steel times international spanish 2014
DESCRIPTION
ÂTRANSCRIPT

Octubre 2014 – www.steeltimesint.com
Noticias Internacionales del Sector del Acero
OERLIKON_Layout 1 10/16/14 9:30 AM Page 1

Incrementar la productividad.Reducir costes.
Los convincentes servicios de ingeniería se destacan de entre muchos otros sobre todo cuando se trata de moder-nizaciones inteligentes, es decir, de mejorar las instalacio-nes existentes a fi n de satisfacer las demandas futuras del mercado, lo cual constituye uno de los principales desafíos del mundo actual.
Es aquí donde nuestra vasta y valiosa experiencia entra en juego. Nuestro trabajo consiste, en defi nitiva, en ayudarle
a aumentar su productividad y a mejorar la calidad. Tam-bién la planifi cación inteligente es importante, por ejemplo, a fi n de aprovechar paradas programadas por manteni-miento y minimizar pérdidas de producción. Y el resultado concreto para usted es: ahorro de tiempo y dinero.
Un gran número de proyectos acabados demuestran nues-tra calidad y fi abilidad como especialista global en tecnolo-gías para plantas metalúrgicas y de laminado.
Modernizaciones para una mayor calidad y fi abilidad
SMS SIEMAG AG
Eduard-Schloemann-Strasse 4 Teléfono: +49 211 881-0 E-mail: [email protected] 40237 Düsseldorf, Alemania Telefax: +49 211 881-4902 Internet: www.sms-siemag.com
Visítenos en elCongreso Alacero-55Puesto 23-24del 9 al 11 de noviembre 2014Hotel Hilton Mexico City ReformaMéxico DF
Modernisierung_A4_span.indd 1 07.08.14 10:03

www.steeltimesint.com Octubre 2014
1Índice
ISSN 0143-7798
EDITORIAL
EditorMatthew MoggridgeTel: +44 (0) 1737 [email protected]
Redactor asesorDr. Tim Smith PhD, CEng, MIM
Editor de ProducciónAnnie Baker
VENTASDirector Ventas InternacionalesPaul [email protected]: +44 (0) 1737 855116
Gerente de VentasAnne [email protected]: +44 (0) 1737 855139
Gerente de Ventas del GrupoKen [email protected]: +44 (0) 1737 855117
Producción de PublicidadMartin Lawrence
SuscripcionesElizabeth BarfordTel +44 (0) 1737 855028Fax +44 (0) 1737 855034Email [email protected]
Publicado por: Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey RH1 1QX, England.Tel: +44 (0)1737 855000Fax: +44 (0)1737 855034www.steeltimesint.com
Steel Times International (USPS no: 020-958) es publicado mensualmente, excepto en febrero, mayo, julio y diciembre, porQuartz Business Media LTd y distribuido en Estados Unidos porDSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Franqueopagado en Emigsville, PA.POSTMASTER enviar los cambios de dirección a Steel TimesInternational c/o PO Box 437, Emigsville, PA 17318-0437
Impreso en Inglaterra por : Pensord, Tram Road, Pontlanfraith, Blackwood,Gwent NP12 2YA, UK©Quartz Business Media ltd 2014
Oerlikon Leybold Vacuumproporciona soluciones de vacíoinnovadoras para aplicaciones demetalurgia secundaria. Los sistemasde vacío macánicos son herramientas prácticas, fiables ypotentes para operaciones desgasificadoras metalúrgicas eficientes. Las bombas mecánicas de últimageneración están diseñadas para elduro ambiente de una planta deaceo y cumplen los más altos requisitos de velocidad de succióncuando se instalan en múltiplesconstrucciones.
2Procesamiento del aceroEl fin del acero GOES estadounidense
7Fabricación de acero al oxígenoProceso de inyección para la máximaflexibilidad del convertidor de entrada
Octubre 2014 – www.steeltimesint.com
Noticias Internacionales del Sector del Acero
2
12Eurocoke 2014Reveladoras presentaciones enEuroCoke 2014
16Informe de congresoCrecimiento moderado a corto plazo
20HornosSistemas de distribución hidráulica
23Fabricación de acero en horno eléctricoControl de proceso holístico paraEAFs
27Medio ambienteTratamieto de aguas para Severstal
20
23
27
12
CONTENTS STI_30_AIT_0110 10/20/14 9:09 AM Page 1

2 PROCESAMIENTO DEL ACERO
Octubre 2014 www.steeltimesint.com
¿HAN ido muy lejos los fabricantesamericanos de acero eléctrico al silicio degrano orientado (GOES, siglas en inglés)AK Steel y A TI Metals en sus actualesacciones contra los productoresextranjeros? ¿Costará eventualmentetrabajos estadounidenses en los sectoreseléctrico y de transformadores dedistribución? ¿Terminará EEUU con los dosfabricantes de GOES que son inferiores alresto del mundo?
El 18 de septiembre de 2013, AK Steel y ATIMetals presentaron sendas solicitudes deantidumping (AD, siglas en inglés) y arancelescompensatarios (CVD, siglas en inglés) ante elDepartamento de Comercio de EEUU y laComisión de Comercio Internacional (ITC, siglasen inglés). Sus demandas pedían que se tomasenacciones contra todas las fuentes de GOESimportado. El 30 de septiembre de 2013, AKSteel presentó una segunda demanda relativa ala importación de acero magnético al silicio degrano no orientado (NGO, siglas en inglés).
Ninguna de las empresas esperaba que losfabricantes de transformadores de EEUU y lasmolinos foráneos reaccionaran de la forma quehicieron.
Historia del GOES El desarrollo del GOES fue originariamente unconcepto estadounidense. Mientras que Edison,Tesla y Westinghouse creaban una demanda y unmétodo para generar y distribuir electricidad,
Armco Steel desarrollaba los orígenes de lo queahora llamamos GOES en un esfuerzo paraincrementar la eficiencia de la distribucióneléctrica.
Mientras que la disponibilidad de la electricidadse extendía, esas mismas compañías tambiéncompartieron el conocimiento de los materialesque forman el corazón del transformador. A lolargo de los años, un grupo selecto de molinos seunió a esta sociedad de procesamiento especial,entre los que se incluyeron ThyssenKrupp, VIS-Stal, Nippon Steel y JFE, como los principalesactores en la producción y continuo desarrollo delGOES.
Durante la primera mitad del S. XX, lademanda de transformadores eléctricos y dedistribución superó la capacidad de suministro de
GOES. Como resultado, se forjaron estrechasrelaciones entre fabricantes de acero y fabricantesde transformadores. Esto facilitó la máximadifusión de la electricidad mientras permitía a losmolinos recuperar los altos costes queinvolucraban la producción de estas hojasultrafinas de acero alto en silicio, que luego serecubren para aislarlas y se cortan para hacerlaminados para transformadores.
La demanda de transformadores continuócreciendo y el precio del GOES permaneciórelativamente constante. Para los molinos, fue elproducto con mayor margen en su cartera.
Los estándares de eficiencia todavía tenían quedeterminarse, por lo que la necesidad de invertiren grandes proyectos de I+D no estabajustificada.
El anuncio de nuevos estándares deeficiencia de transformadores enEEUU y el mundo occidental haceque los clientes antes leales a los dosproductores estadounidenses deacero magnético al silicio de granoorientado (GOES) busquen fuera unmejor acero, que no puede hacersecon calidad suficiente o a precioscompetitivos para los molinosextranjeros. Las restricciones a laimportación de GOES, demandadaspor los productores de EEUU, esprobable que hagan que losfabricantes de núcleos detransformadores trasladen alextranjero el montaje, destruyéndoseempleo en EEUU. Por BenEhmcke*
El fin del acero GOES estadounidense
*Presidente – Ehmcke Consulting LLC
“Con una segunda revisión de los estándares de eficiencia en cuatroaños, los molinos de EEUU vieron como su base de clientes estaba
buscando usar los mejores materiales disponibles en elmercado global.”
GOES spanish done_30_AIT_0110 10/21/14 8:40 AM Page 1

A, Today full page with bleed_A. Today full page with bleed 06/10/2014 09:46 Page 1

Octubre 2014 www.steeltimesint.com
A mediados del S.XX la naturaleza del aceropara transformadores y el mercado detransformadores estaban empezando a cambiar.Las naciones del segundo y tercer mundo erancapaces de permitirse la mejora de susinfraestructuras, en particular, de las relacionadascon la generación eléctrica y distribución.
El diseño básico de los transformadores nohabía cambiado y muchas compañías habíanentrado en el mercado, como General Electric,Siemens e Hitachi. Muchos molinos que habíanquerido entrar en el segmento GOES, pero nopodían justificar los costes iniciales, vieron en esemomento una oportunidad. Entre ellas seincluyeron POSCO, Stalprodukt, Inox, WISCO(Wuhan Iron & Steel) y Cogent Power. Muchas yaestaban fabricando acero para transformadorescon grano no orientado usado en motores.
A principios de los 90, la demanda mundialcontinuó excediendo el suministro en más de200 kilotoneladas por año. AK Steel continuósiendo visto como el líder en la fabricación deacero eléctrico de alta calidad. A pesar de ello, losjaponeses habían estado trabajando en nuevosgrados e invirtiendo para mantener sus factoríasa la última.
La década de los 90 presenció el crecimientode la importancia global del medioambiente. EnEEUU, Europa y partes de Asia la necesidad deincrementar los estándares de eficiencia centradaen la generación y distribución eléctricas se volviófundamental. El énfasis se puso en la reducciónde la polución generada por las centrales térmicasde carbón y la obligación de incrementar laeficiencia de los transformadores eléctricos y dedistribución para satisfacer la demanda eléctricasin tener que construir plantas adicionales.
Esto supuso que los fabricantes detransformadores estadounidenses probarannuevos materiales procedentes de los molinos delexterior, especialmente de Japón. En 1994, losmolinos foráneos estaban logrando grandesavances tanto en calidad como en disponibilidadde los materiales. Los continuados esfuerzos enI+D permitieron a los molinos extranjerosproducir grados mejores a menor precio que enEEUU.
Disputa comercial Para contrarrestar las importaciones, AK Stell y ATIMetal solicitaron al Departamento de Comercioy a la IT C que impusieran unos aranceles
antidumping y compensatorios contra losmolinos japoneses. En ese momento, se aplicóuna tasa del 37% durante 10 años destinada alos productos nipones, permitiendo a AK Steel yATI Metal continuar con su dominio del mercadoestadounidense.
En el mundo, la producción de acero paratransformadores había alcanzado, por aquelentonces, un total de 15 millones. Los materialescon las menores pérdidas eléctricas sólo estabandisponibles desde los molinos de EEUU y Japón,con los alemanes, coreanos, rusos y chinosinvirtiendo grandes cantidades para igualarlos.Mientras, en EEUU los molinos estaban haciendopoco en comparación con el resto paradesarrollar los materiales que se necesitarían enun futuro no tan lejano.
En los 90, los grados predominantes de aceropara transformadores eran, en eficienciadescendente, M2, M3, M4, M5 y M6, con M4 yM5 siendo los fijos de la demanda.
En 1997, el Departamento de Energía deEEUU empezó a preparar los nuevos estándaresde eficiencia para los transformadores dedistribución inmersos en líquidos y secos. Almismo tiempo, Japón y Europa implementaronlos requisitos que pusieron los límites de losgrados existentes de GOES. La demanda seguíasuperando a la oferta y el cambio en la típicacombinación de productos había comenzado.Los molinos extranjeros empezaron a ver unsurgimiento de la demanda de GOES, que podríaproporcionar menores pérdidas energéticas, almenos tan bajas como las de los productos M2de AK. F uera del hemisferio occidental, lostransformadores de distribución no necesitabanrecocido, por lo que los molinos foráneos erancapaces de atender la creciente demandamediante el gramilado laser. A pesar de ello, losfabricantes de transformadores en el hemisferiooccidental, pero fuera de EEUU, estabanpidiendo a las fundiciones en el exterior mejoresmateriales que pudieran seguir teniendo menospérdidas energéticas tras el recocido. A pesar delos aranceles antidumping, muchos productoresde transformadores estadounidenses estabancooperando con los japoneses y coreanos paraprobar nuevos productos.
A finales de los 90, la capacidad de producciónde transformadores eléctricos y de distribuciónera superior a la demanda. En un buen año, losindustriales estaban utilizando de un 60% a un
70% de sus factorías. En EEUU, se trataba de unmercado de compradores. Junto a esto, el preciode los principales materiales para la elaboraciónde un convertidor no había fluctuado en ladécada pasada.
De 2003 a 2006, una serie de huracanesgolpeó EEUU, lo que derivó en una demanda dereemplazo de los transformadores eléctricos y dedistribución, que alcanzó su nivel más alto en 40años. Los pedidos de GOES en EEUU llegaronhasta tal punto que AK Steel y A TI Metalsredujeron sus exportaciones y estuvieronpensando en restringir los encargos a los clientesdomésticos.
Los pequeños fabricantes de transformadoresse vieron forzados a buscar proveedoresextranjeros de M4 a través de M6 GOES,disponibles en lugares como Alemania, Rusia yCorea, a los que no afectaban los impuestosantidumping.
Esto dio la oportunidad a los molinos de EEUUde subir los precios. Los fabricantes detransformadores recularon en ese momentoporque no había mecanismo para trasladar elcoste a las eléctricas. En 2004, paracontrarrestarlo, los dos molinos estadounidensesimplementaron recargos por chatarra ycombustible a todos los grados de GOES. Desdela publicación de estos suplementos, mientrasque los precios base quedaban bajo acuerdosconfidenciales que formaban parte de loscontratos, los fabricantes de convertidores podíanjustificar este coste adicional a las eléctricas.
Los estándares de eficiencia de lostransformadores en el mundo iban avanzandomás rápido que en EEUU. Los molinos extranjerosvieron la oportunidad de entrar en el mercado dealto margen del GOES. POSCO sopesó laconstrucción de un nuevo molino en India,NLMK se unió a VIZ -Stal en Rusia y Baosteelempezó a construir uno en China. Ningunaestaba afectada por los aranceles antidumpingcontra los japoneses, que terminaron a finales de2003.
Con la extinción de estos impuestos contra losmolinos nipones, los estadounidenses fueroncapaces de convencer al Departamento deComercio de mantener al acero eléctrico congrano en la Lista de Vigilancia Federal hasta el 31de diciembre de 2013. Esta fecha jugó un papeldecisivo en lo que sucedió después.
Para 2007, el Departamento de Energía había
“Los molinos de EEUU nohabían invertido lo
suficiente en I+D como suscompetidores foráneos.”
4
GOES spanish done_30_AIT_0110 10/21/14 8:40 AM Page 3

5
www.steeltimesint.com Octubre 2014
PROCESAMIENTO DEL ACERO
llegado a un consenso sobre el contenido de loque sería el estándar de eficiencia para lostransformadores de distribución de 2010. Con loscambios obligatorios, los grados menos eficientes(M6, M5 y M4) no serían suficiente para lasnormas revisadas y para controlar tanto eltamaño como el coste de los transformadores dedistribución.
Con la amplia aceptación de los grados deacero eléctrico que ofrecían menos pérdidascomo resultado de los nuevos estándaresestadounidenses, uno de los dos molinosestadounidenses estaba explorando las formaspara incrementar su capacidad de GOES. De unaforma perversa, convirtieron una parte de suinstalación para acero eléctrico de grano noorientado en una de producción de los menoseficientes M5 y M6 GOES, a pesar de lasadvertencias de los clientes de que era una malaforma de actuar. En su lugar debían concentrarseen el incremento de la producción de M2 y M3.
La conversión de la línea se completó aprincipios de 2008. Durante este tiempo, losotros fabricantes estadounidenses estabaninvirtiendo en el mantenimiento de sus líneas deprocesamiento.
De 2004 a 2008 el precio del acero eléctrico,excluyendo las recargas, se había incrementadoen un 350% en EEUU. Aunque la cuantía en elresto del mundo no había subido en la mismaproporción, los molinos foráneos estaban dispuestosa importar grandes cantidades de material enEEUU por temor a represalias comerciales. Elcoste de las importaciones estaba fijado en lo queera considerado el precio de EEUU. Nadie queríaenfrentarse ni a AK Steel ni a ATI Metals.
A mediados de 2008, la recesión global habíacomenzado. El año 2009 vio cómo la demandade los transformadores descendió en esemomento a su nivel más bajo no sólo en EEUU,sino también en casi todas las nacionesdesarrolladas. Lo que en varias décadas habíasido un déficit de suministro de GOES se convirtióen un superávit, y poco después en unasuperabundancia, con los grandes incrementosde capacidad de Baosteel y la suma de los nuevosmolinos en Tinagain y Anshan en China. Losprecios continuaron cayendo durante los tresaños siguientes.
Nuevos estándares de transformadoresen EEUU El año 2009 presenció el anuncio delDepartamento de Energía de EEUU de unasdirectrices de eficiencia que entrarían en vigor el1 de enero de 2010. El impacto de los estándaresde 2010 y 2016 se repasa en El impacto de lasnormas de eficiencia revisadas paratransformadores de distribución inmersos enlíquidos y secos, que se encuentra disponible enwww.theimpactpaper.com.
Para resumir el informe, el estándar 2010 vio lademanda para grados M4, M5 y M6 de losmolinos de EEUU reducida a ser principalmenteun producto para la exportación. Aparte de losmolinos chinos, que estaban siendosubvencionados, los molinos que fabricabanacero para transformadores estaban operando
en todos los sitios a entre un 75% y 80% de sucapacidad. El M2 se convirtió en el materialelegido por muchos fabricantes de convertidores.
Crecen las disputas comercialesLos precios del GOES eran más altos en EEUUque en el resto del mundo. Los molinosextranjeros estaban deseando trabajar con varioscentros de servicios de EEUU para importar yprocesar grados de acero para transformadoresque no estaban disponibles en los molinos deEEUU. Para permitir que los dos molinos de EEUUpudieran seguir exportando, la cuantía para losmateriales exportados fue ajustada paracumplir con los niveles globales.
En 2011, China implementó unos arancelesantidumping contra el GOES importado de AKSteel. La empresa americana llevó su caso a laOrganización Mundial del Comercio (OMC). En2013, la OMC ordenó que los impuestosantidumping contra el GOES importadoamericano en China se levantasen, circunstanciaque hasta el momento no se ha dado.
También en 2011, se invocaron arancelesantidumping contra los transformadoreseléctricos importados. Como consecuencia, lascompañías que previamente habían importadoconvertidores a EEUU, como Efacec, HyundaiHeavy Industries y Mitsubushi, empezaron aconstruir plantas en EEUU. Este movimiento fueimitado por los fabricantes foráneos de GOES,como POSCO-AAPC, que empezaron a produciren EEUU para atender a estas nuevas factoríascon los tipos de materiales que les eran familiares.
Para 2013, los chinos, coreanos, japoneses yrusos habían incrementado poco a poco supresencia en EEUU. Muchos habían establecidorelaciones con centros de servicios de valorañadido de allí para procesar la bobina principalpara el usuario final.
En la primavera de 2013, el Departamento deEnergía de EEUU publicó su Elaboración finalpara el nuevo estándar de eficiencia para
transformadores de distribución inmersos enlíquidos y secos, que entraría en vigor a partir del1 de enero de 2016. De nuevo, los detalles deeste requisito se pueden revisar en el informedisponible en www.theimpactpaper.com. Engeneral, las nuevas normas utilizan el M3 GOEScomo base para los transformadores dedistribución inmersos en líquidos y el acero paratransformadores de grano no orientado M6 yM3 GOES para los convertidores trifásicos secosdependiendo de su voltaje.
Con su segunda revisión de los estándares deeficiencia en cuatro años, los molinos de EEUUvieron como su base de clientes estaba buscandousar los mejores materiales disponibles en el
mercado global. Mientras que los elementosestadounidenses destacaban por su calidadconstante, no son los más eficientes disponibles.Los molinos de EEUU no habían invertido losuficiente en I+D como sus competidoresforáneos.
Menos clientes lealesLa historia nos ha mostrado que no importacuantas acciones emprendiesen los molinos deEEUU (altos precios, recargos, demandas contralos competidores extranjeros), los fabricantes detransformadores de EEUU han permanecidoleales a los dos. Esto ha sido el resultado de variosfactores. En el pasado, los molinos domésticostenían suficiente capacidad de los gradosrequeridos para satisfacer la demanda. Al menosuno de los molinos de EEUU es conocido por sucalidad constante y buen servicio al cliente. Y ,finalmente, los molinos foráneos no han queridocomprometerse con toneladas significativas pormiedo a posibles represalias de sus competidoresde EEUU.
El Estándar de eficiencia 2016 ha cambiado lafoto histórica. Ahora se ha hecho evidente quecon una economía mundial recuperándose y elhambre de electricidad de India y África, losmolinos de EEUU no tienen ni la capacidad ni los
GOES spanish done_30_AIT_0110 10/21/14 8:40 AM Page 4

grados avanzados de GOES que se pidenactualmente.
Para 2013, muchos fabricantes detransformadores domésticos estaban usando onegociando con molinos extranjeros volúmenesde estos materiales con menores pérdidas paraque fueran entregados en el segundo semestrede ese mismo año.
Con la Lista de Vigilancia del Departamento deComercio expirando el 31 de diciembre de 2013,la división necesitó realizar una revisión paradeterminar si la vigilancia debía continuar.
Puede ser una coincidencia que a mediados deseptiembre de 2013, AK Steel y A TI Metalspresentasen sendas peticiones ante elDepartamento de Comercio y la ITC en las quepedían unos aranceles antidumping ycompensatorios contra la mayoría de los molinosextranjeros que producen GOES. T ambiénemprendieron acciones contras las firmas deintermediación que ellos usan y los centros deservicios afiliados. Dos semanas después, AK Steelpresentó una petición contra seis molinosforáneos solicitando la imposición de tasasantidumping y compensatorias sobre el aceropara transformadores de grano no orientado. Lacronología para ambas solicitudes y ladeterminación de alguna sanción fue a mediadosde marzo de 2013, con la implantación deimpuestos y tarifas que comenzaron en octubrede 2014.
Evitar restricciones comerciales A pesar de que a primera vista parece que losmolinos extranjeros están cerrando filas paraluchar contra estas peticiones, podría tratarse sólode una distracción para tapar lo que estápasando detrás del escenario.
Al contrario que en el pasado, la reacción delos molinos, los centros de servicios y losfabricantes de transformadores ha sido muydiferente.
Los principales fabricantes de convertidoreshan decidido que no se van a arredrar a la hora
de alcanzar compromisos de largo plazo parausar los mejores grados de GOES, incluso si esosignifica cambiar sus tácticas y comprar el núcleodel transformador o producirlos en sus plantas enel extranjero.
Los servicios de valor añadido estáninvestigando qué haría falta para abrir o ampliarsus instalaciones en México y Canadá. El énfasisde las expansiones es para sumar capacidad yhacer núcleos base y apilados, y la capacidad detemplar los del primer tipo.
¿Cómo afectaría esta decisión a los molinos yfabricantes de transformadores de EEUU?
Los molinos de EEUU declararon que ellosempezaron este proceso peticionario paraprotegerse del acero para transformadores debajo coste, que era objeto de dumping, en elmercado doméstico. Es el mismo argumento quese empleó en 1994. Existen pocos indicios quemuestren que los volúmenes importados tuvieranun efecto real. Los molinos extranjeros han sidocuidadosos en no vender en EEUU a preciosmenores que el coste base de los molinosestadounidenses.
Falta de inversión de EEUU en I+DUna mirada más atenta a las peticiones muestraque el intento real es protegerles de cualquierimpacto futuro de los molinos extranjeros. Seasumió que la tentativa fue un refugio ante lasimportaciones de bajo coste de una calidad igualo menor que pudieran ser vendidas como decalidad suprema. No es totalmente cierto, ya queel impacto del que están preocupados es que niAk Steel ni A TI Metals han invertido en sussecciones de acero eléctrico. Como resultado, sonincapaces de seguir cualquier avance técnicorealizado en cualquier parte del mundo. Losmateriales importados suponen grados que noestán disponibles en ninguna de los molinos deEEUU sin unas grandes inversiones tanto en I+Dcomo en mejora de procedimientos.
La asunción ha sido de que con los estándaresde eficiencia 2016 siendo perfilados alrededor del
uso del M3, esta situación derivaría en losfabricantes de transformadores comprometiéndosecon AK Steel y ATI Metals y, como resultado delos aranceles y tarifas, ambas compañías podríanser capaces de subir poco a poco los preciosdomésticos y continuar manteniéndolos porencima de los niveles globales.
Desafortunadamente, los principales fabricantesde convertidores actuales (ABB, Cooper, Siemens, GEy otros) operan globalmente y no dependen decomprar a fuentes domésticas.
Las compañías pueden y harán el movimientode trasladar al extranjero la producción del núcleo,tanto a sus propias instalaciones como a centrosde servicios de valor añadido en el exterior, paraconseguir sus materiales preferidos y evitar losesperados incrementos de precios de los molinosde EEUU. Es poco probable que los núcleos de losconvertidores que cumplan el estándar 2016 seanfabricados con materiales de AK Steel o A TIMetals.
Con la reducción de la demanda en losmercados domésticos, los molinos tendrán unamayor dependencia de las exportaciones, unmercado en el que actualmente no soncompetitivos. Con sólo su actual cartera deproductos, se pueden encontrar con una base declientes a la baja sin importar el precio de venta.
Trasladar fuera operacionesLa bobina del núcleo y las funciones de recocidodel típico fabricante de transformadores suponenel mayor gasto de energía en una planta, y lazona de embobinados es una de las seccionesmás intensivas en mano de obra.
La eliminación de las operaciones de bobina denúcleo y las de recocido en EEUU supondrá unahorro de costes fijos y laborales en las plantas.Todavía está por determinar si los fabricantes detransformadores absorben los empleos en otrasáreas de la compañía.
La dirección de un molino ha indicado que silas compañías de convertidores decidierancomprar núcleos hechos en el extranjero, inclusosi proceden de los países NAFTA, ellos tendríanque sopesar si emprenden una acción semejantecontra los núcleos importados, como laadoptada contra las importaciones de GOES.
Si esta es la táctica que los molinos adoptan, elsiguiente paso lógico para los fabricantes detransformadores sería trasladar las operacionesde embobinado al exterior e importar losnúcleos/rollos completos ensamblados.
Lo que empezó como un proceso paraproteger a dos firmas americanas de lacompetencia extranjera puede dirigir a muchosde sus clientes domésticos a los mercadosexteriores. Para controlar los costes y suministrarlos transformadores más eficientes, estascompañías internacionales moverán el núcleo desu producción (y potencialmente el ensamblajede los núcleos/bobinas) a otros países NAFTA.
Entonces, EEUU perderá empleos en el sectormanufacturero y los molinos estadounidensesque buscan protección seguirán perdiendo cuotade mercado global hasta tal punto que no seancapaces de producir GOES a costes de equilibrio.r
6 PROCESAMIENTO DEL ACERO
Octubre 2014 www.steeltimesint.com
“…..todos los principales fabricantesde transformadores operan a nivel
global.”
GOES spanish done_30_AIT_0110 10/21/14 8:40 AM Page 5

El precio descendente de la chatarra y las briquetas de hierro de reducción directa (HBI, siglas en inglés) junto a los intentosde los acereros de reducir más las huellas de CO2 del proceso de fabricación del acero han puesto presión sobre las aceríasintegradas para incrementar la proporción de chatarra o HBI cargadas en el convertidor. Se requieren soluciones flexibles quepermitan variar la proporción de chatarra o HBI según las condiciones de mercado, ya que los precios han idoincrementando su volatilidad en los últimos años. Por G Wimmer1, A Fleischander2, K Pastucha3 y J Spiess4*
Proceso de inyección para la máximaflexibilidad del convertidor de entrada
EN el Gráfico 1 se muestran los materialestípicos y los procesos para fabricar acero, uno deestos es el proceso LD (Horno de oxígeno básico,BOF, siglas en inglés).
La energía disponible en el conversor LDestándar depende de las propiedades del metalcaliente y de los parámetros del proceso, como elpatrón de soplado y la temperatura objetivo. Enlos casos normales, hay suficiente energía para elfundido de más del 20% de los materialessólidos. Para proporciones superiores, se necesitaenergía adicional para el calentado y fundido delas cargas sólidas. La energía extra se puedeobtener gracias a la electricidad, lo que es comúnen los hornos de arco eléctrico (EAF , siglas eninglés) o al uso directo de energía química delcarbón, silicio u otros. P ara un uso directoeficiente de esta energía química sin ningunapérdida de conversión para la generacióneléctrica, se desarrolló el proceso de inyección.
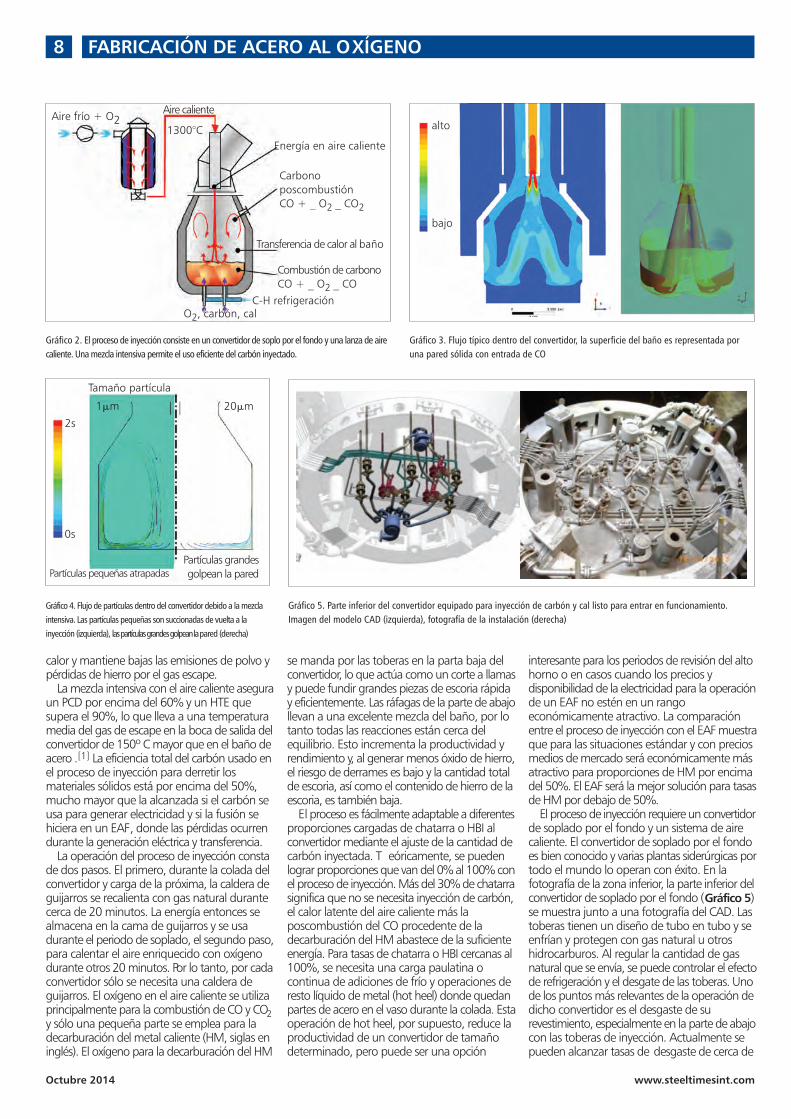
Principios del proceso de inyección El proceso de inyección consta de un convertidorde soplo por el fondo con una combinación decarbón y una inyección de cal con una lanza deaire caliente[1]. El carbón inyectado por el fondodel convertidor se disuelve en el baño de metalcaliente y junto al carbono del metal caliente esquemado en dos pasos. El primero es lacombustión de CO en el baño, el segundo es laposcombustión del CO2 fuera del mismo. En elGráfico 2se puede ver un dibujo simplificado delproceso. Dos tercios de la energía química almacenada enel carbón se liberan en el segundo paso delproceso de combustión. Para usar el carbón deuna manera eficiente es esencial que la mayoríadel CO se queme a CO2. La proporción de CO2consumida está definida por el llamado Grado deposcombustión (PCD, siglas en inglés):
El %CO se refiere el porcentaje de volumen deCO del total de la cantidad de gas que deja laboca del convertidor. Además de un alto PCD, esde vital importancia que el calor generado en laposcombustión se transfiera al baño líquido, deotro modo sólo el gas de escape se calentará. Lallamada Eficiencia de transferencia de calor (HTE,siglas en inglés) se emplea para describir laproporción de energía disponible de laposcombustión que es transferida al bañolíquido,
Donde Hg y Hb son las energías de todo elvolumen de gas de escape que fluye m despuésde la poscombustión a temperatura del gasexterno (Tg) o del baño (T b) y el H PCaV es laenergía disponible de la poscombustión paratransferir al baño caliente. Un HTE de 100% serefiere a la perfecta transferencia de calor cuandoel gas que sale del proceso tiene la mismatemperatura que el baño. Un HTE de 0% serefiere al peor escenario: toda la energía fue
usada para calentar el gas de escape y no setransfirió calor al baño. Hay que fijarse que partedel calor de la poscombustión se emplea paracalentar la ráfaga caliente a la temperatura delbaño en un primer paso y no está disponible paracalentar el baño.
Para asegurar un alto PCD y HTE, se requiereuna mezcla eficiente. Esto se consigue medianteun soplo de aire caliente hacia el baño con unalanza desde arriba. La ráfaga caliente es aireenriquecido con oxígeno en cerca del 30% ycaldeado en un calentador de guijarros hasta1300ºC. La velocidad del aire caliente en la salidade la lanza es un poco menor que la velocidaddel sonido, que es alrededor de 700m/s a estatemperatura. Debido a la alta velocidad y altovolumen de la ráfaga caliente, se forma un chorrocon una longitud de penetración muy alta ymuchos de los materiales alrededor sonsuccionados dentro del mismo y esto lleva a unaexcelente mezcla dentro del convertidor. El COprocedente del baño se mezcla con el oxígeno enel aire caliente y sucede la combustión a CO 2.Debido a la alta mezcla energética del chorro, segeneran gotas de escoria y de acero. Por la altaproporción de superficie respecto al volumen, lasgotas se calientan fácilmente y contribuyen engran modo a la transferencia de calor del gascaliente al baño líquido. Se emplean herramientasde simulación de última generación paraoptimizar la punta y posición de la lanza, asícomo la PCD y el HTE. El Gráfico 3 ilustra lavelocidad típica del flujo de gas al convertidor ,mostrando como la inyección, con su largalongitud de penetración, está golpeando lasuperficie del baño y mezclando intensamentetodo el volumen sobre el mismo.
Otro resultado de la optimización numérica semuestra en el Gráfico 4 . El flujo de gas esdesviado fuera de la pared del convertidor. Laspartículas grandes golpean la pared mientras quelas pequeñas siguen al flujo de gas y sonsuccionadas de vuelta a la inyección de nuevo.Esto lleva a una buena mezcla y transferencia de
www.steeltimesint.com Octubre 2014
7FABRICACIÓN DE ACERO AL OXÍGENO
* Siemens VAI Metals Technologies GmbH, Turmstrasse 44, 4031 Linz, Austria1. G. Wimmer, Tel:+43-732-6592-5472, Email: [email protected]. 2. A. Fleischanderl, Tel:+43-732-6592-77125,
Email: [email protected]. 3. K. Pastucha, Tel:+43-732-6592-75319, Email: [email protected]. 4. J. Spiess, Tel:+43-732-6592-2998, Email: [email protected].
Gráfico 1. Fuentes típicas de materiales para la fabricación de aceroy sus correspondientes procesos de producción estándar
Metal Caliente
Chat
arra
HBI
PCD = ◊%CO+%CO2+%H2+%H2O
%CO2+%H2O100.
HTE=1 ◊ ◊HpCav HpCav
Hg Hb m ◊ Cp◊ (Tg Tb)100=1 100.
jet process oxygen done_30_AIT_0110 10/21/14 8:45 AM Page 1
8 FABRICACIÓN DE ACERO AL OXÍGENO
Octubre 2014 www.steeltimesint.com
calor y mantiene bajas las emisiones de polvo ypérdidas de hierro por el gas escape.
La mezcla intensiva con el aire caliente aseguraun PCD por encima del 60% y un HTE quesupera el 90%, lo que lleva a una temperaturamedia del gas de escape en la boca de salida delconvertidor de 150º C mayor que en el baño deacero .[1] La eficiencia total del carbón usado enel proceso de inyección para derretir losmateriales sólidos está por encima del 50%,mucho mayor que la alcanzada si el carbón seusa para generar electricidad y si la fusión sehiciera en un EAF, donde las pérdidas ocurrendurante la generación eléctrica y transferencia.
La operación del proceso de inyección constade dos pasos. El primero, durante la colada delconvertidor y carga de la próxima, la caldera deguijarros se recalienta con gas natural durantecerca de 20 minutos. La energía entonces sealmacena en la cama de guijarros y se usadurante el periodo de soplado, el segundo paso,para calentar el aire enriquecido con oxígenodurante otros 20 minutos. Por lo tanto, por cadaconvertidor sólo se necesita una caldera deguijarros. El oxígeno en el aire caliente se utilizaprincipalmente para la combustión de CO y CO2y sólo una pequeña parte se emplea para ladecarburación del metal caliente (HM, siglas eninglés). El oxígeno para la decarburación del HM
se manda por las toberas en la parta baja delconvertidor, lo que actúa como un corte a llamasy puede fundir grandes piezas de escoria rápiday eficientemente. Las ráfagas de la parte de abajollevan a una excelente mezcla del baño, por lotanto todas las reacciones están cerca delequilibrio. Esto incrementa la productividad yrendimiento y, al generar menos óxido de hierro,el riesgo de derrames es bajo y la cantidad totalde escoria, así como el contenido de hierro de laescoria, es también baja.
El proceso es fácilmente adaptable a diferentesproporciones cargadas de chatarra o HBI alconvertidor mediante el ajuste de la cantidad decarbón inyectada. T eóricamente, se puedenlograr proporciones que van del 0% al 100% conel proceso de inyección. Más del 30% de chatarrasignifica que no se necesita inyección de carbón,el calor latente del aire caliente más laposcombustión del CO procedente de ladecarburación del HM abastece de la suficienteenergía. Para tasas de chatarra o HBI cercanas al100%, se necesita una carga paulatina ocontinua de adiciones de frío y operaciones deresto líquido de metal (hot heel) donde quedanpartes de acero en el vaso durante la colada. Estaoperación de hot heel, por supuesto, reduce laproductividad de un convertidor de tamañodeterminado, pero puede ser una opción
interesante para los periodos de revisión del altohorno o en casos cuando los precios ydisponibilidad de la electricidad para la operaciónde un EAF no estén en un rangoeconómicamente atractivo. La comparaciónentre el proceso de inyección con el EAF muestraque para las situaciones estándar y con preciosmedios de mercado será económicamente másatractivo para proporciones de HM por encimadel 50%. El EAF será la mejor solución para tasasde HM por debajo de 50%.
El proceso de inyección requiere un convertidorde soplado por el fondo y un sistema de airecaliente. El convertidor de soplado por el fondoes bien conocido y varias plantas siderúrgicas portodo el mundo lo operan con éxito. En lafotografía de la zona inferior, la parte inferior delconvertidor de soplado por el fondo (Gráfico 5)se muestra junto a una fotografía del CAD. Lastoberas tienen un diseño de tubo en tubo y seenfrían y protegen con gas natural u otroshidrocarburos. Al regular la cantidad de gasnatural que se envía, se puede controlar el efectode refrigeración y el desgate de las toberas. Unode los puntos más relevantes de la operación dedicho convertidor es el desgaste de surevestimiento, especialmente en la parte de abajocon las toberas de inyección. Actualmente sepueden alcanzar tasas de desgaste de cerca de
Gráfico 5. Parte inferior del convertidor equipado para inyección de carbón y cal listo para entrar en funcionamiento.Imagen del modelo CAD (izquierda), fotografía de la instalación (derecha)
Gráfico 2. El proceso de inyección consiste en un convertidor de soplo por el fondo y una lanza de airecaliente. Una mezcla intensiva permite el uso eficiente del carbón inyectado.
Gráfico 3. Flujo típico dentro del convertidor, la superficie del baño es representada poruna pared sólida con entrada de CO
Gráfico 4. Flujo de partículas dentro del convertidor debido a la mezclaintensiva. Las partículas pequeñas son succionadas de vuelta a lainyección (izquierda), las partículas grandes golpean la pared (derecha)
Aire frío + O21300°C
Aire caliente
Energía en aire caliente
Transferencia de calor al baño
C-H refrigeraciónO2, carbón, cal
CarbonoposcombustiónCO + _ O2 _ CO2
Combustión de carbonoCO + _ O2 _ CO
alto
bajo
2s
Partículas pequeñas atrapadasPartículas grandesgolpean la pared
1µm 20µm
0s
Tamaño partícula
jet process oxygen done_30_AIT_0110 10/21/14 8:45 AM Page 2


Octubre 2014 www.steeltimesint.com
1mm por colada. En combinación con elintercambiador de abajo de calor, es viable unrecipiente con un revestimiento de una duraciónde entre 2.500 y 3.000 coladas, dependiendo dela práctica operacional.
En el Gráfico 6 se muestra el sistema de airecaliente y su principal componente, el calentadorde guijarros. Se trata de un intercambiador decalor eficiente y regenerativo que usa guijarrospara almacenar energía [2]. Los guijarros tienenuna capacidad de almacenamiento de energíamuy alta y son ideales para almacenar calordurante poco tiempo. Esto, en combinación consu densidad de almacenamiento elevada, lleva aun diseño muy compacto.
Diseño modular para mayorflexibilidad Se emplea un diseño modular para todos losequipamientos requeridos para el proceso deinyección. Lo más importante es el convertidorinferior y el sistema de lanza con tuberías ysoportes de válvula conectados. Estoscomponentes están diseñados de tal modo que,para el convertidor de la parte de abajo, se puedeinstalar un fondo normal con útiles de mezcla.Lo mismo se puede hacer con el sistema de lanzadonde en vez de una lanza de aire caliente hayuna lanza que emite oxígeno normal para elproceso LD. Esto permite cambiar de un procesode inyección a una operación de LD normal si esnecesario. Este cambio se puede hacer duranteel revestimiento, pero también durante elintercambio regular del fondo del convertidor yno necesita más de la mitad de un día. El sistemade automatización admite plenamente ambosmodelos operacionales. El diseño modularpermite la flexibilidad adicional y la seguridad dela inversión, ya que todo el proceso se puedeadaptar fácilmente a la situación del mercado delmomento. Si, por ejemplo, la chatarra y las HBIse están encareciendo o hay suficiente HMdisponible para la operación LD normal, essencillo cambiar hacia el modo de operaciónmás económico.
Convertidor siderúrgico con elproceso de inyecciónEn el Gráfico 8 se muestra un patrón típico parael proceso de inyección para una colada con unamezcla del 50% de HM y del 50% de chatarra oHBI. Los valores están calculados por tonelada deacero líquido colado. Subrayar que todo eloxígeno para la decarburación del HM, y lacombustión del carbón inyectado por la parteinferior del convertidor, se tiene que mandar porlas toberas de abajo. El oxígeno del aire calientesólo es para la poscombustión y difícilmentereaccionará con el baño de acero. Durante laprincipal fase de soplado, el oxígeno se insufla através del convertidor inferior y el aire caliente sesopla desde arriba. La proporción de oxígenosoplado vía el convertidor de la parte inferior esbastante baja en esta fase para asegurar que lasvelocidades en la boca del convertidor no seanmuy altas, dando tiempo suficiente para laposcombustión y transferencia de calor. Despuésde la inyección de carbón y la decarburaciónprincipal, se detiene el aire caliente y la tasa de
Gráfico 9. Costes de Medios y Energía por tonelada de acero para fabricación de acero con diferentes procesos
Gráfico 6. Principales componentesde un sistema de aire caliente
Gráfico 7. El sistema modular permite instalar un convertidorinferior normal con elementos agitadores y una lanza normal desoplado con oxígeno, lo que implica que el convertidor tambiénpuede funcionar con un modelo LD estándar
Gráfico 8. Típico proceso patrón para una carga mixta de 50% metal calientey 50% chatarra o HBI
Calentador de guijarros
Conducto de aire caliente
Lanza de aire caliente
Principalessoplantes
Cámara de quemadores
Soplantes de quemadores
6,00 6,0 1800
1700
1600
1500
1400
1300
1200
5,0
4,0
3,0
2,0
1,0
0,00 5 10 15 20 25 30 35 40 45
Tiempo del proceso, minutos
5,00
4,00
3,00
2,00
1,00
0,00
Carb
ono,
%C
Fluj
os d
e ga
ses,
Nm
3 /m
in/t
Tem
pera
tura
del
bañ
o, °
C
Oxígeno
Aire caliente
Nitrógeno
ArgónGNLContenido carbono
Temperatura
Chatarra HM EoB Colada DeslAgitarSoplado principalInyección cal
Inyección carbono
LD estándar20% chatarra
Costes M&E 11$/ton*Bajos costes M&E debido alproceso simple y consumos
mínimos (oxígeno, sin carbón)
Costes M&E 24$/ton*Mayores costes M&E debido aentradas adicionales de energía
(oxígeno, gas natural)
Costes M&E 35$/ton*Costes de energía eléctrica yotros consumos (electrodos,
oxígeno, carbón)
Proceso de inyección50% chatarra
EAF50% chatarra
10 FABRICACIÓN DE ACERO AL OXÍGENO
jet process oxygen done_30_AIT_0110 10/21/14 8:45 AM Page 4

11
www.steeltimesint.com Octubre 2014
FABRICACIÓN DE ACERO AL OXÍGENO
soplado de oxígeno por el fondo del convertidor seincrementa hasta las tasas estándar para losconvertidores normales de soplado por el fondo. Se deben considerar dos potenciales fuentes para
captar el nitrógeno: el nitrógeno usado como gastransportador para la inyección de carbón y elnitrógeno en el aire caliente. El hecho de que el airecaliente no está en contacto intenso con el baño deacero significa que el nitrógeno captado de estafuente es relativamente bajo. El nitrógeno usadopara la inyección de carbón es parcialmente extraídomediante su estimulación con CO procedente de ladecarburación y la combustión de carbón.
Se puede lograr un contenido final de nitrógenode 20 a 30 ppm. El gas natural empleado paraenfriar procedente de las toberas lleva algo dehidrógeno al baño. Tan pronto como el oxígenoque fluye a través del convertidor de la parte inferiorse detiene, el enfriamiento con gas natural ya no esnecesario y el simple enfriamiento con nitrógeno yargón, si se requiere, es suficiente. (Ver también eldiagrama del proceso en el Gráfico 8. El hidrógenoque queda en el baño se puede reducir a un valorpor debajo de 3ppm mediante una estimulaciónintensa).
El tiempo del proceso típico para el proceso deinyección se muestra junto con los valores para losprocesos estándar LD en la Tabla 1 . Los valoresmuestran que con un convertidor de un tamañode 180 toneladas, se pueden producir más de 2Mtde acero al año. La comparación muestra que eltiempo entre coladas del proceso de inyección esde cerca de seis minutos más largo que con elproceso LD. Esto es principalmente debido altiempo de soplado más largo y al tiempo de serviciode media incrementado, lo que se requiere para elservicio del fondo (mantenimiento e intercambio decalor en el fondo). Debido a un tiempo de vida dela cobertura menor para el proceso de inyección, serequieren más recoberturas anuales que en elproceso LD. Un mayor tiempo de media de coladaa colada y un mayor tiempo para el revestimientoresultan en una reducción del 13% de laproductividad máxima por año comparado con laproductividad del proceso LD. Subrayar que estacifra se basa en la asunción de que la productividaddel convertidor LD es plenamente utilizada.
Áreas de aplicaciónExisten varias oportunidades de mercado atractivaseconómicamente para el proceso de inyección, lasmás importantes son los beneficios de la chatarra oHBI baratas, las ganancias de la reducida inversióninicial y la reducción de las emisiones de CO2.
El coste de producción por tonelada de acerocolado de un convertidor o EAF se divide en trespartes: los costes por los materiales cargados(chatarra, HBI y HM); costes de medios y energía(M&E) para la operación del proceso, los másimportantes son oxígeno, carbón, electricidad,nitrógeno, argón, cal, dolomita y refractario. Otroscostes importantes son personal, financiero,construcción e infraestructura.
El último casi es idéntico a todos los procesostratados y, por lo tanto, no se considera aquí. En elGráfico 9 se muestran los costes M&E para elproceso estándar LD con 20% de chatarra, elproceso de inyección con 50% de chatarra y EAFcon 50% de chatarra.
La comparación de costes muestra que elproceso LD es el más barato ya que es el procesomás simple y no necesita energía adicional parafundir cargas sólidas. El proceso de inyección es máscaro ya que se necesita energía extra para fundir el30% adicional de chatarra.
Los costes son aún mayores si la misma mezclade carga se funde en un EAF ya que la electricidadusada es más cara que el carbón empleado en elproceso de inyección. Desde la perspectiva de loscostes puramente operativos, el proceso deinyección sólo tiene sentido si la chatarra o el HBIcargados son más baratos que el HM.Considerando la media de los precios de mercado,
los cálculos muestran que con una diferencia deprecio entre la chatarra o el HBI y el HM de 40dólares el proceso de inyección da beneficios.
El Gráfico 10 es un ejemplo de cómo sería estetipo de modificación del proceso de producción enuna planta de acero integrada. En la situación inicialse opera con dos convertidores de 180t, se carga el20% de chatarra y la producción total es de 4,6 Mtde acero crudo al año. Si el HBI y la chatarra sonmás baratos que el HM, se puede apagar un altohorno. Cargar parte del HBI en el alto horno quequeda incrementa la producción de metal
Composicíon de carga 80% HM + 20% chatarra 50% HM + 50% chatarra
Mezcla de carga 2 min 3 min
Carga de chatarra 5 min 4 min
Oxígeno, soplado aire caliente 18 min 22 min
Muestra, esperando análisis 3 min 3 min
Colada de acero 6 min 6 min
Descoriar 2 min 2 min
Tiempo de servicio medio 3 min 5 min
Tiempo medio entre coladas 39 min 45 min
Coladas por día 37 31
Peso colada 180t 180t
Tiempo de vida del revestimiento 4’500 coladas 3’000 coladas
Rerrevestimientos por años (5 días) 2,84 3,1
Coladas anuales 12’794 coladas 11’112 coladas
Producción anual 2’300’000t 2’000’000t
100% 87%
LD Proceso de inyección
Tabla 1. Típicos tiempos de procesos y productividad para un proceso LD (BOF) estándar y proceso de inyección
Gráfico 10. Modificación de la ruta del proceso para un porcentaje máximo de HBI o utilización de chatarra. Procesooriginal 20% chatarra (arriba) y proceso modificado con 50% chatarra y HBI (abajo)
Inyección de Carbón No No Sí Sí Sí
Utilización de chatarra 20% 32% 50% 50% 100%
PCD 12% 60% 60% no se considera no se considera
HTE no se considera 90% 90% no se considera no se considera
Rendimiento 92% 94% 94% 91% 91%
Costes M&E 11$ 15$ 24$ 35$ 55$
Emisiones de CO2 1600kg CO2/t 1250kg CO2/t 1000kg CO2/t 900kg CO2/t 500kg CO2/t
LD Proceso Proceso EAF EAFde inyección de inyección
Tabla 2. Datos principales para proceso de inyección LD y EAF
continúa en la pagina 15
jet process oxygen done_30_AIT_0110 10/21/14 8:45 AM Page 5

LA producción global de acero bruto se haestabilizado, según Becky Hites, de laestadounidense Steel Insights. Hites subrayó lospatrones de crecimiento cíclicos históricos queinvolucran rachas de crecimiento seguidas porperiodos de consolidación y entonces más tramosde crecimiento, y alegó que el mundo en vías dedesarrollo continúa creciendo mientras que eldesarrollado se contrae.
El mundo en vías de desarrollo ya no dependedel desarrollado, apuntó Hites, y el viejo modelocolonial de suministro ya no se tiene en pie, ya quela mitad de la producción global de acero bruto selocaliza en países en desarrollo.
La industria global del acero ha duplicado sutamaño, explicó Hites, y los veinte principalesfabricantes de acero suponen entre el 30% y 40%de la producción. China supone cerca de la mitadde la producción mundial de acero bruto, pero noestá sobre-exportando debido a su tamaño. Chinaalberga a nueve de los veinte principalesfabricantes de acero, pero no está tan consolidadacomo el resto del mundo.
Hites subrayó que cinco países europeosdominan la producción de acero bruto: Alemania(27%); Italia (15%), Francia (10%), España (9%) yReino Unido (7%). Estas naciones suman más del5% de la producción total, aunque hay siete paísesdominando si se incluye a Polonia y Austria, ambassumando el 5% de la producción.
Costes laborales y energéticosLos altos costes laborales y energéticos y el hechode que no hay fuentes internas de materias primasen la región son los principales retos para losfabricantes europeos. El compromiso con el medioambiente derivará en altos costes de producción,pero no habrá cierres masivos ya que todavía existeun orgullo nacionalista en poseer una sede defabricación de acero, cree Hites.
El ambiente operativo para los fabricantes de laUnión Europea permanecerá desafiante "en unfuturo previsible" y los productores necesitaránevaluar los mercados y productos para determinarsi las estrategias pasadas funcionan.
"Siempre habrá un país en el mundo con bajossalarios y alto crecimiento", apuntó Hites. "Y laactividad económica siempre migrará allí".
Hites añadió que los negocios se irán de China yacudirán a lugares como México, P erú, AméricaLatina y la cuenca del Índico.
Deterioro del precio del coque Anna Fleming de CRU examinó el deterioro delprecio del coque metalúrgico durante los pasadoscuatro años y se cuestionó cómo los productorespueden sobrevivir en estas circunstancias. Flemingalegó que los precios han caído por debajo de losmínimos de 2009 de cerca de 200$/tonelada y hancaído rápidamente desde el inicio de 2014, cuando
el precio se derrumbó de los 260$/tonelada a cercade los 190$/tonelada.
Sobre la situación de China, Fleming dijo que losprecios de exportación han sido sensibles almercado doméstico desde que China eliminase losimpuestos a la exportación. La sobreproducción delmercado ha derivado en una caída del precio. Conel crecimiento de las importaciones indiasestancándose, los chinos han mirado hacia Japóncomo mercado de exportación.
Fleming dijo que los precios del carbón de coquehan venido bajando desde hace meses. Desde abrilde 2009, cuando los precios al contado (AustraliaFOB) rozaban 120$/tonelada, el precio subió hasta350$/tonelada y luego cayó hasta 100$/toneladaen abril de 2014. Una vez más, el exceso desuministro ha mantenido a los productores en elnegocio y han tenido que embarcar el exceso aChina, lo que ha llevado a un preocupanteaumento de los inventarios. Las pérdidas han sidominimizadas mediante una fuerte reducción de loscostes, lo que ha mantenido los márgenes positivospara los productores de carbón.
Según Anna Fleming, de CRU Analysis, los fabricantes siderúrgicos son los más eficientes en costes porque usan coquemetalúrgico producido "en casa". A pesar de ello, mientras que el precio del coque cae, muchos fabricantes nipones handescubierto que están produciendo coque con costes por encima de los precios FOB chinos y pueden, por tanto, reemplazarla producción local con coque importado de China más barato. Éste es uno de los muchos puntos de vista escuchados enEuroCoke 2014, celebrado en Edimburgo. Por Matthew Moggridge*
Reveladoras presentaciones en EuroCoke 2014
* Editor, Steel Times International
Dr. Neil Bristow de H&WWorldwide Consulting
Arun Kumar Jagatramkade Gujarat NRE Coke
12 EUROCOKE 2014
Octubre 2014 www.steeltimesint.com
eurocoke spanishdone_30_AIT_0110 10/21/14 9:01 AM Page 1

www.steeltimesint.com Octubre 2014
13EUROCOKE 2014
La prima del coque sobre el carbón se ha venidoreduciendo, apuntó Fleming. Los precios alcontado para el carbón de coque duro en abril de2014 fueron de apenas 110$/tonelada (FOBAustralia) comparado con los 200$/tonelada parael coque mercantil (FOB China). A mediados de2008, la diferencia era asombrosa: 700$/ton. parael coque comercial frente a los 400$/ton. para elcarbón de coque duro.
Los fabricantes de acero integrados son los máseficientes en costes porque usan coquemetalúrgico producido "en casa". A pesar de ello,al caer los precios del coque, muchos fabricantesde coque japoneses han descubierto que estánproduciéndolo con unos costes por encima delprecio FOB chino y pueden, por lo tanto,reemplazar la producción local con coque másbarato importado desde China.
Actualmente, los costes de producción globalesdel coque están bastante unidos al producto deEEUU y Ucrania y bajando por debajo de200$/tonelada y el coque polaco, colombiano,japonés y chino apenas a 250$/tonelada. El preciodel coque metalúrgico chino es el que más podríaexperimentar la mayor subida de costes y estodebilitará su posición competitiva. T ambién seespera que los costes laborales chinos seincrementen por dos para 2018, a pesar de ello,China seguirá dominando el mercado. Mientrasque existe la presión internacional para que Chinareinstaure su impuesto a las exportaciones, esimprobable que dé marcha atrás. Entre 2013 y2018 habrá un aumento continuado de las
exportaciones de coque desde China, debido a lafalta de inversión de nuevos comerciantes.
Fleming dijo que los precios internacionales delcoque están fuertemente influidos por el preciodoméstico chino, y añadió que cualquier tendenciade precios en el carbón de coque será reflejada enel coque metalúrgico
Mientras que la ventaja competitiva de China seperderá durante los próximos cinco años, supenetración en los mercados globales sefortalecerá y los precios al contado mensualescontinuarán siendo fijados por los chinos.
Mercados de carbón metalúrgico Jim T ruman de W ood Mackenzie dijo que elcrecimiento medio del PIB de China podríapromediar el 7,5% y podría permanecer así hasta2020, mientras que India crecerá al 6,6% para2015 y mantendrá una media del 6,5% anualhasta 2032.
Truman dijo que la producción global de metalcaliente crecerá al 1,4% anual hasta 2025 yentonces bajará hasta los 43 Mt para 2035, ya quela producción cambiará hacia la fabricación deacero eléctrica. El crecimiento de la producción deacero promediará el 1,9% hasta 2025 y entoncesbajará al 0,6% ya que la intensidad del uso deacero de los chinos bajará.
Para 2035, la demanda total de carbónmetalúrgico transportado por mar alcanzará los380 Mt frente a los actuales 300 Mt. Asia suponeel 70% del crecimiento (69Mt), Oriente Medio,Rusia y la región del Mar Caspio (EMEARC, siglas
en inglés) supondrán el 20% del crecimiento,América, el 10%, y Brasil, el 7%.
China produjo 775Mt de acero bruto en 2013.En 2014, la producción continuará a una tasaanualizada del 4,4% sobre el dato del año pasadoy fue fuerte en enero, pero bajó en febrero.Basándose en los dos primeros meses de 2014, laproducción anual llegará a 809 Mt. Lasreducciones para abordar el problema de lacontaminación del aire impactarán en laproducción china, aseguró Truman.
Con las tasas a las exportaciones suprimidas, lasexportaciones chinas de coque se incrementaronconsiderablemente a lo largo de 2013, con Japón,la India y Brasil sumando el 70% de las compras.Las exportaciones totales chinas a diciembre de2013 estaban marcando una tasa anualizada de9Mt y en enero de 2013 los niveles permanecíanaltos.
Truman dijo que Australia debería jugar unpapel clave en el crecimiento del suministrotransportado por mar y suplir la mayor proporciónde la nueva demanda. Otros países, comoMozambique, Indonesia y Colombia, estánpreparados para un crecimiento significativo, peroexperimentarán retos de desarrollo einfraestructuras.
La producción doméstica china fue relativamenteplana y decayó ligeramente, declaró T ruman,añadiendo que la calidad del carbón se deterioraráy se producirá menos carbón de coque duro. Elvolumen de semiblandos y de PCI (inyección decarbón pulverizado) aumentará, lo que creará una
1,600
1,400
1,200
1,000
800
600
Racha de crec
imiento
Rach
a de c
recim
iento
Período de consolidación
400
200
01935 1939 1943 19511955 2011
Producción mundial de acero bruto. (Steel Insights - B Hites) Consumo total de carbón para 2050 (basado en la revisión de demanda de acero). (HW Worldwide - N
Bristow)
Mill
ones
de
tone
lada
s m
étric
as
1947
2000
1800
1600
1400
1200
1000
800
600
400
200
02012 2016 2020 2024 2028 2032
Desarrollados Otros en vías de desarrollo
Africa
China
India
2036 2040 2044 2048 2050
Generación eléctrica 55%
Hornos de cal 5%
Filtración de agua 10%
Calefacción (Residencial 3%, Industrial/comercial 7%)
Procesos metalúrgicos 20%
Consumo histórico de antracita. (Blaschak - G Driscoll)
Datos: CRU (1) Precios enero 2009-marzo 2010 y julio 2011-dic 2012están basados en fuentes de coqueexcluyendo China. Los demás datos muestran China FOB, (2) valoraciones a mitad de mes (CRU - A Fleming)
800 290
270
250
230
210
190
170
150
700600500400300200100
0
Aug
01
Feb
02Au
g 02
Feb
03
Feb
13
Feb
14
Aug
03
Aug
13
Apr 1
3
June
13
Aug
13
Oct 1
3
Dec
13
Feb
14
Apr 1
4
Los precios del coque metalúrgico han caído por debajo de los mínimos de 2009 en una aguda caídadurante principios de 2014. Referencia de precios de coque metalúrgico (1), $/t. (CRU - A Fleming)
‘
eurocoke spanishdone_30_AIT_0110 10/21/14 9:01 AM Page 2

14 EUROCOKE 2014
Octubre 2014 www.steeltimesint.com
fuerte dependencia del mercado de transporte pormar.
Mientras que las exportaciones desdeQueensland, Australia, alcanzaron un nuevo récordde 13Mt en diciembre de 2013, las adversascondiciones climatológicas a principios de 2014pararon las exportaciones.
Los productores australianos se estánfocalizando en ganar cuota de mercado a Europa.Australia exportó cerca de 25Mt en 2008 yexperimentó una gran caída en 2009. El añosiguiente se recuperó hasta las 20Mt y actualmenteexporta 17,5Mt menos que en 2008.
La exportación estadounidense semantiene fuerteA pesar de las caídas de precios, las exportacionesde EEUU han permanecido fuertes, según Truman,mientras que las compras de Asia cayeron en2013. Los embarques europeos permanecenestables. T ruman dijo que ha habido uncrecimiento estable de las exportaciones desdemediados de 2013 y que las exportacionesanualizadas de febrero de 2014, darían un total de60Mt, a pesar de que espera una caída segúnavance el año.
En 2011, las exportaciones de EEUU a Asiacrecieron hasta 18Mt tras las inundaciones enQueensland. En 2012, las ventas de Asia subieronhasta 20Mt debido a la recuperación australiana,pero EEUU perdió 4Mt ya que las minas deAustralia continuaron aumentando la producción.
El año pasado, las exportaciones canadiensespromediaron 2,8Mt/mes, pero cayeron a 1,7Mtdebido a las adversas condiciones climatológicas.En febrero, las compras aumentaron en China,Corea del Sur, Japón y Holanda.
DRI da buen ROI Ian Cameron, director general (hierro y acero) de Hatch,dijo que la inversión en las plantas de hierro reducidodirectamente (DRI, siglas en inglés) en las aceríasintegradas de América del Norte pueden dar un buenretorno de la inversión cuando se emplean fuentes internasde mineral de hierro. Cameron dijo que había potencialpara reducir los costes de la chatarra comprada en laproducción fijada de acero o incrementar la producción deacero cargando la DRI en el alto horno.
Cameron añadió que el sistema Energiron de Tenovapuede procesar grandes cantidades de gas de horno de
coque (COG, siglas en inglés) para reducir el coste del gasnatural y que Midrex y Praxair están desarrollando unSistema Reactor Térmico para procesar grandes cantidadesde COG.
Es poco probable que las plantas DRI reemplacen altradicional horno de oxígeno básico (BOF, siglas en inglés),añadió Cameron.
Antracita Greg Driscoll, presidente y consejero delegado dela Corporación Blaschak Coal, con sede en EEUU,discutió sobre las ventajas ambientales de laantracita, subrayando su disponibilidad global yasegurando que la mejor calidad se puedeencontrar en Siberia donde se están extrayendovariedades de calidad ultraalta y alta.
Driscoll dijo que 125Mt de antracita se extraenen Asia, seguida por Rusia y Ucrania, 23Mt;Europa, 11,5Mt; África subsahariana, 3,5Mt yAmérica del Norte, 3Mt.
La generación eléctrica fue el mayor mercadopara la antracita, 55%; principalmente en elExtremo Oriente, seguido por el procesamientometalúrgico, 20%; calefacción residencial/industrial/espacios comerciales, 10%; y el mismo porcentajepara la filtración de agua; y hornos de cal, 5%.
La antracita, dijo Driscoll, ofreció una fuente muybuena de carbón para múltiples aplicaciones dealto valor y significativos beneficios ambientales entérminos de calidad del producto, administracióndel carbono, usos benéficos y restauración de lassuperficies y los recursos de agua.
La antracita de Pennsylvannia, dijo Driscoll, esuna fuente emergente de abastecimiento decarbono con un potencial significativo decrecimiento. La minería en la región está"iluminando" los viejos trabajos (previamente
propiedades con minas profundas) produciendo unproducto de grado ultraalto y restaurando lasminas explotadas en unas condiciones prístinas.
Las "medidas" de antracita en P ennsylvaniaabarcaron 300.000 acres en ochos condados y el22% de las medidas existentes están permitidas,con sólo el 12% trabajando activamente.
Con 300 millones de dólares en nuevasinversiones en el sector de la antracita enPennsylvania desde 2009, Driscoll argumentó quees una "reemergente industria estructurada,gestionada profesionalmente, bien financiada y dealto rendimiento” basada en múltiples productoresa lo largo de 30 pequeños negocios familiares.
Minería, un mundo en constante cambio Dr. Neil J. Bristow de H&W Worldwide Consultingdijo a los delegados que la minería en 2050 seríairreconocible frente a la actual. Bristow resaltó elecologismo como el principal motor para avanzary apuntó que los asuntos relacionados con lasostenibilidad, reciclaje y reutilización seráncruciales en los próximos años.
Bristow apuntó que el desarrollo más fácil de losrecursos ya se ha encontrado y que las crecientesnormas y regulaciones gubernamentales, así comola creciente resistencia de las poblaciones locales,derivarán en más retos para la industria minera delmañana. Añadió que el acceso a los recursos serámás difícil por las razones mencionadas, perotambién por el incremento de las restriccionesmedioambientales y la necesidad de buscarreservas en terrenos difíciles o remotos.
Bristow dijo que la industria minera debemejorar sus habilidades en relaciones públicas ydebe promover los beneficios de la minería en lascomunidades locales y convertirse en “ciudadanos
La demanda total subirá del actual nivel de ~300Mt a 380Mt
Asia constituye el 70% delcrecimiento - 69Mt
Sobre 20% del crecimientoEuropa, Oriente Medio,África, Rusia y Mar Caspio(EMEARC)
10% viene de America - Brasil aumentará hasta 7Mt
e
e
e
e
400
300
200
100
02008
EMEARC América Asia-Pacífico
2020 2035
La demanda china e india continúa liderando el cambio del comercio marítimo de acerometalúrgico hacia Asia. (Wood Mackenzie - J Truman)
Consumidores clave de acero en India. (Gujarat NRE - A Jagatramka)
La infraestructura es el mayor consumidorde acero, >60% y se espera que siga así
Se espera una inversión total de 1 billónde dólares en el 12º plan quinquenalhasta 2017
e
e
Se espera que el crecimiento eninfraestructura aumente la demanda deacero a >40 MTPA durante año fiscal 13-17
InfraestructuraAutomóvilesTransporte
Embalaje
Ingeniería &Fabricación
3%10%
22%
2%
63%
Consumo de acero por sectores año fiscal 12
Comercio marítimo de carbón metalúrgico porregión para 2035 (Mt).
Materia prima (COG)
Oxígeno
Combustible
Oxígeno caliente
El generador HOB atrae rapidamenteCOG para una oxidación parcial
Quemador de oxígeno calientePraxairGenerador de oxígeno (HOB)Alta temperatura (>2000°C)
Alta velocidad (>900 m/s)
Gran dinamismo
reformado de metanodestrucción de hidrocarburos pesadosdestrucción de BTX
Sin catalizador
Syngas caliente existe a >1300°C
555
e
e
e
Concepto Sistema ReactorTérmico TM (Hatch - I Cameron)
eurocoke spanishdone_30_AIT_0110 10/21/14 9:01 AM Page 3

15
www.steeltimesint.com Octubre 2014
EUROCOKE 2014
amables con el ambiente” mediantes el desarrollode minas ecológicas y de bajo uso energéticoempleando la última tecnología.
Bristow repasó la situación en Mozambique,Mongolia, Indonesia y Rusia. Dijo queMozambique ofrecía grandes reser vas en laprovincia Tete, pero subrayó los problemas de lasinfraestructuras, apuntando que un puertoampliado en Nacala o un nuevo puerto de grancalado eran necesarios. El actual puerto en Bieraestaba limitado a 10Mt al año y sólo podía aceptarbuques de tamaño medio.
Las exportaciones desde Mozambique podríanrozar las 20Mt al año para 2016 si Nacala esampliado, pero podrían superar las 90Mt para2050 con el desarrollo de nuevos puertos.
Grandes reservas de carbón de coqueIndonesia es una nación rica en minerales, dijoBristow, pero sólo se encuentra carbón en la regiónKalimantan, donde las exportaciones creceránestablemente hasta 2025. P ara 2016, más de400Mt de carbón térmico y 10Mt de carbón decoque se exportarán, subiendo a 500Mt de térmicoy 19Mt de carbón de coque para 2025, bajando a400Mt de térmico en 2025, pero subiendo a 38Mtde carbón de coque.
Bristow agregó que Rusia alberga unas grandesreservas de carbón de coque, pero la mayoríaestán en el subsuelo y alejadas de la costa. Laindustria siderúrgica posee casi todas. Mientras
que los nuevos proyectos están en marcha,algunos están restringidos por el clima (no sepuede embarcar durante los meses de invierno) yotros sufren de falta de infraestructuras.
Las exportaciones por mar de Rusia de carbónde coque han crecido establemente desde 2012(10Mt) y se espera que lleguen a cerca de 45Mtpara 2050. Los datos actuales, añadió Bristow, sonde cerca de 15Mt.
Mientras que los factores políticos han retrasadoy, en algunos casos, parado proyectos de carbónen Mongolia, el país todavía tiene muchos encartera y grandes reservas de una amplia gama decarbón de coque, según Bristow.
Entre ahora y 2016, el volumen deexportaciones de carbón de coque son cerca de12Mt a 18Mt en la región con exportaciones víamarítima de 1Mt al año en 2020 y 2025 y ,posiblemente, de 2 Mt al año en 2050. Alcanzarlas mareas es crucial para Mongolia.
Estrictamente para el mercado chino Según Bristow, Mongolia se restringirá a China, loque tendrá un efecto indirecto en el mercado deltransporte marítimo. A pesar de ello, Mongolia,Indonesia y Mozambique tienen potencial paraincrementos significativos de volumen, pero sólo silos precios justifican la inversión. Mozambique,apuntó Bristow, era ideal para el creciente mercadoindio de carbón y coque y, en todas las regionesmencionadas, las infraestructuras portuarias y
ferroviarias jugarán un papel importante.
Un verano indioEl director general y presidente de Gujarat NRECoque, Arun Kumar Jagatramka, apuntó que seespera que la economía india mejore a finales de2014 con las previsiones del FMI de que el PIBcrezca un 5,4% este año y 6,4% en 2015.
Añadió que las bases de la economía son fuertesy que la creciente clase media india significará unaumento del consumo de acero.
Las infraestructuras son el mayor consumidor deacero en India y va a aumentarr la demanda a40Mt al año para 2017. Las infraestructurasrepresentan el 63% del consumo; ingeniería yfabricación, 22% y el automóvil ,10%. El 5%restante se lo reparten embalaje, 3% y transporte,2%.
Capacidad adicionalJagatramka agregó que una capacidad adicionalde 36t se añadirá en los próximos cinco años, yque todas las actuales adiciones de capacidadestán en camino. “El estancamiento no hamermado la confianza de los actuales productoresde acero”, apuntó.
En su opinión, India tendrá una demandaadicional de coque metalúrgico de entre 20-25Mt,principalmente de la industria acerera, durante lospróximos cinco años. r
c página 11
caliente en cerca del 25%. El metal calienteentonces se convierte en acero crudo en los tresconvertidores usando el proceso de inyección,cada carga con 50% de HM y 50% de utilizaciónde chatarra o HBI. Este tipo de cambios en laproducción permitirá el incremento de laproporción de HBI o chatarra considerablementemientras mantiene la producción total de laacería constante.
El equipamiento que debe ser modificadoincluye el alto horno que queda, que ha de seradaptado para altas proporciones de HBI, los dosconvertidores existentes, que han de sermodernizados para el proceso de inyección y unconvertidor adicional que ha de ser instaladodesde cero.
La segunda oportunidad donde el proceso deinyección puede ser beneficioso es con escenariosdonde haya cuellos de botella de HM, esto puedeser un incremento planeado de la producción ola purga de un alto horno. En estos casos elproceso de inyección se puede emplear paraincrementar la producción total del convertidormientras mantiene el consumo del HM almínimo y evitar los costes de la inversión por unincremento de la capacidad de producción delHM.
La única inversión necesaria para la adaptaciónde los convertidores existentes al proceso deinyección, que es más barato que la construcciónadicional de capacidad de producción de HMincluye coque y plantas de sinterización y un alto
horno. Lo mismo es cierto no sólo para las nuevascapacidades instaladas, sino también para laspurgas principales, como un nuevo sistema dedesempolvado o la purga del alto horno.
La tercera oportunidad para la aplicación delproceso de inyección es la reducción de lasemisiones de CO2. El proceso basado en carbónpara la producción de HM en una plantaintegrada típica, genera 1.600kg de CO 2 portonelada de acero colado. La chatarra es unmaterial reciclado que no lleva carga de CO2.
Por esta razón, reemplazar parte del HM conchatarra reduce las emisiones de CO 2 portonelada de acero colado del convertidor, a pesarde que se use carbón para fundir la chatarra enel proceso de inyección. Con una mezcla de cargadel 50% de HM y del 50% de chatarra, lasemisiones de CO 2 se reducen a 1000Kg portonelada. Esto permite a los operadores de plantarebajar las emisiones significativamente oincrementar la producción mientras mantienenlas emisiones constantes. Una síntesis de lasemisiones de CO2 de los diferentes procesos seve en la Tabla 2.
Síntesis y conclusiónEn la Tabla 2, se encuentra una síntesis con losdatos y las cifras tratados anteriormente, comoreferencia se presentan los valores para el procesoLD estándar y para EAF. La comparación muestraque el proceso de inyección permite unconsiderable incremento de la chatarra o
proporción de HBI cargada. Los costes M&E seincrementan debido a la energía adicionalrequerida para la fundición de estos materialessólidos.
Las oportunidades económicamente atractivaspara la aplicación del proceso de inyección son,por lo tanto, casos en los que el precio de lachatarra o el HBI estén bajos. Se generanbeneficios del ahorro en la inversión inicial o losahorros se alcanzan por la reducción de la huellade CO2.
En los últimos años Siemens Vai ha compradotodas las patentes relevantes y el conocimientodel proceso de inyección y lo ha desarrollado yoptimizado para su plena aplicación industrial.
Con el proceso de inyección, la compañía hacompletado su cartera para convertidoresespeciales con un proceso totalmente adecuadopara proporciones medias y altas de chatarra oHBI. Debido al uso directo de carbón dentro delconvertidor, se eliminan completamente laspérdidas de conversión por la generación deelectricidad, haciendo el proceso muy eficiente yproductivo. r
Referencias1. Brotzmann K. Gunther C. New applications of hotblast jets in metallurgical processes, Stahl und Eisen,Germany, 2003, vol 123, pp 6-7.2. Stevanovi D. Brotzmann K. P ebble-Heatertechnology in metallurgy, Metalurgija, 2004, vol 10, pp19-36.
eurocoke spanishdone_30_AIT_0110 10/21/14 9:01 AM Page 4

16 INFORME DE CONGRESO
Octubre 2014 www.steeltimesint.com
EL Congreso Alacero en Perú es considerado unforo clave para la industria siderúrgicalatinoamericana y atrae a altos ejecutivos de todoel mundo.
Economía global Irene Mia, de Economist Intelligence Unit (EIU),comentó la perspectiva macroeconómicamundial y en un principio hizo énfasis en losriesgos globales, siendo uno de ellos el derivadode las políticas monetarias de los paísesdesarrollados. La intensidad en la emisión demoneda de la Reserva F ederal no tieneprecedentes. Con unas tasas de interés de casicero en la mayoría de las naciones desarrolladas,el capital ha inundado los mercados emergentesa un ritmo sin precedentes.
En opinión de Mia, los inversores comenzarona perder confianza en los mercados emergentesa principios de 2013, cuando el crecimiento delPIB se hundió, pero la tendencia se aceleró tras elanuncio por parte de la Reserva Federal de unaposible interrupción de su política de “expansióncuantitativa”, haciendo a los inversores másselectivos. La volatilidad podría ser alta durantealgún tiempo mientras los inversores reevalúansus posiciones.
Las economías emergentes con grandesdéficits de cuenta corriente y/o fiscales conbuenas conexiones internacionales a través delcomercio y la inversión tienden a ser másvulnerables a los aumentos de los tipos de interés.EIU estima que los déficits combinados de cuentacorriente y fiscal medidos como porcentaje delPIB varían desde el 10,9% (en Sudáfrica) hasta el3,5% en T ailandia ( Gráf. 1 ). Brasil, yespecialmente México, están en una relativabuena forma según este cálculo.
En lo que respecta a la recuperacióneconómica, Mia subrayó que los niveles deconfianza mundial, medidos por el Índice de
Gestores de Compra (PMI, siglas en inglés), sehan recuperado, incluso en Europa. En EEUU, latasa de desempleo se ha mantenido en torno al7,3% y ha habido un incremento en el númerode casas construidas y coches comprados.Además, las fuentes de energía noconvencionales (gas de esquisto) han reducido ladependencia de EEUU de la energía importada.Mia espera que el PIB estadounidense crezca1,6% en 2013 y 2,6% en 2014. Mia afirmó quelo peor ha pasado en la Eurozona, pero quetodavía hay varias trabas que superar: elevadadeuda pública, impacto social negativo por laausteridad y altos costes laborales.
Para los países emergentes, EIU ha subrayadovarios factores adversos, como la caída en lademanda global, el reducido crecimiento delcomercio mundial, el fin de la expansión de laliquidez y la falta de avance de las reformasestructurales, sin olvidar unos precios menosfavorables de las materias primas. Esto último esimportante para las naciones emergentes engeneral, especialmente para Latinoamérica.
El Gráfico 2muestra la evolución de los índicesde precios unitarios del petróleo, materias primasindustriales, y comida y bebida. Se observa quelos precios de las materias primas industriales y lacomida se multiplicaron por 2,5 entre 2000 y
2012 (eje derecho) y el del petróleo 4,5 veces (ejeizquierdo). EIU opina que en los próximos añoslos precios de las materias primas no seincrementarán tanto como en la pasada década.De hecho, espera que los precios se mantenganestáticos, a pesar del crecimiento eninfraestructuras en varios países emergentes,incluyendo la India. Para 2016, EIU prevé que lasmaterias primas industriales aumenten un 15%con respecto a 2012, pero que los precios delcrudo y la comida caigan un 5%. La expectativade unos precios de las materias primas estables(o incluso más bajos) debería conducir a los paísesemergentes hacia otras fuentes de crecimiento.
Economía LatinoamericanaSegún EIU, Latinoamérica experimentará uncrecimiento del PIB moderado del 2,9% en 2013y del 3,7% en el periodo 2014-2017. Estecomportamiento moderado se basará en variosfactores, incluyendo: a) crecimiento estable conuna inflación relativamente contenida; b) políticasmacroeconómicas sólidas; c) fuerte cobertura dedivisas; d) sistemas financieros sólidos y mássaneados; e) abundancia de recursos naturalesestratégicos y mercados y productos deexportación diversificados, especialmente en lasmayores economías; e) flujos récord de InversiónDirecta Extranjera (FDI, siglas en inglés); f) demografía favorable con una creciente clasemedia (apoyada por un fuerte crecimiento delcrédito) incorporándose a unos mercadosdomésticos cada vez más importantes.
Augusto De la Torre, del Banco Mundial (BM),analizó el fenómeno de la llamada “nueva clasemedia” en América Latina. El eje derecho delGráfico 3muestra la evolución del PIB per cápitaen la región, en paridad de poder adquisitivo (PPP,siglas en inglés), para el período 1995-2010.Desde 1995 a 2003, la renta por habitanteaumentó ligeramente de 8.000 a 8.500 dólares,
Sudáfrica -10,9
India -9,9
Turquía -8,1
Polonia -5,4
Indonesia -4,8
Brasil -4,8
Israel -3,9
México -3,6
Tailandia -3,5
El 54 Congreso Alacero, que tuvo lugar a mediados de noviembre de 2013 en Perú, concluyó que laindustria siderúrgica mundial será testigo de un crecimiento moderado en los próximos años, y queLatinoamérica no será una excepción a esta regla. Por Germano Mendes de Paula*
Crecimiento moderado a corto plazo
* Catedrático de Economía, Universidad Federal de Uberlândia, Brasil
Gráf. 1 Déficits combinados de cuenta corriente y fiscalmedidos como porcentaje del PIB
Gráf. 2 Índices de precios unitarios de petróleo, materias primas y comida y bebida,2000=100. Fuente: EIU. Petróleo en eje izquierdo; industriales y comida en eje derecho
Gráf. 3 PIB per cápita y pobreza en América Latina, 1995-2010. Fuente: Banco Mundial
600 300
250
200
150
100
50
010
1995 1997
Pobreza extrema Pobreza moderada PIB per capita PPP dólares internacionales constantes 2005
1999 2001 2003 2005 2007 2009 2010
15
20
25
30
35
40
Recu
ento
de
pobr
eza,
en
%
PIB
per c
ápita
, PPP
,
dóla
res
inte
rnac
iona
les
cons
tant
es d
e 20
0545
50 11,000
10,500
10,000
9,500
9,000
8,500
8,000
7,500
500
400
300
200
100
02000 2002
Petróleo
Materias primas industriales
Comida y bebida
2004 2006 2008 2010 2012 2014 2016
ALACERO_QX8_30_AIT_0110 10/16/14 8:59 AM Page 1

Soluciones de vacío innovadoras para la desgasifi cación del acero
©B
ICO
M_1
2711
.06
0.10
.201
4
Si está pensando instalar la tecnología más avanzada para procesos de desgasi-fi cación al vacío, descarburación con oxígeno al vacío, desgasifi cación por circu-lación o cualquier otro proceso de desgasifi cación del acero, cuente con Oerlikon Leybold Vacuum.Nuestras soluciones de vacío mediante sistemas modulares con bombas mecánicas de última generación garantizan una absoluta fi abilidad, optimizan al máximo el control del proceso y consiguen un mayor tiempo de actividad. Para aumentar la productividad, disminuir el consumo energético y el espacio necesario, por favor cuente con nosotros. www.oerlikon.com/leyboldvacuum
Reducir el consumo de energía, el espacio ocupado y las emisiones de CO2
Oerlikon Leybold Vacuum GmbHBonner Strasse 498D-50968 KölnT +49 (0)221 347-0F +49 (0)221 [email protected]
Anz_SteelDegassing_revised_ES_210x297_2014.indd 1 22.10.14 10:17

18 INFORME DE CONGRESO
Octubre 2014 www.steeltimesint.com
pero después creció hasta los 10.500 dólares.Además, la proporción de pobreza moderada yextrema se mantuvo constante hasta 2003 y ,luego bajó del 45% al 30%, y del 28% al 15%respectivamente (eje izquierdo del Gráfico 3).Tomando una muestra de 15 paíseslatinoamericanos, el BM ha comprobado que elcoeficiente de Gini, que mide la desigualdad derenta, disminuyó en 12 países durante el periodo2000-2010. Las únicas excepciones fueron CostaRica, Uruguay y Honduras.
El BM definió la clase media en América Latinacomo la gente con una renta per cápita de entre10 y 50 dólares por día (en términos PPP).Además, clasificó como “vulnerable” a lapoblación con renta per cápita de entre 4 y 10dólares diarios. A estos últimos se les consideracomo una parte de residentes susceptibles devolver a la pobreza. El Gráfico 4 muestra que elporcentaje de población pobre en la región hadisminuido de un 45% en 1995 al 30% en 2009.A la vez, la ratio de gente vulnerable haaumentado del 33% al 38% y la clase media del20% al 30%. El BM concluyó que el 74% delcrecimiento de la población de clase media entre1995 y 2010 puede atribuirse a la mejoría de larenta media.
Con respecto a la movilidad generacional, lospadres todavía son un factor determinante en loslogros de la segunda generación. El sistemaeducativo no proporciona igualdad deoportunidades en la medida necesaria. En lo quese refiere a la movilidad dentro de la mismageneración, el crecimiento económico ha elevadola mayoría de las rentas, especialmente las de los
pobres. Y mientras la clase media se expande,dos tercios de la población de Latinoaméricacontinúan en la pobreza.
Osvaldo Rosales, de la Comisión Económica deNaciones Unidas para América Latina y el Caribe(UN-ECLAC, siglas en inglés), analizó los temas decomercio internacional, que incluyennegociaciones comerciales bilaterales ymultilaterales, patrones de comercio exterior enla zona y comercio intrarregional en AméricaLatina. Rosales apuntó que cerca del 75% delcomercio intrarregional tiene un arancel cero,pero que persisten muchas barreras noarancelarias. Hay un progreso insuficiente (yrecientes retrocesos) en la liberalización delcomercio entre México y Mercosur, que va a lazaga en armonización reglamentaria (servicios,políticas de incentivo a la inversión, licitaciónpública y normas técnicas) y mecanismos débilesde resolución de conflictos.
Rosales señaló que Latinoamérica absorbe el50% de las exportaciones manufactureras de laregión (excluyendo México). Este comerciointrarregional refleja un alto nivel de comerciointraindustrial; mayor grado de sofisticacióntecnológica de las exportaciones; y mayorgeneración de empleo relacionado con laexportación. Absorbe la mayor parte de la IED deempresas en la región y es una ubicación idealpara que los negocios locales sean parte de lacadena de valor. El comercio intrarregional estáperdiendo relevancia en la región en lo que serefiere al acero.
La industria mundial del aceroMartin Woertler, de Boston Consulting Group,recalcó que la producción de acero bruto estámuy relacionada con la urbanización y que esuna industria muy cíclica. Incluso una pequeñacaída del PIB es un duro golpe para la demanda.
Woertler comparó los materiales utilizados enla industria de automoción y contrastó elrendimiento técnico (densidad, resistenciaespecífica a la tracción y el coste relativo por parte)del acero convencional con el acero de altaresistencia, aluminio, compuestos y otrosplásticos. El experto concluyó que el aceroconvencional y de alta resistencia continúanalcanzando una satisfactoria relación coste-beneficio y esto explica que mantenga suposición dominante en la mezcla de materialesde automoción, al menos en la experienciaeuropea. El Gráfico 5 muestra que el consumode acero convencional y de alta resistenciaaumentará de 44Mt en 2012 a 60Mt en 2030(basado en estimaciones conservadoras), pero seretraería a 42Mt en 2030 (en un escenarioacelerado). En este último escenario, el aluminioaumentaría de 1Mt en 2012 a 13Mt en 2030,pero el acero continuaría liderando el mercado.
Woertler presentó la previsión para laproducción y consumo de acero y materiasprimas para el período 2011-2012 (Gráfico 6).Parece acertado examinar detenidamente lastasas de crecimiento anual compuesto (CAGR,siglas en inglés) en vez de hacer énfasis en losdatos agregados. P ara todo el período 2011-2021, Boston Consulting Group estima que laproducción de acero bruto obtendrá un 3,5%
Gráf. 4 Clase media y pobreza en América Latina, 1995-2009 (%). Fuente: Banco Mundial Gráf. 5 Mezcla de materiales en automoción, 2012-2030 (Mt)
Gráf. 6 (izq.) Producción y consumo de acero e insumos, 2011-2021 (Mt y %). Fuente: BCG.
Oferta de mineral de hierro, comienza en 2010, considera minas existentes, proyectos en construcción y
proyectos viables
Gráf. 7 Crecimiento anual de la producción de acero bruto, China y resto del mundo, 2011-2018 (%). Fuente: CRU
50
45
40
35
30
25
20
15
10
5
01995 2000 2005
Año
Porc
enta
je d
e po
blac
ión
Pobre (0-4 dólares al día) Vulnerable (4-10 dólares al día)
Clase media (10-50 dólares al día)
2010
80
1 1 1
1433
40
303114
1
3 12 26
6 1 213
7
1 1
1223
1
46
5866
46
586366
0
46
58
3344
14
3022 16
3021 16
30
20 12
80 80
60 60 60
40 40 40
20 20 20
0 0 02012
Compuestos Aluminio Acero altaresistencia
Acero convencionalOtros plásticos
2012 20122020 2020 20202030 2030 2030
Caso conservador
Mezcla de materiales (en Mt) Mezcla de materiales (en Mt) Mezcla de materiales (en Mt)
Caso base Caso acelerado
Mt
3,000
2,500
2,000
1,500
1,000
500
0
2001
1,6751,685
1,4131,2891,101988
591408
2,541
2,891 Oferta IO1
Demanda IO
Produc. acero bruto
Cons. acero termin.
Producción hierro
Producción BOF
Disponibilidad netade chatarra
Producción EAF
2,455
2,1041,969
1,6041,512
892
593
2,151
1,8141,683
1,4061,300
752
511
2011 2016 2021
CAGR (%)
2011-16 2016-212011-21
7.5%
3.7%
3.9%
4.1%
3.6%
3.9%
4.1%
4.5% 3.0%
3.5%
3.1%
2.7%
3.2%
3.0%
2.7% 3.2%
3.5%
3.7%
3.2%
3.5%
3.8%
3.87%
2.6% 5.0%
8%
China Mundial excepto China6%
4%
2%
0%
-2%11 12 13 15 16 17 1814
ALACERO_QX8_30_AIT_0110 10/16/14 8:59 AM Page 3

19
www.steeltimesint.com Octubre 2014
INFORME DE CONGRESO
CAGR. Mientras tanto, la producción EAF y BOFexperimentarán un crecimiento de 3,7% y 3,5%por año respectivamente.
El Gráfico 6 también muestra que la ofertapotencial de mineral de hierro se disparará un 5%al año, mientras que la demanda aumentará un3,2%, generando un exceso de oferta que portanto disminuirá los precios. Como el consumode acero acabado se consolida a una tasa del3,7%, algo mayor que el crecimiento de laproducción de acero bruto, las empresassiderúrgicas conseguirán mayores rendimientos.
Paul Butterworth, de CRU, examinó lasperspectivas mundiales para el acero y lasmaterias primas, y explicó como laproducción de acero bruto alcanzarávalores de 3,7% en 2013. China ha sido elprincipal motor de esta expansión, con unastronómico 7%. CRU anticipa que laproducción continuará aumentando, peroque en 2014 experimentará el nivel máximode crecimiento del periodo 2013-2018, conun 4,9%. Los índices medios de expansiónse reducirán, con variaciones decrecimiento entre China y el resto delmundo de aproximadamente 2% hacia elfin de dicho periodo (Gráfico 7).
Butterworth señaló que la demanda deacero bruto continuará creciendo durantelos cinco próximos años y que la demandachina de acero no alcanzará su máximoantes de 2021. Igualmente, se espera uncontinuo desarrollo en la producción demetal caliente, motor clave del incrementode la demanda de materias primas. Elcrecimiento en la demanda de metalcaliente alcanzará alrededor de un 5% en2014 y disminuirá gradualmente hasta un3% en 2018. P or tanto CRU, junto conBCG, no creen que haya ningún cambiosignificativo en el desglose entre BOF y EAF.
En cuanto a las materias primas,Butterworth hizo enfásis en el mercado delcarbón metalúrgico, declarando quedurante el periodo 2010-2011 losmárgenes fueron sólidos para la mayoríade los participantes y los altos preciosanimaron a los productores de alto coste aentrar en el mercado marítimo, sobre todoa aquellos en Norteamérica capaces deganar cuota de mercado a los productoresaustralianos. De hecho, la posición de
estos últimos se ha visto perjudicada porinterrupciones en la producción, aumentode los costes internos y apreciación de lamoneda. Durante 2012, los precioscayeron bruscamente, junto con losmárgenes, y los productores de carbón detodo el mundo respondieron con grandesesfuerzos de reducción de costes. Graciasa esta mejora, sobre todo en Australia, sehan recuperado los márgenes y CRU creeque el mercado está volviendo a lascondiciones previas a las inundaciones deAustralia de 2011.
Surgen problemas en el mercado delcarbón metalúrgico. CRU nombró algunosproyectos encargados el año pasado yprevistos para 2014 que difícilmentetendrán un retorno mayor que el costemedio ponderado del capital (WACC, siglasen inglés) de la industria minera, a no serque los precios repunten con fuerza. Estosproyectos se iniciaron cuando los preciosdel carbón eran mucho mayores y losproductores tenían unas expectativasmucho más optimistas.
Dado el énfasis en el control de costes yel mayor control en las inversiones en todoel sector minero, estos resultados podríanahuyentar las inversiones en la industria, loque repercutiría en la oferta a medio plazo.En otras palabras, el mercado del carbóntenderá a la rigidez.
Industria siderúrgica latinoamericanaEl presidente de Alacero, BenjamínBaptista, analizó el mercado siderúrgico deAmérica Latina. La situación dedesindustrialización y dependencia de lasexportaciones de materias primas se vereflejada en la producción industrial de laregión. Alacero revisó a la bajarepetidamente los datos de 2012 yfinalmente la zona registró una actividadindustrial negativa, que se explica por lacontracción de la actividad en Argentina yBrasil. La actividad industrial enLatinoamérica sólo crecerá el 1,8% en2013 y el 2,8% en 2014.
A rasgos generales, la industrialatinoamericana consiste en 162 plantas,de las que 112 son de productos largos deacero (Gráfico 9). Aunque la capacidad ha
aumentado en los últimos años, laproducción se ha estancado desde 2010,debido principalmente a los flujos deimportación, descritos como “tsunamis”en algunos países. Alacero espera uncrecimiento modesto en la demandaregional de acero: un 1,5% de aumento enel consumo en 2013 y 5% en 2014.
Prestando más atención a la evolucióndel comercio, Alacero señaló lopreocupante de la situación de lasimportaciones, ya que representan el 28%de la demanda regional, y un cuarto de lasmismas proceden de China, donde sefavorecen los precios más bajos, enalgunos casos, gracias a los subsidiosgubernamentales o exenciones fiscales. Lasituación afecta negativamente a laindustria local al no poder competir conprácticas comerciales desleales. Laproducción local jugó un pobre papel en2013 debido a la volatilidad global y aldebilitamiento del sector de laconstrucción, que constituye el 42,7% dela demanda regional.
América Latina es importador neto en elcomercio indirecto de acero. El Gráfico 8muestra que las exportaciones indirectasde acero extra regionales de Latinoaméricahan aumentado de 9Mt en 2005 a 11Mten 2011. A la vez, las importaciones hansubido de 10Mt a 17,5Mt.
Hay evidencia de una gran demanda deproductos metalmecánicos en la región.Según Alacero, con el debido apoyogubernamental, las empresas de la zonapodrían producir esos bienes en vez deimportarlos, y por tanto, añadir valor alacero producido localmente.
BCG estima que la producción de acerode América Latina aumentará un 5% anualentre 2011y 2021, frente al 3,5% de laindustria global. De esta manera, laparticipación de la región pasaría del 4,7%en 2011 al 5,8% en 2021. Si estasprevisiones optimistas se cumplen,América Latina superaría los volúmenes deproducción de Norteamérica entre 2016 y2021, aunque quizás los productoressiderúrgicos latinoamericanos deberían sermenos entusiastas en sus estimaciones. r
Gráf. 8 Comercio indirecto de acero extra regional en Latinoamérica, 2000-2011 (Mt)
201816
141210
866
2
Importaciones extra regionales Exportaciones extra regionales
-
2000
2001
2002
2003
2004
2005
2011
2010
2009
2008
2007
2006 PLANTAS:
112 Productos largos36 Productos planos14 Tubos con y sin soldadura
Gráf. 9 Plantas siderúrgicas en Latinoamérica. Fuente: Alacero
ALACERO_QX8_30_AIT_0110 10/16/14 8:59 AM Page 4

20 HORNOS
Octubre 2014 www.steeltimesint.com
¿Qué ventajas se esperan al reemplazar un sistema de carga de doble campana por uno de distribuciónhidráulica (HD)? Artículo de Joseph Saxinger*
Sistemas de distribución hidráulica
Se ha aceptado el principio de que la técnica decarga sin campana o tipo canaleta es la mejormanera de fomentar un funcionamientoestable y un ahorro de combustible en hornosde gran diámetro. P or lo tanto, todos loshornos nuevos construidos en los últimos años,o incluso las modernizaciones de los existentes,han promovido la instalación de equipos decarga por canaleta como parte del equipo decarga y distribución de la carga. Sin embargo,la mayoría de los hornos antiguos en EstadosUnidos y en otros lugares dependen de unsistema de doble campana para cargarmateriales. Debido al pequeño diámetro deltragante de estos hornos, las ventajas de lacarga por canaleta no es tan clara. El objetivode este artículo es determinar las ventajasprevistas al reemplazar un sistema de carga dedoble campana por un distribuidor hidráulico(HD, siglas en inglés) con un sistema de cargay distribución tipo canaleta.
Valoración del impactoPara definir las ventajas necesitamos examinarel impacto sobre dos áreas de funcionamiento,que son: (1) mejoras en la eficiencia delfuncionamiento y (2) mejoras en el programade mantenimiento del horno. Ambas sondifíciles de separar , ya que un buenmantenimiento maximiza la utilización delhorno, que su vez facilita la estabilidad yeficiencia del mismo, pero debido al propósitode este artículo, ambas se dividen.
Impactos en el funcionamientoLa adopción del principio de carga por canaletapara hornos grandes se debe principalmente alas mejoras en la eficiencia operativa, queincluyen grandes avances en el consumo de
combustible frente al funcionamiento de loshornos de carga de campana. La mayoría delos grandes hornos tienen el tragante divididoen 11 circunferencias iguales llamadas anillos.Según se descarga el material en el horno, lacanaleta se mueve de los anillos exteriores a losinteriores, distribuyendo uniformemente elmaterial en la parte superior del horno de unaforma programada y controlada. El coque y losmateriales de hierro se descargan en capas. Elprograma de distribución de carga controlaráel peso y espesor de las distintas capas desde lapared al centro, así como colocará materialesdiversos donde pueden tener el impacto máspositivo o menos negativo en elfuncionamiento del horno. T ambién puedecontrolarse el ángulo de las capas en el horno,lo cual controla la cantidad de deslizamiento ymezcla que ocurre entre las capas. Ladistribución puede controlarse mejor demanera que cada capa depositada en el hornopueda ser colocada de manera similar a la capaprevia, sin importar la elevación de la carga,como indican las varillas de calibre.
Los hornos más pequeños presentan retosdiferentes. Al descargar material la canaleta, lazona de impacto en la superficie de la carga esaproximadamente la misma que en un granhorno, alrededor de un metro de radio. En untragante de 10m de radio, los 11 anillostradicionales funcionan bien y dan muchaflexibilidad para la estrategia de distribución.Sin embargo, un horno menor puede tener unradio de tragante de sólo 5m, lo que limita laflexibilidad del sistema a cinco o seis anillos.
Por tanto la habilidad del operario paradiseñar estrategias de distribución de carga seve limitada. P or lo tanto, mejorar en elconsumo de combustible es un desafío mayor
que en un gran horno. Sin embargo, sepueden esperar avances en el funcionamientopor las siguientes causas:
1) Capas de carga – los materiales que sesueltan desde la campana grande dejan todala circunferencia de la campana a la vez. Alabandonarla, con un tiempo completo dedescarga de aproximadamente seis segundos,el empuje de este gran movimiento causamucha presión, trasladando los materialespreviamente depositados de la pared al centro,así como un deslizamiento general y mezcla delos materiales. Aunque esto es generalmenteconocido, a menudo no hay intención deponer en capas materiales con coque y mineral,cargándose ambos en la campana grandeantes de ser volcada. Esto garantiza que elúnico lugar donde existen capas decoque/mineral es en la pared del horno dondeel control es mínimo, en el mejor de los casos.Incluso cuando la distribución incluye unvolcado de campana entre las cargas de coquey mineral, el impacto de la descarga de lacampana provoca mucha presión, mezclandolas capas en el centro del horno.
La ventaja del sistema HD es que elprograma controla el tiempo de descarga. Lascapas se pueden mantener en el horno conrelaciones coque/mineral establecidas ycontroladas según los requisitos del operario.Este puede controlar y predecir cómo los gasesreductores se juntan con las capas de mineraly facilitar una mayor eficiencia del horno. Conlas grandes capas mezcladas en el sistema decarga de campana, el contacto gas/carga esincontrolable, y causa una variable reducciónde la protección medioambiental a la vez quereduce la permeabilidad de la carga. Aunque
* Director de Ingeniería, Woodings Industrial
Para fomentar un funcionamiento estable y un ahorro de combustible en hornos de gran diámetro, en los nuevos hornos construidos enlos últimos años se han instalado equipos de carga por canaleta como parte del sistema de carga/distribución de la carga.
WOODINGS spanish_QX8_30_AIT_0110 10/16/14 9:29 AM Page 1

www.steeltimesint.com Octubre 2014
las mejoras de eficiencia pueden no ser tangrandes en un horno pequeño como en unogrande, los hornos que han cambiado lossistemas de distribución han visto unadisminución en el consumo de combustible de15–25 lb/NTHM o más. Teniendo en cuenta loscostes del coque, el ahorro anual oscila entre4,3 millones y 7,2 millones de dólares.
2) Chimenea de coque - controlar ladistribución y las capas mineral/coque implicaque el coque pueda distribuirse de una formacontrolada hacia el centro del horno, dando laoportunidad de crear una “chimenea” decoque, una técnica común que permite unmejor uso de la inyección de carbón en elhorno. Esto elimina una de las restriccionespara maximizar la inyección de carbón (siendola otra el enriquecimiento de oxígeno). Laventaja en costes dependerá de ladisponibilidad de carbón, tipos y calidad delcoque, disponibilidad de oxígeno y de losequipos de procesamiento e inyección decarbón, pero deberían poder contribuirsignificativamente al resultado financiero alreducir el gasto total en combustible.
Otra ventaja de ser capaz de controlar elporcentaje mineral/coque a lo largo de todo elradio del horno y el impacto que este controlpuede tener en la configuración del flujo degases es que el flujo de gas y las temperaturasde la pared pueden controlarse de una formamás precisa que con el sistema de doblecampana. Esto permite al operario monitorizarla condición del revestimiento y ajustar el perfilde gas y temperatura cambiando losprogramas de distribución para maximizar eldesgaste que puede soportar el revestimientode la cuba. Esto, a su vez, tendrá un efectopositivo en el balance al minimizar el númerode cortes que pueden necesitarse al final deuna campaña por lechadas o gunitados.
3) Materiales mezclados – algunosmateriales varios pueden ser una fuente dehierro barato y unidades de carbono.Normalmente su tamaño es incompatible ocontienen materiales finos, como por ejemplochatarra clasificada por tamaño, escoria deHBO, escoria de alto horno, briquetas, mineralclasificado por tamaño o coque en galletas, pormencionar unos pocos. El uso de todos losmateriales va en detrimento delfuncionamiento del alto horno con sistema decampana, pero pueden utilizarse mejor y, enalgunos casos, con ventaja, al colocarseadecuadamente con una canaleta dedistribución. La ventaja en costes vendrádeterminada por la disponibilidad de materialesy la mezcla de la carga total, pero la flexibilidaden la selección de material debería podercontribuir a una mejora significativa en costes.
Puede haber otras fuentes de oportunidadesen el funcionamiento, pero estas son las mássignificativas.
Impacto en el mantenimientoEn un alto horno pequeño las principales
ganancias son en costes y en el control de lasactividades de mantenimiento, así como elimpacto de estas actividades en elfuncionamiento del horno.
1) Cambios de campanas – uno de losmayores costes de mantenimiento para unhorno de campana es el reemplazo de lascampanas, tolvas y tolvas de carga de la partesuperior del horno. Está claro que las superficiesde apoyo entre las campanas y las tolvas, tantola grande como la pequeña, se desgasta por lacantidad y tipo de material que pasa por ellas.Normalmente, la campana grande se cambiaaproximadamente cada cinco años. Al hacerlo,hay que parar el horno 12 días o más,dependiendo de cuanto trabajo implique. Elcoste de esta parada es enorme y su impactoen términos de pérdida de producción demetal por un período tan largo puede tener unefecto negativo en la planta, así como losgastos de purga y encendido. Sólo lasexigencias de coque adicional pueden superarel millón de dólares. Además, cada vez que elhorno se detiene, volver a ponerlo a plenorendimiento es un reto que provoca grandesretrasos y pérdidas de producción. La duraciónde la parada se acerca a un estado críticocuando las pérdidas de calor del horno puedenendurecer la salamandra. Encender de nuevoel horno en estas condiciones tensa elrevestimiento de la solera, lo que puedeconducir a un fallo potencial en la misma.También el control de calidad del metal calientees siempre un reto en este proceso.
La instalación de un sistema HD elimina porcompleto esta rutina de mantenimiento.Aunque la canaleta se debe cambiar más amenudo que las campanas, el coste de lamodificación de la canaleta es mucho menorque el de la campana, o incluso que elreemplazo de la superficie de apoyo, y entra
dentro del presupuesto normal destinado amantenimiento. La parada para un cambio decanaleta puede planificarse dentro delcalendario normal de mantenimiento. Elimpacto total en el funcionamiento del hornopuede ser enorme, aumentando la cantidad,calidad y previsibilidad de la producción. Elreemplazo y reconstrucción de las tolvas decarga se eliminan de las actividades demantenimiento, ya que el control de estassuperficies se gestiona a través del reemplazode placas de desgaste, válvulas de control ysuperficies, que son también parte delcalendario normal de mantenimiento ytotalmente apto para un programa planificadode mantenimiento, en vez de depender de unaparada de mantenimiento para su manejo.
El valor de esto es finalmente determinadopor la estructura de mantenimiento del hornoy el impacto en las acerías. Es fácil estimar elahorro total en costes para cada planta.
2) Control de emisiones - Uno de losgastos subestimados del sistema de campanases la práctica, llevada a cabo por cada operariode horno, de retrasar el cambio de campana lomáximo posible. Aproximadamente a mitad decamino de la vida del sistema de lacampana/tolva, la grande comienza a no poderevitar que la presión de la parte superior delhorno provoque derrames entre las campanas.Los gases del alto horno, que contienenmenudos de coque, carbón sin quemar y otraspartículas, comenzarán a entrar en la tolva dela campana grande. Cuando se abre la tuberíade descarga para que la pequeña se vacíe, seemitirá una nube de “humo” negro. Esta seagranda según la campana se va desgastandoy hace que el operario tenga que escoger entrevarias malas opciones. Se puede reducir elvolumen de aire y la presión del horno,minimizando así la emisión pero causando unagran pérdida de producción, que continuaráhasta la reparación del horno. A veces, sehacen arreglos provisionales como revestir la/scampana/s o reemplazar partes de la superficiede la tolva, pero normalmente lo único quehacen es retrasar lo inevitable por un cortoperiodo de tiempo, hasta que se necesitancambios adicionales. El maquinado en sitio delas campanas y las superficies de apoyo nuncapuede alcanzar un nivel que haga posible unavida útil larga. Otra opción, a menudoinevitable, es reducir las ratios de inyección decombustible/oxígeno. Esto puede tener unimpacto muy negativo en la rentabilidad,porque aumenta drásticamente los costes delcombustible a la vez que reduce laproductividad del horno. Estas condicionescontinúan empeorando al desgastarse lasuperficie de la campana hasta que finalmentese desmonta el horno para el cambio de lasmismas. Ninguna de estas soluciones permiteun funcionamiento previsible del horno ni elcontrol de costes.
Las ventajas del HD con respecto a una cargaconvencional en un horno más pequeño,
Aunque la canaleta necesita cambiarse mása menudo que la campana, el coste delcambio es mucho menor
21HORNOS
WOODINGS spanish_QX8_30_AIT_0110 10/16/14 9:29 AM Page 2

22 HORNOS
Octubre 2014 www.steeltimesint.com
dependen del equipo ya existente y de losmateriales de carga, pero para cada operaciónesta ventaja puede conducir a unfuncionamiento del horno a largo plazosostenible, predecible y mejorado,proporcionando significativas mejoras encostes.
Costes de capitalLos costes de capital de esta mejora dependendel equipo ya existente, pero no serán muchomayores que los de cambiar las campanas, lastolvas y los sistemas operativos de apoyonecesarios para el funcionamiento del equipode carga por campana.
El apagado del horno necesario para estoscambios, no será mucho más largo que elnecesario para un canje normal de campana,aunque un reajuste del horno proporcionaráun entorno más controlado para esta mejora.
Impacto del Distribuidor HidráulicoEl sistema de carga HD es capaz deproporcionar toda la flexibilidad de cualquierotro sistema de distribución sin campanas, congrandes mejoras en el funcionamiento que seajustan al perfil de costes de un horno menor.Se dan todas las mejoras en el desempeño delfuncionamiento del horno, junto con
progresos en el mantenimiento. Debido a quela dirección de la rotación y el equipo deinclinación están estructurados en elDistribuidor Hidráulico, la canaleta puedehacerse más robusta. Esto alarga el periodo detiempo entre cambios de canaleta.
La manera en que cuelga la canaleta permiteque se haga todo el trabajo sin entrar en elhorno o en la caja de engranajes, reduciendoalrededor de un 50% el tiempo de apagadonecesario para cambiarla.
Las partes y el equipo que necesitanmantenimiento están localizados de maneraque pueda hacerse sin abrir la caja deengranajes, y configurados de tal modo quepueden evitarse las reparaciones deemergencia, pudiendo hacerse la mayoría deellas durante una parada planificada.
Los dos principales movimientos del HD,rotación e inclinación, junto con el sistema derefrigeración, son completamenteredundantes. Esto reduce cualquier paradaimprevista relacionada con el HD. Se puedeplanificar el programa de mantenimiento, conel necesario tiempo de apagado.
Ventajas en costesEs difícil hacer una estimación precisa de lasventajas en costes del sistema HD para cualquier
instalación de horno, debido a que estárelacionado con los equipos y materiales usados,pero el impacto en cada horno individualpronostica una sustancial mejora en costes.
El coste de capital de la instalación puede serrazonablemente estimado, pero varíaampliamente dependiendo del equipo existente,la geografía del horno y el equipo de carga.
AhorroCon certeza, las ventajas medioambientales, defuncionamiento y mantenimiento de lainstalación de un sistema HD se veránreconocidas en ahorros anuales de variosmillones de dólares.
Las ventajas del HD sobre otros sistemas sincampana convencionales son mayores enhornos menores que en los grandes. Lareducción de los costes de capital, las mejoras enel desempeño del mantenimiento y lapredictibilidad conducen a la decisión de utilizaresta tecnología en hornos pequeños, mientrasque mantienen todas las ventajas defuncionamiento que tiene el HD con respecto alos sistemas de doble campana.
La decisión de mejorar el equipo no deberíaser difícil y una vez de acuerdo, la elección delsistema de carga superior HD no da lugar adudas. r
Esté al día con las últimasnoticias de la industria yreciba el boletín semanalgratuito directamente en subandeja de entrada
Regístrese ahora en www.steeltimesint.com/e-newsletter
¿Recibe nuestro boletínsemanal GRATUITO?
WOODINGS spanish_QX8_30_AIT_0110 10/16/14 9:29 AM Page 3

La mayoría de las actuales soluciones de control para hornos de arco eléctrico (EAFs, siglas en inglés) sólo se ocupan desubsistemas específicos, que son controlados individualmente y relacionados con el tiempo o la energía. Un nivel tanbajo de automatización puede conducir a un uso no óptimo de los recursos como la electricidad y los aditivosquímicos. Aunque los operarios expertos manejen el horno, sigue siendo difícil tener en cuenta todos los factoresrelevantes que hacen que la fabricación de acero líquido sea rentable - hasta ahora. Markus Dorndorf* y DanielTieseler** señalan los últimos avances en tecnologías de análisis y automatización de Siemens VAI MetalsTechnologies.
Control de procesos holístico para EAFs
LA necesidad de una carga eficiente de materialesy energía es un factor clave de los desarrollos enEAFs. Una de las últimas innovaciones de SiemensMetals Technologies para afrontar este reto es elSimetal EAF Heatopt, el núcleo de la fabricación deacero líquido. La diferencia la marca el enfoqueholístico. El control del proceso completo, recogiday cálculo de los datos del horno y periféricos entiempo real, representan una gran oportunidadpara mejorar la eficiencia energética, productividad,comportamiento medioambiental y seguridad. Laprincipal ventaja de un sistema de control holísticosobre los demás sistemas existentes es la reacciónante las condiciones actuales del proceso y elfuncionamiento del horno. La capacidad parareaccionar a unas condiciones de procesos en EAFcontinuamente cambiantes, por ejemplodiferentes composiciones de chatarra y disposiciónen la coraza del horno de carga a carga, no sepuede lograr por medio de parámetros nodinámicos.
Esto es un considerable progreso si locomparamos con los rígidos y convencionalesdiagramas de control basados en tiempo y energía.Además, la base para una mejor comprensión delproceso de fabricación de acero del EAF y losprocesos conexos anteriores y posteriores es el usode las últimas tecnologías de medición y solucionesde monitorización de condiciones. Para alcanzaruna máxima transparencia en el proceso EAF ,Siemens VAI desarrolló diversas tecnologías demedición y herramientas de análisis; por ejemploun sistema continuo de análisis de gases de escape(Simetal EAF Lomas), que incluye medida del flujode gases (Simetal EAF SAM), medición detemperatura sin contacto (Simetal RCB T emp),detección de escoria espumosa (a través de SimetalFSD), sistema de control de fusión (Simetal CSM)junto con sistemas de regulación de electrodos y elapoyo de coladas libres de escoria (vía SimetalSlagMon) para distinguir entre escoria y acerolíquido (ver Figura 1 ). Estas solucionesproporcionan una visión detallada del procesoactual y de los flujos de material y energía.
Soluciones adicionales de automatización parael manejo de chatarra y materiales, así como larecuperación de energía, completan este enfoqueholístico. Combinado con algoritmos inteligentes
y de circuito cerrado y procesos de Nivel 2 queconducen a un extraordinariamente alto nivel deautomatización, dan al operario la oportunidad demanejar, modificar y optimizar todo el proceso.
La clave para alcanzar el siguiente nivel enrendimiento, balance energético y productividades el alto rendimiento de cada tecnologíaindividual, el sistema de análisis y control, y un altogrado de colaboración entre los diferentessistemas. Todo el proceso; desde la chatarra al
acero líquido, desde la manipulación de materialesa la gestión de la escoria, desde la presión delhorno al volumen de gases de escapes y todos losparámetros de entrada y salida, se gestionan yequilibran desde una sola fuente: Simetal EAFHeatopt, que garantiza máxima eficiencia,conversión óptima energética y costes deproducción mínimos. La clave para alcanzar elsiguiente nivel en rendimiento, balance energéticoy productividad es el alto rendimiento de cada
www.steeltimesint.com Octubre 2014
23FABRICACIÓN DE ACERO EN HORNO ELÉCTRICO
*Jefe de I&D fabricación de acero en horno eléctrico, Siemens VAI Metals Technologies GmbH, Alemania**Director de consultoría de producto, sistema eléctrico y automatización, Siemens Industry Inc, EE.UU.
Fig 2a y b sonda de gasesde escape Simetal Lomas
Parámetros gases de escape
SIMETAL Lomas1/SAM2
Sistema de control de fusión
SIMETAL CSM6/ECS7
Diagrama de procesos ymodelos de cálculo
Nivel 1/Nivel 2
Modelo de proceso holístico
SIMETAL EAF Heatopt8
Experiencia clientes/Siemens
Parámetros de escoria
SIMETAL FSD3/Slagmon4Medición de temperatura
SIMETAL RCB Temp5
EAF Núcleo del proceso
Resultado para el procesoEAF
1 Lomas (Sistema de análisis de gas de bajo mantenimiento)2 SAM (Medición única de aire)3 FSD (Detección de escoria espumosa)4 Slagmon (Sistema de monitorización de escoria)5 RCB Temp (Quemador Combinado de Refino con medición de temperatura)6 CSM (Fundición de chatarra basada en la condición)7 ECS (Sistema de control de electrodo)8 Heatopt (Optimización holística de energía y transparencia)
Ajustes de entradacombustible fósil
Ajustes de entrada energía eléctrica
Parámetroscontrol del horno
Fig 1 Enfoque holístico de Simetal EAF Heatopt
Fig 2a Fig 2b
EAF siemens spanish_QX8_30_AIT_0110 10/16/14 9:09 AM Page 1

24 FABRICACIÓN DE ACERO EN HORNO ELÉCTRICO
Octubre 2014 www.steeltimesint.com
tecnología individual, el sistema de análisis ycontrol, y un alto grado de colaboración entre losdiferentes sistemas. Todo el proceso; desde lachatarra al acero líquido, desde la manipulación demateriales a la gestión de la escoria, desde lapresión del horno al volumen de gases de escapey todos los parámetros de entrada y salida, segestionan y equilibran desde una sola fuente:Simetal EAF Heatopt, que garantiza máximaeficiencia, conversión óptima energética y costes deproducción mínimos.
Máximo rendimiento del hornoHeatopt gestiona la entrada de energía eléctrica yquímica del EAF por medio de un control decircuito cerrado (ver Figura 1). Este establece losparámetros del transformador, del reactor y de laimpedancia según las condiciones actuales delproceso. Se tiene en consideración la constantemonitorización de los componentes y flujo de losgases de escape y el nivel de escoria así como ladistribución de la escoria. Esto optimiza la entradade gas natural y oxígeno para el refinado y lapostcombustión. El sistema también controla conprecisión el carbono y el oxígeno para el manejo dela escoria. Otros beneficios incluyen el controloptimizado de las emisiones de gases de efectoinvernadero y el aumento de la seguridadalcanzado por la detección de condicionespeligrosas potenciales como fugas de agua en elhorno.
Los principales beneficios del sistema deoptimización de procesos conseguidos en SDIRoanoke, Virginia, EEUU, fueron una disminuciónde alrededor de 15% en consumo de gas yoxígeno, una caída media en el consumo decarbono de 15% y un aumento de productividadde 3,6% aproximadamente. Esto trajo comoconsecuencia unos menores costos de conversiónde más de 2 dólares por tonelada de acero colado.El sistema Heatopt, junto con la gestión deprocesos Nivel 2, proporciona más parámetrospara la carga de chatarra, control de ventilador ID(aire inducido) y el logro de temperaturas finales yparadas de colada.
Carga de chatarra rápida, segura yrepetibleEl paso consiguiente es la relación directa con lospre-procesos del EAF, representados, por ejemplo,por Simetal EAF Chargeopt, un sistema de controlde carga automatizado.
Minimizar el tiempo de desconexión del hornomediante procesos de carga rápidos, seguros yrepetibles junto con movimientos optimizados degrúa han sido objetivos clave de Siemens MetalsTechnologies. El dispositivo de carga de chatarra enel carro de transferencia y la posición de la grúa decarga pueden localizarse de manera precisa graciasa un nuevo sistema de medida. La grúa enganchael dispositivo automáticamente, la sube desde elcarro y la transfiere al horno, donde se carga lachatarra de manera automática. Esta tarea estádirectamente relacionada con el control del horno,especialmente con los movimientos de la bóveda,para alcanzar un mínimo tiempo de carga.Finalmente se devuelve el dispositivo de carga alcarro de chatarra, donde se desengancha (verCircuito del Proceso, Gráf. 3).
Al usar la señal “próximo dispositivo” del sistemade control Heatopt, la chatarra se suministra ycarga a su debido tiempo, dependiendo delprogreso de la fundición. Los procedimientostotalmente automatizados acortan el proceso dechatarra-carga, aumentan la productividad del EAFy la disponibilidad de la grúa y contribuyen amejorar considerablemente los equipos y laseguridad del personal. Por esta razón, el procesode patio de chatarra está estrechamenterelacionada con el proceso de fusión EAF. El sistemaSimetal EAF Scrapopt, que obtiene la informaciónde la unidad de control Heatopt y del Nivel 2,proporciona la correcta composición y distribuciónen capas de la chatarra a tiempo para permitir alsistema de control de carga automatizado alcanzarsus resultados.
Medida de temperatura sin contactoEl proceso de fusión se apoya en herramientas ytecnologías para medir la temperatura, supervisarel proceso de fusión, análisis de gases de salida,detección de fugas de agua y control de la colada.Simetal RCB Temp, un nuevo sistema de medidade temperatura sin contacto (ver Figura 4) está
completamente integrado en la tecnología de SMTQuemador Combinado de Refino (RCB, siglas eninglés). La temperatura del baño de acero se mideutilizando un sistema especial sin contacto, con elcual no son necesarias las tradicionales lanzas demedición de temperatura que se insertanmanualmente en el acero líquido a través de lapuerta de escoria. La estricta monitorización de latemperatura del baño de acero por medio demodelos de control especiales es la base paraconseguir operaciones de procesos consistentes yresultados repetibles. El sistema permite predecir eltiempo exacto de colada durante el encendido delhorno. Los beneficios de este sistema se resumenen:
• Aumento sustancial de la seguridad del personal.
• Mayor productividad del horno con reducción de los tiempos de desconexión.
• Parámetros de procesos consistentes para resultados repetibles.
• Menores costes de funcionamiento y de consumibles.
• Disminución del consumo energético a través de la determinación precisa del tiempoideal de colada del horno.
Control del proceso de fusión en base alsonido propagado por estructurassólidasSonArc CSM (Fundición de chatarra basada en lacondición) es un moderno sistema de control quese usa como complemento al sistema de controlde electrodos Simetal. Observa el estado de lafundición en tiempo real dentro del horno duranteel principal periodo de fundición y adapta losparámetros eléctricos del EAF para proporcionar uncontrol orientado a procesos de la entrada deenergía eléctrica. La monitorización de chatarrabasada en la condición determina el punto óptimopara cargar los dispositivos sucesivos y ofrecevisualización en tiempo real con el potencial demostrar la pérdida de protección del arco por losmovimientos de la chatarra, p.ej. derrumbe dechatarra. El SonArc FSM (Gestor de escoriaespumosa) se ocupa de la práctica de escoriaespumosa por medio de la inyección controlada yautomatizada de carbono y oxígeno en el horno,
Fig 3 Circuito del proceso Simetal EAF Chargeopt
Fig 4 Medida de temperatura sin contacto integrada en la tecnología RCB
Detección, recogida ycolocación del dispositivo
automatizado
El dispositivo vuelve asu posición
Posición de la grúaauxiliar
Manejo de la apertura de dispositivode carga automatizado
Grúa de carga totalmente automatizadae Patrón de movimientos con
corredores de seguridad
e Control PLC
e Detección de dispositivo por láser
e Supervisión por video
e Monitoreo con HMI
Posición de cargaEAF
Carga de chatarra alEAF automatizada
EAF siemens spanish_QX8_30_AIT_0110 10/16/14 9:09 AM Page 2

25
www.steeltimesint.com Octubre 2014
FABRICACIÓN DE ACERO EN HORNO ELÉCTRICO
determinando así la altura y distribución espacialde la escoria espumosa dentro del horno. De estamanera, SonArc FSM hace que el nivel de escoriaespumosa se distribuya bien para cubrir los arcos,reduciendo la radiación de arco y ahorrandodesgaste refractario en todas las partes del horno,permitiendo el funcionamiento optimizado delhorno durante el baño plano. Inicia la inyección decarbono y oxígeno automáticamente.
Tanto SonArc C SM como SonArc FSM (verFigura 5 ) están basados en los mismoscomponentes de hardware, minimizando de estemodo los costes de instalación, mantenimiento yrepuestos. Ambos sistemas monitorizan lascondiciones en el interior del horno mediante elanálisis de las emisiones de sonido propagado porestructuras sólidas y el espectro de corrientessecundarias. La combinación de estos sistemasdetermina los factores para un funcionamientototalmente automatizado del horno desde laperforación a la colada.
Análisis continuo de los gases de escapeEl sistema Simetal Lomas (análisis de gas de bajomantenimiento) con su sonda de muestreo del gasde escape se presenta como un sistema de análisisde gas de bajo mantenimiento con la máximadisponibilidad, seguridad y protección contraexplosiones. El sondeo ha demostrado su fiabilidady sostenibilidad en numerosas instalaciones de másde 140 conductos primarios de gases de escapeBOF en todo el mundo. Cuando se instaló en elEAF, el sondeo fue mejorado y adaptado, conespecial énfasis en la protección contra la abrasión,limpieza de puntas, refrigeración y tensionestermomecánicas.
Otro gran ventaja de la sonda de muestreoSimetal Lomas es que continuamente tomamuestras de gases para ser analizadas en el centrodel conducto. V arias pruebas de medición einvestigaciones ópticas han mostrado que los gasesanalizados en la mitad del radio del conducto omenos, no son representativas del estado delproceso. En estos lugares los gases se mezclan conantiguos gases atrapados por los pivotes quetransportan el gas antiguo desde el codo haciaabajo hasta la falsa entrada de aire. Los pivotes selocalizan radial y directamente debajo de los tubosacodados refrigerados, y su tamaño y posicióndependen de la velocidad, temperatura y presión.En algunas fases del proceso, hay una granconcentración de aire ambiente en la zona exteriordel conducto (ver Figura 2) de manera que elanálisis del gas de medición ahí (o a través de esaszonas) no dará una composición precisa y atiempo del actual gas de escape del EAF . Sinembargo, son los resultados precisos y a tiempo losque forman la base de una estrategia optimizadaque ahorra energía y costes.
En las aplicaciones del EAF , la sonda estálocalizada en el conducto del gas de escape(Gráfico 6) y se limpia automáticamente. La sondaEAF viene con una característica de enfriadoespecial para evitar la formación de condensacióne incluye un aparato de expansión expresamenteconstruido que incrementa su duración por variosaños. El sistema Lomas ofrece una alta precisión enla medición y demuestra una disponibilidad de
largo plazo de más del 99%, incluso bajocondiciones extremas de calor y gas cargado depolvo de un EAF . Se requiere un mínimomantenimiento cada tres meses e incluye sólo unchequeo de prueba. El equipamiento del procesodel sistema está protegido en un contenedor deanálisis con aire acondicionado y protegido delpolvo, que puede ubicarse a más de 30 metros delarco del EAF. El daño provocado por la escoriacayendo, el trabajo pesado de mantenimiento o lalocalización del exceso de temperatura semantienen entonces al mínimo.
El sistema también introduce una lógica deautocontrol que automáticamente instiga alapagado y limpiado cuando ciertos análisis de gasy parámetros de tratamiento de gas (por ejemplo,flujo de gas, temperatura del gas) alcanzan valorescríticos. Un tiempo de respuesta extremadamentecorto de menos de 15 segundos (dependiendo delas condiciones del lugar) y mediciones continuasy precisas de CO, CO2, H2, O2y CH4hacen de estesondeo una importante tecnología en laoperación del EAF.
Máxima seguridad con la detección defuga de agua La sonda del sistema no sólo toma muestras yanaliza la composición del gas de salida muyrápidamente, sino que también detectaincrementos en la humedad del gas de salida enun corto periodo de tiempo. Este incremento en lahumedad deber ser observado atentamente,porque puede señalar una fuga de agua en elhorno o en la chimenea del gas de salida. Elsistema Simetal Lomas busca fugas de agua en losEAF de tres maneras paralelas diferentes:
• El agua separada en H2 y O2 en el EAF es escaneada por un analizador.
• El agua que deja el EAF en forma de vapor es detectada por un sensor de humedad, que mide la humedad relativa de la medición del gas (antes del tratamiento de gas).
• El agua que deja el EAF en forma de vapor pero luego se condensa en la parte de secado del gas del sistema es medida adicionalmente con un sensor de flujo de masa.
Una estrategia novedosa Mientras que la primera estrategia de medir elagua disociada con un analizador H2 es unaaproximación bien conocida, la segunda forma demedir el vapor con la medición del gas con dossensores completamente independientes es unanovedad. Con la última estrategia, la validez de lainformación recopilada de la producción es muchomayor que si sólo se usa un sensor en laproducción. El sensor de contaminación, las derivastérmicas o los efectos del envejecimiento influyenen la generación de alertas mucho menos quecuando sólo se emplea un sensor . Una ventajasignificativa añadida en la seguridad es laredundancia del sistema. Si uno de los sensoresfalla, el segundo monitoriza la humedad.
Un número de mediciones adicionales yparámetros de procesos son considerados paraactivar la alerta por fuga de agua. El modelo es uncódigo de trabajo de aprendizaje y repetitivo quecalcula las alertas de fugas de agua basándose en
la condición de la chatarra, el CH4 quemado/sinquemar, las configuraciones de diferentes hornos,las diferencias de tamaño, los flujos de gas, lascondiciones ambientales de aire y unos pocosparámetros esenciales adicionales. El objetivo delsistema es emitir un aviso por fuga de agua tanrápido (sonda) y fiable (medición de humedadredundante) como sea posible mientras reduce elnúmero de "falsas alarmas" al mínimo. Losparámetros del modelo de fuga de agua estánadaptados individualmente para cada EAF.
Colada remota y automatizada La transferencia mínima de escoria es esencial paramaximizar la producción de acero e incrementar lacalidad del mismo. Conocer las condiciones de laescoria reduce la cantidad de desoxidante yagentes de aleación, así como la refosforización ymejora la desulfuración del acero. Los análisis delacero son mucho más precisos cuando la cantidadde escoria transferida es reducida a la mínima y laduración de la cuchara de acería refractaria puedetambién ser incrementada significativamente.
Simetal SlagMon, un sistema de deteccióntermográfica de chatarra, representa un método
Fig 5 Observación de la vibración en tiempo real durante la fusión (CSM-System) y el baño plano (FSM-System)
Periodo fusión
Pare
d de
l hor
no
Refr
acta
rio
Baño de acero
Escoria
El sensor de vibraciones recibe principalmente
sonidos propagados por aire
El sensor de vibraciones recibe los sonidos
propagados por estructuras sólidas
Periodo baño plano
EAF siemens spanish_QX8_30_AIT_0110 10/16/14 9:09 AM Page 3

26 FABRICACIÓN DE ACERO EN HORNO ELÉCTRICO
Octubre 2014 www.steeltimesint.com
preciso de explorar la corriente de la colada. Basadaen varias emisiones de radiación en el rangoinfrarrojo, es fácil diferenciar entre acero y escoria.El sistema incluye una cámara infrarroja,visualización, PC industrial y una unidad deevaluación y proporciona una observacióncontinua y a tiempo real y una visualización de laoperación de colada. El sistema genera una señalde alerta cuando detecta escoria. La señal puedeser usada para controlar el instrumento de cierredel agujero de la colada. Dependiendo de lasituación del lugar, también es posible usar esteprincipio de medición durante el vertido de escoria,para determinar el flujo de acero yconsecuentemente maximizar la producción.
El personal operativo monitoriza las operacionesde colada y vertido de escoria y todos losparámetros significativos de los procesos (duraciónde la colada, ángulo del EAF, peso de la colada,estatus del sistema) son monitorizados en unapantalla de visualización (V er Gráfico 7 ). Unalgoritmo especial de procesamiento de imagen
evalúa continuamente y archiva las imágenesgeneradas. En el caso del remanente de escoria, segenera una alarma que dispara la unidad depuerta respectiva. El uso de cables de fibra ópticagarantiza seguridad y una transmisión de datosestable para la detección precisa y en tiempo realde la escoria.
La recuperación de la energía del gas deescape del EAF y control de la línea depotencia de aspiración del horno El enlace directo al proceso posterior del EAF, comolas soluciones de recuperación de la energía y elcontrol del ventilador ID, completa unaaproximación holística. Mientras se considera lapresión del horno y el aire falso medido por lossistemas Lomas a través de las lecturas de O 2 yCO2, el sistema controla la potencia de la línea desucción. Esto asegura una presión constante en elhorno de alrededor de 10 Pa y evita una atmósferasobreoxidada en el horno. Esto se alcanzamediante un control vinculado con el proceso delos ventiladores ID o las aletas de la línea de succión.El resultado es un consumo reducido deelectricidad en los ventiladores ID basado en laconsideración de la inercia del peso de losventiladores rotatorios y la corrección de las horasmuertas. Adicionalmente, también se puedealcanzar el consumo reducido del electrodoresultado de una atmósfera que contienemonóxido de carbón.
Cuando se considera el balance energético deun EAF, es obvio que la mayor parte de las pérdidasenergéticas están vinculadas a la salida del gas deescape del horno. La aplicación de métodoseficientes para recuperar la energía puede haceruna mayor contribución hacia la mejora delbalance energético total en la fabricación del acero.
SMT ha desarrollado una solución modular de
recuperación energética del gas de escape (V erGráfico 8). Empezando con unas partes enfriadascon agua, el sistema entero de gas de escape,incluyendo la torre de enfriamiento, la corrienteforzada o el enfriador de horquilla del sistema deenfriamiento del gas de escape convencional,puede ser reemplazado por un generador devapor con recuperación de calor (HRSG, siglas eninglés). Dependiendo de la cantidad de energíaque pueda recuperarse, las temperaturas del gasde escape menores de 200 °C después delgenerador de vapor se pueden usareconómicamente. Dependiendo del espaciodisponible, el HRSG se puede instalar dentro ofuera de la acería. El acumulador intermedio devapor “Tipo Ruth” o un sistema único dealmacenamiento de energía de sal fundida de altatemperatura, asegura un suministro constante devapor incluso durante la carga o colada del horno.El vapor puede ser utilizado directamente paramuchas aplicaciones como procesos decalentamiento, eyectores de vapor , calefacciónzonal o agua de mar . Las soluciones integralesutilizando vapor para impulsar las turbinas devapor, con una eficiencia sobresaliente, tambiénhan sido desarrolladas. Dependiendo del tamañodel sistema de recuperación, hasta 35 K Wh deelectricidad por tonelada de acero líquido puedenser recuperados con estos sistemas de generacióneléctrica. Una reducción significativa de la huella decarbono, dependiendo del factor de conversiónnacional por KwH, incluso duplica el beneficio deun sistema de recuperación de energía eficientebasado en el gas de escape del EAF.
Observaciones finalesPara mantener la competitividad, es crucial para losfabricantes de acero operar las plantas de EAF almáximo nivel de energía y eficiencia de losprocesos. La productividad y el rendimiento, lacalidad y disponibilidad de la chatarra, la flexibilidaden los grados de acero y el impactomedioambiental deben ser considerados. Elpotencial de ahorro de energía de las plantas EAFes enorme, pero, desafortunadamente en muchoscasos, no es implementado de manera sostenibledebido al insuficiente conocimiento del estatus delproceso y del progreso de la fusión.Adicionalmente, la mayoría de las soluciones decontrol lidian sólo con subsistemas específicos delEAF. Los controles funcionan de forma separadapara los quemadores, la corriente del arco eléctrico,la poscombustión y la gestión del carbono.
El Heatopt EAF de Simetal puede proporcionaruna plataforma optimizada individualizada parasatisfacer estos retos. Las claves para el ahorroenergético y la eficiencia del proceso se puedenencontrar en la carga de chatarra, elprecalentamiento y la fusión, la colada libre deescoria y la operación de continuos encendidos através de cada uno de los pasos del proceso. Lacuidadosa integración de estas tecnologías en unasolución holística establece una nueva referencia enla fabricación de acero con respecto a la reducciónen el consumo específico de energía y las emisionesvinculadas. La solución holística puede reducir elconsumo de energía en un 30% en un EAFmoderno. r
Fig 7 Simetal SlagMon -Análisis continuo de laimagen IR-CAM
Fig 6 Sonda Simetal Lomas (verde) instalada en el codo degases de escape del EAF
77MW
90
80
70
60
50
40
30
20
10
021:07 21:21
Tiempo [hh:min]
Horno de referencia:
Peso de colada: 120t
TTT: 55 min
Chatarra manejada
Pote
ncia
de
desc
arga
[MM
]
21:36 21:50 22.04 22:19
48 MW de media
30 MW de media recuperable
Energía media emitida: 370 kWh/t
sección refrigerada por aguasección refrigerada por aire
emisiones vía cúpula
Fig 8 (derecha) Emisionestérmicas de un EAF hoy*Fuente: Siemens VAI Database
EAF siemens spanish_QX8_30_AIT_0110 10/16/14 9:09 AM Page 4

Russula suministró una nueva planta de tratamiento de aguas para Severstal. Esta planta dará servicio ala nueva acería y laminador de Severstal con capacidad de 1 Mt/año. El molino de productos largos enBalakovo arrancó la planta en el otoño del 2013 y se encuentra actualmente en la puesta en marcha dela acería. El sistema está diseñado para el tratamiento de agua utilizada en la producción de acero ysuministra al molino con agua de proceso enfriada y limpia. Hoy en día catorce plantas de acero estánoperando con esta tecnología a nivel mundial. Por Alba González Pazo*
Tratamiento de aguas para Severstal
RUSSULA proporcionó la ingeniería,equipos mecánicos y eléctricos, supervisiónde construcción, pruebas y puesta enmarcha de una planta de tratamiento deaguas para el nuevo molino de Severstalcon tecnología puntera. Ubicado en elmunicipio Bykovo-Otrogsky de Balakovo enla región de Saratov de Rusia, el molinotiene una capacidad de 1 millon detoneladas anuales y produce productoslargos para la industria de la construcciónlocal.
El molino de Balakovo arrancó el sistemade tratamiento de aguas para el laminadordurante el otoño del 2013. El molino debarras se encuentra actualmente enproducción. En el primer semestre del2014, el sistema de tratamiento de aguasestá siendo sometido a pruebas de aguapara el circuito de acería; horno de arcoeléctrico, horno cuchara, la planta dehumos y la máquina de colada continua.
Durante la puesta en marcha, losespecialistas de Russula comprobaron lacalidad de la instalación especialmente lastuberías de agua, sistemas de controlautomático y equipos de monitoreo.
Toda la obra civil, instalación de equiposy montaje fue supervisada in situ por elingeniero jefe, que fue enviado desde lasede de Russula en España. El sistema de tratamiento de agua es uno
de los elementos clave de la producción de
acero, ya que regula el flujo de aguarequerido, la temperatura y la presión entodas las etapas del proceso.
Su objetivo es asegurar la composiciónquímica requerida del agua, que a su vezprotege a los equipos de producciónevitando el sobrecalentamiento.
El sistema de agua para el molino es uncircuito cerrado que utiliza agua de lluvia ydeshielo recogida en la planta. El agua delluvia y deshielo se descarga en un tanquedespués de la sedimentación. Esta agua seutiliza para recargar el sistema de reciclajede agua.
El sistema también está diseñado pararecibir y transportar el agua del río a laplanta y luego se trata con productosquímicos y finalmente se enfría si esnecesario. Cuenta con un sistema decontrol de proceso totalmente automáticopara los dos depósitos de agua 700m3.Russula proporcionó los equipos necesariospara mantener un flujo constante de aguay una presión adecuado en todas lasetapas de la producción de acero. La tomade agua es en el canal cerca de la CentralTermoeléctrica 4 en Balakovo.
Después del tratamiento, el agua esenfriada por los ventiladores paragarantizar la temperatura deseada, y luegoregresa a la fábrica. Filtros de anillos conun sistema de limpieza automática seaseguran que agua de alta calidad vuelva
al proceso.
Planta de tratamiento de aguaspara el nuevo molino de 1 M t/a El sistema de tratamiento de agua constade tres circuitos: el circuito de agua decontacto o abierto, el circuito de agua deno contacto o cerrado y el circuito de aguade aporte.
Circuito de agua de contactoSistema de tratamiento de agua decontacto para la máquina de coladacontinua y el enfriamiento de rodillos delaminación, dimensionado para tratar uncaudal de 3,205m3/h.En el foso de cascarilla se eliminan laspartículas cuyo tamaño sea igual o mayora 200 micras. La diferencia de densidadentre el agua y la cascarilla, hace que laspartículas de mayor tamaño y por lo tantolas más pesadas se vayan depositando enel fondo del foso de cascarilla, paraposteriormente ser extraídas. Al mismo tiempo el agua continuará elproceso, pasando por los decantadores,donde por arrastre longitudinal se eliminanlas pequeñas partículas procedentes delfoso de cascarilla, así como aceites ygrasas. Las partículas gruesas que sedesplacen al fondo de los decantadoresserán bombeadas al espesador de lodos ylos aceites que queden en la superficie
Russula fue seleccionada por Severstal para el suministro de la Planta deTratamiento de Aguas para el nuevo molino en Balakovo, Rusia
27MEDIO AMBIENTE
www.steeltimesint.com Octubre 2014
* Ingeniera de Ventas, Russula
Russula spanish_QX8_30_AIT_0110 10/21/14 9:09 AM Page 2

28 MEDIO AMBIENTE
Octubre 2014 www.steeltimesint.com
serán arrastrados por la parte superior delpuente rascador y conducidos al separadorde aceites. El agua decantada pasará a losfiltros de anillas.En el sistema de filtración de anillas seeliminarán aquellas partículas que tenganuna densidad superior a la del agua y quehayan conseguido pasar los procesosanteriores. P or último, el agua filtradallegará a las torres de refrigeración paraposteriormente regresar al proceso deacería y laminación.
Circuito de agua de no contactoRUSSULA incluye para el sistema deenfriamiento torres de refrigeración eintercambiadores de placas, así como unsistema de filtración de anillas comomedida preventiva de retención depequeñas partículas. El sistema detratamiento de agua sin contacto parahorno de arco eléctrico, horno cuchara,moldes de la colada continua, horno derecalentamiento, laminación y planta dehumos está dimensionado para tratar uncaudal de agua de 6,470m3/h.
Circuito de agua de aporteEl sistema de agua de aporte,dimensionado para tratar un caudal de400m3/h de agua procedente del RíoVolga consta de un tanque colector quealmacena tanto agua de lluvia como nieve.RUSSULA incluyó para el tratamiento deagua de aporte cámaras de floculación,decantadores laminares, un sistema defiltración de anillas y un descalcificador.El agua procedente del río o tanquecolector pasa a través de unas cámaras defloculación, donde las partículas másgruesas se irán depositando en el fondo delas cámaras y aquellas más finas pasan alos decantadores laminares. En éstos, las partículas gruesas que hanconseguido pasar el proceso anterior yotros elementos se irán eliminando, paraluego pasar por el sistema de filtración deanillas solamente aquellas partículas másfinas, a fin de conseguir una buena calidad
de agua. Por último, y como fase final de estetratamiento de agua de aporte, dado losniveles de dureza del agua, ésta pasará porun descalcificador, para conseguir el nivelde calidad de agua requerido en losdistintos sistemas.
Alcance de suministro llave en manoLa planta de tratamiento de aguas sesuministró bajo el esquema llave en mano,incluyendo todo los equipos, la supervisiónde la obra civil, el montaje y la puesta enmarcha.
IngenieríaLa ingeniería, desarrollada íntegramente en3D para tubería, soportes y obra civil, nospermitió optimizar los trabajos de montaje,reduciendo las interferencias con piezas demontaje o eléctricas y minimizando lostiempos de instalación.
Sistema de control y HMIEl sistema de control fue desarrollado enSiemens S7 – 400 y el HMI en W inCC yestá integrado con el sistema de controldel molino y la acería.
Celdas de media tensiónRUSSULA incluyó dentro del alcance desuministro las celdas de media tensión de10 kV, y los transformadores de potencia.
Cuadros de baja tensión Los paneles de distribución de baja tensióny los paneles desmontables para lasceldas, se encuentran incluidos dentro delalcance de RUS SULA. Los centros decontrol de motores (CCM s) sesuministraron con comunicación profibus,permitiéndonos reducir la cantidad decables y minimizando los tiempos de
instalación de los mismos, para la conexióndel CCM con el PLC.
Variadores de frecuenciaVariadores de frecuencia ABB AC S800regulan el flujo de agua de contacto parael foso de cascarilla y los decantadoreslongitudinales para el circuito de agua deno contacto y contacto reduciendo elconsumo de energía y facilitando el controldel proceso.
CablesLos cables de media y baja tensión tambiénestuvieron incluidos dentro del alcance deRUSSULA.
Bombas Dentro del alcance de suministro deRUSSULA se incluyeron bombashorizontales y bombas sumergibles, enbaja tensión. Los materiales deconstrucción de las bombas son resistentesa la corrosión y el desgaste, esta últimapresente en los circuitos de agua decontacto, debido a la presencia de lodos ycascarilla.
Instrumentación y válvulas Las válvulas e instrumentación, así comosensores especiales, formaron parte delsuministro de RUSSULA.
Equipos mecánicosRUSSULA suministró todos los equiposmecánicos para la planta de tratamientode aguas: filtros de anillas, puentesrascadores, espesador, filtro prensa, torresde refrigeración, bombas, etc.
Supervisión de montaje Ingenieros especialistas de RUS SULA, seencuentran actualmente supervisando lainstalación y puesta en marcha de todoslos equipos incluidos dentro del alcance delsuministro de la Planta de Tratamiento deAguas.
Puesta en marcha En el otoño del 2013, se puso en marchael circuito de tratamiento de agua para elmolino laminador de barras. Actualmente,el circuito de acería está siendo sometido apruebas de agua. r
La página web: www.russula.com
Bombas de la planta de tratamiento de aguas de Russula
Torres de refrigeración
Filtros de mallas con un sistema de auto-limpiezaaseguran proteger los intercambiadores durante lasoperaciones
Russula spanish_QX8_30_AIT_0110 10/21/14 9:09 AM Page 3

ultimate machinesultimate factory
Lo último en enderezamiento.
La enderezadora Bronx de seis rodillos cuenta con un diseño único que permite el aumento de la eficiencia, una calidad superior y seguridad. A través de su experiencia y conocimientos técnicos, nuestros ingenieros han trabajado para crear tecnologías en las que usted pueda confiar para minimizar el tiempo de cambio, así como mejorar la precisión evitando los defectos en la superficie de los tubos con pared delgada, permitiendo una mayor rigidez y consistencia en la rectitud y redondez. Diseñado para la seguridad, los motores de las enderezadoras Bronx de seis rodillos están situados en la parte posterior de la máquina y el operador tiene una vista completa del proceso de enderezamiento desde la consola de operaciones. Calidad, servicio, y fiabilidad; Confíe en Fives. Contacto: [email protected]
Diseñado para ser eficiente.
www.fivesgroup.com
102014_sti_full_span_2.indd 1 8/15/14 2:58 PM

w w w . g u i l d i n t . c o m + 1 . 4 4 0 . 2 3 2 . 5 8 8 7 U S A
Nuestro equipo de bobina de unión le ayudará a atar
todos los cabos
Guild International puede diseñar y construir la máquina de soldadura que necesita para
mantener sus líneas en servicio sin problemas y de forma rentable. Somos el líder mundial en el
suministro de equipos de bobina de unión para el procesamiento de acero y las industrias de
fabricación de tubos. Póngase en contacto con nosotros hoy para mantener sus líneas siempre trabajando.
El RCM ZipwelderTM completamente automático está diseñado para ser uno delos soldadores de cizalla disponibles más
avanzados técnicamente
La serie QM SeamweldersTM produce soldaduras de alta calidad no más de un
10% más grueso que el material de matriz. NB Overlap ZipweldersTM produce soldaduras rápidas y de máxima
resistencia.
ssoldar
full page ad with bleed_Layout 1 03/10/2013 12:27 Page 1