table des matiÈres table of contents · fabrication des tubes, ... the manufacture of plastic...
TRANSCRIPT

1
TABLE DES MATIÈRES TABLE OF CONTENTS
DIVERS MISCELLANEOUS
NORMES, SPÉCIFICATIONS ET INFORMATIONS TECHNIQUES.. STANDARDS, SPECIFICATIONS AND TECHNICAL INFORMATIONS ………………………………………………………. 3
CODE DE RESISTANCE …………………………………………………. RESISTANCE CODES ……………………………………………….... 22
IDENTIFICATION DES MATERIAUX PLASTIQUE ………………… PLASTIC MATERIALS IDENTIFICATION ………………….….…. 22
CHARTE DE RÉSISTANCE AUX PRODUITS CHIMIQUES ………... CHEMICAL RESISTANCE CHART …………………………….…… 23 - 53

2
NORMES , SPECIFICATIONS ET INFORMATIONS TECHNIQUES
STANDARDS, SPECIFICATIONS AND TECHNICAL INFORMATIONS
3
NORMES Norme ASTM D – 1784 Cette norme définit les composés entrant dans la fabrication des tubes, robinets et raccords en matière plastique. Elle constitue un moyen de choisir un composé en se basant sur un certain nombre de caractéristiques physiques et chimiques. La conformité a une classification de matériau donnée, définie dans cette norme, suppose le respect d’un certain nombre de propriétés minimales, tant physiques que chimiques. Normes ASTM D – 1785 et F-441 Ces normes définissent les spécifications et la qualité des tubes à pression en PVC (D-1785) et CPVC (F-441) cédules 40, 80 et 120. On trouve dans ces normes les spécifications dimensionnelles, les exigences concernant les pressions d’éclatement, nominale et maximale en service, ainsi que les procédures d’essai pour définir la qualité des tubes des points de vue de la fabrication et des matériaux. Norme ASTM D – 2466 Cette norme définit les raccords à pression en PVC (D-2466) cédule 40, à visser et à emboîtement à coller. Dans cette norme on présente les spécifications des filets et des emboîtements : longueur, épaisseur, pression d’éclatement, matériau et exigences de qualité et d’identification. Normes ASTM D – 2464 et F-437 Ces normes définissent les raccords à pression à visser en PVC (D-2464) et CPVC (F437) cédule 80. On y spécifie les dimensions des filetages, l’épaisseur, la pression d’éclatement, le matériau et les exigences de qualité et d’identification. Normes ASTM D – 2467 et F-439 Ces normes définissent les raccords à pression à emboîtement en PVC (D-2467) et CPVC (F-439) cédule 80. On y spécifie les dimensions des raccords la résistance à l’éclatement, la composition de la résine et les exigences de qualité et d’identification des produits. Normes ASTM D – 2564 et F-493 - 2146 Ces normes définissent les exigences relatives à la colle à solvant pour le PVC (D-2564) et le CPVC (F-493). Cette spécification précise le composé à base de résine à utiliser et en donne la proportion minimale de résine, ainsi que les viscosités et performances physique de la solution.
STANDARDS ASTM Standard D – 1784 This standard covers PVC and CPVC compounds used in the manufacture of plastic pipe, valves and fittings. It provides a means for selecting and identifying compounds on the basis of a number of physical and chemical criteria. Conformance to a particular material classification in this standard , requires meeting a number of minimum physical and chemical propreties. ASTM Standards D – 1785 and F-441 These standards cover the specification and quality of schedule 40, 80 and 120 PVC (D-1785) and CPVC (F-441) pressure pipe. Outlined in these standards are dimensional specifications, burst, sustained and maximum operating pressure requirements and test procedures for determining pipe quality with respect to workmanship and materials. ASTM Standards D – 2466 These standards cover schedule 40 PVC (D-2466) threaded and socket pressure fitting. Stipulated in the standard are thread and socket specifications, by length, wall thickness, burst, material, quality and identification requirements. ASTM Standards D – 2464 and F-437 These standards cover PVC (D-2464) and CPVC (F-437) schedule 80 threaded pressure fittings. Thread dimensional specifications, wall thickness, burst, material quality, and identification requirements are specified. ASTM Standards D – 2467 and F-439 These standards cover schedule 80 PVC (D-2467) and CPVC (F-439) socket type pressure fittings. Dimensions, burst strength, resin compound stipulation and scheme of product identification requirements are specified. ASTM Standards D – 2564 and F-439 - 2146 These standard set forth requirements for PVC (D-2564) and CPVC (F-493) solvent cement. The specification identifies the resin compound to be used and stipulated minimum resin content, solution viscosities and physical performance qualities.

4
Norme ASTM F – 656 Cette norme définit l’ apprêt à utiliser pour les joints de tuyaux et raccords en PVC collés au solvant. Norme ASTM D – 2855 Cette norme décrit la procédure d’assemblage des tuyaux et raccords en PVC par collage au solvant. ANSI B1.20.1 (Remplace B2.1) Cette norme donne en détail les dimensions et tolérances des filetages coniques pour tuyaux. Cette norme figure en référence dans la norme ASTM sur les raccords à visser, mentionnée à la page précédente. Norme NSF 14 (National Sanitation Fondation) Cette norme donne des spécifications concernant les limites des propriétés toxicologiques et organoleptiques des tuyauteries en matière plastique afin d’en vérifier les possibilités d’utilisation sur l’eau portable. Elle contient de plus des exigences de conformité aux normes ASTM appropriées et définit des programmes minimaux de contrôle de la qualité. Pour satisfaire les exigences de cette norme, tout fabricant doit obtenir une certification NSF d’un organisme indépendant attestant de la conformité à la norme. Norme NSF 61 Cette norme a été élaborée pour établir un minimum d’exigences relatives au contrôle des effets nuisibles à la santé et qui pourraient être du à la mise en contact de certains produits avec de l’eau potable. Elle a pour but de traiter de matériaux et produit spécifiques mis en contact avec de l’eau potable et/ou avec des produits chimique utilisés dans le traitement de l’eau potable. Cette norme est principalement orientée vers les contaminants ou impuretés qui peuvent être communiqués indirectement à l’eau potable. Parmi les produits et/ou matériaux couverts, on trouve, mais sans que la liste soit exhaustive, les matériaux employés dans les procédés (charbon, sable, etc.) les matériaux de protection (peintures, revêtements, etc.), tuyauteries et équipements connexes (canalisations, réservoirs, raccords etc) et les appareils mécaniques utilisés dans les systèmes de traitement / transport/ distribution (robinets, chlorateurs, membrane de diffusion, etc). Pour satisfaire les exigences de cette norme, tout fabricant doit obtenir une certification NSF d’un organisme indépendant attestant de la conformité à la norme.
ASTM Standard F – 656 This standard covers the requirements for primers to be used for PVC solvent cemented joints of pipe and fittings. ASTM Standard D – 2855 This standard describes the procedure for making joints with PVC pipe and fittings by means of solvent cementing. ANSI B1.20.1 (Was B2.1) (American National Standards Institute) This specification details the dimensions and tolerance for tapered pipe thread. This standard is referenced in the ASTM standard for threaded fittings mentioned on the previous page. NSF Standard 14 (National Sanitation Foundation) This standard provides specifications for toxicological and organoleptic levels to determine the suitability of plastic piping for potable water use. It additionnaly requires adherence to appropriate ASTM Standard and specifies minimum quality control programs. To meet this standard , a manufacturer must allow third party certification by NSF of the requirements of this standard. NSF Standard 61 This standard was developed to establish minimum requirements for the control of potential adverse human health effects from products wich contact drinking water. It is intended to cover specific materials or products that come into contact with drinking water and/or contact with drinking water treatment chemicals. The primary focus of the standard is on contaminants or impurities wich may be imparted indirectly to drinking water. The products and/or materials covered include, but are not limited to process media (carbon sand, etc.) protective materials (coatings, linings, liners, etc.) pipes and related products (pipes, tanks, fittings, etc.), and mechanical devices used in treatment/transmission/distribution systems (valves, chlorinators, separation membranes, etc.) To meet this standard, a manufacturer must allow third party certification by NSF of the requirements of this standard.

5
INTRODUCTION Généralités L’une des caractéristiques les plus importantes des thermoplastiques industriels c’est la facilité avec laquelle ils se prêtent à toute une gamme de techniques de fabrication. Cette souplesse, ainsi que la grande variété de composants de tuyauterie aujourd’hui offerts, font de l’installation, de la maintenance et de la modification de systèmes de tuyauterie industriels des opérations rapides et économiques. Cette section a pour but de fournir des renseignements détaillés sur toutes les techniques connues d’assemblage, de maintenance et de manutention des thermoplastiques afin de vous permettre d’obtenir le maximum d’intégrité de votre système de tuyauterie. Collage au solvant Le polypropylène (PP), polyoléfine thermoplastique et le PVDF (Kynar) ne peuvent être dissous, même par le plus puissant des solvants organiques. Comme le collage au solvant des thermoplastiques ne peut se faire que par dissolution après attaque par le solvant (morsure), il n’est pas possible d’assembler le polypropylène ou le PVDF par cette technique. Par conséquent, les systèmes à pression en polypropylène et PVDF ne peuvent s’assembler qu’en utilisant des techniques de fusion thermique. Les diamètres de 1/2" à 4" se raccordent par soudage par fusion. Dans le cas des systèmes en polypropylène de 6" de diamètre, recommandés uniquement pour le drainage, on utilise une technique d’assemblage par cordons de soudure Vissage On utilise parfois le vissage lorsqu’un système de tuyauterie doit être démonté pour nettoyage ou des modifications périodiques. Comme le filetage se traduit par une réduction de l’épaisseur utile des tuyaux, la pression nominale des tuyaux filetés est la moitié de celle des tuyaux non filetés, c’est-à-dire ceux raccordés par collage au solvant ou par soudage par fusion. Cette réduction d’épaisseur due au filetage peut diminuer sérieusement la résistance à la pression en matière plastique de plus de 4 pouces de diamètre, ou pour les systèmes de tuyauterie à pression en polypropylène.
INTRODUCTION Scope One of the more important features of industrial thermoplastics is the ease with which they lend themselves to variety of fabricating techniques. This versatility, plus the wide selection of piping components now available, make possible fast and economical installation, maintenance and modification of industrial piping systems. It is the objective of this section to provide detailed instructions on all known techniques of joining, maintaining and handling thermoplastics in order to permit maximum integrity of your piping system. Solvent Welding Polypropylene (PP), a thermoplastic polyolefin and PVDF (Kynar), cannot be dissolved by even the strongest of organic solvents. Since solvent attack (or bite) by dissolution is necessary to effect a solvent cement bond with thermoplastics, it is not possible to joint polypropylene or PVDF by solvent cementing. Therefore, polypropylene and PVDF pressure systems can only be joined using heat fusion techniques. A thermal sealing procedure is used when joining 1/2" through 4" sizes. When joining 6" polypropylene systems, which are recommended for drainage applications only, a filet welding procedure is utilised. Threading Threaded joints are sometimes used when a piping system must be dismantled for occasional cleaning or modifications. Since threading results in a reduction in the effective wall thickness of the pipe, the pressure rating of threaded pipe is reduced to one-half that of un threaded pipe, i.e., pipe joined by solvent cementing or thermal sealing. This reduction in wall thickness resulting form threading can seriously affect the pressure carrying capability and mechanical strength of schedule 40 of lighter pipe and therefore, only Schedule 80 or heavier pipe should be threaded when the pipe is to be used for pressure applications. Also, threading is not recommended for plastic pipe above 4 inches in diameter nor is it recommended for pressure polypropylene piping systems.

6
Assemblage par brides L’une des toutes premières méthodes de raccordement des tuyauteries thermoplastiques, l’assemblage par brides, continue à être largement utilisée pour les conduites de procédé. Les brides et raccords à brides thermoplastiques sont offerts dans toute une gamme de diamètres, et peuvent se raccorder aux tuyaux par collage au solvant, vissage ou soudage par fusion, selon les exigences propres au thermoplastique considéré. ENTREPOSAGE ET MANUTENTION DES COMPO- SANTS DE TUYAUTERIE THERMOPLASTIQUES Généralités Les composants de tuyauterie thermoplastique industrielle sont conçus et fabriqués pour des systèmes véhiculant des liquides agressifs dans des conditions de service difficiles. Afin d’en assurer l’intégrité une fois installés, ils doivent être manipulés avec un minimum de précautions avant installation. Entreposage Tuyaux Lorsque les tuyaux sont livrés sur des palettes standards, on doit les y laisser jusqu'au moment de leur utilisation. Ne pas empiler plus de trois palettes et veiller à ce qu’elles reposent sur leurs parties en bois. Les tuyaux individuels doivent être stockés sur de râteliers, les supports étant espacés de trois pieds au maximum. À l’extérieur, lorsque la température ambiante est élevée, les tuyaux doivent se trouver à l’ombre mais ne doivent pas être recouverts directement. De cette façon on assure la circulation de l’air et on réduit l’accumulation de chaleur due à une exposition directe au soleil . Raccords Stocker les raccords dans leur carton d’emballage original pour les conserver à l’abri de la saleté et réduire toute possibilité d’endommagement. Les stocker si possible à l’intérieur.
Flanging One of the earliest methods for joining thermoplastic piping, flanging continues to be used extensively for process lines. Thermoplastic flanges and flanged fittings are available in a full size range and may be attached to pipe by solvent welding, by threading, or by thermal sealing, as required by the particular thermoplastic material. STORAGE AND HANDLING OF THERMOPLASTIC PIPING COMPONENTS Scope Industrial thermoplastic piping components are designed and manufactured for use in severe duty systems involving the transport of aggressive liquids. In order to ensure their integrity, once installed, they must be handled with reasonable care prior to installation. Storage Pipe When pipe is received in standard lifts it should remain in the lift until ready for use. Lifts should not be stacked more than three high and should always be stacked wood on wood.Loose pipe should be stored on racks with a minimum support spacing of three feet. Pipe should be shaded but not covered directly when stored outside in high ambient temperature. This will provide for free circulation of air and reduce the heat build-up due to direct sunlight exposure. Fittings Fittings should be stored in their original cartons to keep them free of dirt an reduce the possibility of damage. If possible, fittings should be stored indoors.

7
Colles à solvant et apprêts Les colles à solvant ont une durée limite de stockage bien définie et sur chaque boîte ou carton on trouve une date de fabrication clairement identifiée. Effectuer une rotation des stocks de sorte que les récipients les plus vieux soient utilisés les premiers. Les apprêts n’ont pas de durée limite de stockage mais il est bon d’effectuer également une rotation des stocks. Entreposer les colles à solvant et apprêts dans une endroit relativement frais, à l’abri de la lumière solaire directe. Attention : Les colles à solvant et apprêt se composent de solvants variés et demandent de ce fait des conditions de stockage particulières. À cause de leur inflammabilité, ne pas les entreposer dans un lieu où ils pourraient se trouver près d’un source d’allumage, être soumis à la chaleur, être en contact avec étincelles ou une flamme vive. Manutention Tuyaux et raccords Éviter toute manipulation brutale des tuyaux et raccords thermoplastiques. Ne pas les traîner sur des arêtes vives, les laisser tomber ou laisser tomber des objets dessus. Vérifier si les extrémités des tuyaux n’ont pas été fissurées suite à de telles manipulations. Pendant leur transport par camion ou remorque, les tuyaux doivent être supportés de façon continue et toute arête aiguë de la plate-forme de la remorque susceptible de venir en contact avec un tuyau doit être recouverte d’un bourrelet de protection.
Solvent Cements and Primers Solvent cements have a definite shelf life and each can and carton is clearly marked with a date of manufacture. Stock should be rotated to ensure that the oldest material is used first. Primer does not have a shelf life but it is good practice to rotate this stock also. Solvent cements and primers should be stored in a relatively cool shelter away from direct sun exposure. Caution: Solvent cements and primers are composed of various solvents and as such require special conditions for storage. Because of their flammability they must not be stored in an area where they might be exposed to ignition, heat, sparks or open flames. Handling Pipe and fittings Care should be exercised to avoid rough handling of thermoplastic pipe and fittings. They should not be dragged over sharp projections, dropped or have objects dropped upon them. Pipe ends should be inspected for cracks resulting from such abuse. Transportations by truck or pipe trailer will require that the pipe be continuously supported and all sharp edges on the trailer bed that could come in contact with the pipe must be padded.

8
Colles à solvant et apprêts Les récipients à colles à solvant doivent toujours être fermés de façon étanche, sauf lorsque’on l’utilise. Éviter de respirer trop longtemps les vapeurs de solvants et, lors de l’assemblage de tuyaux et raccords dans des endroit partiellement fermés, utiliser un dispositif de ventilation pour diminuer la concentration des ces vapeurs. Maintenir les colles à solvants, apprêts et nettoyants loin de toute source d’allumage, de chaleur, des étincelles et des flammes vives. Éviter les contact répétés avec la peau en portant des gants imperméables aux apprêts on obtient de bons résultats avec des brosses en fibres naturelles et autres applicateurs du même genre. Danger : Extrêmement inflammable. Vapeurs nocive. Peut être dangereux en cas d’ingestion. Peut causer une irritation de la peau ou des yeux. PROCÉDURE DE COLLAGE AU SOLVANT DES SYSTÈMES DE TUYAUTERIE À PRESSION EN PVC ET CPVC Généralités La procédure de collage au solvant définie ci-après s’appliqué aux systèmes de tuyauterie à pression en chlorure de polyvinyle (PVC) et en chlorure de polyvinyle chloré (CPVC), ces systèmes comprenant les raccords et robinets moulés. Les tuyaux à extrémités à emboîtement peuvent aussi se raccorder de cette manière. Outils et matériaux d’assemblage
Outil de coupe Chiffons (non synthétiques : coton par exp) Outil à ébarber Applicateurs à colle et apprêt Boîte ou seau avec applicateur Apprêt Colle à solvant Boîte à outils
Planches dentées
Solvent Cements and Primers Keep containers for solvent cements tightly closed except when in use. Avoid prolonged breathing of solvent vapors, and when pipe and fittings are being joined in partially enclosed areas use a ventilating device to attenuate vapor levels. Keep solvent cements, primers and cleaners away from all sources of ignition, heat sparks and open flames. Avoid repeated contact with the skin by wearing proper gloves impervious to the solvents. Application of the solvents or cements with rags and bare hands is not recommended; natural fiber brushes and other suitable applicators can produce satisfactory results. Danger: Extremely flammable. Vapor harmful. May be harmful if swallowed. May cause skin or eye irritation. SOLVENT WELDING INSTRUCTIONS FOR PVC & CPVC PRESSURE PIPE SYSTEMS Scope The solvent welding procedure detailed herein applies to all polyvinyl chloride (PVC) and chlorinated polyvinyl chloride (CPVC) pressure piping systems including molded fittings and valves. Belled end pipe can also be joined in this manner.
Joining Equipment and Materials
Cutting Tool Rags (nonsyntetic, i.e., cotton) Deburring Tool Cement and Primer Applicators Applicator Can or Bucket Primer Solvent Cement Tool Tray Notched Boards

9
PRÉPARATION AVANT ASSEMBLAGE Coupe Les tuyaux en matière plastique de petit diamètre peuvent facilement se couper avec un coup-tube muni d’une roue spécialement prévue pour le plastique. Ces tuyaux se coupent aussi avec une scie mécanique ou manuelle. Dans le cas des scies circulaires une vitesse tangentielle d’environ 6.000 pi./min. est acceptable. Pour les scies à ruban, se limiter à une vitesse de 3,000 pi./min. Utiliser une boîte à onglets, un serre-joint ou un bâti de montage. On obtient de bons résultats en utilisant une scie à dents fines (16-18 dents au pouce) avec peu ou pas de voie (maximum 0.03 pouce). Si on doit couper un grand nombre de tuyaux prévoir des lames avec dents au carbure de tungstène. Ébavurage et chanfreinage Enlever toutes les bavures, écailles et limures de l’intérieur comme de l’extérieur des tuyaux avant l’assemblage. Se servir d’un outil à ébavurer, d’un couteau ou d’une lime demi-ronde à taille râpe. Chanfreiner le bouts des tuyaux aux dimensions approximatives ci-dessous afin de faciliter l’emboîtement et de minimiser les risque d’essuyer la colle à solvant de l’intérieur de l’emboîtement des raccords lorsque l’on engage les tuyaux. Le chanfreinage peut s’effectuer avec une lime à taille râpe ou un outil à chanfreiner
PREPARATION FOR JOINING Cutting The smaller sizes of plastic pipe can easily be cut with a pipe or tubing cutter which has a cutting wheel that is specifically designed for plastic. The pipe can be also be cut with a power or hand saw. A circumferential speed of about 6,000 ft/min. is suitable for circular saws. Band
saw speed should be approximately 3,000 ft./min. To ensure square and cuts, a miter box, hold-down or jig should be used. For best results, use a fine-toothed blade (16-18 teeth per inch) with little or not set (maximum 0.03 inch). And if a large quantity of pipe is to be cut, use carbide-tipped blades.
Deburring and Bevelling All burs, chips, filings, etc. , should be removed from both the pipe I.D. and O.D. before joining. Use a deburring tool, knife, or a half-round coarse file to
remove all burs. All pipe ends should be bevelled to approximately the dimensions shown below for ease of socketing and to minimize the chances of
wiping the solvent cement from the I.D. of the fitting as the pipe is socketed: The bevelling can be done with coarse file or a bevelling tool.

10
Préparation des raccords Avant le collage au solvant, retirer les raccords et manchons de leurs cartons et laisser pendant au moins une heure à la même température que celle des tuyaux, afin de s’assurer qu’ils sont en équilibre thermique avant le raccordement. Nettoyage Avec un chiffon en coton propre et sec, ôter les corps étrangers et l’humidité de l’extrémité des tuyaux, aussi bien de l’intérieur que de l’extérieur, ainsi que de l’intérieur des raccords. Ne pas essayer de coller des surfaces mouillées. Danger Les colles à solvant et les apprêt sont extrêmement inflammables et leurs vapeurs nocives. Les maintenir éloignés de la chaleur, des étincelles et des flammes vives. À n’utiliser que dans un endroit bien ventilé. Dangereux en cas d’ingestion. Éviter de respirer les vapeurs de façon prolongée. Éviter tout contact répété ou prolongé avec la peau. Fermer le récipient après chaque usage. Premiers soins En cas de contact avec la peau, rincer à grande eau, pour les yeux, rincer à l’eau pendant au moins15 minutes et appeler un médecin. Laver les vêtements contaminés avant de les utiliser à nouveau. En cas d’ingestion, ne pas faire vomir, appeler un médecin immédiatement.
Fitting preparation Prior to solvent welding, all fittings and couplings should be removed from their cartons and exposed for at least one hour to the same temperature conditions as the pipe in order to assure that they are thermally balanced before joining. Cleaning Using a clean, dry cotton rag, wipe away all loose dirt and moisture from the I.D. and O.D. of the pipe end and the I.D. of the fitting. Do not attempt to solvent weld wet surfaces. Danger Solvent cements and primer are extremely flammable and vapor harmful. Keep away from heat, sparks and open flame. Use only with adequate ventilation. Harmful is swallowed. Avoid prolonged breathing of vapor. Avoid contact with eyes, skin and clothing. Close container after each use. First aid In case of skin contact, flush with water; for eyes, flush with water for at least 15 minutes and seek medical attention. Wash contaminated clothing before reuse. If swallowed, do not induce vomiting, call Physician immediately.

11
Application de l’apprêt La fonction de l’apprêt est de pénétrer et de ramollir le surfaces à coller des tuyaux et raccords en PVC et CPVC. C’est un produit à pénétration rapide. Il est très efficace sur les composants à surface dure et lustrée que l’on produit aujourd’hui. L’application de l’apprêt est une procédure en 3 étapes, décrites ci-après : À l’aide d’un pinceau de soie naturelle d’une largeur égale à la moitié du diamètre des tuyaux à assembler ou encore d’une spatule fournie avec le récipient d’apprêt, appliquer l’apprêt à l’intérieur de l’emboîtement du raccord. On ne recommande pas de se servir d’un chiffon car le contact répété du produit avec la peau peut causer de l’irritation ou provoquer des ampoules. Maintenir la surface humide en continuant à brosser toute la surface avec l’applicateur pendant cinq à quinze secondes. Tremper à nouveau l’applicateur si besoin est, mais éviter de brasser à l’intérieur du raccord. Appliquer l’apprêt sur la surface des tuyaux en suivant la même méthode en s’assurant que la longueur de tuyau enduite soit au moins égale à la profondeur d’emboîtement du raccord. Remettre de l’apprêt dans l’emboîtement du raccord. Alterner les applications d’apprêt en débutant par le composant femelle. On vérifie la bonne pénétration de l’apprêt en essayant d’enlever quelques millièmes de pouce des surfaces enduites, en les rayant ou en les grattant. Il peut être nécessaire d’effectuer plusieurs applications sur l’une des surfaces ou sur les deux. Les conditions atmosphériques ont une influence sur la façon dont l’apprêt agit. Par temps froid , il faut plus de temps pour obtenir une pénétration adéquate. Note : On peut faire reposer les extrémités des tuyaux sur des plaques dentées afin de les garder propres et de faciliter l’application de la colle à solvant.
Priming The function of primer is to penetrate and soften the bonding surfaces of PVC and CPVC pipe and fittings. It is the product that penetrates rapidly. It is very effective on the hard-finished, high-gloss products now being produced. Priming is a 3-step process as follows.
Using a natural bristle brush about one-half the width of the pipe diameter to be jointed or a douber supplied with the primer container, apply Primer freely to the inner fitting socket. A rag is not recommended as repeated contact with skin may cause irritation or blistering. Keep the surface wet by maintaining a brushing motion of
the applicator over the entire surface for five to fifteen seconds. Re-dip applicator as necessary but avoid puddling inside the fitting. Apply primer to the pipe surface in the same manner making sure that the length of pipe evenly brushed is at least equal to the fitting socket depth. Re-apply primer to the fitting socket. Alternate applications of purple primer, start with the female component. For checking penetration, you should be able to scratch or scrape a few thousandths of the primed surfaces away. Repeated applications to either or both surfaces may be necessary. Weather conditions do affect priming action. In cold weather, more time is required for proper penetration. Note: The pipe ends can be rested on notched boards to keep them clean and for ease of solvent cement application

12
Application de la colle à solvant Avant que l’apprêt ne soit sec, appliquer la colle à solvant avec un second applicateur en suivant la procédure en 3 étapes décrite ci-après : Enduire le tuyau d’une généreuse couche de colle à solvant sur une longueur au moins égale à la profondeur d’emboîtement du raccord. Il est important de ne pas être avare de colle. En continuant à alterner l’application sur les surfaces, enduire l’emboîtement du raccord d’une couche de colle moyenne. Éviter tout brassage dans l’emboîtement. Sur un tuyau à extrémité à emboîtement, ne pas enduire de colle ni la laisser couler au-delà du fond de l’emboîtement. Appliquer une seconde couche de colle sur le tuyau. On arrive ainsi à la fin de la procédure d’applications alternées en six étapes, pour un joint – trois d’apprêt et trois de colle à solvant – cette procédure débutant par le composant femelle. Les couches de colle ne doivent pas comporter de vide et être suffisantes pour remplir tous les espaces rencontrés dans les joints.
Solvent cement application Before the primer dries, use a second applicator to apply solvent cement in a 3-step process as follows :
Cover the pipe liberally with solvent cement for a length at least equal to that of the fitting socket depth. It is important not to be stingy with cement.
Continuing with alternate surface application, coat the fitting socket thoroughly with a medium layer of solvent cement. Avoid puddling in or allow cement to run beyond the bell.
Put a second coat of cement on the pipe. This completes the six steps of alternate surface applications for a joint – three of primer and three of solvent cement – starting with the female component. Cement layers must be without voids and sufficient to fill any gaps in the joints.

13
Assemblage Aussitôt après application de la colle, et avant qu’elle ne commence à prendre, engager le tuyau à fond dans l’emboîtement en faisant tourner ce dernier ou le raccord d’un quart de tour afin répartir la colle uniformément sur toute la surface de contact. Maintenir le joint en position pendant au moins 10 à 15 secondes pour s’assurer que le tuyau ne bouge pas et ne sorte pas de l’emboîtement. Pour les tuyaux de diamètre supérieur ou égal à 6", il est recommandé d’avoir une équipe de deux personnes et les étapes supplémentaires ci-après sont nécessaires :
a) il n’est pas obligatoire de faire tourner le tuyau dans le raccord
b) Maintenir le joint en position de 1 à 3 minutes
selon le diamètre de tuyau. c) Pour faciliter l’assemblage de ces tuyaux de
grand diamètre, il est recommandé d’utiliser un palan à levier ou un outil de raccordement de tuyaux.
Colle en excès Aussitôt après l’assemblage, et avant que la colle ne commence à prendre, placer le joint délicatement sur une surface plane et essuyer toute la colle en excès sur le tuyau et le raccord. Intégrité du joint L’intégrité d’un joint de tuyauterie en PVC et CPVC dépend dans une large mesure du respect scrupuleux des directives particulières données pour la manutention, l’inspection, l’entreposage, l’expédition, la fabrication, l’installation, les épreuves et l’exploitation.
Joining Immediately upon finishing cement application and before it starts to set, insert the pipe to the full socket depth while rotating the pipe or fitting a 1/4 turn to ensure complete and even distribution of the cement. Hold joint together for a minimum of 10 to 15 seconds to make sure that pipe does not move or back out of the socket.
For pipe size 6" and larger, a joining crew consisting of two men is recommended and the following additional steps necessary:
a) rotation of the pipe in the fitting may be omitted b) hold joint together for 1 to 3 minutes depending
on pipe size c) as an aid for joining in these larger size, it is
recommended that a come-along or pipe joining tool.
Excess cement Immediately after joining and before joint is set, gently place it back onto a level surface, wipe off all excess cement form the circumference of the pipe and fitting. Joint integrity PVC and CPVC piping joint integrity depends greatly upon following exactly and by intent specific handling, inspections, storage, shipping, fabrication, installation, testing and operating instructions.

14
L’intégrité d’un joint dépend aussi grandement d’un ensemble de paramètres en nombre infini, imprévisibles et incontrôlables se rapportant aux produits et aux conditions d’environnement, et qui détermine la durée de séchage du joint avant qu’on ne puisse le faire bouger, le manutentionner, ainsi qu’en faire l’épreuve hydraulique à basse ou haute pression ou à la pression de service. Parmi ces paramètres figurent le diamètre du tuyau, la température des surface du joint, l’ajustement du joint à sec et l’humidité relative. La durée de séchage se raccourcit avec une diminution du diamètre du tuyau, une augmentation de la température des surfaces, un ajustement serré et une faible humidité relative. La durée de séchage augmente dans les cas contraires. Épreuve hydraulique ATTENTION : Il n’est pas recommandé d’utiliser l’air ou un gaz comprimé comme fluide d’épreuve des systèmes de tuyauteries en matière plastique. À faire et à ne pas faire À faire
Se servir du bon applicateur. Utiliser le bon type de colle à solvant pour
l’application considérée. Appliquer la colle lorsque l’apprêt est encore
humide. Suivre les directives entièrement. À ne pas faire Essayer de faire du collage dans les conditions
suivantes - lorsque il pleut - lorsque la température ambiante est
inférieur à 400F - en plein soleil lorsque la température
est supérieure à 900F Jeter les récipients à solvant ou apprêt vides,
ainsi que les chiffons, dans une tranchée ou près de la tuyauterie. Les vapeurs concentrées de colle ou d’apprêt qui coulent peuvent endommager la tuyauterie.
Joint integrity also depends greatly upon an infinitely wide, unpredictable and uncontrollable set of product and environmental conditions that go into determining the length of joint drying times before it may be moved or handled; low, high or working pressure tested. These conditions include size of pipe, surface temperature of the joint, dry joint interference fit and relative humidity. Drying times will be faster with smaller pipe, higher surface temperature, tighter interference fits and lower relative humidity. Drying times will be slower when these conditions are reversed. Pressure testing CAUTION: Air or compressed gas is not recommended as a media for pressure testing of plastic piping systems. Do’s and don’ts Do Use the proper applicator. Use proper type of solvent cement for the job.
Apply the cement while the primer is still wet.
Follow the instructions completely.
Don’t Attempt to solvent weld under the following
conditions: - If it is raining. - If atmospheric temperature is below
400F - If under direct exposure to sun at
atmospheric temperature above 900F Discard empty cans of solvent, primer or rags in
trench or near piping. Concentrated fumes of dripping cement or primer can cause piping failure.

15
Collage par temps chaud Comme la colle contient un solvant, il faut prendre certaines précautions ou suivre certaines étapes lorsque la température ambiante est supérieure à 900F, afin d’éviter toute évaporation excessive du solvant de la colle juste avant l’assemblage. En effet, cette évaporation va provoquer une prise prématurée de la colle avant même de procéder à l’assemblage. Suivre une ou plusieurs des recommandations ci-dessous pour éviter ce problème :
Mettre les surfaces des joints à l’ombre ou les
protéger des rayons du soleil pendant au moins une heure avant assemblage et durant celui-ci.
Réaliser les joints collés tôt le matin.
Appliquer la colle rapidement. Dans le cas des
tuyaux de 6" de diamètre et plus, il est recommandé d’avoir deux personnes pour appliquer la colle sur les tuyaux pendant qu’une troisième l’applique sur l’emboîtement des raccords.
Assembler les tuyaux et les raccords aussi vite
que possible après application de la colle. Collage par temps froid Comme le solvant contenu dans la colle ne s’évapore pas aussi facilement que par temps chaud, lorsque la température ambiante est inférieure à 400F, les joints de tuyaux ne prennent pas aussi rapidement. Si toutefois le collage au solvant doit quand même s’effectuer lorsque la température est inférieure à 400F, on suggère se qui suit :
Stocker le tuyaux, les raccords, la colle et l’apprêt dans un endroit chauffé.
Préfabriquer la plus grand partie possible du système dans une aire de travail chauffée.
Les joints à réaliser à extérieur doivent être protégés par un abri portable et les surfaces chauffées de façon indirecte à une température supérieure à 400F avant de procéder à l’assemblage. L’abri doit rester en place et le chauffage doit être maintenu pendant au moins deux heures après l’assemblage.
Hot weather cementing Since cement contains a solvent, certain precautions or steps should be taken when the atmospheric temperature is above 900F to avoid excessive evaporation of the solvent form the cement just prior to joining. Such evaporation will cause the cement to prematurely set before joining, thus, adversely affecting the joint integrity. Use one or a combination of the below to reduce the chances of this condition occurring:
Shade or shelter the joint surfaces from direct exposure to the sun’s rays for at least one hour prior to joining and during the joining process.
Make cement joints during early morning hours
Apply cement quickly. On 6" and larger pipe, it
is recommended that two men apply cement to pipe surface while the third applies it to the fitting socket.
Join pipe to fittings as quickly as possible after applying cement.
Cold Weather cementing Because the solvents in the cement will not evaporate as readily when the temperature is below 400F, the pipe joints will not set up as rapidly in cold weather. If solvent cementing must be done when the temperature is below 400F, the following suggestions are offered:
Store pipe, fittings, cement and primer in a heated area
Pre-fab as much of the system as possible in a heated work area.
Joints that must be made outside should be protected with a portable shelter and heated with indirect heat to surface temperatures above 400F, prior to joining. The shelter and heat should remain in place for at least two hours after joint assembly.

16
Avant l’assemblage, les tuyaux et raccords doivent être secs et les joints doivent être maintenus au sec jusqu’à ce que la colle ait eu le temps de prendre.
ATTENTION Ne pas essayer d’accélérer la prise ou le séchage de la colle en chauffant directement un joint collé. Un séchage rapide forcé par chauffage provoque l’ébullition du solvant, d’où l’apparition de porosités, de bulles et de cloques dans le film de colle. Manutention de la colle et de l’apprêt Note Respecter la date « utiliser avant ». La colle a une durée limite de stockage bien définie. Ne pas tolérer que le récipient de colle à solvant reste ouvert. Ne pas utiliser de colle qui a séché au point de contenir des grumeaux et d’être visqueuse : la jeter. Ne pas essayer de diluer de la colle épaisse avec du diluant ou de l’apprêt. Quantités de colle à solvant estimées Le tableau des quantités de colle pour PVC et CPVC ci-dessous ne doit être considéré que comme un guide pratique car ces quantités peuvent varier en fonction des diverses et nombreuses conditions d’installation. De plus, ces valeurs estimées ne doivent en aucun cas être utilisées pour ne pas respecter les recommandations sur l’application de couches généreuses sur les tuyaux.
Pipe and fittings must be dry prior to joining and
the joints should be kept dry until the cement has had sufficient time to set.
CAUTION Do not attempt to speed the setting or drying of the cement by applying direct heat to the solvent welded joint. Forced rapid drying by heating will cause the cement solvents to boil off, forming porosity, bubbles and blisters in the cement film. Handling of Primer and cement Note Observe “the use prior to date”. Cement has limited shelf life. Do not permit solvent cement can to stand open. Do not use cement that has dried to the point where it becomes lumpy and stringy. Throw it away. Do not attempt to thin out sluggish cement with thinner or primer. Estimated solvent cement requirements The below estimated PVC and CPVC solvent cement requirements should only be considered as a guideline for usage and could vary according to a wide variety of installation conditions. Further, these estimates should in no way be used to restrict the liberal cement application instructions recommended for the pipe.
Quantités de joints par *… Number of joints per *
DIAMETRE NOMINAL DU TUYAU PINTE QUART DE GALLON GALLON
NOMINAL PIPE SIZE PINT QUART GALLON
1/2 130 260 1,040 3/4 80 160 640
1 70 140 560 1-1/4 50 100 400 1-1/2 35 70 280
2 20 40 160 2-1/2 17 34 136
3 15 30 120 4 10 20 80 5 8 16 64 6 N/R 8 24 8 N/R 3 12
10 N/R N/R 10 12 N/R N/R 6
* Chaque joint correspond à un emboîtement de raccord
N/R – Non recommandé * Each joint represents one socket in a fitting.
N/R – Non recommended

17
JOINT À BRIDE Généralités Le raccordement par bride s’utilise largement pour les conduites de procédé en matière plastique qui exigent un démontage périodique. Les brides en matière plastique ainsi que les robinets et raccords équipés de brides en usine en PVC, CPVC PVDF et polypropylène sont offerts dans toute une gamme de diamètres et de types, pour raccordement aux tuyaux par collage au solvant, vissage ou soudage par fusion dans le cas du polypropylène et du PVDF. Les joints d’étanchéité plats interposés entre les faces de joint des brides doivent être des joints de face pleine en élastomère d’une dureté de 50 à 70 mesurée au duromètre A. En cas de boulonnage de bride en matière plastique sur des brides métalliques, prévoir des brides métalliques à face plate et non à face surélevée et respecter les couples de serrage indiqués dans le tableau de la section intitulée « Trucs d’installation ». Dimensions Le diamètre de perçage et le nombre de trous de boulons des brides sont identiques à ceux des brides métalliques classe 150 de la norme ANSI B16.5. Les filetages sont des filetages coniques pour tuyaux IPS conformes à la norme ANSI B1.20.1. Les dimensions des emboîtements sont conformes aux normes ASTM D-2467 relative aux diamètres 1/2" à 8" et ASTM D-439 relative aux tuyaux en CPVC cédule 80 de diamètre 1/2" à 6". Pression nominale Tout comme dans le cas des autres composants de tuyauterie thermoplastique, la pression nominale maximale en service continu dépend de la température. La pression nominale maximale, unions et brides. est de 150 psi. Étanchéité Les faces de joint des brides sont en pente à partir de l’alésage, selon un angle de ½ à 1 degré, de sorte que lors du boulonnage il y ait rapprochement de celles-ci et génération d’une force améliorant l’étanchéité au niveau du canal de passage.
FLANGED JOINTS Scope Flanging is used extensively for plastic process lines that require periodic dismantling. Plastic flanges and factory flanged valves and fittings in PVC, CPVC, PVDF and polypropylene are available in a full range of size and types for joining to pipe by solvent welding, threading or socket fusion as in the case with Polypropylene and PVDF. Gasket seals between the flange faces should be an elastomeric full flat faced gasket with a hardness of 50 to 70 durometer A. When it is necessary to bolt plastic and metal flanges – use flat face metal flanges – not raised face and recommended torques shown in table under « Installation Tips ». Dimensions Bolt circle and number of bolt holes for the flanges are the same as Class 150 metal flanges per ANSI B1.20.1. The socket dimensions conform to ASTM D-2467 which describes 1/2" through 8" size and ASTM d439 for schedule 80 CPVC which gives dimensional data for 1/2" through 6". Pressure rating As with all other thermoplastic piping components, the maximum non-shock operating pressure is a function of temperature. Maximum pressure rating for unions and flanges is 150 psi. Sealing The faces of fanges are tapered back away from the orifice area at a 1/2 to 1 degree pitch so that when the bolts are tightened the faces will be pulled together generating a force in the water way area to improve sealing.

18
Trucs d’installation Une fois que des brides ont été assemblées à des tuyaux, la méthode de raccordement de ces brides est la suivante :
S’assurer que tous les trous de boulons de brides coïncident. Il n’est pas conseillé de tordre les brides et les tuyaux pour y parvenir.
Utiliser des rondelles plates sous les têtes de boulons et
les écrous.
Mettre tous les boulons en place (les lubrifier).
S’assurer que les faces de joint des brides sont en contact léger et ne sont pas pressées l’une contre l’autre par les boulons.
Les boulons des brides en matière plastique doivent
être serrés par paires successives diamétralement opposées, avec une clé dynamométrique. (Voir le schéma ci-dessous). Le serrage complet doit s’effectuer par étapes. Les couples de serrage finaux sont indiqués dans le tableau ci-dessous. En ayant des contraintes uniformes dans toute la bride, on évite des fuites au joint.
Si la bride est raccordée à un appareil à bride fixe ou à
une bride métallique, la tuyauterie adjacente en matière plastique doit être supportée ou ancrée pour éliminer toute contrainte excessive sur le joint à brides.
Installation tips Once a flange is joined to pipe, the method for joining two flanges together is as follows: Make sure that all the bolt holes of the mating flanges match up. It is not advisable to twist the flange and pipe to achieve this.
Use flat washers under bolt heads and nuts.
Insert all bolts. (Lubricate bolts.)
Make sure that the faces of the flanges mate snuggly and are not drawn together by the bolts.
The bolts on the plastic flanges should be tightened by pulling down the nuts diametrically opposite each other using a torque wrench. (See diagram below). Complete tightening should be accomplished in stages. The final torque values are shown in the table below. Uniform stress across the flange will prevent leaky gaskets.
If the flange is mated to a rigid and stationary flanged object, or to a metal flange, the adjecent plastic pipe must be supported or anchored to eliminate excessive stress on the flange joint.
DIAMETRE DE BRIDE COUPLE DE SERRAGE RECOMMANDE FLANGE SIZE RECOMMENDED TORQUE
1/2 – 1-1/2" 10 – 15 ft.lbs 2 - 4" 20 – 30 ft.lbs 6 - 8" 33 – 50 ft.lbs
10" 53 – 75 ft.lbs 12" 80 – 110 ft.lbs
Pour un boulon bien lubrifié et avec rondelles plates sous la tête de boulon et l’écrou. On recommande la séquence ci-après pour le serrage des boulons de brides :
For a well lubricated bolt with washers under bolt head and nut. The following tightening patern is suggested for the flange bolts:

19
DIRECTIVES POUR LE FILETAGE DES TUYAUX THERMOPLASTIQUES Généralités La procédure décrite ici s’applique au filetage des tuyaux thermoplastiques de diamètre IPS et de cédule 80 ou d’épaisseur supérieure. Les filets correspondent au filetage conique NPT et sont usinés aux dimensions définies par la norme ANSI B1.20. Équipement et matériaux de filetage Filières à tuyaux Étau à tuyaux Cliquet ou machine pour filière Bouchon conique Huile de coupe (eau et savon) Clé à courroie Ruban de Téflon Outils de coupe Outil d’ébavurage
Préparation des tuyaux Les tuyaux en matière plastique peuvent se couper avec une scie manuelle, une scie à métaux, circulaire ou à ruban mécanique. On obtient de bons résultats en utilisant une scie à dents fines (16 –18 dents au pouce) avec peu ou pas de voie (maximum 0.023 pouces). Dans le cas des scies circulaires une vitesse tangentielle d’environ 6000 pi/min. est acceptable. Pour les scies à ruban, se limiter à une vitesse de 3,000 pi./min. Si on doit couper un grand nombre de tuyaux prévoir des lames avec des dents au carbure de tungstène. Utiliser une boîte à onglets, un serre-joint ou un bâti de montage. Les tuyaux en matière plastique de petit diamètre peuvent facilement se couper avec une coupe tube muni d’une roue spécialement prévue pour le plastique. Filières Les filières doivent être propres, aiguisées et en bon état et on ne doit pas les utiliser pour travailler des matériaux autres que des matières plastiques. On recommande des filières avec peigne frontal de 50 de dépouille négative lorsqu’on travaille avec des équipements motorisés et des filières avec peigne frontal de 50 à 100 de dépouille lorsqu’on travaille à la main. Lorsqu’on exécute des filetages avec un équipement motorisé, on accélère la production en utilisant des filières à ouverture automatique et en prévoyant un léger chanfrein pour engager la filière.
THREADING INSTRUCTIONS FOR THERMOPLASTIC PIPE Scope The procedure presented herein covers threading of all IPS schedule 80 or heavier thermoplastic pipe. The threads are National Pipe Threads (NPT) which are cut to the dimensions outlined in ANSI B1.20.1. Threading Equipment and Materials Pipe dies Pipe Vise Threading ratchet or power machine Tapered plug Cutting lubricant (soap & water) Strap wrench Teflon tape Cutting tools Deburring tool
Pipe Preparation Plastic pipe can be easily cut with a handsaw, power hacksaw, circular or band saw. For best results, use a fine –toothed blade (16-18 teeth per inch). With little or not set (maximum 0.023"). A circumferential speed of about 6,000 ft./min. is suitable for circular saws; band saw speed should be approximately 3,000 ft./min. Carbide-tipped blades are preferable when quantities of pipe are to be cut. To ensure square-end cuts, a miter box, hold-down or jig should be used. Pipe or tubing cutters can be used for smaller diameter pipe when the cutting wheel is specifically designed for plastic pipe. Threading Dies Thread cutting dies should be clean, sharp and in good condition, and should not be used to cut materials other than plastics. Dies with a 50 negative front rake are recommended when using power threading equipment and dies with a 50 a 100 negative front rake are recommended when cutting threads by hand. When cutting threads with power threading equipment, self opening die heads and a slight chamfer to lead the dies will speed production.

20
Filetage et assemblage Maintenir fermement le tuyau dans un étau. Protéger le tuyau à l’endroit du serrage avec une feuille de caoutchouc ou autre matériau glissée entre ce tuyau et l’étau. Un bouchon conique doit être enfoncé dans le bout du tuyau à fileter. Ce bouchon joue un rôle de support et empêche toute déformation dans la zone de filetage. Cette déformation durant l’opération de filetage va se traduire par des filets excentrés, une profondeur de filets non uniforme ou encore par un creusage ou un déchirement de la paroi du tuyau. Se reporter au tableau ci-après pour avoir le diamètre extérieur (DE) approximatif du bouchon.
Threading and Joining Hold pipe firmly in a pipe vise. Protect the pipe at the point of grip by inserting a rubber sheet or other material between the pipe and vise. A tapered plug must be inserted in the end of the pipe to be threaded. This plug provides additional support and prevents distortion of the pipe in the threaded area. Distortion of the pipe during the threading operation will resultat in
eccentric threads, non-uniform circumferential thread depth or gouging and tearing of the pipe wall. See the following Table for approximate plug O.D. dimensions.
DIAMETRE NOMINAL DU TUYAU DIAMETRE EXTERIEUR DU BOUCHON
NOMINAL PIPE SIZE PLUG OUTSIDE DIAMETER 1/2" .526 3/4" .722 1" .935
1-1/4" 1.254 1-1/2" 1.476
2" 1.913 2-1/2" 2.289
3" 2.864 4" 3.786
Ces diamètres sont basés sur l’épaisseur et le diamètre extérieur moyens des tuyaux du diamètre nominal correspondant. Des variations de l’épaisseur et du DE peuvent amener à modifier le diamètre du bouchon. Utiliser un porte-filière muni d’un guide sans bavures ni arêtes coupantes, de sorte que la filière reste perpendiculaire à l’axe du tuyau du début à la fin du travail de filetage. Pousser bien droit sur la poignée vers le bas, sans pression latérale qui pourrait déformer les bords des filets. Si on utilise un équipement de filetage mécanique, ne pas faire tourner les filières à trop grande vitesse ou les soumettre à une trop forte pression. Lors du taillage des filets employer une bonne quantité de lubrifiant externe. Faire avancer la filière jusqu’à ce que le bord arrière des rainures de taillage soit rendu un peu plus loin que le bout du tuyau. Voir le croquis en haut de la page suivante.
These dimensions are based on the median wall thicknesses and average outside diameter for the respective pipe sizes. Variations in wall thicknesses and O.D. dimensions may require alteration of the plug dimensions. Use a die stock with a proper guide that is free of burrs or sharp edges, so the die will start and go on square to the pipe axis. Push straight down on the handle, avoiding side pressure that might distort the sides of the threads. If power threading equipment is used, the dies should not be
driven at high speeds or with heavy pressure. Apply an external lubricant liberally when cutting the threads. Advance the die until the trailing end of the cutting chases approximately pass the end of the pipe. See the sketch at the top of the next page.

21
NE PAS FILETER DU TUYAU CÉDULE 40 Ne pas exagérer le filetage prétexte que tous les filets situés entre l’extrémité du tuyau et le bord arrière des rainures sont droits et non pas coniques comme le montre le croquis ci-dessuus. Verifier les filets périodiquement avec une jauge annulaire pour s’assurer qu’ on utilise les bonnes procédures. La tolérance est de + - 1-1/2 tour et il se peut qu’un réglage des rainures de taillage selon le diamètre soit nécessaire. Nettoyer les filets pour en enlever les copeaux et les filaments. Enrouler ensuite un ruban de Téflon en commençan plus au niveau du deuxième filet complet et en continuant dans le sens du filetage. Prévoir un chevauchement d’une demi-largeur de ruban entre les tours. Visser le raccord sur le tuyau et serrer à la main. En utilisant exclusivement un clé à courroie, continuer à serrer d’un ou deux filets. Éviter d’exercer un couple de serrage trop important car il pourrait y avoir endommagement des filets ou du raccord. Épreuve hydraulique Les systèmes de tuyauterie raccordés par vissage peuvent subir une épreuve hydraulique à 100% de la pression nominale d’épreuve dès que le dernier joint est terminé. ATTENTION L’air ou les gaz comprimés ne sont pas recommandés comme fluides d’essai pour l’épreuve hydraulique des systèmes de tuyauterie en matière plastique.
DO NOT THREAD SCHEDULE 40 PIPE
Do not over thread because all threads between the end of the pipe and the trailing end of the chases will be straight and not tapered as indicated in the sketch below. Periodically check the threads with a
ring gauge to ensure that proper procedures are being followed. The gauging tolerance is + - 1-1/2 turns and diametrical adjustement to the cutting chases within the die may be required.
Brush threads clean of chips and ribbons. Then starting with the second full thread tape in the direction of the threads. Overlap each wrap by one half the width of the tape. Thread the fitting onto the pipe and tighten by hand. Using a strap wrench only, further tighten the connection an additional one to two threads past hand tightness. Avoid excessive torque as this may cause thread damage or fitting damage.
Pressure testing Threaded piping system can be pressure tested up to 100% of the hydrostatic pressure rating as soon as the last connection is made.
CAUTION Air or compressed gas is not recommended and should not be used as a media for pressure testing of plastic piping systems.

22
CODIFICATION DE RESISTANCE / RESISTANCE CODES
La codification suivante est utilisée dans la charte. The following code is used in the data table:
Code Signification Meaning 140 Le type de plastique est généralement
résistant à la température indiquée par le code
Plastic type is generally resistant to temperature (0F) indicated by code.
R to 73 Le type de plastique est généralement résistant à la température indiquée par le code, mais a une résistance limitée à plus haute température.
Plastic type is generally resistant to temperature (0F) indicated by code and may have limited resistance at higher temperatures.
C to 73 Le type de plastique a une résistance limitée à la température indiquée par le code et peut être utilisé dans certaines conditions.
Plastic type has limited resistance to temperature (0F) indicated by code and may be suitable for some conditions.
N Le type de plastique ne résiste pas. Plastic type is not resistant. — Donnée non – disponible. Data not available.
IDENTIFICATION DES PLASTIQUE / PLASTIC MATERIALS IDENTIFICATION
ABS Acrilonitrile-Butadiene-Styrene CPVC Chlorinated Polyvinyl Chloride PP Polypropylene PVC Polyvinyl Chloride PE Polyethylene EPDM Ethylene – propylene diene monomer PVDF Poly Vinylidene Fluoride BUNA N Boutaniene – acrylonitrile copolymer VITON Flourocarbon TEFLON Polytetraflouroetnylene
Les données fournies ci-après sont basées sur les informations fournies par les manufacturiers de matière première. Les données peuvent être considérées comme une base pour recommandation, mais non comme une garantie. Les matériaux devraient être testés dans des conditions réelles d’utilisation pour déterminer la résistance à une application particulière.
The data furnished herein is based on information supplied by manufacturers of the raw material. This information may be considered as a basis for recommendation, but not as a guarantee. Materials should be tested under actual service to determine suitability for a particular purpose.
23
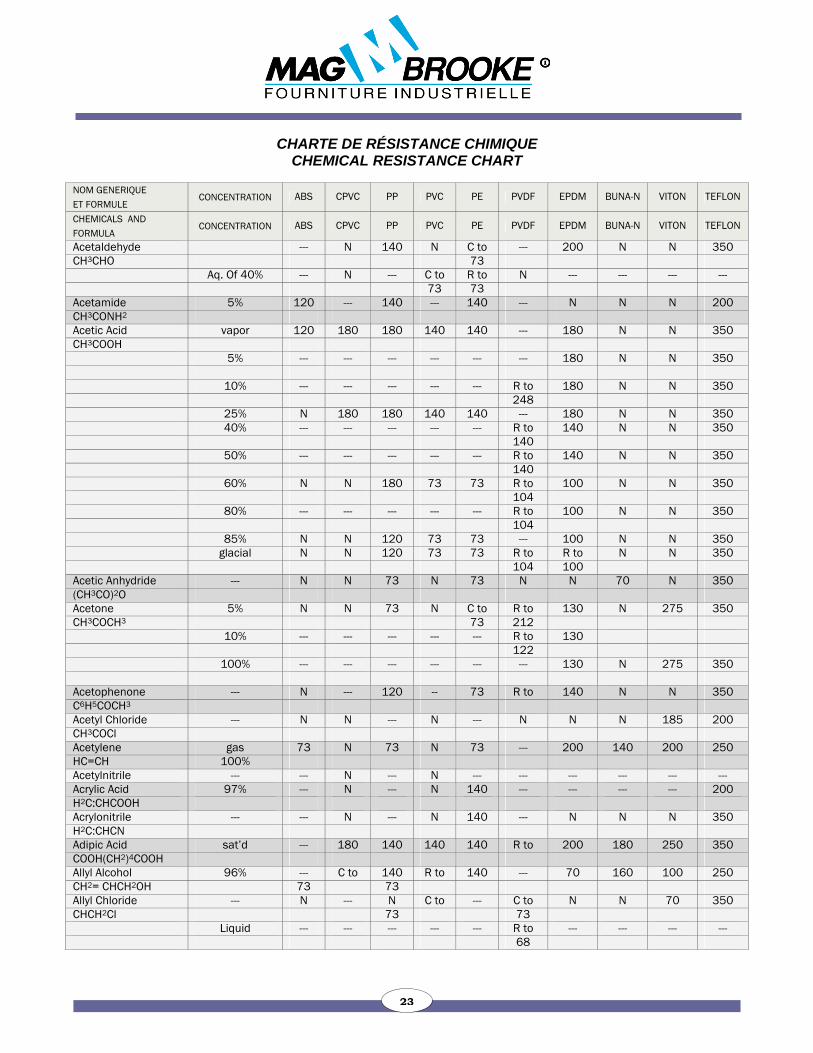
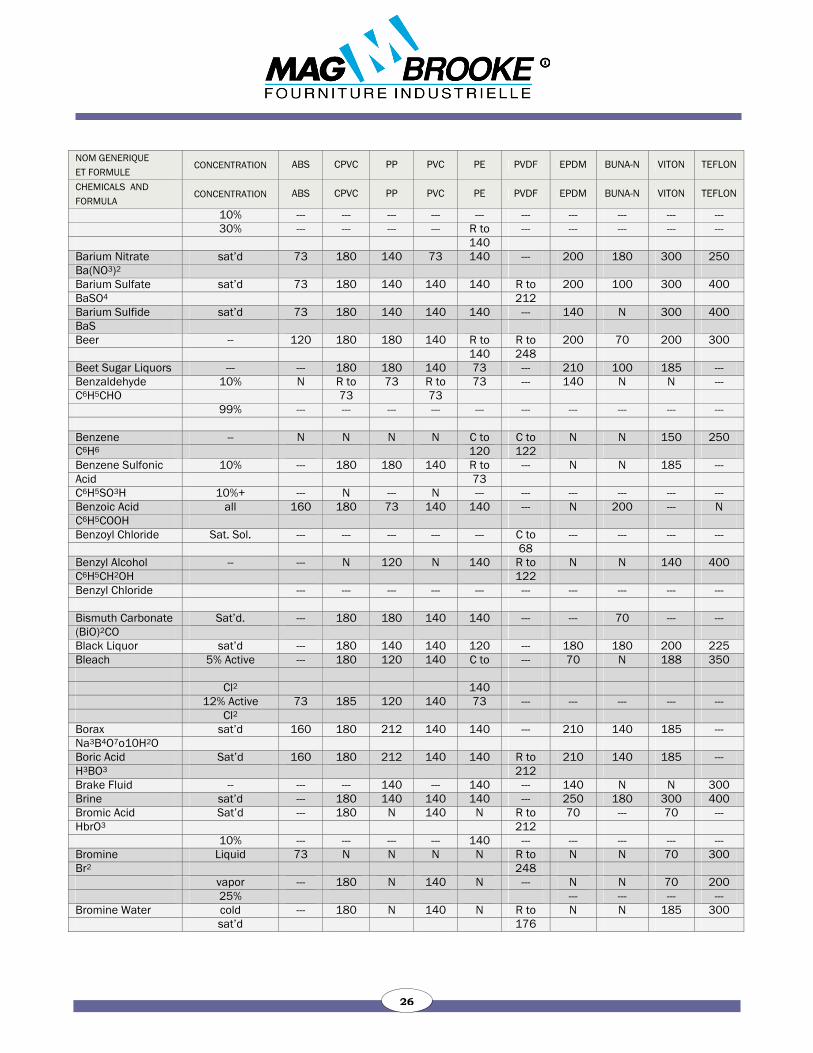
CHARTE DE RÉSISTANCE CHIMIQUE
CHEMICAL RESISTANCE CHART
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Acetaldehyde --- N 140 N C to --- 200 N N 350 CH3CHO 73 Aq. Of 40% --- N --- C to R to N --- --- --- --- 73 73 Acetamide 5% 120 --- 140 --- 140 --- N N N 200 CH3CONH2 Acetic Acid vapor 120 180 180 140 140 --- 180 N N 350 CH3COOH 5% --- --- --- --- --- --- 180 N N 350 10% --- --- --- --- --- R to 180 N N 350 248 25% N 180 180 140 140 --- 180 N N 350 40% --- --- --- --- --- R to 140 N N 350 140 50% --- --- --- --- --- R to 140 N N 350 140 60% N N 180 73 73 R to 100 N N 350 104 80% --- --- --- --- --- R to 100 N N 350 104 85% N N 120 73 73 --- 100 N N 350 glacial N N 120 73 73 R to R to N N 350 104 100 Acetic Anhydride --- N N 73 N 73 N N 70 N 350 (CH3CO)2O Acetone 5% N N 73 N C to R to 130 N 275 350 CH3COCH3 73 212 10% --- --- --- --- --- R to 130 122 100% --- --- --- --- --- --- 130 N 275 350 Acetophenone --- N --- 120 -- 73 R to 140 N N 350 C6H5COCH3 Acetyl Chloride --- N N --- N --- N N N 185 200 CH3COCl Acetylene gas 73 N 73 N 73 --- 200 140 200 250 HC=CH 100% Acetylnitrile --- --- N --- N --- --- --- --- --- --- Acrylic Acid 97% --- N --- N 140 --- --- --- --- 200 H2C:CHCOOH Acrylonitrile --- --- N --- N 140 --- N N N 350 H2C:CHCN Adipic Acid sat’d --- 180 140 140 140 R to 200 180 250 350 COOH(CH2)4COOH Allyl Alcohol 96% --- C to 140 R to 140 --- 70 160 100 250 CH2= CHCH2OH 73 73 Allyl Chloride --- N --- N C to --- C to N N 70 350 CHCH2Cl 73 73 Liquid --- --- --- --- --- R to --- --- --- --- 68

24
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Aluminum sat’d --- 180 140 140 140 --- 200 140 200 250 Ammonium Sulfate (Alum) AlNH4(SO4)212H 2O Aluminum Chloride sat’d 160 180 180 140 140 R to 210 70 250 250 Aqueous 212 AlCl2 Aluminum Fluoride sat’d 160 180 180 73 140 R to 210 180 250 250 Anhydrous 212 AlF3 Aluminum Hydroxide sat’d 160 180 180 140 140 R to 210 180 200 250 AlO3O3H2O 212 Aluminum Nitrate sat’d --- 180 180 140 140 R to 210 180 200 250 Al(NO3)3O9H2O 212 Aluminum Oxychloride -- --- 180 180 140 --- --- --- --- --- --- Aluminum Potassium sat’d 160 180 140 140 140 R to 200 180 200 400 Sulfate (Alum) 212 AlK(SO4)2o12H2O Aluminum Sulfate sat’d 160 180 140 140 140 R to 210 200 185 250 (Alum) 212 Al2(SO4)3 20% --- --- --- --- --- --- Amonia Gas 100% N N 140 140 140 --- 140 140 N 400 NH3 Amonia Liquid 100% 160 N 140 N 140 --- 140 R to N 400 NH3 Amonia Acetate sat’d 120 180 73 140 140 R to 140 --- --- 400 NH4(C2H3O2) 212 Amonium Bifluoride sat’d --- 180 180 140 --- --- 200 180 200 400 NH4HF2 Amonium Bisulfide --- --- --- --- 140 --- --- --- 180 --- 400 (NH4)HS Amonium Carbonate sat’d --- 180 212 140 140 R to 210 --- 250 400 (NH4)HCO3o (NH4) CO2NH2 248 Amonium Chloride sat’d 120 180 212 140 140 R to 210 180 250 400 NH4Cl 212 Amonium Dichromate --- --- 73 --- 73 --- --- 70 100 --- --- (NH4)2Cr 2O7 Amonium Fluoride 10% 120 180 212 140 140 R to 210 100 --- 400 NH4F 212
25% 120 180 212 C to 140 --- 140 --- --- 400 140 Amonium Hydroxide 10% 120 N 212 140 140 --- 210 R to 70 400 NH4OH 30% --- --- --- --- R to --- 70 140
Conc. --- --- --- --- --- --- Amonium Sat’d -- -- R to R to R to R to --- --- --- --- Metaphosphate 212 140 140 140 Amonium Nitrate sat’d 120 180 212 140 140 R to 250 180 100 400 NH4NO3 212

25
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Amonium Persulphate --- --- --- 180 140 140 140 210 --- --- 200 (NH4)2S2O8 Amonium Phosphate all 120 180 212 140 140 R to 210 100 185 400 (Monobasic) 248 NH4H2PO4 Amonium Sulfate Sat’d. 120 180 212 140 140 R to 210 180 200 400 (NH4)2SO4 212
20% --- --- --- --- --- --- --- --- --- ---
Amonium Sulfide dilute 120 180 212 140 140 --- 210 140 --- 350 (NH4)2S Sat’d. --- --- --- --- 140 --- --- --- --- --- Amonium Thiocyanate 50-60% 120 180 212 140 140 R to --- 70 185 --- NH4SCN 212 Amyl Acetate -- N N N N --- R to N N 100 CH3COOC5H11 122 70 Amyl Alcohol -- --- N --- N 140 R to 210 R to 185 400 C5 H11OH 212 140 100% --- --- --- --- --- --- --- --- --- --- N-Amyl Chloride -- N N N N C to --- N N 200 400 CH3(CH2) 3CH 2CL 73 Anisole --- --- --- --- --- --- --- --- --- --- Aniline -- N N --- N 73 R to --- --- --- --- NH2 68 Aniline Chlorohydrate -- --- N --- N C to --- --- --- --- --- Aniline Hydrochloride sat’d 73 --- --- 185 --- C6H5NH2oHCl --- N --- N 140 --- Anthraquinone -- --- 180 --- 140 C to --- --- --- 200 --- C6H5(CO)2C 6H5 73 Anthraquinone -- --- 180 73 140 140 --- --- --- 200 --- Sulfonic Acid C14H7O2oSO3Ho3H 2O Antifreeze --- --- --- --- --- --- --- --- --- --- Antimony Trichloride sat’d --- 180 140 140 140 R to 140 140 185 --- SbCl3 140 Aqua Regia -- N R to N C to N C to N N 100 200 (Nitrohydrochloric Acid) 73 73 Arsenic Acid 80% --- 180 140 140 140 R to 185 160 200 400 H3AsO4o1/2H 2O 248 Aryl Sulfonic Acid -- --- 180 --- 140 73 --- 140 --- 185 --- C6H5SO3H Asphalt -- --- N 73 N 73 --- N 70 180 350 Barium Carbonate sat’d 120 180 140 140 140 R to 250 180 250 400 BaCO3 248 Barium Chloride sat’d 120 180 140 140 140 R to 250 180 300 400 BaCl2o2H2O 212 Barium Hydroxide sat’d 73 180 140 140 140 --- 180 140 250 400 Ba(OH)2
26
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
10% --- --- --- --- --- --- --- --- --- --- 30% --- --- --- --- R to --- --- --- --- --- 140 Barium Nitrate sat’d 73 180 140 73 140 --- 200 180 300 250 Ba(NO3)2 Barium Sulfate sat’d 73 180 140 140 140 R to 200 100 300 400 BaSO4 212 Barium Sulfide sat’d 73 180 140 140 140 --- 140 N 300 400 BaS Beer -- 120 180 180 140 R to R to 200 70 200 300 140 248 Beet Sugar Liquors --- --- 180 180 140 73 --- 210 100 185 --- Benzaldehyde 10% N R to 73 R to 73 --- 140 N N --- C6H5CHO 73 73
99% --- --- --- --- --- --- --- --- --- ---
Benzene -- N N N N C to C to N N 150 250 C6H6 120 122 Benzene Sulfonic 10% --- 180 180 140 R to --- N N 185 --- Acid 73 C6H5SO3H 10%+ --- N --- N --- --- --- --- --- --- Benzoic Acid all 160 180 73 140 140 --- N 200 --- N C6H5COOH Benzoyl Chloride Sat. Sol. --- --- --- --- --- C to --- --- --- --- 68 Benzyl Alcohol -- --- N 120 N 140 R to N N 140 400 C6H5CH2OH 122 Benzyl Chloride --- --- --- --- --- --- --- --- --- --- Bismuth Carbonate Sat’d. --- 180 180 140 140 --- --- 70 --- --- (BiO)2CO Black Liquor sat’d --- 180 140 140 120 --- 180 180 200 225 Bleach 5% Active --- 180 120 140 C to --- 70 N 188 350
Cl2 140 12% Active 73 185 120 140 73 --- --- --- --- ---
Cl2 Borax sat’d 160 180 212 140 140 --- 210 140 185 --- Na3B4O7o10H2O Boric Acid Sat’d 160 180 212 140 140 R to 210 140 185 --- H3BO3 212 Brake Fluid -- --- --- 140 --- 140 --- 140 N N 300 Brine sat’d --- 180 140 140 140 --- 250 180 300 400 Bromic Acid Sat’d --- 180 N 140 N R to 70 --- 70 --- HbrO3 212
10% --- --- --- --- 140 --- --- --- --- --- Bromine Liquid 73 N N N N R to N N 70 300 Br2 248
vapor --- 180 N 140 N --- N N 70 200 25% --- --- --- ---
Bromine Water cold --- 180 N 140 N R to N N 185 300 sat’d 176

27
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Bromobenzene -- --- --- --- N --- --- N N --- 120 C6H5Br Bromotoluene -- --- --- C N --- --- N N --- 70 C6H5CH2B2 Butadiene 50% --- 180 N 140 73 --- N N 185 N H2C: CHHC: CH2 Gas --- --- --- --- --- R to --- --- --- --- 212 Butane 50% --- 180 140 140 140 --- N 70 185 350 C4H10 Gas --- --- --- --- --- R to --- --- --- --- 68 N-Butanol Liquid --- --- --- --- --- R to --- --- --- --- 140 Butyl Acetate 100% N N C to N C to C to 140 N N 175 CH3COOCH (CH3) (C2H5) 73 73 104 Butyl Alcohol -- --- C to 180 140 140 --- 200 R to 75 300 CH3(CH2)2CH 2OH 73 140 Butyl Cellosolve -- --- N --- 73 --- --- 140 N N 200 HOCH2CH2OC4H 9 N-Butyl Chloride -- N N --- --- --- --- N N --- 400 C4H9Cl Butyl Glycol Liquid --- --- --- --- --- R to --- --- --- --- 212 Butylene © Liquid --- --- N 140 120 --- N 70 100 400 CH3CH:CHCH3 Butyl Phenol -- --- N C to 73 --- --- --- --- --- C4H9C6H9OH 73 Butyl Phthalate -- --- N 180 --- --- R to --- --- 70 --- 140 Butyl Stearate -- --- --- --- 73 --- --- N 100 185 250 Butynediol -- --- --- --- 73 --- ---- --- --- --- --- HOCH2C:CCH 2OH Butyric Acid -- N N 180 73 73 --- 140 --- 70 300 CH3CH2CH2COOH 20% --- --- --- --- --- R to --- --- --- ---- 212 Liquid --- --- --- --- --- R to --- --- --- --- 176 Cadmium Cyanide -- --- 180 --- 140 --- --- --- --- --- --- Cd(CN)2 Calcium Bisulfide -- --- 73 --- N 140 --- --- 100 185 200 Ca(HS)2o6H 2O Calcium Bisulfite -- --- 180 180 140 N --- N 70 185 350 Ca(HSO3)2 Sat’d --- --- --- --- --- R to 248 Calcium Carbonate Sat’d --- 180 180 140 140 R to 210 100 300 350 CaCO3 248 Calcium Chlorate -- --- 180 180 140 140 R to 140 70 185 350 Ca(ClO3)2o2H2O 248 Calcium Chloride 5% --- --- --- --- --- --- --- --- --- --- CaCl2 Sat’d 120 180 180 140 140 R to 210 100 250 350 248

28
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Calcium Hydroxide -- 160 180 180 140 140 --- 210 140 250 250 Ca(OH)2 2% --- --- --- --- --- ---
30% --- --- --- --- R to --- --- --- --- --- 140 Calcium Hypochlorite 30% 160 180 140 140 140 --- 70 N 185 200 Ca(OCl)2 Sat’d --- --- --- --- --- C to --- 212 Calcium Nitrate -- --- 180 180 140 140 --- 210 180 200 200 Ca(NO3)2 50% --- --- --- --- 140 R to --- --- --- --- 212 --- Sat’d --- --- --- --- --- R to --- --- --- --- 176 Calcium Oxide -- --- 180 --- 140 140 --- 210 180 --- --- CaO Calcium Sulfate -- 100 180 180 140 140 R to 210 100 250 350 CaSO4 212 Calcium Hydrogen >10% --- --- --- --- --- R to --- Sulphide 248 Camphor -- N --- 73 73 73 --- 210 C10H16O Cane Sugar Liquors -- --- 180 180 140 140 --- 250 180 200 400 C12H22O11 Carbitol -- --- N --- 73 --- --- 70 70 100 200 Carbon Dioxide Dry 160 180 140 140 140 R to 200 180 200 400 CO2 100% 212 Carbon Dioxide Wet 160 180 140 140 140 --- 210 180 200 400 CO2 Carbon Disulfide -- N N N N C to --- N R to 70 200 CS2 140 70 Carbon Monoxide Gas --- 180 180 140 140 R to 250 70 250 400 CO 140 Carbon Tetrachloride -- N N N 73 C to C to N N 185 350 CCL4 73 212 Carbonic Acid Sat’d 185 180 140 140 140 --- 210 180 200 350 H2CO3 Castor Oil -- --- C to 140 140 73 --- 140 140 --- 350 180 Caustic Potash 50% 160 180 180 140 140 --- 140 N N 300 KOH Caustic Soda 40% 160 180 180 140 140 --- 140 N N 350 NaOH (Sodium Hydroxide) Cellosolve -- --- N 73 73 C to --- 140 N N 200 ClCH2COOH 120 Cellosolve Acetate -- --- N 73 73 --- --- 140 N N 300 CH3COOCH2CH2OC2H5 Chloral Hydrate All --- 180 C to 140 120 --- --- --- N --- CCL3 CH (OH)2 73 Chloramine Dilute --- N 73 73 73 --- --- --- --- --- NH2Cl Chloric Acid 10% --- 180 73 140 73 --- --- --- 140 140 HCLO3o7H2O 20% --- 185 73 140 73 --- --- --- 100 140

29
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Chlorine Gas 0-20 N C to N C to C to R to N N 185 400 (Moisture Content) PPM 73 73 73 212 20-50 N N N N C to --- N N 185 400
PPM 73 50+ N N N N C to N N N 185 400 PPM 73
Chlorine Liquid N N N N N --- N --- 100 --- Chlorinated Water 10 --- 180 180 140 140 --- R to N 185 400
PPM 100 Chlorinated Water Sat’d --- 180 180 140 C to R to --- --- --- --- 120 212 Chloroacetic Acid 50% N 180 C to 140 120 --- 70 N N 200 CH2ClCOOH 73
>10% --- --- --- --- --- R to --- --- --- --- 140 Chloroacetyl Chloride -- --- --- --- 73 --- --- --- --- --- --- ClCH2COCl Chlorobenzene Dry N N 73 N C to --- N N 70 200 C6H5Cl 75
Liquid --- --- --- --- --- R to --- --- --- --- 140 Chlorobenzyl Chloride -- --- N --- N C to --- --- --- --- --- ClC6H4CH2Cl 120 Chloroethanol Liquid --- --- --- --- N --- --- --- --- 122 Chloroform Dry N N N N C to --- N N 70 200 CHCl3 75 Liquid --- --- --- --- --- R to --- --- --- --- 212 Chloromethane Gas --- --- --- --- --- R to --- --- --- --- 212 Chloropicrin -- --- --- --- N 73 --- --- --- --- --- CCL3NO2 Chlorosulfonic Acid -- --- 73 N 73 C to --- N N N 200 ClSO2OH 120 50% --- --- --- --- --- R to --- --- --- --- 68 100% --- --- --- --- N --- --- --- --- --- Chromic Acid Sat’d --- --- --- --- --- R to --- --- --- --- H2CrO4 212 10% 73 180 140 140 73 R to 70 N 140 350 212 20% --- --- --- --- --- R to N N 140 250 212 25% --- --- --- --- --- R to N N 140 350 212 30% N 180 73 140 73 R to N N 140 350 212 40% N 180 73 140 73 R to N N 140 300 212 50% N C to 73 N 73 R to N 140 200 140 212

30
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Chromium >10% --- --- --- --- --- R to --- --- --- --- Potassium Sulfate 212 CrK(SO4)2o12H2O -- - -- 73 --- 73 --- 140 180 200 ---
Sat’d --- --- --- --- --- --- --- Citric Acid Sat’d 160 180 140 140 140 R to 210 70 200 200 C6H8O7 248 Coconut Oil -- --- C to 73 140 73 R to N 70 185 400 180 248 Cod Liver Oil Work Sol. --- --- --- --- --- R to --- --- --- --- 248 Coffee -- --- 180 140 140 140 --- 140 100 200 --- Coke Oven Gas -- --- --- 73 140 140 --- 70 70 45 400 Copper Acetate Sat’d --- 73 73 73 --- --- 100 180 140 350 Cu(C2H3O2)2oH2O Copper Carbonate Sat’d --- 180 --- 140 140 --- 210 --- 185 350 CuCO3 Copper Chloride Sat’d 73 180 140 140 140 --- 210 180 200 350 CuCl2 Copper Cyanide Sat’d --- 180 --- 140 140 R to 210 180 185 350 Cu(CN)2 212 Copper Fluoride 2% --- 180 73 140 140 --- 210 R to 185 --- CuF2o2H2O 70 Copper Nitrate 30% --- 180 140 140 140 --- 210 70 200 --- Cu(NO3)2o3H2O 50% --- --- --- --- --- R to --- --- --- --- 212 Copper Sulfate CuSO4o5H2O Sat’d 120 180 120 140 140 R to 210 180 200 --- 212 Corn Oil -- --- C to 73 140 120 --- N 180 200 400 180 Corn Syrup -- --- 185 140 140 140 --- --- 180 185 400 Cottonseed Oil -- 120 C to 140 140 R to --- N 180 185 400 180 140 Creosote -- --- N 73 N 140 --- N 73 73 250 Cresol 90% N N R to N 73 R to N N 100 200 CH3C6H4OH 73 68 Cresylic Acid 50% --- 180 --- 140 C to --- N N 185 200 73 Croton Aldehyde ----- N C to N ----- ---- --- N N 200 CH3CH:CHCHO 73 Liquid ----- ----- ----- ----- ----- R to --- --- --- --- 104 Crude Oil ---- ---- C to 140 140 C to R to N 70 200 400 180 120 212 Cupric Chloride 20% --- --- --- --- --- --- --- --- --- --- Cupric Fluoride -- --- 180 --- 140 140 --- 210 --- --- --- CuF2 Cupric Sulfate Sat’d 100 180 73 140 140 --- 210 180 200 250 CuSO4o5H2O Cuprous Chloride Sat’d 70 180 --- 140 140 --- 200 180 200 320 CuCl

31
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Cyclohexane -- 73 N N N N R to N N 185 300 C6H12 248 Cyclohexanol C to N 140 N 73 R to N N 185 250 C6H11OH 120 104 Cyclohexanone -- N N 73 N 120 N 70 N N 200 C6H10O Liquid Detergents -- --- C to 180 140 R to --- 250 180 210 --- (Heavy Duty) 180 140 Dextrin Sat’d --- 180 140 140 140 --- N 180 200 200 (Starch Gum) Dextrose Sat’d --- 180 140 140 140 --- 140 180 200 400 Diacetone Alcohol -- --- N 120 N --- --- 70 N N 350 CH3COCH2C(CH3)2OH Dibutoxyethyl Pthalate --- N --- N --- R to N 200 --- C6H4(COOO2H2OC4H9)2 70 N-Dibutyl Ether -- --- --- --- --- 73 --- N N N 350 C4H9OC4H9 Dibutyl Phthalate -- N N 73 N 73 --- 70 N N 350 C6H4(COOC4H9)2 Dibutyl Sebacate -- --- --- 73 73 73 --- 70 N N 350 C4H9OCO (CH2)8OCOC4H9 Dichloroacetic Acid 50% --- --- --- --- --- R to --- --- --- --- 176 Dichlorobenzene -- N N C to N C to --- N N 150 --- C6H4Cl2 73 120
Liquid --- --- --- --- --- R to --- --- --- --- 140 Dichloroethylene -- --- N C to N C to --- N N 185 350 C2H2Cl 2 73 120
Liquid --- --- --- --- --- R to --- --- --- --- 248 Diesel Fuels -- --- C to 140 140 73 R to N 70 185 350 180 212 Diethanolamine Solid --- --- --- --- --- N --- --- --- ---
20% --- --- --- --- --- --- --- --- --- --- Diethylamine -- N N --- N C to N 70 70 N 200 C4H10NH 120 Diethyl Ether -- N N 73 73 C to --- N --- N --- C4H10O 140 Diglycolic Acid Sat’d --- 180 140 140 140 --- 70 70 70 250 O(CH2COOH)2 10% --- --- --- --- --- R to --- --- --- --- 140 Dimethylamine -- --- --- 73 140 73 N 140 N N --- (CH3)2NH Dimethyl Formamide -- N N 180 N 120 --- N 100 N 250 HCOH(CH3)2 Liquid --- --- --- --- --- --- --- N --- Dimethylhydrazine -- --- --- --- N --- --- --- --- N --- (CH3)2NNH2 Dimethyl Phthalate -- --- N --- --- C to --- --- (COOC9H19) 73 --- --- ---

32
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Dioctyl Phthalate -- N N C to N 73 --- 70 --- 70 200 C6H4(COOC8H17)2 73 Dioxane -- -- N C to N 140 --- 70 N N --- O:(CH2)4:O 140 Liquid --- --- --- --- --- C to --- --- --- --- 68 Diphenyl Oxide Sat’d --- --- --- --- 73 --- N N 300 --- (C6H5)2O Disodium Phosphate -- --- 180 140 140 140 --- 210 100 --- 400 Na2HPO4 Dishwashing Liquid --- --- --- --- --- --- --- --- --- --- (Cascade) Dow Therm A -- --- --- --- N --- --- N N N 212 Ethanol 40% --- --- --- --- --- R to --- --- --- --- 68 95% --- --- --- --- --- R to --- --- --- --- 122 Liquid --- --- --- --- --- R to --- --- --- --- 122 Ether -- N N C to N 73 --- N N N --- ROR 73 Ethyl Acetate -- N N C to N 73 --- 70 N N 200 CH3COOC2H5 140 Liquid --- --- --- --- --- C to --- --- --- --- 68 Ethyl Acetoacetate -- N N --- N --- --- 100 N N 200 CH3COCH2COOC2H5 Ethyl Acrylate -- --- N --- N --- --- 70 N N 350 CH2:CHOOC2H5 Ethyl Alcohol -- --- C to 140 140 140 --- 170 180 --- 300 (Ethanol) 140 C2H5OH Ethyl Benzene -- --- --- C to N C to --- N N 70 350 C6H5C2H5 73 73 Ethyl Chloride Dry --- N C to N C to --- R to N 140 350 C2H5Cl 73 73 70 Gas --- --- --- --- --- R to --- --- --- --- 212 Ethyl Chloroacetate -- --- --- --- N --- --- --- --- --- --- CCH2ClCO2C2H5 Ethyl Ether Liquid --- N N N N R to N N N 250 (C2H5)2O 122 Ethylene Bromide Dry --- N --- N --- --- N N R to 350 BrCH2CH2Br Ethylene Chloride Dry N N C to N C to --- --- N 70 350 ClCH2CH2CL 73 140 Ethylene -- --- N 73 N --- --- 70 N N 200 Chlorohydrin C to ClCH2CH2OH Liquid --- --- --- --- --- 68 Ethylene Diamine -- N --- 73 N 140 --- 70 100 --- --- NH2CH2CH2NH2

33
NOM GÉNÉRIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Ethylene Dichloride Dry N N C to N C to --- N N 120 350 C2H4Cl2 140 73 Ethylene Glycol Liquid 73 C to 212 140 140 R to 210 180 250 --- CH2OHCH2OH 180 212 Ethylene Oxide -- --- N C to N 73 --- N N N 400 CH2CH2O 73 2-Ethylhexanol -- --- --- --- --- 73 --- --- --- --- --- CH3(CH2)3CHC2H5CH2OH Fatty Acids -- 160 73 120 140 120 --- N 140 185 400 R-COOH Ferric Chloride Sat’d 120 180 140 140 140 R to 225 180 200 400 (Aqueous) 212 FeCl3 Ferric Hydroxide Sat’d 160 180 140 140 140 --- 180 100 180 400 Fe(OH)3 Ferric Nitrate Sat’d 160 180 140 140 140 R to 210 180 200 400 Fe(NO3)39H2O 212 Ferric Sulfate -- 160 180 140 140 140 --- 210 140 185 200 Fe2(SO4)3 Sat’d ---- --- --- --- --- R to --- 212 Ferrous Chloride Sat’d 160 180 140 140 140 R to 200 180 200 400 FeCl2 212 Ferrous Hydroxide Sat’d 160 180 140 140 140 --- 180 180 180 400 Fe(OH)2 Ferrous Nitrate -- 160 180 140 140 140 --- 180 180 200 400 Fe(NO3) 2 Ferrous Sulfate -- 160 180 140 140 140 --- 200 180 200 400 FeSO4 20% --- --- --- --- --- --- --- --- --- --- Sat’d --- --- --- --- --- R to --- --- --- --- 212 Fish Oil --- --- 180 180 140 140 --- N 70 70 300 Fluoboric Acid --- 73 73 140 140 140 --- 140 160 140 350 HBF4 Solid --- --- --- --- --- R to 104 Fluorine Gas (Dry) 100% --- 73 N 73 C to --- N N N N F2 73 Fluorine Gas (Wet) -- N 73 N 73 N --- N --- 100 N F2 Fluosilicic Acid 25% --- --- --- --- --- R to --- --- --- --- H2SiF6 212
30% --- R to 140 140 140 R to --- --- --- --- 140 212
40% --- --- --- --- --- R to --- --- --- --- 140
50% --- 73 73 140 140 R to 140 100 210 300 212
Sat’d --- --- --- --- --- R to --- --- --- --- 212

34
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Formaldehyde Dilute 160 73 140 140 140 R to 140 N N 300 HCHO 176
35% 160 C to 140 140 140 --- 140 N N 300 73 37% 160 C to 140 140 140 R to 140 N N 300 73 212 50% --- C to --- 140 140 --- 140 N N 300
73 Formic Acid -- N C to 140 73 140 --- 200 N N 300 HCOOH 73
10% --- --- --- --- --- R to --- --- --- --- 212 40% --- --- --- --- --- R to --- --- --- --- 212 50% --- --- --- --- --- R to --- --- --- --- 176 85% --- --- --- --- --- R to --- --- --- --- 212 100% --- --- --- --- 140 --- --- --- --- --- Freon 11 100% N 73 N 140 73 --- N 70 70 300 CCl3F --- N N Freon 12 100% --- 73 73 140 73 --- N CCl2F2 Work. Sol. --- --- --- --- --- R to 212 Freon 21 100% --- --- N N C to --- N N N 300 CHCl2F 120 Freon 22 100% --- 73 73 N C to --- N N N 300 CHClF2 120 Freon 113 100% --- --- N 140 73 --- N 130 130 300 C2Cl2F3 Freon 114 100% --- --- N 140 73 --- N 130 130 300 C2Cl2F4 Fructose Sat’d 73 180 180 140 140 --- 175 140 225 300 C6H12O6 Fruit Juice Work. Sol. --- --- --- --- --- R to --- --- --- --- 212 Furfural 100% N N N N C to --- 140 N N 300 C4H3OCHO 140 N 185 300 Gallic Acid -- --- 73 --- 140 73 --- 70 C6H2(OH)3CO2HoH2O Gasoline, Leaded* -- N N N 140 73 --- N 70 100 200 Gasoline, Unleaded* -- N N N 140 73 --- N 70 100 200 Gasoline (Fuel) --- --- --- --- --- R to --- --- --- --- 212 Gasohol* -- N N N 140 73 --- N 70 100 200

35
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Gasoline, Sour* -- N N N 140 C to --- N 70 100 200 73 Gelatin -- --- 180 180 140 140 --- 200 180 250 300 Glucose -- 120 180 212 140 140 --- 250 180 300 400 C6H12O6oH2O 10% --- --- --- --- --- R to --- --- --- --- 248 Glue -- --- --- 140 140 140 --- 100 140 250 400 Glycerine --- 140 180 212 140 140 --- 200 70 300 400 C3H5(OH)3 Liquid ---- ---- ---- ---- ---- R to --- --- --- --- 248 Glycol ----- ---- C to 212 140 140 ---- 210 180 250 --- OHCH2CH2OH 180 Glycolic Acid Sat’d 180 73 140 140 ----- --- N N 400 OHCH2COOH -- 10% --- --- --- --- R to --- --- --- --- 212 --- 30% --- --- --- --- --- R to --- --- --- --- 140 --- 65% --- --- --- --- --- R to --- --- --- --- 212 --- Glyoxal -- --- --- --- --- 140 --- --- N --- --- lCHCCHO Grape Sugar -- --- 180 --- 140 --- --- 250 180 185 --- Grapefruit Juice Work. Sol. --- --- --- --- --- R to --- --- --- --- 122 Grease -- --- --- --- --- --- --- N 150 200 --- Green Liquor -- 160 180 --- 140 --- --- 150 150 --- --- Heptane (Type 1) -- 73 180 N 140 73 --- N 70 185 300 C7H16 Liquid --- --- --- --- --- R to --- --- --- --- 212 N-Hexane -- C 73 73 73 --- --- N 70 70 300 C6H14 Liquid --- --- --- --- --- R to --- --- --- --- 176 Hexanol, Tertiary -- --- 180 --- 140 140 --- N 70 160 300 Type I CH3(CH2)4CH2OH Hydraulic Oil -- --- --- --- 73 73 --- N 160 250 300 (Petroleum) Hydrazine -- --- N 73 N --- --- 70 70 N 250 H2NNH2 Hydrobromic Acid 20% 73 73 140 140 140 R to 140 N 185 250 Hbr 212
50% N --- 120 --- 140 R to 140 N 185 250 140
66% --- --- --- --- --- R to --- --- --- --- 212 Hydrochloric Acid 1% --- --- --- --- --- --- 150 N N 250 Hcl
10% C to 180 140 140 140 R to 150 N N 250 120 212
20% --- --- --- --- --- R to 150 N N 250 212
30% C to 180 140 140 140 R to 150 N N 250

36
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
73 212 Conc. --- --- --- --- --- --- --- --- --- ---
Hydrocyanic Acid -- 160 180 73 140 140 --- --- --- --- --- HCN Sat’d --- --- --- --- --- R to --- --- --- --- 248 10% --- --- --- --- --- R to 200 70 185 250 248 Hydrofluoric Acid Dilute 73 73 180 73 140 R to --- --- --- --- HF 212 30% N 73 140 73 140 --- N N 150 300 40% --- --- --- --- --- R to N N 100 300 212 50% N N 73 73 120 R to N N 75 300 212 60% --- --- --- --- 140 R to --- --- --- --- 140 70% --- --- --- --- --- R to --- --- --- --- 212 100% N N C to N 120 --- --- --- --- --- 73 Gas --- --- --- --- --- R to --- --- --- --- 104 Hydrofluosilic Acid 50% N 140 --- 140 140 --- 140 170 200 300 Hydrogen Gas --- 73 140 140 140 R to 250 180 300 300 248 Hydrogen Cyanide -- --- --- 73 140 --- --- --- 70 --- --- HCN Hydrogen Fluoride -- --- C 73 N --- --- 70 N N 250 Anhydrous Hydrogen Peroxide 3% --- --- --- --- --- --- --- --- --- --- H2O2 --- 10% --- --- --- --- --- R to --- --- --- --- 212 --- 30% --- --- --- --- --- R to --- --- --- --- 212 50% --- 180 73 140 140 R to 100 70 185 300 90% --- 180 C to 140 73 --- N N 100 300 73 Hydrogen Phosphide -- --- 73 --- 140 140 --- --- --- --- -- (Type I) PH3 Hydrogen Sulfide Dry --- 180 150 140 140 R to 100 N 140 --- H2S 248 Wet --- 180 --- 140 140 --- 100 N 140 --- Hydrogen Sulfite 10% --- --- --- --- 140 R to 70 N 100 --- H2SO3 248 Hydroquinone Sat’d --- 180 --- 140 140 --- N 70 185 300 C6H4(OH)2 Hydroxylamine -- --- 180 --- 140 140 --- 70 --- --- --- Sulfate (NH2OH)oH2SO4

37
NOM GÉNÉRIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Hypochlorous Acid 10% 73 180 73 140 140 --- --- --- --- --- HOCl 70% --- --- --- --- --- R to 70 N 70 300 212 Inks -- --- --- 140 --- 140 --- --- 70 70 350 Iodine 10% N 73 73 N C to R to 70 70 70 200 I2 120 176 Isobutyl Alcohol -- C to C to 73 --- 140 --- 140 70 140 300 (CH3)2CHCH2OH 73 73 Isooctane -- --- --- C to --- 73 --- N 70 185 300 (CH3)3CCH2CH(CH3)2 73
Liquid --- --- --- --- --- R to --- --- --- --- 212 Isopropyl Acetate -- N N --- --- 73 --- 70 N N 200 CH3COOCH(CH3)2 Isopropyl Alcohol -- --- C to 212 140 140 C to 140 70 160 300 (CH3)2CHOH 180 212 Isopropyl Ether -- --- N C to N 73 --- N 70 N 140 (CH3)2CHOCH(CH3)2 73 JP-4 Fuel* -- --- C to C to 140 73 --- N 70 300 300 73 73 JP-5 Fuel* -- --- C to C to 140 73 --- N 70 300 300 73 73 Kerosene* -- 73 73 C to 140 C to --- N 140 300 250 140 140 Ketchup -- --- --- --- 73 --- --- 210 140 200 250 Ketones -- N N C to N 73 --- N N N 200 73 Work Sol --- --- --- --- --- --- --- --- --- 302 Kraft Liquors -- 73 180 --- 140 120 --- --- 70 100 254 Lactic Acid 10% --- --- --- --- --- R to --- --- --- --- CH3CHOHCOOH 140 20% --- --- --- --- --- --- --- --- --- --- 25% 73 180 212 140 140 --- 70 --- 70 300 80% N C to 140 73 140 --- 70 N 70 300 180 Liquid --- --- --- --- --- R to --- --- --- --- 212 Lard Oil -- --- C to --- 140 C to --- N 140 185 300 180 120 Latex -- --- --- 140 --- 140 --- 70 70 70 200 Lauric Acid -- --- 180 140 140 120 --- --- 70 100 300 CH3(CH2)10COOH Lauryl Chloride -- --- 73 --- 140 120 R to 140 70 200 300 (Type I) 248 C12H25Cl Lead Acetate Sat’d --- 180 180 140 140 R to 210 70 N 300 Pb(C2H3O2) o3H2O 212 Lead Chloride -- --- 180 140 140 120 --- N 100 140 300 PBCl2

38
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Lead Nitrate Sat’d --- 180 140 140 120 --- 175 180 225 300 PB(NO3)2 Lead Sulfate -- --- 180 140 140 120 --- 210 180 225 300 PbSO4 Lead Tetraethyl --- --- --- --- --- R to --- --- --- --- 212 Lemon Oil --- --- N C to ---- --- --- --- --- 200 300 73 Lemon Juice ---- --- --- C to ---- --- --- --- --- 140 Ligroin -- --- --- 140 --- --- --- --- 100 100 --- Lime Slurry -- --- --- --- --- 140 --- 100 100 --- --- Lime Sulfur -- --- 73 73 73 120 --- 210 N 185 --- Linoleic Acid -- --- 180 180 140 --- --- N R to 140 300 CH3(CH2)4HC: 70 CHCH2CH: CH(CH2)7COOH Linoleic Oil (Type I) -- --- --- --- 140 --- --- --- --- 70 300 Linseed Oil -- 73 C to 140 140 R to R to R to 180 250 300 180 73 248 70 Liqueurs -- --- --- 140 140 120 --- --- --- --- --- Lithium Bromide LiBr -- --- --- 140 140 140 --- --- 140 200 300 Lithium Chloride LiCl -- --- --- 140 140 120 --- 100 70 140 --- Lithium Hydroxide LiOH -- --- --- 140 --- 120 --- 100 70 140 --- Lubricating Oil -- --- 180 C to 140 73 R to N 180 150 350 (ASTM #1) 140 248 Lubricating Oil -- --- 180 C to 140 73 --- N 180 150 350 (ASTM #2) 140 Lubricating Oil -- --- 180 C to 140 73 --- N 180 150 350 (ASTM #3) 140 Magnesium Carbonate -- 120 180 212 140 140 R to 170 140 210 225 MgCO2 212 Magnesium Chloride Sat’d 120 180 140 140 140 R to 170 180 170 400 MgCl2 140
50% --- --- --- --- --- R to --- --- --- --- 212 Magnesium Citrate -- --- 180 --- 140 140 --- 175 180 225 300 MgHC6H5O7o5H2O Magnesium Sat’d 160 180 180 140 140 R to --- --- --- Hydroxide 212 --- Mg(OH)2 Magnesium Nitrate -- 160 180 212 140 140 R to --- --- --- --- Mg(NO3)2o2H2O 248 Magnesium Oxide -- 160 --- --- --- --- --- 140 140 --- --- MgO Magnesium Sulfate -- 160 180 212 140 140 R to 175 180 200 300 MgSO4o7H2O 212 Maleic Acid Sat’d 160 180 140 140 140 R to 70 N 200 250 HOOCCH:CHCOOH 140
50% --- --- --- --- --- R to --- --- --- --- 212 10% --- --- --- --- --- R to --- --- --- --- 140

39
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Malic Acid -- --- 180 140 140 140 --- --- COOHCH2CH(OH)COOH Manganese Sulfate -- --- 180 180 140 140 --- 175 140 225 300 MnSO4o4H2O Margarine Work. Sol. --- --- --- --- --- R to --- --- --- --- 248 Mercuric Chloride -- --- 180 180 140 140 --- 210 140 185 300 HgCl2 Sat’d -- --- --- --- --- R to --- --- --- --- 212 Mercuric Cyanide Sat’d --- 180 140 140 140 R to 70 70 70 300 Hg(CN)2 212 Mercuric Sulfate Sat’d --- 180 140 140 140 --- 70 70 70 300 HgSO4 Mercurous Nitrate Sat’d --- 180 140 140 140 --- 70 100 70 300 HgNO3o2H2O 10% --- --- --- --- --- R to --- --- --- 212 --- Mercury Liquid --- 180 140 140 140 R to 210 140 185 300 Hg 248 Methane -- N 73 73 140 140 --- N 180 185 300 CH4 Methanol -- --- N 180 140 R to --- 140 140 N 300 (Methyl Alcohol) 140 CH3OH 5% --- --- --- --- --- R to --- --- --- --- 140 Liquid --- --- --- --- --- C to --- --- --- --- 176 Methoxyethyl Oleate -- --- --- --- 73 --- --- --- --- --- --- CH3OCH2CH2OOCC17H33 Methyl Acetate -- N N 140 N C to --- R to N N 300 CH3CO2CH3 70 Methyl Acrylate Tech --- --- --- --- 140 --- R to N N 300 CH2:CHOOCH3 Pure 70 Methyl Amine -- --- N N N --- --- N --- 100 300 CH2NH3 Methyl Bromide -- --- N N N C to --- N 70 185 300 CH3Br 73 Methyl Butyl Ketone Liquid --- --- --- --- --- C to --- --- --- --- 122 Methyl Cellosolve -- --- N 73 N C to --- 70 N N --- HOCH2CH2OCH3 120 Methyl Chloride Dry N N N N C to --- N N 70 250 CH3Cl 120 Methyl Chloroform -- N N C to N C to --- N N 70 200 CH3Ccl 73 120 Methyl Ethyl Ketone 100% N N 73 N N C to 70 N N 200 (MEK) 68 CH3COC2H5 Methyl Isobutyl -- --- N --- N --- --- 70 70 70 200 Carbinol (CH3)2CHCH2CH(CH3)OH

40
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Methyl Isobutyl -- N N 73 N 73 --- 70 N N 200 Ketone (CH3)2CHCH2COCH3 Methyl Isopropyl -- --- N --- N 73 --- N N N 150 Ketone CH3COCH(CH3)2 Methyl Methacrylate -- --- N --- 73 140 R to N N N 150 CH2:C(CH3)COOH3 68 Methyl Sulfate --- --- 73 C to 73 140 --- --- --- --- 70 (CH3)2SO4 73 Methylene Bromide -- --- N N N C to --- N N 70 250 CH2Br2 120 Methylene Chloride 100% --- N N N N C to N N 70 CH2Cl2 104 Methylene Chloro- -- --- N -- N --- --- N N N --- bromide CH2ClBr Methylene Iodide -- --- N N N C to --- 250 --- --- 200 CH2 l2 120 Methysulfuric Acid -- --- 180 140 140 --- --- --- --- --- --- CH3HSO4 Milk -- 160 180 212 140 140 R to 250 180 300 400 212 Mineral Oil -- 73 180 C to 140 R to R to N 140 300 300 140 73 212 Molasses -- --- 180 140 140 140 --- 100 150 185 300 Monochloroacetic 50% --- --- 140 140 140 --- N 70 70 200 Acid CH7ClCOOH Monochlorobenzene Tech --- N 73 N C to --- N N 70 200 C6H5Cl Pure 120 Monoethanolamine -- --- --- --- N --- --- 70 70 185 100 HOCH2CH2NH2 Motor Oil -- --- 180 C to 140 R to --- N 180 250 350 140 140 Morpholine -- --- --- 140 --- 140 --- 70 N N 200 C4H8ONH Mustard, Aqueous Work. Sol. --- --- --- --- --- R to --- --- --- --- 248 N-methyl Pyrrolidone 100% --- --- --- --- --- --- --- --- --- --- Naphtha -- --- 73 73 140 73 R to N 140 150 200 122 Naphthalene -- --- N 73 N 73 --- N N 170 250 C10H 8 Natural Gas -- 73 --- 73 140 140 --- N 140 185 300 Nickel Acetate -- --- --- 73 --- 140 --- 70 70 N 300 Ni(OOCH3)2o4H2O Nickel Chloride Sat’d 160 180 180 140 140 R to 210 180 210 400 NiCl2 212 Nickel Nitrate Sat’d 160 180 180 140 140 R to 210 180 250 400 Ni(NO3)2o6H2O 248

41
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Nickel Sulfate Sat’d 160 180 180 140 140 R to 210 --- 300 400 NiSO4 212 Nicotine -- --- 180 --- 140 140 --- --- N --- --- C10H14N2 Nicotinic Acid -- --- 180 --- 140 140 R to 70 --- --- --- Csh4NCOOH 212 Nitric Acid 5% --- --- --- --- --- R to 70 N 185 250 HNO3 140 10% C to 180 180 140 73 R to 70 N 185 250 73 212 20% --- --- --- --- --- R to 70 N 160 250 212 25% --- --- --- --- --- R to 70 N 160 250 212 30% N R to 140 140 73 R to 70 N 160 250 130 212 35% --- --- --- --- --- --- N N 140 250 40% N R to 73 140 73 C to N N 140 250 120 248 50% N 110 N 100 C to --- N N 120 250 73 65% --- --- --- --- --- C to N N 100 250 248 70% N 100 N 73 C to --- N N 100 250 73 85% --- --- --- --- --- N N --- --- --- 95% --- --- --- --- --- --- --- --- --- --- 100% N N N N N --- --- --- --- --- Nitrobenzene 100% N N C to N N R to N --- 70 400 C 6H5NO2 140 122 Nitroglycerine --- --- --- N 73 --- --- --- 70 CH2NO3CHNO3CH2NO3 Nitroglycol -- --- --- --- N --- --- --- --- --- --- Nitrous Acid 10% --- 180 C to 140 73 --- --- N 100 400 HNO2 73 Nitrous Oxide -- --- 73 73 73 73 --- --- N 70 400 N2O N-Octane -- --- C to --- --- --- --- N R to 70 400 CH8H18 73 70 Oleic Acid -- 160 180 73 140 C to R to R to 100 185 250 CH3(CH2)7CH: 140 248 70 CH(CH2)7COOH Oleum -- N N N N N N N N N 200 x H2SO4oySO3 Olive Oil -- 160 C to 73 140 140 R to --- 140 150 350 180 248 Oxalic Acid 50% 160 180 140 140 140 --- 150 N 100 300 HOOCCOOHo2H2O 10% --- --- --- --- --- R to --- --- --- --- 140
Sat’d --- --- --- --- --- R to --- --- --- --- 122 Oxygen Gas -- 160 180 N 140 140 R to 210 R to 185 400 O2 212 70

42
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Ozone -- --- 180 C to 140 C to --- 210 N 185 300 O3 73 120
Sat’d --- --- --- --- --- R to --- --- --- --- 68 Palm Oil -- --- --- 73 --- 140 --- N 140 70 200 Palmitic Acid 10% 73 73 180 140 120 --- 70 100 185 300 CH3(CH2)14COOH
70% --- 73 180 73 120 --- --- 100 185 300 Paraffin -- 73 180 140 140 C to R to N 100 300 250 C36H74 140 212 Peanut Oil -- --- C to 140 --- --- R to N 100 150 250 180 248 N-Pentane -- N C to N C to C to --- N 100 100 100 CH3(CH2)3CH3 180 140 120 Peracetic Acid 40% N --- 73 73 --- --- --- --- --- --- CH3COOOH Perchloric Acid 10% --- --- --- --- --- R to 70 N 70 250 (Type I) 212 HclO4 20% --- --- --- --- --- R to --- --- --- --- 212 Perchloric Acid 15% --- 180 140 73 140 --- --- (Type I) HclO4 Perchloric Acid 70% 73 180 C to 73 73 R to 70 N 185 --- (Type I) 73 212 HclO4 Perchloroethylene -- N C to C to C to C to C to N N 200 200 Cl2C:CCl2 180 73 140 120 212 Perphosphate -- --- 73 140 73 --- --- 70 70 70 250 Petroleum Ether --- --- --- --- --- R to --- --- --- --- 212 Phenol -- N 73 73 73 140 --- 70 N 200 --- C6H5OH 5% --- --- --- --- --- --- --- --- --- --- 50% --- --- --- --- --- R to --- --- --- --- 176 Solid --- --- --- --- --- C to --- --- --- --- 122 90% --- --- --- --- R to --- --- --- --- --- 140 Phenylhydrazine -- --- N N N C to R to N N N R to C6H5NHNH2 70 Phenylhydrazine 10% --- --- --- --- --- R to --- --- --- --- Hlydrochloride 140 Phosphine Gas --- --- --- --- --- R to --- --- --- --- 104 Phosphoric Acid 10% --- 180 212 140 140 --- 140 70 200 300 H3PO4 50% 73 180 212 140 140 R to 70 N 200 300 212
75% --- --- --- --- --- R to --- --- --- --- 212
85% --- 180 212 140 73 C to 70 N 200 300 284

43
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
98% --- --- --- --- --- R to --- --- --- --- 212 Phosphoric Anhydride-- --- 73 73 73 --- --- --- --- --- --- P2O5 Phosphorous (Red) -- --- --- --- 73 140 --- --- --- --- 300 Phosphorous (Yellow) -- -- --- --- 73 140 --- --- --- --- 300 Phosphorous Liquid --- --- --- --- --- R to --- --- --- --- Oxychloride 68 Phosphorous Pentoxide -- --- 73 73 73 140 --- 140 --- --- --- P2O5 Phosphorous -- -- N 73 N 120 C to --- N --- 300 Trichloride 122 Pcl3 Photographic Solutions -- --- 180 140 140 140 --- --- --- 185 --- Phtalic Acid -- --- --- 140 C to 140 --- 140 --- N 140 --- C6H4(COOH)2 Susp. --- --- --- 140 --- R to --- --- --- --- --- 212 Picric Acid 10% N N 73 N 73 R to 140 N 140 --- C6H2(NO2)3OH 50% --- --- --- --- --- 212 --- --- --- --- R to --- --- --- 212 Sat’d. --- --- --- --- --- R to --- --- --- --- 212 Pine Oil -- --- N 140 --- R to --- --- 70 70 --- 73 Plating Solutions (Brass) -- --- 180 140 140 140 --- 70 --- 70 300 Plating Solutions -- --- 180 140 140 140 --- 70 --- 70 300 (Cadmium) Plating Solutions -- --- 180 140 140 140 --- --- --- --- 300 (Chrome) Plating Solutions -- --- 180 140 140 140 --- 70 --- 70 300 (Copper) Plating Solutions -- --- 180 140 140 140 --- 70 --- 70 300 (Gold) Plating Solutions -- --- 180 140 140 140 --- 70 70 70 300 (Lead) Plating Solutions -- --- 180 140 140 140 --- 70 --- 70 300 (Nickel) Plating Solutions -- --- 180 140 140 140 --- --- --- 70 300 (Rhodium) Plating Solutions -- --- 180 140 140 140 --- 70 --- 70 300 (Silver) Plating Solutions -- --- 180 140 140 140 --- 100 --- 140 300 (Tin) Plating Solutions -- --- 180 140 140 140 --- 70 --- 70 300 (Zinc) Potash (Aq) Sat’d --- 180 --- 140 140 --- 100 180 200 400 KOH Potassium Alum -- --- 180 --- 140 140 --- 210 180 200 400 ALK (SO4)2o12H2O Potassium Aluminum -- --- 180 180 140 --- --- 210 180 200 400 Sulphate

44
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Potassium Amyl -- --- --- --- 73 --- --- --- --- --- --- Xanthate Potassium Sat’d --- 180 140 140 140 R to 170 70 200 400 Bicarbonate 212 KHCO3 Potassium Sat’d --- 180 140 140 --- R to 170 180 300 400 Bichromate 212 K2Cr2O7 40% --- --- --- --- --- R to 212 Potassium Bisulfate -- --- 180 212 140 140 R to 170 180 200 400 KHSO4 212 Potassium Borate -- -- 180 140 140 140 R to --- --- --- --- K2B4O7o5H2O 212 Potassium Bromate -- --- 180 212 140 140 R to --- 180 250 400 KbrO3 212 10% --- --- --- --- --- --- --- --- --- --- Potassium Bromide -- --- 180 212 140 140 R to 170 180 200 400 Kbr 248 Potassium Carbonate -- 73 180 180 140 140 N 170 180 200 400 K2CO3 Potassium Chlorate -- 160 180 212 140 140 N 140 R to 140 400 KClO3 (Aqueous) 70 Potassium Chloride -- 160 180 212 140 140 R to 210 180 200 400 Kcl 212 Potassium Chromate -- --- 180 212 140 140 --- 170 140 200 400 K2CrO4 Potassium Cyanide -- --- 180 180 140 140 R to 140 180 185 400 KCN 212 Potassium Sat’d -- 180 180 140 140 --- 170 180 300 400 Dichromate K2Cr2O7 Potassium Ethyl -- --- --- --- 73 --- --- --- --- --- --- Xanthate KS2COC2H5 Potassium -- --- 180 180 140 140 R to 140 70 140 400 Ferricyanide 248 K3Fe(CN)6 Potassium -- --- 180 180 140 140 R to 140 70 140 400 Ferroycanide 248 K4Fe(CN)6o3H2O Potassium Fluoride -- --- 180 180 140 140 R to 140 180 250 400 KF 212 Potassium Hydroxide 4% --- --- --- --- --- C to --- --- --- --- KOH 104 10% --- --- --- --- --- R to --- --- --- --- 176 20% --- --- --- --- --- R to --- --- --- --- 176 25% 160 180 212 140 R to --- 140 N N 300 140 45% --- --- --- --- --- --- --- --- --- ---

45
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
50% --- --- --- --- --- R to --- --- --- --- 176 Potassium hydrogen 10% --- --- --- --- --- R to --- --- --- --- Sulphite 140 Sat’d --- --- --- --- --- R to --- --- --- --- 212 Potassium -- 160 180 --- 140 120 --- N N 70 400 Hyprochlorite 3% --- --- --- --- --- --- --- --- KclO 212 Potassium Iodide -- --- 180 73 73 140 R to 140 100 180 400 KI 212 Potassium Nitrate -- 160 180 140 140 140 --- 210 180 250 400 KNO3 50% --- --- --- --- --- R to --- --- --- --- 212 Potassium Sat’d --- --- --- --- --- R to --- --- --- --- Orthophosphate 212 Potassium Perborate -- --- 180 140 140 140 --- --- 70 --- 400 Potassium Perchlorate -- --- 180 140 140 140 --- 140 N 150 200 KClO4 Potassium 10% --- 180 73 140 140 R to 210 N 140 400 Permanganate KmnO4 20% --- --- --- --- --- R to 140 N 140 400 25% --- 180 73 73 140 --- 140 N 140 400 30% --- --- --- --- --- R to --- --- --- --- 212 Sat’d --- --- --- --- --- R to --- --- --- --- 212 Potassium Persulfate ---- --- 180 140 140 140 R to 210 N 200 400 K2S2O8 176 Potassium Sulfate -- 160 180 180 140 140 R to 210 140 250 200 K2SO4 212 Potassium Sulfide -- --- 180 140 --- 140 68 --- 100 100 350 K2S Potassium Sulfite -- --- 180 140 --- 140 --- 140 70 200 300 K2SO3o2H2O Propane -- --- 73 73 140 140 R to N 70 70 300 C3H8 248 Propargyl Alochol -- --- C to 140 140 140 --- 140 --- 140 --- HC:CCH2OH 180 Propionic Acid -- N N 140 --- 140 R to --- 140 --- --- CH3CH2CO2H 140 Propyl Alcohol (Type I) -- 73 C to 140 140 R to R to 140 140 --- 350 CH3CH2CH2OH 73 140 122 Propylene Carbonate 100% --- --- --- --- --- --- --- --- --- --- Propylene Dichloride 100 --- N N N N --- N N R to --- CH3CHClCH2Cl Propylene Oxide -- --- N 73 N 140 --- 70 N N 150 CH3CHCH2O Pyridine -- --- N C to N 73 R to R to N N --- N(CH)4CH 140 68 70 Pyrogallic Acid -- --- --- --- 73 -- --- --- 70 --- 150 C6H3(OH)3

46
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Quinone -- --- --- 140 --- 140 --- 100 --- N --- C6H4O2 Rayon Coagulating -- --- 180 --- 140 140 --- --- --- --- --- Bath Salicylaldehyde -- --- --- 73 N 120 --- 70 70 70 200 C6H4OHCHO Salicylic Acid -- --- --- 140 140 --- 210 N 185 300 C6H4(OH)(COOH) Selenic Acid Aq. -- --- 180 --- 140 140 --- --- 70 --- --- H2SeO4 Silicic Acid -- --- 180 140 140 140 R to 140 100 300 400 SiO2onH2O 212 Silicone Oil -- --- 180 212 73 73 --- 140 140 185 300 Silver Acetate Sat’d --- --- --- --- --- R to --- --- --- --- 212 Silver Chloride -- 160 180 140 140 --- --- --- --- --- --- AgCl Silver Cyanide -- --- 180 180 140 140 R to 140 N 140 350 AgCN 212 Silver Nitrate -- 160 180 180 140 R to --- 210 140 250 350 AgNO3 140 50% --- --- --- --- --- R to --- --- --- --- 212 Silver Sulfate 160 180 140 140 C to 170 140 200 350 Ag2SO4 Soaps -- 73 180 140 140 R to --- 210 180 250 400 140 Sodium Acetate Sat’d --- 180 212 140 140 R to 170 N N 400 NaC2H3O2 212 Sodium Alum -- --- 180 --- 140 --- --- 170 180 210 --- AlNa(SO4)2o12H2O Sodium Aluminate Sat’d --- --- --- 140 --- --- 200 180 200 200 Na2Al2O3 Sodium Benzoate -- --- 180 140 140 140 --- 210 140 200 300 C6H5COONa 35% --- --- --- --- --- R to --- --- --- --- 68 50% --- --- --- --- --- R to --- --- --- --- 212 Sodium Bicarbonate -- 73 180 212 140 140 R to 250 180 350 400 NaHCO3 212 Sodium Bichromate Sat’d --- 180 --- 140 --- --- 140 140 200 400 Na2Cr2O7o2H2O 50% --- --- --- --- --- R to --- --- --- --- 212 Sodium Bisulfate -- 73 180 140 140 140 --- 200 180 250 --- NaHSO4 50% --- --- --- --- --- R to --- --- --- --- 212 Sodium Bisulfite -- --- 180 140 140 140 --- 200 180 250 400 NaHSO3 Sodium Borate Sat’d 160 180 180 140 140 --- 140 70 140 300 (Borax) Na2B4O7o10H2O Sodium Bromide Sat’d 120 180 140 140 140 --- 210 70 350 300 NaBr 50% --- --- --- --- --- R to --- --- --- --- 248
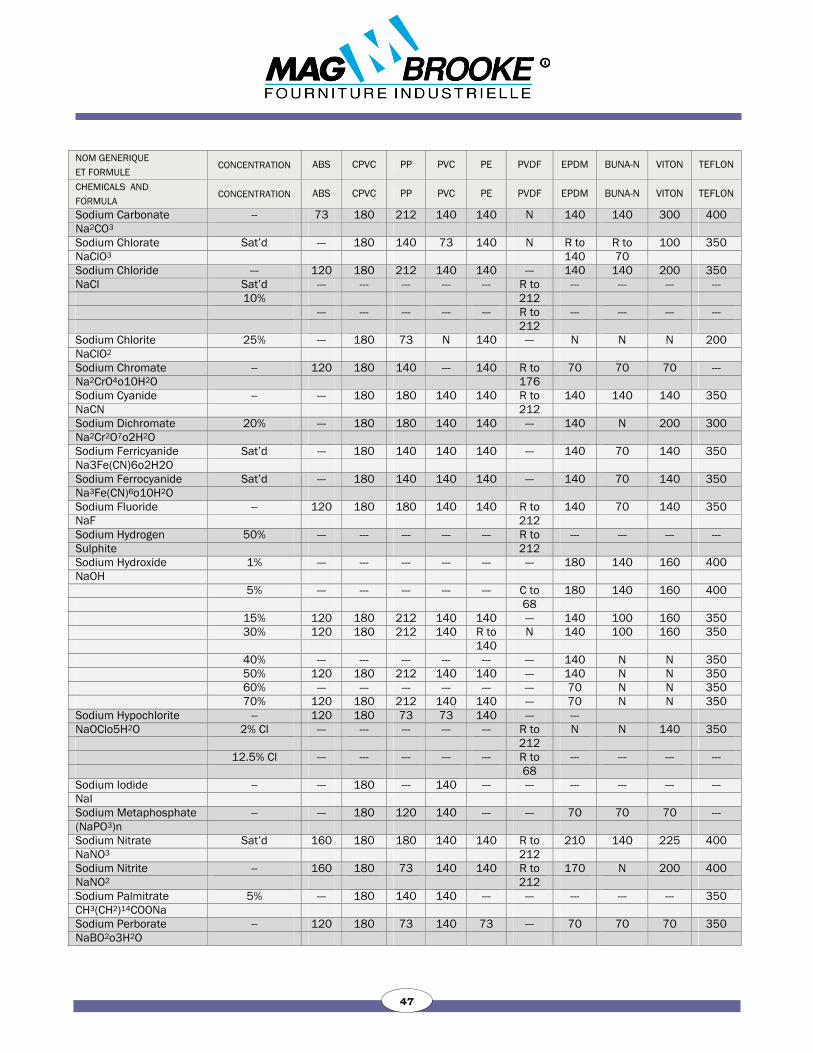
47
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Sodium Carbonate -- 73 180 212 140 140 N 140 140 300 400 Na2CO3 Sodium Chlorate Sat’d --- 180 140 73 140 N R to R to 100 350 NaClO3 140 70 Sodium Chloride --- 120 180 212 140 140 --- 140 140 200 350 NaCl Sat’d --- --- --- --- --- R to --- --- --- ---
10% 212 --- --- --- --- --- R to --- --- --- --- 212
Sodium Chlorite 25% --- 180 73 N 140 --- N N N 200 NaClO2 Sodium Chromate -- 120 180 140 --- 140 R to 70 70 70 --- Na2CrO4o10H2O 176 Sodium Cyanide -- --- 180 180 140 140 R to 140 140 140 350 NaCN 212 Sodium Dichromate 20% --- 180 180 140 140 --- 140 N 200 300 Na2Cr2O7o2H2O Sodium Ferricyanide Sat’d --- 180 140 140 140 --- 140 70 140 350 Na3Fe(CN)6o2H2O Sodium Ferrocyanide Sat’d --- 180 140 140 140 --- 140 70 140 350 Na3Fe(CN)6o10H2O Sodium Fluoride -- 120 180 180 140 140 R to 140 70 140 350 NaF 212 Sodium Hydrogen 50% --- --- --- --- --- R to --- --- --- --- Sulphite 212 Sodium Hydroxide 1% --- --- --- --- --- --- 180 140 160 400 NaOH 5% --- --- --- --- --- C to 180 140 160 400 68 15% 120 180 212 140 140 --- 140 100 160 350 30% 120 180 212 140 R to N 140 100 160 350 140 40% --- --- --- --- --- --- 140 N N 350 50% 120 180 212 140 140 --- 140 N N 350 60% --- --- --- --- --- --- 70 N N 350 70% 120 180 212 140 140 --- 70 N N 350 Sodium Hypochlorite -- 120 180 73 73 140 --- --- NaOClo5H2O 2% Cl --- --- --- --- --- R to N N 140 350 212
12.5% Cl --- --- --- --- --- R to --- --- --- --- 68 Sodium Iodide -- --- 180 --- 140 --- --- --- --- --- --- NaI Sodium Metaphosphate -- --- 180 120 140 --- --- 70 70 70 --- (NaPO3)n Sodium Nitrate Sat’d 160 180 180 140 140 R to 210 140 225 400 NaNO3 212 Sodium Nitrite -- 160 180 73 140 140 R to 170 N 200 400 NaNO2 212 Sodium Palmitrate 5% --- 180 140 140 --- --- --- --- --- 350 CH3(CH2)14COONa Sodium Perborate -- 120 180 73 140 73 --- 70 70 70 350 NaBO2o3H2O
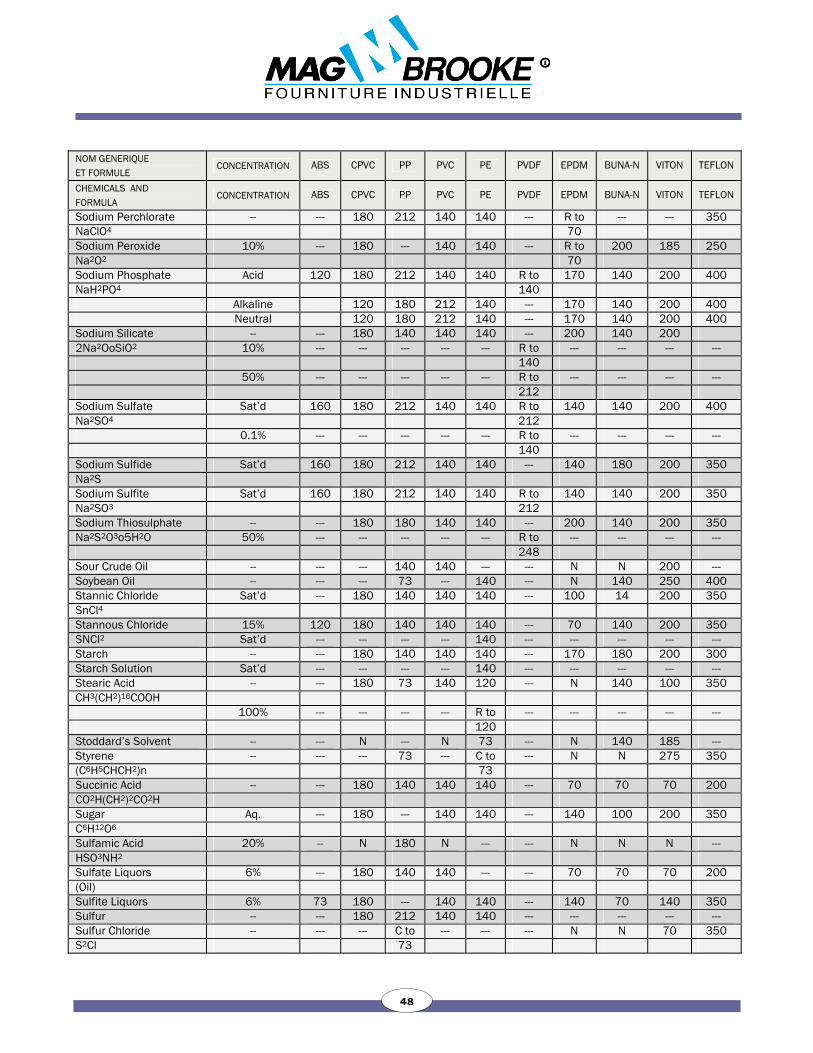
48
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Sodium Perchlorate -- --- 180 212 140 140 --- R to --- --- 350 NaClO4 70 Sodium Peroxide 10% --- 180 --- 140 140 --- R to 200 185 250 Na2O2 70 Sodium Phosphate Acid 120 180 212 140 140 R to 170 140 200 400 NaH2PO4 140 Alkaline 120 180 212 140 --- 170 140 200 400 Neutral 120 180 212 140 --- 170 140 200 400 Sodium Silicate -- --- 180 140 140 140 --- 200 140 200 2Na2OoSiO2 10% --- --- --- --- --- R to --- --- --- --- 140 50% --- --- --- --- --- R to --- --- --- --- 212 Sodium Sulfate Sat’d 160 180 212 140 140 R to 140 140 200 400 Na2SO4 212 0.1% --- --- --- --- --- R to --- --- --- --- 140 Sodium Sulfide Sat’d 160 180 212 140 140 --- 140 180 200 350 Na2S Sodium Sulfite Sat’d 160 180 212 140 140 R to 140 140 200 350 Na2SO3 212 Sodium Thiosulphate -- --- 180 180 140 140 --- 200 140 200 350 Na2S2O3o5H2O 50% --- --- --- --- --- R to --- --- --- --- 248 Sour Crude Oil -- --- --- 140 140 --- --- N N 200 --- Soybean Oil -- --- --- 73 --- 140 --- N 140 250 400 Stannic Chloride Sat’d --- 180 140 140 140 --- 100 14 200 350 SnCl4 Stannous Chloride 15% 120 180 140 140 140 --- 70 140 200 350 SNCl2 Sat’d --- --- --- --- 140 --- --- --- --- --- Starch -- --- 180 140 140 140 --- 170 180 200 300 Starch Solution Sat’d --- --- --- --- 140 --- --- --- --- --- Stearic Acid -- --- 180 73 140 120 --- N 140 100 350 CH3(CH2)16COOH 100% --- --- --- --- R to --- --- --- --- --- 120 Stoddard’s Solvent -- --- N --- N 73 --- N 140 185 --- Styrene -- --- --- 73 --- C to --- N N 275 350 (C6H5CHCH2)n 73 Succinic Acid -- --- 180 140 140 140 --- 70 70 70 200 CO2H(CH2)2CO2H Sugar Aq. --- 180 --- 140 140 --- 140 100 200 350 C6H12O6 Sulfamic Acid 20% -- N 180 N --- --- N N N --- HSO3NH2 Sulfate Liquors 6% --- 180 140 140 --- --- 70 70 70 200 (Oil) Sulfite Liquors 6% 73 180 --- 140 140 --- 140 70 140 350 Sulfur -- --- 180 212 140 140 --- --- --- --- --- Sulfur Chloride -- --- --- C to --- --- --- N N 70 350 S2Cl 73
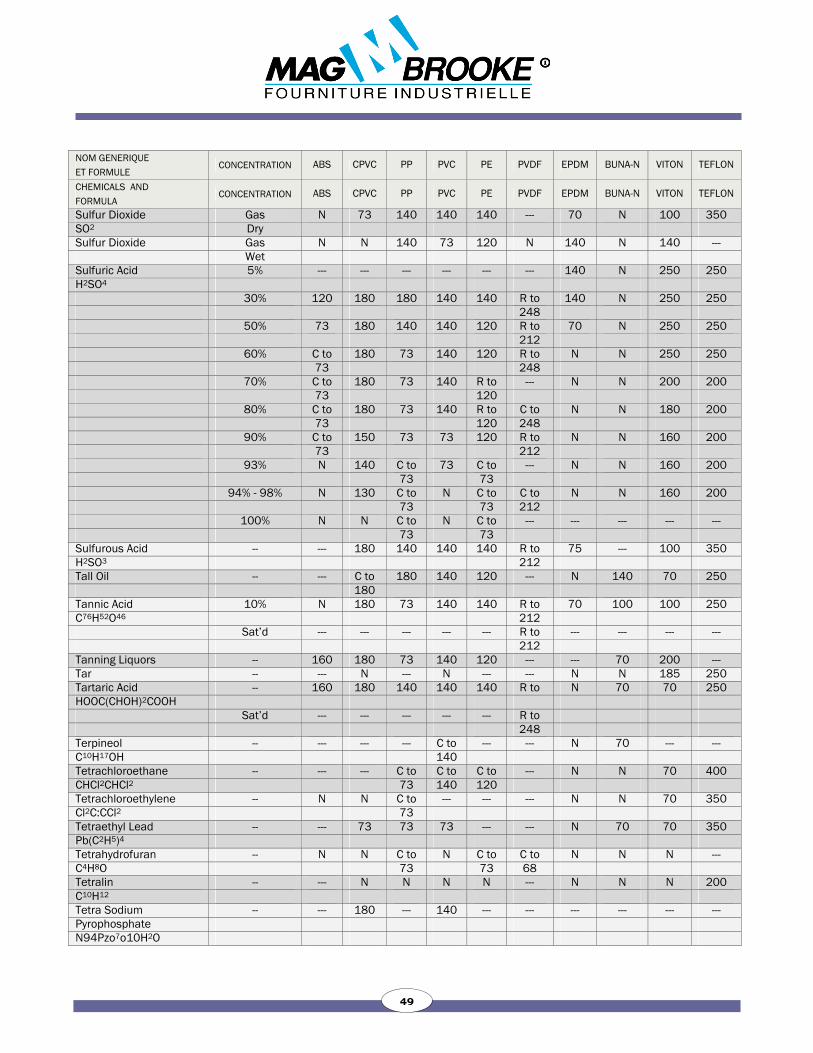
49
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Sulfur Dioxide Gas N 73 140 140 140 --- 70 N 100 350 SO2 Dry Sulfur Dioxide Gas N N 140 73 120 N 140 N 140 --- Wet Sulfuric Acid 5% --- --- --- --- --- --- 140 N 250 250 H2SO4 30% 120 180 180 140 140 R to 140 N 250 250 248 50% 73 180 140 140 120 R to 70 N 250 250 212 60% C to 180 73 140 120 R to N N 250 250 73 248 70% C to 180 73 140 R to --- N N 200 200 73 120 80% C to 180 73 140 R to C to N N 180 200 73 120 248 90% C to 150 73 73 120 R to N N 160 200 73 212 93% N 140 C to 73 C to --- N N 160 200 73 73 94% - 98% N 130 C to N C to C to N N 160 200 73 73 212 100% N N C to N C to --- --- --- --- --- 73 73 Sulfurous Acid -- --- 180 140 140 140 R to 75 --- 100 350 H2SO3 212 Tall Oil -- --- C to 180 140 120 --- N 140 70 250 180 Tannic Acid 10% N 180 73 140 140 R to 70 100 100 250 C76H52O46 212 Sat’d --- --- --- --- --- R to --- --- --- --- 212 Tanning Liquors -- 160 180 73 140 120 --- --- 70 200 --- Tar -- --- N --- N --- --- N N 185 250 Tartaric Acid -- 160 180 140 140 140 R to N 70 70 250 HOOC(CHOH)2COOH Sat’d --- --- --- --- --- R to 248 Terpineol -- --- --- --- C to --- --- N 70 --- --- C10H17OH 140 Tetrachloroethane -- --- --- C to C to C to --- N N 70 400 CHCl2CHCl2 73 140 120 Tetrachloroethylene -- N N C to --- --- --- N N 70 350 Cl2C:CCl2 73 Tetraethyl Lead -- --- 73 73 73 --- --- N 70 70 350 Pb(C2H5)4 Tetrahydrofuran -- N N C to N C to C to N N N --- C4H8O 73 73 68 Tetralin -- --- N N N N --- N N N 200 C10H12 Tetra Sodium -- --- 180 --- 140 --- --- --- --- --- --- Pyrophosphate N94Pzo7o10H2O

50
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Thionyl Chloride -- --- N N N N N --- N --- --- SOCl2 Thread Cutting Oils -- --- 73 73 73 --- --- N 70 70 350 Tin (II) Chloride --- --- --- --- --- R to --- --- --- --- 212 Tin (IV) Chloride --- --- --- --- --- R to --- --- --- --- 212 Titanium Tetrachloride -- --- --- 140 C to 120 --- N --- 185 --- TiCl4 73 Toluene (Toluol) -- N N C to N C to --- N --- 70 200 Ch3C6H5 73 120 Tomato Juice -- --- 180 212 140 140 --- 200 N 200 350 Transformer Oil -- --- 180 73 140 C to --- N 140 140 300 120 Transformer Oil -- --- 180 --- 140 R to --- N 140 --- 300 DTE/30 120 Tributyl Citrate -- --- --- C to 73 C to --- --- --- --- --- 73 120 Tributyl Phosphate -- --- N C to N 73 --- 70 N N 300 (C4H9)PO4 140 Trichloroacetic Acid 50% --- --- 140 140 140 R to --- --- --- --- Ccl3COOH 104 10% --- --- --- --- 140 --- --- --- --- --- Trichlorobenzene --- --- --- --- --- R to --- --- --- --- 140 Trichloroethylene -- N N N N C to R to N N 185 200 CHCl:CCl2 120 176 Triethanolamine -- C to 73 140 73 73 C to 70 70 N --- (HOCH2CH2)3N 73 104 Triethylamine -- --- --- N 140 73 --- --- 140 200 --- (C2H5)3N Trimethylpropane -- --- --- 140 73 C to --- 180 200 --- --- (CH2OH)3C3H5 120 Trisodium Phosphate -- 73 180 140 140 140 --- 70 70 185 350 NaPO4o12H2O Turpentine -- N N N 140 C to --- N 70 150 --- Urea -- --- 180 180 140 140 --- 210 140 185 --- CO(NH2)2 10% --- --- --- --- --- R to --- --- --- --- 212 Sat’d --- --- --- --- --- R to --- --- --- --- 176 Urine -- 160 180 180 140 140 --- 210 140 70 400 Vaseline -- --- N 140 N 120 --- N 140 70 300 (Petroleum Jelly) Vegetable Oil -- --- C to 140 140 R to R to N 70 200 300 180 140 248 Vinegar -- 73 150 140 140 140 --- 180 N N 180 Vinyl Acetate C to CH3COOCH:CH2 -- --- N 73 N 140 68 70 70 N 350 Water, Acid Mine -- 160 180 140 140 140 --- 200 180 --- 400 H2O Water, Deionized -- 160 180 140 140 140 --- 200 70 --- 400 H2O
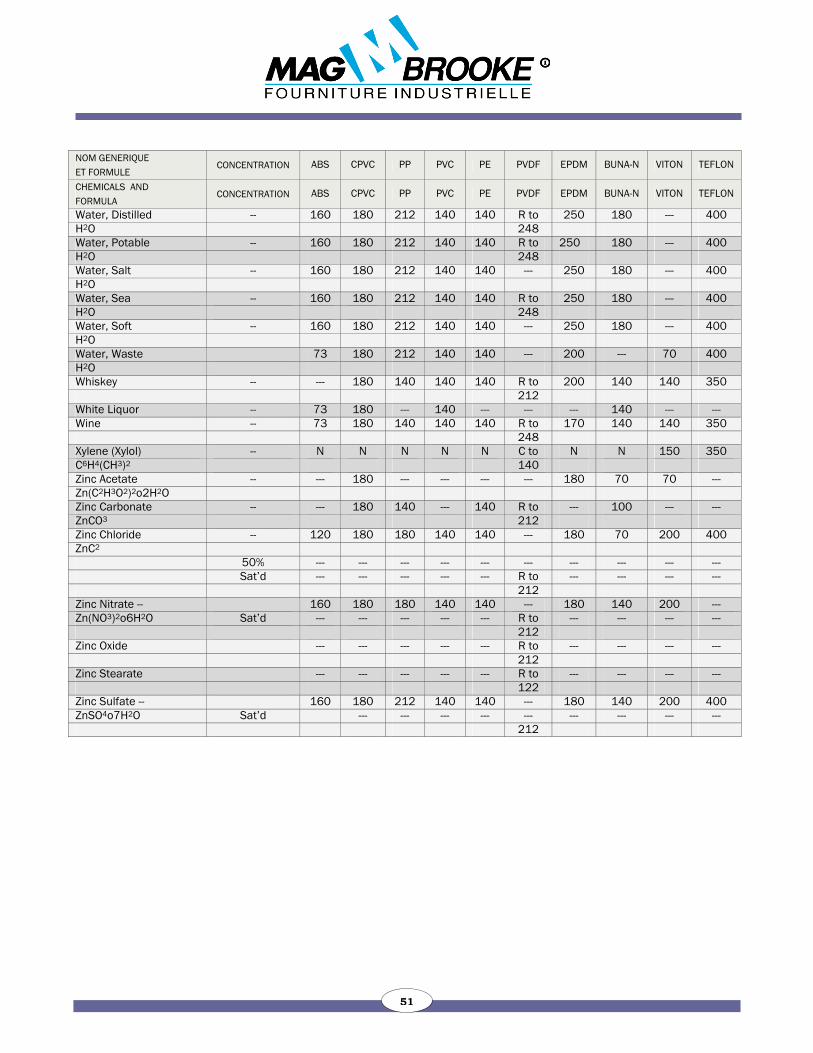
51
NOM GENERIQUE ET FORMULE CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
CHEMICALS AND FORMULA CONCENTRATION ABS CPVC PP PVC PE PVDF EPDM BUNA-N VITON TEFLON
Water, Distilled -- 160 180 212 140 140 R to 250 180 --- 400 H2O 248 Water, Potable -- 160 180 212 140 140 R to 250 180 --- 400 H2O 248 Water, Salt -- 160 180 212 140 140 --- 250 180 --- 400 H2O Water, Sea -- 160 180 212 140 140 R to 250 180 --- 400 H2O 248 Water, Soft -- 160 180 212 140 140 --- 250 180 --- 400 H2O Water, Waste 73 180 212 140 140 --- 200 --- 70 400 H2O Whiskey -- --- 180 140 140 140 R to 200 140 140 350 212 White Liquor -- 73 180 --- 140 --- --- --- 140 --- --- Wine -- 73 180 140 140 140 R to 170 140 140 350 248 Xylene (Xylol) -- N N N N N C to N N 150 350 C6H4(CH3)2 140 Zinc Acetate -- --- 180 --- --- --- --- 180 70 70 --- Zn(C2H3O2)2o2H2O Zinc Carbonate -- --- 180 140 --- 140 R to --- 100 --- --- ZnCO3 212 Zinc Chloride -- 120 180 180 140 140 --- 180 70 200 400 ZnC2
50% --- --- --- --- --- --- --- --- --- --- Sat’d --- --- --- --- --- R to --- --- --- ---
212 Zinc Nitrate -- 160 180 180 140 140 --- 180 140 200 --- Zn(NO3)2o6H2O Sat’d --- --- --- --- --- R to --- --- --- --- 212 Zinc Oxide --- --- --- --- --- R to --- --- --- --- 212 Zinc Stearate --- --- --- --- --- R to --- --- --- --- 122 Zinc Sulfate -- 160 180 212 140 140 --- 180 140 200 400 ZnSO4o7H2O Sat’d --- --- --- --- --- --- --- --- --- 212

52
NOTES
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________

53
NOTES
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________