study of machine tools – lathe machine,
TRANSCRIPT
Study of machine tools – Lathe machine, Drilling machine and
grinding machine
BY- Prof. Sonam.M. GujrathiSanjivani college of Engineering
Department of Mechanical Engineering, Kopargaon
• Def – Machine Toolthe machines used for carrying out metal cutting processes (removing material in the form of chips) and surface finishing process (good surface finish to the already machined work piece, with the negligible removal of the material).
CLASSIFICATION OF MACHINE TOOLS
1) According to the desired purposeMachines which are used to perform only some specified operation
a. single purpose machine toolb. multi purpose machine toolc. special purpose machine tool
2) According to the size of chip removeda. larger sized chips
1. lathe machine2. drilling machine3. milling machine4. shaping machine etc
b. small sized chips1. grinding machine2. lapping machine3. honing machine4. polishing machine
LATHE MACHINE• A lathe is a machine tool which rotates the workpiece on its axis
to perform various operations such as cutting, sanding, knurling, drilling, or deformation, facing, turning, with tools that are applied to the workpiece to create an object which has symmetry about an axis of rotation.
• Examples of objects that can be produced on a lathe include candlestick holders, gun barrels, cue sticks, table legs, bowls, baseball bats, musical instruments (especially woodwind instruments), crankshafts, and camshafts.
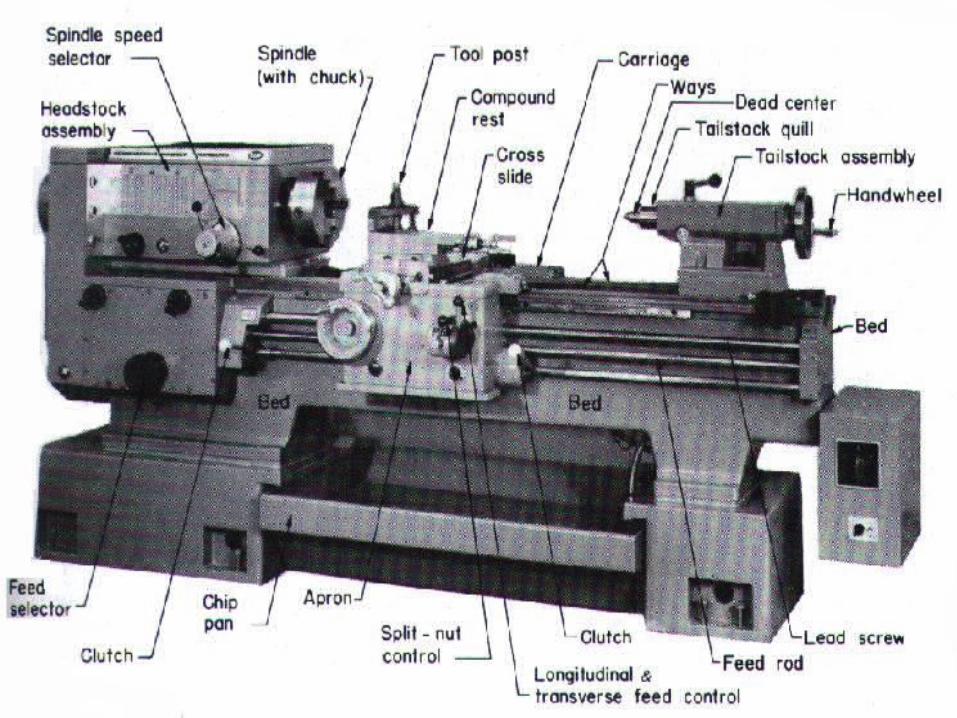
• Bed: Usually made of cast iron. Provides a heavy rigid frame on which all the main components are mounted.
• Headstock: contains gear box , mounted in a fixed position on the inner ways, usually at the left end. Using a chuck, it rotates the work.
• Gearbox: inside the headstock, providing multiple speeds with a geometric ratio by moving levers.
• Tailstock: Fits on the inner ways of the bed and can slide towards any position the headstock to fit the length of the work piece. An optional taper turning attachment would be mounted to it.
• Carriage: Moves on the outer ways. Used for mounting and moving most the cutting tools.
• Feed Mechanism: the movement of the tool relative to the work piece is known as feed. Lathe tool can have longitudinal, cross and angular feed. Function of feed mechanism is to transmit the motion from headstock spindle to the carriage by using various units.
• Lead Screw (thread cutting mechanism): is a long threaded shaft which is used as a master screw and it is brought into operation only when threads have to be cut. In other time, it is disengaged from the gear box and remains stationary.

LATHE MACHINE OPERATION
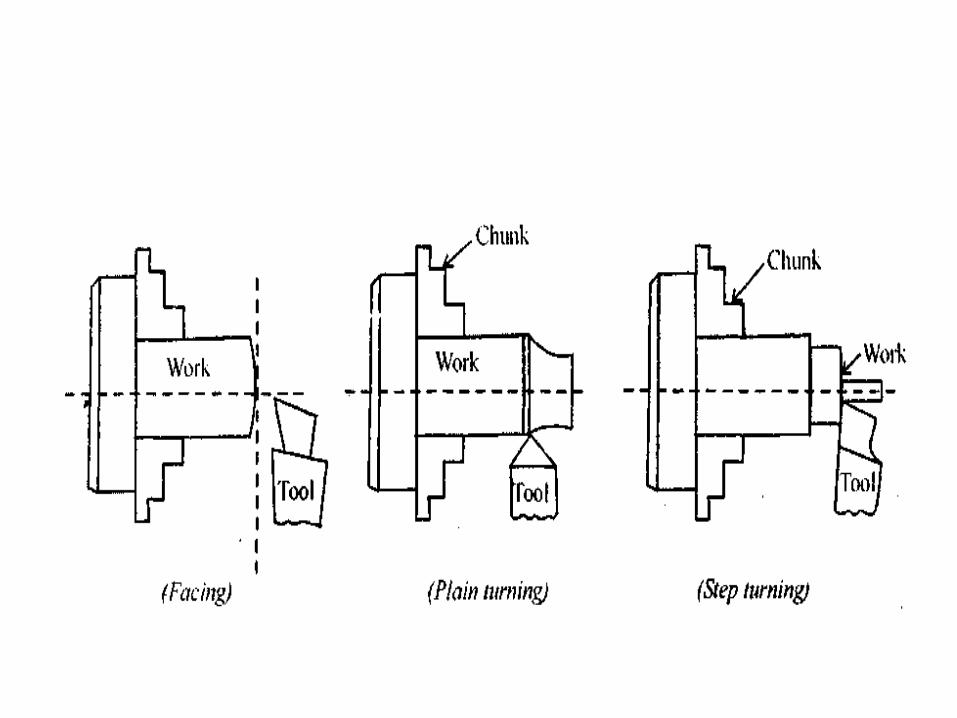
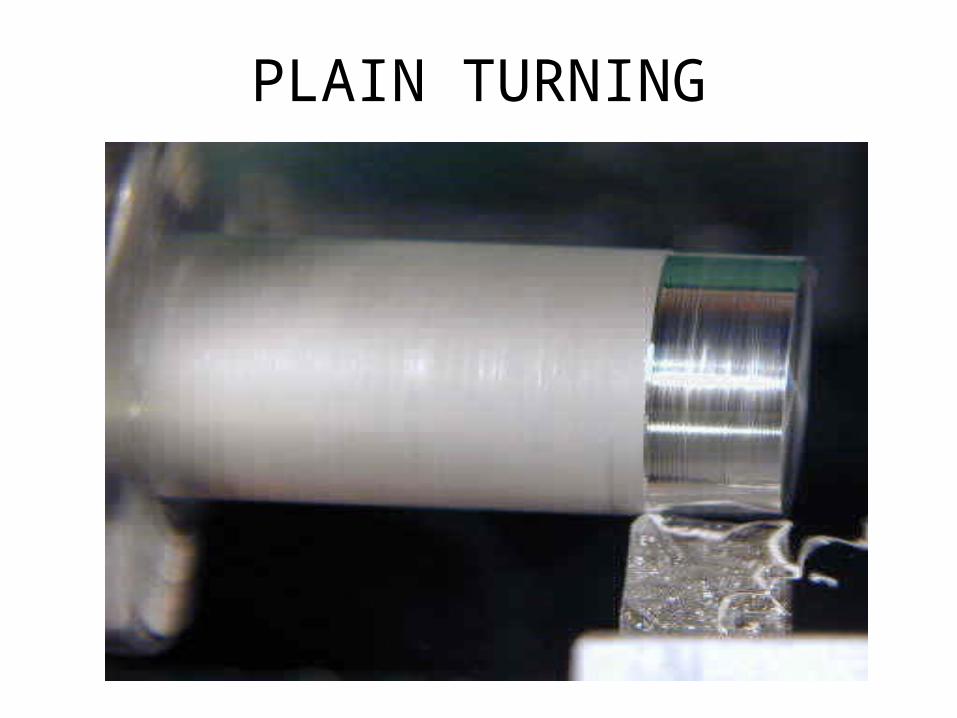
PLAIN TURNING
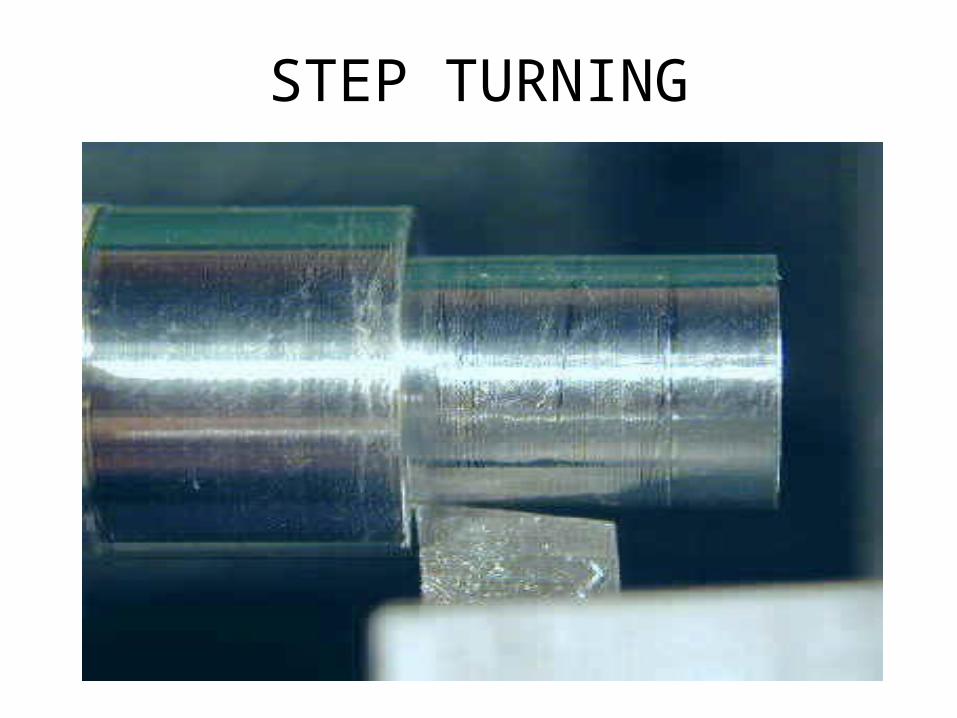
STEP TURNING
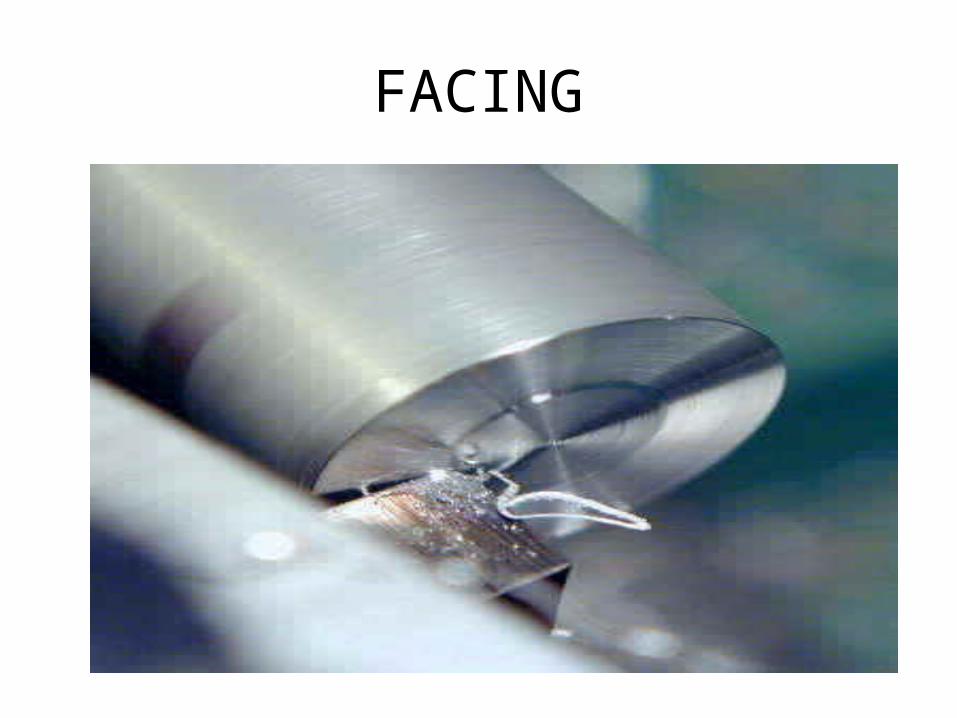
FACING
• In rough turning high rate of feed and heavy depth of cut are given to remove the excess material in a minimum time. Avg depth of cut is from 2 – 5 mm and feed rate is 0.3 – 1.5 mm per revolution. Spindle speed will be low.
• In finish turning smooth surface finish is produced. Spindle speed should be high & feed rate & depth of cut should be very small. Depth of cut varies from 0.5 – 1 mm & feed rate varies from 0.1 – 0.3 mm per revolution.
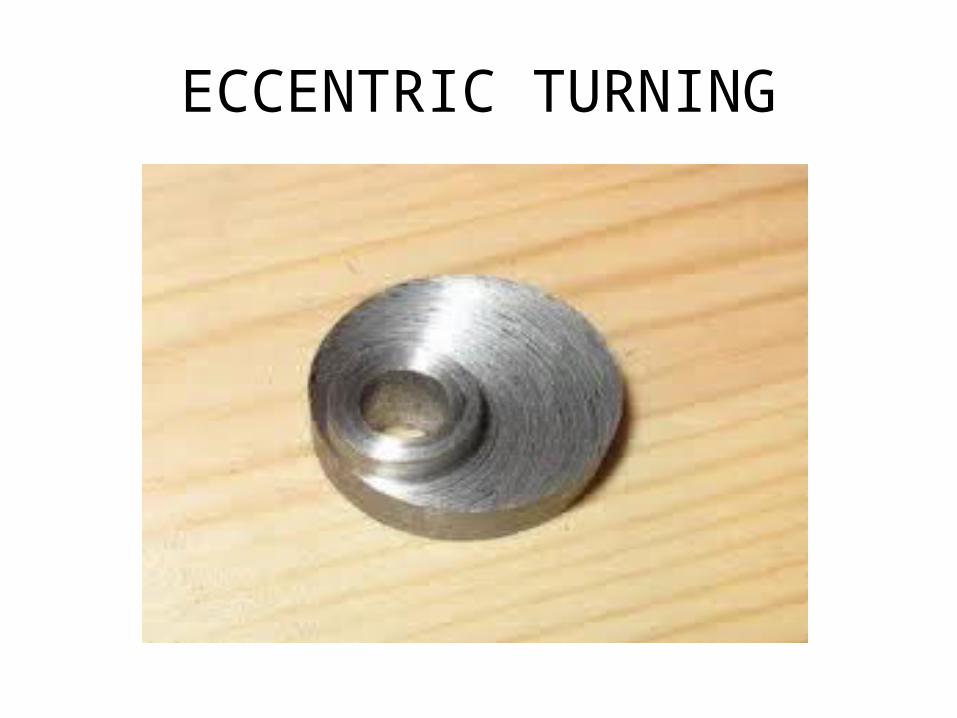
ECCENTRIC TURNING
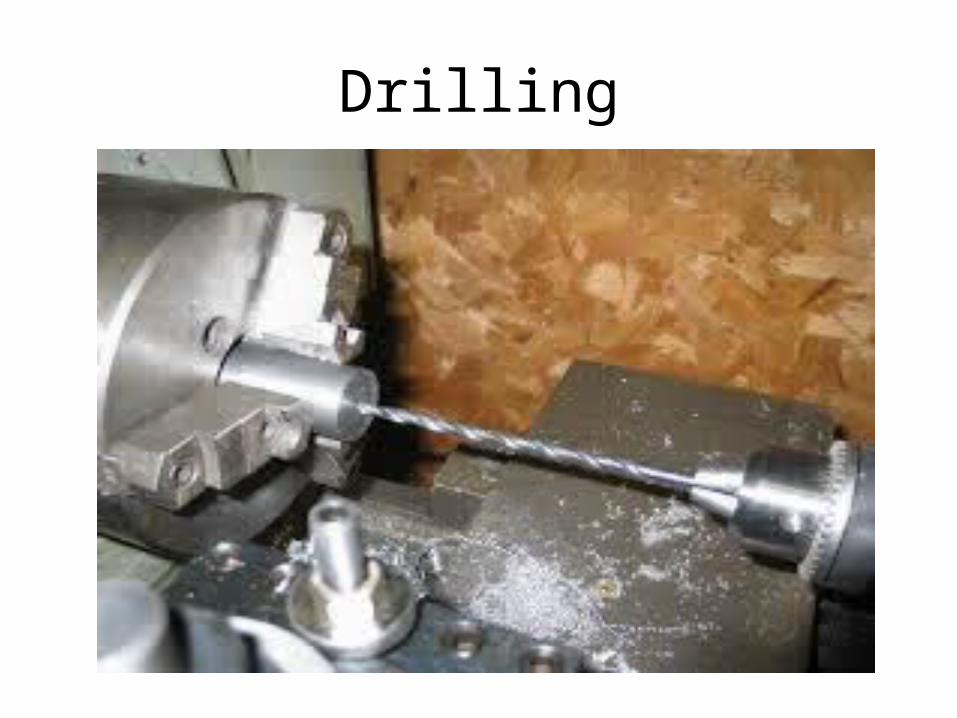
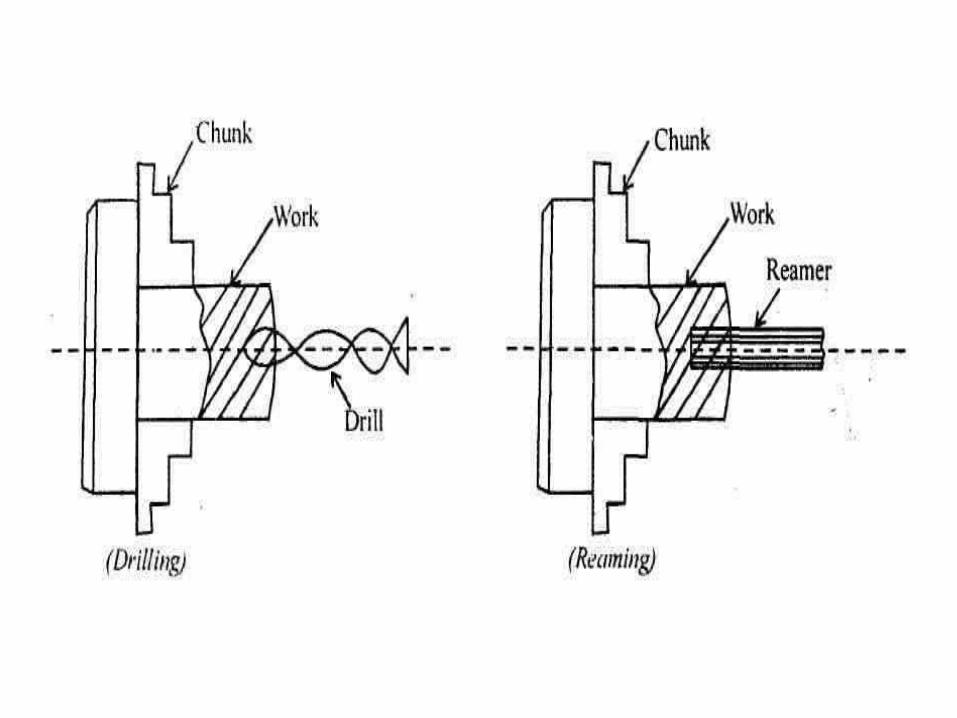
Drilling
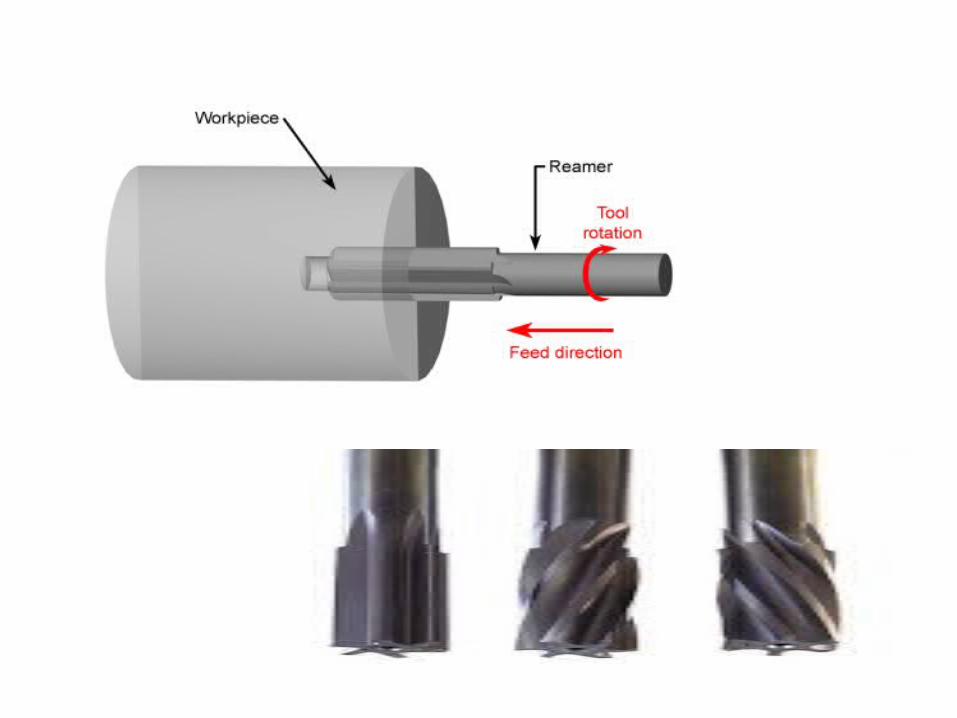
Reaming
• A reamer enters the workpiece axially through the end and enlarges an existing hole to the diameter of the tool. Reaming removes a minimal amount of material. It is finishing operation.
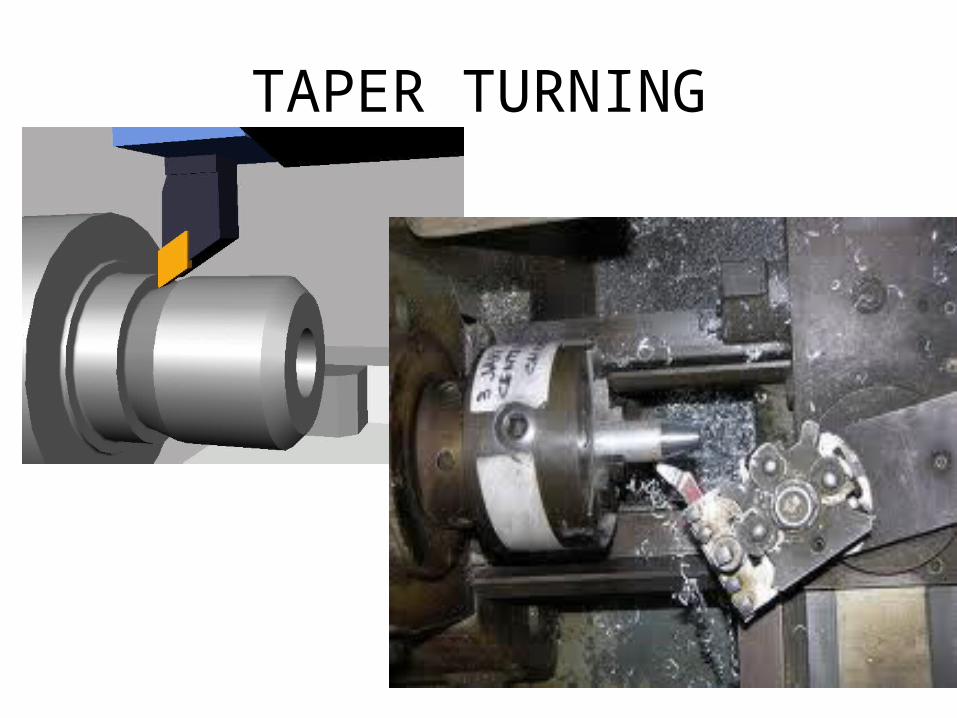
TAPER TURNING
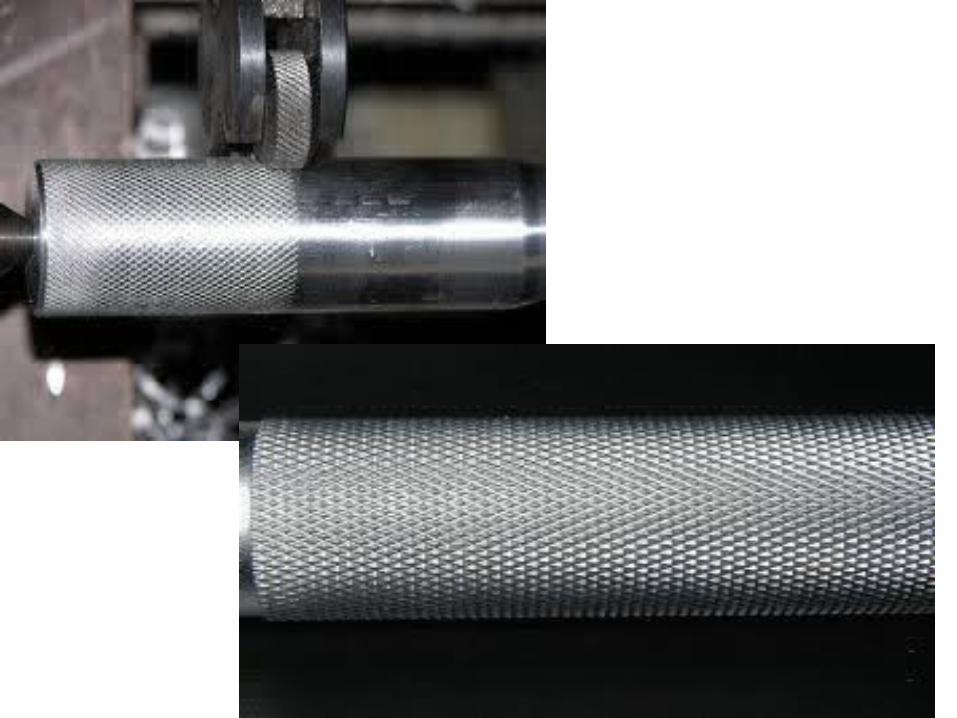
knurling• Knurling allows hands or fingers to get a better grip on the
knurled object than would be provided by the originally smooth metal surface. Occasionally, the knurled pattern is a series of straight ridges or a helix of "straight" ridges rather than the more-usual criss-cross pattern.
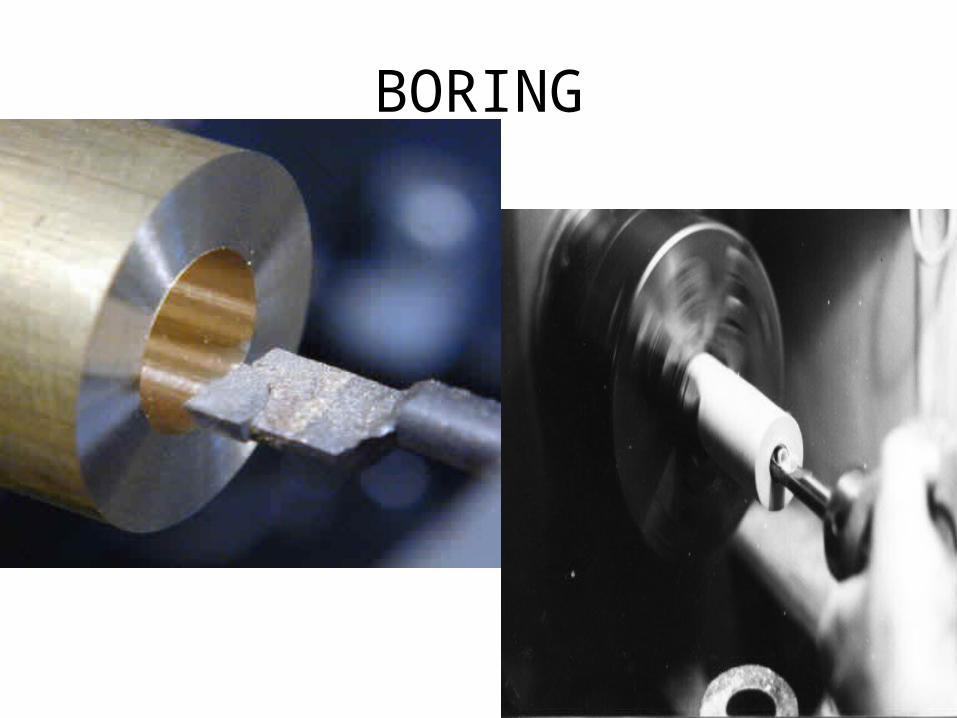
BORING
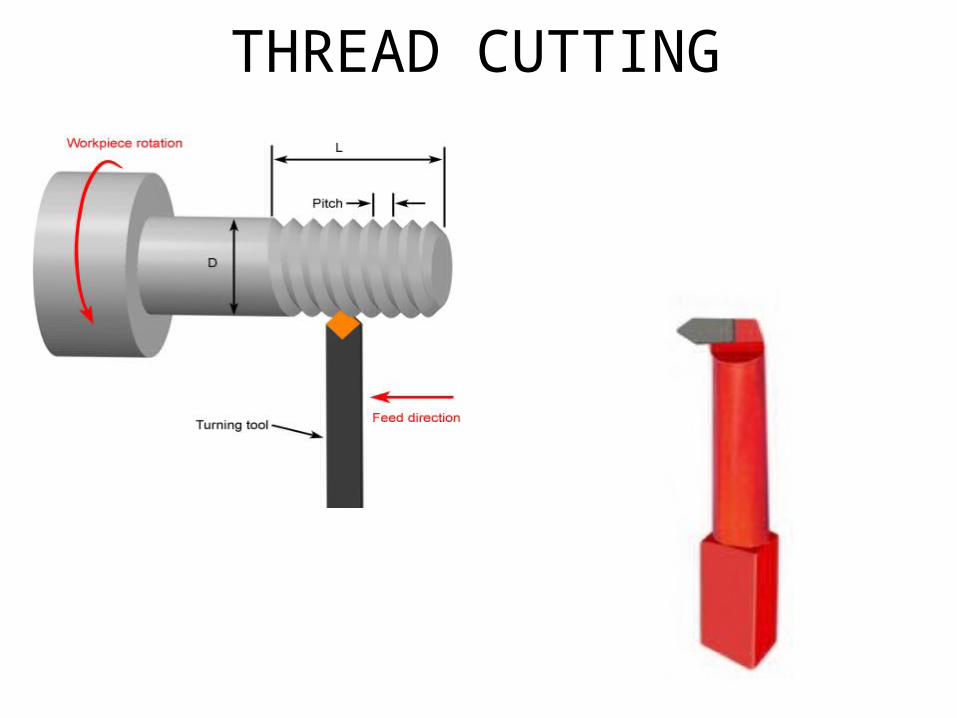
THREAD CUTTING

PARTING OFF• parting tool is fed perpendicular to the axis of the
work piece. a square groove is made and depended further till parting takes place.
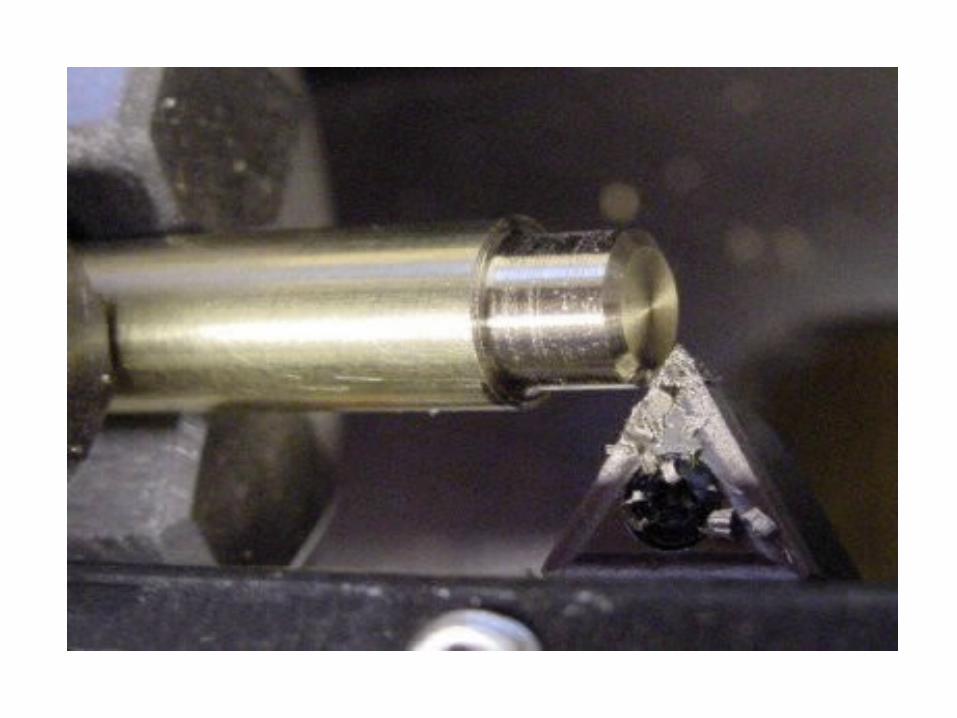
CHAMFERING
• It is an operation of beveling the extreme end of workpiece.
• Chamfering is done to remove burrs, to protect end of the work piece from being damaged and to have better appearance.
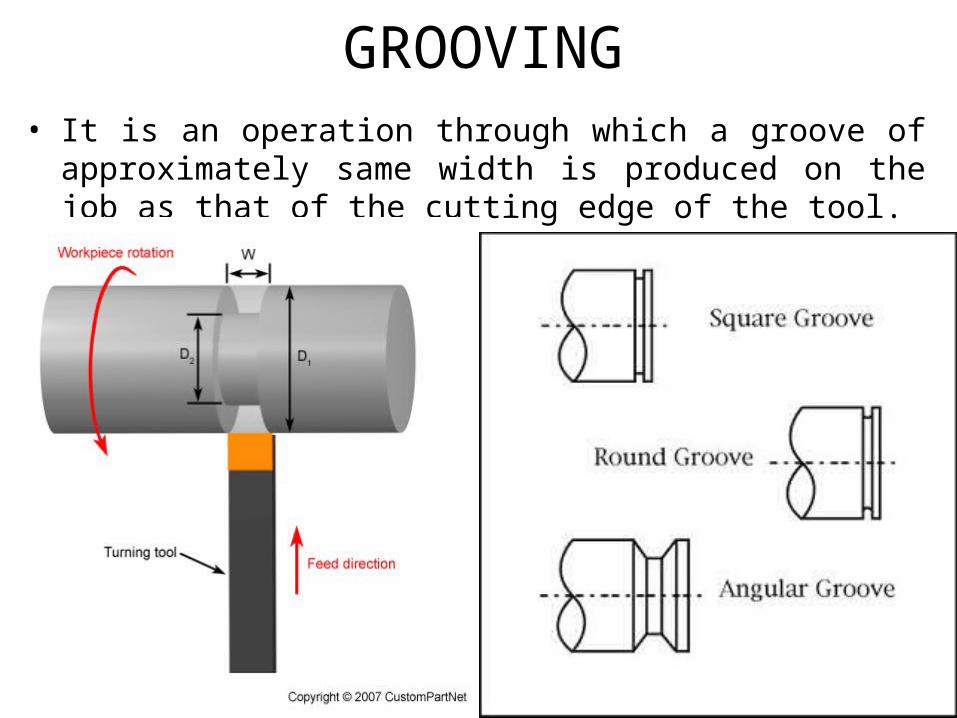
GROOVING• It is an operation through which a groove of approximately same
width is produced on the job as that of the cutting edge of the tool.
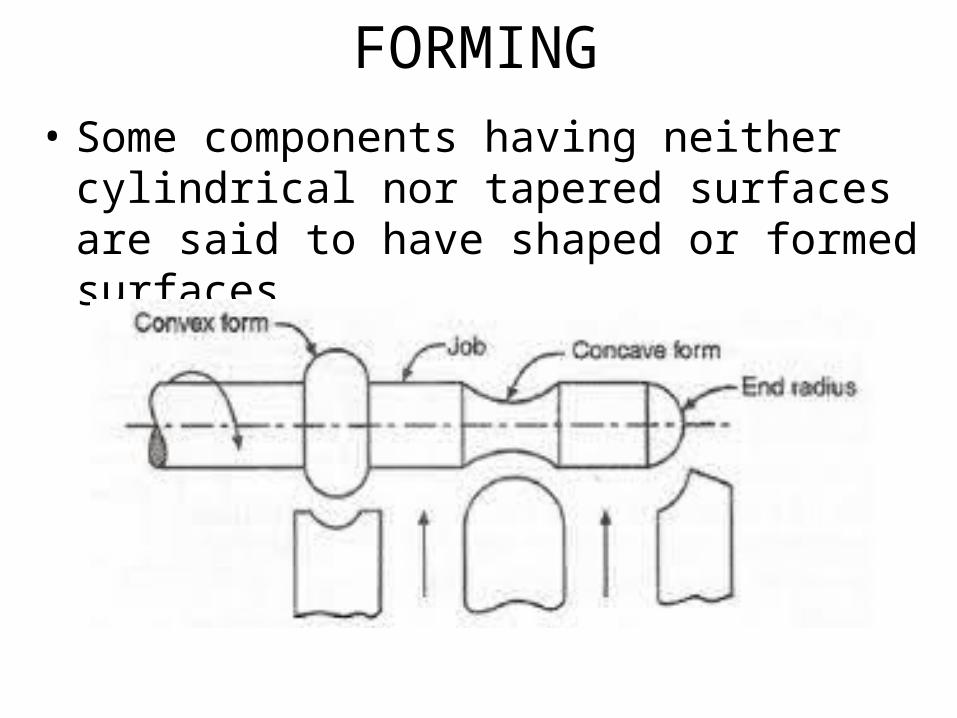
FORMING• Some components having neither cylindrical nor
tapered surfaces are said to have shaped or formed surfaces.

Drilling Machine• Drilling is an operation through which holes are
produced in a solid material by using a revolving tool which is called as drill.
• Basic elements of drilling machine are – basecolumnwork tabledrill headspindle drive
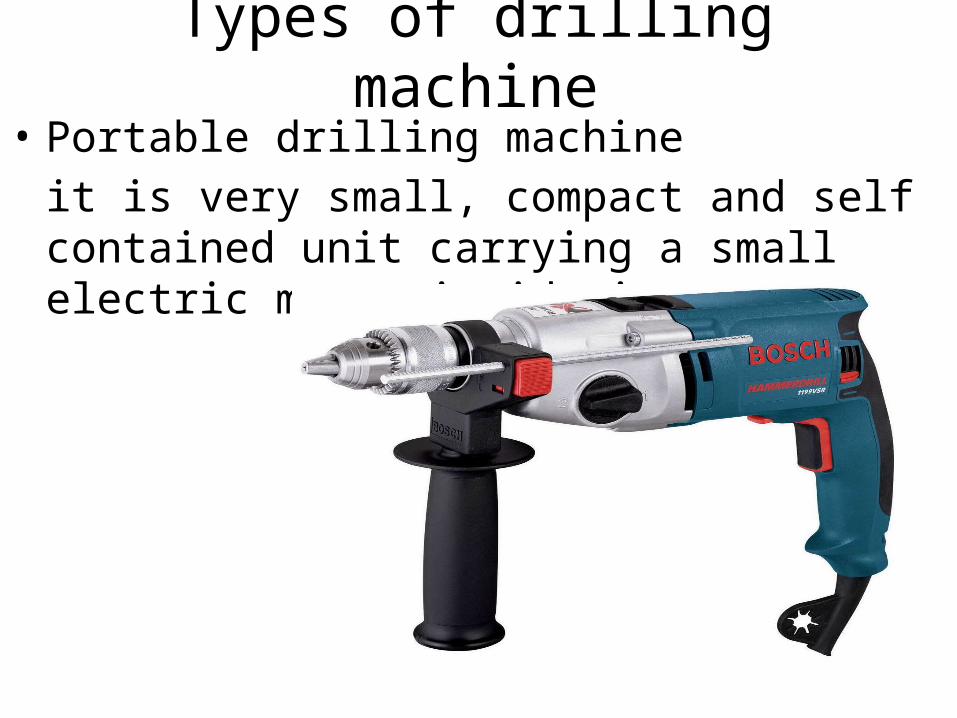
Types of drilling machine• Portable drilling machine
it is very small, compact and self contained unit carrying a small electric motor inside it.
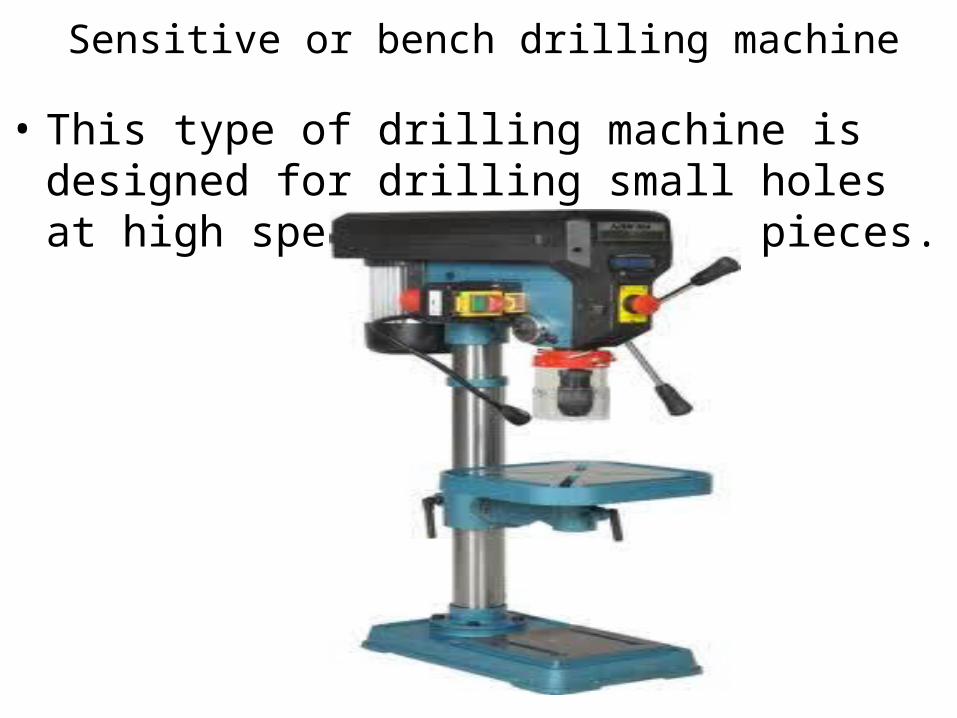
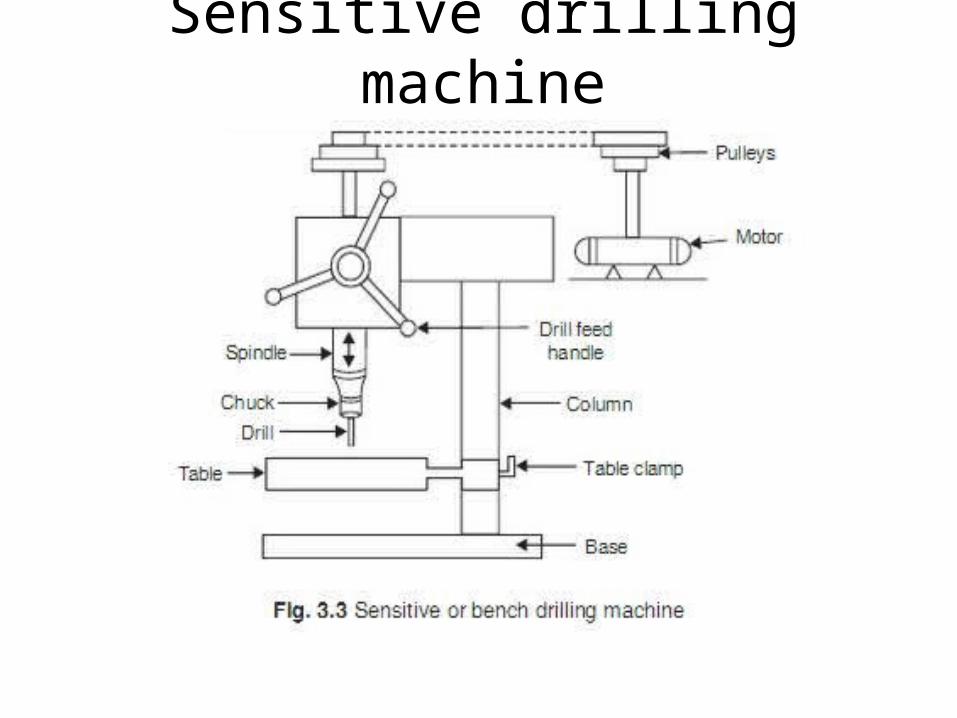
Sensitive or bench drilling machine• This type of drilling machine is designed for drilling
small holes at high speed in light work pieces.
Sensitive drilling machine
• Simplest type• Used for light duty work for drilling the hole
upto 12.5mm dia.
Sensitive drilling machine
Upright or pillar drilling machine• Similar to sensitive but is larger and heavier than
sensitive drilling machine• Used for handling medium sized work pieces.• Table of the machine has different types of
adjustment

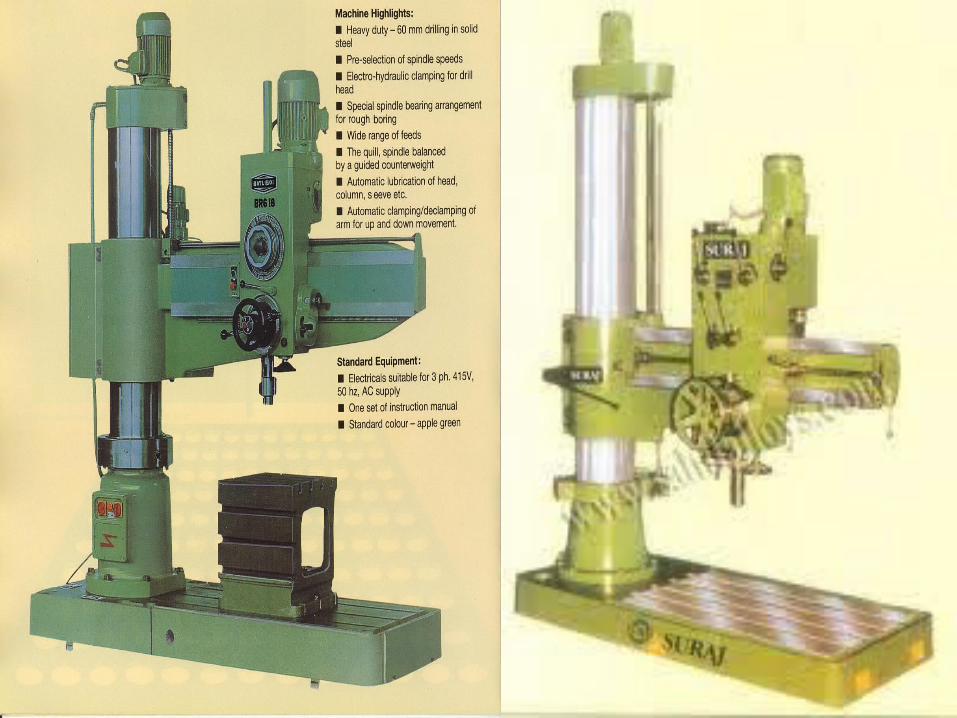
Radial drilling machine• Radial drilling machine is designed for drilling
medium to large and heavy workpieces.
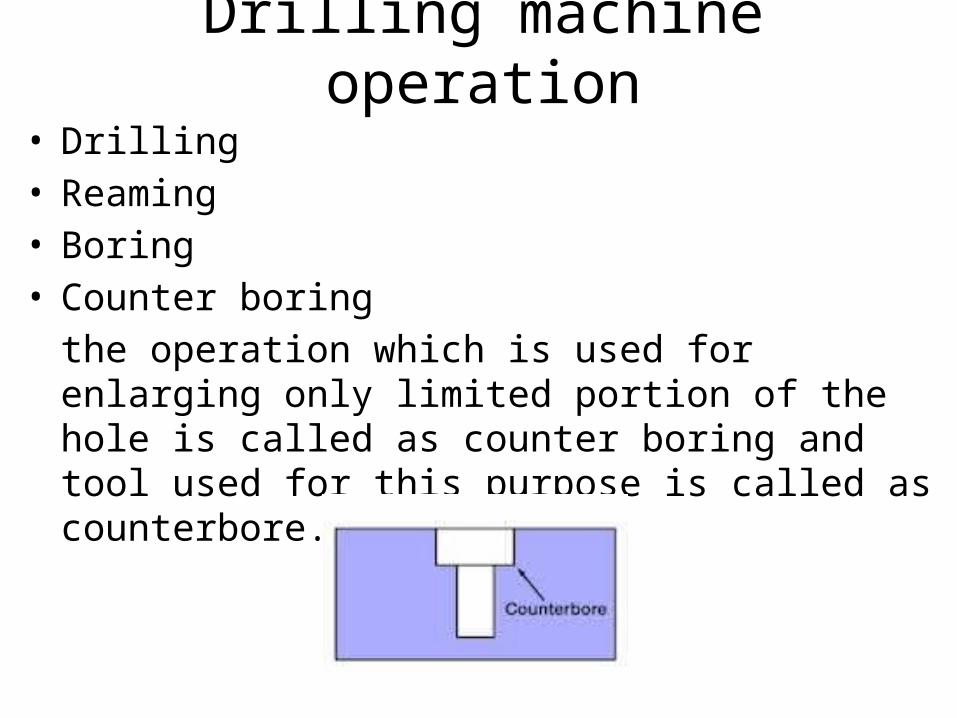
Drilling machine operation• Drilling• Reaming• Boring• Counter boring
the operation which is used for enlarging only limited portion of the hole is called as counter boring and tool used for this purpose is called as counterbore.
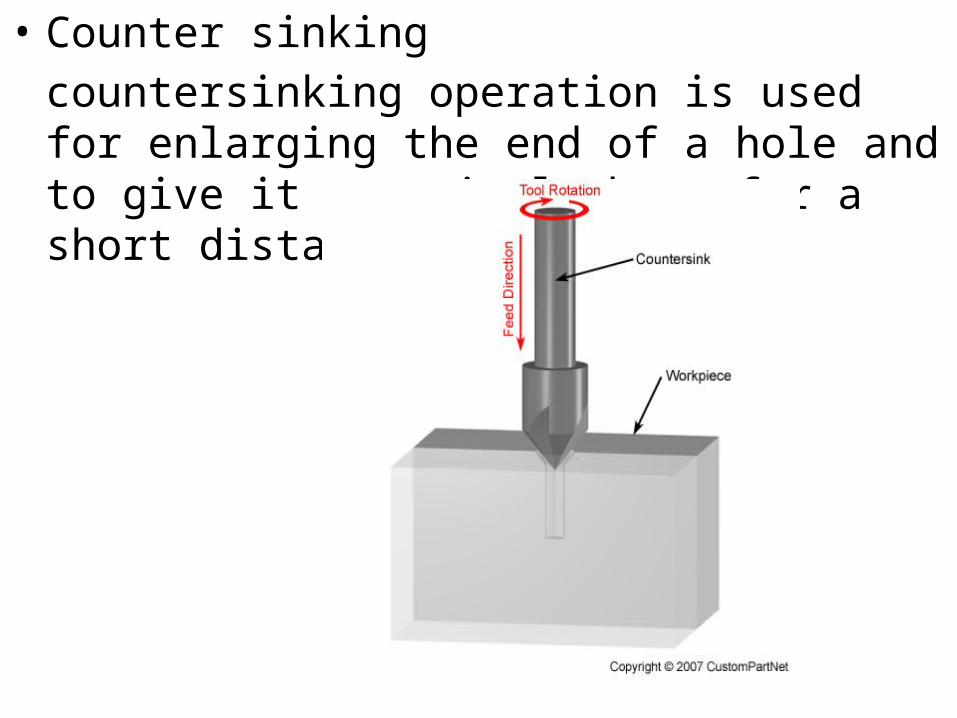
• Counter sinkingcountersinking operation is used for enlarging the end of a hole and to give it a conical shape for a short distance.
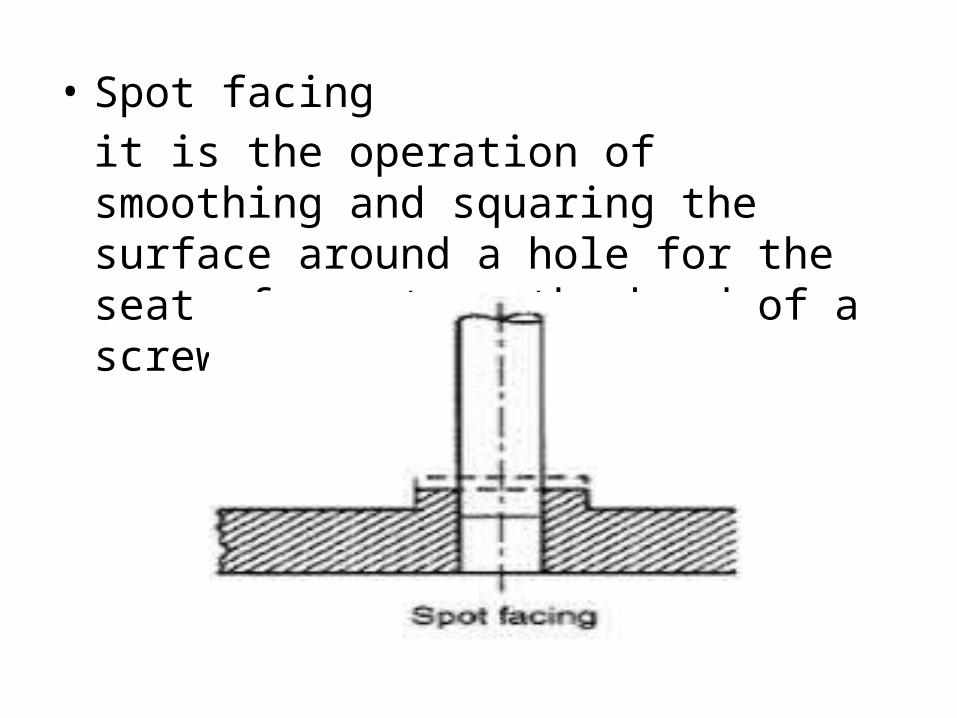
• Spot facingit is the operation of smoothing and squaring the surface around a hole for the seat of a nut or the head of a screw
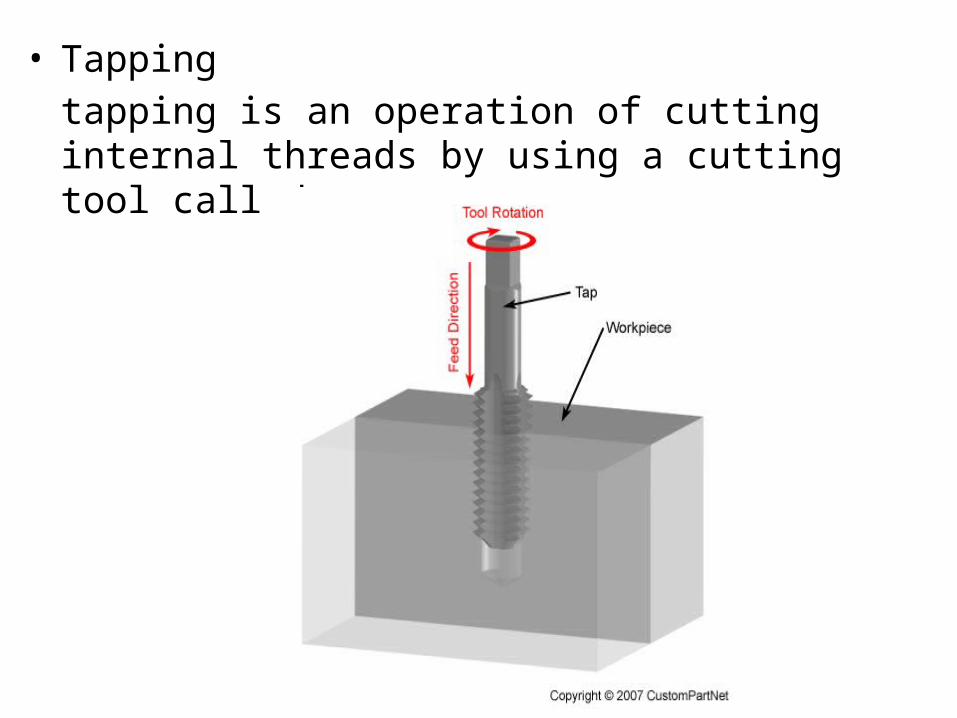
• Tappingtapping is an operation of cutting internal threads by using a cutting tool called as tap.
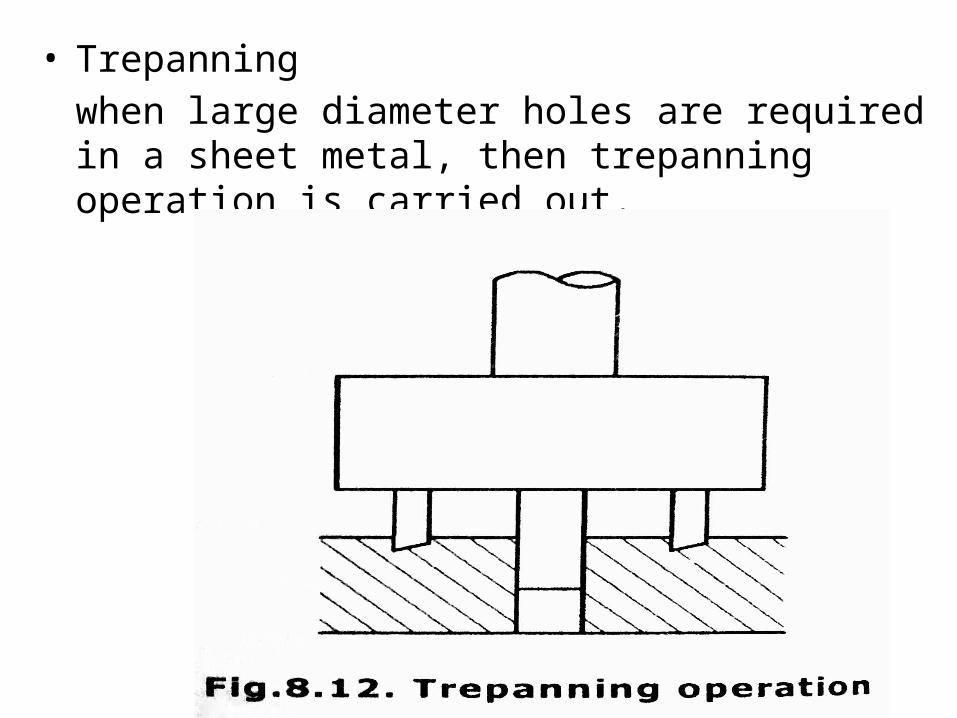
• Trepanningwhen large diameter holes are required in a sheet metal, then trepanning operation is carried out.
GRINDING MACHINE
• Grinding is a process of removing the material by the abrasive action of a revolving wheel on the surface of workpiece.
• During the grinding process, material is removed in the form of chips.
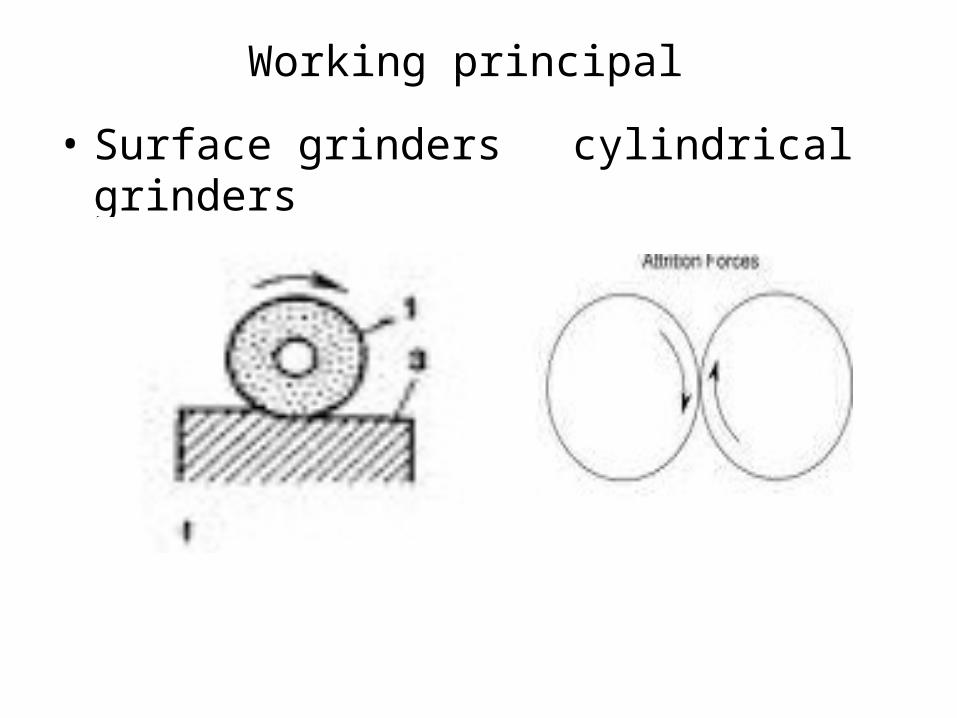
Working principal
• Surface grinders cylindrical grinders
Types of grinding machine• Rough or non precision grinding machine
main purpose is to remove more material than that can be removed by other grinder
Types- 1. bench or floor grinding 2. portable grinding 3. swing frame grinding
4. belt grinders• Fine or precision grinders
removes a small amount of material and finish the workpiece to very accurate dimensions
Types- 1. cylindrical grinders 2. centreless grinders 3. surface grinders
4. internal grinders 5. special grinders
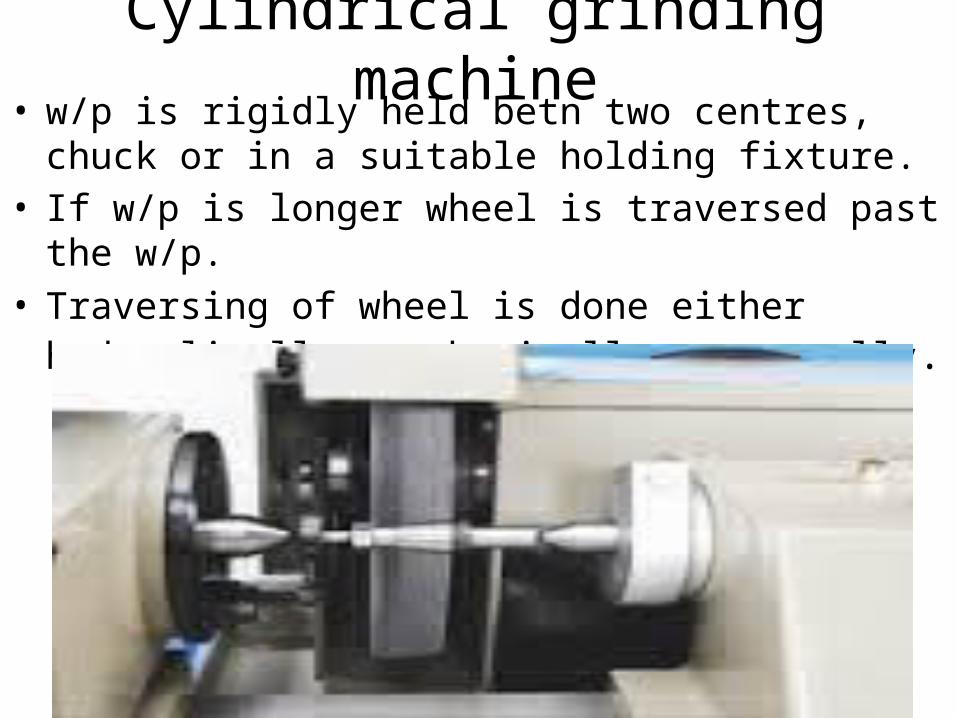
Cylindrical grinding machine• w/p is rigidly held betn two centres, chuck or in a suitable
holding fixture.• If w/p is longer wheel is traversed past the w/p.• Traversing of wheel is done either hydraulically,
mechanically or manually.
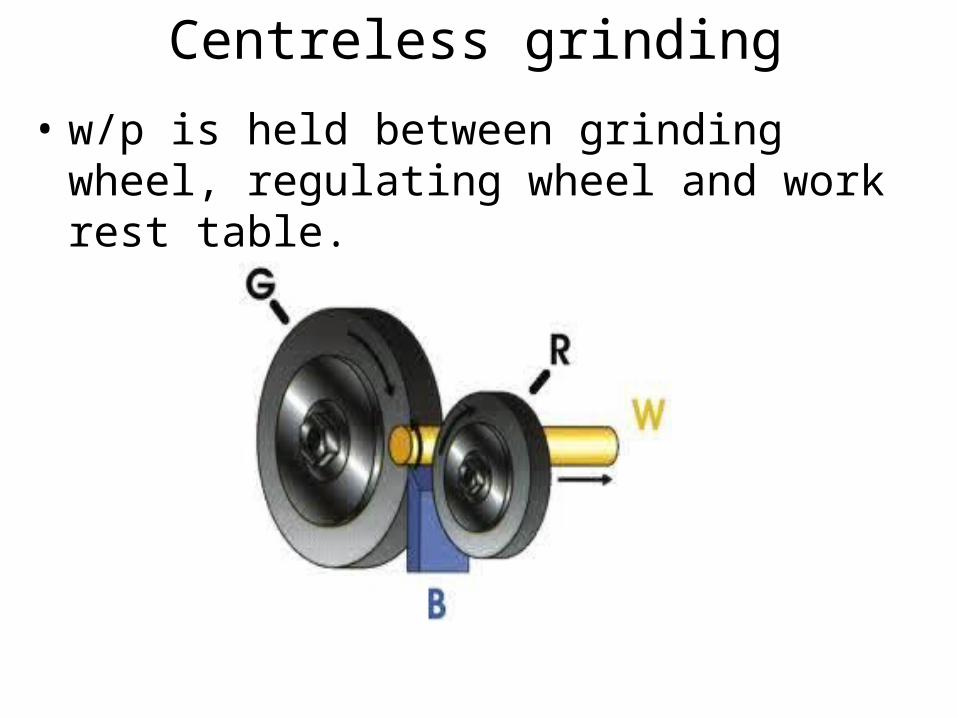
Centreless grinding• w/p is held between grinding wheel, regulating
wheel and work rest table.
Surface grinding machine• Surface grinders are used to machine flat,
irregular, regular or tapered surfaces.• As per the table movement and position of
spindle, the surface grinders are classified as-1. reciprocating table
a. horizontal spindleb. vertical spindle
2. rotary tablea. horizontal spindleb. vertical spindle
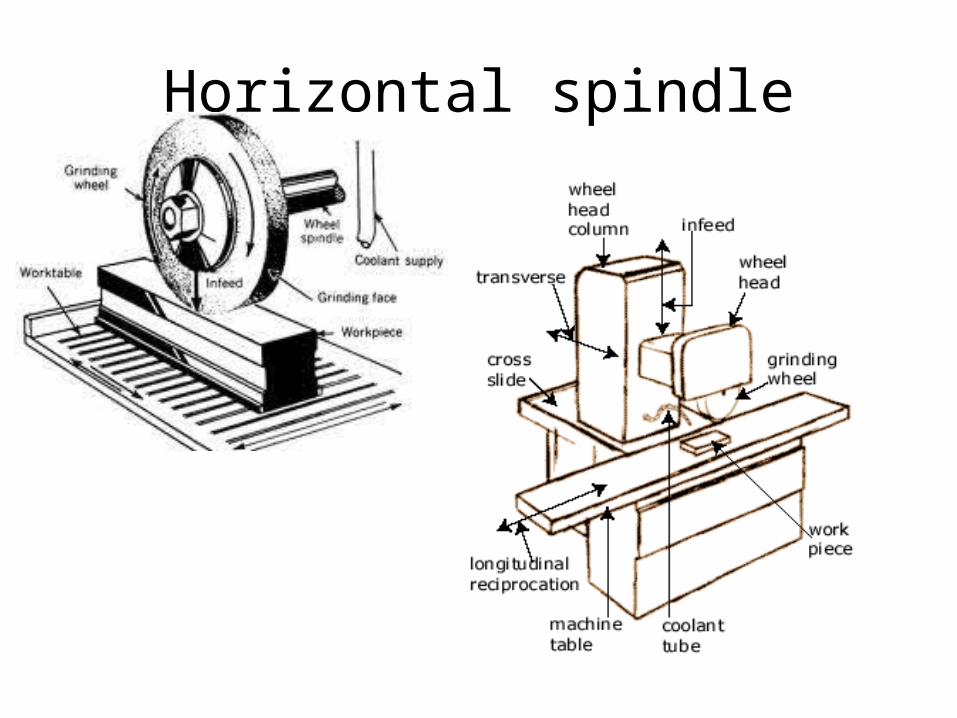
Horizontal spindle
• When object are of rect. c/s reciprocating type surface grinders are more suitable in which w/p is mounted on magnetic chuck/table.
• When object are of circular type rotary surface grinders are used.
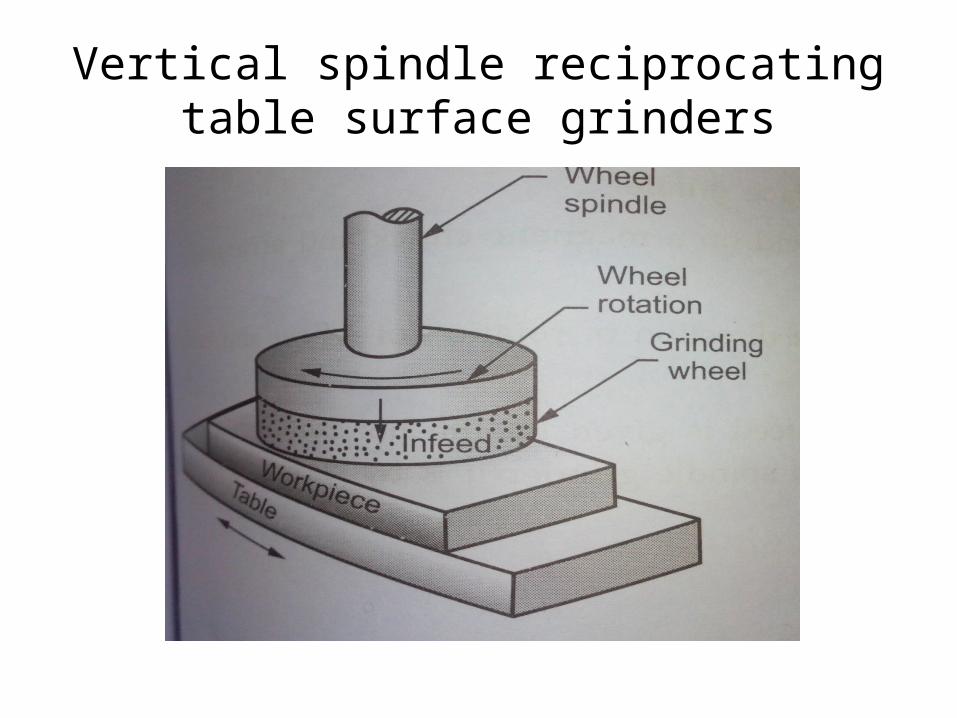
Vertical spindle reciprocating table surface grinders
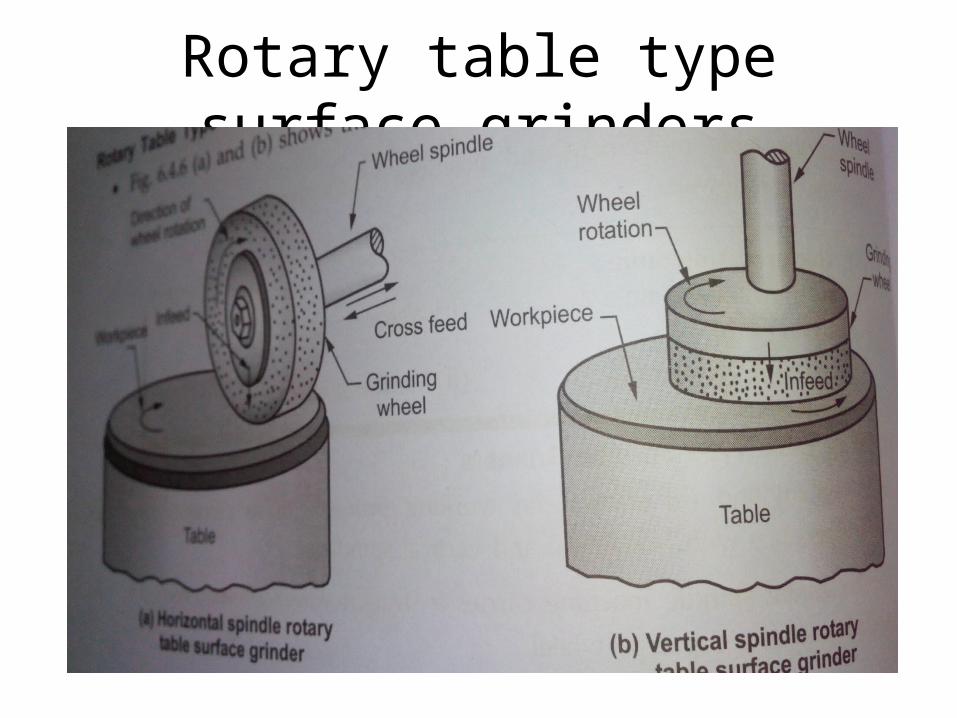
Rotary table type surface grinders

Internal grinding machine

THANK YOU