steam-injection pressing of isocyanate-bonded aspen ... · steam-injection pressing of...
TRANSCRIPT

United StatesDepartment ofAgriculture
Forest Service
ForestProductsLaboratory
ResearchPaperFPL 456
Steam-InjectionPressing ofIsocyanate-BondedAspen FlakeboardsLatitudes and LimitationsRobert L. Geimer

Abstract
Injection of steam into a flakeboard mat during pressingsignificantly reduces press times. One-half-inch-thick 0.640specific gravity (SG) isocyanate-bonded aspen flakeboardcan be cured in 60 seconds by injecting 99 Btu’s of steamenergy per pound (Btu/lb) of board. Press time may bereduced to 40 seconds when energy consumption isincreased to 177 Btu/lb of board. Two-inch-thick 0.640 SGboard can be pressed in 201 seconds with 185 Btu/lb.
Blister formation in high-density thin boards and temperaturevariation in low-density thick boards were compensated forwith press cycles individually suited for each combination ofboard thickness and SG.
Keywords: Steam, steam injection, heat, heat transfer,isocyanate, aspen, flakeboard, ring flake, disk flake, energy,press schedule, press time.
July 1985
Geimer, Robert L. Steam-injection pressing of isocyanate-bonded aspenflakeboards: Latitudes and limitations. Res. Pap. FPL 456. Madison, WI:U.S. Department of Agriculture, Forest Service, Forest ProductsLaboratory; 1985. 16 p.
A limited number of free copies of this publication are available to thepublic from the Forest Products Laboratory, One Gifford Pinchot Drive,Madison, WI 53705. Laboratory publications are sent to over 1,000libraries in the United States and elsewhere.
The Laboratory is maintained in cooperation with the University ofWisconsin.

Steam-InjectionPressing ofIsocyanate-BondedAspen FlakeboardsLatitudes and Limitations
Robert L. Geimer, TechnologistForest Products Laboratory, Madison, WI
Introduction
Particleboard and flakeboard manufacturers operating in acompetitive economy constantly strive to increase productionrates without increasing costs or sacrificing quality. In thepast 30 years we have seen substantial improvements in themanufacturing process; however, motivation for improvedproduction remains. In modern plants, the productionbottleneck is the hot press. Specifically, the press cycle islimited by the time it takes to heat the center of a board to atemperature that activates the thermosetting resin. This timeincreases in a nonlinear fashion with board thickness. The45- to 90-second warmup period characteristic of a1/2-inch-thick board may be as long as 45 minutes for a2-inch-thick board. Substantial reductions in thickboard presstimes would create new, economically viable markets forwhat is now considered a low profit item.
A process developed at the Forest Products Laboratoryshortens press times by injecting saturated steam directlyinto the mat (Geimer 1983) (fig. 1). The process reducespress times for 1/2-inch-thick flakeboard by 60 percent, from4 minutes to 1-1/2 minutes, without degrading internal bond(IB) or flexure properties (Geimer 1982). Press-timereductions of 90 percent are possible when using thissteam-injection pressing system with thicker boards.
In past work, we developed the principles of steam-injectionpressing using Douglas-fir ring flakes and phenolic resin.Research was mainly restricted to the fabrication ofl/e-inch-thick boards having a specific gravity (SG) of 0.640.The work described here was conducted using an aspenfurnish and an isocyanate binder and extended theapplication of steam-injection pressing to other boardthicknesses and SG’s. Of particular interest was themanipulation of pressing variables (i.e. steam flow, steamtime, closing rate, etc.) to enhance the relationship betweenenergy consumption and total press times.
Figure 1.—Saturated steam is injected into matthrough top and bottom perforated platens duringpress closure. (ML85 5071)

Experimental Procedures
Board Fabrication
Flakeboards were constructed to three thicknesses and twolevels of SG.
Thickness SG
1/2 inch 0.640-0.8011-1/4 inches 0.560-0.721
2 inches 0.480-0.640
The assignment of SG levels was based on current producttrends wherein SG decreases with increasing boardthickness. For each board thickness and SG level, a seriesof from five to nine individual flakeboards were made atvarying press and steam times. No particular set ofconditions were replicated for the purpose of establishingstatistically significant board properties.
The furnish consisted of a 50:50 mixture of 0.020-inch-thickby e-inch-long by random-width aspen ring flakes and0.020-inch-thick by 2-1/2-inch-long by random-width aspendisk flakes. With the exception of a few 1/2-inch-thick 0.801SG boards made with 7 percent isocyanate, all boards wereconstructed using 3 percent isocyanate resin based onovendry (OD) wood. Moisture content of the mat prior topressing was below 4 percent (OD wood basis).
The board dimensions of 25 by 29 inches provided a1-1/2-inch margin beyond the periphery of the steam platenperforations to act as a steam seal. The steam-injectionplatens, perforated with 3/32-inch-diameter holes on a1/2- by 2-inch spacing, were attached to the regularoil-heated platens which in turn were maintained with fewexceptions at a temperature of 375 °F. The steam-injectionsystem is detailed in a previous report (Geimer 1982).
Press Control and Data Collection
The press was programmed through a computer, which inconjunction with the press’ electronic system, providedexcellent control of platen position and board pressure(Geimer et al. 1982). The computer also performed auxiliaryfunctions of steam valve actuation and data collection.Variables measured included board temperature, hydraulicpressure, press platen position, steam flow, and steamplaten manifold pressure and temperature. Boardtemperature was initially measured only at the mid-thickness‘of the board’s center location. Measurements were laterexpanded to include edge and corner positions. During thecritical portion of the press cycle beginning some 5-10seconds prior to steam injection and lasting for a total of45-60 seconds, information was recorded every 0.5 second.Thereafter, the recording time was lengthened to between1 to 5 seconds. Within 5 minutes after press opening, datawere available in the form of both a hard copy readout andgraphs of selected variables versus time. Press scheduleswere altered after each pressing to provide what wasbelieved would be the most useful information in regard topress times, steam-injection schedule, total energyconsumption, and visual board quality.
Testing
Cutting diagrams for test specimens are shown in figures 2and 3. The samples were tested for internal bond (IB) andbending modulus of elasticity (MOE) and modulus of rupture(MOR) according to procedures outlined in ASTM D1037-72A (American Society for Testing and Materials1976). Linear expansion (LE), thickness swelling (TS), andwater adsorption (WA) were measured after eachsuccessive exposure to ovendry (OD), 65 percent relativehumidity, vacuum pressure soak (VPS), and a secondovendrying condition. In addition, density gradients weredetermined with a gamma ray density measuring device’(Laufenberg 1984). Corner or edge delaminations preventedcomplete testing of some boards.
1Laufenberg, T. L. Using gamma radiation to measure density gradientsin reconstituted wood products. Manuscript in preparation. U.S.Department of Agriculture, Forest Service, Forest Products Laboratory,Madison, WI; 1985.
2
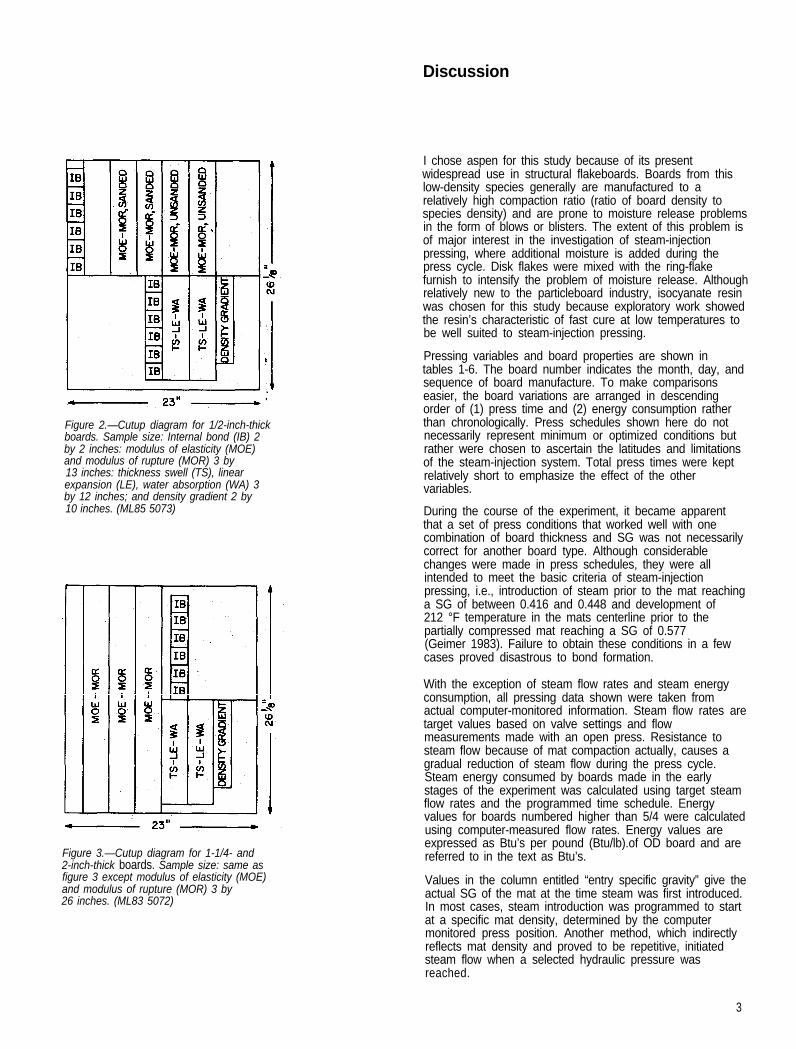
Figure 2.—Cutup diagram for 1/2-inch-thickboards. Sample size: Internal bond (IB) 2by 2 inches: modulus of elasticity (MOE)and modulus of rupture (MOR) 3 by13 inches: thickness swell (TS), linearexpansion (LE), water absorption (WA) 3by 12 inches; and density gradient 2 by10 inches. (ML85 5073)
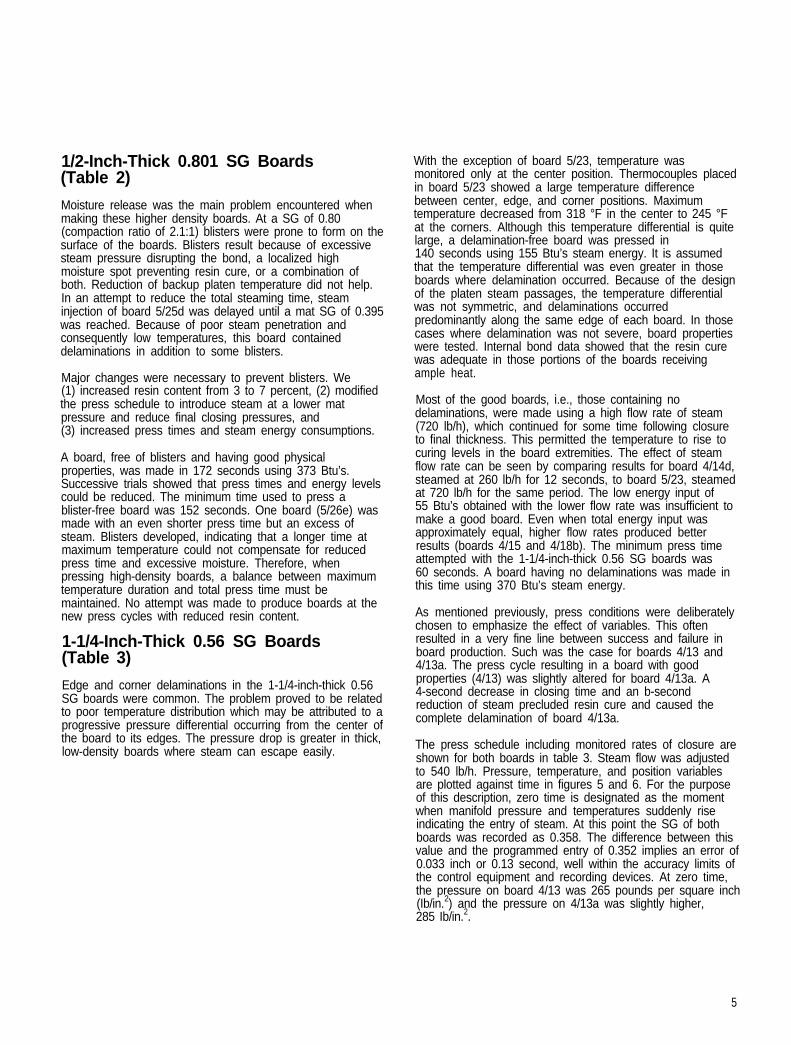
Figure 3.—Cutup diagram for 1-1/4- and2-inch-thick boards. Sample size: same asfigure 3 except modulus of elasticity (MOE)and modulus of rupture (MOR) 3 by26 inches. (ML83 5072)
Discussion
I chose aspen for this study because of its presentwidespread use in structural flakeboards. Boards from thislow-density species generally are manufactured to arelatively high compaction ratio (ratio of board density tospecies density) and are prone to moisture release problemsin the form of blows or blisters. The extent of this problem isof major interest in the investigation of steam-injectionpressing, where additional moisture is added during thepress cycle. Disk flakes were mixed with the ring-flakefurnish to intensify the problem of moisture release. Althoughrelatively new to the particleboard industry, isocyanate resinwas chosen for this study because exploratory work showedthe resin’s characteristic of fast cure at low temperatures tobe well suited to steam-injection pressing.
Pressing variables and board properties are shown intables 1-6. The board number indicates the month, day, andsequence of board manufacture. To make comparisonseasier, the board variations are arranged in descendingorder of (1) press time and (2) energy consumption ratherthan chronologically. Press schedules shown here do notnecessarily represent minimum or optimized conditions butrather were chosen to ascertain the latitudes and limitationsof the steam-injection system. Total press times were keptrelatively short to emphasize the effect of the othervariables.
During the course of the experiment, it became apparentthat a set of press conditions that worked well with onecombination of board thickness and SG was not necessarilycorrect for another board type. Although considerablechanges were made in press schedules, they were allintended to meet the basic criteria of steam-injectionpressing, i.e., introduction of steam prior to the mat reachinga SG of between 0.416 and 0.448 and development of212 °F temperature in the mats centerline prior to thepartially compressed mat reaching a SG of 0.577(Geimer 1983). Failure to obtain these conditions in a fewcases proved disastrous to bond formation.
With the exception of steam flow rates and steam energyconsumption, all pressing data shown were taken fromactual computer-monitored information. Steam flow rates aretarget values based on valve settings and flowmeasurements made with an open press. Resistance tosteam flow because of mat compaction actually, causes agradual reduction of steam flow during the press cycle.Steam energy consumed by boards made in the earlystages of the experiment was calculated using target steamflow rates and the programmed time schedule. Energyvalues for boards numbered higher than 5/4 were calculatedusing computer-measured flow rates. Energy values areexpressed as Btu’s per pound (Btu/lb).of OD board and arereferred to in the text as Btu’s.
Values in the column entitled “entry specific gravity” give theactual SG of the mat at the time steam was first introduced.In most cases, steam introduction was programmed to startat a specific mat density, determined by the computermonitored press position. Another method, which indirectlyreflects mat density and proved to be repetitive, initiatedsteam flow when a selected hydraulic pressure wasreached.
3

Results
Equipment modifications made during the course of theexperiment enabled steam flow to be changed between tworates. This ability to change flow rates permitted a finerdegree of optimization of press time and energyconsumption. With thick boards, high flow rates are oftenneeded to achieve fast temperature rise in the board. Insome cases, once the maximum temperature has beenreached in all sections of the board, temperature can bemaintained with reduced steam flow. Conversely, withthinner boards it sometimes is advantageous from an energystandpoint to introduce steam at low flow rates and increaseflow when the mat SG becomes higher. In this way, highertemperatures can be reached.
Press closing rates are given in distance rate change (in./s)and average SG rate change (∆SG/s). these figures aretaken from the monitored data and reflect any deviation fromthe programmed events caused by either controllercharacteristics or dynamics of the system. Note that pressclosure rates as measured by changing distance do notfollow the same pattern as those calculated from changingSG. The difference reflects the nonlinear relationshipbetween mat SG and mat thickness (fig. 4). The rate ofchange in SG may be more meaningful than distance ratechange in explaining the effects of press closing rates onboard characteristics. Consideration should be given to thismethod of monitoring and controlling closure in thedevelopment of modern press schedules.
Total press time as referred to herein is the elapsed timebetween initial introduction of steam and final press opening.In most cases, total press time included a lo-seconddecompress period. When pressing 1/2-inch-thick 0.640 SGboard, approximately 10 seconds were needed to close froma position where both platens touched the mat to the pointof steam injection. This period increased to approximately20 seconds for a 2-inch-thick board.
Figure 4.—Specific gravity (SG) is a nonlinearfunction of mat thickness. SG = K/t wheret = thickness and K = weight/area. Relation is shownfor a 1/2-in-thick 0.640 SG board. K = 0.032.(ML85 5074)
For those unaccustomed to steam-injection pressingtechniques, the difference of a few seconds may seemtrivial. The response of variables to changes in the presscycle, however, is often rapid and decisive. Data givenherein, although not showing all the changes occurringwithin the boards, will provide an understanding of theparameters of steam-injection pressing. Close scrutiny oftables 1-6 will indicate the sensitivity of the system.
1/2-Inch-Thick 0.640 SG Boards(Table 1)
No problems were encountered in manufacturing the1/2-inch-thick 0.640 SG boards except when press time wasreduced to 22 seconds or less. A press schedule thatworked well with this group of boards called for an early(0.260 SG) introduction of steam at a medium flow rate(540 lb/h). Later, when the mat had been compressedconsiderably (0.500 SG) and higher temperatures could bereached, the steam flow was increased (board 5/24a). Inseveral cases, even more energy was saved by interruptingthe steam flow for a few seconds until the mat wascompressed (5/25 and 5/24d). This interruption of steamflow works well with boards having a pressed SG less than0.640. Problems with steam reentry are likely to beencountered in boards whose final SG is above 0.640.
Temperature in the 1/2-inch-thick 0.640 SG boards wasmonitored in all three positions: center, edge, and corner. Inmost cases there is little difference between maximumtemperatures reached at the different locations. Thetemperatures are well above the activation point,approximately 220 °F, for the rapid curing of an isocyanateresin. Data given under the table heading “temperaturedelay” show the delay in seconds from the time steam wasintroduced to the point where the temperature in the centerof the board at midthickness begins to rise. This time isapproximately 1 second for 1/2-inch-thick board but may beas long as 8 seconds in a 2-inch-thick board. As a result ofthe fast temperature transfer, all 1/2-inch-thick boards had auniform density profile across their thickness. Maximumtemperatures are reached during the period of steam flow orshortly thereafter and decline rapidly to a level between 225and 250 °F when the steam is shut off. Temperaturesstabilize at this level for the remainder of the press cycle.
A blister formed on the surface of the board (5/24b) made in22 seconds using steam energy of 158 Btu/lb of OD board(Btu’s). Board 5/24e, made in 22 seconds using 101 Btu’s,did not blister but had more out-of-press springback andshowed a decline in board properties. The board (5/25a)made in 13.5 seconds had a slight delamination along oneedge, which proved to be characteristic of short press cyclesor poor temperature distribution and indicated insufficientresin cure. Data show that l/Pinch-thick 0.640 SG boardscan be made in 60 seconds using 99 Btu’s, or in 40 secondsusing 177 Btu’s steam energy. Bending properties of thesanded and unsanded specimens were statistically identical.Modulus of elasticity and MOR values given in tables 1-6are an average of all bending specimens.
4
1/2-Inch-Thick 0.801 SG Boards(Table 2)
Moisture release was the main problem encountered whenmaking these higher density boards. At a SG of 0.80(compaction ratio of 2.1:1) blisters were prone to form on thesurface of the boards. Blisters result because of excessivesteam pressure disrupting the bond, a localized highmoisture spot preventing resin cure, or a combination ofboth. Reduction of backup platen temperature did not help.In an attempt to reduce the total steaming time, steaminjection of board 5/25d was delayed until a mat SG of 0.395was reached. Because of poor steam penetration andconsequently low temperatures, this board containeddelaminations in addition to some blisters.
Major changes were necessary to prevent blisters. We(1) increased resin content from 3 to 7 percent, (2) modifiedthe press schedule to introduce steam at a lower matpressure and reduce final closing pressures, and(3) increased press times and steam energy consumptions.
A board, free of blisters and having good physicalproperties, was made in 172 seconds using 373 Btu’s.Successive trials showed that press times and energy levelscould be reduced. The minimum time used to press ablister-free board was 152 seconds. One board (5/26e) wasmade with an even shorter press time but an excess ofsteam. Blisters developed, indicating that a longer time atmaximum temperature could not compensate for reducedpress time and excessive moisture. Therefore, whenpressing high-density boards, a balance between maximumtemperature duration and total press time must bemaintained. No attempt was made to produce boards at thenew press cycles with reduced resin content.
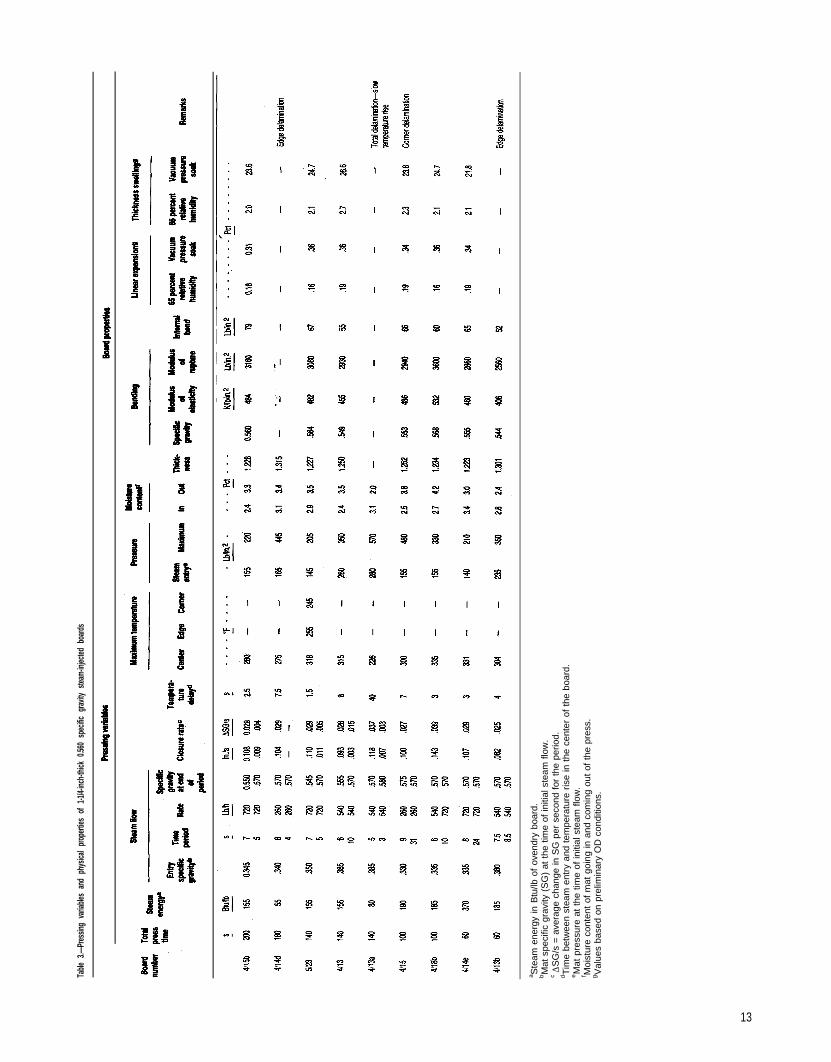
1-1/4-Inch-Thick 0.56 SG Boards(Table 3)
Edge and corner delaminations in the 1-1/4-inch-thick 0.56SG boards were common. The problem proved to be relatedto poor temperature distribution which may be attributed to aprogressive pressure differential occurring from the center ofthe board to its edges. The pressure drop is greater in thick,low-density boards where steam can escape easily.
With the exception of board 5/23, temperature wasmonitored only at the center position. Thermocouples placedin board 5/23 showed a large temperature differencebetween center, edge, and corner positions. Maximumtemperature decreased from 318 °F in the center to 245 °Fat the corners. Although this temperature differential is quitelarge, a delamination-free board was pressed in140 seconds using 155 Btu’s steam energy. It is assumedthat the temperature differential was even greater in thoseboards where delamination occurred. Because of the designof the platen steam passages, the temperature differentialwas not symmetric, and delaminations occurredpredominantly along the same edge of each board. In thosecases where delamination was not severe, board propertieswere tested. Internal bond data showed that the resin curewas adequate in those portions of the boards receivingample heat.
Most of the good boards, i.e., those containing nodelaminations, were made using a high flow rate of steam(720 lb/h), which continued for some time following closureto final thickness. This permitted the temperature to rise tocuring levels in the board extremities. The effect of steamflow rate can be seen by comparing results for board 4/14d,steamed at 260 lb/h for 12 seconds, to board 5/23, steamedat 720 lb/h for the same period. The low energy input of55 Btu’s obtained with the lower flow rate was insufficient tomake a good board. Even when total energy input wasapproximately equal, higher flow rates produced betterresults (boards 4/15 and 4/18b). The minimum press timeattempted with the 1-1/4-inch-thick 0.56 SG boards was60 seconds. A board having no delaminations was made inthis time using 370 Btu’s steam energy.
As mentioned previously, press conditions were deliberatelychosen to emphasize the effect of variables. This oftenresulted in a very fine line between success and failure inboard production. Such was the case for boards 4/13 and4/13a. The press cycle resulting in a board with goodproperties (4/13) was slightly altered for board 4/13a. A4-second decrease in closing time and an b-secondreduction of steam precluded resin cure and caused thecomplete delamination of board 4/13a.
The press schedule including monitored rates of closure areshown for both boards in table 3. Steam flow was adjustedto 540 lb/h. Pressure, temperature, and position variablesare plotted against time in figures 5 and 6. For the purposeof this description, zero time is designated as the momentwhen manifold pressure and temperatures suddenly riseindicating the entry of steam. At this point the SG of bothboards was recorded as 0.358. The difference between thisvalue and the programmed entry of 0.352 implies an error of0.033 inch or 0.13 second, well within the accuracy limits ofthe control equipment and recording devices. At zero time,the pressure on board 4/13 was 265 pounds per square inch(Ib/in.2) and the pressure on 4/13a was slightly higher,285 Ib/in.2.
5

Figure 5.—Proper selection of variables: 0.093 in./s closing speed and 16 seconds of steampermit a 1-1/4-inch-thick 0.560 SG board (4/13) to be cured in 140 seconds press time.(ML85 5078)
Figure 6.—Board delamination occurs when centerline temperature rise is delayed by fastclosure (0.192 in./s) and a reduced (8 s) steam time— 1-1/4-inch-thick 0.560 SG board(4/13a). (ML85 5077)
6

The fate of the boards was decided in the next 8 seconds.The pressure in the board made at the slower press closingrate (4/13) was arrested for 2 seconds, indicating that steamwas penetrating and plasticizing the material. At the end of6 seconds, the board had been compressed to a SG of0.550 and board pressure peaked at 350 lb/in.2. Centerlinetemperature began to rise after 7.5 seconds and passed the212 °F mark 9 seconds after initial steam entry. This point(212 °F centerline temperature) occurred 0.5 second afterthe press had reached its minimum opening and the board’sSG was 0.575, very close to the upper limit of 0.577 definedas critical in the basics of steam pressing. Centerlinetemperature climbed to a maximum of 315 °F by the end ofthe 16-second steaming period. Sixty seconds into the presscycle the centerline temperature had dropped to, andstabilized at, 240 °F. Board pressure at this time was only35 Ib/in.2. The induced heat was sufficient to accelerate theresin cure, and a board free of delamination was producedin 140 seconds.
In contrast, steam failed to penetrate to the center of board4/13a. The faster closing rate, 0.193 versus 0.093 in./s,permitted only a slight alteration in the rate of pressureincrease during closure, and a maximum board pressure of570 Ib/in.2 was reached 4.5 seconds after steamintroduction. This point of maximum pressure occurred0.5 second prior to the board reaching a maximum SG of0.575. The combination of the fast close and a short,8-second steam period precluded an early rise in centerlinetemperature. Sixty seconds elapsed before temperaturesfinally surpassed 212 °F. The 80 seconds remaining in thepress cycle were insufficient to allow the resin to cure. Theboard completely delaminated.
Steam injection not only provides a stabilized resin-curingtemperature (approximately 225 °F) sooner thanconventional pressing but also accelerates the process byexposing the board to elevated temperatures for a shortperiod of time. Contrast the resin-curing, time/temperaturerelations occurring in board 4/13a with those that took placein the 1/2-inch 0.640 SG board 5/24d (table 1 and fig. 7).Low levels of steam energy, 80 and 99 Btu’s, were used tomanufacture both boards. Centerline temperatures stabilizedbetween 230 and 235 °F in each case. However, only55 seconds above a temperature of 212 °F were sufficient tocomplete the resin cure in board 5/24d after a very shortexposure to a temperature of 300 °F had accelerated theprocess.
1-1/4-Inch-Thick 0.721 SG Boards(Table 4)
The heat transfer problem caused by easy escape of steamthrough the edge of a low-density thick board is replaced byan entry problem when the target board density is increased.An increase in mass demands that more time be allowed atlower mat densities to obtain adequate steam penetration.Timing is critical in achieving optimum heat transfer.
A press closing schedule that worked well with the1-1/4-inch-thick 0.721 SG board type incorporated closurerates of approximately 0.12 in./s during initial steam entry.After centerline temperature had risen above 212 °F, closurespeed was increased to compress the mat rapidly andachieve maximum temperature with a minimum use ofsteam. When steam injection was postponed beyond a SGof 0.260 as in boards 4/18c and 5/23a, the delay incenterline temperature rise resulted in severe boarddelamination. Press programs in both of these casesincorporated low or medium steam flow rates. Edge andcorner delaminations in boards 4/21c and 4/21d were alsoattributed to low steam flow rates and the accompanyingtemperature differentials.
Resin cure as discussed earlier is a function of time as wellas temperature. The corner delamination in board 5/23c isattributed to a very slow rise in temperature at this position.While it took only 5.5 and 9.0 seconds, respectively, toreach 220 °F in the center and edge positions, 66 secondselapsed before the temperature passed 220 °F in the corner(fig. 8).
In contrast, all monitored positions-center, edge, andcorner-of a similarly pressed but fully cured board (5/23b)passed the 220 °F mark within 15 seconds. Except for anincrease from 540 to 720 lb/h steam flow rate during the first4 seconds of pressing board 5/23b, the press closingschedules for both boards were identical. Results from thisportion of the study indicate higher steam flow rates permitshorter press cycles by reducing temperature variationswithin the board. When cure temperatures have beenreached in all sections of the board, they can be maintainedby a reduced flow. A 1-1/4-inch 0.721 SG board having highbending properties and adequate IB was made in71 seconds using 167 Btu’s steam energy.
2-Inch-Thick 0.480 SG Boards (Table 5)
No problems were encountered in pressing 2-inch-thick0.480 SG boards. Press schedules were compromisedbetween steam flow rates, entry SG, and press closure rateto provide adequate steam penetration while preventingexcessive resin precure or steam energy consumption.Moderate steam flow rates of 540 lb/h were used during theinitial period of steaming. Because of the mass andthickness of the mat, the delay in center temperature rise isrelatively long, 4-8 seconds. Corner position temperaturerise is usually delayed an additional 2-5 seconds.
7

Figure 7.—A brief exposure to maximum temperatures of 325 °F permits resin cure at 235 °Fin 60 seconds press time, 1/2-inch-thick 0.640 SG board (5/24d). (ML85 5076)
Figure 8.—Delay in corner temperature rise results in delamination of this portion of theboard, 1-1/4-inch-thick 0.721 SG board (5/23c). (ML85 5075)
8

Summary
A high steam flow rate (720 lb/h) was used in some portionof each press cycle to reduce within-board temperaturedifferentials. Maximum temperatures at the corner position ofthe various boards ranged from 227 to 270 °F. A boardmade in 150 seconds with 111 Btu’s steam energy hadacceptable board properties. Press time was shortened to55 seconds when steam energy was increased to 204 Btu’s.
Density profiles were uniform in all boards except 5/19b and5/20. Press cycles specified a late steam entry and a shortersteam time for both of these boards. Density levels variedfrom a plus 30 to a minus 20 percent of average.
2-Inch-Thick 0.64 SG Boards (Table 6)
High flow rates were again used in manufacturing the2-inch-thick 0.64 SG boards. A low steam flow rate in theinitial period of steaming was disastrous and causedcomplete delamination of board 5/2Oc. Press times weresuccessfully reduced from 320 to 201 seconds in boards5/3a, 5/3b, and 5/20b using steaming schedules thatprovided between 185 and 200 Btu’s energy. Change to afaster closing rate and overpressing slightly to compensatefor springback resulted in lower corner temperatures andcaused corner delamination in board 5/3c.
Two inches is about the maximum board thickness that canbe pressed with the described steam-injection equipment.Steam passing through the face layers of a thicker boardescapes through the edges before it can reach the core.increasing steam-line pressure would increase the practicalthickness range for steam-injection pressing in addition toalleviating some of the temperature differential problems inthinner boards. Means to prevent large temperaturedifferentials from occurring throughout the board should beconsidered in any scale-up to commercial size panels.
A pressing method utilizing saturated steam injected directlyinto the mat during the closing period can be used toaccelerate the cure of 2-inch-thick isocyanate-bonded aspenflakeboards. Pressing schedules and resultant boardproperties given here show the latitudes and limitations ofthe system for boards of various thicknesses and SG’s. A2-INCH-THICK 0.640 SG BOARD WAS MADE IN201 SECONDS using added steam energy of 185 Btu/lb ofOD board (Btu’s). One-half-inch-thick 0.640 SG boards canbe made in 60 seconds using 99 Btu’s. In some casesincreasing the amount of steam energy permitted presstimes to be reduced. A 1/2-inch-thick 0.640 SG board wasmade in 40 seconds using 177 Btu’s. In other cases,especially involving high SG boards (0.800) which are proneto blister, a balance between press time and energy inputmust be maintained.
Corner and edge delaminations were traced to temperaturedifferentials occurring at these extremities and are believedto be caused by a pressure drop between the center andedge of the boards. This problem, which is more severe inthicker, low-density boards, can be reduced by the use ofhigh steam flow rates.
Steam flow rates can be changed during the press cycle tooptimize press time and energy consumption. Each boardthickness and SG combination require a different pressschedule. Whereas increasing the flow rates duringsteaming time is advantageous to thin boards, the reverse istrue for some SG levels of thick boards.
The upper thickness limit of steam-injection pressing usingthe described equipment is about 2 inches. Steam passingthrough the face layers of a thicker board escapes throughthe edges prior to reaching the centerline. The basics ofsteam-injection pressing using saturated steam in anunsealed system were found to apply to all ranges of boardthicknesses and SG: steam must be introduced prior to themat reaching a SG level of 0.448, and a centerlinetemperature of 212 °F must be reached before the mat iscompressed to a SG of 0.577.
9

Literature Cited
American Society for Testing and Materials. Standardmethods of evaluating the properties of wood-base fiber andparticle panel materials. ASTM D 1037-72A. Philadelphia,PA: ASTM; 1976.Geimer, R. Method of pressing reconstituted lignocellulosicmaterials. U.S. Patent 4,393,019. 1983 July 12.Geimer, R. Steam injection pressing. In: Proceedings, 16thinternational particleboard symposium; 1982 March30-April 1; Pullman, WA. Pullman, WA: Washington StateUniversity; 1982: 115-134.Geimer, R.; Stevens, G.; Kinney, R. Automation of alaboratory particleboard press. Forest Products Journal.32(4): 34-36; 1982.
10

Table
1.—
Pres
sing
sche
dule
and
Phys
ical
prop
ertie
s of
1/2-
inch-
thick
0.64
0 sp
ecific
gra
vity
steam
-lnjec
ted b
oard
s
Pres
sing
varia
bles
Boar
d pr
oper
ties
Boar
dTo
talnu
mbe
rpr
ess
Stea
m
time
ener
gya
Stea
m f
lowMa
ximum
te
mpe
ratu
rePr
essu
reMo
istu
reBe
ndin
gLi
near
ex
pans
iong
Thic
knes
s sw
ellin
gg
cont
entf
Spec
ificgr
avity
Entry
Tem
pera
-Mo
dulu
sMo
dulus
spec
ific
Tim
eRa
teat
end
Clos
ure
rate
ctu
reCe
nter
Edge
Corn
erSt
eam
Maxim
umIn
Out
Thic
k-Sp
ecifi
co
fof
Inte
rnal
65 p
erce
ntVa
cuum
65 p
erce
ntVa
cuum
grav
ityb
perio
dof
entr
yene
ssgr
avity
elas
tlcity
rupt
ure
bond
relat
ivepr
essu
rere
lative
pres
sure
Rem
arks
dela
ydhu
mid
ityso
akhu
mid
ityso
akpe
riod
a Ste
am e
nerg
y in
Btu
/lb o
f ov
endr
y bo
ard.
bM
at s
peci
fic g
ravi
ty (
SG
) at
the
tim
e of
initi
al s
team
flo
w.
c∆
SG
/s =
ave
rage
cha
nge
in S
G p
er s
econ
d fo
r th
e pe
riod.
dT
ime
betw
een
stea
m e
ntry
and
tem
pera
ture
ris
e in
the
cen
ter
of t
he b
oard
.eM
at p
ress
ure
at t
he t
ime
of in
itial
ste
am f
low
.f M
oist
ure
cont
ent
of m
at g
oing
in
and
com
ing
out
of t
he p
ress
.gV
alue
s ba
sed
on p
relim
inar
y O
D c
ondi
tions
.
11

Table
2.—
Pres
sing
varia
bles
and
phys
ical
prop
ertie
s of
1/2-
inch-
thick
0.80
1 sp
ecific
gra
vity
steam
-injec
ted b
oard
s
Pres
sing
varia
bles
Boar
d pr
oper
ties
a Ste
am e
nerg
y in
Btu
/lb o
f ov
endr
y bo
ard.
bM
at s
peci
fic g
ravi
ty (
SG
) at
the
tim
e of
initi
al s
team
flo
w.
c∆
SG
/s =
ave
rage
cha
nge
in S
G p
er s
econ
d fo
r th
e pe
riod.
dT
ime
betw
een
stea
m e
ntry
and
tem
pera
ture
ris
e in
the
cen
ter
of t
he b
oard
.eM
at p
ress
ure
at t
he t
ime
of in
itial
ste
am f
low
.f M
oist
ure
cont
ent
of m
at g
oing
in a
nd c
omin
g ou
t of
the
pre
ss.
gV
alue
s ba
sed
on p
relim
inar
y O
D c
ondi
tions
.
12
Table
3.—
Pres
sing
varia
bles
and
phys
ical
prop
ertie
s of
1-1/
4-inc
h-th
ick 0
.560
spec
ific g
ravit
y ste
am-in
jected
boa
rds
a Ste
am e
nerg
y in
Btu
/lb o
f ov
endr
y bo
ard.
bM
at s
peci
fic g
ravi
ty (
SG
) at
the
tim
e of
initi
al s
team
flo
w.
c∆
SG
/s =
ave
rage
cha
nge
in S
G p
er s
econ
d fo
r th
e pe
riod.
dT
ime
betw
een
stea
m e
ntry
and
tem
pera
ture
ris
e in
the
cen
ter
of t
he b
oard
.eM
at p
ress
ure
at t
he t
ime
of in
itial
ste
am f
low
.f M
oist
ure
cont
ent
of m
at g
oing
in a
nd c
omin
g ou
t of
the
pre
ss.
gV
alue
s ba
sed
on p
relim
inar
y O
D c
ondi
tions
.
13

Table
4.—
Pres
sing
varia
bles
and
phys
ical
prop
ertie
s of
1-1/
4-inc
h-th
ick 0
.721
spec
ific g
ravit
y ste
am-in
jected
boa
rds
Pres
sing
varia
bles
Boar
d pr
oper
ties
a Ste
am e
nerg
y in
Btu
/lb o
f ov
endr
y bo
ard.
bM
at s
peci
fic g
ravi
ty (
SG
) at
the
tim
e of
initi
al s
team
flo
w.
c∆
SG
/s =
ave
rage
cha
nge
in S
G p
er s
econ
d fo
r th
e pe
riod.
dT
ime
betw
een
stea
m e
ntry
and
tem
pera
ture
ris
e in
the
cen
ter
of t
he b
oard
.eM
at p
ress
ure
at t
he t
ime
of in
itial
ste
am f
low
.f M
oist
ure
cont
ent
of m
at g
oing
in a
nd c
omin
g ou
t of
the
pre
ss.
gV
alue
s ba
sed
on p
relim
inar
y O
D c
ondi
tions
.
14

Table
5.—
Pres
sing
varia
bles
and
phys
ical
prop
ertie
s of
2-in
ch-th
ick 0
.480
spec
ific g
ravit
y ste
am-in
jected
boa
rds
Pres
sing
varia
bles
Boar
d pr
oper
ties
a Ste
am e
nerg
y in
Btu
/lb o
f ov
endr
y bo
ard.
bM
at s
peci
fic g
ravi
ty (
SG
) at
the
tim
e of
initi
al s
team
flo
w.
c∆
SG
/s =
ave
rage
cha
nge
in S
G p
er s
econ
d fo
r th
e pe
riod.
dT
ime
betw
een
stea
m e
ntry
and
tem
pera
ture
ris
e in
the
cen
ter
of t
he b
oard
.eM
at p
ress
ure
at t
he t
ime
of in
itial
ste
am f
low
.f M
oist
ure
cont
ent
of m
at g
oing
in a
nd c
omin
g ou
t of
the
pre
ss.
gV
alue
s ba
sed
on p
relim
inar
y O
D c
ondi
tions
.
15

The Forest ProductsLaboratory (USDA ForestService) has served as thenational center for woodutilization research since1910. The Laboratory, on theUniversity of Wisconsin-Madison campus, hasachieved worldwiderecognition for itscontribution to the knowledge,and better use of wood.
Early research at theLaboratory helped establishU.S. industries that producepulp and paper, lumber,structural beams, plywood,particleboard and woodfurniture, and other woodproducts. Studies now inprogress provide a basis formore effective managementand use of our timberresource by answering criticalquestions on its basiccharacteristics and on itsconversion for use in a varietyof consumer applications.
Unanswered questions remainand new ones will arisebecause of changes in thetimber resource andincreased use of woodproducts. As we approach the21st Century, scientists at theForest Products Laboratorywill continue to meet thechallenge posed by thesequestions.