técnicas de mantenimiento predictivo en plantas de cogeneración
TRANSCRIPT

Técnicas de Mantenimiento predictivo en plantas de cogeneración, por Santiago García Garrido Editar 0 8 …
Técnicas de mantenimiento predictivo en plantas industriales
Curso de turbinas de Vapor, Madrid 5-6 Marzo de 2009Curso de Motores de gas en plantas de cogeneración, Madrid 24-25 de Marzo de 2009Descargate gratis el curso de análisis de vibracionesUna parte importante de las tareas de mantenimiento de una planta de industrial corresponden a mantenimiento condicional o predictivo. Es decir, se chequea el equipo o la instalación, se realizan análisis, mediciones, tomas de datos e incluso simples observaciones visuales, y si se encuentra algo anormal, o la evolución de un parámetro no es la adecuada, se actúa. En ciertas plantas industriales adquieren cierta relevancia por el alto coste de una parada imprevista, y por la necesidad de algunas de ellas de funcionar el máximo número de horas posible.
por Santiago García [email protected]
Indice
1. El mantenimiento sistemático frente a las técnicas predictivas2. ¿Es el mantenimiento predictivo algo realmente útil y práctico?3. ¿Es el mantenimiento predictivo la mejor o única alternativa al plantear un plan de mantenimiento?4. Inspecciones visuales y lectura de indicadores5. Inspecciones boroscópicas6. Análisis de vibraciones6.1. Generalidades6.2. Puntos de medición6.3. Normas de severidad6.4. Fallos detectables por vibraciones en maquinas rotativas6.4.1. Desequilibrios6.4.2. Eje curvado6.4.3. Desalineamiento6.4.4. Problemas electromagnéticos6.4.5. Problemas de sujeción a bancada6.4.6. Holguras excesivas6.4.7. Mal estado de rodamientos y cojinetes6.5. El software experto
7. Análisis de aceites7.1. Generalidades7.2. Análisis de partículas de desgaste7.3. Análisis de otros contaminantes7.4. Análisis de las propiedades del aceite7.5. Análisis de aceite en transformadores
8. Termografía Infrarroja8.1. Generalidades y principios de funcionamiento8.2. Guía de actuación

8.3. Ventajas y desventajas de la termografía infrarroja8.4. Proceso de inspección8.5. Aplicaciones de la termografía en una planta industriales
9. Bibliografía
1. EL MANTENIMIENTO SISTEMÁTICO FRENTE A LAS TÉCNICAS PREDICTIVASUn error fundamental que es necesario poner de manifiesto es que las famosas curvas de probabilidad de fallo vs tiempo de funcionamiento no se corresponden con las tan conocidas ‘curvas de bañera’. En estas curvas se reconocían tres zonas:
- Zona inicial, de baja fiabilidad, por averías infantiles- Zona de fiabilidad estable, o zona de madurez del equipo- Zona final, nuevamente de baja fiabilidad, o zona de envejecimiento.
Como se daba por cierta esta curva para cualquier equipo, se suponía que transcurrido un tiempo (la vida útil del equipo), éste alcanzaría su etapa de envejecimiento, en el que la fiabilidad disminuiría mucho, y por tanto, la probabilidad de fallo aumentaría en igual proporción. De esta manera, para alargar la vida útil del equipo y mantener controlada su probabilidad de fallo era conveniente realizar una serie de tareas en la zona de envejecimiento, algo parecido a un ‘lifting’, para que la fiabilidad aumentara.
La estadística ha demostrado que, tras estudiar el comportamiento de los equipos en una planta industrial, el ciclo de vida de la mayoría de los equipos no se corresponde únicamente con la curva de bañera, sino que se diferencian 6 tipos de curvas:

Curiosamente, la mayor parte de los equipos no se comportan siguiendo la curva A o ‘curva de bañera’. Los equipos complejos se comportan siguiendo el modelo E, en el que la probabilidad de fallo es constante a lo largo de su vida, y el modelo F. Hay que señalar que según estudios realizados en aviación civil, la probabilidad de fallo del 68% de las piezas de un avión responde
2. ¿ES EL MANTENIMIENTO PREDICTIVO ALGO REALMENTE UTIL Y PRÁCTICO?
Pero ¿es el mantenimiento predictivo es una elucubración mental o realmente tiene alguna aplicación práctica en un entorno industrial real?
Probablemente, quien así lo plantea está pensando únicamente en el análisis de vibraciones. El precio de los equipos, la baja preparación de muchos técnicos, las dificultades de formación y lo complicado que resulta el análisis de los resultados a la hora de tomar decisiones basadas en éstos, han creado una mala fama a dicha técnica, que ha lastrado la imagen del mantenimiento predictivo.
Y no es que el análisis de vibraciones no sea una técnica soberbia sobre el papel. Simplemente, es que es complicada. Son tantas variables las que hay que tener en cuenta que hay que ser un gran experto para sacar conclusiones válidas, conclusiones fiables, que por ejemplo nos hagan tomar la decisión de abrir una máquina cara y cambiar sus rodamientos, o alinear, o rectificar un eje.
¿Pero el mantenimiento predictivo es únicamente análisis de vibraciones? Por supuesto que no. No es lo mismo cuestionarse el análisis de vibraciones como técnica fiable que el mantenimiento predictivo en general.
Recordemos que el alma del mantenimiento predictivo es, precisamente, la predicción. Se basa en tratar de predecir el estado de una máquina relacionándolo con una variable física de fácil medición. Por tanto, parece que el mantenimiento predictivo no es sólo el análisis de vibraciones. ¿Y qué variables físicas podemos relacionar con el desgaste? Muchas: la temperatura, la presión, la composición fisico-quimica de un aceite de lubricación. Hasta el aspecto físico de una máquina puede relacionarse con su estado.

Así, tomar lectura de la presión de descarga de una bomba, y ver su evolución en el tiempo nos puede dar una idea del estado de ésta (posibles obstrucciones en la admisión, estado del rodete). Tomar la temperatura de los rodamientos de un motor diariamente es también mantenimiento predictivo, por ejemplo.
Pueden establecerse en dos categorías relacionadas con las tareas de mantenimiento predictivo: las fáciles y las menos fáciles. Dentro de las fáciles estaría las inspecciones visuales de los equipos, las tomas de datos con instrumentación instalada de forma permanente (termómetros, manómetros, caudalímetros, medidas de desplazamiento o vibración, etc). Dentro de las menos fáciles yo destacaría cuatro técnicas: las boroscopias, los análisis de vibraciones, las termografías y los análisis de aceite.
Es evidente que las primeras son de tan fácil implementación, de tan bajo coste y tan evidentemente útiles que responden al título del tema propuesto por Chema de forma incontestable: desde luego que tienen posibilidades reales de aplicación.
Las segundas requieren de equipos más sofisticados y de conocimientos algo más avanzados.
Las boroscopias requieren del manejo de un equipo óptico sencillo. Requieren algo más de formación sobre lo que se espera observar. Parece obvio que introducir una pequeña cámara o lente en el interior de un gran motor de combustión para observar el estado de las camisas es más útil que abrir el motor. Si hablamos de turbinas de gas o de vapor, todavía es mucho más obvio.
Sobre los análisis de aceites, necesitan de un laboratorio bien equipado, y de químicos que interpreten sus resultados. Pero este es un servicio que suele prestar de forma gratuita el suministrador de aceite Desde luego, son juez y parte, y pueden recomendarnos la sustitución del aceite sin que haya llegado el momento. Pero con un mínimo de formación podemos interpretar los resultados del laboratorio de forma independiente, y usar al suministrador no para seguir sus recomendaciones, sino para interpretar nosotros mismos los resultados
Sobre termografías y mediciones termométricas, los equipos han bajado mucho de precio. Por menos de 5.000 euros pueden adquirirse ya cámaras termográficas de excelentes prestaciones. Y la interpretación de los resultados es francamente sencilla.
Y sobre la técnica estrella del mantenimiento predictivo, el análisis de vibraciones, ya hemos hablado del alto precio de los equipos y de la dificultad de la interpretación de los resultados.
Muchos responsables de mantenimiento se plantean estas predictivas como trabajos a subcontratar, para realizarlas una vez al trimestre, o incluso una vez al año y que se eliminan en cuanto se plantea una reducción de gastos. Quizás se olviden de que tan importante como el valor absoluto es la evolución del valor, de la variable física medida. Y que cuanto antes se detecte el problema mejor podremos programar la intervención o corregir el problema.
Por tanto, una opinión sensata sobre el mantenimiento predictivo podría ser la siguiente: Predictivo sí, siempre, aplicando las técnicas más sencillas posibles, aplicadas por los técnicos habituales de la planta de forma constante y analizando constantemente la evolución de las variables físicas medidas. Sólo sobre el análisis de vibraciones hay que tener alguna precaución: sí, pero sólo si disponemos de buenos equipos, un buen software y sobre todo un buen técnico para analizar los resultados. Y claro, no en todas las plantas: solo aquellas que tengan equipos rotativos grandes y caros (turbinas, motores de combustión, grandes motores eléctricos, etc).

3.EL MANTENIMIENTO PREDICTIVO COMO ÚNICA ALTERNATIVA PARA ELABORAR UN PLAN DE MANTENIMIENTO
Es indudable que enfocar la actividad de mantenimiento hacia el predictivo nos ha hecho avanzar, y representa una alternativa al preventivo sistemático o al correctivo.
No obstante, afirmar que el predictivo es la UNICA alternativa es, cuando menos, bastante arriesgado. Afirmar eso tiene tan poco rigor como afirmar que todos los equipos hay que llevarlos a correctivo o en todos los equipos hay que hacer un mantenimiento sistemático.
Imaginemos el caso de un equipo que debe funcionar 8760 horas al año. ¿Seguro que el predictivo es la alternativa? Imaginemos una turbina de gas de gran tamaño. El objetivo de disponibilidad es muy alto, por encima del 95%. Si hoy detectamos vibraciones y paramos para solucionarlo, mañana detectamos problemas en el aceite y paramos para solucionarlo, hacemos una boroscopia y hay problemas en un álabe, y abrimos la turbina (1 mes) para solucionarlo, otro día la bomba de lubricación tiene una temperatura alta en un rodamiento, y paramos, poco después detectamos con termografía un problema en el alternador o en el trafo, y paramos...¿sería posible conseguir más de un 95% de disponibilidad, que es por cierto una cifra muy habitual en ese sector?
La respuesta es no. En instalaciones que requieren de una altísima disponibilidad el mantenimiento no puede basarse UNICAMENTE en predictivo. Es imprescindible basarlo en un mantenimiento sistemático, de forma que una vez al año haya una parada de mantenimiento en la que se revisen determinados equipos, cada 2-4 años se abre la turbina y se sustituyen sistemáticamente los álabes y otros elementos de desgaste, se trata el aceite, se revisa la instalación eléctrica de forma exhaustiva, etc, etc. Además de eso, durante el tiempo de funcionamiento la planta va a estar muy vigilada de forma predictiva, realizándose boroscopias, termografías, análisis de vibraciones, de aceite, medición de espesores, etc. Y si se detecta un problema, será una gran desgracia y habrá que parar. Pero si el sistemático se hace correctamente, el diseño de la instalación y la selección de equipos es aporpiada, el preventivo sistemático suele dar un resultado estupendo.
Hay equipos, además, que se llevan a correctivo, sin mas. Es el caso de equipos duplicados de bajo coste y poca responsabilidad. No merece la pena hacer termografías, análisis de vibraciones, analisis amperimétricos, analisis de aceite. Si se rompe se repara, y ya está. Se observa el equipo, eso sí, pero poco más.
Por tanto, aún siendo las técnicas predictivas de gran importancia y que han supuesto un paso adelante en el mundo del mantenimiento, no es posible afirmar que todo el mantenimiento de cualquier planta industrial deba basarse en tareas condicionales dependiendo del resultado de las inspecciones predictivas.
4. INSPECCIONES VISUALES Y LECTURA DE INDICADORES
Las inspecciones visuales consisten en la observación del equipo, tratando de identificar posibles problemas detectables a simple vista. Los problemas habituales suelen ser: ruidos anormales, vibraciones extrañas y fugas de aire, agua o aceite, comprobación del estado de pintura y observación de signos de corrosión .
La lectura de indicadores consiste en la anotación de los diferentes parámetros que se miden en continuo en los equipos, para compararlos con su rango normal. Fuera de ese rango normal, el equipo tiene un fallo.
Estas inspecciones y lecturas, por su sencillez y economía, es conveniente que sean realizadas a diario, incluso varias veces al día, y que abarquen al mayor número de equipos posible. Suele llevarlas a cabo el personal de operación, lo que además les permite conocer de forma continua el

estado de la planta.
Estas inspecciones son además la base de la implantación del Mantenimiento Productivo Total, o TPM.
5. INSPECCIONES BOROSCÓPICAS
Las inspecciones boroscópicas son inspecciones visuales en lugares inaccesibles para el ojo humano con la ayuda de un equipo óptico, el baroscopio o endoscópio. Se desarrolló en el área industrial a raíz del éxito de las endoscopias en humanos y animales.
El boroscopio es un dispositivo largo y delgado en forma de varilla flexible. En el interior de este tubo hay un sistema telescópico con numerosas lentes, que aportan una gran definición a la imagen. Además, está equipado con una poderosa fuente de luz.
La imagen resultante puede verse en un monitor, o ser registrada en un videograbador o una impresora para su análisis posterior.
Entre las ventajas de este tipo de inspecciones están la facilidad para la llevarla a cabo sin apenas tener que desmontar nada y la posibilidad de guardar las imágenes, para su consulta posterior.
Las boroscopias se utilizan para realizar inspecciones de motores alternativos de gas, turbina de gas, turbina de vapor, caldera, y en general, en cualquier equipo de difícil acceso cuyos fallos pueden ser observados a simple vista, pero lo que se pretende observar no está accesible con facilidad para el ojo humano, pues implica dificultad de acceso, o grandes desmontajes. Así, en los motores alternativos se utilizan para conocer el estado de las cámaras de combustión; en la turbina de gas, se utiliza para conocer el estado de la cámara de combustión, de los quemadores y de los álabes; en la turbina de vapor, se utiliza para conocer el estado de álabes; en la caldera, se emplea para detectar fallos y fugas en haces tubulares y en zonas de difícil acceso
6. ANALISIS DE VIBRACIONES
6.1. Generalidades
Esta técnica del mantenimiento predictivo se basa en la detección de fallos en equipos rotativos principalmente, a través del estudio de los niveles de vibración. El objetivo final es obtener la representación del espectro de las vibraciones de un equipo para su posterior análisis.
Para aplicarla de forma efectiva y obtener conclusiones representativas y válidas, es necesario conocer determinados datos de la máquina como son el tipo de cojinetes, de correas, número de alabes o de palas, etc, y elegir los puntos adecuados de medida. También es necesario seleccionar el analizador más adecuado a los equipos existentes en la planta.
Existen dos técnicas diferentes:
1. Medición de la amplitud de la vibración: Da un valor global del desplazamiento o velocidad de la vibración. Cuando la vibración sobrepasa el valor preestablecido el equipo debe ser revisado. Únicamente informa de que hay un problema en el equipo, sin poderse determinar por esta técnica donde está el problema
2. Analizador del espectro de vibración: La vibración se descompone según su frecuencia. Analizando el nivel de vibración en cada una de las frecuencias se puede determinar la causa de la
anomalía.
En la generalidad de la máquinas se admite la presencia de algunas componentes de frecuencia en los espectros, siempre que no se observen armónicas o variaciones en el tiempo. Así, siempre es admisible la observación de un pico de vibración a la velocidad de rotación de la máquina (1xRPM) debido a desequilibrio, dado que la distribución de pesos a lo largo del eje de rotación nunca es absolutamente perfecta. También estará siempre presente la frecuencia de engranajes (es decir, si una caja reductora tiene 20 piñones, siempre se detectará un pico de vibración a 20xRPM, 20 veces la velocidad de giro), o la frecuencia de paso de álabes (un ventilador con 8 aspas presentará un pico de vibración a 8xRPM). En el caso de generadores, siempre se detectan picos correspondientes a fenómenos electromagnéticos, que dependen de la frecuencia de la red eléctrica y del número de polos del generador; así, es frecuente observar en estos equipos picos a 1500 RPM (o 25 Hertzios), 3000 RPM (50 Hertzios), 6000 RPM, etc.
La presencia de otras componentes de frecuencias como por ejemplo las relacionadas con torbellinos de aceite, frecuencias de paso de bolas de rodamientos, incluso la detección de ruido audible deben constituir motivo de preocupación, y por supuesto deben ser observadas e investigadas de forma sistemática, y una vez analizada la causa que las provoca, debe ser corregida.
6.2. Puntos de medición
Existen dos puntos en los cuales es importante medir el nivel de vibración:
- En los descansos, es decir, en aquellos puntos en los que la máquina se apoya. En el caso de motores eléctricos, es importante medir en los rodamientos o cojinetes, por ejemplo.
- En los puntos de unión con la bancada o cimentación

Es importante realizar la medida en los tres ejes del espacio: en las direcciones radiales (horizontal y vertical) y en la dirección axial.
6.3. Normas de severidad
Una guía de referencia para distinguir entre lo que puede entenderse como un funcionamiento normal o admisible de la máquina y un nivel de alerta lo constituyen normas como la ISO 2372.
Esta norma proporciona guías para aceptación de la amplitud de vibración para maquinaria rotativa operando desde 600 hasta 12 000 RPM. Específica niveles de velocidad general de vibración en lugar de niveles espectrales, y puede ser muy engañosa.ISO 2372 específica los límites de la velocidad de vibración basándose en la potencia de la máquina y cubre un rango de frecuencias desde 10 Hz (o 600 RPM) hasta 200 Hz (o 12000 RPM). Debido al rango limitado de alta frecuencia, se puede fácilmente dejar pasar problemas de rodamientos con elementos rodantes (rodamientos de bolas, de rodillos, etc). Esta norma está considerada obsoleta y se espera sea reformulada en breve.

Hay que tener en cuenta que estos niveles de severidad de vibración están referidos únicamente a vibración por desequilibrio, por lo que sólo son aplicables en lo referente a ese fallo. Por ello, es más práctico comparar el espectro de vibración obtenido con el espectro de referencia, es decir, aquel en el que hemos considerado que la máquina funciona correctamente (por ejemplo, el espectro tomado cuando la máquina era nueva). Si el nivel de vibración ha aumentado 2,5 veces respecto a esa referencia, debe ser motivo de alarma, pero no de intervención: habrá que vigilar el comportamiento del equipo. Si la vibración aumenta 10 veces, está será inadmisible y habrá que intervenir. Esta es una norma general que por supuesto habrña que comprobar en cada caso particular.
6.4. Fallos detectables por vibraciones en maquinas rotativas
Los fallos que pueden detectarse mediante el análisis de vibraciones son los siguientes:
6.4.1. Desequilibrios.
Es el fallo más habitual, y podría decirse que en torno al 40% de los fallos por vibraciones que se detectan en máquinas rotativas se deben a esta causa. Las tablas de severidad que se manejan habitualmente, y que expresan el grado de gravedad de una vibración, se refieren exclusivamente a vibración por desequilibrio. Cuando se presenta una distribución de pesos anormal en torno al eje de rotación se aprecia en la gráfica del análisis espectral una elevación de la velocidad de vibración a la frecuencia equivalente a la velocidad de rotación, como la que se aprecia en la figura adjunta

Puede verse un único pico de vibración, que corresponde a la velocidad de rotación (la máquina gira a 1500 RPM, la misma frecuencia a la que presenta el pico). El desequilibrio que se aprecia es admisible, teniendo en cuenta la tabla de severidad, pero será necesario observar como evoluciona.
El desequilibrio es un problema resoluble, modificando o reparando los elementos que causan la incorrecta distribución de pesos (falta de algún elemento, distribución de pesos de forma homogénea, eliminación de residuos incrustados en los elementos móviles, deformaciones, roturas, etc), o añadiendo unas pesas de equilibrado en los puntos adecuados que equilibren esta distribución
6.4.2. Eje curvado
Es una forma de desequilibrio, pero que en este caso no tiene solución por equilibrado. En este caso, se detecta la primera armónica (1xRPM) y se ve claramente la segunda.
6.4.3. Desalineamiento
Es una fuente de vibración fácilmente corregible, y causa más del 30% de los problemas de vibración que se detectan en la industria. Es importante alinear los equipos al instalarlos, comprobar la alineación cada cierto tiempo (anualmente, por ejemplo) y realizarla siempre que se intervenga en el equipo. Hay que tener en cuenta que existen ciertas tolerancias al desalineamiento, y que no es necesario que este sea absolutamente perfecto. Cada máquina y cada fabricante suelen aportar la tolerancia en el alineamiento. También es importante tener en cuenta que el hecho de disponer de acoplamientos flexibles no elimina la necesidad de alinear los equipos: la mayoría de los fabricantes recomienda alinear estos acoplamientos con el mismo cuidado y exactitud que si fueran acoplamientos rígidos
El desalineamiento puede ser paralelo, angular o combinado, como puede apreciarse en la figura adjunta:

Las siguientes referencias pueden ser útiles a la hora de estudiar el espectro de vibración:
- Si las tres primeras armónicas son significativas en las mediciones efectuadas en la dirección radial horizontal, es muy posible que el desalineamiento sea del tipo paralelo y esté presente en el plano vertical- Si las tres primeras armónicas son significativas en las mediciones efectuadas en la dirección radial vertical, es muy posible que el desalineamiento sea del tipo paralelo y esté presente en el plano horizontal- Si las tres primeras armónicas son significativas en las mediciones efectuadas en la dirección axial, entonces es muy posible que el desalineamiento sea del tipo angular- Si las tres primeras armónicas son significativas en las tres direcciones (radial horizontal, radial vertical y axial) podemos afirmar que el alineamiento que presenta el equipo es un verdadero desastre.
Es importante destacar que el nivel de vibración puede ser considerado bajo según la tabla de severidad anterior, pero si están presentes esas tres armónicas posiblemente haya un problema de desalineamiento que puede traducirse en una rotura, independientemente del nivel.
6.4.4. Problemas electromagnéticos.
Los motores y alternadores, además de todos los problemas asociados al resto de equipos rotativos, son susceptibles de sufrir toda una serie de problemas de origen electromagnético, como son los siguientes: desplazamiento del centro magnético estator respecto del centro del rotor; barras del rotor agrietadas o rotas; cortocircuito o fallos de aislamiento en el enrollado del estator; o deformaciones térmicas. Suelen apreciarse picos a la frecuencia de red (50 o 60 Hz), a la velocidad de rotación (1xRPM) y armónicos proporcionales al número de polos. También es fácil apreciar en los espectros la presencia de bandas laterales que acompañan a la vibración principal. En general, tienen poca amplitud, por lo que suelen pasar desapercibidos. Es necesaria gran experiencia para identificarlos y no confundirlos con otros problemas, como desalineamiento, desequilibrio, etc.
6.4.5. Problemas de sujeción a bancada
Otro de los problemas habituales en máquinas rotativas. Puede manifestarse como mala sujeción general a la bancada, o como es más habitual, con uno de sus apoyos mal fijado. En este caso, se

denomina ‘Pedestal Cojo’, y es un problema más frecuente de lo que pudiera parecer. Se identifica en general por presentar altos niveles de vibración en la primera y segunda armónica de la frecuencia de rotación (1XRPM y 2XRPM). Es curioso que, cuando se presenta el problema, aflojando uno de los apoyos la vibración DISMINUYE, en vez de aumentar. Ese suele ser uno de los principales indicativos de la presencia de este problema.
6.4.6. Holguras excesivas
En ocasiones las tolerancias de holgura en la unión de elementos mecánicos de la máquina ha sido excedida, o sencillamente, se han aflojado debido a la dinámica de operación de la máquina. Presenta las mismas frecuencias de vibración que el desalineamiento o el desequilibrio, pero cuando se intenta alinear o equilibrar la máquina se observa que los niveles de vibración no disminuyen.
6.4.7. Mal estado de rodamientos y cojinetes
Los fallos en rodamientos y cojinetes se detectan en general a frecuencias altas, por lo que son fácilmente identificables observando las vibraciones en el rango alto, es decir, a frecuencias elevadas (20xRPM o más). Para su análisis es conveniente tener en cuenta en número de elementos rodantes, el tipo (bolas, rodillos) etc.
- Torbellinos de aceite. Es un problema curioso y de fácil detección por análisis. Tienen su origen en una mala lubricación, que hace que la capa de lubricante varíe en espesor en el cojinete o rodamiento, dando lugar a una vibración que en general se situa por debajo de la frecuencia de giro de la máquina, y que suele aparecer típicamente a 0,5xRPM
- Resonancia. La resonancia está relacionada con la velocidad crítica y la frecuencia natural de la máquina. A esa frecuencia, que es diferente para cada equipo, las vibraciones se ven amplificadas de 10 a 30 veces. En general, los fabricantes de máquinas rotativas garantizan que la velocidad crítica de sus rotores sea suficientemente diferente de la velocidad de operación de éstos, por lo que es difícil encontrar un problema de velocidad crítica en una máquina correctamente diseñada.
6.5. El software experto
Determinados fabricantes de equipos de análisis han desarrollado programas informáticos capaces de interpretar automáticamente los espectros de vibración. Están basados en la experiencia de los técnicos y programadores, y resultan de gran ayuda. No obstante, siempre es necesario contrastar el resultado obtenido por el equipo con el de un buen analista.
7. Análisis de aceites
7.1. Generalidades
El análisis de aceites de lubricación, técnica aplicable a trafos y a equipos rotativos, suministra numerosa información utilizable para diagnosticar el desgaste interno del equipo y el estado del lubricante. En general, en una planta industrial se aplica a los siguiente equipos:
- Motor alternativo- Turbina de gas- Turbina de vapor- Generador

- Transformadores principal, de servicio y auxiliar- Bombas de alimentación de la caldera, sobre todo de alta y media presión- Bombas del circuito de refrigeración- Reductores de ventiladores- Ventiladores de torres de refrigeración- Aerocondensadores- Prensas y maquinaria con equipos oleohidráulicos de gran capacidad
El estado del equipo se determina estableciendo el grado de contaminación del aceite debido a la presencia de partículas de desgaste o sustancias ajenas a este.
El estado del aceite se determina comprobando la degradación que ha sufrido, es decir, la pérdida de capacidad de lubricar causada por una variación de sus propiedades físicas y químicas y sobre todo, las de sus aditivos.
La contaminación del aceite se puede determinar cuantificando en una muestra del lubricante, el contenido de partículas metálicas, agua, materias carbonosas y partículas insolubles.
La degradación se puede evaluar midiendo la viscosidad, la detergencia, la acidez y la constante dieléctrica
Es conveniente hacer notar que la contaminación y la degradación no son fenómenos independientes, ya que la contaminación es causante de degradación y esta última puede propiciar un aumento de la contaminación
7.2. Análisis de partículas de desgaste
Las técnicas que se utilizan actualmente para identificar y cuantificar el contenido de partículas de desgaste son principalmente la espectrometría de emisión, la espectrometría de absorción y la ferrografía, aunque también existen una serie de técnicas complementarias, como son el contaje de partículas o la inspección microscópica.
La espectrometría de emisión resulta muy útil, pues en menos de un minuto se analizan muchos elementos distintos. Se basa en que los átomos, al ser excitados, emiten una radiación cuyas longitudes de onda son función de su configuración electrónica. Por ello, cada elementos emite unas longitudes de onda características diferentes, y es posible identificar esos elementos a partir del análisis del espectro de emisión. El resultado del análisis es la concentración en ppm (partes por millón) de los diferentes metales presentes en una muestra de aceite usado.
La espectrometría de absorción es una técnica más laboriosa, pues necesita un análisis por cada elemento. Se basa en la que la cantidad de luz absorbida de una longitud de onda concreta por un átomo determinado es proporcional a la concentración de ese átomo.
La ferrografía es la más compleja de las tres técnicas y requiere de grandes conocimientos y experiencia para aprovechar todas sus posibilidades y toda la información que brinda. La muestra a analizar se diluye y se pasa por un cristal inclinado, que tiene un tratamiento superficial específico y está sometido a un fuerte campo magnético. Las fuerzas magnéticas retienen las partículas en el cristal, y se alinean en tiras. Las partículas se distribuyen por tamaños, de manera que las más grandes quedan junto al borde superior y las más pequeñas en la parte inferior. Las partículas poco magnéticas no se alinean en tiras, sino que se depositan al azar a lo largo del ferrograma permitiendo una rápida distinción entre partículas férreas y no férreas. Calentando el ferrograma se puede distinguir entre fundición de hierro, acero de alta y baja aleación, diferentes metales no ferrosos y materiales orgánicos e inorgánicos.

El contaje de partículas aporta información sobre la distribución de los distintos elementos presentes en la muestra de aceite por tamaños. La muestra pasa lentamente a través de un sensor donde las partículas contenidas son iluminadas por un rayo láser que produce en un fotodiodo un pico de corriente de altura proporcional al tamaño de la partícula; un sistema electrónico separa las señales en categorías.
La microscopía es la inspección con un microscopio de las partículas recogidas en colectores magnéticos, depósitos de aceite o filtros; es una técnica lenta pero relativamente económica.
Una vez determinado el contenido de partículas de desgaste, es necesario conocer su origen, para identificar dónde hay un problema potencial. La siguiente tabla puede servir de referencia en la búsqueda de origen de esas partículas:
Aluminio CojinetesBario Fugas de refrigerante, aditivo detergenteBoro Polvo atmosférico, fugas de refrigeranteCalcio Aditivo antiespumanteCobre Cojinetes de bronceEstaño Cojinetes de bronceHierro Mecanismos de distribución y engranajesNíquel EngranajesSilicio Aire atmosférico, aditivo antiespumanteSodio Fugas de refrigeranteZinc Cojinetes de latón, aditivo antioxidante
7.3. Análisis de otros contaminantes
Los contaminantes que se suelen analizar son el contenido en agua y la presencia de sustancias insolubles.
El agua en el aceite normalmente procede del sistema de refrigeración, por fugas en los intercambiadores. Por regla general puede decirse que el contenido de humedad del aceite no debe superar un 0.5%. El método más sencillo para detectarlo es el llamado de crepitación, que consiste en dejar caer una gota sobre una plancha metálica a 200 ºC y escuchar si se produce el ruido característico de la crepitación. La intensidad del ruido es indicativa de la cantidad de agua contaminante. Hay otros métodos rápidos de detección como el polvo Hidrokit y el papel Watesmo, utilizados por los minilaboratorios contenidos en maletas portátiles. En grandes laboratorios se utiliza el método del reactivo Karl Fischer que permite detectar concentraciones muy pequeñas.
La presencia de insolubles en el aceite es principalmente síntoma de degradación por oxidación, principalmente por temperatura excesiva. Como norma general, puede establecerse que el contenido en insolubles no debe sobrepasar el 3%. Para su determinación, se deposita una gota de aceite usado sobre un papel de filtro de alta porosidad, y se observar al cabo de varias horas. La mancha que se forma presenta tres zonas concéntricas:
• Una zona central oscura, por el alto contenido en carbón y rodeada de una aureola donde se depositan las partículas más pesadas.• La zona intermedia o de difusión, más o menos oscura, que con su extensión indica el poder dispersante del aceite.• La zona exterior o translúcida, que no tiene materias carbonosas y es donde llegan las fracciones más volátiles del aceite. Una extensión exagerada puede deberse a la presencia de combustible auxiliar (gasoil, fuel, etc.).
Para cada aceite se recomienda hacer dos manchas, una a 20 ºC y otra a 200 ºC, comprobando el

estado del aceite (dispersividad y detergencia) en ambas condiciones.
7.4. Análisis de las propiedades del aceite
Las propiedades que se analizan son la viscosidad (principal característica de un lubricante), detergencia, acidez y constante dieléctrica
La determinación de la viscosidad se hace midiendo el tiempo que tarda una bola en caer de un extremo a otro de un tubo lleno de aceite y convertirlo a unidades de viscosidad con la ayuda de un gráfico (viscosímetro de bolas)
La viscosidad de un aceite usado puede aumentar debido a su degradación (insolubles, agua, oxidación) o puede disminuir por la dilución por combustible auxiliar. Se considera que un aceite ha superado su límite de variación de la viscosidad si a 100ºC ésta ha variado más de un 30%.
El método más utilizado para la evaluación de la detergencia (capacidad para limpiar y disolver suciedad en el circuito hidráulico) es el de la mancha de aceite vista en el apartado anterior, por su rapidez y sencillez. Cuando un lubricante posee una buena detergencia la zona de difusión de la mancha es bastante extensa, y va disminuyendo a medida que pierde su poder detergente, desapareciendo cuando lareciendo cuando la detergencia está por agotarse.
La acidez no puede determinarse en campo o con métodos sencillos. Se evalúa con el número de basicidad total (TBN) y se determina según las ASTM D664 Y D2896; la primera usa el método de dosificación potenciométrica de ácido clorhídrico y la segunda el de dosificación potenciométrica de ácido perclórico. La basicidad del aceite permite neutralizar los productos ácidos que se forman en el circuito y que pueden atacar las piezas lubricadas. Por esta razón la pérdida de reserva alcalina es uno de los síntomas más utilizados para determinar la degradación del aceite y el período de cambio óptimo; en ningún caso el TBN de un aceite usado puede ser menor del 50% del correspondiente al aceite nuevo.
La determinación de la constante dieléctrica es muy importante, pues representa la capacidad aislante del aceite y es una medida de la magnitud de la degradación del aceite usado. Existen en el comercio equipos portátiles destinados al uso en taller y que utilizan la medición, con sensores capacitivos, de la variación de la constante dieléctrica del aceite usado con respecto al aceite nuevo.
7.5. Análisis de aceite en transformadores
El aceite en un transformador tiene como principales funciones el aislamiento dieléctrico y la evacuación de calor del núcleo del bobinado. La capacidad aislante de un aceite se ve afectada por muchos factores, que actúan solos o en conjunto, y muchas veces unos son catalizadores de los otros. Los catalizadores más importantes del proceso de oxidación son el hierro y el cobre. Hay una serie de factores también influyen en ese proceso oxidativo del aceite: la humedad, el calor, la tensión eléctrica, y la vibración.
Si el transformador no es llenado al vacío y sellado con respecto a la atmósfera, se necesitan inhibidores a la oxidación. Estos inhibidores pueden estar presentes en el aceite ya sea desde su fabricación o agregados posteriormente. Estos inhibidores son los llamados BHT / DBPC y son agregados al aceite a razón del 0,3% ppm. Es importante destacar que los inhibidores no tienen eficacia cuando el proceso de oxidación ha comenzado, por lo que el aceite tiene que ser inhibido, cuando no hay presencia de compuestos óxidos en el aceite.
Los ensayos físico-químicos que se realizan en el aceite son los siguientes:
• Acidez, es medida de acuerdo a la cantidad de Hidróxido de potasio que es necesario para neutralizar los compuestos ácidos en una muestra de aceite.• TIF, indica la presencia de compuestos polares disueltos en el aceite con mucha sensibilidad.• Rigidez Dieléctrica. Es medida en una celda entre dos electrodos, y mide en kilovoltios la capacidad de resistir la descarga disruptiva en el medio aceitoso.• Color, medido con un colorímetro ubica la muestra en una escala preestablecida. El cambio de color es más importante que el color mismo. Por ello, es necesario comparar el aceite analizado con un aceite de las mismas características sin usar.• Gravedad específica, o densidad relativa medida a 15° C.• Visual. Con esta inspección el aceite puede diferenciarse en nublado, claro, brillante, refulgente, etc.• Sedimentos. Es también una inspección visual, y para ser aceptable no debería detectarse ningún tipo de sedimento.• Contenido de inhibidor. En aceites aditivados con productos inhibidopres de humedad como el BHT o el DBPC, este ensayo determina el porcentaje de inhibidor que contiene. Cuando el inhibidor comienza a agotarse, el proceso de oxidación puede comienzar, y las características dieléctricas del aceite pueden verse alteradas.• Factor de Potencia, o tangente delta mide las corrientes de fuga a través de los contaminantes en suspensión en el aceite. Se mide a 25°C y a 100°C. Es uno de los ensayos más importantes puesto que es capaz de detectar leves contaminaciones de compuestos polares.• Humedad, mide el agua presente en el aceite, que puede estar en suspensión, solución, o emulsión. La humedad también es responsable de la variación de la capacidad asilante• Comatografía gaseosa. La cromatografía gaseosa es una herramienta muy valiosa en el mantenimiento predictivo, puesto que con una correcta evaluación de los gases presentes en el aceite puede diagnosticarse con cierta precisión lo que puede estar pasando dentro del transformador. Pueden deducirse a partir de los datos de una cromatografía la presencia de puntos calientes, efecto corona, arcos de alta o baja energía, etc.• Presencia de metales. Con este ensayo se determina la presencia de aluminio, hierro y cobre disueltos en el aceite, generalmente por Absorción Atómica. De acuerdo al resultado del ensayo se puede comprobar qué parte del transformador está dañada. Si es el núcleo se destacará el hierro, y si es el bobinado se destacará el cobre, o el aluminio.• Análisis de PCB. El PCB o Bifenilo policlorado es una sustancia utilizada como refrigerante, que ha resultado ser un poderoso cancerígeno y que figura entre los 12 contaminantes más poderosos. Es necesario realizar el análisis de PCB en aceites de los que se desconozca su procedencia o en aquellos que se sepa que han sido contaminados con este producto. El valor límite aceptable de contaminación por PCB es de 50 PPM. Por encima de este límite el aceite debe ser destruido por su impacto ambiental.
Cuando se ha llegado a un punto donde el aceite se encuentra fuera de sus especificaciones, y en consecuencia deja de cumplir sus funciones con eficacia es necesario iniciar el tratamiento de regeneración que le devuelva al aceite todos sus parámetros originales, extendiendo así la vida del transformador.
8. Termografía Infrarroja
8.1. Generalidades y principios de funcionamiento
La Termografía Infrarroja es la técnica de producir una imagen visible a partir de radiación infrarroja invisible (para el ojo humano) emitida por objetos de acuerdo a su temperatura superficial. La cámara termográfica es la herramienta que realiza esta transformación.
Estas cámaras miden la temperatura de cualquier objeto o superficie, y producen una imagen con colores que refleja la distribución de temperaturas. La imagen producida por una cámara infrarroja

es llamada Termografía o Termograma.
Esta técnica, de haber sido asociada a costosas aplicaciones militares y científicas, se ha convertido en una técnica común y con una gran cantidad de aplicaciones industriales. A través de imágenes térmicas es posible "observar" el escape de energía de una tubería o edificio, detectar e impedir el fallo de un circuito eléctrico o de un rodamiento.
La termografía permite detectar, sin contacto físico con el elemento bajo análisis, cualquier falla que se manifieste en un cambio de la temperatura, midiendo los niveles de radiación dentro del espectro infrarrojo.
En general, un fallo electromecánico antes de producirse se manifiesta generando e intercambiando calor. Este calor se traduce habitualmente en una elevación de temperatura que puede ser súbita, pero, por lo general y dependiendo del objeto, la temperatura comienza a manifestar pequeñas variaciones.
Si es posible detectar, comparar y determinar dicha variación, entonces se pueden detectar fallos que comienzan a gestarse y que pueden producir en el futuro cercano o a mediano plazo una parada de planta y/o un siniestro afectando personas e instalaciones. Esto permite la reducción de los tiempos de parada al minimizar la probabilidad de paradas imprevistas, no programadas, gracias a su aporte en cuanto a la planificación de las reparaciones y del mantenimiento.
La inspección termográfica en sistemas eléctricos tiene como objetivo detectar componentes defectuosos basándose en la elevación de la temperatura como consecuencia de un aumento anormal de su resistencia óhmica. Entre las causas que originan estos defectos, entre otras, pueden mencionarse:
• Conexiones con apriete insuficiente• Conexiones afectadas por corrosión• Suciedad en conexiones y/o en contactos• Degradación de los materiales aislantes
Todo equipo y/o elemento emite energía desde su superficie. Esta energía se emite en forma de ondas electromagnéticas que viajan a la velocidad de la luz a través del aire o por cualquier otro medio de conducción.
La cantidad de energía está en relación directa con su temperatura. Cuanto más caliente está el objeto, mayor cantidad de energía emite, y menor longitud de onda tiene esa energía. En general, esa emisión se hace en longitudes de onda mayor que la correspondiente al color rojo, que es la mayor que es capaz de captar el ojo humano. El espectro de emisión, es pues, infrarrojo y por tanto invisible. La cámara termográfica permite “ver” esa energía, transformándola en imágenes visibles
El descubridor de la radiación infrarroja fue Sir Frederick William Hershel, nacido en Alemania 1738, quien se interesó en verificar cuanto calor pasaba por filtros de diferentes colores al ser observados al sol. Sir Willian pudo determinar que los filtros de diferentes colores dejaban pasar diferente nivel de calor. Posteriormente hizo pasar luz del sol por un prisma de vidrio y con esto se formó un espectro (el arco iris). Llevando un control de la temperatura en los diferentes colores del espectro encontró que mas allá del rojo, fuera de la radiación visible, la temperatura es mas elevada y que esta radiación se comporta de la misma manera desde el punto de vista de refracción, reflexión, absorción y transmisión que la luz visible. Era la primera vez que se demostraba que había una radiación invisible al ojo humano.
8.2. Guía de actuación

Como primera aproximación, pueden tomarse como referencia las siguientes variaciones sobre la temperatura habitual, a fin de determinar un programa dereparación:
- Hasta 20ºC..Indica problemas, pero la reparación no es urgente. Se puede efectuar en paradas programadas.- 20ºC a 40ºC. Indica que la reparación requerida es urgente dentro de los 30 días.- 40ºC y más. Indica una condición de emergencia. La reparación, se debe realizar de inmediato.
Es importante indicar que en la termografía, como en casi todas las técnicas predictivas, tan importante como el valor puntual es la evolución del valor. Una única medición no tiene por qué ser indicativa de que exista un problema, y en cambio, el aumento de temperatura sobre lo que se midió en otras ocasiones en las mismas condiciones es lo que indica que se está gestando un problema que requerirá de solución. Por tanto, para poder determinar por termografía la existencia de un problema en la mayor parte de las ocasiones tiene que haber constancia de una evolución negativa de una temperatura medida anteriormente en condiciones similares. Lo dicho no es de aplicación cuando se detectan fugas (de calor, de vapor o de aire comprimido).
8.3. Ventajas y desventajas de la termografía infrarroja
Entre las ventajas de esta técnica, podemos citar:
• La inspección se realiza a distancia sin contacto físico con el elemento en condiciones normales de funcionamiento, lo cual nos permite medir, desde una distancia de seguridad, altas temperaturas o bien registrar las temperaturas de una línea de alta tensión sin tener que parar ningún equipo• Se trata de una técnica que permite la identificación precisa del elemento defectuoso, a diferencia de la pirometría que es una medida de temperatura de un punto.• Es aplicable a diferentes equipos eléctricos y mecánicos: bornes de transformadores, transformadores de intensidad, interruptores, cables y piezas de conexión, motores, reductores, acoplamientos, tuberías, aislamientos, etc.• Los sensores presentan un tiempo de respuesta muy pequeño a la radiación térmica incidente, con lo cual la medida es prácticamente instantánea. Esto permite cuantificar la gravedad del defecto y la repercusión de las variaciones de carga sobre el mismo para posibilitar programar las necesidades de mantenimiento en el momento más oportuno (que puede ir desde el simple seguimiento a una limitación de carga o a una intervención inmediata antes de que el defecto pueda producir una parada imprevista).• El sistema de barrido óptico que incorporan los sistemas de termografía, nos permite inspeccionar grandes extensiones, y grabar en un soporte magnético la imagen de interés. La imagen termográfica registrada puede analizarse a posteriori, para tratarla con el software adecuado.
Entre las desventajas y/o inconvenientes, hay que considerar las siguientes:
• Capacidad limitada para la identificación de defectos internos si éstos no se manifiesta externamente en forma de temperatura.• Los reflejos solares pueden enmascarar o confundir defectos. Debido a las interferencias solares, puede ser necesario realizar ciertas lecturas críticas durante la noche o en días nublados• El estado de carga del elemento bajo análisis puede influir en la determinación de las anomalías.
8.4 Principales características de una cámara termográfica
Las principales caracteristicas que hay que comprobar en una cámara termográfica a la hora de comparar entre diferentes modelos para elegir la más adecuada para una aplicación son las

siguientes:
- Resolución: n´º de pixels o de puntos de medida- Rangos de medida de temperatura- Precisión- Capacidad de diferenciación de los incrementos de temperatura- Distancia a la que es capaz de medir- Duración de la batería- Tamaño de la pantalla- Capacidad de almacenamiento y tipo de soporte en que lo almacena- Tamaño, maniobrabilidad de la cámara y resistencia a caídas- Posibilidad de toma simultánea de fotografías ópticas, para facilitar la emisión de informes- Software que acompaña a la cámara
8.5 Proceso de inspección
En el proceso de inspección termográfica es posible definir, en general, las siguientes etapas:
1. Planificación de la inspección en los períodos en los que las condiciones son más desfavorables (alta carga, máxima velocidad de giro, etc.)2. Evaluación y clasificación de los calentamientos detectados.3. Emisión de informes, con identificación de las fallas y el grado de urgencia para su reparación4. Seguimiento de la reparación5. Revisión termográfica para evaluar la efectividad del mantenimiento correctivo realizado.
8.6. Aplicaciones de la termografía en una planta industriales
Las termografías pueden ser aplicadas en cualquier situación donde un problema o condición pueda ser visualizado por medio de una diferencia de temperatura. Una termografía puede tener aplicación en cualquier área siempre y cuando esta tenga que ver con variación de temperatura
Los puntos de aplicación más importantes de una termografía son los siguientes:
- Inspección de la subestación eléctrica- Inspección de transformadores- Inspección de las líneas eléctricas de alta tensión- Inspección de embarrados y de cabinas de media tensión- Inspección de cuadros eléctricos de todo tipo- Inspección del estado de los equipos de excitación de generadores- Inspección del estado de escobillas, en motores y en generadores- Inspección de motores eléctricos (estado de rodamientos, cojinetes, acoplamientos e incluso de una posible desalineación)- Inspección de tuberías del ciclo agua-vapor de caldera, para comprobar daños o defectos de aislamiento- Inspección del aislamiento del cuerpo de la caldera- Inspección de intercambiadores de calor- Inspección del condensador- Inspección de trampas de vapor- Detección de fugas de gas combustible- Detección de fugas de aire comprimido
9. Bibliografía

Santiago García Garrido, ‘Operación y mantenimiento de centrales de ciclo combinado, Ed Diaz de Santos, 2007
Evelio Palomino Martin, ‘La medición y el análisis de vibraciones en el diagnóstico de maquinas rotativas’, Centro de estudios innovación y mantenimiento, Cuba, 1997. (El apartado dedicado a análisis de vibraciones está basado especialmente es este texto)
Pedro Saavedra G, y otros, Evaluación de la severidad vibratoria, Universidad de la Concepción, Dep de Energías mecánicas, 2002
Mantenimiento PredictivoEnviado por Irene Franco
Anuncios Google
Mantenimiento PreventivoMantenimiento Equipos médicos, Odontológicos, Estéticos, otros www.mysbiomedicos.com
Software de Mantenimiento¡Pruebalo Gratis ya! y comienza hoy a mejorar la gestión de tu empresa www.mpsystemsa.com
Curso de InglésEl Curso de Inglés más Completo Aprende Inglés en Sólo ¡6 Meses! www.ganandoconingles.com
1.2. Definición del mantenimiento Predictivo 3. Organización para el mantenimiento predictivo 4. Metodología de las inspecciones. 5. Técnicas aplicadas al mantenimiento predictivo 6. Análisis de vibraciones 7. Análisis de lubricantes 8. Análisis por ultrasonido 9. Termografía 10.Análisis por árbol de fallas 11.Análisis FMECA 12.Conclusión 13.Bibliografía
INTRODUCCIÓN.

Sin dudas, el desarrollo de nuevas tecnologías ha marcado sensiblemente la actualidad industrial mundial. En los últimos años, la industria mecánica se ha visto bajo la influencia determinante de la electrónica, la automática y las telecomunicaciones, exigiendo mayor preparación en el personal, no sólo desde el punto de vista de la operación de la maquinaria, sino desde el punto de vista del mantenimiento industrial.
La realidad industrial, matizada por la enorme necesidad de explotar eficaz y eficientemente la maquinaria instalada y elevar a niveles superiores la actividad del mantenimiento. No remediamos nada con grandes soluciones que presuponen diseños, innovaciones, y tecnologías de recuperación, si no mantenemos con una alta disponibilidad nuestra industria.
Es decir, la Industria tiene que distinguirse por una correcta explotación y un mantenimiento eficaz. En otras palabras, la operación correcta y el mantenimiento oportuno constituyen vías decisivas para cuidar lo que se tiene.
DEFINICIÓN DEL MANTENIMIENTO PREDICTIVO.
El mantenimiento predictivo es una técnica para pronosticar el punto futuro de falla de un componente de una maquina, de tal forma que dicho componente pueda reemplazarse, con base en un plan, justo antes de que falle. Así, el tiempo muerto del equipo se minimiza y el tiempo de vida del componente se maximiza.
ORGANIZACIÓN PARA EL MANTENIMIENTO PREDICTIVO.
Esta técnica supone la medición de diversos parámetros que muestren una relación predecible con el ciclo de vida del componente. Algunos ejemplos de dichos parámetros son los siguientes:
Vibración de cojinetes Temperatura de las conexiones eléctricas Resistencia del aislamiento de la bobina de un motor
El uso del mantenimiento predictivo consiste en establecer, en primer lugar, una perspectiva histórica de la relación entre la variable seleccionada y la vida del componente. Esto se logra mediante la toma de lecturas (por ejemplo la vibración de un cojinete) en intervalos periódicos hasta que el componente falle. La figura muestra una

curva típica que resulta de graficar la variable (vibración) contra el tiempo. Como la curva lo sugiere, deberán reemplazarse los cojinetes subsecuentes cuando la vibración alcance 1,25 in/seg (31,75 mm/seg). Los fabricantes de instrumentos y software para el mantenimiento predictivo pueden recomendar rangos y valores para reemplazar los componentes de la mayoría de los equipos, esto hace que el análisis histórico sea innecesario en la mayoría de las aplicaciones.
METODOLOGÍA DE LAS INSPECCIONES.
Una vez determinada la factibilidad y conveniencia de realizar un mantenimiento predictivo a una máquina o unidad, el paso siguiente es determinar la o las variables físicas a controlar que sean indicativas de la condición de la máquina. El objetivo de esta parte es revisar en forma detallada las técnicascomúnmente usadas en el monitoreo según condición, de manera que sirvan de guía para su selección general. La finalidad del monitoreo es obtener una indicación de la condición (mecánica) o estado de salud de la máquina, de manera que pueda ser operada y mantenida con seguridad y economía.
Por monitoreo, se entendió en sus inicios, como la medición de una variable física que se considera representativa de la condición de la máquina y su comparación con valores que indican si la máquina está en buen estado o deteriorada. Con la actual automatización de estas técnicas, se ha extendido la acepción de la palabra monitoreo también a la adquisición, procesamiento y almacenamiento de datos. De acuerdo a los objetivos que se pretende alcanzar con el monitoreo de la condición de una máquina debe distinguirse entre vigilancia, protección, diagnóstico y pronóstico.
Vigilancia de máquinas. Su objetivo es indicar cuándo existe un problema. Debe distinguir entre condición buena y mala, y si es mala indicar cuán mala es.
Protección de máquinas. Su objetivo es evitar fallas catastróficas. Una máquina está protegida, si cuando los valores que indican su condición llegan a valores considerados peligrosos, la máquina se detiene automáticamente.

Diagnóstico de fallas. Su objetivo es definir cuál es el problema específico. Pronóstico de vida la esperanza a. Su objetivo es estimar cuánto tiempo más Podría funcionar la máquina sin riesgo de una falla catastrófica.
En el último tiempo se ha dado la tendencia a aplicar mantenimiento predictivo o sintomático, sea, esto mediante vibroanálisis, análisis de aceite usado,control de desgastes, etc.
TÉCNICAS APLICADAS AL MANTENIMIENTO PREDICTIVO.
Existen varias técnicas aplicadas para el mantenimiento preventivo entre las cuales tenemos las siguientes:
1. Análisis de vibraciones.
El interés de de las Vibraciones Mecánicas llega al Mantenimiento Industrial de la mano del Mantenimiento Preventivo y Predictivo, con el interés de alerta que significa un elemento vibrante en una Maquina, y la necesaria prevención de las fallas que traen las vibraciones a medio plazo.
Registro de vibraciones en un ciclo de trabajo de la pala
Transformada Tiempo-Frecuencia.
El interés principal para el mantenimiento deberá ser la identificación de las amplitudes predominantes de las vibraciones detectadas en el elemento o
máquina, la determinación de las causas de la vibración, y la corrección del problema que ellas representan. Las consecuencias de las vibraciones mecánicas

son el aumento de los esfuerzos y las tensiones, pérdidas de energía, desgaste de materiales, y las más temidas: daños por fatiga de los materiales, además de
ruidos molestos en el ambiente laboral, etc.
Parámetros de las vibraciones.
Frecuencia: Es el tiempo necesario para completar un ciclo vibratorio. En los estudios de Vibración se usan los CPM (ciclos por segundo) o HZ (hercios).
Desplazamiento: Es la distancia total que describe el elemento vibrante, desde un extremo al otro de su movimiento.
Velocidad y Aceleración: Como valor relacional de los anteriores. Dirección: Las vibraciones pueden producirse en 3 direcciones lineales y 3
rotacionales
Tipos de vibraciones.
Vibración libre: causada por un sistema vibra debido a una excitación instantánea.
Vibración forzada: causada por un sistema vibra debida a una excitación constante las causas de las vibraciones mecánicas
A continuación detallamos las razones más habituales por las que una máquina o elemento de la misma puede llegar a vibrar.
Vibración debida al Desequilibrado (maquinaria rotativa).
Vibración debida a la Falta de Alineamiento (maquinaria rotativa)
Vibración debida a la Excentricidad (maquinaria rotativa).
Vibración debida a la Falla de Rodamientos y cojinetes.
Vibración debida a problemas de engranajes y correas de Transmisión (holguras, falta de lubricación, roces, etc.)
2. Análisis de lubricantes.
Estos se ejecutan dependiendo de la necesidad, según:
Análisis Iniciales: se realizan a productos de aquellos equipos que presenten dudas provenientes de los resultados del Estudio de Lubricación y permiten correcciones en la selección del producto, motivadas a cambios en condiciones de operación
Análisis Rutinarios: aplican para equipos considerados como críticos o de gran capacidad, en los cuales se define una frecuencia de muestreo, siendo el objetivo principal de los análisis la determinación del estado del aceite, nivel de desgaste y contaminación entre otros
Análisis de Emergencia: se efectúan para detectar cualquier anomalía en el equipo y/o Lubricante, según:
Contaminación con agua Sólidos (filtros y sellos defectuosos). Uso de un producto inadecuado

Equipos
Bombas de extracción Envases para muestras Etiquetas de identificación Formatos
Para ver el gráfico seleccione la opción "Descargar" del menú superior
Este método asegura que tendremos:
Máxima reducción de los costos operativos.Máxima vida útil de los componentes con mínimo desgaste.Máximo aprovechamiento del lubricante utilizado.Mínima generación de efluentes.En cada muestra podemos conseguir o estudiar los siguientes factores que afectan a nuestra maquina:Elementos de desgaste: Hierro, Cromo, Molibdeno, Aluminio, Cobre, Estaño, Plomo.Conteo de partículas: Determinación de la limpieza, ferrografía.Contaminantes: Silicio, Sodio, Agua, Combustible, Hollín, Oxidación, Nitración, Sulfatos, Nitratos.Aditivos y condiciones del lubricante: Magnesio, Calcio, Zinc, Fósforo, Boro, Azufre, Viscosidad.Gráficos e historial: Para la evaluación de las tendencias a lo largo del tiempo.
De este modo, mediante la implementación de técnicas ampliamente investigadas y experimentadas, y con la utilización de equipos de la más avanzadatecnología, se logrará disminuir drásticamente:
Tiempo perdido en producción en razón de desperfectos mecánicos.
Desgaste de las máquinas y sus componentes.
Horas hombre dedicadas al mantenimiento.
Consumo general de lubricantes
3. Análisis por ultrasonido.
Este método estudia las ondas de sonido de baja frecuencia producidas por los equipos que no son perceptibles por el oído humano.
Ultrasonido pasivo: Es producido por mecanismos rotantes, fugas de fluido, pérdidas de vacío, y arcos eléctricos. Pudiéndose detectarlo mediante la tecnología apropiada.Para ver el gráfico seleccione la opción "Descargar" del menú superior
El Ultrasonido permite:Detección de fricción en maquinas rotativas.Detección de fallas y/o fugas en válvulas.Detección de fugas de fluidos.Pérdidas de vacío.

Detección de "arco eléctrico".Verificación de la integridad de juntas de recintos estancos.
Se denomina Ultrasonido Pasivo a la tecnología que permite captar el ultrasonido producido por diversas fuentes.
El sonido cuya frecuencia está por encima del rango de captación del oído humano (20-a-20.000 Hertz) se considera ultrasonido. Casi todas las fricciones mecánicas, arcos eléctricos y fugas de presión o vacío producen ultrasonido en un rango aproximado a los 40 Khz Frecuencia con características muy aprovechables en el Mantenimiento Predictivo, puesto que las ondas sonoras son de corta longitud atenuándose rápidamente sin producir rebotes. Por esta razón, el ruido ambiental por más intenso que sea, no interfiere en la detección del ultrasonido. Además, la alta direccionalidad del ultrasonido en 40 Khz. permite con rapidez y precisión la ubicación de la falla.
La aplicación del análisis por ultrasonido se hace indispensable especialmente en la detección de fallas existentes en equipos rotantes que giran a velocidades inferiores a las 300 RPM, donde la técnica de medición de vibraciones se transforma en un procedimiento ineficiente.
De modo que la medición de ultrasonido es en ocasiones complementaria con la medición de vibraciones, que se utiliza eficientemente sobre equipos rotantes que giran a velocidades superiores a las 300 RPM.
Al igual que en el resto del mundo industrializado, la actividad industrial en nuestro País tiene la imperiosa necesidad de lograr el perfil competitivo que le permita insertarse en la economía globalizada. En consecuencia, toda tecnología orientada al ahorro de energía y/o mano de obra es de especial interés para cualquier Empresa.
4. Termografía.
La Termografía Infrarroja es una técnica que permite, a distancia y sin ningún contacto, medir y visualizar temperaturas de superficie con precisión.
Para ver el gráfico seleccione la opción "Descargar" del menú superior
Los ojos humanos no son sensibles a la radiación infrarroja emitida por un objeto, pero las cámaras termográficas, o de termovisión, son capaces de medir la energía con sensores infrarrojos, capacitados para "ver" en estas longitudes de onda. Esto nos permite medir la energía radiante emitida por objetos y, por consiguiente, determinar la temperatura de la superficie a distancia, en tiempo real y sin contacto.
La gran mayoría de los problemas y averías en el entorno industrial - ya sea de tipo mecánico, eléctrico y de fabricación - están precedidos por cambios de temperatura que pueden ser detectados mediante la monitorización de temperatura con sistema de Termovisión por Infrarrojos. Con la implementación de programas de inspecciones termográficas en instalaciones, maquinaria, cuadros eléctricos, etc. es posible minimizar el riesgo de una falla de equipos y sus consecuencias, a la vez que también ofrece una herramienta para el control de calidad de las reparaciones efectuadas.

El análisis mediante Termografía infrarroja debe complementarse con otras técnicas y sistemas de ensayo conocidos, como pueden ser el análisis de aceites lubricantes, el análisis de vibraciones, los ultrasonidos pasivos y el análisis predictivo en motores eléctricos. Pueden añadirse los ensayos no destructivos clásicos: ensayos, radiográfico, el ultrasonido activo, partículas magnéticas, etc.
El análisis mediante Cámaras Termográficas Infrarrojas, está recomendado para:
Instalaciones y líneas eléctricas de Alta y Baja Tensión. Cuadros, conexiones, bornes, transformadores, fusibles y empalmes eléctricos. Motores eléctricos, generadores, bobinados, etc. Reductores, frenos, rodamientos, acoplamientos y embragues mecánicos. Hornos, calderas e intercambiadores de calor. Instalaciones de climatización. Líneas de producción, corte, prensado, forja, tratamientos térmicos.
Las ventajas que ofrece el Mantenimiento Preventivo por Termovisión son:
Método de análisis sin detención de procesos productivos, ahorra gastos. Baja peligrosidad para el operario por evitar la necesidad de contacto con el
equipo. Determinación exacta de puntos deficientes en una línea de proceso. Reduce el tiempo de reparación por la localización precisa de la Falla. Facilita informes muy precisos al personal de mantenimiento. Ayuda al seguimiento de las reparaciones previas. 5. Análisis por árbol de fallas.
El Análisis por Árboles de Fallos (AAF), es una técnica deductiva que se centra en un suceso accidental particular (accidente) y proporciona un método para determinar las causas que han producido dicho accidente. Nació en la década de los años 60 para la verificación de la fiabilidad de diseño del cohete Minuteman y ha sido ampliamente utilizado en el campo nuclear y químico. El hecho de su gran utilización se basa en que puede proporcionar resultados tanto cualitativos mediante la búsqueda de caminos críticos, como cuantitativos, en términos de probabilidad de fallos de componentes.
Para el tratamiento del problema se utiliza un modelo gráfico que muestra las distintas combinaciones de fallos de componentes y/o errores humanos cuya ocurrencia simultánea es suficiente para desembocar en un suceso accidental.
La técnica consiste en un proceso deductivo basado en las leyes del Álgebra de Boole, que permite determinar la expresión de sucesos complejos estudiados en función de los fallos básicos de los elementos que intervienen en él.
Consiste en descomponer sistemáticamente un suceso complejo (por ejemplo rotura de un depósito de almacenamiento de amoniaco) en sucesos intermedios hasta llegar a sucesos básicos, ligados normalmente a fallos de componentes, errores humanos, errores operativos, etc. Este proceso se realiza enlazando dichos tipos de sucesos mediante lo que se denomina puertas lógicas que representan los operadores del álgebra de sucesos.

Cada uno de estos aspectos se representa gráficamente durante la elaboración del árbol mediante diferentes símbolos que representan los tipos de sucesos, las puertas lógicas y las transferencias o desarrollos posteriores del árbol.
Un ejemplo de árbol de fallos es el siguiente:
Para ver el gráfico seleccione la opción "Descargar" del menú superior
Los símbolos representan tanto sucesos, puertas lógicas y transferencias. Los más importantes son los siguientes:
Para ver el gráfico seleccione la opción "Descargar" del menú superior
6. Análisis FMECA.
Otra útil técnica para la eliminación de las características de diseño deficientes es el análisis de los modos y efectos de fallos (FMEA); o análisis de modos de fallos y efectos críticos (FMECA)
La intención es identificar las áreas o ensambles que es más probable que den lugar a fallos del conjunto.
El FMEA define la función como la tarea que realiza un componente --por ejemplo, la función de una válvula es abrir y cerrar-- y los modos de fallo son las formas en las que el componente puede fallar. La válvula fallará en la apertura si se rompe su resorte, pero también puede tropezar en su guía o mantenerse en posición de abierta por la leva debido a una rotura en la correa de árbol de levas.
La técnica consiste en evaluar tres aspectos del sistema y su operación:
Condiciones anticipadas de operación, y el fallo más probable.
Efecto de fallo en el rendimiento.
Severidad del fallo en el mecanismo.
La probabilidad de fallos se evalúa generalmente en una escala de 1 a 10, con la criticidad aumentando con el valor del número.
Esta técnica es útil para evaluar soluciones alternativas a un problema pero no es fácil de usar con precisión en nuevos diseños.
El FMEA es útil para evaluar si hay en un ensamble un número innecesario de componentes puesto que la interacción de un ensamble con otro multiplicará los efectos de un fallo. Es igualmente útil para analizar el producto y el equipo que se utiliza para producirlo.
El FMEA, ayuda en la identificación de los modos de fallo que es probable que causen problemas de uso del producto. Ayuda también a eliminar debilidades o complicaciones excesivas del diseño, y a identificar los componentes que pueden fallar con mayor probabilidad. Su empleo no debe confinarse al producto que se desarrolla por el grupo de trabajo. Puede también usarse eficazmente para evaluar las causas de parada en las máquinas de producción antes de completar el diseño.
CONCLUSIÓN.

Es importante considerar que la productividad de una industria aumentará en la medida que las fallas en las máquinas disminuyan de una forma sustentable en el tiempo. Para lograr lo anterior, resulta indispensable contar con la estrategia de mantenimiento más apropiada y con personal capacitado tanto en el uso de las técnicas de análisis y diagnóstico de fallas implementadas como también con conocimiento suficiente sobre las características de diseño y funcionamiento de las máquinas.
En el presente trabajo se mencionaron varias de las técnicas de análisis utilizadas hoy en día, entre las que se destaca el análisis de vibraciones mecánicas, ilustrando con un grafico su alcance así como la necesidad de usar diferentes indicadores con el fin de llegar a un diagnóstico acertado. Diagnosticado y solucionado los problemas, la vida de las máquinas y su producción aumentará y por tanto, los costos de mantenimiento disminuirán
Grasas y aceites lubricantesEnviado por edwinpalma
Anuncios Google
Jabón Líquido ArielAriel Penetra Rápidamente Limpiando Profundamente las Manchas. Ingresa! www.ariel.com.co
Administracion EmpresasEstudia a Distancia Ahorra tiempo y dinero estudiaenelpoli.edu.co/AdmonEmpresa
Solicita tu préstamoSin codeudor desde $500.000 Sin historia crediticia Lenddo.com.co
Indice1. Introducción2. Grasas y aceites lubricantes3. Control de calidad4. Aditivos empleados en las grasas lubricantes5. Aceites Lubricantes6. Conclusión7. Bibliografía
1. Introducción
No existe en el mundo máquina alguna que por sencilla que sea no requiera lubricación, ya que con esta se mejora tanto el funcionamiento, como la vida útil de los equipos y maquinarias.

En el siguiente trabajo de investigación se ha querido estudiar las grasas y aceite lubricantes, desde su obtención a partir de las materias primas hasta sus diferentes usos, aplicaciones, especificaciones e importancia en el creciente mundo industrial.
Objetivo GeneralConocer directamente un proceso industrial y la reacción química que ocurre en este.Objetivos EspecificosDesarrollar la capacidad de gestión y liderazgo.Poner en práctica los pasos que se deben realizar en el desarrollo de un trabajo investigativoAnalizar y comprender cada una de las etapas del proceso obtención de grasas y aceites lubricantes.Saber que clase de reacción química se lleva a cabo en el proceso de fabricación de las grasas y aceites lubricantes.Explicar la importancia que tienen los lubricantes en las partes mecánicas de un equipo máquina.Conocer las variables que se deben tener en cuenta para el control de calidad de las grasas y aceites lubricantes.
2. Grasas y aceites lubricantes
Cuando dos cuerpos sólidos se frotan entre sí, hay una considerable resistencia al movimiento sin importar lo cuidadosamente que las superficies se hayan maquinado y pulido. La resistencia se debe a la acción abrasiva de las aristas y salientes microscópicas y la energía necesaria para superar esta fricción se disipa en forma de calor o como desgaste de las partes móviles. La fricción se puede reducir por el uso de partes móviles con energía de superficie baja que se deslizan con facilidad una sobre otra. El polietileno, el nylon y el olitetrafluoretileno tienen energías de superficies bajas. Aunque estos materiales son útiles en aplicaciones especializadas, es más usual emplear lubricantes para reducir la fricción.Históricamente, el primer lubricante fue el sebo. Se utilizaba para engrasar las ruedas de los carros romanos ya en el año 1400 a.C. En la actualidad los lubricantes suelen clasificarse de acuerdo con sus necesidades, en grasas y aceites. Estas dos clases de lubricantes aparecieron teniendo en cuenta factores tales como velocidades de operación, temperaturas, cargas, contaminantes en el medio ambiente, tolerancias entre las piezas a lubricar, períodos de lubricación y tipos de mecanismos; la grasa generalmente se utiliza en la lubricación de elementos tales como cojinetes de fricción y antifricción, levas, guías, correderas y piñonería abierta.El aceite, por su parte, tiene su mayor aplicación en la lubricación de compresores, motores de combustión interna, reductores, motorreductores,transformadores, sistemas de transferencia de calor, piñonería abierta, cojinetes de fricción y antifricción y como fluidos hidráulicos. Existen diferentes grados de grasas y aceites dependiendo de la necesidad que se tenga y de los factores de operación. Una mala sección es tan peligrosa como si se hubiese dejado el mecanismo sin lubricante alguno. Muchas de las fallas que

ocurren en este campo tienen su origen aquí; de ahí la seguridad que se debe tener cuando se seleccione un lubricante.
Rasas LubricantesConceptoLa grasa es un producto que va desde sólido a semilíquido y es producto de la dispersión de un agente espesador y un líquido lubricante que dan las prosperidades básicas de la grasa. Las grasas convencionales, generalmente son aceites que contienen jabones como agentes que le dan cuerpo, el tipo de jabón depende de las necesidades que se tengan y de las propiedades que debe tener el producto.La propiedad más importante que debe tener la grasa es la de ser capaz de formar una película lubricante lo suficientemente resistente como para separar las superficies metálicas y evitar el contacto metálico.Existen grasas en donde el espesador no es jabón sino productos, como arcillas de bentonita. El espesor o consistencia de una grasa depende del contenido del espesador que posea, puede fluctuar entre un 5% y un 35% por peso según el caso.El espesador es el que le confiere propiedades tales como resistencia al agua, capacidad de sellar y de resistir altas temperaturas sin variar sus propiedades ni descomponerse.
Proceso De Obtención De La GrasaEquipos utilizados en el proceso de fabricación de grasas.Reactor: Es un sistema cerrado que permite que dos o más compuestos reaccionen entre sí para formar un producto.Mezclador: Es un tanque dotado con una hélice que permite que dos o más compuestos se mezclen para obtener un producto final.Serpentín: Es un tubo o un conjunto de tubos adaptado a un sistema, que permite llevar a cabo un proceso de transferencia de calor.Molino: Es un equipo dotado de un par de discos giratorios separados milimétricamente uno del otro, los cuales permiten el paso forzado de un producto altamente viscoso para proporcionarle unas condiciones requeridas.Desairador: Es un equipo cuya función es eliminar las moléculas de aire que involuntariamente se introducen en un producto.
Bases Naftenicas (CnH2n). Es una base lubricante que determina la mayor parte de las características de la grasa, tales como: viscosidad, índice de viscosidad (I.V), resistencia a la oxidación y punto de fluidez.Frecuentemente contienen una elevada proporción de asfalto; a altas temperaturas son menos estables que las parafificas. Generalmente no deben usarse temperaturas por encima de los 65oC.Saponificación. Es un proceso por medio del cual una grasa (o algún otrocompuesto de un ácido con alcohol) reacciona con un ÁLCALI, para formar un jabón, glicerina u otro alcohol.Las propiedades de los jabones dependen de los ácidos grasos y de las bases metálicas utilizadas en la saponificación, esto se puede verificar mediante la reacción.HOOCR + MOH RCOOM + H2O

Ácido graso Base metálica Jabón AguaLas bases metálicas son las que dan las características que se quieren lograr en la grasa, Así: las de calcio, aluminio y litio imparten buena resistencia a la acción del agua y a la humedad, mientras que las de sodio permiten soportar altas temperaturas.Las deficiencias que puedan tener las grasas se pueden modificar mediante la adición de aditivos.Descripción del proceso: El proceso de fabricación de una grasa inicia en un reactor donde se colocan a reaccionar un ácido graso, (animal o vegetal) con una base metálica como litio, sodio, calcio, aluminio, (saponificación). El producto obtenido de esta reacción llamado espesador o jabón es transportado hacia un mezclador donde se le adiciona el aceite lubricante (aditivos y base naftenica) proveniente de unos tanques de almacenamiento y que le dará al producto la consistencia requerida. Posteriormente por un filtro; el molino se encarga de darle a la grasa acabado, el cual consiste en proporcionarle a esta fibra y brillo.Durante el paso por el molino, la grasa es agitada y absorbe burbujas de aire, las cuales son eliminadas posteriormente en un desairador que ayuda también a mejorar la presentación de la misma.Cabe aclarar que no todas las grasas pasan por estos dos últimos equipos (molino, desairador), sino únicamente aquellas defibra (litio, sodio, aluminio, etc.); porque las elaboradas a base de jabón de calcio son de textura muy suave y utilizadas para trabajos a temperaturas bajas (180oC), y al pasarla por el molino la fricción interna de este aumenta la temperatura cambiándole su estado.Para concluir el proceso, el producto obtenido es transportado (bombeo) hacia la zona de envasado, pasa por último distribuirlo en sus diferentes presentaciones.
3. Control de calidad
Pruebas que se realizan a las grasasPrueba de extrema presión: Esta prueba se realiza para verificar la capacidad que tienen las grasas y los aceites para soportar carga. Consiste en colocar dos elementos metálicos giratorios en contacto y por el medio de ellos. El lubricante a prueba, aplicándoles una fuerza externa que se va aumentando proporcionalmente hasta que se frene los elementos metálicos. En ese momento se mide cuánta presión hay y el tipo de desgaste que se generó en la pieza.Una grasa que tenga un aditivo de extrema presión debe superar las 150 lbf/ft presentando el más mínimo desgaste en las piezas.Prueba de consistencia: La consistencia de las grasas se expresa de acuerdo con la cantidad de espesante y viene dada por la NLGI (National Lubricating Grease Institute) que las clasifica de acuerdo con la penetración trabajada. Para determinar ésta, se llena una vasija especial con grasa y se lleva a una temperatura de + 77oF (25oC). La vasija se coloca debajo de un cono de doble ángulo cuyo peso está normalizado (penetrómetro), la punta del cono toca apenas la superficie de la grasa, se suelta el cono y al cabo de cinco segundos se determina la profundidad a la cual ha penetrado el cono dentro de la grasa, se conoce como penetración y se mide en décimas de milímetro. La penetración es solamente la medida de la dureza a una temperatura específica.La penetración de la grasa se puede dar en base a dos situaciones: Cuando ha

sido trabajada y sin trabajar.Penetración trabajada: Para determinar la penetración trabajada es necesario que la muestra de grasa haya sido sometida a60 carreras dobles de un pistón, en un trabajador de grasa patrón como el de la Fig. 1. Este consiste en un disco perforado (pistón) que al subir y bajar dentro del cilindro, hace que la grasa pase de un lado a otro, hasta completar 60 carreras dobles, en este momento se considera que se han simulado las condiciones a las cuales puede trabajar la grasa en una máquina después de un tiempo determinado. Posteriormente se le determina la consistencia en el penetrómetro.Penetración no trabajada: Para la penetración no trabajada se toma una muestra de grasa, no se somete a ningún batido y se coloca cuidadosamente en el recipiente de prueba, luego se le determina la consistencia en el penetrómetro.
Las características del cono se muestran en la Fig. 2b. Las más importantes son:Ángulo del cono 90ºÁngulo de la punta 30ºDiámetro de cono 6.61 cm.Peso del cono 102.5 gr.La penetración se clasifica de acuerdo con la ASTM, (que es la lectura que da el Penetrómetro mostrado en la figura 2ª después de cinco segundos de penetración dentro de la muestra de grasa trabajada a + 77oF (25oC) y de acuerdo con la NLGI, que la da con un número que indica el cambio de consistencia (penetración) con las variaciones de temperatura (prueba no estandarizada). Fig. 2ª.Tabla 1. Clasificación ASTM y su equivalencia en la NLGI
Penetración trabajada NLGIASTM en mm/10 Número de consistencia
475. 000
430. 00
385. 0
340. 1
295. 2
250. 3
205. 4
160. 5
115. 6
Prueba Almen: Una varilla cilíndrica gira dentro de un casquillo abierto, el cual se presiona contra aquella. Se añaden pesos de 0.9 Kg. en intervalos de 10 seg. y se registra la relación existente entre la carga y la iniciación del rayado. Ver las Fig. 3ª y 3b.Prueba Timken: Se presiona un anillo cilíndrico, que gira, sobre un bloque de acero durante 10 minutos y se registra la máxima presión de iniciación del gripado. Véanse las Fig. 4ª y 4b.Prueba SAE: Se hacen girar dos rodillos a diferentes velocidades y en el mismo sentido. La carga se aumenta gradualmente hasta que se registre el fallo. En este caso hay combinación de rodamiento y deslizamiento. Se ilustra en las Fig. 5ª y 5b.
Prueba Fálex: Se hace girar una varilla cilíndrica entre dos bloques de material duro y en forma de V, que se presionan constantemente contra la varilla, con una intensidad que aumenta automáticamente. La carga y el par totales se registran en los calibradores. Ver las Fig. 6ª y 6b.

Punto de goteo: Es la temperatura a la cual la grasa pasa de su estado sólido a líquido. La prueba se realiza aumentando la temperatura de la grasa hasta que se empiece a cambiar de estado, en ese momento se toma la temperatura y se define su punto de goteo.
4. Aditivos empleados en las grasas lubricantes
Los aditivos más utilizados en la elaboración de las grasas son:Agentes espesadores: Se utilizan para aumentar la adhesividad de las grasas a las superficies metálicas, con el fin de evitar que sean desplazadas con facilidad y retienen, además, los fluidos por absorción. Los más utilizados son los jabones metálicos y los polibutilenos.Estabilizadores: Permiten trabajar las grasas a temperaturas más altas durante un mayor tiempo. Se utilizan principalmente los ésteres de ácidos grasosos.Mejoradores del punto de goteo: Aumentan la temperatura del punto de goteo permitiendo que la temperatura máxima de trabajo se incremente sin que la grasa se escurra o descomponga. Se utilizan los jabones grasosos.Agente antidesgaste: Reducen el desgaste de las superficies al evitar el contacto directo entre ellas. El más utilizado es el bisulfuro de dibensilo.Inhibidor de la corrosión: Suspende la corrosión de las superficies metálicas si ésta ya se ha originado o la evita en caso de que, debido a las condiciones ambientales, se pueda presentar. Se utilizan el sulfonato de amoníaco y el dionil naftaleno.Desactivador metálico: Impide efectos catalíticos en los metales con el fin de que las partículas que se han desprendido durante el movimiento de las superficies metálicas no se adhieran a éstas y ocasionen un gran desgaste. Se utiliza el mercaptobenzotiazolo.Inhibidor de la oxidación: Impide la oxidación y descomposición de la grasa. Se usa el fenil-beta-naftilamino.Materiales de relleno: Aumenta el volumen de la grasa, característica requerida

para obtener una mejor distribución y aprovechamiento de la misma. Se utilizan los óxidos metálicos.Agentes d extrema presión: Reducen la fricción permitiendo que la película lubricante soporte mayores cargas y las superficies se deslicen más fácilmente. Se utilizan las ceras clorinadas y los naftenatos de plomo.
5. Aceites Lubricantes
ConceptoEstán constituidos por moléculas largas hidrocarbonadas complejas, de composición química y aceites orgánicos y aceites minerales.Aceites orgánicos: Se extraen de animales y vegetales. Cuando aún no se conocía el petróleo, eran los únicos utilizados; hoy en día se emplean mezclados con los aceites minerales impartibles ciertas propiedades tales como adherencia y pegajosidad a las superficies. Estos aceites se descomponen fácilmente con el calor y a temperaturas bajas se oxidan formando gomas, haciendo inútil su utilización en la lubricación.Aceites minerales: Son derivados del petróleo cuya estructura se compone de moléculas complejas que contienen entre 20 y 70 átomos de carbono por molécula. Un aceite mineral esta constituido por una base lubricante y un paquete de aditivos químicos, que ayudan a mejorar las propiedades ya existentes en la base lubricante o le confieren nuevas características.
Proceso de obtención del aceiteBase Parafinica (CnH2n + 2). Son relativamente estables a altas temperaturas, pero por el alto contenido de parafinas que poseen, no funciona satisfactoriamente a bajas temperaturas, conductos de lubricación.Descripción del proceso. El proceso de producción del aceite con el transporte de las bases parafinicas desde los tanques de almacenamiento hasta el mezclador por medio de una bomba de desplazamiento positivo.Una vez puesta la base parafinica en el mezclador se le adicionan los aditivos, de acuerdo a las características del aceite que se quiere fabricar, de allí es enviado a la zona de envasado, pasándolo antes por un filtro. En la zona de envasado es puesto el producto en las diferentes presentaciones.
Control De CalidadViscosidad. Esta prueba se realiza con un instrumento llamado viscosímetro, consiste en un baño de aceite a temperatura de 100oC (Norma SAE) y en su interior se encuentra ubicado un bulbo capilar con el aceite en prueba, se toma el tiempo que tarde el aceite en subir desde un nivel inicial hasta un nivel final en el bulbo y se multiplica por una constante, el resultado numérico de esta prueba para la viscosidad en centistores.Índice de Viscosidad (IV). Esta prueba se lleva a cabo sometiendo el aceite de estudio a fluctuaciones de temperatura. Cuando la viscosidad de este aceite varia muy poco se le asigna por lo tanto un I.V comprendido entre 0 y 100.Punto de Chispa. Es la temperatura a la cual se forman gases suficientes para realizar una combustión. La prueba consiste en colocar el aceite en un recipiente dotado con una resistencia, para aumentarle la temperatura, luego este aceite es colocado en contacto directo con una llama, en el momento en que el producto trata de encenderse este el llamado punto de chispa (oC). Se sigue calentando el
aceite y nuevamente se pone en contacto con la llama y en el instante que este haga combustión, es el punto de inflamación (oC).Prueba de humedad. Para verificar que el producto está con cero humedad, factor muy importante en cualquier lubricante, la mayoría de empresasacostumbran a realizar una prueba de humedad muy sencilla, que consiste en poner a calentar al rojo vivo un metal, y luego se deja caer sobre este una gota de aceite, si crispa, el aceite presenta humedad, si por el contrario el aceite no presenta este fenómeno, está completamente libre de humedad.Punto de fluidez. Es la temperatura más baja a la cual el aceite lubricante aún es un fluido. Indica las limitaciones de fluidez que tiene el aceite a bajas temperaturas, en el momento en que el producto trata de cambiar de estado, esa temperatura es el punto de fluidez.Prueba de corrosión. Cuando el aceite es expuesto a la acción del agua, esta puede disolver los inhibidores de la oxidación dando origen a la formación de ácidos orgánicos, los pueden originar el deterioro en las piezas lubricadas.La prueba llamada también Lámina de Cobre, consiste en colocar una lámina de cobre en un recipiente lleno de aceite a una temperatura de 105oC, dejándola allí por espacio de cuatro días, dependiendo del color que tome la lámina se medirá el grado de corrosión del producto; lo ideal es que la lámina no cambie de color, es decir, que el aceite presente cero corrosión.
Tipos de aceitesAditivos comunes en los aceites lubricantesLos aditivos que generalmente se encuentran en todos los aceites lubricantes sin tener en cuenta el tipo de trabajo que van a desempeñar, son los siguientes:Inhibidores de la oxidación: que se emplean para incrementar la vida del aceite en servicio y para disminuir la concentración de barnices y de lodos sobre las partes mecánicas.Inhibidores de la corrosión: que protegen las superficies metálicas del ataque químico de los ácidos corrosivos.Los aditivos antidesgaste: que protegen las superficies de fricción que operan con delgadas películas lubricantes.Los inhibidores de la herrumbe: que eliminan la tendencia de la humedad a formar una pequeña película de herrumbe sobre las superficies metálicas, la cual en un momento dado, podría llegar a aislar el lubricante midiendo así una correcta lubricación, además de que facilitan el proceso de oxidación del aceite y la corrosión de las superficies metálicas, los agentes untuosidad que reducen la fricción y el desgaste y aumentan la lubricación.Demulsificadores: que reducen la tensión interfase, permiten una fácil separación del agua y del aceite. Los demás son igualmente importantes pero se utilizan únicamente para cada caso en particular.
6. Conclusión
Finalizado este trabajo investigativo se puede aseverar que:a) La vida útil de un equipo depende de una adecuada lubricación.b) Para cada equipo existe un lubricante específico.c) Un buen lubricante depende del control de calidad que se le realice.d) La gestión forma parte del desarrollo profesional del individuo.

e) La reacción de saponificación es necesaria únicamente para la obtención de las grasas lubricantes, más no de los aceites.
7. Bibliografía
ALBARRACIN, Pedro. Lubricación industrial y automotriz. Editorial Omega.WITTEFF, Harold A. REUBEN, Bryan G. Productos químicos orgánicos Industriales. Volumen II. Editorial Limusa.
Termografía Infrarroja
inicie sesión o regístrese para publicar comentarios
amperis Dom, 12/08/2007 - 22:25
TERMOGRAFÍA INFRARROJA
La Termografía es la rama de la Teledetección que se ocupa de la medición de la temperatura radiada por los fenómenos de la superficie de la Tierra desde una cierta distancia. Una Termografía Infrarroja esla técnica de producir una imagen visible de luz infrarroja invisible (para nuestros ojos) emitida por objetos de acuerdo a su condición térmica. Una cámara Termográfica produce una imagen en vivo (Visualizada como fotografía de la temperatura de la radiación).
Las cámaras miden la temperatura de cualquier objeto o superficie de la imagen y producen una imagen con colores que interpretan el diseño térmico con facilidad. Una imagen producida por una cámara infrarroja es llamada: Termografía o Termograma.
FUNDAMENTOS DE LA TERMOGRAFÍA POR INFRARROJOS
La Termografía Infrarroja es una técnica que permite, a distancia y sin ningún contacto, medir y visualizar temperaturas de superficie con precisión. La Física permite convertir las mediciones de la radiación infrarroja en medición de temperatura, esto se logra midiendo la radiación emitida en la porción infrarroja del espectro electromagnético desde la superficie del objeto, convirtiendo estas mediciones en señales eléctricas.Los ojos humanos no son sensibles a la radiación infrarroja emitida por un objeto, pero las cámaras termográficas, o de termovisión, son capaces de medir la energía con sensores infrarrojos, capacitados para "ver" en estas longitudes de onda. Esto nos permite medir la energía radiante emitida por objetos y, por consiguiente, determinar la temperatura de la superficie a distancia, en tiempo real y sin contacto.
La radiación infrarroja es la señal de entrada que la cámara termográfica necesita para generar una imagen de un espectro de colores, en el que cada

uno de los colores, según una escala determinada, significa una temperatura distinta, de manera que la temperatura medida más elevada aparece en color blanco.
DESCUBRIMIENTO DE LOS RAYOS INFRARROJOS
El descubridor de los rayos infrarrojos fue Sir Frederick William Herschel nacido en Hannover, Alemania 1738.Fue muy conocido tanto como músico y como astrónomo. En el año 1757 emigró hacia Inglaterra donde con su hija Carolina construyeron un Telescopio. Su más famoso descubrimiento fue el del planeta Urano en el año 1781. En el año de 1800, Sir William Herschel hizo otro descubrimiento muy importante.
Se interesó en verificar cuanto calor pasaba por filtros de diferentes colores al ser observados al sol.Se dio cuenta que esos filtros de diferentes colores dejaban pasar diferente nivel de calor. Continuando con ese experimento, Herschel hizo pasar luz del sol por un prisma de vidrio y con esto se formó un espectro (el "arco iris" que se forma cuando se divide a la luz en sus colores).
Haciendo controles de temperatura en los distintos colores de ese espectro verificó que más allá de rojo fuera de las radiaciones visibles la temperatura era más elevada. Encontró que esta radiación invisible por encima del rojo se comporta de la misma manera desde el punto de vista de la reflexión, refracción, absorción y transmisión que la luz visible. Era la primera vez que alguien demostraba que había otra forma de iluminación o radiación que era invisible al ojo humano. Esta radiación inicialmente la denominó Rayos caloríficos y luego Infrarrojos (infra: quiere decir abajo) Es decir, por debajo del nivel de energía del rojo.
El año 2000 marca el 200 aniversario del descubrimiento de William Herschel del infrarrojo y este aniversario encuentra a la tecnología Infrarroja en plena expansión en todas sus aplicaciones. La Astronomía, la medicina, la seguridad pública, en el rescate, en la electrónica, en la meteorología, la ingeniería de procesos, el mantenimiento industrial, el análisis de la vegetación, el estudio de las temperaturas de los océanos, por mencionar algunas.
No solo se encuentra en plena expansión, sino que también se perfila como una tecnología de uso masivo a medio plazo.
Ampliando términos, transferencia de calor es energía en tránsito debido a diferencias de temperatura. El calor es una cosa intangible. Nosotros no podemos medir en forma directa el calor. Solamente podemos medir los efectos del calor, a saber: cambios de la temperatura.
La transferencia de calor puede ser por conducción, convección, radiación o por sus combinaciones. La velocidad (la diferencia genera contraste) de calentamiento o enfriamiento depende de las propiedades térmicas, estado físico, tamaño y naturaleza del producto, así como el mecanismode transferencia. La termografía infrarroja logra obtener, a partir de esa energía

radiada en el rango infrarrojo (0,7 a 15 micras), la temperatura del cuerpo emisor.
La Termografía Infrarroja o la utilización de cámaras térmicas obligan al profesional a evaluar las tres formas de transferencia de calor. La Termografía no es simplemente la generación de una imagen con una determinada cámara térmica /infrarroja.
La técnica de generación de la imagen y la evaluación de la misma debe ser considerada como un ensayo térmico.A pesar de la comodidad y fiabilidad de las cámaras termográficas, su uso no está demasiado extendido en nuestro país.
Las cámaras termográficas han sido desarrolladas con tecnología Uncooled Focal Plane Arraydetector (UFPA) consistente de una matriz de dos dimensiones (320x240)f ormada por unos detectores conocidos como microbolómetros.
Los infrarrojos inciden en el detector como onda electromagnética, la temperatura del detector aumenta por la absorción de la energía de la radiación, la resistencia del detector cambia, y finalmente el cambio de resistencia crea la señal eléctrica.
Para la medición de la temperatura se dispone de una cámara termográfica desarrollada para trabajos de detección y prevención que es capaz de realizar medidas de temperatura tanto en el interior como en el exterior.
Las características principales de la cámara son su pequeño tamaño, ligereza y alta calidad de imagen.
¿QUE USOS PUEDE TENER UNA TERMOGRAFÍA?
Las termografías pueden ser aplicadas en cualquier situación donde un problema o condición pueda ser visualizado por medio de una diferencia de temperatura. Una termografía puede tener aplicación en cualquier área siempre y cuando esta tenga que ver con variación de temperatura.
Detecta problemas rápidamente sin interrumpir el funcionamiento del equipo. Minimiza el mantenimiento preventivo y el tiempo en localizar problemas.
Puede ser utilizada por compañías de seguros para cerciorarse que el equipo o las instalaciones se encuentran en estado óptimo.
Previene incendios o accidentes.
CAMPOS DE APLICACIÓN
DESARROLLO Y ESTRUCTURA DE EDIFICIOS:

Inspección de pérdida de energía térmica para Edificios (plantas, maquiladoras, hoteles, edificios gubernamentales, etc.)
Evaluación de la humedad para Edificios (plantas, maquiladoras, hoteles, edificios gubernamentales)
Inspecciones de integridad del concreto Inspecciones en pisos sobrecalentados, localización de fugas y
distribución de temperatura. Localiza aislamiento dañado o escaso Identifica perdidas y fugas de energía Localiza cables, conductores o tuberías sobrecalentados
SISTEMA DE TECHADO:
Detección de Goteras para edificios y naves industriales. Identifica partes de techos dañadas por el agua, rápida y eficientemente. Documenta problemas antes de que las garantías u obligaciones expiren
SISTEMAS MECANICOS:
Evaluación de equipos de aire acondicionado y calefacción Pérdidas de frío en cuartos fríos. Detección de fugas en el aislamiento en equipos de refrigeración
APLICACIONES AMBIENTALES:
Localización de áreas de acumulación de desechos antiguos Localización de tanques bajo tierra en zonas industriales Localiza daños de arquitecturas y/o esculturas
APLICACIONES AÉREAS:
Inspecciones aéreas eléctricas de alto voltaje para líneas de transmisión Búsqueda de supervivientes
APLICACIONES VARIAS:
Localización de incendios de baja intensidad en bosques densos. Localización de personas perdidas Localización de personas atrapadas en incendios de edificios así como
poder caminar a través del humo.
BIOLOGÍA Y MEDICINA
Electricidad y electrónica: Fallos en líneas de alta, media y baja tensión Caracterización de materiales
RADIOMETRÍA:
Estudios de imágenes térmicas procedentes de objetos enterrados.

Huellas térmicas de minas enterradas, etc.
ENSAYOS NO DESTRUCTIVOSMECÁNICA DEL ESTADO SÓLIDOMECÁNICA DE FLUIDOS:
Transferencia de calor en fluidos Capacidad de radiadores
APLICACIONES INDUSTRIALES:
Trabajos de conservación y restauración. Mantenimiento eléctrico Control de calidad Inspección de edificios y obras de arte.
fuente: www.amperis.com - Cámaras Termográficas
2 4 D E O C T U B R E D E 2 0 1 1
Corrosion y su Control - Parte IPublicado por: Alirio J Jimenez N
Las pérdidas anuales por causa de la corrosión en países industrializados y envía de desarrollo
gira en torno al 3.5% de sus Productos Interno Bruto (PIB), esa cifra se une a dos mas que indican
que, el 51% de las falla con fugas de hidrocarburo en tuberías, en los campos de producción y
exploración de crudo en el mar del norte es producto de la corrosión y que entre un cuarto (1/4) a
un tercio (1/3) de la producción de acero en el mundo se dedica a la reparación de estructuras
metálicas corroídas. Pero si bien son ciertas estas cifras, también es cierto que se puede llegar a
reducir sus efectos en un 22% si se aplican métodos y técnicas adecuados para su control, es por
eso que hoy día no es extraño ver la creciente preocupación de empresas y gobiernos por
investigar y controlar los riesgo ocasionados por la corrosión.
Con solo pocas excepciones, la corrosión, electro-químicamente hablando, puede definirse como
una pila o celda en corto circuito, donde se aprecian claramente cuatro elementos principales:
1. Un electrodo Positivo (cátodo)
2. Un electrodo Negativo (ánodo)

3. Un Electrolito (medio)
4. Un contacto metálico – Corto circuito.
Estos son los componentes de una pila o celda de corrosión electro-química, donde se desarrollan
básicamente dos procesos: el de oxidación (desprendimiento de electrones) y el de reducción
(captación de electrones). En el ánodo o región anódica tendrá lugar la reacción de oxidación o
disolución (corrosión) y sobre en cátodo o región catódica una reacción de reducción con depósito
de iones del ánodo. La corriente que circula será una medida de la velocidad del flujo de electrones
y esta a su vez depende en mucho de la resistencia del circuito.
Las celdas de corrosión electro-química pueden ser de varios tipos, pero las más comunes son:
Las celdas galvánicas. Cuando el flujo de corriente es generado por la diferencia en la
composición quimica de dos electrodos diferentes en contacto.
Las celdas de concentración. Cuando el flujo de corriente es generado por las diferencias del
medio (electrolito) en diferentes áreas de un mismo metal, especialmente cuando existen lugares
donde la circulación del electrolito se dificulta, generándose una diferencia en la concentración del
mismo.

Las celdas Pasivas/Activas. Cuando una porción de la superficie de un mismo metal es cubierta
con una capa de productos de corrosión que inhiben el proceso de corrosión (generalmente zona
catódica y pasiva) y otra parte de la superficie no es cubierta por esta capa (zona anódica y activa),
produciéndose una diferencia de potencial entre ellas creando una celda de corrosión. Este tipo de
celdas son generalmente muy activa y pueden causar ataques localizados muy severos.
Al hablar de control de corrosión, hablamos de controlar o eliminar uno o varios de los elementos
presente en una celda de corrosión. Por ejemplo cuando utilizamos la protección catódica por
corriente impresa, controlamos el flujo de electrones (corriente) que sale de una cama de ánodos
(que se sacrifican muy lentamente) hacia un cátodo (tubería) que se protege, cuando aplicamos
recubrimientos industriales, se coloca una barrera aislante entre el medio y las diferentes zonas
anódicas y catódicas de la superficie de un metal, cuando utilizamos inhibidores de corrosión en un
fluido, modificamos las condiciones del medio para reducir los efecto corrosivos de este sobre el
metal, en fin todo lo que hacemos en los procesos de control, lo hacemos sobre los diferentes
elementos de la celda de corrosión, es por eso que el entendimiento de la contribución de cada uno
de estos elementos en la efectividad de la celda de corrosión, nos permitirá ser más efectivo en el
control de la misma.
Con ese objetivo en mente hoy inicio una nueva serie de notas que nos permitirá conocer más
cada uno de estos elementos y su contribución en el proceso de corrosión de los materiales, esto
nos permitirá evaluar, sin entrar en detalles complicados, los procesos de control de los mismos
desde el punto de vista químico y/o electroquímico, tratando más bien de ser grafico y sencillo en
mis explicaciones, con la benevolencia, claro, de mis extraordinarios maestros de corrosión
Líquidos PenetrantesEnviado por resnick_halliday
Anuncios Google
Jabón Líquido ArielAriel Penetra Rápidamente Limpiando Profundamente las Manchas. Ingresa! www.ariel.com.co

Corrosión e IntegridadProtección Catódica, Recubrimientos Certificación NACE, ICDA, ECDA www.corrosionyproteccion.com
Solicita tu préstamoSin codeudor desde $500.000 Sin historia crediticia Lenddo.com.co
1.2. Introducción a los Líquidos Penetrantes 3. Características de los líquidos penetrantes 4. Método de aplicación de los líquidos penetrantes en Pruebas No
Destructivas5. Tiempo de Penetración 6. Guía de Selección del proceso 7. Diagramas 8.
Introducción a los Líquidos Penetrantes
Discontinuidades que detecta, defectos superficiales como: poros, grietas, rechupes, traslapes, costuras, laminaciones, etc.
Materiales: Sólidos metálicos y no metálicos
VENTAJAS
Muy económico Inspección a simple vista No se destruye la pieza Se obtiene resultados inmediatos.
DESVENTAJAS
Solo detecta fallas superficiales Difícil establecimiento de patrones La superficie a inspeccionar debe estar limpia y sin recubrimientos No se puede inspeccionar materiales demasiado porosos
PRINCIPIOS FÍSICOS
Capilaridad: Es la acción que origina que un liquido ascienda o descienda a través de los llamados tubos capilares.
Cohesión: Es la fuerza que mantiene a las moléculas de un cuerpo a distancias cercanas unas de las otras.
Adherencia: Es la fuerza de atracción entre moléculas de sustancias diferentes. Viscosidad: Es la resistencia al deslizamiento de una capa de un fluido sobre
otra capa.

Tensión superficial: Es la fuerza no compensada que ejerce la superficie del liquido debido a la tensión no compensada de las moléculas subsuperficiales sobre la membrana superior.
Características de los líquidos penetrantes
El liquido penetrante tiene la propiedad de penetrar en cualquier abertura u orificio en la superficie del material. El penetrante ideal debe reunir lo siguiente:
Habilidad para penetrar orificios y aberturas muy pequeñas y estrechas. Habilidad de permanecer en aberturas amplias. Habilidad de mantener color o la fluorescencia. Habilidad de extenderse en capas muy finas. Resistencia a la evaporación. De fácil remoción de la superficie. De difícil eliminación una vez dentro de la discontinuidad. De fácil absorción de la discontinuidad. Atoxico. Inoloro. No corrosivo. Antiinflamable. Estable bajo condiciones de almacenamiento. Costo razonable.
Propiedad física Penetrante Revelador
Capilaridad Alta Baja
Tensión superficial Baja Alta
Adherencia Baja Alta
Cohesión Baja Alta
Viscosidad Baja Alta
Partículas Pequeñas Grandes
Tensión superficial: Es una de las propiedades mas importantes. Se requiere una tensión superficial baja para obtener buenas propiedades de penetración y mojado
Poder humectante: El penetrador debe ser capaz de mojar completamente la
superficie del material y es una de las propiedades mas importantes. Esto se refiere al ángulo de contacto del líquido con la superficie, el cual debe ser lo mas bajo posible.

Viscosidad: Esta propiedad no produce efecto alguno en la habilidad del liquido para penetrar, aunque afecta la velocidad de penetración. Los penetrantes de alta viscosidad penetran lentamente, en tanto que los de baja viscosidades escurren muy rápido y tiene la tendencia a no ser retenidos en los defectos de poca profundidad; por lo tanto se recomienda una viscosidad media.
Volatilidad: Los líquidos penetrantes no deben ser volátiles. Si existe una evaporación excesiva se los productos del penetrante, se verá afectada la sensibilidad de todo el proceso, debido tanto al desequilibrio de la formula, como a la perdida del poder humectante.
Gravedad especifica o densidad relativa: No juega un papel directo sobre el comportamiento de un penetrante dado; sin embargo, con densidades bajas se facilita el transporte de materiales extraños que tenderán a sedimentar en el fondo cuando se usan tanques abiertos. La mayoría de los líquidos penetrantes tienen densidades relativas que varían entre 0.86 y 1.06 a 16°C, por lo general la densidad es menor a 1.
Punto de inflamación: Como medida de seguridad practica los líquidos penetrantes deberán poseer un punto de inflamación elevado con el fin de reducir los peligros de incendio. Generalmente el punto de inflamación es mayor de 95 °C y en recipientes abiertos no debe ser menor de 65 °C.
Inactividad química: Los productos usados en la formulación de los líquidos penetrantes deben se inertes y no corrosivos con respecto a los materiales a ser ensayados y a los recipientes que los contienen.
Capacidad de disolución: El penetrante debe tener una elevada capacidad para contener grandes concentraciones de pigmentos coloreados o fluorescentes usados y mantenerlos en solución.
Método de aplicación de los líquidos penetrantes en Pruebas No Destructivas
Se aplica el liquido penetrante a la superficie de la pieza a ser examinada, permitiendo que penetre en las aberturas del material, después de lo cual el exceso del liquido es removido. Se aplica entonces el revelador, el cual es humedecido o afectado por el penetrante atrapado en las discontinuidades de esta manera se incrementa la evidencia de las discontinuidades, tal que puedan ser vistas ya sea directamente o por medio de una lámpara o luz negra.
Tipo I = Penetrante fluorescente
Tipo II = Tintas permanentes o visibles
Proceso A = Penetrante lavable en agua
Proceso B = Penetrante postemulsificado
Proceso C = Penetrante removido con solvente
Revelador seco: Grano fino se aplica por espolvoreado, rociado o sumergido.
Revelador no acuoso: Es una suspensión absorbente, aplicado por rocío
Revelador húmedo: Es una suspensión absorbente de polvo en agua, se aplica por inmersión.

Portátil ( atomizador )
Estacionario ( inmersión )
Simple vista Spoteheck (portátil)
Luz negra Syglo (estacionario)
Portátil Estacionario
Liquido penetrante Rojo Verde (fluorescente)
Removedor Incoloro Incoloro
Revelador Blanco Blanco
PREPARACIÓN Y LIMPIEZA DE LA PIEZA:
Limpiar cuidadosamente la superficie a inspeccionar de pintura, aceite, grasa y otros contaminantes. Será necesario eliminar los restos de óxidos, pinturas, grasas, aceites, taladrinas, carbonilas, etc. Y esto se hace por métodos químicos, ya que los mecánicos, están prohibidos por la posibilidad que tiene su aplicación de tapar defectos existentes.
Se pueden usar todos aquellos procesos que dejen a la superficie limpia y seca; que no dañen al espécimen y que no empleen productos que sean incompatibles con los componentes.
Soluciones detergentes en caliente por inmersión, desengrase en fase de vapor o desengrase mediante disolvente, son los principales métodos para eliminar grasas y aceites. Los óxidos y las carbonillas térmicas se eliminaran con desoxidantes alcalinos o ácidos y a veces, principalmente en superficies rectificadas se hace un ataque ácido a fondo que abre las grietas durante la operación. Las pinturas se eliminan con productos cáusticos en caliente o basados en ellos.
APLICACIÓN DEL PENETRANTE.
Los penetrantes se aplican por inmersión, rociado con un cepillo o brocha, vertiendo el liquido sobre la pieza o cualquier otro método, vertiendo el liquido sobre la pieza o cualquier otro método que cubra la zona que se inspecciona.
Será necesario obtener una película fina uniforme en toda la superficie y se deberá esperar un tiempo llamado tiempo de penetración para que el liquido penetre en grietas. Este tiempo oscila entre los 5 y 15 minutos dependiendo del material y la clase de grietas.
ELIMINACIÓN DEL EXCESO DE PENETRANTE.
Se debe retirar la capa superficial del penetrante de forma que lo único que permanezca sea el que se hubiera alojado en las discontinuidades.
Se entiende por exceso de penetrante todo liquido que no se ha introducido en los defectos y que permanece sobrante sobre la superficie de la pieza a inspeccionar..

Esta etapa es critica y de su correcta realización dependerá el resultado final de la inspección, ya que es necesario eliminar y limpiar el exceso de penetrante de tal modo que no extraigamos el penetrante introducido en los defectos. Si no se ha eliminado perfectamente el liquido penetrante, en la inspección final aparecerán manchas de penetrante produciendo indicaciones falsas e incluso, el enmascaramiento de las grietas. Para saber si hemos eliminado bien el exceso de penetrante es necesario hacer una inspección visual. Es aconsejable quitar en primer lugar la mayor parte del penetrante con trapos o papel absorbente y después eliminar el resto utilizando trapos o papel ligeramente impregnados en disolvente.
APLICACIÓN DEL REVELADOR.
Aplicar el revelador y dejarlo actuar.
El revelado es la operación que hace visible al ojo humano la posición del defecto. El revelador es básicamente un producto en polvo de compuestos químicos blancos, inertes y con una granulometría tal que dispone de un gran poder de absorción. Una vez aplicado el revelador, hay que esperar un tiempo para que absorba el penetrante, este tiempo oscila entre 5 y 15 minutos.
Durante la preparación de las piezas para la inspección es necesario secarlas después de la aplicación del revelador húmedo o eliminar el remanente antes del uso del polvo revelador seco.
INSPECCIÓN FINAL DE LA PIEZA.
Una vez transcurrido el tiempo de revelado, se procede a la inspección de los posibles defectos de las piezas procesadas.
El tiempo de revelado depende del tipo de penetración, del revelador y del defecto, pero deberá permitirse tiempo suficiente para que se formen las indicaciones. La inspección se realiza antes de que el penetrante comience a exudar sobre el revelador hasta el punto de ocasionar la perdida de definición.
El proceso de inspección se compone de tres etapas.
A. Inspección.B. Interpretación .
Una regla práctica es que el tiempo de revelado nunca debe ser menor a siete minutos.
o Indicaciones relevantes. Son las causadas por discontinuidades que están generalmente presentes en el diseño.
o Indicaciones falsas. Son el resultado de alguna forma de contaminación con penetrantes, estas indicaciones no pueden referirse a ningún tipo de discontinuidad.
LIMPIEZA FINAL.
Se debe llevar a cabo en razón de los productos usados en el ensayo.
Tiempo de Penetración
Material Proceso Tipo de discontinuidad Tipo I Y II
Proceso A
Tipo I Y II
Proceso B
Tipo I Y II
Proceso C
Aluminio
Fundición
Extrusión y forja
Soldadura
Todos
Todos
Porosidades
Traslapes
Falta de fusión
Porosidades
Grietas
Grietas de fatiga
5 a 10 min
NR
30
30
30
NR
5 min
10
5
5
10
30
3 min
7
3
3
5
5
Magnesio
Fundición
Extrusión y forja
Soldadura
Todos
Porosidades
Traslapes
Falta de fusión
Porosidades
Grietas
Grietas de fatiga
15
NR
30
30
30
NR
5
10
10
10
10
30
3
7
5
5
5
7
Acero
Fundición
Extrusión y forja
Soldadura
Todos
Todos
Porosidades
Traslapes
Falta de fusión
Porosidades
Grietas
Grietas de fatiga
30
NR
60
60
30
NR
10
10
10
10
10
30
5
7
7
7
7
10
Latón y bronce
Fundición
Extrusión y forja
Recubrimientos
Todos
Porosidades
Traslapes
Falta de fusión
Porosidades
Grietas
10
NR
15
15
30
5
10
10
10
10
3
7
3
3
3
Plásticos Todos Grietas 5 a 30 5 5
Vidrio Todos Grietas 5 a 30 5 5
Herramienta con punta de carburo
Falta de fusión
Porosidades
Grietas
30
30
30
5
5
20
3
3
5
Titanio y aleaciones a altas temperaturas
Todos
NR 20 a 30 15
Todos
metales
Todos Esfuerzos o
Granulación
Interna
NR 240 240
NR = no recomendable
Guía de Selección del proceso
PROBLEMA PROCESO
TIPO I Y II
OBSERVACIONES
Alta producción de artículos pequeños A Pequeñas cantidades mojadas en canastas
Alta producción de artículos grandes B Grandes forjas, extrusiones, etc.
Alta sensibilidad para discontinuidades finas B Indicaciones mas claras y mas brillantes
Discontinuidades superficiales, rayones, etc. Deben detectarse
B Puede controlarse la profundidad de emulsificación.
Artículos con rugosidad superficial A
Artículos con cuerdas y cuñeros. A El penetrante podría fijarse en las esquinas.

Artículos con rugosidad superficial media A – B La elección depende de los requerimientos de producción y sensibilidad.
Prueba por puntos. C
Se necesita equipo portátil. C
No se dispone de agua y electricidad C
Artículos anodizados, agrietados después del anodizado
C – B – A De preferencia el orden indicado
Repetir el proceso C Cinco a seis repeticiones podrían ser el limite.
Detección de fugas A – B
CARACTERÍSTICAS DEL PENETRANTE FLUORESENTE
TIPO VENTAJAS DESVENTAJAS
LAVADO CON AGUA
La fluorescencia asegura visibilidad
Fácilmente lavable con agua.
Grandes cantidades de especimenes pequeños.
Superficies rugosas.
Cuñeros y cuerdas.
Amplio rango de discontinuidades.
Rápido.
Proceso sencillo.
Requiere luz negra y áreas obscuras.
No es seguro en la detección de rayones y fallas superficiales.
No es seguro volver a probar.
No es seguro en superficies anodizadas.
Ácidos y cromatos afectan la sensibilidad.
Fácilmente sobre lavado.
El penetrante esta expuesto a la contaminación del agua.
POST
EMULSIFICADO
La fluorescencia asegura visibilidad.
Alta sensibilidad para discontinuidades muy finas.
Bueno para discontinuidades superficiales.
Fácilmente lavable con agua después de la emulsificación.
Tiempo de penetración corto.
No puede ser fácilmente sobre lavado
Requiere luz negra y áreas obscuras.
Requiere mas paso.
Requiere equipo para la aplicación de emulsivo.
Difícil remoción del penetrante en cuerdas, cuñeros, agujeros ciegos y superficies rugosas
La fluorescencia asegura visibilidad Requiere luz negra y áreas obscuras.

REMOVIDO CON SOLVENTE
Portátil.
No requiere agua.
Bueno sobre piezas anodizadas.
Para verificación por puntos.
Las piezas pueden ser re probadas
Material inflamable.
No puede usarse en tanques abiertos.
Difícil su empleo sobre superficies rugosas tales como fundición de magnesio.
Diagrama general de la aplicación de líquidos penetrantes
PROCESO A: PENETRANTE FLUORESCENTE LAVABLE CON AGUA

PROCESO B: PENETRANTE FLUORESCENTE POST - EMULSIFICADO

PROCESO C: PENETRANTE FLUORESCENTE REMOVIDO CON SOLVENTE

PROCESO C: PENETRANTE VISIBLE REMOVIDO CON SOLVENTE

PROCESO A: PENETRANTE VISIBLE LAVABLE CON AGUA
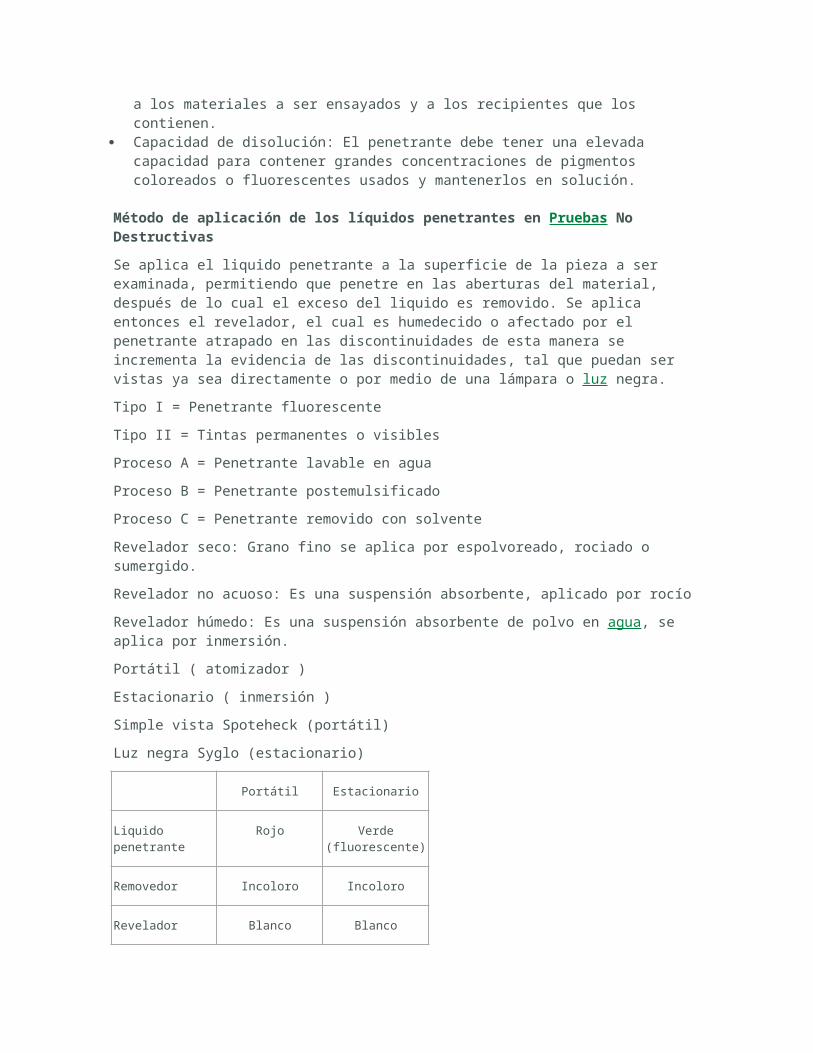
PROCESO B: PENETRANTE VISIBLE POST – EMULSIFICADO

Bibliografía
"Apuntes para el Laboratorio de Pruebas No Destructivas". UPIICSA-IPN, Academia de Laboratorio de Control de Calidad, MéxicoD.F., 2002