successful field installations point out … coal flow distribution from pulverizers april 2006,...
TRANSCRIPT
BALANCING COALFLOW DISTRIBUTION FROM PULVERIZERS
April 2006, Vol. 24, No. 1
(Continued on Page 2)
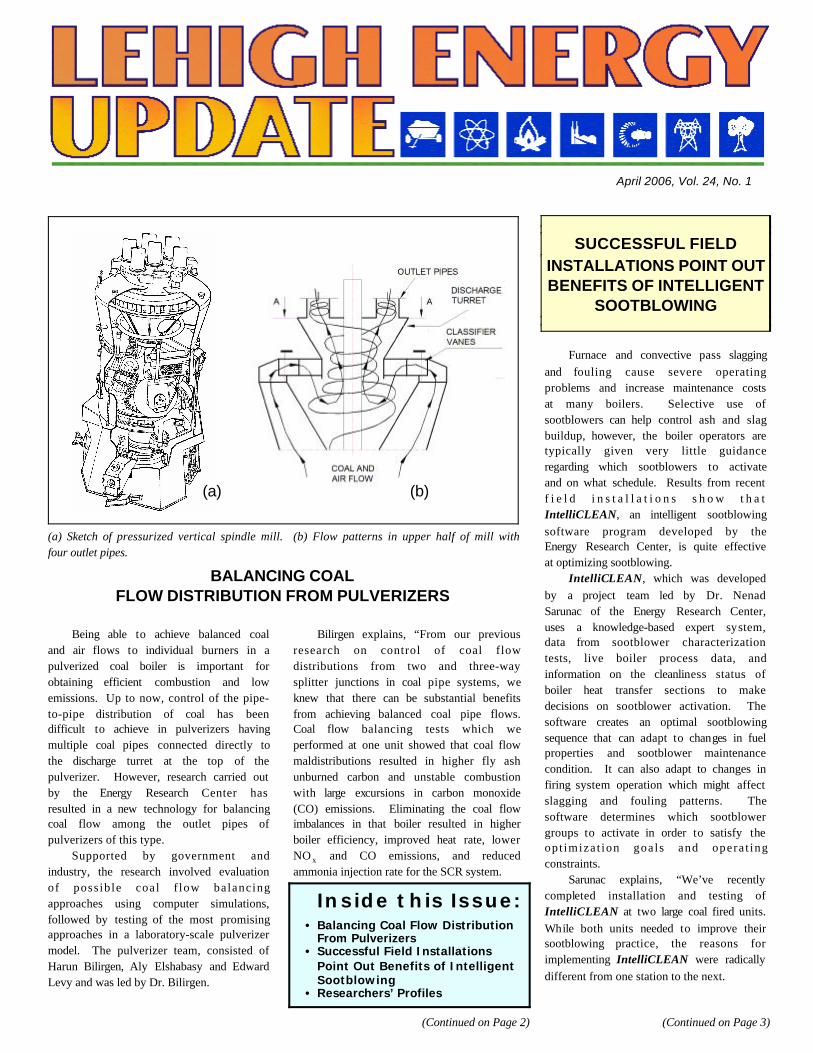
(a) Sketch of pressurized vertical spindle mill. (b) Flow patterns in upper half of mill withfour outlet pipes.
(Continued on Page 3)
(a) (b)
Being able to achieve balanced coaland air flows to individual burners in apulverized coal boiler is important forobtaining efficient combustion and lowemissions. Up to now, control of the pipe-to-pipe distribution of coal has beendifficult to achieve in pulverizers havingmultiple coal pipes connected directly tothe discharge turret at the top of thepulverizer. However, research carried outby the Energy Research Center hasresulted in a new technology for balancingcoal flow among the outlet pipes ofpulverizers of this type.
Supported by government andindustry, the research involved evaluationof possible coal f low balancingapproaches using computer simulations,followed by testing of the most promisingapproaches in a laboratory-scale pulverizermodel. The pulverizer team, consisted ofHarun Bilirgen, Aly Elshabasy and EdwardLevy and was led by Dr. Bilirgen.
Bilirgen explains, “From our previousresearch on control of coal flowdistributions from two and three-waysplitter junctions in coal pipe systems, weknew that there can be substantial benefitsfrom achieving balanced coal pipe flows.Coal flow balancing tests which weperformed at one unit showed that coal flowmaldistributions resulted in higher fly ashunburned carbon and unstable combustionwith large excursions in carbon monoxide(CO) emissions. Eliminating the coal flowimbalances in that boiler resulted in higherboiler efficiency, improved heat rate, lowerNO x and CO emissions, and reducedammonia injection rate for the SCR system.
Inside this Issue:• Balancing Coal Flow Distribution
From Pulverizers• Successful Field Installations
Point Out Benefits of IntelligentSootblowing
• Researchers’ Profiles
SUCCESSFUL FIELDINSTALLATIONS POINT OUTBENEFITS OF INTELLIGENT
SOOTBLOWING
Furnace and convective pass slaggingand fouling cause severe operatingproblems and increase maintenance costsat many boilers. Selective use ofsootblowers can help control ash and slagbuildup, however, the boiler operators aretypically given very little guidanceregarding which sootblowers to activateand on what schedule. Results from recentf i e l d i n s t a l l a t i o n s s h o w t h a tIntelliCLEAN, an intelligent sootblowingsoftware program developed by theEnergy Research Center, is quite effectiveat optimizing sootblowing.
IntelliCLEAN, which was developedby a project team led by Dr. NenadSarunac of the Energy Research Center,uses a knowledge-based expert system,data from sootblower characterizationtests, live boiler process data, andinformation on the cleanliness status ofboiler heat transfer sections to makedecisions on sootblower activation. Thesoftware creates an optimal sootblowingsequence that can adapt to changes in fuelproperties and sootblower maintenancecondition. It can also adapt to changes infiring system operation which might affectslagging and fouling patterns. Thesoftware determines which sootblowergroups to activate in order to satisfy theopt imiza t ion goals and opera t ingconstraints.
Sarunac explains, “We’ve recentlycompleted installation and testing ofIntelliCLEAN at two large coal fired units.While both units needed to improve theirsootblowing practice, the reasons forimplementing IntelliCLEAN were radicallydifferent from one station to the next.
(“Coal Flow Distributions” Continued from P. 1)
Laboratory model (in right side of picture) of top half of a pulverizerwith four outlet pipes connected to cyclones for particle capture.
Based on that successful outcome, weinitiated a research project on coal flowbalancing from pressurized vertical spindlemills. With funding from DOE, theBabcock and Wilcox Company and thePennsylvania Infrastructure TechnologyAlliance, we performed computersimulations of the flow patterns in the tophalf of a pulverizer with four outlet pipes.The computer results revealed the regionsof high and low coal concentration. Thisinformation was used to develop a newapproach to coal flow control which usesflow control elements strategicallypositioned in the pulverizer to change thedistribution of coal flow in the outlet pipes.
We then performed lab scale tests in aone-seventh scale model pulverizer. Thesetests provided data on the effectiveness offlow control elements located at variousplaces in the pulverizer in adjusting thecoal flow distribution.”
Elshabasy continues, “The laboratorytests were carried out in the Center’s CoalFlow Laboratory, using a scale model of apressurized vertical spindle mill. I modifiedthe mill internals by adding flow controlelements at strategic locations. These flowcontrol elements were easily adjusted fromoutside the model while coal was flowingthrough the system. Each of the fouroutlet pipes connected to the top of thepulverizer model was connected to acyclone which separated the coal from theconveying air. By accurately measuringt he weight of coal which accumulated incontainers at the bottoms of the cyclones,I was able to determine the coal flow rate ineach coal pipe. With this approach, I was
able to adjust a flow control element andimmediately determine the effects on thecoal flow rates in the four outlet pipes.
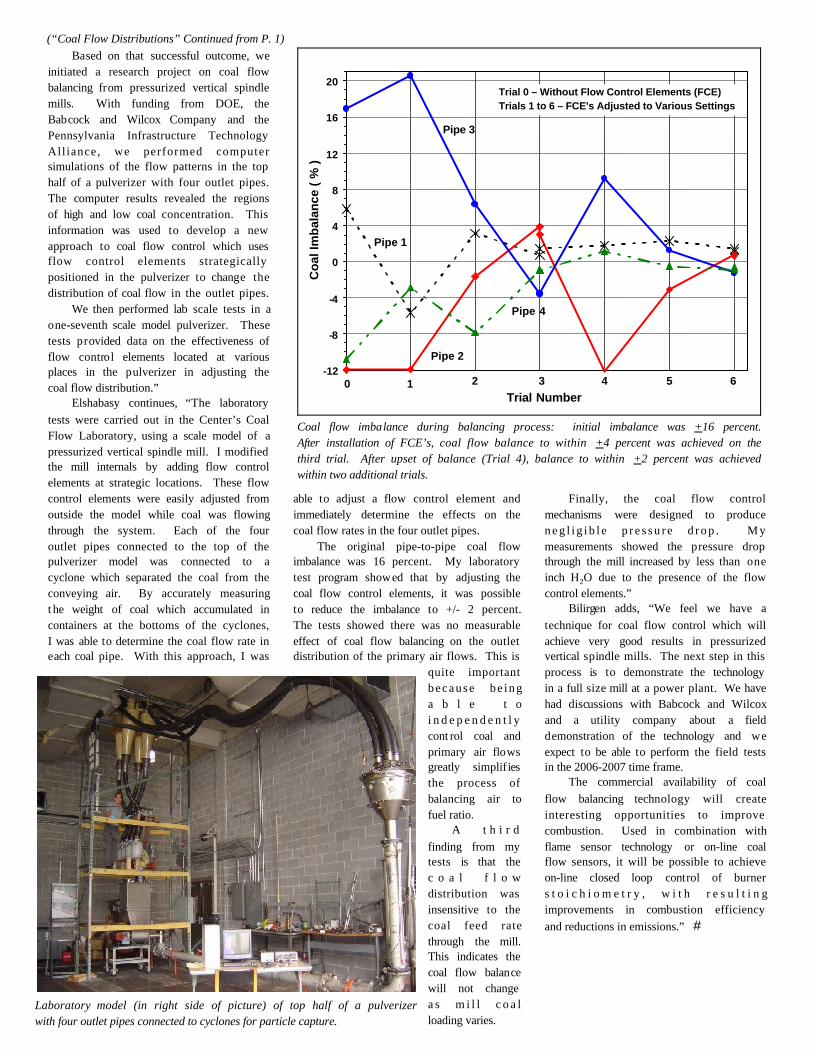
The original pipe-to-pipe coal flowimbalance was 16 percent. My laboratorytest program showed that by adjusting thecoal flow control elements, it was possibleto reduce the imbalance to +/- 2 percent.The tests showed there was no measurableeffect of coal flow balancing on the outletdistribution of the primary air flows. This is
quite importantbecause be inga b l e t oi n d e p e n d e n t l ycont rol coal andprimary air flowsgreatly simplifiesthe process ofbalancing air tofuel ratio.
A t h i r dfinding from mytests is that thec o a l f l o wdistribution wasinsensitive to thecoal feed ratethrough the mill.This indicates thecoal flow balancewill not changea s m i l l c o a lloading varies.
Finally, the coal flow controlmechanisms were designed to producen e g l i g i b l e p r e s s u r e d r o p . M ymeasurements showed the pressure dropthrough the mill increased by less than oneinch H2O due to the presence of the flowcontrol elements.”
Bilirgen adds, “We feel we have atechnique for coal flow control which willachieve very good results in pressurizedvertical spindle mills. The next step in thisprocess is to demonstrate the technologyin a full size mill at a power plant. We havehad discussions with Babcock and Wilcoxand a utility company about a fielddemonstration of the technology and weexpect to be able to perform the field testsin the 2006-2007 time frame.
The commercial availability of coalflow balancing technology will createinteresting opportunities to improvecombustion. Used in combination withflame sensor technology or on-line coalflow sensors, it will be possible to achieveon-line closed loop control of burners t o i c h i o m e t r y , w i t h r e s u l t i n gimprovements in combustion efficiencyand reductions in emissions.” #
-12
-8
-4
0
4
8
12
16
20
Trial Number
Co
al Im
bal
ance
( %
)
Pipe 1
Pipe 3
Pipe 4
Pipe 2
0 1 2 3 4 5 6
Trial 0 – Without Flow Control Elements (FCE)Trials 1 to 6 – FCE's Adjusted to Various Settings
Coal flow imbalance during balancing process: initial imbalance was +16 percent.After installation of FCE’s, coal flow balance to within +4 percent was achieved on thethird trial. After upset of balance (Trial 4), balance to within +2 percent was achievedwithin two additional trials.

0
20
40
60
80
100
8/22/05 0:00 8/22/0512:00
8/23/05 0:00 8/23/0512:00
8/24/05 0:00 8/24/0512:00
8/25/05 0:00 8/25/0512:00
8/26/05 0:00
Time (hrs)
Opa
city
[%
]
0 48
0
20
40
60
80
100
120
8/22/05 0:00 8/22/0512:00
8/23/05 0:00 8/23/0512:00
8/24/05 0:00 8/24/0512:00
8/25/05 0:00 8/25/0512:00
8/26/05 0:00
Opa
city
-Indu
ced
Load
Der
ate
[MW
] Regular Sootblowing Sequence IntelliCLEAN in Operation
24
No Derates with IntelliCLEAN
IntelliCLEAN sharply reduced the number of significantopacity excursions, with the result that opacity-inducedreductions in load were eliminated.
(“Intelligent Sootblowing” Continued from P. 1)
0
10
20
30
40
50
0:00 4:00 8:00 12:00 16:00 20:00 0:000
1 0
2 0
3 0
4 0
5 0
0:00 4:00 8:00 12:00 16:00 20:00 0:00
50
55
60
65
70
75
0:00 4:00 8:00 12:00 16:00 20:00 0:0050
55
60
65
70
75
0:00 4:00 8:00 12:00 16:00 20:00 0:00
SO
OT
BL
OW
ER
AC
TIV
AT
ION
0 024 24TIME (hrs)TIME (hrs)
CONVECTIVE PASS CONVECTIVE PASS
FURNACEFURNACE
IntelliCLEAN in OperationRegular Sootblowing Sequence
IntelliCLEAN modified sootblowing in one boiler to reduce tube erosion and eliminatestrong variations with time of boiler operating conditions. To do this, sootbloweractivations in both the furnace and convective pass were distributed evenly over timeinstead of occurring just twice each day as had been the practice at that unit.
(Continued on Page 4)
One of the units suffered fromfrequent opacity excursions at high loadconditions due to a marginally-sizedelectrostatic precipitator (ESP) and largeflue gas temperature stratification at theESP inlet. As a result, the unit load had tobe reduced whenever the stack opacityexceeded 20 percent for more than theallowed time period. Stack opacityexcursions were usually triggered bysootblowing, which was needed to controlbuildup of slag deposits on the furnacewalls.
Our main objective at this unit was toprevent opacity excursions by controllingthe amount of slag allowed to accumulateon the furnace walls between wallcleanings … and this was to be done byoptimizing sootblowing. An additionalobjective was to use sootblowing tomaintain the furnace exit gas temperaturebelow the ash fusion temperature as a wayof controlling rate of slag buildup. Finallythe station asked us to use sootblowing tomaintain main and reheat s teamtemperatures near their set-point values toimprove heat rate.
The second unit had a history offrequent tube repairs from overuse ofsootblowers. Keeping up with sootblowermaintenance has historically also been asignificant issue for the plant staff. In
addition, this unit is equipped withSelective Catalytic Reduction (SCR) for NOx
control. However, the inlet gas temperatureto the SCR has historically been higher thandesign values, which resulted in a lowerthan expected NOx reduction efficiency andhas also contributed to high SO 3 emissions.
For these reasons, thestation engineers felt thestation would benefit frombetter temperature control ofthe SCR inlet temperatures.
As a consequence, theengineers at the second unitwere interested in reducings o o t b l o w e r a c t i v a t i o nfrequency to reduce erosiondamage to boiler tubes.Improved control of SelectiveCatalytic Reduction (SCR)gas i n l e t t empera tu re ,reduction of NOx emissions,and control of burner tilta n g l e w e r e a d d i t i o n a lobjectives.”
T h e L e h i g h t e a mf o l l o w e d v e r y s i m i l a rprocedures at the two unitsin order to carry out thesootblowing optimizationp r o c e s s . S o o t b l o w e rcharacterization tests wereperformed to determine thee f f e c t s o f i n d i v i d u a lsootblower groups on steamtemperatures, emissions,opacity and other parameters
of interest. The data collected were usedto develop a database, which whencombined with boiler process data anddata on the cleanliness status of the boilerp rov ided t he i npu t s needed byIntelliCLEAN. Sarunac was joined in thiseffort by Xiaodong Bian and David Wei,who adapted the software for the twoapplications, and Carlos Romero and JohnS a l e , w h o g a t h e r e d s o o t b l o w e rcharacterization data at the two units.
The software was implemented onpersonal computers at the stations andwas linked to the Plant Data AcquisitionSystems. The IntelliCLEAN code,screens and modules were configured inconsultation with the plant engineers andoperators. The software was then placedin service in an on-line advisory mode toprovide the operators with advice onwhich sootblowers to activate and when.
Sarunac cont inues, “The results weobtained showed significant benefits atboth units. With IntelliCLEAN in serviceat the first unit, opacity spikes were morefrequent, but smaller in magnitude andshorter in duration compared to those withthe sootblowing sequence which hadpreviously been used at the plant. As aresult, the need for opacity-related loadreductions was eliminated.
The data from this unit also showedthat with IntelliCLEAN in service, thefurnace exit gas temperature was reducedby 15°F, which reduced the propensity for

(“Intelligent Sootblowing” Continued from P. 3)LEHIGH ENERGY UPDATEEnergy Research CenterLehigh University117 ATLSS DriveBethlehem, Pennsylvania 18015(610) 758-4090
Please notify Jodie Johnson at [email protected] with any name and address changes.
__________________ NON-PROFIT ORG.
U.S. POSTAGE PAID
BETHLEHEM, PA. PERMIT NO. 230 __________________
slag accumulation. In addition, highersteam temperatures were achieved, and thedesuperheating spray flow rate and theboiler exit gas temperature were reduced,all of which improved unit heat rate.
As a result of the improvements top l a n t o p e r a t i o n s o b t a i n e d w i t hIntelliCLEAN, the software was put intothe closed-loop control mode at the firstplant in March, 2006. Since then it has runcontinuously, while activating plantsootblowers automatically to meetoptimization objectives. An evaluation ofthe long-term benefits to the plant is inprogress.
With installation of IntelliCLEAN atthe second unit, the number of sootbloweractivations has increased in the furnaceand decreased in the convective pass, witha 15 percent reduction in total sootbloweractivation time. As a consequence of thechange in sootblowing patterns, there aremuch smaller variations with time infurnace exit gas temperature, burner tiltangle and SCR inlet gas temperature andthe average burner tilt angle has beenreduced. This has resulted in reductionsin NOx emissions, reheat spray flow ratesand unit heat rate. In addition, thereduction in burner tilt angle has led to alarge reduction in rate of formation of ashclinkers on the platen superheater.”
Sarunac concludes, “These twoprojects provide very good illustrations ofthe benefits of optimizing sootblowingpractice. While the benefits are obviouslyvery site specific, the wide range ofp ossible operational improvements andmaintenance impacts is quite surprising. Itis widely believed improved sootblowingwill reduce heat rate and NO x emissions.Our work at these two stations show thepotential benefits are much broader.” #
For more information about eithersootblowing optimization or coalflow balancing, please contact JohnSale at [email protected] or at (610)758-4545.
LEHIGH ENERGY UPDATE is apublication of the Energy ResearchC e n t e r a t L e h i g h U n i v e r s i t y .Subscriptions upon request. Addressinquiries to Edward K. Levy, Director,Energy Research Center, LehighUniversity, Bethlehem, PA 18015 or byv i s i t i n g o u r h o m e p a g e a twww.lehigh.edu/energy. Ursla Levy,editor.
RESEARCHERS’ PROFILES
! Dr. Nenad Sarunac has a Ph.D. in Mechanical Engineering and is anAssociate Director of the Energy Research Center. His research focuseson power plant heat rate improvement, emissions control and processoptimization.
! Dr. Harun Bilirgen has a Ph.D. in Mechanical Engineering and is aResearch Scientist in the Energy Research Center. One of his researchspecialities is the fluid mechanics of gas-particle flow systems.
! Dr. Carlos Romero is an Associate Director of the Energy Research Centerwith a Ph.D. in Mechanical Engineering. He is a specialist in combustionkinetics and emissions control.
! John Sale has BS and MS degrees in Mechanical Engineering. He isDirector of the Center’s Energy Liaison Program.
! Aly Elshabasy has BS and MS degrees in Mechanical Engineering. He isexpected to receive his Ph.D. degree in Summer, 2006 and has focused hisresearch on control of coal flow in pulverizers.
! Dr. Xiaodong Bian has a Ph.D. degree from Lehigh University. His Ph.D.research dealt with application of artificial intelligence and adaptive modelingtechniques to optimization of power plant processes.
! Zhang Wei is pursuing a Ph.D. degree in Mechanical Engineering. HisPh.D. research focuses on computer applications and modeling of fluidizedbed drying of coal.