studies of multi-functional (physicochemical) properties
TRANSCRIPT
American Journal of Chemistry and Materials Science 2017; 4(5): 36-48
http://www.openscienceonline.com/journal/ajcms
Studies of Multi-Functional (Physicochemical) Properties of Cotton Fabric by Applying Different Formulations of Finishing Agent
Muhammad Rizwan*, Sobia Naseem
Department of Chemistry, University of Engineering and Technology, Lahore, Pakistan
Email address
[email protected] (M. Rizwan), [email protected] (S. Naseem) *Corresponding author
To cite this article Muhammad Rizwan, Sobia Naseem. Studies of Multi-Functional (Physicochemical) Properties of Cotton Fabric by Applying Different
Formulations of Finishing Agent. American Journal of Chemistry and Materials Science. Vol. 4, No. 5, 2017, pp. 36-48.
Received: September 30, 2017; Accepted: November 2, 2017; Published: January 8, 2018
Abstract
A multifunctional textile finish is synthesized to manage more than one characteristics of cotton fabric in single formulation.
Formulation of multifunctional finish constituted on 2g modified starch, 10ml of acrylic acid, 3% chitosan, 2.5% sodium
hypophosphite (catalyst), 4% citric acid (cross linking agent) and potassium persulfate (initiator). This multifunctional textile
finish is synthesized under pre-dry condition of 85°C for 60 sec and cured at 180°C for 90 sec while pH of solution was
adjusted at 4 for better results of cross linking on fabric and making strong bond with cellulosic content of cotton fabric.
Keywords
Multi-functional Finish, Modified Starch, Chitosan, Sodium Hypophosphite
1. Introduction
Textile industry has been getting most importance among
other industries for the starting of human existence because it
is the basic necessity of human. Textile industry firstly
started by Dervent River in comford, England 1771 [1].
Textile industry basically produces two products; a) yarn, b)
fabric. Yarn is structural unit of fabric made by the
combination of fiber while fabric is final product that obtains
after several steps of yarn processing.
Each product is developed after many chemical and
mechanical steps utilizing different facilities in different eras
of textile industrial history. Textile industry started producing
silk and cotton then it has developed different varieties of
fabric.
1.1. Classification of Fabric
1.1.1. Composition and Nature Based Fabric
Fabric is classified into two main categories depending
upon composition and nature.
1) Natural fabrics
Natural fabrics include in which fibres that obtain from
natural sources, like that living organisms. i.e. plants and
animals. Plant fibres basically constituted on the cellulose
that is second most abundant natural polymer. Cellulose is
found in all parts of plants (leave, stem and root) in various
ratios. Cellulose based fibre gives cotton fabric that is
abundantly used in textile industry for end use to make
apparels, clothes, curtains and bed sheets. Other examples of
plant origin are jute, hemp and flax.
Animal fibres include the fabric having major composition
of α-keratin (animal protein) found in horn, skin, hair, nails
and other tissues. Wool and silk are examples of animal
fibres [2].
2) Manmade fabrics
Man made fabrics are those in which human activities are
involved to manipulate some natural products in different
ways to facilitate his life. It is further of two types synthetic
fabric and regenerated fabric.
1) Synthetic fabric based on purely chemical processes like
polymerization of monomers by condensation or addition.
37 Muhammad Rizwan and Sobia Naseem: Studies of Multi-Functional (Physicochemical) Properties of Cotton Fabric by
Applying Different Formulations of Finishing Agent
These are artificially synthesized and differ from regenerated
fabrics. Synthetic fabrics are purely polymeric fabrics differ
in polymerization process. Addition polymerized fabric
includes polyolefins, that is categorized into polyethylene
(PE), polypropylene (PP), and acrylic fabric that is
polyacrylonitrile (PAN).
Condensation polymerized includes polyamides, that is
categorized into nylon 6 and nylon 6, 6, and polyesters
including polyethyleneterephthlate (PET) [2]
2) Regenerated fabric
Regenerated fabric based on chemically derivation, some
substitution or rearrangements. Viscose and rayon are the
best example of regenerated fabric. Some blends are also
formed by managing different composition of two or more
regenerated fabrics of natural fibers [2].
1.1.2. Textile Industry Production Based
Fabric
Textile industries production can classify on the basis of
chemical processing and arrangements/Weaving of yarn
1) Chemical Processing
On the basis of chemical processing fabric is divided into
two types, greige and finished fabric.
Greige Fabric has passed through all processes of fabric
formation before finishing of textile. Finished fabric is
chemically treated fabric to improve its appearance, quality
and performance. Difference between gray and finished
fabric is given below.
Table 1. Difference between gray and finished fabric.
Property Greige Fabric Finished Fabric
Appearance Dull looking Attractive and lustrous
Color Naturally off-white, brown and black and without ant print Available in all color shades and prints.
Properties Rough surface, Wrinkles, Stains of colors Smooth surface, Free from wrinkles, Without any stain
Cost effect Less expensive Cost varies according to the quality, nature and finishing process of fabric
Usage Used only for backing, packaging and rough work Used in clothing, curtains, bed sheets, etc
2) Arrangements of yarn
According to arrangements of yarn in fabric processing,
fabric is divided into Knitted and woven.
Knitted fabric is thicker, heavier, softer, have stretching
ability and air can pass through it. The important difference is
off weaving pattern because it is consisted on single fiber
weaving. Woven Fabric is thinner, lighter, have less ability of
stretching and air cannot pass through it and following
weaving of thread of horizontal and vertical arrangements.
1.2. Textile Finishing Agent
Each fabric requires some basic necessities to have durable
and extra qualities provided by finishing agent. A finishing
agent is a treatment of fabric to change its performance,
appearance and handling /touch” [3]. The fabric produced
after weaving must have some deficiencies of apparently
properties to which should be improved by using chemicals
to become efficient in specific properties [4].
Figure 1. Classification of fabric.

American Journal of Chemistry and Materials Science 2017; 4(5): 36-48 38
Finishing agents are applied to fabric at last stage after all
process for final enhancement of fabric. A variety of finishing
agents are developed to maintain different qualities of fabric
specified for various task. Finishing agents enhances the
performance and worth of fabric that makes clear difference
of quality of fabric before and after applying. They are
classified into different types regarding to their imparting
distinct quality to the fabric. Now textile industry needs to
develop a multifunctional finishing agent that replaces
different finishing agents with single finishing agent which
provide all functional properties of each category.
1.3. Classification of Textile Finishing
Textile finishing is classified on three criteria’s.
1.3.1. Function Finish
Function finish is divided into two main types. Aesthetic
finish and functional finish.
1) Aesthetic finish is also called basic or common finish
that provides good look, soft touch and good appearance.
This finish is applied to all type of fabrics in textile mills for
its enhancing and attractive appearance. For example
bleaching is to remove yellow shades and stains on fabric.
Calendaring is basically ironing with steam under controlled
temperature in textile industries. Sizing is used to give shine,
stiffness and weight to the fabrics.
2) Functional finish is applied to the fabric to exaggerate
the performance or responses of fabric to some specific task
or external force. Crease resistant finish makes the fabric free
from wrinkles that are folding or deformation formed by
pressing. Flame retardant finish makes the fabric able to
fireproof or inflammable. Water repellant finish enhances the
ability of fabric to repel water from its surface. Soil repellant
finish increases the ability of fabric to save from soil
particles. Antimicrobial finish is used to make the surface
inactive for microbial growth and action.
1.3.2. Performance Finish
On the basis of performance, textile finish is divided into
temporary, semi-durable, durable and permanent finish.
1) Temporary Finish has not too much strong fixation on
fabric and last on fabric for short time period so it is not
durable finish. This finish is applied to the fabric after each
washing of fabric. Application of starch and blue color of
fabric at home on each wash are best examples.
2) Semi-Durable finish has more tendencies to stay on
fabric for greater time than Temporary finish because of
strong fixation on fabric. This finish does not need to apply
after each laundering because it can pass some time period
(weeks, months) after application. Bleaching of fabric and
temporary dying are best examples.
3) Durable Finish has much stronger fixation ability on
fabric and stay on fabric for whole life of fabric but its effect
diminishes with the passage of time and many washes.
Wrinkle resistant finish is best example.
4) Permanent Finish makes chemical bond and changes the
structure of fabric and gets fixed on fabric for whole life.
There is no effect of laundering on this type of finishes.
Water repellent and soil repellent are its examples.
1.3.3. Processing Finish
Textile finishing can be carried out through some
mechanical steps proceeding in a sequence. This process is
known as finishing process. Finishing process can be
conducted through two processes; a) dry process or physical
process, b) wet process or chemical process [4].
1) Dry process or Physical Process
Physical process is the application of some finishes by
mechanical devices or including the some processes like
moist, heat or pressure applying by device. The methods
include beating, brushing and napping, shearing, softening,
optical finishing, and compacting of the textile structure. In
this process, temporary and semi-durable finishes are applied
on fabric.
2) Wet Process or Chemical Process
Chemical process includes the application of finish
chemically or making structural changes on fabric. This
process includes durable and permanent finishes.
1.4. Sizing Agent
Sizing is the process of finishing which provides stiffness
to the fabric and impart good touch to handling and give
weight strength also. Sizing agents form coating layer on the
surface of fabric by forming chemical bonds. Textile sizes
have temporary or semi-durable effects depending upon
application of sizing agents and their compositions. Starch is
being considered as temporary sizes while polyvinyl alcohol,
acrylic acids and polyvinylacetal are counted as permanent
textile sizes. There are many sizing agents can be used but all
have different durable effects. These sizing agents are starch,
starch derivatives (carboxymethylation or carboxyactylation),
PVA and Acrylic compounds.
1.5. Antimicrobial Agent
It has been proved that moisture content of fabric become
vulnerable for the attack of microbes because the germs of
microbes are present in air all around. It has more chances for
the growth of colonies of microbes on the surfaces of fabric
when get suitable requirements of growth that are moisture
and nutrients [6]. Antimicrobial agents are used to make
inactive the attack of microbes by causing changes to the cell
membranes of bacteria and other microbes. Antimicrobial
agents have very strong effect to proof the surfaces of fabric.
Antimicrobial agents are quaternary ammonium compounds,
chitosan, grafted polymers and cyclodextrin [4].
Chitosan is assumed to be the best antimicrobial agent that
has greater sources of availability. It is natural polymer
having high degradation ability. Chitosan is chemically
modified from chitin which is abundantly present in shells of
sea animals. Chitosan strongly inhibits the growth of
microbes by diffusing into their cell membranes [13].

39 Muhammad Rizwan and Sobia Naseem: Studies of Multi-Functional (Physicochemical) Properties of Cotton Fabric by
Applying Different Formulations of Finishing Agent
Chitosan is polymer similar to the cellulose except the
presence of NH2- group instead of OH- group of 2nd
carbon
atom in ring structure. Chitosan has β (1-4) linkage of
repeating units throughout the length of polymer chain. It is
amorphous and highly basic polysaccharides and linear
polymer [11]. It is amorphous and hydrophobic in nature. It
is non-toxic and highly biodegradable and extremely
compatible bioactive compound. Chitosan has two main
active sites to react and form its derivatives and have strong
linkage with fabric. One active point is hydroxal group of
6th
carbon and second one is amino group of 2nd
carbon
atom.
1.6. Multifunctional Textile Finish
Commercially all textile finishes are being used separately
for specific property of fabric. A multifunctional finish has
more than one function is synthesized using many chemicals
to impart good quality to the fabric. For multifunctional
finish, different combination of properties is managed
likewise sizing and wrinkle resistant agent, sizing agent and
abrasion resistant, wrinkle resistant and abrasion resistant,
sizing and antimicrobial agent, etc. for this combinations
different compounds are used.
1.7. Cross Linking Agents for Fixation of
Finishing Agent on Fiber
It is critical issue of fixation of finishing agent on fabric
surface for strong linkage and imparting extraordinary
properties of fabric. Although many cross linking agents are
being used but polycarboxylic acids are more prominently
used. Polycarboxylic acids (PCA) for example maleic acid,
citric acid, butane 1, 4-dicarboxylic acid, itconic acids have
different ranking of cross linking on fabric. Citric acid (CA)
is extremely using as cross linking agent because it gives
very high degree of linkage and has advantages among other
PCAs that citric acid is easily available due t low coast and
least toxic effects. Greater concentration of citric acids yields
good linkage level on fabric.
On the other hand it has disadvantage that it causes
yellowness of fabric on high concentration of CA but
accompanied by using a suitable catalyst to maintain
whiteness index of cotton fabric. Three varieties of
catalyst sodium hypophosphite, monosodium phosphate
and disodium phosphate can be used but sodium
hypophosphite is proved to be best because it decolorize
the pigmentation of sulphur containing components in
finish. For high level aesthetic properties of fabric are
maintained by adjsting the suitable ratio of catalyst cross
linking agent [7].
2. Material and Methods
The process of carboxylation of starch needs A. R grade
rice starch having amylose content 29.1%, Sodium
monochloroacetate, sodium hydroxide 40% of 8N solution,
isopropanol supporting for liquid medium, acetone. All
chemicals are of A. R grade obtained from The Central
Chemicals located in Abkari Road Lahore. The synthesize
multifunctional finishing agent needs CMS (carboxymethyl
starch) purified obtained through experimental procedure
performed in Laboratory, acrylic acid, acrylamide, chitosan,
citric acid, sodium hypophosphite, potassium persulfate
(K2S2O8), toluene and hydroquinone. 100% pure cotton
greige fabric of Nishat textile mills is required for the
application of multifunctional finishing agent. There are two
steps of procedures to accomplish the synthesis of
multifunctional finish for textile industry.
a) Modification of starch
b) Formulation/ synthesis of textile finish
First of all a common rice starch is modified to extend its
simple and traditional characteristics so that modified starch
can enhance features of fabric. After modification of starch,
different recipes having different constituents are developed
to check the most suitable textile finish that act as
multifunctional finishing agent for enhancement of texture
and apparent properties of fabric. There are four recipes are
developed which are briefly described below.
Recipe 1: CMS (carboxymethyl starch)
Recipe 2: CMS + AA (acrylic acid)
Recipe 3: CMS+ AA + AM (acrylamide)
Recipe 4: CMS + AA + Ch (chitosan)
3. Procedure
3.1. Synthesis of Different Recipes of
Finishes
3.1.1. Formulation of Recipe I
In first recipe rice starch is modified to carboxymethyl
starch. 4g of rice starch was added into 10 ml of distilled
water maintaining 1: 2.5 ratios in 250 ml conical flask, mixed
with 10 ml of 40% NaOH solution and continuous stirring for
30 minutes at 60°C. This mixture is following the addition of
solution; 10g sodium mono-choloroacetate into 20 ml of
isoproponol, drop wise into reaction flask at same
temperature while stirring for 2 hrs [8]. 60% of ethyl alcohol
was added to stop the reaction. The product was purified by
soxhlet extraction techniques using 30: 70 ratios of water and
ethyl alcohol solution. Purified product was dried in oven at
40°C for 6 hrs. Resultant purified and dried product was
stored in air tight vessel. Chemistry of synthesis of
carboxymethyl starch and flowsheet diagram are shown in
figure 2 and 4.
3.1.2. Formulation of Recipe II
In recipe II, CMS was used instead of rice starch. 2g of
CMS was added into 10 ml of distilled water and an initiator
K2S2O8 was also added drop wise in continuous stirring of
American Journal of Chemistry and Materials Science 2017; 4(5): 36-48 40
solution at electromagnetic stirrer. Meanwhile 10 ml of 50%
acrylic acid (AA) was added slowly in reaction mixture along
with 2.5% of sodium hypophosphite and 4% citric acid
solutions. Reaction mixture was stirred for two hours
vigorously at 60˚C. Ethyl alcohol of 60% concentration was
added to stop the reaction. The product was purified by
soxhlet extraction technique using 30: 70 ratios of water and
ethyl alcohol solution. Purified product was dried in oven at
40°C for 6 hrs. Resultant purified and dried product was
stored in air tight vessel.
3.1.3. Formulation of Recipe III
Recipe III procedure was just followed to the recipe II but
10 ml of 50% acrylamide (AM) was added in addition to the
reactants and product obtained in the same fashioned.
3.1.4. Formulation of Recipe IV
Recipe IV is adjusted similar to the recipe III except
replacement of acrylamide with another reactant that is
chitoson 3% was added additionally and followed the same
procedure to obtain final purified product shown in figure 5
and figure 6.
Figure 2. Chemistry of synthesis of carboxymethyl starch.
3.2. Application of Finish
Qualities of a good finish depend upon chemical reaction
and application process on fabric. It’s very easy to apply and
get high fixation of finish on fabric by Pad and Cure method.
In this method firstly a dilute solution of textile finish is
prepared and dips the fabric into solution for 20 minutes and
processed for pad and cures technique and follows single dip
and single nip process. The fabric dipped in finishing
solution is now squeezed between two rolls of padder very
tightly and pre-dried for 85°C for 5 minutes and cured for
120°C for 90 seconds.

41 Muhammad Rizwan and Sobia Naseem: Studies of Multi-Functional (Physicochemical) Properties of Cotton Fabric by
Applying Different Formulations of Finishing Agent
Figure 3. Process of application of finish.
Figure 4. Flow sheet of carboxymethyl production process.

American Journal of Chemistry and Materials Science 2017; 4(5): 36-48 42
Figure 5. Chemistry of synthesis of multifunctional finish (recipe IV), step I to III.

43 Muhammad Rizwan and Sobia Naseem: Studies of Multi-Functional (Physicochemical) Properties of Cotton Fabric by
Applying Different Formulations of Finishing Agent
Figure 6. Chemistry of synthesis of multifunctional finish (recipe IV), step IV to V.
3.3. Linkage of Multifunctional Finish on
Fabric
After the synthesis of multifunctional finish on fabric, it is
another important point of attention of linkage of
multifunctional finish on fabric surface to make strong
fixation for long time retention after washes. In the structure
of multifunctional finish, OH group of 6th
carbon of
polysacharide rings is available for the linkage to the surface
of cellulosic content of cotton fabric. This polymer is linked
with OH groups of 2nd
and 6th
carbon of cellulose with the
release of water molecule [11].
4. Characterizations
FTIR studies of multifunctional finish explained the peaks
of all functional groups present in desired product which are
enlisted in table 2. A broad peak was observed at 3410-3450
of OH group stretching, 2930-3200 peak of ethylenic C-H
stretching, 1640-1680 peak of ethylenic C=C stretching,
1650 peak of C=O amide group, 1033 peak of C=O
stretching, 894 peak of polysaccharide ring having β-1-4
glycosidic linkage and 720-740 peak of C-C saturated carbon

American Journal of Chemistry and Materials Science 2017; 4(5): 36-48 44
Table 2. Functional group and their frequencies range.
Frequency Range (cm-1) Functional Group
3410-3450 OH group stretching
2930-3200 ethylenic C-H stretching
1640-1680 ethylenic C=C stretching
1650 C=O amide group stretching
1033 C-O stretching
894 polysaccharide ring having β-1-4 glycosidic linkage
720-740 C-C saturated carbons
Figure 7. FTIR analysis of multifunctional finish (recipe IV).
5. Results and Discussion
Multifunctional based finishing agent is applied on 100%
cotton fabric and its results can be studied by following
physical properties of fabric.
a) Tensile strength
b) Wrinkle recovery
c) Whitening index
d) Durable Rating
e) Antimicrobial
5.1. Tensile Strength
Tensile strength is the ability of a fabric to resist against
any physical stress or pressure i.e, stretching forces or
pulling. To measure tensile strength, two things should be
noted very carefully; a) force required for breaking a product
(fabric), b) level of extention of fabric before breaking.
Tensile strength can be calculated by dividing the load at
break by the product of length and width (area) [9]
Tensilestrength �loadatbreak
length � width
Figure 8. Relation of different recipes with tensile strength.

45 Muhammad Rizwan and Sobia Naseem: Studies of Multi-Functional (Physicochemical) Properties of Cotton Fabric by
Applying Different Formulations of Finishing Agent
Table 3. Showing the relation of different recipes with tensile strength property.
Recipe Mixture Tensile Strength Loss of strength
Untreated fabric (Uf) Finished fabric (Ff) %��� ������
��� ���
Rec. 1 186 172 0.075
Rec. 2 186 161 0.134 Rec. 3 186 153 0.177
Rec. 4 186 144 0.22
Conditions: Reaction is conducted at 4% citric acid, 10ml of 50% v/v acrylic acid, 10ml of 50% v/v acrylamide, CMS 2g, 2.5% sodium hypophosphite, Pre-
dry at 85°C for 5 min, and cure at 180°C for 90 sec.
The %age of decreased tensile strength of finished fabric can be calculated by taking difference the value of untreated fabric
to the fabric with finishing agent applied, divided by untreated fabric value multiply with 100.
Figure 9. Chemistry of linkage of multifunctional finish on fabric.

American Journal of Chemistry and Materials Science 2017; 4(5): 36-48 46
Tensile strength can be checked in two ways, a) tearing
ability b) abrasion resistance of fabric. Results explain that
recipe 4 has greater loss of tensile strengthas compare to
other recipes. This is because of more strong linkage between
cellulose content of cotton and multifunctional finish that is
responsible for lack of movements of fibers on applying any
stress. Resultantly fiber strength will decrease to maintain
stability and may breaks on facing continuous stress.
5.2. Wrinkle Recovery Angle
Wrinkle recovery property of the fabric means the ability
of fabric to resist from shrinkage or ability to recover the
wrinkles that formed after folding deformation [10]. It is
mostly deformation of fabric due to pressure or force. This
property can be measured by checking the wrinkle recovery
angle that how much a fabric can recover wrinkles. High
quality fabric has high wrinkle recovery index value and this
property is added by finishing agent. It is cleared from table
and experimental results that CMS has little effect on WRA
whereas CMS +AA and CMS + AA + AM have less WRA as
compare to CMS + AA + Ch recipe.
Table 4. Showing relation of different recipes with wrinkle recovery angle.
Recipe Mixture
Wrinkle Recovery Angle % age increase
Untreated fabric Finished fabric %��� ������
��� ���
(Uf) (Ff)
Rec. 1 210̊ 221 ̊ 4.9
Rec. 2 210 ̊ 227 ̊ 7.5
Rec. 3 210 ̊ 234 ̊ 10.3
Rec. 4 210 ̊ 243 ̊ 13.6
Note: Reaction is conducted at 4% citric acid, 10ml of 50% v/v acrylic acid, 10ml of 50% v/v acrylamide, CMS 2g, 2.5% sodium hypophosphite, Pre-dry at
85°C for 5 min, and cure at 180°C for 90 sec.
Figure 10. Relation of different recipes with wrinkle recovery angle.
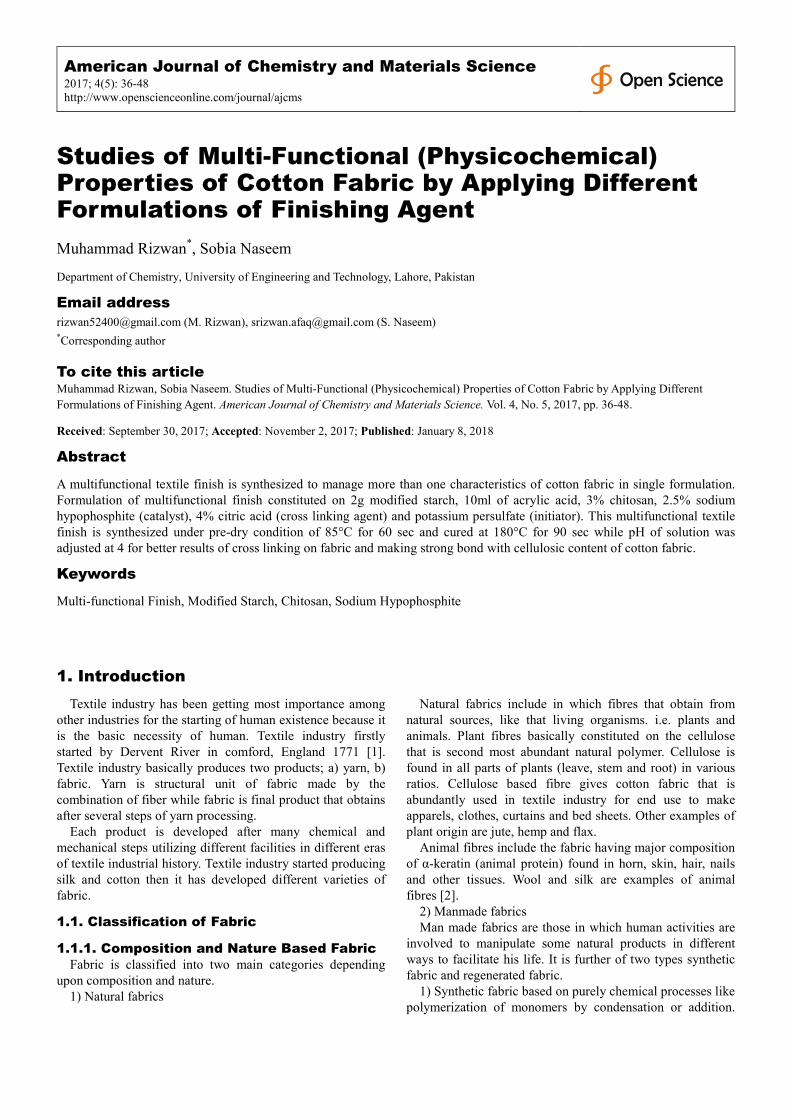
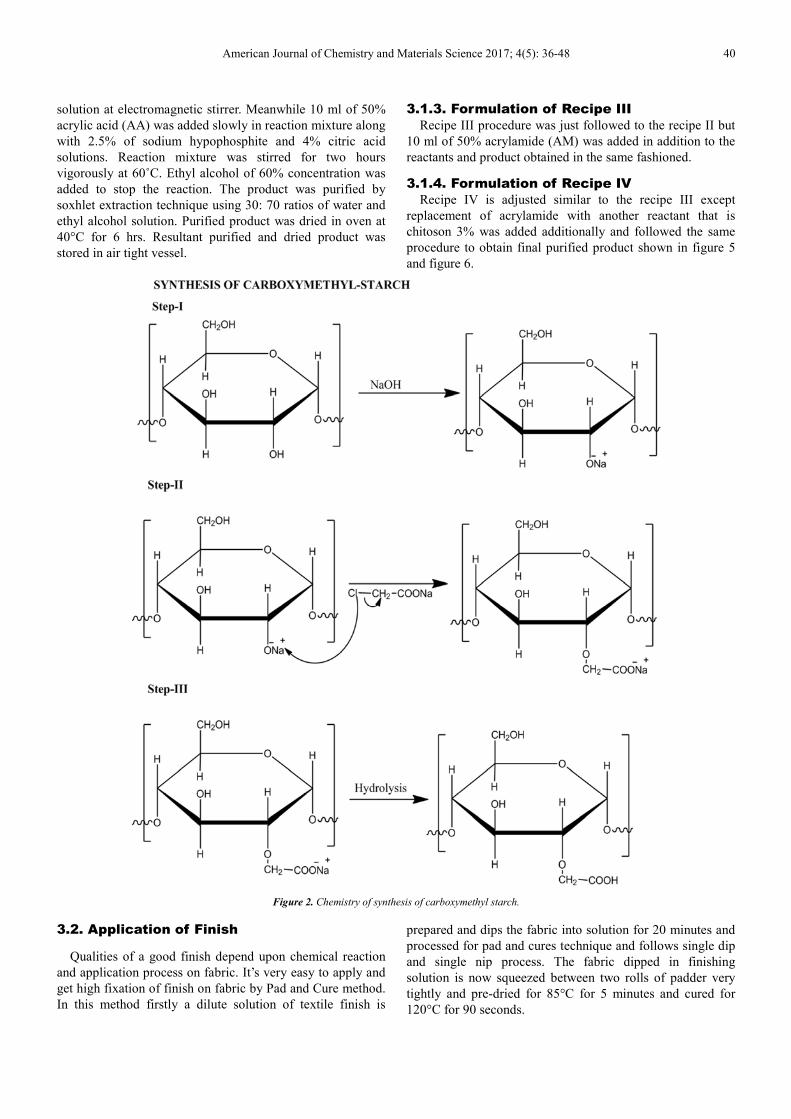
5.3. Whiteness Index (WI)
Whiteness index refers to the level of whiteness or to resist
the alteration of color on applying any finishing agent [11].
Table 5 explains a very strange behavior of different recipes.
Recipe 1 has greater whiteness index as compared to other
recipes because in other recipes polymer cross linker is used
to fix exceptional polymers based finishes on cotton fabric
that causes some yellowing of fabric because of presences of
polycarboxylic acid and coloration becomes prominent due
to the intensification of PCA (polycarboxylic acid). It is
shown in table that high values of whiteness index because
this experiment was conducted on higher condition of curing
temperature and time that results in accomplishment of
yellowing coloration caused by citric acid concentration.
Table 5. Experimental behavior of multifunctional finishes to the whiteness index at different curing conditions.
Recipe Whiteness index (WI) %age increase
Mixture Untreated fabric (Uf)
Finished fabric (Ff) %��� ��� � ��
��� ���
Curing temp at Curing temp at
120°C 180°C 120°C 180°C
Rec. 1 75 79 91 5.06 17.6
Rec. 2 75 81 94 7.05 20.2
Rec. 3 75 84 97 10.7 22.7
Rec. 4 75 87 99 12.7 24.2
Note: Reaction is conducted at 4% citric acid, 10ml of 50% v/v acrylic acid, 10ml of 50% v/v acrylamide, CMS 2g, 2.5% sodium hypophosphite, Pre-dry at
85°C for 5 min, and cure at 120°C for 60 sec and 180°C for 90 sec
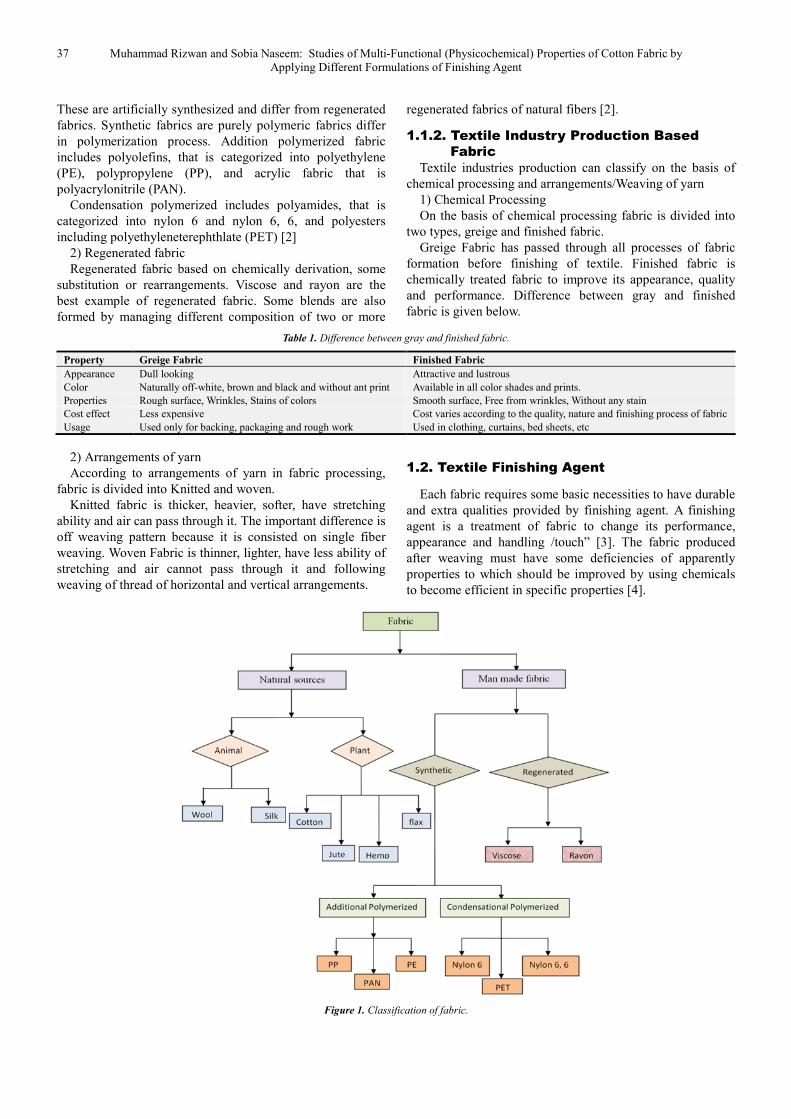
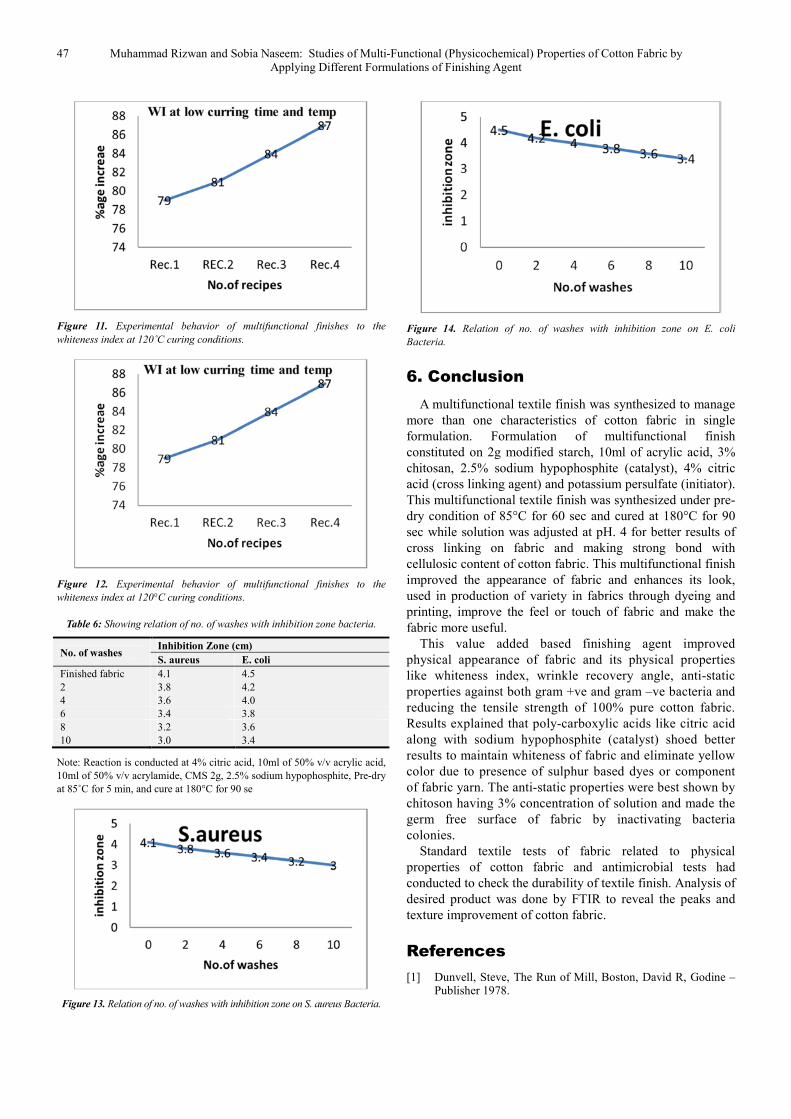
5.4. Antimicrobial Activity of Fabric
Antimicrobial activities are specially offered by recipe 4.
Antimicrobial activity of multifunctional finished fabric is
analyzed by standard test method AATCC 147-1993 by
through parallel streak method [12]. Activity of antimicrobial
property can be checked by experiments and inhibition zone
of bacteria determined for gram +ve (S. aureus) and gram –
ve (E. coli) bacterias. Effect of finishing agent and inhibition
zone values are recorded after different washes of fabric and
tabulated for the correlation of effect of multifunctional
finish.
47 Muhammad Rizwan and Sobia Naseem: Studies of Multi-Functional (Physicochemical) Properties of Cotton Fabric by
Applying Different Formulations of Finishing Agent
Figure 11. Experimental behavior of multifunctional finishes to the
whiteness index at 120˚C curing conditions.
Figure 12. Experimental behavior of multifunctional finishes to the
whiteness index at 120°C curing conditions.
Table 6: Showing relation of no. of washes with inhibition zone bacteria.
No. of washes Inhibition Zone (cm)
S. aureus E. coli
Finished fabric 4.1 4.5
2 3.8 4.2
4 3.6 4.0
6 3.4 3.8
8 3.2 3.6
10 3.0 3.4
Note: Reaction is conducted at 4% citric acid, 10ml of 50% v/v acrylic acid,
10ml of 50% v/v acrylamide, CMS 2g, 2.5% sodium hypophosphite, Pre-dry
at 85˚C for 5 min, and cure at 180°C for 90 se
Figure 13. Relation of no. of washes with inhibition zone on S. aureus Bacteria.
Figure 14. Relation of no. of washes with inhibition zone on E. coli
Bacteria.
6. Conclusion
A multifunctional textile finish was synthesized to manage
more than one characteristics of cotton fabric in single
formulation. Formulation of multifunctional finish
constituted on 2g modified starch, 10ml of acrylic acid, 3%
chitosan, 2.5% sodium hypophosphite (catalyst), 4% citric
acid (cross linking agent) and potassium persulfate (initiator).
This multifunctional textile finish was synthesized under pre-
dry condition of 85°C for 60 sec and cured at 180°C for 90
sec while solution was adjusted at pH. 4 for better results of
cross linking on fabric and making strong bond with
cellulosic content of cotton fabric. This multifunctional finish
improved the appearance of fabric and enhances its look,
used in production of variety in fabrics through dyeing and
printing, improve the feel or touch of fabric and make the
fabric more useful.
This value added based finishing agent improved
physical appearance of fabric and its physical properties
like whiteness index, wrinkle recovery angle, anti-static
properties against both gram +ve and gram –ve bacteria and
reducing the tensile strength of 100% pure cotton fabric.
Results explained that poly-carboxylic acids like citric acid
along with sodium hypophosphite (catalyst) shoed better
results to maintain whiteness of fabric and eliminate yellow
color due to presence of sulphur based dyes or component
of fabric yarn. The anti-static properties were best shown by
chitoson having 3% concentration of solution and made the
germ free surface of fabric by inactivating bacteria
colonies.
Standard textile tests of fabric related to physical
properties of cotton fabric and antimicrobial tests had
conducted to check the durability of textile finish. Analysis of
desired product was done by FTIR to reveal the peaks and
texture improvement of cotton fabric.
References
[1] Dunvell, Steve, The Run of Mill, Boston, David R, Godine – Publisher 1978.
American Journal of Chemistry and Materials Science 2017; 4(5): 36-48 48
[2] (Dokki, Cairo, Egypt, October 5, 2011.
[3] Home Science of daily life-module-1.
[4] Textile Fibers, Dyes, Finishes, and Processes.
[5] Benjamin Tawiah, William Badoe , Shaohai Fu FABIRES & TEXTILES IN EASTERN EUROPE Advances in the Development of Antimicrobial Agents for Textiles: The Quest for Natural Products. Review (2016).
[6] O. G. Allam, National Research Centre, Textile Research Division, Dokki, Cairo, Egypt ojopm 2011.
[7] Andrews, Welch & Trask-Morrell, 1989; Welch, 1990; Welch & Andrews, 1989 a&b, 1990.
[8] D. Gupta, A. Haile / Carbohydrate Polymers 69, 2007).
[9] The Institute for Inter connecting and Packaging Electronic Circuits 2215 Sanders Road, Northbrook, IL 60062-6135).
[10] Narendra Reddy, Shinyoung Han, Yi Zhao, Yiqi Yang Antimicrobial activity of cotton fabrics treated with curcumin (2012) 10.1002/app.37613.
[11] Dan Yu, Lijin Xu, Yi Hu, Yani Li and Wei Wang, Durable antibacterial finishing of cotton fabric based on thiol–epoxy click chemistry (2017).
[12] Guneet DhimanJ. N. Chakraborty Antimicrobial performance of cotton finished with triclosan, silver and chitosan (2015).
[13] A. S. Aly, A. M. Abdel-Mohsen &A. Hebeish Innovative multifinishing using chitosan-O-PEG graft copolymer/citric acid aqueous system for preparation of medical textiles (2012).