t q05 g774 2014
TRANSCRIPT

UNIVERSIDAD NACIONAL DE CAJAMARCA
FA(IJLTAD DE (JEN(IJ\S AGRARIAS ESCUELA ACADÉMICO PROFESIONAL DE JNGENIERÍA EN
INDUSTRIAS ALIMENTARIAS
~UNC~· NACIONAL
USO INDUSTRIAl DE ADITIVOS AliMENTARIOS EN lA ElABORACION DE PRODUCTOS DE PANIFICACION Y PASTElERiA
TRABAJO MONOGRÁFICO
PARTE COMPLEMENTARIA DE LA MODALIDAD "O" EXAMEN DE HABILITACIÓN PROFESIONAL MEDIANTE CURSOS .
DE ACTUALIZACIÓN PROFESIONAL
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO EN INDUSTRIAS ALIMENTARIAS
PRESENTADO POR EL BACHILLER:
ALEX EDWIN GRAU BAZÁN
ASESORES:
lngo. URÍAS MOSTACERO PLASENCIA lngo. LUIS ANTONIO RAMOS QUESNAY
CAJAMARCA • PERÚ
2014

Universidad Nacional de Cajamarca Norte de la Universidad Peruana
, Fundada por Ley 14015 del 13 de Febrero de 1962 FACUL TAO DE CIENCIAS AGRARIAS
Escuela Académico Profesional de Ingeniería en Industrias Alimentarias Telefax 076- 365846- Anexos 107 - 108
ACTA DE SUSTENTACIÓN
DE TRABAJO MONOGRÁFICO
En Cajamarca, a las ocho días del mes de mayo del año dos mil Catorce, se reunieron en el
ambiente 2C- 201 de la Facultad de Ciencias Agrarias, los integrantes del jurado designados por Consejo
de Facultad de Ciencias Agrarias, según Resolución de Consejo de Facultad Nº 104-2014-FCA-UNC, de
fecha 07/05/2014, con el objetivo de evaluar la sustentación del Trabajo Monográfico Titulado "USO
INDUSTRIAL DE ADITIVOS ALIMENTARIOS EN LA ELABORACIÓN DE PRODUCTOS DE PANIFICACIÓN Y
PASTELERÍA", bajo la modalidad "D"- Examen de Habilitación Profesional mediante cursos de
Actualización, el mismo que fue sustentado por el Bachiller en Industrias Alimentarias Sr. ALEX EDWIN
GRAU BAZÁN, para optar el Título Profesional de Ingeniero en Industrias Alimentarias.
A las Dieciocho horas y cinco minutos y de acuerdo a lo estipulado en el Reglamento respectivo,
el Presidente del Jurado dio por inici<;~.do el acto. Después de la exposición del Trabajo Monográfico,
formulación de preguntas y de la deliberación del Jurado; el Preside.nte del Jurado anuncio la
aprobación por unanimidad, con el calificativo de diecisiete (17), que constituye e ISO% de la nota final
del Curso de Actualización con fines de Titulación correspondiente.
A las 19 horas y 40 minutos, el Presidente del Jurado dio por concluido el acto.
Caja marca, 08 de mayo del 2014.
lng. Luis Antonio Ram
ASESOR

ÍNDICE
CONTENIDO PÁGINA
Capítulo 1
Introducción ................................................................................................... .1 Objetivo general. ......................................................................................... 2 Objetivos específicos ..................................................................................... 2 Justificación ............................................................................................... 3
Capítulo 11: Aspectos Generales sobre el Trigo y las Harinas
2.1. El trigo consideraciones generales .............................................................. .4 2.2. Características del trigo .............................................................................. 4 2.3. Partes del trigo ........................................................................................ 4 2.4. Clasificación del trigo ................................................................................ 4 2.4.1. Trigos vítreos y harinosos: clasificación según la textura del endospermo ............... .4 2.4.1.2. Vítrea ................................................................................................ 4 2.4.1.3. Harinosa .......................................................................................... 4 2.4.2. Trigos fuertes y flojos: clasificación según el tipo de pan .................................... 5 2.4.2.1. Trigos duros ...................................................................................... 5 2.4.2.2. Trigos semi duros ................................................................................ 5 2.4.2.3. Trigos blandos ................................................................................... 5 2.4.2.3.1. Trigos flojos ................................................................................... 5 2.4.2.3.2. El trigo débil. .................................................................................. 5 2.4. 3. Trigos duros y blandos: clasificación según la variedad botánica ......................... 5 2.4.3.1. Trigos duros (durum) ............................................................................ 5 2.4.3.2 .. Trigos blandos (vulgare) ....................................................................... 5 2.4.4. Trigos de invierno y verano: clasificación según el tiempo de siembra ................... 6 2.4.4.1. Trigo de primavera .......................................................... ; .................. 6 2.4.4.2. Trigo de invierno ............................................................................... 6 2.5. Composición química del grano ........................ , .......................................... 6 2.5.1. Grano total. ......................................................................................... 7 2.6. Propiedades funcionales del almidón ............................................................. 7 2.6.1. Cristalinidad ......................................................................................... 7 2.6.2. Birrefringencia ...................................................................................... 7 2.6.3. Solubilidad en agua·fría ........................................................................... 8 2.6.4. Absorción de agua .................................................................................. 8 2.6.5. Poder de hinchamiento ........................................................................... 8 2. 7. Cambios en el almidón producidos por tratamientos térmicos ................................ 8 2. 7.1. Gelatinización ...................................................................................... 8 2.7.2. Pastificación ........................................................................................ 9 2.7.3. Retrogradación .................................................................................... lO 2.7.4. Sinéresis ............................................................................................ lO
Capítulo ID: Materias Primas en Panificación
3 .l. Harinas en panificación ........................................................................... 11

3.2. Características organolépticas ................................................................... 11 3.2.1. Color ................................................................................................ , .................. 11 3.2.2. Tolerancia ......................................................................................... 12 3.2.3. Blanqueo ......................................................................................... .12 3.2.4. Maduración ........................................................................................ 12 3.2.5. Absorcion ........................................................................................ 12 3.2.6. Extracción ....................................................................................... .13 3.2.6.1. Grado de extracción de la harina ............................................................ 13 3.2.7. Enriquecimiento ................................................................. , ............... 14 3.2.8. Fuerza ............................................................................................. 14 3.2.9. Separación ....................................................................................... 15 3.3. Composición química de la harina ............................................................. .15 3.4. Clasificación breve de harinas ................................................................... 15
Capítulo IV: El Pan
4.1. Definiciones y denominaciones ................................................................. 17 4.2. Definición de pan especial. ...................................................................... 17 4.2.1. Por su composición ................................................. : ........................... 17 4.2.2 Duración del pan especial. ..................................................................... l7
Capítulo V: Aditivos o Mejoradores en Panificación y Pastelería
Capítulo VI: Mejoradores con Valor Nutritivo
6.1. Acondicionadores de la masa y su composición .............................................. 19 6.2. Grasas ........................................................................................................... 19 6.2.1. Resumen de los efectos de la grasa ........................................................... 20 6.3. Harina de soja o soya .............................................................................. 20 6. 3.1. La soya como agente blanqueante de la harina ............................................. 20 6.3.2. Modificaciones observadas en la evolución de los lípidos ................................. 21 6.3.3. Oxidación del gluten por la harina de soya ................................................... 23 6.4. Harinas de habas .................................................................................... 23 6.5. Harinas de malta .................................................................................... 23
Capítulo VD: Emulsionantes, Surfactantes o Agentes Tenso activos
7.1. Definición ........................................................................................... 24 7.2. Emulsionantes empleados en panificación ..................................................... 25 7.2.1. Emulsionantes naturales ........................................................................ 25 7 .2.1.1. Lecitinas ............................................ · .............................................. 25 7.2.3. Emulsionantes artificiales ...................................................................... 26 7.2.3.1. Monoglicéridos de ácidos grasos .......................................................... .26 7.2.3.2. Mono y diglicéridos de ácidos grasos esterificados ... , ....... ,, ......................... .27 7.2.3.3. Éster monoglicérido del ácido diacetil tartárico ........................................... 27 7.2.3.4. Ésteres de ácido tartárico diacetilado con ácidos grasos de mono
y diglicéridos [ésteres de data] ........... ; .................................................. 27 7.2.3.5. Estearolil-2-lactilato de sodio SSL ......................................................... 28

Capítulo VIII: Agentes para el Tratamiento de las Harinas
8.1. Ácido ascórbico .................................................................................... 33 8.2. Ascorbato de calcio ................................................................................ 35 8.3. Ortofosfato monocálcico ........................................................................ .35 8.4. Fosfato monocálcico .............................................................................. 35 8.5. L-cisteína ........................................................................................... 35 8.6. Persulfato potásico ................................................................................ 35 8.7. Persulfato amónico ................................................................................ 36 8.8. Bromato potásíco ................................................................................. ·.36 8.9. Agentes oxidantes en USA ....................................................................... 36
Capítulo IX: Coadyuvantes de la Fermentación
9.1. Enzimas .............................................................................................. 38 9.2. Coadyuvantes en el procesamiento de panificación y pastelería ............................ .38 9.2.1. a-amilasas ....................................................................................... 38 9.3.1.1. Arnilasa de origen fúngica ................................................................... .40 9.3 .1.2. a-amilasa cereal (harina de malta) ............................ ; ......... ; ..................... .41 9.3.1.3. a- amilasa bacteriana ........................................................................... 41 9.4. ~-amilasa .............................................................................................. 42 9.5. Hemicelulasas ...................................................................................... 42 9.6. Pentosanasas ....................................................................................... 42 9.7. Proteinasas .......................................................................................... 41 9.8. Lipoxigenasas ................. ~ .................................................................... 44
Capítulo X: Conservantes
1 0.1. Ácido sórbico ..................................................................................... 49 1 0.2. Sorbato potásico .................................................................................. 49 10.3. Sorbato cálcico ...................................................................................... 49 10.4. Ácido propiónico .................................................................................... 49 10.5. Propionato de sodio ................................................................................. 49 10.6. Propionato de calcio ............................................................................... 50 1 O. 7. Propionato de potasio .............................................................................. 50
Capítulo XI: Gasificantes o Leudantes
11.1. Leudantes químicos o artificiales ............................................................ .52 11.1.1. Bicarbonato de sodio ......................................................................... 52 11.1.2. Bicarbonato de potasio y bicarbonato de amonio ......................................... 52 11.1.3. Ácidos leudantes .............................................................................. 53 11.2. Polvo de hornear ................................................................................. 53 11.2.1. Polvos de acción simple ......................................................................... 53 · 11.2.2. Polvos de doble acción ............................................................................. 53 11.3. Efectos sobre los productos homeados ...................................................... .54
Capítulo XII: Envejecimiento del Pan
12.1. Deterioro microbiológico ....................................................................... 56 12.1.2. Alteración pormohos ......................................................................... 57

12.1.3. Alteración bacteriana ......................................................................... 57 12.2. Deterioro físico .................................................................................. 58 12.2.1. Retrogradación del almidón ..................................................................... 58 12.3. Control tecnológico del envejecimiento del pan ............................................... 60
Capítulo XIII: Estabilizantes, Espesantes y Gelificantés ............................................................................................................ 61 Capítulo XIV: Reguladores de pH ............................................................................................................ 62 Capítulo XV: Antiapelmazantes ............................................................................................................ 63 Capítulo XVI: Desmoldeadores ............................................................................................................ 64 Capítulo XVll: Excipientes ............................................................................................................ 65 Capítulo XVlll: Humectantes .............................................................................................................. 66 Capítulo XIX: Colorantes ............................................................................................................ 67 Capítulo XX
Conclusiones ............................................................................................ 68
Capítulo XXI
Bibliografía ............................................................................................. 69
Capítulo XXI
ANEXOS ................................................................................................ 72
ANEXO 1: Los aditivos en la industria panadera y pastelera .................................... 76
ANEXO 2: Porcentajes de los principales aditivos denominados mejoradores empleados
en panadería y pastelería ................................................................. 74
ANEXO 3: CODEX STAN ........................................................................... 80

USO INDUSTRIAL DE ADITIVOS ALIMENTARIOS EN LA ELABORACION DE PRODUCTOS DE PANIFICACIÓN Y
PASTELERIA

DEDICATORIA
.J\. mí fiijo, j'abrízzío §rau, -.que con su exístencía {{ino mí vúfa y yorque entre {fantos y rísas me dá {a fuerza e ínsyíracíón yara safír aáefante y
cumyfír mí sueño áe reafízarme como yrofesíona[
.J\. mí maáre, 'E{ízabetfi 1Jazán, yor ser ejemyfo áe vúfa y constancía, yor todó su amor, áeáícacíón y entrega, yor guíarme en
todós estos años áe mí carrera y así verme reafízaáo como yrofesíona[

AGRADECIMIENTO
A lo largo de la realización de esta monografia, se han ido cumpliendo la mayor parte de mis ilusiones a nivel personal y profesional. Esto no hubiera sido posible sin la ayuda desinteresada de personas que pertenecen a distintos ámbitos. Por ello me gustaría que quedara constancia en estas líneas que ha sido una experiencia muy fructífera el poder aprender de todos ellos y agradecerles su ayuda.
A mis asesores, al Ing. Urías Mostacero Plasencia y el Ing. Luis Antonio Ramos Quesnay que me han dado la oportunidad de introducirme en el mundo de la investigación y por enseñarme las pautas de cómo realizar este trabajo; sin su colaboración este proyecto no habría sido posible.
A todos los compañeros de promoción por su colaboración.
Me gustaría agradecer de manera muy especial a Amigos Javier, Manolo, Jorge, por confiar en mí y brindarme la gran oportunidad de ver realizado el sueño de culminar este trabajo.
A mi pequeño, Fabrizzio, por los ratitos que me permitió robarle para poder culminar este trabajo. Muchas gracias por recibirme siempre con una sonrisa entre abrazos y besos.
El Autor.

RESÚMEN
El uso de aditivos alimentarios en la industria de productos de panificación y pastelería está
creciendo de forma acelerada en los últimos años, para lograr mejores resultados en el
producto final. Para realizar un proceso tecnológico eficiente en la elaboración de panes y
pasteles, es necesario utilizar aditivos o mejoradores con lo cual se logra un ahorro en tiempo
en el proceso, se evita la oxidación de las grasas presentes en las harinas, además se mejora la
duración de la vida útil del producto, estos conocimientos tecnológicos mejoran la textura de
la masa, viscosidad, palatabilidad, flavor, aroma, y otros, como parte del proceso directo de
elaboración de masas. Pero el uso indiscriminado de estos mejoradores o aditivos de harina y
masa hacen que se utilice de forma indiscriminada, por técnicos o personas que no conocen
sobre el empleo de estos mejoradores aplicados en la tecnología panadera y pastelera. El
presente trabajo analiza, diferencia y dosifica los límites máximos y mínimos permitidos en la
elaboración de productos de panadería y pastelería. El uso de aditivos o mejoradores como
son, emulsionantes, leudantes, conservantes, coadyuvantes de la fabricación, agentes para el
tratamiento de harinas o complementos panarios que en si son oxidantes, mejoradores con
valor nutritivo, antiapelmazantes, reguladores de pH, excipientes, humectantes,
(estabilizantes, espesantes y gelificantes); todos estos mejoran el proceso de elaboración de
productos de pastelería y panadería.
Palabras clave: mejoradores o aditivos, emulsionantes, conservantes, leudantes, coadyuvantes

ABSTRACT
The use of food additives in the baking industry and confectionery products is growing
rapidly in recent years, to achieve better results in the final product. For efficient
technological process in the preparation of breads and pastries, you need to use additives or
improvers thereby saving time is achieved in the process, the oxidation of fats in flour
prevents further improves the duration the usefullife of the product, these technological skills
improve texture of the dough, viscosity, mouthfeel, flavor, aroma, and others, as part of the
process of making direct mass. But the indiscriminate use of these enhancers or additives
flour and make dough is used indiscriminately, for technical or people who do not know about
the use of these enhancers used in the baking and pastry technology. This work analyzes,
difference and the maximum and minimum dosing limits permitted in the manufacture of
bakery. The use of additives or improvers such as emulsifiers, raising agents, preservatives,
manufacturing aids, agents for the treatment of flour or supplements that panarios if oxidants,
breeders with nutritional value, anticaking, buffers, excipients, wetting, ( stabilizers,
thickeners and gelling agents), all these improve the process ofmaking pastry and bakery.
Keywords: improvers or additives, emulsifiers, preservatives, Ieavening, interveners

CAPÍTULO!
INTRODUCCIÓN
La industria panificadora y pastelera en la región de Cajamarca, se encuentra atravesando un
problema, que va desde el acopio de la materia prima, insumos, mejoradores o aditivos,
proceso, conservación y calidad en el producto fmal; nuestros panificadores son personas que
cuentan con un escaso conocimiento de los principios, técnicas, procesos científicos y
tecnológicos que se producen en la elaboración de productos de panadería y pastelería.
Desconocen las propiedades de las proteínas del trigo, es decir, su capacidad para formar una
masa cohesiva una vez que el grano ha sido triturado (molido) y el producto resultante (la
harina) humedecido (hidratado) y sometido a una mezcla (amasado). Esta etapa cohesiva es lo
que los panaderos llaman "gluten" y que, una vez desarrollada, ha adquirido la capacidad de
atrapar gases durante la fase de reposo (fermentación y expansión) y durante el horneado
permite que la masa aumente de volumen y se haga más blanda, además se convierta en un
alimento de mayor palatabilidad tras la fase final de calentamiento. El trabajo está dividido en
capítulos que se inicia en el trigo, composición química, materias primas en panificación,
denominaciones del pan, mejorantes en panificación y pastelería, además para elaborar éstos
productos se va a diferenciar los principales mejoradores o aditivos como son mejoradores de
valor nutritivo como la harina de soya mejorador pues aporta a la estructura del gluten
brindando mayor unión, los emulsionantes pues su uso es el de evitar la retrogradación del
almidón, de vital importancia están los agentes para el tratamiento de harinas que actúan
como oxidantes al evitar el enranciamiento de las grasas presentes en el germen del trigo así
como también ayudan a blanquear la harina y a reforzar las cadenas de gluten , los
coadyuvantes de la fermentación que en si son enzimas quienes ayudan a desdoblar el almidón
formado por amilosa y amilopectina en monómeros más pequeños llamados glucosas para
que así las levaduras realicen el proceso de fermentación y ayuden a elaborar masas con
menores tiempos de fermentación, los conservantes que ayudan a largar la vida útil del
producto evitando que los hongos y levaduras malogren el producto o la estabilidad del
alimento, los leudantes biológicos y químicos en este trabajo sólo estudiaremos los químicos;
éstos gasificantes importantes brindan la producción de C{h a las masas tanto en el área de
bollería, galletería y pastelería. Los excipientes que sirven como agentes para mezclar los
demás aditivos y mantenerlos en forma neutra, los gelificantes que tiene por función gelificar
cuando la masa sobrepasa los 59 °C, los humectantes brindan humedad a los panes tortas y en
especiales a los productos de pastelería, y los desmoldadores quienes evitan que el pan y las
kekes se peguen a los moldes o planchas de horneado.
1

OBJETIVO GENERAL
Describir, analizar y comprender el uso industrial de aditivos alimentarios en la elaboración de
productos. de panificación y pastelería.
OBJETIVOS ESPECÍFICOS
• Conocer el efecto del uso industrial de los aditivos alimentarios en la elaboración de
productos de panificación y pastelería en función de sus propiedades tecnológicas.
• Explicar la influencia del uso industrial de aditivos alimentarios en la elaboración de
productos de panificación y pastelería mejorando y alargando la vida útil en el
producto terminado.
• Analizar y diferenciar las propiedades funcionales y las dosis recomendadas de aditivos
por el Codex Alimentarius en la elaboración de productos de panadería y pastelería de
alimentos inocuos y no cause daños a la salud del consumidor.
2

JUSTIFICACIÓN
Aunque la calidad del pan es siempre el objetivo principal del fabricante, las propiedades
del material (masa) producida en el proceso, ejercen una influencia creciénte sobre la
elección de las materias primas principales y los aditivos necesarios; y, la producción
resulta económica cuando las materias primas se almacenan, transportan y dosifican sin
dificultades. Por tanto "el productor es, en esencia, un productor de alimentos y para lograr
alimentos de calidad es necesario producir harinas y panes de calidad" (Claude 2011).
En la región de Cajamarca se utiliza cantidades importantes de harina, es de interés científico
y tecnológico estudiar el uso de aditivos que se emplean en la industria panadera y pastelera.
Por consiguiente, la trascendencia del presente trabajo radica en el análisis de diferentes
aditivos utilizados en la elaboración de productos de panadería y pastelería que afectan en las
propiedades organolépticas y vida útil del producto.
El uso de aditivos alimentarios empleados en la industria panadera y pastelera está
justificado únicamente si ello ofrece alguna ventaja, no presenta riesgos apreciables para
la salud de los consumidores, no induce a error a éstos, y cumple una o más de las
funciones tecnológicas establecidas por el Codex y los requisitos como son conservar la
calidad nutricional del alimento; aumentar la calidad de conservación o la estabilidad de
un alimento o mejorar sus propiedades organolépticas, a condición de que ello no altere la
naturaleza, sustancia o calidad del alimento . de forma que engañe al consumidor;
proporcionar ayuda en la fabricación, elaboración, preparación, tratamiento, envasado,
transporte o almacenamiento del alimento, a condición de que el aditivo no se utilice para
encubrir los efectos del empleo de materias primas defectuosas o de prácticas (incluidas las
no higiénicas) o técnicas indeseables durante el curso de cualquiera de estas operaciones
(CODEX STANDARD 1995).
Por éste y los factores expuéstos anteriormente es indispensable un estudio de los
principales aditivos alimentarios conocidos en la industria harinera, panadera y pastelera como
mejoradores, el cual no ha sido estudiado a profundidad, a pesar de que existen estudios
formales que dan cuenta del uso máximo permitido de aditivos de ingesta diaria.
3

CAPÍTULO U
2.-ASPECTOS GENERALES SOBRE EL TRIGO Y LAS HARINAS
2.1 El trigo consideraciones generales
Según Pigani (2010), afirma que la planta del trigo es un miembro de la familia de las
gramíneas. Hay un gran número de especies y variedades del género Triticum (trigo), las que
más interesan en la industria alimenticia son: Triticum durum (trigo duro) y Triticum aestivum
(trigo pan).
El grano de trigo está formado por una semilla cubierta por el pericarp.io llamado salvado,
contiene principalmente almidón, proteínas, agua, y en menor proporción grasa, mineral,
celulosa y vitaminas. E 1 almidón es el componente en mayor proporción en el grano,
representando el 70 % del peso seco de éste, la calidad industrial y sus propiedades
funcionales dependen de las proteínas almacenadas insolubles, denominadas gluten (Lorenz
2011).
2.2. Características del trigo
La clasificación del trigo es la siguiente (Calaveras 2004).
El trigo corresponde a las monocotiledóneas, del orden de las glumíforas, familia gramineae,
género Triticum.
2.3. Partes del trigo. Endospermo
Salvado +---
Germen
Figura 1: Partes del trigo (Calaveras 2004).
2.4. Clasificación del trigo
2.4.1. Trigos vítreos y harinosos: clasificación según la textura del endospermo
2.4.1.2. Vítrea son granos traslúcidos (Calaveras 2004).
2.4.1.3. Harinosa son granos opacos un grano puede ser totalmente vítreo o harinoso pero
también hay granos semi vítreos y semi harinosos. El peso específico de los granos vítreos
generalmente es mayor. El carácter vítreo o farináceo es hereditario pero también es afectado
por el medio ambiente (Calaveras 2004).
4

2.4.2. Trigos fuertes y flojos: clasificación según el tipo de pan
2.4.2.1. Trigos duros Triticum durum se caracterizan por un contenido importante en
proteínas (13,5 - 15,0 %) y bajo contenido en agua. La harina que producen estos trigos se
utiliza principalmente en la producción de pastas (Ramírez 2011).
El trigo fuerte: es rico en proteínas, y tiene un endosperma vítreo que al moler los gránulos de
almidón se lesionan y por lo tanto tienen alto poder de absorción de agua; sus harinas son
capaces de formar una masa fuerte y elástica, tan necesaria para la retención de dióxido de
carbono (Pigani 201 0).
2.4.2.2. Trigos semiduros Triticum vulgare son menos ricos en materia proteica (12-13 %),
contienen un poco más de agua. Se utilizan principalmente para la fabricación de pan
(Ramírez 2011).
2.4.2.3. Trigos blandos Triticum club son muy ricos en almidón proporcionando una harina
muy blanca, contiene poca materia proteica (7,5 -1 O %). Se utiliza para la fabricación de
galletas, pasteles, etc (Ramírez 2011 ).
2.4.2.3.1. Trigos flojos dan harina con la que solamente se pueden conseguir pequeños panes
con miga gruesa, suelen ser bajos en proteínas (Calaveras 2004).
2.4.2.3.2. El trigo débil que es bajo en proteínas, da una harina débil, con bajo contenido de
almidón lesionado y por lo tanto menor capacidad de absorción. Sus harinas se usan para la
fabricación de galletas y pasteles (Pigani 2010).
2.4.3. Trigos duros y blandos: clasificación según la variedad botánica
2.4.3.1. Trigos duros (durum)
Afirma que éstos trigos suelen ser grano largo y estrecho, duro, los extremos más o menos
apuntados con un borde dorsal saliente, albumecórneo y de sección algo triangular. Por su
gran cantidad de gluten y las propiedades coloidales de la misma se emplea preferentemente
para la fabricación de macarrones, spaguetti y otras pastas alimenticias. Es un trigo semolero.
Los trigos duros producen harina gruesa, arenosa, fluida y fácil de cernir. La dureza afecta a la
facilidad con que se desprende el salvado del endospermo (Calaveras 2004).
2.4.3.2. Trigos blandos (vulgare)
Sostiene que la harina que de ellos se extrae es utilizada para la panificación. Por sus
características analíticas pueden ser diferentes, dependiendo de la zona donde se siembra
(Calaveras 2004).
S

2.4.4. Trigos de invierno y verano: clasificación según el tiempo de siembra
Según el tiempo en que crece, el trigo se clasifica en:
2.4.4.1. Trigo de primavera: que se siembra al comienzo de la primavera, crece en verano y
se cosecha a finales de agosto según las zonas. Evitando así que las heladas e inclemencias
climatológicas frenen su desarrollo natural y no lo dejen madurar. Sin embargo en áreas más
continentales, con temperaturas invernales extremadas, se siembra el trigo generalmente en
primavera y se llama trigo de primavera. El mejor trigo para harina de panificación es el trigo
de primavera de Canadá y EE. UU, rico en proteína pero el precio de la importación ha
aumentado debido a los aranceles de la Comunidad Europea (Charley 1999).
2.4.4.2. Trigo de invierno: sembrado en otoño, crece de forma lenta e inverna cuando llega el
frío para cosecharse en verano. La diferencia es importante porque las variedades de trigo de
invierno, tienden a dar un grano más blando con menor cantidad de proteína que las
variedades de primavera. Tradicionalmente se ha considerado que la harina de trigo británico
es ideal para galletería. Ésto, sin embargo dista mucho de estar claro por varias razones; el 80
% del trigo británico es trigo de invierno, por tanto el grano es blando en términos de molienda
y los niveles proteicos son bajos (Charley 1999).
2.5. Composición química del grano
El trigo es un cereal con surco (arroz, sorgo, maíz no tiene surco). El H20 está unido dentro
del trigo en enlace de hidrógeno y formando redes tridimensionales. Las proteínas se
presentan con estructura cuaternaria. El grano maduro de los cereales está formado por
hidratos de carbono, vitaminas, lípidos, proteínas y sales minerales, las cuales son
componentes básicos para una dieta humana. Los valores proporcionales de éstos compuestos
tienen bastantes diferencias entre unos trigos y otros y no encontramos una composición
exacta debido a la gran cantidad de variedades de trigos. Las partes morfológicas del grano y
su composición varían en sus cantidades dependiendo del proceso de molturación que se lleve
en la fábrica, incluso varían de un molino a otro (Calaveras 2004).
6

2.5.1. Grano total
Tabla 1: Extracción de harina al75%
Datos para extracción del 75 %
Minerales ( 1,8%) : Calcio, potasio, sodio, hierro, etc. Lípidos (2 %) : ácidos graso, triglicéridos y ácidos grasos.
Agua ( 14% ) : Humedad Almidón ( 61% ) : Exterior (15 %)}
Medio (20 % ) Hidratos de carbono Interior (65 %)
Proteína (12,4%): Glutenina, gliadina, enzimas Polisacáridos ( 8,8%): Glucosa, maltosa, fibra.
Fuente: Calaveras 2004
2.6. Propiedades funcionales del almidón
En su conjunto la amilosa y la amilopectina, le confieren propiedades especificas al gránulo de
almidón, que generalmente se consideran para determinar la aplicación de los productos
elaborados a partir de este. Algunas propiedades funcionales del almidón son las siguientes:
cristalinidad, birrefringencia, solubilidad, absorción de agua y poder de hinchamiento (Sánchez
2007).
2.6.1. Cristalinidad
El almidón es un material semicristalino, con una cristalinidad que se encuentra entre el25-35
% dependiendo de la especie vegetal. La amilopectina es el principal componente responsable
de la cristalinidad del gránulo de almidón. Que es producida por la longitud y el ordenamiento
de sus cadenas ramificadas, sin embargo, también depende del porcentaje de amilosa
(Ratnayake y Jackson 2006).
2.6.2. Birrefringencia
Cuando los gránulos de almidón son analizados bajo un microscopio con luz polarizada, se
puede observar una sombra en forma de cruz, denominada "cruz de malta". A este fenómeno
se le denomina birrefringencia y es un indicador del grado de ordenamiento de los gránulos de
almidón. Midiendo la disminución de la birrefringencia de los gránulos es posible establecer,
de manera indirecta, el intervalo de temperatura de gelatinización del almidón (Ratnayakey y
Jakcson 2006).
7

2.6.3. Solubilidad en agua fría
El almidón es un biopolímero poco soluble debido a que la amilosa y la amilopectina se unen
mediante puentes de hidrógeno, formando una estructura compleja, altamente organizada, que
presenta una gran estabilidad a las múltiples interacciones que existen con sus dos
polisacáridos constituyentes, su solubilidad depende de la cantidad disponible de éstos
polímeros en el medio (Singh y Singh 2003).
2.6.4. Absorción de agua
La cantidad de agua fría absorbida por el almidón, dependerá del contenido de humedad del
medio que lo rodea; el almidón absorbe agua hasta alcanzar el equilibrio con el medio
circundante (proceso reversible); la absorción de agua fría provoca que el gránulo presente un
hinchamiento incrementado el tamaño de su diámetro hasta un 1 O %. En agua caliente, la
absorción de agua está determinada· por las fuerzas de unión en la estructura del gránulo de
almidón, y de la temperatura a la que esté expuésto al gránulo de almidón (Mua y Jackson
1997).
2.6.5. Poder de hinchamiento
El poder de hinchamiento de los gránulos de almidón está relacionado directamente el tamaño
y el contenido amilosa y amilopectina. Cuando los gránulos de almidón se sumergen en agua,
las moléculas de agua se difunden, al interior del gránulo por lo que se hincha y cuando se
calienta, se incrementa el volumen llegando el almidón a perder su cristalinidad y la amilosa
puede ser lixiviada notablemente formando así un gel. Cuando más alto es el contenido de
amilosa, más bajo poder de hinchamiento y menor es la fuerza del gel para la misma
concentración de almidón (Mira et al, 2007).
2.7. Cambios en el almidón producidos por tratamientos térmicos
Cuando el almidón se encuentra en un medio acuoso y es calentado, se producen distintos
cambios en su estructura, conforme se incrementa la temperatura, la gelatinización del
· almidón se hace evidente en el tratamiento. El análisis de viscosidad, es idóneo para expresar
este comportamiento, que involucra el proceso de gelatinización, pastificación y
retrogradación del almidón, tratado térmicamente (Sánchez 2007).
8

2.7.1. Gelatinización
Los gránulos de almidón son insolubles en agua fría sin embargo, cuando la suspensión se
calienta empieza un proceso lento de absorción de agua en las zonas amorfas (amilosa), que
son
las menos organizadas y las más accesibles, ya que los puentes de hidrógenos no son tan
Númerosos, ni rígidos como como en las áreas cristalinas (amilopectina) (Ratnayakey y
Jakcson 2006).
Se presenta el perfil característico de un almidón nativo; a medida que se incrementa la
temperatura, se retiene mayor cantidad de agua y el gránulo empieza a hincharse, aumentado
su volumen, una vez que la aparte amorfa se ha hidratado completamente, la cristalina inicia
un proceso semejante, requiriendo mayor cantidad de energía (Sánchez 2007).
3508 -r---------------...;.--v
o
;c)f-----------------------\.,\
! \
;-¡,:/ CI:):. Pastifl,d-acion 1,.\--././ / "·-;_, __ , ',
?_) _¿\ \
/ __:(J~0 \
/ v ......
1 G,l,.ini,.oion \\
r o
200 600
Peti~1 de vrscos1áacJ de Dlr:tíclo~: nat~vc1 Tiempo (s)
800
90
a e
Figura 2: Perfil de viscosidad de almidón nativo (Sánchez 2007).
La temperatura de gelatinización depende de varios aspectos como el porcentaje de amilosa, la
fórmula del gránulo y el tamafio, por lo que cada almidón tiene un intervalo de gelatinización
diferente, por ejemplo: para el almidón de maíz, la temperatura de gelatinización se encuentra
entre 62- 72 oc, para el trigo entre 52- 63 oc, para el sorgo entre 68.5-75 °C y para la papa
se encuentra entre 56 - 66°C (Li y Y eh 2001 ).
9

2. 7 .2. Pastificación
Es el proceso de hidratación exhaustiva de los gránulos de almidón, que se presenta pasando
más allá de la gelatinización y que conduce a la disociación de las hélices de la amilosa. Ésto
involucra un incremento del volumen del gránulo, con la exudación de sus componentes
moleculares y eventualmente se da rompimiento, como se observa en la figura 2, al llegar a
cierta temperatura, el gránulo alcanza su volumen máximo y pierde tanto su patrón de
difracción de rayos x, como la propiedad de birrefringencia; si se administra más calor, el.
gránulo hinchado, incapacitado para retener mayor cantidad del líquido se rompe
parcialmente, se dispersan en el seno de la solución (Mira et al. 2007).
2. 7.3. Retrogradación
Este fenómeno se define como la insolubilización y precipitación espontánea, principalmente
de las moléculas de amilosa. La retrogradación es la realineación de las moléculas,
principalmente de la amilosa, debido a que sus cadenas lineales se orientan paralelamente e
interaccionan entre sí por múltiples interacciones de sus grupos hidroxilos, mediante puentes
de hidrógeno (Morris et al, 1990). En términos generales la retrogradación depende de la
concentración y de la temperatura del sistema, la firmeza del gel aumenta y se favorece a bajas
temperaturas, debido a la asociación de cadenas de amilopectina en el almidón (Singh et al
2007).
2.7.4. Sinéresis.
Cuando el almidón ha pasado por los cambios antes descritos se puede presentar, a bajas
temperaturas, un fenómeno que se conoce como sinérisis, donde el gel pierde agua mediante
la formación de capas superficiales sobre el gel, debido a que las moléculas de amilosa y
amilopectina se asocian entre ellas, desplazando al agua contenida en el gel este fenómeno se
acentúa con el tiempo (Kaur et al. 2007).
10

CAPÍTULO m
3.-MATERIAS PRIMAS EN PANIFICACIÓN
3.1. Harinas en panificación
La harina de trigo se entiende el producto elaborado con granos de trigo común, Triticum
aestivum o trigo ramificado, Triticum compactum o combinaciones de ellos por medio de
procedimientos de trituración o molienda en los que se separa parte del salvado y del germen,
y el résto se muele hasta darle un grado adecuado de finura (CODEX STANDARD 1985).
Deberá entenderse por harina, sin otro calificativo, el producto fmamente triturado, obtenido
de la molturación del grano de trigo maduro, sano y seco e industrialmente limpio. Los
productos finalmente triturados de otros cereales deberán llevar añadido, el nombre genérico
de la harina del grano del cual procede (Calaveras 2004).
3.2. Características organolépticas
Por su parte Calaveras (2004) sostiene que la harina de trigo debe ser suave al tacto; al cogerla
con la mano debe tener "cuerpo", pero sin formar un conglomerado, pues ésto nos indicaría
que es una harina con bastante humedad. No debe tener mohos, ni estar rancia, ya que ésto
indicaría que son harinas de gran proporción de salvado, que son viejas o que están mal
conservadas. Si una harina tiene sabor amargo, suele contener harina de semillas adventicias, y
si tiene sabor dulce, puede contener harina de trigo germinado. Una buena harina se conoce
por diversas características como son:
3.2.1. Color
El color debe ser un color marfil. Las harinas recién molidas presentan uri color amarillento,
pero a medida que pasa el tiempo la harina va adquiriendo·un color más claro por la acción del
oxígeno del aire sobre ciertos pigmentos que le daban el tono amarillento original. El
porcentaje de extracción también determina el color de la harina. Mientras más alta es la
extracción, mayor cantidad de partículas de salvado tendrá y por lo tanto será más oscura
(Morales 2008).
11

3.2.2. Tolerancia
Manifiesta que la tolerancia se refiere a la capacidad para soportar fermentaciones largas Por
su parte (Morales 2008).
Consiste en permitir un margen de error mayor o menor a la hora de trabajar con ella en el
proceso de fabricación de pan, principalmente, dando más tiempo de amasado o un período
razonable de fermentación después de llegar a su tiempo ideal, sin que el resultado final del
pan sufra deterioro notable (Calaveras 2004).
3.2.3. Blanqueo
Normalmente basado en el efecto de oxidación de las harinas, bien porque la fabricación de
harinas fuerce. el colorido blanco de la harina por métodos químicos, o por la utilización, por
parte del panadero, de un aditivo panificable con gran contenido de oxidante (Calaveras 2004).
El endospermo realmente no es blanco, si no de color cremoso debido a los pigmentos
llamados carotenoide. Mediante el gas dióxido de cloro o con peróxido de benzoilo
pulverizado, se decolora este pigmento blanqueando así la harina. El dióxido de cloro oxida
algo la proteína dando un gluten menos extensible, pero acelera la oxidación natural que se
produce en la harina almacenada (Manley 1989).
3.2.4. Maduración
Para hacer pan se utiliza con frecuencia "mejoradores".· Éstos fortalecen el gluten por medio
de la oxidación suave. A veces se añaden en la fábrica, en lugar de en la panadería,
compuestos químicos corrientes como bromato potásico, ácido ascórbico, azodicarbonamida
y L. cisteína (Manley 1989).
Por todos es sabido que la utilización de harinas recién molturadas acarrea problemas en
panificación. Por tanto, actualmente todos los técnicos molineros, o bien las maduran química
mente, o bien las dejan reposar entre períodos de 10 a 15 días antes de entregarlas al panadero
(Calaveras 2004).
3.2.5. Absorcion
La absorción se relaciona con la capacidad para absorber y retener agua (Morales 2008).
Se considera la propiedad de absorber la mayor cantidad de agua sin alterar la formulación de
la masa y dando una buena calidad de pan, siendo éste uno de los puntos que concuerda con la
hidratación de las masas. La gránulometria (cuanto más fma, más absorción de agua). La
12

humedad relativa del ambiente, que cuanto más elevada sea, menos agua admite la harina. Y la
cantidad y calidad de la proteínas insolubles (gliadina y glutenina), que, cuanto mayor sea,
conllevará mayor absorción de agua. La harina es higroscópica con capacidad de absorber o
perder agua. La W (fuerza): cuanto más W más absorción hay (Calaveras 2004).
3.2.6. Extracción
Cuanta más extracción hay más absorción, más almidón daiiado y más fibra: pero superando
cenizas de 0,5 %es perjudicial (Calaveras 2004).
como norma general, el salvado constituye el 12 %del grano, el endospermo el 85 %y el
germen el 2.5 %. Si la extracción del endospermo fuera perfecta, el rendimiento de la harina
(grado de extracción) sería del 85 %pero ésto no es posible: El efecto de las inclusiones de
diminutas partículas de salvado en la harina blanca es darle apariencia más grisácea y
estropear alguno de los atributos de la harina para hacer la masa. Reduce la elasticidad y
actividad del gluten. Por ésto en la práctica, las harinas de galletería tienen un grado de
extracción entre 70 a 75 % (Manley 1989).
luego de la molienda, el porcen~e de la extracción será de un 72 a 73 % a pesar de que el
contenido en albumen es de 83 - 85 % ya que una parte del trigo queda pegado del salvado.
Entre más blanca sea la harina que se obtiene, menor será el grado de extracción. La harina
que se obtiene del centro del grano es más rica en almidón y contiene poca cantidad de
proteína y de vitaminas. En conclusión, de un buen trigo se puede obtener el siguiente grado
de extracción: hasta 62,5 %de harina blanca, hasta 12,5 %de harina gris, El résto, 25% será
salvado que sirve principalmente, de alimento a los animales (Ramírez 2011).
3.2.6.1. Grado de extracción de la harina
La recombinación de todas las harinas producidas en el molino es la "straight grade fluor''
(harina de grado correcto) que viene a ser la harina blanca estándar (figura 3), representa un 72
% de los productos totales. La harina que se produce al comienzo del sistema de reducción es
la harina "patent" (viene a ser la harina fluor o de patente), que puede ser "short (corto)
patent" cuando tiene el mínimo de cenizas, y representa un 45 % del total de productos, o
"long (largo) patent" que puede integrar hasta el 65 % del total de productos. La harina "cut
off (harina límite) es la que corresponde a 20 % de diferencia entre las patentes larga y corta.
El 7 % de diferencia entre patente larga y la de grado correcto, es una harina de grado bajo
("clear flour'' harina clara). Esta harina, que proviene de las colas de los sistemas de
13

fragmentación y de reducción, tiene color oscuro y es rica en cenizas. Otro producto de la
molturación es el "millfeed", es decir, salvado y "shorts (cortos)" (Bravo y Ortiz 1999).
El salvado representa un 11 % de los productos totales, y los "cortos" el 15 %. El germen
puede ser un producto adicional recuperado generalmente hasta un 0,5 %. El cálculo del
rendimiento parecería sencillo. A partir de 1000 g de trigo, si se obtienen 700 g de harina, se
obtiene rendimiento de 70 % o grado de extracción, lo cual puede ser cierto. Aunque se puede
utilizar el cálculo anterior después de decidir si tomar como base trigo sucio o limpio, la
expresión de rendimiento más corrientemente utilizada por los harineros, se basa en el
rendimiento de harina como porcentaje del producto total, no como porcentaje del material
de partida. El porcentaje del producto total en cualquier fracción, se llama extracción. Es decir,
una harina de grado directo, que es 72 % del producto total, es una harina de 72 % de
extracción (Bravo y Ortiz 1999)
Línea · % de extracción
1
o 1 o 20 30 40 50 60 70 80 90 100
Harina integral de trigo
2
' Harina de grado correcto Cortos y salvado
3 ··------~*~----+• ··---*~--·· Harina "Patent'' Harinas de baja graduación
4 •• *·· . Figura 3: Clases de harina obtenida del trigo. La harina integral es de extracción 100% Oinea 2), pero
se puede subdividir en harina de grado correcto + cortos y salvado (linea 3). La harina de grado correcto se puede subdividir a su vez en harina "patent" (flúor) y harina de baja graduación (linea 4)
(Bravo y Ortiz 1999).
3.2. 7. Enriquecimiento
La harina de algunos países está enriquecida con vitaminas y minerales, como pueden ser
vitamina A y Den EE.UU, lo que aporta un mayor valor nutritivo (Calaveras 2004).
3.2.8. Fuerza
La fuerza se refiere a la cantidad y calidad de las proteínas que poseen. De acuerdo a ésto
representarán mayor o menor capacidad para resistir el trabajo mecánico durante el amasado,
14

corte, ovillado, sobado, retener gases de la fermentación y dar pan de buen volumen y
presentación (Morales 2008).
Definida como la deformación de la masa por impulsión de aire, siendo un parámetro medido
por el alveógrafo, que garantiza el poder de la harina para hacer panes de buena calidad
(Calaveras 2004).
3.2.9. Separación
Basada en la cantidad y peso de la harina, principalmente, que se ha obtenido después de la
molturación (Calaveras 2004).
3.3. Composición química de la harina
Tabla 2: Composición química de la harina
Harina 100% extracción Harina 75% extracción
Proteínas (gluten) 12 a 13,5 % 11 o 8 % Grasas (lípidos) 2,2 % 1a2 % Almidón (h. carbono) 67 % 71 % Cenizas (m. mineral) 1,5 % 0,55 a 0,65 % Vitaminas (B y E) 0,12 % 0,03 % Humedad (agua) 13 a 15 % 3 a 15 % Fibra (salvado) 11 % 3 % Azucares simples 2a3 % 1,5 a 2,5 % Fuente: Calaveras 2004
3.4. Clasificación breve de harinas
Tabla 3: Clasificación breve de harinas
A B e D W. Fuerza < 80 > 90 > 150 > 250 P/L. Equilibrio > 15 0,2-0,4 0,4-0,6 0,8-1,1 Proteínas <8 % 9 % 10 % > 11 % Tipo/Cenizas T-75 T-70 T-55 T-45 Gluten seco <5,5 % 8-9 % 9,8 % 10-11 % Gluten húmedo <16,5% 24-26% . 27 % 27-33 %
A. Harma muy floJa, fuera de la reglamentación técmco samtana B. Harina floja. C. Harina de media fuerza D. Harina de gran fuerza
Fuente: Calaveras 2004
15

Clasificó a las harinas de la forma siguiente: Harinas extra fuertes: Son aquellas que tienen un
alto porcentaje de proteínas (sobre 13 %). Se obtiene de trigos duros y se destinan
principalmente a la elaboración de pastas y fideos. Harinas fuertes: Tienen porcentajes de
proteínas entre un 1 O a 13 %. Se destinan a panificación. Harinas débiles: Tienen porcentajes
de proteínas entre un 7 a 8 %. Se usan en la elaboración de productos de bizcochería y
galletas. No son aptas para panificación (Morales 2008).
Tabla 4: Composición química óptima de harinas para panificación, galleteria dulce y salada, pastelería y de semolina para elaboración de pastas
Panificación Galletería Pastelería Semolina Dulces _y saladas
Humedad 14,00 14,00 14,00 14,00 14,00 (%) Proteína(%) 11,50- 14,50 7,50-9,50 8,50-10,50 7,00-8,50 11,50- 15,00
Cenizas(%) 0,32-0,50 0,30-0,55 0,32-0,45 0,30-0,36 0,55-0,75
Fuente: Bravo y Ortiz 1999
16

CAPÍTULO IV
4.-ELPAN
4.L Definiciones y denominaciones
El pan sin otro calificativo, designa el producto perecedero resultante de la cocción de una
masa obtenida por la mezcla de harina de trigo, sal comestible y agua potable, fermentada por
especies de microrganismos propios de la fermentación panaria, como el Saccharomyces
cerevisiae (Calaveras 2004).
La harina de trigo es la única que tiene la habilidad de formar una masa cohesiva y fuerte
capaz de retener gases y dar productos aireados y livianos después de su horneado. Esta
propiedad que la identifica se debe a su composición química, y en especial a las proteínas y
su capacidad para formar gluten. Las proteínas de soya no forman gluten y son incapaces de
retener el dióxido de carbono producido durante la fermentación (Tejero 201 0).
el pan es de consumo habitual en el día, elaborado con harina de trigo y que cumpla los
requisitos establecidos, y al que sólo se le pueden afiadir los coadyuvantes tecnológicos y
aditivos autorizados para este tipo de pan (Calaveras 2004).
4.2. Definición de pan especial
Según Calaveras (2004) este pan, debe reunir alguna de las condiciones siguientes:
4.2.1. Por su composición, que se haya incorporado cualquier aditivo y/o coadyuvante
tecnológico de la panificación, autorizados para panes especiales, tanto a la masa panaria
como a la harina. Que se haya utilizado como materia prima, harina enriquecida. Que se
haya afiadido cualquier ingrediente de los citados como valor nutritivo y que eleven
suficientemente este mismo. Que no lleve sal o microorganismos propios de la fermentación,
voluntariamente afiadidos. Por su formato. Es aquel que aunque sea pan común por su
composición, incluidos los aditivos, tiene un formato especial que precisa de un procedimiento
de elaboración y acabado no susceptible de mecanización en todas sus fases, por exigir la
intervención de mano de obra en cada pieza individualizada (Calaveras 2004).
4.2.2 Duración del pan especial
Según Calaveras (2004) los panes especiales se clasificarán por su duración en:
4.2.2.1. De consumo normal en el día; los que habitualmente se consumen antes de las 24
horas posteriores a su cocción.
4.2.2.2 De mayor duración; los que por sus especiales características de elaboración
tecnológica y envasado, tienen un período apto para el consumo, superior a tres días.
17

CAPÍTULO V
S.-ADITIVOS O MEJORADO RES EN PANIFICACIÓN Y PASTELERÍA
Son un conjunto de ingredientes entre oxidantes, enzimas, emulsificantes y azucares
principalmente cuya finalidad es que refuerzan el gluten, logrando más elasticidad, fuerza y
resistencia en la masa. Factores que impiden la fuga de gas y producen panes con mejor
volumen, controla tiempos de fermentación, blanquea la miga y da un color apetitoso a la
corteza. En las masas francesas otorga crocancia a la corteza, e incrementa la capacidad de
absorción de agua en la masa, para así aumentar el rendimiento (Miralbes 2000).
Son "Mezclas de alimentos incluidos aditivos destinados a facilitar o simplificar la fabricación
de productos panificados, compensar las propiedades de procesamiento cambiantes de las
materias primas e influir en la calidad de los productos acabados"( Calve! 2001 ).
Un mejorante es una mezcla de aditivos alimentarios y otras sustancias que puede perseguir
alguno o la totalidad de los siguientes objetivos: compensar las variaciones en la calidad de las
harinas, aumentar el volumen del pan elaborado, obtener una grefia de mejor apariencia,
retrasar el fenómeno de endurecimiento del pan, acelerar la velocidad de fermentación y
mantener una calidad constante en la producción y compensar los posibles cambios en las
variables del proceso (temperaturas final del amasado y de fermentación, tiempos de reposo,
condiciones de cocción, etc). Un buen mejorante debe ser completo, es decir, debe contener un
conjunto de sustancias capaces de corregir todos los defectos que pueden ocurrir durante el
curso de la panificación. En los últimos afios, la industria panadera está dando paso a la
sustitución de muchos de los ingredientes de los mejorantes en favor del empleo de las
enzimas (Calleja 2002).
Sostiene que un mejorador es una mezcla de aditivos y coadyuvantes tecnológicos cuya misión
más importantes es la retención de gases de una masa fermentada. La constitución base de un
mejorador es la compuesta por emulsionante, vitamina C (ácido ascórbico), enzimas, azucares
y antiaglutinantes. Otros posibles componentes son las grasas, gluten, estabilizantes,
conservantes, harina de soya, harina de malta, etc (Barriga 2003).
18

CAPÍTULO VI
6.-MEJORADORES CON VALOR NUTRITIVO
6.1. Acondicionadores de la masa y su composición
El ténnino «acondicionador de la masa» lo define como sigue: cualquier material o
combinación de materiales añadidos a una masa levantada por levaduras para mejorar y
controlar la producción de gas, la retención de gas o ambos. La utilización de estas sustancias
está regulada por la legislación de muchos países, haciendo referencia al tipo de aditivo y a la
proporción en que se añade. Reciéntemente se han producido profundos cambios en la
legislación del Reino Unido y de la Unión Europea, aunque, afortunadamente, la situación ha
alcanzado un período de relativa estabilidad. Por tanto, puede asumirse que, al menos a medio
plazo, las sustancias aquí descritas no desaparecerán de la lista positiva recogida en la
legislación británica (Cauvain y Y oung 2002).
El grupo de los coadyuvantes de la fabricación se han definido a menudo como «aditivos que
no es preciso declarar en el etiquetadm>. Las sustancias de mayor relevancia dentro de este
grupo tan arbitrario son las clasificadas como «enzimas», cuyo valor y complejidad van en
aumento día a día. En el mismo grupo se incluyen, al lado de las enzimas, las más básicas y
tradicionales de las materias primas de la panadería y de los productos alimenticios obtenidos
con levaduras (Calaveras 2004).
6.2. Grasas
Éstos tipos de grasa pueden defmirse como «agentes de enriquecimiento» de productos
fennentados. Modifican las propiedades de comestibilidad del pan y otros productos de
fennentación, consiguen que la masticación sea más corta y no tan enérgica y, al mismo
tiempo, logran una modesta mejora de la vida útil del producto en términos de su textura. Los
efectos son más intensos cuando se aumenta la cantidad añadida. Las concentraciones de
grasa o aceite utilizadas varían de fonna considerable, desde nada en algunos panes hasta el 1
% en peso de la harina para los panes de molde, llegando hasta el 1 O % del peso de la harina,
e incluso más, en algunos productos típicos del desayuno, tales como el pan de (Cauvain y
Y oung 2002).
19

6.2.1. Resumen de los efectos de la grasa
Se trata de un ingrediente de alta funcionalidad, de bajo costo, que puede utilizarse como una
sustancia «E-sin numeración>> dentro de la Unión Europea, y que es un elemento básico de los
acondicionadores de masa para un gran número de productos de panadería y procesos de
elaboración. Para los fabricantes de pan y los científicos dedicados al estudio de los cereales es
una fuente de grandes frustraciones el haber establecido las reglas empíricas que determinan
las funciones de la grasa en un amplio rango de técnicas de producción y procesos, sin
comprender la verdadera naturaleza del «efecto de la grasa» (Cauvain y Y oung 2002).
6.3. Harina de soya
Berk et al (1992), citado por Lusas y Riaz et al (1995), señalan que la harina de soya
desgrasada o integral con mínimo tratamiento térmico y con sus enzimas activas, es utilizada
principalmente en la elaboración de pan blanco. La adición de pequeñas cantidades de harina
de soya activa, hasta un 2 %, incrementa la tolerancia al amasado, mejora las propiedades
reológicas y la absorción de agua y, en ciertos casos, puede mejorar el volumen de pan.
La soya se adiciona para blanquear las harinas, mejorar la estructura de la miga y el color de la
corteza debido a los azucares presentes en los derivados de soya. La harina de soya posee
naturalmente varias enzimas, entre ellas las lipoxigenasas que tienen gran importancia en el
proceso de panificación. Estas enzimas a través de una serie compleja de reacciones químicas
con los lípidos de la harina y el oxígeno, pueden producir la oxidación de los carotenoides y de
las proteínas de la harina a través de la formación de radicales peróxidos. La utilización de
cantidades mayores de harina de soya activa puede generar sabores y olores extraños (Quaglia
1991).
6.3.1. La soya como agente blanqueante de la harina
Una práctica común en la preparación de masas fermentadas con levadura, consiste en añadir a
la harina de trigo una pequeña cantidad de harina de soya. La lipooxigenasa de la harina de
soya añadida es excelente para iniciar la oxidación de los carotenoides por acción de los
radicales libres. Aunque aún no se conozca el mecanismo, se sabe que la lipooxigenasa de la
soya también mejora mucho las propiedades reologicas de la masa. Si bien se ha sugerido que
los hidroperóxidos lipidicos participan en la oxidación de los grupos -SH del gluten, existen
pruebas que indican que otras interacciones lipido-proteina también intervienen en la mejora
de la masa causada por los oxidantes (Fenema 2000).
20

6.3.2. Modificaciones observadas en la evolución de los lípidos
Durante la maduración de la harina la hidrólisis de los lípidos catalizada por las lipasas
endógenas conduce a la formación de ácidos grasos libres no esterificados (AGNE). Durante
el proceso de panificación, la lipoxigenasa cataliza la oxidación de los ácidos grasos libres.
Esta enzima, presente en el grano de. trigo, puede ser aportada durante el amasado mediante la
adición de harina de soya. La oxidación de los ácidos grasos poliinsaturados en hidroperóxidos
en presencia de oxígeno molecular, hace intervenir a una lipoxigenasa en primer lugar, y de
forma no enzimática en segundo lugar convirtiendo los tioles en puentes disulfuro lo que
conlleva a un aumento de la tenacidad y reforzamiento de la red de gluten y otros productos de
la oxidación. Estas reacciones no son independientes entre sí. Las reacciones de hidrólisis
alimentan en sustratos a las reacciones de oxidación. Al mismo tiempo, los pigmentos
carotenoides de la harina son oxidados, entrañando la decoloración de la masa. Las diferentes
transformaciones bioquímicas que intervienen durante el curso de la maduración de las harinas
y sus consecuencias durante la panificación (Callejo 2005).
La harina de soya activa es el principal portador del enzima lipoxigenasa. En la fabricación de
pan de molde y pan de hamburguesas y, en general, en aquellos panes que se desee potenciar
la blancura de la miga está recomendado el uso de entre 5 y 10 g 1 kg de harina de soya activa.
El efecto de la lipoxigenasa sobre el ácido linoleico, es la formación de hidroxiperóxidos, que
producen una oxidación acoplada de sustancias lipófilas, como los pigmentos carotenoides.
Esta oxidación ocurre durante la etapa de amasado y da lugar a una miga más blanca y
brillante, al mismo tiempo que aumenta el volumen del pan y que su sabor es más insípido. Se
puede conseguir también este efecto oxidante con una dosificación alta de ácido ascórbico
pero resultaría una masa tenaz dificil de mecanizar. Con la adicción de harina de soya activa se
puede potenciar el efecto oxidante sin modificar el equilibrio de la harina (Tejero 201 0).
Estas reacciones se producen después de un período de maduración (hidrólisis de lípidos,
oxidación de ácidos grasos poliinsaturados y tioles). Por lo que según su período de
conservación, las propiedades panificables de las harinas estarán mejoradas. Así, los ácidos
grasos poliinsaturados generados en el curso de la maduración son beneficiosos porque
constituyen (tras la oxidación) el motor de las OXIDACIÓNes acopladas a los tioles. Pero si la
hidrólisis de los lípidos es demasiado intensa, los ácidos grasos se acumulan, degradando las
propiedades organolépticas de las harinas y deteriorando las propiedades de la red de gluten
(Callejo 2002).
21

Triacilglicerol (TAG) Diacilglicerol(DAG) Monoacilglicerol (MAG) Monogalactosildigliceridos(MGDG) Digalactosildigliceridos(DGDG) Ácidos grasos no esterificados (AGNE) Proteína tenaz (PSSP) Proteína débil (PSH)
HidroxiÁcidos Leucoderivados
BLANQUEO
Pigmentos carotenoides
~ Hidroxiperoxidos --t!Productos de escisión Polinsaturados 1 RANCIDEZ
AGNE
Lipidos no polares TAG
Lípidos polares MGDG--/~• .. DGDG
MGDG DGDG
'Oe ' ' ' !VM.o
' '
AGNE
' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' '
TENACIDAD
HidroxiÁcidos
' ' ' ' ' ' ' ' ' ' ......
-----------------· Acidez grasa
Saturados y nionoinsaturados
·-------------------------------~ ·---------------· FASE DE IDDRÓLISIS FASE DE OXIDACIÓN CONSECUENCIAS
Parámetros agua (solvente y reactantes) Temperatura
Figura 4: Transformaciones bioquímicas que intervienen durante el curso de la maduración de las harinas y sus consecuencias durante la panificación (Callejo 2002).
6.3.3. Oxidación del gluten por la harina de soya
El término lipoxigenasa o lipoxidasa (linoleato: oxígeno oxidorreductasa; se refiere a un grupo
de enzimas que llevan a cabo la oxigenación o peroxidación de diversos compuestos
insaturados, tales como ácidos grasos libres, triacilglicéridos, pigmentos y algunas vitaminas.
Fue caracterizada por vez primera en 1928, y fue conocida originalmente por su capacidad
para decolorar alimentos que contienen carotenoides; desde entonces se han hecho muchas
22

investigaciones concernientes a su modo de acción, y a los usos, problemas que ocasiona y
métodos de control (Miralbes 2000).
La Iipoxigenasa también ataca otros compuestos con dobles ligaduras, entre los cuales
destacan algunos pigmentos como los carotenoides y las clorofilas; de hecho, esta reacción se
ha aprovechado para la decoloración o blanqueado de las harinas de cereales (principalmente
la de trigo). En este proceso se emplea soya cruda molida sin ningún tratamiento térmico para
que conserve su máxima capacidad enzimática se mezclan ambas harinas (de trigo y de soya)
y se mantienen en condiciones adecuadas de temperatura, humedad, etc., para que la
lipoxigenasa lleve a cabo su función (Miralbes 2000).
Su acción provoca la destrucción de los ácidos grasos indispensables y la formación de
peróxidos, mismos que, a su vez, además de oxidar otras sustancias, se descomponen en
aldehídos y cetonas olorosas mediante un mecanismo semejante al descrito en la auto
oxidación de las grasas (Miralbes 2000).
Su uso para pan se puede utilizar en proporciones de 1 a 6 % sobre la base de la harina, para
elaborar pan, de un 3 a 6 % para productos de pastelería, en donas agregado del 2 al 6 % y en
galletas se recomienda del2 al5% de harina de soya (Tejero 2010).
6.4. Harinas de habas
Su función es similar a la harina de soya pero se caracteriza porque ésta no tiene poder
blanqueante (Cauvain y Y oung 2002).
6.5. Harinas de malta
Se extrae de la molturación del grano germinado normalmente de la cebada y su concentración
en a- amilasas es elevada. No obstante los fabricantes de mejorantes prefieren utilizar el
enzima propiamente, ya que la calidad y efecto de los enzimas de la harina de malta son muy
variables y hay que tener, un control muy estrecho sobre las mismas y su aplicación. Esta
misma, a veces se usa tostada, donde se ha eliminado la función amilásica pero se ha buscado
efecto positivo sobre el sabor del pan y color en la miga. Normalmente se aplica en panes
especiales y poco en mejorantes (Cauvain y Y oung 2002).
23

CAPÍTULO VD
7.-EMULSIONANTES, SUR FACTANTES O AGENTES TENSOACTIVOS
7.1. Definición
Los emulsionantes forman un vasto grupo de sustancias cuya función es la de estabilizar las
mezclas de dos líquidos inmiscibles. En el contexto de alimentación, los líquidos inmiscibles
son normalmente el aceite (grasa) y el agua, y se comprenderá que el efecto de cualquier tipo
de emulsionante variara según la proporción de aceite y agua que estén implicados otros
ingredientes tales como almidón, proteína y aire. Algunos de los compuestos que funcionan
como emulsionantes en alimentación, también tiene propiedades acomplejantes sobre el
almidón y las proteínas. Por eso, el término "emulsionante" no es el más adecuado, y quizás
describan mejor las propiedades de éstos compuestos los términos "surfactantes" o "agentes
tenso activos ". Todos éstos surfactantes actúan a niveles muy bajos (menos del 2 % en peso
del producto) y por ésto se clasifican como ingredientes menores o aditivos de alimentación
(Manley 1983).
Los surfactantes son usados como agentes antienvejecimiento principalmente porque
incrementan la suavidad inicial. Éstos se combinan con las cadenas rectas de almidón dentro
del gránulo de almidón y evitan que sean difundidas fuera del gránulo de modo que estas
(cadenas rectas) no contribuyen mucho en la firmeza inicial de la miga. Los emulsificantes no
tienen mucho efecto en las cadenas ramificadas de almidón que causan firmeza de la· miga
durante el almacenamiento y no reducen mucho la migración de humedad de la miga a la
corteza. Los emulsificantes son utilizados tanto como suavizadores de miga como
fortalecedores de miga. Los que se usan primariamente como suavizadores de miga incluyen
mono y digliceridos, monoglicéridos destilados, polysorbato, y estearil lactilato de sodio
(SSL) (Lallemand Baking Update 1996)
Las materias grasas son una de las sustancias que con más frecuencia se emplean en pastelería
y en la elaboración de productos horneados. Su empleo es como mejorante de las
características de las masas y como conservante. El empleo de los lípidos polares extraídos del
trigo mejora el volumen del pan, el aspecto de la corteza y aumenta el tiempo de conservación.
Estos efectos se deben a la acción emulsionante de los lípidos polares sobre el almidón y las
proteínas. Cuando el almidón se mezcla con agua y se calienta, la amilosa se disuelve y poco a
24

poco, con el enfriamiento, forma un gel; la larga cadena de los ácidos grasos de los lípidos
af!.adidos como emulsionantes se fijan a la hélice de la amilosa, retardando por consiguiente
el proceso de retrogradación del almidón. La formación de éstos complejos explica el efecto
retardante de los lípidos sobre el endurecimiento del pan y mejora las características de la
masa (Quaglia 1991).
Son númerosas y variadas las actividades que desarrollan los emulsionantes en las masas;
facilitan los enlace entre las proteínas y el almidón, dan mayor estabilidad a la masa,
estabilizan también la espuma que puede resultar del amasado (anti-espumante), retardan el
endurecimiento del pan, aumentan la vida útil y actúan como lubricante de la masa. Los
emulsionantes son moléculas que constan de una parte amiga del agua (Hidrófila) y de una
parte amiga de la grasa (Lipófila). La molécula se sitúa en la interface aceite/agua,
orientándose a parte lipófila hacia el aceite y la parte hidrófila hacia el agua. Los
emulsionantes utilizados hoy en panadería permiten obtener enlace más fuertes entre los
componentes de la masa, con lo cual se obtiene un gluten con más estabilidad y viscosidad.
Por tanto, se obtendrá un pan de mayor volumen y mejor estructura de la miga (Barriga 2003).
Agua . .-......, /
:::::;;.4 ~
"'1 \ ill Partfcula ~ U grasa .........__, ~
Figura 5: Partes principales de una emulsión (Barriga 2003).
Las acciones que estas sustancias desarrollan en la masa son múltiples como emulsionantes,
acomplejantes del almidón, en enlace con las proteínas, permitir mayor elasticidad, estabilizar
la espuma, modificar las estructuras cristalinas, impermeabilizante y lubricante. Al
interaccionan con las proteínas se ha visto que cuando son adicionados a las masas le otorgan
un elevado hinchamiento que después se corresponderán con el volumen del pan. Ésto se debe
a una interacción más fuerte con el gluten. Los tensoactivos reemplazan a los lípidos asociados
naturalmente con el gluten, formando con éste enlace más fuertes (Quaglia 1991)
25

7.2. Emulsionantes empleados en panificación
7.2.1. Emulsionantes naturales
7.2.1.1. Lecitinas
El estado legal de las lecitinas dentro de la Unión Europea establece que pueden afiadirse
cantidades QS en todos los panes y productos de repostería. El término lecitina cubre un grupo
de fosfolípidos complejos que pueden encontrarse de forma natural en muchos animales y
plantas. La fuente de lecitina más habitual en panadería es la soya. La lecitina se extrae como
un líquido viscoso que se compone aproximadamente de un 65% de fosfolípidos y un 35% de
aceite de soya. El líquido se mezcla con yeso o harina de trigo para obtener un producto
pulverulento que ya puede ser la base de un acondicionador de masa (Cauvain y Young 2002).
Indica que su dosificación de este emulsionante está como máximo en 2 g x kg o 2000 ppm o
es igual al 0,2 x por kg de harina. Quizás sea el emulsificante más conocido de todos. El único
que tiene al 100 % origen natural, se obtiene al extraer el agua de aceite del de frijol soya. Su
aplicación es realizada en mejorantes para procesos tradicionales y debido a su gran con
centración de fosfolípidos, ayuda a la masa dándole extensibilidad y facilita la absorción del
agua (Calaveras 2002).
Los componentes como emulsionantes son los fosfolípidos, los cuales poseen fuertes
afinidades polares. Las cantidades varían con las muestras, pero normalmente se especifican
como "insolubles en acetona". La lecitina comercial es un fluido o pasta plástica que, si se
utiliza con exceso, comunica un sabor desagradable. Las proporciones útiles se encuentran en
la normalmente entre 0,5 - 2,0 % de la grasa y se disuelve convenientemente en ella antes de
añadirla a los componentes de la receta (Manley 1989).
7.2.3. Emulsionantes artificiales
7.2.3.1. Monoglicéridos de ácidos grasos
Sostiene que los mono glicéridos y di glicéridos de ácidos grasos (E-471). Tiene menos efecto
sobre el volumen del pan que el DATEM, se utiliza sólo y conjuntamente con otros
mejoradores. Su función principal es, ser un emulgente para la elaboración del pan con una
dosis máxima de 3 gramos x kg o 3000 ppm o en porcentajes es igual al 0,3 % x kg de harina.
Su característica principal es facilitar la mezcla de los distintos ingredientes de la masa y la
acondiciona, permitiéndola soportar procesos mecanizados. Pero quizás su valor más
importante es evitar la retrogradación del almidón. Su efecto es aplicado directamente sobre el
26

almidón retrasando el endurecimiento del pan, facilitando un gran volumen y suavizando las
masas (Barriga 2003).
El monoglicérido por sí sólo tiene únicamente una función en las masas fermentadas por
levaduras: ablandar la miga del producto tras su horneado y colaborar en el mantenimiento de
la blandura extra durante unos tres días. No participa en la retención de gas y por tanto, no
mejora la estabilidad durante la fermentación, ni el volumen del producto terminado, ni el
color de la miga, ni tampoco su textura. Los hidratos que demuestran tales efectos los tienen
como consecuencia de la presencia de grasa de elevado punto de fusión en la emulsión
(Cauvain y Young 2002).
7 .2.3.2. Mono y diglicéridos de ácidos grasos esterificados
Este emulgente que suaviza la masa protegiéndola de tratamientos bruscos, ayuda a estabilizar
el gluten y alarga la tolerancia de la masa para fermentaciones largas. Pero quizás, como el
anterior, su función vital es evitar en lo posible la retrogradación del almidón, facilitando una
corteza fma y panes de mayor volumen con greñas abiertas. No obstante, la utilización de
cualquiera de los dos mencionados si su concentración es muy alta, realiza un efecto
contradictorio, que es producir panes de excesivo volumen, y con tendencia al descascarillado
y re secamiento con rapidez en el pan cocido, aunque el poder emulsionante es menor en el E -
472 que en el E- 471 (Tejero 2010).
7 .2.3.3 Éster monoglicérido del ácido diacetil tartárico
Funciones en la masa: mejora la tolerancia durante el amasado, incrementa la absorción de
agua, mejora la extensibilidad, mejora la mecanización de las masas, mejora la retención de
gas durante la fermentación, aumenta la capacidad de firmeza de la masa durante la
fermentación, siendo resistente a los golpes en los sistemas de transporte. En el producto
terminado: aumenta el volumen del pan, reduce la estructura de la miga, corteza más fina,
mejora la conservación. La dosificación recomendada de este emulsionante para que su
efectividad sea la adecuada está entre 3 y 5 gramos 1 kilo de harina o 3000 ppm o en
porcentajes 0,3 % por kg de harina (Tejero 201 0).
7.2.3.4. Ésteres de ácido tartárico diacetilado con ácidos grasos de mono y diglicéridos
[ésteres de data}
El aditivo DA TEM. Monoglicéridos y diglicéridos de ácidos grasos esterificados con
27

díacetiltartárico (E-4 72e ), el más utilizado en procesos mecanizados. Tiene mayor retención de
gas que la lecitina, por lo que consigue más volumen (Barriga 2003).
El estado legal de los ésteres, de data en la Unión Europea es que pueden utilizarse en cantidad
QS (quantum satis, cantidad suficiente) en todos los tipos de pan y en repostería. El término
«ésteres de data» es genérico y cubre un rango de sustancias similares que se diferencian por
la naturaleza de los ácidos grasos que las integran y la relación entre los mono y los di
glicéridos. También existen diferencias relevantes como consecuencia del grado de
esterificación del ácido tartárico diacetilado. Dependiendo del grado de saturación del lípido
base, las presentaciones varían desde un líquido oleoso a un producto pulverulento muy suelto.
Muchas preparaciones comerciales se componen de al menos 5 componentes mayores y
muchos otros menores. Existe un número limitado de tipos de ésteres de data debido al bajo
punto de fusión de las grasas o los aceites utilizados como componentes de los
acondicionadores de la masa, bien en forma de pasta (similares a la grasa) bien fluidos
(bombeables) (Tejero 2010).
Cuando la harina utilizada en tales panes contiene una cantidad inapropiada de proteína o la
calidad de tal proteína no es la ideal, la incorporación de ésteres de DATA ayuda a estabilizar
la masa en la última etapa de la fermentación y ofrece una masa aceptable para que crezca
durante el horneado. El pan así horneado resulta con un volumen específico mayor y su
apariencia es más simétrica. Internamente, la estructura alveolar es más fina y los alveolos
presentan sus paredes adelgazadas; debido a ésto la corteza del pan es más blanquecina, con
una estructura más fma y una textura más uniforme, que se aprecia más suave y es más
elástica La proporción en la que se añaden los ésteres es menos del 0,3 % del peso de la
harina (Tejero 2010).
o
E:~ O Ac oll 1 COOH 1
A e
Figura 6. Monoestearato de diacetil tartárico (DATEM) (Celia 2009).
7.2.3.5. Estearolil-2-lactilato de sodio SSL
Éstos emulsionantes SSL (E-481) o SCL (E-482), ester carboxilo del ácido láctico, tiene
menos efectos que el DATEM sobre el volumen del pan. Se utiliza en mejoradores para pan de
28

molde y bollería, mejorando la frescura y conservación del producto. La utilización de SSL en
productos de panadería está permitida en el hasta una concentración de 3 g 1 kg de pan y 5 g 1
kg en repostería, en términos de peso del producto terminado. Este compuesto es menos
complejo que los ésteres de data, aunque el número de residuos de ácido láctico es variable,
generalmente entre 2 y 5 por molécula. El SSL es un sólido blanco, tiene un punto de fusión
relativamente elevado y puede añadirse a las masas en forma pulverulenta, bien sólo o bien
como parte de un componente acondicionador de la masa. Es miscible con la grasa y, por
consiguiente, es un componente ideal para concentrados grasos, particularmente los utilizados
en productos enriquecidos o semi enriquecidos en grasa, incluyendo panecillos de
hamburguesas y donuts (Barriga 2003).
El SSL tiene algunas de las propiedades de los ésteres de data. Mejora la retención de gas en la
masa aunque, peso a peso, tiene menos rendimiento. Al mismo tiempo, se ha demostrado que
esta sustancia proporciona una extensión de la vida útil del producto en términos de blandura.
Es capaz de unirse con la amilosa de forma similar a como lo hacen los monoglicéridos
destilados, lo que debe contribuir a su efecto como ablandador de la miga. En la práctica, el
SSL se utiliza de forma esporádica en el Reino Unido para la manufactura de pan estándar o la
de panes sin grasa o de mucha corteza (Cauvain y Y oung 2002).
o o 1 1 1 1
e!7H.•s- e -0- eH- e- O- eH-eOOKn 1 1 CH,, eH,,
Figura 7: Estereail-2-Iactilato de sodio (SSL) (Celia 2009).
(A) Masa sin acondicionador 1 reforzador de masa
\-.!,/ _::~ ". Mezclado
Harina Reposo (B) Masa con acondicionador 1 reforzador de masa
Mezclado
Harina Reposo Masa
Figura 8: Efecto en la estructura (Calaveras 2004).
29

Tabla 5: Efecto de los emulsionantes
Proceso Efectos INDIRECTOS
Efecto DIRECTO de los emulsionantes ¡= AMASADO Reducción cantidad de grasa
r Mejora tolerancia al amasado Reducción de la cantidad de gas Mejora la maquinabilidad
Mejora dispersión FERMENTACÍON Mejor capacidad retención de gases
de ingredientes
Reduce fermentación.
Facilita dispersión de grasas
Interacción Emulsionante - lípido 1--
Mejor textura
Con la proteína - HORNEADO Disminuye la pérdida de agua Mejor miga Mejora capacidad de retención de gas
-Con el almidón
Mejor volumen 1---
Con la fonnación gel - almidón ~1
ALMACENAJE Mantiene la miga tierna Prolonga la vida del producto
-
Fuente: Calaveras 2004
30

CAPÍTULO VIII
S.-AGENTES PARA EL TRATAMIENTO DE LAS HARINAS
Son aditivos añadidos a la harina de panadería para mejorar la calidad del horneado y
cocción, además del color. Así como los aditivos gasificantes, los agentes de tratamiento de
harina, cumplen a la par otras funciones: lactatos y fosfatos son reguladores de la acidez; la
sal sulfato de calcio es secuestrante y la sal sulfato de amonio es estabilizador (Pigani 201 0).
La industria utiliza aditivos blanqueadores y amasadores para el tratamiento de harina de trigo
empleada en panificación, de modo que pueda bajar con ellos el color ligeramente amarillo de
la harina ocasionado por la presencia de carotenoides, los que como imperceptibles gotitas de
grasa acompañan al almidón y a la proteína en el endospermo del trigo. Específicamente, se
denominan aditivos amasadores a los que modifican la estructura de las dos principales
proteínas del gluten del trigo, gliadina y glutelina, para obtener una mejor masa. A ambos
grupos, blanqueadores y amasadores, los panaderos los llaman envejecedores de la harina o
mejorantes panarios, porque su presencia logra que la harina parezca como la almacenada por
60 a 70 días, que es la preferida para trabajar (Blanco y Alvarado 2006).
Para analizar como se pone en acción una sustancia oxidante se podría considerar que el gluten
está formado por dos fracciones proteicas (gliadina y glutenina), unidas por enlace químicos
de distinta naturaleza, tanto intermoleculares como intramoleculares, que forman una red
elástica que puede retener gas. La densidad y solidez de los puentes intra o intercatenarios y la
elasticidad de la .red que forman dichas proteínas, van a determinar la capacidad que tiene la
masa de fermentar o retener el anhídrido carbónico. La presencia de oxidantes favorece la
formación de enlace de puentes de disulfuros intermoleculares entre proteínas adyacentes,
mejorando de esta manera la capacidad de retener gas de la malla de gluten (Quaglia y Badui
1999).
La utilización de este grupo de sustancias se ha reducido considerablemente en el Reino Unido
con la retirada del bromato de potasio en 1990 y la de la azodicarbonamida en 1995. Los dos
aditivos, o agentes para tratar harinas, más significativos y que tienen relevancia en los
productos fermentados por levaduras son un agente oxidante, el ácido ascórbico, y uno
reductor, la L-cisteína. Ambos, posiblemente, se mantendrán dentro del grupo de aditivos
permitidos (Cauvain y Y oung 2002).
31

La glutenina se compone de proteínas de elevado peso molecular cuyas cadenas polipeptídicas
individuales se entrecruzan gracias a enlace de puentes de disulfuro de aminoácidos cisteína.
Las gliadinas se componen de proteínas de menor peso molecular en las que las uniones entre
cisteínas son más intramoleculares que intermoleculares (Cauvain y Young 2002).
In ter
1 c:J- AtTliriOácido cy..-.. Ci~teína
lntr.o
S 1 S .J· .
c::::J--cy~
Figura 9: Representación de los entrecruzamientos de cisteína en el gluten (Cauvain y Young 2002).
Una vez hidratadas las dos proteínas se encuentran, en una gran proporción, bien en forma de
a - hélice, bien en forma de hélice desordenada. Además de los entrecruzamientos provocados
por las uniones entre los restos de cisterna de la proteína de trigo, hay un número de restos de
cisteína en estado reducido (Cauvain y Young, 2002).
Figura 10: Representación del intercambio disulfuro- sulfidrilo (Cauvain y Young 2002).
La relación entre grupos - S- H y enlace -s-s- es aproximadamente de 1 :20. Las
reacciones que ocurren entre -S-S- y -S-H y durante el amasado y la fermentación en
masa o durante el desarrollo mecánico de la masa son complicadas y variadas (Cauvain y
Y oung 2002).
En este momento sólo vamos a considerar el cambio más importante de entre los que se
32

producen en la masa. Se trata de la reducción de las tensiones sufridas por la red de gluten que,
por regla general, se atribuye a intercambios disulfuro-sulfhidrilo. Este intercambio queda
ilustrado en la Figura 10. Se produce, en cierto grado, durante el amasado convencional (de
b<;Üa velocidad) y con mucha mayor celeridad durante el desarrollo mecánico de la masa o en
la amasadora en espiral. Si se incluye un agente oxidante en el sistema, el proceso se complica
de forma considerable. En este caso es posible oxidar el grupo -s-H, bien para formar
nuevas uniones cruzadas entre cadenas proteicas o bien generando S03H, que ya no puede
participar en el intercambio disulfuro-sulfhidrilo (Cauvain y Young 2002).
8.1. Ácido ascórbico Menciona que la vitamina C (ácido ascórbico), es una substancia oxidante que mejora la masa,
ya que refuerza las propiedades mecánicas del gluten, aumenta la capacidad de retención del
gas carbónico dando como resultado un pan con mayor volumen y una miga más uniforme.
Hoy en día el principal agente oxidante que se usa en el mundo es precisamente el ácido
ascórbico, tipificado como E-300 e introducido en 1935 por Jorgensen, vistas las acciones
positivas sobre las masas de harina. La dosis máxima autorizada es de 20 g por cada 100 kg de
harina. El ácido ascórbico es en realidad un agente antioxidante, pero que durante el amasado
incorpora oxígeno transformándose en ácido dehidroascórbico, que a su vez durante la
prefermentación y fermentación se transforma en ácido ascórbico más oxígeno, actuando así
como oxidante (Barriga 2003).
Ácido ascórbico 02 (funcion oxidante durante la prefermentación y fermentación
Figura 11: Función oxidante del ácido ascórbico (Barriga 2003).
Que en la práctica, este compuesto va a ser pronto el único agente oxidante permitido
disponible en la industria panadera en toda la Unión Europea. En éstos momentos, la cantidad
permitida en el Reino Unido está limitada a 200 ppm en términos de peso de la harina, aunque
es posible que, una vez se armonicen las normas de la Unión Europea, esta cantidad aumente
hasta la QS como está establecido para otros productos alimenticios (Cauvain y Y oung
2002).
33

CH20H 1
H -C-H
o
o
Figura 12: Estructura del ácido ascórbico (Blanco y Alvarado 2006).
Es el sustitutivo de los antiguos oxidantes como los bromatos y básicamente está presente en
todos los mejorantes panarios, incluso se utiliza en harinas preparadas (Calaveras 2004).
Su función principal es reforzar las cadenas de gluten, actuando como oxidante de las
proteínas de la harina ayudando así a interrelacionarse entre sí. Otras funciones son que evita
la pérdida de C02, facilita la absorción de agua y permite reducir tiempos de reposo en la
harina que normalmente son de 15 días para obtener un estado de madurez correcto en las
mismas. Con todo ello, obtenemos más volumen en las masas y panes menos planos dando
formas redondeadas. Pero no todo es positivo ya que la utilización de dosis elevadas de este
principio activo, produce masas tenaces y pérdidas importantes del sabor característico del
pan. En la fabricación de harinas se recomienda de 2 a 1 O g x 100 kg de harina, en porcentajes
indica el 0,01 %que es 100 ppm por kg de harina porque si se agrega más cantidad, el gluten
de la harina se convierte en una red proteica muy rígida, y obtendríamos efectos contrarios a
los buscados. Por tanto, la cantidad a adicionar está condicionada por la cantidad del gluten
(Calaveras 2004 ).
Durante el amasado y en presencia de oxígeno, el ácido ascórbico agregado es oxidado y se
transforma en ácido deshidroascórbico debido a la acción de la enzima oxidasa. Esto provoca
la oxidación del gluten, es decir de la proteína de la harina, aumentando la cantidad de gluten
formado y, al mismo tiempo, el blanqueado de la masa (Calaveras 2004).
8.2. Ascorbato de calcio
Aditivo antioxidante, sal formada por el ácido ascórbico actuando como anión ascorbato y el
metal calcio como catión, con nombres químicos. Dihidrato de ascorbato de calcio; Sal de
34

calcio del dihidrato de 2,3-didehidro-1-treo-Hexona- 1,4 lactona. JECCFA: ultima evaluación
1981, IDA no asignada (Blanco y Alvarado 2006).
8.3. Ortofosfato monocálcico
Básicamente su poder de oxidación es más bajo que el ácido Ascórbico y no es tan utilizado.
Su dosis recomendada es de 250 g x 100 kg de harina. No obstante su aparición en muchos
mejorantes es debido al aumento de volumen que produce en los panes aguantando su
gasificación en fermentaciones largas (Calaveras 2004).
8.4. Fosfato monocálcico
Es un principio activo que se incluye en los mejorantes para paliar los efectos de la
degradación proteolítica en harinas. Este es un fenómeno muy importante que principalmente
viene provocado por el garrapatillo o Aelia eurigaster aunque existen otros motivos más por lo
que nuestras harinas tienen degradación proteolítica. En la panificación dos son las funciones
más importantes. Inhibir el efecto de las proteosas sobre el gluten e incrementar ligeramente la
fuerza de las harinas (Calaveras 2004).
8.5. L-cisteína
Es un aminoácido que debido a su grupo -8-H puede actuar como un agente reductor
directamente sobre las uniones de puentes disulfuro de la estructura del gluten en la masa. Por
regla general se utiliza en su forma hidroclorada (Cauvain y Y oung 2002).
Los agentes reductores se utilizan en algunas ocasiones para modificar el comportamiento de
las harinas con un contenido proteico elevado o cuando la reología de las masas no es la
apropiada para el tipo de panificación a realizar. En Norteamérica, el tratamiento de harinas
fuertes, de las que se dice que son «muy fuertes», con un agente reductor es relativamente
normal. En tales casos, la adición del agente reductor puede utilizarse con el fin de mejorar el
comportamiento de la masa durante el moldeo (Cauvain y Y oung 2002).
8.6. Persulfato potásico
Trabaja como antioxidante y mejorador de la harina de trigo cristales blanco solubles en agua
y en alcohol usados para modificar la harina hasta madurarla o envejecerla. Fórmula K2(S04)2
(Blanco y Alvarado (2006).
35

8.7. Persulfato amónico
Aditivo que trabaja como antioxidante y mejorador de la harina de trigo. Polvo blanco de
micro cristales sin olor ni sabor. Fórmula (NH4)2(S04)2. Ambos persulfatos dentro del pan se
convierten en bisulfatos y en sulfatos. Al comer el pan son ligeramente absorbidos. Evaluados
por JECF A por última vez en 1965 sin asignarles IDA (Blanco y Alvarado 2006).
8.8. Bromato potásíco
Es necesario recordar que las levaduras son microorganismos cuyas enzimas logran degradar
la glucosa del almidón por glicolisis hasta liberar C02 que aumenta la masa a más del doble de
su tamaño inicial. Bromato KBr03 son granos o cristales blancos de la sal potásica del ácido
brómico, que al degradarse en el horneado libera su propio oxigeno, por ello no deberá '
emplearse más de 7 ppm (Blanco y Alvarado 2006).
Este aditivo es utilizado en panadería desde 1914, para elevar la masa logrando panes más
grandes y más blancos, pero con menor peso, porque el tamaño se logra con la formación de
burbujas de gas que levantan la masa, efecto que tradicionalmente se logra con la levadura,
gracias a sus enzimas que degradan la glucosa del almidón de la harina hasta producir co2 o
anhídrido carbónico. Un exceso de bromato se puede reconocer por la cubierta más dorada, la
miga muy esponjosa, y al aplastarlo con la mano el pan propiamente se deshace, se desmorona
la cubierta. Forma y peso del pan lo otorgaban el oxígeno liberado en el horneado (Blanco y
Alvarado, 2006). En el año 1992 la OMS y la FAO alertaron que más de 7 ppm pueden irritar
los intestinos, causar diarrea y vómitos (Blanco y Alvarado 2006).
8.9. Agentes oxidantes en USA.
La lista de agentes oxidantes permitidos Estados Unidos es, de alguna manera, más larga que
la de la Unión Europea. En el momento de escribir este libro la utilización del bromato de
potasio todavía está permitida, aunque muchos fabricantes de pan han dejado de usarlo
(Cauvain y Y oung 2002).
A diferencia de lo que sucede en Europa, los fabricantes de América del Norte no suelen
utilizar ácido ascórbico ni sales de yodo, como el iodato potásico, mientras que todavía se usa
. la azodicarbonamida. El oxigeno disponible no es un factor limitante de la acción de esta
última sustancia. La azodicarbonamida resulta apropiada para la metodología de esponja y
masa, habitual en Norteamérica (Cauvain y Y oung 2002).
36
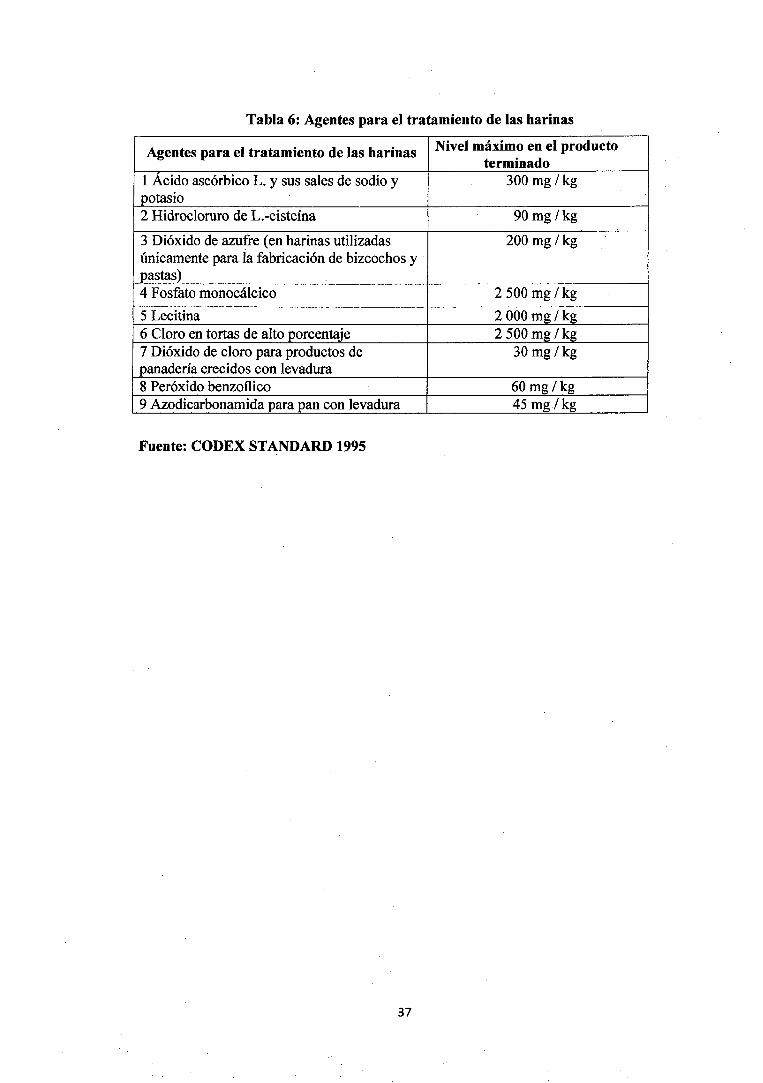
Tabla 6: Agentes para el tratamiento de las harinas
Agentes para el tratamiento de las harinas Nivel máximo en el producto terminado
1 Acido ascórbico L. y sus sales de sodio y 300 mg /kg potasio 2 Hidrocloruro de L.-cisteína 90 mg /kg
3 Dióxido de azufre (en harinas utilizadas 200 mg/kg únicamente para la fabricación de bizcochos y pastas) 4 Fosfato monocálcico 2 500 mg /kg
5 Lecitina 2 000 mg/kg 6 Cloro en tortas de alto porcentaje 2 500 mg /kg 7 Dióxido de cloro para productos de 30 mg/kg panadería crecidos con levadura 8 Peróxido benzoílico 60 mg/kg 9 Azodicarbonamida para pan con levadura 45 mg /kg
Fuente: CODEX STANDARD 1995
37

CAPÍTULO IX
9.-COADYUV ANTES DE LA FERMENTACIÓN
9.1. Enzimas
Las a-amilasas son utilizadas como agente antienvejecimiento porque ellas reducen el
endurecimiento de la miga de una forma tal que también se reduce la migración de agua. Las
enzimas rompen una porción del almidón durante el proceso y el horneo, de modo tal que la
firmeza de la miga es menor durante el almacenamiento del pan ya que el almidón no se
retrograda tan fácilmente. La estabilidad de la temperatura y modo de acción de las enzimas
son importantes para que una cantidad suficiente de almidón ramificado sea roto para inhibir
el envejecimiento o retrogradación del almidón, pero cuando la enzima esta en exceso la miga
se hace gomosa y se dificulta el rebanado) (Lallemand Baking Update 1996)
Son coadyuvantes de fermentación cuando hablamos de las enzimas como catalizadores
biológicos que ayudan a acelerar diversas reacciones químicas. Normalmente al hablar de este
apartado, nos referimos a las amilasas fúngicas y las proteasas, pero no debemos olvidar que
en este grupo se encuentran también las pentosanasas y los gluco-oxidasas. Quizá al ser
productos naturales y con un gran campo de aplicaciones, las enzimas tienen bien merecido el
hueco tan importante en la panificación y quizá sean éstas, la base fundamental en el futuro de
los mejorantes, ya que son cada vez más los estudios desarrollados sobre ellas (Calaveras
2004).
Las enzimas que están presentes en las harinas o en la malta (amilasas) escinden el almidón en
maltosa o dextrosa, los cuales a su vez junto con la sacarosa, son transformados por las
enzimas presentes en las células de la levadura en glucosa y fructosa que por la acción de otra
enzima (zimasa) se transforman en anhídrido carbónico y alcohol. Entre los compuestos
volátiles están los aldehídos y ácidos volátiles como ácido acético y en pequeñísimas
cantidades ácido fórmico (Quaglia 1991).
9.2. Coadyuvantes en el procesamiento de panificación y pastelería
9.2.1. a-amilasas
Enzima presente en las capas externas del germen de trigo, estando en mayor cantidad si es
trigo germinado. Actúa sobre las uniones de enlace de la cadena de almidón, liberando
38

productos de menos número de carbonos como las dextrinas. Por acción del calor del horneado
desde los 75 a 80 oc se inactiva (Blanco y Alvarado 2006).
Las a-amilasas son una serie de enzimas que catalizan, todas ellas, la misma reacción básica,
la escisión de las moléculas hidratadas de almidón, es decir, de la amilosa, la amilopectina no
ramificada y los polímeros de cadena larga y ramificados de maltosa, generándose moléculas
de cadena corta no ramificadas conocidas como dextrinas. Realizan en combinación con la Pamilasa, una enzima que ataca las partes extremas de las cadenas de amilosa y amilopectina,
liberando moléculas de maltosa, consiguiendo, si se les da suficiente tiempo y las mantenemos
en unas condiciones adecuadas, convertir prácticamente todo el almidón en maltosa Figura 13.
Cada vez que la a-amilasa rompe una cadena de almidón, se crean dos lugares sobre los que
puede actuar la (3-amilasa. Por tanto, la cantidad de a-amilasa es la que determina la velocidad
de reacción de las enzimas en el sistema (Cauvain y Y oung 2002).
A m llosa Amilopettina
~-Amilasa a-Amilasa ~-Amilasa
0-0 Maltosa
Figura 13: Representación de las actividades de la a- amilasa y la P- amilasa sobre el
almidón (Cauvain y Young 2002).
Las amilasas presentes en la harina al inicio del amasado comienzan su actividad en el
momento en que se añade el agua. El almidón roto durante la molturación del grano de trigo es
más rápidamente hidratado, y por tanto, más fácilmente atacable por las enzimas. Estas,
trabajan en acción combinada: la alfa amilasa va cortando las cadenas lineales en fracciones de
menor longitud, llamadas dextrinas, mientras que la beta amilasa va cortando las cadenas en
moléculas de maltosa, formada por dos unidades de glucosa. El contenido ,en dextrinas parece
tener un efecto importante en la capacidad de retención de agua y en la consistencia de la
masa; si la harina procede de trigo germinado se produce una excesiva dextrinación y las
masas resultan blandas y pegajosas (Tejero 20 12).
39

Como el contenido en beta amilasa del trigo es generalmente suficiente para la actividad
requerida en la fermentación, sólo se controla el contenido de alfa amilasa de las harinas antes
de su utilización (Tejero 2012).
Actividad (%)
50
Amilasa cereai ..
~·· Amilasa bacteriana
o 60 70 eo 90
Temperatura (°C)
Figura 14: Curvas generales de temperatura- actividad de a-amilasas
de diferente procedencia (Cauvain y Young 2002).
Dependiendo del tamafio de las elaboraciones así como de la temperatura del horno, después
de unos 1 O minutos aproximadamente, las enzimas de la levadura se desactivan y la célula
muere. A medida que aumenta la temperatura de la masa en el horno (250 °C), comienza a
producirse la gelatinización con lo cual, el almidón se hincha y forma un gel más o menos
rígido, en función de la cantidad de alfa-amilasas presentes, y de su origen. De éstos dos
factores dependerá el tiempo durante el que se sigue produciendo dextrinización en la masa, en
la miga en formación. No obstante, una acción excesivamente prolongada aumenta el volumen
del pan con riesgo de derrumbamiento de su estructura, y el resultado de una miga pegajosa,
por el contrario, una rápida estabilización de la miga dará un volumen escaso (Cauvain y
Young 2002).
9.3.1.1. Amilasa de origen fúngica
Se producen por fermentación de una cepa del hongo Aspergi/lus niger, y es la más utilizada
en la fabricación del pan, como alternativa a la harina de malta. Ello es debido al hecho, entre
otros, de que la alfa-amilasa fúngica tiene una mayor tolerancia a la sobredosificación que la
de origen cereal, lo que se basa en su desactivación durante la primera fase de la cocción (60-
65° C), por lo que no existe el riesgo de que se produzca exceso de dextrinas, lo cual
produciría migas pegajosas (Tejero 2012).
40

El motivo por el que la utilización de a-amilasa de origen cereal representa un riesgo mayor
que el empleo de la fúngica es evidente si se comparan las curvas de inactivación de ambas
enzimas Figura 14. Si se tiene en cuenta el hecho adicional de que la actividad de la levadura y
la de la 13-amilasa cesa por encima de los 55 oc es evidente que la amilasa cereal continuará
generando dextrinas durante más tiempo que lo haría la fúngica en un pan que se está
horneando, de tal manera que la cantidad de dextrina en ese pan será más elevada (Cauvain y
Y oung 2002).
9.3.1.2. a -amilasa cereal (harina de malta)
Estas amilasas se inactivan a 75 oc por lo que en una harina con elevada actividad enzimática
o en el caso de una sobredosificación, esta mayor estabilidad al calor puede ocasionar los
mismos problemas que las harinas procedentes de trigo germinado (Tejero 2012).
En algunas circunstancias, la harina diastásica de malta ofrece a la industria panadera ciertas
ventajas y oportunidades; por ejemplo, en la manufactura de productos crujientes no rebanados
en los que se desea lograr un volumen específico con un crecimiento enérgico en el horno. La
corteza debería tener buen color y ser crujiente, pero no correosa. Para conseguir esto es
fundamental la utilización de la técnica correcta, pero puede facilitarse su consecución
mediante la adición de la cantidad apropiada de harina diastásica de malta (Cauvain y Y oung
2002).
9.3.1.3. a -amilasa bacteriana
La alfa-amilasa bacteriana se produce a partir de la bacteria Bacillus subtilis, y es muy
resistente al calor por lo que a temperaturas de 70 a 90° C alcanza su máxima velocidad de
reacción. El efecto secundario típico de la amilasa bacteriana es una disminución de la
viscosidad del engrudo del almidón (Tejero 2012).
Es notable la termoestabilidad de las a-amilasas de origen bacteriano. De hecho retienen algo
de actividad después de todo el proceso de horneado y, por tanto, continúan liberando
dextrinas durante todo el ciclo del horneado e, incluso, durante la posterior refrigeración. En
términos prácticos, la gran ventaja que supone la utilización de estas enzimas en comparación
con otros ablandadores de la miga, como los monoglicéridos destilados, es que consiguen
alargar más la vida útil al lograr mantener el pan blando un tiempo más prolongado.
Comparados con los monoglicéridos son igual de eficaces en los 3 primeros días y prolongan más
41

la vida útil del pan tras su horneado, alargándola durante 3-6 días más. Otra ventaja destacable es
que el ablandamiento que logran no se acompañ.a ni por debilitamiento ni por sequedad de la miga
(Cauvain Young 2002).
9.4. P-amilasa
Enzima que compaña al almidón del endospermo del trigo degradándolo si se ha dañado en la
molturación, transformando al almidón en maltosa, jarabes de glucosa o fructosa, empleados
en bebidas refrescantes, conservas de frutas, repostería, en lugar del azúcar de caña ·o de
remolacha. Antes se obtenían los jarabes por hidrólisis del almidón con un ácido, hoy se hace
por hidrólisis enzimática, obteniendo mejores jarabes de glucosa a un costo menor (Blanco y
Alvarado 2006).
9.5. Hemicelulasas
Cuando se añaden las enzimas, ofrecidas comercialmente como hemicelulasas, a las masas se
modifican los pentosanos del trigo. Puede demostrarse claramente que varios de estos sistemas
enzimáticos (utilizados en una concentración adecuada) tienen un efecto beneficioso notable
en muchos tipos de productos de panadería. Cuando se utilizan en las masas, el manejo de
éstas resulta más fácil y son más extensibles sin que esto redunde en la pérdida de resistencia
ni en un incremento de su pegajosidad. Incluso puede observarse un modésto aumento de la
capacidad de absorción de agua. El producto terminado presenta un mayor volumen junto a
una estructura alveolar más fina. Esta estructura fina del alveolo provoca sucesivamente un
mejor color de la miga y una mejora de su suavidad y elasticidad (Cauvain y Y oung 2002).
9.6. Pentosanasas
Estas enzimas desdoblan las pentosanas que son unos polisacáridos distintos al almidón. Esta
reacción de hidrólisis aumenta la absorción de agua en la masa, aumentando la tenacidad y
disminuyendo ligeramente la extensibilidad. Los preparados enzimáticos de pentosanasas se
añaden con el propósito de :frenar el envejecimiento rápido del pan. Se ha podido observar que
retardan la velocidad de retrogradación del almidón. Al mismo tiempo, dichas enzimas
retienen agua durante la cocción y posteriormente esta agua puede ser suministrada
gradualmente al almidón, lo que permite mantener más tiempo el pan tierno (Tejero 2012).
Los pentosanos, polisacáridos distintos del almidón, son un componente minoritario de la
harina de trigo donde se encuentran a un nivel de 2-3 %. Aproximadamente mitad solubles y
42

mitad insolubles en agua. La presencia de los pentosanos reduce la tendencia de los
componentes del almidón a la recristalización, porque son extremadamente hidrofilicos y
absorben unas seis veces su peso en agua (Cauvain y Y oung 2002).
9.7. Proteinasas
La función es facilitar el amasado dando extensibilidad a la masa y facilitando el desarrollo del
pan en el horno. Altera el greñado dando una greña nítida y facilita el color dorado tan
buscado en algunos panes. La aplicación de proteasas en los mejorantes normalmente no se
realiza, debido a que en nuestras harinas se tiene una elevada concentración por propia
naturaleza, pero ésto no impide que en diversos casos se añadan como también sucede en la
fabricación de harinas. Su función es dar extensibilidad a las masas y su aplicación práctica en
fábrica de harina oscila entre 4 a 15 g x 100 kg de harina (Calaveras 2004).
Este grupo de enzimas ataca directamente las cadenas proteicas·. Al hacerlo, debilitan de
forma paulatina e irreversible la red de gluten. Por consiguiente, la industria panadera
británica ha mirado de forma recelosa a estas enzimas. Sin embargo, se utilizan de forma
regular en Norteamérica para contrarrestar los efectos de las «harinas muy fuertes». El gluten
«extra fuerte» no suele ser un problema en las industrias europeas. Es necesario añadir las
proteinasas en cantidades elevadas en el procesado de las masas de tiempo nulo para
conseguir efectos perceptibles. En ciertas ocasiones, estas enzimas pueden ser apropiadas en
la producción de productos de desayuno hojaldrados si se añaden junto a la L-cisteína
(Cauvain y Young 2002).
Que para darse alguna idea de las cantidades en juego citamos los niveles siguientes que se
recomiendan para añadir a la masa de tres proteinasas en polvo (Manley 1989).
Tabla 7: Porcentajes de enzima proteolítica
Producto comercial Porcentaje
Proteinasa 18 ABM Chemicals Ltd 0,056-0,28 1 100 u. hari.
Neutrasa 1.55 Novo Enzyme Products Ltd 0,005-0,015 1 100 u. hari.
H.T Proteolytic 200 Miles Kali-Cheme GmbH 0,08-0,161 100 u. hari.
Fuente: Manley 1989
La fabricación de galletas y barquillos se utilizan proteasas bacterianas. En éstos casos su
efecto se traduce en un debilitamiento del gluten, lo que favorece el laminado de la masa y su
43

expansión sin deformación durante la cocción. La degradación del gluten ayuda a la
obtención de galletas más crujientes. En la fabricación de barquillos la viscosidad o fluidez de
la masa aumenta con la adicción de proteasas bacterianas, que ayudan a la evaporación del
agua, lo que repercute en una mayor productividad y una menor fragilidad (Tejero 2012).
9.8. Lipoxigenasas
Blanqueador de harina y mejorados en el amasado. Se obtiene por métodos convencionales de
separación de proteínas de la soya y de otras leguminosas que la poseen en apreciable
cantidad (Blanco y Alvarado 2006).
La harina de soya activa es el principal portador del enzima lipoxigenasa. En la fabricación de
pan de molde y pan de hamburguesas y, en general, en aquellos panes que se desee potenciar
la blancura de la miga está recomendado el uso de entre 5 y 1 O g 1 kg de harina de soya activa.
El efecto de la lipoxigenasa sobre el ácido linoleico, es la formación de hidroxiperóxidos, que
producen una oxidación acoplada de sustancias lipófilas, como los pigmentos carotenoides.
Esta oxidación ocurre durante la etapa de amasado y da lugar a una miga más blanca y
brillante, al mismo tiempo que aumenta el volumen del pan y que su sabor es más insípido. Se
puede conseguir también este efecto oxidante con una dosificación alta de ácido ascórbico
pero resultaría una masa tenaz dificil de mecanizar. Con la adicción de harina de soya activa
se puede potenciar el efecto oxidante sin modificar el equilibrio de la harina (Tejero 2012).
Tabla 8: Enzimas utilizadas en panificación
Enzimas Nivel máximo en el producto terminado
1 Amilasa fúngica de Aspergillus niger BPF
2 Amilasa fúngica de Aspergillus oryzae BPF
3 Enzima proteo lítica de Bacillus subtilis BPF
4 Enzima proteo lítica de Aspergillus oryzae BPF
Fuente: CODEX STANDARD 1995
44

Tabla 9: Grupos de enzimas
Componentes de Tipo de enzima Reacciones Mejora harina catalizadoras Almidón Amilasas de la harina Desintegración del Características de la
de malta almidón en: masa: Amilasa fúngica Azucares Volumen Amilasa bacteriana Dextrinas Porosidad
Color de la corteza Amiloglucosidasa Aroma Conservación
Superficie cmiiente Otros Celulasas Desintegración de la Características de la polisacáridos celulosa masa:
Apertura de las Volumen estructuras Elasticidad de la miga
Hemicelulasas Desintegración de Volumen hemicelulosas Conservación Estabilidad de fermentación
Pentosanasas Desintegración de Normalización de las pentosanas harinas
Proteínas Proteasas Aflojan la estructura Características de la Proteasas fúngicas del gluten masa:
Ablandamiento de la estructura del gluten
Proteasas bacterianas Acortan las cadenas Calidad de la bollería y proteicas hasta la pastelería eliminación del gluten
Lípidos Lipoxigenasas Oxidación de Blanqueado de la miga (mediante harina de Carotenoides. Mejora del gluten soya sin desgrasar y sin Formación de tostar) peróxidos
Fuente: Tejero 2012
45

Tabla 10: Enzimas sugeridas para la mejora del pan y de la harina (no exclusivas)
Enzima Efecto pretendido a-amilasa, fungal Suministro de energíapara la levadura a -amilasa, bacteriana Licuefacción a -amilasa, estable al calor intermedio Antiendurecimiento Amiloglucosidasa (glucoamilasa) Suministro de energía, color, sabor Enzima ramificada (glucotransferasa) Retención de agua Celulasa Retención de agua Furanosidasa, arabinofuranosidasa Estructura de la masa, retención de agua Esterasa de ácido ferúlico y cumárico Estructura de la masa, retención de agua Glutatión oxidasa Refuerzo de las proteínas Glicolipasa, galactolipasa Estabilidad de la masa y rendimiento de
volumen B-glucanasa Estructura, licuefacción Glucosa oxidasa, galactosa oxidasa, hexosa Refuerzo de las proteínas oxidasa Hemicelulasa, xilanasa, pentosanasa Estructura de la masa, retención de agua,
rendimiento de volumen Laccasa, polifenol oxidasa Reforzamiento Reforzamiento de la masa de la masa Lipasa Sabor, emulsificación in-situ, estabilidad
de la masa y rendimiento de volumen Lipoxigenasa, lipoxidasa Estructura de la masa, Exopeptidasa Color, sabor Peroxidasa Reforzamiento de las proteínas Fosfolipasa Estructura porosa y rendimiento de
volumen Proteasa, proteinasa Relajación de las proteínas, licuefacción Pululanasa Estructura, retención de agua Sulfidril oxidasa Reforzamiento de las proteínas Sulfidril transferasa Reforzamiento de las proteínas Transglutaminasa Reticulación de las proteínas,
estabilización del gluten
Fuente: Popper 2010
46

CAPÍTULO X
10.-CONSERV ANTES
Indica que los conservantes permitidos en la elaboración de pan y otros productos de
panadería en el Reino Unido se recogen en The Miscellaneous Food Adcíitives Regulations de
1995. Los conservantes se utilizan con el objeto de que inhiban el desarrollo de mohos y
bacterias termófilas. De los tres grupos de conservantes listados, el ácido sórbico y sus sales
son de escaso valor para la elaboración de pan y otros productos fermentados por levaduras,
porque sus efectos inhibitorios sobre los microorganismos no compensan sus efectos pe¡ju
diciales sobre las características de la masa. Las cantidades necesarias de estas sustancias para
que se· incrementara de forma significativa la vida útil del producto son tales que provocarían
una masa pegajosa, cuyo procesado presentaría serias dificultades. Los productos resultantes
se caracterizarían por un escaso volumen y una estructura de alveolos abierta y basta. Si el
consumidor está preparado para aceptar la presencia de un conservante en el producto, los
propionatos son los más eficaces en impedir el crecimiento de mohos. El compuesto de
elección, dentro de este grupo, es el propionato cálcico (Cauvain y Young 2002).
Debería tenerse en cuenta que los conservadores sólo pueden impedir, nada más, la alteración
microbiana; en otras palabras, no destruyen a los microorganismos. La base fundamental de la
elaboración de productos de panadería con una adecuada vida útil es disponer de una industria
bien diseñada, limpia y eficazmente dirigida, con un sistema de normas higiénicas
correctamente ejecutado y controlado de forma minuciosa (Calaveras 2004).
Las concentraciones límites permitidas en las diferentes clases de productos de panadería son,
en la actualidad, menores que las que se permitían previamente en las normas del Reino
Unido. No obstante son menos restrictivas de lo que aparentan a primera vista. Se refieren a
acidez libre y se basan en el peso total del producto tras el horneado y durante este proceso se
producen considerables pérdidas de ácido propiónico. En la práctica, las cantidades máximas
de propionato cálcico que suelen utilizarse en la actualidad en el Reino Unido son unas 3.000
ppm o en porcentajes 0,3 %en peso de harina, cantidad que debería ser suficiente para lograr
una protección adecuada y mantenerse dentro de las normas en cualquier tipo de producto de
panadería. Con estas concentraciones de conservante se consigUe mantener el producto libre
de mohos durante un tiempo, prolongándose la vida útil en 2-3 días (Cauvain y Young 2002).
47

Tabla 11: Conservadores y su utilización
Categoría de producto cantidad máxima permitida (ppm del producto terminado)
Todos los panes y productos de repostería
Preenvasados en rebanadas y panes de centeno
Panes precocinados, Preenvasados y con amasado de baja intensidad
Productos de repostería preenvasados con una aw. > 0,65
Panecillos y panes de pita pre envasados
Fuente: Cauvain y Young 2002
Acido acético (E260) Acetato potásico (E261) Diacetato sódico (E262)
Ácido acético (E260) Acetato potásico (E261) Diacetato sódico (E262) Ácido sórbico (E200) Sorbato potásico (E202) Sorbato cálcico (E203) Ácido propiónico (E280) Propionato sódico (E281) Propionato cálcico (E282) Propionato potásico (E283)
Ácido acético (E260) Acetato potásico ( E261) Diacetato sódico (E262) Ácido propiónico (E280) Propionato sódico (E281) Propionato cálcico (E282) Propionato potásico (E283)
Ácido acético (E260) Acetato potásico (E261) Diacetato sódico (E262) Ácido sórbico (E200) Sorbato potásico (E202) Sorbato cálcico (E203) Ácido propiónico ( E280) Propionato sódico ( E281) Propionato cálcico (E282) Propionato potásico (E283)
Ácido acético (E260) Acetato potásico (E261) Diacetato sódico (E262) Ácido propiónico (E280) Propionato sódico (E281) Propianato cálcico (E282) Propianato potásico (E283)
48
...,
:>- QS
~ 2000 ppm = 0,2 %
3000 ppm = 0,3 % >-
} QS
} 2000 ppm ~ 0,2 %
>- QS
2000 ppm = 0,2 %
--'
} 3000 ppm ~ 0,3 %
>- QS
>- 2000 ppm = 0,2 %

10.1. Ácido sórbico
Se recomienda en dosis de 2 g x kg aislados o en conjunto con sorbato sódico, potásico y
cálcico. Es un polvo cristalino blanco, casi sin olor y poco soluble en agua, de sabor
débilmente ácido que responde a la nomenclatura: CH3 - CH = CH - CH = CH - COOH. Se
caracteriza por ser inocuo para personas y animales, por ser muy activo contra Númerosos
microorganismos y sin alterar olor y sabor del pan. Debe mantenerse en lugares secos y
protegerse de la luz. Su aplicación es directa contra los hongos y enmohecimientos del pan,
conservando en buen estado el producto incluso con elevadas márgenes de pH. Ahora bien, su
utilización en exceso puede dificultar la fermentación panaria ya que inhibe las levaduras
(Calaveras 2004).
10.2. Sorbato potásico
Es un polvo blanco prácticamente inodoro que se diferencia del anterior por su fácil
solubilidad en el agua. Su eficacia es similar al ácido sórbico ya que es liberado como
componente conservante al incorporarlo con la masa (Calaveras 2004).
10.3. Sorbato cálcico
Es un polvo blanco similar al talco. Su solubilidad es muy limitada en agua. Es el menos
utilizado en panificación, pero cuando se buscan resultados duraderos de aplicación rápida,
éste tiene un efecto importante sobre las superficies de los alimentos (Calaveras 2004).
10.4. Ácido propiónico
Este ácido propionico o propanoico es un ácido orgánico de 3 C, estructuralmente derivado del
hidrocarburo propano con su primer C primario oxidado hasta carboxilo COOH. Aditivo
fungicida, preservante y aromático. También tienen acción preservante sus sales de calcio,
potasio y sodio. Químicamente, el ácido propanoico, posee estructura química muy sencilla y
su uso no presenta problemas. Desde hace más de 60 años es empleado al igual que sus sales
de mejor olor y más baratas como aromatizantes y conservantes eficientes en panadería
contra mohos, levaduras y bacterias. JECFA: última evaluación 1997, IDA: no especificada
(Blanco y Alvarado 2006).
10.5. Propionato de sodio
Este aditivo conservante inhibidor de mohos y hongos filamentosos. Sinónimo propanoato de
sodio. JECF A: última evaluación 1973, IDA: no especificada son sales de sodio y de calcio del
49

ácido propionico con forma muy fma y de color blanco. Su eficacia está en relación al pH
siendo 5,0 pH su actividad más óptima para la eliminación de mohos. Se caracteriza porque
tiene muy poco efecto sobre las levaduras en dosis normales. Su dosis reéomendada es de 3 g
x kg aislados o en conjunto (Blanco y Alvarado 2006).
1 0.6. Propionato de calcio
Aditivo conservante inhibidor de mohos y hongos filamentosos. Sinónimo propanoato de
calcio. Son sales de sodio y de calcio del ácido propiónico con forma muy fma y de color
blanco. Su eficacia esta en relación al pH siendo 5.0 su actividad más óptima para la
eliminación de mohos. Se caracteriza por que tiene muy poco efecto sobre las levaduras en
dosis normales. Su dosis recomendada es de 3 g x kg aislados o en conjunto (Calaveras 2004).
10.7. Propionato de potasio
Aditivo conservante inhibidor de mohos y hongos filamentosos. sinónimo propanoato de
potasio (Calaveras 2004).
so

CAPÍTULO XI
11.-GASIFICANTES o LEUDANTES
Los leudantes químicos se usan para proporcionar su textura a galletas, pasteles y otros
productos. Ellos producen gas de la reacción que se genera cuando el bióxido de carbono y un
ácido leudante son mezclados juntos y entran en contacto con el agua. El gas forma burbujas
que son atrapadas en el batido y luego se expanden durante el horneo para formar los hoyos
que son retenidos en el producto terminado (Lallemand Baking Update 1996).
Los agentes fermentadores son aquellas sustancias que directamente o indirectamente tienen
un efecto de dilatación y elevación o aumento de volumen en las masas destinadas para
producir productos horneados (fermentación). El principal agente fermentante es el dióxido de
carbono, pero también es importante la acción del vapor de agua, del aire que se incorpora
durante la preparación de la masa, que después se dilata durante la cocción en el horno. Hay
distintos tipos de leudantes: química, biológica, fisica, o debidos a la evaporación y dilatación
del agua emulsionada con grasas (Quaglia 1991).
En la fermentación biológica la fermentación se consigue por fermentación con levaduras
(fermentación natural). Para la fermentación de las masas panarias se emplean levaduras del
género Saccharomyces cerevisiae. Las levaduras al provocar la fermentación transforman los
azucares en alcohol y gas carbónico (Calvel1983).
Sustancias o combinación de sustancias que liberan gas aumentando con ello el volumen de la
masa. Provocan incorporación de C02 a la masa. Esencialmente son reguladores de la acidez,
a la vez que gasificantes. Los hay que cumplen funciones como texturizadores,
antiaglutinantes, agentes de retención de agua, secuestrantes, emulsionantes o agentes para el
tratamiento de harinas (Blanco y Alvarado 2006).
Cualquier alimento que ya contiene ácido en solución se combina con el bicarbonato, éste se
disuelve en el líquido frío y el ácido rápidamente libera el bióxido de carbono del bicarbonato.
Una sal del ácido se forma junto con el gas. Sin embargo, a menos que tanto el ácido como el
bicarbonato están en solución e ionizados, los dos no reaccionan. El polvo de hornear; que es
una mezcla de bicarbonato y ácido secos, aprovecha la ventaja. Es estable en un recipiente
cerrado debido a que ambos reactivos están secos. El primer polvo de hornear se vendió en
1853 en los Estados Unidos (Charley 1999).
51

11.1. Leudantes químicos o artificiales
11.1.1. Bicarbonato de sodio
Bicarbonato de sodio es la fuente más común de bióxido de carbono, es bajo en costo, de alta
pureza, fácil de manejar, y no deja sabor residual. La harina y los otros ingredientes son
ligeramente ácidos, de los de acción rápida son menos comunes modo que el bicarbonato
liberará algo de bióxido de carbón al ser agregado sólo, pero producirá más gas agregando más
ácidos (Lallemand Baking.Update 1996).
El bicarbonato de sodio, como una sal de base fuerte (hidróxido de sodio) y un ácido débil
(carbónico), es alcalino. Debido a ello, reacciona con los ácidos. En solución, los ácidos se
ionizan, liberando iones de hidrógeno (H+). El bicarbonato de sodio en solución también se
ioniza, liberando iones de sodio (Nd) y de bicarbonato (HC03). El ion de sodio positivo se une
con el ion negativo aportado por el ácido, para formar la sal sódica del ácido. El ion de
hidrógeno positivo del ácido se une con el ion, bicarbonato negativo para formar ácido
carbónico (H2C03) (Charley 2004).
11.1.2. Bicarbonato de potasio y bicarbonato de amonio
Son fuentes de bióxido que algunas veces son utilizadas en lugar de bicarbonato de sodio. El
bicarbonato de potasio puede ser usado para aplicaciones bajas en sodio. El bicarbonato de
amonio puede ser utilizado para productos de baja humedad como galletas (Lallemand Baking
Update, 1996).
El bicarbonato de amonio es otra fuente de bióxido de carbono. Además, éste produce
amoniaco y agua, los que pueden ser convertidos en vapor. El uso del bicarbonato de amonio
como fuente de gas esponjante se limita a los productos horneados de poca humedad, como las
galletas que no retienen el amoniaco (Charley 1999).
El bicarbonato amónico ("vol") C03H(NH4) es un agente esponjante, extraordinariamente útil
en galletería, se descompone completamente por el calor desprendiendo anhídrido carbónico,
amoniaco gaseoso y agua. El nombre "vol" por el que se le conoce comúnmente en Gran
Bretaña, viene de la sal volátil, a causa de su completa descomposición (Manley 1989).
52

11.1.3. Ácidos leudantes
Los ácidos leudantes son seleccionados en base a su reactividad que tan rápido reaccionan y a
que temperaturas. La reactividad depende mayormente de la solubilidad, que depende de la
composición química, tamaño de particular y tratamientos (Lallemand Baking Update 1996).
El pirofosfato ácido de sodio, Na2H2P201, es de acción lenta a muy lenta, ligero sabor ácido,
se utiliza comercialmente como un ácido leudante. Existen formas del ácido que se disuelven .
a diferentes temperaturas durante el horneado (Charley 1999).
11.2. Polvo de hornear
El polvo de hornear contiene baking, soda y uno o más ácidos leudantes y un relleno. Los
ácidos leudantes son segregados en fol11ia de polvo como sales que no reaccionan hasta que
son disueltos en agua. El relleno (almidón) estabiliza el producto manteniendo el bicarbonato
y el ácido separados y lo estandariza a la fuerza que se desea (Lallemand Baking Update
1996).
11.2.1. Polvos de acción simple
Los polvos de acción simple contienen un sólo ácido leudante, y puede ser de acción lenta o
rápida. Los de acción lenta son los más comunes y utilizan un ácido leudante de acción lenta
como el SALP (fosfato de sodio y aluminio) que reacciona muy poco antes de ser calentado
en el horno los de acción rápida son menos comunes pero usan ácidos de acción rápida como
crema tártara para producir gas a baja temperatura (Lallemand Baking Update 1996).
11.2.2. Polvos de doble acción
Los polvos de doble acción contienen una mezcla de ácidos de acción rápida como el MCP
(fosfato monocálcico) y uno de acción lenta como el SAPP (Pirofosfato ácido de sodio). Éstos
reaccionan parcialmente a bajas temperaturas y parcialmente a altas temperaturas para proveer
de un leudado uniforme a través de todo el proceso (Lallemand Baking Update 1996).
Los polvos de hornear de tartrato y fosfato se clasificaban como de acción rápida o única,
debido a que los ácidos involucrados se disolvían y una alta proporción del bióxido de carbono
se liberaba cuando el polvo de hornear se ponía en contacto con un líquido frío (Charley
1999).
53

11.3. Efectos sobre los productos horneados.
El sabor es influenciado por la selección del ácido leudímte y el radio entre el ácido y el
bicarbonato. El SAPP y GDL tienen un sabor ligeramente ácido, pero el sabor del SAPP puede
ser enmascarado al usar suficiente bicarbonato, y adicionando una fuente de iones calcio,
azúcar, sabores (Lallemand Baking Update 1996).
El tipo de polvo de hornear utilizado influye en el pH del batido o masa. Los batidos y masas
hechos con polvo de hornear de tartrato son más ácidos que aquellos hechos con polvo de
hornear de fosfato. Este último produce un batido más ácido que el del SAS-fosfato (Charley
1999).
El color de miga es influenciada por el pH del producto final. Un pH bajo nos ofrece una miga
blanca. Un pH alto tendrá una miga oscura debido al alto nivel de bicarbonato de sodio, ésto es
algo deseable en los productos con chocolate (Lallemand Baking Update 1996).
La textura es también influenciada por el ácido leudante. El calcio y el aluminio de los ácidos
leudantes permiten un buen desarrollo del gluten para volumen y textura mientras que los
sulfatos y fosfatos interfieren con el desarrollo del gluten y reducen la retención de gas. La
GDL también permite un buen desarrollo del gluten y proporciona una aceptable textura de la
miga en los productos que usan levadura (Lallemand Baking Update 1996).
Tabla 12: Principales aditivos gasificantes
Número sustancia otras funciones 341 Fosfatos de calcio Regulador de la acidez, agente
para el tratamiento de las harinas, texturizador, antiaglutinante, agente de retención del agua.
450,i,ii,iii Difosfatos di, tri y tetrasádico Emulsionante, estabilizador, 450 iv,v Di fosfatos di y tetrapotásico regulador de la acidez, 450 vi, vii Difosfatos dicálcico, diácido secuestrante, agente de
cálcico retención del agua. 450 viii Difosfato dimagnésico 452 Polifosfatos 500 i,ii,iii Carbonatos de sodio 503 i,ii Carbonatos amónicos Regulador de la acidez,
antiaglutinante 574 Acido glucónico 575 Glucono &-lactona Regulador de la acidez
Fuente: Blanco y Alvarado 2006
54

Tabla 13: Ingredientes químicos leudantes
LEUDANTESQUIMUCOS
NOMBRE DEL NOMBRE FUNCIONES CONSIDERACIONES INGREDIENTE COMÚN Bicarbonato de sodio Baking soda Fuente de COz Fuente más común de C02
para polvos de hornear Bicarbonato de potasio Fuente de C02 Usado en lugar de
bicarbonato para bajar sodio Bicarbonato de aluminio Fuente de C02 El sabor de amonia limita su
uso a productos de baja humedad
Acido tartárico Acido leudante Muy rápida acción Tartrato monopotásico Crema tártara Acido leudante Acción rápida Fosfato monocálcico MCP Acido leudante Acción rápida, usado en
polvo de hornear doble acción
Fosfato monocálcico AMCP Acido leudante Recubierto para una acción anhidro más lenta que MCP Pirofosfato ácido de sodio SAPP Acido leudante Acción de lenta a muy lenta,
ligero sabor ácido Fosfato de sodio y aluminio SALP Acido leudante. Acción lenta, usado en polvo
de hornear de simple acción Sulfato de aluminio y sodio SAS Acido leudante Acción mu~ lenta Dihldrato de fosfato dicalcico DCPD Acido leudante Acción muy lenta Glucono-delta-lactona GDL Acido leudante Acción lenta, sabor
ligeramente ácido Sulfato de calcio Relleno Inerte Carbonato de calcio Relleno Inerte Almidón de maíz Relleno Inerte
Fuente: Lallemand Baking Update 1996
55

CAPÍTULO XII
12.-ENVEJECIMIENTO DEL PAN
El pan es el alimento de consumo corriente más importante en el mundo occidental y está
considerado como un bien perecedero, siendo mejor cuando se consume fresco.
Desafortunadamente, el pan permanece "fresco" tan sólo durante unas pocas horas después de
sacarlo del horno. Durante el almacenamiento sufre diversos cambios que conducen a la
pérdida de su de su frescura organoléptica. Los factores que gobiernan la velocidad a la que el
pan pierde frescura durante su almacenamiento se dividen en dos grandes grupos: aquellos
debidos al ataque microbiano y los que son consecuencia de una serie de cambios químicos y
fisicos que dan lugar al endurecimiento progresivo de la miga, denominado vulgarmente
como "envejecimiento" (Cauvain y Y oung 2002).
Los procesos que provocan el envejecimiento realmente comienzan durante el enfriamiento,
incluso antes de que el almidón haya solidificado lo suficiente como para que la pieza de pan
se corte. El envejecimiento del pan está asociado principalmente al endurecimiento de la
miga. Durante el almacenamiento la miga generalmente se vuelve más dura, seca y
desmenuzable y la corteza se ablanda y se vuelve correosa. Con mucha frecuencia estos
cambios se atribuyen únicamente a que la miga se seca. Sin embargo el mecanismo del
endurecimiento de la miga durante el almacenamiento es algo más que una simple
redistribución de la humedad de la miga hacia la corteza. El proceso global del
envejecimiento está compuesto de dos subprocesos (Guy et al. 1983).
El término "envejecimiento" hace referencia a la disminución gradual de la aceptación del
consumidor debido a todos los cambios químicos y fisicos que tienen lugar en la corteza y en
la miga durante el almacenamiento, excluyendo la alteración microbiológica (Calvel 2001 ).
El resultado de estos cambios es un producto que el consumidor ya no considera "fresco". El
envejecimiento se detecta organolépticamente por los cambios que se producen en la textura
del pan así como en el sabor y aroma (Cauvain y Young 2002).
12.1. Deterioro microbiológico
La fuente más habitual de la alteración microbiológica del pan es el crecimiento de mohos.
Menos frecuente, pero responsable de problemas cuando el clima es cálido, es la alteración
bacteriana conocida como "encordamiento", "ahilamiento" o pan filante, debida al
56

crecimiento de especies de Bacillus. La menos frecuente de todos los tipos de alteración
microbiológica en el pan es la causada por ciertos tipos de levaduras (Cauvain y Y oung
2002).
12.1.2. Alteración por mohos
Los mohos más comunes en la alteración del pan son Penicilium spp, aunque Asperguillus
spp, puede tener mayor trascendencia en los países tropicales. En los panes de trigo se ha
observado un amplio rango de mohos alterantes incluyendo Penicillium, Asperguillus,
Cladosporium, Mucorales y Neurospora (Cauvain y Y oung 2002).
12.1.3. Alteración bacteriana
El ahilamiento o encordamiento es una alteración del pan y de otros productos de panadería
que tienen una humedad relativa de equilibrio (HRE) alta, esto es mayor del 90 %. Es causado
por una variante de Bacillus subtilis o Bacillus licheniformis. El organismo responsable,
Bacillus subtilis, se encuentra de forma natural en el suelo y por ello las bacterias causantes
del pan ahilado o filante pueden estar presentes en las partes externas de los granos y de los
vegetales. También puede estar presente en el aire y podría transportarse en el ambiente de la
panadería como un aerosol por medio del polvo. La fuente primaria de contaminación son los
ingredientes crudos que pudieran estar presentes en la superficie o el exterior de los equipos
(Cauvain y Y oung 2002).
Tabla 14: Características de los mohos del pan
Moho Color de Apariencia de la colonia Comentarios colonia
Penicillium spp azul/verde plana se extiende con bastante El tipo de moho más habitual en lentitud el_l)_an
AsperKUillus niger negro Pilosa. se extiende con cabezas Frecuente Asperguillus flavus verde oliva de esporas, a menudo Aspergillus candidus crema claramente visible Aspergillus glaucus verde claro Cladosporium spp. verde oliva Plana, se extiende lentamente Presente a menudo en las
oscuro paredes húmedas de las tahonas, se encuentra frecuentemente.
Neurosporasitophila rosa salmón Muy pilosa y de extensión Crecerá muy rápidamente en Rhizopus nigricans gris/negro rápida pan húmedo Mucorspp gris
Fuente: Cauvain y Young 2002
57

12.2. Deterioro físico
El ablandamiento de la corteza es consecuencia de la difusión de agua de la miga hacia la
corteza propiciada por un gradiente de concentración (la miga posee más agua que la corteza)
y por la absorción de humedad de la atmósfera. Por su parte el endurecimiento de la miga se
atribuye a la coexistencia de varios fenómenos como la retrogradación de la amilosa, la
recristalización de la amilopectina, la fonnación de enlace entre el gluten y almidón y
redistribución de agua en el pan. De estos fenómenos, la recristalizacion de la amilopectina es
considerada la principal causa del endurecimiento (Eliasson 1993).
Aunque la amilosa y la amilopectina están hechas de los mismos bloques de D-glucosa tienen
diferentes propiedades fisicas y químicas que afectan su comportamiento durant~ el horneo. La
amilosa se difunde rápidamente fuera del gránulo de almidón, cuando ellos se hidratan e
hinchan (gelatinizan) a 60°C se acompleja con emulsificantes y puede ser completamente rota
en el azúcar maltosa por la beta-amilasa. La amilosa recristaliza o retrograda rápidamente
cuando se enfría después de la gelatinización (Lallemand Baking Update 1996).
La amilopectina no se difunde fácilmente fuera del gránulo de almidón cuando este gelatiniza
y se acompleja muy poco con los emulsificantes. Tampoco es afectada por beta-amilasa por
sus enlace alfa-1 ,6 pero puede romperse en dextrinas con algunas ramificaciones por la
alfaamilasa. La amilopectina retrograda lentamente durante el enfriamiento después de la
gelatinización y contribuye en la firmeza por sus enlace tridimensionales (Lallemand Baking
Update 1996).
COMO AFECTA EL ALM-IDÓN A LA FIRMEZA DEL PAN - . ' . .
Figura 15: Como afecta el almidón la firmeza del pan (Lallemand Baking Update 1996).
58

12.2.1. Retrogradación del almidón
Después de un ciclo completo de panificación, comienzan los procesos de enfriamiento y
envejecimiento, durante los cuales se reasocian o reordenan las moléculas de almidón: el
almidón retrograda. La retrogradación del almidón se produce cuando las moléculas de
almidón ·comienzan a asociarse en estructuras ordenadas. En una fase inicial, dos o más
moléculas pueden formar un simple punto de unión que después puede desarrollarse en
regiones ordenadas más extensas .Finalmente bajo condiciones favorables, aparece el orden
cristalino. Es importante notificar que la retrogradación no implica una vuelta literal al mismo
grado de órden o propiedades encontradas en el almidón nativo (Calleja 2002).
~ Amílosa amorfa jX)O~::- Amilosa n'trogradada
---1811D Lípido Polar
~ Hélice de amilosa
PAN FRESCO
ESTADO MASA
Envejecimiento
) (
Recalentamiento
~ Amilopectina cristalina
~ ... AmUopectina gelatinizada )
- Gluten
PAN ENVEJECIDO
Figura 16: Modelo que muestra el envejecimiento de la miga de pan con las estructuras moleculares presentes en el estado de masa, pan fresco, pan envejecido y pan "recuperado por recalentamiento" (Callejo 2002).
La retrogradación de la amilosa y la amilopectina caracterizan la cristalización de los geles de
almidón el primer día de almacenamiento, después del cual sólo la amilopectina controla la
retrogradación por lo que se considera que el envejecimiento se debe básicamente a la
asociación de cadenas de amilopectina. En el pan fresco, el polisacárido ramificado tiene casi
todas sus ramas extendidas, mientras que en el pan duro están retrogradadas, unidas entre sí y
sm el agua original (Badui 1999).
59

Muestra los cambios desde el estado de masa, al pan fresco (inmediatamente después de la
cocción) y al envejecimiento del pan, así como los cambios como consecuencia del
recalentamiento del pan, con el consiguiente incremento de frescura temporal en el mismo. En
cada caso, se representa el grado de orden presente en la fracción de almidón y las fases del
gel intra e intergranular. En el estado de masa, los gránulos se representan más pequefios para
indicar su estado sin gelatinizar comparado con los gránulos en los estados de pan fresco y
envejecido. El gluten se representa cubriendo las superficies de los gránulos y como puente
entre ellos, formando una fase continua. La amilopectina aparece en conformaciones
moleculares helicoidales agregadas en regiones cristalinas (el modelo representa sólo un
segmento). La amilosa en forma amorfa, en conformación de simple hélice. Otro componente
granular son los lípidos polares, que son susceptibles de interaccionar con la amilosa durante
el proceso de panificación.(Callejo 2002).
El estado de pan fresco refleja los eventos que tienen lugar en el horno e inmediatamente
después de sacar el pan del horno durante su enfriamiento. Durante la cocción se pierde la
cristalinidad de la amilopectina produciéndose la gelatinización y gelificación del gránulo con
éstos cambios en el gránulo, una parte de las moléculas de amilopectina tiene la libertad de
expandirse en el espacio intergranular. La amilosa, lixiviada de los gránulos gelificados,
aparece también en este espacio. Al mismo tiempo la amilosa exudada se muestra en forma de
dobles hélices retrogradadas. En este estado fresco una parte de la amilosa permanece en los
gránulos y se representa en un complejo con forma de hélice por los lípidos polares presentes
en la harina de los lípidos (Callejo 2002).
12.3. Control tecnológico del envejecimiento del pan
El estado de pan envejecido muestra la "reformación" de estructuras de doble hélice en la
fracción amilopectina y su reorganización en regiones cristalinas durante el envejecimiento.
Esta nueva organización imparte rigidez tanto al gránulo de almidón gelatinizado como al
material intergranular, fun,cionando como un "entrelazamiento fisico" sobre toda la estructura
del gel. La acción de las amilasas, inhibiendo el incremento de firmeza que se produce como
consecuencia de la retrogradación del almidón, podría iniciarse en el horno, tras la
gelatinización del almidón. como se comentara, la extensión y el tiempo de tal acción
dependerá de la estabilidad térmica de la amilasa, diferente según el origen de la enzima
(Callejo 2002).
60

CAPÍTULO XIII
13.-EST ABILIZANTES, ESPESANTES Y GELIFICANTES.
Entre ellos los hidrocoloides se han utilizado con éxito como agente antienvejecimiento. Los
hidrocoloides pueden modificar las propiedades reologicas del almidón y prolongar la vida útil
del pan estudiaron el efecto del alginato así como de las gomas guar, algarrobo goma arábiga y
xantana sobre la retrogradación del almidón (Rojas et al. 2000).
Su aplicación es para facilitar un estado de gelificación sobre la masa cuando sobrepasa una
temperatura superior a los 59 oc en el horno, ayudando a la gelificación de los almidónes que
según origen en la harina gelifican antes o después (Calaveras 2004).
Los estabilizantes y reguladores de pH, el más usado es el fosfato monocálcico (E-341i) y de
las procedentes de trigos germinados. La dosis máxima autorizada es de 250 g por 100 kg de
harina (Barriga 2003).
61

CAPÍTULO XIV
14.-REGULADORES DE pH.
Su utilización está admitida como dosis máximas 3 g 1 kg aislados o en conjunto (Calaveras
2004).
Estos son: acetato potásico (E-261 ), ácido cálcico (E-263), ácido láctico (E-270), lactato
potásico (E-26), lactato cálcico (E-327), ácido cítrico (E-330), citrato potásico (E-332), citrato
cálcico (E-333) y el vinagre de origen vínico (Calaveras 2004).
Estos ácidos se añaden en la masa con el fin de regular su pH e inhibir la actividad del Bacillus
subtilis o mesentéricus, responsable del pan filamentoso o más conocido como pan ahilado
(Calaveras 2004).
62

CAPÍTULO XV
15.-ANTIAPELMASANTES ..
Carbonato cálcico
Los antiapelmasantes evitan el aglutinamiento' de los productos en polvo, debido a la humedad
del propio producto o del ambiente. El más utilizado es el carbonato cálcico (E-170) (Barriga
2003).
Este principio activo ayuda a dar flexibilidad al pan y bollos, manteniéndolos más tiempo
tierno. Es un efecto de esponjamiento (Calaveras 2004).
63

CAPÍTULO XVI
16.-DESMOLDEADORES
Su aplicación práctica es permitir la correcta separación de los panes de las chapas o moldes,
después de cocidos. Se utilizan sobre los fondos de latas y no condicionan el sabor final del
pan. En la mezcla de mejorantes hay que tener en cuenta que existen otros muchos
componentes que solamente vamos a mencionar, y que son muy aplicados para mejorantes de
panes especiales: fibras, derivados lácticos, conservantes, acidulantes, dextrosas y grasas
(Calaveras 2004).
64

CAPÍTULO XVII
17.-EXCIPIENTES
Son la cantidad de producto para mezclar todos los demás principios activos y normalmente
son mayoría en su concentración ejemplo almidónes (Calaveras 2004).
65

CAPÍTULO XVIII
18.-HUMECTANTES
En este capítulo es decir que solamente es posible aplicar el sorbitol (Calaveras 2004).
66

CAPÍTULO XIV
19.-COLORANTES
Caramelo
Con el fin de dar tonos oscuros, su aplicación se puede realizar en panificación pero
exclusivamente en el pan de centeno (Calaveras 2004).
67

CAPÍTULO XX
CONCLUSIONES
1. Un mejorante es una mezcla de aditivos alimentarios que tienen por característica compensar las variaciones de la calidad de las harinas y los productos horneados.
2. Los aditivos alimentarios denominados mejoradores influyen en la elaboración de productos de panadería y pastelería determinando la calidad y la vida útil en anaquel del producto, además compensan los posibles cambios en las variables del proceso (temperatura final del amasado y de la fermentación, tiempos de reposo, condiciones de cocción).
3. La mayor cantidad de pérdidas en los productos horneados se debe al envejecimiento del pan influenciado por factores biológicos (mohos, bacterias, levaduras) y fisicos (retrogradación del almidón, cristalización, pérdida de humedad) siendo la preocupación principal alargar la vida útil del producto.
4. La función tecnológica de los conservantes impiden la alteración microbiana (mohos, bacterias, levaduras) en la harina y en el producto terminado además evitan el deterioro y alargan la vida útil del producto en anaquel.
5. La función tecnológica de los emulsionantes mejora el color de la corteza de los panes, se enlazan rápida y totalmente con las ramificaciones del gluten hidratando el entramado del gluten, producen artículos crujientes con una corteza muy fma con un aspecto de exhibición y ayudan a retrasar el fenómeno de endurecimiento ·del pan o retrogradación del almidón.
6. La función tecnológica de los coadyuvantes como las enzimas ayudan a acelerar el proceso de fermentación, incrementa el volumen del pan obteniendo una corteza de mejor apariencia, permite una miga más suave en panes.
7. La función tecnológica de los agentes oxidantes como el ácido ascórbico, pentosanasas incrementan la tenacidad de las masas.
8. La función tecnológica de los agentes reductores como las proteasas, L cisteína reducen la tenacidad de las masas e incrementan la elasticidad.
9. Las dextrinas tienen un efecto importante en la capacidad de retención de agua y en la consistencia de la masa; si la harina procede de trigo germinado se produce una excesiva dextrinación y las masas resultan blandas y pegajosas.
68

CAPÍTULO XXI
BIBLIOGRÁFIA
l. Barriga, X. 2003. Panadería artesana, tecnología y produccion. Barcelona, España. Editorial Montagud, S.A. 287 p.
2. Badui, D; Bourges, R; Anzaldúa M. 1999. Proteínas. Química de los Alimentos. Edit. Pearson. México.
3. Berk, J; Dubois, M. 1992. Repercussions action de la Iipoxigenasa de la feve sur les caractéristiques de la pate et du pain ..
4. Bravo, J; Ortiz G. 1999. Efecto del grado de extracción de harina del trigo (triticum acstivum) sobre sus propiedades fisicoquímicas y de panificación. Tesis Universidad Autónoma de Chapingo México 74p. Consultado el20 marzo de 2012. Disponible en http://catarina.udlap.mx/u _di_ a/tales/documentos/lia/bravo _h _p/capitulo4. pdf
5. Blanco, T; Alvarado, C. 2006. Aditivos alimentarios. Lima, Peru. Editorial Realidades, S.A. 160 p.
6. Calaveras, J. 2004. Nuevo Tratado de Panificación y Bollería. Madrid, España. Editorial Mundi Prensa. 622 p.
7. Cauvain, S; Young, S. 2002. Fabricación del Pan. Zaragoza, España. Editorial Acribia, S.A. 420 p.
8. Cauvain, S; Young, S. 2006. Productos de panadería ciencia,tecnologia y practica. Zaragoza, España, Editorial. Acribia, S.A. 251 p.
9. Calvel, R 2001. El sabor del pan. Españ.a ed. Montagud, Barcelona. 145 p.
1 O. Callejo, M. 2002. Industrias de cereales y derivados. Madrid. Editorial Mundi Prensa; AMV Ediciones, 325 p.
11. Caimes, P; Miles, M; Morris, V. 1991 Studies ofthe effect ofthe sugars ribose, xylose and fructose on the retrogradation ofwheat starch gels by X-ray diffiaction. Carbohydrate Polymers. 355 p.
12. Celia, M. 2009. Harina de arveja en la elaboración de pan. Estudio del efecto de emulsionantes como mejoradores de volumen y vida útil. Tesis Universidad Nacional del Litoral 156p. Consultado el 26 julio de 2012. Disponible en http://bibliotecavirtual. unl.edu.ar: 8180/tesis/bitstream/1/145/1/tesis.pdf
13. CLAUDE, W. 2011. "El rincón del molinero: Requisitos para la calidad total" Consultado el 26 julio de 2012. disponible en: /rinconmolino/calidadtotal.html obtenido el4/10/2011.
14. Codex Alimentarius Standard 1985. Norma del codex para la harina de trigo. Consultado el25
de junio del2013. Disponible en http://www.codexalimentarius.net/search/advancedsearch.do
15. Codex standard 199-1995, "Norma del Codex para el trigo y el trigo duro"
69

16. Charley, H. 1999. Tecnología de alimentos: procesos químicos y fisicos en la preparación de alimentos. México Editorial Limusa 768 p.
17. Eliasson, A. 1993. Differential scanning calorimetry studies on wheat starch-gluten mixtures. ll. Effect of gluten and sodium stearoyllactylate on starch crystallization during ageing ofwheat starch gels. Joumal ofCereal Science. 213 p.
18. Fenema, Owen. 2005. Química de los alimentos. 5 ed. España. Editorial, Acribia. 1240 p.
19. Guy, R; Hodge, D; Robb, J. 1983. An examination ofthe phenomena associated with cake sta1ing. FMBRA Report No. 107. November. CURA. Chipping Campden, UK.
20. He, H; Hoseney, R. 1991. Differences in gas retention, protein solubi1ity and rheological properties between flours of different baking quality. Cereal Cliendary. 530.
21. Kaur, L; Singh, N; Singh, J. 2004. Factors influencing the properties of hydroxypropylated potato starches. Carbohydrate polymers 211 p.
22. Lallemand Baking Update envejecimiento del pan. México, S.A. DE C.V. Consultado el día 20 de febrero del2012. disponible en http://www. envejecimientode1pan.p
23. Lallemand Baking Update una guía de leudantes químicos México, S.A. DE C.V. Consultado el día 26 de julio 2012. Disponible en http://www.lallemandmexico.com/ pdf!LBU-01-12.pdf
24. Li, J; Yeh, A. 2001. Relationships between thermal, rheological characteristics and swelling power for various starches, j. Food Engineering 50 p.
25. Lorenz, K. 2014. El trigo. Disponible Consultado el día 03 de marzo 2014. Disponible en http://www.monografias.com/trabajos6/trigo/trigo.shtml, obtenida el11/01/2011.
26. Lutz, P. 2010. Las pequeñas ayudantes de los fabricantes de harinas Alemania. Ed Mühlenchemie GmbH & Co. KG, Ahrensburg, 123p.
27. Lusas, J; Riaz M. 1995. Repercusión de la acción de la 1ipoxigenasa en las características de la de la fibra del pan.
28. Manley, D. 1989. Tecnología de la industria galletera galletas, crackers y otros horneados Zaragoza España Editorial Acribia 345 p.
29. Miralbés, C. 2000. Enzimas en Panadería. Ed. Montagud, Barcelona.
30. Mira, I; Persson, K; Villwok, V. 2007. On the effect of surface active agents and their structure on the temperature induced changes of normal and waxy wheat starch in aqueous suspension. Part I Pasting and calorimetric studies. Carbohydrate polimers. 68 p.
31. Morales, M. 2008. Material didáctico panadería. Manual de panadería Consultado el 24 febrero 2014 Disponible en http:/ /biblioteca.duoc.cl/bdigital/Documentos _ Digitales/600/640/38435.pdf
70

32. Mua, J; Jackson, D. 1997. Fine estructure ofcom amylose and amylopectin fractions
with various molecular weights. J Agríe. Food Chem 45.
33. Pigani R. 2010. Co oxidation reactions oflipoxigenase in plant systems Free Radical
Biol. And Med Consultado el 02 de ene. 2013 Disponible en http://redalyc.uaemex
re/inicio/ ArtPdfRed.jsp?iCve=209115357009
34. Popper, L. 201 O. Enzimas-Las mejores amigas de las harinas Editorial Mühlenchemie GmbH & Co. KG, Ahrensburg, Alemania Consultado el 26 julio de 2012. Disponible en http:/ /www .muehlenchemie.de/downloads-expertenwissen/mc-enzyme-popper-esp. pdf
35. Quaglia, G. 1991. Ciencia y tecnología de la panificación. Espafia Ed. Acribia, Zaragoza. 373 p.
36. Ramírez, J. 2011. Fortificación de alimentos: Estado del arte. Universidad el valle. Cali. Colombia. Consultado el 12 de nov. 2012. Disponible en: http://colombiamedica.univalle.edu.coNOL32N02/micronutrientes.html
37. Ratnayake, W; Jackson, D. 2096. Gelatinization and solubility of com starch during heating in excess water: New Insights. Agríe Food Chem. 54.
38. Rojas, J; Rosell, C; Benedito, C; Pérez, M; Lluch, M. 2000. The baking process of wheat rolls followed by cryo scanning electron microscopy. European Food Research and Technology, 212: 57-63.
39. Ryan, H. 1988. Lipoxigenases pathways in cereals. In Pomeranza y Ed. Advances in cereal science and technology. Consultado en 02 de ene. 2013 Disponible en http:/ /redalyc.uaemex.mx/src/inicio/ ArtPdfRedJ sp?iCve=23 91141 O
40. Sánchez, L 2007. Propiedades·fisicoquímicas de almidónes catiónicos elaborados por extrusión México 98p. Tesis Instituto politécnico Nacional Consultado el 20 marzo de 2012.Disponibleenhttp://www.inaes.gob.mx/doctos/pdf/guia_empresarial/panificacion. pdf
41. Singh, J; Singh, N. 2003. studies of the morphological and rheological properties of · granular cold water cold water soluble com and patato starches Food Hydrocolloids. 112 p.
42. Tejero, F. 2000. Defectos de la harina de trigo. Espafia Ed. Montagud, Barcelona.
43. Tejero F. 2012. Asesoría técnica en panificación. Espafia Ed. Montagud, Barcelona. Consultado el20 de dic. 2012. Disponible en http://www.franciscotejero.com.es
44. Tejero F. 2012. Las enzimas en la panificación Espafia Ed. Montagud, Barcelona. Consultado el20 de dic. 2012. Disponible en http://www.franciscotejero. comltecni
71

CAPÍTULO XXII
ANEXOS
ANEXO 1: LOS ADITIVOS EN LA INDUSTRIA PANADERA Y PASTELERA
Los mejoradores, despiertan gran interés, a la Ciencia de los Alimentos. Enfocan ahora, con la
autoridad profesional que tienen, uno de los aspectos más apasionantes y complejos de la
producción, procesamiento y uso de los alimentos: el mundo de los aditivos alimentarios.
Las opiniones profesionales y la percepción pública sobre los aditivos alimentarios están
profundamente divididas. Las sustancias químicas, conocidas como aditivos alimentarios,
son admiradas y apreciadas por algunos, odiadas o rechazadas por otros, hasta temidas por
ciertos sectores. Hay profesionales, entre ellos, incluso, médicos y nutricionistas, que
desaconsejan la ingestión de alimentos con aditivos, por considerarlos, no necesariamente con
pruebas científicas, muy peligrosos. Muchos consumidores rechazan los aditivos por ser
compuestos químicos, ignorando tal vez que todos los alimentos, y por supuésto también el
propio cuerpo humano están formados por compuestos químicos.
Declaran no ingerir nunca alimentos con aditivos, pero usan, tal vez a diario, azúcar, sal, y
especias diversas, que son también, aditivos alimentarios y lógicamente, compuestos químicos
tan detestados por ellos. Estas preocupaciones, muy respetables por supuésto, llevaron a la
Organización Mundial de la Salud (OMS) y a la Organización de las Naciones Unidas para la
Alimentación y la Agricultura (F AO) a establecer, a mediados de la década del cincuenta, el
Comité Mixto F AO/OMS de Expertos en Aditivos Alimentarios, más conocido como
JECFA, por su nombre en inglés Joint Expert Committee FAO/OMS on Food Additives. La
Primera Conferencia Mixta F AO/OMS sobre Aditivos Alimentarios, se realizó en setiembre
de 1955, cuyo informe dio origen al documento Principios Generales que Regulan el Empleo
de Aditivos Alimentarios (Primer informe del Comité Mixto FAO/OMS de Expertos en
Aditivos Alimentarios). FAO: Reuniones sobre Nutrición, N° 15, 1957: OMS, Serie de
Informes Técnicos, N° 129, 1957. Las Bodas de Oro de JECFA se celebraron el año pasado.
Durante su fructífera vida, se han celebrado reuniones periódicas en Ginebra en la sede de la
OMS, en las cuales participan especialistas en los grupos de aditivos de acuerdo a la agenda
específica. El trabajo que se realiza allí es con mucha minuciosidad, seriedad y gran espíritu
científico que gobiernan dichas reuniones, por lo cual las conclusiones de esos expertos son
72

dignas de todo crédito. En el año 1962, se creó el _Programa F AO/OMS sobre Normas
Alimentarias y su Comisión del Codex Alimentarios, uno de cuyos comités es, precisamente,
el dedicado a los Aditivos Alimentarios, que funciona en los Países Bajos. Por supuésto que
este cuerpo emplea para sus deliberaciones los informes especializados de JECF A. La gran
cantidad de esos informes publicados hasta la fecha, incluyendo las revisiones periódicas sobre
cada grupo de aditivos o, sobre algunos aditivos en especial, hace que dicha literatura
científica sea de gran utilidad para los profosionales especialistas en dichos compuestos
químicos, pero no siempre es apta o práctica para los profesionales, empresarios o
consumidores que requieren información oportuna sobre aditivos alimentarios, pero
seleccionada y escrita en un lenguaje accesible a personas que no lo son. Es por eso que
podemos afirmar que el siguiente trabajo monográfico sobre mejoradores en la industria
panadera y pastelera que presenta en un momento muy oportuno, para llenar ese vacío de
información seleccionada, tamizada y escrita en un lenguaje sencillo, pero con profundidad
científica. Esa es una de las virtudes de este libro. Pero tiene muchas otras, entre ellas el
presentar, ordenadamente, las listas de los principales mejoradores de acuerdo a su
clasificación, en cuadros muy bien logrados. Asimismo, informan sobre la legislación que
gobierna los diversos aspectos sobre los aditivos.
73

ANEXO 2: PORCENTAJES DE LOS PRINCIPALES ADITIVOS DENOMINADOS MEJORADORES EMPLEADOS EN PANADERÍA Y PASTELERÍA
Reglamentación técnico sanitaria de aditivos en panificación. Para pan y panes especiales.
A - Emulgentes. Tabla 15: Emulgentes
Número Dosis máxima de uso Lecitina de soya ...... E-322 2 g 1 kg de harina = 0,2 % por kg de harina
=2000ppm Mono y diglicéridos de los ácidos grasos alimenticios ........... E-471 3 g 1 kg de harina = 0,3 % por kg de harina
Ésteres de los mono y digliceridos =2000ppm
de los ácidos grasos alimenticios con los ácidos :
-Acético ............... E-472 a 3 g 1 kg de harina = 0,3 % por kg de harina - Tartárico ............. E-472 d =2000ppm - Mónoacetil tartárico y diacetil tartárico .... E-472 e Aislados o en conjunto
Fuente: Calaveras 2004
B. Componentes panarios para la elaboración del pan.
Tabla 16: Componentes panarios para la elaboración de pan
Mejorantes tecnológicos número Dosis máxima de uso
Acido L ascórbico ........... E-300 20 g /100 kg de harina= 0,02% x kg
Ortofosfato monocalcico .... E-341 (i)
} 250 g 11 00 kg de harina Aislados --------------------
Ortofosfato bicalcico ........ E-341 (ii) o en conjunto
Fuente: Calaveras 2004
C. Coadyuvantes de fermentación.
Tabla 17: Coadyuvantes de fermentación
Fermento amilolítico (amilasas) Cantidad suficiente para obtener Y fungal amilasas ....... El efecto deseado Proteasas ................... Gluco-oxidasas .......... Pentosanasas ............
Fuente: Calaveras 2004
74

D. Mejorantes de valor nutritivo
Tabla 18: Coadyuvantes de fermentación
Dosis máxima de uso Azucares comestibles ........ BPF ( El contenido de Azucares reductores en el
producto terminado no sobrepasara el 3 por 1 00 m! m
Harina de malta ................ 10 g /kg de harina = 1 % x kg de hari = 10000 ppm
Extracto de malta ............. Dosis equivalente en actividad diastásica a la autorizada para la harina de malta
Harinas de leguminosas (habas, soya, guisantes, 30 g /kg de harina= 3 % x kg = 30000 ppm lentejas y judías ...............
Grasas comestibles ......................... 10 g /kg de harina
Fuente: Calaveras 2004
E. Conservantes (excepto pan de viena y pan francés)
Tabla 19: Conservantes (excepto pan de viena y pan francés)
Número Dosis máxima de uso Acido sorbico ................ E-200 ...,
Sorbato sódico .............. E-201
>- 2000 ppm, aislados o en conjunto, expresado en Sorbato potásico ........... E-202 ácido sorbico = 0,2 % x Kg de harina= 2 g x kg Sorbato cálcico ............ E-203
.)
Diacetato sódico( acetato } Ácido de sodio) ......... E-262 3000 ppm, aislados o en conjunto, expresado en ácido acético 0,3% x Kg de harina= 3 g x kg
Acétato cálcico ........... E-263
Propianato sódico ........ E-281 JOOO ppm, aislados o en conjunto, expresado en ácido Propianato cálcico ....... E-282 propionico 0,3 % x Kg de harina= 3 g x kg
Fuente: Calaveras 2004
F. Antiapelmasantes
Tabla 20: Anti apelmasantes.
Número Dosis máxima de uso Carbonato calcico E-170 B.P.F
Fuente: Calaveras 2004
75

G. Colorantes (exclusivamente para el pan de centeno)
Tabla 21: Colorantes
Número Dosis máxima de uso Caramelo (no al amoniaco) E- 150 B.P.F Fuente: Calaveras 2004
H. Reguladores de pH
Tabla 22: Reguladores de pH
Número Dosis máxima de uso Acetato potásico ....... E-261 Acetato cálcico ......... E-263 Ácido láctico ............ E-270 3 g 1 kg de harina,
aislados o en conjunto, Lactato potásico ....... E-326 expresados en ácido Lactato cálcico ......... E-227 correspondiente
Ácido cítrico ............ E-330 0,3 % x kg de Harina = 3000 ppm
Citrato potásico ........ E-332 Citrato cálcico ......... E-333 .1
Vinagre de origen vínico ................... 5mL 1 de harina
Fuente: Calaveras 2004
l. Gasificantes (excepto en el pan de viena y pan francés)
Tabla 23: Gasificantes
Número Dosis máxima de uso Ortofosfato mono cálcico E- 339 ( i)
} 2000ppm, aislados o en
Ortofosfato disódico E- 339 ( ii) conjunto = 0,2 % x Kg
Ortofosfato monopotásico E- 340 ( i)
Pirofosfato ácido de sodio E- 450 ( i) 2000 ppm, aislados o en (difosfato disódico) conjunto
Bicarbonato amónico H-11.181 } B.P.F Bicarbonato sodico H- 8.186
Fosfato amónico H-11.091 } Para mejorar la levadura Sulfato amónico H-11.134 5g 1 kg de levadura
Fuente: Calaveras 2004
76

J. Excipientes.
Excipientes para preparados comerciales de aditivos autorizados: harina de cereales, mandioca, almidónes comestibles
K. Estabilizantes, emulgentes, espesantes y gelificantes.
Tabla 24: Estabilizantes, emulgentes, espesantes y gelificantes
Número Dosis máxima de uso
Lecitina E-322 4 g /kg de harina
' Ortofosfato de sodio E-339 (i) Monosódico (ii) Di sódico (iii) Trisódico
Ortofosfato de potasio E-340 (i) Monopotásico (ii) Dipotásico (iii) Tri potásico
3000 ppm aislados o en Ortofosfatos de calcio conjunto= (i) Monocálcico E-341 0,3 % x kg de harina= (ii) Di cálcico 3 g x kg de harina
Polifosfatos ' } E-450
a) Difosfatos : (i) monosódico (ii) di sódico (iii) tetrasódico (iv) Tetrapotásico
b) Trifosfatos: (I) pentasódico (II) pentapotásico
e) Polifosfatos : lineales que no contengan mas del 8 por 100 de compuestos cíclicos:
(1) Sódico (II) Potásico )
Alginato sódico E-401 Alginato potásico E-402 Alginato amónico E-403 Alginato cálcico E-404 Alginato de propilenglicol ( alginatol de 1-2 E.405 propanodiol)
Harina de granos de algarroba E-410 Harina de granos de guar. E-412 > B.P.F
Mono y diglicéridos de los ácidos grasos E-471 alimenticios
77

Ésteres de mono y diglicéridos de los ácidos ) 3 glkg de harina grasos alimenticios con los ácidos: aislados o en -acético E-472 a) conjunto -tartárico E-472 d) -monoacetiltartárico y E-472 e) diacetiltartárico
Sucroesteres, ésteres de la E-473 5000ppm sacarosa con los ácidos grasos
Ésteres de propilenglicol de los Ácidos grasos
E-477 10 000 ppm
Estearoil-2-lactitato sódico E-481 } 5000 ppm aislados o ( estearoil-2-lactil-lactato sódico) en conjunto = 0,5 %
xkg=Sgxkgde Estearoil-2-lactitato sódico E-482 harina ( estearoil-2-lactil-lactato cálcico)
Adipato de di almidón H-4.384 ' acetilado
Éter glicérido de di almidón ......... H-4.385 Éter glicérido de di almidón B.P.F Acetilado ................................ H-4.386
Éter glicérido de di almidón H-4.387 Hidroxipropilado
Fosfato de di almidón acetilado H-4.389
Fosfato de di almidón hidroxipropilado ...................... H-4.390
Fosfato de almidón H-4.391 Fosfatado
Almidón oxidado H-4.393 Acetato de almidón H-4.394 Almidón hidroxipropilado H-4.395
Fuente: Calaveras 2004
L. Humectantes.
Tabla 25: Humectantes
Dosis máxima de uso
Sorbitol B.P.F
Fuente: Calaveras 2004
78

Tabla 26: Mejoradores
ACONDICIONADOR FUNCIONES NIVEL DE USO CONSIDERACIONES DE MASA Gluten vital de trigo 2-10% Incrementa fuerza y
absorción Cloruro de amonio Nutriente Levadura 0,04% Fuente de nitrógeno Sulfato de amonio Nutriente Levadura 0,04% Fuente de nitrógeno Fosfato de amonio Nutriente Levadura 0,04% Fuente de nitrógeno y
Fósforo Carbonato de calcio Regulador de pH 0,1-()5% Eleva el pH MCP (Fosfato mono Regulador de pH 0,1-0,3% Baja el pH cálcico) Sulfato de calcio Regulador de pH 0,1-(),6% Eleva el pH Bromato de potasio Agente Oxidante 10-75 ppm Oxidante lento Acido ascórbico Agente Oxidante 10-100 ppm Oxidante intermedio Peróxido de calcio Agente Oxidante 10-75 ppm Agente secante ADA Agente Oxidante 10-45 ppm Oxidante rápido
_{Azidocarbonamida) Y odato de potasio Agente Oxidante 10-75 ppm Oxidante rápido Yodato de calcio Agente Oxidante 10-75 ppm Oxidante rápido L-cysteina Agente Reductor 10-90ppm Agente químico reductor Levadura inactiva Agente Reductor 0,25-1,0% Fuente natural de
Glutation Proteasa Enzima Incrementa
extensibi!idad Carbohidrasa Enzima Mejora frescura Oxidas a Enzima Produce oxigeno vía
peróxido Soya enzimáticalactiva Enzima 0,25-0,5% Lipoxigenasa blanquea
!amiga Jarabe de malta Enzima 1,0-2,0% Suplemento enzimático diastasica Harina de malta Malta Enzima 0,5-1,0% Suplemento enzimático Lecitina Emulsificante 0,25-1,0% Suavizador natural SSL (Estearyllactilato Emulsificante 0,25-0,5% Suavizador y reforzador de Na) CSL (Estearyllactilato Emulsificante 0,25-(),5% Suavizador y reforzador de Ca) DA TEM (Ésteres de Emulsificante 0,25-0,5% Reforzador mono y diglicéridos de ácido diacetil tartárico) EMG Emulsificante 0,25-0,5% Reforzador (Monoglicéridos etoxilados) Polysorbato 60 Emulsificante 0,25-0,5% Suavizador SMG(Monoy Emulsificante 0,25-0,5% Suavizador y reforzador diglicéridos succinilados) Mono y_ d!glicéridos Emulsificante 0,25-1,0% Suavizador Monoglicéridos Emulsificante 0,25-1,0% Suavizador destilados Almidón Relleno Fuente: Lallemand Baking Update 2010
79

ANEXO 3: CODEXSTAN 192-1995 ',- .,·
No. de Categoría de alimento 06.2.1 Aditivo SIN
AZODICARBONAMIDA 927a
CLORO 925
DIÓXIDO DE CLORO 926
PERÓXIDO DE BENZOILO 928
PROTEASA (A. ORYZAE VAR.) 1101(i)
Harinas Afio Adoptada
1999
2001
2001
2007
1999
Dosis máxima Observaciones
Note 87
Note 87
SULFITOS 220-225, 227, 228, 2006
45 mg/kg
2500 mg/kg
2500 mg/kg
75 mglkg
GMP
200mg/kg Note 44 539
No. de Categoría de alimento 06.2.2 Almidones Aditivo
SULFITOS
SIN
220-225,227,228, 539
Afio Adoptada
2006
Dosis máxima Observaciones
50mg/kg Note 44
No. de Categoría de alimento 06.3
Aditivo SIN
ACESULFAME POTÁSICO 950
ASPARTAMO 951
AZUL BRILLANTE FCF 133
BUTILHIDROXIANISOL, BHA 320
BUTILHIDROXITOLUENO, BHT 321
CARAMELO 111 - PROCESO AL AMONIACO 150c
CARAMELO IV- PROCESO AL SULFITO 150d AMÓNICO
CARMINES 120
CAROTENOS, BETA- (VEGETALES) 160a(ii)
ÉSTERES DE ASCORBILO 304,305
GALA TO DE PROPILO 310
NEOTAMO 961
óXIDOS DE HIERRO 172(i)-(iii)
RIBOFLAVINAS 101 (i), (ii)
No. de Categoría de alimento 06.4.3
Aditivo SIN
BENZOATOS 210-213
BUTILHIDROXIANISOL, BHA 320
BUTILHIDROXITOLUENO, BHT 321
DIMETILPOLISILOXANO 900a
ÉSTERES DE ASCORBILO 304,305
ÉSTERES DE PROPILENGLICOL DE 477 ÁCIDOS GRASOS
ÉSTERES DIACETIL TARTÁRICOS Y DE 472e ÁCIDOS GRASOS DE GLICEROL
lo
Cereales para el desayuno, incluidos los copos de avena
-----------------------------------------------------------------------------------Ano Adoptada Dosis máxima Observaciones
2007 1200 mg/kg Note 161
2007 1000mg/kg Note 161
2005 200 mg/kg
2005 200mg/kg Notes 15 & 130
2006 100 mg/kg Notes 15 & 130
1999 6500 mg/kg
1999 2500 mg/kg
2005 200 mg/kg
2005 400mg/kg
2001 200 mg/kg Note 10
2001 200 mg/kg Notes 15 & 130
2007 160 mg/kg Note 161
2005 75 mg/kg
2005 300mg/kg
Pastas y fideos precocidos y productos análogos
Afio Adoptada Dosis máxima Observaciones
2004 1000 mg/kg Note 13
2006 200 mglkg Notes 15 & 130
2006 200 mg/kg Notes 15 & 130
2007 50 mg/kg Note 153
2003 20 mg/kg Note 10
2007 5000 mg/kg Notes2 & 153
2005 10000 mg/kg

ANEX03: CODEXSTAN192-1995
No. de Categoría de alimento 06.4.3
Aditivo SIN
GALA TO DE PRO PILO 310
POLISORBATOS 432-436
RIBOFLAVINAS 101 (i), (ii)
Pastas y fideos precocidos y productos análogos
Alío Adoptada Dosis máxima Observaciones
2001 100 mg/kg Notes 15 & 130
2007 5000 mg/kg Note 153
2005 300 mg/kg
SULFITOS 220-225,227,228, 2006 20 mg/kg Note 44 539
TERBUTILHIDROQUINONA, TBHQ 319
No. de Categoría de alimento 06.5
2006 200 mg/kg Notes 15 & 130
Postres a base de cereales y almidón (p. ej., pudines de arroz, pudines de mandioca)
---------------------------------------------------------------------------------------------------------------------------------------------------------Aditivo SIN
ACESULFAME POTÁSICO 950
ÁCIDO CICLÁMICO f'{ SALES DE NA, K Y 952 CA)
ASPARTAMO 951
AZUL BRILLANTE FCF 133
BENZOATOS 210-213
CARAMELO 111 - PROCESO AL AMONIACO 150c
CARAMELO IV- PROCESO AL SULFITO 150d AMÓNICO
CARMINES 120
CAROTENOS, BETA- (VEGETALES) 160a(ii)
EDTA 385,386
ÉSTERES DE ASCORBILO 304,305
ÉSTERES DE PROPILENGLICOL DE 477 ÁCIDOS GRASOS
ÉSTERES DIACETILTARTÁRICOS Y DE 472e ÁCIDOS GRASOS DE GLICEROL
GALATO DE PROPILO 310
NEOTAMO 961
ÓXIDOS DE HIERRO 172(i)-(iii)
POLISORBATOS 432-436
RIBOFLAVINAS 101 (i), (ii)
SACARINA (YSUS SALES DE Na, K Y Ca) 954
SUCRALOSA 955 (TRICLOROGAI.ACTOSACAROSA)
No. de Categoría de alimento 06.6
Aditivo
CARMINES
CAROTENOS, BETA- (VEGETALES)
SIN
120
160a(ii)
Alío Adoptada Dosis máxima Observaciones
2007 350 mg/kg Note 161
2007 250 mg/kg Notes17 & 161
2007 1000 mg/kg Note 161
2005 150 mg/kg
2003 1000 mg/kg Note 13
1999 GMP
1999 GMP
2005 150 mg/kg
2005 1000 mg/kg
2001 315 mg/kg Note21
2001 500 mg/kg Notes2& 10
2001 40000 mg/kg
2005 5000 mg/kg
2001 90 mg/kg Notes 2, 15 & 130
2007 33 mg/kg Note 161
2005 75 mg/kg
2005 3000 mg/kg
2005 300 mg/kg
2007 100 mg/kg Note 161
2007 400 mg/kg Note 161
Mezclas batidas para rebozar (p. ej., para empanizar o rebozar pescado o carne de aves de corral)
Atío Adoptada
2005
2005
Dosis máxima Observaciones
500 mg/kg
1000 mg/kg

ANEXO 3: CODEXSTAN 192-1995
' ~.::;:.....u . ;
No. de Categoría de alimento 06.6 Mezclas batidas para rebozar (p. ej., para empanizar o rebozar pescado o carne de aves de corral)
Aditivo SIN Año Adoptada Dosis máxima Observaciones
DIMETILPOLISILOXANO 900a 1999 10mg/kg
~STERES DIACETILTARTÁRICOS Y DE 472e 2005 5000 mgfkg ÁCIDOS GRASOS DE GLICEROL
POLISORBATOS 432-436 2007 5000 mg/kg Note2
RIBOFLAVINAS 1 01 (i), (ii) 2005 300mgfkg
No. de Categoría de alimento 06.7 Productos a base de arroz precocidos o elaborados, incluidas las tortas de arroz (sólo del tipo oriental)
Aditivo SIN Año Adoptada Dosis máxima Observaciones
SUCRALOSA 955 2007 200 mg/kg Note 72 (TRICLOROGALACTOSACAROSA)
No. de Categoría de alimento 07.0 Productos de panadería Aditivo SIN Año Adoptada Dosis máxima Observaciones
ACEITE MINERAL DE ALTA VISCOSIDAD 905d 2004 3000 mgfkg Note 125
BENZOATOS 210-213 2004 1000 mg/kg Note 13
BUTILHIDROXIANISOL, BHA 320 2007 200 mg/kg Notes 15 & 130
BUTILHIDROXITOLUENO, BHT 321 2007 200 mg/kg Notes 15 & 130
CERA CARNAUBA 903 2001 GMP Note3
~STERES DE ASCORBILO 304,305 2003 1000 mgfkg Notes 10 & 15
~STERES DE PROPILENGLICOL DE 477 2001 15000 mgfkg Notes 11 & 72 ÁCIDOS GRASOS
No. de Categoría de alimento 07.1 Pan y productos de panadería ordinaria Aditivo SIN Año Adoptada Dosis máxima Observaciones
,;sTERES DIACETIL TARTÁRICOS Y DE 472e 2006 6000 mg/kg ÁCIDOS GRASOS DE GLICEROL
No. de Categoría de alimento 07.1.1 Panes y panecillos Aditivo SIN Año Adoptada Dosis máxima Observaciones
ACEITE MINERAL, VISCOSIDAD MEDIA Y 905e 2004 3000 mg/kg Notes 36 & 126 BAJA (CLASE 1)
TERBUTILHIDROQUINONA, TBHQ 319 2006 200 mgfkg Notes 15 & 130
VERDE SÓLIDO FCF 143 1999 100 mgfkg
No. de Categoría de alimento 07.1.2 "Crackers" (galletas saladas o de agua), excluidos los "crackers" dulces
Aditivo SIN Afio Adoptada Dosis máxima Observaciones
CAROTENOS, BETA- (VEGETALES) 160a(ii) 2005 1000 mg/kg
TERBUTILHIDROQUINONA, TBHQ 319 2006 200 mgfkg Notes 15 & 130
,,

CODEXSTAN 192-1995
No. de Categoría de alimento 07 .1.3 Otros productos de panadería ordinaria (p. ej., panecillos tipo rosca "bagels", pan tipo mediterráneo "pita", panecillos ingleses chatos "muffins", etc.)
Aditivo SIN Año Adoptada Dosis máxima Observaciones ~ ~------------------------------------------------ ------------------------------------------------------------------------------------ -------------------GALATO DE PROPILO
TERBUTILHIDROQUINONA, TBHQ
310
319
No. de Categoría de alimento 07.1.4
Aditivo
CAROTENOS, BETA- (VEGETALES)
TERBUTILHIDROQUINONA, TBHQ
SIN
160a(ii)
319
No. de Categoría de alimento 07.2
Aditivo SIN
ACESULFAMEPOTÁSICO 950
ÁCIDO CICLÁMICO (Y SALES DE NA, K Y 952 CA)
ASPARTAMO 951
CARAMELO 111 - PROCESO AL AMONÍACO 150c
CARMINES 120
CAROTENOS, BETA- (VEGETALES) 160a(ii)
CERA CANDELILLA 902
CERA DE ABEJAS 901
ÉSTERES DIACETIL TARTÁRICOS Y DE 472e ÁCIDOS GRASOS DE GLICEROL
GOMA LACA 904
NEOTAMO 961
ÓXIDOS DE HIERRO 172(i)-(iii)
RIBOFLAVINAS 101 (i), (ii)
SACARINA (Y SUS SALES DE Na, K Y Ca) 954
2001
2006
100 mg/kg Notes 15 & 130
200 mg/kg Notes 15 & 130
Productos similares al pan, incluidos los rellenos a base de pan y el pan rallado
Año Adoptada
2005
2006
Dosis máxima Observaciones
1000 mg/kg
200 mg/kg Notes 15 & 130
Productos de panadería fina (dulces, salados, aromatizados) y mezclas
Año Adoptada
2007
2007
2007
1999
2005
2005
2001
2001
2006
2001
2007
2005
2005
2007
Dosis máxima Observaciones
1000 mg/kg
1600 mg/kg
1700 mg/kg
GMP
200 mg/kg
1000 mg/kg
GMP
GMP
20000 mg/kg
GMP
130 mg/kg
100 mg/kg
300 mg/kg
170 mg/kg
Note 165
Notes 17 & 165
Note 165
Note 3
Note 3
Note3
Note 165
SULFITOS 220-225,227,228, 2006 50 mg/kg
Note 165
Note 44 539
VERDE SÓLIDO FCF 143
No. de Categoría de alimento· 07 .2.1
1999 100 mg/kg
Tortas, galletas y pasteles (p. ej., rellenos de fruta o crema)
Aditivo SIN Año Adoptada Dosis máxima Observaciones --------------------------------------------------------------------------------------------------------------------------------------------·------------CARAMELO IV- PROCESO AL SULFITO AMÓNICO
150d
,,
1999 GMP

CODEX ST ,6_1\) 192-1995
No. de Categoría de alimento 07.2.2
Aditivo
CARAMELO IV- PROCESO AL SULFITO AMÓNICO
No. de Categoría de alimento
Aditivo
CARAMELO IV- PROCESO AL SULFITO AMÓNICO
GALA TO DE PROPILO
No. de Categoría de alimento
Aditivo
CARAMELO 111 -PROCESO AL AMONIACO
CARAMELO IV- PROCESO AL SULFITO AMÓNICO
No. de Categoría de alimento
Aditivo
CARMINES
No. de Categoría de alimento
Aditivo
CARMINES
CITRATOS DE ISOPROPILO
No. de Categoría de alimento
Aditivo
BUTILHIDROXIANISOL, BHA
BUTILHIDROXITOLUENO, BHT
CARMINES
CAROTENOS, BETA- (VEGETALES)
GALATO DE PROPILO
POLISORBATOS
TERBUTILHIDROOUINONA, TBHQ
SIN
150d
07.2.3
SIN
150d
310
08.0
SIN
150c
150d
08.1.1
SIN
120
08.1.2
SIN
120
384
08.2
SIN
320
321
120
160a(ii)
310
432-436
319
tff
Otros productos de panadería fina (p. ej., roscas fritas "donuts" (donas), panecillos dulces, "scones" y panecillos chatos "muffins")
MoAdoptada Dosis máxima Observaciones
1999 1200 mg/kg
Mezclas para pastelería fina (p. ej., tortas, tortitas o panqueques)
Afio Adoptada Dosis máxima Observaciones
1999 GMP
2001 200 mg/kg Notes 15 & 130
Carne y productos cárnicos, incluidos los de aves de corral y caza
MoAdoptada
1999
1999
Dosis máxima Observaciones
GMP
GMP
Note 3
Carne fresca, incluida la de aves de corral y caza, en piezas enteras o en cortes
MoAdoptada Dosis máxima Observaciones
2005 500 mg/kg Note 16
. Carne fresca picada, incluida la de aves de corral y caza
Afio Adoptada Dosis máxima Observaciones
2005 100 mglkg Note 117
2001 200 mg/kg
Productos cárnicos, de aves de corral y caza elaborados, en piezas enteras o en corJ:es
Afio Adoptada Dosis máxima Observaciones
2005 200 mglkg Notes 15 & 130
2007 100 mg/kg Notes 15, 130 & 167
2005 500 mg/kg Note 16
2005 5000 mg/kg Note 16
2001 200 mglkg , Notes 15 & 130
2007 5000 mg/kg
2007 100 mg/kg Notes 15,130 & 167