tecnicas de ingeniera convencional
TRANSCRIPT

1
Diseño.Ingeniería de métodos y simplificación del trabajo.
Es la técnica que tiene como objetivo aumentar la productividad del trabajo,
mediante la eliminación de todos los desperdicios de materiales, de tiempo y
esfuerzo; además, procura hacer más fácil y lucrativa cada tarea y aumenta la
calidad de los productos poniéndolos al alcance de mayor número de
consumidores.
Por definición se establece que el objetivo del diseño del trabajo es aumentar la
productividad con los mismos o menores recursos si entendemos al trabajo como
la actividad que integra los recursos materiales, de mano de obra y de maquinaria,
con el fin de producir los bienes o servicios.
Medición del trabajo.
La Medición del trabajo es la aplicación de técnicas para determinar el tiempo que
invierte un trabajador calificado en llevar a cabo una tarea definida efectuándola
según una norma de ejecución preestablecida.
El Estudio de Métodos es la técnica por excelencia para minimizar la cantidad de
trabajo, eliminar los movimientos innecesarios y substituir métodos. La medición
del trabajo a su vez, sirve para investigar, minimizar y eliminar el tiempo
improductivo, es decir, el tiempo durante el cual no se genera valor agregado.
Una función adicional de la Medición del Trabajo es la fijación de tiempos estándar
(tiempos tipo) de ejecución, por ende es una herramienta complementaria en la
misma Ingeniería de Métodos, sobre todo en las fases de definición e
implantación. Además de ser una herramienta invaluable del coste de las
operaciones.

2
En el devenir de un Ingeniero Industrial muchas serán las ocasiones en las que
requerirá de alguna técnica de medición del trabajo. En el proceso de fijación de
los tiempos estándar quizá sea necesario emplear la medición para:
Comparar la eficacia de varios métodos, los cuales en igualdad de
condiciones el que requiera de menor tiempo de ejecución será el óptimo.
Repartir el trabajo dentro de los equipos, con ayuda de diagramas de
actividades múltiples. Con el objetivo de efectuar un balance de los
procesos.
Determinar el número de máquinas que puede atender un operario.
Una vez el tiempo estándar (tipo) se ha determinado, este puede utilizarse para:
Obtener la información de base para el programa de producción.
Obtener información en que basar cotizaciones, precios de venta y plazos
de entrega.
Fijar normas sobre el uso de la maquinaria y la mano de obra.
Obtener información que permita controlar los costos de la mano de obra
(incluso establecer planes de incentivos) y mantener costos estándar.
Las etapas necesarias para efectuar sistemáticamente la medición del trabajo son:
SELECCIONAR El trabajo que va a ser objeto de estudio.
REGISTRARTodos los datos relativos a las circunstancias en que se realiza el trabajo, a los métodos y a los elementos de actividad que suponen.
EXAMINARLos datos registrados y el detalle de los elementos con sentido crítico para verificar si se utilizan los métodos y movimientos más eficaces, y separar los elementos improductivos o extraños de los productivos.
MEDIRLa cantidad de trabajo de cada elemento, expresándola en tiempo, mediante la técnica más apropiada de medición del trabajo.
COMPILAREl tiempo estándar de la operación previendo, en caso de estudio de tiempos con cronómetro, suplementos para breves descansos, necesidades personales, etc.
DEFINIRCon precisión la serie de actividades y el método de operación a los que corresponde el tiempo computado y notificar que ese será el tiempo estándar para las actividades y métodos especificados.

3
Estas etapas deberán seguirse en su totalidad cuando el objetivo de la medición
sea fijar tiempos estándar (tiempos tipo).
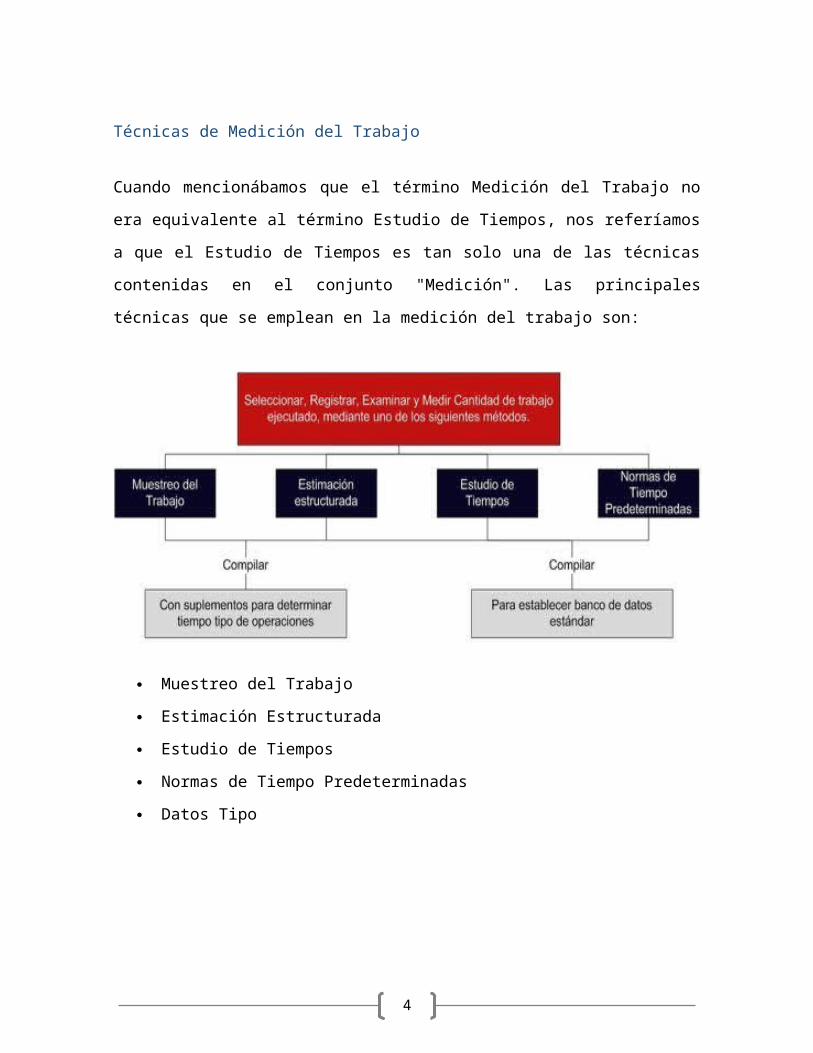
Técnicas de Medición del Trabajo
Cuando mencionábamos que el término Medición del Trabajo no era equivalente
al término Estudio de Tiempos, nos referíamos a que el Estudio de Tiempos es tan
solo una de las técnicas contenidas en el conjunto "Medición". Las principales
técnicas que se emplean en la medición del trabajo son:
Muestreo del Trabajo
Estimación Estructurada
Estudio de Tiempos
Normas de Tiempo Predeterminadas
Datos Tipo
4
Diseño del trabajo
El diseño del trabajo en las organizaciones debe de tomar en cuenta el
cumplimiento de metas desafiantes que tengan sensación de sentido para el
empleado. Por lo que la especificación de las metas y las tareas a cumplir en sus
relaciones interpersonales y con la tarea esperada comprende el diseño del
trabajo.
Cada vez que a la gente se le asigna un trabajo, se dan instrucciones o autoridad
para realizar tareas y cumplir metas. En forma consciente e inconsciente, los
gerentes, los integrantes de equipos de trabajo dirigidos o autoridirigidos, cambian
las tareas relacionadas con el trabajo de los empleados.
El diseño del trabajo supone un enfoque fundamental para aumentar la
motivación laboral. Todas las teorías sobre motivación del empleado apuntan a
que hay que diseñar los puestos de trabajo de forma que se aumente la
motivación y el rendimiento. El diseño del puesto de trabajo es el proceso por el
que se organiza el trabajo en una serie de tareas que deben realizarse en un
puesto específico. Tres elementos importantes influyen en el diseño de un puesto
de trabajo:
Análisis del flujo de trabajo: tiene como objetivo garantizar que cada puesto
de la organización reciba el trabajo como una entrada (input) al que, a través
del trabajo, hay que añadir valor para, a continuación, pasárselo al siguiente
trabajador.
Estrategia empresarial propia de la organización.
Estructura organizativa que mejor se adecua a dicha estrategia. Por
ejemplo, una organización burocrática pone énfasis en la especialización de los
trabajos, pues esta estructura está basada en la división del trabajo.
Para la configuración de los puestos de trabajo, Richard Hackman estableció un
marco conceptual con cinco dimensiones:

5
Variedad. Grado en que las actividades propias del puesto requieren
diversidad de conocimientos y habilidades por parte del personal.
Identidad de la tarea. Grado en que el trabajo ofrece la oportunidad de
adquirir una visión plena e integradora, de manera que aparezca como un
todo identificable. Que se haga un trabajo de principio a fin con un resultado
fácil de identificar.
Valor de la tarea. Influencia que tiene el puesto sobre otros de la misma
organización o del entorno. Dicho en términos de procesos, el efecto que
tiene sobre clientes internos y externos.
Autonomía. Responsabilidad e independencia del trabajador en cuanto a la
planificación del trabajo y a cómo realizarlo. Grado de autocontrol que
puede ejercerse en el puesto.
Retroinformación. Grado en que el empleado obtiene información acerca
del resultado de su trabajo.
En el diseño del trabajo, los puestos que posean estas características en una
proporción considerable, se dice que han sido enriquecidos. Este enriquecimiento
puede ser de dos tipos:
Horizontal. Se incrementa el número de tareas a realizar, pero con un nivel
de complejidad y exigencia en cuanto a habilidad similar. En esta tipología
puede darse el caso de que el trabajo no se haga más significativo ni más
satisfactorio.
Vertical. Lleva implícita la dotación de responsabilidades nuevas.
Ambas estrategias pueden ser combinadas para que el puesto implique más
tareas y de mayor responsabilidad.
Realizando el diseño del trabajo de acuerdo con los criterios antes citados, lo
empleados percibirán el trabajo como más significativo, se sentirán más
responsables y obtendrán mayor conocimiento sobre el resultado de su actividad.
La consecuencia será una mayor probabilidad de que el proceso se mantenga
estable, ya que los que lo llevan a cabo obtienen retroalimentación sobre los
resultados y así pueden ejercer mayor control sobre el mismo. También

6
consiguen información positiva sobre su rendimiento (en lugar de únicamente
negativa cuando el proceso no funciona bien), lo que supone una fuente de
gratificación.
Diseño de seguridad de trabajo.
La mayoría de los programas de seguridad se consideran reactivos, una medida
en respuesta a un incidente (por ejemplo, la administración de primeros auxilios
después de una lesión). Sin embargo, un análisis de seguridad en el trabajo (JSA,
por sus siglas en inglés) se considera como enfoque activo a la seguridad en el
trabajo. Un JSA puede llamarse Análisis de Peligros en el Trabajo. Un JSA es una
herramienta usada para aumentar la seguridad en el trabajo mediante:
• El identificar los peligros o peligros potenciales asociados con cada paso de un
trabajo
• El encontrar medidas eficaces de control para prevenir o eliminar la exposición.
Los pasos para realizar un JSA, son:
Seleccionar el trabajo para analizar. Un programa eficaz de JSA escoge y
prioriza los trabajos para analizar. Categorice cada trabajo según el mayor número
de posibles peligros. Se analizan primero los trabajos peligrosos, Los siguientes
factores necesitan considerarse al categorizar los trabajos:
La frecuencia de accidentes: el número de veces que se repite un accidente
o lesión durante la realización de un trabajo determinara la prioridad del
análisis.
La severidad del accidente: cualquier accidente que resulta en tiempo
perdido o tratamiento médico requerido también determinara la prioridad del
análisis.

7
Trabajos nuevos, no rutinarios o cambios de deberes: ya que estos trabajos
son nuevos o diferentes, hay más probabilidad de un índice alto de
incidentes debido a los variables no conocidos.
Exposición repetida: la exposición repetida durante un periodo de tiempo tal
vez califique el trabajo como para hacer un JSA.
Dividir el trabajo en pasos básicos: Cada paso del trabajo siendo
considerado se anota en la primera columna de la hoja de trabajo del JSA.
Los pasos se anotan por orden de acontecimiento junto con una descripción
breve. El análisis no debe ser tan detallado que resulte en un número grande
de pasos, ni tan generalizado que se omiten pasos básicos. Si hay más de
quince pasos, el trabajo debe dividirse en más de un JSA. Se les debe explicar
a estos trabajadores el propósito y aspectos prácticos de un JSA. Una vez
divido el trabajo en pasos, todas las personas participando deben repasar y
aprobar la lista.
Identificar los peligros dentro de cada paso. Cada paso se analiza para
peligros existentes y potenciales. Al identificar peligros, todas las posibilidades
lógicas deben considerarse. La pregunta principal que hay que hacer al evaluar
cada paso es, “¿Podría este paso provocar un accidente o lesión?”
Controlar Cada Peligro. En este paso se identifican las medidas de control para
cada peligro y se anotan en la próxima columna. La medida de control
recomienda un procedimiento laboral para eliminar o reducir accidentes o peligros
potenciales. Considere estos cinco puntos para cada peligro identificado:
Cambie el procedimiento del trabajo – Lo que se necesita considerar es
como cambiar el equipo y el área de trabajo o proporcionar herramientas o
equipo adicional para hacer el trabajo más seguro. Tal vez puedan utilizarse
recursos de ingeniería o herramientas que disminuyen el trabajo para hacer
seguro el trabajo o el área de trabajo. La meta debe determinarse y se debe
analizar las varias maneras de lograr la meta de la manera más segura.

8
Cambie las condiciones físicas – las condiciones físicas pueden incluir a
herramientas, materiales y equipo que tal vez no sean apropiados al
trabajo. Controles tales como los administrativos o los de ingeniería pueden
corregir el problema. Por ejemplo, el adquirir producto en paquetes más
pequeños si es que se requiere mucha fuerza para levantar o el volver a
diseñar el área de trabajo para mejorar la seguridad.
Cambie los procedimientos laborales – Un ejemplo de cambios de
procedimientos laborales, para evitar quemaduras de un motor caliente,
haga mantenimiento al equipo antes de comenzar el turno en vez de al fin
del turno. Algunos cambios en los procedimientos tal vez causen otros
peligros. Por eso, se debe tomar mucha precaución al cambiar
procedimientos.
Reducir la frecuencia – La frecuencia se refiere al periodo de tiempo
expuesto al peligro. Cambios en los controles administrativos pueden
reducir la frecuencia de exposición en situaciones peligrosas. Por ejemplo,
tal vez se le exija al trabajador trabajar solamente dos horas en vez de
cuatro en el ambiente de mucho ruido.
Usar equipo de protección personal – el equipo de protección personal se
debe usar temporariamente y como último recurso para proteger a los
empleados de peligros.
Mapa de riesgos.
Si queremos definir de una manera simple al mapa de riesgos podemos
decir que es todo instrumento informativo dinámico que permite conocer los
factores de riesgo y los probables o comprobados daños en un determinado
ambiente de trabajo. La identificación y valoración de los riesgos y las
consecuencias que estos implican, es necesario para poder dar prioridad a
las situaciones de mayor riesgo respecto a las medidas preventivas que
se podrían implementar.
9
El beneficio que se da acerca del carácter dinámico de un mapa de riesgos
es que se puede seguir la evolución del riesgo con el cambio de las
tecnologías. Por otro lado, el conocimiento que se desea adquirir no es un
fin concreto, sino más bien una herramienta preventiva que posibilite una
lucha eficaz contra los factores de nocividad o peligrosidad del ambiente de
trabajo. Una característica de esta metodología con respecto a otros
sistemas de información dinámicos es la participación activa de los
trabajadores, indispensable para una aproximación global a la salud laboral.
Por tanto este método se constituye como un poderoso instrumento de
gestión y participación en la gestión de su implementación.
Las fases en la implementación de un mapa de riesgos
Conocer profundamente los factores de riesgo pasa programar
estratégicamente intervenciones preventivas evitando a toda costa la
improvisación.
Análisis exhaustivo de los conocimientos adquiridos en el paso anterior.
Donde basados en estos datos se fijarán todas las prioridades de
intervención y se programará este análisis.
Aplicación práctica de los planes de intervención programados.
Verificación de los resultados de la intervención establecida en el paso
anterior, respecto a los objetivos previamente programados.
De este modo podemos deducir que básicamente la función de un Mapa de
Riesgos es proporcionar las herramientas necesarias, para llevar a cabo las
actividades de localizar, controlar, dar seguimiento y representar en forma gráfica,
los agentes que tienen una alta probabilidad de ser generadores de riesgos que
ocasionan accidentes o enfermedades profesionales en un centro de trabajo. Para
dicho fin se ha sistematizado y adecuado para proporcionar el modo seguro de
crear y mantener los ambientes y condiciones de trabajo más adecuados, de
manera que aporten a la preservación de la salud de los trabajadores, así como su
más óptimo desenvolvimiento en su centro laboral.
Un ejemplo de mapa de riesgos serían los siguientes.

10

11
Ingeniería de factores humanos (Ergonomía).
La ingeniería de factores humanos está formada por un conjunto de teorías,
datos experimentales y empíricos, y una metodología dedicados a compensar la
deficiencia entre la capacidad o aptitud y limitaciones por un lado y el diseño de
equipos, sistemas y productos por el otro. Este campo opera dentro del contexto
de desarrollo de sistemas o productos. Forma parte integral de la ciencia de
sistemas y de la ingeniería; llega hasta los límites de otros diversos campos,
también asociados con los procesos de análisis y diseño.
La definición formal de la Ingeniería de Factores Humanos hace referencia a la
aplicación de conceptos de Ingeniería enfocados al desempeño del humano.
Principios de Ergonomía, Biomecánica, Factores Humanos, Seguridad Industrial e
Ingeniería Preventiva y de Control de Pérdidas. Así, las condiciones sociales y
ambientales deben ser aplicadas al análisis de diseños de tareas y espacios
donde el humano es el principal actor. Como disciplina, la IFH está orientada a
entender y mejorar las relaciones de las máquinas, equipos y sistemas con los
humanos encargados de operarlas.
La ergonomía es una disciplina científica que estudia la relación entre los
operadores y los elementos del sistema de trabajo. En la mayoría de los sistemas
propuestos, el centro del sistema es el operador, el cual debe recibir información
del ambiente a través de los sentidos y responder adecuadamente mediante los
medios de trabajo para llevar a cabo la tarea/actividad. Los pasos imprescindibles
que son necesarios en una intervención ergonómica son los siguientes:
análisis de las tareas
análisis de las capacidades personales
análisis de las condiciones de trabajo
evaluación de la carga de trabajo
establecimiento de medidas correctoras

12
La integración de la ergonomía en la empresa
En el mundo industrial a menudo la ergonomía y los factores humanos están
considerados como una parte menor dentro de la política de Salud y Seguridad,
especialmente si se trata de una política muy estrecha y bastante orientada hacia
las técnicas de prevención. De esta forma, la ergonomía se ve restringida en su
alcance y no resuelve las metas definidas por la Asociación Internacional de
Ergonomía (“International Ergonomics Association”, IEA) que son el mejorar el
bienestar humano y el funcionamiento del sistema total de la compañía.
La introducción de los factores humanos a través de la ciencia ergonómica en la
concepción de proyectos industriales y como consecuencia la integración de la
ergonomía en la estrategia de las empresas provoca mejoras en la productividad
de los procesos productivos y previene las pérdidas producidas por puestos de
trabajo y procesos productivos no ergonómicos, posibilita la adaptación continua
de los objetos a las necesidades y características de los usuarios, realizándose las
tareas con más facilidad, evitando accidentes y lesiones, y aumentando la
eficiencia del trabajo, alcanzándose una mayor participación y compromiso del
trabajador en el desarrollo y en la mejora de su puesto de trabajo y
consecuentemente una mayor calidad de los resultados obtenidos, logrando un
buen impacto en el clima cultural y psicosocial de la empresa, aportando a la
misma ventajas desde el punto de vista económico y humano.
Es extremadamente importante acentuar el aspecto de la ergonomía vista como
negocio, acentuando su componente ética políticamente correcta y que a su vez
es un requisito previo para la innovación y la productividad en una economía
basada en el conocimiento. Asimismo es necesario realizar un nuevo
acercamiento sistemático que asegure un ambiente de trabajo seguro y saludable.
Distribución de planta
La distribución de planta es un concepto relacionado con la disposición de las máquinas,
los departamentos, las estaciones de trabajo, las áreas de almacenamiento, los pasillos y

13
los espacios comunes dentro de una instalación productiva propuesta o ya existente. La
planificación de la distribución en planta incluye decisiones acerca de la disposición física
de los centros de actividad económica dentro de una instalación. La finalidad fundamental
de la distribución en planta consiste en organizar estos elementos de manera que se
asegure la fluidez del flujo de trabajo, materiales, personas e información a través del
sistema productivo.
Un centro de actividad económica es cualquier entidad que ocupe espacio: una persona o
grupo de personas, la ventanilla de un cajero, una máquina, un banco de trabajo o una
estación de trabajo, un departamento, una escalera o un pasillo, etc. El objetivo de la
planificación de la distribución en planta consiste en permitir que los empleados y el
equipo trabajen con mayor eficacia. Antes de tomar decisiones sobre la distribución en
planta es conveniente responder a cuatro preguntas:
¿Qué centros deberán incluirse en la distribución? Los centros deberán reflejar las
decisiones del proceso y maximizar la productividad. Por ejemplo, un área central
de almacenamiento de herramientas es más eficaz para ciertos procesos, pero
guardar las herramientas en cada una de las estaciones de trabajo resulta más
sensato para otros procesos.
¿Cuánto espacio y capacidad necesita cada centro? Cuando el espacio es
insuficiente, es posible que se reduzca la productividad, se prive a los empleados
de un espacio propio e incluso se generen riesgos para la salud y seguridad. Sin
embargo, el espacio excesivo es dispendioso, puede reducir la productividad y
provoca un aislamiento innecesario de los empleados.
¿Cómo se debe configurar el espacio de cada centro? La cantidad de espacio, su
forma y los elementos que integran un centro de trabajo están relacionados entre
sí. Por ejemplo, la colocación de un escritorio y una silla en relación con otros
muebles está determinada tanto por el tamaño y la forma de la oficina, como por
las actividades que en ella se desarrollan. La meta de proveer un ambiente
agradable se debe considerar también como parte de las decisiones sobre la
configuración de la distribución, sobre todo en establecimientos de comercio al
detalle y en oficinas.

14
¿Dónde debe localizarse cada centro? La localización puede afectar notablemente
la productividad. Por ejemplo, los empleados que deben interactuar con frecuencia
unos con otros en forma personal, deben trabajar en una ubicación central, y no en
lugares separados y distantes, pues de ese modo se reduce la pérdida de tiempo
que implicaría el hecho de obligarlos a desplazarse de un lado a otro.
El proceso empieza manejando unidades agregadas o departamentos, y haciendo,
posteriormente, la distribución interna de cada uno de ellos. A medida que se incrementa
el grado de detalle se facilita la detección de inconvenientes que no fue percibido con
anterioridad, de forma que la concepción primitiva puede variarse a través de un
mecanismo de realimentación.
Parámetros para la elección de una adecuada Distribución de Planta:
El tipo de distribución elegida vendrá determinado por:
La elección del proceso.
La cantidad y variedad de bienes o servicios a elaborar.
El grado de interacción con el consumidor.
La cantidad y tipo de maquinaria.
El nivel de automatización.
El papel de los trabajadores.
La disponibilidad de espacio.
La estabilidad del sistema y los objetivos que éste persigue.
Las decisiones de distribución en planta pueden afectar significativamente la eficiencia
con que los operarios desempeñan sus tareas, la velocidad a la que se pueden elaborar
los productos, la dificultad de automatizar el sistema, y la capacidad de respuesta del
sistema productivo ante los cambios en el diseño de los productos, en la gama de
productos elaborada o en el volumen de la demanda.
Tipos Básicos de Distribución en Planta
Existen cuatro tipos básicos de distribuciones en planta:

15
1. Distribución por Procesos.
Agrupa máquinas similares en departamentos o centros de trabajo según el proceso o la
función que desempeñan. El enfoque más común para desarrollar una distribución por
procesos es el de arreglar los departamentos que tengan procesos semejantes de manera
tal que optimicen su colocación relativa.
Este sistema de disposición se utiliza generalmente cuando se fabrica una amplia gama
de productos que requieren la misma maquinaria y se produce un volumen relativamente
pequeño de cada producto.
Características:
Esta distribución es común en las operaciones en las que se pretende satisfacer
necesidades diversas de clientes muy diferentes entre sí.
El tamaño de cada pedido es pequeño, y la secuencia de operaciones necesarias para
fabricarlo varía considerablemente de uno a otro.
Las máquinas en una distribución por proceso son de uso general y los trabajadores están
muy calificados para poder trabajar con ellas.
Ventajas:

16
Menor inversión en máquinas debido a que es menor la duplicidad. Sólo se necesitan las
máquinas suficientes de cada clase para manejar la carga máxima normal. Las
sobrecargas se resolverán por lo general, trabajando horas extraordinarias.
Pueden mantenerse ocupadas las máquinas la mayor parte del tiempo porque el número
de ellas (de cada tipo), es generalmente necesario para la producción normal.
Una gran flexibilidad para ejecutar los trabajos. Es posible asignar tareas a cualquier
máquina de la misma clase que esté disponible en ese momento. Fácil, adaptable a gran
variedad de productos. Cambios fáciles cuando hay variaciones frecuentes en los
productos ó en el orden en que se ejecuten las operaciones. Fácilmente adaptable a
demandas intermitentes.
Los operarios son mucho más hábiles porque tienen que saber manejar cualquier
máquina (grande o pequeña) del grupo, como preparar la labor, ejecutar operaciones
especiales, calibrar el trabajo, y en realidad, tienen que ser mecánicos más simples
operarios, lo que proporciona mayores incentivos individuales.
Los supervisores y los inspectores adquieren pericia y eficiencia, en manejo de sus
respectivas clases de máquinas y pueden dirigir la preparación y ejecución de todas las
tareas en éstas máquinas.
Los costos de fabricación pueden mantenerse bajos. Es posible que los de mano de obra
sean más altos por unidad cuando la carga sea máxima, pero serán menores que en una
disposición por producto, cuando la producción sea baja. Los costos unitarios por gastos
generales serán más bajos con una fabricación moderna. Por consiguiente, los costos
totales pueden ser inferiores cuando la instalación no está fabricando a su máxima
capacidad ó cerca de ella.
Las averías en la maquinaria no interrumpen toda una serie de operaciones. Basta
trasladar el trabajo a otra máquina, si está disponible ó altera ligeramente el programa, si
la tarea en cuestión es urgente y no hay ninguna máquina ociosa en ese momento.
Desventajas:
Falta de eficiencia. Los lotes no fluyen a través del sistema productivo de una manera
ordenada.

17
Es frecuente que se produzcan retrocesos.
El movimiento de unos departamentos a otros puede consumir períodos grandes de
tiempo, y tienden a formarse colas.
Cada vez que llega un lote a un nuevo centro de trabajo, suele ser necesario configurar
las máquinas para adaptarlas a los requerimientos del proceso particular.
La carga de trabajo de los operarios fluctúa con frecuencia, oscilando entre las colas que
se forman en algunas ocasiones y el tiempo de espera se produce en otras.
Sistemas de control de producción mucho más complicados y falta de un control visual.
Se necesitan más instrucciones y entrenamiento para acoplar a los operarios a sus
respectivas tareas. A menudo hay que instruir a los operarios en un oficio determinado.
2. Distribución por Producto o en Línea.
3. Distribución de Posición Fija.
4. Distribuciones Híbridas: Las células de Trabajo.
Administración Administración de materiales
El concepto de tener un departamento responsable del flujo de materiales, desde
el proveedor, pasando por producción, hasta el consumidor, es relativamente
nuevo. Aunque muchas compañías han adoptado este tipo de organización, aún
hay muchas otras que no.
Si las compañías desean minimizar costos totales en esta área y proveer y
alcanzar un mejor nivel de servicio al cliente, deben enfocarse en el tema de
administrar mejor sus materiales.
Usualmente a esta función se le llama administración de materiales. También se
le llama planeación y control de distribución, y administración de logística.

18
Administración de materiales es la función coordinadora y responsable de planear
y controlar el flujo de materiales. Sus objetivos son los siguientes:
Maximizar el uso de los recursos de la compañía.
Proveer el nivel requerido de servicio al cliente.
La administración de materiales puede contribuir mucho para mejorar las
ganancias de una compañía. Un estado de cuenta (Ganancia y pérdida) para una
maquiladora se vería de la siguiente manera:
Dólares Porcentaje
Ventas 1,000,000 100
Costo de productos vendidos
Material 500,000 50
Mano de obra 200,000 20
Gastos externos 200,000 20
Ganancia 100,000 10
La mano de obra y el material son costos que aumentan o disminuyen con la
cantidad vendida. Los gastos externos no varían directamente con las ventas. En
este ejemplo veremos que los gastos externos son constantes, aunque en la
primera tabla se expresa como un porcentaje de las ventas. Si por medio de un
“bien organizado” departamento de administración de materiales, el material se
redujera un 10%, y la mano de obra un 5%, la mejora en ganancias seria:
Dólares Porcentaje
Ventas 1,000,000 100
Costo de productos vendidos

19
Material 450,000 45
Mano de obra 190,000 19
Gastos externos 200,000 20
Ganancia 160,000 16
Reducir costos contribuye directamente a las ganancias. Aumentar las ventas
aumenta directamente los costos de mano de obra y materiales así que las
ganancias no aumentan en proporción directa. La administración de materiales
puede reducir costos al asegurarse de que los materiales correctos estén en el
momento correcto y los recursos de la compañía sean usados apropiadamente.
En la actualidad, debido a la creciente competitividad en los mercados, cada vez
se hace más necesario para las empresas el contar con un sistema adecuado de
control de inventarios, ya que de no hacerlo pueden enfrentarse a problemas
como retraso de la producción, pérdida de la imagen de la compañía, costos
excesivos de almacenamiento, etc.
Por otro lado, una correcta planeación de los inventarios permite a las
organizaciones el responder ante cambios inesperados en la demanda de sus
productos o en los precios de sus insumos, etc.
De acuerdo a Rachman en su libro Introducción a los negocios enfoque mexicano
Octava edición, “los inventarios son bienes que se guardan a la mano para el
producción o para venta a los clientes finales”
Podemos clasificar los inventarios principalmente en:
Inventarios de abastecimientos
Inventarios de materiales
Inventarios de productos intermedios o de procesos
Inventarios de producto terminado

20
ControlEl control de calidad juega un rol importante en el desarrollo industrial, porque es
un factor imprescindible para el logro de los objetivos. Tiene como objetivo
monitorear de forma continua la cantidad y calidad del producto, diseño,
instalación y mejoramiento operacional de los sistemas integrados de los recursos
humanos, materiales y equipos organizados para la producción eficiente y eficaz.
El control de calidad es el proceso que toda empresa que se jacta de ser
virtualmente competitiva y exitosa debe considerar en su camino a la excelencia.
El control industrial debe de estar en cada objetivo, desde que se asume hasta
que se concreta, pues de esta manera se tendrá la seguridad que la producción
pueda abrirse el paso en un mercado cada vez más competitivo; sobre todo si
tenemos las exigencias en los parámetros establecidos, y el proceso de
globalización caracterizados por ser eficaces en el desarrollo de nuevas
tecnologías, conocimiento, la información proceso al que desde luego la industria y
sus sistemas deben adaptarse.
Control de Diseño
El alcance del control de diseño es establecer y mantener procedimientos
documentados para controlar y verificar el diseño del producto, con el fin de
asegurar que cumple con los requisitos especificados.

21
La siguiente tabla describe un proceso típico de control del diseño
EtapaNombre
Descripción
1Planificación
Elaboración de planes que incluyan:
la descripción de cada actividad de diseño, desarrollo y verificación
las responsabilidades identificadas y asignadas para cada actividad
las interrelaciones entre los diferentes grupos de diseño y desarrollo
los lazos de comunicación
la información necesaria que se debe documentar, transmitir y revisar
regularmenteLos planes deben ser actualizados a medida que el diseño evoluciona.
2 Entrada del Diseño
La entrada del diseño incluye:
los requerimientos del diseño identificados, documentados y revisados
la resolución de los requisitos incompletos, ambiguos o antagónicos
los requisitos estatutarios o reglamentarios que sean aplicablesLa entrada del diseño debe tomar en cuenta las revisiones al contrato.
3 Salida del Diseño
El producto del diseño debe:
cumplir los requisitos de entrada
contener o hacer referencia a los criterios de aceptación
cumplir con los requisitos o estándares regulatorios
identificar las características que sean cruciales para la seguridad y el
desempeño. (Operación, almacenamiento, manejo, mantenimiento y
disposición)
funcionar apropiadamente

22
contener la documentación requerida
4Verificación
Aseguramiento de que la salida del diseño cumple con los requerimientos de
la entrada
Registros de los cambios y modificaciones
El proceso de control del diseño
Permite una mejora continua por ser un sistema de lazo cerrado
Está conducido en cada etapa por las necesidades del cliente
Proporciona realimentación al cliente
23
Documentos y registros requeridos para esta sección:
En... Hay que incluir información acerca de...
... los documentos
el sistema de control del diseño, sus responsabilidades y procedimientos
el sistema de verificación del diseño, sus responsabilidades y procedimientos
los requerimientos de la entrada del diseño (especificaciones)
la salida del diseño
el sistema del control de cambios, sus responsabilidades y procedimientos
En... Hay que incluir información acerca de...
... los registros de calidad
las comunicaciones y las interfaces entre los grupos de trabajo
la revisión de la entrada y su aprobación
los resultados de la verificación de la salida
las revisiones
los cambios y los resultados de la verificación de dichos cambios
las aprobaciones de los cambios
Control de Inventarios
Los Inventarios son bienes tangibles que se tienen para la venta en el curso
ordinario del negocio o para ser consumidos en la producción de bienes o
servicios para su posterior comercialización. Los inventarios comprenden, además
de las materias primas, productos en proceso y productos terminados o
mercancías para la venta, los materiales, repuestos y accesorios para ser

24
consumidos en la producción de bienes fabricados para la venta o en la prestación
de servicios; empaques y envases y los inventarios en tránsito.
La base de toda empresa comercial es la compra y venta de bienes o servicios; de
aquí la importancia del manejo del inventario por parte de la misma. Este manejo
contable permitirá a la empresa mantener el control oportunamente, así como
también conocer al final del período contable un estado confiable de la situación
económica de la empresa.
Ahora bien, el inventario constituye las partidas del activo corriente que están
listas para la venta, es decir, toda aquella mercancía que posee una empresa en
el almacén valorada al costo de adquisición, para la venta o actividades
productivas.
Control de inventarios
La contabilidad para los inventarios forma parte muy importante para los sistemas
de contabilidad de mercancías, porque la venta del inventario es el corazón del
negocio. El inventario es, por lo general, el activo mayor en sus balances
generales, y los gastos por inventarios, llamados costo de mercancías vendidas,
son usualmente el gasto mayor en el estado de resultados.
Las empresas dedicadas a la compra y venta de mercancías, por ser ésta su
principal función y la que dará origen a todas las restantes operaciones,
necesitarán de una constante información resumida y analizada sobre sus
inventarios, lo cual obliga a la apertura de una serie de cuentas principales y
auxiliares relacionadas con esos controles. Entre estas cuentas podemos nombrar
las siguientes:
Inventario (inicial)
Compras
Devoluciones en compra
Gastos de compras
Ventas

25
Devoluciones en ventas
Mercancías en tránsito
Mercancías en consignación
Inventario (final)
El Inventario Inicial representa el valor de las existencias de mercancías en la
fecha que comenzó el período contable. Esta cuenta se abre cuando el control de
los inventarios, en el Mayor General, se lleva en base al método especulativo, y no
vuelve a tener movimiento hasta finalizar el período contable cuando se cerrará
con cargo a costo de ventas o bien por Ganancias y Pérdidas directamente.
En la cuenta Compras se incluyen las mercancías compradas durante el período
contable con el objeto de volver a venderlas con fines de lucro y que forman parte
del objeto para el cual fue creada la empresa. No se incluyen en esta cuenta la
compra de Terrenos, Maquinarias, Edificios, Equipos, Instalaciones, etc. Esta
cuenta tiene un saldo deudor, no entra en el balance general de la empresa, y se
cierra por Ganancias y Pérdidas o Costo de Ventas. Devoluciones en compra, se
refiere a la cuenta que es creada con el fin de reflejar toda aquella mercancía
comprada que la empresa devuelve por cualquier circunstancia; aunque esta
cuenta disminuirá la compra de mercancías no se abonará a la cuenta compras.
Los gastos ocasionados por las compras de mercancías deben dirigirse a la
cuenta titulada: Gastos de Compras. Esta cuenta tiene un saldo deudor y no entra
en el Balance General.
Ventas: Esta cuenta controlará todas las ventas de mercancías realizadas por la
Empresa y que fueron compradas con éste fin. Por otro lado también tenemos
Devoluciones en Venta, la cual está creada para reflejar las devoluciones
realizadas por los clientes a la empresa.
En algunas oportunidades, especialmente si la empresa realiza compras en el
exterior, nos encontramos que se han efectuado ciertos desembolsos o adquirido
compromisos de pago (documentos o giros) por mercancías que la empresa

26
compró pero que, por razones de distancia o cualquier otra circunstancia, aun no
han sido recibidas en el almacén. Para contabilizar este tipo de operaciones se
debe utilizar la cuenta: Mercancías en Tránsito.
Por otro lado tenemos la cuenta llamada Mercancía en Consignación, que no es
más que la cuenta que reflejará las mercancías que han sido adquiridas por la
empresa en "consignación", sobre la cual no se tiene ningún derecho de
propiedad, por lo tanto, la empresa no está en la obligación de cancelarlas hasta
que no se hayan vendido.
El Inventario Actual (Final) se realiza al finalizar el período contable y corresponde
al inventario físico de la mercancía de la empresa y su correspondiente
valoración. Al relacionar este inventario con el inicial, con las compras y ventas
netas del periodo se obtendrá las Ganancias o Pérdidas Brutas en Ventas de ese
período.
El control interno de los inventarios se inicia con el establecimiento de un
departamento de compras, que deberá gestionar las compras de los inventarios
siguiendo el proceso de compras.
Funciones De Los Inventarios
Algunos inventarios son inevitables. Todo o cuando menos una parte del
inventario de manufactura en proceso es inevitable. Al momento de llevar a cabo
el recuento del inventario, parte de él estará en las máquinas otra parte estará en
la fase de traslado de una máquina a otra, o en tránsito del almacén de materias
primas a la línea de producción o de ésta, al almacén de artículos terminados. Si
vamos a tener producción es inevitable tener inventarios en proceso. Sin embargo,
frecuentemente podemos minimizar este inventario mediante una mejor
programación de la producción, o bien mediante una organización más eficiente
de la línea de producción, o bien mediante una organización más eficiente de la
línea de producción.

27
Como una alternativa, podríamos pensar en subcontratar parte del trabajo, de tal
manera que la carga de llevar dicho inventario en proceso fuera para el
subcontratista. En ocasiones conviene acumular inventario en proceso para evitar
problemas relacionados con la programación y planeación de la producción. Si se
trata de una política bien pensada, este bien; sin embargo frecuentemente resulta
ser un camino fácil para obviar una tarea difícil.
El resto del inventario que se tenga en accesorios, materias primas, artículos en
proceso y artículos terminados simplemente se mantiene por una razón básica.
Principalmente se tiene inventarios porque nos permite realizar las funciones de
compras, producción y ventas a distintos niveles.
Funciones Que Efectúa El Inventario.
En cualquier organización, los inventarios añaden una flexibilidad de operación que de otra manera no existiría. En fabricación, los inventarios de producto en proceso son una necesidad absoluta, a menos que cada parte individual se lleve de maquina a máquina y que estas se preparen para producir una sola parte.
Funciones:
Eliminación de irregularidades en la oferta Compra o producción en lotes o tandas Permitir a la organización manejar materiales perecederos Almacenamiento de mano de obra
Decisiones sobre inventario:
Hay dos decisiones básicas de inventario que los gerentes deben hacer cuando intentan llevar a cabo las funciones de inventario recién revisadas. Estas dos decisiones se hacen para cada artículo en el inventario:
1.- Que cantidad de un artículo ordenar cuando el inventario de ese ítem se va a reabastecer.
2.- Cuando reabastecer el inventario de ese artículo.

28
Bibliografía.http://faabenavides.files.wordpress.com/2013/03/unidad-i-la-ingenierc3ada-del-trabajo-o-simplificacic3b3n-del-mc3a9todo1.pdf
http://ingenierosindustriales.jimdo.com/herramientas-para-el-ingeniero-industrial/estudio-de-tiempos/
http://www.aiteco.com/diseno-del-trabajo/
http://ocwus.us.es/psicologia-social/psicologia-de-los-recursos-humanos/temas/tema4cg/page_02.htm
http://www.tdi.texas.gov/pubs/videoresourcessp/spstpjobsafetana.pdf
http://prezi.com/ju_pjhhdzxr5/diseno-de-plantas-y-seguridad-e-higiene-industrial/
http://norma-ohsas18001.blogspot.mx/2013/01/los-mapas-de-riesgos.html
http://www.uax.es/publicacion/los-factores-humanos-y-la-ergonomia-en-entornos-industriales.pdf
http://ergonomia2.tripod.com/ergo12.htm
http://www.acofipapers.org/index.php/acofipapers/2013/paper/viewFile/94/29
http://personales.upv.es/jpgarcia/LinkedDocuments/4%20Distribucion%20en%20planta.pdf
http://www.virtual.unal.edu.co/cursos/sedes/manizales/4100002/lecciones/taxonomia/distribucionprocesos.htm
http://www.cca.org.mx/cca/cursos/administracion/artra/produc/objetivo/7.1.6/admonmat.htm
http://produccioneinventarios.wordpress.com/administracion-de-materiales/