada instante la posición del husillo respecto al ori-gen de coordenadas.
8 .1
Concepto de automatización .8.2
Concepto de programación .8.3
Programación en cadena abierta .8.4
Programación en cadena cerrada .8.5
¿Qué es un ciclo cúbico?8.6
Principios de la programación por fichas y clavijas-diodo .8.7
Alimentación de las máquinas herramientas .8.8
Alimentación por gravedad .8.9
Concepto de control numérico (C . N .) .8.10
Motores paso a paso .8.11
Medida de los desplazamientos .8.12 Control numérico punto a punto.8.13
Control numérico por contorneado.8 .14 Interpolación lineal .8 .15 Programación manual .
Fig. 8.58
topes
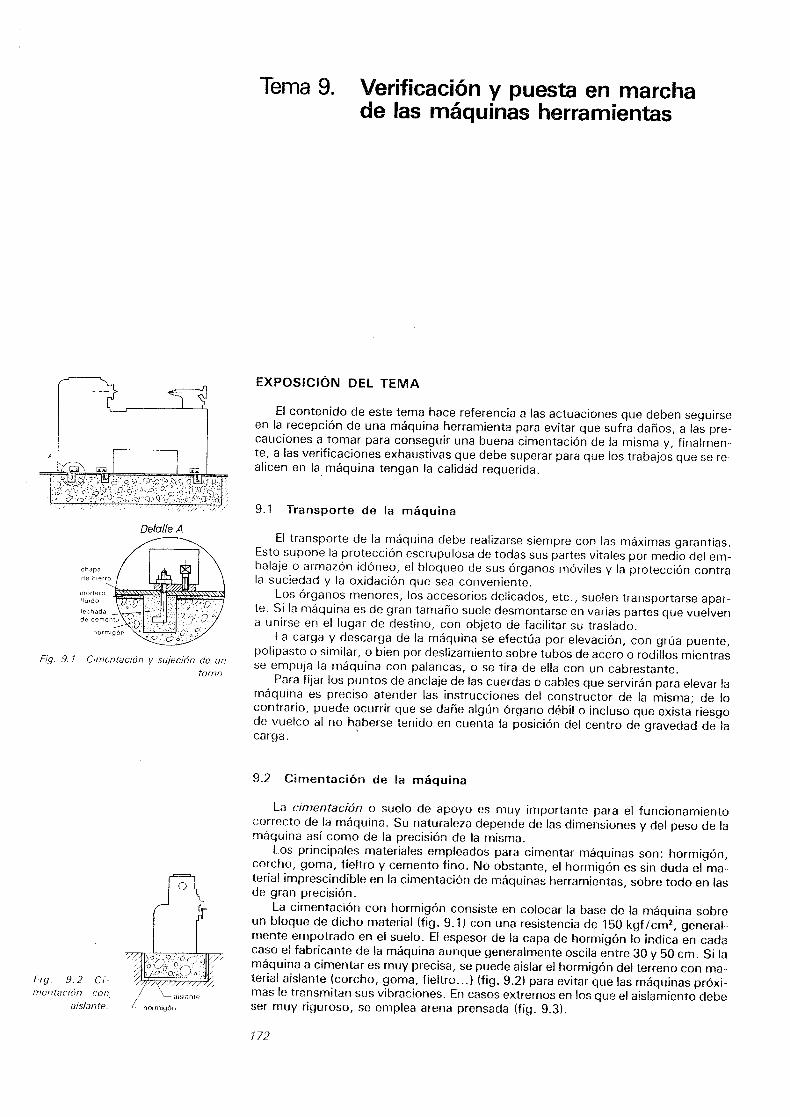
Fiq. 9. 1
Cimentación y sujeción de untorno.
Fig . 9.2 Ci-mentación con
aislante .
Detalle A
Tema 9.
Verificación y puesta en marchade las máquinas herramientas
EXPOSICIóN DEL TEMA
El contenido de este tema hace referencia a las actuaciones que deben seguirseen la recepción de una máquina herramienta para evitar que sufra daños, a las pre-cauciones a tomar para conseguir una buena cimentación de la misma y, finalmen-te, a las verificaciones exhaustivas que debe superar para que los trabajos que se re-alicen en la máquina tengan la calidad requerida .
9.1 Transporte de la máquina
El transporte de la máquina debe realizarse siempre con las máximas garantías.Esto supone la protección escrupulosa de todas sus partes vitales por medio del em-balaje o armazón idóneo, el bloqueo de sus órganos móviles y la protección contrala suciedad y la oxidación que sea conveniente .
Los órganos menores, los accesorios delicados, etc ., suelen transportarse apar-te . Si la máquina es de gran tamaño suele desmontarse en varias partes que vuelvena unirse en el lugar de destino, con objeto de facilitar su traslado .
La carga y descarga de la máquina se efectúa por elevación, con grúa puente,polipasto o similar, o bien por deslizamiento sobre tubos de acero o rodillos mientrasse empuja la máquina con palancas, o se tira de ella con un cabrestante .
Para fijar los puntos de anclaje de las cuerdas o cables que servirán para elevar lamáquina es preciso atender las instrucciones del constructor de la misma; de locontrario, puede ocurrir que se dañe algún órgano débil o incluso que exista riesgode vuelco al no haberse tenido en cuenta la posición del centro de gravedad de lacarga .
9.2 Cimentación de la máquina
La cimentación o suelo de apoyo es muy importante para el funcionamientocorrecto de la máquina . Su naturaleza depende de las dimensiones y del peso de lamáquina así como de la precisión de la misma .
Los principales materiales empleados para cimentar máquinas son : hormigón,corcho, goma, fieltro y cemento fino . No obstante, el hormigón es sin duda el ma-terial imprescindible en la cimentación de máquinas herramientas, sobre todo en lasde gran precisión .
La cimentación con hormigón consiste en colocar la base de la máquina sobreun bloque de dicho material (fig . 9.1) con una resistencia de 150 kgf/cm2, general-mente empotrado en el suelo. El espesor de la capa de hormigón lo indica en cadacaso el fabricante de la máquina aunque generalmente oscila entre 30 y 50 cm . Si lamáquina a cimentar es muy precisa, se puede aislar el hormigón del terreno con ma-terial aislante (corcho, goma, fieltro . . . ) (fig . 9.2) para evitar que las máquinas próxi-mas le transmitan sus vibraciones . En casos extremos en los que el aislamiento debeser muy riguroso, se emplea arena prensada (fig . 9.3) .
172
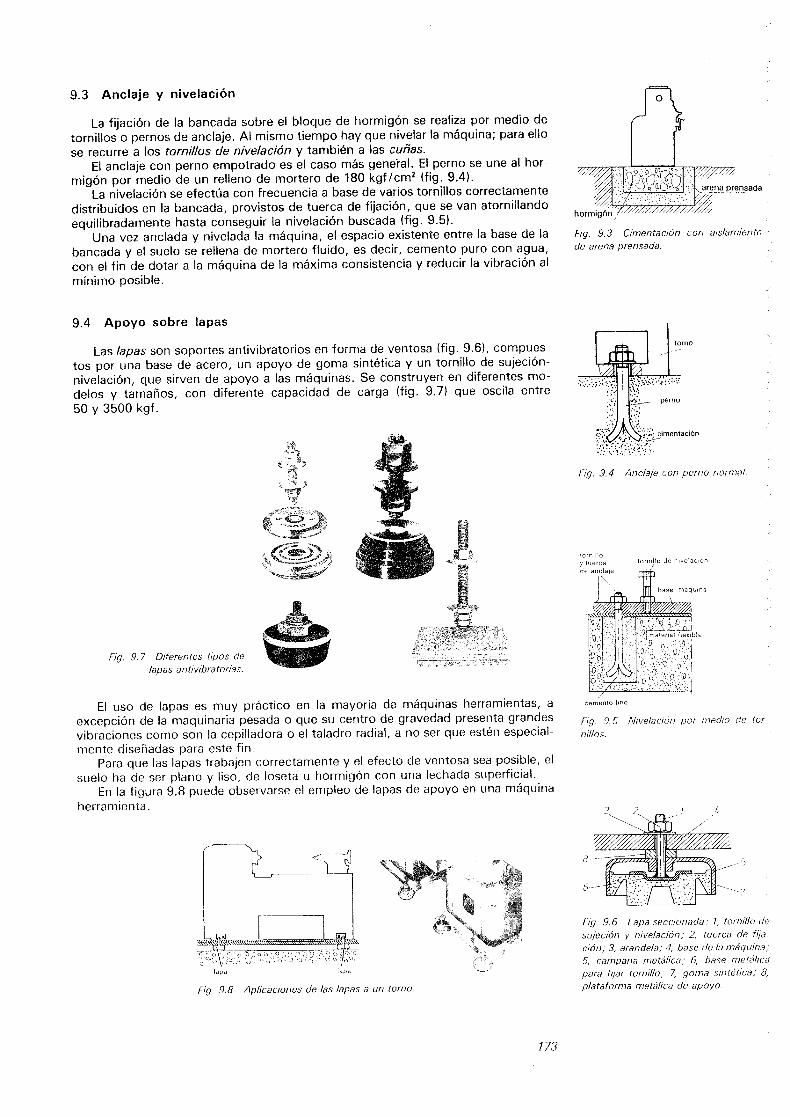
9 .3 Anclaje y nivelación
La fijación de la bancada sobre el bloque de hormigón se realiza por medio detornillos o pernos de anclaje . Al mismo tiempo hay que nivelar la máquina ; para ello
se recurre a los tornillos de nivelación y también a las cuñas.El anclaje con perno empotrado es el caso más general. El perno se une al hor-
migón por medio de un relleno de mortero de 180 kgf/cmz (fig . 9.4).La nivelación se efectúa con frecuencia a base de varios tornillos correctamente
distribuidos en la bancada, provistos de tuerca de fijación, que se van atornillandoequilibradamente hasta conseguir la nivelación buscada (fig . 9.5) .
Una vez anclada y nivelada la máquina, el espacio existente entre la base de labancada y el suelo se rellena de mortero fluido, es decir, cemento puro con agua,con el fin de dotar a la máquina de la máxima consistencia y reducir la vibración almínimo posible.
9.4 Apoyo sobre lapas
Las lapas son soportes antivibratorios en forma de ventosa (fig . 9 .6), compues-tos por una base de acero, un apoyo de goma sintética y un tornillo de sujeción-nivelación, que sirven de apoyo a las máquinas . Se construyen en diferentes mo-delos y tamaños, con diferente capacidad de carga (fig . 9.7) que oscila entre
50 y 3500 kgf.
Fig. 9.7 Diferentes tipos delapas antivibratorias .
El uso de lapas es muy práctico en la mayoría de máquinas herramientas, aexcepción de la maquinaria pesada o que su centro de gravedad presenta grandesvibraciones como son la cepilladura o el taladro radial, a no ser que estén especial-mente diseñadas para este fin .
Para que las lapas trabajen correctamente y el efecto de ventosa sea posible, elsuelo ha de ser plano y liso, de loseta u hormigón con una lechada superficial .
En la figura 9 .8 puede observarse el empleo de lapas de apoyo en una máquinaherramienta .
lapa
lapa
Fig. 9.8
Aplicaciones de las lapas a un tomo .
173
W,ndloy tuercade anclaje
tornillo de nrvelacon
a e¡
c
cemento fino
base maquina
Fig. 9.3 Cimentación con aislarnientode arena prensada .
Fig. 9.4
Anclaje con perno normal.
Fig. 9.5 Nivelación por medio de tor-,nillos .
Fig. 9.6
Lapa seccionada : 1, tornillo desujeción y nivelación ; 2, tuerca de fija,ción ; 3, arandela ; 4, base de la máquina;5, campana metálica ; 6, base metálicapara fijar tornillo, 7, goma sintética, 8;plataforma metálica de apoyo.

Fig. 9.9 Base defieltro.
Fig. 9.10 Electroesmeriladora sobrefieltro.
Fig. 9. 11
Planchas antivibratorias .
Fig. 9. 12
Efectos de las vibraciones.
Fig. 9.13
Colocación de los tornillos enel suelo.
9.5 Otros materiales antivibratorios
Se usa también una lámina de fieltro (fig . 9 .9), pegada con cola a la base de labancada, como material intermedio entre ésta y el suelo . Es una solución muy eco-nómica pero sólo tiene aplicación en pequeñas máquinas de escasa precisión (figu-ra 9.10) .En la actualidad se fabrican elementos antivibratorios perfectamente estudiadospara que cumplan su misión . Suelen ser de goma u otros productos similares, de di-ferentes formas y espesores (fig . 9 .11) .En la figura 9.12 pueden observarse gráficamente los efectos de las vibracionesen una misma máquina cuando se emplean o no dichos elementos .
9.6 Instalación de la máquina
Una vez preparado el bloque de hormigón donde se apoyará la máquina, se colo-can los espárragos que deben empotrarse en posición correcta para que coincidancon los agujeros que a propósito lleva la bancada (fig . 9.13) . Para que coincidan sinproblemas, lo ideal es hacer una plantilla de chapa o de madera .Cuando el cemento está bien seco, se eleva la máquina para que los extremos delos pernos de anclaje puedan introducirse en los orificios respectivos de la barcada .Este procedimiento puede resultar incómodo para máquinas pesadas, ya que hayque elevar la máquina para introducirla en los tornillos ; por eso resulta más conve-niente hacer los orificios de los espárragos, colocar la máquina dejando espacios la-terales por donde introducir los espárragos, nivelar la máquina y echar después elcemento . Una vez éste ha fraguado, se aprietan fuertemente las tuercas y se vuelvea nivelar .La nivelación de la máquina se efectúa con ayuda de niveles de precisión-como se verá más adelante-, actuando sobre los tornillos que a este efecto llevala máquina ; o bien con gruesos o cuñas que se introducen bajo la base en los puntosconvenientes .
9.7 Precisión de una máquina herramienta
La precisión de una máquina herramienta está íntimamente relacionada con lacalidad del producto que se desea obtener . Cuanto más estrechas son las toleran-cias exigidas para las piezas mecanizadas, tanto más precisa debe ser la construc-ción de la máquina herramienta utilizada . Por consiguiente, es necesario que elfabricante de las mismas ofrezca al comprador las oportunas garantías a través deuna verificación escrupulosa, basada en normas conocidas elaboradas con acuerdogeneral .No obstante, aún hoy en día, no existen unas normas de verificación de máqui-nas herramientas universalmente reconocidas . Existen, eso sí, normas nacionalescomo las de Schlesinger en Alemania y las Salmon en Francia que suplen con ma-yor o menor fortuna estas deficiencias .Por eso, la ¡SO está trabajando en el establecimiento de una codificación inter-nacional de las condiciones de recepción de las máquinas herramientas que llenaráel hueco existente en este sentido .
9.8 Objetivos concretos de la verificación
Las pruebas a que se someten las máquinas herramientas pretenden controlarlos eventuales defectos que pueden presentarse en :- La precisión de las diferentes partes de la máquina (forma, dimensiones, fun-cionamiento . . . ) .- La precisión de las piezas mecanizadas .- La producción de la máquina ; o sea, el número de unidades producidas en unperíodo de tiempo determinado .- El rendimiento mecánico alcanzado ; es decir, la relación entre la energía má-xima absorbida y la energía máxima disponible .- Los servicios que proporciona .- La solidez de la máquina y su resistencia a las vibraciones bajo carga .
174
9.9
Clases de pruebas de control
Las pruebas en cuestión pueden hacerse cuando la ,máquina está parada y sincarga, o bien cuando está en pleno trabajo . En el primer caso se trata de un controlestático o geométrico y en el segundo de un control práctico o funcional.
El control geométrico permite averiguar el grado de precisión de los órganos vi-tales de la máquina . El control funcional determina las posibles deformaciones quepueden presentarse durante el trabajo, aunque en la práctica se limita a comprobarla precisión de las cotas y el grado de acabado superficial de unas piezas patrón quese mecanizan en la máquina .
En España las normas UNE 15 021 a 15 027 se refieren a la comprobación de lasmáquinas herramientas en su rectitud, planicidad, paralelismo, equidistancia y coin-cidencia, desde una perspectiva general y sin hacer referencia a un tipo de máquinadeterminado . Unicamente en la UNE 15 513 se consideran particularmente las ta-ladradoras fijas .
9.9.1 Normas generales a seguir en las verificacionesAntes de pasar al estudio detallado de las pruebas de verificación es conveniente
dar unas normas generales que conviene tener muy en cuenta .
- Nivelación de la máquina .
Antes de efectuar las pruebas es imprescindiblenivelar cuidadosamente la máquina en su emplazamiento con un nivel de burbujamuy sensible .
- Temperatura ambiental.
La máquina a verificar está protegida contra el ca-lor excesivo .
- Aparatos de verificación .
Se utilizarán en cada caso los aparatos previstosen las normas . Si no están disponibles podrán sustituirse por otros equivalentes .
Debe tenerse en cuenta que los errores de medida provienen tanto de los ins-trumentos como de los procedimientos empleados . El aparato de medida utilizadono deberá dar lugar a errores que excedan de una fracción especificada de la tole-rancia que se ha de verificar .
- Verificación de máquinas especiales .
Todas las máquinas que se diferenciende las indicadas en las normas deben verificarse con criterios análogos. El texto delos certificados de verificación servirá sólo de referencia .
- Desmontaje de los órganos.
En principio, los ensayos se realizarán con lamáquina completamente terminada . Por excepción, y de acuerdo con el construc-tor, podrán desmontarse algunos órganos de la misma .
- Condiciones de temperatura .
La máquina se ensayará en condiciones aná-logas a su funcionamiento normal, en cuanto a lubricación y temperatura . Por con-siguiente, tanto para verificaciones prácticas como geométricas, los órganos susceptibles de calentarse y, por tanto, de variar deforma, posición y dimensiones, de-ben someterse a un calentamiento previo por medio del funcionamiento de la má-quina en vacío, según las condiciones de empleo y conforme a las instrucciones delfabricante .
- Ejecución de las pruebas prácticas .
Las pruebas prácticas se realizaránsobre piezas cuya ejecución no comprenda otras operaciones que aquéllas para lasque ha sido concebida la máquina . Dichas operaciones corresponderán a trabajosde acabado .
- Comprobación de las piezas .
Los valores hallados serán el resultado de va-rias comprobaciones y en todo caso valores medios . El material, clase de pieza,medidas de la misma y precisión a obtener, así como el número de piezas a construirserán las especificadas en las normas o, en su defecto, las convenidas entre el fabri-cante y el usuario .
- Responsabilidad del fabricante en la ejecución de partes fundamentales.Ciertos órganos vitales de las máquinas, cuya verificación sería laboriosa o bienrequeriría el uso de aparatos especiales (paso de husillo patrón, exactitud de divisiónde una mesa, etc .), deben estar garantizados por el constructor que asume plenaresponsabilidad sobre ellos .
175
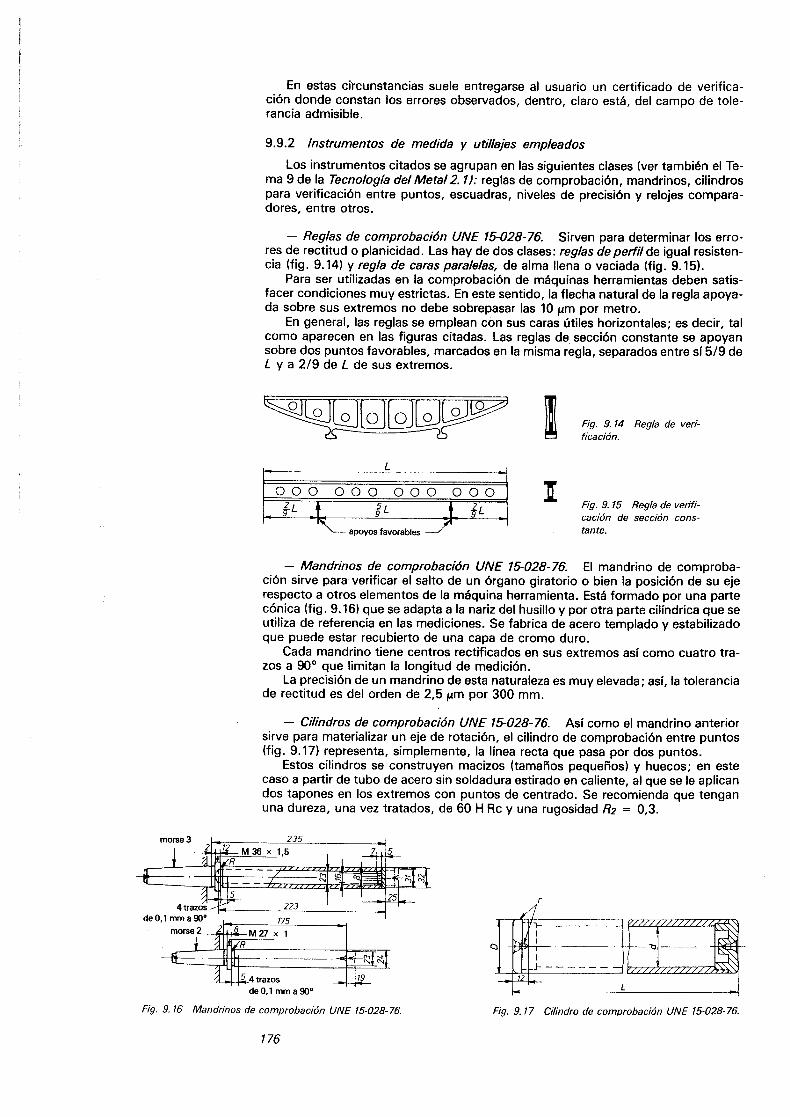
En estas circunstancias suele entregarse al usuario un certificado de verifica-ción donde constan los errores observados, dentro, claro está, del campo de tole-rancia admisible .
9.9.2 Instrumentos de medida y utillajes empleadosLos instrumentos citados se agrupan en las siguientes clases (ver también el Te-
ma 9 de la Tecnología del Metal2.1) : reglas de comprobación, mandrinos, cilindrospara verificación entre puntos, escuadras, niveles de precisión y relojes compara-dores, entre otros .
- Reglas de comprobación UNE 15-028-76.
Sirven para determinar los erro-res de rectitud o planicidad . Las hay de dos clases : reglas de perfil de igual resisten-cia (fig . 9.14) y regla de caras paralelas, de alma llena o vaciada (fig . 9.15) .
Para ser utilizadas en la comprobación de máquinas herramientas deben satis-facer condiciones muy estrictas . En este sentido, la flecha natural de la regla apoya-da sobre sus extremos no debe sobrepasar las 10 1m por metro.
En general, las reglas se emplean con sus caras útiles horizontales ; es decir, talcomo aparecen en las figuras citadas . Las reglas de, sección constante se apoyansobre dos puntos favorables, marcados en la misma regla, separados entre sí 5/9 deL y a 2/9 de L de sus extremos .
0 0 0
0 0 0
0 0 0 0 0 0
- Mandrinos de comprobación UNE 15-028-76.
El mandrino de comproba-ción sirve para verificar el salto de un órgano giratorio o bien la posición de su ejerespecto a otros elementos de la máquina herramienta . Está formado por una partecónica (fig . 9.16) que se adapta a la nariz del husillo y por otra parte cilíndrica que seutiliza de referencia en las mediciones . Se fabrica de acero templado y estabilizadoque puede estar recubierto de una capa de cromo duro .
Cada mandrino tiene centros rectificados en sus extremos así como cuatro tra-zos a 90° que limitan la longitud de medición.
La precisión de un mandrino de esta naturaleza es muy elevada ; así, la toleranciade rectitud es del orden de 2,5 1m por 300 mm.
- Cilindros de comprobación UNE 15-028-76.
Así como el mandrino anteriorsirve para materializar un eje de rotación, el cilindro de comprobación entre puntos(fig . 9.17) representa, simplemente, la línea recta que pasa por dos puntos .
Estos cilindros se construyen macizos (tamaños pequeños) y huecos ; en estecaso a partir de tubo de acero sin soldadura estirado en caliente, al que se le aplicandos tapones en los extremos con puntos de centrado . Se recomienda que tenganuna dureza, una vez tratados, de 60 H Rc y una rugosidad R2 = 0,3 .
Fig . 9.16 Mandrinos de comprobación UNE 15-028-76.
Fig. 9.17 Cilindro de comprobación UNE 15-028-76.
176
apoyos favorables
L
Fig. 9.14 Regla de veri-ficación .
Fig. 9.15
Regla de verifi-cación de sección cons-tante.

La tolerancia de rectitud es también muy elevada (del orden de 3 ¡Am por 300milímetros) . En cada extremo lleva cuatro trazos, situados en dos planos axiales per-pendiculares entre sí, que indican los límites de la medición .
- Escuadras UNE 15-028-76.
Para la verificación de máquinas herramientasse emplean los dos tipos siguientes : escuadra de brazos (fig . 9.18) que presentaun plano y una arista perpendicular al mismo; escuadra cíAndrica (fig . 9.19) que de-fine un plano y un eje perpendicular .
Las dimensiones de las escuadras no suelen sobrepasar los 600 mm, siendo pre-feribles otros procedimientos de verificación de la perpendicularidad cuando se tratade medidas superiores .
Las escuadras se fabrican de fundición o acero, con algún tratamiento de endu-recimiento y desde luego se estabilizan cuidadosamente .
La tolerancia de planitud o rectitud de cada cara es de 2 + 10 L, en Jím, si L seexpresa en metros . La tolerancia de perpendicularidad es de ± 5 íÁm por cada 300milímetros .
- Niveles de precisión UNE 15-028-76.
Se recomienda el empleo de nivelesmuy sensibles y de gran precisión, ya sean de lectura directa sobre la ampolla o deregulación micrométrica .
La precisión necesaria es del orden de 5 a 10 um por metro y la sensibilidad de 30a 50 mm ; es decir, con una longitud de división de 2 a 2,5 mm, una sensibilidad apa-rente de 10 segundos de arco la burbuja debe desplazarse por lo menos una divisiónpara una variación de la inclinación que no exceda de 0,05 mm por metro .
9.9 .3 Comprobación de la rectitudLa comprobación de rectitud puede referirse a una línea con respecto a dos pla-
nos ortogonales, a la rectitud de un órgano y a la rectitud de un desplazamiento .
1 . Rectitud de una líneaSe recomienda el empleo de regla o nivel para longitudes hasta 1600 mm y los
métodos de nivelación o procedimientos ópticos para longitudes mayores . La me-dición por regla se realiza con ésta apoyada correctamente sobre dos calas (fi-gura 9.20) mientras se desplaza el soporte de un reloj comparador a lo largo de la su-perficie que se pretende verificar . Las calas regulables permiten obtener dos lec-turas idénticas en los extremos de la línea y entonces pueden apreciarse directa-mente las diferencias de la línea AMB con respecto a la recta patrón AB (fig . 9.21) .
En el procedimiento de nivelación (fig . 9.22) la línea a verificar, sensiblementehorizontal, es la oA, mientras que la recta inicial de referencia es la oX, siendo o y X
Fig . 9.20
Comprobación de la rectitu Z.dos puntos trazados sobre la línea que se ha de comprobar .
de una anea.El nivel se coloca sobre om; después sobre mm,mm". . . siendo estas distancias
iguales a un cierto valor d, función de la longitud total oA a comprobar . Dicho valord varía generalmente entre 100 y 500 mm.
Con el nivel a cero en la posición inicial se pueden obtener después indicacionesdirectas de las posiciones relativas de mm, m'm". . . con respecto a omX Terminadoel recorrido oA, se efectúan comprobaciones en sentido contrario Ao, pasando porlos mismos puntos . A continuación, se calcula la media de los resultados obtenidosy se dibuja el perfil quebrado o mm'm"A.
Finalmente se traza la línea final de referencia oA y se controlan las desviacionesen mm' y m'; medidas normalmente a la línea de referencia indicada, que no
Fig . 9.21 Diagrama de lecturas de l"
deben sobrepasar la tolerancia admisible .
comprobación anterior.
Un método de control óptico empleado es el de autocolimación (fig . 9.23) . Cual-
`
línea a comprobar
7.
Máquinas Herramientas 2.3
iecta iniciaí de referencia
b fuente luminosa
Fig. 9.18
Escuadra de brazos o aletas.
II III II . I
I IIII
!
Fig. 9.19
Escuadras cilíndricas.
177
Fig. 9.22
Comprobación de la rectitud de una línea
Fig. 9.23
Control óptico de la rectitud de una línea por autocolimación .
por nivelación.
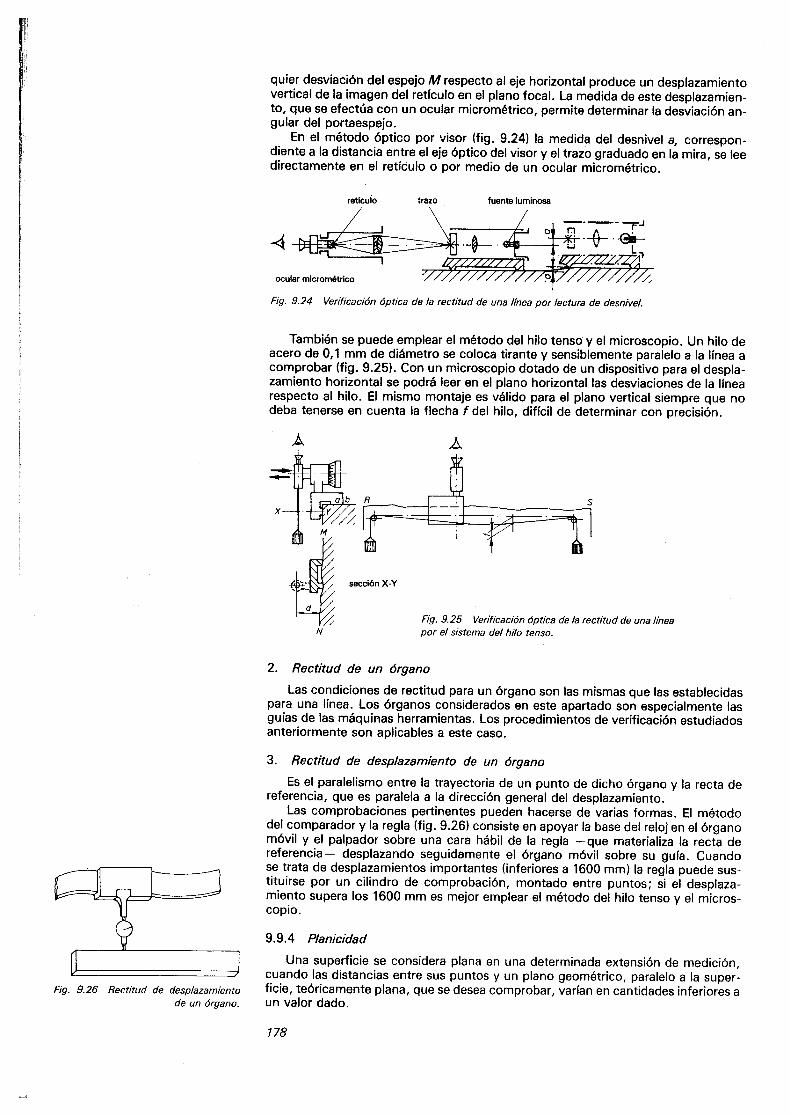
Fig. 9.26 Rectitud de desplazamiento
quier desviación del espejo M respecto al eje horizontal produce un desplazamientovertical de la imagen del retículo en el plano focal . La medida de este desplazamien-to, que se efectúa con un ocular micrométrico, permite determinar la desviación an-gular del portaespejo .
En el método óptico por visor (fig . 9.24) la medida del desnivel a, correspon-diente a la distancia entre el eje óptico del visor y el trazo graduado en la mira, se leedirectamente en el retículo o por medio de un ocular micrométrico .
9.9.4 Planicidad
178
retículo
trazo
fuente luminosa
ocular micrornétrico
Fig. 9.24
Verificación óptica de la rectitud de una línea por lectura de desnivel.
También se puede emplear el método del hilo tenso y el microscopio . Un hilo deacero de 0,1 mm de diámetro se coloca tirante y sensiblemente paralelo a la línea acomprobar (fig . 9.25) . Con un microscopio dotado de un dispositivo para el despla-zamiento horizontal se podrá leer en el plano horizontal las desviaciones de la línearespecto al hilo . El mismo montaje es válido para el plano vertical siempre que nodeba tenerse en cuenta la flecha f del hilo, difícil de determinar con precisión .
2 . Rectitud de un órgano
3 . Rectitud de desplazamiento de un órgano
Fig. 9.25
Verificación óptica de la rectitud de una líneapor el sistema del hilo tenso.
Las condiciones de rectitud para un órgano son las mismas que las establecidaspara una línea . Los órganos considerados en este apartado son especialmente lasguías de las máquinas herramientas . Los procedimientos de verificación estudiadosanteriormente son aplicables a este caso .
Es el paralelismo entre la trayectoria de un punto de dicho órgano y la recta dereferencia, que es paralela a la dirección general del desplazamiento .
Las comprobaciones pertinentes pueden hacerse de varias formas . El métododel comparador y la regla (fig . 9.26) consiste en apoyar la base del reloj en el órganomóvil y el palpador sobre una cara hábil de la regla -que materializa la recta dereferencia- desplazando seguidamente el órgano móvil sobre su guía . Cuandose trata de desplazamientos importantes (inferiores a 1600 mm) la regla puede sus-tituirse por un cilindro de comprobación, montado entre puntos ; si el desplaza-miento supera los 1600 mm es mejor emplear el método del hilo tenso y el micros-copio .
Una superficie se considera plana en una determinada extensión de medición,cuando las distancias entre sus puntos y un plano geométrico, paralelo a la super-ficie, teóricamente plana, que se desea comprobar, varían en cantidades inferiores a
de un órgano.
un valor dado .
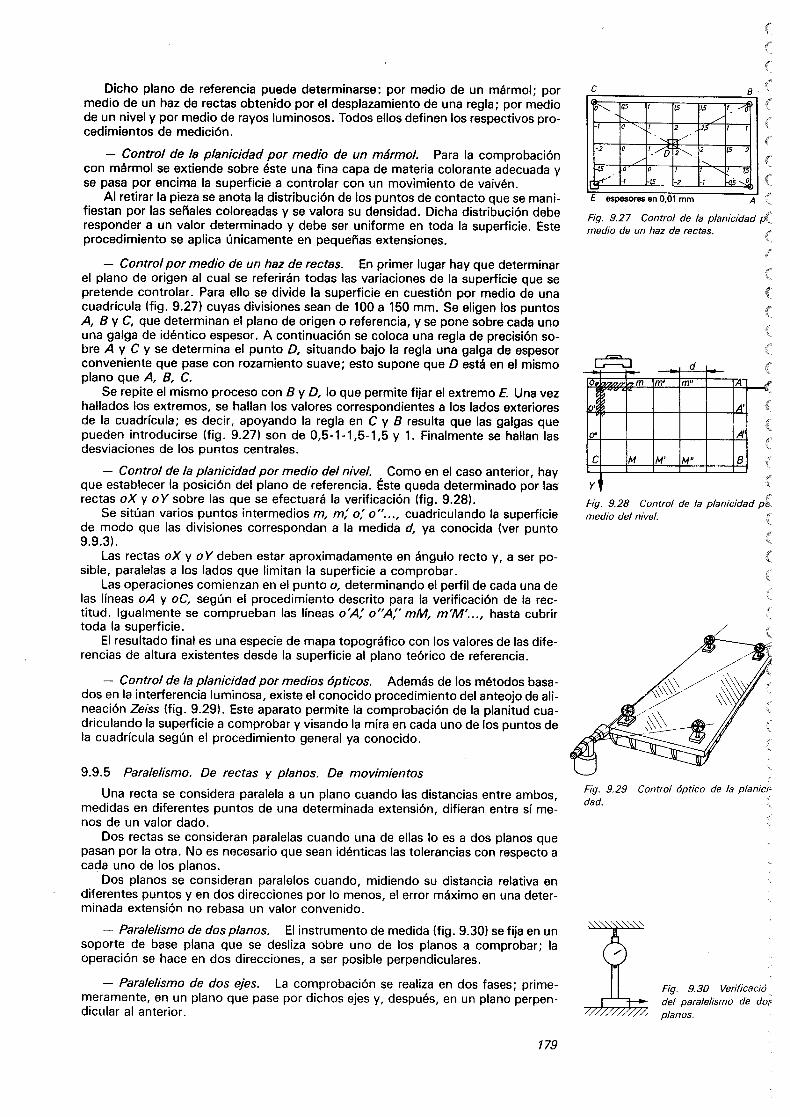
Dicho plano de referencia puede determinarse : por medio de un mármol ; pormedio de un haz de rectas obtenido por el desplazamiento de una regla ; por mediode un nivel y por medio de rayos luminosos . Todos ellos definen los respectivos pro-cedimientos de medición .
- Control de la planicidad por medio de un mármol.
Para la comprobacióncon mármol se extiende sobre éste una fina capa de materia colorante adecuada yse pasa por encima la superficie a controlar con un movimiento de vaivén .
Al retirar la pieza se anota la distribución de los puntos de contacto que se mani-fiestan por las señales coloreadas y se valora su densidad. Dicha distribución deberesponder a un valor determinado y debe ser uniforme en toda la superficie . Esteprocedimiento se aplica únicamente en pequeñas extensiones .
- Controlpor medio de un haz de rectas .
En primer lugar hay que determinarel plano de origen al cual se referirán todas las variaciones de la superficie que sepretende controlar . Para ello se divide la superficie en cuestión por medio de unacuadrícula (fig . 9.27) cuyas divisiones sean de 100 a 150 mm. Se eligen los puntosA, 8 y C, que determinan el plano de origen o referencia, y se pone sobre cada unouna galga de idéntico espesor . A continuación se coloca una regla de precisión so-bre A y C y se determina el punto D, situando bajo la regla una galga de espesorconveniente que pase con rozamiento suave ; esto supone que D está en el mismoplano que A, 8, C.
Se repite el mismo proceso con 8 y D, lo que permite fijar el extremo E. Una vezhallados los extremos, se hallan los valores correspondientes a los lados exterioresde la cuadrícula ; es decir, apoyando la regla en C y 8 resulta que las galgas quepueden introducirse (fig . 9.27) son de 0,5-1-1,5-1,5 y 1 . Finalmente se hallan lasdesviaciones de los puntos centrales .
- Control de la planicidad por medio del nivel.
Como en el caso anterior, hayque establecer la posición del plano de referencia . Éste queda determinado por lasrectas oX y oY sobre las que se efectuará la verificación (fig . 9.28) .
Se sitúan varios puntos intermedios m, m, o, o". . ., cuadriculando la superficiede modo que las divisiones correspondan a la medida d, ya conocida (ver punto9.9 .3) .
Las rectas oX y oY deben estar aproximadamente en ángulo recto y, a ser po-sible, paralelas a los lados que limitan la superficie a comprobar .
Las operaciones comienzan en el punto o, determinando el perfil de cada una delas líneas oA y oC, según el procedimiento descrito para la verificación de la rec-titud . Igualmente se comprueban las líneas o'A, o'A,- mM, mM: . ., hasta cubrirtoda la superficie .
El resultado final es una especie de mapa topográfico con los valores de las dife-rencias de altura existentes desde la superficie al plano teórico de referencia .
- Control de la planicidad por medios ópticos .
Además de los métodos basa-dos en la interferencia luminosa, existe el conocido procedimiento del anteojo de ali-neación Zeiss (fig . 9 .29) . Este aparato permite la comprobación de la planitud cuadriculando la superficie a comprobar y visando la mira en cada uno de los puntos dela cuadrícula según el procedimiento general ya conocido .
9.9.5 Paralelismo. De rectas y planos . De movimientosUna recta se considera paralela a un plano cuando las distancias entre ambos,
medidas en diferentes puntos de una determinada extensión, difieran entre sí me-nos de un valor dado .
Dos rectas se consideran paralelas cuando una de ellas lo es a dos planos quepasan por la otra . No es necesario que sean idénticas las tolerancias con respecto acada uno de los planos .
Dos planos se consideran paralelos cuando, midiendo su distancia relativa endiferentes puntos y en dos direcciones por lo menos, el error máximo en una deter-minada extensión no rebasa un valor convenido .
- Paralelismo de dos planos .
El instrumento de medida (fig . 9.30) se fija en unsoporte de base plana que se desliza sobre uno de los planos a comprobar ; laoperación se hace en dos direcciones, a ser posible perpendiculares .
- Paralelismo de dos ejes .
La comprobación se realiza en dos fases ; prime-meramente, en un plano que pase por dichos ejes y, después, en un plano perpen-dicular al anterior .
179
C
Fig. 9.27
Control de la planicidadp
medio de un haz de rectas .
Fig. 9.28
Control de la planicidad pmedio del nivel.
Fig. 9.29
Control óptico de la planic -dad.
Fig. 9.30 Verificaciódel paralelismo de do<planos .
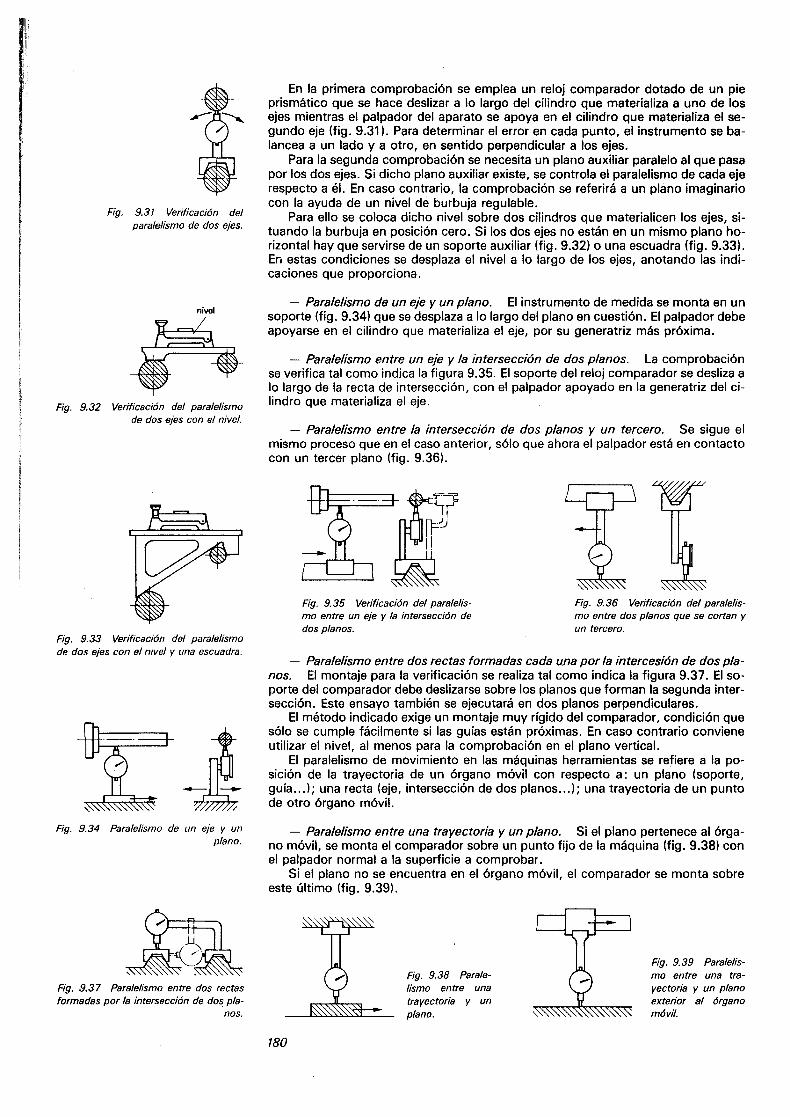
Fig. 9.31 Verificación delparalelismo de dos ejes .
Fig. 9.32 Verificación del paralelismode dos ejes con el nivel.
Fig. 9.33 Verificación del paralelismode dos ejes con elnivel y una escuadra.
Fig. 9.34 Paralelismo de un eje y unplano.
Fig. 9.37 Paralelismo entre dos rectasformadas por la intersección de dos pla-
nos.
En la primera comprobación se emplea un reloj comparador dotado de un pieprismático que se hace deslizar a lo largo del cilindro que materializa a uno de losejes mientras el palpador del aparato se apoya en el cilindro que materializa el segundo eje (fig . 9.31) . Para determinar el error en cada punto, el instrumento se ba-lancea a un lado y a otro, en sentido perpendicular a los ejes .
Para la segunda comprobación se necesita un plano auxiliar paralelo al que pasapor los dos ejes . Si dicho plano auxiliar existe, se controla el paralelismo de cada ejerespecto a él . En caso contrario, la comprobación se referirá a un plano imaginariocon la ayuda de un nivel dé burbuja regulable .
Para ello se coloca dicho nivel sobre dos cilindros que materialicen los ejes, si-tuando la burbuja en posición cero . Si los dos ejes no están en un mismo plano ho-rizontal hay que servirse de un soporte auxiliar (fig . 9.32) o una escuadra (fig . 9.33) .En estas condiciones se desplaza el nivel a lo largo de los ejes, anotando las indi-caciones que proporciona .
- Paralelismo de un eje yun plano.
El instrumento de medida se monta en unsoporte (fig . 9 .34) que se desplaza a lo largo del plano en cuestión . El palpador debeapoyarse en el cilindro que materializa el eje, por su generatriz más próxima .
- Paralelismo entre un eje y la intersección de dos planos .
La comprobaciónse verifica tal como indica la figura 9.35 . El soporte del reloj comparador se desliza alo largo de la recta de intersección, con el palpador apoyado en la generatriz dei ci-lindro que materializa el eje .
- Paralelismo entre la intersección de dos planos y un tercero.
Se sigue elmismo proceso que en el caso anterior, sólo que ahora el palpador está en contactocon un tercer plano (fig . 9.36) .
180
Fig. 9.35
Verificación del paralelis-mo entre un eje y la intersección dedos planos .
Fig. 9.38 Parale-lismo entre unatrayectoria y unplano.
Fig. 9.36
Verificación del paralelis-mo entre dos planos que se cortan yun tercero.
- Paralelismo entre dos rectas formadas cada unapor la intercesión de dos pla-nos. El montaje para la verificación se realiza tal como indica la figura 9.37 . El so-porte del comparador debe deslizarse sobre los planos que forman la segunda inter-sección . Este ensayo también se ejecutará en dos planos perpendiculares .
El método indicado exige un montaje muy rígido del comparador, condición quesólo se cumple fácilmente si las guías están próximas . En caso contrario convieneutilizar el nivel, al menos para la comprobación en el plano vertical .
El paralelismo de movimiento en las máquinas herramientas se refiere a la po-sición de la trayectoria de un órgano móvil con respecto a : un plano (soporte,guía . . .) ; una recta (eje, intersección de dos planos . . .) ; una trayectoria de un puntode otro órgano móvil .
- Paralelismo entre una trayectoria y un plano.
Si el plano pertenece al órga-no móvil, se monta el comparador sobre un punto fijo de la máquina (fig . 9.38) conel palpador norma¡ a la superficie a comprobar .
Si el plano no se encuentra en el órgano móvil, el comparador se monta sobreeste último (fig . 9.39) .
Fig. 9.39 Paralelis-mo entre una tra-yectoria y un planoexterior al órganomóvil.
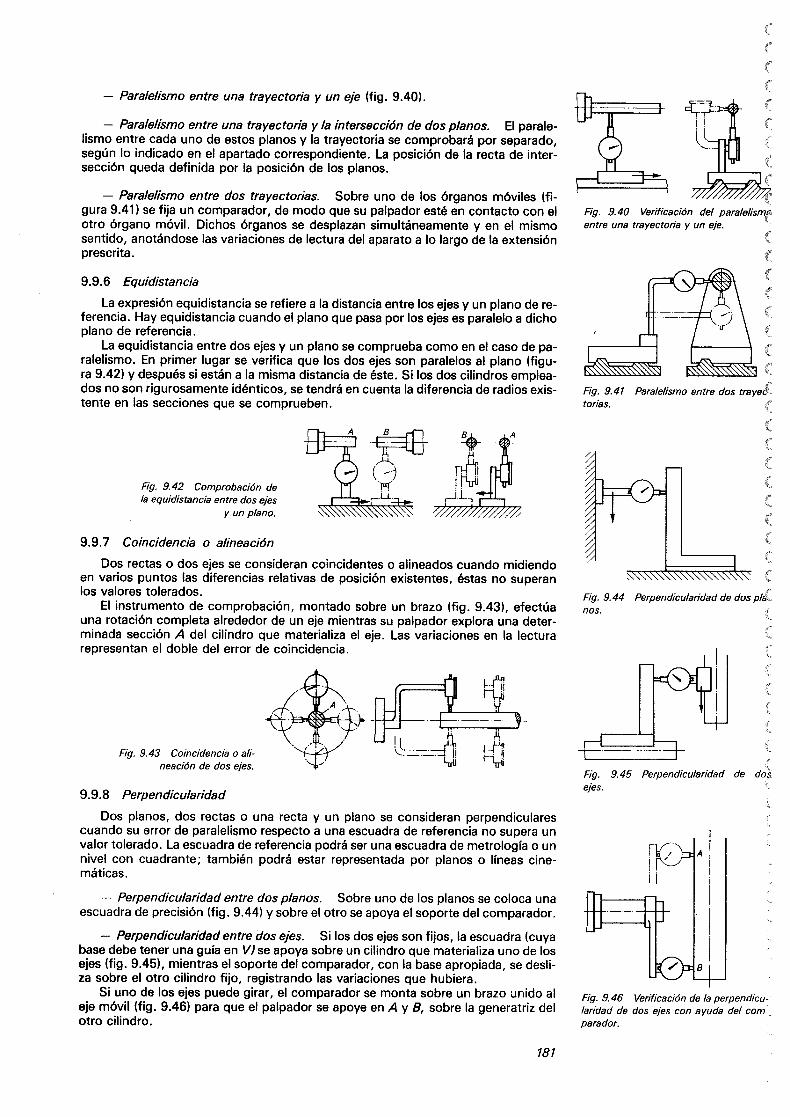
- Paralelismo entre una trayectoria y un eje (fig . 9.40) .
- Paralelismo entre una trayectoria y la intersección de dos planos.
El parale-lismo entre cada uno de estos planos y la trayectoria se comprobará por separado,según lo indicado en el apartado correspondiente . La posición de la recta de inter-sección queda definida por la posición de los planos .
- Paralelismo entre dos trayectorias .
Sobre uno de los órganos móviles (fi-gura 9.41) se fija un comparador, de modo que su palpador esté en contacto con elotro órgano móvil . Dichos órganos se desplazan simultáneamente y en el mismosentido, anotándose las variaciones de lectura del aparato a lo largo de la extensiónprescrita .
9.9.6 EquidistanciaLa expresión equidistancia se refiere a la distancia entre los ejes y un plano de re-
ferencia . Hay equidistancia cuando el plano que pasa por los ejes es paralelo a dichoplano de referencia .
La equidistancia entre dos ejes y un plano se comprueba como en el caso de pa-ralelismo . En primer lugar se verifica que los dos ejes son paralelos al plano (figu-ra 9.42) y después si están a la misma distancia de éste . Si los dos cilindros empleados no son rigurosamente idénticos, se tendrá en cuenta la diferencia de radios exis-tente en las secciones que se comprueben .
Fig. 9.42 Comprobación dela equidistancia entre dos ejes
y un plano.
9.9.7 Coincidencia o alineación
Fig. 9.43
Coincidencia o ali-neación de dos ejes.
9.9.8 Perpendicularidad
Dos rectas o dos ejes se consideran coincidentes o alineados cuando midiendoen varios puntos las diferencias relativas de posición existentes, éstas no superanlos valores tolerados .
El instrumento de comprobación, montado sobre un brazo (fig . 9.43), efectúauna rotación completa alrededor de un eje mientras su palpador explora una deter-minada sección A del cilindro que materializa el eje . Las variaciones en la lecturarepresentan el doble del error de coincidencia .
Dos planos, dos rectas o una recta y un plano se consideran perpendicularescuando su error de paralelismo respecto a una escuadra de referencia no supera unvalor tolerado . La escuadra de referencia podrá ser una escuadra de metrología o unnivel con cuadrante ; también podrá estar representada por planos o líneas cine-máticas .
- Perpendicularidad entre dos planos.
Sobre uno de los planos se coloca unaescuadra de precisión (fig . 9.44) y sobre el otro se apoya el soporte del comparador.
- Perpendicularidad entre dos ejes.
Si los dos ejes son fijos, la escuadra (cuyabase debe tener una guía en V) se apoya sobre un cilindro que materializa uno de losejes (fig . 9.45), mientras el soporte del comparador, con la base apropiada, se desli-za sobre el otro cilindro fijo, registrando las variaciones que hubiera .
Si uno de los ejes puede girar, el comparador se monta sobre un brazo unido aleje móvil (fig . 9.46) para que el palpador se apoye en A y 8, sobre la generatriz delotro cilindro .
Fig. 9.40 Verificación del paralelismentre una trayectoria y un eje.
Fig. 9.41
Paralelismo entre dos trayeetorias.
Fig . 9.44
Perpendicularidad de dos pl .nos.
Fig. 9.45 Perpendicularidad de dosejes .
Fig. 9.46
Verificación de la perpendicu-laridad de dos ejes con ayuda del com ,parador.
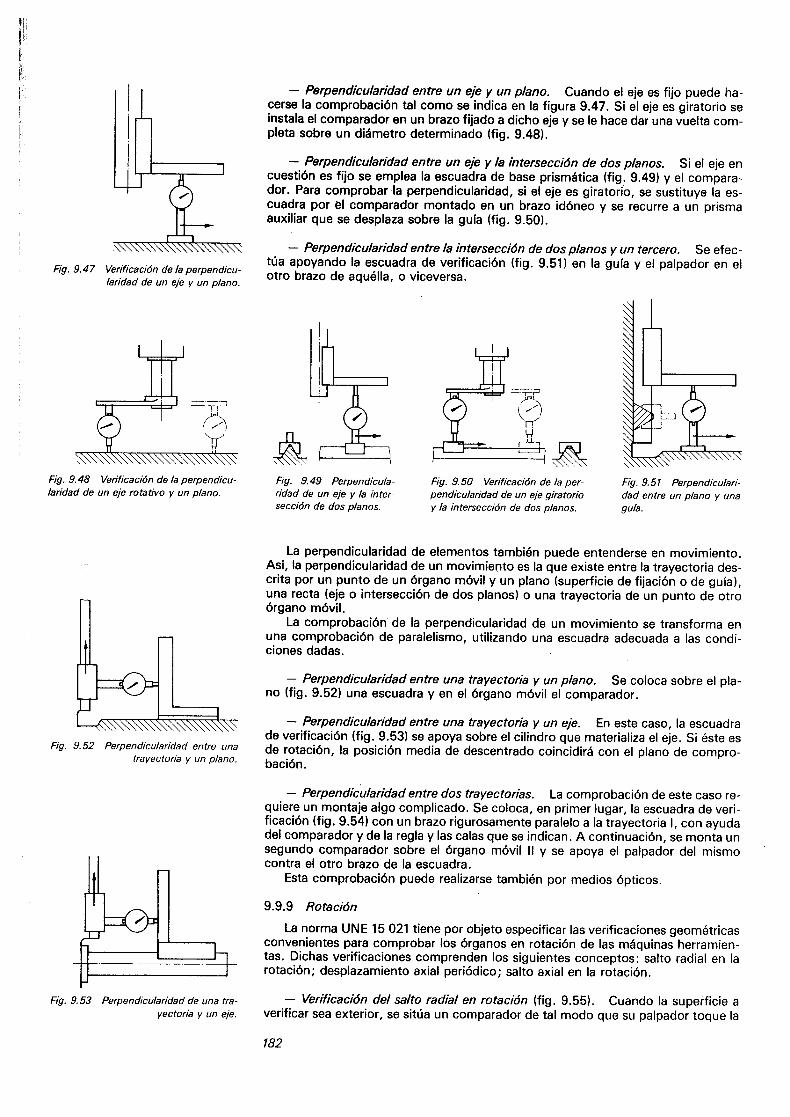
Fig. 9.47
Verificación de la perpendicu-laridad de un eje y un plano.
Fig. 9.48
Verificación de la perpendicu-
Fig. 9.49
Perpendiculalaridad de un eje rotativo y un plano.
ridad de un eje y la inter-sección de dos planos .
Fig. 9.52 Perpendicularidad entre unatrayectoria y un plano.
Fig. 9.53
Perpendicularidad de una tra-yectoria y un eje.
- Perpendicularidad entre un eje y un plano .
Cuando el eje es fijo puede ha-cerse la comprobación tal como se indica en la figura 9 .47 . Si el eje es giratorio seinstala el comparador en un brazo fijado a dicho eje y se le hace dar una vuelta com-pleta sobre un diámetro determinado (fig . 9.48) .
- Perpendicularidad entre un eje y la intersección de dos planos.
Si el eje encuestión es fijo se emplea la escuadra de base prismática (fig . 9.49) y el compara-dor . Para comprobar la perpendicularidad, si el eje es giratorio, se sustituye la es-cuadra por él comparador montado en un brazo idóneo y se recurre a un prismaauxiliar que se desplaza sobre la guía (fig . 9.50) .
- Perpendicularidad entre la intersección de dosplanos y un tercero .
Se efec-túa apoyando la escuadra de verificación (fig . 9.51) en la guía y el palpador en elotro brazo de aquélla, o viceversa .
182
Fig. 9.50
Verificación de la per-pendicularidad de un eje giratorioy la intersección de dos planos.
Fig. 9.51
Perpendicular¡-dad entre un plano y unaguía.
La perpendicularidad de elementos también puede entenderse en movimiento .Así, la perpendicularidad de un movimiento es la que existe entre la trayectoria des-crita por un punto de un órgano móvil y un plano (superficie de fijación o de guía),una recta (eje o intersección de dos planos) o una trayectoria de un punto de otroórgano móvil .
La comprobación de la perpendicularidad de un movimiento se transforma enuna comprobación de paralelismo, utilizando una escuadra adecuada a las condi-ciones dadas .
- Perpendicularidad entre una trayectoria y un plano .
Se coloca sobre el pla-no (fig . 9.52) una escuadra y en el órgano móvil el comparador .
- Perpendicularidad entre una trayectoria y un eje .
En este caso, la escuadrade verificación (fig . 9.53) se apoya sobre el cilindro que materializa el eje . Si éste esde rotación, la posición media de descentrado coincidirá con el plano de compro-bación .
- Perpendicularidad entre dos trayectorias.
La comprobación de este caso re-quiere un montaje algo complicado . Se coloca, en primer lugar, la escuadra de veri-ficación (fig . 9.54) con un brazo rigurosamente paralelo a la trayectoria I, con ayudadel comparador y de la regla y las calas que se indican . A continuación, se monta unsegundo comparador sobre el órgano móvil II y se apoya el palpador del mismocontra el otro brazo de la escuadra .
Esta comprobación puede realizarse también por medios ópticos .
9.9.9 RotaciónLa norma UNE 15 021 tiene por objeto especificar las verificaciones geométricas
convenientes para comprobar los órganos en rotación de las máquinas herramien-tas . Dichas verificaciones comprenden los siguientes conceptos : salto radial en larotación ; desplazamiento axial periódico ; salto axial en la rotación .
- Verificación del salto radial en rotación (fig . 9.55) .
Cuando la superficie averificar sea exterior, se sitúa un comparador de tal modo que su palpador toque la
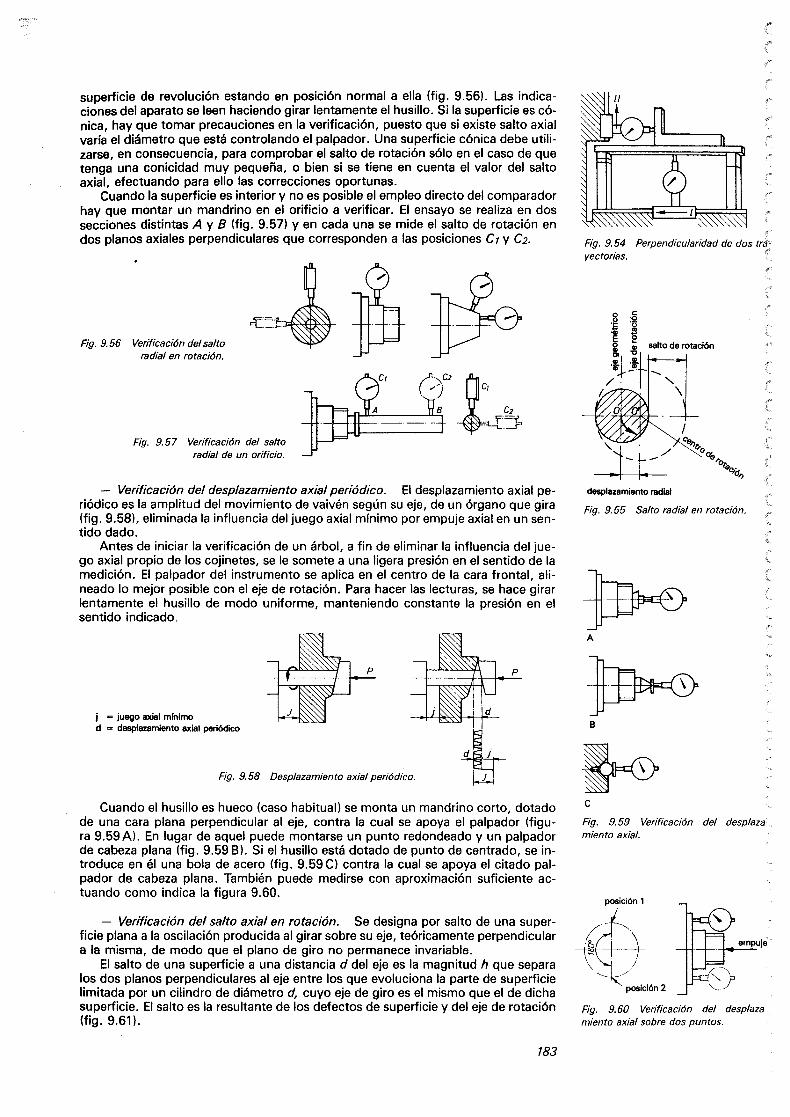
superficie de revolución estando en posición normal a ella (fig . 9.56) . Las indica-ciones del aparato se leen haciendo girar lentamente el husillo . Si la superficie es có-nica, hay que tomar precauciones en la verificación, puesto que si existe salto axialvaría el diámetro que está controlando el palpador . Una superficie cónica debe utili-zarse, en consecuencia, para comprobar el salto de rotación sólo en el caso de quetenga una conicidad muy pequeña, o bien si se tiene en cuenta el valor del saltoaxial, efectuando para ello las correcciones oportunas .
Cuando la superficie es interior y no es posible el empleo directo del comparadorhay que montar un mandrino en el orificio a verificar . El ensayo se realiza en dossecciones distintas A y 8 (fig . 9.57) y en cada una se mide el salto de rotación endos planos axiales perpendiculares que corresponden a las posiciones Ct y Cz.
Fig. 9.56
Verificación del saltoradial en rotación .
Fig. 9.57 Verificación del saltoradial de un orificio .
- Verificación del desplazamiento axial periódico .
El desplazamiento axial pe-riódico es la amplitud del movimiento de vaivén según su eje, de un órgano que gira(fig . 9.58), eliminada la influencia del juego axial mínimo por empuje axial en un sen-tido dado .
Antes de iniciar la verificación de un árbol, a fin de eliminar la influencia del jue-go axial propio de los cojinetes, se le somete a una ligera presión en el sentido de lamedición . El palpador del instrumento se aplica en el centro de la cara frontal, ali-neado lo mejor posible con el eje de rotación . Para hacer las lecturas, se hace girarlentamente el husillo de modo uniforme, manteniendo constante la presión en elsentido indicado .
j
=juego axial mínimod = desplazamiento axial periódico
Fig . 9.58
Desplazamiento axialperiódico.
Cuando el husillo es hueco (caso habitual) se monta un mandrino corto, dotadode una cara plana perpendicular al eje, contra la cual se apoya el palpador (figu-ra 9.59A) . En lugar de aquel puede montarse un punto redondeado y un palpadorde cabeza plana (fig . 9.59 B) . Si el husillo está dotado de punto de centrado, se in-troduce en él una bola de acero (fig . 9 .59C) contra la cual se apoya el citado pal-pador de cabeza plana . También puede medirse con aproximación suficiente ac-tuando como indica la figura 9.60 .
- Verificación del salto axial en rotación .
Se designa por salto de una super-ficie plana a la oscilación producida al girar sobre su eje, teóricamente perpendiculara la misma, de modo que el plano de giro no permanece invariable .
El salto de una superficie a una distancia d del eje es la magnitud h que separalos dos planos perpendiculares al eje entre los que evoluciona la parte de superficielimitada por un cilindro de diámetro d, cuyo eje de giro es el mismo que el de dichasuperficie . El salto es la resultante de los defectos de superficie y del eje de rotación(fig . 9.61) .
183
c
Fig. 9.54
Perpendicularidad de dos trá-yectorias .
i �Z.ae*'04,
-~
%
desplazamiento radial
Fig. 9.55
Salto radial en rotación .
Fig . 9.59 Verificación del desplaza �miento axial.
posición 1
Fig. 9.60 Verificación del desplazamiento axial sobre dos puntos.
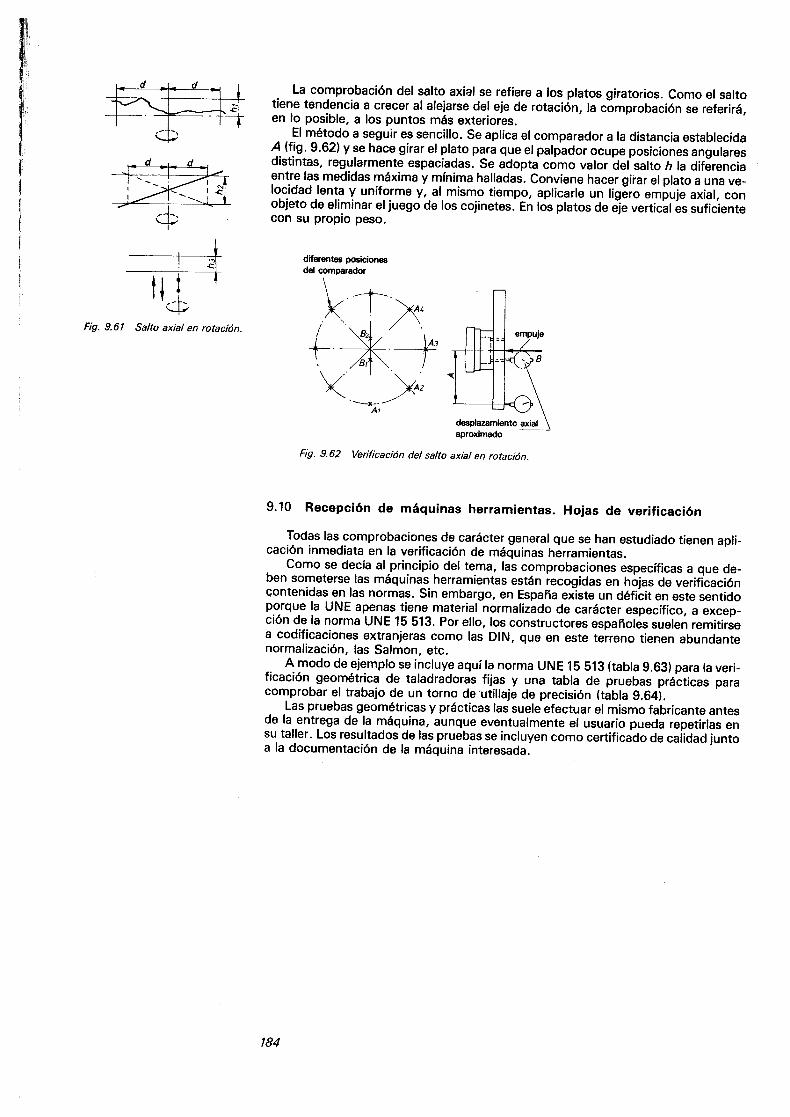
fjfFig. 9.61
Salto axial en rotación.
La comprobación del salto axial se refiere a los platos giratorios . Como el saltotiene tendencia a crecer al alejarse del eje de rotación, la comprobación se referirá,en lo posible, a los puntos más exteriores .
El método a seguir es sencillo . Se aplica el comparador a la distancia establecidaA (fig . 9.62) y se hace girar el plato para que el palpador ocupe posiciones angularesdistintas, regularmente espaciadas . Se adopta como valor del salto h la diferenciaentre las medidas máxima y mínima halladas . Conviene hacer girar el plato a una ve-locidad lenta y uniforme y, al mismo tiempo, aplicarle un ligero empuje axial, conobjeto de eliminar el juego de los cojinetes . En los platos de eje vertical es suficientecon su propio peso.
diferentes posicionesdel comparador
Fig . 9.62
Verificación del salto axial en rotación.
9.10 Recepción de máquinas herramientas . Hojas de verificación
Todas las comprobaciones de carácter general que se han estudiado tienen apli-cación inmediata en la verificación de máquinas herramientas .Como se decía al principio del tema, las comprobaciones específicas a que de-ben someterse las máquinas herramientas están recogidas en hojas de verificación
contenidas en las normas . Sin embargo, en España existe un déficit en este sentidoporque la UNE apenas tiene material normalizado de carácter específico, a excep-ción de la norma UNE 15 513 . Por ello, los constructores españoles suelen remitirsea codificaciones extranjeras como las DIN, que en este terreno tienen abundantenormalización, las Salmon, etc .A modo de ejemplo se incluye aquí la norma UNE 15 513 (tabla 9 .63) para la veri-
ficación geométrica de taladradoras fijas y una tabla de pruebas prácticas paracomprobar el trabajo de un torno de utillaje de precisión (tabla 9.64) .
Las pruebas geométricas y prácticas las suele efectuar el mismo fabricante antesde la entrega de la máquina, aunque eventualmente el usuario pueda repetirlas ensu taller . Los resultados de las pruebas se incluyen como certificado de calidad juntoa la documentación de la máquina interesada .

vLac
Recepción de máquinas-herramientasTaladradoras fijas
Verificación geométrica
UNE15 513 hl
N.°Objeto
de la medición Esquema Piocedimiento operatorio Tolerancias
IN¡ velación
deaca baseI I 1 o de la mesa
a de la taladro-9 dora .
Medidas en mm
Se coloca una regla de longitudapropiada según indica el esque-ma, y sobre la parte mecanizadade la placa base o de la mesa yen ambas direcciones diagonalesAB y CD. Sobre el centro de laregla y en ambas posiciones secoloca un nivel anotando sus in-dicaciones .
0,05 mm/m
Coaxialidaddel cono inte-rior del extre-mo del ejeprincipal c o odicho eje .
Rectitud deldesplazamien-to vertical deleje principal .
Rectitud deldesplazamien-to del cabezalmóvila) en el planovertical de si-metría d e I amáquina.b) en el planovertical normalal de simetría .
Sobre el cono interior del extremodel eje principal se monta unabarra torneada con todo preci-sión y con una longitud útil de300 mm .Sobre la mesa se coloca un com-parador de forma que su palpa-dor ataque normalmente a la su-perficie cilíndrica de la barraanterior.Se gira suavemente el eje princi-pal y se anotan las indicacionesdel comparador :a) en las proximidades del conob) a una distancia de 300 mm
Sobre la mesa se coloca una es-cuadra y sobre el eje principal semonta un comparador de formaque su palpador ataque normal-mente a la superficie vertical delo escuadra . Además, la posiciónde la escuadra se regula de ma-nera que las indicaciones delcomparador, cuando el eje prio-cipal está en su posición alta yen su posición baja, sean lasmismos .En estas condiciones se despla-za suavemente el eje principalen sentido vertical, y se anotanlas indicaciones del comparador :a) en el plano vertical de sime-
tría de la máquinab) 'en un plano vertical normal
al de simetría
Sobre la mesa se coloca una es-cuadra y sobre el eje principal semonta un comparador de formaque su palpador ataque normal-mente a la superficie vertical dela escuadra. Además, esta posi-ción ha de regularse de maneraque las indicaciones del compa-rador sean las mismas, tantocuando el cabezal está en la po-sición alta como en la posiciónbaja .En estas condiciones, se despla-za suavemente el cabezal y sefija en distintas posiciones inter-medias, y en cada una de ellas,y sin girar el eje principal, seanotan las indicaciones del com-parador :a) en el plano vertical de sime-
tría de la máquinab) en el plano vertical normal
al de simetría
a) 0,02b) 0,03
0,06 sobre 300
0,06 sobre 300
mr
Z
Tabla 9.63.
Hojas de verificación para una taladradora según normas UNE
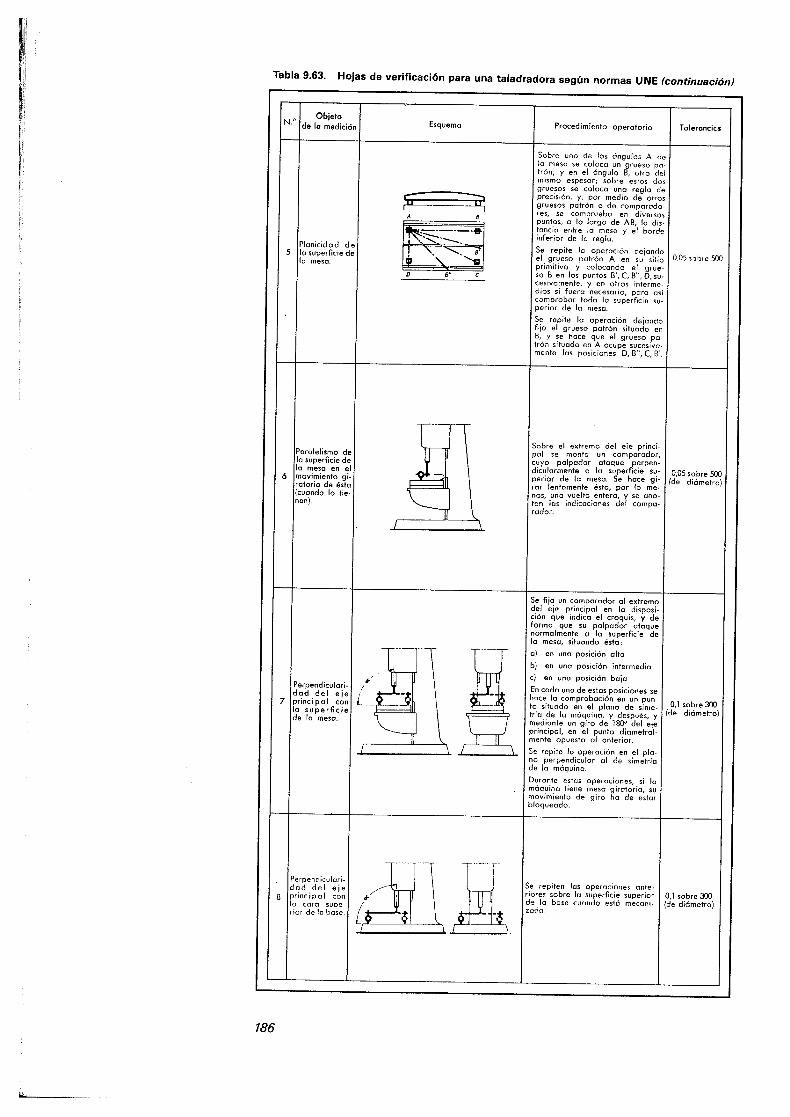
186
Tabla 9.63.
Hojas de verificación para una taladradora según normas UNE (continuación)
5
Objetode la medición
Planicidad dela superficie dela mesa .
Esquema Procedimiento operatorio
Sobre uno de los ángulos A dela mesa se coloca un grueso pa-trón, y en el ángulo B, otro delmismo espesor ; sobre estos dosgruesos se coloca una regla deprecisión, y, por medio de otrosgruesos patrón o de comparado-res, se comprueba en diversospuntos, a lo largo de AB, la dis-tancia entre la mesa y el bordeinferior de la regla.Se repite la operación dejandoel grueso patrón A en su sitioprimitivo y colocando el grue .s o B en los puntos B', C, B", D, su-cesivamente, y en otros interme-dios si fuera necesario, para asícomprobar toda la superficie su-perior de la mesa.Se repite la operación dejandofijo el grueso patrón situado enB, y se hace que el grueso pa-trón situado en A ocupe sucesiva-mente las posiciones D, B", C, B'.
Tolerancias
0,05 sob".e 500
8
Perpendicular¡-dad del ejeprincipal conla superficiede la mesa .
Perpendiculari-dad del ejeprincipal conla cara supe-rior de la base.
Se fija un comparador al extremodel eje principal en la disposi-ción que indica el croquis, y deforma que su polpador ataquenormalmente a la superficie dela mesa, situando ésta :a) en una posición altab) en una posición intermediac) en una posición bajaEn cada una de estas posiciones sehace la comprobación en un pun-to situado en el plano de sime-tría de la máquina, y después, ymediante un giro de 180" del ejeprincipal, en el punto diametral-mente opuesto al anterior.Se repite la operación en el pla-no perpendicular al de simetríade la máquina.Durante estas operaciones, si lamáquina tiene mesa giratoria, sumovimiento de giro ha de estarbloqueado .
Se repiten las operaciones ante-riores sobre la superficie superiorde la base cuando está meconi-zado .
0,1 sobre 300(de diámetro)
0,1 sobre 300(de diámetro)
6
aralelismo dea superficie dea mesa en elmovimiento gi-atorio de ésta(cuando lo tie-nen) .
Sobre el extremo del eje princi-pal se monta un comparador,cuyo palpador ataque perpen-dicularmente a la superficie su .perior de la mesa. Se hace gi-rar lentamente ésta, por lo me-nos, una vuelta entera, y se ano-tan las indicaciones del campo,rodar .
0,05 sobre 500(de diámetro)
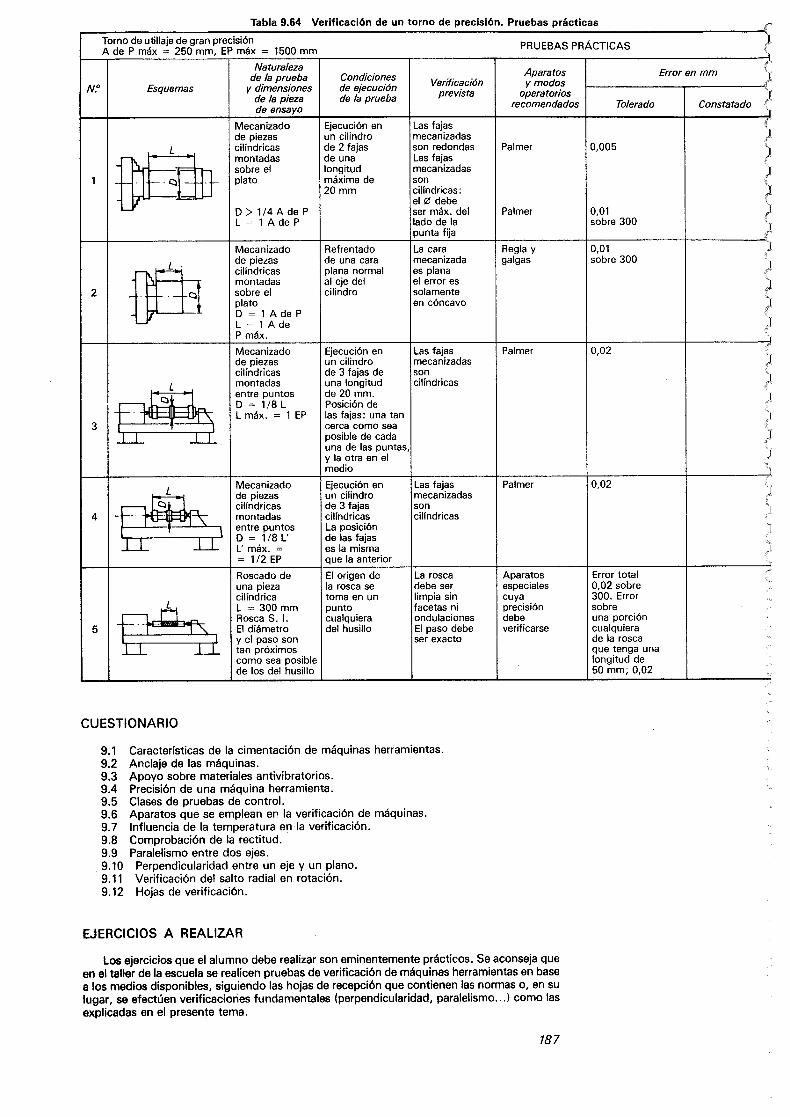
N°
2
Torno de utillaje de gran precisiónA de P máx = 250 mm, EP máx = 1500 mm
Esquemas
PRUEBAS PRÁCTICAS
Error
CUESTIONARIO
EJERCICIOS A REALIZAR
Tabla 9.64
Verificación de un torno de precisión . Pruebas prácticas
9 .19.29.39.49.59.69.79.89.99.10
Perpendicularidad entre un eje y un plano .9 .11
Verificación del salto radial en rotación .9.12
Hojas de verificación .
herramientas .Características de la cimentación de máquinasAnclaje de las máquinas .Apoyo sobre materiales antivibratorios .Precisión de una máquina herramienta .Clases de pruebas de control .Aparatos que se emplean en la verificación de máquinas .Influencia de la temperatura en la verificación .Comprobación de la rectitud .Paralelismo entre dos ejes .
Los ejercicios que el alumno debe realizar son eminentemente prácticos . Se aconseja queen el taller de la escuela se realicen pruebas de verificación de máquinas herramientas en basea los medios disponibles, siguiendo las hojas de recepción que contienen las normas o, en sulugar, se efectúen verificaciones fundamentales (perpendicularidad, paralelismo . . .) como lasexplicadas en el presente tema .
187
en mm
Constatado
Naturalezade la pruebay dimensionesde la piezade ensayo
Condicionesde ejecuciónde la prueba
Verificaciónprevista
Aparatosy modos
operatoriosrecomendados Tolerado
Mecanizado Ejecución en Las fajasde piezas un cilindro mecanizadascilíndricas de 2 fajas son redondas Palmer 0,005montadas de una Las fajassobre el longitud mecanizadasplato máxima de son
20 mm cilíndricas :el 0 debe
D>1/4AdeP ser máx. del Palmer 0,01L= 1AdeP lado de la sobre 300
punta fija
Mecanizado Refrentado La cara Regla y 0,01de piezas de una cara mecanizada galgas sobre 300cilíndricas plana normal es planamontadas al eje del el error essobre el cilindro solamenteplato en cóncavoD=1AdePL = 1 A deP máx .
Mecanizado Ejecución en las fajas Palmer 0,02de piezas un cilindro mecanizadascilíndricas de 3 fajas de sonmontadas una longitud cilíndricasentre puntos de 20 mm.D = 1/8L Posición deL máx. = 1 EP las fajas: una tan
cerca como seaposible de cadauna de las puntas,y la otra en elmedio
Mecanizado Ejecución en Las fajas Palmer 0,02de piezas un cilindro mecanizadascilíndricas de 3 fajas sonmontadas cilíndricas cilíndricasentre puntos La posiciónD=1/8L' de las fajasL' máx . = es la misma= 1/2 EP que la anterior
Roscado de El origen de La rosca Aparatos Error totaluna pieza la rosca se debe ser especiales 0,02 sobrecilíndrica toma en un limpia sin cuya 300. ErrorL = 300 mm punto facetas ni precisión sobreRosca S . I . cualquiera ondulaciones debe una porciónEl diámetro del husillo El paso debe verificarse cualquieray el paso son ser exacto de la roscatan próximos que tenga unacomo sea posible longitud dede los del husillo 50 mm ; 0,02
Tema 10.
Mantenimiento de las máquinasherramientas
EXP®SIDIQN DEL TEMA
Se puede decir que el departamento o servicio de mantenimiento es impres-cindible en toda actividad industrial para prevenir las interrupciones del proceso pro-ductivo y reducirlas al mínimo, si éstas llegan a producirse .,
Ha sido en fechas recientes cuando el mantenimiento ha adquirido mayor impor-tancia, debido al desarrollo alcanzado por las máquinas e instalaciones de gran pro-ducción -muchas de ellas de ciclo continuo- dotadas, con frecuencia, de equiposcomplejos y a la introducción de la informática y la estadística aplicadas en las técni-cas de mantenimiento .
No obstante, es lógico que este servicio tenga la proporción adecuada al niveltécnico, al volumen y a las características propias de cada industria .
10.1 Mantenimiento . Definiciones
Es el conjunto de trabajos necesarios para asegurar el buen funcionamiento delas instalaciones . Estos trabajos pueden dividirse en tres grupos principales :- Prevención de mantenimiento .- Mantenimiento preventivo .- Mantenimiento correctivo .También recibe este nombre el departamento que realiza estos trabajos .
10 .1 .1 Prevención de mantenimiento
Es el conjunto de actividades que tiende a evitar el mantenimiento y hacer que elmantenimiento inevitable sea más fácil, ocupe el menor tiempo posible y resulte alprecio óptimo .
Para lograr esto, hay que tener en cuenta :
10 .1 .1 .1 El uso de las máquinas e instalaciones
Es posible que el mal uso de un equipo esté ocasionando averías que se podríanevitar .
El remedio es mejorar la preparación del operario o usuario de la máquina o ins-talación, así como mejorar las instrucciones para los trabajos mismos de mante-nimiento .
10 .1 .1 .2 El diseño de la máquina o instalaciónEl diseño es primordial a la hora de evitar averías porque de un proyecto bien
concebido depende, en gran medida, el funcionamiento correcto de los mecanis-
188
1 .
El uso que se da a la máquina o instalación .2 .
El diseño de la máquina o instalación .3.
Los repuestos .
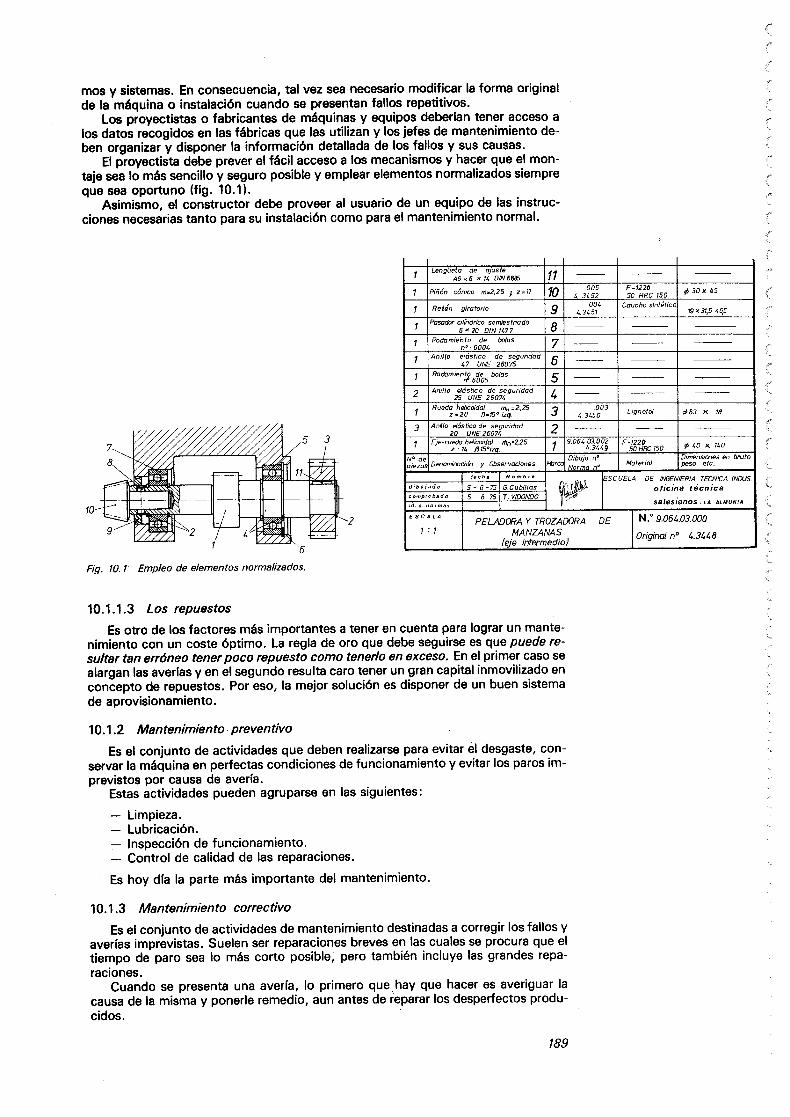
mas y sistemas . En consecuencia, tal vez sea necesario modificar la forma originalde la máquina o instalación cuando se presentan fallos repetitivos .
Los proyectistas o fabricantes de máquinas y equipos deberían tener acceso alos datos recogidos en las fábricas que las utilizan y los jefes de mantenimiento de-ben organizar y disponer la información detallada de los fallos y sus causas .
El proyectista debe prever el fácil acceso a los mecanismos y hacer que el mon-taje sea lo más sencillo y seguro posible y emplear elementos normalizados siempreque sea oportuno (fig . 10.1) .
Asimismo, el constructor debe proveer al usuario de un equipo de las instruc-ciones necesarias tanto para su instalación como para el mantenimiento normal .
6
Fig . 10. 1
Empleo de elementos normalizados.
10.1 .1 .3 Los repuestos
10.1 .2 Mantenimiento preventivo
10.1 .3 Mantenimiento correctivo
Es otro de los factores más importantes a tener en cuenta para lograr un mante-nimiento con un coste óptimo. La regla de oro que debe seguirse es que puede re-sultar tan erróneo tenerpoco repuesto como tenerlo en exceso . En el primer caso sealargan las averías y en el segundo resulta caro tener un gran capital inmovilizado enconcepto de repuestos . Por eso, la mejor solución es disponer de un buen sistemade aprovisionamiento .
Es el conjunto de actividades que deben realizarse para evitar el desgaste, con-servar la máquina en perfectas condiciones de funcionamiento y evitar los paros im-previstos por causa de avería .
Estas actividades pueden agruparse en las siguientes :
- Limpieza .- Lubricación .- Inspección de funcionamiento .- Control de calidad de las reparaciones .
Es hoy día la parte más importante del mantenimiento .
Es el conjunto de actividades de mantenimiento destinadas a corregir los fallos yaverías imprevistas . Suelen ser reparaciones breves en las cuales se procura que eltiempo de paro sea lo más corto posible, pero también incluye las grandes repa-raciones .
Cuando se presenta una avería, lo primero que hay que hacer es averiguar lacausa de la misma y ponerle remedio, aun antes de reparar los desperfectos produ-cidos .
.ecDA N. pmDnee~DOi~ep - - 5- 6-75 GCubillascp .mprob adn
5 6 75IT .VIDONDO
/ESCUELA DE INGENIERIA TECNiCA INDOS.oficina técnica
salesianos-LA ALMUNIA
ESCALAPELADORA Y TROZADORA
DEMANZANAS
(eje intermedio)
W9-064.03.000
Original na
4.3448
189
1 Lengüeta de ajusteA6 K 6 x 74 DIN68115 11
1 Piñón cónico m=2,25 z=11 10 005 F-1220 030X45; 4. 3452 50 HRC 150
1 Retén giratorio 9 004 Caucho sintético4.3451 19 x31,5 x65
1 Pasador cilíndrico semiestriado 86-20 DIN 1477Rodamiento de bolas 7n°-6004
1 Anillo elástico de seguridad 647 UNE 26075Rodamiento de bolas
rP 6005 52 Anillo elástico de seguridad
25 UNE 25074Rueda helicoidal m� _2,25 003 Lignotol X63 x lBz=20 n=15° i4 4.3450
3 Anilo elástico de seguridad 220 UNE 26074Eje-rueda helicodal drn=Z25 9.064.03002 F-1220 40 X 140z =14 lo 15°iza . 4.3449 50 HRC 150 0
N° de Dibujo n° Dimensiones en brutopiezas Denomirwcidn y Observaciones hhrm Norma n° Material so etc.
Fig. 10 .2 Mantenimiento preventivo.Inspección del estado de la correa .
10.2 Objetivos del mantenimientoEl objetivo principal del mantenimiento es conseguir una producción óptima de
las máquinas e instalaciones con el máximo de seguridad para el personal que rea-liza el mantenimiento y para el personal que las utiliza, y todo esto al menor costoposible.
El costo del mantenimiento dependerá de :
- Cantidad de averías.
El número de averías puede disminuir con un mejormantenimiento preventivo . El costo de este mantenimiento preventivo se debe valo-rar teniendo en cuenta las averías que se evitan .- Costo del persona/.
Este apartado puede reducirse empleando mejores mé-todos de trabajo que ahorran tiempo y producen la calidad adecuada .
- Costo de los repuestos.
El precio de los repuestos se puede disminuir adqui-riéndolos de los proveedores que ofrecen mejores condiciones aunque, con fre-cuencia, deben emplearse forzosamente recambios originales o recurrir a los quesuponen un plazo de entrega inmediato.
Cuando se efectúen reparaciones, hay que emplear, siempre que sea posible,elementos normalizados y productos de fabricación nacional antes que de impor-tación, pues éstos encarecen mucho las reparaciones, además de que su adqui-sición es más problemática, sobre todo en caso de urgencia .
El coste de mantenimiento no debe ser más caro que el beneficio obtenido con lareparación .
10 .3 Mantenimiento preventivoEn el párrafo 9.1 .2 se ha definido este mantenimiento preventivo . Este se basa
en el conocimiento de la duración de funcionamiento, en condiciones aceptables,de cada una de las piezas de la máquina, con lo cual se sabe cuál es el momentoadecuado para hacer las revisiones y sustituciones precisas, evitando así las averíasimprevistas (fig . 10.2) .
Los datos de partida para obtener ese conocimiento provienen principalmentede estas tres fuentes de información :
- Historial de averías de la máquina.- Personal técnico de la fábrica que mejor conozca la máquina .- Documentación técnica del fabricante de la máquina .De acuerdo con estos datos se establecen las revisiones que deben realizarse y
se determina la frecuencia de las mismas .La frecuencia de revisión de todas las máquinas hay que repartirla de forma que
haya una carga de trabajo similar todos los días .En las fábricas que trabajan en cadena hay que intensificar el mantenimiento
preventivo, ya que las averías repercuten rápidamente en otras instalaciones yen laspersonas que en ellas trabajan y sus consecuencias pueden ser muy graves .
Cuando trabajan muchas personas en el equipo de mantenimiento preventivosuele ser conveniente disponer de inspectores de trabajo que controlen que las revi-siones se hacen según los programas establecidos . Una revisión no efectuada en elmomento previsto puede traer consecuencias graves .
También debe controlarse la calidad de la revisión para que ésta sea la prevista,puesto que una reparación mal hecha hace inútil cualquier programa de manteni-miento .
10.3 .1 Documentación de máquina
Para que sean efectivas las revisiones es necesario que cada máquina tenga unarchivo con toda la documentación referente a ella, documentación que debe enri-quecerse a medida que se hagan trabajos de mejora o reparaciones . Esta documen-tación se puede desglosar en dos partes : documentación de la máquina propia-mente dicha y datos sobre reparaciones.
10.3 .1 .1 Documentación de la máquina
La documentación de la máquina consta :- De los planos originales, con las modificaciones que se hayan podido hacer.- De los planos de montaje y desmontaje, sobre todo de los elementos o gru-
pos principales, con las instrucciones para realizarlas con el proceso óptimo.
190
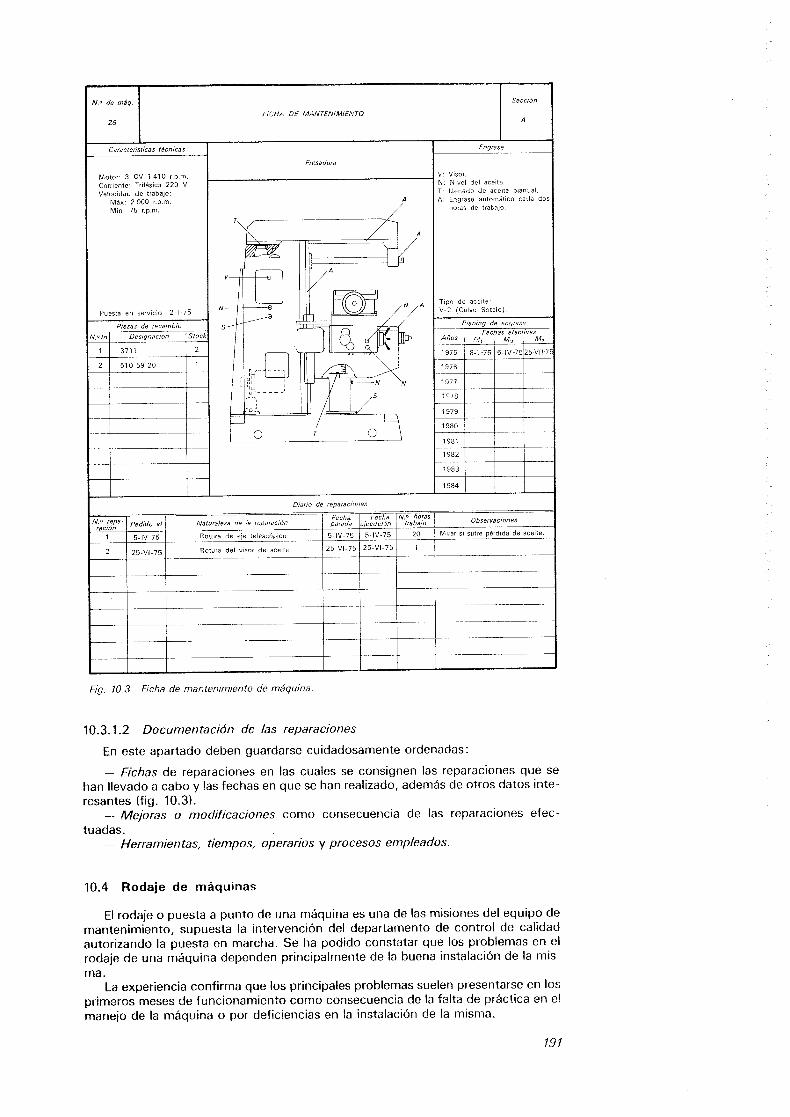
N.° de máq.
28
Motor: 3 CV 1410 r.p .m .
V: Visor.
Corriente: Tritásica 220 V
N: Nivel del aceite .
Velocidad de trabajo :
T: Llenado de aceite bianual.
Máx: 2000 r .p.m .
A
A . Engrase automático cada dos
Mín : 75 r.p .m .
/
horas de trabajo .
Carac(edsticas técnicas
N.- repa-ración
2
FICHA DE MANTENIMIENTO
Pedido el
5-IV-75
25-VI-75
Fresadora
Fechaparada
5-IV-75 5-IV-75 20
1980
1981
1982
1983
Sección
A
Mirar si sufre pérdida de aceite.
Piezas de re cambio
N. °ln Desiynacion
3711
510-59-20
Fig . 10.3
Ficha de mantenimiento de máquina.
10.3 .1 .2 Documentación de las reparaciones
En este apartado deben guardarse cuidadosamente ordenadas :
- Fichas de reparaciones en las cuales se consignen las reparaciones que sehan llevado a cabo y las fechas en que se han realizado, además de otros datos inte-resantes (fig . 10 .3) .- Mejoras o modificaciones como consecuencia de las reparaciones efec-
tuadas .- Herramientas, tiempos, operarios y procesos empleados.
10.4 Rodaje de máquinas
El rodaje o puesta a punto de una máquina es una de las misiones del equipo demantenimiento, supuesta la intervención del departamento de control de calidadautorizando la puesta en marcha . Se ha podido constatar que los problemas en elrodaje de una máquina dependen principalmente de la buena instalación de la mis-ma.
La experiencia confirma que los principales problemas suelen presentarse en losprimeros meses de funcionamiento como consecuencia de la falta de práctica en elmanejo de la máquina o por deficiencias en la instalación de la misma .
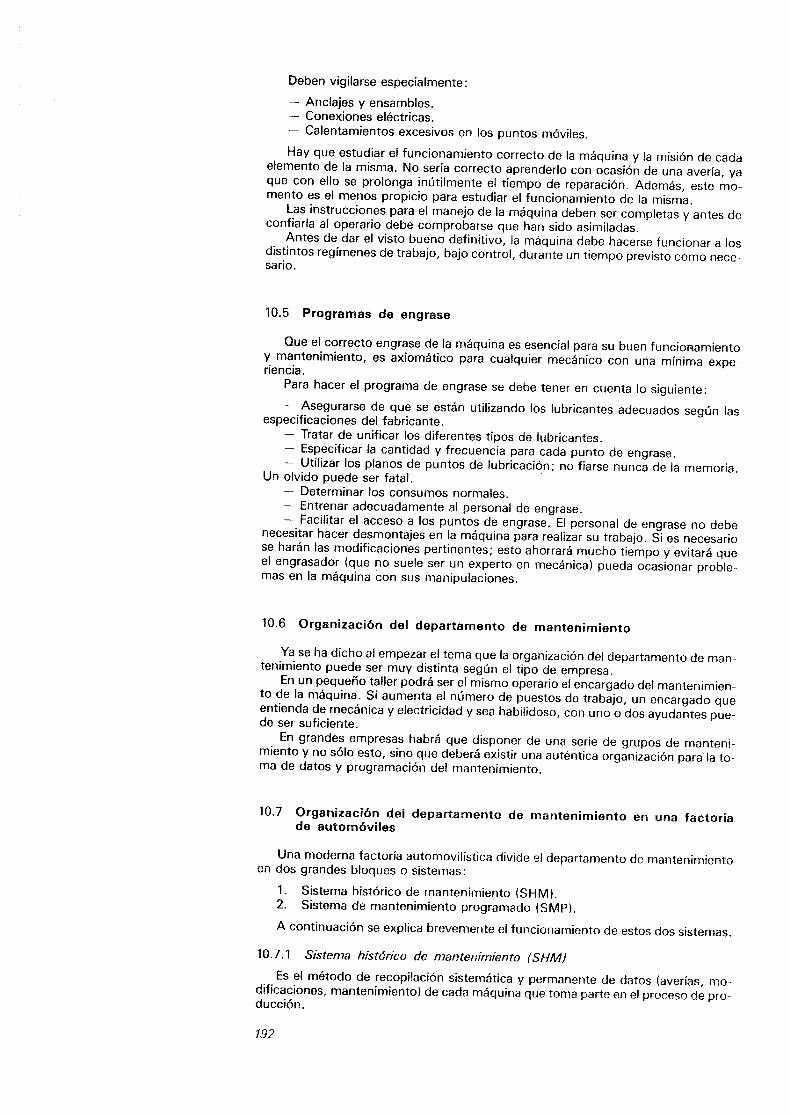
Deben vigilarse especialmente :- Anclajes y ensambles .- Conexiones eléctricas .- Calentamientos excesivos en los puntos móviles .Hay que estudiar el funcionamiento correcto de la máquina y la misión de cadaelemento de la misma . No sería correcto aprenderlo con ocasión de una avería, yaque con ello se prolonga inútilmente el tiempo de reparación . Además, este mo-mento es el menos propicio para estudiar el funcionamiento de la misma .Las instrucciones para el manejo de la máquina deben ser completas y antes deconfiarla al operario debe comprobarse que han sido asimiladas .Antes de dar el visto bueno definitivo, la máquina debe hacerse funcionar a losdistintos regímenes de trabajo, bajo control, durante un tiempo previsto como nece-sario .
10.5 Programas de engrase
Que el correcto engrase de la máquina es esencial para su buen funcionamientoy mantenimiento, es axiomático para cualquier mecánico con una mínima expe-riencia .Para nacer el programa de engrase se debe tener en cuenta lo siguiente :- Asegurarse de que se están utilizando los lubricantes adecuados según las
especificaciones del fabricante .- Tratar de unificar los diferentes tipos de lubricantes .- Especificar la cantidad y frecuencia para cada punto de engrase .- Utilizar los planos de puntos de lubricación ; no fiarse nunca de la memoria .Un olvido puede ser fatal .- Determinar los consumos normales .- Entrenar adecuadamente al personal de engrase .- Facilitar el acceso a los puntos de engrase . El personal de engrase no debenecesitar hacer desmontajes en la máquina para realizar su trabajo . Si es necesariose harán las modificaciones pertinentes ; esto ahorrará mucho tiempo y evitará queel engrasador (que no suele ser un experto en mecánica) pueda ocasionar proble-mas en la máquina con sus manipulaciones .
10.6 Organización del departamento de mantenimiento
Ya se ha dicho al empezar el tema que la organización del departamento de man-tenimiento puede ser muy distinta según el tipo de empresa .En un pequeño taller podrá ser el mismo operario el encargado del mantenimien-to de la máquina . Si aumenta el número de puestos de trabajo, un encargado queentienda de mecánica y electricidad y sea habilidoso, con uno o dos ayudantes pue-de ser suficiente .En grandes empresas habrá que disponer de una serie de grupos de manteni-miento y no sólo esto, sino que deberá existir una auténtica organización para la to-ma de datos y programación del mantenimiento .
10.7 Organización del departamento de mantenimiento en una factoríade automóviles
Una moderna factoría automovilística divide el departamento de mantenimientoen dos grandes bloques o sistemas :
192
1 .
Sistema histórico de mantenimiento (SHM) .2 .
Sistema de mantenimiento programado (SMP) .A continuación se explica brevemente el funcionamiento de estos dos sistemas .
10.7 .1 Sistema histórico de mantenimiento (SHM)Es el método de recopilación sistemática y permanente de datos (averías, mo-
dificaciones, mantenimiento) .de cada máquina que toma parte en el proceso de pro-ducción .
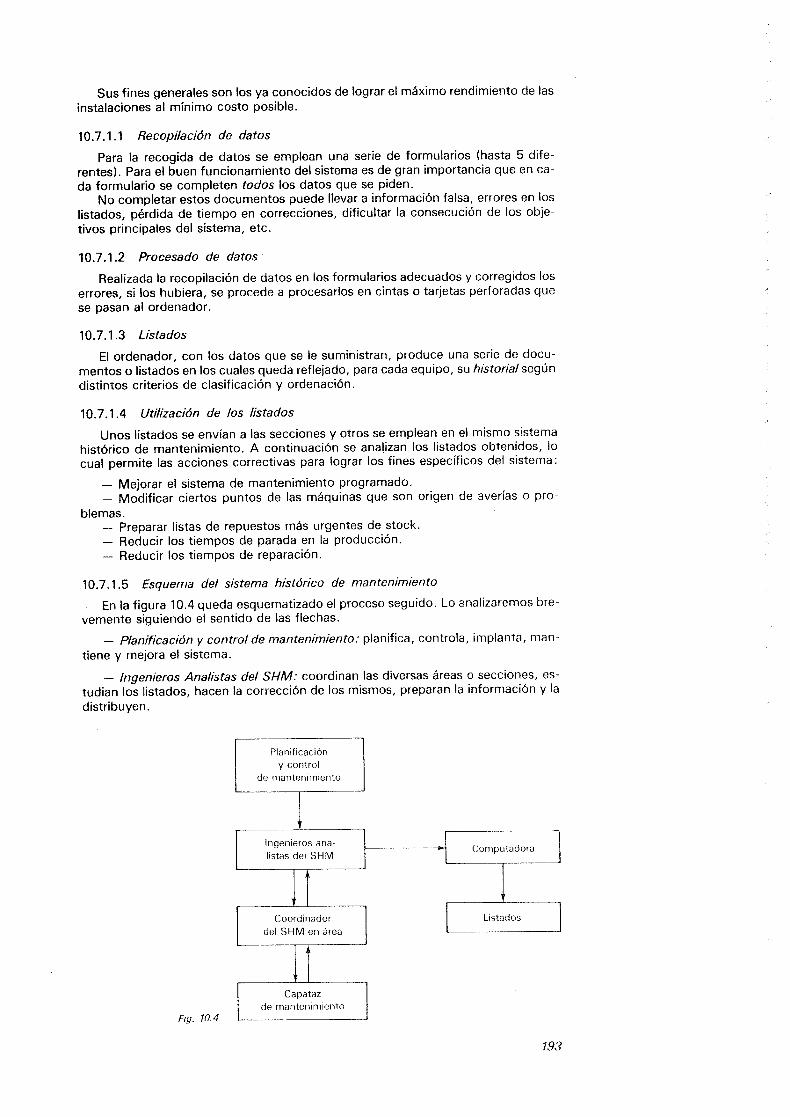
Sus fines generales son los ya conocidos de lograr el máximo rendimiento de lasinstalaciones al mínimo costo posible .
10 .7 .1 .1 Recopilación de datos
Para la recogida de datos se emplean una serie de formularios (hasta 5 dife-rentes) . Para el buen funcionamiento del sistema es de gran importancia que en ca-da formulario se completen todos los datos que se piden .
No completar estos documentos puede llevar a información falsa, errores en loslistados, pérdida de tiempo en correcciones, dificultar la consecución de los obje-tivos principales del sistema, etc .
10.7 .1 .2 Procesado de datosRealizada la recopilación de datos en los formularios adecuados y corregidos los
errores, si los hubiera, se procede a procesarlos en cintas o tarjetas perforadas quese pasan al ordenador .
10.7 .1 .3 ListadosEl ordenador, con los datos que se le suministran, produce una serie de docu-
mentos o listados en los cuales queda reflejado, para cada equipo, su historial segúndistintos criterios de clasificación y ordenación .
10 .7 .1 .4 Utilización de los listados
Unos listados se envían a las secciones y otros se emplean en el mismo sistemahistórico de mantenimiento . A continuación se analizan los listados obtenidos, locual permite las acciones correctivas para lograr los fines específicos del sistema
- Mejorar el sistema de mantenimiento programado .- Modificar ciertos puntos de las máquinas que son origen de averías o pro-
blemas .- Preparar listas de repuestos más urgentes de stock .- Reducir los tiempos de parada en la producción .- Reducir los tiempos de reparación .
10.7 .1 .5 Esquema del sistema histórico de mantenimiento
En la figura 10 .4 queda esquematizado el proceso seguido . Lo analizaremos bre-vemente siguiendo el sentido de las flechas .
- Planificación y control de mantenimiento : planifica, controla, implanta, man-tiene y mejora el sistema .
- Ingenieros Analistas del SHM. coordinan las diversas áreas o secciones, es-tudian los listados, hacen la corrección de los mismos, preparan la información y ladistribuyen .
Fig. 10.4
193
194
- Coordinador de SHM en el área : coordina las órdenes de mantenimiento, in-dica el equipo que debe realizar Ía orden, instruye y da las órdenes al capataz .
- El capataz: es el encargado con su equipo de realizar el trabajo. Devuelve lasórdenes de mantenimiento, una vez cumplimentadas, con las observaciones, suge-rencias o cambios que haya tenido que realizar .
- El coordinador de área: revisa cada una de las órdenes ejecutadas y detectalas anomalías que puedan confundir a los ingenieros analistas ; completa con elloslas órdenes emitidas y comenta las variantes si las hay .
- Los ingenieros analistas, con las órdenes revisadas y analizadas, preparan lasórdenes definitivas para procesar y dan entrada en el ordenador.- El ordenador, con la información recibida, elabora las listas y documentosque forman la historia de cada una de las máquinas .
10.7 .2 Sistema de mantenimiento programado (SMP)Se encarga de programar la serie de actividades que tiene que realizar el equipo
de mantenimiento .Los fines son los señalados anteriormente : lograr la utilización más eficaz de las
máquinas e instalaciones al menor costo posible.
10.7 .2 .1
Proceso seguido por el sistema de mantenimiento programadoEmplea como documentación de base los listados preparados por SHM. Con es-tos datos prepara (programa) las órdenes de mantenimiento que deben quedar per-
fectamente identificadas y en las cuales se describe con detalle el trabajo a realizar(fig . 10 .5) .
No se deja nada a la improvisación, para lo cual se emplean siempre los mismosformularios cuyo rellenado completo es de la máxima importancia .
Con estos datos se rellenan las llamadas hojas muestras que servirán para intro-ducir los datos en el ordenador que es el encargado de preparar las órdenes de tra-bajo .
Ingenieros:analistas
Fig. 10.5
Listadopara SHM
Listadopara áreas
Sistemade mantenimiento
programado
Hoja dedistribuciónde trabajo
Toma de datospreparaciónhoja-maestra
Ordenadorproceso de datos
Ordenesde mantenimientocumplimentadaso canceladas
Ordenesde trabajo
o mantenimientoprogramado
Orden de trabajode mantenimiento
por áreas
Una vez ejecutado el trabajo se anotan las incidencias que hayan podido pre-sentarse ; por ejemplo, si hubo paro de producción, si se descubrió algún fallo o de-fecto que no pudo ser remediado pero que habrá que hacer en su día, etc .
Se anotan también los operarios que han intervenido en la operación, el materialempleado, etc . Asimismo, si se cancela la orden, habrá que especificar el motivo deesta decisión .
Todas estas órdenes, ejecutadas o canceladas, se remiten al SHM para su proce-sado.
10.8
Perspectivas del departamento de mantenimiento para el profesionalmecánico
El sistema de mantenimiento en las medianas y grandes empresas presenta unasperspectivas muy interesantes para el profesional mecánico o electricista .
Dada la moderna distribución del trabajo y la especialización subsiguiente, asícomo las grandes series de productos que se fabrican, las máquinas herramientasson cada vez más perfectas yse necesita cada día menos formación cualificada paramanejarlas, salvo para algunas máquinas o puestos especiales .
No sucede así en el departamento de mantenimiento, ya que cualquier trabajode repara%¡u es ili1ico en algún aspecto, lo cual evita toda posible rutina .
Cada día es más frecuente encontrar en las máquinas e instalaciones disposi-tivos neumáticos e hidráulicos así como eléctricos y electrónicos, lo que hace quecada vez sea más necesaria la cualificación de los profesionales que se dedican almantenimiento.
De todo esto se deduce que un buen profesional que aspire a esta actividad de-berá reunir una serie de cualidades ; a saber :
- Capacidad para leer e interpretar sin lugar a error planos e instrucciones, porcomplejos que sean .
- Habilidad para el manejo de los instrumentos y herramientas .- Intuición e imaginación mecánica, ya que aun en los mejores programas de
trabajo es posible que se haya escapado algún detalle que sólo aparece sobre lamarcha, de manera que el mecánico tiene que tener capacidad de improvisación ydebe resolver con la mayor celeridad el problema planteado . Junto a esta cualidaddebe poseer un gran sentido de la responsabilidad, tanto en la prevención de averíascomo en la toma de decisiones que, en ocasiones, reviste gran trascendencia .
CUESTIONARIO
10 .1
Clases de mantenimiento.10 .2
Influencia del proyecto en la prevención de mantenimiento.10 .3
Mantenimiento y volumen de repuestos .10 .4 Mantenimiento preventivo .10 .5
¿De qué factores depende el costo del mantenimiento?10.6
Documentación para las reparaciones .10 .7
¿Es conveniente efectuar un rodaje previo de las máquinas nuevas? ¿qué se pre-tende con ello?
10.8
Programa de engrase.10 .9 Organización del departamento de mantenimiento .10.10
Sistema de mantenimiento programado .
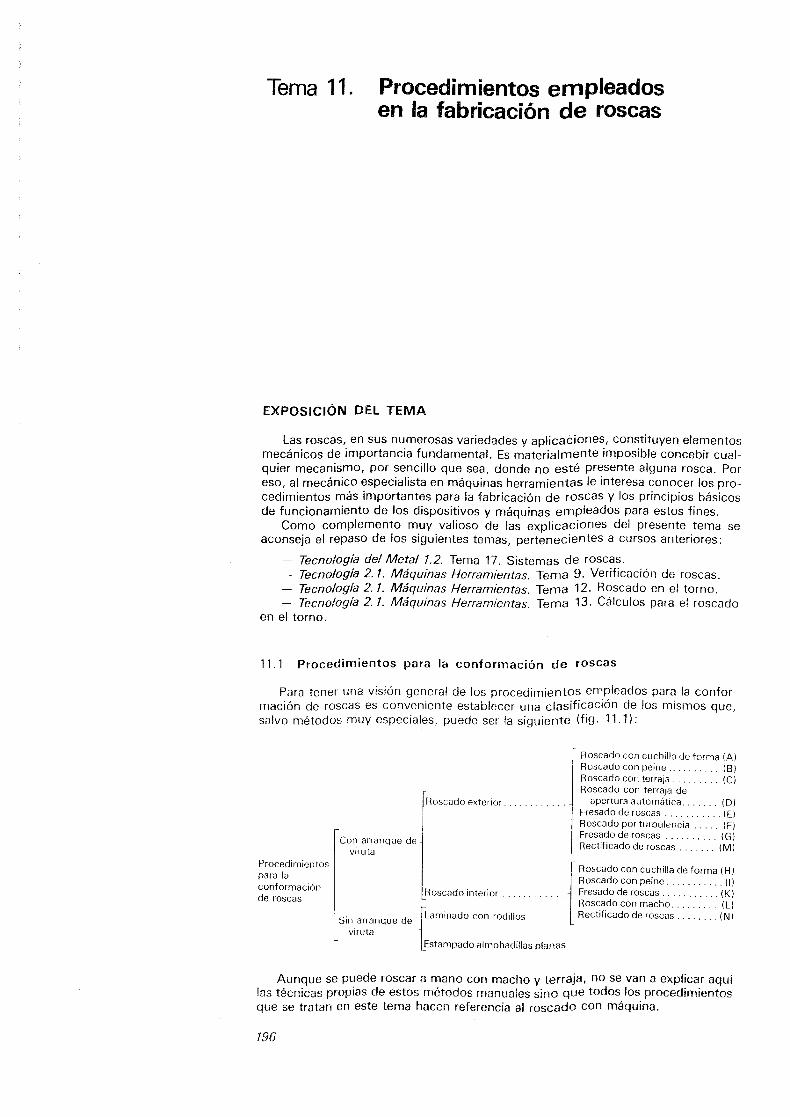
Tema 11 .
Procedimientos ennpleadosen la fabricación de roscas
EXPOSICIÓN DEL TENIA
Las roscas, en sus numerosas variedades y aplicaciones, constituyen elementosmecánicos de importancia fundamental . Es materialmente imposible concebir cual-quier mecanismo, por sencillo que sea, donde no esté presente alguna rosca . Poreso, al mecánico especialista en máquinas herramientas le interesa conocer los pro-cedimientos más importantes para la fabricación de roscas y los principios básicosde funcionamiento de los dispositivos y máquinas empleados para estos fines .
Como complemento muy valioso de las explicaciones del presente tema seaconseja el repaso de los siguientes temas, pertenecientes a cursos anteriores :
- Tecnología del Metal 1.2 . Tema 17 . Sistemas de roscas .- Tecnología 2. 1. Máquinas Herramientas . Tema 9. Verificación de roscas .- Tecnología 2. 1. Máquinas Herramientas, Tema 12 . Roscado en el torno .- Tecnología 2. 1. Máquinas Herramientas . Tema 13 . Cálculos para el roscado
en el torno .
11 .1 Procedimientos para la conformación de roscas
Para tener urja visión general de los procedimientos empleados para la confor-mación de roscas es conveniente establecer una clasificación de los mismos que,salvo métodos muy especiales, puede ser la siguiente (fig . 11 .1) :
196
Aunque se puede roscar a mano con macho y terraja, no se van a explicar aquílas técnicas propias de estos métodos manuales sino que todos los procedimientosque se tratan en este tema hacen referencia al roscado con máquina.
Roscado con cuchilla de forma (A)Roscado con peine . . . . . . . , . . (g)Roscado con terraja . . . . . . . , . (C)Roscado con terraja de
Roscado exterior . . . . . . . . . . . . . apertura automática . . . . . . . (D)Fresado de roscas . . . ., . . . . . .(E)Roscado por turbulencia . . . . . (F)
Con arranque deFresado de roscas . . . . . . . . . . (G)
viiuta Rectificado de roscas . . . . . . . (M)
Procedimientos Roscado con cuchilla de forma (H)para laconformación
Roscado con peine . . . . . . . . . . . (I)de Roscado interior . . . . . . . . . Fresado de roscas . . . . . . . . . . . ((()roscas Roscado con macho . . . . . . . . . (L)
Sin arranque de Laminado con rodillos Rectificado de roscas . . . . . . . . (N)viruta
Estampado almohadillas planas
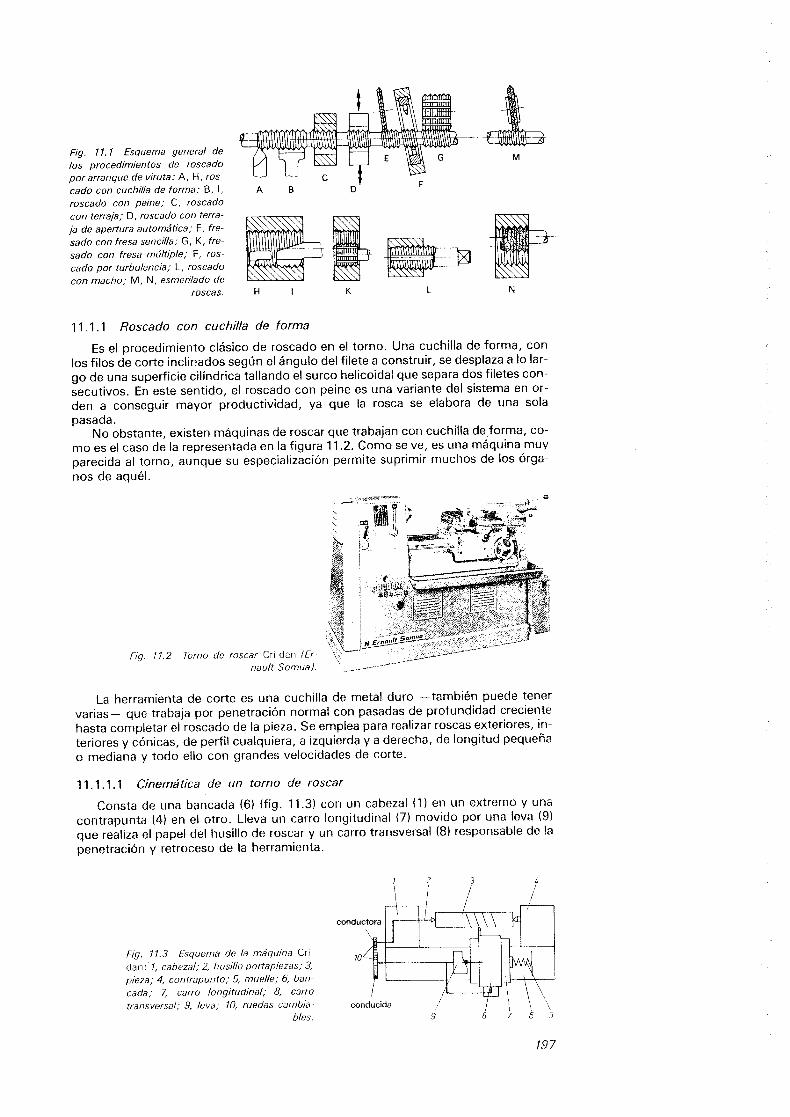
11 .1 .1 Roscado con cuchilla de forma
Fig. 11 .2 Torno de roscar Cri-dan (Er-nault-Somua).
11 .1 .1 .1 Cinemática de un torno de roscar
rige¡i iiffl
illlllüüü,i
IllltllltllIlltlllltll~
I-
IY~~
1Í
?wonilliuFig. 11.1 Esquema general delos procedimientos de roscadopor arranque de viruta : A, H, ros-cado con cuchilla de forma; B, I,roscado con peine; C, roscadocon terraja; D, roscado con terra-ja de apertura automática ; E, fre-
sado con fresa sencilla ; G, K, fre-sado con fresa múltiple ; F, ros-cado por turbulencia; L, roscadoconmacho; M, N, esmerilado de
roscas . H 1
K
L
N
A BC
IMOMI
IIIIIIIIII~~IIIt~tili ,.Illlllllll~i
Es el procedimiento clásico de roscado en el torno. Una cuchilla de forma, conlos filos de corte inclinados según el ángulo del filete a construir, se desplaza a lo lar-go de una superficie cilíndrica tallando el surco helicoidal que separa dos filetes con-secutivos. En este sentido, el roscado con peine es una variante del sistema en or-den a conseguir mayor productividad, ya que la rosca se elabora de una solapasada .
No obstante, existen máquinas de roscar que trabajan con cuchilla de .forma, co-mo es el caso de la representada en la figura 11 .2 . Como se ve, es una máquina muyparecida al torno, aunque su especialización permite suprimir muchos de los órga-nos de aquél.
La herramienta de corte es una cuchilla de metal duro -también puede tenervarias- que trabaja por penetración normal con pasadas de profundidad crecientehasta completar el roscado de la pieza . Se emplea para realizar roscas exteriores, in-
teriores y cónicas, de perfil cualquiera, a izquierda y a derecha, de longitud pequeñao mediana y todo ello con grandes velocidades de corte .
Consta de una bancada (6) (fig . 11 .3) con un cabezal (1) en un extremo y unacontrapunta (4) en el otro . Lleva un carro longitudinal (7) movido por una leva (9)que realiza el papel del husillo de roscar y un carro transversal (8) responsable de lapenetración y retroceso de la herramienta .
Fig. 11 .3 Esquema de la máquina Cri-dan : 1, cabezal; 2, husillo portapiezas; 3,pieza; 4, contrapunto; 5, muelle ; 6, ban-cada ; 7, carro longitudinal ; 8, carrotransversal; 9, leva; 10, ruedas cambia-
conducidables.
ImlimaauX1111111111111111Wv~rr
M
WINMEIII: i~~~Yi~á;9~z
II II
19 7
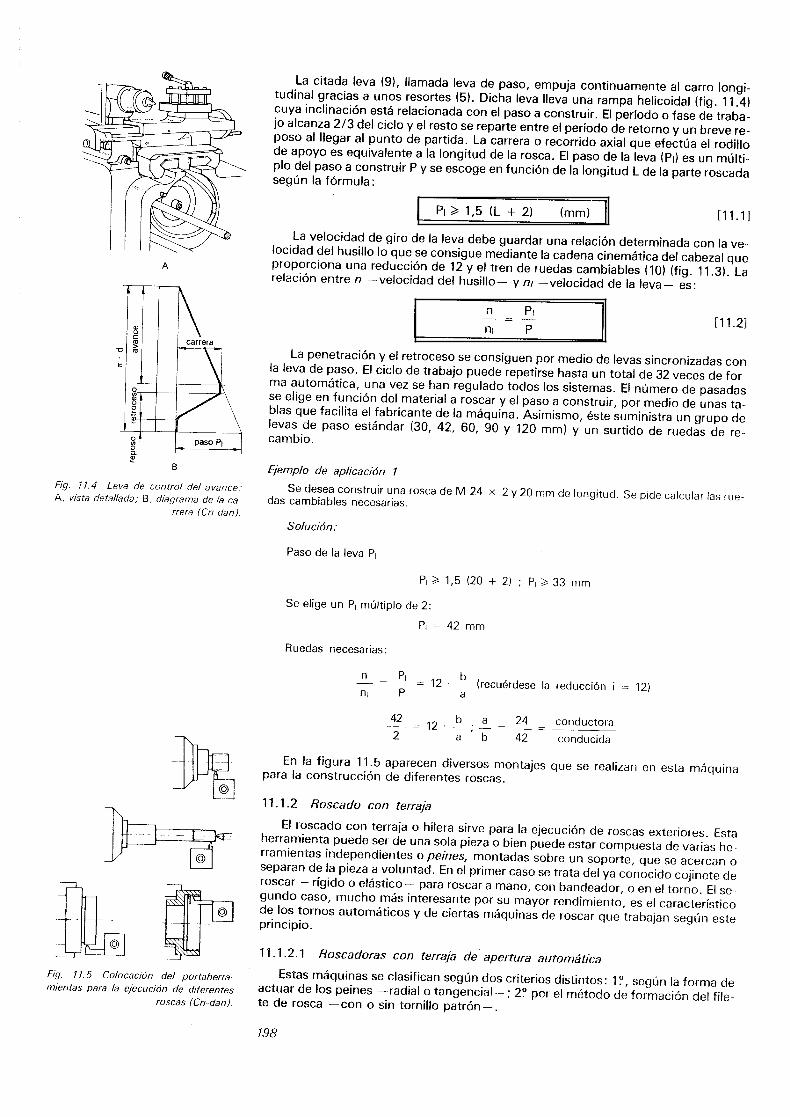
tÑó
Ñ0
A
B
carrera
paso P,
Fig. 11 .4 Leva de control del avance :A, vista detallada; B, diagrama de la ca-
rrera (Cri-dan).
Fiq. 11 .5 Colocación del portaherra-mientas para la ejecución de diferentes
roscas (Cri-dan).
198
La citada leva (9), llamada leva de paso, empuja continuamente al carro longi-tudinal gracias a unos resortes (5) . Dicha leva lleva una rampa helicoidal (fig . 11 .4)cuya inclinación está relacionada con el paso a construir. El período o fase de traba-jo alcanza 2/3 del ciclo y el resto se reparte entre el período de retornoy un breve re-poso al llegar al punto de partida . La carrera o recorrido axial que efectúa el rodillode apoyo es equivalente ala longitud de la rosca. El paso de la leva (Pi) es un múlti-plo del paso a construir P y se escoge en función de la longitud L de la parte roscadasegún la fórmula :
La velocidad de giro de la leva debe guardar una relación determinada con la ve-locidad del husillo lo que se consigue mediante la cadena cinemática del cabezal queproporciona una reducción de 12 y el tren de ruedas cambiables (10) (fig . 11 .3). Larelación entre n -velocidad del husillo- y n/ -velocidad de la leva- es :
Ejemplo de aplicación 1
Solución :
Paso de la leva P,
Se elige un P, múltiplo de 2 :
Ruedas necesarias :
11 .1 .2 Roscado con terraja
I
Pi , 1,5 (L + 2)
(mm)
P,ni PLIZZ
La penetración y el retroceso se consiguen por medio de levas sincronizadas conla leva de paso. El ciclo de trabajo puede repetirse hasta un total de 32 veces de for-ma automática, una vez se han regulado todos los sistemas . El número de pasadasse elige en función del material a roscar y el paso a construir, por medio de unas ta-blas que facilita el fabricante de la máquina . Asimismo, éste suministra un grupo delevas de paso estándar (30, 42, 60, 90 y 120 mm) y un surtido de ruedas de re-cambio .
Se desea construir una rosca de M 24 x 2 y 20 mm de longitud . Se pide calcular las rue-das cambiables necesarias .
Pi =42 mm
Pi = 2
b (recuérdese la reducción i = 12)n i P
a
42 = 12 . b
a_
- 24 - conductora2
a b 42 conducida
En la figura 11 .5 aparecen diversos montajes que se realizan en esta máquinapara la construcción de diferentes roscas .
El roscado con terraja o hilera sirve para la ejecución de roscas exteriores . Estaherramienta puede ser de una sola pieza o bien puede estar compuesta de varias he-rramientas independientes o peines, montadas sobre un soporte, que se acercan oseparan de la pieza a voluntad . En el primer caso se trata del ya conocido cojinete deroscar -rígido o elástico- para roscar a mano, con bandeados, o en el torno . El se-gundo caso, mucho más interesante por su mayor rendimiento, es el característicode los tornos automáticos y de ciertas máquinas de roscar que trabajan según esteprincipio.
Roncadoras con terraja de apertura automáticaEstas máquinas se clasifican según dos criterios distintos : 1°, según la forma deactuar de los peines -radial o tangencial- ; 2° por el método de formación del file-te de rosca -con o sin tornillo patrón- .
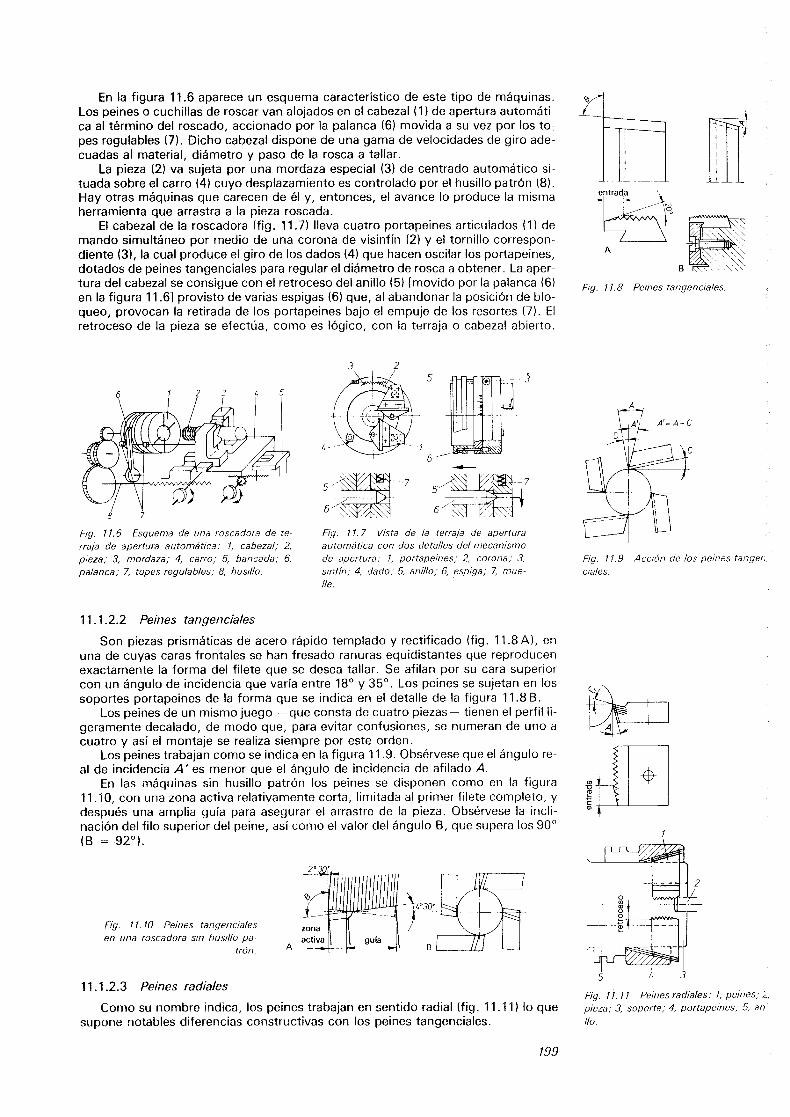
En la figura 11 .6 aparece un esquema característico de este tipo de máquinas .Los peines o cuchillas de roscar van alojados en el cabezal (1) de apertura automáti-ca al término del roscado, accionado por la palanca (6) movida a su vez por los topes regulables (7) . Dicho cabezal dispone de una gama de velocidades de giro ade-cuadas al material, diámetro y paso de la rosca a tallar .
La pieza (2) va sujeta por una mordaza especial (3) de centrado automático si-tuada sobre el carro (4) cuyo desplazamiento es controlado por el husillo patrón (8) .Hay otras máquinas que carecen de él y, entonces, el avance lo produce la mismaherramienta que arrastra a la pieza roscada .
El cabezal de la roscadora (fig . 11 .7) lleva cuatro portapeines articulados (1) demando simultáneo por medio de una corona de visinfín (2) y el tornillo correspon-diente (3), la cual produce el giro de los dados (4) que hacen oscilar los portapeines,dotados de peines tangenciales para regular el diámetro de rosca a obtener. La aper-tura del cabezal se consigue con el retroceso del anillo (5) [movido por la palanca (6)en la figura 11 .61 provisto de varias espigas (6) que, al abandonar la posición de blo-queo, provocan la retirada de los portapeines bajo el empuje de los resortes (7) . Elretroceso de la pieza se efectúa, como es lógico, con la terraja o cabezal abierto .
Fig . 11 .6 Esquema de una roscadora de te-rraja de apertura automática : 1, cabezal; 2,pieza; 3, mordaza; 4, carro; 5, bancada; 6,palanca; 7, topes regulables ; 8, husillo .
11 .1 .2 .2 Peines tangenciales
Son piezas prismáticas de acero rápido templado y rectificado (fig . 11 .8 A), enuna de cuyas caras frontales se han fresado ranuras equidistantes que reproducenexactamente la forma del filete que se desea tallar . Se afilan por su cara superiorcon un ángulo de incidencia que varía entre 18° y 35° . Los peines se sujetan en lossoportes portapeines de la forma que se indica en el detalle de la figura 11 .8 B .
Los peines de un mismojuego -que consta de cuatro piezas- tienen el perfil li-geramente decalado, de modo que, para evitar confusiones, se numeran de uno acuatro y así el montaje se realiza siempre por este orden .
Los peines trabajan como se indica en la figura 11 .9 . Obsérvese que el ángulo re-al de incidencia A' es menor que el ángulo de incidencia de afilado .A .
En las máquinas sin husillo patrón los peines se disponen como en la figura11 .10, con una zona activa relativamente corta, limitada al primer filete completo, ydespués una amplia guía para asegurar el arrastre de la pieza . Obsérvese la inclinación del filo superior del peine, así como el valor del ángulo B, que supera los 90°(B = 92°) .
Fig . 11 .10 Peines tangencialesen una roscadora sin husillo pa-
trón .
11 .1 .2 .3 Peines radiales
Fig . 11.7 Vista de la terraja de aperturaautomática con dos detalles del mecanismode apertura : 1, portapeines ; 2, corona ; 3,sinfin ; 4, dado ; 5, anillo ; 6, espiga ; 7, mue-lle .
Como su nombre indica, los peines trabajan en sentido radial (fig . 11 .11) lo quesupone notables diferencias constructivas con los peines tangenciales .
199
Fig . 11 .8 Peines tangenciales .
Fig . 11 .9
Acción de los peines tangerciales .
Fig . 11 . 11
Peines radiales : 1, peines; 2,pieza; 3, soporte; 4, portapeines; 5, anllo .
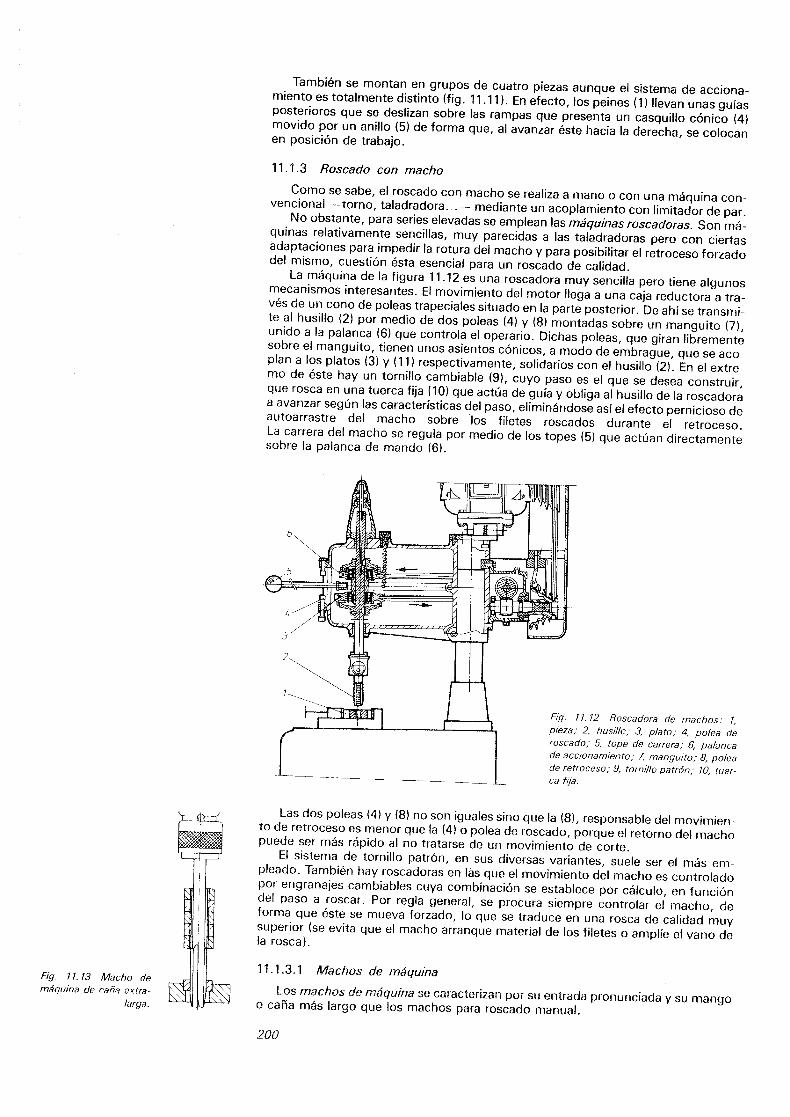
Fig, 11.13 Macho demáquina de caña extra-
larga.
También se montan en grupos de cuatro piezas aunque el sistema de acciona-miento es totalmente distinto (fig . 11 .11) . En efecto, los peines (1) llevan unas guíasposteriores que se deslizan sobre las rampas que presenta un casquillo cónico (4)movido por un anillo (5) de forma que, al avanzar éste hacia la derecha, se colocanen posición de trabajo .
11 .1 .3 Roscado con machoComo se sabe, el roscado con macho se realiza a mano o con una máquina con-vencional -torno, taladradora . . . - mediante un acoplamiento con limitador de par .No obstante, para series elevadas se emplean las máquinas roscadoras. Son má-quinas relativamente sencillas, muy parecidas a las taladradoras pero con ciertasadaptaciones para impedir la rotura del macho y para posibilitar el retroceso forzadodel mismo, cuestión ésta esencial para un roscado de calidad .La máquina de la figura 11 .12 es una roscadora muy sencilla pero tiene algunosmecanismos interesantes . El movimiento del motor llega a una caja reductora a tra-vés de un cono de poleas trapeciales situado en la parte posterior. De ahí se transmi-te al husillo (2) por medio de dos poleas (4) y (8) montadas sobre un manguito (7),unido a la palanca (6) que controla el operario . Dichas poleas, que giran librementesobre el manguito, tienen unos asientos cónicos, a modo de embrague, que se aco-plan a los platos (3) y (11) respectivamente, solidarios con el husillo (2) . En el extre-mo de éste hay un tornillo cambiable (9), cuyo paso es el que se desea construir,que rosca en una tuerca fija (10) que actúa de guía y obliga al husillo de la roscadoraa avanzar según las características del paso, eliminándose así el efecto pernicioso deautoarrastre del macho sobre los filetes roscados durante el retroceso .La carrera del macho se regula por medio de los topes (5) que actúan directamentesobre la palanca de mando (6) .
11 .1 .3 .1 Machos de máquina
200
Fig, 11 .12 Roscadora de machos : 1,pieza; 2, husillo; 3, plato; 4, polea deroscado; 5, tope de carrera; 6, palancade accionamiento; 7, manguito ; 8, poleade retroceso; 9, tornillo patrón ; 10, tuer-ca flia .
Las dos poleas (4) y (8) no son iguales sino que la (8), responsable del movimien-to de retroceso es menor que la (4) o polea de roscado, porque el retorno del machopuede ser más rápido al no tratarse de un movimiento de corte.El sistema de tornillo patrón, en sus diversas variantes, suele ser el más em-pleado . También hay roscadoras en las que el movimiento del macho es controladopor engranajes cambiables cuya combinación se establece por cálculo, en funcióndel paso a roscar . Por regla general, se procura siempre controlar el macho, deforma que éste se mueva forzado, lo que se traduce en una rosca de calidad muysuperior (se evita que el macho arranque material de los filetes o amplíe el vano dela rosca) .
Los machos de máquina se caracterizan por su entrada pronunciada y su mangoo caña más largo que los machos para roscado manual .
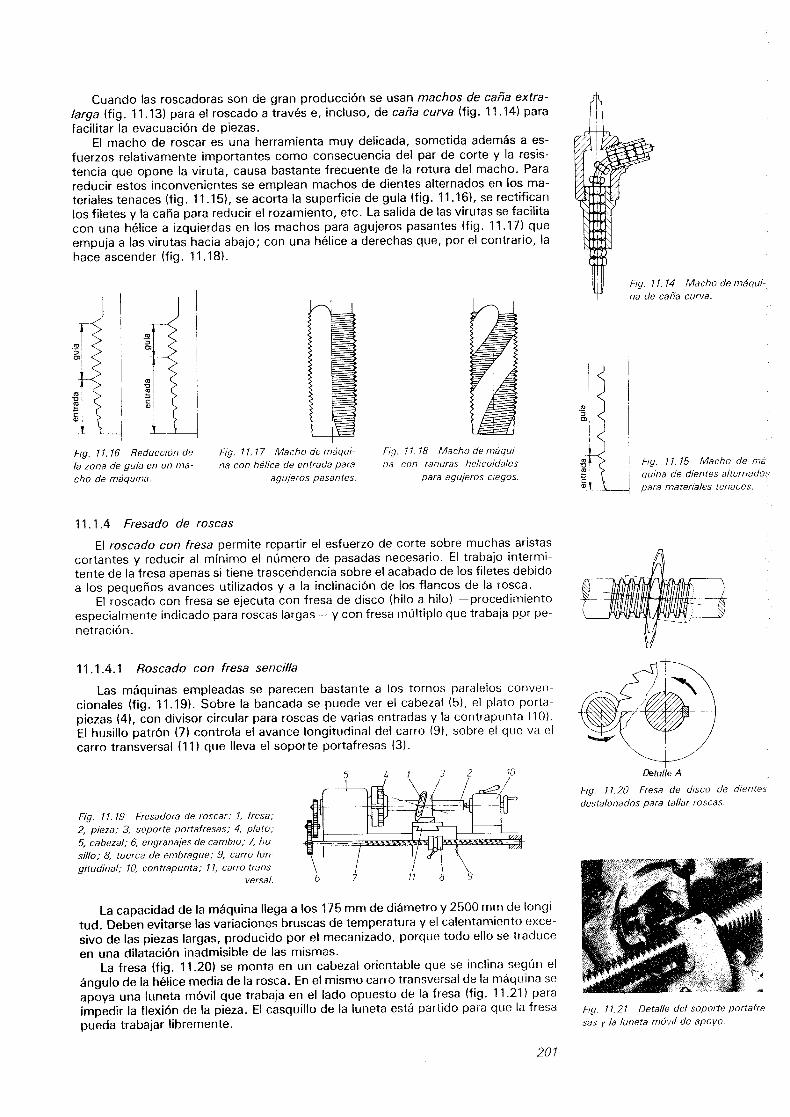
Cuando las roscadoras son de gran producción se usan machos de caña extra-larga (fig . 11 .13) para el roscado a través e, incluso, de caña curva (fig . 11 .14) parafacilitar la evacuación de piezas .
El macho de roscar es una herramienta muy delicada, sometida además a es-fuerzos relativamente importantes como consecuencia del par de corte y la resis-tencia que opone la viruta, causa bastante frecuente de la rotura del macho. Parareducir estos inconvenientes se emplean machos de dientes alternados en los ma-teriales tenaces (fig . 11 .15), se acorta la superficie de guía (fig . 11 .16), se rectificanlos filetes y la caña para reducir el rozamiento, etc. La salida de las virutas se facilitacon una hélice a izquierdas en los machos para agujeros pasantes (fig . 11 .17) queempuja a las virutas hacia abajo ; con una hélice a derechas que, por el contrario, lahace ascender (fig . 11 .18) .
Fig. 11 . 16
Reducción dela zona de guía en un ma-cho de máquina.
11 .1 .4 Fresado de roscas
El roscado con fresa permite repartir el esfuerzo de corte sobre muchas aristascortantes y reducir al mínimo el número de pasadas necesario . El trabajo intermi-tente de la fresa apenas si tiene trascendencia sobre el acabado de los filetes debidoa los pequeños avances utilizados y a la inclinación de los flancos de la rosca .
El roscado con fresa se ejecuta con fresa de disco (hilo a hilo) -procedimientoespecialmente indicado para roscas largas- y con fresa múltiple que trabaja pór pe-netración .
11 .1 .4 .1 Roscado con fresa sencilla
Las máquinas empleadas se parecen bastante a los tornos paralelos conven-cionales (fig . 11 .19) . Sobre la bancada se puede ver el cabezal (5), el plato porta-piezas (4), con divisor circular para roscas de varias entradas y la contrapunta (10) .El husillo patrón (7) controla el avance longitudinal del carro (9), sobre el que va elcarro transversal (11) que lleva el soporte portafresas (3) .
Fig. 11 . 19
Fresadora de roscar : 1, fresa;2, pieza; 3, soporte portafresas; 4, plato;5, cabezal; 6, engranajes de cambio ; 7, hu-sillo; 8, tuerca de embrague ; 9, carro lon-gitudinal; 10, contrapunta; 11, carro trans
versal.
Fig. 11 . 17
Macho de máqui-na con hélice de entrada para
agujeros pasantes .
Fig. 11 . 18
Macho de máqui-na con ranuras helicoidales
para agujeros ciegos .
La capacidad de la máquina llega a los 175mm de diámetro y 2500 mm de longi-tud . Deben evitarse las variaciones bruscas de temperatura y el calentamiento exce-sivo de las piezas largas, producido por el mecanizado, porque todo ello se traduceen una dilatación inadmisible de las mismas .
La fresa (fig . 11 .20) se monta en un cabezal orientable que se inclina según elángulo de la hélice media de la rosca. En el mismo carro transversal de la máquina seapoya una luneta móvil que trabaja en el lado opuesto de la fresa (fig . 11 .21) paraimpedir la flexión de la pieza . El casquillo de la luneta está partido para que la fresapueda trabajar libremente .
Fig. 11. 14
Macho de máqui-na de caña curva.
Fig. 11 . 15
Macho de ms",quina de dientes alternadospara maternales tenaces.
^I
lí'
n�,ltpl~~~/Iy11-111111111~1~11¡nlllll~l~lp11~¡d
Detalle A
Fig. 11 .20 Fresa de disco de dientesdestalonados para tallar roscas.
Fig. 11 .21
Detalle del soporte portafresas y la luneta móvil de apoyo.
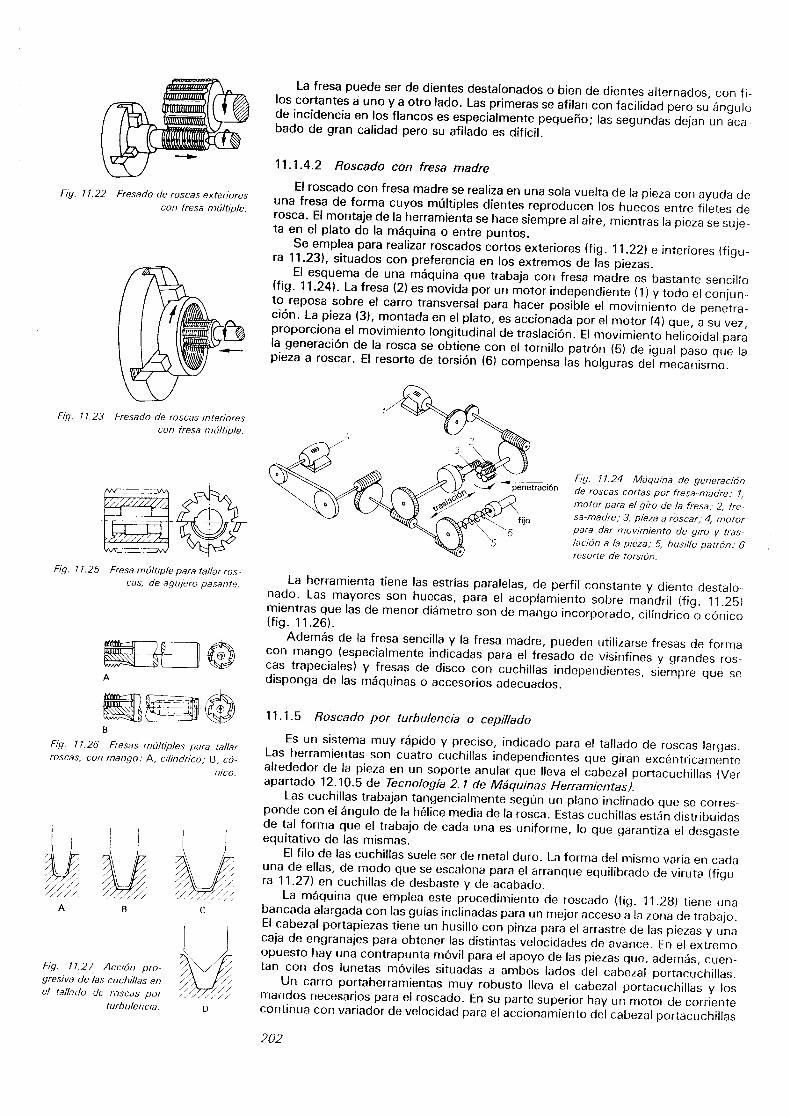
nema1
uuní'
ii'
Fig. 11 .22
Fresado de roscas exteriorescon fresa múltiple .
A
Fig. 11 .23
Fresado de roscas interiorescon fresa múltiple .
Fig . 11.25
Fresa múltiple para tallar ros-cas, de agujero pasante.
aFig. 11 .26 Fresas múltiples para tallarroscas, con mango : A, cilíndrico ; B, có-
nico .
Fig. 11 .27 Acción pro-gresiva de las cuchillas enel tallado de roscas por
turbulencia. p
La fresa puede ser de dientes destalonados o bien de dientes alternados, con fi-los cortantes a uno y a otro lado . Las primeras se afilan con facilidad pero su ángulode incidencia en los flancos es especialmente pequeño ; las segundas dejan un aca-bado de gran calidad pero su afilado es difícil .
11 .1 .4 .2 Roscado con fresa madreEl roscado con fresa madre se realiza en una sola vuelta de la pieza con ayuda deuna fresa de forma cuyos múltiples dientes reproducen los huecos entre filetes derosca . El montaje de la herramienta se hace siempre al aire, mientras la pieza se suje-ta en el plato de la máquina o entre puntos .Se emplea para realizar roscados cortos exteriores (fig . 11 .22) e interiores (figu-ra 11 .23), situados con preferencia en los extremos de las piezas .El esquema de una máquina que trabaja con fresa madre es bastante sencillo(fig . 11 .24) . La fresa (2) es movida por un motor independiente (1) y todo el conjun-to reposa sobre el carro transversal para hacer posible el movimiento de penetra-ción . La pieza (3), montada en el plato, es accionada por el motor (4) que, a su vez,proporciona el movimiento longitudinal de traslación . El movimiento helicoidal parala generación de la rosca se obtiene con el tornillo patrón (5) de igual paso que lapieza a roscar . El resorte de torsión (6) compensa las holguras del mecanismo .
11 .1 .5 Roscado por turbulencia o cepillado
202
Fig. 11.24 Máquina de generaciónde roscas cortas por fresa-madre: 1,motor para el giro de la fresa; 2, fre-sa-madre ; 3, pieza a roscar ; 4, motorpara dar movimiento de giro y tras-lación a la pieza; 5, husillo patrón : 6resorte de torsión .
La herramienta tiene las estrías paralelas, de perfil constante y diente destalo-nado . Las mayores son huecas, para el acoplamiento sobre mandril (fig . 11 .25)mientras que las de menor diámetro son de mango incorporado, cilíndrico o cónico(fig . 11 .26) .Además de la fresa sencilla y la fresa madre, pueden utilizarse fresas de formacon mango (especialmente indicadas para el fresado de visinfines y grandes ros-cas trapeciales) y fresas de disco con cuchillas independientes, siempre que sedisponga de las máquinas o accesorios adecuados .
Es un sistema muy rápido y preciso, indicado para el tallado de roscas largas .Las herramientas son cuatro cuchillas independientes que giran excéntricamentealrededor de la pieza en un soporte anular que lleva el cabezal portacuchillas (Verapartado 12 .10.5 de Tecnología 2. 1 de Máquinas Herramientas).
Las cuchillas trabajan tangencialmente según un plano inclinado que se corres-ponde con el ángulo de la hélice media de la rosca . Estas cuchillas están distribuidasde tal forma que el trabajo de cada una es uniforme, lo que garantiza el desgasteequitativo de las mismas .
El filo de las cuchillas suele ser de metal duro . La forma del mismo varía en cadauna de ellas, de modo que se escalona para el arranque equilibrado de viruta (figu-ra 11 .27) en cuchillas de desbaste y de acabado.La máquina que emplea este procedimiento de roscado (fig . 11 .28) tiene unabancada alargada con las guías inclinadas para un mejor acceso a la zona de trabajo.El cabezal portapiezas tiene un husillo con pinza para el arrastre de las piezas y unacaja de engranajes para obtener las distintas velocidades de avance . En el extremoopuesto hay una contrapunta móvil para el apoyo de las piezas que, además, cuen-tan con dos lunetas móviles situadas a ambos lados del cabezal portacuchillas .Un carro porta herramientas muy robusto lleva el cabezal portacuchillas y los
mandos necesarios para el roscado . En su parte superior hay un motor de corrientecontinua con variador de velocidad para el accionamiento del cabezal portacuchillas
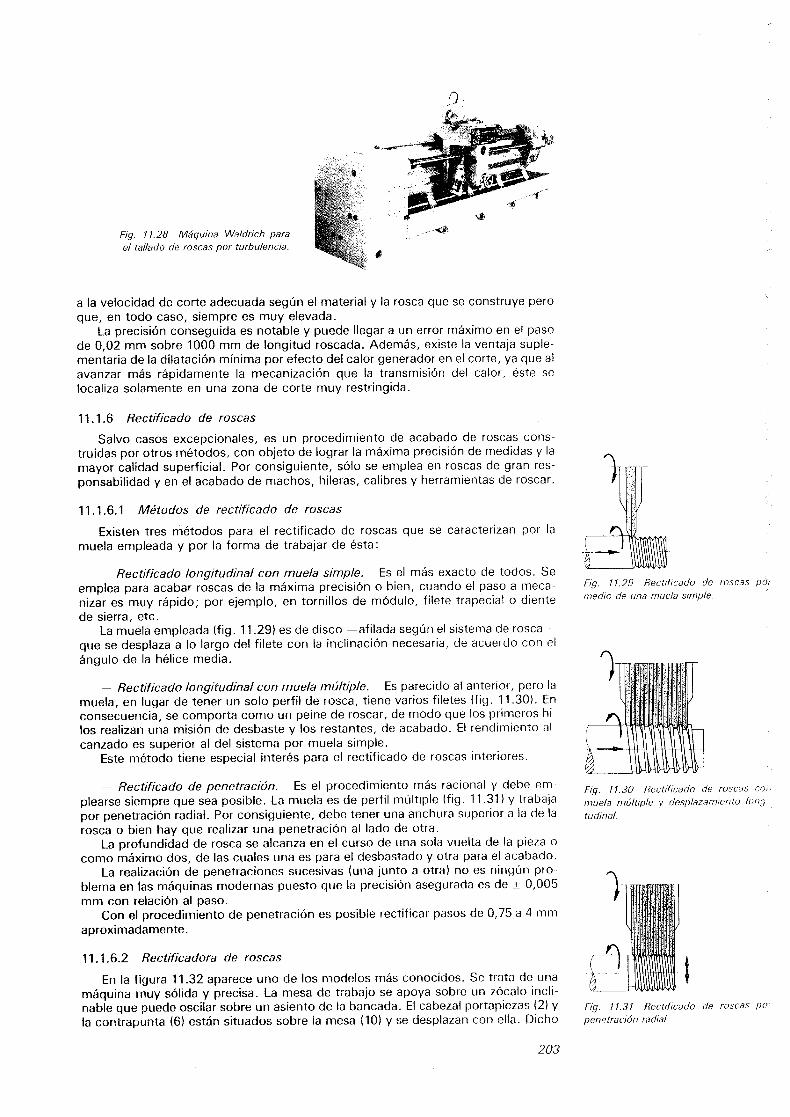
Fig. 11 .28 Máquina Waldrich parael tallado de roscas por turbulencia.
a la velocidad de corte adecuada según el material y la rosca que se construye peroque, en todo caso, siempre es muy elevada .
La precisión conseguida es notable y puede llegar a un error máximo en el pasode 0,02 mm sobre 1000 mm de longitud roscada . Además, existe la ventaja suple-mentaria de la dilatación mínima por efecto del calor generador en el corte, ya que alavanzar más rápidamente la mecanización que la transmisión del calor, éste selocaliza solamente en una zona de corte muy restringida .
11 .1 .6 Rectificado de roscas
Salvo casos excepcionales, es un procedimiento de acabado de roscas cons-truidas por otros métodos, con objeto de lograr la máxima precisión de medidas y lamayor calidad superficial . Por consiguiente, sólo se emplea en roscas de gran res-ponsabilidad y en el acabado de machos, hileras, calibres y herramientas de roscar .
11 .1 .6 .1 Métodos de rectificado de roscas
Existen tres métodos para el rectificado de roscas que se caracterizan por lamuela empleada y por la forma de trabajar de ésta
- Rectificado longitudinal con muela simple .
Es el más exacto de todos. Seemplea para acabar roscas de la máxima precisión o bien, cuando el paso a meca-nizar es muy rápido ; por ejemplo, en tornillos de módulo, filete trapecial o dientede sierra, etc .
La muela empleada (fig . 11 .29) es de disco -afilada según el sistema de rosca-que se desplaza a lo largo del filete con la inclinación necesaria, de acuerdo con elángulo de la hélice media .
- Rectificado longitudinal con muela múltiple .
Es parecido al anterior, pero lamuela, en lugar de tener un solo perfil de rosca, tiene varios filetes (fig . 11 .30) . Enconsecuencia, se comporta como un peine de roscar, de modo que los primeros hilos realizan una misión de desbaste y los restantes, de acabado . El rendimiento al-canzado es superior al del sistema por muela simple .
Este método tiene especial interés para el rectificado de roscas interiores .
- Rectificado de penetración.
Es el procedimiento más racional y debe em-plearse siempre que sea posible. La muela es de perfil múltiple (fig . 11 .31) y trabajapor penetración radial . Por consiguiente, debe tener una anchura superior a la de larosca o bien hay que realizar una penetración al lado de otra .
La profundidad de rosca se alcanza en el curso de una sola vuelta de la pieza ocomo máximo dos, de las cuales una es para el desbastado y otra para el acabado.
La realización de penetraciones sucesivas (una junto a otra) no es ningún pro-blema en las máquinas modernas puesto que la precisión asegurada es de ± 0,005mm con relación al paso .
Con el procedimiento de penetración es posible rectificar pasos de 0,75 a 4 mmaproximadamente .
11 .1 .6 .2 Rectificadora de roscas
En la figura 11 .32 aparece uno de los modelos más conocidos . Se trata de unamáquina muy sólida y precisa . La mesa de trabajo se apoya sobre un zócalo incli-nable que puede oscilar sobre un asiento de la bancada . El cabezal portapiezas (2) yla contrapunta (6) están situados sobre la mesa (10) y se desplazan con ella . Dicho
203
Fig. 11 .29 Rectificado de roscas pórmedio de una muela simple .
~
~~
ñmly
i
Ym
n
~p~
Fig. 11 .30 Rectificado de roscas co,,rnuela múltiple y desplazarniento long,tudinal.
11,1111
i
1,11 '¡
Fig. 11 .31 Rectificado de roscas popenetración radial.
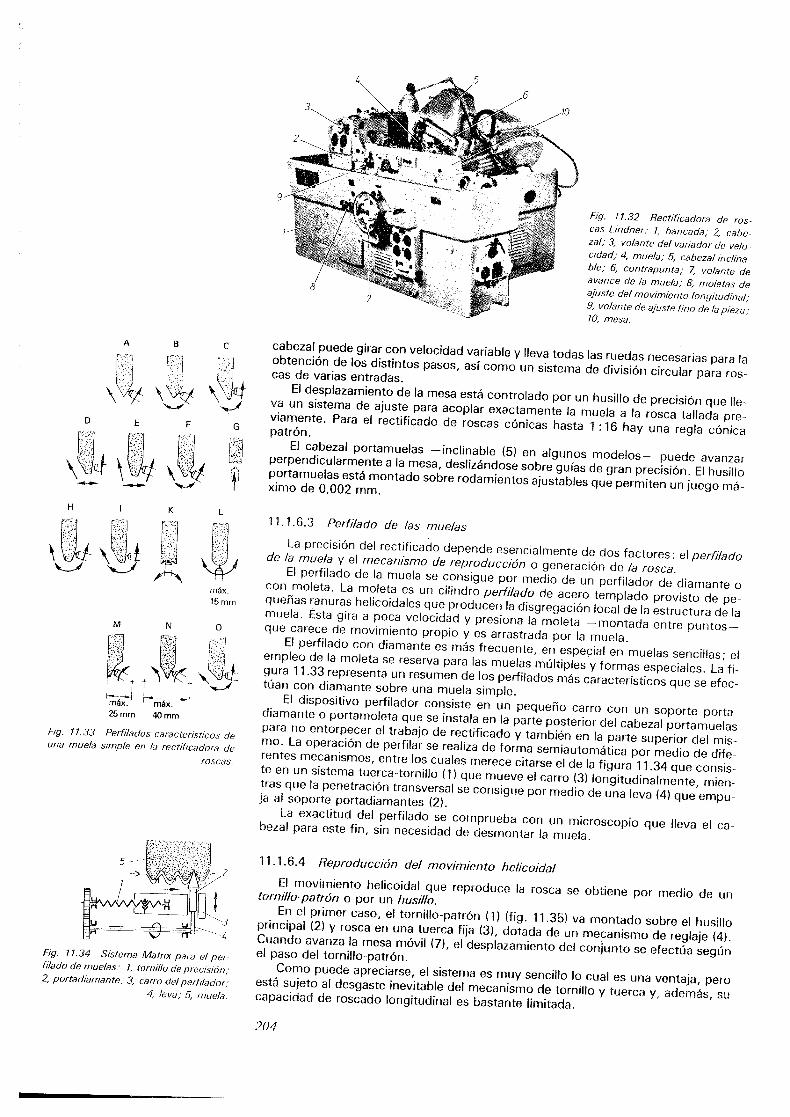
25 mm
40mm
Fig. 11 .33
Perfilados característicos deuna muela simple en la rectificadora de
roscas .
Fig. 11.34
Sistema Matrix para el per-filado de muelas : 1, tornillo de precisión;2, portadiamante; 3, carro del perfilador;
4, leva; 5, muela.
máx.15 mm
La precisión del rectificado depende esencialmente de dos factores : el perfiladode la muela y el mecanismo de reproducción o generación de la rosca.El perfilado de la muela se consigue por medio de un perfilador de diamante ocon moleta . La moleta es un cilindro perfilado de acero templado provisto de pe-queñas ranuras helicoidales que producen la disgregación local de la estructura de lamuela . Ésta gira a poca velocidad y presiona la moleta -montada entre puntos-que carece de movimiento propio y es arrastrada por la muela .El perfilado con diamante es más frecuente, en especial en muelas sencillas ; elempleo de la moleta se reserva para las muelas múltiples y formas especiales . La fi-gura 11 .33 representa un resumen de los perfilados más característicos que se efec-túan con diamante sobre una muela simple .El dispositivo perfilador consiste en un pequeño carro con un soporte porta-diamante o portamoleta que se instala en la parte posterior del cabezal portamuelaspara no entorpecer el trabajo de rectificado y también en la parte superior del mis-mo. La operación de perfilar se realiza de forma semiautomática por medio de dife-rentes mecanismos, entre los cuales merece citarse el de la figura 11 .34 que consis-te en un sistema tuerca-tornillo (1) que mueve el carro (3) longitudinalmente, mien-tras que la penetración transversal se consigue por medio de una leva (4) que empu-ja al soporte portadiamantes (2) .La exactitud del perfilado se comprueba con un microscopio que lleva el ca-bezal para este fin, sin necesidad de desmontar la muela .
11 .1 .6 .4 Reproducción del movimiento helicoidalEl movimiento helicoidal que reproduce la rosca se obtiene por medio de untornillo-patrón o por un husillo.En el primer caso, el tornillo-patrón (1) (fig . 11 .35) va montado sobre el husilloprincipal (2) y rosca en una tuerca fija (3), dotada de un mecanismo de reglaje (4).Cuando avanza la mesa móvil (7), el desplazamiento del conjunto se efectúa segúnel paso del tornillo-patrón .Como puede apreciarse, el sistema es muy sencillo lo cual es una ventaja, peroestá sujeto al desgaste inevitable del mecanismo de tornillo y tuerca y, además, sucapacidad de roscado longitudinal es bastante limitada .
204
Fig. 11 .32 Rectificadora de ros-cas Lindner: 1, bancada; 2, cabe-zal; 3, volante del variador de velo-cidad; 4, muela; 5, cabezal inclina-ble; 6, contrapunta; 7, volante deavance de la muela; 8, moletas deajuste del movimiento longitudinal;9, volante de ajuste fino de la pieza;10, mesa .
cabezal puede girar con velocidad variable y lleva todas las ruedas necesarias para laobtención de los distintos pasos, así como un sistema de división circular para ros-cas de varias entradas .El desplazamiento de la mesa está controlado por un husillo de precisión que lle-va un sistema de ajuste para acoplar exactamente la muela a la rosca tallada pre-viamente . Para el rectificado de roscas cónicas hasta 1 :16 hay una regla cónicapatrón .El cabezal portamuelas -inclinable (5) en algunos modelos- puede avanzarperpendicularmente a la mesa, deslizándose sobre guías de gran precisión . El husilloportamuelas está montado sobre rodamientos ajustables que permiten un juego má-ximo de 0,002 mm .
11 .1 .6 .3 Perfilado de las muelas
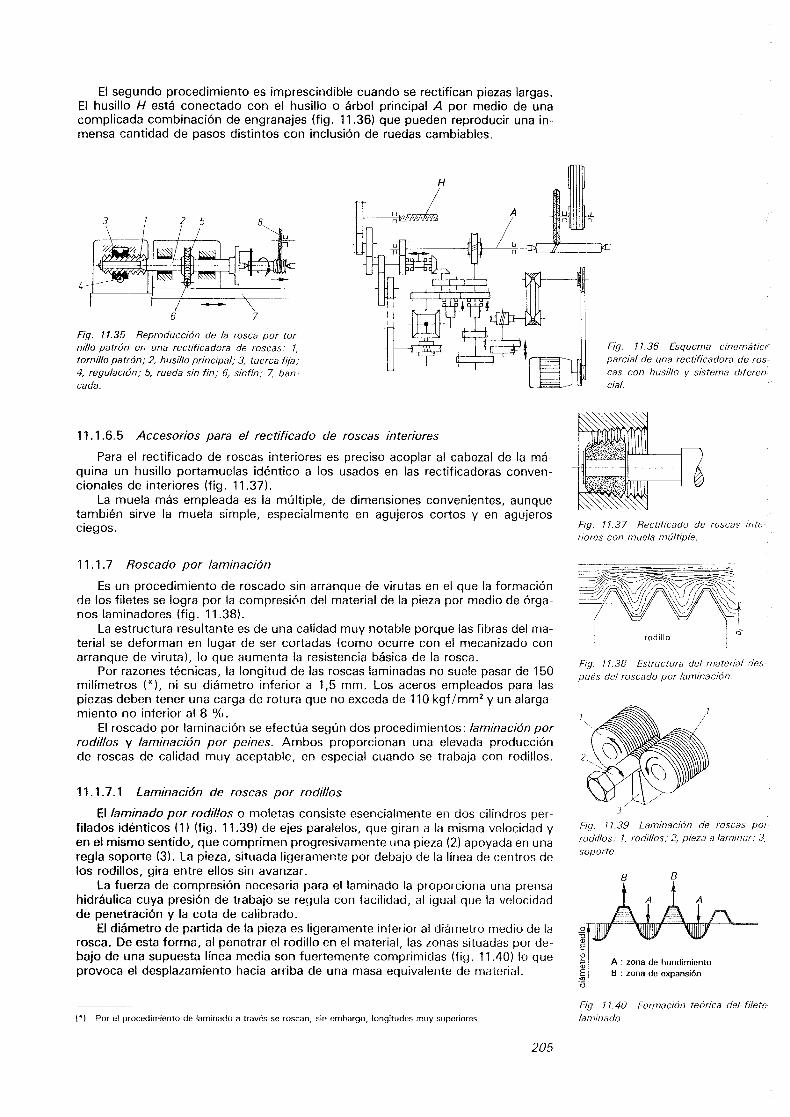
El segundo procedimiento es imprescindible cuando se rectifican piezas largas .El husillo H está conectado con el husillo o árbol principal A por medio de unacomplicada combinación de engranajes (fig . 11 .36) que pueden reproducir una in-mensa cantidad de pasos distintos con inclusión de ruedas cambiables .
fig. 11 .35 Reproducción de la rosca por tor-níllo-patrón en una rectificadora de roscas : 1,tornillo patrón ; 2, husillo principal; 3, tuerca fija;4, regulación; 5, rueda sin fin; 6, sinfín ; 7, ban-cada .
11 .1 .6 .5 Accesorios para el rectificado de roscas interiores
11 .1 .7 Roscado por laminación
11 .1 .7 .1 Laminación de roscas por rodillos
(*)
Por el procedimiento de laminado a través se roscan, sin embargo, longitudes muy superiores .
V~oova,
MIMI11
'(!'
UEM"Ilh~l
Para el rectificado de roscas interiores es preciso acoplar al cabezal de la má-quina un husillo portamuelas idéntico a los usados en las rectificadoras conven-cionales de interiores (fig . 11 .37) .
La muela más empleada es la múltiple, de dimensiones convenientes, aunquetambién sirve la muela simple, especialmente en agujeros cortos y en agujerosciegos .
Es un procedimiento de roscado sin arranque de virutas en el que la formaciónde los filetes se logra por la compresión del material de la pieza por medio de órga-nos laminadores (fig . 11 .38) .
La estructura resultante es de una calidad muy notable porque las fibras del ma-terial se deforman en lugar de ser cortadas (como ocurre con el mecanizado conarranque de viruta), lo que aumenta la resistencia básica de la rosca .
Por razones técnicas, la longitud de las roscas laminadas no suele pasar de 150milímetros (*), ni su diámetro inferior a 1,5 mm . Los aceros empleados para laspiezas deben tener una carga de rotura que no exceda de 110 kgf/mm 1 y un alarga-miento no inferior al 8 %.
El roscado por laminación se efectúa según dos procedimientos : laminación porrodillos y laminación por peines . Ambos proporcionan una elevada producciónde roscas de calidad muy aceptable, en especial cuando se trabaja con rodillos .
El laminado por rodillos o moletas consiste esencialmente en dos cilindros per-filados idénticos (1) (fig . 11 .39) de ejes paralelos, que giran a la misma velocidad yen el mismo sentido, que comprimen progresivamente una pieza (2) apoyada en unaregla soporte (3) . La pieza, situada ligeramente por debajo de la línea de centros delos rodillos, gira entre ellos sin avanzar.
La fuerza de compresión necesaria para el laminado la proporciona una prensahidráulica cuya presión de trabajo se regula con facilidad, al igual que la velocidadde penetración y la cota de calibrado .
El diámetro de partida de la pieza es ligeramente inferior al diámetro medio de larosca . De esta forma, al penetrar el rodillo en el material, las zonas situadas por de-bajo de una supuesta línea media son fuertemente comprimidas (fig . 11 .40) lo queprovoca el desplazamiento hacia arriba de una masa equivalente de material .
205
Fig. 11 .36 Esquema cinemáticrparcial de una rectificadora de ros-cas con husillo y sistema diferenciaí .
Fig. 11 .37 Rectificado de roscas inte-riores con muela múltiple .
Fig. 11 .38
Estructura del material des-pués del roscado por lamínación .
3Fig. 11 .39 Laminación de roscas poi
rodillos : 1, rodillos, 2, pieza a laminar; 3,soporte.
A : zona de hundimientoB : zona de expansión
Fig. 11 .40 Formación teórica del filetelaminado .
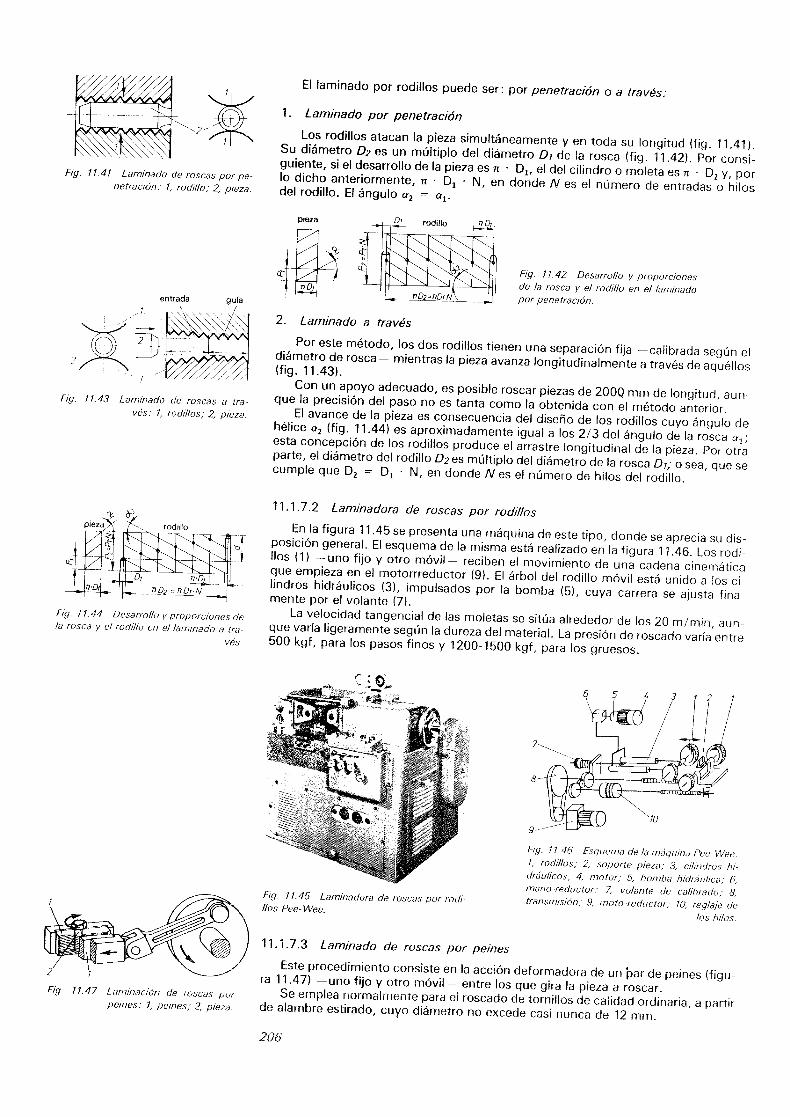
Fig . 11 .41
Laminado de roscas por pe-netración : 1, rodillo; 2, pieza.
entrada guía
Fig . 11 .43 Laminado de roscas a ira-ves . 1, rodillos, 2, pieza.
Fig . 11 .44
Desarrollo y proporciones dela rosca y el rodillo en el laminado a tra-
vés.
11 .47 Laminación de roscas pufpeines : 1, peines ; 2, pieza .
206
El laminado por rodillos puede ser : por penetración o a través :
1 .
Laminado por penetraciónLos rodillos atacan la pieza simultáneamente y en toda su longitud (fig . 11 .41) .Su diámetro D2 es un múltiplo del diámetro D1 de la rosca (fig . 11 .42) . Por consi-guiente, si el desarrollo de la pieza es n - Dl , el del cilindro o moleta es n - DZ y, porlo dicho anteriormente, ir - Dl - N, en donde N es el número de entradas o hilosdel rodillo. El ángulo a2 = a, .
pieza
2. Laminado a través
Por este método, los dos rodillos tienen una separación fija -calibrada según eldiámetro de rosca- mientras la pieza avanza longitudinalmente a través de aquéllos(fig . 11 .43) .Con un apoyo adecuado, es posible roscar piezas de 200Q mm de longitud, aun-que la precisión del paso no es tanta como la obtenida con el método anterior .El avance de la pieza es consecuencia del diseño de los rodillos cuyo ángulo dehélice a2 (fig . 11 .44) es aproximadamente igual a los 2/3 del ángulo de la rosca al ;esta concepción de los rodillos produce el arrastre longitudinal de la pieza. Por otraparte, el diámetro del rodillo D2 es múltiplo del diámetro de la rosca Di; o sea, que secumple que D2 = D, - N, en donde N es el número de hilos del rodillo .
11 .1 .7 .2 Laminadora de roscas por rodillos
Fig . 11.42
Desarrollo y proporcionesde la rosca y el rodillo en el laminadonQ¿~W1Nl
~'
porpenetración.
En la figura 11 .45 se presenta una máquina de este tipo, donde se aprecia su dis-posición general . El esquema de la misma está realizado en la figura 11 .46. Los rodi-llos (1) -uno fijo y otro móvil- reciben el movimiento de una cadena cinemáticaque empieza en el motorrreductor (9) . El árbol del rodillo móvil está unido a los ci-lindros hidráulicos (3), impulsados por la bomba (5), cuya carrera se ajusta fina-mente por el volante (7).La velocidad tangencia¡ de las moletas se sitúa alrededor de los 20 m/min, aun-que varía ligeramente según la dureza del material . La presión de roscado varía entre500 kgf, para los pasos finos y 1200-1500 kgf, para los gruesos .
Fig . 11 .45
Laminadora de roscas por rodi-llos Pee- Wee.
11 .1 .7 .3 Laminado de roscas por peines
Fig. 11 .46
Esquema de la máquina Pee-Wee.1, rodillos, 2, soporte pieza; 3, cilindros hi-dráulicos, 4, motor; 5, bomba hidráulica ; 6,mano-reductor; 7, volante de calibrado, 8,transmisión, 9, moto-reductor; 10, reglaje de
los hilos .
Este procedimiento consiste en la acción deformadora de un par de peines (figu-ra 11 .47) -uno fijo y otro móvil- entre los que gira la pieza a roscar .Se emplea normalmente para el roscado de tornillos de calidad ordinaria, a partirde alambre estirado, cuyo diámetro no excede casi nunca de 12 mm.
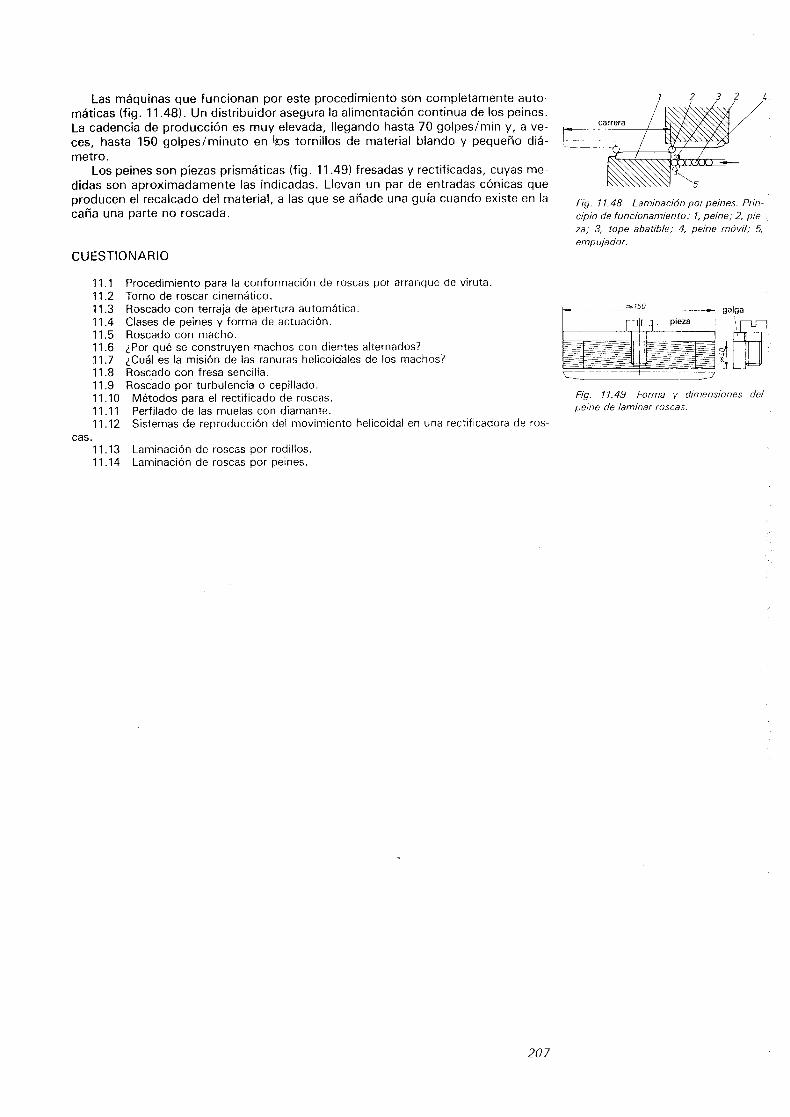
Las máquinas que funcionan por este procedimiento son completamente auto-máticas (fig . 11 .48) . Un distribuidor asegura la alimentación continua de los peines .La cadencia de producción es muy elevada, llegando hasta 70 golpes/min y, a veces, hasta 150 golpes/minuto en Ibs tornillos de material blando y pequeño diá-metro .
Los peines son piezas prismáticas (fig . 11 .49) fresadas y rectificadas, cuyas me-didas son aproximadamente las indicadas . Llevan un par de entradas cónicas queproducen el recalcado del material, a las que se añade una guía cuando existe en lacaña una parte no roscada .
CUESTIONARIO
11 .1
Procedimiento para la conformación de roscas por arranque de viruta .11 .2
Torno de roscar cinemático .11 .3
Roscado con terraja de apertura automática .11 .4
Clases de peines y forma de actuación .11 .5
Roscado con macho .11 .6
¿Por qué se construyen machos con dientes alternados?11 .7
¿Cuál es la misión de las ranuras helicoidales de los machos?11 .8
Roscado con fresa sencilla .11 .9
Roscado por turbulencia o cepillado .11 .10
Métodos para el rectificado de roscas .11 .11
Perfilado de las muelas con diamante .11 .12
Sistemas de reproducción del movimiento helicoidal en una rectificadora de ros-cas .
11 .13
Laminación de roscas por rodillos .11 .14
Laminación de roscas por peines .
Fig. 11 .48
Laminación por peines . Prin-cipio de funcionamiento : 1, peine; 2, pie-za ; 3, tope abatible; 4, peine móvil; 5,empujador.
__150
galga-ieza
_
I
Fig. 11 .49 Forma y dimensiones delpeine de laminar roscas .