tcvn an toan dien full
TRANSCRIPT

CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM TIÊU CHUẨN VIỆT NAM
TẬP HỢP CÁC TIÊU CHUẨN KỸ THUẬT AN TOÀN
VỀ
ĐIỆN

2
TCVN TIÊU CHUẨN VIỆT NAM
TIÊU CHUẨN AN TOÀN ĐIỆN
TCVN 3256:1979 AN TOÀN ĐIỆN - THUẬT NGỮ VÀ ĐỊNH NGHĨA
TCVN 4086:1985 AN TOÀN ĐIỆN TRONG XÂY DỰNG– YÊU CẦU CHUNG
TCVN 3146: 1986 CÔNG VIỆC HÀN ĐIỆN – YÊU CẦU CHUNG VỀ AN TOÀN
TCVN 5556: 1991 THIẾT BỊ ĐIỆN HẠ ÁP – YÊU CẦU CHUNG VỀ BẢO VỆ CHỐNG ĐIỆN GIẬT
TCVN 5180: 1990 PALĂNG ĐIỆN - YÊU CẦU CHUNG VỀ AN TOÀN
TCVN 5659: 1992 THIẾT BỊ SẢN XUẤT - BỘ PHẬN ĐIỀU KHIỂN – YÊU CẦU AN TOÀN CHUNG
TCVN 3748: 1983 MÁY GIA CÔNG KIM LOẠI - YÊU CẦU CHUNG VỀ AN TOÀN
TCVN 4726: 1989 KỸ THUẬT AN TOÀN – MÁY CẮT KIM LOẠI – YÊU CẦU ĐỐI VỚI TRANG BỊ ĐIỆN
TCVN 4163: 1985 MÁY ĐIỆN CẦM TAY - YÊU CẦU VỀ AN TOÀN
TCVN 5587: 1991 SÀO CÁCH ĐIỆN
TCVN 5588: 1991 ỦNG CÁCH ĐIỆN
TCVN 5589: 1991 THẢM CÁCH ĐIỆN
TCVN 5586: 1991 GĂNG CÁCH ĐIỆN
TCVN 3145: 1979 KHÍ CỤ ĐÓNG CẮT MẠCH ĐIỆN, ĐIỆN ÁP 1000V – YÊU CẦU AN TOÀN
TCVN 2572: 1978 BIỂN BÁO AN TOÀN VỀ ĐIỆN
NHÀ XUẤT BẢN XÂY DỰNG

3
MỤC LỤC
TCVN 3256:1979 An toàn điện – Thuật ngữ và định nghĩa
TCVN 4086:1985 An toàn điện trong xây dựng – Yêu cầu chung
TCVN 3146:1986 Công việc hàn điện – Yêu cầu chung về an toàn
TCVN 5556:1991 Thiết bị điện hạ áp -Yêu cầu chung về bảo vệ chống điện giật
TCVN 5180:1990 Pa lăng điện – Yêu cầu chung về an toàn
TCVN 5659:1992 Thiết bị sản xuất - bộ phận điều khiển - yêu cầu an toàn chung
TCVN 3748:1983 Máy gia công kim loại – yêu cầu chung về an toàn
TCVN 4726:1989 Kĩ thuật an toàn - máy cắt kim loại - yêu cầu đối với trang bị điện
TCVN 4163:1985 Máy điện cầm tay – Yêu cầu an toàn
TCVN 5587:1991 Sào cách điện
TCVN 5588:1991 Ủng cách điện
TCVN 5589:1991 Thảm cách điện
TCVN 5586:1991 Găng cách điện
TCVN 3145:1979 Khí cụ đóng cắt mạch điện, điện áp 1000 V – Yêu cầu an toàn
TCVN 2572:1978 Biển báo an toàn về điện

4
TIÊU CHUẨN VIỆT NAM TCVN 3256 : 1979
Nhóm T An toàn điện – Thuật ngữ và định nghĩa Electrical safety- Terms and definition
Tiêu chuẩn này quy định những thuật ngữ và định nghĩa cơ bản trong lĩnh
vực an toàn điện, để dùng trong khoa học kĩ thuật và sản xuất. Một số thuật ngữ trong tiêu chuẩn này có thuật ngữ vắn tắt được ghi trong
ngoặc đơn bên dưới thuật ngữ tiêu chuẩn. Những thuật ngữ vắn tắt có thể dùng trong các trường hợp không gây nhầm lẫn.
Thuật ngữ Định nghĩa Thuật ngữ nước ngoài tương ứng (Anh, Đức,
Nga)
(1) (2) (3)
1. An toàn điện Tình trạng của thiết bị không gây ra sự nguy hiểm về điện với người lao động
- Electrical safety
- Elektrosicherheit
−елеқтробезопасность
2. Kĩ thuật an toàn điện
Hệ thống các biện pháp tổ chức và kĩ thuật, các phương tiện nằm bảo vệ người khỏi bị tai nạn điện.
3. Tai nạn điện Tác động có hại và nguy hiểm của dòng điện, hồ quang điện, trường điện từ và tĩnh điện lên cơ thể con người
-The electrical traumatism
- Der elektrounfall
-елеқ
4. Chấn thương điện Tai nạn do tác động của dòng điện và hồ quang điện lên cơ thể người
-The electrical trauma
-Unfall dunh elektrim-chen strom
5. Thiết bị điện
(Thiết trí điện)
Thiết bị sản xuất hoặc biến đổi, truyền dẫn, phân phối tiêu thụ năng lượng điện.
-The electriacal equipment
-Der elektrotechnische Anlage
6. Chạm điện ra vỏ (Chạm vỏ)
Hiện tượng nối điện giữa phần mang điện với phần kim loại bình thường không mang điện của thiết bị khi có sự cố.
-Electrical closure to case
-Der Korperschluss

5
7. Chạm điện với đất (Chạm đất)
Nối điện không cố ý giữa phần mang điện với đất hoặc với các phần kim loại bình thường không mang điện và không cách điện với đất.
-Electrical closure to earth
-Der erdschluss
8. Dòng điện chạm đất
Dòng điện chạy qua chỗ chạm đất
-The closure to earth current -Der erdschlusstrom
9. Vùng tản của dòng điện chạm đất
Vùng đất mà ngoài phạm vi đó điện thế do dòng điện chạm đất gây nên có thể coi bằng không
-Zone of the spreading the closure to earth current -Zone der ausbre itungdes erdschlu bstroms
10. Điện áp so với đất
Điện áp so với một điểm nào đó của đất nằm ngoài vùng tản của dòng điện chạm đất
-The voltage to earth -Die spannung gegen bezngserde
11. Điện áp chạm Điện áp tác động lên cơ thể người khi chạm đồng thời vào hai điểm của mạch điện
-The vontact voltage -Die beruhrung jsspannung
12. Điện áp bước Điện áp giữa hai điểm cách nhau một bước trong vùng tản của dòng điện chạm đất
-The step voltage - Die schrittopannung
13. Chạm một pha Chạm và một pha của điện có thiết bị điện
-The single-phace contact -Einphasige Buruhrung
14. Chạm một cực Chạm vào một cực có điện của thiết bị điện
- The single-pole contact -Einpolige Beruhrung
15. Chạm hai pha Chạm đồng thời vào hai pha có điện của thiết bị điện
-The two phase contact - Zweiphasige Beruhrung
16. Chạm hai cực Chạm đồng thời vào hai cực có điện của thiết bị điện
-The two pole contact -Zwe ipolige Beruhrung
17. Dòng điện cảm giác
Dòng điện khi chạy qua cơ thể gây kích thích cảm giác được
-The sensible current -Die Empfinindungss tromstarke
18. Dòng điện co giật Dòng điện khi chạy qua cơ thể gây co giật cơ tay không thể tự buông dây dẫn ra
-The inrelease current -Nicht losla bstromsstarke
(1) (2) (3)
19. Dòng điện rung tim
Dòng điện khi chạy qua cơ thể gây rung tim
-The heart fibrillation current -Die herzkammerflunmem

6
auslosende stromstarke
20. Dòng điện ngưỡng cảm giác k.c.p Ngưỡng sòng điện cảm giác
Trị số nhỏ nhất của dòng điện cảm giác
-The sensible thereshold current Empfindungsschellen stromsstarke
21. Dòng điện ngưỡng co giật k.c.p Ngưỡng dòng điện co giật
Trị số nhỏ nhất của dòng điện co giật
-The inrelease thereshold current -Nicht-Loslabschwel lenstromstarke
22. Dòng điện ngưỡng rung tim k.c.p Ngưỡng dòng điện rung tim
Trị số nhỏ nhất của dòng điện rung tim
-The heart fibrillation threshold current -Herzkammerflunmerns-chwellenstromstarke -
23. Bảo vệ chống chạm điện
Biện pháp phòng ngừa chạm điện hoặc đến gần vùng nguy hiển của phần mang điện
-Protection against the electrical contact -Der beruhrungsschutz
24. Nối đất bảo vệ Nối điện chú ý các phần kim loại bình thường không mang điện nhưng có thê xuất hiện điện áp với đất hoặc vật tương đương với đất
-The protective earthing -Die Schutze rdung
25. Nối không “Nối không” k.c.p Nối không bảo vệ k.c.p Nối chung tính
Nối điện chú ý các phần kim loại bình thường không mang điện nhưng có thể xuất hiện điện áp với dây không
-Protective multiple earthing -Nullung
26. Dây không Dây nối với điểm chung tính nguồn có nối đất trực tiếp
-Earthed neutralconductor -Der nulleiter
27. Cắt điện bảo vệ Phương pháp bảo vệ tự động, cắt nhanh mạch điện dẫn tới thiết bị điện khi xuất hiện nguy hiểm cho người
-The protective disconnection -Die Schutzschaltung
28. Cách ly mạng điện
Sự phân chia mạng điện thành phần riêng không có liên quan về điện giữa chúng bằng biến áp cách ly
-Separation of the network -Die Schutztrennung
29. Biến áp cách ly Biến áp đặc biệt dùng để cách ly

7
tải khỏi mạng điện
30. San bằng điện thế
Phương pháp giảm điện áp trạm và điện áp nước
31. Điện áp nhỏ Điện áp danh định không lớn hơn 36V được dùng trong mạch điện để giảm sự nguy hiểm của tai nạn điện
32. Khoá liên động Thiết bị hoặc cơ cấu trong đó ứng dụng các phương pháp liên kết cơ, quang, từ, hoặc điện giữ các bộ phận trong một thiết bị hoặc các thiết bị trong một hệ thống ở trạng thái cần khống chế
33. Cách điện làm việc
Cách ly về điện các phần mạng điện của thiết bị điện để đảm bảo làm việc bình thường và phòng ngừa tai nạn điện
34. Cách điện phụ Cách điện bổ xung cho cách điện làm việc để phòng ngừa tai nạn điện trong trường hợp hư hỏng cách điện làm việc
35.Cách điện kép Cách điện gồm cả cách điện làm việc và cách điện phụ.
36. Cách điện tăng cường
Cách điện làm việc được cải tiến để đảm bảo mức độ phòng ngừa tai nạn điện như cách điện kép
37. Phương tiện phòng ngừa tai nạn điện
Các phương tiện bảo vệ người làm việc với thiết bị điện nhằm phòng ngừa tai nạn điện

8
THUẬT NGỮ ĐƯỢC XẾP THEO BẢNG CHỮ CÁI
1 An toàn điện 1
2 Bảo vệ chống chạm điện 23
3 Biến áp cách ly 29
4 Cách điện kép 35
5 Cách điện làm việc 33
6 Cách điện phụ 34
7 Cách điện tăng cường 36
8 Cách ly mạng điện 28
9 Cắt điện bảo vệ 27
10 Chạm điện ra vỏ 6
11 Chạm điện với đất 7
12 Chạm hai cực 16
13 Chạm hai pha 15
14 Chạm một cực 14
15 Chạm một pha 13
16 Chấn thương điện 4
17 Dây không 26
18 Điện áp bước 12
19 Điện áp chạm 11
20 Điện áp nhỏ 31
21 Điện áp so với đất 10
22 Dòng điện cảm giác 17
23 Dòng điện chạm đất 8
24 Dòng điện co giật 18
25 Dòng điện ngưỡng cảm giác k.c.p. 20
26 Dòng điện ngưỡng co giật k.c.p. 21
27 Dòng điện ngưỡng rung tim k.c.p. 22
28 Dòng điện rung tim 19
29 Khoá liên động 32
30 Kĩ thuật an toàn điện 2
31 Nối đất bảo vệ 24
32 Nối không 25
33 Phương tiện phòng ngừa tai nạn điện 37
34 San bằng điện thế 30
35 Tai nạn điện 3
36 Thiết bị điện 5
37 Vùng tản của dòng điện chạm đất 9

9
TIÊU CHUẨN VIỆT NAM TCVN 4086 : 1985
Nhóm H
Tiêu chuẩn bắt buộc áp dụng
An toàn điện trong xây dựng – Yêu cầu chung Electrical safety in contraction- general requirements
1. Quy định chung
Tiêu chuẩn này yêu cầu những quy định chung về an toàn điện để áp dụng cho công tác xây lắp cho các công trình xây dựng.
Tiêu chuẩn này không áp dụng cho công tác xây lắp ở những nơi có điện áp trên 100V và công tác các mỏ khai khác than và quặng.
Để trách tác động nguy hiểm và có hại cho dòng điện, hỗ quang điện, trường điện từ, trường tĩnh điện đối với con người, ngoài các quy định của tiêu chuẩn và quy phạm về an toàn hiện hành.
những công nhân được phép vận hành thiết bị điện trên các công trường xây dựng, cần phải tuân theo các yêu cầu nêu trong phụ lục 1 của tiêu chuẩn này.
Những người làm công tác xây lắp phải được hướng dẫn về kỹ thuận an toàn điện, biết cách ly nạn nhân ra khỏi mạch điện và biết sơ cứu người bị điện giật khi xảy ra tai nạn về điện.
Ở các đơn vị xây lắp nhất thiết phải có cán bộ kỹ thuật có trình độ về kỹ thuật an toàn điện bậc bốn trở lên chịu trách nhiệm về quản lý vận hành an toàn thiết bị điện.
Thủ trưởng các đơn vị xây lắp phải chịu trách nhiệm về an toàn điện khi sử dụng thiết bị trong phạm vi hoạt động xây lắp của đơn vị mình.
2. Những yêu cầu về an toàn điện
2.1 Khi xây dựng lưới điện ở công trường xây dựng cần đảm bảo: lưới động lực và chiếu sáng làm việc riêng rẽ, có khả năng cắt điện toàn bộ phụ tải điện trong phạm vi từng hàng mục công trình hay một khu sản xuất.
2.2 Việc nối, tháo gỡ dây dẫn, sữa chữa, hiệu chỉnh thử nghiệm thiết bị điện, phải do công nhân điện có trình độ về kỹ thuật an toàn điện thích hợp với từng loại công việc tiến hành.
Đối với các thiết bị điện di động, máy điện cầm tay và đèn điện xách tay khi nối vào lưới điện phải qua ổ cắm. Việc đấu, nối phải thoả mãn các yêu cầu về kỹ thuật an toàn điện

10
Việc thay cầu chảy, bóng đèn phải do công nhân thực hiện. Khi làm phải dùng các phương tiện phòng hộ cá nhân.
2.3 Trước khi lắp ráp và sửa chữa lưới điện, thiết bị thiết bị điện phải cắt cầu dao cấp điện cho khu vực sẽ thao tác, tại cầu dao đó phải treo bảng “cấm đóng điện! Có người đang làm việc trên đường dây”. Nếu cầu dao nằm ngoài trạm biến áp (cầu dao phân đoạn rẽ nhánh) ngoài các biện pháp trên phải tạo ngắn mạch 3 pha ở phía đầu nguồn.
2.4 Ở các đơn vị xây lắp có sử dụng các dụng cụ điện cầm tay: khoan điện, đèn điện xách tay, máy biến áp, hạ áp, bộ biến đổi tần số … cần phải thực hiện các yêu cầu sau:
Trước khi cấp phát dụng cụ mới cho công nhân sở dụng cần phải dùng thiết bị thử nghiệm (mô nô mét) để kiểm tra: cách điện với vỏ, thông mạch nối đất. Cần phải xem cấu tạo bảo vệ của dụng cụ có phù hợp với điều kiện sử dụng không. Nghiêm cấm việc cấp phát các dụng cụ điện cầm tay đã có những dấu hiệu hư hỏng cho công nhân sử dụng.
Các dụng cụ điện cầm tay phải có số thứ tự. Sau khi sử dụng, các dụng cụ phải được bảo quản ở nơi khô ráo. Hàng tháng đơn vị phải tổ chức kiển tra các dụng cụ điện cầm tay ít nhất một lần về cách điện với vỏ, thông mạch nối đất. Người kiểm tra phải có trình độ kỹ thuật nghề nghiệp không thấp hơn bậc 3.
2.5 Trước khi sử dụng các dụng cụ điện cầm tay, công nhân phải thực hiện các nhiệm vụ sau: kiểm tra các chi tiết mạch nối đất, các chi tiết quay, tình trạng của chổi than và vành góp.
2.6 Khi làm việc ở nơi có nguy hiểm về điện giật, ngoài các phương tiện phòng hộ cá nhân, phải sử dụng máy điện cầm tay có cấu tạo bảo vệ 2 và 3. Khi làm việc ở nơi đặc biệt nguy hiểm về điện giật phải sử dụng các máy điện cầm tay có cấu tạo bảo vệ 3.
Chú thích :
1. Việc phân loại mức độ nguy hiểm về điện giật được quy định theo TCVN 2328: 1978 “ Môi trường lắp đặt thiết bị điện, Định nghĩa chung ”.
2. Việc phân loại cấu tạo bảo vệ cho các máy điện cầm tay được quy định theo TCVN 3144 : 1979 “ sản phẩm kỹ thuật điện ”.
Để cấp điện cho các thiết bị điện di động có cấu tạo bảo vệ 1 (TCVN 344: 1979 “tiêu chuẩn sản phẩm kỹ thuật điện”) cần phải sử dụng cáp điện có lõi đất và thiết bị đóng cắt có liên hệ nối đất. Cấu tạo của thiết bị đóng cắt (phích cắm và ổ cắm) cần phải đảm bảo khi đóng cắt mạch điện lực thì liên hệ nối đất được đóng sớm hơn và cắt muộn hơn. Ngoài ra tại chỗ đầu nối của thiết bị đóng cắt cần phải bổ sung các cọc tiếp đất cục bộ di động.
Tất cả các giàn giáo bằng kim loại, đường dây của các cầu trục chạy điện và các phần kim loại của các thiết bị xây dựng dùng điện phải được nối đất bảo vệ theo QPVN 13: 1978 “Quy phạm tạm thời về nối đất các thiết bị điện”.
Các thiết bị điện có điện áp dưới 1000V, được cấp từ nguồn điện có điểm chung tính nối đất, vỏ của nó phải được nối “0” (nối với dây trung hoà) theo QPVN 13: 1978 “Quy phạm tạm thời về nối đất các thiết bị điện”.

11
Các máy cắt điện tự động, cầu dao chuyển mạch và các dụng cụ điện dụng trong công trường xây dựng hay lắp đặt trên các trang thiết bị xây dựng, cần phải có vỏ hoặc hộp bảo vệ.
Các phần dẫn điện của thiết bị điện phải được cách li, có hàng rào che chắn, đặt tại những nơi ít người qua lại và phải có biện pháp ngăn ngừa người không phận sự tiếp xúc với nó.
Đối với dây dẫn điện đặt ngoài trời của các công trình cáp điện tạm thời, phải dùng dây có vỏ bọc mắc trên cột ở sứ cách điện. Khoảng cách từ dây dẫn đến mặt đất hay sàn làm việc theo phương thắng đứng, không nhỏ hơn các trị số sau.
- 2,5m nếu phía dưới là nơi làm việc (khi làm việc không sử dụng công cụ và thiết bị quá tầm với của người);
- 3,5m nếu phía dưới là người qua lại;
- 6,0m nếu phía dưới có các phương tiện đi lại;
- 6,5m nếu phía dưới có tàu điện hay tàu hoả qua lại (tính đến mặt đường ray);
Đoạn đường dẫn trong một khoang cột không được có quá hai mối nối, các điểm nối cần bố trí ở gần điểm buộc dây dẫn và cổ sứ.
Khi lắp ráp và vận hành dây dẫn điện, các thiết bị kĩ thuật điện, cần trách khả năng phát nóng do quá tải hoặc các mối nối dẫn điện không tốt.
Đường cáp mềm trong công trình xây dựng dể cáp điện nước cho các máy móc, thiết bị di động hoặc cấp điện tạm thời, cần phải có biện pháp bảo vệ, chống dập cáp. Ở những chỗ đường cáp đi qua đường ô tô cần treo cấp lên cao, hay luồn cáp trong ông thép, trong máng bằng thép hình và chôn trong đất. Nếu cáp nằm trong khu vực nổ mìn, trước khi nổ mìn, đường cáp phải được cắt điện. Sau khi nổ mìn, cần phải kiểm tra, phát hiện những chỗ hư hỏng và sửa chữa trước khi đóng điện trở lại cho đường cáp.
Để bảo vệ lưới điện và thiết bị điện khi nhắt mạch giữa các pha với nhau và giữa các pha với vỏ thiết bị, cần sử dụng máy cắt điện tự động hay cầu chảy có dây chảy phù hợp với tính toán bảo vệ ngắt mạch.
Các đèn chiếu sáng chung nối với lưới điện có điện áp 127V và 220V (chỉ sử dụng điện áp pha), phải đặt ở độ cao cách mặt đất hay sàn nhà ít nhất là 2,5m. Khi độ cao treo đèn nhỏ hơn 2,5m cần dùng đèn có điện áp không lớn hơn 36V.
Khi làm việc trong các điều kiện đặc biệt nguy hiểm như quy định theo TCVN 2328: 1978 “Môi trường lắp đặt thiết bị điện. Định nghĩa chung” cần sử dụng các đèn điện xách tay có điện áp 12V.
Nguồn điện áp từ 36V trỏ xuống có thể được cấp từ máy biến áp giảm áp, máy pháp điện, các bộ ắc quy. Không được sử dụng máy biến áp giảm áp kiểu tự ngẫu làm nguồn cấp điện áp trên.
Thiết bị hàn điện cần phải đáp ứng các yêu cầu quy định theo TCVN 2290: 1978“ Thiết bị sản xuất. Yêu cầu chung về an toàn” và theo TCVN 3144:1979 “Sản phẩm kĩ thuật điện. Yêu cầu chung về an toàn”.

12
Khi hàn điện, cần phải tuân theo TCVN 3146 : 1979 “Công việc hàn điện - Yêu cầu chung về an toàn ” và theo TCVN 3254 : 1979 “An toàn cháy - Yêu cầu chung”.
Kìm để kẹp que hàn khi hàn điện cần phải thoả mãn các yêu cầu quy định trong phụ lục 2 của tiêu chuẩn này.
Các thiết bị hàn điện (máy phát điện, máy biến áp hàn) khi nối với nguồn điện, phải qua thiết bị đóng cắt. Thiết bị đóng, cắt phải đặt ở chỗ dễ thao tác, cách vị trí hàn từ 2m đến 20m. Khi hàn điện ở trên cao, phải có hai người: một người hàn và một người giám sát. Người giám sát theo dõi công việc hàn, để kịp thời cắt cầu dao cấp điện cho thiết bị hàn khi có sự cố.
Khi hàn điện bằng tay dùng que hàn, phải dùng hai dây dẫn : một dây nối với kìm hàn, còn dây kia (dây dẫn ngược) nối vối vật hàn, khi đó cực của cuộn thứ cấp của máy biến áp hàn được nối với dây dẫn ngược và phải nối đất.
Dây dẫn để hàn điện phải có vỏ bọc cách điện, đúng cấp điện áp và có tiết diện chịu được dòng điện hàn chạy qua ở chế độ hàn lớn nhất. Các nối mối của dây dẫn phải đảm bảo chắc chắn, trách phát nóng do tiếp xúc không tốt và phải quấn băng cách điện. Không nên để dây hàn cắt ngang đường cấp động lực. Trường hợp không thể tránh khỏi cắt nhau, phải đặt dây dẫn hàn dưới dây động lực.
Không cho phép sử dụng dây dẫn của lưới tiếp đất, đường ống nước, ống hơi, kết cấu kim loại của các ngôi nhà, thiết bị công nghệ, làm dây dẫn ngược trong đường hàn điện.
Trong thời gian sử dụng thiết bị điện ở công trường xây dựng, các thiết bị cần mang biển báo theo quy định theo TCVN 2572 : 1978 “Biển báo an toàn điện”.
Công tác xây lắp trong vùng nguy hiểm của đường dây tải điện trên không đang hoạt động chỉ được tiến hành khi có giấy phép của cơ quan quản lý đường dây và các điều kiện đảm bảo an toàn cho thi công. Trong quá trình thi công phải thường xuyên có sự hướng dẫn trực tiếp của cán bộ kỹ thuật an toàn điện.
Văn bản cho tiến hành công tác xây lắp trong vùng nguy hiểm của đường dây tải điện trên không đang sử dụng phải có hai chữ ký của: phó giám đốc kỹ thuật cơ quan xây lắp và cán bộ kỹ thuật an toàn của cơ quan xây lấp chịu trách nhiệm về an toàn điện theo quy định ở điều 1.5 của tiêu chuẩn này.
Trước khi cho máy xây dựng (cần trục, máy xúc…) làm việc trong vùng nguy hiểm của đường dây tải điện trên không đang hoạt động phải cắt điện cho đường dây nói trên và phải tuân theo quy định trong điều 2.25 của tiêu chuẩn này.
Việc xác định vùng nguy hiểm của đường dây tải điện trên không đang hoạt động được quy định trong phụ lục 3.
Khi không thể cắt điện được, để quyết định cho các máy xây dựng làm việc trong vùng nguy hiểm của đường dây, cần phải tuân theo các quy định ở điều 2.25 và các điểm sau:
a) Khoảng cách từ các bộ phận nâng lên hay dịch chuyển ngang của máy xây dựng bất kỳ ở vị trí nào đến mặt phẳng thẳng góc với mặt chứa dây

13
dẫn ngoài cùng của đường dây đang có điện, không nhỏ hơn so với các số liệu dưới đây:
Điện áp của đường dây trên không (kv) Khoảng cách nhỏ nhất (m)
Dưới 1 Từ 1 đến 20 Từ 35 đến 110 Từ 35 đến 110 Từ 120 đến 220
1,5 2,0 4,0 4,0 5,0
b) Các máy xây dựng được làm việc trực tiếp dưới dây dẫn của đường dây tải điện trên không đang hoạt động có điện áp 110kV trở nên nhưng phải tuân theo các quy định ở điều 2.26a của tiêu chuẩn này.
c) Công nhân vận hành cần trục phải có trình độ về kỹ thuật an toàn từ bậc 2 trở lên.
d) Thân máy của các cần trục (trừ các máy di chuyển bằng xích) cần phải nối đất bằng các cọc tiếp đất di động.
3. Những yêu cầu về sử dụng các phương tiện phòng hộ của công nhân.
3.1 Phải trang bị cho công nhân vận hành thiết bị điện các phương tiện phòng hộ theo TCVN 2291; 1978 “Phương tiện bảo vệ người lao động. Phân loại”.
3.2 Các phương tiện về trang thiết bị phòng hộ cá nhân đều phải có phiếu thử nghiệm. Kết quả sau mỗi lần thử nghiệm định kỳ được ghi vào phiếu thử nghiệm, có ghi rõ ngày, tháng, năm. trước khi sử dụng các phương tiện phòng hộ băng cao su, phải kiểm tra kỹ và lau sạch bụi, trường hợp bị ẩm phải xấy khô. Cấm dùng các phương tiện phòng hộ bị thủng, rách hoặc rạm nứt.
4. Kiểm tra thực hiện các yêu cầu của an toàn điện.
4.1 Phải kiểm tra định kỳ điện trở cách điện của mách điện và thiết bị điện bằng các đồng hồ hoặc các thiết bị đo thích hợp (về cấp chính xác, giới hạn thang đo). Phải cắt điện trước khi nối đồng hồ đo vào mạch điện cần kiểm tra.

14
Phụ lục 1 Những yêu cầu đối với công nhân vận hành
Thiết bị điện ở công trường a. Công nhân vận hành thiết bị điện phải qua lớp đào tạo về kỹ thuật điện và kỹ
thuật an toàn điện. Nội dung đào tạo phải thích hợp với công tác vận hành. b. Công nhân đang làm công tác quản lý, vận hành thiết bị điện phải đủ sức
khoẻ, không mắc bệnh tim mạch, phải được kiểm tra sức khoẻ định kỳ theo quy định của Bộ Y tế.
c. Công nhân vận hành thiết bị điện ở công trường phải có tay nghề thích hợp với từng loại công việc đảm nhận; phải có trình độ kỹ thuật an toàn điện phù hợp với quy trình kỹ thuật an toàn của từng chuyên ngành. Trình độ về kỹ thuật an toàn điện của công nhân vận hành thiết bị điện không được thấp hơn bậc 2; công nhân trực trạm điện - bậc 3
d. Công nhân điện trên công trường xây dựng phải được trang bị các phương tiện phòng hộ cá nhân theo quy định hiên hành; phải biết cấp cứu người bị điện giật.
e. Công nhân vận hành thiết bị điện phải được học tập và kiểm tra lại về kỹ thuật an toàn điện hàng năm.
Phụ lục 2
Các yêu cầu về kỹ thuật kìm hàn
Kìm hàn cần đảm bảo các yêu cầu sau:
Kìm hàn nên làm bằng đồng; Tay nắm của kìm hàn phải làm bằng vật liệu cách điện, chịu nhiệt; Đầu kìm hàn phải có lò xo để giữ chặt que hàn; Mồm kìm hàn phải cấu toạ kiểu lòng máng để kẹp ổn định que hàn; Phải có cơ cấu giữ chặt dây dẫn điện vào kìm hàn trong quá trình kìm hàn Khi dòng điện hàn lớn hơn 600A, không được dùng kìm hàn kiểu dây dẫn luồn trong chuôi hàn;
Phụ lục 3
Xác định vùng nguy hiểm
Vùng nguy hiểm dọc đường dây tải điện trên không về hai phía được quy định là một dải đất và khoảng không gian được giới hạn bởi hai mặt phẳng thắng đứng song song: mặt phẳng thứ nhất đi qua hình chiếu trên mặt đất của dây dẫn ngoài cùng (khi dây không giao động); mặt phẳng thứ hai cách mặt phẳng thứ nhất một khoảng cách ứng với từng cấp điện áp sau:
Điện áp (KV) Khoảng cách (m)
Dưới 1 Từ 1 đến 20
35 110 150
2 10 15 20 25

15
TIÊU CHUẨN VIỆT NAM TCVN 3146 : 1986
Nhóm T Tiêu chuẩn này bắt buộc áp dụng toàn phần
Công việc hàn điện – Yêu cầu chung về an toàn
Electric welding works- General safety requirements
Tiêu chuẩn này thay thế cho TCVN 3146: 1979 và quy định những yêu cầu chung về an toàn cho công việc hàn điện trong các ngành sản xuất. Đối với công việc hàn điện trong cấc điều kiện đặc biệt (hàn điện trong hầm mỏ, hàn điện dưới nước…) ngoài các quy định này còn phải tuân theo các quy định khác có liên quan.
1. Quy định chung
Công việc hàn điện có thể tổ chức cố định trong các phân xưởng, ở các bãi ngoài trời có các thiết bị chuyên hàn, hoặc có thể tổ chức tạm thời ở ngay trong những công trình đang xây dựng, ở các thiết bị trong phạm vi xí nghiệp.
Việc chọn quy định công nghệ hàn phải đảm bảo an toàn và phải tính đến khả năng phát sinh các yếu tố nguy hiểm và có hại (khả năng bị chấn thương cơ khí, điện giật, bụi và hơi khí độc, bức xạ nhiệt, các tia hồng ngoại, tử ngoại, mức ồn, dung), đồng thời phải có các biện pháp kĩ thuật an toàn và vệ sinh lao động để loại trừ chúng.
Việc tiến hành công việc hàn điện tại những nơi có nguy cơ nổ, cháy phải tuân theo các quy định an toàn phòng chống cháy, nổ.
Việc tiến hành công việc hàn điện trong các buồng, thùng, khoang, bể kín phải có biện pháp an toàn và phải được phép của thủ trưởng đơn vị.
2. Yêu cầu đối với quá trình công nghệ
2.1 Khi lập quá trình công nghệ hàn điện cần dự kiến các phương án cơ khí hoá, tự động hoá, đồng thời phải đề ra các biện pháp hạn chế và phòng chống các yếu tố nguy hiểm và có hại đối với công nhân.
2.2 Khi tiến hành công việc hàn điện, cần sử dụng các loại thuốc hàn, dây hàn, thuốc bọc que hàn…mà trong quá trình hàn không phát sinh các chất độc hại, hoặc phát sinh chất độc hại với nồng độ không vượt quá giới hạn quy định trong các tiêu chuẩn vệ sinh.
2.3 Các thiết bị hàn điện được sử dụng trong quá trình hàn phải phù hợp với các yêu cầu của TCVN 2200: 1978 và các tài liệu pháp chế – kĩ thuật đã được duyệt.
2.4 Vỏ kim loại của máy hàn phải được nối bảo vệ (nối đất hoặc nối không) theo các quy định hiện hành.

16
2.5 Chỉ được phép lấy điện để hàn hồ quang từ máy phát điện hàn, máy biến áp hàn, máy chỉnh lưu hàn. Cần cấp điện từ lưới điện động lực, lưới điện chiếu sáng, lưới điện trô-lây để cấp cho hồ quang điện.
2.6 Sơ đồ một số nguồn điện để cấp điện cho một hồ quang hàn phải đảm bảo sao cho điện áp giữa điện cực và chi tiết hàn khi không tải không vượt quá điện áp không tải của một trong các nguồn điện hàn.
2.7 Các máy hàn độc lập cũng như các cụm máy hàn phải được bảo vệ bằng cầu chảy hoặc aptomat ở phía nguồn. Riêng với các cụm máy hàn, ngoài việc bảo vệ ở phía nguồn còn phải bảo vệ bằng aptomat trên dây dẫn chung cảu mạch hàn và cầu chảy trên mỗi dây dẫn tới từng máy hàn.
2.8 Cho phép dùng dây dẫn mềm, thanh kim loại có hình dạng mặt cắt bắt kì. nhưng đảm bảo đủ tiết diện yêu cầu, các tấm hàn hoặc chính kết cấu đã được hàn làm dây dẫn ngược nối chi tiết hàn với nguồn điện hàn. Cấm sử dụng lưới nối đất, các kết cấu xây dựng bằng kim loại, các thiệt bị công nghệ không phải là đối tượng hàn làm dây dẫn ngược. Dây dẫn ngược phải được nối chắc chắn với cực nối (dùng bu lông kẹp chặt).
2.9 Khi di chuyển các máy hàn, phải cắt nguồn điện cấp cho máy hàn.
2.10 Cấm sửa chữa máy hàn khi đang có điện.
2.11 Khi ngừng công việc hàn điện phải cất máy hàn ra khỏi lưới điện. Nếu công việc hàn hồ quang kết thúc, dây dẫn tới kìm hàn cũng phải tháo khỏi nguồn và đặt vào giá bằng vật liệu cách nhiệt.
Với nguồn điện hàn là máy phát một chiều, trước tiên phải cắt mạch nguồn điện một chiều, sau đó cắt mạch nguồn điện xoay chiều cấp cho động cơ máy phát điện hàn.
2.12 Việc đấu điện cho máy hàn phải do thợ điện thực hiện. Công nhân hàn có trách nhiệm theo dõi tình trạng hoạt động của máy hàn trong quá trình làm việc. Khi có sự cố hoặc hỏng hóc phải báo ngay với thợ điện.
2.13 Khi hàn hồ quang bằng tay phải dùng kìm hàn có tay cầm bằng vật liệu cách điện và chịu nhiệt, phải có bộ phận giữ dây, đảm bảo khi hàn dây không bị tuột ra.
Khi dòng điện hàn lớn hơn 600 A không được dàng kìm hàn kiểu dây dẫn luồn trong chuôi kìm.
2.14 Trên các cơ cấu điều khiển của máy hàn phải ghi chữ,… hoặc có các dấu hiệu chỉ rõ chức năng của chúng.
2.15 Tất cả các cơ cấu điều khiển của máy hàn phải được định vị và che chắn cẩn thận để trách việc đóng (hoặc cắt) sai.
2.16 Trong tủ điện hoặc bộ máy hàn tiếp xúc có lắp các bộ phận dẫn điện hở mạng điện áp sơ cấp, phải có khoá liên động để đảm bảo ngắt điện khi mở cửa tủ. Nếu không có khoá liên động thì tủ điện có thể khoá bằng khoá thường, nhưng việc điều chỉnh dòng điện hàn phải do thợ điện tiến hành.
2.17 Các máy hàn nối tiếp xúc có quá trình làm chảy kim loại, phải trang bị tấm chắn tia kim loại nóng chảy bắn ra, đồng thời đảm bảo cho phép theo dõi quá trình hàn một cách an toàn.

17
2.18 Ở những phân xưởng thường xuyên tiến hành lắp ráp và hàn các kết cấu kim loại lớn cần được trang bị giá lắp ráp và thiết bị năng chuyển.
2.19 Khi hàn có toả bụi và khí, cũng như khi hàn bên trong các buồng, thùng, khoang, bể kín, hoặc hàn các chi tiết lớn từ phía ngoài, cần sử dụng miệng hút cục bộ di động có bộ phận gá lắp nhanh chóng và chắc chắn.
2.20 Khi hàn bên trong các hầm, thùng, khoang, bể kín, phải có người nắm vững kỹ thuật an toàn đứng ngoài giám sát.
Người vào hàn phải đeo dây an toàn, và dây an toàn được nối với dây dẫn tới chỗ người quan sát.
Khi hàn bằng nguồn điện xoay chiều trong điều kiện làm việc đặc biệt nguy hiểm (trong các thể tích băng kim loại, trong các buồng có mức nguy hiểm cao) cần sử dụng thiết bị hạn chế điện áp không tải để đảm bảo an toàn khi công nhân thay que hàn, Trường hợp không có thiết bị đó cần có những biện pháp an toàn khác.
2.21 Cấm hàn ở các hầm, thùng, khoang, bể kín đang có áp suất hoặc đang chứa chất dễ cháy, nổ.
3. Yêu cầu đối với gian sản xuất
3.1 Gian sản xuất, khi tiến hành công việc hàn phải được bố trí tuân theo các quy định trong tiêu chuẩn vệ sinh thiết kế xí nghiệp công nghiệp.
3.2 Tại các gian sản xuất, nơi tiến hành hàn có hồ quang hở, phải đặt tấm chắn ngăn cách bằng vật liệu không cháy.
3.3 Những nơi tiến hành công việc hàn điện có phát sinh các chất độc hại trong quá trình hàn (hơi khí độc và bức xạ có hại…), phải trang bị các phương tiện bảo vệ thích hợp, và thực hiện thông gió cấp và hút.
3.4 Tường và thiết bị trong phân xưởng hàn phải sơn màu xám, màu vàng hoặc xanh da trời để hấp thụ ánh sáng, giảm độ chói của hồ quang phản xạ. Nên dùng các loại sơn có khả năng hấp thụ tia tử ngoại.
3.5 Yêu cầu đối với môi trường không khí
3.5.1 Trong các phân xưởng các bộ phận hàn và lắp ráp phải đảm bảo điều kiện và khí hậu theo các quy định hiện hành.
3.5.2 Trong các gian của phân xưởng hàn, lắp gió phải có thông gió cáp và hút.
3.5.3 Khi hàn trong các buồng phòng kín phải thực hiện thông gió cực bộ ở chỗ tiến hành hàn. Không khí hút phải thải ra ngoài vùng không khí cấp.
3.6 Yêu cầu chiếu sáng
3.6.1 Trong các phân xưởng hàn và lắp ráp phải có hệ thống chiếu sáng chung hoặc chiếu sáng hỗn hợp, đảm bảo độ sáng theo quy định hiện hành.
3.6.2 Việc chiếu sáng khi tiến hành hàn trong khi các thùng, khoang, bể kín có thể dùng đèn di động điện áp không lớn hơn 120V có lưới bảo vệ, hoặc có thể dùng đèn chiếu sáng từ ngoài vào.
Biến áp dùng cho đèn di động phải đặt ở ngoài nơi làm việc. Cuộn thứ cấp của bến áp phải nối bảo vệ. Không được phép dùng biến áp từ ngẫu để cấp điện hướng chiếu sang di động

18
3.7 Cấm sử dụng hoặc bảo quản cá nhiên liệu, vật liệu dễ cháy, nổ nơi tiến hành công việc hàn điện.
4. Yêu cầu về nguyên liệu, phôi, bảo quản và vật chuyển
4.1 Bề mặt của phôi và chi tiến hàn phải khô, sạch sơn, gỉ, dầu mỡ, bụi bẩn. Các cạch, mép của phôi, chi tiết trước khi hàn phải làm sạch bavia.
4.2 Khi khử dầu mỡ trên bề mặt của vật hàn phải dùng những chất không gây cháy nổ và không độc hại.
4.3 Việc bảo quản, vận chuyển, chất xếp phôi hàn, vật liệu hàn và các thành phẩm không được làm ảnh hưởng đến vấn đề an toàn vận hành thiết bị, không gây trở ngại cho việc chiếu sáng tự nhiên, thông gió, đường vận chuyển, lối đi, cản trở việc sử dụng các thiết bị phòng cháy, nổ và các phương tiện bảo vệ cá nhân.
4.4 Việc sử dụng và bảo quản các chai khí nén và khí hoá lỏng phải tuân theo các quy định hiện hành.
5. Yêu cầu về bố trí thiết bị sản xuất
5.1 Khoảng cách giữa các máy hàn không được nhỏ hơn 1,5m. Khoảng cách giữa các máy hàn tự động không được nhỏ hơn 2m.
5.2 Khi bố chí các máy hàn hồ quang acgông phải đảm bảo loại trừ khả năng thấm và lọt khí sang các buồng lân cận.
5.3 Chiều dài dây dẫn điện từ nơi cấp điện áp sơ cấp đến thiết bị hàn di động không được vượt quá 10m.
6 Những yêu cầu về tổ chức nơi làm việc.
6.1 Hàn hồ quang các sản phẩm nhỏ và trung bình có tính chất cố định phải tiến hành trong các buồng chuyên hàn. Vách của buồng phải làm bằng vật liệu không cháy, giữa vách và sản phải để khe hở ít nhất là 50mm.
Khi hàn trong môi trường có khí bảo vệ, khe hở này ít nhất phải là 300mm.
Diệt tích của mỗi vị trí hàn trong buồng không nhỏ hơn 3m, giữa các vị trí hàn phải có tấm chắn ngăn cách bằng vật liệu không cháy.
6.2 Khu vực hàn điện phải cách li với khu vực làm các công việc khác. Trường hợp do yêu cầu của quá trình công nghệ, cho phép bố trí chỗ hàn cùng với khu làm việc khác, nhưng giữa các vị trí phải đặt tấm chắn bằng vật liệu không cháy.
6.3 Khi hàn các sản phẩm đã được nung nóng thì trong một buồng chỉ cho phép một người vào làm việc. Trường hợp vì yêu cầu công nghệ cho phép hai người làm việc chỉ khi khi hàn trong cùng một chi tiết.
6.4 Tại các vị trí làm cố định cũng như di động, nếu chưa có các biện pháp phòng chống cháy thì không được tiến hành công việc hàn điện.
6.5 Khi hàn trên cao, phải làm sàn thao tác bằng vật liệu không cháy (hoặc khó cháy). Nếu không có hàn thì thợ hàn phải đeo dây an toàn, đồng thời phải mang theo túi đựng dụng cụ và mẩu que hàn thừa.

19
6.6 Khi hàn trên những độ cao khác nhau, phải có biện pháp bảo vệ, không để các giọt kim loại nóng đỏ, mẩu que hàn thừa, các vật liệu khác rơi xuống người làm việc ở dưới.
6.7 Khi tiến hành hàn điện ngoài trời, phía trên các máy hàn và vị trí hàn cần có mái che bằng vật liệu không cháy.
Nếu không có mái che, khi mưa phải ngừng làm việc.
7. Yêu cầu đối với công nhân hàn điện.
7.1 Chỉ có người đã qua huấn luyện về công việc hàn điện, được huấn luyện về kỹ thuật an toàn, và đã được cấp giấy chứng nhận mới được phép thực hiện công việc hàn điện.
7.2 Những người được tuyển dụng vào làm công việc hàn điện phải qua y tế kiểm tra sức khoẻ. Trong quá trình làm việc phải được kiểm tra sức khoẻ định kì.
7.3 Việc huấn luyện bảo hộ lao động cho công nhân hàn điện phải tiến hành ít nhất sáu tháng một lần.
7.3 Cấm nữ công nhân tiến hành công việc hàn điện tron các hầm, thùng, khoang, bể kín.
8. Yêu cầu về phương tiện bảo vệ cá nhân.
8.1 Công nhân hàn điện phải được trang bị đầy đủ quần áo lao động, kính hàn, tạp dề, giầy, găng và các loại phương tiện bảo vệ khác theo quy định.
8.2 Quần áo lao động dùng cho thợ hàn phải đảm chống tia lửa, chống lại được động tác học, bụi kim loại nóng và những bức xạ có hại.
8.3 Khi làm trong môi trường làm việc có hoá chất (axit, kiềm, sản phẩm dầu mỡ…) trường điện từ, cũng như khi hàn các chi tiết đã được đốt nóng sơ bộ, công nhân hàn phải được trang bị quần áo lao động bằng vật liệu đảm bảo chống những tác động đó.
8.4 Khi làm trong điều kiện có nhiều nguy cơ xẩy ra tai hại điện (hàn trong các hầm, thùng, khoang, bể kín, những nơi ẩm ướt…), ngoài quần áo bảo hộ lao động, công nhân hàn phải được trang bị gang tay, giày cách điện ở vị trí hàn phải có thảm, hoặc bục cách điện.
8.5 Giăng tay của công nhân hàn phải làm bằng vật liệu khó cháy, có độ dẫn điện thấp và chịu được các tác động cơ học.
8.6 Giầy của công nhân hàn phải làm bằng vật liệu khó cháy, cách điện và chịu được các tác động cơ học và để không được đóng đinh cơ học.
8.7 Mũ dùng cho công nhân hàn phải làm bằng vật liệu khó cháy, cách điện. Trong điều kiện làm việc có nguy cơ gây chấn động cơ học, công nhân phải được trang bị mũ chịu tác động cơ học.
8.8 Khi hàn ở môi trường có phát sinh hơi, khí độc hại mà không có thiết bị hút cục bộ, thợ hàn phải sử dụng các trang thiết bị bảo vệ cơ quan hô hấp phù hợp.
9. Kiểm tra việc thực hiện các yêu cầu an toàn.

20
9.1 Việc kiểm trạng thái môi trường không khí được tiến hành bằng cách xác định nồng độ các chất độc hại trong không khí vùng hô hấp của thợ hàn, cũng như trong phạm vi người thợ hàn làm việc trong phạm vi người thợ hàn làm việc theo quy định hiện hành.
9.2 Các phương tiện bảo vệ cá nhân phải được kiểm ra định kỳ theo các yêu cầu kỹ thuật và kỹ thuật an toàn đối với từng loại.
9.3 Kiểm tra việc nơi bảo vệ và cách điện cảu thiết bị hàn phải được thực hiện theo các yêu cầu cảu quy định hiện hành.
9.4 Việc kiểm tra định lượng bức xạ Rơn-ghen sử dung khi kiểm tra chất lượng mối hàn phải tuân theo các quy định hiện hành.

21
TIÊU CHUẨN VIỆT NAM TCVN 5556 : 1991
Nhóm T Thiết bị điện hạ áp -Yêu cầu chung về bảo vệ chống điện giật
Low-voltage electric equiments – General requiments for prevention of electric shock
Tiêu chuẩn này áp dụng cho tất cả các thiết bị điện, máy điện xoay chiều có điện áp đến 1.000V, tần số danh định đến 10KHz và thiết bị điện một chiều có điện áp đến 1.500V. Tiêu chuẩn này quy định các yêu cầu chung về bảo vệ người tránh tiếp xúc với các bộ phận mang điện đang vận hành và tiếp xúc với các bộ phận bình thường không mang điện lúc xuất hiện trên các bộ phận này điện áp nguy hiểm.
1. Yêu cầu đối với bảo vệ tránh tiếp xúc với các bộ phận mang điện đang vận hành
1.1 Yêu cầu chung
1.1.1 Các thiết bị điện và các bộ phận của nó phải có kết cấu chắc chắn và có các biện pháp bảo vệ để khi vận hành bình thường đảm bảo bảo vệ an toàn hay cục bộ.
Không bắt buộc bảo vệ toàn bộ trong các trường hợp sau đây:
a) Nếu chỉ cho phép những người có trình độ chuyên môn về điện tiến hành công việc trên thiết bị điện
b) Nếu dòng điện qua người khi tiếp xúc với các bộ phận mang điện không vượt quá trị số giới hạn an toàn.
1.1.2 Các thiết bị cắt điện tự động, hay đưa xung đến cắt điện khi người chạm vào các bộ phận mang điện không được coi là thiết bị bảo vệ độc lập tránh tiếp xúc.
1.1.3 Các thiết bị điện có tụ điện phải có kết cấu để đảm bảo trong khi vận hành và sau khi cắt điện không tạo nên nguy cơ do phóng điện.
1.1.4 Các phương tiện bảo vệ và dụng cụ có cách điện phải được chế tạo đảm bảo các phụ tải về cơ, điện và tác động của các yếu tố hoá học, nhiệt và khí hậu không làm giảm hiệu quả bảo vệ tránh tiếp xúc.
1.2 Yêu cầu đối với vỏ bảo vệ
1.2.1 Vỏ bảo vệ để bảo vệ toàn bộ phải có đặc tính, kích thước và cách bố trí thoả mãn yêu cầu ở Điều 1.1.4 và có khả năng ngăn chặn sự tiếp xúc của người không sử dụng các phương tiện phụ với các bộ phận mang điện.
1.2.2 Vỏ bảo vệ để bảo vệ toàn bộ phải có mức bảo vệ không dưới IP2X theo TCVN 4255:1986.

22
1.2.3 Khoảng cách bảo vệ giữa vỏ bằng kim loại cũng như giữa bộ phận, che chắn bằng vật liệu không cách điện và bộ phận mang điện phải được lựa chọn thoả mãn yêu cầu ở Điều 1.1.4 để loại trừ khả năng tiếp xúc giữa vỏ hay bộ phận che chắn và bộ phận mang điện.
1.2.4 Vỏ bảo vệ phải có kết cấu để chỉ có thể mở hay tháo ra được bằng một hay một số cách sau:
a) Dùng dụng cụ;
b) Tự động cát điện khi mở máy hay tháo vỏ ra;
c) Khi mở máy hay tháo vỏ bảo vệ phía ngoài thì vỏ bảo vệ bên trong tự chuyển dịch tới chỗ cần bảo vệ (Ví dụ dùng nắp bảo vệ tự động đóng khi tháo vỏ ngoài). Vỏ bảo vệ bên trong phải có kết cấu để khi tháo, mở ra cũng phải dùng dụng cụ.
1.3 Yêu cầu đối với che chắn bảo vệ
1.3.1 Che chắn bảo vệ để bảo vệ cục bộ phải được thực hiện dưới dạng các tấm, dây, thanh chắn, tay vịn, hay lưới có mức bảo vệ dưới IP2X theo TCVN 4255:1986. Khi đó khoảng cách giữa bộ phận che chắn và bộ phận mang điện phải đảm bảo loại trừ được sự tiếp xúc ngẫu nhiên của người mang bộ phận mang điện.
Tấm chắn, dây, thanh chắn, tay vịn, phải bố trí ở độ cao 1.000 ±200mm so với mặt bằng bình thường có người đi lại.
1.3.2 Che chắn bảo vệ không được phép tự nới lỏng. Cho phép tháo, mở bộ phận che chắn bảo vệ không dùng dụng cụ.
1.4 Yêu cầu đối với bố trí bảo vệ
1.4.1 Nếu các bộ phận mang điện được bố trí cách chỗ đi lại bình thường của con người trên khoảng cách đảm bảo loại trừ được khả năng tiếp xúc với các bộ phận mang điện khi người không sử dụng các phương tiện phụ thì việc bố trí như vậy được xem là bảo vệ toàn bộ.
1.4.2 Nếu việc bố trí của bộ phận mang điện loại trừ được khả năng tiếp xúc ngẫu nhiên với các bộ phận đó thì được xem là bảo vệ cục bộ. Những chỗ nguy hiểm phải được đánh dấu.
1.5 Yêu cầu đối với cách điện chỗ làm việc
1.5.1 Nền ở chỗ làm việc để bảo vệ toàn bộ phải được làm bằng vật liệu cách điện hay phủ bằng vật liệu cách điện để chỉ khi người đứng trên nền cách điện mới có thể chạm vào các bộ phận mang điện.
Tại chỗ làm việc đã được cách điện phải loại trừ được khả năng người tiếp xúc đồng thời với các bộ phận mang điện hay mang điện có các điện thế khác nhau.Để thoả mãn yêu cầu này, các bộ phận không mang điện có thể trạm tới và các bộ phận mang điện có điện thế khác nhau trong phạm vi vươn tới của tay người cầm được phủ bằng vật liệu cách điện.
1.5.2 Lớp phủ cách điện phải thoả mãn các yêu cầu ở điều 1.1.4 và phải được bảo vệ trách bị xê dịch
1.6 Yêu cầu khi dùng điện áp an toàn

23
1.6.1 Nếu điện áp giữa các bộ phận mang điện và giữa các bộ phận mang điện với đất không vượt quá trị số giới hạn an toàn thì không có phủ bảo vệ cũng được xem là biện pháp bảo vệ toàn bộ
1.6.2 Nguồn cung cấp có điện áp an toàn có thể là:
a) nguồn cung cấp độc lập có điện áp thấp (ví dụ: ắc quy, pin, máy phát điện áp thấp…).
b) Nguồn cung cấp được lấy từ mạch có điện áp nguy hiểm nhưng không liên hệ trực tiếp về điện (ganvalnic) với mạng điện (ví dụ: máy biến áp cách ly)
c) Nguồn cung cấp lấy từ mạng có điện áp nguy hiểm và liên hệ với mạng đó nhưng biện pháp cách ly và (hay) sơ đồ đảm bảo điện áp trên các cực đầu ra khi có sự cố ở nguồn cung cấp không vượt quá trị số giới han an toàn như quy định ở điều 1.6.1 (ví dụ: chỉnh lưu, máy biến áp an toàn…)
1.6.3 Không cho phép nối mạch điện các nguồn điện áp an toàn với các mạch điện không thoả mãn nhu cầu ở điều 1.6.1, và 1.6.2.
Cho phép nối đất mạch điện có điện áp an toàn.
2. Yêu cầu đối với bảo vệ khi tiếp xúc với các bộ phận không mang điện lúc có điện áp nguy hiểm
2.1 Yêu cầu chung
2.1.1. Biện pháp bảo vệ chống điện giật khi tiếp xúc với các bộ phận không mang điện lúc xuất hiện trên đó điện áp là cần thiết nếu trị số điện áp chạm (có xét đến loại điều kiện vận hành thiết bị) vượt quá trị số của thiết bị an toàn.
2.1.2. Biện pháp bảo vệ phải đảm bảo trị số điện áp chạm không vượt quá trị số giới hạn an toàn hoặc cắt nhanh mạch điện bị sự cố khi điện áp chạm vượt quá trị số đó.
Được pháp kết hợp các biện pháp bảo vệ khác nhau nếu từng biện pháp bảo vệ riêng biệt không làm giảm hiệu quả bảo vệ và độ tin cậy của biện pháp khác.
2.1.3 Để đề phòng điện áp trạm nguy hiểm, trong nhà có đặt thiết bị điện phải nối các bộ phận kim loại của các đường ống dẫn nước, dẫn khí, dẫn nhiên liệu, điều hoà không khí, kết cấu kim loại của nhà mà người có thể chạm tới, dây dẫn sét… với dây không bảo vệ của mạng và cực nối đất:
2.1.4 Lựa chọn, lắp đặt và nối các dây san bằng thế phải đảm để các phụ tải cơ học, điện cũng như tác động của các yếu tố nhiệt, hoá chất, khí hậu trong một thời gian sử dụng không làm giảm hiệu quả của san bằng thế nhân tạo.
2.1.5 Tại các vị trí dây san bằng thế có thể bị hư hỏng do tác động cơ học hay bị ăn mòn thì phải có biện pháp bảo vệ.
2.2 Yêu cầu đối với nối không
2.2.1 Vỏ các thiết bị điện có cấp bảo vệ I (có nối dây bảo vệ theo TCVN 3144:1979) phải được nối với điểm nối đất trực tiếp của mạng điện qua dây bảo vệ. Ngoài ra dây bảo vệ phải được nối với hệ thống san bằng thế nằm

24
trong khu vực đặt thiết bị điện (xem hình 1) phù hợp với yêu cầu của các Điều 2.1.3 đến 2.1.5:
2.2.2 Phải nối đất dây bảo vệ ở điểm trung tính của các nguồn cung cấp (máy phát, máy biến áp). Nếu có các cực nối đất có khả năng giảm biến áp trạm thì dây bảo vệ cũng phải được nối với các cực nối đất này.
2.2.3 Trị số lớn nhất cho phép của tổng trở nối đất phải đảm bảo điện thế của dây bảo vệ khi có ngắn mạch chạm đất không vượt quá trị số giới hạn an toàn.
2.2.4 Các thông số của thiết bị bảo vệ và tiết diện danh định của dây dẫn và dây bảo vệ phải được lựa chọn sao cho khi có ngắn mạch thì thiết bị bảo vệ tự động cắt mạch sự cố phù hợp với quy định ở Điều 2.1.2
2.2.5 Nếu trong mạch TN-C sử dụng máy cắt điện tự động kiểu dòng rò để làm thiết bị bảo vệ thì dây bảo vệ nối vào vỏ thiết bị điện phải rẽ nhánh trước máy cắt điện (tính theo chiều dòng điện tiêu thụ).
2.2.6 Dây bảo vệ phải được lựa chọn, lắp đặt và nối với nhau và với vỏ thiết bị điện sao cho có thể chịu được các tải cơ điện phát sinh trong khi vận hành cũng như tác động của các yếu tố nhiệt, hoá học và khí hậu; các mối nối phải thường xuyên đảm bảo chắc chắn
Hình 1. Nối không trong mạng điện 3 pha (mạng TN-C-S) 1-Nối đất làm việc; 2- Vỏ thiết bị điện; 3-Hệ thống san bằng thế PEN Dây trung tính vừa là dây bảo vệ: N-Dây trung tính; PE-Dây bảo vệ
2.2.7 Khung của thiết bị phân phối, kết cấu đỡ cáp, đường ống và các kết cấu kim loại tương tự được dùng làm dây bảo vệ phải thoả mãn những yêu cầu sau:
a) Phải được nối cố định với nhau, chịu được dòng điện ngắn mạch lớn nhất và khi tách các phần tử riêng biệt thì không làm đứt mạch bảo vệ.
b) Phải có điện trở không lớn hơn trị số yêu cầu đối với dây bảo vệ.
2.2.8 Không được phép lắp máy cắt một cực hay cầu chạy trên dây hay mạch bảo vệ.

25
Khi đóng máy cắt nhiều cực và (hay) phích cắm tiếp điểm bảo vệ phải đóng trước tiếp điểm mang điện, còn khi cắt thì tiếp điện bảo vệ phải mở sau tiếp điểm mang điện.
2.2.9 Phải đánh dấu bằng màu sắc để phân biệt dây bảo vệ với dây mang điện
Mầu của dây bảo vệ phải kết hợp với màu xanh lá cây và màu vàng.
Ký hiệu màu nêu trên chỉ được sử dụng cho dây bảo vệ, dây nối đất và dây san bằng thế.
Nếu do nguyên nhân công nghệ mà không thể thực hiện ký hiệu màu trên toàn bộ chiều dài hoặc về mặt ký thuật an toàn là không cần thiết thì cho phép chỉ thực hiện ký hiệu màu ở các đầu nối và chỗ rẽ nhánh trên dây bảo vệ.
2.3 Yêu cầu đối với nối đất bảo vệ
2.3.1 Vỏ của các sản phẩm kỹ thuật điện có cấp bảo vệ I và các thiết bị điện phải được nối đất bảo vệ (xem hình 2)
Hình 2. Nối đất bảo vệ trong mạng điện ba pha loại TT
1. Nối đất làm việc; 2. Vỏ; 3. Nối đất bảo vệ
2.3.2 Trị số lớn nhất của tổng trở nối đất bảo vệ, các thông số của thiết bị bảo vệ và tiết diện danh định của dây dẫn và dây bảo vệ phải được lựa chọn để đảm bảo khi có ngắn mạch chạm vỏ hay chạm vào dây bảo vệ thì sẽ tự động cắt mạch sự cố hoặc giảm điện áp đến giá trị tương ứng với yêu cầu ở Điều 2.1.2
2.3.3 Việc lựa chọn, lắp đặt dây bảo vệ phải tuân theo các quy định ở các Điều 2.2.6 đến 2.2.9
2.4 Yêu cầu đối với dây bảo vệ
2.4.1 Vỏ các sản phẩm kỹ thuật điện cấp bảo vệ I và các thiết bị điện phải được nối với nhau bằng dây bảo vệ và nối với hệ thống bằng đường ống kim loại, kết cấu kim loại của nhà và nối đất tự nhiên khác nằm ở thiết bị điện.
Các dây dẫn mang điện, kể cả điểm trung tính của mạng không được nối đất trực tiếp hay nối với dây bảo vệ (Xem hình 3)

26
Hình 3. Dây bảo vệ trong mạng điện 3 pha loại TT
1- Nối đất qua khe hở phòng điện; 2- Vỏ; 3- San bằng điện thế
2.4.2 Thiết bị kiểm tra cách điện được lắp trong hệ thống dây bảo vệ phải phát tín hiệu đủ nhạy, rõ ràng hoặc phải cắt phần mạng có sự cố khi điện trở cách điện giảm xuống dưới mắc giới hạn quy định.
2.5 Yêu cầu đối với cắt bảo vệ dòng rò.
2.5.1 Các thiết bị điện phải được nối với máy cắt điện dòng rò phù hợp với hình 4 hay nối với thiết bị điều khiển bằng máy cắt điện cho máy biến dòng tổng bố trí tách biệt.
2.5.2 Vỏ các sản phẩm kỹ thuật điện có cấp bảo vệ I và các thiết bị điện phải được nối với trang bị nối đất bảo vệ bằng dây bảo vệ (xem hình 4)
Trong mạng có trung tính cách ly, khi nối một số sản phạm kỹ thuật điện với một máy cắt điện dòng rò của chúng phải được nối với trang bị nối đất bảo vệ chung.
2.5.3 Trị số lớn nhất cho phép của tổng trở nối đất bảo vệ và thông số của máy cắt điện dòng rò phải được lựa chọn để đảm bảo khi có tiếp xúc giữa dây dẫn mạng điện (trừ dây trung tính) với vỏ hoặc dây bảo vệ thì thiết bị bảo vệ sẽ tự động cắt phần mạng sự cố thoả mãn yêu cầu ở Điều 2.1.2
Hình 4. Sơ đồ bố trí máy cắt dòng rò trong mạng điện 3 pha loại TT
27
1- Nối đất làm việc; 2- Vỏ; 3- Nối đất bảo vệ; 4- Máy cắt điện dòng rò
2.5.4 Lựa chọn, lắp đặt dây bảo vệ phải thoả mãn yêu cầu ở các Điều 2.2.6 đến 2.2.9.
2.6 Yêu cầu đối với cách điện bảo vệ
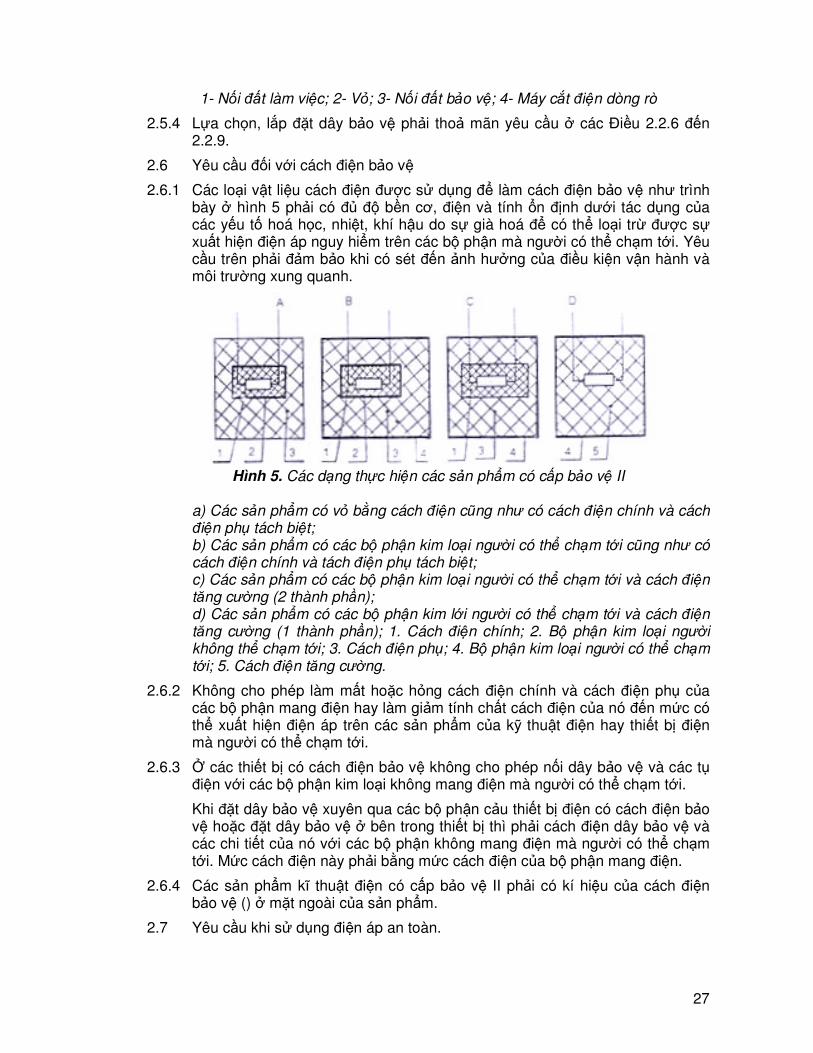
2.6.1 Các loại vật liệu cách điện được sử dụng để làm cách điện bảo vệ như trình bày ở hình 5 phải có đủ độ bền cơ, điện và tính ổn định dưới tác dụng của các yếu tố hoá học, nhiệt, khí hậu do sự già hoá để có thể loại trừ được sự xuất hiện điện áp nguy hiểm trên các bộ phận mà người có thể chạm tới. Yêu cầu trên phải đảm bảo khi có sét đến ảnh hưởng của điều kiện vận hành và môi trường xung quanh.
Hình 5. Các dạng thực hiện các sản phẩm có cấp bảo vệ II
a) Các sản phẩm có vỏ bằng cách điện cũng như có cách điện chính và cách điện phụ tách biệt; b) Các sản phẩm có các bộ phận kim loại người có thể chạm tới cũng như có cách điện chính và tách điện phụ tách biệt; c) Các sản phẩm có các bộ phận kim loại người có thể chạm tới và cách điện tăng cường (2 thành phần); d) Các sản phẩm có các bộ phận kim lới người có thể chạm tới và cách điện tăng cường (1 thành phần); 1. Cách điện chính; 2. Bộ phận kim loại người không thể chạm tới; 3. Cách điện phụ; 4. Bộ phận kim loại người có thể chạm tới; 5. Cách điện tăng cường.
2.6.2 Không cho phép làm mất hoặc hỏng cách điện chính và cách điện phụ của các bộ phận mang điện hay làm giảm tính chất cách điện của nó đến mức có thể xuất hiện điện áp trên các sản phẩm của kỹ thuật điện hay thiết bị điện mà người có thể chạm tới.
2.6.3 Ở các thiết bị có cách điện bảo vệ không cho phép nối dây bảo vệ và các tụ điện với các bộ phận kim loại không mang điện mà người có thể chạm tới.
Khi đặt dây bảo vệ xuyên qua các bộ phận cảu thiết bị điện có cách điện bảo vệ hoặc đặt dây bảo vệ ở bên trong thiết bị thì phải cách điện dây bảo vệ và các chi tiết của nó với các bộ phận không mang điện mà người có thể chạm tới. Mức cách điện này phải bằng mức cách điện của bộ phận mang điện.
2.6.4 Các sản phẩm kĩ thuật điện có cấp bảo vệ II phải có kí hiệu của cách điện bảo vệ () ở mặt ngoài của sản phẩm.
2.7 Yêu cầu khi sử dụng điện áp an toàn.

28
2.7.1 Các sản phẩm kĩ thuật điện và các bộ phận thiết bị điện làm việc với điện áp an toàn (cấp bảo vệ III) phải có điện áp danh định không lớn hơn trị số giới hạn của điện áp an toàn theo quy định ở điều 2.1.2.
2.7. 2. Nguồn cung cấp điện áp an toàn phải tuân theo quy định ở điều 1.6.2
2.7.3. Không được phép nối các mạch điện dùng điện áp an toàn với các mạch điện khác không thoả mãn các nhu cầu ở điều 2.7.1 và 2.7.2.
2.7.4 Không được phép nối dây bảo vệ với các sản phẩm kĩ thuật điện và các bộ phận của thiết bị điện có cấp bảo vệ III.
2.7.5 Ổ phích cắm dùng điện áp an toàn không được có tiếp điểm bảo vệ và phải có kết cấu khác với các ổ, phích cắm có điện áp cao hơn quy định ở điều 2.7.1
2.8 Yêu cầu đối với cách ly bảo vệ.
2.8.1 Mạch của các thiết bị dùng điện không có nguồn cung cấp độc lập phải được cách ly về điện (không được nối ganvanic) với mạng cung cấp bằng cách sử dụng các nguồn cung cấp có thể loại trừ được sự lan truyền điện áp đầu vào sang đầu ra của nguồn.
2.8.2 Không được phép nối đất với các dây dẫn mạng điện của mạch điện đã được cách ly bảo vệ với dây dẫn hoặc dây bảo vệ của các loại mạng điện khác.
2.8.3 Không được phép nối các dây bảo vệ của mạng cung cấp với các bộ phận không mang điện của thiết bị dùng điện ở mạng cách li mà người có thể chạm tới.
Yêu cầu này không bắt buộc áp dụng trong trường hợp vỏ của thiết bị dùng điện được bố trí trên các kết cấu kim loại mà các kết cấu đó bắt buộc phải nối trực tiếp hay gián tiếp với dây bảo vệ.
2.8.4. Ở mạng cách li chỉ được phép nối với một thiết bị dùng điện với một nguồn cung cấp hay với một cuộn dây ra của máy biến áp có nhiều cuộn dây ở đầu ra.
Cho phép nối một số thiết bị dùng điện với nguồn cung cấp khi thoả mãn đồng thời các yêu cầu sau:
a) Các thiết bị dùng điện được bố trí và lắp chắc chắn trên kết cấu dẫn điện chung trong cụm.
b) Vỏ của thiết dùng điện (trừ các dụng cụ điện có cấp bảo vệ II) được nối với nhau bằng dây bảo vệ phù hợp với quy định ở điều 2.8.5.
c) Khi hai pha chạm vỏ thì sẽ tự động cắt mạch bị sự cố theo quy định ở điều 2.1.2.
2.8.5 Các bộ phận kim loại mà người có thể chạm tới các dụng cụ điện cấp bảo vệ I phải được nối với nhau và nối với dây bảo vệ.
Lựa chọn, lắp đặt dây bảo vệ phải thoả mãn yêu cầu ở điều 2.2.6 đến 2.2.9.

29
Phụ lục 1
THUẬT NGỮ VÀ ĐỊNH NGHĨA
1 Bảo vệ toàn bộ chống chạm - các biện pháp có thể bảo vệ người chống chạm vào các bộ phận mang điện khi không sử dụng phương tiện phụ hoặc loại trừ được khi chạm vào các bộ phận đó.
2 Bảo vệ cục bộ chống chạm - các biện pháp có thể bảo vệ chống chạm ngẫu nhiên vào các bộ phận mang điện.
3 Phạm vi vươn tới của tay người - khoảng không gian được giới hạn bởi khả năng vươn xa của tay người khi không sử dụng các phương tiên phụ (kích thước xem hình 6)
Hình 6.
1- Phạm vi vươn xa của tay người; 2- Nền
4 Vỏ bảo vệ (bọc bảo vệ) - biện pháp bảo vệ chống chạm và các bộ phận mang điện. Nguyên lý thức hiện la bọc, phủ các bộ phận mang điện bằng các bộ phận có thể bảo vệ toàn bộ chống chạm
5 Che chắn bảo vệ - biện pháp để bảo vệ chống chạm ngẫu nhiên vào các bộ phận mang điện. Nguyên lý thực hiện là che chắn (rào chắn) các bộ phận mang điện bằng các phương tiên có thể bảo vệ cục bộ chống chạm.
6 Bố trí bảo vệ - biện pháp để bảo vệ chống trạm hay chống chạm ngẫu nhiên vào các bộ phận mang điện. Nguyên lý thực hiện là các bộ phận mang điện cách xa chỗ làm việc để bảo vệ toàn bộ hay cục bộ chống chạm.
7 Mang TN-kí hiệu quốc tế của loại mạng điện có điểm trung tính nối đất trực tiếp, còn vỏ thiết bị điện được nối với điểm trung tính (nối không)
8 Mạng TN-C là mạng TN có dây bảo vệ vừa là dây trung tính
9 Mạng TN-S là mạng TN có dây bảo vệ và dây trung tính riêng biệt.
10 Mạng TN-S-C-Mạng TN trong đó ở phần đầu của mạng có dây trung tính và dây bảo vệ chung còn ở phần sau của mạng có dây trung tính và dây bảo vệ riêng biệt (Xem hình 1)

30
11 Mạng TT- kí hiệu quốc tế của loại mạng điện, có trung tính trực tiếp nối đất và vỏ thiết bị điện cung được nối đất bảo vệ (Xem hình 2 và hình 4)
12 Mạng IT- kí hiệu quốc tế của loại mạng điện có điểm trung tính cách ly với đất, còn vỏ thiết bị điện được nối với đất
Chú thích:
a) Mạng TN và mạng TT cũng được gọi là mạng có trung tính nối đất còn mạng IT là mạng có trung tính cách ly
b) Các kí hiệu quy ước được sử dụng trong các thuật ngữ trên có ý nghĩa như sau:
- Chữ đầu:
+ T-terre (Tiếng Pháp) nối đất trực tiếp điểm của mạch dòng điện làm việc, thường lệ là điểm trung tính
+I –insulation (Tiếng Anh) các điện tất cả các dây dẫn mang điện nối với đất hay nối các điểm của mạng với nối đất qua tổng trở lớn
- Chữ thứ hai:
+ N-neutre (Tiếng Pháp), neutral (Tiếng Anh) – Nối trực tiếp vỏ thiết bị điện với điểm nối đất của mạng qua dây bảo vệ .
+T-terre (Tiếng Pháp) - nối đất vỏ thiết bị điện độc lập với nối đất của mạng có thể có.
- Chữ thứ ba
+ C-combine (Tiếng Pháp), combined (Tiếng Anh) - dây trung tính chung với dây bảo vệ .
+ S-separe (Tiếng Pháp), separated (Tiếng Anh), dây trung tính tách biệt với dây bảo vệ
13 Cách điện bảo vệ - biện pháp để bảo vệ chánh điện giật khi tiếp xúc vào các bộ phận mang điện khi có điện áp nguy hiểm trên đó.
Nguyên lý thực hiện của nó là phủ bộ phận không mang điện bằng vật liệu cách điện hay cách điện với phần mang điện có khả năng loại trừ được xuất hiện điện áp trên các bộ phận có thể chạm tới (Xem hình 5)
14 Cách li bảo vệ - biện pháp để bảo vệ tránh điện giật khi tiếp xúc với các bộ phận không mang điện khi xuất hiện trên đó điện áp nguy hiểm
Nguyên lí thực hiện của nó là loại trừ xuất hiện điện áp trạm khi có ngắn mạch chạm vỏ bằng cách cách li về điện mạng tiêu thụ với mạng cung cấp, chỉ nối một thiết bị dùng điện vào mạng tiêu thụ và không nối đất mạch điện của hệ tiêu thụ điện
15 Điện giật - tác dụng về mặt sinh lí lên cơ thể người do dòng điện gây nên trong thời gian dòng điện chạy qua người.
16 Điện áp an toàn - điện áp nhỏ không gây nên những tác động nguy hiểm hoặc có hại đối với con người. Nguồn cung cấp điện áp an toàn phải thoả mãn những yêu cầu đặc biệt về mặt an toàn.

31
Phụ lục 2
Trị số điện áp chạm phụ thuộc thời gian tác động (Theo PC-1526 và TGL 200-0603/03 số liệu tham khảo)
Thời gian tác động,s
0,06
0,15 0,2 0,5 0,9 3 Điện áp xoay chiếu tần số từ 15Hz đến
100Hz Điện áp chạm, V
650
500 400 130 80 6
Thời gian tác động, s
0,06
0,6 1 3
Điện áp một chiều
Điện áp chạm, V
650
250 200 140

32
TIÊU CHUẨN VIỆT NAM TCVN 5180 : 1990
Nhóm C Pa lăng điện – Yêu cầu chung về an toàn Electriccal tackle – General safety requirements
Tiêu chuẩn này áp dụng cho pa lăng điện thông dụng cố định và do động dùng cáp và xích (gọi chung là pa lăng) được sử dụng như một cơ cấu nâng hạ độc lập hoặc cơ cấu nâng và di chuyển hàng trên máy nâng hạ.
Tiêu chuẩn này phù hợp với ST SEV 1721:1986.
1. Yêu cầu đối với kết cấu và vật liệu.
1.1 Pa lăng, các phần tử và mối ghép của chúng phải được chế tạo để đảm bảo an toàn khi sử dụng theo tính năng được quy định trong lí lịch.
1.2 Nhà máy sản xuất phải tiến hành kiểm tra chất lượng vật liệu cùng chế tạo các phần tử chịu tải của pa lăng, các mối hàn, độ cách điện của dây dẫn và các cuộn dây điện.
Kiểm tra từng nguyên công khi chế tạo và lắp ráp, thử nghiệm thu pa lăng ở trạng thái động và trạng thái tĩnh.
Kết quả kiểm tra được ghi vào lý lịch máy.
1.3 Phân loại pa lăng.
1.3.1 Pa lăng được phân loại theo chế độ làm việc theo chỉ dẫn trong bảng 1, 2 và 3.
Bảng 1. Nhóm chế độ làm việc của pa lăng phụ thuộc
vào cấp sử dụng và cáp chịu tải.
Nhóm chế độ làm việc của pa lăng theo cấp chịu tải Cấp sử dụng
B1 B2 B3 B4
Ao A1 A2 A3 A4 A5 A6
1 1 1 2 3 4 5
1 1 2 3 4 5 6
1 2 3 4 5 6 6
2 3 4 5 6 6 6

33
Bảng 2. Cấp sử dụng pa lăng phụ thuộc thời gian làm việc tổng cộng
Cấp sử dụng Thời gian làm việc tổng cộng giờ
Ao 800
A1 1600
A2 3200
A3 6300
A4 12500
A5 25000
A6 50000
Chú thích: Thời gian làm việc của pa lăng ở trạng thái di chuyển.
Bảng 3. Cấp chịu tải phụ thuộc vào hệ số chịu tải KQ
Cấp chịu tải Hệ số chịu tải KQ Đặc tính của cấp chịu tải
B1 Đến 0,125 Làm việc ở trọng tải nhỏ hơn nhiều so với tải trọng danh nghĩa và chỉ trong một số ít
B2 Trên 0,125 đến 0,250
Làm việc ở trọng tải trung bình và tải trọng danh nghĩa.
B3 Trên 0,250 đến 0,500
Làm việc ở trọng tải danh nghĩa và gần bằng tải trọng danh nghĩa .
B4 Trên 0,500 đến 1,0
Làm việc thường xuyên ở tải trọng danh nghĩa và gần bằng ở tải trọng danh nghĩa
Các pa lăng để vận chuyển kim loại nóng chảy, xỉ nóng chảy, các chất độc hại và các hàng hoá nguy hiểm có nhóm chế độ làm việc không nhỏ hơn 5.
1.3.2. Hệ số chịu tải K được tính theo công thức:
∑∑
=
i
ii
Qt
t
P
PK
3
max
Trong đó:
Pi - Tải trọng tác dụng lên pa lăng (lực, mô đen) trong khoảng thời gian làm việc t;
Pmax - tải trọng lớn nhất (lực, mô đen) được xác định có kể đến tất cả các yếu tố ảnh hưởng đến pa lăng trong chu trình làm việc;
ti - khoảng thời gian tác dụng của tải trọng p;

34
ti Tổng thời gian tác dụng của tải trọng pi vào pa lăng
1.4 Hàn các phần tử của pa lăng
1.4.1 Vật liệu hàn phải đảm bảo giới bền của mối hàn không thấp hơn giới hạn bền của vật liệu được hàn. Độ dai và đập của mối hàn phải phù hợp với điều kiện làm việc của kết cấu pa lăng.
1.4.2 Để đảm bảo cơ tính của mối hàn theo quy định khi hàn các phần tử chịu tải của pa lăng phải thực hiện đúng các tài liệu kĩ thuật hàn.
1.5 Móc năng hàng
1.5.1 Móc nâng hành phải chế tạo bằng phương pháp rèn, dập hoặc bằng thép tấm (sẽ gọi là móc rèn, móc dập hoặc móc tấm).
Phôi móc nâng hàng sau khi rèn hoặc dập phải thường hoá và làm sạch vẩy ôxit. Móc rèn và móc dập không cho phép hàn ngay cả hàn đắp để khắc phục khuyết tật.
Các tấm thép của móc tấm phải được ghép với nhau bằng đinh tán. Cho phép hàn cục bộ tấm thép.
1.5.2 Khi có tải, móc hàng phải quay tự do. Đối với móc nâng hàng có sức nâng trên 3 tấn, chỗ quay của móc nâng hàng phải dùng ổ bi. Yêu cầu này không áp dụng cho móc nâng hàng cửa palăng khôn cho phép quay móc.
1.5.3 Đai ốc kẹp chặt móc rèn, móc dập và chốt móc tấm vào thanh ngang phải có khả năng chống tự tháo, cho phép kẹp các móc nâng hàng vào thanh ngang bằng các phương pháp tin cậy khác.
Móc phải có khoá bảo hiểm để loại trừ khả năng rơi của cơ cầu móc hàng khi nâng. Khoá không được làm giảm mặt cắt chịu tải của đuôi móc.
1.5.4 Nơi chế tạo phải đánh dấu rõ hai điểm cho phép kiển tra kích thước độ mở của móc trong thời gian sử dụng.
1.6 Cần phải tính đến ảnh hưởng của nhiệt khi tính toán các phần tử kết cấu pa lăng chịu tác dụng lớn.
1.7 Xe chở hàng một thanh ray phải có kết cấu đảm bảo bánh dẫn không chệch khỏi thanh ray chữ I
1.8 Tốc độ di chuyển của palăng điều khiển từ sàn không được lớn hơn 0,8m/s.
1.9 Thiết bị cuộn cáp của palăng phải đảm bảo cuộn cáp lên tang thành lớp.
1.10 Đối trọng và các phần tử của nó phải được đặt trong vỏ hoặc gắn với palăng để đối trọng không rơi hoặc thay đổi vị trí trên palăng.
1.11 Cần phải chống gỉ các chi tiết kim loại của palăng có thể bị gỉ
1.12 Thời gian đóng và số đóng trong 1h của động cơ điện cơ cấu nâng của palăng phải phù hợp với chỉ dẫn trong bảng 4.
Bảng 4
Nhóm chế độ làm việc 1 2 3 4 5 6
Thời gian đóng, % không nhỏ hơn 25 30 40 50 60 60

35
Số lần đóng trong 1h, không nhỏ hơn 150 180 240 300 360 360
1.13 Thời gian đóng và số lần đóng trong 1h của động cơ điện cơ cấu di chuyển palăng phải phù hợp với chỉ dẫn trong Bảng 5
Bảng 5
Nhóm chế độ làm việc 1 2 3 4 5 6
Thời gian đóng, % không nhỏ hơn 20 25 30 40 50 60
Số lần đóng trong 1h, không nhỏ hơn 120 150 180 240 300 360
1.14 Đối với palăng hai tốc độ thời gian đóng ứng với tốc độ nhỏ phải nhỏ hơn 10% còn số lần đóng trong 1h như nhau đối với cả hai tốc độ và phù hợp với các trị số cho trong Bảng 1, 2.
2. Yêu cầu đối với cáp, xích, tang và ròng rọc.
2.1 Hệ số an toàn của xích định cỡ mắt tròn không nhỏ hơn 8,0; xích tầm - không nhỏ hơn 5,0 có tính đến khối lượng và hiệu xuất của hệ thống ròng rọc, không tính đến tải trọng động.
2.2 Chọn và tính cáp thép phải tính đến đặc tính của cáp và chế độ làm việc của pa lăng.
2.3 Hệ số an toàn (K) của cáp thép được xác định phụ thuộc vào chế độ làm việc của palăng và kết cấu của cáp theo công thức:
KS
P≥
Trong đó:
P – Lực căng đứt cáp, N;
S – Sức căng lớn nhất cảu cáp có tính đến hiệu suất của hệ thống ròng rọc không tính đến tải trọng động;
K – Không được nhỏ hơn 4.
2.4 Cáp của palăng dùng để vận chuyển kim loại nung đỏ, kim loại lỏng, xỉ lỏng, cần có bộ phận che chắn phù hợp để tránh sự ảnh hưởng trực tiếp của nhiệt độ và bắn toé của kim loại. Lõi cáp loại này phải bền nhiệt.
2.5 Tang phải có rãnh để rải cáp.
Bán kính rãnh trên tang và ròng rọc được xác định theo công thức r ≈ 0,53d. Trong đó: d - đường kính cáp.
Chiều sâu rãnh:
đối với tang không nhỏ hơn 0,20d;
đối với ròng rọc không nhỏ hơn 1,35d.
Góc mở của rãnh ròng rọc cáp không nhỏ hơn 30o và không lớn hơn 50o.
2.6 Tang phải được chế tạo sao cho cáp được cuộn theo từng lớp

36
Khả năng chứa cáp của tang phải đảm bảo khi bộ phận mang tải ở vị trí thấp nhất theo tính toán trên tang vẫn còn lại ít nhất 1,5 vòng cáp (không tính những vòng nằm dưới tấm kẹp).
2.7 Độ lệch của cáp khỏi rãnh dẫn hướng trên tang hoặc trên ròng rọc không được vượt quá 1:15…
2.8 Ròng rọc dùng xích hàn và đĩa xích dùng cho xích tấm không ít hơn 5 lỗ hoặc răng trong đó ít nhất có 2 ăn khớp hoàn toàn với xích.
2.9 Ròng rọc và đĩa xích cần có cơ cấu rải đúng xích và ngăn ngừa xích rơi khỏi ròng rọc (đĩa xích) hoặc khỏi đường tâm của nó.
3. Yêu cầu về phanh
Phanh của cơ cấu nâng và cơ cấu di chuyển palăng theo TCVN
4. Yêu cầu đối với thiết bị an toàn
4.1 Cơ cấu nâng cần được trang bị công tắc hành trình tác dụng cưỡng bức để khống chế hành trình giới hạn trên và giới hạn dưới của móc.
Trong trường hợp sử dụng công tắc hành trình tác dụng hai bậc thì bậc thứ hai phải đóng cả hai chuyển động của cơ cấu nâng.
Trong trường hợp palăng xích có ly hợp ma sát cho phép không dùng công tắc hành trình
4.2 Công tắc hành trình giới hạn trên cần đặt sao cho sau khi dùng móc nâng hàng khi nâng không tải thì khe hở giữa móc nâng hàng và vỏ không nhỏ hơn 100mm.
Đối với palăng xích cho phép lắp gối tựa chất dẻo trên vỏ palăng
4.3 Nếu trong palăng sử dụng bộ phận khống chế tải trọng, khi trọng tải của palăng vượt quá 15% mức nâng cho phép nó phải ngắt chuyển động cơ cấu nâng
5. Yêu cầu đối với thiết bị điện và điều khiển
5.1 Điều khiển palăng bằng thiết bị điều khiển. Thiết bị điều khiển được cấp điện từ mạng điều khiển hoặc mạng động lực.
Nếu thiết bị điều khiển được đóng vào mạng động lực, điện áp mạng động lực không được lớn hơn 380V.
5.2 Sơ đồ điện cũng như thiết bị điều khiển cần được khoá liên động để loại trừ khả năng nối mạch đồng thời 2 công tắc đảo chiều khi điều khiển bằng phương pháp gián tiếp hoặc nối mạch đồng thời hai phần tử chuyển động đảo chiều khi điều khiển bằng phương pháp trực tiếp.
5.3 Sau khi ngừng ấn nút điều khiển, cơ cấu được điều khiển phải ngừng làm việc.
5.4 Công tắc hành trình phải mắc trực tiếp vào mạng động lực hoặc mạng điều khiển.
5.5 Điện áp trong mạng điều khiển khi điều khiển bằng phương pháp gián tiếp không được lớn hơn 42V

37
Trong trường hợp dùng thiết bị điều khiển có vỏ làm bằng vật liệu cách điện hoặc có phủ lớp cách điện cho phép điện áp mạng điều khiển đến 220V.
Khi mạng điều khiển được nối với biến thế hạ áp, các cuộn dây của chúng không được nối điện với nhau.
Đề phòng rò điện của thiết bị điều khiển, thiết bị an toàn trong mạch điều khiển và mạch bảo vệ, phải nối đất hoặc nối với vỏ máy lần hai.
5.6 Khi điều khiển palăng bằng phương pháp trực tiếp bảng điều khiển phải được chế tạo bằng vật liệu cách điện hoặc có phủ lớp cách điện.
5.7 Mạng điện thiết bị an toàn phải thiết kế theo nguyên lý dòng điện tĩnh.
5.8 Trong palăng cần dùng dây dẫn bằng đồng có lớp cách điện có diện tích mặt cắt ngang: trong mạch thứ cấp và mạch phanh điện từ không nhỏ hơn 0,75mm2, trong mạch dẫn vào đọng cơ điện - không nhỏ hơn 1,5mm2
5.9 Vỏ thiết bị điều khiển phải chịu được va đập
Dây treo thiết bị điều khiển phải chịu được lực 0,5KN.
5.10 Thiết bị điều khiển gián tiếp palăng từ sàn phải có khoá điều khiển liên động palăng.
5.11 Các nút ấn của thiết bị điều khiển phải được bố trí trên cùng một bảng và có ký hiệu giải thích
5.12 Để trách điện giật do rò điện, các phần tử của palang không nối với mạch điện cũng phải cách điện
5.13 Dây nối đất không được sử dụng như dây làm việc và mạch của nó không ngắt bởi công tác hoặc cầu chì
1.14 Thiết bị điện của palăng có cấp bảo vệ không thấp hơn IP44 theo TCVN 1988:1977
6 Yêu cầu đối với ghi nhãn
6.1 Ở chỗ dẽ nhìn thấy của palăng này máy sản xuất phải gắn nhãn ghi các nội dung sau:
1. Tên nhà máy sản xuất; 6. Nhóm chế độ làm việc của palăng;
2. Loại palăng; 7. Điện áp dòng danh nghĩa;
3. Tải trọng năng cho phép; 8. Tần số dòng danh nghĩa;
4. Năm sản xuất; 9. Chiều cao nâng.
5. Số hiệu của nhà máy;
6.2 Trên móc nâng hàng của palăng phải gắn nhãn ghi các nội dung sau:
1. Tên hoặc ký hiệu của nhà máy sản xuất;
2. Số hiệu của nhà máy;
3. Năm sản xuất;

38
4. Dấu của phòng kiểm tra chất lượng sản phẩm;
5. Sức nâng hay ký hiệu quy ước của sức nâng;
6.3 Vỏ móc hàng của palăng cần sơn các vạch vàng và đen xen kẽ để báo nguy hiểm cho người sử dụng

39
TIÊU CHUẨN VIỆT NAM TCVN 5659 : 1992
Nhóm T Thiết bị sản xuất - bộ phận điều khiển - yêu cầu an toàn chung Production equipments - Control organs - General safety requirements.
Tiêu chuẩn này áp dụng cho các bộ phận điều khiển bằng tay và bằng chân của các thiết bi sản xuất và quy định yêu cầu an toàn cho kết cấu của chúng theo TCVN 2290 : 1990
Tiêu chuẩn này không áp dụng cho các bộ phận điều khiển trên các phương tiện vận chuyển đường sắt, đường thuỷ và đường hàng không, cũng như không áp dụng cho các bộ phận điều khiển kiểu nút bấm, phím bấm của các máy thực phẩm, máy sắp chữ - intipô, bộ phận in cho máy tính điện tử và các thiết bị điện báo.
1. Quy định chung
1.1 Kết cấu của các bộ phận điều khiển phải đảm bảo điều kiện tối ưu cho chức năng điều khiển quá trình sản xuất. Kết cấu này phải phù hợp với các yêu cầu về tâm sinh lí và tập quán chung của con người cũng như đặc tính làm việc.
1.2 Bộ phận điều khiển phải phù hợp với các yêu cầu trong các tài liệu kĩ thuật và các tiêu chuẩn đã được duyệt.
1.3 Bộ phận điều khiển phải phù hợp với tính chất và hiệu quả công việc khi vận hành bình thường, cũng như xẩy ra sự cố.
1.4 Các bộ phận điều khiển và các thiết bị có liên quan đến nó được đặt gần nhau theo nhóm chức năng sao cho bộ phận điều khiển khi vận hành không che khuất các đồng hồ chỉ thị.
1.5 Lực đặt vào bộ phận điểu khiển không vượt quá tải trọng tĩnh hoặc động cho phép đối với người điều kiển.
Trị số cho phép của lực đặt vào bộ phận điều kiển được quy định bởi các tiêu chuẩn cho các dạng thiết bị sản xuất cụ thể.
1.6 Các bộ phận điều kiển khi làm việc theo một trình tự xác định cần được phân thành nhóm để hành trình làm việc của nó được thực hiện từ trái sang phải, từ trên xuống dưới.
1.7 Bộ phận điều kiển phải có kết cầu hợp lí để trách sự thay đổi vị trí một cách ngẫu nhiên hoặc bất kì (ví dụ do va chạm và dung động ngẫu nhiên, ảnh hưởng của bộ phận điều kiển lân cận).
1.8 Khi dùng phương tiện bảo vệ riêng biệt, kích thước và hình dạng của bộ phận điều kiển cũng như khoảng cách giữa chúng phải đảm bảo tốt khả năng điều kiển.

40
1.9 Vật liệu bề mặt tay gạt của bộ phận điều kiển không được gây độc hại và khi cần thiết phải được cách điện và có dẫn nhiệt thấp. Nhiệt độ bề mặt của các chi tiết nối với bộ phận điều kiển không có bảo vệ không được lớn hơn 37oC (310K).
1.10 Màu sắc của bộ phận điều kiển phải bền trong suốt thời gian sử dụng.
1.11 Bộ phận điều kiển ngắt khi có sự cố phải theo tiêu chuẩn và tài liệu kỹ thuật đã được ban hành.
2. Bộ điều kiển bằng tay.
2.1 Bộ điều khiển kiểu nút bấm
2.1.1 Hình dạng và kính thước của bộ phận điều kiển nút bấm và phím bấm phải đảm bảo sử dụng thuận tiện. Bề mặt của nút bấm và phím bấm để điều kiển bằng ngón tay phải phẳng hoặc hơi lõm. Nút bấm điều kiển bằng lòng bàn tay phải được làm lồi (có dạng hình nấm).
2.1.2 Đối với bộ phận điều kiển nút bấm và phím bấm, khoảng cách giữa các chi tiết lân cận nhau của bộ phận điều kiển không được nhỏ hơn 15mm; còn khi làm việc có dùng tiết bị bảo vệ tay - Không nhỏ hơn 25mm.
2.1.3 Hành trình làm việc của bộ phận điều kiển kiểu nút bấm phải đảm bảo sao cho có thể phân biệt được bằng mắt hai vị trí (đóng và ngắt).
Trị số này được quy định bởi các tiêu chuẩn của các dạng sản phẩm cụ thể.
2.1.4 Khi dùng hai nút bấm để đóng và ngắt, phải để nút đóng ở bên phải nút ngắt (khi bố trí trong mặt phẳng thẳng ngang) hoặc để phía trên nút ngắt (khi bố trí trong mặt phẳng thẳng đứng).
Trong các tiêu chuẩn quy định yêu cầu đối với từng dạng cụ thể của bộ phận điều kiển và trong những trường hợp có yêu cầu kĩ thuật xác đáng, cho phép bố trí nút bấm khác với quy định trên.
2.2 Bộ phận điều kiển bằng tay gạt
2.2.1. Hình dạng và kính thước tay nắm tay gạt phải phù hợp với cách thao tác (bằng bàn tay ), với hướng và trị số lực tác dụng cũng như phù hợp với yêu cầu cố định tay gạt ở các vị trí cực hạn.
Đối với những tay gạt điều chỉnh bằng toàn bộ tay thì mặt cắt dọc của tay nắm tay gạt phải là ô van, còn đối với các tay gạt còn lại có thể là hình tròn.
2.2.2 Vị trí của tay gạt phải phân biệt rõ ràng bằng mắt.
2.2.3 Hướng chuyển động của tay gạt bố trí:
Tiến về phía trước, sang phải hoặc lên phía trên khi đóng và tăng thông số;
Lùi về phía sau, sang trái hoặc xuống dưới khi ngắt hoặc giảm thông số.
2.2.4 Những tay gạt dùng để điều khiển từng nấc phải đảm bảo độ tin cậy làm việc ở các vị trí trung gian và vị trí cực hạn. Trong trường hợp cần thiết , ở các vị trí cực han phải lắp các cữ chặn chuyên dùng.
2.3. Bộ phận điều khiên kiểu quay (tay quay, tay lái…)
2.3.1 Hình dáng và kích thước của bộ phận điều khiển kiểu quay phải phù hợp với cách thao tác (bằng ngón tay, bàn tay) có tính đến phạm vi di chuyển, tốc độ

41
và độ êm dịch chuyển. Để xoay liên tục và xoay nhiều lần, phải dùng tay quay có tay nắn hình côn hoặc trụ và các tay quay dùng để chuyển đổi vị trí phải có kim chỉ thị. Để cầm cho chắc, bề mặt của tay nắm phải được khía nhám .
2.3.2 Bộ phận điều khiển kiểu quay phải dược chỉ dẫn rõ ràng hướng quay và các vị trí cực hạn. Khi cần thiết, các vị trí cực hạn phải được lắp các cữ chặt chuyên dùng
Bộ phận điều khiển kiểu quay dùng để điều khiển từng nấc phải được định vị tin cậy và phải được kí hiệu tại các vị trí trung gian.
2.3.3 Hướng quay của bộ phận điều khiển kiểu quay phải được bố trí:
Quay theo chiều kim đồng hồ - khi đóng, tăng thông số; khoá van (đối với tay quay điều kiển bằng van);
Quay theo ngược chiều kim đồng hồ – khi ngắt, giảm thông số, mở van (đối với tay quay điều kiển bằng tay).
2.4 Công tắc đóng ngắt và chuyển mạch.
2.4.1 Hình dạng chi tiết dán động (tay cầm điều kiển) của công tắc ngắt và chuyên mạch phải là hình trụ, hình côn hay hình hộp. Phân hình trụ ở đầu mút của chi tiết dẫn động được phép thay bằng hình cầu, còn phần côn của chi tiết dẫn động có đáy lớn hướng về phía người điều kiển.
2.4.2 Khi gạt chi tiết dẫn động của công tắc đóng ngắt và chuyển mạch từ vị trí này sang vị trí khác, phải nghe rõ tiếng “tách” và tương đối nhẹ nhàng.
3 Bộ phận điều khiển bằng chân
3.1 Bàn đạp
3.1.1 Hình dạng và kích thước của mặt phẳng của bàn dạp phải đảm bảo điều khiển bằng bàn và ngón chân được thuạn lợi dễ dàng. Chiều rộng của mặt phẳng của bàn đạp không được nhỏ hơn 60mm. Trong trường hợp cần thiết, mắt phẳng đạp phải được lắp ổ đỡ. Bề mặt bàn đạp phải có kết cấu không bị trượt.
3.1.2. Độ nghiêng của mặt phẳng bàn đạp so với vị trí ghế ngồi phải đảm bảo để chân điều khiển được tự nhiên. Góc giữa dóng chân và bàn chân phải là 90 -115o để gót chân được tì chắc chắn.
3.1.3 Hướng chuyển động của bàn đạp phải theo nguyên tắc:
Khi ấn xuống là khởi động, mở máy và tăng thông số;
Khi nhấn bàn chân lên là dừng má, giảm thông số;
3.2 Nút bấm chân
3.2.1 Hình dạng và kích thước của nút bấm chân đảm bảo điều kiện dễ dàng bằng bàn chân và các ngón chân và được quy định theo các tiêu chuẩn đối với từng thiết bị cụ thể. Bề mặt của nút bấm phải bằng phẳng và không bị trơn.
3.2.2 Trị số của hành trình điều khiển của nút bấm chân phải phù hợp với khả năng xoay của các khớp cẳng chân và bàn chân. Trị số này được quy định theo các tiêu chuẩn đối với từng thiết bị cụ thể.
3.2.3 Hướng chuyển động của nút bấm chân phải theo nguyên tắc ấn xuống (chuyển động khi xuống) là mở máy (khởi động); nhấc lên là dừng máy.

42
TIÊU CHUẨN VIỆT NAM TCVN 3748 : 1983
Nhóm C
Máy gia công kim loại – yêu cầu chung về an toàn Metal working machines –general safety requirements
Tiêu chuẩn này bắt buộc áp dụng đối với các loại máy gia công kim loại thiết kế mới.
Đối với các máy đang sử dụng, các cơ quan sử lí các cấp có trách nhiệm hướng dẫn tạo điều kiện sửa đổi hoặc thiết kế các thiết bị và cơ cấu an toàn trên cơ sở tiêu chuẩn này trong điều kiện của cơ sở mình, nhằm đảm bảo an toàn trong vận hành và sử dụng máy đến mức độ tối đa.
1 Yêu cầu chung đối với tất cả các loại máy
1.1 Thiết bị che chắn bảo vệ
1.1.1 Các cơ cấu truyền động (đai truyền, xích, bánh răng v.v…), nhất là các cơ cấu truyền động nằm ngoài thân máy, và các cơ cấu chuyển động khác có thể gây chấn thương cho công nhân, phải được che chắn bảo vệ. Bao che phải thật sự an toàn và thuật tiện sử dụng, quan sát, thao tác. Bao che cần có kết cấu hợp lí, có thể kín hoặc có cửa, nếu cần có gắn tay cầm, quai… để đóng mở, tháo lắp, thay đổi vị trí. Trường hợp để quan sát các cơ cấu máy phía bên trong hoặc để giảm bớt trọng lượng, bao che có thể có lỗ hoặc khung được căng phủ bằng lưới với lỗ hoặc mắt lưới có đường kính nhỏ hơn 10mm hoặc có kích thước nhỏ hơn 10 x 10mm. Trường hợp có căn cứ xác đáng, bao che có thể làm bằng lưới với mắt lưới có kích thước nhỏ hơn 25 x 25mm, khi đó khoảng cách từ bao che đến cơ cấu chuyển động của mái phải lớn hơn 100mm.
1.1.2 Bề mặt ngoài cùng của một bộ phận máy, khi làm việc có thể vượt ra ngoài đầu mút ngoài cùng của thân máy, và chuyển động với vận tốc lớn hơn 150mm/s, cần được sơn dấu hiệu an toàn; các vạch vàng và đen xen kẽ có bề rộng bằng nhau từ 20 đến 50mm và nghiêng so với mặt phẳng nằm ngang một góc 450.
1.1.3 Mặt trong của các hốc, các hộp… của máy có đặt các cơ cấu truyền động cần được sơn mầu đỏ.
Khu vực phía trong cửa có nguy cơ gây tai nạn thì mặt ngoài cửa phải có dấu hiệu báo nguy hiểm: Tam giác đều màu vàng đỉnh nhọn hướng lên trên với dấu chấm than đen ở giữa. Khi có nhiều nguy cơ gây tai nạn, cửa phải có khoá liên động, nếu mở cửa, máy tự động dừng; có thể thêm tín hiệu dự báo nguy hiểm bằng ánh sáng hoặc âm thanh.
1.1.4 Các thiết bị che chắn bảo vệ vùng gia công phải đảm bảo chất lỏng làm nguội hoặc bôi trơn không bắt ra sàn nhà xưởng hoặc bắn vào người công nhân.
1.1.5 Các thiết bị che chắn bảo vệ phải tháo ra lắp vào luôn (khi tháo lắp phôi hoặc dụng cụ cắt; đo chi tiết, điều chỉnh máy…) cần có khôi lượng nhỏ hơn 6kg và

43
không dùng chìa vặt hoặc chìa vặt dẹt để kẹp chặt. Đối với các thiết bị che chắn bảo vệ kiểu có thể đóng mở được, lực tác động để dịch chuyển khi đóng mở quy định không lớn 40N (4kG) .
1.1.6 Các thiết bị che chắn bảo vệ không được làm hạn chế khả năng công nghệ của máy, hoặc gây ra sự mất thuật tiện khi làm việc, khi diều chỉnh máy, khi mở che chắn ra, khi thu dọn làm vệ sinh… Không gây bẩn sàn nhà xưởng do chất lỏng làm nguội hoặc bôi trơn, phoi … chảy ra hoặc rơi ra, hoặc bản thân nó không gây ra sự mất an toàn mới. Khi cần thiết trên các thiết bị che chắn bảo vệ có các tay nắm, quai cầm … để thuật tiện cho việc đóng, mở, tháo, di chuyển vị trí, hoặc lắp đặt. Việc định vị và kẹp chặt các thiết bị che chắn bảo vệ phải đảm bảo vững chắc, không tự nới lỏng.
1.1.7 Các thiết bị che chắn bảo vệ phải vững chắc, bề dầy của chúng nếu chế tạo từ vật liệu là thép tấm không nhỏ hơn 0,8mm; từ nhôm tấm không nhỏ hơn 2mm; từ nhựa cứng không nhỏ hơn 4mm. Khi cần thiết, thiết bị che chắn bảo vệ cần có cửa quan sát với kính thước phù hợp. Trường hợp sử dụng ô cửa để quan sát trên các máy gia công kim loại bằng dụng cụ cắt có lưỡi cắt, thì cửa quan sát phải làm bằng ba lớp kính trong suốt bề dầy không nhỏ hơn 4mm, khi vỡ không vỡ thanh mảnh vụn; cửa quan sát có thể làm bằng các vật liệi trong suốt khác, phẩm chất và sức bền tương đương với vật liệu đã quy định trên. Cửa quan sát phải đảm bảo được lau chùi dễ dàng thường xuyên.
Cho phép sử dụng các thiết bị bao che thuộc các dạng khác với điều kiện đảm bảo che chắn có hiệu quả (thí dụ: các mảnh gấp được, vật liệu phi kim loại trong suốt và chịu dầu…)
1.1.8 Các máy (hoặc dây chuyền bán tự động, tự động) khi làm việc nếu mở thiết bị che chắn bảo vệ có thể gây chấn thương cho công nhân, thí cần có khoá liên động đảm bảo đóng kín vùng nguy hiểm khi đó máy mới vận hành, và khi máy đang vận hành không thể mở được thiết bị bảo vệ.
1.1.9 Các bề mặt, các mép, các gờ, các góc … của máy, của cơ cấu bảo vệ, cơ cấu điều khiển, dụng cụ, và đồ gá… không được có cạnh sắc, mép hoặc góc sắc, có khả năng gây chấn thương cho công nhân.
1.1.10 Các máy cần có kết cấu đảm bảo an toàn để chống khả năng tự nới lỏng của trục chính, thanh nối, đầu ụ đứng, tay gạt, tay đòn ... và các chi tiết máy hoặc bộ phận máy khác.
1.1.11 Xích và dây cáp treo đối trọng trên máy. Phải đảm bảo đủ sức bền, đối trọng phải cân bằng đối với bộ phận máy, và với cả dụng cụ hoặc các thành phần khác (nếu có) theo trọng lượng lớn nhất của chúng.ứng suất cho phép ở các dây xích, dây cáp đó tuân theo quy phạm về an toàn máy trục. Quỹ đạo đối trọng di chuyển ngoài thân máy cần có vỏ bao che.
1.1.12 Các thiết bị và máy móc, cần được dự kiến hết mọi khả năng không an toàn và có biện pháp phòng ngừa ngay từ khâu thiết kế và chế tạo chúng.
1.2 Các cơ cấu điều khiển.
1.2.1 Các cơ cấu điều khiển bằng tay phải được bố trí hợp lí, sử dụng thuật tiện đảm bảo an toàn, không bị vướng kẹt khi vận hành hoặc bị va trạm bởi tác động ngấu nhiên.

44
1.2.2 Các bảng ghi chú, các kí hiệu, các vạch chia độ, các vạch và số khắc trên thước đo gắn trên máy, các thang đo hoặc thước tỉ lệ… phải rõ nét, không bị mài mòn đọc được tốt ở khoảng cách không nhỏ hơn 500mm, gắn gần các cơ cấu điều khiển và vừa tới tầm mắt quan sát.
Khi cần thiết, trên máy cần được lắp các dụng cụ quang học để đọc các ghi chú và các bảng chỉ dẫn các chỉ số đo… của các thang đo hoặc thước tỉ lệ.
1.2.3 lực tác dụng vào các tay gạt, tay quay, tay đòn… của các cơ cấu điều khiển khi điều khiển bằng tay liên tục không được vượt quá 40N(4KG), còn đối với các khớp nối ma sát của truyền động chính lực tác dụng lúc bắt đầu và khi kết thúc di chuyển là 80N (8kG).
Lực tác dụng lên các tay gạt, tay quay, tay đòn, khi điều khiển bằng tay:
- Không được lớn hơn 160N (16kG) với loại điều khiển không nhiều hơn năm lần trong 1 ca.
- Không được lớn hơn 80N (8kG) với loại điều khiển không nhiều hơn 25 lần trong 1 ca.
- Không được lớn hơn 450N (45kG) ở thời điểm kết thúc đè để kẹp hoặc bắt đầu đè để tháo, khi xiết để kẹp chặt hoặc để tháo chi tiết máy.
1.2.4 Các cơ cấu điều khiển cần trang bị cơ cấu định vị, và cơ cấu định vị không được tự thay vị trí. Cần có khoá liên động để trách khả năng các cơ cấu điều khiển tư đóng
Cơ giới hoá việc điều khiển sự dịch chuyển của mũi tâm ụ động của các máy mài, máy tiện, và các bộ phận tương tự khác cần có khoá liên động chỉ cho phép các bộ phận nói trên di chuyển đến vị trí đầu nút của đá hoặc các ụ khác hoặc bàn dao và khi chi tiết không chuyển động.
1.2.5 Không được áp dụng loại cơ cấu điều khiển thay đổi vị trí liên tục cho chạy các bộ phận khác nhau của máy, nếu do đó có thể dẫn đến gây chấn thương cho công nhân (thí dụ: vừa cho chạy trục chính đồng thời vừa kẹp chặt phôi).
1.2.6. các tay gạt, cần gạt… của đồ gá có nhiều vị trí kẹp, mà những đồ gá đó có thời gian trực tiếp gia công trùng với thời gian đặt và tháo phôi, cần bố trí trong vùng an toàn không bị tác động bởi dụng cụ cắt, phoi, chất lỏng làm nguội hoặc bôi trơn. Việc di chuyển vị trí của tay gạt khi kẹp và tháo sản phẩm không được hướng về phía dụng cụ cắt.
1.2.7 Cách bố trí cũng như kết cấu của các cơ cấu điều khiển (trong đó kể cả hệ thống nút bấm, bảng điều khiển), cần đảm bảo sao cho phoi hoặc chất lỏng làm nguội hoặc bôi trơn không có khả năng rơi vào hoặc bám dính lên chúng.
1.2.8 Di chuyển vị trí các bộ phận máy bằng cơ giới với các tay quay hình sao, hoặc các bánh đà có tay cầm, chuyển động với tần xuất lớn hơn 20/phút (vòng/phút), cần ngăn ngừa khả năng tự ngắt của chúng.
Các tay quay có khả năng tự đánh lùi có thể gây chấn thương cho công nhân, cần có cơ cấu triệt tiêu khả năng tự đánh lùi.
Cần có cơ cấu điều khiển để thay đổi vị trí của đai truyền khi thay đổi tốc độ, trách dùng tay trực tiếp để gạt đai truyền.

45
1.2.9 Phần tay cầm của các tay gạt để điều khiển cần được bố trí ở vị trí vừa tay, nên đặt ở độ cao không nhỏ hơn 600mm và không lớn hơn 1600mm kể từ mặt sàn thao tác (trừ các máy để bàn).
Hàng nút bấm dưới cùng của bảng điều khiển nên đặt ở độ cao không nhỏ hơn 600mm và hàng trên cùng không lớn hơn 1600mm kể từ mặt sàn thao tác.
Các bảng điều khiển có bố trí hàng nút bấm ở độ cao dưới 900mm, cần có độ nghiêng không nhỏ hơn 30 đối với mặt phẳng đứng. Các bảng điều khiển có số lượng nút bấm không nhiều hơn 5, có thể bố trí các nút bấm trên bề mặt thẳng đứng ở tất các độ cao quy định trên.
Trường hợp các tay gạt (hoặc nút bấm) chỉ phải điều khiển dưới 8 lần trong một ca có thể bố trí chúng ở độ cao từ 300mm đến 1.750mm.
Trường hợp đặc biệt đối với các máy gia công phôi có chiều cao lớn (ví dụ: máy khoan cần), công nhân điều khiển máy phải đứng trên sàn chuyên dùng hoặc trên phôi, yêu cầu các tay gạt, tay quay, nút bấm… phải ở vị trí vừa tầm tay cũng như quy định đối với các trường hợp đã nêu trên.
1.2.10 Các máy có khối lượng dưới 10 tấn, trục của các bánh đà, tay cầm của các tay quay để đóng mở các cơ cấu kẹp phôi và dụng cụ cắt, để di chuyển vị tí các bộ phận máy, nên đặt ở độ cao không nhỏ hơn 500mm và không lớn hơn 1.400mm kể từ mặt sàn thao tác.
Khi lực tác động để quay bánh đà 40N (4kG), độ cao bố trí trục bánh đà nên đặt dưới 1.500mm.
Các máy dùng trong sản xuất hàng loạt và hàng khối, các cơ cấu điều khiển chỉ dùng đến khi thay đổi phôi, có thể bố trí ở độ cao đến 2.400mm kể từ mặt sàn thao tác.
Nếu các cơ cấu điều khiển bố trí ở độ cao hơn kích thước quy định, phải đảm bảo sao cho công nhân tiếp cận và điều khiển các cơ cấu đó bằng sàn thao tác, bục, bệ, bậc thang… và các trang bị nâng cao vị trí đứng đó phải vững chắc, thuận tiện, vừa tầm mắt quan sát, vừa tầm tay hoặc tầm chân thao tác, an toàn.
1.2.11 Khi điều khiển ở tư thế ngồi thì các cơ điều khiển nên được bố trí ở độ cao không nhỏ hơn 500mm và không lớn hơn 1.300mm kể từ mặt sàn thao tác.
1.2.12 Bàn đạp của các cơ cấu điều khiển bằng chân, cần có khía nhám trên mặt đặt chân, kích thước bàn đạp không nhỏ hơn 220x80mm, mút trên các bàn đạp không cao hơn 100mm, hành trình dịch chuyển của bàn đạp trong giới hạn 45 – 70mm. Lực tác dụng để di chuyển bàn đpạ không nhỏ hơn 25N (2,5kG) và không lớn hơn 40N (4kG), thông thường 27N (2,7kG) ở tư thế ngồi 35N (3,5kG) ở tư thế đứng. Phải loại trừ khả năng các vật rơi hoặc người vô ý động chạm phải bàn đạp, nếu cần phải có che chắn bàn đạp.
1.2.13 Những dụng cụ đo (không kể thiết bị đếm): phải quan sát thường xuyên các chỉ số đo, phải bố trí sao cho vừa tầm mắt, các vạch đo và chỉ số đo của thang đo của các dụng cụ đo nên nằm trong giới hạn ở độ cao
Khi đứng làm việc là 900 - 1.700mm
Khi ngồi làm việc là 750 - 1.200mm

46
Các dụng cụ đo yêu cầu phải đọc kết quả chính xác, nên đặt trong giới hạn ở độ cao 1.200 - 1.500mm (đứng), và 900 - 1.200mm (ngồi).
Các dụng đo không phải quan sát thường xuyên có thể bố trí trong giới hạn ở độ cao 300 - 2.400mm.
1.2.14 Các cơ cấu điều khiển để chuyển mạch chuyển động chỉ cho phép chuyển mạch khi tốc độ thấp hoặc sau khi dừng các phần chuyển động, cần có khó liên động loại trừ khả năng có thể bị chuyển mạch khi đang ở tốc độ cao.
Trường hợp không thể trang bị khoá liên động, cần có bảng ghi chú hoặc dấu hiệu đề phòng, gắn ngay bên cạch cơ cấu điều khiển.
1.2.15 Trên các máy khi thực hiện các nguyên công phụ (tháo lắp phôi, đo chi tiết đang gia công trên máy…), nếu dụng cắt hoặc chi tiết quay có thể dẫn tới gây chấn thương cho công nhân cần trang bị các thiết bị hãm tự động sau khi đã ngắt chuyển động quay của chúng. Thiết bị phanh hãm tự động này cho phép không đặt ở các máy tự động và các máy có khối lượng lớn hơn 10 tấn và nhỏ hơn 0.6 tấn.
Thiết bị phanh hãm trên các máy phải đảm bảo thật sự có chất lượng tốt.
1.2.16 Các máy (hoặc dây chuyền tự động, bán tự động) không có khả năng nhìn rõ toàn bộ chỗ làm việc, việc cho máy chạy đột ngột có thể gâp chấn thương cho người khác đang ở trong khu vực làm việc, cần trang bị tín hiệu an toàn dự báo tự động bằng âm thanh (không ngắn hơn 15s; cường độ âm 90 - 100dB; ở giải tần 125 - 500Hz), cùng chung một nút bấm mở cho máy chạy, nhưng phải đảm bảo khi tín hiệu dự báo kết thúc máy mới bắt đầu chạy.
1.3 Các cơ cấu định vị và kẹp chặt phôi và dụng cụ trên máy
1.3.1 Các máy chuyên dùng và dây chuyền tự động cần đưa phôi đến bằng tải con lăn hoặc băng tải đai… và cần trang bị thiết bị nâng chuyển để gá đặt khi phôi có khối lượng lớn hơn 8kg và dụng cụ hoặc đồ gá có khối lượng lớn hơn 16kg. Thiết bị nâng chuyển phải đảm bảo giữ nguyên tải trọng ở vị trí bất kỳ, thậm chí cả khi xảy ra trường hợp ngừng cung cấp năng lượng (điện, dầu, khí nén…) đột ngột. Để gá đặt và nâng chuyển phôi có khối lượng lớn hơn 250kg cần sử dụng các thiết bị nâng chuyển chung của phân xưởng.
1.3.2 Mâm cặp, bàn quay, trục gá dao, đầu kẹp, dụng cụ cắt, hoặc những chi tiết có thể tháo lắp khác lắp trên máy, cần loại trừ khả năng tự lới lỏng khi làm việc hoặc khi đảo chiều chuyển động.
1.3.3 Các cơ cấu để kẹp chặt phôi, dụng cụ cắt, trục gá dao (thí dụ: cặp tốc, bàn quay, cán dao kẹp chặt bằng bu lông), khi làm việc quay; các bề mặt ngoài có chuyển động quay không phẳng, nhẵn, có những chỗ lồi lõm, gồ ghề; cần phải được bao che.
Trong một số trường hợp có thể không bao che riêng phần quay của thiết bị, mà toàn bộ vùng gia công được bao che bằng thiết bị che chắn bảo vệ chung.
1.3.4 Các thiết bị dùng để kẹp chặt phôi vào dụng cụ cắt được cơ giới hoá (kể cả cơ cấu chuyền động bằng thuỷ lực, bằng khí nén; cơ cấu dẫn động mũi tâm ụ động máy tiện, máy mài và các máy khác…), cần đảm bảo kẹp chặt vững chắc trong suốt thời gian gia công hay cả trong trường hợp bị mất điện đột ngột, hoặc áp suất của dầu, của khí nén bị giảm hoặc bị mất.

47
Trường hợp có trở ngại trong việc thực hiên yêu cầu trên (thí dụ: dùng nam châm điện để kẹp chặt phôi…), cho phép sử dụng khoá liên động để đảm bảo an toàn, nếu việc cung cấp năng lượng điện bị chấm dứt ngẫu nhiên trong khi đang gia công hoặc nếu cơ cấu chuyển động để kẹp chặt đột ngột làm việc không tốt, khi đó dụng cắt tự động rời khỏi phôi, hoặc ngắt bước tiến, hoặc ngắt truyền động chính (áp dụng một hoặc hai trong các phương pháp trên tuỳ thuộc vào các loại máy).
Trường hợp sử dụng truyền dẫn thuỷ lực hoặc khí nén để kẹp chặt phôi hoặc dụng cụ, phải có cơ cấu liên động đảm bảo ngắt truyền động chính của máy khi áp suất dầu khí nén dưới mức quy định.
1.3.5 Các máy truyền động bằng thuỷ lực và khí nén cần đảm bảo các yêu cầu của những tiêu chuẩn quy định riêng về vấn đề này (từ TCVN 2005:1977 đến TCVN 2017:1977; từ TCVN 2040:1977 đến TCVN 2154:1977).
1.3.6 Các máy có thể gia công được nhiều công việc, thao tác với đầu rơvonve, cũng như các máy điều khiển theo chương trình tự động thay đổi dụng cụ, có thùng chức dụng cụ, cần có cơ cấu bảo vệ để phòng ngừa dụng cụ cắt đang đặt trên đầu rơvonve (ở gá dao) có khả năng gây chấn thương cho công nhân khi quay: dụng cụ cắt cần được kẹp chặt vững chắc không bị rơi văng ra khi vận chuyển hoặc khi đang gia công.
1.3.7 Khi dùng khí nén truyền động để kẹp chặt trên các máy hoặc ở các trang thiết bị khác không được để khí nén xả ra làm bắn bụi, phôi… vào công nhân.
1.3.8 Dòng khí nén xả ra từ các máy hoặc từ các trang bị công nghệ khác cần được trang bị bộ tiêu âm chống ồn.
1.3.9 Dòng khí nén xẩy ra từ các máy hoặc từ các trang bị công nghệ khác, không được xả ra tại khu vực làm việc (vùng không gian có độ cao 2m kể từ mặt sàn thao tác và địa điểm làm việc thường xuyên hoặc gián đoạn của công nhân) .
1.3.10 Trên các máy có khố lượng dưới 15 tấn, các tay vặn hoặc chìa vặn sử dụng thường xuyên để lắp hoặc tháo các bu lông và đai ốc của cơ cấu kẹp chặt phôi hoặc dụng cụ cắt, hoặc để di chuyển vị trí các bộ phận máy, cần có độ bền cần thiết và có khố lượng không lớn hơn 2,6 kG, còn ở các máy có khối lượng trên 15 tấn thì khối lượng không lớn 4kG.
1.3.11 Để kẹp chặt phôi và dụng cụ cắt trên các máy hoặc các thiết bị khá, sử dụng các tay vặn hoặc chìa vặn để xiết hoặc tháo các mối ghép có đầu 6 cạnh hoặc 4 cạnh bề mặt làm việc của các tay vặn hoặc chìa vặn cần được tiếp xúc tốt và ăn khớp tốt với các chi tiết có đầu 6 cạnh và 4 cạnh cần tháo lắp và có độ cứng không nhỏ hơn 35HRC để khi sử dụng các mặt tiếp xúc không bi biến dạng.
1.3.12 Trường hợp cần thiết công nhân phải đứng làm việc một thời gian trên các bộ phân máy (thí dụ trong thời gian lắp đặt hoặc tháo dụng cụ cắt, hoặc phôi, hoặc điều chỉnh máy…), bề mặt của các bộ phận máy đó để chân người đứng lên trên phải có khía nhám (cho phép sử dụng sàn thao tác kiểu bản lề, treo) và có rào chắn, lan can còn lối lên phải có các bậc thang, mặt bậc thang cần có khía nhám và thang cần có tay vịn. Chỗ công nhân đứng làm việc phải đảm bảo không được rung.

48
1.3.13 Trường hợp trên máy tự động và phải đổ phôi băng tay vào thùng chứa phôi, thì mép thùng chứa phôi cần đặt không cao quá 1200mm kể từ mặt sàn thao tác.
1.4 Các trang bị bôi trơn, làm nguội, thải phôi vận chuyển.
1.4.1 Các máy thường trang bị hệ thống bôi trơn tập trung, tại những vị trí sử dụng hệ thống bôi trơn tập trung không phù hợp thì việc bôi trơn được thực hiện băng tay (vịt dầu, bơm mỡ…), cần bố trí những vị trí tra dầu mỡ thuận tiện cho thao tác và ở trong vùng an toàn.
1.4.2 Vị trí để tra dầu bằng tay (hoặc bơm mỡ) nên bố trí ở độ cao dưới 1.700mm, bể chứa dầu ở độ cao dưới 1400mm. Khi vị trí của chúng buộc phải cao hơn quy định trên, cần có bục bệ, thang để lên xuống. Trường hợp rót dầu vào các bể chứa không quá một lần trong một thang, cho phép không làm các bậc thang gắn trên máy, mà có thể dùng các phương tiện nâng chuyển, hoặc thang di động…
1.4.3 Trên các máy vạn năng có vòi phun chất long làm nguội và bôi trơn dẫn tới vùng dụng cụ cắt trực tiếp ra công kim loại, cơ cấu kẹp chặt vòi phun cần được định vị vững chắc di chuyển nhanh chóng, thuận tiện, an toàn, và đảm bảo đưa dung dịch vào đúng các vị trí cần thiết.
1.4.4 Các bể chứa dầu của hệ thống bôi trơn, hoặc hệ thống truyền động bằng thuỷ lực, nếu đặt độc lập nằm ngoài thân máy, cần bố trí mặt đáy của bể chứa nằm ở độ cao tối thiểu là 100mm kể từ mặt sàn nhà xưởng (để thuận tiện cho việc tháo dầu). Ở các bể chứa dầu, cũng như các thân máy hoặc bệ máy đồng thời kiêm chức năng là bể chứa dầu, cần có lỗ tháo hoặc miệng tháo, để có thể tháo dầu bằng bơm.
1.4.5 Các ống dẫn nối giữa các máy, giữa các bộ phận của hệ thống làm nguội, bôi trơn, khí nén, thuỷ lực, giữa các tủ điện của các máy hoặc dây chuyền tự động…cần được cao hơn mặt sàn nhà xưởng tại các vị trí cần thiết và thuận tiện cho việc bảo quản (các ống dẫn đó khi buộc phải vượt ngang qua đường đi, cần bố trí ở độ cao 2.200mm trở lên so với mặt sàn nhà xưởng). Khi đặt ở các đường ống dẫn trên sàn ống dẫn đặt các tấm lát chống trơn trượt, vững chắc, nghiêng 15o ở chỗ lên và xuống dốc.
1.4.6 Hình dạng và cấu tạo của máy và các bộ phận máy (bệ máy, thân máy, hộp chuyển bàn dao, máng chứa, thùng chứa…), cần đảm bảo việc hứng phoi, thoát phoi, chứa phoi, lấy phoi ra sao cho thuận tiện và an toàn; chất lỏng làm nguội và bôi trơn từ vùng cắt gọt chảy vào và lấy ra khỏi dung tích chứa dễ dàng. Không được để chất làm nguội và bôi trơn ra sàn nhà xưởng.
1.4.7 Các máy tự động và bán tự động khi làm việc loại ra trên 30kg phoi trong một ca, cần trang bị cơ cấu vận chuyển tự động để thải phoi ra khỏi máy. Ở các máy tự động và các dây chuyền tự động chuyên dùng, hệ thống thải phoi cần phù hợp với yêu cầu của nơi sử dụng máy.
1.4.8 Các máy, các bộ phận máy, các chi tiết máy, các dụng cụ hoặc đồ gá, có khối lượng lớn hơn 16kg, cần có hình dạng kết cấu thuận tiện cho việc móc cẩu vận chuyển an toàn. Trường hợp hình dạng kết cấu của chúng không thuận tiện cho việc móc cẩu khi vận chuyển, lại không có thiết bị nâng chuyển chuyên dùng, cần bố trí sẵn các cơ cấu dùng để móc cẩu khi vận chuyển (tay nắm, chìa vặn, lỗ móc cẩu, vấu móc cẩu, bulông đầu có lỗ để móc cẩu…), các cơ

49
cấu đó phải đảm bảo đủ sức bền, an toàn thuận tiện khi nâng chuyển tải trọng bằng máy trục trong suốt thời gian vận chuyển và tháo lắp. Di chuyển bằng tay các đồ gá và các dụng cụ phụ tùng khác có khối lượng 16kg, cần bố trí sẵn chỗ để cầm chúng bằng tay (thí dụ: tay năm, quai cầm…).
1.5 Các thiết bị để hút bụi, phoi vụn và các tạp chất có hại khác
1.5.1 Các máy vạn năng, máy chuyên dùng, dây chuyền tự động… khi gia công gây ra bụi và phoi vụn (thí dụ: gia công gang, than chì, nhựa, vật liệu phi kim loại…), những xon khí của các chất lỏng hoặc khí có hại đến sức khoẻ mà nồng độ của chúng ở trong vùng làm việc vượt quá tiêu chuẩn vệ sinh tới hạn cho phép thì phải xét đến khả năng hút không khí ô nhiễm ra khỏi vùng gia công, khả năng làm sạch tạp chất khỏi không khí đó, và khi công nghệ cần thiết thì phải trang bị những thiết bị riêng gắn cho từng máy (gồm các miệng hút phoi bụi và thiết bị hút).
Khi cần thiết, vùng gia công phải có vỏ bao che nối với các ống hút.
Hiệu quả vận hành của các thiết bị hút phải đảm bảo những yêu cầu của các tiêu chuẩn vệ sinh. Đối với các máy mài thì yêu cầu này nhất thiết phải được đảm bảo khi vận hành và tu sửa đá mài.
Bụi và xon khí của chất lỏng phải được giữ và tích tụ lại và có biện pháp thích hợp loại ra khỏi các thiết bị hút.
Các máy có thể trang bị hệ thống hút theo nhóm nếu xét thấy có thể và cần thiết, khi đó cần có những miệng hút bụi hoặc xon khí cục bộ nối với hệ thống hút chúng theo nhóm.
Khi lắp đặt thiết bị hút cho các máy gia công bằng phương pháp điện hoá, và trong cả trường hợp các máy gia công các vật liệu gây nên bầu không khí bị bão hoà bởi những cấu tử độc hại rất nhỏ mà các bộ lọc của thiết bị hút không ngăn chúng lại được (thí dụ: các vật liệu có chứa những sản phẩm tái sinh của chất dẻo với chất cơ bản là nhựa espoxi và phenonphomandehit), thì trên cửa không khí ra khỏi thiết bị hút cần phải suy xét đến cách ghép nối bằng mặt bích để nối thiết bị với đường ống của hệ thống thông gió chuyên dùng hoặc nối với đường ống dẫn không khí ra khỏi phạm vi gian sản xuất.
1.6 Mức công suất âm của tiếng ồn và mức rung động
1.6.1 Cần quy định các đặc tính ồn của các máy gia công kim loại trong các tiêu chuẩn hay quy phạm đối với từng kiểu loại và cỡ máy cụ thể dưới dạng là những trị số của các mức công suất âm ở các dải ốc ta.
Mức công suất âm được xác định theo kết quả đo đạc tính ồn đối với từng kiểu loại và cỡ máy, và không được vượt quá mức công suất âm tính bằng cách quy đổi ứng với mức áp suất cho phép hiện hành.
1.6.2 Khi máy làm việc ở chế độ định mức, mức rung động tại chỗ làm việc của máy không được vượt quá mức rung cho phép hiện hành
Khi xác định mức rung thì trị số các thông số rung động theo phương thẳng đứng, cũng như theo phương nằm ngang, cần được đánh giá riêng biệt.
1.6.3 Kiểm tra mức công suất âm và mức rung được tiến hành khi thử nghiệm từng máy mẫu. Khi sản xuất hàng loạt, việc kiểm tra tiến hành theo phương pháp chọn kiểm.

50
Số lượng lựa chọn khi chọn kiểm tra cần ghi rõ trong yêu cầu kỹ thuật và trong lý lịch của máy.
1.7 Sàn thao tác và thang.
1.7.1 Các máy có các cơ cấu điều khiển, các bộ phận máy không gần với sàn nhà xưởng… mà yêu cầu công nhân phải tiếp cận những cơ cấu hoặc bộ phận máy đó để điều khiển, thao tác sử dụng, quan sát,…, càn trang bị sàn thao tác hoặc hành lang trên cao và các trang bị kèm theo; chúng phải đảm bảo đủ sức bền và được cố định vững chắc có lát các tấm chống trượt hoặc mặt sàn có khía chống trượt. Sàn thao tác và hành lang trên cao có bề rộng không nhỏ hơn 550mm, cạnh mép được bao che kín suốt chiều cao không dưới 100mm kể từ mặt sàn thao tác, và phải có tay vịn đặt ở độ cao không dưới 1.000mm, có cửa ra vào chắn ngang kiểu bản lề, cửa cần đảm bảo cố định vững chắc ở vị trí đóng, và được mở theo hướng vào phía trong.
Khoảng chiều cao trên 500 - 550mm kể từ mặt sàn thao tác đến tay vịn cần có những thanh (ống, tấm) rào chắn bổ sung.
1.7.2 Lối lên xuống các sàn thao tác hoặc hành lang trên cao phải có thang, thang phải được cố định vững chắc và đảm bảo yêu cầu lên xuống thang dễ dàng, thuận tiện.
Thang cần có bề rộng không nhỏ hơn 500mm (trường hợp đặc biệt có thể nhỏ hơn 500mm, nhưng không được nhỏ hơn 400mm) khoảng cách giữa các bậc thang (có bề mặt chống trượt) không lớn hơn 250mm, tay vịn hai bên ở độ cao 1000mm, bề rộng của bậc thang không nhỏ hơn 240mm.
Để kiểm tra và sửa chữa tại các bộ phận bố trí thẳng đứng, có thể sử dụng thang có tiết diện là hình tròn hoặc hình dạng khác (thép ống, thép góc…) và không có tay vịn.
1.7.3. Những thang có hai bậc trở xuống không cần làm tay vịn.
1.7.4. Khi bậc thang cuối cùng ở độ cao không quá 1500mm, cho phép đặt tay vịn chỉ ở một phía của thang.
1.7.5. Tay vịn phải thuận tiện, vừa tầm tay, tay có thể cầm nắm vững chắc khi vịn, bề mặt không có góc sắc hoặc vết xây sát, không có mấu để có thể móc vào quần áo hoặc va vào người qua lại.
1.7.6. Khi chiều cao kể từ mặt nhà xưởng đến bậc trên cùng của thang lớn hơn 10000mm, thì cách mỗi đoạn 5000mm cần có đoạn mặt bằng nghỉ chân có lan can, rào chắn.
1.7.7. Những thang có chiều cao hơn 5000mm, hợp nghiêng với phương nằm ngang một góc hơn 600, bắt đầu từ chiều cao 3000mm trở nên cần đặt các thang chắn bảo vệ dạng vòng cung, chúng được bố trí cách nhau 800mm và được nối với nhau không ít hơn 3 thanh nối dọc, khoảng cách từ thang đến vòng cung bảo vệ không được nhỏ hơn 700mm. Nhưng thang có chiều cao dưới 5000mm, không bắt buộc đặt các thanh chắn bảo vệ dạng vòng cung.
Không cho phép sở dụng thang xoắn ốc.
1.7.8. Trường hợp thật cần thiết có thể trang bị thang máy cho cầu thang, sàn thao tác, hành lang trên cao.

51
1.7.9. Đối với các bộ phận máy bố trí trên cao chỉ tiếp cận chúng khi cần sửa chữa, thì có thể dùng sàn thao tác nâng di động nếu có.
1.7.10. Khi bố trí sàn thao tác hoặc hành lang trên cao ở độ cao dưới 2200mm kể từ mặt sàn nhà xưởng, các bề mặt bên của chúng cần sơn dấu hiệu an toàn theo điều 1.1.2.
1.7.11. Sàn thao tác, hành lang trên cao, thang thường bằng kim loại là vật liệu có tính dẫn điện, do đó từ thiết kế, chế tạo, đến sử dụng, cần chú ý đảm bảo an toàn điện.
2. Thiết bị điện và chiếu sáng cục bộ.
2.1. Thiết bị điện
2.1.1. Thiết bị điện của máy cần thoả mãn các yêu cầu cảu các tiêu chuẩn quy định riêng về an toàn điện đối với từng sản phẩm kĩ thuật điện TCVN 2841: 1979; TCVN 2842 : 1979.
2.1.2. Cửa tủ hoặc cửa ngăn chứa thiết bị điện cần có khoá liên động tới máy cắt điện đầu vào; sao cho khi mở không có điện vào máy; khi đóng cửa khoá liên động tự động nối liền mạch điện và khi đó mới có điện máy vào máy. Cho phép sử dụng các ổ khoá với chìa khoá chuyên dùng, hoặc các vít tháo lắp bằng các dụng cụ chuyên dùng để khoá cửa tủ điện hoặc ngăn chứa thiết bị điện, khi đã có các phương tiện nói trên thì không bắt buộc phải có khoá liên động.
Trên mặt ngoài cách cửa (hoặc nắp chắn) của tủ điện hoặc ngăn chứa thiết bị điện, cũng như ở các vỏ bao che các khí cụ điện, đều phải sơn dấu hiệu điện áp cao theo TCVN 2049:1977.
2.1.3. Cáp nhiều sợi và các dây dẫn điện cho máy cần được đấu vào các đầu nối dây. Đối với máy có 1 động cơ điện công suất nhỏ hơn 10kW và có không quá 2 khí cụ điều khiển, cấn có các đầu nối dây vào cho dòng điện trên 100A, cũng cho phép đấu dây dẫn hoặc cáp điện trực tiếp vào các tiếp điểm trên của máy cắt điện đầu vào.
2.1.4. Ở các tủ điện hoặc ngăn chứa thiết bị điều khiển, các đầu nối dây hoặc các tiếp điểm trên của máy cắt điện đầu vào cần được che chắn bảo vệ bằng các nắp chắn để trách cho công nhân vô ý chạm phải các phần có điện. Trên các nắp chắn cần sơn dấu hiệu điện áp cao, còn lại các đầu nối dây hoặc các tiếp điểm trên của máy cắt điện đầu vào phải phải có ghi kí hiệu A,B và C.
Nếu máy cắt điện đầu vào hoặc các đầu nối dây được bố trí trong ngăn riêng biệt và công nhân không thể động chạm tới chúng, thì không bắt buộc phải che chắn bằng các nắp chắn và sơn dấu hiệu điện áp cao.
2.1.5. Mặt trong của tủ điện, ngăn chứa thiết bị điện bảng điều khiển, cần được sơn màu đỏ. Nếu các thiết bị điện trong đó làm việc với điện áp cao hơn 36V.
2.1.6. Mỗi máy hoặc nhóm máy (thí dụ: dây chuyền tự động) cần phải có máy cắt điện đầu vào điều khiển bằng tay, đặt ở vị trí đảm bảo thuận tiện và an toàn khi sử dụng. Máy cắt điện đầu vào dùng để đóng điện cho máy, và ngược lại cắt điện khi ngừng làm việc hoặc trong trường hợp xuất hiện sự cố (cần chú ý đến yêu cầu nêu ở điều 2.4.13). Máy cắt điện đầu vào phải có hai trạng thái định vị của các tiếp điểm: “đóng” và “cắt”.

52
2.1.7. Cơ cấu điều khiển bằng tay để điều khiển máy cắt điện đầu vào (tay gạt, phím bấm, nút ấn…) cần gạt hướng ra ngoài, ở mặt bên hoặc mặt chính của tủ hoặc hộp điều khiển hoặc phía trên cửa, ở độ cao vừa tầm tay không dưới 600mm không lớn hơn 700mm. Không cho phép đặt trực tiếp máy cắt điện đầu vào trên cách cửa tủ điện hoặc cửa ngăn chứa thiết bị điện.
2.1.8. Đối với các máy di động tổng công suất của thiết bị điện không quá 0,75kW; cho phép sử dụng ổ phích cắm thay cho máy cắt điện đầu vào. Khi đó phích cắm phải nối với thiết bị điện của máy bằng cáp nhiều lõi mền hoặc dây dẫn mềm có vỏ bảo vệ (bằng kim loại, cao su vải, hoặc chất dẻo), còn ổ cắm bắt cố định và nối với nguồn cung cấp điện.
2.1.9 Ổ phích cắm được sử dụng với chức năng như một máy cắt điện đầu vào phải có:
Kết cấu đảm bảo sao cho các tiếp điểm của ổ cắm và phích cắm không tự nới lỏng.
Tiếp điểm để nối đất phải đảm bảo nối mạch trước khi tiếp điểm của mạch điện nối mạch và cắt mạch sau khi tiếp điểm của mạch điện cắt mạch.
Các phần dẫn điện phải đảm bảo không bị tiếp xúc với nhau khi không cắm phích cũng như khi cắm phích.
2.1.10 Mỗi máy cần có cơ cấu cắt sự cố (nút ấn, day giật, tay gạt…) có màu đỏ, đặt tại vị trí dễ nhìn thấy, dễ tiếp cận, đảm bảo tốt việc cắt điện không phụ thuộc vào chế độ làm việc của thiết bị điện. Khi sử dụng dây giật để cắt sự cố cho phép dây có mầu đỏ cách quãng hoặc lồng trong ống màu đỏ.
Nếu một số máy đã có các cơ cấu cắt sự cố riêng, được tập chung thành dây chuyền tự động có chiều dài 10000mm trở lên, thì cần trang bị thêm cơ cấu cắt sự cố chung cho cả dây chuyền.
Nút ấn “Dừng máy” dùng để cắt sự cố cần có hình nắm và nhô ra phía ngoài so với các nút khác.
Đối với máy mà mạch điện của nó có ít hơn 7 nút ấn điều khiển, cho phép sử dụng nút ấn “Dừng máy” để cắt sự cố là nút hình trụ mầu đỏ và kích thước bằng các nút ấn khác.
Trường hợp cắt sự cố bằng dây giật, cần nối dây công tắc cắt mạch qua cơ cấu khống chế mức căng của dây.
Nếu máy cắt điện đầu vào đồng thời có chức năng cắt sự cố thì cơ cấu điều khiển (tay gạt, phím bấm…) của máy cắt điện đầu vào màu đỏ.
2.1.11. Trường hợp máy có một số bảng điều khiển không tập trung, việc điều khiển chúng không thể tiến hành tại một chỗ làm việc, thì mỗi bảng điều khiển cần trang bị một cơ cấu cắt sự cố bằng tay.
Các máy hoặc dây chuyền tự động có chiều dài lớn, cần đặt các nút bấm cắt sự cố cách quãng với khoảng cách giữa hai nút không lớn hơn 10000mm.
Các nút bấm điều khiển được sử dụng trong các trường hợp này, cần có chốt định vị để ngăn các tiếp điểm tự chở về trạng thái ban đầu.
Trường hợp cần thiết, cần trang bị khoá liên động để loại trừ khả năng các bảng điều khiển khác nhau có thể bị điều khiển đồng thời, và có dấu hiệu chỉ vị trí nút bấm cắt sự cố, để việc dừng máy khi có sự cố được nhanh chóng.

53
2.1.12 Đối với các máy (hoặc dây chuyền tự động), mà trong thời gian điều chỉnh bằng tay các van thuỷ lực (hoặc khí nén) các bộ phận máy dịch chuyển suốt chiều dài của hành trình (không dịch chuyển từng nấc 0, ghi tại bảng điều khiển của các thiết bị thủy lực (khí nén) cần trang bị các nút cắt sự cố.
2.1.13 Hệ thống cắt sự cố tự động hoặc bằng tay không sử dụng đối với các thiết bị khi đột ngột ngừng hoạt động có thể dẫn đến gây chấn thương cho công nhân (thí dụ : nam châm điện thiết bị hãm hoặc kẹp chặt…).
2.1.14 Các nút bấm để điều khiển hoạt động của thiết bị điện hoặc cơ cấu máy và không dùng để cắt sự cố không được nhô ra ngoài bề mặt của bảng đặt nút bấm hoặc bảng điều khiển trên đó có đặt nút bấm, thông thường các nút bấm đó đặt thấp hơn 3mm so với bề mặt bao che bên ngoài .
Phụ thuộc vào chức năng nhiệm vụ, các nút bấm điều khiển cần có màu sắc như sau:
Mầu vàng - để đóng và cắt trong thời gian điều chỉnh máy, hoặc để điều khiển các động tác ngăn ngừa sự cố, cũng như để đưa máy về vị trí ban đầu.
Mầu xanh lá cây - để đóng và cắt chuyển động đối với nguyên công chuẩn bị.
Mầu đen - chỉ dùng để đóng và cắt chuyển động của máy khi tiến hành điều khiển các nguyên công.
Mầu đỏ - để cắt động cơ điện và dừng máy.
Mầu trắng hoặc mầu xanh da trời - để điều khiển những chuyển động của máy và các màu nói trên không đề cập đến.
2.1.15 Chữ, số, hoặc kí hiệu ghi trên các bảng gắn trên máy (để giải thích chức năng nhiệm vụ, hoặc hướng dẫn điều khiển các cơ cấu điều khiển bằng tay ….) cần được ghi đậm nét và rõ ràng, đảm bảo có thể quan sát tốt và dễ dàng khi sử dụng máy .
2.1.16 Thiết bị điện phải được trang bị bảo vệ cực tiểu để loại trừ khả năng tự mở máy do điện áp đã bị mất nay đột ngột có trở lại bất kể khi đó các cơ cấu điều khiển của máy nằm ở vị trí nào. Đối với động cơ có công suất 0,25 kW trở xuống, cho phép không cần có biện pháp bảo vệ nói trên nhưng cũng chỉ trong trường hợp các cơ cấu của máy được bao che kín và không có khả năng gây tai nạn cho công nhân hoặc không làm gây hỏng các cơ cấu máy do máy tự động chạy khi có điện trở lại.
2.1.17 Nếu để đảm bảo an toàn yêu cầu phải dùng cả hai tay điều khiển máy để tránh tình trạng một tay còn ở trong vùng nguy hiểm mà máy đã chạy, thì cần trang bị hệ thống cho phép máy chỉ có thể chạy được khi đóng mạch bằng hay tay. Hai nút bấm mở máy (hoặc tay gạt) của hệ thống nói trên phải cách xa nhau từ 300 đến 600mm;
Trong các trường hợp đặc biệt, hệ thống mở máy bằng hai tay cần có sơ đồ chống kẹt, đảm bảo máy không làm việc được khi một trong các nút bấm (hoặc tay gạt) mở máy bị kẹt.
2.1.18 Để biểu thị các tín hiệu cần sử dụng các kính lọc ánh sáng có màu sau đây :
Mầu đỏ - là tín hiệu cấm, báo cần phải xử lí cấp tốc, hoặc chỉ rõ bộ phận có sự cố.

54
Mầu vàng - là tín hiệu dự báo, sắp chuyển chu kì làm việc tự động, báo một trong số các thông số (dòng điện, nhiệt độ…) đã gần đến trị số giới hạn.
Mầu xanh lá cây - là tín hiệu thông báo, xác nhận cơ cấu máy đã ở trạng thái sẵn sàng làm việc; áp suất không khí, nước bình thường; chế độ làm việc bình thường; sản phẩm nhận được chất lượng tốt.
Mầu xanh - là tín hiệu báo hiệu, biểu thị các dấu hiệu hoặc kí hiệu và các yếu tố thông tin về kĩ thuật trong quá trình sản xuất đối với các trường hợp đặc biệt khi không thể sử dụng 3 mầu đã nêu trên.
Mầu trắng (mầu sữa) hoặc kính lọc ánh sáng không mầu trong suốt – là tín hiệu xác nhận có điện áp (máy cắt điện đầu vào đã đóng); báo hiệu về các tốc độ lựa chọn và hướng chuyển động, về các động tác phụ trợ không thể thực hiện được trong chu trình tự động.
Các tín hiệu mầu đỏ và mầu vàng chỉ trạng thái không bình thường; yêu cầu phải sử lí cấp tốc phải chú ý, có thể nhấp nháy, khi cần thiết có kèm theo tín hiệu âm thanh.
2.1.19 Đối với mạch điều khiển mà các khí cụ kiểu điện từ hoặc các biến áp trung gian có số cuộn cảm nhiều hơn 5 hoặc có từ 15 tiếp điểm trở lên, cần sử dụng điện áp 24V, 48V, 110V với dòng điện xoay chiều và điện áp 24V, 48V, 110V, 220V với dòng điện một chiều. Khi trong mạch điều khiển có số cuộn cảm và số tiếp điểm ít, cho phép sử dụng điện áp dây hoặc điện áp pha với điều kiện lưới cấp điện cho máy có 4 dây dẫn. Không được sử dụng biến áp tự ngẫu biến trở phụ thuộc hoặc bộ phận áp để cấp điện cho mạch điều khiển đã được nối trực tiếp với lưới cấp điện cho máy.
2.1.20 Các khí cụ điện trong các tủ điện hoặc ngăn chứa các thiết bị điều khiển có thể bố trí ở độ cao không dưới 400mm và không lớn hơn 2000mm kể từ mặt sàn thao tác. Ngoại lệ trường hợp các khí cụ hoặc các thiết bị điện có thể được đặt thấp hơn 200mm (thí dụ; các tiếp điểm liên kết của bộ đầu nối dây của biến áp, của thiết bị trọn bộ có chuyển động kiểu tĩnh).
Trường hợp các khí cụ ít phải bảo dưỡng có thể đặt ở độ cao trên 2000mm.
2.1.21 Các tủ, ngăn chứa, hộp chứa bằng kim loại, bảng điều khiển mà trong đó có đặt khí cụ điều khiển phải được kết cấu theo mức bảo vệ (IP) tương ứng với TCL 2040 : 1977, TCVN2295 :1978.
Khi lắp ráp các khí cụ điện có mức độ bảo vệ IP10 và không yêu cầu làm mát, thêm IP53.
Khi lắp ráp các khí cụ và thiết bị sinh nhiệt có mức độ bảo vệ bất kỳ nhưng để làm mát chỉ cần các của gió IP33.
Cũng như trường hợp trên nhưng đối với khí cụ và thiết bị sinh nhiệt nhiều cần làm mát nhân tạo IP23.
Các tủ, ngăn chứa và bảng điện chế tạo theo mức bảo vệ IP23 và IP33 Phải có các cửa gió hoặc lỗ thông gió có các bộ lọc để ngăn bụi lọt vào trong máy.
Các vật liệu sử dụng làm đệm lót trong các tủ điện, ngăn chứa thiết bị điện và bảng điều khiển, phải bền vững đối với các tác động có hại của môi trường xung quanh kể cả chất lỏng xâm thực khác, hoặc chất điện phân (đối với các máy điện hoá).

55
2.1.22 Các thiết bị điều khiển bằng điện và các máy điện (cơ cấu đóng cắt, các nút bấm điều khiển và bảng gắn nút bấm, nam châm điện, động cơ điện…) được đặt trực tiếp trên máy, cần có kết hợp với những quy định về an toàn điên, có tính đến vị trí đặt chúng, đến việc loại trừ khả năng tiếp xúc với các phần mang điện, đến sự hư hỏng của máy, cũng như đến sự tác động của các chất lỏng làm nguội hoặc bôi trơn, và các chất lỏng xâm thực khác.
2.1.23 Bảng điều khiển đặt trực tiếp trên máy cần có kết cấu theo mức bảo vệ IP43 và cần được bố trí sao cho các bộ phận điều khiển của chúng không bị chất lỏng làm nguội hoặc bôi trơn, dầu mỡ, và các chất lỏng khác lọt vào.
Khi khả năng thâm nhập của các chất lỏng làm nguội, dầu, bụi, và phoi… lọt qua các khe hở vào bảng điều khiển lớn thì kết cầu của các bảng điều khiển phải theo mức bảo vệ IP54.
Trong các điều kiện cực kỳ có hại của môi trương xung quanh, các bảng điều khiển hoặc các thiết bị điều khiển gắn trên bảng phải có mức bảo vệ IP65.
2.1.24 Việc lắp ráp các thiết bị điện của máy không phụ thuộc vào trị số điện áp và phải được thực hiện bằng các dây dẫn có cách điện theo các mầu sau đây:
Mạch động lực một chiều và xoay chiều – Màu đen (hoặc mầu nâu sẫm).
Mạch điều khiển, tín hiệu, đo lường và chiếu sáng một cục bộ một chiều - Mầu xanh (hoặc mầu tím).
Mạch nối đất – Màu xanh lá mạ (hoặc mầu xanh lá cây).
Mạch nối với dây không và không dùng để nối đất – Màu xanh da trời (hoặc mầu xám, màu trắng).
Chú thích: Nên ưu tiên sử dụng các mầu quy định ngoài dấu ngoặc.
Cho phép lắp ráp các thiết bị điện bằng các dây dẫn có bọc cách điện đồng mầu, nhưng bất buộc phải lồng ở đầu cuối các dây dẫn các ống bằng pôlivinin clorua có mầu sắc theo các mầu đã quy định trên.
Yêu cầu ở phần mầu sắc vỏ bọc cách điện của dây dẫn không áp dụng với cáp nhiều lõi có cách điện một mầu hoặc cách điện có nhiều mầu không tương ứng với các mầu quy định trên. Trong trường hợp này các lõi cáp cần được đánh dấu bằng số.
2.1.25.Khi lắp đặt các dây dẫn điện có các điện áp khác nhau vào một rãnh chung hoặc một ống chung, tất cả các dây dẫn cần phải được chọn cách điện tương ứng với điện áp cao nhất. Yêu cầu này cũng áp dụng đối với cáp nhiều lõi mà các lõi đó được nối với các điện áp khác nhau.
Không được lắp đặt các dây dẫn có những đoạn hàn với nhau trong ống hoặc nối bằng kim loại của bảng điều khiển của tụ điện và của ngăn chứa thiết bị điện trên máy và trong bảng điều khiển.
2.1.26.Không được dùng thân máy để dẫn điện. Trong trường hợp ngoại lệ khi điện áp cáp không quá 36V, một trong các đầu ra của thiết bị điện có thể nối với thân máy.
Không được để điện rò vào thân máy.
2.1.27.Tất cả các phần kim loại của máy (thân máy, vỏ ngoài động cơ điện, khung của tủ điện, bảng điều khiển…) có thể bị tiếp xúc với điện áp 36V trở lên, phải

56
được nối đất hoặc nối với dây không đặt ở trong hoặc ngoài vỏ gần chỗ đầu vào của đường dây cấp điện. Các trang bị nối đất cần có các bu lông nối đất hoặc đấu nối đất. Trên bề mặt tiếp xúc của các mối nối của mạch nối đất cần phủ một lớp chống gỉ, chống ăn mòn, đảm bảo việc tiếp xúc và dẫn điện tốt, không được có lớp sơn hoặc lớp cách điện khác, nếu có các lớp đã nêu trên thì phải làm sạch hoàn toàn.
Trong các điều kiện không thuận lợi, như các máy phải đặt các gian sản xuất ẩm ướt, ở ngoài trời, hoặc máy có bề mặt kim loại tiếp xúc với đất lớn (thí dụ: ở phân xưởng nồi hơi, phân xưởng luyện kim, xưởng sữa chữa hoặc đóng tàu…), các thiết bị làm việc với điện áp từ 12V trở lên cần được nối đất hoặc nối không.
Nếu trên máy có thiết bị điện làm việc với điện áp dưới 36V mà dây dẫn điện cho thiết bị đó từ bên ngoài đưa vào, thì máy đó không cần nối đất hoặc nối không.
2.1.28 Đường kính của bu lông nối đất và diện tiếp xúc với dây nối đất, được chọn theo bảng 2.
Bảng 2
Dòng điện danh nghĩa của thiết bị điện đặt trên máy (A)
Đường kính tối thiểu của ren vít nối đất (mm)
Đường kính tối thiểu của diện tiếp xúc (mm
Đến 16
Từ 16 đến 25 Từ 25 đến 100 Từ 100 đến 250
Từ 250 đến 630 Từ 630
M4
M5 M6 M8
M10 M12
12
14 16 20
25 28
Chú thích: Dòng điện trên 250A, cho phép tại một chỗ đặt 2 bulông nối đất (có đường kính nhỏ ) nhưng tổng diện tích mặt cắt ngang của chúng không được nhỏ hơn quy định trong bảng.
2.1.29. Cần dự kiến được hết mọi khả năng có thể xảy ra không an toàn và có các cơ cấu phòng ngừa. Thí dụ: đặt các vòng đệm đàn hồi phòng lỏng tại các mối ghép bằng bulông của mạch nối đất…
2.1.30. Phía trên các bulông nối đất hoặc đầu nối liên kết dùng cho mục đích đo, phải có ghi dấu hiệu nối đất.
2.1.31. Không sở dụng các bulông, đai ốc, đinh vít… thường dùng trong các kết cấu cơ khí vào việc nối đất. Chúng có thể sử dụng để nối đất chỉ trong trường hợp ngoại lệ khi trên bệ máy không có bulông chuyên dùng cho việc nối đất bằng kim loại không gỉ hoặc không được mạ chống gỉ.
2.1.32. Không được dùng các ống kim loại mềm, vỏ cáp bằng kim loại, hoặc ống thép đặt dây dẫn điện vào máy, làm dây nối đất.
2.1.33. Mỗi bộ phận độc lập cảu máy cần được trang bị dây nối đất nối với mạch nối đất chung. Do có các nhánh nối đất độc lập nên khi sửa chữa gián đoạn khả năng nối đất của bộ phận máy khác.

57
2.1.34. Việc nối đất cho các bộ phận máy di động hoặc thường xuyên phải tháo lắp, cần được thực hiện bằng dây dẫn mềm hoặc tiếp điểm trượt.
2.1.35. Các phần của thiết bị điện đặt trên các bộ phận máy nhưng các bộ phận máy đó lại cách điện với bệ máy, thì bản thân từng phần của thiết bị điện cần được trang bị nối đất riêng.
2.1.36. Tiết diện các dây dẫn nối đất bằng đồng của máy, của bộ phận máy riêng biệt, hoặc của ngăn chứa thiết bị điện, được lựa chọn như sau:
Khi tiết diện của dây dẫn cấp điện dưới 16mm2, tiết diện của dây đồng nối đất lấy bằng tiết diện của dây dẫn điện và không được nhỏ hơn 1,5mm2.
Khi tiết diện của dây dẫn cấp điện từ 16mm2 trở nên, tiết diện của dây đồng nối đất lấy bằng 50% tiết diện của dây dẫn cấp điện, và không được nhỏ hơn 16mm2.
Khi sử dụng lõi cáp hoặc dây dẫn nhiều lõi có vỏ bọc cách điện chung để nối đất thì tiết diện của chúng không nhỏ hơn 1mm2.
Nếu dây dẫn nối đất không dùng dây đồng mà là các kim loại khác, thì điện trở của chúng trên đoạn dài tương ứng không được lớn hơn so với điện trở cho phép của dây đồng.
Nếu kết cấu của máy điện và khí cụ điện do kích thước quá nhỏ, không đấu được với chúng bằng các dây dẫn có tiết diện cần thiết, có thể sử dụng dây dẫn có tiết diện không nhỏ hơn 0,75mm2 để nối đất.
2.1.37. Điện trở đo giữa cơ cấu nối đất đặt tại đầu vào của máy, với bất kì phần kim loại nào của máy trên đó có đặt các phân tử của thiết bị điện mà cách điện của các phần đó có thể bị đánh thủng, không được vượt quá 0,1ôm. Nếu điện trở đó vượt quá 0,1 ôm, thì cần đặt dây nối đất riêng cho phần kim loại của thiết bị điện nói riêng.
Tất cả các động cơ điện và khí cụ điều khiển có vỏ kim loại có bulông nối đất riêng, đồng thời được lắp đặt ngoài bảng và hộp điều khiển và nối với điện áp dây hoặc điện áp pha thì không phụ thuộc vào trị số điện trở như trên, đều cần phải được nối đất. Dây nối đất một đầu nối với vỏ của động cơ điện hoặc khí cụ điều khiển, còn đầu kia nối với cơ cấu nối đất bố trí gần hộp phân nhánh hoặc gần ngăn chứa thiết bị điều khiển hoặc tủ điều khiển.
2.1.38. Phải kiểm tra điện trở cách điện của thiết bị điện của máy. Điện trở cách điện của bất kì điểm không nối đất nào của thiết bị điện phải không nhỏ hơn 1MΩ. Còn điện trở cách điện của các cuộn dây của động cơ điện (không kể dây nối) phải không dưới 0,5M. Việc kiểm tra đó cần được thực hiện tại gian sản xuất.
Đo điện trở cách điện bằng mêgaôm kế điện áp 500 – 1000V, còn đo điện trở cách điện của thiết bị điện tử bằng máy đo có điện áp thấp.
2.1.39. Tất cả thiết bị điện của máy phải được thử nghiệm đánh thủng bằng điện áp cao tần số công nghiệp trong thời gian 1 phút. Để thử nghiệm đánh thủng, các dây dẫn của mạch điện lực và mạch điều khiển nối với nhau, còn điện áp được đặt giữa các dây dẫn đó và bệ máy đã nối đất.

58
Điện áp thử nghiệm phải bằng 85% điện áp nhỏ nhất đã được thử nghiệm tại nhà máy chế tạo, nhưng không nhỏ hơn 1500V. Điện áp thử nghiệm xác định theo tiêu chuẩn quy định riêng về điện áp thử nghiệm.
Điện áp thử nghiệm phải được lấy từ nguồn điện có công suất không nhỏ hơn 500VA.
Các phần tử của thiết bị điện không thử nghiệm bằng dòng điện có điện áp như trên (bộ nắn dòng điện trở, các linh kiện điện tử và bán dẫn, các linh kiện của thiết bị tự động và thông tin…) nếu đã nối với mạch điện, khi thử nghiệm phải được tháo ra. Điều nói trên không áp dụng cho tụ điện đặt ở đầu vào để bảo vệ nhiễu vô tuyến.
Các phần tử của thiết bị điện nối với mạch điện làm việc với điện áp dưới 60V, như các tiếp điểm áp thấp, phụ tùng của thiết bị tự động và thông tin, li hợp điện từ không phải thử nghiệm bằng dòng điện có điện áp cao tần số công nghiệp.
Cho phép thử nghiệm thiết bị điện của từng bộ phận của máy bằng dòng điện có điện áp cao tần số công nghiệp thay cho việc thử nghiệm cả tổ hợp thiết bị điện sau khi lắp xong toàn bộ máy (hoặc dây chuyền).
2.2. Chiếu sáng cục bộ
2.2.1. Các máy phải được trang bị đèn chiếu sáng cục bộ cho khu vực trực tiếp gia công. Đèn cục bộ kiểu lắp thêm ở ngoài phải đảm bảo lắp đặt vững chắc, thuận tiện và có khả năng cố định tốt những vị trí cần thiết. Chiếu sáng cục bộ phải đảm bảo độ rọi trên bề mặt làm việc phù hợp với quy định về chiếu sáng hiện hành.
Chỉ được phép không bố trí đèn chiếu sáng cục bộ trên các máy vạn năng khi có căn cứ xác đáng.
Trên các máy và tổ hợp máy chuyên dùng trong dây chuyền tự động, không nhất thiết phải đặt các đèn cố định. Tại các máy (hoặc dây chuyền) này, theo yêu cầu sử dụng cần đặt các ổ cắm với điện áp dưới 36V cách quãng 3 ÷ 5m, để cắm đèn di động và dụng cụ điện cầm tay hoặc đèn cố định.
2.2.2. Đèn chiếu sáng cục bộ (bóng nung sáng cũng như bóng huỳnh quang) phải đảm bảo đúng quy cách, tập chung ánh sáng tốt, không gây chói loá, theo các quy định hiện hành.
2.2.3. Nguồn điện cung cấp cho chiếu sáng cục bộ sử dụng bóng đèn nung sáng phải có điện áp không lớn hơn 36V (24V cho các máy đặt trong phân xưởng gia công kim loại, và không lớn hơn 12V cho các máy đặt trong xưởng luyện kim).
2.2.4. Cho phép sử dụng điện áp 110V hoặc 220V để cung cấp cho đèn chiếu sáng cục bộ ở các kiểu ở bên ngoài máy hoặc lắp ngay ở trong máy, dùng bóng nung sáng hoặc bóng huỳnh quang, với điều kiện những phần mang điện của đèn không có khả năng ngẫu nhiên bị va chạm phải khi sử dụng.
2.2.5 Cung cấp điện cho đèn chiếu sáng cục bộ với điện áp dưới 110V phải qua biến áp, cuộn sơ cấp và thứ cấp của biến áp không được nối với nhau. Không được sử dụng biến áp tự ngẫu, điện trở phụ hoặc bộ phân áp, vào mục đích nói trên. Khi điện áp từ 36V trở lên, một trong những đầu ra ở cuộn thứ cấp của biến áp phải được nối đất.

59
2.2.6 Đèn chiếu sáng cục bộ phải có công tắc riêng đặt ở chỗ thuận tiện. Cho phép bố trí công tắc trực tiếp ở đèn khi điện áp để chiếu sáng cục bộ không lớn hơn 36V. Công tắc phải được đặt ở mạch cấp điện đầu ra không nối đất.
Cho phép đặt thiết bị đóng cắt ở đèn chiếu sáng cục bộ với bóng huỳnh quang dùng điện áp 220V.
2.2.7 Khi bố trí chiếu sáng cục bộ cho các tủ điện, bảng điện, ngăn chứa các khí cụ điều khiển, cần được nối với mạch điện ở trước máy cắt đầu vào thiết bị điện của máy. Trường hợp này đèn chiếu sáng cục bộ cần có công tắc riêng, còn ở công tác đóng cắt điện chính cần có các ký hiệu, các ghi chú phòng ngừa phù hợp. Khi bật, tắt đèn chiếu sáng cục bộ bằng cách đóng mở cửa tủ, cần sử dụng cơ cấu đóng cắt theo hành trình liên động với việc đóng mở cửa tủ. Các tiếp điểm của cơ cấu này phải được bao che để tránh các va chạm ngẫu nhiên.
Để chiếu sáng cục bộ lại các tủ điện, bảng điện hoặc ngăn chứa thiết bị điện điều khiển, có thể sử dụng đèn nung sáng điện áp 12V, 24V; hoặc đèn huỳnh quang điện áp 100V hoặc 220V.
2.2.8 Ở mạch điện chiếu sáng cục bộ lấy điện trước máy cắt đầu vào, được phép đặt ổ cắm điện áp đến 36V tại tủ điện hoặc bảng điện để cắm mỏ hàn hoặc các dụng cụ điện cầm tay khác.
2.2.9 Các nối của đèn chiếu sáng cục bộ kiểu cầm tay có lõi nối đất.
Ổ cắm cho đèn chiếu sáng cục bộ kiểu cầm tay phải có tiếp điểm nối đất, kết cấu của phích cắm và ổ cắm phải đảm bảo loại trừ khả năng bị cắm nhầm.
2.2.10 Khi chiếu sáng cục bộ bằng đèn huỳnh quang phải đảm bảo tránh hiện tượng hoạt nghiệm xuất hiện ở các bộ phận chuyển động của máy.
3. Các yêu cầu bổ sung đối với các nhóm máy khác nhau.
Ngoài việc thoả mãn các yêu cầu quy định ở phần 1 và 2, các máy cần đảm bảo các yêu cầu nêu trong phần này đối với từng nhóm máy.
3.1 Máy tiện
3.1.1 Vùng gia công ở các máy tiện vạn năng gia công phôi có đường kính dưới 630mm, cần có các thiết bị che chắn bảo vệ theo các Điều từ 1.1.4 đến 1.1.9 về phía đối diện của vị trí thao tác tại vùng gia công cũng cần có tấm chắn.
Trên các máy có tốc đọ cắt lớn hơn 5m/s, thì bề dày vật liệu của thiết bị che chắn bảo vệ cần tăng lên và không nhỏ hơn 2 lần so với quy định ở Điều 1.1.7, còn cửa quan sát của thiết bị che chắn bảo vệ được chế tạo với số lớp đã chỉ dẫn ở Điều 1.1.7 bằng vật liệu trong suốt có bề dày tổng cộng không nhỏ hơn 10mm.
3.1.2 Mâm cặp của máy tiện vạn năng và máy tiện rơvonve cần có bao che, nếu cần khi kẹp và tháo phôi bao che có thể mở ra đóng vào nhẹ nhàng và không làm hạn chế khả năng công nghệ của máy.
Mối ghép giữa mâm cặp và trục chính phải đảm bảo mâm cặp không thể tự tháo khi trục chính đảo chiều quay. Các vít xiết hoặc các vấu cặp của mâm cặp không được nhô ra khỏi bề mặt hình trụ ngoài cùng của mâm cặp.

60
3.1.3 Các máy tiện vạn năng và máy tiện rơvonve gia công phôi có đường kính dưới 500mm, thời gian dừng trục chính (trục chính có mâm cặp và không kẹp phôi) là không quá 5 giây sau khi cắt để dừng máy, còn các máy gia công phôi có đường kính dưới 630mm là 10 giây.
3.1.4 Lực di chuyển ụ động lúc khởi động không vượt quá 320N (32kG). Trường hợp lực vượt quá 32N (32kG) cần có cơ cấu làm giảm nhẹ lực di chuyển ụ động.
Ụ động phải đảm bảo cố định vững chắc tại vị trí định vị vật gia công.
3.1.5 Các máy tiện vạn năng khi cần thiết cần trang bị bao che phần phôi thanh nhô ra ngoài phía đuôi trục chính.
3.1.6 Mâm quay ở các máy tiện đứng cần có bao che là bao che không gây trở ngại cho việc sử dụng máy. Khi mặt trên của mâm quay ở độ cao lớn hơn 700mm kể từ mặt sàn đặt máy cần có bao che cố định đến độ cao lớn hơn mức mặt bằng của mâm quay 50 - 100mm, và bổ sung thêm tấm tháo lắp được cao 400 – 500mm.
Khi vị trí bề mặt của mâm quay ở độ cao dưới 700mm kể từ mặt sàn nhà xưởng, che chắn an toàn cần có chiều cao 1.000mm trở lên. Cần đảm bảo che chắn có khả năng di chuyển thuận tiện (khi tháo và lắp phôi) và được kẹp chặt vững chắc khi máy làm việc.
3.1.7 Máy tiện tự động và máy tiện rơvonve gia công phôi thanh, cần có che chắn an toàn trên toàn bộ chiều dài thanh, và có trang bị thiết bị chống ồn.
3.2 Máy khoan và máy doa.
3.2.1 Khi kẹp chặt dụng cụ cắt trên trục chính bằng chêm, bulông, then, hoặc các chi tiết kẹp chặt khác, thì các chi tiết máy đó không được nhô ra ngoài mặt trụ của trục.
Trường hợp không có khả năng thực hiện yêu cầu nói trên, thì cần phải bao che trục chính.
Máy khoan phải có cơ cấu ngắt bước tiến tự động của trục chính khi lực cắt quá tải.
3.2.2 Trên các máy điều khiển dụng cụ cắt theo chương trình, việc kẹp chặt dụng cụ cắt cần được cơ giới hoá.
3.2.3 Thời gian trục chính ngừng quay hoàn toàn sau khi cắt điện để dừng máy không được vượt quá:
Đối với máy khoan là 30 giây
Đối với máy doa là 6 giây
3.3 Máy phay
3.3.1 Vùng gia công của máy phay vạn năng có bàn máy chuyển động dọc và ngang cần có thiết bị che chắn an toàn (tấm chắn) theo Điều 1.1.4 đến 1.1.9. Các đầu vào vít trên bàn máy, cơ cấu phân độ, cũng cần được bao che chắn.
3.3.2 Các máy phay vạn năng bàn máy có bề rộng 320mm trở lên các máy phay lớn có bàn chuyển động dọc và ngang, các máy phay giường có kích thước tương tự, cũng như các máy phay điều khiển theo chương trình việc kẹp chặt dụng cụ cắt cần được cơ giới hoá. Cơ cấu điều khiển việc kẹp chặt dụng cụ

61
cắt cần được cơ giới hoá. Cơ cấu điều khiển việc kẹp chặt dụng cụ cắt cần được đặt ở vị trí thuận tiện.
3.3.3 Các máy phay vạn năng thời gian trục chính ngừng quay hoàn toàn sau khi cắt điện để dừng máy, là không quá 5 giây.
3.4 Máy bào và máy xọc
3.4.1 Máy bào giường cần có cữ chặn đàn hồi và thiết bị hãm phòng ngừa khả năng bàn máy có thể bị văng ra do các phần tử chuyển động bị chệch khớp (cặp bánh răng) trong quá trình vận hành.
Máy bào giường, máy bào ngang đều cần có cữ khống chế khoảng chạy.
3.4.2 Máy xọc và máy bào ngang đầu trượt có hành trình lớn hơn 200mm cũng như máy bào giường, cần trang bị cơ cấu tự nâng ổ kẹp dao khi máy thực hiện hành trình chạy không (chạy lùi).
3.4.3 Máy bào ngang nên có thùng hứng phoi gá phía trước bàn máy, thùng hứng phoi cần đảm bảo việc tháo ra lắp vào thuận tiện có thể điều chỉnh theo kiểu bản lề, có thể lấy phoi ra khi phoi đã nạp đầy dung tích chứa bằng cửa mở ở phía đáy để việc lấy phoi thải ra được thuận tiện. Ở máy có thùng hứng phoi, đối diện với đầu bào cần có tấm chắn khống chế không cho phoi rơi văng ra ngoài mà rơi vào thùng hứng.
3.4.4 Các máy xọc phải có cơ cấu an toàn giữ đầu trượt đề phòng khả năng đầu trượt tự rơi khi ngừng máy.
Cần bao che cơ cấu đảo chiều của máy bào giường.
Cần bao che các bánh xe cóc, bánh răng, thanh răng ở các máy bào thực hiện bước tiến bằng cơ cấu lệch tâm.
3.5 Máy chuốt
3.5.1 Các máy chuốt đứng để chuốt trong phải được trang bị che chắn đảm bảo an toàn cho công nhân không bị chấn thương trong trường hợp dao chuốt bị rơi.
3.5.2. Vùng dao chuốt ra khỏi phôi trên máy chuốt ngang cần đặt tấm chắn kiểu bản kề có cửa quan sát (theo điều 1.1.8) để bảo vệ công nhân không bị chấn thương do phoi bắn ra và do các mảnh dao vỡ văng ra trong trường hợp vỡ dao.
3.5.3. Các máy chuốt ngang, làm việc với các dao chuốt có khối lượng 8kG trở lên, cần đặt những con lăn đỡ dao chuốt trong suốt hành trình cắt và lùi của dao chuốt, khi đó việc lùi dao chuốt trở về vị trí ban đầu sau hành trình làm việc cần được cơ giới hoá.
3.6. Máy gia công bánh răng.
3.6.1. Các máy gia công bánh răng cần đảm bảo tự động ngắt chuyển động của dụng cụ cắt và các thành phần chuyển động khác vào cuối hành trình gia công phôi.
Dụng cụ cắt cần dừng lại sau khi đã cắt điện dừng máy với thời gian không lớn hơn: 5 giây đối với máy cà răng, máy mài khô; máy cán răng, 30 giây đối với máy mài làm việc với đá mài hình côn; 40 giây đối với máy mài răng đá mài ăn khớp theo kiểu vít vô tận. ở các máy mài bánh răng cấp A và C, thời gian dừng đá mài không quy định.

62
3.6.2 Các máy gia công bánh răng côn răng cong dạng cung tròn, từ truyền động bằng điện cho dụng cụ cắt chuyển sang truyền động bằng tay (để kiểm tra lưỡi cắt hoặc có những thao tác khác gần khu vực đầu cắt răng), cần khoá liên động đảm bảo khi truyền động bừng tay khi dụng cắt không quay.
3.6.3 Các máy gia công bánh răng côn phải đảm bảo giá lắp phôi không thể tự quay khi đã cắt điện truyền động cho nó
3.6.4. Thiết bị tu sữa đá mài trên các máy gia công bánh răng cần đảm bảo việc truyền dẫn được cơ giới hoá hoặc tự động hoá.
3.6.5 Vùng gia công của các máy gia công bánh răng cần được bao che bằng các thiết bị che chắn an toàn theo điều 1.1.4 và 1.1.9.
3.6.6. Máy gia công bánh răng côn răng cong dạng cung tròn, gia công phôi có đường kính băng 500mm hoặc lớn hơn cũng như các máy mài bánh răng hình trụ bằng đá mài kiểu vô tận, để giảm nặng nhọc và đảm bảo an toàn cho việc tháo lắp đầu giao hoặc đá mài, cần trang bị thiết bị nâng và đồ gá kẹp chặt (dây gai, vành kẹp) bằng vật liệu có sức bền đảm bảo.
3.7. Máy cắt đứt (máy cưa)
3.7.1. Phần không làm việc của lưỡi cưa của máy cưa đĩa cần có bao che.
3.7.2. Các máy cưa vòng, lưỡi cưa cần được bao che kín trên toàn bộ chiều dài, trừ phần vùng cắt. Cần trang bị thiết bị tự động ngắt truyền động chính trường hợp đứt băng cưa.
3.7.3. Các bánh đai của băng cưa phải được bao che theo cung tròn và cả hai mặt bên.
3.7.4. Máy cưa đĩa cần được trang bị các tấm chắn di động hoặc có thể quay quanh bản lề hoặc tháo lắp được để bảo vệ công nhân khỏi phoi hoặc răng đĩa cưa bị gẫy từ khu vực cắt bắn ra.
3.7.5. Máy mài cắt cần có thiết bị hút để đưa phoi, bụi ra khỏi vùng làm việc.
Kết cấu của thiết bị hút cần đảm bảo hút được các tia lửa sinh ra khi cắt: trường hợp thiết bị hút có túi lọc cần được chế tạo bằng vải chịu nhiệt, hoặc có thể đặt trước trùm tia lửa thiết bị chuyên dùng thu tia lửa.
3.8. Máy mài
3.8.1. Các máy mài tròn ngoài và mài sắc (bao gồm cả mài bánh răng, mài ren), đá mài cần có vỏ bảo vệ bao che đề phòng trường hợp đá vỡ, vỏ bao che an toàn đó cần được định vị và kẹp chặt vững chắc tại vị trí quy định.
3.8.2. Vỏ bao che đá mài và tấm chắn phải bảo vệ được công nhân nếu đá bị vỡ; cửa quan sát phải quan sát được rõ ràng, thuận tiện, chống được phoi bụi khi mài; bệ tì phải được điều chỉnh được để tranh tình trạng chi tiết đang mài bị kẹp giưa bệ tỳ và đá gây vỡ đá. Các bộ phận nói trên cần thoả mãn những yêu cầu của tiêu chuẩn quy định riêng cho máy mài.
3.8.3. Vỏ các máy mài tròn ngoài cần gá ở mặt đầu bằng các nắp có bản lề.Chỉ dùng nắp tháo nhấc được trong một số trường hợp nhất định (thí dụ: khi không đủ chỗ mở lắp …).

63
3.8.4 Ở các máy mài không sử dụng chất lỏng làm nguội hoặc bôi trơn, phải có bộ phận hút bụi; vỏ bao che đá mài nên có kết cấu sao cho đòng thời kiên chức năng là miệng hút bụi.
3.8.5. Mặt ngoài vỏ bao che đá mài, dọc theo các góc mở cửa chúng cần sơn dấu hiệu an toàn các cạnh mầu vàng và đen xen kẽ có bề rộng 20-30mm. Mặt trong vỏ đá mài cần sơn mầu đỏ.
3.8.6. Băng mài của máy mài đai cần có vỏ bao che toàn bộ chiều dài của băng, trừ vùng tiếp xúc với phôi.
Đối với máy mài để gia công những bề mặt phức tạp không bắt buộc thực hiện yêu cầu nói trên (thí dụ: máy mài trục vít).
3.8.7. Ở các máy mài lỗ vạn năng, ụ mài phải tự động di chuyển được về phía sau, khi đo hoặc tháo lắp phôi xong, ụ mài mới tiến vào vị trí làm việc để bắt đầu chu trình mài mới.
Nếu bàn máy mài không có chuyển động di chuyển về phía đá mài , thì cần có vỏ bao che đá mài để dề phòng tay công nhân bị chấn thương do đá mài .
3.8.8. Mâm cặp để kẹp chặt phôi của máy mài trong cần có vỏ bọc bao che điều chỉnh được chiều dài của phôi và có vành che ở mặt trước và mặt sau. Việc mở và điều chỉnh vở bao che phải đảm bảo thuận tiện và không bị vướng kẹt.
3.8.9. Vùng gia công của các máy mài cần được bao che bằng các vỏ bao che an toàn theo điều 1.1.4 và 1.1.9. Cửa quan sát theo điều 1.1.7 cho phép chế tạo bằng thuỷ tinh hữu cơ.
3.8.10.Các máy mài tròn ngoài có vận tốc đá 60m/s trở lên, trên hướng quay của đá về phía công nhân tại cùng gia công che kín hoàn toàn bằng thiết bị che chắn bảo vệ an toan. Bề dày vật liệu của che chắn có cửa quan sát chế tạo bằng một số lớp vật liệu có bề dầy tổng cộng không nhở hơn 10mm như chỉ dẫn ở điều 1.1.8.
3.8.11.Máy mài gia công mặt phẳng có bàn máy hình chữ nhật ở các đầu của bàn máy cắt đặt tấm chắn bảo vệ đủ cao và vững chắc, để hạn chế chất lỏng làm nguội hoặc bôi trơn, phoi, bụi, hoặc các mảnh đá mài vỡ hẳn ra (trường hợp vỡ đá), hoặc phôi được kẹp chặt bằng nam châm điện bị văng ra (trượng hợp bị mất điện đột ngột hoặc do các nguyên nhân khác).
3.8.12.Kết cấu của vòi phun chất lỏng làm nguội và bôi trơn trên các màu mài, cần đảm bảo việc làm nguội và bôi trơn toàn bộ khi vực cần thiết, đồng thời không cản trở việc dắt các tấm che chắn an toàn.
3.8.13.Máy mài cấn có thiết bị tu sửa đá mài, phần dẫn động của thiết bị tu sửa đá mài cần được cơ giới hoá hoặc tự động hoá. Các máy mài sắc vạn năng, máy mài tinh, không bắt buộc thực hiện yêu cầu trên.
3.8.14.Các máy mài cần căn cứ vào yêu cầu sử dụng để trang bị các dụng cụ hoặc thiết bị kiểm tra loại bỏ việc đo và kiểm tra sản phẩm bằng tay trong quá trình gia công, vì trong thời gian đó công nhân có thể bị chấn thương (các máy mà độ chính xác gia công có thể đạt được bằng cữ chắn không bắt buộc phải đảm bảo yêu cầu nói trên ).
3.8.15.Cần đảm bảo chấp hành đầy đủ quy phạm và tiêu chuẩn riêng của máy mài và đá mài.

64
3.9 Dây truyền tự động và bán tự động.
3.9.1. Các yêu cầu nêu trong các phần trước có liên quan đối với từng máy riêng lẻ, đều phải được áp dụng cho các máy nằm sẵn trong dây chuyền.
3.9.2. Khi bố trí dây chuyền ở trên cao, độ cao kể từ mặt sàn nhà xưởng đến chỗ đặt dây chuyền, tại vị trí có đường đi qua, không được thấp hơn 220mm.
Cần trang bị các phương tiện tiếp cận quan sát và phục vụ các vị trí làm việc đảm bảo an toàn và thuận tiện đối với các dây chuyền bố trí ở trên cao. Cần có biện pháp phòng ngừa các chi tiết trên dây chuyền, các chất lỏng làm nguội hoặc bôi trơn, dầu mỡ, phôi, phoi… rơi xuống sàn nhà xưởng.
3.9.3. Dây chuyền cơ giới hoá học tự động hoá, đảm bảo sự đi lại của công nhân được an toàn.
3.9.4. Máy nâng chuyển, cũng như các cơ cấu quay để vận chuyển các chi tiết, các trang bị để chứa hoặc cấp phôi hoặc chứa chi tiết, cần được đặt cố định, không đựoc tự thay đổi vị trí.
3.9.5. Dây chuyền cần có khoá liên động, đảm bảo cho máy không thể làm việc được khi phôi không được kẹp chặt hoặc vị trí của phôi không đúng.
3.9.6. Các bàn quay, tay quay cơ giới hoá tự động hoá làm việc riêng lẻ hoặc trong dây chuyền tự động, khi chúng quay có khả năng gây chấn thương cho công nhân, cần phải được bao che.
3.9.7. Những máy nằm trong dây chuyền gia công bằng dụng cụ cắt co lưỡi và tạo ra phoi, cần được xem xét về yêu cầu sử dụng để đặt thiết bị thải phoi tự động.
3.9.8. Khoảng hở giữa các thành phần của dây chuyền, người đi ngang qua đó có nguy cơ bị tai nạn do sự chuyển động của các bộ phân máy nằm trong dây chuyền hoặc do các nguyên nhân khác, cần phải được che chắn kín.
3.10 Máy gia công bằng phóng điện ăn mòn.
3.10.1.Máy phát của máy gia công bằng phóng điện ăn mòn cần thoả mãn yêu cầu của điều 2.1.1.
3.10.2.Phải có các phần tử nối đất để đảm bảo máy không bị cháy khi xuất hiện tĩnh điện do các điện tích chạy trong ống dẫn chứa chất lỏng dẫn điện.
3.10.3.Khi máy làm việc, nếu nồng độ khí độc hại tại khu vực làm việc vượt quá giới hạn tiêu chuẩn cho phép, cần có hệ thống thông gió hút khí độc hại chuyên dùng.
3.10.4.Các ống dẫn khí của máy cần có lỗ tháo để dễ dàng làm sạch định kì dầu, bồ hóng, và các chất bẩn lắng đọng khác.
3.10.5.Bảng điều khiển cần trang bị tín hiệu bằng ánh sáng để chỉ dẫn việc đóng điện vào các cực được đảm bảo an toàn.
3.10.6.Các máy có bể chứa lớn hơn 20 lít nạp các chất lỏng dễ cháy (dầu lửa, dầu nhờn…) cần có thiết bị tự động cắt điện ở vùng ăn mòn khi mức lỏng trong bể chứa bị hạ thấp xuống dưới mức quy định trong quá trình sử dụng.
3.10.7.Ở các máy sử dụng các chất lỏng dễ cháy để làm việc (dầu lửa, dầu nhờn…), các đường dẫn điện đến các điện cực (dụng cụ, phôi) và đến các bộ

65
phận khác của máy trong vùng làm việc cần đảm bảo không được phát sinh tia lửa trong môi trường khí và hơi dễ bắt lửa.
3.10.8.Máy cần có thiết bị tự động cắt điện các điện cực khi hoàn thành các nguyên công, vì trong thời gian này công nhân có những thao tác tiếp xúc hoặc các thể tiếp xúc với các phần dẫn điện (thay dụng cụ, tháo lắp phôi , đo…).
3.10.9.Để tăng cường độ bền lớp kim loại bề mặt chi tiết được gia công, cần có đồ gá chuyên dùng kẹp chặt phôi bằng điện từ.
Thanh kích thích rung để tăng cường độ bền lớp kim loại bề mặt chi tiết được gia công cần được cách điện tốt trên toàn bộ chiều dài cho đến chỗ kẹp chặt điện cực.
3.11 Máy gia công bằng phương pháp điện hoá.
3.11.1.Các gia công bằng phương pháp điện hoá cần thoả mãn yêu cầu ở điều 2.1.1; 3.10.5
3.11.2 Việc khởi động máy phải liên động với việc mở hệ thống hút khí độc hại ra khỏi gian sản xuất. Trường hợp hệ thống hút khí độc hại (riêng lẻ hoặc cho cả nhóm) ngừng làm việc, máy phải tự động dừng.
3.11.3. Máy cần có khoá liên động đảm bảo khi mở ngăn làm việc thì đồng thời cắt điện áp đang nạp cho điện cực và nạp cho máy bơm chất điện phân.
Ở các máy có cường độ dòng điện làm việc dưới 1000A với điện áp không vượt quá 24V, có thể không có khoá liên động.
3.11.4. Chất điện phân cần được làm sạch bằng máy li tâm hoặc máy phân li, việc khởi động máy li tâm phải liên động với đóng nắp của nó.
Khi cường độ dòng điện công nghệ nhỏ hơn 1000A, cho phép không cần làm sạch chất điện phân bằng máy li tâm hoặc máy phân li.
3.12 Máy gia công bằng siêu âm.
3.12.1.Các máy phát siêu âm cần thoả mãn các yêu cầu đã nêu ở điều 2.1.1
3.12.2.Các máy có công suất lớn hơn 1,6kW, xung quanh dụng cụ và phôi phải đặt các thiết bị cách âm bằng màng mỏng, mềm, có bề dầy không nhỏ hơn 0,01mm.
3.12.3.Các dây dẫn chuyền điện cao tần từ máy phát đến máy biến đổi
từ giảo phải được đưa vào bảng đầu dây riêng. Mầu sắc vỏ bọc cách điện của dây dẫn là mầu đỏ, còn dây nối đất là mầu vàng (hoặc xanh lá cây).
3.12.4.Dây dẫn điện cao tần cho cuộn dây biến đổi từ giảo từ máy phát điện đến bảng đầu dây của máy phải được đặt trong ống bảo vệ bằng kim loại, phía trong thân máy phải được nối đất.
3.12.5.Một cực cuộn dây của máy biến đổi từ giảo phải được nối đất từ trong thân máy.
3.12.6.Điện dung cân bằng nối song song với cuộn dây của máy biến đổi từ giảo không bố trí ở trong thân máy, mà ở trong thân máy của máy phát siêu điện.
3.12.7.Cơ cấu cắt điện của các máy được cấp điện từ máy pháp điện có điện áp không lớn hơn 500V, cần được đặt tại bảng điều kiển của máy.

66
3.12.8.Mức áp âm tại chỗ làm việc của các máy gia công bằng âm không được vượt quá trị số định mức quy định của tiêu chuẩn vệ sinh công nghiệp.

67
TIÊU CHUẨN VIỆT NAM TCVN 3726 : 1989
Nhóm T
Kĩ thuật an toàn - Máy cắt kim loại - Yêu cầu đối với trang bị điện.
Technical safety – metalcutting – Requirements for electrical equipment
Tiêu chuẩn này phù hợp với ST SEV 539: 1977.
Tiêu chuẩn này áp dụng đối với trang thiết bị của tất cả các nhóm này: máy cắt kim loại, máy ăn mòn điện, máy hoá điện, máy siêu âm, dây chuyền tự động, phụ tùng, dụng cụ đo kiểm, máy nâng hạ, và thiết bị khác sử dụng cùng với máy. Những máy và thiết bị kể trên được nối với lưới điện đến 660V với tần số đến 200Hz làm việc trong khí hậu kho ráo.
Trang thiết bị của máy cắt kim loại phải thoả mãn những yêu cầu về an toàn theo tiêu chuẩn này.
1. Những yêu cầu chung.
1.1 Điện áp nguồn
1.1.1. Thiết bị điện phải đảm bảo làm việc không có sự cố khi điện áp thay đổi trong phạm vi từ 90 đến 110% giá trị danh định và đảm bảo các dặc tính kỹ thuật như trong lí lịch khi điện áp thay đổi trong phạm vi từ 95 đến 105% giá trj danh trực.
Thiết bị điện phải đảm bảo làm việc không có sự cố khi tần số của điện áp thay đổi theo tiêu chuẩn hiện hành (Khi chưa có tiêu chuẩn Việt Nam áp dụng theo TOCT 667 ;1975).
1.2 Đối với điện lưới
Thiết bị của máy phải nối với một nguồn cung cấp của lưới điện bằng một đầu vào. Nếu cần có điện áp hoặc hệ thống nguồn khác (thí dụ dùng cho li hợp từ, khí cụ điện tử và khí cụ khác) thì tuỳ thuộc khả năng có thể thực hiện nhờ biến thế, chỉnh lưu, các bộ phận biến đổi…v.v. Những phần tử này cũng được coi là thành phần trang bị của máy.
Nếu không dùng ổ phích cắm để nối máy với điện thì cần có những cốt nối cách điện cho từng pha và dây không, khi đó dây nguồn cần phải nối trực tiếp với những cốt nối phía trên của công tắc đầu vào.
Trong trường hợp nối trực tiếp với công tắc đầu vào không thuận lợi, phải có những cốt nối đắc biệt.
Cần có những cốt nối các dây pha tương ứng, phải có nối để nối vở máy và dùng nối với dây bảo vệ.

68
Cần có cốt nối cách điện riêng biệt để nối dây không. Không chi phép dùng dây không trong máy với mục đích làm dây bảo vệ. Dây không chỉ có thể sử dụng làm dây dẫn điện trong trường hợp trang bị điện của máy không có biến áp điều khiển và được sự đồng ý của khách hàng.
Các cốt nối của công tắc đầu vào không có vỏ riêng cách điện và dễ dàng tiếp xúc ngẫu nhiên, phải có nắp che bằng vật liệu cách điện và có kí hiệu phòng ngừa quy định trong điều 9.11.
1.3 Ngắt sự cố và công tắc đầu vào (công tắc chính).
1.3.1 Trang bị điện của máy phải được cung cấp một khí cụ có khả năng ngắt thiết bị điện và dùng máy trong trường hợp sự cố.
1.3.2 Khí cụ ngắt sự cố phải thoả mãn yêu cầu sau;
Khi tác động lên khí cụ này, máy hoặc các phần chuyển động của nó dừng nhanh.
Khí cụ ngắt sự cố có thể là những công tắc điều khiển bằng tay, chân hoặc điều khiển từ xa, lắp trên mạch động lực hoặc là những mạch điền khiển, cho phép từ một lệch điều khiển lắp đồng thời tất cả các công tơ, khởi động từ trong mạch động lực.
1.3.2.1.Khí cụ ngắt sự cố phải tính phụ tải tối đa, phù hợp với dòng điện khởi động ban đầu (dòng điện của động cơ ở trạng thái hãm) của động cơ có công suất lớn và tổng dòng điện định mức của tất cả các thiết bị tiêu thụ còn lại khi áp bằng điện áp định mức.Nếu trị số ngắt của khí cụ ngắt sự cố đủ lớn, thì có thể được trang bị các phần tử ngắt hoặc rơle, để bảo vệ chống quá tải và ngăn mạch.
13..2.2 Khi các phần tử của khí cụ ngắt sự cố tác động, không được phép ngắt các thiết bị (như bàn là điện tử, các cơ cầu hãm, phanh cơ khí…v.v.) mà khi chúng ngừng làm việc có thể dẫn đến tai nạn lao động.
Khi thiết bị ngắt sự cố đang ở trong trạng thái ngắt, các cơ cấu máy không được khởi động lại.
Nếu cần phải đảo chiều chuyển động để bảo đảm an toàn cho người vận hành thì sự đảo chiều này phải bắt đầu ngay khi khí cụ ngắt sự cố bắt đầu tác động.
1.3.2.3. Cơ cấu tác độg của khí cụ ngắt sự cố (nút ấn, tay quay, bàn đạp, dây cáp v.v…) phải có mầu đỏ tươi (đối với dây cáp cho phép sơn gián đoạn), dễ nhìn thấy và dễ dàng tiếp cận.
Nút ấn ngắt sự cố phải có dạng hình nấm trên bề mặt tấm lắp nút ấn nên có hình tròn màu vàng, và nên sử dụng nút ấn điều khiển với cơ cấu phục hồi cưỡng bức (then, vầu).
Khoảng cách giữa hai khí cụ ngắt sự cố gần nhau không được lớn hơn 10m. Mỗi bảng điều khiển phải có một cơ cấu tác động tới khi cụ ngắt sự cố.
1.3.3 Công tắc đầu vào (công tắc chính) phải thoả mãn yêu cầu sau;
Công tắc đầu vào phải điều khiển được bằng tay và phải đảm bảo ngắt tất cả các tthiết bị điện của máy ra khỏi nguồn điện.

69
Công tắc đầu vào phải tính toán về nhiệt với dòng điện của tất cả các thiết bị nối vào nó (tất cả các động cơ và các khí cụ khác v.v…) mà những thiết bị, khí cụ này có thể làm việc đồng thời và phải đảm bảo đóng, ngắt được dòng điện làm việc danh định của máy ở chế độ làm việc bình thường.
1.3.3.1 Khi bố trí công tắc đầu vào ở vị trí dễ tiếp cận thì khả năng ngắt của nó phải tương đương với khí cụ ngắt sự cố.
Cho phép dùng ổ phích cắm với dòng điện danh định đến 16A và điện áp danh định 380V làm công tắc đầu vào. Đối với máy có tổng công suất trên 0.75kW không nên dùng ổ phích cắm làm công tắc đầu vào.
Phích cắm phải nối bằng dây cáp điện mềm dẫn tới thiết bị điện của máy. Ổ cắm phải kẹp cố định và nối với dòng điện, ổ phích cắm phải có tiếp điểm, để nối với dây bảo vệ.
Công tắc đầu vào phải đảm bảo:
- Chỉ có hai trạng thái xác lập.
- Có khoảng ngắt nhìn thấy giữa các tiếp điểm hoặc sự ngắt của nó phải thực hiện được khi khoảng cách giữa các tiếp điểm đật tới giá trị cần thiết.
- Có thiết bị khoá ở trạng thái ngắt (thí dụ như dùng ổ khoá).
- Khi ngắt phải ngắt tất cả các dây dẫn nối với nguồn điện, trừ dây bảo vệ và dây trung tính (khi có dây trung tính nối đất chắc chắn).
- Nếu công tắc đầu vào được dùng để ngắt sự cố, thì nó phải phù hợp với các yêu cầu ở mục 1.3.2.
- Không được phép lắp đặt công tắc đầu vào hoặc cơ cấu dẫn động của nó trên cách cửa, nắp, tấm ngăn v.v…
- Cho phép lắp đặt cơ cấu vận động của công tắc đầu vào trên cách cửa, nắp v.v… trong trường hợp có khoá liên động theo mục 2.1.2.3.
1.3.3.2. Không nên nối các mạch điện dưới đây tới nguồn điện sau công tắc đầu vào:
- Chiếu sáng cục bộ dùng khi bảo dưỡng, sữa chữa máy.
- Ổ, phích cắm dùng cho các dùng cho các dụng cụ cầm tay (thí dụ như khoan máy, mỏ hàn v.v…)
- Mạch cung cấp điện cho các khí cụ ngắt khi điện áp nguồn không đúng.
Các nguồn điện trên phải có các khí cụ đóng ngắt riêng biệt. Bên cạnh nguồn điện và công tắc đầu vào phải đặt các kí hiệu phòng ngừa hoặc ghi chú tương ứng.
1.3.3.3. Phần thiết bị điện, mà sau khi ngắt công tắc đầu vào,vẫn còn điện áp không an toàn, phải được che chắn đề phòng tiếp xúc ngẫu nhiên. Trên các nắp che chắn phải có kí hiệu theo mục 9.11.
1.3.3.4.Các công tắc tự động ở mạch động lực có thể được dùng làm công tắc đầu vào với các điều kiện:
- Thoả mãn tất cả các yêu cầu theo 1.3.3.

70
- Có cơ cấu điều khiển bằng tay (nếu từ bên ngoài có phương tiện khác để ngắt công tắc tự động thì không có khả năng tác động vào cơ cấu ấy).
- Nếu bị khoá ở trạng thái ngắt thì không có khả năng đóng từ xa hoặc bằng tay.
1.4 Nối các đồ gá, thiết bị phụ tùng kèm theo.
1,4.1. Ổ, phích cắm để nối điện của máy với các đồ gá, thiết bị, hoặc phụ tùng kèm theo máy phải có tiếp điểm để nối với dây bảo vệ.
Phần ổ cắm phải có nắm bảo vệ để giữ cho lỗ cắm không bị bụi, bẩn khi ở trạng thái ngắt.
2. Các biện pháp bảo vệ
2.1 Bảo vệ chống tiếp xúc ngẫu nhiên với những phần có điện.
2.1.1. Biện pháp bảo vệ chống ngẫu nhiên phải được thực hiện bằng cách áp dụng một hoặc đồng thời nhiều phương pháp theo các mục từ 2.1.2 đến 2.1.3. Nếu theo hướng dẫn sử dụng máy, cho phép bất kì ai cũng tiếp cận được với thiết bị điện mà không thể bảo dưỡng, chăm sóc được từ bên ngoài (ví dụ thay cầu chì, phục hồi rơ le nhiệt) thì việc bảo vệ tránh tiếp xúc ngẫu nhiên phải thực hiện thoả mãn các yêu cầu theo mục 2.1.2.3, 2.1.2.4, 2.1.3.
2.1.2. Bảo vệ bằng vỏ bọc phải thoả mãn các yêu cầu sau:
2.1.2.1 Vỏ bảo vệ phai thoả mãn các yêu cầu của phần 4. Khoảng cách giữa phần vỏ và phần bảo vệ có điện áp không được nhỏ hơn khoảng cách đánh thủng quy định cho không khí và trong vật liệu cách điện theo chỉ dẫn ở bảng 1, trừ các trường hợp vỏ được chế tạo bằng các vật liệu cách điện.
Bảng 1
Khoảng cách không khí, mm Đường dòng rò, mm
Điện áp V Giữa các dây có điện
áp
Giữa các dây có điện áp và các phần kim
loại không có điện áp
Vật liệu cách điện bằng gốm
Vật liệu cách điện khác
Đến 60 Từ 60 đến 250 Từ 250 đến 380 Từ 250 đến 440 Từ 380 đến 550 Từ 440 đến 600 Từ 550 đến 660 Từ 600 đến 660
2 3 4 6 6
3 3 6 8 8
2 3 4
6
8
3 4 6
10
12
2.1.2.2. Để mở nắp che hoặc tháo các thiết bị bảo vệ cũng như lắp lại vị trí cũ của nó phải dùng chìa khoá hoặc dụng cụ tương tự.
2.1.2.3. Các cánh cửa của tủ có thiết bị điện phải có khoá liên động với công tắc (thí dụ công tắc đầu vào) sao cho các cách cửa không mở được khi công tắc đóng và công tắc không đóng được khi cánh cửa mở. Phải định trước khả

71
năng ngắt khoá liên động để xem xét và kiểm tra các thiết bị. Khi đóng cánh cửa, khoá liên động này phải tự động phục hồi.
2.1.2.4. Nếu trong tủ, hốc máy có lắp thiết bị mà không được khoá bằng chìa hoặc dụng cụ chuyên dùng, thì các phần tử chưa được bảo vệ hoặc các chi tiết có điện áp của thiết bị điện phải được che chắn. Các tấm che này chỉ tháo ra được bằng dụng cụ hoặc tự động đưa về vị trí che chắn của mình khi cánh cửa mở để bảo vệ khi chống tiếp xúc ngẫu nhiên đối với người vận hành.
2.1.3. Bọc bằng vật liệu cách điện, phải thoả mãn các yêu cầu sau:
Các chi tiết có điện áp nguy hiểm, phải được bao bọc toàn bộ bằng vật liệu cách điện. Vật liệu này phải có đặc tính cách điện và độ bền cơ học cần thiết và chỉ được loại bỏ khi nó bị hư hỏng.
2.1.4. Không cho phép có điện áp dư trên các phần tử của thiết bị điện.
Nếu thiết bị điện có các phần tử (thí dụ như tụ điện v.v…) mà sau khi ngắt điện có thể vẫn còn lại trên nó điện áp nguy hiểm thì đối với trường hợp điện áp nguy hiểm có ở trong tủ điều khiển phải treo kí hiệu phòng ngừa trên cách cửa hoặc tấm treo. Nếu điện áp nguy hiểm có ở bên ngoài tủ điện điều khiển phải lắp điện trở phóng điện.
2.2. Bảo vệ chống điện giật khi có hư hỏng phải được đảm bảo bằng một trong những phương pháp chỉ dẫn ở các mục 2.2.1 đến 2.2.3.
2.2.1. Sử dụng mạch bảo vệ phải thoả mãn các yêu cầu sau:
+ Tất cả các phần kim loại của máy (bề máy, vỏ thiết bị điện, tủ, bảng điều khiển v.v…) có thể xuất hiện điện áp nguy hiểm trong trường hợp hỏng cách điện, phải nối dây dẫn điện với nhau và nối với vít nối đất của máy.
+ Điện trở của mạch bảo vệ, đo giữa vít nối dây bảo vệ (vít nối đất) và bất kì phần kim loại nào của máy có thể xuất hiện điện áp nguy hiểm khi hỏng cách điện, không được lớn hơn 0,1 ôm.
2.2.1.1. Mạch bảo vệ phải bao gồm những dây bảo vệ riêng biệt hoặc những phần kết cấu dẫn điện của máy hoặc vỏ máy. Dây bảo vệ phải đảm bảo liên kết dẫn điện giữa các phần không có điện áp trong chế độ làm việc bình thường của thiết bị điện và mạch bảo vệ (xem mục 2.2.1.3 đến 2.2.1.10).
Cho phép không nối với dây bảo vệ những phần của máy rơ le lõi biến áp, những biến chỉ dẫn v.v… không có điện áp ở chế độ làm việc bình thường, nhưng có thể có điện khi hỏng cách điện, nếu loại trừ được khả năng tiếp xúc ngẫu nhiên với phần này.
2.2.1.2. Các phần kim loại của thiết bị điện dẫn động bằng tay (tay quay, đĩa quay…) phải được nối chắc chắn với mạch bảo vệ hoặc phải có cách điện kép hoặc cách điện tăng cường để ngăn cách chúng với các phần dẫn điện.
Điện áp đánh thủng các điện kép (tăng cường) không được nhỏ hơn 4.000V.
Cho phép chế tạo hoặc bọc các thiết bị của máy và những phần kết cấu của thiết bị dẫn động mà tay thường trạm vào trong chế độ làm việc bình thường, bằng vật liệu cách điện có giá trị điện áp đánh thủng tối đa. Sơn,

72
tráng men hoặc các vật liệu tương tự dùng để phủ lên các phần kim loại không thể coi là vật liệu cách điện thoả mãn các yêu cầu này.
2.2.1.3. Những phương tiện để nối các phần kim loại trong mạch phải chịu được dòng điện chạy trong mạch bảo vệ đó khi bị đánh thủng chạm đất,
Không cho phép dùng ống kim loại, vỏ dây cáp và ống nối kim loại làm chức năng dây bảo vệ, nhưng chúng phải được nối với mạch bảo vệ.
2.2.1.4. Những mặt tiếp xúc của những chi tiết kim loại có thể dùng làm mạch bảo vệ, nếu giữa chúng không có cách điện và được kẹp chặt (thí dụ nối bằng vít, khớp bản lề, cách cửa, v.v…)
2.2.1.5. Khi thiết bị điện lắp trên các chi tiết (thí dụ nắp, cánh cửa, vỏ hộp) và làm việc với điện áp nguy hiểm phải thực hiện các biện pháp nối chắc chắn các chi tiết này với dây bảo vệ.
2.2.1.6. Tất cả các phần của mạch bảo vệ phải được thiết kế sao cho chịu đựng được phụ tải động và nhiệt lớn nhất có thể xuất hiện các điểm tương ứng.
2.2.1.7. Cho phép dùng các phần kết cấu của máy làm chức năng mạch bảo vệ trong các trường hợp nếu mặt cắt ngang của các phần này (về phương diện khả năng dẫn dòng) ứng với diện tích mặt cắt ngang định mức được chỉ dẫn ở bảng 3.
2.2.1.8. Trong trường hợp sử dụng ổ phích cắm, khi tháo ổ phích cắm mạch bảo vệ phải ngắt sau các chi tiết điểm có điện áp, khi nối ổ, phích cắm, mạch bảo vệ phải nối trước các tiếp điểm có điện áp.
Kết cấu của ổ phích cắm phải loại trừ được khả năng tiếp xúc ngẫu nhiên với các phần dẫn điện của chúng ở trạng thái ngắt .
2.2.1.9. Không cho phép nối vào mạch bảo vệ các công tắc tự động, cầu chì chảy, và các thiết bị bảo vệ chống quá tải khác. Cho phép sử dụng các tấm nối trong mạch bảo vệ (cần thiết ví dụ trong một số thử nghiệm) với điều kiện chỉ có công nhân có tay nghề dùng dụng cụ mới tháo ra được.
2.2.1.10. Vít và cốt nối mạch bảo vệ được định trước để nối các dây dẫn đồng. Khi dùng dây dẫn nhôm hoặc hợp kim nhôm, cần phải đảm bảo chống ăn mòn điện.
2.2.1.11. Các phần dẫn dòng điện trong trường hợp có sự cố phải có cơ cấu để nối dẫn điện với mạch bảo vệ bên ngoài và vỏ kim loại của cáp điện, dây dẫn (ống thép, vỏ bọc bừng chì v.v…) Không cho phép sử dụng những cơ cấu này vào mục đích khác.
2.2.1.12. Không cho phép dùng vít, chốt, đai ốc v.v… nối giữa các chi tiết làm vít nối đất. Chúng chỉ có thể được dùng trong trường hợp ngoại lệ khi không có khả năng sử dụng nối đất.
2.2.1.13. Nối đất các phần được đặt trên các chi tiết lắp ráp di động hoặc thường xuyên tháo lắp phải thực hiện bằng các dây dẫn mềm hoặc các tiếp điểm nối dẫn điện kiểu trượt.
2.2.1.14. Nếu các phần tử của thiết bị điện đặt trên các chi tiết lắp ráp của máy, cách điện với khung nối đất của máy thì phải có cốt nối dây nối đất trong cơ cấu của chúng.

73
2.2.1.15. Bên cạnh các cốt nối nguồn điện đầu vào phải có cốt nối dây bảo vệ. Diện tích mặt cắt ngang dây bảo vệ chỉ dẫn trong bảng 2.
Bảng 2
Diện tích dây pha của thiết bị nguồn
(mm2) Diện tích dây bảo vệ nối với điểm nối đất, (mm2)
Đến 16 Bằng điện tích của dây pha
Trên 16 Không nhỏ hơn 50% diện tích dây pha và cũng không nhỏ hơn 16
2.2.1.16 Diện tích nhỏ nhất của dây dẫn bảo vệ lắp đặt trong trang bị điện của máy không nhỏ hơn diện tích chỉ dẫn ở bảng 3.
Bảng 3
Dòng điện đặt danh định của
cầu chì hoặc khí cụ bảo vệ chống ngắt mạch khác (A)
Diện tích dây dẫn bảo vệ bằng đồng (mm2)
Đến 200
Từ 200 đến 315 Từ 315 đến 500 Từ 500 đến 800
Bằng diện tích của dây dẫn mạch được bảo vệ nhưng không lớn hơn 16
25 35 50
2.2.1.17. Đường kính nhỏ nhất của vít nối đất và bề mặt tiếp xúc được chỉ dẫn ở bảng 4
Bảng 4
Diện tích dây bảo vệ
mm2
Đường kính nhỏ nhất của vít nối đất
Đường kính nhỏ nhất của mặt tiếp xúc dùng để vít chặt dây bảo vệ mm2
đến 1,5 2,5
Từ 4 đến 10
Từ 16 đến 25 Từ 35 đến 50
Từ 70
M4 M5 M6
M8 M10+ M12+
12 14 16
20 25 28
+ Cho phép thay thế một vít bằng hai (với đường kính nhỏ hơn) nhưng tổng diện tích mặt cắt ngang không nhỏ hơn giá trị cho ở trong bảng.

74
Khi dây bảo vệ không làm bằng vật liệu đồng thì điện trở của nó không được lớn hơn điện trở của dây đồng tương ứng.
2.2.1.18 Những cốt nối dùng để nối các dây dẫn bảo vệ phải là loại vít nối có cơ cấu (thí dụ như đệm lò xo) chống tự tháo.
Sau khi đã vặn chặt vít nối dây bảo vệ, không cần có lớp cách điện trên bề mặt và xung quanh mặt tiếp xúc của nó, nhưng phải có bảo vệ chóng ăn mòn.
2.2.1.19. Những cốt nối dùng để nối dây bảo vệ phải có ký hiệu chỉ dẫn. Đối với máy xuất khẩu, có kí hiệu theo đơn đặt hàng.
2.2.2. Trong trường hợp có yêu cầu bảo vệ đặc biệt chống điện giật phải sử dụng biện pháp bảo vệ bằng cách điện kép. Khi đó trên vỏ phải ghi dấu hiệu cách điện kép.
2.2.3 Điện áp an toàn được dùng với mục đích bảo vệ phải thoả mãn các yêu cầu sau:
1. Điện áp giữa các phần có điện và không có điện ở chế độ danh định không được vượt quá 36V (giá trị hiệu dụng) đối với dòng xoay chiều và 48V (giá trị biên độ đối với dòng điện một chiều).
Khi sử dụng chỉnh lưu, phía dòng xoay chiều phải thực hiện đầy đủ các yêu cầu đã quy định đối với dòng điện xoay chiều.
2. Các mạch điện có điện áp an toàn phải được cách li với mạch có điện áp nguy hiểm. Điều này cũng áp dụng đối với nguồn điện. Nếu dùng biến áp (không cho phép dùng biến áp tự ngẫu) để cung cấp điện cho các mạch này thì điện áp sơ cấp không được vượt quá 660V đối với đất là 1000V giữa các pha. Cách điện giữa các cuộn sơ cấp và thứ cấp phải chịu được điện áp thử 4000V.
Để loại trừ sự xâm nhập của điện áp không an toàn vào mạng điện áp an toàn phải đặt mạch này vào ống bảo vệ riêng có cầu chì và các khí cụ phân phối riêng, độc lập với mạng điện áp nguy hiểm. Dây dẫn và vật liệu điện dùng để lắp ráp trong mạch điện áp an toàn phải chịu được điện áp làm việc định mức không nhỏ hơn 260V hoặc phải dùng day dẫn, vật liệu tiêu chuẩn đối với mạng điện an toàn.
3. Không được phép thay phích cắm của mạch có điện áp an toàn bằng phích cắm của mạch điện có điện áp an toàn bằng phích cắm của mạch điện có điện áp lơn hơn.
2.3. Bảo vệ chống tự động đóng mạch trong trường hợp điện áp của lưới điện được phục hồi sau khi bị mất.
Trang bị điện của máy phải có bảo vệ để loại trừ khả năng tự đóng mạch cho máy làm việc sau khi điện bị mất, ngẫu nhiên có lại, không phụ thuộc vào trạng thái của cớ cấu điều khiển.
Cho phép không dùng loại bảo vệ này trong các trường hợp khi các cơ cấu chuyển động của máy được che chắn và loại trừ khả năng gây tai nạn cho người vận hành, làm hư hỏng các cơ cấu, dụng cụ của máy, nếu máy tự làm việc sau khi điện bị mất, ngẫu nhiên có lại. Nếu dùng thiết bị bảo vệ có thời

75
gian trễ thì sự trễ đó không được cản trở việc ngắt tức thời toàn bộ hoặc từng phần thiết bị của máy khi tác động vào các thiết bị điều khiển.
2.4. Bảo vệ chống điện áp
Nếu điện áp giảm xuống dưới mức cho phép có thể làm cho các côngtắc tơ bị ngắt gây nguy hiểm cho người va sự cố cho máy, thì phải có biện pháp bảo vệ để ngát thiết bị điện khi điện áp giảm xuống dưới giá trị chỉnh định.
3 Mạch điều khiển và tín hiệu
3.1 Nguồn điện của các mạch điều khiển và tín hiệu. Đối với mạch điều khiển cả máy có từ 5 khí cụ điện từ (công tắc, rơle v.v…) hoặc từ 15 tiếp điểm trở lên, nên dùng biến áp với các điện áp 24, 42, 110 và 220V xoay chiều và 24, 48, 110 và 220V một chiều để cung cấp nguồn cho nó. Khi co khí cụ điện từ hay số tiếp điểm trong mạch điều khiển ít hơn, cho phép sử dụng trực tiếp điện áp dây hoặc điện áp pha nhưng không được lớn hơn 220V. Điện áp pha chỉ được sử dụng đối với lưới điện có bồn dây.
Không được phép dùng biến áp tự ngẫu nhiên, điện trở phụ hoặc chiết áp để tạo ra điện áp cung cấp cho mạch điều khiển.
Nếu một số máy biến áp điều khiển làm việc song song thì các mạch điểu khiển phải được thiết kế sao cho nếu một trong số biến áp không có việc, không gây ra nguy hiểm cho người thao tác máy.
3.2. Nối với mạch bảo vệ
3.2.1. Nếu với mạch bảo vệ phải thoả mãn với yêu cầu sau:
- Mạch điều khiển ngắn mạch với đất không gây ra khởi động máy ngẫu nhiên và không được cản trở việc dừng máy.
- Yêu cầu này được thực hiện tương ứng với mục 3.3.2.
- Khi không nối với mạch bảo vệ, mạch điều khiển phải có khí cụ phát tín hiệu để báo khi ngắt mạch xuống đất hoặc tự động ngắt nguồn điện.
- Nếu điểm giữa của máy biến áp mạch điều khiển được nối đất, thì phải có biện pháp bảo vệ để ngắt nguồn khi ngắn mạch xuống đất hoặc sử dụng các phương tiện khác chống rò điện xuống đất.
3.2.2. Nối các cuộn dây và các tiếp điểm phải thoả mãn các yêu cầu sau:
- Trong các mạch nguồn điều khiển có một dây nối với mạch bảo vệ, thì một dầu dây của khí cụ điều khiển phải trực tiếp nối với dây này, còn tất cả các tiếp điểm điều khiển bố trí nối giữa đầu còn lại của cuộn dây và dây kia của mạch nguồn điều khiển.
- Nếu các dây dẫn giữa các tiếp điểm của các rơ le bảo vệ (thí dụ để bảo vệ quá tải) và các cuộn dây của các khí cụ điều khiển chịu sự tác động của các tiếp điểm này cùng nằm trong một tử hoặc một hốc máy, thì cho phép các tiếp điểm này được bố trí nối giữa dây nối đất và các cuộn dây. Cho phép bố trí các tiếp điểm theo cách khác để đơn giản thiết bị điều khiển, khi có đủ các cơ sở cho phép (như dùng máng các ổ phích cắm nhiều tiếp điểm v.v…)
3.3 Khoá liên động bảo vệ
3.3.1 Điều khiển các bộ phận phụ phải thoả mãn yêu cầu sau:

76
- Nếu ngắt một động cơ của một bộ phận phụ nào đó (ví dụ bôi trơn làm nguội hoặc thải phoi) gây ra nguy hiểm cho người thao tác máy, thì sự ngắt ngẫu nhiên của một trong những bộ phận phụ này phải trực tiếp làm ngắt tất cả các thiết bị mà nếu nó vẫn làm việc có thể gây ra sự cố.
3.3.2. Khoá liên động giữa các thao tác khác nhau phải thực hiện như sau:
- Sơ đồ nguyên lí điều khiển điện phải có liên động và bảo vệ tương ứng để loại trừ các chuyển động không đồng bộ hoặc các vị trí không phù hợp của các cụm máy (dây chuyền).
- Máy (hoặc dây chuyền) có các thiết bị liên động bảo vệ như quy định ở 2.1.2.3 và 2.1.2.4 phải có khoá liên động (thí dụ công tác chuyển mạch) để cho phép tiến hành hiệu chỉnh máy (dây chuyền) ở chế độ hiệu chỉnh khi các thiết bị liên động bảo vệ bị ngắt, nhưng trong trường hợp này khoá liên động không được dùng để đóng mạch làm việc tự động của máy (dây chuyền) khi các liên động bảo vệ đóng lại.
- Khi ở một máy (dây chuyên) có một số bảng điều khiển thì phải có thiết bị khoá liên động để loại trừ khả năng đưa ra đồng thời các lệnh điều khiển không trùng hợp từ các bảng điều khiển khác nhau.
3.3.3 Hãm ngược cần phải thực hiện như sau:
Khi dùng chế độ hãm ngược phải có biện pháp bảo vệ chống quay ngược, nếu có nguy hiểm cho người thao tác máy.
3.3.4 Đối với hệ truyền động điện dùng động cơ điện một chiều. Khi cần thiết phải trang bị thiết bị bảo vệ chống hiện tượng động cơ quay ở tốc độ không cho phép.
3.4 Đóng chu trình làm việc tự động.
Chỉ được phép đóng chu trình, hoặc bắt đầu thao tác khi đã thực hiện các biện pháp an toàn cho người thao tác máy, mày hoặc chi tiết, và tất cả các thiết bị phụ đều hoạt động.
Trong chu trình làm việc, trình tự thao tác đúng đắn, phải đạt được nhờ có liên động tương ứng. Nếu cần thiết để lắp ráp và hiệu chỉnh, máy có thể được trang bị các thiết bị có khả năng cho ta các trình tự thao tác khác, song khi đó, cũng như trên đây, các khoá liên động an toàn tương ứng phải tác động để bảo đảm an toàn cho người thao tác máy.
3.4.1 Điều khiển bằng hai tay phải được thực hiện như sau:
- Nếu điều khiển bằng cách ấn đồng thời hai tay vào hai nút ấn để đóng chuyển động cho các bộ phận của máy thì các nút ấn phải được bố trí sao cho người vận hành phải dùng cả hai tay mới ấn đồng thời vào chúng được và chỉ khi ấn đồng thời vào hai nút ấn mới có khả năng khởi động máy.
- Khoảng cách bố trí giữa các nút ấn từ 300 đến 600mm.
- Nút hình nấm để khởi động chu trình làm việc không được là màu đỏ.
3.4.2 Phải có khả năng không lặp lai chu trình trong tất cả các thiết bị.
Hệ thống điều khiển của các máy nửa tự động, máy tự động và dây chuyển tự động phải loại trừ được khả năng lặp lại một cách tự phát và không định

77
trước. Việc lặp lại chu trình chỉ được xảy ra khi lặp lại các thao tác vào các cơ cấu điều khiển khởi động của máy.
3.5 Ngắt
Ngắt mạch điều khiển phải thực hiện bằng các tiếp điểm thường kín của thiết bị ngắt. Chức năng đóng luôn luôn phải được thực hiện bằng các tác động vào các tiếp điểm thường hở.
3.5.1 Bảo vệ chống chạy vượt quá phải thoả mẫn các yêu cầu sau:
- Nếu sử dụng các công tác hành trình để giới hạn vị trí tận cùng của các bộ phận chuyển động của máy và nếu các bộ phận này chạy vượt quá có thể gây ra tai nạn đối với người thao tác máy, máy hoặc chi tiết, thì phải đặt một công tắc hành trình thứ hai để dừng máy. Sự dừng máy này phải thoả mãn các yêu cầu của mục 1.3.2.
- Những thiết bị làm việc với chức năng thời gian không được dùng để giới hạn chuyển dịch các bộ phận của máy.
4. Lắp ráp thiết bị điều khiển
4.1 Các mức bảo vệ
Tủ điện, bảng điều khiển, các hộp chứa thiết bị điện phải có các mức bảo vệ không thấp hơn các mức sau:
- IP54. Đối với các thiết bị điện có mức bảo vệ IP00 và không yêu cầu làm nguội bổ sung.
- IP44. Đối với các thiết bị điện có mức bảo vệ và yêu cầu như trên nhưng trong những trường hợp có đầy đủ căn cứ cho phép.
- IP33. Đối với các thiết bị điện có mức bảo vệ bất kỳ và có đủ lưới để làm nguội.
- IP22. Đối với các thiết bị điện có mức bảo vệ bất kỳ nhưng đòi hỏi có làm nguội nhân tạo.
- IP23. Đối với các thiết bị điện có mức bảo vệ bất kỳ nhưng toả nhiệt với khối lượng lớn đòi hỏi phải làm nguội nhân tạo tăng cường.
- Mức bảo vệ của các thiết bị điều khiển dặt ngoài tủ, hộp, v.v… không được nhỏ.
- Mức bảo vệ của động cơ điện đặt ngoài các hộp phải thoả mãn các yêu cầu của mục 7.1.
- Tủ điện, hộp điện, bảng điều khiển có kết cấu theo mức bảo vệ IP22 và IP23 phải có các bộ lọc trên các tấm lưới và lỗ thông gió để ngăn ngừa bụi lọt vào.
- Vật liệu dùng để làm kín tủ điện, bảng điểu khiển, hộp điện v.v… phải bền vững dưới tác dụng của môi trường xung quanh, thí dụ như chất lỏng bôi trơn, làm nguội, dầu, mỡ, dung dịch điện phân (trong các máy điện hoá), cũng như các dung dịch ăn mòn khác.
4.2. Độ mở của cánh cửa

78
Cánh cửa của tủ điện, hộp điện có chứa thiết bị điện, nên lắp đứng bằng bản lề và không được rộng hơn 900mm. Góc mở của cánh cửa không được nhỏ hơn 950.
4.3. Các phần tử cơ khí.
Các phần tử cơ khí thường hay tiếp xúc trong khi làm việc bình thường và các phần tử chuyển động (thí dụ như trục quay) không được đặt trong các hộp có chứa thiết bị điện.
5. Thiết bị điều khiển, đèn tín hiệu
5.1. Thiết bị điều khiển
5.1.1. Thiết bị điều khiển có ổ, phích cắm phải thoả mãn các yêu cầu sau:
- Nếu các phần tử điều khiển được nối bằng ổ phích cắm, thì sự tương ứng giữa các phần của chúng phải được xác định bằng các dấu hiệu và kết cấu giống nhau hoặc cùng loại hay cùng kí hiệu để loại trừ sự nối nhầm.
- Ổ phích cắm dùng trong các thiết bị điều khiển cũng phải thoả mãn những yêu cầu quy định ở mục 1.4.2 và 1.4.3.
5.1.2. Đối với các cảm biến áp lực và cảm biến nhiệt trong hệ thống trang thiết bị điện phải dùng các tiếp tác động tức thời.
5.2. Thiết bị điều khiển bằng tay.
5.2.1. Nghiêm cấm thiết kế và bố trí các cơ cấu truyền động có thể gây ra nguy hiểm khi chúng bị tác động ngẫu nhiên.
5.2.2. Các nút ấn điều khiển.
5.2.2.1. Nút tác động của các nút ấn điều khiển dùng để đóng mạch, trừ nút ấn điều khiển bằng hai tay, không được nhô lên khỏi vành chính diện xung quanh nó hoặc tấm lắp nút ấn (bảng điều khiển, pa nen). Nút ấn ngắt (dừng) có thể nhô cao hơn.
5.2.2.2. Khoảng cách giữa các nút ấn điều khiển phải thoả mãn mọi yêu cầu theo các tiêu chuẩn hiện hành.
5.2.2.3. Tuỳ theo chức năng của các nút ấn điều khiển, sử dụng trong máy mà các nút tác động của nó phải có mầu như chỉ dẫn trong bảng 5.
5.2.2.4. Kí hiệu của nút ấn phải thoả mãn các yêu cầu sau:
Bảng 5
Mầu Chức năng Ví dụ ứng dụng
Đỏ Dừng
Dừng sự cố
-Ngắt một hoặc một số động cơ -Dừng một số bộ phận chuyển động của máy -Ngắt mâm cặp điện từ. -Dừng chu trình(nếu người thao tác máy ấn nút trong quá trình làm việc của chu trình máy sẽ dừng sau khi kết thúc chu trình) -Dừng chung

79
Vàng Khởi động hoặc đảo chiều chuyển động không được dừng ở chu trình làm việc bình thường(chỉ dừng khi chu trình làm việc bị phá vỡ) hoặc đóng cấp tốc cơ cấu phòng ngừa trạng thái sự cố
- Phục hồi cơ cấu máy về vị trí xuất phát trong trường hợp chu kì làm việc chưa kết thúc - Tác động lên các nút điều khiển màu vàng sẽ loại trừ hoạt động nào đó đã được ấn định từ trước
Xanh lá cây
Khởi đông (chuẩn bị ) - Đưa điện áp vào mạch điều khiển - Khởi động một hay một số động cơ cho các nguyên công phụ - Khởi động các phần tử của máy - Đóng mâm cặp diện từ.
Đen Khởi động (làm việc) - Đóng chu trình làm việc hoặc các nguyên công riêng - Chế độ hiệu chỉnh
Trắng hoặc xanh da trời
Những thoa tác chưa được quy định với các màu kể trên
- Đóng các nguyên công phụ không trực tiếp phục vụ điều khiển trực tiếp chu trình . - Phục hồi các rơ le bảo vệ nếu nút ấn này cũng dừng để ngắt, thì nó phải có mầu đỏ.
Bảng 6. Mầu các đèn hiệu
Mầu Chức năng Ví dụ ứng dụng
1 2 3
Đỏ Trạng thái làm việc không bình thường, yêu cầu
người thao tác máy phải can thiệp ngay (xem ghi
chú 1.2)
-Báo hiệu cần ngắt máy ngay (ví dụ trong trường hợp quá tải) - Báo hiệu máy bị dừng do các thiết bị bảo vệ tác động (thí dụ quá tải chạy vượt quá hoặc các lỗi khác.
Vàng
(Hổ phách )
Chú ý hoặc phong ngừa (xem ghi chú 1)
- Thông số nào đó (dòng điện nhiệt độ) đang tiến tới giá trị giới hạn cho phép - Máy đang làm việc ở chế độ tự động
Xanh lá cây
Máy đã sẵn sàng - Máy đã sẵn sàng làm việc : Tất cả các hoạt động chuẩn bị cần thiết đã được thực hiện , các cơ cấu của máy đã nằm ở vị trí xuất phát , áp suất thuỷ lực hoặc điện áp đầu ra của máy phát động cơ đã nằm trong giới hạn cần thiết

80
v.v…
- Chu kì làm việc đã kết thúc, và máy đã sẵn sàng lặp lại .
Trăng (không mầu)
Mạch đã có điện áp (xem ghi chú 2)
- Công tắc chính đang ở trạng thái đóng (xem ghi chú) - Đã chọn xong tốc độ và chiều quay
- Đã thực hiện các hoạt động phụ không phụ thuộc vào chu kì.
Xanh biếc
Các chức năng khác chưa được quy định với các
mầu kể trên
- Công tác chuyển mạch đang ở vị trí “ hiệu chỉnh “. - Cơ cầu của máy nằm ở vị trí suất phát.
- Cơ cấu máy đang chuyển đọng với tốc độ bò.
Chú thích:
1) Để báo hiệu “Trạng thái không bình thường, yêu cầu can thiệp ngay” hoặc “Chú ý”. Có thể dùng tín hiệu nhấp nháy với màu tương ứng và nếu cần, có thể dùng kết hợp với tín hiệu âm thanh.
2) Trạng thái đóng cửa công tắc chính có thể được báo hiệu bằng đèn hiệu màu đỏ, với điều kiện, đèn này ở trên bảng, tủ điều khiển, nơi có công tắc chính. Cho phép sử dụng cả hai màu: màu trắng (hoặc không màu) trên bảng và màu đỏ trên tủ điều khiển.
Trừ các kí hiệu đã chỉ ra ở mục 9.2 cần kí hiệu nút ấn “dừng ” bằng dấu hiệu “0” và nút ấn “Khởi động” băng dấu hiệu “I”. Các kí hiệu này ghi trực tiếp lên các nút ấn hoặc gần chúng.
5.2.2.5. Các nút ấn điều khiển có núm tác động hình nấm phải được dùng trong các trường hợp sau:
Ngắt sự cố ở chế độ làm việc tự động hoặc bằng tay.
- Cho phép dùng để đóng chu kì trong các trường hợp tác động đồng thời bằng hai tay lên hai nút ấn. Khi đó các núm tác động của nút ấn không được có màu đỏ.
5.3. Đèn hiệu
Màu của các đèn hiệu dùng trong các máy cắt kim loại để báo hiệu các chế độ làm việc được chọn theo bảng 6.
5.4. Nút ấn có đèn hiệu.
5.4.1. Phần chung
Màu của nút ấn tự phục hồi có đèn hiệu phải như nhau khi đèn sáng hoặc tắt và phải phù hợp với quy định ở bảng 7. Trong trường hợp ở bảng 7 chưa quy định thì phải dựa vào các chỉ dẫn trong bảng 5 và 6.
Khi không có khả năng thực hiện các yêu cầu trên, cần dùng nút ấn điều khiển và đèn hiệu riêng rẽ.
5.4.2. Phương pháp sử dụng

81
Các nút ấn có đèn hiệu có thể được dùng trong các trường hợp sau:
a) Báo hiệu:
Nút ấn có đèn hiệu ở trạng thái sáng báo hiệu rằng có thể và phải ấn lên nó (trong một số trường hợp) hoặc phải thực hiện một số thao tác nhất định trước khi ấn lên nó.
- Sau khi thực hiện xong lệnh do nút ấn đó phát ra thì đèn hiệu của nó phải tắt.
- Chỉ được dùng màu đỏ, vàng, xanh và xanh lá cây vào mục đích này.
- Để thu hút sự chú ý của người làm việc, ví dụ như có sự cố, có thể dùng tín hiệu nhấp nháy màu vàng hoặc màu đỏ. Khi dùng như vậy có thể chuyển tín hiệu nhấp nháy thành tín hiệu liên tục bằng cách ấn vào nút ấn.
- Nút ấn chỉ được dùng khi thoả mãn các yêu cầu theo mục 5.2.2.1. tín hiệu liên tục phải được tồn tại cho đến khi kết thúc trạng thái sự cố.
b) Xác nhận:
Tác động lên nút ấn có đèn hiệu lúc đèn tắt làm cho nó sáng lên, điều đó xác nhận rằng, lệch điều khiển đã được tiếp nhận và thực hiện. Nút ấn sáng cho đến khi có lệch điều khiển có tác dụng ngược lại với lệch điều khiển nói trên. Chỉ được dùng màu trắng (hoặc đèn không màu) cho mục đích này.
5.4.3. Màu của các nút ấn có đèn hiệu dùng để điều khiển và báo hiệu về trạng thái của máy chọn theo bảng 7.
6. Lắp ráp dây dẫn
6.1. Lắp ráp dây dẫn đối với các mạch khác nhau
- Nếu các dây dẫn lắp đặt cạnh nhau và được đặt vào cùng một ống bảo vệ, máng hoặc hình thành dưới dạng cáp nhiều ruột và được nối với các điện áp khác nhau thì phải nhăn cách giữa chúng bằng vách, màng ngăn có điện phù hợp, hoặc phải chọn loại dây dẫn, cáp điện có cách điện lớn nhất tương ứng với điện áp cao nhất nối với các dây dẫn này. Các mạch có điện áp không an toàn (ví dụ mạch chiếu sáng) được cung cấp nguồn.
Bảng 7. Mầu nút ấn phát sáng
Mầu và chức năng
của nó
Dạng tín hiệu phát ra từ nút ấn có đèn hiệu
Chức năng của các nút ấn
Ví dụ ứng dụng và ghi chú
Đỏ ”chỉ dẫn‘
Xem ghi chú 1 - Sự sai lệch (xem ghi chú 2) và các trường hợp khác. - Phục hồi (chỉ dùng nếu nút ấn này cũng dùng để chỉ sự sai lệch
Vàng (Hổ phách )
Phòng ngừa lưu ý
- Khởi động các thao tác để phòng ngừa các trạng thái nguy hiểm
Thông số này hoặc thông số khác (dòng điện hoặc nhiệt độ) tiến tới giá trị

82
“chỉ dẫn”
giới hạn cho phép . Ấn vào nút ấn mầu vàng sẽ loại trừ tác động thực hiện chức năng nào đó đã được ấn định từ trước
Xanh lá cây “Chỉ dẫn “
Máy hoặc bộ phân của nó đã sẵn sàng làm
việc
- Khởi động bằng cách ấn nút có đèn hiệu
- Khởi động một hay một số động cơ cho các thoa tác phụ . - Khởi động một số phần của máy. - Cấp điên áp cho mâm cặp điện từ hoặc bàn cặp điện từ để kẹp chặt - Đúng chu trình hoặc thao tác
Xanh biếc “chỉ dẫn”
Tín hiệu bất kì nào khác mà
chưa được quy định với mầu trắng và các mầu kể trên
- Chức năng bất kì nào khác mà chưa được quy định với mầu trắng và các mầu kể trên
- Báo hiệu hoặc lệnh cho người thao tác thực hiện các thao tác nhất định . - (Ví dụ: Hiệu chỉnh sau khi thực hiện thao tác này, cần ấn vào nút ấn để xác nhận thao tác
Mầu trắng (không mầu) “xác nhận”
Tín hiệu liên tục thông báo mạch có điện hoặc chức năng hay chuyển động nào đó đã chọn hoặc bắt đầu
- Đóng mạch khởi động hoặc chuyển mạch
- Cấp điện ch chức năng phụ khi chức năng này không trực tiếp thuộc vào chu trình. - Khởi động hoặc chuyển mạch.
- Chiều, tốc độ chuyển động tiến dao.
Chú thích:
1. Không nên dùng các nút ấn có đèn hiệu màu đỏ, nhưng nếu phải dùng thì chức năng của nó phải phù hợp với mục 5.2.2.
2. Không được dùng nút ấn có đèn hiệu làm nút ấn “dừng sự cố” không qua công tắc đầu vào, phải được đặt cách xa dây dẫn nối với công tắc đầu vào.
- Không cho phép dùng thân máy, các chi tiết của máy làm dây dẫn điện, trừ trường hợp khi dây dẫn dầu ra của một phần tử thiết bị điện được nối với vỏ của nó và điện áp không lớn hơn 42 von (ví dụ li hợp điện từ, tiếp điểm điện áp thấp).
6.2. Màu dây dẫn
6.2.1. Màu của dây không và dây bảo vệ phải thoả mãn các yêu cầu sau:
- Tất cả các dây bảo vệ có cách điện phải có hai màu xanh lá cây và vàng. Các dây dẫn không có cách điện hoặc các thanh dẫn dùng làm dây bảo vệ phải

83
được kí hiệu bằng cách sơn các vạch xanh - vàng xen kẽ nhau. Các vạch sơn này không được nhỏ hơn 30mm.
- Màu xanh lá cây - vàng chỉ được dùng để kí hiệu dây bảo vệ, không được phép dùng vào các mục đích khác.
- Khi dùng dây cách điện một ruột phải đánh dấu màu xanh lá cây - vàng dọc theo chiều dài dây.
- Khi dùng dây dẫn cách điện nhiều ruột và dây cáp với tổng số ruột không lớn hơn 5 thì dây bảo vệ cũng phải đánh dấu màu xanh lá cây - vàng trên suốt chiều dài dây. Điều này cũng cần áp dụng cho cáp điện có trên 5 ruột.
- Cho phép dùng cáp điện nhiều ruột, kể cả cáp có đánh số thứ tự các ruột với dây bảo vệ có đánh dấu hai màu xanh lá cây - vàng ở hai đầu của dây cáp.
- Dây không có mạch động lực (nếu không dùng trong mạch bảo vệ) và dây dẫn điểm giữa (trong mạch điện một chiều) nên có màu xanh da trời. Nếu trong mạch động lực có dây không hoặc dây nối trung điểm (dây nối điểm giữa), thì không được sử dụng màu xanh da trời để kí hiệu cho các dây dẫn khác.
6.2.2. Để kí hiệu một cách chắc chắn các dây dẫn một ruột, màu vật liệu cách điện của nó nên thực hiện như sau:
- Mạch điều khiển dòng xoay chiều – màu đỏ (màu nên dùng).
- Mạch động lực dòng xoay chiều hoặc một chiều – màu đen (màu bắt buộc).
- Mạch điều khiển một chiều – xanh biếc (màu nên dùng).
- Đầu các dây dẫn và các tiếp điểm mà các dây dẫn nối vào phải có nhãn hiệu làm bằng vật liệu phi kim loại, và được ghi bền chắc các kí hiệu dây dẫn, tiếp điểm phù hợp với các kí hiệu trên sơ đồ điện.
6.3. Lắp ráp dây dẫn ngoài tủ, hốc và hộp điều khiển.
Trong các máy công cụ với số lượng lớn các khí cụ, thiết bị điều khiển được nối với nhau bằng các mạch nối tiếp song song, thì nên nối các dây dẫn của mạch kiểm tra qua các cầu nối để tiện cho việc kiểm tra. Các cầu nối này nên để ở những vị trí thuận lợi dễ tiếp cận và phải được bảo vệ chống tiếp xúc ngẫu nhiên.
6.1. Nối các mạch động lực bằng các ổ, phích cắm.
- Kết cấu của các ổ phích cắm phải loại trừ được khả năng tiếp xúc các phần đấu điện ở trạng thái nối cũng như ở trạng thái ngắt.
- Ổ cắm phải được nối với nguồn điện.
- Kết cầu của ổ phích cắm phải loại trừ được khả năng tự tháo ngẫu nhiên giữa các phần của chúng.
- Ổ cắm phải có nắp bảo vệ các lỗ cắm khỏi bụi bẩn khi nó ở trạnh thái ngắt.
- Nếu trên máy có hai hoặc nhiều thiết bị, đồ gá, phụ tùng được nối với máy bằng các ổ phích cắm với các nguồn điện khác nhau thì phích cắm không cho phép cắm nhầm.
- Nếu các ổ cắm có dùng một điện áp, thì phải đánh dấu để dễ dàng nhận biết.

84
7. Động cơ điện.
7.1 Mức bảo vệ của động cơ.
- Mức bảo vệ của động cơ không được thấp hơn IP23.
- Chú ý phải sử dụng động cơ cấu trúc kín, có hoặc không có quạt làm mát.
7.2 Biển động cơ.
Nếu chiều quay của động cơ thay đổi làm hư hỏng máy hoặc gây ra tai nạn cho người thao tác máy thì trên động cơ hoặc trên máy, nơi gần động cơ, phải đóng biển có kí hiệu chỉ dẫn chiều quay của động cơ.
8. Chiếu sáng cục bộ của máy.
8.1 Yêu cầu chung.
- Các máy công cụ phải được trang bị đèn chiếu sáng cục bộ độc lập hoặc liền trong máy đẻ chiếu sáng các vùng gia công, Đèn chiếu sáng cục bộ độc lập phải thuận tiện cho việc lắp chắc chắn, cố định nguồn sáng chiếu vào vị trí yêu cầu. Cho phép không trang bị đèn chiếu sáng cục bộ trong các máy vạn năng khi có đầy đủ cơ sở kĩ thuật.
- Trên các máy đặc biệt, máy tổ hợp và các máy tham gia dây chuyền tự động không bắt buộc phải có đèn chiếu sáng cục bộ, song yêu cầu của khách hàng, trên những máy dây chuyền này phải lắp đặt (trong khoảng từ 3 đến 5 m) Những ở cắm với điện áp 36V để nối đèn chiếu sáng di động, cố đinh hoặc dụng cụ điện cầm tay.
8.2 Nguồn điện của đèn chiếu sáng cục bộ đến 110V phải được cung cấp qua máy biến áp trong đó cuộn dây sơ cấp và thứ cấp không được nối với nhau. Không được phép sử dụng biến áp tự ngẫu, điện trở phụ hoặc các bộ chia áp làm nguồn điện chiếu sáng. Đối với điện áp đến 36V, một trong các đầu ra của cuộn thứ cấp máy biến áp phải được nối đất.
- Các đèn chiếu sáng di động phải dùng điện áp an toàn không lớn hơn 36V (24V đối với các máy lắp đặt trong xưởng gia công kim loại, 12V đối với các máy lắp đặt ở xưởng luyện kim) và phải thoả mãn các yêu cầu khác theo mục 2.2.3. Nếu không thể sử dụng điện áp an toàn, thì các đèn chiếu sáng này phải được nối với mạch bảo vệ theo mục 2.2.1, Những đèn cố định hoặc có kết cấu liền trong máy có thể nối với nguồn điện không lơn hơn 250V. Cho phép dùng điện áp lưới, đối với lưới điện có bốn dây và không gây nguy hiểm cho người thao tác khi thay thế đèn. Khí đó cần phải thực hiện việc nối với mạch bảo vệ theo mục 2.2.1.
- Không cho phép lắp nối tiếp các đèn với nguồn điện, nhưng cho phép lắp nối tiếp với đèn các công tắc đóng, ngắt.
8.3 mạch bảo vệ chiếu sáng.
Các dây không nối đất trong mạch chiếu sáng cần được bảo vệ chống ngắn mạch với đất bằng cầu chì chảy hoặc công tắc tự động, Các khí cụ này không được dùng cho các mạch khác.
8.4 Các thiết bị chiếu sáng

85
- Đui đèn phải được chế tạo bằng vật liệu cách điện. Nếu điện áp nguồn không an toàn thì không cho phép lắp công tắc tự đóng, ngắt trên đui đèn hoặc nối trên dây dẫn di động.
- Pha đèn phải được lắp cố định vào thân đèn, không được phép lắp trên đui đèn.
- Khi dùng điện lắp an toàn, công tắc tắc đèn phải được lắp trong mạch đầu ra không nối đất của nguồn điện.
- Thân đèn chiếu sáng bằng kim loại phải được nối với mạch bảo vệ.
- Nếu dùng ổ phích cắm để nối điện cho đèn chiếu sáng thì ổ phích cắm phải có tiếp điểm nối đất và kết cấu của nó phải loại trừ khả năng nối nhầm giữa các tiếp điểm.
8.5 Đèn huỳnh quang
nếu dùng đèn chiếu sáng huỳnh quang trên các máy thì phải áp dụng các biện pháp bảo vệ an toàn phù hợp chông hiệu ứng hoạt nghiệm phát sinh trên các bộ phận động của máy.
Co phép lắp đặt thiết bị đóng và ngắt trên đèn chiếu sáng cục bộ dùng bóng đèn huỳnh quang và điện áp đến 220V.
8.6 Đèn chiếu sáng trong tủ, hốc máy, bảng điều khiển.
Đèn chiếu sáng trong tủ, hốc máy , bảng điều khiển, nơi chứa các thiết bị phải được nối trước công tắc vào chính, và phải có công tắc đặc biệt. Ở công tắc đầu vào chính, phải có biển ghi chú hoặc biển ký hiệu phòng ngừa. Nếu đóng, ngắt đèn chiếu sáng có liên quan đến việc đống mở các cánh cửa, nên dùng động bằng các công tắc hành trình và phải bảo vệ chống tiếp xúc ngẫu nhiên vào các tiếp điểm của nó.
9. Các kí hiệu về điện trên máy
9.1 Kí hiệu các hốc và tủ điện
9.1.1 Tủ và hốc chứa các thiết bị điện nhưng không được chỉ bảo rõ ràng thì phải ghi kí hiệu phòng ngừa màu đỏ, hình tia chớp.
9.2 Kí hiệu các phần tử, dây dẫn và cốt nối
Các phần tử của thiết bị điện, dây dẫn và các cầu nối dây phải được đánh dấu một vách bền lâu lên chúng hoặc bên cạnh chúng những kí hiệu tương ứng với sơ đồ điện. Vật liệu để kí hiệu sây dẫn phải là vật liệu phi kim loại.
Khi lắp đặt động cơ điện hoặc thiết bị điện riêng nào đó bên trong thân máy hoặc ở phần khác ngoài máy, thì cũng phải lắp biển hoặc ghi kí hiệu của nó theo sơ đồ ở vùng đặt các thiết bị đó.
9.3 Kí hiệu các cơ cấu tác động
Các phần tử điều khiển bằng tay (nút ấn, công tắc chuyển mạch v.v…) phải có nhẫn hiệu chắc chắn rõ ràng.
10 Phương pháp thử
10.1 Biên bản kiểm nghiệm
Nhà chế tạo phải cấp tài liệu kem theo xác nhận về kết quả.

86
+ Thử nghiệm mẫu máy theo tất cả các điều quy định trong tiêu chuẩn nay.
+ Thử nghiệm xuất xưởng của từng máy theo các mục 10.2 đến 10.4.
10.2 Thử nghiệm điện trở cách điện
điện trở cách điện của các dây dẫn mạch động lực, mạch điều khiển đó với đất và giữa chúng với nhau, không được nhỏ hơn 1MΩ và nó phải được đo bằng mêgômmét với điện áp một chiều 500 đến 1000 vôn. Nếu mạch điều khiển không được cung cấp nguồn trực tiếp từ mạch động lực, phải tiến hành đo riêng;
- Giữa các dây mạch điều khiển và đất.
- Giữa các dây mạch điều khiển và dây mạch động lực.
- Giữa các dây mạch động lực và đất.
Các phần tử của thiết bị điện có thể bị hư hỏng do điện áp thử nghiệm, xuất hiện trên các tiếp điểm, cốt nối, vì vậy trước khi thử nghiệm, các tiếp điểm cốt nối này phải được nối ngắn mạch. Đây cũng là yêu cầu đối với mục 10.3.
10.3 Thử nghiệm đánh thủng
Tất cả các thiết bị điện của mỗi máy công cụ phải được thẻ nghiệm đánh thủng bằng điện áp cao tương ứng tần số công nghiệp trong thời gian một phút. Khi thử nghiệm, các dây dẫn mạch động lực và các dây dẫn mạch điều khiển nối trực tiếp với mạch động lực phải được nối với nhau, còn điện áp được đặt giữa các dây đó và bệ máy nối đất.
Điện áp thử nghiệm phải bằng 85% điện áp điện áp nhỏ nhất, mà nhà chế tạo đã dùng để thử nghiệm các thiết bị đó trước khi lắp vào máy, nhưng không được nhỏ hơn 1500V.
Điện áp thử nghiệm phải được cung cấp từ biến áp có công suất không nhỏ hơn 500VA. Các thiết bị điện không định để thử với điện áp cao (chỉnh lưu, tụ điện, thiết bị điện tử, bán dẫn, các thiết bị tự động và liên lạc v.v…) nhưng nằm trong mạch thử nghiệm thì phải ngắt ra trước khi thử.
Khi thử nghiệm; các tụ điện nối giữa các phần có điện áp khi làm việc bình thường và đất không được tháo ra và phải chịu được thử nghiệm này. Các phần tử của thiết bị và các mạch điện nối với nó, làm việc với điện áp dưới 110V (mạch điều khiển, tiếp điểm thấp áp, thiết bị tự động và liên lạc, li hợp từ, mạch tín hiệu và chiếu sáng cục bộ, mạch liên lạc ở máy có điều khiển chương trình số v.v…) không phải chịu thử nghiệm bằng điện áp cao, tần số công nghiệp.
Cho phép thử nghiệm từng cụm riêng biệt đối với những máy (dây chuyền) không có khả năng thử nghiệm tổng thể các thiết bị điện sau khi lắp ráp (ví dụ đo kích thước máy, dây chuyền quá lớn).
11. Thuận ngữ và định nghĩa
11.1. Thiết bị điều khiển
Là một tổ hợp bào gồm các phần tử điều khiển, đo lường, điều chỉnh cùng với các thiết bị có liên quan với chúng và được bổ sung hoàn chỉnh bằng các liên kết cơ điện bên trong, các kết cấu chịu lực và các vỏ bao che.
11.2. Tủ điều khiển

87
Là vỏ bảo vệ các khí cụ điện. Nó được lắp đặt rời hoặc trên máy.
11.3. Hốc.
Một vị trí trong máy hoặc trong tủ điều khiển được bao kín mọi phía, nhưng phải có cửa để lắp ráp, quan sát hoặc thông gió cho các thiết bị điện bên trong.
11.4. Kênh
Rãnh, máng, ống v.v… chỉ dùng để chứa và bảo vệ dây dẫn.
11.5. Ống dẫn
Những kênh được chế tạo dưới dạng ống có thành cứng hoặc mềm bằng vật liệu kim loại hoặc phi kim loại.
11.6. Phần dẫn dòng
Dây dẫn bất kì hoặc phần dẫn dòng, mà trong điều kiện làm việc bình thường có điện áp. Dây không và các phần dẫn dòng được nối với phần có dòng cũng được coi là phần có điện áp.
11.7. Những phần dẫn dòng không có điện áp trong thời gian làm việc bình thường của máy (thân máy).
Những phần dẫn dòng, không có điện áp trong điều kiện làm việc bình thường nhưng có khả năng có điện áp trong trường hợp sự cố.
11.8. Mạch động lực. Những mạch động lực để phân phối điện năng từ nguồn điện đến các thiết bị trực tiếp thực hiện các thao tác công nghệ.
11.9. Mạch điều khiển
Những mạch dùng để điều khiển hoạt động của máy và bảo vệ mạch động lực.
11.10. Khí cụ chuyển mạch
Những khí cụ dùng để đóng hoặc ngắt một hoặc nhiều mạch.
11.11. Khí cụ điều khiển
Khí cụ trong mạch điều khiển được dùng để điều khiển máy (ví dụ cảm biến vị trí, khí cụ điều khiển tay, van điện từ v.v… ).
11.12. Cơ cấu dẫn động của thiết bị (cơ cấu, khí cụ) điều khiển tay.
Những cụm của hệ thống dẫn động mà các ngoại lực tác động vào nó. Cơ cấu tác động có thể có dạng như cần điều khiển, các nút ấn, con đẩy v.v…
11.13. Hành lang bảo quản và bảo dưỡng
Khu vực mà công nhân dùng khi bảo dưỡng thiết bị điện, kiểm tra dự phòng và lắp ráp.
11.14 Các dạng cách điện
11.14.1 Cách điện làm việc.
Cách điện cần thiết để đảm bảo cho thiết bị làm việc bình thường và để bảo vệ chủ yếu chống điện giật.
11.14.2. Cách điện bổ sung.

88
Cách điện độc lập bổ sung cho cách điện làm việc để bảo vệ chống điện giật khi cách điện làm việc bị hư hỏng.
11.14.3 Cách điện kép.
Cách điện kết hợp cả cách điện làm việc và cách điện bổ sung.
11.14.4 Cách điện tăng cường.
Cách điện làm việc được cải tiến với các tính chất cơ điện bảo đảm mức bảo vệ chống điện giật như cách điện kép.
11.15. Dây bảo vệ.
Dây dẫn không dẫn dòng làm việc mà chỉ được dùng để bảo vệ chống điện giật.

89
TIÊU CHUẨN VIỆT NAM TCVN 4163 : 1985
Nhóm E
Máy điện cầm tay – Yêu cầu an toàn Electric hand tools – General safety requirements
Tiêu chuẩn này áp dụng cho các máy điện cầm tay trong sản xuất và trong sinh hoạt (viết tắt là máy).
Tiêu chuẩn này quy định các yêu cầu an toàn đối với kết cấu máy, nguyên tắc giao nhận, phương pháp thử, ghi nhãn hiệu và quy tắc vận hành an toàn máy điện cầm tay.
Tiêu chuẩn này không áp dụng cho các máy kiểu chống nổ và chống hoá chất ăn mòn hoặc các máy sử dụng trong các phương tiện giao thông vận tải.
1. Cấp bảo vệ, kiểu máy và các thông số cơ bản.
1.1. Phải chế tạo các máy theo các cấp bảo vệ sau:
Cấp I: gồm các máy có cực bảo vệ để nối đất hay nối không ở phích cắm điện; các chi tiết có điện áp đều có cách điện. Các máy cấp I có thể là loại mà các chi tiết có điện áp đều có cách điện làm việc; một số chi tiết có cách điện kép và cách điện tăng cường.
Cấp II: gồm các máy không có bộ phận để nối tới dây bảo vệ.
Tất cả các chi tiết có điện áp của máy đều có cách điện kép hoặc ccsh điện tăng cường.
Cấp III: Gồm các máy có điện áp danh định không quá 42V, toàn bộ mạch ngoài và trong của máy đều không có điện áp khác. Máy phải dùng điện ở một nguồn riêng hoặc dùng điện của biến áp cách ly hoặc bộ đổi điện có điện áp không tải, không vượt quá 50V, mạch thứ cấp không nối đất hoặc nối không.
Chú thích: Không cho phép chế tạo máy cấp một để bán cho nhân dân dùng trong sinh hoạt.
1.2. Điện áp danh định của các máy cấp I và II không được vượt quá:
220V đối với máy điện một chiều.
380V đối với máy điên xoay chiều.
Hiệu điện thế giữa đất và dây bất kì của lưới hoặc nguồn cấp điện cho các máy cấp I và II không được lớn hơn 220V.
1.3 Các máy phải được chế tạo để làm việc ở một trong những chế độ danh định sau:
- Dài hạn;

90
- Ngắn hạn;
- Ngắn hạn lặp lại;
1.4 Các máy phải được chế tạo phù hợp với một trong những cấp bảo vệ chống nước sau:
- Không bảo vệ.
- Chống tia phun.
- Không ngấm nước.
1.5 Các máy phải làm việc được trong điều kiện:
- Sai lệch điên áp của lưới điện bằng ± 10% trị số điện áp danh định;
- Sai lệch tần số của lưới điện bằng ± 5% trị số điện áp danh định.
1.6 Các thông số danh định của máy được quy định khi máy làm việc ở nhiệt độ môi trường là 25± 5oC.
2. Yêu cầu về kết cấu máy.
2.1 Phải chế tạo máy cho phù hợp với các yêu cầu ở trong tiêu chuẩn này và các tiêu chuẩn, tài liệu kĩ thuật của từng loại máy: Kết cấu của máy phải đáp ứng yêu cầu về Ecgônômi để có thể sử dụng máy thuận tiện, phù hợp với tâm sinh lý và điều kiện lao động của người sử dụng.
2.2 Bảo vệ tránh người chạm phải các chi tiết có điện áp.
2.2.1 Các máy phải có bảo vệ để người không chạm phải các chi tiết có điện áp một cách ngẫu nhiên.
2.2.2 Máy cấp hai phải có bảo vệ tránh người chạm phải các chi tiết chỉ cách li với các phần có điện áp bởi cách điện công tắc.
2.2.3 Các lớp cách điện bằng sơn, emay, giấy, sợi vải hoặc các vật liệu tương tự không được tính là lớp bảo vệ để người không thể chạm phải các chi tiết có điện áp.
2.2.4 Bộ phận bảo vệ để người không chạm phải các chi tiết có điện áp phải chắc chắn và không thể tháo được nếu không dùng dụng cụ .
2.2.5 Trục của các bộ phân điện khiển (các tay gạt, cần kéo) không được có điện áp.
2.2.6 Trục mềm của các máy cấp I phải cách điện với trục của động cơ điện.
Bộ phận cách điện phải thoả mãn các yêu cầu quy định cho cách điện phụ.
2.2.7 Điện áp trên các cực của phích cắm do các tụ phóng điện gây ra không được lớn hơn 34V.
2.2.8. Trong các máy cấp II không được nối tụ điện vào các chi tiết bằng kim loại mà người có thể trạm tới được. Vỏ các tụ (nếu bằng kim loại) phải có cách điện phụ để cách li với các chi tiết bằng kim loại mà người có thể chạm tới được.
2.3. Các động cơ trong máy phải khởi động được ở điện áp từ 0,85 đến 1,1 giá trị danh định.

91
Các máy tự động cắt khởi động kiểu li tâm và các kiểu khác phải làm việc một cách chắc chắn, tiếp điểm không bị rung.
2.4. Công suất và dòng điện tiêu thụ.
2.4.1. Công suất tiêu thụ của các máy trong điều kiện điện áp danh định và tải danh định, không được vượt quá công suất danh định.
30% đối với các máy có công suất danh định tới 150W
45W đối với máy có công suất danh định từ 150 300W
15% đối với máy có công suất danh định trên 300W
2.4.2. Khi điện áp bằng điện áp danh định, dòng điện tiêu thụ của máy không được vượt quá dòng điện danh định của máy 15%.
2.5. Độ tăng nhiệt của từng bộ phận của máy không được vượt quá các trị số cho trong bảng 1.
Bảng 1
Bộ phận Độ tăng nhiệt (0C )
Cuộn dây có cách điện làm bằng vật liệu thuộc cấp chịu nhiệt:
Cấp A
Cấp E
Cấp B
Cấp F
Lõi sắt và các chi tiết tiếp xúc với các cuộn dây:
Cổ góp điện
Các chi tiết phía ngoài máy mà người thường xuyên tiếp xúc làm từ các vật liệu:
Kim loại
Sứ, thuỷ tinh hoặc tương tự
Chất dẻo, cao su, gỗ…
Các chi tiết phía ngoài máy, người sử dụng tiếp xúc trong tời gian ngắn (thí dụ núm của máy cắt) và làm từ các vật liệu:
Kim loại
Sứ , thủy tinh hoặc các vật liệu tương tự
Chất dẻo, cao su, gỗ
Các chi tiết có tiếp xúc với dầu khi nhiệt độ bốc cháy của dầu là T0C
65
80
90
105
Như đối với các cuộndây
100
30
40
50
35
45
60
(T – 50 )
Chú thích: Nếu máy chịu được thử nghiệm thêm theo điều 4.3.4b thì cho phép các cuộn dây hoặc lõi sắt nằm sát các cuộn dây có độ tăng nhiệt lớn hơn các giá trị quy định trên.
Các cuộn dây có cách điện làm bằng những vật liệu không quy định rõ giới hạn tăng nhiệt cũng phải thử theo điều 4.3.4b.

92
2.6. Dòng điện rò
2.6.1. Dòng điện rò từ bất kì cực nào của nguồn cấp điện cho máy , đến các phần kim loại của máy mà người có thể chạm tới được hoặc đến lá kim loại mỏng ép trên chi tiết cách điện mà người có thể chạm tới được, không được lớn hơn:
0.75mA đối với các máy cấp I.
0,5mA đối với các máy cấp II và III.
2.6.2. Trong các máy cấp II, đối với các chi tiết kim loại mà người không chạm tới được nhưng chỉ cách các phần có điện áp bởi cách điện làm việc thì dòng điện rò từ bất kì cực nào của nguồn điện tới các chi tiết đó không được vượt quá 3,5mA.
2.7. Khả năng chống nước.
2.7.1 Kết cấu các máy kiểu chống tia phun không được để lọt vào máy dưới tác dụng của mưa nhân tạo có lượng mưa 3mm/phút, rơi từ độ cao 2m tính từ phần trên cùng của máy.
2.7.2. Kết cấu của các kiểu không ngấm nước không được cho nước lọt vào trong máy khi ngâm chúng trong nước sao cho phần trên cùng của máy chìm sâu 50mm so với mặt nước.
2.7.3. Kết cấu của máy có hộp chứa dầu không được để dầu lọt vào máy khi dầu trào ra khỏi hộp chứa.
2.7.4. Cách điện của các máy phải chịu được độ ẩm tương đối của không khí 95 3% khi nhiệt độ là 40 2oC.
2.8. Điện trở cách điện không được nhỏ hơn các giá trị nêu trong bảng 2 trong môi trường quy định ở điều 2.7.4.
Bảng 2
Vị trí cách điện Điện trở cách điện, MΩ
Giữa các phần có điện áp và vỏ máy
- Đối với cách điện làm việc
- Đối với cách điện tăng cường
Giữa các chi tiết có điện áp và các chi tiết bằng kim loại chỉ được cách li với các chi tiết có điện bởi cách điện làm việc ở các máy cấp II
Giữa các chi tiết bằng kim loại có cách điện phụ để cách điện với phần có điện áp, và vỏ các máy cấp II
2
7
2
5

93
2.9. Độ bền điện của cách điện phải thoả mãn các yêu cầu trong bảng 3.
Bảng 3
Điện áp thử (V) đối với các máy cấp
Nơi đặt điện áp thử
I II III
1 2 3 4
- Giữa các chi tiết có điện áp trái dấu - Giữa các chi tiết có điện áp và vỏ - Giữa vỏ và lá kim loại đặt áp vào mặt trong của
các tấm ngăn cách điện (theo điểm 2.14.4,2.14.6) - Giữa lõi dây dẫn phía trong máy và lá kim loại
quấn quanh cách điện làm việc của lõi dây - Giữa mặt trong và ngoài của các ống cách điện
hoặc các bộ phận tương tự của dây dẫn trong máy
- Giữa lõi dây dẫn trong máy và lá kim loại áp ở mặt ngoài các ống cố định để cách điện cho dây dẫn trong máy hoặc các chi tiết tương tự
- Giữa các chi tiết có điện và những chi tiết bằng kim loại khác mà người không chạm tới được
- Giữa các chi tiết bằng kim loại không chạm tới được và vỏ máy (cách điện tăng cường hoặc cách điện phụ)
- Giữa các chi tiết chạm tới được với lá kim loại quấn quanh cáp điện (dây dẫn) tại chỗ dẫn dây vào trong máy hoặc với que kim loại có cùng đường kính đặt thay cáp (dây dẫn) (cách điện của ống bảo vệ)
- Giữa các chi tiết có điện áp và các chi tiết chạm tới được và được cách ly bằng cách điện tăng cường.
1500 1500 1500
1500
1500
3000
1500
2500
1500
1500
2500
2500
4000
500 500
-
-
2.10. Yêu cầu về bảo vệ chống tai nạn điện.
2.10.1. Các máy phải chịu được thử làm việc không tải theo chu kì trong 48 giờ (nếu trong các tiêu chuẩn hoặc trong tài liệu kĩ thuật của riêng từng loại máy không có chỉ dẫn khác).
2.10.2. Các máy có bộ phận cắt khởi động tự động phải chịu được 10.000 lần khởi động.
2.11. Máy phải đảm bảo an toàn khi đảo chiều sai, khi điện áp tăng cao và khi các bộ phận điện tử bị hỏng.
2.11.1. Các máy và các bộ phận đảo chiều quay của động cơ không được hỏng hóc khi đảo chiều động cơ lúc đang làm việc (nếu kết cấu động cơ cho phép được đảo chiều quay).

94
2.11.2. Các máy có động cơ cổ góp không được hỏng hóc khi điện áp nguồn tăng đột ngột tới 1,3 lần điện áp danh định.
2.11.3. Ở các máy có bộ phận điện tử, khi bộ phận này bị hỏng thì tốc độ của dụng cụ làm việc trực tiếp không được vượt quá giá trị giới hạn ghi trong các tiêu chuẩn hoặc tài liệu kĩ thuật riêng của từng loại máy.
2.12. Bảo vệ đề phòng tai nạn cơ khí.
2.12.1. Kết cấu của máy phải đảm bảo để người không thể chạm vào các bộ phận chuyển động ở bên trong vỏ máy.
2.12.2. Các chi tiết chuyển động ở bên ngoài không được có mép sắc, nhọn. Những mép sắc nhọn phải được làm tù đi (trừ đầu của dụng cụ làm việc trực tiếp).
2.12.3. Trong tiêu chuẩn hoặc tài liệu kĩ thuật riêng của từng loại máy phải chỉ dẫn rõ sự cần thiết phải che chắn dụng cụ làm việc trực tiếp để đảm bảo an toàn.
2.12.4.Nếu trong các tiêu chuẩn hoặc tài liệu kĩ thuật riêng của từng loại máy không quy định khác thì kết cấu của các loại máy phải đảm bảo để không thể tháo bộ phận che chắn an toàn nếu không dùng dụng cụ tháo.
2.12.5.Nếu cần phải có bộ phận treo, giữ máy để làm việc thì trong tiêu chuẩn hoặc tài liệu kĩ thuật riêng của từng loại máy phải nêu rõ.
2.12.6 Các giá đỡ, bệ hoặc các bộ phận tương tự để giữ máy phải có kết cấu vững vàng, không bị đổ trong lúc thao tác hoặc giữ máy.
2.13. Các máy còn phải đảm bảo an toàn sau khi bị đập 3 lần lên các bộ phận phía ngoài của máy với động năng 1,0 ± 0,05Nm. Nếu đập lên nắp che bộ phận đỡ chổi than thì giảm động năng tới 0,5 ± 0,05Nm.
Máy phải đảm bảo an toàn sau 4 lần rơi từ độ cao 0,5m xuống một tấm thép (yêu cầu này không quy định đối với búa máy, máy đục lỗ có khối lượng lớn hơn 10kg, xà beng máy, máy mài băng, dũa đĩa và máy bào. Trong các tiêu chuẩn và tài liệu kĩ thuật riêng của từng loại máy có thể nêu thêm những hạn chế khác về thử va đập.
2.14. Các chi tiết kết cấu
2.14.1 Các vật liệu ngấm nước hoặc có cấu tạo sợi (amiăng, gỗ, vải, giấy …) dùng trong kết cấu máy phải được tẩm hoặc nhào với các hợp chất cách điện.
2.14.2 Đai chuyền không được xem là bộ phận cách điện (bất kì bằng vật liệu gì).
2.14.3 Các bộ phận dẫn và cách điện phải được bảo vệ chống dầu bôi trơn tác động vào - trừ các chi tiết cách điện của các cơ cấu truyền động, nhưng khi đó dầu, mỡ phải đảm bảo cách điện tốt .
2.14.4. Các máy cấp I phải có cấu tạo sao cho khi dây dẫn, ốc, vít, vòng đệm, lò xo bị hỏng hoặc bị rơi, các bộ phận của máy không bị dịch chuyển tới mức làm giảm khoảng cách rò điện và khe hở không khí tới 50% giá trị nên ở điều 2.21.
2.14.5. Các cấp máy II phải có cấu tạo sao cho khi dây dẫn, ốc, vít, vòng đệm, lò xo bị hỏng hoặc bị rơi, các bộ phận của máy không bị dịch chuyển làm khoảng cách rò điện trên bề mặt cách điện phụ hoặc cách điện tăng cường hoặc khe hở không khí giảm xuống dưới 4mm.

95
2.14.6. Các máy cấp II có vỏ kim loại phải có lớp vỏ cách điện phụ bên trong để bọc kín các chi tiết có điện áp.
2.14.7. Các chi tiết đóng vai trò cách điện phụ hay cách điện tăng cường ở các máy cấp II phải có kết cấu sao cho không thể làm việc được hoặc có thể phát hiện thấy thiếu các chi tiết cách điện đó khi quan sát máy từ bên ngoài.
2.14.8. Lớp vỏ ngăn cách điện ở các máy cấp II phải chế tạo sao cho chỉ có thể phá hỏng chúng mới gỡ vỏ được.
2.14.9. Chỉ sử dụng cách điện tăng khi không thể sử dụng cách điện kẹp được (thí dụ ở bộ phận cắt điện, giá đỡ chổi than, cuộn dây).
2.14.10. Khe hở lắp ráp lớn hơn 0,3mm ở cách điện phụ không được trùng với khe hở của cách điện làm việc; khe hở của cách điện tăng cường không để người có thể chạm trực tiếp vào các chi tiết có điện áp.
2.14.11. Cấu tạo của các chi tiết điều khiển, các máy cắt chuyển mạch hoặc các bộ phận hiệu chỉnh có đánh dấu rõ vị trí điều khiển phải loại trừ được khả năng lắp các chi tiết đó vào vị trí không phù hợp với vị trí quy định của máy cắt, chuyển mạch hoặc bộ phận điều chỉnh.
2.14.12. Kết cấu của máy phải đảm bảo không cho người chạm vào các chổi than nếu không dùng dụng cụ tháo lắp. Các nắp xoáy che giá đỡ chổi than phải được vặn hết vào.
2.14.13. Các nắm xoáy che giá đỡ chổi than mà người có thể chạm tới phải làm vật liệu cách điện hoặc phải che chắn chúng. Ở các máy cấp II, nắp của giá đỡ chổi than phải đáp ứng các yêu cầu quy định cho cách điện tăng cường, còn ở các máy cấp I và cấp III thì phải đáp ứng yêu cầu đối với cách điện phụ. Những nắp này không được nhỏ lên khỏi bề mặt của vỏ máy.
2.14.14. Các máy cắt phải được bố trí sao cho có thể cắt điện mà không làm giảm lực giữ máy. Yêu cầu này được coi là đã thoả mãn ở các máy cắt có bộ phận định vị cho vị trí cắt nếu chúng tự tác động cắt khi ấn tay vào cò (nẫy) hoặc các chi tiết khác.
Yêu cầu này không quy định cho các máy có trục mềm.
2.14.15. Phải bố trí các chi tiết điều khiển máy cắt, công tắc chuyển mạch, các bộ phận hiệu chỉnh … sao cho loại trừ được khả năng chúng bị chuyển dịch làm thay đổi chế độ làm việc của máy hoặc gây mở máy.
2.14.16. Các máy phải có bảo vệ chống các vật có đường kính lớn hơn 6mm rơi vào các lỗ thông gió ở những chỗ đặt các cuộn dây và các chi tiết có điện áp.
2.14.17. Các máy phải đảm bảo để nếu có thay các ốc ở phía ngoài bằng các ốc dài hơn thì cũng không làm giảm mức độ an toàn của máy.
2.14.18. Các máy khi làm việc phải cấp nước hoặc chất lỏng khác do dụng cụ làm việc trực tiếp thì phải chế tạo theo cấp III.
Cho phép chế tạo các máy đó theo cấp I hoặc II làm việc ở điện áp danh định đến 110V với điều kiện phải cấp điện cho chúng qua biến áp cách li.
Cho phép chế tạo các máy này theo cấp II ở điện áp 220V theo kiểu không ngấm nước và chống tia phun mà không dùng biến áp cách li.

96
2.14.19. Các chi tiết dập nhiều cao tần phải đặt bên trong máy hoặc đặt vào hộp gắn chặt với máy.
Cho phép đặt bộ phận phụ để chống nhiễu cao tần tại các phích cắm.
2.15. Các sản phẩm (chi tiết) đi kèm theo máy (gọi tắt là các chi tiết trọn bộ):
2.15.1. Các chi tiết trọn bộ phải có các thông số phù hợp với thông số, chế độ làm việc và điều kiện vận hành của máy.
2.15.2. Công suất của các bộ phận cắt điện hoặc các công tắc phải cắt được mạch điện khi rô to bị kẹt.
2.15.3. Không được lắp các bộ phận cắt (công tắc) có khe hở không khí giữa các tiếp điểm nhỏ hơn 3mm trên các máy cầm tay;
Cấm lắp đặt bộ phận cắt điện (công tắc) trên dây cáp cấp điện cho máy.
2.15.4. Cấu tạo của các bộ phận bảo vệ quá tải cho máy không được để bộ phận hiệu chỉnh bị dịch chuyển một cách ngẫu nhiên.
2.15.5. Các phích cắm của máy cấp III phải có kết cấu sao cho không thể cắm được vào các ổ cắm có điện áp lớn hơn 42V.
2.15.6. Các phích cắm dùng để nối các bộ phận riêng của máy với nhau phải có kết cấu sao cho không thể cắm nhầm chúng vào ổ cắm cấp điện cho máy.
2.15.7. Phích cắm của các máy sử dụng nguồn điện có tần lớn hơn 50Hz phải có kết cấu sao cho không thể cắm nhầm chúng vào ổ cắm lưới điện 50Hz.
2.16. Đặt dây dẫn bên trọng máy
2.16.1. Dây dẫn điện trong máy phải là dây đồng có cách điện.
2.16.2. Các rãnh để luồn dây phải nhẵn, không có mép sắc, gồ ghề…
Những lỗ để dây đi xuyên qua các chi tiết bằng kim loại phải có vòng (ống) đệm làm vật liệu cách điện, phải đặt dây sao cho chúng không thể chạm vào các bộ phận chuyển động.
2.16.3. Các máy cấp I và II phải loại trừ được khả năng làm việc của dây dẫn có thể chạm tới các phần kim loại mà người có thể chạm tới được.
Cho phép dùng ống cách điện để luồn dây bên trong máy nếu kết cấu của máy không thể làm hỏng ống khi sử dụng máy.
2.16.4. Dây dẫn có vạch (hoặc có đánh dấu) màu vàng xanh lá cây xen kẽ chỉ dùng để nối tới cực bảo vệ.
2.17. Nối máy tới nguồn cấp điện
2.17.1. Các máy dùng điện ở lưới phải lắp sẵn cáp mềm (dây dẫn mềm) và phích cắm.
2.17.2. Dây cáp mềm ở các máy cấp I phải có thêm một lõi để nối từ cực bảo vệ của máy tới cực bảo vệ của phích cắm.

97
2.17.3. Mặt cắt danh định của lõi dây (cáp) mềm cấp điện cho máy không được nhỏ hơn các giá trị sau:
Dòng điện danh định A Mặt cắt lõi dây, mm2
Đến 6
Trên 6 đến 10
Trên 10 đến 16
Trên 16 đến 25
Trên 25 đến 32
Trên 32 đến 40
Trên 40 đến 63
0,75 (1)
1
1,5
2,5
4
6
10
Chú thích: Giá trị trong ngoặc quy định cho các máy có khối lượng lớn hơn 2,5kg.
2.17.4. Các máy phải có bộ phận kẹp giữ và bảo vệ dây điện sao cho dây không bị Kéo xoắn tại chỗ đấu dây vào các cực. Vỏ của dây điện phải được bảo vệ để
không bị mài mòn. Bộ phận để kẹp giữ dây điện phải làm bằng vật liệu cách điện hoặc nếu làm
bằng kim loại thì phải cách điện với các bộ phận bằng kim loại mà người có thể chạm tới được. Ở các máy cấp II, cách điện này phải thoả mãn các yêu cầu đối với cách điện phụ, còn ở các máy cấp I, III thì bộ phận giữ và bảo vệ dây điện phải có cách điện đáp ứng được các quy định ở điều 2.17.5.
Bộ phận kẹp giữ dây diện phải được chế tạo sao cho: - Có thể thay dây cáp điện một cách thuận tiện mà không cần dụng cụ đặc biệt. - Không thể tháo rời bất kì một chi tiết nào của nó. - Cho phép lắp được các loại dây dẫn, dây cáp mềm khác nhau có dòng điện
danh định phù hợp với quy định ở điều 2.18.2. - Không dùng ốc vít của chúng để kẹp, giữ các chi tiết khác. - Dây điện không được chạm vào các ốc, vít mà người có thê chạm tới được. - Không kẹp giữ dây dẫn trực tiếp bằng các ốc, vít kim loại… 2.17.5. Tại những chỗ dây điện chui vào máy, dây phải được bảo vệ bừng các ống
mềm cách điện để không bị mài mòn và bị gập, xoắn. Ống bảo vệ phải được kẹp chặt vào vỏ máu va chiều dài phần ống nhô ra khỏi
vỏ máy không được ngắn hơn 5 lần đường kính dây dẫn. Không được kẹp giữ ống bảo vệ vào dây dẫn bên ngoài.
2.17.6. Lỗ để luồn dây điện vào các máy cấp II phải được gia cố bằng vật liệu cách điện hoặc có lót đệm cách điện (trừ cao su) và phải bảo đảm sao cho không thể tháo được bộ phận cách điện này ra nêu không sử dụng dụng cụ.
2.17.7 Khoảng không để dây chữ đầu dây điện bên trong máy phải đảm bảo để có thể dễ dàng nối dây với các cực đấu dây nắp lại mà không làm hỏng cách điện của dây dẫn va còn có thể kiểm tra việc nối dây điện trước khi đậy nắp.
Nắp đậy phải tháo được dễ dàng, không cần đến dụng cụ đặc biệt.

98
2.17.8 Chiều dầy nối dây bảo vệ của dây cáp mềm cấp điện cho các máy cấp I tại chỗ cố định dây phải đảm bảo sao cho khi chỗ kẹp dây bị yêu và khi dây bị kéo thì các dây có điện áp bị đứt trước tiên.
2.18 Cực đấu dây cấp điện cho máy 2.18.1 Máy phải có các cực có vít hoặc bu lông để đấu dẫn điện vào máy. Các máy có công suất tiêu thụ danh định đến 100W có thể nối các lõi dây dẫn
điện vào các cực bằng cách hàn thiếc hoặc hàn đồng. Không được dùng các vít ở cực đấu dây để cố định các chi tiết khác, trừ dây dẫn bên trong máy nêu dây đó được bố trí sao cho không bị dịch chuyển khi cố định dây cấp điện cho máy vào các cực.
2.18.2 Cực đấu dây phải đấu được dây dẫn (hoặc ruột cáp) sau đây để khi đấu dây hoàn chỉnh khoảng cách giữa các mép ngoài của các phần mang điện không nhỏ hơn 10mm.
Dòng điện danh định, A Mặt cắt dây dẫn,mm2
Đến 6 Trên 6 đến 10
Trên 10 đến 16 Trên 16 đến 25 Trên 25 đến 32
Trên 32 đến 40 Trên 40 đến 63
0,75 - 1,0 0,75 - 1,5
1,0 - 2,5 1,5 - 4,5 2,5 - 6,0
4,0 - 10,0 6,0 - 16,0
2.18.3. Các cực đấu dây cần cố định sao cho khi xiết chặt hoặc nới lỏng chi tiết kẹp giữ các cực không bị lỏng ra, dây dẫn bên trong không bị kéo căng, khoảng cách rò điện trên bề mặt cách điện và khe hở không khí không bị giảm xuống dưới giá trị quy định ở điều 2.21.
2.18.4. Lõi dây dẫn ở các cực đấu dây phải được kẹp giữa hai bề mặt kim loại sao cho không làm hỏng dây.
2.18.5. Cực đấu dây phải được lắp sao cho lõi dây không thể trượt ra khi xiết các ốc, vít.
2.18.6.Nếu đầu dây được cố định vào đấu dây bằng vít hình trụ thì cực đấu dây phải có các kích thước thoả mãn bảng 4.
Đấu dây xuyên qua cực đấu dây phải nhô ra khỏi lỗ ít nhất là 2,5mm. Đối với các máy có dòng điện danh định lớn hơn 40A phải nhô ra ít nhất 3mm.
Bảng 4
Dòng điện danh định,A
Đường kính nhỏ nhất
của ren,mm
Đường kính nhỏ nhất của lỗ đặt dây ,
mm
Độ dài nhỏ nhất của phần ren,
mm
Sai số lớn nhất giữa các đường kính của lỗ đặt dây và ren,mm
Đến 6
Trên 6 đến 10
2,5
3,0
2,5
3,0
1,8
2,0
0,5
0,5

99
Trên 10 đến 16
Trên 16 đến 25
Trên 25 đến 32
Trên 32 đến 40
Trên 40 đến 63
4,0
4,0
4,0
5,0
6,0
4,0
4,5
4,5
5,5
7,0
2,5
2,5
3,0
4,0
4,0
0,5
0,6
1,0
1,3
1,5
2.18.7. Các cực đấu dây mũ vít để cố định dây phải thoả mãn các kích thước nêu trong bảng 5 và phải có vòng đệm
Nếu dùng một số vít và các chi tiết trung gian để kẹp giữ dây có dòng điện danh định lớn hơn 25A thì cho phép dùng vít có đường kính là 4mm.
Bảng 5
Dòng điện
danh định
A
Đường kính ren
mm
Chiều dài
phần ren trên vít
mm
Chiều dài phần ren ở lỗ bắt vít
mm
Đến 6
Trên 6 đến 10
Trên 10 đến 16
Trên 16 đến 25
Trên 25 đến 32
Trên 32 đến 40
Trên 40 đến 63
2,5
3,0
4,0
4,0
5,0
5,0
6,0
4,0
4,0
4,0
6,0
8,0
9,0
11,0
1,5
1,5
1,5
2,5
3,0
3,5
3,5
2.18.8.Nếu cố định dây dẫn vào các cực đấu dây bằng đai ốc thì phải có vòng đệm và đường kính ren của cực đấu dây không được nhỏ hơn các giá trị sau:
Dòng điện danh định, A Đường kính ren nhỏ nhất, mm Đến 6 2,5
Trên 6 -10 3,0
Trên 10 - 25 4.0
Trên 25 – 32 5,0
2.18.9. Kết cấu của các chỗ hàn phải đảm bảo sao cho khi bị bật mối hàn, dây dẫn không bị thay đổi vị trí.
2.18.10. Phải bố trí hoặc che chắn các cực đấu dây sao cho những chỗ dây trần không thể trạm vào các chi tiết kim loại mà người có thể chạm tới được. Đối với các máy cấp II ngoài yêu cầu trên, không được để đầu dây trần có thể chạm tới các phần kim loại chỉ cách những phần kim loại người có thể chạm tới bằng cách điện công tác.
2.19. Nối dây bảo vệ (nối đât hoặc nối không).
2.19.1. Tất cả các chi tiết bằng kim loại mà người có thể chạm tới trong các máy cấp I khi hỏng cách điện có thể có điện áp thì phải được nối tới cực bảo vệ.

100
Các máy cấp II và III không được có các chi tiết để nối dây bảo vệ.
2.19.2.Cực bảo vệ phải thoả mãn các yêu cầu trong mục 2.18 (trừ 2.18.10).
Cực bảo vệ phải có chi tiết chống được hiện tượng nới lỏng (thí dụ có vòng đệm lò xo, đai ốc có khoá…). Nếu không sử dụng dụng cụ thì không thể tháo được lõi dây bảo vệ trong dây cấp điện.
2.19.3. Các chi tiết của cực bảo vệ phải làm bằng đồng thau hoặc các kim loại không bị rỉ khác. Nếu bố trí cực bảo vệ ở khung hoặc vỏ bằng nhôm (hoặc hợp kim của nhôm) thì phải có biện pháp chống rỉ do tiếp xúc với đồng.
2.19.4. Điện trở tiếp xúc giữa cực bảo vệ và bất kì chi tiết kim loại nào phải nối đất hoặc nối không cũng không được vượt quá 0,1Ω.
2.20. Các mối ghép bằng vít
2.20.1. Các vít duy trì tiếp xúc về điện và các vít có đường kính nhỏ hơn 3mm phải bắt vào kim loại.
Không được dùng các vít bằng kim loại dẻo, dễ bị kéo dãn như nhôm, kẽm…
Các vít bằng vật liệu cách điện phải có đường kính không nhỏ hơn 3mm và không dùng chúng để duy trì các mối tiếp xúc về điện.
2.20.2. Nếu bắt vít vào vật liệu cách điện thì độ ngập sâu của vít không được nhỏ hơn 3mm cộng với 1/3 đường kính danh định của ren, nhưng không sâu quá 8mm.
2.20.3. Ở những chỗ tiếp xúc điện, không được duy trì áp lực tiếp xúc qua vật liệu cách điện, trừ sứ.
2.20.4. Không được dùng vít tự cắt ren để nối các chi tiết dẫn điện.
2.21. Khoảng cách rò điện trên bề mặt cách điện, khe hở không khí và độ cách điện không được nhỏ hơn các giá trị quy định trong bảng 6.
Bảng 6
Cấp máy Vị trí đo
III I và II 1 2 3
1. Khong cách rò, mm Giữa các chi tiết có điện áp khác dấu hoặc khác pha. - Loại có chống bụi 2 2 - Loại không có chống bụi giữa các chi tiết có điện áp và các chi tiết kim loại
2 3 - 4 (1)
- Dọc theo cách điện làm việc, loại chống bụi: + Cách điện bằng sứ, mica…. 2 2 - 3(2) + Cách điện bằng vật liệu khác. 2 3
- Dọc theo các cách điện làm việc loại không chống bụi 2 4 - Dọc theo các điện tăng cường :
+ Giữa các chi tiết kim loại cách nhau bởi cách điện phụ - 8

101
1 2 3
+ Giữa các cuồn dây có phủ sơn hoặc emay với các chi tiết kim loại khác có;
+ 4
- Cách điện làm việc 2 4 - Cách điện tăng cường - 6 Giữa các cuộn dây co cách điện làm việc với các chi tiết kim loại người chạm tới được ở máy cấp II (3); + 6
2. Khe h không khí, mm
Giữa các chi tiết có điện áp khác dấu hoặc khác pha loại: - Chống bụi 2 2 - Không chống bụi 2 3 Cách nhau bởi cách điện tăng cường các chi tiết kim loại khác nhau bởi cách điện phụ - 8
Giữa các cuộn dây phủ sơn hoặc emay và các chi tiết kim loại khi các cuộn dây có: - 4
- Cách điện làm việc 2 2 - Cách điện tăng cường 2 6 Giữa các cuộn dây có cách điện làm việc và các chi tiết kim loại mà người có thể chạm tới được ở các máy cấp II. - 6
3. Đ dy cách đin gia các chi tit kim loi (3)
- Cách nhau bởi cách điện phụ - 1 - Cách nhau bởi cách điện tăng cường - 2
Chú thích:
1) Giá trị thứ nhất áp dụng cho các máy có điện áp danh định không quá 220V, giá trị thứ hai - cho các máy trên 220V.
2) Giá trị thứ nhất chỉ áp dụng khi các chi tiết này chế tạo bằng cách đúc hoặc cấu tạo của các chi tiết ấy không để khoảng cách rò, khe hở không khí… bị giảm do các chi tiết biến dạng hay xê dịch.
Trong các trường hợp khác áp dụng giá trị thứ hai.
3) Phần quy định về độ dầy cách điện giữa các chi tiết kim loại không áp dụng đối với cách điện của dây dẫn trong máy và dây nối tới nguồn điện.
2.22. Độ bền nhiệt, độ chống cháy, khả năng không hình thành đường dẫn điện và khả năng chống rỉ.
2.22.1.Độ cứng của các chi tiết làm bằng chất cách điện còn phải duy trì được khi nhiệt độ bằng:
85oC đối với các chi tiết trong máy.
125oC đối với các chi tiết của kết cấu kẹp giữ các chi tiết có điện áp.
2.22.2.Các chi tiết làm bằng chất cách điện dùng để kẹp giữ các bộ phận có điện áp, không được toả khí cháy khi bị đốt nóng đến 300oC.

102
2.22.3 Ở các máy bị bụi bẩn, ẩm tác động trong điều kiện vân hành bình thường, thì các bộ phận cách điện dùng để kẹp giữ các chi tiết có điện áp và cách điện phụ (ở các máy cấp II) phải làm bằng vật liệu thích hợp để không tạo thành dẫn điện do tác động của hồ quang.
Chú thích; Yêu cầu này quy định cho tất cả các máy kiểu chống tia phun, chồng ngấm nước và các máy bị tác động của bụi bẩn trong điều kiện vận hành bình thường như máy mài, máy bóng, máy giũ kim loại.
2.22.4. Phải chống rỉ cho những chi tiết bằng kim đen nếu những chi tiết đó bị rỉ có thể làm máy mất an toàn.
2.23 Mức tiếng ồn, rung động và nhiễu cao tần công nghiệp.
2.23.1 Kết cấu của máy phải đảm bảo chông rung động cho tất cả 2 tay người thao tác. Mức rung động của các máy phải đáp ứng được các quy định hiện hành của Nhà nước.
2.23.2. Mức tiếng ồn của máy không vượt quá mức công suất âm ốc ta và mức công suất âm hiệu chỉnh đã nêu trong các tiêu chẩn và điệu kiện kĩ thuật của từng máy.
2.23.3 Nhiễu cao tần do các máy sinh ra không vượt quá mức quy định trong các tiêu chuẩn và yêu vầu kĩ thuật.
3. Nguyên tắc và nội dung, thử nghiệm máy khi xuất xưởng và giao nhận
3.1 Nhà máy chế tạo phải tiến hành thử an toàn cho máy theo nội dung thử xuất xưởng va thử định kỳ.
3.2 Trong nội dung thử xuất xưởng cho các máy phải có các loại thử nghiệm nêu trong bảng 7.
Bảng 7
Loại thử nghiệm Theo điều khoản
Chạy rà
Kiểm tra tính đúng đắn của lắp ráp
Kiểm tra mạch bảo vệ ở máy cấp I
Kiểm tra cách điện và độ bền điện
4.2.1
4.2.2
4.2.3
4.2.4
3.3 Mỗi năm phải thử định kì về an toàn được tiến hành trên 3 mẫu máy lấy bất kì trong loại sản phẩm.
3.4 Số mẫu thử: Thử định kì về an toàn được tiến hành trên 3 mẫu máy lấy bất kì trong loạt sản phẩm.
3.5 Phải tiến hành thử định kì về an toàn ở nhiệt độ môi trường 25±5oC (trừ thử nghiệm cách điện theo điều 4.3.6đ)
3.6 Nếu trong các tiêu chuẩn và tài liệu kĩ thuật ủa từng máy riêng không nêu khác thì phải thử định kì về an toàn theo nội dung và trình tự nêu trong bảng 8.

103
Bảng 8
Mục thử Phương pháp thử theo điều khoản
1 2
Kiểm tra khả năng bảo vệ khi người chạm phải các chi tiết có điện áp. 4.3.1
Thử khởi động. 4.3.2
Kiểm tra dòng và công suất tiêu thụ 4.3.3
Kiểm tra độ tăng nhiệt của từng chi tiết máy 4.3.4
Đo dòng rò 4.3.5
Thử khả năng chống nước 4.3.6
Đo điện trở cách điện 4.3.7
Thử độ bền điện của cách điện 4.3.8
Kiểm tra yêu cầu về chống tai nạn điện 4.3.9
Kiểm tra mức độ an toàn của máy khi đảo chiều sai, khi điện áp cao và khi bộ phận điện tử bị hỏng.
4.3.10
Kiểm tra bảo vệ phòng tai nạn cơ khí 4.3.11
Kiểm tra độ bền cơ khí 4.3.12
Kiểm tra các yêu cầu đối với các chi tiết kết cấu 4.3.13
Kiểm tra các quy định đối với những chi tiết trọn bộ kèm theo máy 4.3.14
Kiểm tra các quy định đối với dây dẫn trong máy 4.3.15
Kiểm tra các yêu cầu về nồi máy với nguồn 4.3.16
Kiểm tra các yêu cầu đối với cực đấu dây 4.3.17
Kiểm tra các yêu cầu về nối dây bảo vệ 4.3.18
Kiểm tra các quy định đối với các mối ghép nối bằng vít 4.3.19
Kiểm tra khoảng cách ro, khe hở không khí và chiều dày cách điện 4.3.20
Kiểm tra các yêu cầu về độ bền nhiệt, độ bền chịu cháy, khả năng không hình thành đường dẫn điện và độ bền chống rỉ.
4.3.21
Nếu máy không chịu được chỉ một trong các mục thử thì nhà máy chế tạo phải tiến hành các biện pháp để làm rõ hỏng hóc và khắc phục chúng. Sau đó thử ít nhất 3 máy. Kết quả thử lại được coi là đạt yêu cầu nếu tất cả các máy mẫu đều chịu được tất cả các mục thử nghiệm.
4. Phương pháp thử
4.1 Phải thử nghiệm máy theo các phương pháp nêu trong tiêu chuẩn này và các phương pháp nêu thêm trong các tiêu chẩn tài liệu kĩ thuật riêng của từng loại máy.
4.2 Kiểm tra xuất xưởng về an toàn
4.2.1 Thời gian chạy rà không ít hơn 30 phút

104
Chế độ chạy rà nhà máy chế tạo quy định
4.2.2 Kiểm tra việc lắp gồm các công việc
- Xem xét bên ngoài
- Nối máy tới nguồn có điện áp danh định ghi trên máy, đóng mở công tắc 10 lần. Không được có trục trắc về mở máy, tắc máy.
4.2.3 Tiến hành kiểm tra mạch nối dây bảo vệ cho máy cấp I bằng dụng cụ có điện áp không lớn hơn 12V.
Một cực của dụng cụ thử được nối vào cực bảo vệ của phích cắm, cực kia nối vào những chi tiết kim loại trên máy mà người có thể chạm tới được (thí dụ vào trục chỉnh).
Máy được coi là đạt yêu cầu nêu dụng cụ báo có dòng điện chạy qua (thí dụ làm sáng đèn)
4.2.4 Thử độ bền điện của cách điện bằng điện áp xoay chiều 50Hz đối với các máy.
Cấp I 1500V
Cấp II 4000V
Cấp III 500V
Một điện cực của thiết bị thử được đặt vào trong những cực dẫn điện của phích cắm, cực kia đặt vào trục chính vào vở kim loại của máy hay lá kim loại áp trên vở cách điện của máy (công tắc của máy cần phải đóng lại)
Cách điện của máy phải chịu được điện áp đã nêu trong 1 phút.
Cho phép rút ngắn thời gian thử tới 1 giây nếu tăng điện áp thử tới 20%
Chú thích: Khi thử máy cấp I có lắp tụ điện, điện áp thử có thể được giảm xuống tới điện áp thử của tụ , nhưng cách điện của các chi tiết có điện áp được thử khi chế tạo bằng máy điện áp1500V.
4.3 Thử định kì về an toàn
4.3.1. Kiểm tra khả năng bảo vệ chống chạm phải những chi tiết có điện áp
A, Bảo vệ chống chạm phải những bộ phận xó điện áp theo yêu cầu ở các điều 2.2.1, 2.2.2, 2.2.3, được kiểm tra bằng que thử (hình 1), máy cấp II được thử thêm bằng chất thử (hình 2). Máy cấp I cũng thử bằng chốt thử hình 2 nếu vỏ máy có những phần làm bằng chất cách điện có lỗ. Khi kiểm tra phải tháo những chi tiết có thể tháo được bằng tay trên vỏ máy (Không dùng dụng cụ).
Que hoặc chốt thử ở các tư thế khác nhau được đưa lách vào các lỗ ở vỏ máy, mà qua các lỗ này có thể chạm phải các phần có điện áp, que thử được lách, xuyên vào trong máy, không cần ấn, còn chốt thử được ấn vào máy với lực ấn 10N.
Những lỗ mà que thử không xuyên qua được phải kiểm tra thêm bằng que thẳng không có đầu tròn, có kích thước như que thử và với lực ấn 50N. Nếu que lọt vào lỗ thì kiểm tra lại bằng que thử hình 1, ấn với lực cần thiết để que lọt vào được chỗ. Que và chốt thử trong khi thử không được tiếp xúc với các

105
chi tiết có điện áp và các chi tiết có điện áp nhưng được bảo vệ bằng sơn, giấy, vải, hoặc những vật liệu tương tự. Ở các máy cấp II, que và chốt thử không được tiếp xúc với các chi tiết kim loại chỉ được cách li với những bộ phận có điện áp bởi cách điện làm việc.
Cơ cấu của que thử phải cho phép quay các phần nằm cạnh nhau với góc 90o so với trục theo một phương.
Hình 1. Que thử Hình 2. Chốt thử
Nên sử dụng tín hiệu có điện áp từ 40V trở lên để kiểm tra tiếp xúc.
b) Kiểm tra theo điều 2.2.4 bằng cách xem xét bên ngoài hoặc tháo thử bằng tay không.
c) Kiểm tra theo yêu vầu ở điều 2.2.5 bằng cách xem xét bên ngoài và đo cách điện lúc kiểm tra theo điều 4.3.7.
d) Kiểm tra theo điều 2.2.6 và 2.2.8 bằng cách xem xét bên ngoài và căn cứ vào kết quả thử nghiệm theo phương pháp nêu ở điều 4.3.8 với điện áp thử 1500V như yêu cầu đối với cách điện phụ nêu ở điều 2.9.
e) Kiểm tra điều 2.2.7 bằng cách cho máy làm việc với điện áp nguồn bằng điện áp danh định của máy, sau đó tắt công tắc của máy 9 để công tắc ở vị trí tắt máy) và rút phích cắm của máy ra khỏi nguồn, đo điện áp ở các cực của phích cắm. Thử 10 lần như vậy.
Kết quả được coi la đạt yêu cầu nếu 1 giây sau khi cắt mạch điện, điện áp ở các cực của phích cắm không vượt qua 34V (ở tất cả các lần thử).
Phải đo điện áp này bằng các máy đo có điện trở trong cao, không ảnh hưởng tới điện áp đo. Những máy lắp tụ điện có điện dung danh định từ 0,1µF trở xuống không phải thử.
4.3.2 Thử khởi động

106
Thử khởi động (theo điều 2.3) bằng cách đóng máy không tải 10 lần với diện áp bằng 0,85 giá trị danh định. Điện áp này không được sụt trong suốt quá trình khởi động.
Kiểm tra tiếp điểm không bị rung trong các máy cắt tâm hoặc cắt tự động khác bằng cách đóng máy 10 lần với điện áp 1,1 giá trị danh định. Khi ấy phải hiệu chỉnh các máy cắt tự động ở mức điện áp danh định.
Trong tất cả các lần thử, máy phải khởi động được.
4.3.3 Kiểm tra công suất và dòng điện tiêu thụ
a) Tiến hành kiểm tra công suất tiêu thụ (theo điều 2.4.1) ở điện áp danh định và phụ tái danh định.
Trong các tiêu chuẩn hoắc tài liệu kĩ thuật riêng của từng loại máy phải nêu tải danh định của máy. Đo công suất tiêu thụ sau khi công suất đã ổn định. Kết quả thử nghiệm được coi là đạt nếu thoả mãn được các yêu cầu ở điều 2.4.1.
b) Kiểm tra dòng điện (theo điều 2.4.2) ở những máy có gi dòng điện danh định
Kiểm tra với điện áp và tải danh định
Kết quả thử được coi là đạt nếu thỏa mãn các yêu cầu ở điểm 2.4.2.
4.3.4 Kiểm tra độ tăng nhiệt ở từng chi tiết máy
a) Kiểm tra theo yêu cầu ở điều 2.5 bằng cách đóng máy vào điện áp danh định và làm việc với tải đủ để đạt được công suất danh định hoặc với tải danh định có nêu trong các tiêu chuẩn hoặc tài liệu kỹ thuật riêng của từng loại máy (để tạo được độ tăng nhiệt lớn nhất). Sau đó giữ cho mômen ở trục động cơ không đổi và cho áy làm việc ở điện áp bằng 0,94 hoặc 1,06 lần điện áp danh định (thử ở điều kiện nào bất lợi hơn). Thời gian làm việc lấy bằng thời gian quy định khi ấn định chế độ tải danh định
Đo độ tăng nhiệt của các cuộn dây bằng phương pháp điện trở theo TCVN 3725 :1982. Đo độ tăng nhiệt của các chi tiết khác bằng nhiệt ngẫu.
Kết quả thử được coi là đạt nếu độ tăng nhiệt của các chi tiết không lơn hơn các giá trị nêu trong điểm 2.5.
b) Nếu độ tăng nhiệt ở các cuộn dây hoặc lõi sắt lớn hơn các giá trị quy định ở điểm 2.5 thì tiến hành thử thêm 3 máy theo điểm a. Tháo các máy cẩn thử ra. Đặt lõi sắt và các cuộn dây của chúng trong thiết bị ổn nhiệt trong 24 H ở niệt độ lớn hơn độ tăng nhiệt xác định ở điểm s(80±1oC).
Sau đó kiểm tra xem có vòng nào bị chập hay hông. Lắp máy lại và thử theo các điều 4.3.7 và 4.3.8. Tiếp theo, thử chịu ẩm theo điều 4.3.6 và thử lại theo điều 4.3.7 và 4.3.8. Nếu trên các mẫu thử có trên một máy không chịu được các thử nghiệm trên, hoặc có vòng dây bị chập thì kết luận là mẫu không đạt tiêu chuẩn.
Nếu chỉ có một may không chịu được các thử nghiệm ở mục b thì cho phép thử thêm 3 mẫu theo điểm b cả 3 máy này phai chịu được thử nghiệm.

107
Những chỗ cách điện bị hỏng nhưng độ tăng nhiệt ở đó không vượt qua các giá trị nêu trong bảng 1 thì có thể bỏ qua va khắc phục chúng hoàn thành tiếp các thử nghiệm trong mục.
4.3.5 Đo dòng điện rò
Kiểm tra theo điểm 2.6.1 và 2.6.2 bằng cách đo dòng rò ở máy đã được đốt nóng ngay sau khi kết thúc thử nghiệm theo điểm 4.3.4. Khi đo phải cho máy làm việc ở điện áp bằng 1,1 điện áp danh định. Sơ đồ đo máy cấp II nêu trên hình 3, sơ đồ đo máy cấp I, III nêu trên hình 4. Tổng trở của dây dẫn ở mạch đo và của đồng hồ phải bằng 2000 ± 100Ω.
Sai số cả máy đo không quá 5%.
Nếu dùng lá kim loại để đo dòng diện rò (đo dòng điện rò qua vỏ cách điện) thì dùng lá kim loại mỏng có kích thước không lớn hơn 200mm x 100mm và phải tạo khả năng để lá kim loại tiếp xúc với vỏ máy. Nếu lá kim loại không bọc hết toàn bộ vỏ máy thì phải dịch chuyển lá kim loại khi đo.
Đối với các máy có công tắc một cực, làm việc bằng điện xoay chiều thì đo cả khi công tắc mở và khi công tắc đóng, các máy có lắp một cực làm việc bằng điện một chiều thì chỉ đo khi công tắc đóng.
Khi thử, các máy phải được cách li với đất hoặc cấp điện qua biến áp cách li.
Kết quả đo được coi là đạt nếu dòng rò không vượt quá các giá trị quy định ở điểm 2.6.1 và2.6.2
Hình 3. Đo dòng rò ở máy điện cấp II
1- Cách điện tăng cường; 2- Chi tiết kim loại không chạm tới được; 3- Chi tiết kim loại chạm tới được; 4- Cách điện làm việc; 5- cách điện phụ
Hình 4. Đo dòng rò ở máy điện cấp I, III
1- Chi tiết kim loại chạm tới được;
2- Cách điện làm việc

108
4.3.6 Thử chống nước
Khi thử máy theo điều 2.7.1 - 2.7.4, cần tháo hết các chi tiết có thể tháo bằng tay không cần dụng cụ. Các máy kiểu chống tia phun, chống ngấm nước và các máy có hộp chứa chất lỏng cần được lắp dây cáp có tiết diện nhỏ nhất trong các giá trị nêu ở điểm 2.18.2.
a) Máy kiểu chống tia phun theo điều 2.7.1 thử bằng mưa nhân tạo trong 5 phút, khi thử liên tục quay chúng ở vị trí bất lợi nhất.
b) Máy kiểu chống ngấm nước (điểm 2.7.2) được ngâm trong nước 24 giờ ở nhiệt độ 25 ± 50C.
c) Những chỗ để chứa chất lỏng trong máy được đổ đầy nước, sau đó đổ nước thêm vào đó với thể tích bằng 15% dung tích chỗ chữa trong khoảng thời gian 1 phút.
d) Ngay sau khi thử theo các điểm a,b,c máy phải chịu được thử nghiệm về độ bền điện cực cách điện điểm 4.3.8. Tháo và kiểm tra máy không được có nước lọt vào trong va không có vết ướt trên bề mặt cách điện để đảm bảo chác chắn không vi phạm quy định về khoang cách rò điện theo điều 2.21.1.
đ) Thử máy theo điểm 2.7.4 trong buồng ôn ẩm có độ ẩm tương đối 95 ±3%. Nhiệt độ trong buồng là 40o C và duy trì chính xác tới ±1oC.
Trước khi đưa máy vào buồng phải để máy 24 giờ ở chỗ có nhiệt độ 40 ± 2oC. Các chi tiết có thể tháo rời được bằng tay phải lắp vào máy để thử chung với máy.
Trước khi đặt máy vào buồng ôn ẩm phải sấy máy ít nhất 4 giờ để đạt tới nhiệt độ buồng thử hoặc lớn hơn nhiệt độ đó 4oC.
Thời gian đặt máy liên tục trong buồng ôn ẩm là: 48 giờ đối với các máy không có bảo vệ chống ngầm nước và chống tia nước, 168 giờ đối với các máy kiểu chống ngấm nước và chống phun hoặc các máy co thùng, ngăn chứa chất lỏng.
Phải đo điện trở cách điện theo điểm 4.3.7 và kiểm tra độ bền cách điện theo điều 4.3.8 ở ngay trong buồng thử hoặc ngay sau khi lấy ra khỏi buồng thử.
Điện trở cách điện không được nhở hơn các giá trị nêu trong điểm 2.8 và cách điện không bị đánh thủng.
4.3.7. Đo điện trở cách điện
Đo điện trở cách điện (theo điều 2.8) bằng máy đo mêgaôm điện áp 500V, một chiều, sau một phút kể từ khi đặt điện áp đo thì đọc giá trị trở. Khi đo cần ngắt mạch điện của các chi tiết đốt nóng (nếu có). Giá trị đo được không được nhỏ hơn giá trị quy định trong điều 2.8.
4.3.8. Thử độ bền của cách điện.
Dùng điện áp xoay chiều 50 Hz để thử độ bền của cách điện (theo điều 2.9). Điện áp thử ban đầu không vượt quá ½ giá trị điện áp thử quy định, sau đó tăng điện áp lên tới giá trị quy định. Duy trì điện áp thử trong 1 phút. Cách điện không được phép bị đánh thủng.

109
Khi thử độ bền điện của cách điện giữa các chi tiết điểm của máy cắt các tụ điện có thể bị đánh thủng trong máy. Nêu những chi tiết có thể chạm tới được là vạt cách điện thì điện áp được đặt vào la kim loại (đặt áp trên các chi tiết đó)
Khi thử độ bền của cách điện của những lớp ngăn, lót cách điện phía bên trong thì lá kim loại cần được ép vào vách ngăn trong cách điện bằng bao cát để tạo được áp lực bằng 0,5 N/cm2 lá kim loại phải được đặt sao cho không có hồ quang phóng điện từ là này đến lá khác trên bề mặt cách điện.
Khi thử máy cấp Ii có cả cách điện tăng cường hoặc cách điện kép, phải phân bố điện áp thử sao cho điện áp trên cách điện làm việc va cách điện phụ không vượt quá quy định ở bảng 3; Kiểm tra độ cách điện của dầu mỡ bôi trơn (theo điều 2.14.3) bằng điện áp thử 2500V đặt giữa các chi tiết kim loại có thể chạm tới được và các chi tiết kim loại không thể chạm tới được.
4.3.9 Thử độ chắc chắn của các biện pháp đề phòng tai nạn điện (theo điều 2.10) bằng các phương pháp sau nếu trong các tiêu chuẩn hoặc tài liệu kĩ thuật riêng của từng loại máy không có yêu cầu khác.
a) Khi thử theo yêu cầu của điều 2.10.1 phải cho máy làm việc 24 giờ không tải ở chế độ ngắn hạn lặp lại có chu kì 2 phút với điện áp bằng 1,1 lần danh đinh, sau đó phải làm việc 24 giờ ở chế độ là việc như cũ nhưng với điện áp bằng 0,9 lần danh đinh.
Mỗi chu kì gồm 100 giây làm việc và 20 giây nghỉ. Nếu máy dùng để làm việc ở tư thế khác nhau thì trong thời gian thử phải đặt máy ở ít nhất là 3 tư thế khác nhau (tư thế ngang và 2 tư thế thẳng đứng ngược chiều nhau). Mỗi tư thế và mỗi điện áp phải thử trong 8 giờ.
Nếu trong thời gian thử chi tiết nào đó đốt nóng quá giới hạn cho phép thì phải làm mát thêm hoặc ngừng máy lâu thêm. Khi thử cho phép đóng cắt máy cắt phụ. Trong quá trình thử được phép thay chổi than dầu, mỡ như trong điều kiện vận hành bình thường.
Kết quả thử nghiệm được coi là đạt nếu máy chịu được thử lại về đọ bền điện của cách diện theo điều 4.3.8 và không phát hiện thấy chi tiết bị lỏng ra hoặc có những hư hỏng làm giảm mức an toàn của máy theo các quy định trong các điều 2.2.1, 2.2.2, 2.2.3, 2.2.4.
4.3.10 Kiểm tra mức độ an toàn của máy khi đảo chiều quay si, điện áp tăng cao và bô phận điện tử điều khiển bị hỏng.
a) Kiểm tra theo yêu cầu ở điều 2.11.1 bằng cách đổi chiều quay 25 lần khi làm việc không tải ở điện áp danh định và tốc độ lớn nhất. Bộ phận chuyển mạch đổi nối dứt khoát không bị dừng ở vị trí trung gian.
Sau khi thử bộ chuyển mạch không được hư hỏng về có điện, các tiếp điểm của cúng không bị cháy, chảy.
b) Thử theo yêu cầu ở điều 2.11.2 và 2.11.3 đối với các động cơ kích từ kiểu nối tiếp và các máy có bộ phận điện từ để hạn chế tốc độ phải cho các máy làm việc trong một phút ở điện áp bằng 1,3 lần điện áp danh định.
Các máy có bộ phận điện từ phải kiểm tra thêm khi ngắn mạch cà khi cắt mạch điện bộ phận điện từ.

110
Sau thử nghiệm này, máy phải còn tốt. Nếu ngoài bộ phạn điện từ ra, máy còn có bộ phạn hạn chế tốc độ khác thì có thể được coi là hoàn hảo nếu khi thử nghiệm, bộ hạn chế tốc độ tác động được.
4.3.11 Kiểm tra bảo vệ, chống tai nạn cơ khí
a) Kiểm tra theo các yêu cầu ở các điểm 2.12.1, 2.12.5 bằng cách xem xét bên ngoài. Ở điểm 2.12.1 ngoài việc xem xét còn thử bằng các que thử nêu ở hình 1 các que thử không được chạm phải các bộ phận chuyển đọng bên trong.
b) Thử theo các yêu cầu ở điểm 2.12.6 như sau:
Lắp máy vào chỗ bất lợi nhất (có thể có khi sử dụng máy), giá treo hoặc các bộ phận đỡ máy tương tự khác dùng khi vận hành máy.
Đặt bộ phận thử có gắn máy trên lên mặt phẳng nghiêng 15o so với phương nằm ngang khi đó bộ phận thử không được đổ.
4.3.12. Kiểm tra độ bền cơ khí
Độ bền cơ khí của các máy (theo điểm 2.13) kiểm tra bằng thử nghiệm sau:
Đập máy vào tấm sắt dầy 5mm, gắn thẳng đứng trên tường cứng như hình 5.
Treo máy bằng dây cáp cấp điện của máy để trọng tâm của máy nằm dưới điểm treo 1m, sau đó vừa kéo vừa nâng máy theo mặt phẳng thẳng đứng vuông góc với tấm sắt cho tới khi trọng tâm của máy được nâng cao hơn vị trí ban đầu 0,5m. Thả máy để máy đập vào tấm sắt. Mỗi lần đập vào một vị trí khác nhau của máy.
Sau khi đập, kiểm tra lại độ bền điện của máy điện theo kiểu 4.3.8. Kết quả thử được coi là đạt, nếu cách điện không bị đánh thủng và không phát hiện thấy các hỏng hóc sau:
- Có thể chạm được tới phần có điện áp.
- Có vết nứt ở vỏ máy.
- Cuộn dây, chổi than, quạt gió hoặc các chi tiết khác bị xê dịch.
- Hỏng vách ngăn cách điện hoặc các bộ phận cách điện khác.
Những hư hỏng trên lớp sơn phủ, những chỗ rạm, nứt nhưng không làm khoảng cách rò điện trên bề mặt cách điện và khe hở không khí giảm dưới các giá trị nêu trong điều 2.21.1 hoặc những chỗ méo nhưng không gây ảnh hưởng xấu đến bảo vệ chống tai nạn điện, hoặc chống nước, đều không bị kể là khuyết tật.
4.3.13.Kiểm tra các chi tiết kết cấu
Hình 5. Thiết bị thử độ bền cơ học 1- Tấm sắt; 2- Vị trí ban đầu của máy cần thử

111
a) Kiểm tra theo yêu cầu ở các điều 2.14.1, 2.14.2, 2.14.3, 2.14.6, 2.14.9, 2.14.13, 2.13.18, 2.14.19, bằng cách xem xét bên ngoài máy.
b) Kiểm tra theo các yêu cầu ở các điều 2.14.4, 2.14.5 ,2.14.10 bằng cách xem xét bên ngoài, đo kiểm tra và nếu cần thì thử bằng tay.
c) Kiểm tra theo các yêu cầu ở các điều 2.14.7, 2.14.8, 2.14.11, 2.14.14, 2.14.12, 2.14.15 bằng cách xem xét và thử bằng tay. Khi thử theo điều 2.14.5, đặt máy trên mặt phẳng nằm ngang theo các tư thế khác nhau, khi ấy các bộ phận điều khiển, hiệu chỉnh không được tác động hoặc không làm thay đổi chế độ làm việc của máy.
d) Kiểm tra theo yêu cầu của điều 2.14.16 bằng cách quan sát và nhét bi khi kim loại có đường kính 6,35mm vào máy qua lỗ thông gió của máy. Bi không bị lọt vào máy.
đ) Kiểm tra theo yêu cầu ở điều 2.14.17 bằng cách vặn vít dài hơn vào máy. Khi đó khoảng cách rò điện và khe hở phóng điện không được nhỏ hơn các giá trị nên ở điều 2.11.
4.3.14. Kiểm tra các chi tiết hợp bộ
a) Kiểm tra theo yêu cầu ở điều 2.15.1 bằng cách kiểm tra độ phù hợp các kích thước danh định của các chi tiết đi kèm, kiểm tra kí hiệu và những điều kiện có thể gặp khi vận hành máy.
b) Kiểm tra theo yêu cầu ở điều 2.15.2 bằng cách xem xét bên ngoài và thử nghiệm theo trình tự dưới đây:
Thử các công tắc cùng với máy với điện áp danh định.
Hãm chặt động cơ lại, bật, tắt công tắc 50 lần với thời gian đóng mỗi lần không quá 0,5s, thời gian tắt máy mỗi lần không nhỏ hơn 10s.
Ở những máy có trang bị bộ phận điện tử có khả năng cắt mạch trước khi tắt công tắc thì kiểm tra công tắc bằng cách bật, tắt 5 lần với thời gian như trên khi đã nối tắt bộ phận điện tử.
Trong quá trình thử nghiệm không cho phép các tiếp điểm bị cháy, cháy dính hoặc công tắc có hư về cơ khí.
c) Kiểm tra theo yêu cầu ở các điều 2.15.3 và 2.15.4 bằng cách xem xét bề ngoài.
d) Kiểm tra theo yêu cầu ở điều 2.15.5, 2.15.6, 2.15.7 bằng cách xem xét bên ngoài.
4.3.16. Kiểm tra các yêu cầu về nối máy tới nguồn điện
a) Kiểm tra các yêu cầu ở các điều 2.17.1, 2.17.3 bằng cách xem xét bên ngoài.
b) Kiểm tra theo yêu cầu ở điều 2.17.4 bằng cách xem xét và thử nghiệm theo thứ tự sau:
Lắp dây cáp cấp điện (dây nguồn) vào các cực đấu dây, vặn ốc các cực đấu dây cho tới khi lõi dây nguồn không thể xê dịch được nữa. lấy bộ phận kẹp giữ dây nguồn, vặn các vít với mômen quay bằng 2/3 mômen xoắn nêu trong điều 4.3.19a.

112
Sau khi làm xong các thao tác trên, thử ấn dây nguồn vào trong máy, nếu không thể ấn dây nguồn vào máy được thì mới đạt yêu cầu.
Sau đó kéo dây nguồn 100 lần bằng lực kéo nêu trong bảng 9. Lực kéo tác động êm vào các điểm cách ống bảo vệ dây 250mm về phía bất lợi nhất. Mỗi lần kéo trong bảng 1 giây. Sau khi xoắn dây nguồn 1 phút bằng mômen xoắn quy định trong bảng.
Bảng 9
Khối lượng máy, kg Lực kéo, N Mô men xoắn, Nm
Đến 1
Trên 1 đến 4 Trên 4
30
60 100
0.10
0,25 0,35
Trước khi thử kéo phải nắn thẳng dây nguồn và đánh dấu vào chỗ cách nơi kẹp giữ 20mm để đo khoảng cách dây bị xê dịch.
Sau khi thử kéo như trên, dây nguồn không bị hỏng hoặc bị xê dịch quá 2mm.
c) Kiểm tra theo yêu cầu ở điều 2.17.5 bằng cách xem xét bên ngoài và làm các thử nghiệm theo trình tự sau:
Máy có đoạn dây nguồn dài hơn ống bảo vệ dây 100mm được gá sao cho trục của ống hướng lên trên và tạo bởi phương nằm ngang một góc 45o. Đầu dây nguồn treo tải có khối lượng bằng 10D2 gam, trong đó D là đường kính ngoài của dây nguồn tính bằng mm. Yêu cầu bán kính đoạn dây bị uốn (do tải kéo) không được nhỏ hơn 1,5D.
Chốt phần đi dây nguồn vào máy và kẹp trục quay như hình 6 sao cho trục quay xuyên qua điểm dây bắt đầu xuyên vào máy, khi trục quay ở vị trí chuyển động trung gian (thẳng đứng) thì trục của dây nguồn phải nằm theo phương thẳng đứng. Treo đầu dây ngoài một tải trọng bằng khối lượng máy, nhưng khối lượng tải trọng không nhẹ hơn 2 kg và không nặng quá 6 kg.
Lắc kẹp quay trong khoảng 90o (45o theo mỗi phía); tốc độ lắc là 69 lần 1 phút. Sau 10.000 lần lắc, quay máy đi 90o quanh trục thẳng đứng và lắc tiếp 10.000 lần. Mỗi lần chuyển động về phía trước hoặc phía sau được tính là một lần lắc.
Sau khi lắc 10.000 lần, yêu cầu ống bảo vệ dây và vỏ cách điện của dây không được có chỗ hỏng.
Sau thử nghiệm trên, nới lỏng bộ phận kẹp giữ dây nguồn và các vít ở các cực đấu dây nhưng không tháo hẳn dây dẫn ra khỏi các cực đấu dây. Nhẹ nhàng cầm ống bảo vệ dây nâng máy lên cao 0,5m trong 1 giây và thả ngược
Hình 6: 1- Bộ phận của máy có cáp nối vào; 2- Thiết bị quay; 3- Trục cáp; 4- Tải trọng

113
lại 10 lần. Yêu cầu trong quá trình thử, ống bảo vệ không bị tuột ra khỏi vỏ máy.
Nếu kẹp giữ ống bảo vệ dây nguồn bằng các chi tiết giữ dây thì không thử nhấc ống như vậy.
d) Kiểm tra theo yêu cầu ở điều 2.17.6 bằng cách xem xét bên ngoài và thử bằng tay.
đ) Kiểm tra theo điều 2.17.7 bằng cách xem xét bên ngoài và lắp dây nguồn có tiết diện lớn nhất theo quy định ở điều 2.18.2.
e) Kiểm tra theo yêu cầu ở điều 2.17.8 bằng cách xem xét bên ngoài.
4.3.17. Kiểm tra quy định đối với cực đấu dây
a) Kiểm tra theo yêu cầu ở các điều 2.18.1 và 2.18.2 bằng cách xem xét bên ngoài và lắp dây nguồn có tiết diện nhỏ nhất theo điều.
b) Kiểm tra theo các yêu cầu ở điều 2.18.3 bằng cách xem xét các cực, đo khe hở không khí và khoảng cách rò điện sau 10 lần tháo lắp lõi dây, khi lắp dây để đo kiểm tra cần xiết chặt dây với mômen xoắn bằng 2/3 giá trị quy định ở bảng 10.
c) Kiểm tra theo các yêu cầu ở các điều 2.18.4 và 2.18.5 bằng cách xem xét các cực và dây dẫn sau khi thử nghiệm ở điều b.
Lõi dây bị coi là hỏng nếu phát hiện thấy có chỗ lõm sâu hoặc có vết gờ các cạnh.
d) Kiểm tra các yêu cầu ở các điều 2.18.6 và 2.18.8 bằng cách xem xét và đo đạc, nếu thấy cần thiết thì làm thử nghiệm như sau:
Thử vít và vòng đệm theo điều 4.3.19a với mô men xoắn bằng 1,2 lần giá trị nêu trong bảng 10. Sau thử nghiệm, các cực phải còn tốt.
Lắp các đầu dây lại như nêu ở mục b điều này, khi các đầu dây đã được cố định chặt, kéo nhẹ nhàng, không giật cục trong 1 phút, lực kéo như sau:
Trong quá trình thử, yêu cầu lõi dây ở các cực đấu dây không bị xê dịch.
d) Kiểm tra theo yêu cầu ở điều 2.18.9 bằng cách xem xét bên ngoài.
e) Kiểm tra theo yêu cầu ở điều 2.18.10 bằng cách xem xét bên ngoài, thử bằng tay và làm các thử nghiệm sau:
Bỏ cách điện một đoạn dài 8mm ở mỗi đầu lõi dây nguồn. Một lõi dây để tự do, còn các lõi dây kia được cố định vào các cực đấu dây. Uốn đầu dây tự do về các phía nhưng không làm hỏng cách điện và không gập thành góc nhọn.
Dòng điện danh định, A Lực kéo, N
Đến 6 Trên 6 đến 10
Trên 10 đến 15 Trên 15 đến 32 Trên 32 đến 40
Trên 40 đến 63
40 50
60 80 90
100

114
Yêu cầu lõi dây tự do không thể chạm vào các chi tiết bằng kim loại mà người có thể chạm tới dây tự do không thể chạm vào các chi tiết bằng kim loại mà người có thể chạm tới được. Đối với các máy cấp II, lõi dây tự do không được chạm tới phần kim loại đã cách li với những chi tiết người chạm tới được bằng cách điện tăng cường. Lõi dây nối tới cực bảo vệ nếu để tự do, không cố định vào cực đấu dây cũng không được phép chạm tới các chi tiết có điện áp.
4.3.18. Kiểm tra các yêu cầu về nối bảo vệ
a) Kiểm tra theo yêu cầu ở điều 2.19.1 bằng cách xem xét bề ngoài máy. Các chi tiết bằng kim loại được cách li với các chi tiết có điện áp bởi lớp cách điện kép hoặc cách điện tăng cường đều không tính là các chi tiết có thể có điện áp khi hỏng cách điện.
Các chi tiết có lớp phủ sơn trang trí nếu không chịu được thử nghiệm theo điều 4.3.12 đều được coi là những chi tiết có thể có điện áp mà người có thể chạm phải.
b) Kiểm tra yêu cầu ở điều 2.19.2 bằng cách xem xét bên ngoài máy, thử bằng tay và thử theo điều 4.3.17.
c) Kiểm tra theo yêu cầu ở điều 2.19.3 bằng cách xem xét bên ngoài.
d) Kiểm tra theo yêu cầu ở điều 2.19.3 theo trình tự sau: lắp nguồn điện cao tần vào mạch bảo vệ để cho dòng điện bằng 1,5 lần dòng điện danh định của máy nhưng nhỏ hơn 25A chạy qua cực bảo vệ và mỗi chi tiết kim loại mà người có thể chạm tới được.
Điện áp không tải của nguồn điện áp cao tần không được vượt quá 12V. Đo sụt áp giữa cực bảo vệ và các chi tiết kim loại mà người có thể chạm tới được và tính điện trở tiếp xúc theo sự sụt áp đo được. Yêu cầu tổng trở của các mối nối không vượt quá 0,1ôm.
4.3.19. Kiểm tra các yêu cầu đối với các mối ghép bằng vít.
a) Kiểm tra theo yêu cầu ở điều 2.20.1 bằng cách xem xét ở ngoài máy. Các ốc, vít để duy trì lực tiếp xúc - hoặc ốc, vít do người sử dụng máy tháo lắp (khi sử dụng máy) phải làm các thử nghiệm sau:
Nới lỏng và xiết chặt các ốc vít:
10 lần đối với các vít xoáy vào vật liệu cách điện.
5 lần đối với các ốc, vít khác.
Các vít bắt vào vật liệu cách điện phải xoáy ra hoàn toàn rồi mới vặn vào.
Khi thực hiện thử nghiệm trên cần sử dụng chìa vặn có đồng hồ đo lực và vặn với mô men xoắn nêu ở bảng 10.
Bảng 10
Mômen xoắn Nm đối với Đường kính danh định
của vít, mm
Vít kim loại không có mũ nếu sau khi vặn chật vít không
nhô ra khỏi lỗ
Vít kim loại có mũ và các vít kim loại không có mũ nhưng sau khi
vặn chặt còn nhô ra khỏi lỗ
Vít bằng vật liệu
cách điện

115
2,5
3,0 4,0 5,0
6,0
0,2
0,25 0,7 0,8
-
0,4
0,5 1,2 2,5
2,5
0,4
0,5 0,6 1,00
1,25
Xê dịch các lõi dây sau mỗi lần nới lỏng ốc, vít. Trong qua trình thử nghiệm không cho phép mỗi ghép bị hỏng.
Các ốc, vít do người sử dụng máy vặn (gồm có: các ốc, vít ở các cực đấu dây; vít để giữ nắp nếu phải nới lỏng chúng khi mở) phải tác động mô men xoắn từ từ (không giật cục).
b) Xem xét phía ngoài, đo đạc và thử bằng tay để kiểm tra các yêu cầu ở điều 2.20.2.
c) Kiểm tra các yêu cầu ở điều 2.20.3 và 2.30.4 bằng cách xem xét bên ngoài.
4.3.20. Kiểm tra khoảng cách rò, khe hở không khí và chiều dầy của cách điện.
Kiểm tra các yêu cầu ở điều 2.21 bằng cách đo khi máy có lắp dây nguồn và không lắp dây nguồn. Đo khi lắp đai truyền động và khi đai truyền động đã được tháo ra. Khi đo các bộ phận chuyển động được giữ ở tư thế bất lợi nhất; các ốc vít có mũ không tròn được xoay về vị trí bất lợi nhất.
Khe hở không khí giữa các cực đấu dây và các chi tiết bằng kim loại mà người chạm tới được cần đo kho các ốc vít bị nới lỏng tới mức cao nhất. Khi đó khe hở không khí không được phép giảm quá 50% giá trị nêu trong điều 2.21.
Khoảng cách từ trong ra ngoài đi qua các rãnh hoặc lỗ ở các chi tiết bằng vật liệu cách điện ở bên ngoài được đo từ các chi tiết phía trong máy tới lá kim loại mỏng nằm tiếp xúc với bề mặt mà người có thể chạm tới, lá kim loại mỏng được ấn vào các khe, lỗ bằng que thử hình 1.
Những rãnh co chiều rộng nhỏ hơn 1mm thì khi xác định khoảng cách rò điện, chỉ tính chiều rộng của chúng.
Khi xác định khe hở không khí, không tính những khe hở không khí nhỏ hơn 1mm.
Cần tính đến các lớp sơn, phủ cách điện của vỏ hoặc các nắp đậy khi đánh giá khoảng cách rò điện và khe hở không khí.
Về chiều dầy của cách điện, quy định trong điều 2.21 không chỉ áp dụng cho cách điện liền khối mà khi đo có thể tích cả chiều dầy của một vài lớp không khí xen kẽ.
4.3.21. Kiểm tra các yêu cầu về độ bền nhiệt, khả năng không hình thành đường dẫn điện và khả năng chống rỉ.
a) Thử theo yêu cầu ở điều 2.21.1 bằn dụng cụ nêu trên hình 7.
Chi tiết thử được đặt sao cho bề mặt cần thử nằm theo mặt phẳng nằm ngang và chịu áp lực do quả cầu thép có đường kính 5mm nén với lực là 20N.

116
Thử nghiệm này tiến hành trong buồng đẳng nhiệt trong thời gian 1 giờ với nhiệt độ:
85 ±2oC đối với chi tiết bên ngoài.
125± 2oC đối với các chi tiết dùng để giữ các bộ phận có điện áp.
Hình 7.
1- Mẫu; 2- Quả cầu
Hình 8.
1- Điện cực; 2- Mẫu thử
Sau thử nghiệm, chi tiết được ngâm 10 giây trong nước, và làm mát đến 25 ± 50C. Kết quả thử coi là đạt nếu đường kính vết hằn của quả cầu trên bề mặt thử không vượt quá 2mm.
Không làm thử nghiệm này đối với các chi tiết bằng sứ.
b) Các chi tiết không làm bằng sứ phải kiểm tra theo điều 2.22.3 theo thứ tự sau:
Bề mặt của chi tiết cần thử có kích thước không bé hơn 15 x15 mm được đặt ở vị trí nằm ngang.
Hai điện cực bằng Platin hoặc bằng vật liệu không rỉ khác có kích thước nêu trên hình 8 được đặt trên mặt mẫu thử sao cho toàn bộ phần đầu điện cực tiếp xúc với bề mặt thử.
Lực nén mỗi điện cực lên mặt thử phải bằng 1 N.
Nối các điện cực với nguồn điện 50Hz, 17V. Điện trở của mạch điện thử khi nối tắt 2 điện cực được điều chỉnh bằng biến trở để có dòng điện bằng 1,0 0,1A chạy qua mạch với hệ số công suất 0,9 - 1. Mắc rơ le dòng điện có thời gian tác động không nhỏ hơn 0,5s vào mạch thử.
Nhỏ dung dịch Clorua amôn (NH) pha với nước cất từ độ cao 30-40mm vào chính giữa các cực. Dung dịch phải có điện trở suất 40 ở nhiệt độ 250C, tương ứng với nồng độ 0,1%; thể tích giọt dung dịch phải ở khoảng 20 ± 5mm3, khoảng cách giữa hai lần nhỏ là 30± 5 giây. Quy định khi chưa nhỏ quá 50 giọt thì chưa được có phóng điện bề mặt cách điện.

117
Thử của 3 chỗ của mẫu. Trước mỗi lần thử phải kiểm tra độ sạch của các điện cực, hình dáng và vị trí các điện cực.
Khi có nghi vấn thì thử lại và nếu cần thì thử trên mẫu khác.
Không làm thử nghiệm trên cho các chi tiết cách điện ở chỗ cổ góp và nắp giữ chổi than.
c) Kiểm tra theo yêu cầu ở điều 2.22.4 theo tuần tự như sau:
Làm sạch dầu mỡ của chi tiết thử bằng cách ngâm chúng 10 phút trong Clorua cacbon 4 hoặc clurua êtan 3. Sau đó ngâm chi tiết thử 10 phút trong dung dịch nước clurua amôn 10% ở nhiệt độ 25 ± 5oC.
Vẩy sạch nước nhưng không làm khô và đặt 10 phút trong buồng không khí bão hoà hơi nước ở 25 ± 50C. Sau đó đặt chi tiết thử vào tủ sấy trong 10 phút ở 100 ± 50C. Sau khi các chi tiết đã khô, trên mặt chúng không được có vết rỉ không kể các vết han ở các mép nhọn và lớp vàng có thể lau được. Các lò xo nhỏ và các cho tiết bị tác động mài mòn có thể thử mà không cần phải làm sạch dầu mỡ.
5. Ghi nhãn
5.1. Chữ viết và các kí hiệu trên máy phải để ở chỗ nhìn thấy được. Các chữ và kí hiệu phải duy trì rõ nét trong suốt thời gian sư dụng máy.
5.2. Trên mỗi máy phải ghi rõ
a) Tên hoặc nhãn hiệu của nhà máy chế tạo
b) Cấp bảo vệ của máy.
c) Các thông số chính (quy định trong tiêu chuẩn cụ thể của từng loại máy).
d) Điện áp danh định (V). Ở máy có đổi nối (sao – tam giác) phải ghi cả hai điện danh định. Thí dụ 220 /380 Y.
đ) Kí hiệu loại điện áp.
e) Tần số danh định (Hz) (đối với máy có tần số khác 50Hz).
g) Công suất tiêu thụ danh định (W) đối với các máy có công suất lớn hơn 25W.
h) Dòng điện danh định (A) đối với các máy dùng điện xoay chiều 1 pha có dòng danh định trên 6A và các máy khác có dòng danh định trên10A.
i) Khoảng trời gian làm việc và thời gian nghỉ danh định tính bằng phút hoặc giây (đối với các máy làm việc ở chế độ ngắn hạn và ngắn hạn lặp lại)
Chú thích:
1) Ghi thời gian làm việc ở chế độ danh định
2) Không ghi thời gian làm việc đối với các máy có chế độ làm việc ngắn hạn và ngắn hạn lặp lại nếu thời gian làm việc bị hạn chế do cấu tạo của máy hoặc tương đương với tải danh định.
3) Đối với chế độ làm việc ngắn hạn lặp lại thì thời gian làm việc danh định của công việc ghi trước thời gian nghỉ. (Những số ghi đó phải được phân cách với nhau bằng gạch chéo).
k) Dấu hiệu hình 9 đối với các máy cấp II.

118
l) Dấu hiệu hình 10 đối với các máy kiểu chống tia nước.
m) Dấu hiệu theo hình 11 đối với các máy kiểu chống ngấm nước.
n) Tần số quay không tải danh định - nếu lớn hơn 1000 vòng/ phút.
o) Số máy theo hệ thống đánh số của nhà sản xuất.
Kích thước h trong các dấu hiệu có thể chọn trong dẫy sau: 2,5, 3,2, 4,5, 6,3, 8,10, 12,5, 16, 20mm.
p) Năm sản xuất
Hình 9 Hình 10. Hình 11.
5.3 Phải ghi kí hiệu nối dây bảo vệ ở bên cực bảo vệ ở các máy cấp I. Cấm ghi kí hiệu nơi bảo vệ trên ốc, vít hoặc các chi tiết, bộ phận có thể tháo rời được.
5.4. Các bộ phận dùng để điều khiển máy cắt điện nếu chỉ dùng để cắt điện và không làm chức năng khác thì phải sơn đỏ.
5.5. Các máy có nguy hiểm khi đóng điện bất ngờ thì phải ghi rõ vị trí “cắt” của bộ phận cắt điện, nếu vị trí đó không là đương nhiên. Vị trí “cắt” được kí hiệu bằng số “0”.
Không được dùng “0” để làm kí hiệu khác.
5.6 Bộ phận hiệu chỉnh có thể chỉnh được trong thời gian vận hành máy phải có dấu hiệu chỉ hướng điều chỉnh để tăng hoặc giảm độ lớn của thông số chỉnh định. Dấu “+” và “-” ghi trên máy cũng đủ để chỉ hướng điều chỉnh.
Khi dùng các số để đánh kí hiệu các vị trí điều chỉnh thì vị trí “cắt” phải đánh kí hiệu bằng số 0, các số lớn hơn sẽ ghi tương ứng với mức tăng các đại lượng được điều chỉnh (công suất, tốc độ…).
5.7. Những nhãn hiệu và dấu hiệu của máy cắt và bộ phận điều khiển khác phải đặt ở gần các bộ phận đó, không được đặt những chi tiết tháo rời ra được nếu khi tháo các chi tiết đó ra hoặc lắp các chi tiết khác vào thì dấu hiệu bị thay đổi.
6. Quy tắc vận hành trong sản xuất.
6.1. Những người đã dược huấn luyện về kĩ thuật an toàn lao động mới được phép sử dụng máy.
6.2.. Điều kiện vận hành.

119
6.2.1. Chỉ cho phép vận hành những máy đáp ứng được các quy định của tiêu chuẩn này.
6.2.2. Chỉ cho phép sử dụng máy đúng những chức năng đã chỉ dẫn trong lí lịch máy.
6.2.3. Mỗi máy đều phải có số kiểm kê.
6.2.4. Người có trách nhiệm bảo quản và sữa chữa máy phải lập sổ theo dõi kiểm tra định kì và sữa chữa máy.
6.2.5. Cấm vận hành máy ở những nơi có nguy cơ nổ hoặc ở môi trường có chứa những chất có tác dụng làm hỏng kim loại và cách điện của máy.
6.2.6. Trong môi trường có nước nhỏ giọt, hoặc ở ngoài trời trong lúc có mưa, sương mù, không được vận hành những máy không có dấu hiệu đặc biệt như trên hình vẽ 10, 11.
6.3. Chuẩn bị máy trước khi làm việc
6.3.1. Mỗi lần giao máy cho người sử dụng, người có trách nhiệm bảo quản phải kiểm tra các mục sau:
- Kiểm tra tính hợp bộ và độ chắc chắn của những chỗ ghép, gắn, nối các bộ phận của máy.
- Xem xét bên ngoài các bộ phận của máy (kiểm tra dây nguồn ống bảo vệ dây, phích cắm, cách điện của vỏ, tay cầm, nắp che chổi than…)
- Kiểm tra xem bộ phận cắt mạch có làm việc dứt khoát không.
- Kiểm tra chạy không tải.
Các máy cấp I phải được kiểm tra cả mạch nối bảo vệ xem còn hay tốt không.
6.3.2. Cấm những máy đã phát hiện thấy dù chỉ một hư hỏng, không đạt tiêu chuẩn an toàn hoặc các máy đã quá thời kiểm tra định kì như điều 6.5.2.
6.4. Nguyên tắc sử dụng máy
6.4.1. Khi dùng máy cấp I phải mang phương tiện bảo vệ cá nhân (găng tay cách điện, ủng cách điện, thảm cách điện) trừ những trường hợp sau thì không cần dùng phương tiện bảo vệ cá nhân:
- Chỉ dùng một máy và máy được cấp điện qua biến áp cách li.
- Máy dùng điện từ máy phát độc lập hoặc từ bộ biến đổi tần số có các cuộn dây cách li.
- Máy có trang thiết bị cắt điện rò bảo vệ người.
6.4.2. Khi dùng máy cấp II và cấp III có thể không cần dùng phương tiện bảo vệ cánh ân.
6.4.3. Trong các hầm tầu và các thiết bị bằng kim loại khác có chỗ làm việc chật hẹp, có nguy hiểm về điện giật, ra vào khó khăn chỉ cho phép sử dụng các máy cấp III hoặc một máy cấp I hoặc cấp II dùng điện ở máy phát độc lập, máy biến áp cách li hay bộ đổi tần số có các cuộn dây cách li. Nguồn điện cung cấp cho các máy cấp I hoặc II này (máy phát độc lập, biến áp cách li…)

120
phải để ở bên ngoài chỗ làm việc và mạch điện thứ cấp của chúng kh ông được nối đ ất.
6.4.4. Những việc khi gia công yêu cầu phải cấp nước hoặc chất lỏng khác cho dụng cụ trực tiếp gia công phải sử dụng máy cấp III kiểu chống tia nước, cho phép dùng máy cấp I, II nếu cấp điện cho chúng bằng nguồn cách li như điều 6.4.3.
6.4.5. Cấm:
- Nối đất máy cấp I (khi sử dụng chúng ở lưới điện có trung tính nối đất trực tiếp) và máy cấp III.
- Cấp điện cho máy cấp III từ nguồn điện chung qua biến áp tự ngẫu, biến trở.
- Đưa điện áp hoặc bộ đổi tần số bên trong các nồi hơi bể chứa.
6.4.6. Các máy có khối lượng nặng hơn 10kg phải trang bị cơ cấu để nâng, treo máy khi làm việc.
6.4.7. Khi sử dụng máy phải chú ý tới tất cả những yêu cầu nêu trong chỉ dẫn sử dụng máy, giữ gìn máy cẩn thận, không để máy bị va đập, quá tải, hoặc bịt tác động của bụi bẩn, dầu mỡ, không để nước nhỏ giọt, nước mưa, hoặc chất lỏng khác bắn vào các máy không có bảo vệ chống ẩm.
6.4.8. Phải chú ý bảo vệ dây cáp mềm cấp điện cho máy để trách bị xây xát cách điện, tránh dây bị dính dầu mỡ hoặc tiếp xúc với các vật nóng.
6.4.9. Việc nối các thiết bị điện phục vụ cho máy (như máy biến áp, thiết bị biến tần…) với lưới điện và tháo chúng ra khỏi lưỡi phải do người có chuyên môn về điện chịu trách nhiệm.
6.4.10. Khi máy tự nhiên bị dừng (do mất điện, kẹt…) phải cắt ngay công tắc hoặc máy cắt.
6.4.11. Phải rút phích cắm để cắt máy khỏi nguồn điện:
- Thay đổi dụng cụ làm việc trực tiếp, hiệu chỉnh máy, lắp đặt vòi, ống.
- Di chuyển máy từ nơi này sang nơi khác.
- Ngừng việc.
- Kết thúc công việc hoặc ca.
6.4.12. Khi hết ca hoặc thúc công việc phải lau sạch máy và bàn giao lại cho người có trách nhiệm bảo quản tốt máy móc.
6.4.13. Trước khi khoan, đóng đinh vào các tường, bảng trong đó có thể có đặt dây điện ngầm hoặc làm các công việc có thể làm hỏng cách điện của dây hoặc thiết bị điện phải cắt điện ở chỗ cần làm việc và phải có biện pháp ngăn ngừa điện áp xuất hiện trở lại.
6.4.14. Ở những nơi do sơ ý trong khi làm việc có thể làm hỏng các đường ống ngầm thì trước khi làm việc phải che chắn đường ống.
6.4.15. Các công việc chuẩn bị theo yêu cầu ở điều 6.4.13 phải do nhân viên chuyên môn về điện thực hiện hoặc viết lệch và theo dõi trực tiếp người thi hành lệch này. Trong lệch phải chỉ rõ sơ đồ bố trí dây điện, đường ống ngầm và các biện pháp an toàn khi làm việc.

121
6.4.16. Các công việc có phát ra rung động mạnh hoặc tiếng ồn lớn phải chú ý tới các biện pháp làm giảm tác hại của rung động và tiếng ồn nơi làm việc (làm buồng cách li tiếng ồn hoặc màng chắn ồn, sử dụng các kết cấu giảm ồn rung) và phải trang bị phương tiện giảm tác hại của tiếng ồn và rung động cho người làm việc).
6.4.17. Cấm:
- Để máy còn nối tới nguồn điện nhưng không có người trông coi.
- Trao máy cho những người chưa có đủ kiến thức sử dụng máy.
- Uốn, kéo dây nguồn, dùng dây nguồn kéo vật khác.
- Để máy chịu tải quá thời gian quy định đã nêu trong hướng dẫn sử dụng máy.
- Tháo các phương tiện chống rung và điều khiển trong lúc vận hành máy.
6.4.18. Cấm sử dụng máy khi phát hiện thấy dù chỉ một trong những hư hỏng sau:
- Hỏng phích cắm, dây điện hoặc ống bảo vệ dây.
- Hỏng nắp che khói chổi than,
- Công tắc làm việc không dứt khoát,
- Phần cổ góp có hồ quang bao quanh cổ góp,
- Dầu mỡ cháy ở bộ đổi tốc độ hoặc rãnh thông gió,
- Có khói hoặc có mùi cách điện cháy,
- Tiếng ồn, rung, va đập tăng,
- Các chi tiết ở vỏ, tay cầm, rào chắn có chỗ bị méo hoặc nứt.
- Dụng cụ làm việc trực tiếp bị hỏng.
6.5. Kiểm tra định kì
6.5.1. Phải thử định kì cho máy và các phụ tùng thiết bị đi kèm (biến áp, thiết bị đổi tần, thiết bị cắt điện bảo vệ, dây nguồn…) ít nhất 1 lần trong 6 tháng.
6.5.2. Nội dung thử định kì gồm có:
- Xem xét bên ngoài,
- Kiểm tra máy làm việc không tải ít nhất 5 phút,
- Đo điện trở cách điện (bằng máy đo điện một chiều 500V khi đóng công tắc), điện trở cách điện không được nhỏ hơn 1,0
- Kiểm tra mạch bảo vệ (theo điều 4.2.3).
6.6. Sữa chữa và bảo dưỡng
6.6.1. Đơn vị sử dụng mấy phải thường xuyên kiểm tra, bảo dưỡng và thống kê các công việc máy đã làm.
6.6.2. Việc kiểm tra, bảo dưỡng máy v à các thiết bị đi kèm phải do nhân viên chuyên dùng môn thông thạo kĩ thuật an toàn tiến hành.
Sau khi sữa chữa mỗi máy phải được thử lại theo mục 4.3.2 theo các phương pháp nêu ở mục 4.2.

122
6.7. Bảo quản và vận chuyển
6.7.1. Phải bảo quản máy ở nơi khô ráo và theo những điều kiện bảo quản ghi trong lí lịch máy.
6.7.2. Nơi cất, giữ máy phải có giá, giàn, ngăn để đặt may. Cấm xếp chồng máy trong trạng thái không có bào gói.
6.7.3. Khi vận chuyển máy trong phạm vi xí nghiệp, nơi làm việc phải chú ý các biện pháp bảo vệ tránh làm hỏng máy.
Cấm vận chuyển máy chung với các chi tiết, sản phẩm bằng kim loại.
7. Quy tắc an toàn khi sử dụng máy trong sinh hoạt.
7.1. Trong sinh hoạt chỉ cho phép sử dụng các máy cấp II và III theo các chức năng ghi trong lí lịch máy.
7.2. Trước khi làm việc phải kiểm tra máy theo nội dung ở điều 6.3.1.
7.3. Phải sử dụng máy theo những quy định nêu trong các điều 6.2.6; 6.4.2; 6.4.7; 6.4.8; 6.4.10; 6.4.11; 6.4.18.

123
TIÊU CHUẨN VIỆT NAM TCVN 5587:1991
Nhóm E Tiêu chuẩn bắt buộc áp dụng
Sào cách điện Dielectric handle rod
Tiêu chuẩn này áp dụng cho các loại sào cách điện dùng để thao tác các thiết bị đóng cắt và thao tác nối đất cho các thiết bị điện một chiều và xoay chiều tần số công nghiệp.
1. Yêu cầu kĩ thuật
1.1. Sào cách điện phải được chế tạo để sử dụng bình thường trong điều kiện khí hậu của môi trường theo TCVN 1443 : 1973.
- Nhiệt độ đến 400C.
- Độ ẩm tương đối đến 98% ở nhiệt độ 250C.
- Độ cao so với mặt biển không lớn hơn 1000mm.
1.2. Sào cách điện được chế tạo với ba phần chính:
- Phần làm việc.
- Phần cách điện.
- Phần tay cầm.
1.3. Cấu trúc phần việc cần cần đảm bảo có thể gắn chắc với các chi tiết bị và phần cách điện khi thao tác.
1.4. Phần cách điện nằm giữa phần làm việc và tay cầm được chế tạo bằng các vật liệu cách điện có tính chất cách điện và cơ học cao.
1.5. Sào làm bằng ống cách điện phải đảm bảo không cho hơi ẩm và bụi lọt vào phía trong.
1.6. Các chi tiết kim loại phải được chế tạo từ vật liệu không gỉ hoặc bảo vệ bề mặt.
1.7. Cấu tạo và khối lượng của sào cách điện phải đảm bảo thuận lợi cho một người thao tác.
1.8. Kích thước cơ bản của sào cách điện không được nhỏ hơn các kích thước của bảng 1 và bảng 2.

124
Bảng 1
Chiều dài, mm Điện áp danh định của thiết bị điện, kV Phần cách điện Phần tay cầm
Đến 1 Từ 2 đến 15
Trên 15 đến 35 Trên 35 đến 110
150
220 330
Trên 330 đến 500
Không quy định 700
1100 1400 2000
2500 3000 4000
Không quy định 300
400 600 800
800 800
1000
Bảng 2
Chiều dài, mm Loại sào cách điện
Phần cách điện Phần tay cầm
Để nối đất cho trạm đến 1.000V Không quy định Không quy định
Để nối đất cho trạm 2kV đến 500kV Theo Bảng 1 Theo Bảng 1
Để nối đất cho đường dây đến 35kV - -
Để nối đất cho đường dây trên không 110kV đến 220kV chế tạo hoàn toàn bằng vật liệu cách điện
1400 Theo Bảng 1
1.9. Sào cách để nối đất cho đường dây trên không điện áp đến 10kV phải chịu đựng lực kéo 100kG trong một phút. Các loại sao cách điện dùng để thao tác và nối với đất khác phải chịu lực kéo 150kG trong một phút.
1.10. Khả năng chịu uốn tính bằng phần trăm của sào được xác định theo tỉ lệ số giữa bán kính cong tại điểm đặt lực sào cách điện áp 2000kV và 20% đối với sào chịu điện áp cao hơn, dưới tác động của chính khối lượng của soà (loại sào thao tác) hoặc khối lượng của sào cộng với khối lượng của dây nối đất (loại sào dùng để nối đất) hoặc hai làn khối lượng phần làm việc với khối lượng của cầu chì bảo vệ.
1.11. Độ bền cách điện
Đối với sào cấp điện áp đến 110kV phải chịu điện áp xoay chiều tần số công nghiệp có giá trị bằng ba lần điện áp dây trong thời gian 5 phút, nhưng không nhỏ hơn 40kV còn cấp điện áp hơn 110kV phải bằng 3 lần điện áp pha trong thời gian 5 phút.
1.12. Tại chỗ tiếp giáp giữa tay cầm với phần cách điện cần có vòng giới hạn bằng vật liệu cách điện. Đường kính ngoài của vòng giới hạn cần lớn hơn đường kính phần tay cầm không ít hơn 10mm.
2. Phương pháp thử

125
2.1. Kiểm tra kích thước của sào với dụng cụ sai số đến 1,0mm.
2.2. Kiểm tra các yêu cầu ở điều 1.2.1.3, 1.4, 1.5, 1.6, 1.7 bằng cách xem xét.
2.3. Kiểm tra độ bền cơ lí theo TCVN 4760: 1989.
2.3.1. Kiểm tra độ bền kéo đứt. Sào được cố định phần làm việc, lực tác dụng ở phần tay cầm hướng dọc theo sào, giá trị lực kéo theo quy định ở điều 1.9.
2.3.2. Kiểm tra độ bền uốn sào bằng cách đặt sàn theo phương nằm ngang, cố định sào tại điểm mút của tay cầm và vòng giới hạn. Giá trị uốn theo quy định ở điều 1.10. đặc điểm lực tại điểm làm việc của phần làm việc.
2.4. Kiểm tra độ bền cách điện theo TCVN 2329: 1978 và TCVN 2330: 1978.
Điện áp thử được đặt giữa phần làm việc và điện cực tạm thời của vòng giới hạn từ phía phần cách điện.
Sào cách điện được coi là chịu được thử nghiệm nếu không xảy ra đánh thủng hoặc phóng điện bề mặt hoặc đốt nóng cục bộ do tổn hao cách điện.
3. Ghi nhãn, bao gói và bảo quản
3.1. Nhãn được in bằng mực không phai hoặc in nổi trên bìa kim loại không rỉ, được gắn chặt vào phần cách điện cách đầu mút phía làm việc 100m.
Trên nhãn cần ghi rõ:
a) Tên và kí hiệu sản phẩm;
b) Cơ sở chế tạo;
c) Điện áp dử dụng;
d) Tháng, năm xuất xưởng;
đ) Kí hiệu tiêu chuẩn hiện hành.
3.2. Mỗi sào hoặc khóm sào được đặt trong bao da, đóng gói bằng hòm gỗ với trọng lượng không quá 50kG. Mỗi hòm phải gắn phiếu ghi rõ:
a) Tên và kí hiệu sản phẩm;
b) Cơ sở chế tạo;
c) Điện áp sử dụng;
d) Số lượng;
đ) Ngày, tháng, năm đóng gói;
e) Kí hiệu tiêu chuẩn hiện hành.
3.3. Sào phải được bảo quản trong môi trường kho ráo thoáng mát, cách xa vật phát nhiệt, không bị ảnh hưởng của dung môi có hại như xăng, dầu, axít v.v…

126
TIÊU CHUẨN VIỆT NAM TCVN 5588:1991
Nhóm E
Tiêu chuẩn bắt buộc áp dụng
Ủng cách điện Dielectric foot – wear
Tiêu chuẩn này áp dụng cho các loại ủng cách điện dùng làm phương tiện bảo vệ bổ sung nhằm tăng cường khả năng an toàn điện cho người trong thử nghiệm, vận hành thiết bị điện.
1. Quy cách
1.1. Ủng cách điện được chế tạo theo hai cấp điện áp sử dụng:
- Đến 1000V.
- Trên 1000V.
1.2. Ủng được chế tạo với kích cỡ sau:
Ủng nam: 247, 255, 262, 270, 277, 285, 292.
Ủng nữ: 225, 232, 240, 247, 255, 262, 270.
1.3. Kiểu và kích thước cơ bản cần phù hợp với các quy định trong bảng 1, hình 1 và hình 2.
Bảng 1
Kích thước: mm
Ủng nam Ủng nữ
Kích thước L
Độ rộng không nhỏ
hơn
Chiều cao H không nhỏ hơn
Kích thước L
Độ rộng không nhỏ
hơn
Chiều cao H không nhỏ hơn
A B A B
247 255
262 270 277
285 292
171 174
177 180 183
186 189
200 203
206 209 212
215 218
360 368
375 383 390
398 405
225 232
240 247 255
262 270
153 156
159 162 165
168 171
188 191
194 197 200
203 206
320 325
330 335 340
345 350
Chú thích:

127
l1 = 16%L l2 = 41%L l3 = 20%L Ủng nam: h1 = 42%H h2 = 20%H h3 = 24%H Ủng nữ: h1 = 39%H h2 = 18%H h3 = 22%H
Hình 1 Hình 2
1.4. Chiều dầy của ủng tại các vị trí đo tương ứng trên hình 1 và hình 2 không nhỏ
hơn trị số quy định trong bảng 2.
Bảng 2
Kích thước: mm
Ủng cao su V ị trí trên ủng
Nam Nữ Ủng PVC
1 2
3 4 5 6
2,5 2,0
3,5 1,3 8,0 22,0
2,5 2,0
3,5 1,3 6,0 17,0
3,0 2,5
3,4 1,8 8,0 22,0
1.5. Cho phép chế tạo ủng với kiểu và kích thước khác trừ chiều dầy của ủng tại:
- Mũi ủng (vị trí 1)
- Đế ủng (vị trí 5 và 6).
2. Yêu cầu kĩ thuật
2.1. Ủng phải được chế tạo để sử dụng bình thường trong điều kiện khí hậu của môi trường theo TCVN 1443: 1973.
- Nhiệt độ đến 400C.
- Độ ẩm tương đối đến 98% ở nhiệt độ 250C.

128
- Độ cao so với mặt biển không lớn hơn 1000m.
2.2. Ủng được chế tạo với màu xám sáng hoặc nâu nhạt. Từng đôi phải đồng nhất về màu sắc.
2.3. Các chỉ tiêu cơ lí của ủng phải phù hợp với bảng 3.
Bảng 3
Cao su PVC Chỉ tiêu cơ lí Phần
trên Phần đế Phần
trên Phần đế
Độ bền kéo đứt, kG/cm2 không nhỏ hơn Độ dãn dài tương đối khi kéo đứt, % không nhỏ hơn
70 500
60 400
60 350
65 250
2.4. Độ bền điện phải phù hợp với quy định ở bảng 4.
Bảng 4
Loại ủng với cấp điện áp sử dụng
Điện áp thử, V tần số công nghiệp trong thời
gian một phút
Dòng điện rò, mA, ở điện áp thử, không lớn
hơn
Đến 1000V Trên 1000V
5000 20.000
9 9
2.5. Ủng không được thấm nước trong quá trình sử dụng.
2.6. Ủng phải chịu được thử nghiệm lão hoá trong 168h ở nhiệt độ 700C. Sau khi thử nghiệm các chỉ tiêu cơ lí không kém hơn 75% so với quy định ở bảng 3.
3. Phương pháp thử
3.1. Kiểm tra đồng bộ phải, trái, mầu sắc cho mỗi đôi bằng cách xem xét.
3.2. Đo các kích thước cơ bản bằng dụng cụ đo với độ chính xác đến 1mm.
3.3. Kiểm tra khả năng không thấm nước bằng cách bơm không khí vào ủng với áp lực 0,5kPa/cm2 và dìm vào bể nước. Trong thời gian 10s mặt ủng không được sủi bọt.
3.4. Đo chiều dầy của ủng bằng dụng cụ đo có đường kính vết đo 10mm, dưới áp lực 100G và sai số cho phép không quá 0,1mm. Kết quả đo chiều dầy là gia trị trung bình của 3 số đo đối với mỗi điểm đo.
3.5. Các chỉ tiêu cơ lí được xác định theo TCVN 1592: 1987 và TCVN 1593: 1987.
3.6. Độ bền cách điện được xác định theo TCVN 2329: 1978 và TCVN 2330: 1978. Phần điện cực đo được thực hiện như sau: ủng được dìm vào bể nước, nước được rót vào trong ủng sao cho phần ủng khô, tính từ mép ủng là 5cm. Mực nước trong ủng và ngoài ủng phải bằng nhau. Điện cực được đặt hẳn vào phần nước trong ủng nối tiếp với đồng hồ mili – ampêmt và mắc

129
vào một cực của máy biến áp. Cực kia của máy biến áp đặt vào phần nước bên ngoài ủng và nối đất.
Các ủng không đạt yêu cầu cách điện phải được loại bỏ.
3.7. Trường hợp kết quả thử không đạt yêu cầu theo một chỉ tiêu bất kì (trừ chỉ tiêu cách điện) thì cho phép tiến hành thử lần thứ hai, với số mẫu gấp hai lần. Kết quả thử này được coi là lần cuối cùng.
3.8. Thử lão hoá theo TCVN 5586: 1991. (Số hiệu của tiêu chuẩn găng cách điện).
4. Ghi nhãn, bao gói và bảo quản.
4.1. Trên mỗi ủng, mặt ngoài, cách mép trên của ủng 50mm. Nhà chế tạo đóng dấu mực trắng không phai hoặc dấu nổi ghi rõ:
a) Tên và kí hiệu sản phẩm;
b) Cơ sở chế tạo;
c) Cấp điện áp sử dung;
d) Tháng, năm xuất xưởng.
4.2. Trước khi đóng gói, ủng phải được sấy khô trong môi trường nhiệt độ 60oC, trong thời gian 1h.
4.3. Ủng phải được đóng gói thành đôi, đông mầu, cùng cỡ trong hộp giấy. Trọng lượng mỗi hòm đóng không quá 50kG.
4.4. Mỗi hòm được đóng gói ghi rõ:
a) tên và kí hiệu sản phẩm;
b) Cơ sở chế tạo;
c) Điện áp sử dụng;
d) Số đôi, cỡ số;
đ) tháng, năm, xuất xưởng;
e) Kí hiệu tiêu chuẩn.
4.5. Ủng cần được bảo quản trong môi trường kho ráo, thoáng mát, cách xa vật phát nhiệt không có ảnh hưởng của dung môi có hại như xăng, dầu, axít v.v…

130
TIÊU CHUẨN VIỆT NAM TCVN 5589:1991
Nhóm E Tiêu chuẩn bắt buộc áp dụng
Thảm cách điện Dielectric rug
Tiêu chuẩn này áp dụng cho các loại thảm cách điện bằng cao su dùng để làm phương tiện bảo vệ bổ sung, nhằm tăng cường khả năng an toàn điện cho người trong thử nghiệm, vận hành thiết bị điện.
1. Yêu cầu kĩ thuật
1.1. Thảm phải được chế tạo để sử dụng bình thường trong điều kiện khí hậu của môi trường theo TCVn 1443 :1973.
- Nhiệt độ đến 400C.
- Độ ẩm tương đối đến 98% ở nhiệt độ 250C.
- Độ cao so với mặt nước biển không lớn hơn 1000m.
1.2. Thảm được chế tạo theo các kích thước sau:
- Chiều dài từ 500mm đến 8.000mm
- Chiều rộng từ 500mm đến 1.200mm
- Chiều dầy (6±1)mm.
1.3 Thảm có bề mặt nhám với các rãnh răng cưa có độ sâu từ 1mm đến 3mm.
1.4 Thảm có thể có màu sắc bất kì nhưng phải có đồng màu trên một tấm thảm.
1.5 Mặt trên của thảm không được có vết nứt, tạp chất, lỗ thủng cũng như vết lõm sâu quá 1mm, đường kính quá 1mm với số lượng quá 6 điểm trên một mét chiều dài, cho phép có đường răng cưa và hoa văn.
1.6 Bề mặt dưới của thảm không có vết lõm sâu quá 1,5mm, dài quá 35mm, rộng quá 20mm; không có bọt khí cao quá 1,5mm đường kính quá 5mm. Tổng số vết lõm và bọt khí không quá 6 điểm trên một chiều dài.
1.7 Các chỉ tiêu cơ lí của thảm cao su theo quy định ở bảng 1.
Bảng 1
Chỉ tiêu Giá trị
Độ bền kéo đứt không nhỏ hơn , KG/cm2
Độ dãn dài tương đối khi kéo đứt, %, không nhỏ hơn
Độ dãn dư tương đối sau khi đứt , %, không lớn hơn
25
180
45

131
1.8 Thảm phải chịu được điện áp thử xoay chiều 20hV tần số công nghiệp trong thời gian một phút .
1.9 Dòng điện dò cho phép giữa các điện cực thử nghiệm không lớn hơn 1mA trên 1000V điện áp thử.
1.10 Thảm uốn cong 180o theo hai hướng vuông góc không được có vết nứt
1.11 Thảm phải chịu được thử nghiệm độ lão hoá trong 168h ở nhiệt độ 70oC. Sau khi thử các chỉ tiêu cơ lí không thấp hơn 75% giá trị trước khi thử lão hoá.
2. Phương pháp thử.
2.1 Kích thước của thảm được kiểm tra bằng dụng cụ có sai số không quá 1mm.
2.2 Độ sâu vân răng cưa và kích thước các chỗ sai hỏng được đo bằng dụng cụ có sai số không quá 0,2mm.
2.3 Hình dáng , màu sắc của thảm được kiểm tra bằng mắt .
2.4 Các chỉ tiêu cơ lí được kiểm tra theo TCVN 1592 : 1978.
2.5 Chỉ tiếu độ bền điện của thảm được kiểm tra theo TCVN 2329 :1978 và TCVN 2330 :1978. Trong mạch đo mắc nối tiếp đồng hồ miliampemt. Phần điện cực đo được thực hiện như sau: thảm được kéo giữa hai trục kim loại có đường kính (200 ± 25) mm được dùng làm hai cực điện. Điện cực này được chế tạo từ không rỉ hay thép mạ Ni, Cr…
Trục dưới được nối với một cực của máy biến áp và nối với đất quay với tốc độ 3cm/s. Trục trên quay tự do được nối tiếp với đồng hồ miliampemt và mắc với một cực kia của biến áp. Chiều dài của trục trên là 400mm khi thử với thảm có chiều rộng 500mm và 1100mm với thảm 1200mm. Tải trọng của điện cực trên bằng 5kG với trục dài 400mm và 7,5 kG với trục dài 1100mm. Tải trong phân bổ đều trên toàn bộ trục. Thảm được kéo khi trục trên được nâng đến điện áp 20 kV. Dòng điện rò ở điện áp thử không được quá 1mA/1kV.
2.6. Thảm uốn cong 180o về hai hướng vuông góc với thanh kẹp kim loại co đường kính bằng 4 lần chiều dầy thảm. Thời gian là 5 phút vẫn đảm bảo không có vết nứt.
2.7. Thử lão hoá theo TCVN 5586: 1991.
3. Ghi nhãn, bao gói và bảo quản
3.1 Trên mỗi thảm, ở mặt sau tại góc thảm cách mép thảm 10cm, nhãn của thảm được thực hiện bằng phương pháp đóng dấu đỏ hoặc in dấu nổi. Trên nhãn ghi rõ:
a) tên sản phẩm và kí hiệu;
b) Cơ sở chế tạo:
c) Điện áp thử;
d) Quy cách;
đ) Kí hiệu tiêu chuẩn.
3.2. Thảm có thể quấn thành một cuộn hoặc xếp tấm vào hòm gỗ, đường kính lõm quấn

132
Không nhỏ hơn 100mm. Trọng lương mỗi hòm không quá 50kg. Để thuận lợi cho vận chuyển cho phép trọng lượng đến 90kg đối với thảm kích thước lớn.
3.3. Mỗi hòm hoặc mỗi cuộn phải gắn phiếu ghi rõ:
a) Tên sản phẩm và kí hiệu.
b) Cơ sở chế tạo;
c) Quy cách;
d) Số lượng;
đ) Kí hiệu tiêu chuẩn.
3.4. Thảm cần được bảo quản trong môi trường kho ráo thoáng mát, cách xa các vật cách nhiệt, không có ảnh hưởng của dung môi có hại như xăng, dầu, axít…

133
TIÊU CHUẨN VIỆT NAM TCVN 5586:1991
Nhóm E
Tiêu chuẩn bắt buộc áp dụng
Găng cách điện Dielectric gloves
Tiêu chuẩn này áp dụng cho các
loại găng cách điện bằng cao su dùng làm phương tiện bảo vệ bổ sung nhằm tăng cường khả năng an toàn điện cho người trong thử nghiệm, vận hành thiết bị điện.
1. Quy cách
1.1. Găng cách điện được chế tạo theo hai cấp điện áp sử dụng sau đây;
- Đến 1.000V (găng hạ áp);
- Trên 1.000V (găng cao áp).
1.2. Găng cách điện có thể được chế tạo theo các cỡ và kích thước trên hình 1 và bảng 1.
Bảng 1
Kích thước: mm
Cỡ găng Kích thước
1 2 3 Sai lệch
Độ dài L không bé hơn
Độ dài b Độ dài b1
Độ dài b2
Độ dài 1
250
220 240 310
106
350
240 260 340
118
350
260 290 360
125
±10
±10 ±10 ±10
±5
Chiều dầy, S (găng hạ áp) không nhỏ hơn 0,7
Chiều dầy, S (găng cao áp) không nhỏ hơn 1,2
Chú thích: Cho phép chế tạo găng có hình dạng và kích thước khác với quy định trên (trừ chỉ tiêu chiều dầy), theo sự thoả thuận của khách hàng.

134
2. Yêu cầu kĩ thuật
2.1. Găng phải được chế tạo để sử dụng bình thường trong điều kiện khí hậu của môi trường theo TCVN 1443:1973.
- Nhiệt độ đến 400C.
- Độ ẩm tương đối đến 98% ở nhiệt độ 250c.
- Độ cao so với mặt biển không lớn hơn 1000m.
2.2. Găng phải được chế tạo đồng nhất về mầu sắc cho mỗi đôi, bề mặt găng phải nhẵn.
2.3. Găng cao su cần có chỉ tiêu cơ lí theo bảng 2.
Bảng 2
Chỉ tiêu cơ lí Giá trị
1. Độ bền kéo đứt, kG/cm2, không nhỏ hơn 2. Độ dãn dài kéo đứt,%, không nhỏ hơn 3. Độ dãn dư, %, khi kéo dài 500% không lớn hơn
150 700 10
2.4. Độ bền cách điện của găng phải phù hợp với quy định trong bảng 3.
Bảng 3
Loại găng Điện áp thử nghiệm, V, ở tần số công nghiệp
trong một phút
Dòng điện rò ở điện áp thử nghiệm, không vượt
quá, mA
Găng điện áp đến 1000V Găng điện áp trên 1000V
3500 9000
3,5 9
2.5. Găng phải chịu được thử nghiệm độ lão hoá trong 168h ở nhiệt độ 70oC. Sau khi thử các chỉ tiêu cơ lí không thấp hơn 75% giá trị trước khi lão hoá.
3. Phương pháp thử
3.1. Kiểm tra đồng bộ phải trái độ đồng mầu cho mỗi đôi bằng cách xem xét.
3.2. Kiểm tra chất lường màng găng được thực hiện bằng cách dồn vào găng 1,5dm3 không khí sau đó giữ thật khít cổ găng, rồi quan sát bề mặt găng.
3.3. Đo chiều dầy găng bằng dụng cụ đo có độ chính xác đến 0,1mm đường kính vết đo là 10mm, với áp lực 1000. Đo ít nhất 3 điểm theo chiều dọc của găng bắt đầu từ đỉnh ngón giữa.
3.4. Các chỉ tiêu cơ lí được xác định theo TCVN 1592:1987 và TCVN 1593:1987.
3.5. Độ bền cách điện của găng được xác định theo TCVN 2329:1978 và TCVN2330:1978. Trong mạch đo mắc nối tiếp thêm đồng hồ đo miliampe. Phần điện cực được thực hiện như sau:
Găng được dìm vào bể nước, nước được rót vào găng sao cho phần găng khô tính từ mép găng là 5cm. Mức nước trong găng và ngoài găng phải bằng nhau. Một cực đặt hẳn vào phần nước trong găng nối tiếp với đồng hồ miliampêmt mắc vào một cực của biến áp. Một cực đặt vào phần nước bên

135
ngoài găng mắc vào cực kia của biến áp và nối đất. Các găng không đạt yêu cầu cách điện phải được loại bỏ.
3.6. Thử lão hoá được tiến hành trong buồng nhiệt ở nhiệt độ 70 ± 2oC thời gian thử là 168h. Sau khi thử lưu mẫu trong điều kiện nhiệt độ phòng không ít hơn 16h rồi thử theo điều 3.4, 3.5.
Chú thích: Cho phép có thời gian ngừng thử nhưng tổng số thời gian này không quá 60h.
3.7. Trường hợp kết quả thử găng không đạt yêu cầu theo một chỉ tiêu nào đó (trừ chỉ tiêu cách điện) thì phải tiến hành thử lần hai với số mẫu gấp hai lần. Kết quả thử lần này được coi là kết quả cuối cùng.
4. Ghi nhãn, bao gói và bảo quản
4.1. Trên mỗi găng ở mặt chính diện, cách mép 50mm đóng một dấu trắng chữ đỏ mực không phai hoặc dấu nổi.
Dấu ghi rõ:
a) Tên và kí hiệu sản phẩm;
b) Cơ sở chế tạo;
c) Cấp điện áp dụng.
d) Thời gian thử xuất xưởng;
đ) Kí hiệu tiêu chuẩn.
4.2. Găng được bao gói thành từng đôi sau khi làm vệ sinh và sấy khô nhiệt độ 600C trong một giờ.
4.3. Găng được đóng gói vào hòm vận chuyển co trọng lượng không quá 50kG.
4.4. Mỗi gói nilông và mỗi kiện đều có nhãn với nội dung sau:
a) Tên và kí hiệu sản phẩm;
b) Cơ sở chế tạo;
c) Số đôi, cỡ số;
d) Cấp điện áp sử dụng ;
đ) Số hiệu tiêu chuẩn.
4.5. Găng cần được bảo quản trong môi trường khô ráo, thoáng mát, cách xa các vật cách nhiệt , không có ảnh hưởng của dung môi có hại như xăng , dầu , axit …vv.

136
TIÊU CHUẨN VIỆT NAM TCVN 3145:1979
Nhóm T
Khí cụ đóng cắt mạch điện, điện áp 1000 V – Yêu cầu an toàn Switching devices for voltage below 1000 V – Safety requirements
1. Tiêu chuẩn này áp dụng cho các khí cụ thông dụng để đóng cắt mạch điện, điện áp đến 1000 V.
Tiêu chuẩn này quy định các yêu cầu an toàn đối với kết cấu cảu khí cụ đóng cắt mạch điện .
2. Khí cụ đóng cắt mạch điện, điện áp đến 1000 V phải tuân theo các quy định của tiêu chuẩn này, TCVN 2841 : 1979 và TCVN 2282 : 1978.
3. Cấp bảo vệ của khí cụ đóng cắt mạch điện phải tuân theo TCVN 1988 :1977.
4. Sự phát nóng cục bộ của khí cụ đóng cắt mạch điện phải đảm bảo không làm biến dạng hay nóng chảy các bộ phạn dãn điện, cách điện và truyền động, không gây nguy hiểm cho người trng quá trình làm việc. Nhiệt độ mặt ngoài của vỏ của những khí cụ đóng cắt mạch điện mà người lao động tiếp xúc thường xuyên, nút bấm và tay cầm thao tác không quá 50oC.
5. Kết cấu cảu thiết bị đóng cắt mạch điện phải đảm bảo để:
Khi được lắp đặt trong thiết bị chính thì khung kim loại không mang điện của khí cụ đóng cắt mạch điện có thể đẩy vào hay kéo ra được nối hệ thống nối đất của thiết bị chính đó;
Khi kéo khí cụ ra mà phần dãn điện đã được cất khỏi nguồn điện thì không nhất thiết phải nối khung kim loại không mang điện với hệ thống nối đất của thiết bị chính;
Khi tháo khí cụ đóng cắt mạch điện ra khỏi thiết bị chính, trước tiên phải tháo phần dẫn điện ra khỏi nguồn điện, sau đó tháo mạch nối đất.
6. Khi được lắp đặt trong thiết bị chính, kết cấu của khí cụ đóng cắt mạch điện có thể đẩy vào kéo ra được phải được định vị ở vị trí ; làm việc và có thể liên động để không cho phép đẩy vào hay kéo ra khi khí cụ đang ở trạng thái đóng.
7. Khi lựa chọn khoảng cách rò điện và khe hở điện của khí cụ đóng cắt mạch điện được lắp trong vở của thiết bị khác phải chú ý đến ảnh hưởng của các tấm cách điện và tính bảo vệ của vỏ ấy, cũng như các yếu tố làm giảm độ bền điện (thí dụ sự ion hoá, nhiệt độ cao, độ ẩm lớn , muội than, bụi và các sản phẩm do đập hồ quang ….) để đảm bảo an toàn cho người vận hành.
8. Các khí cụ đóng cắt mạch điện có cơ cấu truyền động bằng tay phải có bộ phận bảo vệ để loại trừ khả năng tay gạt đánh lại do lực điện động làm chấn thương tay người thao tác khi đóng cắt mạch điện.

137
9. Vòng nguy hiểm do khí phun ra trong quá trình làm việc cảu khí cụ phải được quy định trong tiêu chuẩn hoặc điều kiện kĩ thuật cho từng loại và kiểu khí cụ, cũng như phải nói rõ trong hướng dẫn lắp đặt và vận hành.

138
TIÊU CHUẨN VIỆT NAM TCVN 2572 : 1978
Nhóm E
Biển báo an toàn về điện Danger warning sign for electric installations
Tiêu chuẩn này áp dụng cho các biển báo có chữ và dấu hiệu có điện áp, đặt
trên các dụng cụ, máy, khí cụ, các thiết bị điện ….vv. để báo cho người tránh khỏi nguy hiểm do điện gây ra khi vận hành, làm việc và đi qua gần những thiết bị đó.
1. Phân loại và kích thước
1.1 Căn cứ vào các đối tượng cần báo hiệu, biển báo gồm:
Biển báo chung - dùng ở những nơi co nhân viên vận hành thiết bị điện cũng như người đến làm việc hoặc đi qua.
Biển báo riêng - dùng ở những nơi chỉ có nhân viên vận hàng thiết bị điện làm việc.
1.2 Căn cứ vào thời gian sử dụng biển báo gồm:
Biển báo cố định - đặt trong một thời gian không quy định;
Biển báo lưu động - đặt trong một thời gian nhất định.
1.3 Căn cứ vào kích thước (a x b), tính bằng mm, biển báo được phân thành nhóm sau:
a – 360 x 240 e – 145 x 72
b – 240 x 150 g – 105 x 52
c – 240 x 120 h – 72 x 36
d – 210 x 210 i – 52 x 26
k – 36 x 18
1.4 Căn cứ vào nội dung lời trên biển, biển báo được phân theo bảng 1.

139
Bảng 1.
Kiểu Lời trên biển Chức năng
Loại Kích thước
Chú thích Hình vẽ
1 2 3 4 5 6 7
1aX Cấm vào! Điện
áp cao nguy hiểm chết người
Chung Cố định 360 x 240
Có dấu hiệu có điện áp và hình sọ
người
1
2aX
2b
2K
Cấm trèo! Điện áp cao nguy hiểm
chết người Chung
Cố định Lưu động
Khuôn
360 x 240
240 x 150
360 x 240
Có dấu hiệu có điện áp và hình sọ
người
2,3
4
5
1 2 3 4 5 6 7
3aX
Chung
Cố định 360 x 240 6
3b
Cấm lại gần! Có điện nguy hiểm
chết người Chung Lưu động
240 x 150
Có dấu hiệu có điện áp
7
4aX
Dừng lại! Có điện nguy hiểm chết
người
Chung Cố định 360 x 240 Có dấu hiệu có điện áp 8
5aX Cấm sờ!Có điện nguy hiểm chết
người Chung Cố định 360 x 240 Có dấu hiệu
có điện áp 9
6ax Chú ý! Phía trên có điện Chung Cố định 360 x 240 Có dấu hiệu
có điện áp 10
7b Cấm đóng điện! Có người đang
làm việc Riêng Lưu
động 240 x 150 - 11
8b
Cấm đóng điện !Có người đang làm việc trên dây
dẫn
Riêng Lưu động 240 x 150 - 12
9b Cấm mở!Có
người đang làm việc
Riêng Lưu động 240 x 150 - 13
10c Chú ý! Điện áp ngược Riêng Lưu
động 240 x 150 - 14
11c Đã nối đất Riêng Lưu động 240 x120 - 15
12d Làm việc tại đây Riêng Lưu động 210 x 210 - 16

140
13d Trèo tại đây Riêng Lưu động 210 x210 - 17
14d Vào hướng này Riêng Lưu động 210 x 210 - 18
15eX 145x 72
15gX 105 x 52 19
15hX 72 x 36 20
15iX 52 x 26
15kX
- Chung Cố định
36 x 18
Có dấu hiệu có điện áp
Chú thích.
1.Trong trường hợp cần thiết, cho phép vẽ thêm hình sọ người nhưng phải đảm bảo yêu cầu trong điều 2.6 cảu tiêu chuẩn này;
2. Chữ và số ở cột (cột 1 - “Kí hiệu”) biểu thị 1 đến 15 - Phân theo lời ghi ở cột 2 (bảng 1); a, b, c, d, e, g, h, i, k - Phân theo kích thước:
K- Loại biển cố định ;
K- Khuôn. Khuôn là loại biển đã được khoét thủng tất cả các chữ viết, dấu hiệu có điện áp và khung của biển.
1.5 Nội dung trình bày và kích thước biển báo được quy định trong bảng 2- 4 và trên hình vẽ 1 - 20.

141
Bảng 2
Ki ểu Hình a b c m e f g t h1 h2 h3 k I D n S1 S1 d
1 aX,2aX
3aX,4aX,
5 aX
1,2, 6,8,
9 360 240 40 350 40 12 12 - 160 35 24 40 40 - 4 5 3 6
2b,3b và 8b 4 và
12 240 150 25 - 25 70 10 100 100 25 20 25 5 - 4 3 2 4
7b và 9b
11 và
13 240 150 - - - 70 10 100 - 25 20 25 15 - 4 3 2 4
12d,13d và 14d 16,17,18 210 210 - - - 55 12 100 - 24 - 71 20 170 10 3 - 4
Còn lại Theo hình vẽ
Bảng 3
Kiểu Hình vẽ a b c e f g h D
15 eX
15gX 15hX 15 iX
15kX
16 v à 17
72
52 36 26
18
145
105 72 52
36
27
20 15 10
7
18
13 9 6
5
5,0
4,5 4,0 3,0
2,5
5,0
4,5 4,0 3,0
2,5
110
80 55 40
25
3
3 2 2
2

142
1.6 Biển báo phải được sơn màu phù hợp với quy đ định trong bảng 4
Bảng 4.
Ki ểu Nền Chữ Dấu Hiệu có điện áp
Hình sọ người
Vòng trong Khung
1 aX,2 aX,2K Trắng Đen Đỏ t ươi Đen - Đỏ t ươi
26,3 aX,3b, 4 aX,5 aX, 6 aX
Trắng Đen Đỏ tươi - - Đỏ tươi
7b , 8b và 9b
Trắng Đen - - - Đỏ tươi
10c và 11c Vàng Đen - - - Đen
12d, 13d và 14d Xanh lá cây Đen - - Trắng Trắng
15eX Trắng - Đỏ tươi hoặc đen - - -
1.7. Sử dụng các biển báo phải phù hợp với những quy định trong các quy phạm an toàn lao động hoặc các tài liệu khác có liên quan về an toàn lao động.
1.8. Khi đặt làm các biển báo, phải chỉ rõ kiểu, loại theo quy định trong tiêu chuẩn này.
2. Yêu cầu kĩ thuật
2.1. Biển báo phải chế tạo theo những yêu cầu của tiêu chuẩn này và các tài liệu kĩ thuật có liên quan khác.
2.2. Biển báo cố định và khuôn được chế tạo bằng thép tấm chất lượng thường, có chiều dầy không nhỏ hơn 0,5mm.
2.3. Biển báo cố định kiểu 15eX đến 15kX dùng để gắn trên thiết bị điện, khí cụ, các dụng cụ đo điện có thể chế tạo bằng vật liệu như nhôm lá, đồng lá, thép lá hoặc bằng vật liệu khác nhưng phải đảm bảo tuổi thọ của nó trong điều kiện vận hành của sản phẩm, đồng thời phải đảm bảo rõ ràng và đọc rõ nét chữ. Có thể dùng loại có lỗ hoặc không có lỗ. Cho phép chỉ vẽ dấu hiệu có điện áp trực tiếp ngay trên sản phẩm nhưng kích thước phải phù hợp với TCVN 2049:1977 theo chiều cao “h” quy định ở Bảng 3 của tiêu chuẩn này.
2.4 Biển báo phải được gắn chắc bằng bulông, vít, đinh tán hoặc gắn trực tiếp vào sản phẩm. Kích thước của các lỗ bắt bulông, vít được quy định trong các bảng và hình vẽ của tiêu chuẩn này.
2.5 Biển báo lưu động được phép được chế tạo bằng kim loại lá, chất dẻo hoặc bằng vật liệu khác có chiều dầy từ 2 - 3mm. Các vật liệu này không bị hư hỏng do tác dụng của khí quyển.
2.6 Hình sọ người phải đảm bảo các yêu cầu sau:
Mầu của hốc mắt, mũi, răng và đường viền của sọ phải là mầu đen;
Đoạn đầu của dấu hiệu có điện áp phải cho xuyên qua hốc mắt phải, nhưng hình sọ người không được che khuất đầu mũi tên của dấu hiệu, đồng thời phải

143
để chừa một đoạn rõ từ chỗ hốc mắt phải đến chỗ gấp khúc của dấu hiệu có điện áp;
Hình sọ người phải có kích thước tương ứng với dấu hiệu có điện áp.
Phần lời của biển báo phải viết bằng chữ in thẳng đứng theo tiêu chuẩn “tài liệu thiết kế” (TCVN 6:1974).
Hình dạng và kích thước của dấu hiệu có điện áp theo TCVN 2049:1977.
Biển báo không được có những vết sần sùi, cạnh sắc.
Biển báo cố định và khuôn phải sơn cả hai mặt, trước khi sơn phải làm sạch hết vết bẩn, vết gỉ.
Sơn phải đều, đậm và bền, bề mặt lớp sơn phải nhẵn.
Biển báo kiểu 2aX phải bắt chắc chắn ở độ cao từ 2,5m - 3m so với mặt đất.
2.12 Trên cột bê tông, cho phép dùng khuôn 2K để thể hiện trực tiếp nội dung của biển báo và sơn màu quy định trong Bảng 4.
2.13 Phía trên biển báo loại lưu động phải có hai lỗ theo kích thước quy định trong Bảng 2 để luồn dây treo thích hợp.
3. Quy tắc nghiệm thu
3.1 Các biển báo phải được bộ phận kiểm tra kỹ thuật bên sản xuất kiểm tra theo yêu cầu của tiêu chuẩn này.
3.2. Kiểm tra kích thước và chữ viết của biển báo bằng dụng cụ đo có độ chính xác đến 1mm. Khi kiểm tra, lấy 10% số biển báo của lỗ, nhưng không được ít hơn 3 chiếc.
3.3. Kiểm tra các điều 2.7; 2.8 và 2.1 bằng mắt thường. Kiểm tra từng biển báo riêng biệt.
4. Bao gói, ghi nhãn, bảo quản và vận chuyển
4.1 Biển báo phải được bao gói trong hòm gỗ hoặc hòm các tông, giữa các biển báo phải có giấy lót. Khối lượng của hòm để xếp biển báo không quá 20kg.
4.2 Trên mỗi hòm có ghi nhãn, bao gồm các mục sau:
- Tên hoặc dấu hiệu quy ước của cơ sở sản xuất;
- Kiểu biển báo;
- Khối lượng, kg;
- Ký hiệu và số hiệu của tiêu chuẩn
4.3 Biển báo được bảo quản trong phòng ở điều kiện bình thường
4.4 Biển báo được vận chuyển bằng mọi phương tiện.

144

145

146

147

148

149

150

151
TIÊU CHUẨN AN TOÀN ĐIỆN
Chịu trách nhiệm xuất bản
BÙI HỮU HẠNH
Biên tập kỹ,mỹ thuật BÙI THỊ THÔNG
Chế bản điện tử VŨ HỒNG THANH
Sửa bản in NGUYỄN QUỐC HƯNG
TRỊNH KIM NGÂN
Trình bày bìa NGUYỄN HỮU TÙNG