stahl und eisendelibra.bg.polsl.pl/content/18118/p-770_1935_heft9.pdf · einer eigenen halle „der...
TRANSCRIPT

STAHL UND EISENZ E I T S C H R I F T F Ü R D A S D E U T S C H E
E I S E N H Ü T T E N W E S E NHerausgegeben vom Verein deutscher Eisenhüttenleute
G eleitet von Dr.-Ing. Dr. mont. E.h. O. P e t e r s e n
unter verantwortlicher Mitarbeit von Dr. J.W. Reichert und Dr. W. Steinberg für den wirtschaftlichen Teil
HEFT 9 28. FEBRUAR 1935 55. J A H R G A N G
A usstellungen und M essen als W erbemittel für die Eisenindustrie.Von E r n s t H e in so n in Düsseldorf.
Es ist nicht zu verkennen, daß die seit langen Jahren vorhandene Ausstellungsmüdigkeit in der Industrie
und vor allem in der Eisenindustrie einer freundlicheren Auffassung über den Wert von Ausstellungen und Messen gewichen ist. Das Uebermaß an solchen Veranstaltungen hatte bereits vor einigen Jahren die Industrie zu einer Art
Selbsthilfe veranlaßt. Aber erst durch die Neuregelung des gesamten Werbewesens, die in der Gründung des Werberates ihren sichtbaren Ausdruck gefunden hat, wurde eine wirksame Bremse geschaffen, um die Industrie vor unnützen Ausstellungen und Messen und dadurch vor unnötigen hohen Ausgaben und unwirtschaftlichen Belastungen zu schützen.
Die starke Werbetätigkeit der Reichsregierung auf allen Gebieten hat auch das A u s s te l lu n g s - u nd M essew esen als M it te l e in e r n a t io n a le n W ir tsc h a ft sw e r b u n g wieder mehr in den Vordergrund gebracht. Auch die Eisenindustrie, die nach einem Worte von Dr.-Ing. e. h. 0 . K ra- wehl nicht besonders aktiv in der Veranstaltung von Messen und Ausstellungen, soweit sie die Rohstoffe betrifft, gewesen ist, hat neuerdings Ausstellungen und Messen als erfolgreiches Werbemittel für einen verstärkten Absatz
29 9-55
ihrer Erzeugnisse im In- und Ausland anerkannt. Aus jüngster Zeit sei nur erwähnt die Beteiligung an der großen A u s s te l lu n g „ D e u tsc h e s V o lk —-D e u ts c h e A r b e it“ in Berlin und an der Ausstellung „ D e u tsc h e A r b e it im d e u tsc h e n W e ste n “. Wohl aber noch nie ist die Bedeutung einer Ausstellung für eine Absatzhebung so stark
hervorgetreten wie bei der vor einigen Tagen erfolgten Eröffnung der A u to m o b il- u nd M o to r r a d a u s s te llu n g in Berlin.
Von den Messen ist die bedeutendste die L e ip z ig e r M esse , die am 3. März 1935 beginnt. Die zurückhaltende Stellung der Eisenindustrie gegenüber dieser Messe ist seit einigen Jahren nur noch vereinzelt anzutreffen. Die eisenverarbeitende Industrie hat zwar schon kurz nach Beendigung des Krieges erkannt, welchen Wert die seit Jahrhunderten bestehende Leipziger Messe für den Absatz im Inland und die Wiederanknüpfung wirtschaftlicher Beziehungen im Ausland hat. Man kann sie sogar als die Schöpferin der „G roß en T e c h n isc h e n M esse“ in Leipzig bezeichnen. Der Verein deutscher Werkzeugmaschinenfabrikanten, der Verein deutscher Maschinenbauanstalten und die Organi
225
Gelände der Technischen Messe und Baumesse.

226 Stahl und Bisen. E. Heinson: Ausstellungen und Messen als W erbemittel fü r die Eisenindustrie. 55. Jahrg . Nr. 9.
sation der deutschen Elektrotechnik benutzen seit Jahren große Hallen der Technischen Messe, um den Absatz der Erzeugnisse ihrer Mitglieder zu heben. Die eisenschaffende Industrie hat aber erst angefangen die Leipziger Messe als Werbemittel zu betrachten, als Eisen und Stahl immer mehr auch als Baustoff verwendet wurden. Seit 1929 hat mit einer eigenen Halle „D er S ta h lb a u “ die Großeisenindustrie ihren Einzug auf der Technischen Messe gehalten. Diese Beteiligung der eisenschaffenden Industrie wird getragen von den in Betracht kommenden Verbänden, vor allem dem Stahlwerksverband und dem Stahlbau verein. Die einzelnen Werke hielten aber noch mit einer Beschickung der Messe zurück. Der Gedanke, daß die Erzeugnisse der eisenschaf-
fenden Industrie nicht „messefähig“ sind, war zu tief eingewurzelt. Erst in den letzten Jahren ist auch darin eine Aenderung eingetreten, als durch die technische Entwicklung und die Bedürfnisse der Kundschaft auch in der Großeisenindustrie immer stärker die Sondererzeugnisse aufkamen. Für diese mußte Absatz geschafft werden, und viele Firmen fanden dafür den Weg zur Technischen Messe in Leipzig. Denn hier schafft das Zusammentreffen der vielen Verbraucher von Eisen und Stahl des In- und Auslandes den geeignetsten Absatzmarkt. So finden wir denn auch auf den letzt jährigen technischen Messen fast alle Werke der Großeisenindustrie vertreten. Besonders stark ist die Beteiligung auf der bevorstehenden Frühjahrsmesse. Es wird vor allem „ E isen u nd S ta h l a ls W e r k sto ff“ im weitesten Sinne des Begriffes gezeigt. Diese Werkstoffschau ist — der Messe entsprechend — bewußt auf das Kaufmännisch-Geschäftliche, also auf den Absatz eingestellt. Inwieweit der Gedanke, die Leipziger Technische Messe als Werbemittel für den Absatz von Werkstoffen zu benutzen, auch in der Eisenindustrie Fuß gefaßt hat, mag daraus hervorgehen, daß von den Verbänden des deutschen Gießereiwesens eine besondere Messeschau der G ie ß e r e ite c h n ik auf der diesjährigen Frühjahrsmesse durchgeführt wird, die
mit einer Sonderschau „G uß a ls W e r k s to f f“ verbunden ist. Eine g ie ß e r e ite c h n is c h e T a g u n g vervollständigt durch Vorträge über Gußeisen und Stahlguß als Werkstoff den Werbewert der Veranstaltung.
Zweifellos wird die Technische Messe in Leipzig in Zukunft in noch stärkerem Maße als Werbemittel von der Großeisenindustrie benutzt werden als bisher.
Die Roh- und Werkstoffversorgung gewinnt für Erzeuger wie Verbraucher immer größere Bedeutung. Der uns auferlegte Zwang zur stärkeren Benutzung heimischer Rohstoffe und Erzeugnisse wird auch die Eisenindustrie zu technischen Neuerungen und Erfindungen führen, deren Brauchbarkeit dem Kunden nachgewiesen werden muß. Dafür
bietet die Technische Messe in Leipzig die erfolgversprechendste Möglichkeit. Denn es genügt nicht, in wissenschaftlichen Arbeitsstätten die Verwendbarkeit von Eisen und Stahl zu erproben, man muß sie auch an praktischen Beispielen dem Verbraucher zeigen und dadurch einen manchmal vom Hersteller nicht geahnten Bedarf wecken.
Die Leipziger Messe hat auch in dieser Beziehung anregend und befruchtend gewirkt. Außer den Ausstellern und Einkäufern auf der Technischen Messe, unter denen sich auch sonst nicht mittelbar zu erreichende Abnehmer, wie z. B. das Handwerk, befinden, darf man auch d ieA u sste ller der M u sterm esse nicht vergessen. Gerade diese Hersteller von Fertigerzeugnissen sind gezwungen, sich dem immer wechselnden Bedarf anzupassen und den brauchbarsten und wohlfeilsten Werkstoff zu verwenden. Der Wettbewerb unter den verschiedensten Arten des Werkstoffes, sei es Stahl, Holz, Nichteisen- oder Leichtmetalle, trägt außerdem dazu bei, ein so erprobtes Werbemittel wie die Technische Messe für die Förderung des Absatzes zu benutzen.
Eine weitere Notwendigkeit, die Werbung für den Absatz von Eisen und Stahl durch die Leipziger Messe zu stärken, ergibt sich aus dem gesteigerten A u sfu h r b e d ü r fn is der e is e n sc h a ffe n d e n In d u s tr ie . Der Schwer
Innenansicht der Werkzeugmascliinenhalle. (Halle 9.)

28. Februar 1935. E. Heinson: Ausstellungen und Messen als Werbemittel f ür die Eisenindustrie. Stahl und Eisen. 227
punkt der Eisenausfuhr lag früher in den sogenannten Handelserzeugnissen. Mit der zunehmenden Herstellung von Sondererzeugnissen und der fortschreitenden industriellen Entwicklung vieler Länder, die dadurch als Abnehmer der Handelserzeugnisse ausscheiden, ist die Ausfuhr dieser Sondererzeugnisse ein neues Arbeitsgebiet der Großeisenindustrie. Zum ersten Male hat Dr. A. V o g ler auf diese Aenderung hingewiesen. Er führte in der vorjährigen Hauptversammlung der Vereinigten Stahlwerke aus, daß sich die eingetretene Besserung in der Beschäftigung vor allem bei den Sondererzeugnissen ausgeprägt habe und daß die Steigerung der Ausfuhr in der Hauptsache wieder in den Sondererzeugnissen festzustellen sei. Im gleichen Sinne äußerte sich Dr. F.Springorum in der Hauptversammlung von Hoesch- KölnNeuessen. In einer amtlichen Nachricht über die Ausfuhrentwicklung in Roheisen und Walzwerkserzeugnissen zu Anfang der zweiten Jahreshälfte 1933 heißt es:„Bemerkenswert ist, daß sich die Ausfuhr zu einem beträchtlichen Teil auf Erzeugnisse mit Gütevorschriften und Spezialfabrikate erstreckte, was darauf schließen läßt, daß das Ausland gerade für derartige hochwertige deutsche Produkte ganz besonders aufnahmefähig ist.“
Die Leipziger Messe ist in ganz besonderem Maße geeignet, die Ausfuhr deutscher Erzeugnisse zu heben.In fast allen ausländischen Großstädten hat die Leipziger Messeehrenamtliche Vertreter oder Leiter von Geschäftsstellen, die mit den wirtschaftlichen Verhältnissen ihres Landes besonders vertraut sind. Die Hauptaufgabe dieser Vertretungen ist die Werbung für den Absatz deutscher Erzeugnisse und die Heranziehung ausländischer Einkäufer zur Messe. Diesen Ausländern werden die gleichen Reiseerleichterungen und Verbilligungen gegeben wie den inländischen Besuchern. Es kommen daher auch fast 20 000 Ausländer regelmäßig zur Frühjahrsmesse. Nirgendwo gibt es eine ähnliche Gelegenheit auf der ganzen Welt, einen solch großen Kreis ausländischer Abnehmer von Eisen und Stahl anzutreffen wie auf der Leipziger Technischen Messe. Auch für dieses Frühjahr sind die Anmeldungen der Ausländer sehr stark. Vor allem dürfte ein reger Besuch aus den Vereinigten Staaten von Nordamerika zu erwarten sein.
Die A r b e it s b e s c h a ffu n g s p lä n e der R e ic h s r e g ie rung, der stärkste Auftrieb unseres Wirtschaftslebens, haben durch die Leipziger Messe eine besondere Unterstützung gefunden. Der dadurch hervorgerufene Bedarf an Baustoffen ist auch der Eisenindustrie zugute gekommen. Außer der schon erwähnten Halle „Deutscher Stahlbau“ findet man in den letzten Jahren ständig auf der Messe Hersteller von Spundwandeisen und besonderen, zu Bauzwecken geeigneten Walzprofilen. Auch der Straßenbau
wird besonders berücksichtigt. Unterstrichen wird diese Werbung noch durch besondere technische Tagungen, die in diesem Jahre ihre Krönung finden in einem am 10. März stattfindenden M e sse tr e ffe n der d e u ts c h e n T e c h n ik , in dem unter dem Vorsitz von Generalinspektor Dr.-Ing. T od t das Thema „ S ta a t , T ech n ik u nd W ir t s c h a f t“ behandelt wird.
Wenn man sich die Frage vorlegt, ob Ausstellungen und Messen als Werbemittel für die Eisenindustrie in Betracht kommen, so taucht damit sogleich die andere Frage auf, ob die Eisenindustrie eigene Ausstellungen und Messen nötig hat. Unvergessen bleibt der gewaltige Eindruck und
der Erfolg, den die Gewerbeausstellung 1902 in Düsseldorf gehabt hat und der vor allem durch die Beteiligung der rheinisch - westfälischen Eisenindustrie herbeigeführt wurde. Aber es hat doch den Anschein, als ob die Zeiten für derartige großzügige Ausstellungen einzelner Gewerbezweige vorbei wären. Der Verkauf, der Absatz ist heute die Hauptsache. In einem Aufsatz über die Notwendigkeit von Ausstellungen der Steinkohle hat O. Krawehl auch sehr treffende Worte gefunden über die ungenügende Werbetätigkeit der Schwerindustrie. Er findet dabei eine durchaus bejahende Antwort für die Notwendigkeit einer Ausstellung oder Messe der Steinkohle und kommt dabei zu dem Ergebnis, daß als Ort nur eine der Großstädte im Ruhrbezirk in Betracht komme. Das mag für die Steinkohle richtig sein. Für die Eisenindustrie mit ihren mannigfaltigen Erzeugnissen aber kommt nur eine solche Stadt für eine auf die Hebung
des Absatzes zielende Veranstaltung in Frage, bei der die Gewähr gegeben ist, daß ein möglichst großer Kreis von Abnehmern aus dem In- und Ausland die ausgestellten Erzeugnisse sieht und kauft. Die Technische Messe in Leipzig, an deren Wiege die eisenverarbeitende Industrie gestanden hat, ist der gegebene und vom In- und Ausland seit Jahren anerkannte Ort für den verstärkten Absatz der Erzeugnisse der Eisenindustrie.
Bei der Bewertung von Ausstellungen und Messen als Werbemittel für einen gesteigerten Absatz darf nicht übersehen werden, welche Bedeutung die jetzige Reichsregierung dem Ausstellungs- und Messewesen beimißt. Die Eröffnung der Leipziger Frühjahrsmesse 1934 durch Minister Dr. G o eb b e ls und der diesjährigen Automobilausstellung in Berlin durch den F ü h rer läßt klar erkennen, wie die Reichsregierung bewährte Veranstaltungen dieser Art einschätzt. Man hat den Eindruck, als ob jetzt eine großzügige Ausstellungs- und Messepolitik von der Reichsregierung im Rahmen der allgemeinen großen Politik einsetzte, die im Deutschen Reiche bisher zum Schaden der deutschen Volkswirtschaft vermißt wurde. Frankreich und England bieten
Die Halle Stahlbau, in der die Sonderschau „Der Heimstoff Stahl als neuer Gestalter“ gezeigt wird.

228 Stahl und Eisen. E. Houdremont, H. Rallen und K. Gebhard: Vergleich von Schnellarbeitsstählen. 55. Jahrg . Nr. 9.
in dieser Beziehung lehrreiche Beispiele. Schon gegen Ende des 18. Jahrhunderts hat Frankreich eine Ausstellung als Mittel der französischen Wirtschafts- und Machtpolitik veranstaltet. Napoleon I. bezeichnete eine von ihm 1806 ver- anlaßte Ausstellung als geweihtes Fest, um die Triumphe der Armee von Ulm und Austerlitz zu feiern und um die englische Industrie zu bekämpfen. Sieben Jahre nach dem verlorenen Kriege von 1871 rafft sich Frankreich zu einer Weltausstellung auf, um die industrielle und kulturelle Entwicklung Frankreichs trotz der Niederlage zu zeigen. Und sieben Jahre nach dem deutschen Zusammenbruch baut Frankreich 1925 wiederum eine Weltausstellung auf, um den militärischen Sieg zu unterstreichen und ihn durch eine „Entscheidungsschlacht“ auf wirtschaftlichem, künstlerischem und kulturellem Gebiet zu erweitern. Aehnliche Beispiele durch Ausstellungen und Messen lassen sich von England berichten. Erinnert sei nur an die große Empire-Ausstellung in Wembley 1925 und 1926, die ohne Rücksicht auf die Kosten die Gemeinschaft des englischen Mutterlandes mit den Dominions und den Kolonien aller Welt vor Augen führen sollte.
In Deutschland hat bisher der Sinn für eine solche großzügige Wirtschaftswerbung gefehlt. Zwar hat Dr. W.
B eu m er schon 1902 als Reichstagsabgeordneter verlangt, daß ein namhafter Betrag in den Haushaltsplan des Reiches für nationale Wirtschaftswerbung eingesetzt werde. Aber er drang nicht durch. Die neue Reichsregierung mit ihrem richtigen Gefühl für erfolgreiche und wirksame Werbung weist auch dem Ausstellungs- und Messewesen neue Wege. Die Genehmigung von Ausstellungen und Messen ist allerdings an sehr scharfe Bedingungen geknüpft. Die Leipziger Messe bedarf jedoch keiner besonderen Genehmigung; sie ist als die einzige internationale Messe auf deutschem Boden anerkannt. Auch die Aeußerungen maßgebender Persönlichkeiten der Reichsregierung beweisen, daß sie die Leipziger Messe als das beste Werbemittel für den Absatz deutscher Erzeugnisse betrachten. Es ist deshalb nicht verwunderlich, daß die Reichsregierung in den verantwortlichen Stellen des Leipziger Meßamts vertreten ist.
Der Wert der seit Jahrhunderten bestehenden und im In- und Ausland wegen ihres Erfolges anerkannten Leipziger Messe ist jedenfalls unbestritten; ihre Beschickung sollte sich deshalb auch die deutsche Eisenindustrie mehr denn je angelegen sein lassen.
Vergleich von Schnellarbeitsstählen aus dem kernlosen Induktionsofen und aus dem Lichtbogenofen.
Von E d u a rd H o u d r e m o n t, H an s K a lle n und K u rt G eb h ard in Essen.
[Bericht Nr. 293 des Werkstoffausschusses des Vereins deutscher Eisenhüttenleute*).]
(Karbidverteilung, Härte, Anlaßbeständigkeit und Standzeit von üblichen Schnellarbeitsstählen aus einem kernlosen 50- und 1000-kg-Induktionsofen im Vergleich zu Stählen aus dem basischen Elektrolichtbogenofen. E influß der Schmelz
führung und Gießtemperatur beim Induktionsofen a u f die Eigenschaften des Stahles.)
Die steigende Verwendung von kernlosen Induktionsöfen in neuerer Zeit macht eine genaue Untersuchung
der in ihnen erschmolzenen Stähle notwendig. Wichtig ist vor allem, ob sie sich in den technologischen Eigenschaften von Stählen aus dem Lichtbogen- oder dem Niederfrequenzofen unterscheiden.
Die m e ta llu r g isc h e n V e r h ä ltn is s e sind b e i den drei g e n a n n te n S c h m e lz ö fe n derart verschieden, daß man mit Recht eine Beeinflussung der Güte erwarten kann. Vor allem besteht ein großer Unterschied zwischen den Lichtbogenöfen und den Induktionsöfen. Nieder- und Hochfrequenzöfen weichen an sich nicht so wesentlich voneinander ab, da die metallurgischen Bedingungen, wie Verhältnis von Stahltemperatur zu Schlackentemperatur, Bewegung des Bades usw., ziemlich gleich sind; ein grundsätzlicher Unterschied besteht eigentlich nur im Verhältnis von Badinhalt zu Schlackenoberfläche, die beim kernlosen „Tiegel“ofen infolge der im Vergleich zum Durchmesser großen Höhe des Stahlbades viel kleiner als beim Induktionsofen früherer Bauart ist. Die größere Badoberfläche gestattet bei diesem Ofen noch metallurgische Schlackenarbeiten (Entphosphorung, Entschwefelung, Desoxydation), die bisher beim kernlosen Induktionsofen noch nicht in gleich befriedigender Weise durchgeführt werden konnten. Trotz den verhältnismäßig großen Erfahrungen in Deutschland mit Induktionsöfen der Bauart Röchling- Rodenhauser hat man bei der Einführung der Hochfrequenzöfen die großen Vorteile in der Güte der Hochfrequenzstähle hervorgehoben; dabei verließ man zu dieser Zeit bereits wieder die Induktionsöfen, wofür man, abgesehen von der
*) Erstattet in der Sitzung des Unterausschusses für Bearbeitbarkeitsfragen am 14. Dezember 1934. — Sonderabdrucke sind vom Verlag Stahleisen m. b. H., Düsseldorf, Postschheß- fach 664, zu beziehen.
Notwendigkeit des flüssigen Einsatzes, Nachteile in der Stahlgüte ins Feld führte. Es sei hier ausdrücklich hervorgehoben, daß diese Nachteile in der Güte bei geschickter Führung der Schmelzen bei Niederfrequenzöfen nicht vorhanden waren, und daß diese Oefen zur Herstellung hochwertiger Stähle wohl geeignet sind.
Der H o c h fr e q u e n z s ta h l wurde oft mit dem T ie g e ls ta h l v e r g lic h e n unter Hinweis auf die Gleichartigkeit der Schmelzbedingungen; es ist sogar vorgeschlagen worden, den Stahl aus dem kernlosen Induktionsofen als Hochfrequenztiegelstahl zu bezeichnen. Bereits bei oberflächlicher Betrachtung läßt sich dieser Vergleich nicht aufrechterhalten, da die beiden Verfahren nur das Verhältnis von Baddurchmesser zu Badtiefe gemeinsam haben, sonst aber grundverschieden sind. Der Tiegelstahl verdankt seine hohe Güte, abgesehen von den zu seiner Herstellung ausgesuchten reinen Abfällen, den Umsetzungen zwischen Stahlbad und Tiegelwand, die zu einer Siliziumreduktion führen und die Atmosphäre über dem Stahlbad beeinflussen. Es ist ja dem Tiegelstahlwerker bekannt, daß Schmelzen unter mehrfacher Benutzung des Tiegels nie so gut sind wie Schmelzungen im frischen Tiegel. Eine Bewegung des Stahlbades erfolgt im Tiegel nicht. Das lange Abstehen in vollkommener Ruhe wird sogar vielfach als einer der Vorzüge des Tiegelstahlverfahrens gerühmt. Im kernlosen Induktionsofen fehlen die Vorbedingungen für die Tiegelreaktion infolge der wesentlich verschiedenen Auskleidung; außerdem wird das Stahlbad im Gegensatz zur Tiegelschmelze dauernd starker Bewegung ausgesetzt.
Bereits beim Uebergang vom Tiegelstahlverfahren zum Elektrolichtbogenofen wurde der Güteunterschied zwischen Tiegel- und Elektrostahl durch den Einfluß der Legierung praktisch vollkommen verwischt. Trotz vielfacher Untersuchungen gerade auf dem Gebiete der Schnellstähle war

28. Februar 1935. E. Houdremont, H. Rallen und K. Gebhard: Vergleich von Schnellarbeitsstählen. Stahl und Eisen. 229
es nicht möglich, Unterschiede zwischen gut erschmolzenem Elektro- und hochwertigem Tiegelstahl festzustellen. Immerhin schien eine Nachprüfung des Verhaltens verschiedener Stahlarten aus dem Lichtbogen-, Niederfrequenz- und Hochfrequenzofen wünschenswert. Die Versuche erstreckten sich auf unlegierte Stähle, hochwertige Chrom- Nickel-Baustähle, Magnetstähle und Schnellarbeitsstähle; über die Feststellungen an den letztgenannten Stählen soll im folgenden berichtet werden. Aehnliche Angaben über die Leistungsfähigkeit von Schnelldrehstählen aus dem kernlosen Induktionsofen haben schon R. H o h a g e 1) sowie P. B a rd en h eu er und W. B o t te n b e r g 2) gemacht.
X 100
Abb. 1.
Abbildung 1 und 2. Karbidverteilung im Schnelldrehstahl aus
Schmelzen aus dem 50-kg-Hochfrequenzofen.Die in Zahlentafel 1 angeführten Hochfrequenzstähle
wurden in einem 50-kg-Induktionsofen der Firma Lorenz, Berlin, erschmolzen, der bei 9000 Hertz eine Leistungsaufnahme von 30 kW hatte; der Spulendurchmesser betrug 290 mm, die Höhe des Ofens 360 mm. Die Stähle wurden teils auf basischem, teils auf saurem Futter hergestellt;
Zahlentafel 1. Z u s a m m e n s e tz u n g der im 5 0 -k g - I n d u k - t io n so fe n e r s c h m o lz e n e n S t ä h le u n d d er V e r g le ic h s
s t ä h le a u s dem L ic h tb o g e n o fe n .
schiede bei dem untersuchten Querschnitt nicht feststellbar waren. Abb. 1 und 2 lassen für den Hochfrequenzstahl eine etwas feinere Karbidverteilung erkennen; jedoch sind die Unterschiede so klein, daß keine praktische Auswirkung wahrscheinlich ist. Infolge der starken Verschmiedung sind Rückschlüsse auf die ursprüngliche Karbidverteilung nicht ohne weiteres möglich.
Für die Bewährung des Schnelldrehstahles ist u. a. die A n la ß b e s tä n d ig k e it bis zu einem.gewissen Grade kennzeichnend. In Abb. 3 sind die Härte sowie die Anlaßbestän-
Stahl O fenart O SiO/ 0//o 1 /oMn0//o
Cr%
w%
V%
kik2k3KKKh 7h 8
b a s isc h /aa> V o / a> 9 ao sauer •'
5 1
- (basisch '
0,730,720,680,700,700,710,700,70
0,310,460,230,280,190,240,200,17
0,310,320,270,390,320,360,340,35
4,554,474,424,344,293,874.494.49
19.3 14,2 19,118.4 18,7 18,619.019.0
1.052.05 1,00 1,00 0,99 1,021.031.03
E,aa>•0 0,70 0,22 0,30 4,46 19,0 1,21
E? fl 0,76 0,24 0,28 4,44 13,9 2,28E,
W)6 basisch 0,72 0,30 0,30 4,45 18,9 1,15E< a 0,71 0,30 0,30 4,34 19,3 1,08e 6 3 0,74 0,29 0,26 4,29 19,0 1,14
als saure Zustellung diente reiner Klebsand und als basische Magnesit, der in einem geeigneten Verhältnis von Feinkorn und Grobkorn mit einem Bindemittel gemischt und nach dem Trocknen bei ungefähr 1600 bis 1700° eingebrannt wurde. Die Versuchswerkstoffe wurden aus reinem unlegiertem Einsatz erzeugt, der nach dem Flüssigwerden abgeschlackt und dann erst in der erfahrungsgemäß günstigsten Reihenfolge legiert wurde.
1) Schweiz. Werkm.-Ztg. 36 (1930) S. 688.2) Mitt. Kais.-Wilh.-Inst. Eisenforschg., Düsseid., 14 (1932)
S. 91/104; 16 (1934) S. 97/103; vgl. Stahl u. Eisen 52 (1932) S. 811/12; Arch. Eisenhüttenwes. 8 (1934/35) S. 1/8 (Stahlw.- Aussch. 279).
digkeit der Hochfrequenzstähle Iq und h2 gegenüber den Lichtbogenstählen E i und E 2 vergleichsweise aufgetragen. Die Härtung wurde, wie für diese Zusammensetzung üblich, bei den Proben hx und E 2 von 1250° in Oel und bei h2 und E 2 von 1280° in Oel vorgenommen. Aus dem durchaus gewöhnlichen Kurvenverlauf sind keine praktischen Unterschiede ersichtlich. Die Messungen für die einzelnen Schmelzen zeigen Abweichungen innerhalb der üblichen Meßgenauigkeit. Die vorliegenden Unterschiede würden zugunsten des Lichtbogenstahles sprechen. Allerdings dürften dabei Abweichungen im Vanadingehalt von 0,2 % von Einfluß sein.
Bei der Beurteilung des Gefüges wurde die K a r b id v e r te i lu n g am Stab von 30 mm [j] festgestellt, auf den der Gußblock von 150 mm Dmr. ausgeschmiedet wurde. Die Verteilung der Karbide ist für die Schnittleistung von Schnelldrehstählen von Bedeutung, da die Härtbarkeit eines Stahles infolge der schwereren Löslichkeit größerer Karbidanhäufungen vermindert wird und durch schlechte Verteilung, wie Zeilen usw., ein unterschiedliches Verhalten der Schneide allgemein zu erwarten ist. Abb. 1 und 2 zeigen die Karbidverteilung eines Hochfrequenz- und eines Lichtbogenstahles. Es wurde darauf verzichtet, Bilder von den einzelnen Schmelzen zu bringen, da nennenswerte Unter-
X 100
Abb. 2.
dem Lichtbogenofen (links) und dem Hochfrequenzofen (rechts).
Abbildung 3. Anlaßbeständigkeit von Schnelldrehstählen aus dem Hochfrequenz- und Lichtbogenofen.

230 Stahl und Eisen. E. Houdremont, H. Kallen und K. Qebhard: Vergleich von Schnellarbeitsstählen. 55. Jahrg . Nr. 9.
30$
Die für die Eignung der Schnelldrehstähle wichtigste Prüfung ist der S ta n d z e itv e r su c h . Um einen einwandfreien Vergleich zu ermöglichen, wurden je ein Hochfrequenz- und ein Elektrostahl unmittelbar hintereinander auf der gleichen Drehbank auf dem gleichen Zerspanungswerkstoff geprüft. Für die Meißel, die bei jeder Gruppe zusammen gehärtet wurden, wählte man die Form nach Abb. 4, die sich in früheren Versuchen als zweckmäßig erwiesen hatte. Die
Meißel wurden aus dem Salzbad in Oel gehärtet, und zwar die Stähle hi und h3 bis h5 sowie El undE3 bis E 6 von 1250°, die Proben h2 und E 2 von 1280°, und darauf 1 h bei 560° angelassen. Nur Meißel mit einer Härte
-3 0 0 -
ßeze/c/7/7(//7£ /e/c/rert M0n0e/fre/w/nJve/ tX 8°
7V"S/7¿7zrm/7/ve/ r 8°fi/rs/eZ/H'/rtte/ s 78"S/Ziezruy/ZrAe/ £ 88"
~'C£ M n/Vd-ß
Abbildung 4. Form der für die Schneidversuche verwendeten Meißel.
von mindestens 64 Rockwell-C-Einheiten wurden für die Versuche herangezogen; die Härte der untersuchten Meißel lag zwischen 65 und 67 Rockwell-C-Einheiten. Die Drehversuche wurden an einem vergüteten Chrom-Nickel-Stahl
E l ffoc/r/r’evt/eff/s/a/r/.sac/er" .0/7S/SC0 700
//c/;f6oge/rs070/, 0as/’sc7r
r
970 mm. Es schien durchaus denkbar, daß die in diesem Betriebsofen erschmolzenen Schnellstähle besondere Eigenschaften aufweisen würden, die in dem verschiedenen Fassungsvermögen und damit in der unterschiedlichen Schmelzarbeit begründet sein könnten. Nach den Versuchen im 50-kg-Ofen war kein Unterschied zwischen den sauer und basisch erschmolzenen Stählen vorhanden, so daß eine Nachprüfung dieses Punktes in dem großen Ofen sich erübrigte. Dagegen mußte untersucht werden, ob durch Veränderung des Einsatzes, der Schmelzführung und der Schlackenarbeit bei hochlegiertem Schnelldrehstahl die Güte verbessert werden kann, wie dies bei unlegierten Stählen möglich ist. Die Versuche von Bardenheuer und Bottenberg2) zeigen, daß der saure Stahl und der Stahl, der in möglichster Nachahmung des Tiegelverfahrens hergestellt wird, die besten Schnittleistungen ergeben.
Die Versuche beschränkten sich deshalb auf die Erschmelzung von Stählen im sauren Ofen, dessen Ausfutterung aus Quarzsand mit einem Bindemittel bestand. Als Einsatz wurde, wie Zahlentafel 3 zeigt, gewählt:1. gewöhnlicher Schnelldrehstahlschrott mit und ohne Eisen
schwammzusatz;2. reiner Einsatz aus kohlenstoffarmem Flußstahl, Roheisen
und metallischen Zuschlägen.Geändert wurden die Schmelz- und Gießtemperaturen, die Reihenfolge der Zuschläge und die Schlackenarbeit. Sechs Schmelzen fast gleicher Zusammensetzung ( vgl. Zahlentafel 2) wurden hergestellt, aus denen 550 kg schwere Blöcke mit den Abmessungen nach Abb. 6 gegossen wurden; die Gießzeit betrug rd. 40 s. Nach dem Erkalten wurden die Blöcke geglüht und abgedreht. Zum Vergleich wurden
ä j-i hs-a Zi-s
Lllfcäfr77m//n/n 70m//rrÜ7 7«m/mm 70m/m//7
S80m0gesc/r>vm0/j/0e/f74)m/mm 70m/mm
Sc0m'0gesc/rm0ä/g0e/yAbbildung 5. Schnittleistungen von Schnelldrehstahl aus dem
50-kg-Hochfrequenz- und Lichtbogenofen.Abbildung 6.
Abmessungen des 26-cm-Blocks.
mit 100 ± 2 kg/mm2 Zugfestigkeit vorgenommen; die Werkstücke hatten einen Durchmesser von 200 mm und waren vollkommen durchvergütet, wie die Härteprüfung zeigte. Der Vorschub betrug bei den Standzeitversuchen stets 1,4 mm, die Spantiefe 5 mm; lediglich die Schnittgeschwindigkeiten wurden zwischen 11 und 16 m/min geändert. Der Meißel wurde so eingespannt, daß seine Spitze 2 % vom Durchmesser unter der Achsenmitte des zu zerspanenden Prüfstückes stand. Die Arbeit des zu prüfenden Meißels galt als beendet, wenn ein Blankbremsen oder ein erhöhter Ausschlag am Amperemeter auftrat; diese beiden Kennzeichen fielen fast stets zusammen.
In Abb. 5 sind die Mittelwerte aus verschiedenen Einzelversuchen aufgetragen. Daraus geht hervor, daß keine nennenswerten Unterschiede zwischen Hochfrequenz- und Lichtbogenstahl vorhanden sind; desgleichen besteht kein Unterschied zwischen den sauer und basisch erschmolzenen Hochfrequenzstählen. Die vorhandenen kleinen Abweichungen können durch geringe Unterschiede in der Zusammensetzung bedingt sein.
Schmelzen aus dem 1000-kg-Hochfrequenzofen.
Zur Ergänzung wurden Stähle aus einem 1000-kg-0fen der Firma Hirsch, Kupfer- und Messingwerke, A.-G., Niederfinow, untersucht. Dieser Ofen hat eine Leistungsaufnahme von 300 kW bei einer Frequenz von 450 Hertz; der Spulendurchmesser beträgt 700 mm und die Höhe
zwei Stähle aus einem basischen 5-t-Lichtbogenofen herangezogen (vgl. Zahlentafel 2 und 3 ), die in gleicher Weise wie die Hochfrequenzstähle vergossen und verarbeitet wurden. Die Blöcke wurden auf Knüppel von 80 bis 100 mm [¡] vorgeschmiedet, dann im Ofen zum Erkalten abgelegt, verputzt, auf das Meißelmaß von 30 mm [J] gereckt und im Ofen erkalten gelassen.
Zahlentafel 2. Z u s a m m e n s e tz u n g d er im 1000-k g -In - d u k t io n s o f e n e r s c h m o lz e n e n S t ä h le u n d der V er
g l e i c h s s t ä h le a u s d em L ic h tb o g e n o fe n .
Stahl O fen art O%
Si%
Mn%
Cr%
w%
V%
H, I 0,80 0,31 0,32 4,30 14,2 2,50h 2 Saurer 0,83 0,32 0,18 4,28 13,4 2,35H, In d u k 0,80 0,19 0,25 4,84 14,3 2,35H, t io n s 0,75 0,25 0,22 4,56 14,8 2,34h 6 ofen 0,72 0,22 0,19 4,18 14,7 2,55H , 0,78 0,24 0,17 4,68 13,6 2,36
E, \ Basischer 0,76 0,24 0,28 4,44 13,9 2,28E, f gen ofen 0,85 0,34 0,27 3,94 14,4 2,14
Das Fehlen jeglicher Unterschiede in der H ä r te und der A n la ß b e s tä n d ig k e it der Stähle bei den ersten Versuchsreihen ersparte eine dahin gehende Untersuchung der neu erschmolzenen Stähle. Es wurde nur geprüft, ob die beim Schnelldrehstahl übliche Härte von mindestens 64 Rockwell- C-Einheiten bei der entsprechenden Behandlung erreicht wurde. Diese wurde von sämtlichen Proben überschritten.

28. Februar 1935. E. Houdremont, H. Rallen und K . Oebhard: Vergleich von Schnellarbeitsstählen. Stahl und Eisen. 231
Zahlentafel 3. B e r ic h te ü b er d ie E r sc h m e lz u n g d er H o c h fr e q u e n z - u n dL ic h tb o g e n s tä h le .
StahlNr. E in sa tz Schm elzführung
S ch m elzte m
peratur
Gieß-tem -
perator
Hx 60 % Schnelldrehstahlschrott 24 % Flußstahl
6 % schwedisches Roheisen 90%
Zusammen mit Ferrowolfram eingesetzt und eingeschmolzen
wieüblich
wieüblich
h 2 62 % Flußstahl 9 % schwedisches Roheisen
7t %
Zusammen mit Ferrowolfram eingesetzt und eingeschmolzen
wieüblich
wieüblich
h 3 60 % Flußstahl11 % schwedisches Roheisenr n ö
Flußstahl eingeschmolzen Roheisen und Zuschläge rotwarm zugegeben
matt matt
H, 63 % Flußstahl 7 % schwedisches Roheisen
70 %
Flußstahl mit rotwarmen Zuschlägen zusammen eingeschmolzen Neue Glasschlacke aufgebracht. Vor dem Abstich 36 min m it verminderter Stromzufuhr; 5 min ganz abgestellt
matt matt
h 5 57 % Schnelldrehstahlschrott 13 % Flußstahl
7 % Roheisen 10 % Eisenschwamm 87 %
Zusammen mit Ferrowolfram eingesetzt und eingeschmolzen
wieüblich
wieüblich
h 6 42 % Schnelldrehstahlschrott8 % Flußstahl9 % schwedisches Roheisen
25 % Eisenschwamm84%
Zusammen mit Ferrowolfram eingesetzt und eingeschmolzen
wieüblich
wieüblich
E 6 40 % Schnelldrehstahlschrott | Schrott, Flußstahl und Roheisen zusammen eingeschmolzen
wieüblich
wieüblichE , | 40 % Schnelldrehstahlschrott
Bei der Gefügeausbildung von Schnelldrehstahl ist auf die Menge der Karbide, also den Anteil im Gefügebilde, und auf die Anordnung der Karbide, d. h. ob netzförmig, zeilig usw., zu achten. Die Untersuchung der Vorknüppel von 80 bis 100 mm Kantenlänge sowie fertiger Meißel von 30 mm [J] ergab, daß bei den Elektrostählen ein größerer K a r b id a n te il vorhanden zu sein scheint als bei den Hochfrequenzstählen (vgl. Abb. 7 bis 12: Stähle H , H 3, H4, H 6, E 6 und E,j. Bei diesen wiederum weisen die matt erschmolzenen gegenüber den normal erschmolzenen einen etwas größeren Karbidanteil auf. Diese Tatsache steht in Ueberein- stimmung mit den Erfahrungen bei Lichtbogenstählen, bei denen nach Ueberhitzung des Schmelzbades eine regelmäßigere und feinere Karbidverteilung beobachtet werden konnte. Man wird unwillkürlich an den Einfluß der Ueberhitzung auf die Graphitverteilung in Gußeisen erinnert.
Nach der K a r b id a n o r d n u n g kann man Stähle mit vollkommen zeiliger und mit netzförmiger Anordnung unterscheiden. Unter Berücksichtigung des Einsatzes und der Schmelz- und Gießtemperaturen (Zahlentafel 3) läßt sich folgendes feststellen. Die beiden Hochfrequenzstähle aus reinem Einsatz zeigen eine netzartige Anordnung der Karbide, während bei der Erschmelzung unter Zusatz von Schrott eine zeilenartige Karbidanordnung zu beobachten ist. Die beiden Lichtbogenstähle zeigen eine mehr netzförmige Anordnung bei höherem Anteil der Karbide. Eine genaue Einteilung nach zeilig oder netzförmig kann allerdings nicht getroffen werden. Nach Abschmiedung auf das Meißelprofil von 30 mm [Jd waren in den Gefügebildern fast nur noch Karbidzeilen zu sehen, die bei dem Hochfrequenzstahl H 3 und bei den Lichtbogenstählen E 6 und E , etwas gröber waren (Abb. 13 bis 15). Die Hochfrequenzstähle scheinen im allgemeinen eine bessere Karbidverteilung aufzuweisen, was mit den Ergebnissen der Schmelzungen aus dem 50-kg-Ofen übereinstimmt. Auch aus den Untersuchungen bei anderen Stahlarten, z. B. aus der Dendritenbildung bei Nickelstählen, kann man auf eine durch die starke Durchwirbelung des Hochfrequenzstahles bedingte vermehrte Keimbildung schließen, die ein feinkörnigeres Erstarren und somit auch eine feinere Verteilung von Ausscheidungen, wie Karbiden, ergibt. Eine Ausnahme macht nur der aus reinem Einsatz matt erschmolzene Stahl H 3 mit grober Karbidausscheidung.
Bestätigt wird dies auch durch die S c h la c k e n u n te r su ch u n g beim Hochfrequenzstahl. Der Schlackengehalt ist höher als bei dem gut erschmolzenen entsprechenden Lichtbogenstahl, steht auf gleicher Höhe mit dem Gehalt des Niederfrequenzstahles und nähert sich dem Siemens-Martin-Stahl. Auffallend ist aber auch hier eine sehr feine Verteilung, so daß ein Lichtbogenstahl auch bei
größerer Reinheit einzelne gröbere Schlackeneinschlüsse enthalten kann als der Hochfrequenzstahl. Bereits bei T ie f ä tzp ro b en werden die Induktionsofenstähle stärker, aber gleichmäßiger und die Lichtbogenstähle schwächer, dafür aber mehr örtlich angegriffen. Das letzte ist oft als mangelnde Gleichmäßigkeit angeführt worden. Bei der Beurteilung der Stähle nach der Tiefätzprobe ist es unbedingt wichtig, daß man den gesamten Angriff mit berücksichtigt und sich nicht durch einzelne örtliche Angriffe bei sonst geringerem Angriff irreleiten läßt.
Bei der Prüfung der S c h n it t le i s tu n g e n der Stähle wurden dieselben Bedingungen wie in der ersten Versuchsreihe gewählt; nur die Schnittgeschwindigkeit betrug stets 14 m/min. Die Ergebnisse schwankten im allgemeinen um 15 bis 20 %, die bei Drehversuchen üblich sind und ihre Erklärung wohl in den nicht zu erfassenden Beeinflussungen des Drehversuchs finden. Größere Unterschiede von rd. 30 % traten nur bei Stahl H 3 auf. Sie sind so stark im Vergleich zu den Schwankungen bei den anderen Reihen, daß sie mit den Ungleichmäßigkeiten des Drehversuchs allein nicht erklärt werden können; wahrscheinlich liegt die Ursache in der Karbidverteilung. Bemerkenswert war auch das Ergebnis mit dem Lichtbogenofenstahl E,, der in seinen Einzelleistungszahlen am gleichmäßigsten war — die Streuungen betrugen nur 10 % — und auch in der Durchschnittsleistung mit an der Spitze liegt (vgl. Abb. 16). Die Mittelwerte sind im übrigen für alle Stähle ziemlich gleich; nur die erwähnten Proben H 3 und E , heben sich etwas hervor. Die aus Abb. 16 ersichtlichen Abweichungen der Einzelstähle vom Durchschnitt aller Proben liegen durchaus innerhalb der zulässigen Grenzen; denn Abweichungen in dieser Größenordnung werden sich auch bei der Prüfung von Stählen verschiedener Schmelzen, aber vollkommen gleicher Erzeugungsart ergeben. Zwischen

232 Stahl und Eisen. E. Houdremont, H. Kallen und K. Gebhard: Vergleich von Schnellarbeitsstählen. 55. Jahrg . Nr. 9.
Abb. 7. Stahl H 2 . Abb. 8. Stahl H 3. Abb. 9. Stahl H , .X 50 X 50 X 50
A bb. 10. Stahl H „. A bb. 11. Stahl E e . A bb. 12. Stahl E , .
Abbildungen 7 bis 12. Karbidverteilung in den 70 mm breiten Vierkantknüppeln aus Hochfrequenz- und Lichtbogenstahl.
den Gruppen der Induktions- und Lichtbogenstähle sind keine wesentlichen Unterschiede festzustellen; Aehnliches gilt für den Einfluß des Einsatzes, der Schmelz- und Gießtemperatur. Unter Zugrundelegung der für eine Standzeit von 60 min zulässigen Schnittgeschwindigkeit, die für die Beurteilung im Betrieb maßgebend ist, würden die in Abb. 16 vorhandenen Abweichungen in den Standzeiten noch kleiner werden, da erfahrungsgemäß die Unregelmäßigkeiten und nicht zu erfassenden Beeinflussungen des Drehversuches bei längeren Standzeiten weniger in Erscheinung treten. Mit den Versuchsergebnissen stimmen
x ioo
erwähnt; zum Vergleich wurden Lichtbogenstähle fast gleicher Zusammensetzung herangezogen ( vgl. Zahlentafel 4). Die Gruppe A, von der Meißel mit 10 mm [p Vorlagen,
wurde bei einem Vorschub von 0,56 mm und einer Spantiefe von 1,5 mm an dem Chrom-Nickel-Stahl mit 100 kg/mm2 Zugfestigkeit geprüft, die Gruppe B bei vorher erwähnten
x 100 X io o
Zahlentafel 4. Z u s a m m e n s e tz u n g fr e m d e r H o o h fr e q u e n z s tä h le u n d von V e r g le ic h s s t ä h le n a u s d em L ic h tb o g e n o fe n .
B ezeichnun g
Stahl C%
Si%
Mn%
Cr%
w%
v%
Mo%
Co%
A H Hochfrequenzstahl . 0,85 0,36 0,28 4,21 14,1 2,46 0,27 0,05A E Lichtbogenstahl . . 0,76 0,24 0,28 4,44 13,9 2,28 — —B H Hochfrequenzstahl . 0,79 — 4,8 18,44 1,98 0,87 8,59B E Lichtbogenstahl . . 0,70 — 4,0 17,20 1,34 0,50 10,00
A bb. 13. Stah l H 2. A b b . l t . Stahl H a . Abb. 15. Stahl E 0 .
Abbildungen 13 bis 15. Karbidanordnung der 30 mm breiten Vierkantstangen aus einigen der Versuchsstähle.
die Erfahrungen in den Werkstätten gut überein; eine Ueber- legenheit der Hochfrequenzstähle konnte in keinem Falle gefunden werden.
Zum Schluß seien noch kurz einige S c h n it tv e r s u c h e mit zwei im H a n d e l befindlichen H o c h fr e q u e n z s tä h le n
Schnittbedingungen. Die Stähle der Gruppe A wurden von 1280° in Oel gehärtet, 1 h bei 560° angelassen und anschließend an der Luft abgekühlt. Der Hochfrequenzstahl der Gruppe B wurde von 1300° abgeschreckt und y2 h bei 560° angelassen, während der Lichtbogenstahl der Gruppe B

SA
7/7
rfze
/Y /
/7
/T7
//728. Februar 1935. E. Houdremont, H. Rallen und K. Gebhard: Vergleich von Schnellarbeitsstählen. S tahl und Eisen. 233
von 1280° gehärtet und % h bei 570° angelassen wurde. Wie Abb. 17 zeigt, unterscheiden sich auch hier Hochfrequenz- und Lichtbogenstahl nicht in ihrer Leistung.
ffe/irrer ScAroff* Aßgen- ScAroff f/A sa /z SoArea/nm s/a/r/
7 0
7 0
¡7
ZV
1 StoAA ffj
/ff/ffe.'/tverf. M - U ^ffocA /rei/oerrzs/oA / (¡rtVBEEJL W/zoAff/offoasAzA/
ffruppeA 70 30r I OO
|k z o
'S
ffo ffj ff* ffs ffs Abbildung 16.
Standzeiten derSchnelldrehstähle aus dem 1000-kg-Hochfrequenz-
und Lichtbogenofen.
Sonderschmelzen aus dem 1000-kg-Hochfrequenzofen.Da die Prüfungsergebnisse mit den Untersuchungen von
Bardenheuer und Bottenberg2) nicht übereinstimmten, so wurde unter Mitwirkung der Herren P. B a rd en h eu er
7 3 m / fr7 /A 7 3 m / m / 7
S c A zzz'A ^ e scA m A ifz ffA e z 'A
Abbildung 17. Schnittleistungen von im Handel erworbenen Hochfrequenzstählen und Licht-
bogenstahl.
besteht. Die Blöcke wurden wie gewöhnlich nach dem Abgießen geglüht, überdreht und dann bei üblichen Schmiedetemperaturen zu Knüppeln von 70 mm [J] ausgeschmiedet. Nach einer Probenahme wurden die Blöcke verputzt und auf .30 mm [p geschmiedet. Die Zusammensetzung der Probe wie auch der beiden Vergleichsstähle geht aus Zahlentafel 5 hervor. Die Zusammensetzung des Vergleichsstahles E stimmt praktisch mit der des Hochfrequenzstahles überein; der etwas höhere Vanadingehalt wird durch den höheren Wolframgehalt des Hochfrequenzstahles ausgeglichen. Auch hier wurden Knüppel mit 70 mm [p und Stangen mit 30 mm [p abgeschmiedet.
Es wurden von sämtlichen drei Blöcken der Hochfrequenzschmelzung sowohl die Knüppel mit 70 mm [p als auch die Stangen mit 30 mm [p auf K a r b id v e r te i lu n g untersucht. Ein gewisser Unterschied zwischen den drei Blöcken lag tatsächlich vor, und zwar sowohl in der Karbidanordnung als auch in der Karbidmenge (Abb. 18 bis 20). Bei dem Knüppel Nr. 1 war die Karbidanordnung netzförmig und die Karbidmenge verhältnismäßig gering, bei den Knüppeln Nr. 2 und 3 waren die Karbide grobzeilig angeordnet und ihre Menge verhältnismäßig groß. Die Vergleichsschmelze zeigte allerdings noch gröbere Zeilen und noch mehr Karbide ( Abb. 21).
X 100 X 100 X 100
B lo ck N r. 2. A bb. 20. B lock N r. 3.
30 mm breiten Vierkantstangen der Sonderschmelze.
Die D r e h v e r su c h e wurden wieder an 200 mm dicken Wellen aus dem vergüteten Chrom-Nickel-Stahl ausgeführt. Der Vorschub betrug 1,4 mm, die Spantiefe 5 mm, die Schnittgeschwindigkeit 11 und 12 m/min. Es wurden je
Zahlentafel 5. Z u s a m m e n s e tz u n g d e s H o c h f r e q u e n z s o n d e r s t a h le s u n d z w e ie rV e r g le ic h s - L ic h t b o g e n s t ä h le .
Stahl c S i Mn P s Cr W V Mo% % % % % % % % %
Hochfrequenzstahl H 0,76 0,35 0,26 0,01 0,028 4,08 19,2 1,13 0,60Lichtbogenstahl E . 0,75 0,27 0,28 0,01 0,023 4,35 18,2 1,29 0,66 CoFremder Stahl F . . 0,63 0,39 0,27 0,017 0,011 4,41 17,7 0,32 0,59
A bb. 1 8 . B lock N r. 1. A bb. 19.
Abbildungen 18 bis 20. Karbidverteilung in den
und W. B o tte n b e r g in dem geschilderten 1000-kg-Hochfrequenzofen eine Sonderschmelze zu 1000 kg hergestellt. Der Ofen wurde zu diesem Zwecke mit Zirkonsand, also neutral, zugestellt. Der Einsatz bestand aus 54,3 kg schwedischem Roheisen, 208,5 kg Ferro- wolfram mit 86,4 % W und 0,78 % C, 57 kg Ferrochrom mit 70,4 % Cr und 5,25 % C,584,7 kg Flußstahl, 1,6 kg Ferromangan mit 86 % Mn und < 1 % C und 6,5 kg Ferromolybdän mit 72,5 % Mo und 0,03 % C. Das Wesentliche bei der Erschmelzung war einmal eine verhältnismäßig tiefe Arbeitstemperatur und zum anderen ein öfterer Schlackenwechsel. Die Schlacke wurde durch Aufgabe von Rohglas (vom Kaiser-Wilhelm- Institut für Eisenforschung, Düsseldorf) gebildet. Im übrigen betrug die Schmelzdauer, die bei den früheren Schmelzen bei 2 bis 2 y2 h lag, ungefähr 4 h. Aus der Schmelze wurde gegossen ein Block von 21 cm [p, von 17 cm und 21 cm [p Guß in der genannten Folge. Die 21-cm-Blöcke waren etwa je 300 kg und der 17-cm-Block rd. 180 kg schwer. Bei den Untersuchungen wurden die verschiedenen Blöcke genau auseinandergehalten, um festzustellen, ob zwischen dem ersten und dem letzten Block noch ein Unterschied
9 -5 5
zwei Meißel aus jedem Block ausgeschmiedet, von 1280° in Oel gehärtet und bei 560° 0,5 h lang angelassen; die Härte an den Schneiden betrug bei allen acht Meißeln 64 bis 65 Rockwell-C-Einheiten. Die Durchschnittsergebnisse der Standzeitversuche sind in Zahlentafel 6 zusammengestellt. Nach dieser Prüfung wurden sämtliche Meißel neu geschliffen, gehärtet und unter gleichen Bedingungen nochmals untersucht. Die Ergebnisse, die in Zahlentafel 6 unter Versuch II angeführt sind, bestätigen die Richtigkeit der Versuchswerte. Trotz der verschiedenen Karbidausbildung sind die Meißel der vier untersuchten Blöcke als fast gleichwertig anzusprechen. Die Untersuchung als solche bestätigt, daß keine grundsätzliche Ueberlegenheit des Hochfrequenzstahles
30

234 Stahl und Eisen. E. Houdremont, H. Rallen und R . Gebhard: Vergleich von Schnellarbeitsstählen. 55. Jahrg . Nr. 9.
Zahlentafel 6. S t a n d z e i t e n d e s H o c h f r e q u e n z s o n d e r s ta h le s H u n d der V e r g le ic h s - L ic h t b o g e n s t ä h le
E u n d E.
Stahl
S ta n d ze it in m in für eine S ch n ittgesch w in d igk eit v o n
11 m /m in 12 m /m in
| 21-cm-Block 23°o l g 5 9
H j 17-cm-Block 24 30 1730Versuch I ( 21-cm-Block 2610 1720
E 2340 1610
( 21-cm-Block 2460 1 9 2 5
H < 17-cm-Block 2330 175°Versuch II 1 21-cm-Block 2660 1 7 26
E 24ls 18°5F 1 4 1 5 8 45
nach einer Härtung bei zwei verschiedenen Temperaturen geprüft. Die Ergebnisse in Abb. 23 zeigen ebenfalls, daß keine Ueberlegenheit des .Hochfrequenzstahles gegenüber dem Lichtbogenstahl gleicher Zusammensetzung vorhanden ist. Im Gegensatz zu den vorigen Versuchen ist teil-
Ani/eferung EersucAI EersucAJZ Eersuc/rM .. nei/qescir/iffen noogffScO/i/'flm nei/qescii/iffen
7B80°0/, '— ---------------- -—v------------------------ 'V87lS80°iüft 78£0°Oi,80min SSOÖioBOOfLuff
Ani/eferung /ersnc/rf EersocAJT /ersucfrw 7880°07 0euSesaAi'ifon neugesM'/Yen neugesc/r/iffen.
Vp/l860°.iuft 7300°Ö7.80min SSOOisBOO°Jof/Abbildung 23. Standzeiten des Hochfrequenzsonderstahles H und der Vergleichs-Lichtbogen
stähle E und E (nach F. Rapatz).
weise eine Ueberlegenheit des Lichtbogenstahles gegenüber dem Hochfrequenzstahl festzustellen. Grundsätzlich ist jedoch die Leistung mehr oder weniger entsprechend der chemischen Zusammensetzung, was vor allen Dingen eben für Stahl F seinem geringeren Legierungsgehalt entsprechend zutrifft. Die Standzeiten als solche stimmen mit den früher angegebenen infolge anderer Versuchsbedingungen nicht überein; die Abstufung der Ergebnisse liegt jedoch ähnlich.
Den Herren Dr.-Ing. P. B a r d e n h e u e r , Dr.-Ing. W. B o tte n b e r g und Dr.-Ing. F. R a p a tz sagen wir für ihre liebenswürdige Mitarbeit auch an dieser Stelle unseren verbindlichsten Dank.
Zusammenfassung.
Zur Prüfung der Frage, ob sich der Stahl aus dem kernlosen Induktionsofen von einem gleich zusammengesetzten Stahl aus dem Elektrolichtbogenofen in seinen Eigenschaften grundsätzlich unterscheidet, wurden in 50 und 1000 kg fassenden Hochfrequenzöfen übliche Schnellarbeitsstähle mit 18 % W, 4 % Cr und 1 % V bzw. mit 14 % W, 4 % Cr und 2 % V, teils auch noch mit Molybdän- und Kobaltzusatz, erschmolzen und im Vergleich mit ähnlichen Werkstoffen aus dem Lichtbogenofen untersucht. Es zeigte sich, daß die Karbidverteilung beim Hochfrequenzstahl zwar günstiger als beim Lichtbogenstahl war. Härte, Anlaßbeständigkeit und Standzeit waren aber nicht höher als bei den üblichen Lichtbogenstählen. Der Einfluß der Schmelzführung, der Ofenart und des Einsatzes wird nach den Versuchen durch die Wirkung der Legierung überdeckt.
* **
Die Erörterung, die sieh an den Vortrag anschloß, wird zusammen mit einem Bericht von R. S c h e r er : ,,E ig e n sc h a fte n v o n S c h n e lld r e h s ta h l a u s dem H o c h fr e q u e n z - und L ic h tb o g e n o fe n “ in Kürze veröffentlicht werden.
Abbildung 21. Karbidanordnung in dem Lichtbogenstahl E. (Stange von 30mm rp.)
bei gleicher Zusammensetzung über den Stahl aus dem Lichtbogenofen vorhanden ist. Vorbedingung für eine Spitzenleistung ist allerdings die einwandfreie Schmelz-
x loo führungimLicht- bogenofen.
Beim letzten Drehversuch
wurde auch noch ein Stahl F nach Zahlentafel 5 geprüft, um den E in flu ß der Z u sa m m en setzu n g zu zeigen. Abb. 22 zeigt die Anordnung der Karbide, deren Menge etwas größer als beim Vergleichsstahl E und bedeutend größer als bei der Schmelze H ist. Die viel geringere Drehleistung des Stahles nach Zahlentafel 5 entspricht vollkommen dem Unterschied in der chemischen Zusammensetzung.
Zur Ueber- prüfung wurden die S ta n d z e iten der Meißel
auch von Herrn F. R a p a tz an einer anderen Stelle und unter an d eren B e d in g u n g e n ermittelt. Es wurden zu diesem Zweck je zwei Meißel der in Zahlentafel 5 angegebenen Stähle im gehärteten Zustande angeliefert. Eine Ueber- prüfung der Zusammensetzung ergab praktisch gleiche Werte. Bei den Drehversuchen war die Schnittgeschwindigkeit 18 m/min, der Vorschub 2,12 mm und die Spantiefe 3 mm. Als Werkstoff diente ein Siemens-Martin-Stahl mit 85 kg/mm2 Zugfestigkeit. Die Meißel wurden einmal im Anlieferungszustand und dann in drei Versuchsreihen
Abbildung 2 2 .. Karbidanordnung in dem Vergleichsstahl F. (Stange von 30 mm cp.)

28. Februar 1935. H. Cramer: Die Verwendung von Walzringen und Walzringwalzen. Stahl und Eisen. 235
Die Verwendung von W alzringen und W alzringwalzen.Von H an s C ram er in Krefeld.
[Bericht Nr. 113 des Walzwerksausschusses des Vereins deutscher Eisenhüttenleute1).]
(E influß der Kosten fü r Walzen and Walzendrehen au f die Kosten fü r das Einschneiden neuer Profile. Ihre Abhängigkeit von der Oröße des Profils bei offenen Kalibern. Verschiedene Verfahren zum Abdrehen der Walzen erläutert an Beispielen ohne und m it Blindkalibern. Vergleich der Drehkosten-, ihre Höhe als Ursache fü r die Verwendung von Walzringen. Beispiele fü r die Befestigung der Walzringe a u f den Wellen durch Keile, Aufschrumpfen, Aufschieben und Mitnehmen durch Bolzen usw. Vor- und Nachteile der Walzringe. Walzenform und Kalibrierungsverfahren der Firma Hermann Irle in Deuz m it Einzel- und Mehrwalzring-Duos zur Verminderung der Kosten fü r das Eindrehen der Profile und fü r die Walzen.
Beispiel fü r ein geschlossenes Profil.)
Bei dem Einschneiden von neuen Profilen spielen einerseits die Kosten für Walzen, anderseits die Walzen
drehkosten die Hauptrolle. Um möglichst geringe Einschneidekosten zu erreichen, müssen daher diese beiden Hauptposten verringert werden. Bei großen Profilen, wie z. B. bei Schienen, U-Eisen usw., werden meist mehrere
Stiche in einer Walzebene gemacht. Da die Kalibrierung hier fast stets die gesamte Ballenlänge der einzelnen Walzgerüste benötigt, kann an Walzen- und an Drehkosten nicht gespart werden. Ganz anders dagegen bei kleinen Profilen. Diese werden fast stets auf Doppel-Duo- oder kleinen Triostraßen derart gewalzt, daß auf jedem einzelnen Duo, d. h. in jeder Walzebene, meist nur ein einziger Stich gemacht wird. Die hierdurch erreichte Unabhängigkeit eines jeden
einzelnen Stiches gestattet ein schnelles Einstellen der Walzen, ermöglicht ein leichteres Anpassen zwischen den Stichen und hierdurch ein Ausgleichen kleiner Kalibrierungsfehler. Betriebsstörungen durch Wiederausbauen der Walzen wegen unrichtiger Kalibrierung dürften und werden also hier zu den größten Seltenheiten gehören.
a j e/nzudrebendes Prof//
Te//a-\ .T>) offen emgedrebtes Pat/ber
M b
' Pat/berAbbildung 1. Profil a als offen (b) und geschlossen (c)
eingedrehtes Kaliber.
Kosten an Walzen gegenüber den Kosten bei offenem Kaliber. Wenn man aus diesem Grunde nun auch häufig versucht, mit wenig, etwa sogar ohne geschlossene Stiche, auszukommen, so ist dies doch bei manchen Profilen überhaupt nicht möglich; bei anderen wird bei alleiniger Verwendung von offenen Stichen das Walzen derart erschwert und z. B. die Einstellzeit derart verlängert, daß die Ersparung an Einschneidekosten bei weitem durch die Verteuerung der Walzenkosten aufgehoben wird.
Bei diesem Abdrehen des gesamten Walzenballens kann man nun v e r sc h ie d e n e V er fa h ren anwenden, um nach Möglichkeit noch eine spätere Ausnutzung des augenblicklich nicht benutzten Ballens zu ermöglichen. Zunächst jedoch müssen die hohen Drehkosten aufgewendet und sowohl diese als auch die Kosten der ganzen Walzen eingerechnet werden. Zudem sind die einzelnen Verfahren mit Nachteilen verbunden.
Eine Art der später möglichen Ausnutzung der Walzen zeigt zunächst Abb. 2 a. Hier ist die gesamte Ballenlänge für das gleiche Kaliber benutzt worden, indem man acht gleiche g e sc h lo s se n e Kaliber, von denen für den vorliegenden Fall jedoch nur eines erforderlich war, in die Walze eingeschnitten hat, in der Hoffnung, bei kommenden Nachbestellungen die Walze allmählich ausnutzen zu können. Gehen diese Bestellungen ein, dann hat man ganz richtig gerechnet. Meist aber werden kleine Profile, auch in Jahren nicht, in so großen Mengen bestellt, daß die ganze Walze jemals
V
Perganze Wa/zerba//en w/rd zum i/nsc/rne/den zoräg/e/cben Prof//er benutzt.
Mus de/7 Wa/ze/7 kerac/szadre/rerder W erkstoff be/m ß/nscbre/den rac/r Abb. Za, ■
Abbildung 2. Profil a nach Abb. 1 geschlossen eingedreht.
O/e ßre//e der Pat/ber wächst zon Pat/ber zu Pa/iber um 7mm.
a) A uf dem übriger ßa//er/e// werden ß//ndPa//ber e/rgescbn/tten.
O E3 tzz E3 Q__
| a.) Unterwa/ze auf dem übrigen ßa//ente//auf\ den ßurcbmesser der Uberwa/ze abgedre/rt.
b) Aus den Wa/zen berauszudrebender | W erkstoff be/m f/nscbne/den naebAbb.3a. Abbildung 3. Profil a nach Abb. 1
geschlossen eingedreht.
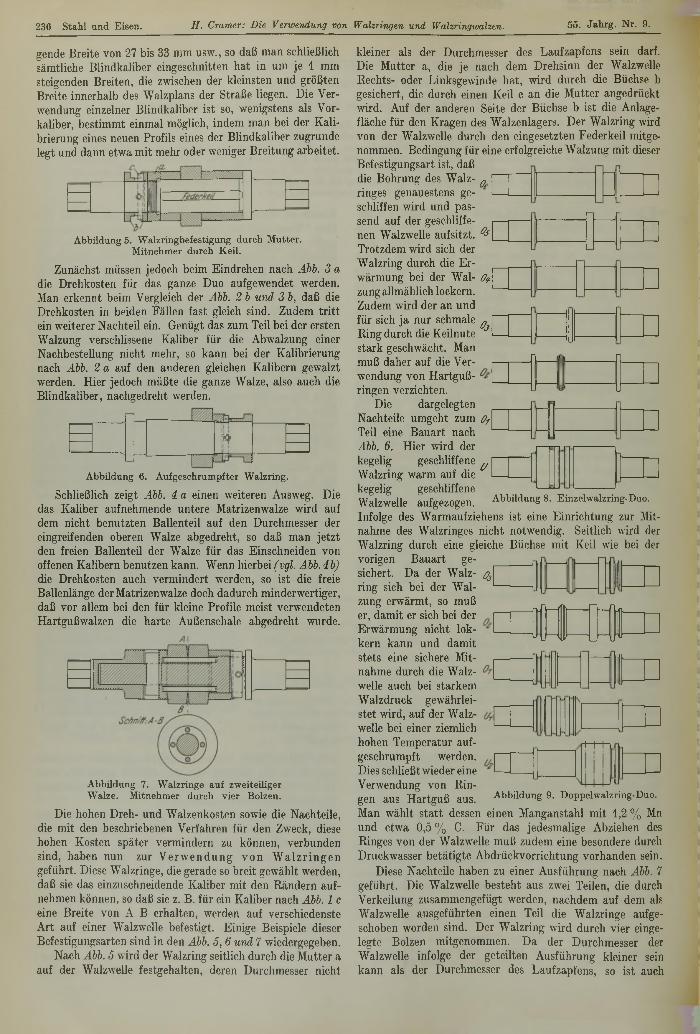
Solange es möglich ist, m it o ffe n e n K a lib e r n zu arbeiten, hängen die Kosten für das Einschneiden eines Profiles lediglich von der Größe des Profiles ab. Soll z. B. ein Profil nach Abb. 1 a offen eingeschnitten werden, so braucht nur der schraffierte Teil a ( Abb. 1 b) aus der Oberwalze, der Teil b aus der Unterwalze ausgedreht zu werden. Der gesamte restliche Teil der Ballenlänge bleibt unbearbeitet und kann für das Einschneiden anderer offener Kaliber verwendet werden. Wird dagegen das Profil geschlossen (Abb. 1 c) in die Walzen eingeschnitten, so muß der gesamte Walzenballen abgedreht werden. Es steigen dadurch nicht nur in größtem Maße die Drehkosten, sondern auch die
b Vorgetragen in der 31. Vollsitzung des Walzwerksausschusses am 13. November 1934. — Sonderabdrucke sind vom Verlag Stahleisen m. b. H., Düsseldorf, Postschließfach 664, zu beziehen.
| b) Aus den Wa/zen berauszudrebender W erkstoff be/m £/nschne/den nachAbbVa.. Abbildung 4. Profil a nach Abb. 1
geschlossen eingedreht.
aufgebraucht wird. Die sofort aufzuwendenden Drehkosten sind zudem die größten, was aus Abb. 2 b ersichtlich wird, in der der aus Ober- und Unterwalze herauszudrehende Werkstoff schraffiert angedeutet ist.
Abb. 3 a zeigt einen anderen Notbehelf. Es sind in den für das eingeschnittene Profil nicht benutzten Teil des Walzenballens Blindkaliber verschiedener Breite eingeschnitten worden, in der Hoffnung, bei später einzuschneidenden Kalibern einmal ein solches Blindkaliber verwenden zu können. Ob die Möglichkeit eintreten wird, ist fraglich. Man erreicht jedoch bestimmt einmal die Ausnutzung des einen oder anderen Blindkalibers, wenn man die Breite der Blindkaliber jeweils um 1 mm steigend wählt, z. B. also für ein Duo nach Abb. 3 a in den Breiten von 20 bis 26 mm. Beim Einschneiden eines weiteren geschlossenen Kalibers auf einem anderen Duo erhalten die Blindkaliber eine stei
236 Stahl und Eisen. H. Cramer: Die Verwendung von Walzringen und Walzringwalzen. 55. Jahrg . Nr. 9.
gende Breite von 27 bis 33 mm usw., so daß man schließlich sämtliche Blindkaliber eingeschnitten hat in um je 1 mm steigenden Breiten, die zwischen der kleinsten und größten Breite innerhalb des Walzplans der Straße liegen. Die Verwendung einzelner Blindkaliber ist so, wenigstens als Vorkaliber, bestimmt einmal möglich, indem man bei der Kalibrierung eines neuen Profils eines der Blindkaliber zugrunde legt und dann etwa mit mehr oder weniger Breitung arbeitet.
Abbildung 5. Walzringbefestigung durch Mutter.Mitnehmer durch Keil.
Zunächst müssen jedoch beim Eindrehen nach Abb. 3 a die Drehkosten für das ganze Duo aufgewendet werden. Man erkennt beim Vergleich der Abb. 2 b und 3 b, daß die Drehkosten in beiden Fällen fast gleich sind. Zudem tritt ein weiterer Nachteil ein. Genügt das zum Teil bei der ersten Walzung verschlissene Kaliber für die Abwalzung einer Nachbestellung nicht mehr, so kann bei der Kalibrierung nach Abb. 2 a auf den anderen gleichen Kalibern gewalzt werden. Hier jedoch müßte die ganze Walze, also auch die Blindkaliber, nachgedreht werden.
»
Abbildung 6. Aufgeschrumpfter Walzring.
Schließlich zeigt Abb. 4 a einen weiteren Ausweg. Die das Kaliber aufnehmende untere Matrizenwalze wird auf dem nicht benutzten Ballenteil auf den Durchmesser der eingreifenden oberen Walze abgedreht, so daß man jetzt den freien Ballenteil der Walze für das Einschneiden von offenen Kalibern benutzen kann. Wenn hierbei ( vgl. Abb. 4b) die Drehkosten auch vermindert werden, so ist die freie Ballenlänge der Matrizenwalze doch dadurch minderwertiger, daß vor allem bei den für kleine Profile meist verwendeten Hartgußwalzen die harte Außenschale abgedreht wurde.
kleiner als der Durchmesser des Laufzapfens sein darf. Die Mutter a, die je nach dem Drehsinn der Walzwelle Bechts- oder Linksgewinde hat, wird durch die Büchse b gesichert, die durch einen Keil c an die Mutter angedrückt wird. Auf der anderen Seite der Büchse b ist die Anlagefläche für den Kragen des Walzenlagers. Der Walzring wird von der Walzwelle durch den eingesetzten Federkeil mitgenommen. Bedingung für eine erfolgreiche Walzung mit dieser Befestigungsart ist, daß die Bohrung des Walz- 0 ringes genauestens geschliffen wird und passend auf der geschliffenen Walzwelle aufsitzt. °s Trotzdem wird sich der Walzring durch die Erwärmung bei der Wal- 0$ zung allmählich lockern.Zudem wird der an und für sich ja nur schmale 0 Bing durch die Keilnute 3 stark geschwächt. Man muß daher auf die Verwendung von Hartguß- ringen verzichten.
Die dargelegtenNachteile umgeht zum 07 Teil eine Bauart nach Abb. 6. Hier wird der kegelig geschliffene ^Walzring warm auf die kegelig geschliffeneWalzwelle aufgezogen. Abbildung 8. Einzelwalzring-Duo.
Infolge des Warmaufziehens ist eine Einrichtung zur Mitnahme des Walzringes nicht notwendig. Seitlich wird derWalzring durch eine gleiche Büchse mit Keil wie bei der vorigen Bauart ge-
fl r
Lf L
03
m >
Abbildung 7. Walzringe auf zweiteiliger Walze. Mitnehmer durch vier Bolzen.
Die hohen Dreh- und Walzenkosten sowie die Nachteile, die mit den beschriebenen Verfahren für den Zweck, diese hohen Kosten später vermindern zu können, verbunden sind, haben nun zur V erw en d u n g v o n W a lzr in g en geführt. Diese Walzringe, die gerade so breit gewählt werden, daß sie das einzuschneidende Kaliber mit den Bändern aufnehmen können, so daß sie z. B. für ein Kaliber nach Abb. 1 c eine Breite von A B erhalten, werden auf verschiedenste Art auf einer Walzwelle befestigt. Einige Beispiele dieser Befestigungsarten sind in den Abb. 5, 6 und 7 wiedergegeben.
Nach Abb. 5 wird der Walzring seitlich durch die Mutter a auf der Walzwelle festgehalten, deren Durchmesser nicht
m -
sichert. Da der Walzring sich bei der Walzung erwärmt, so muß er, damit er sich bei der Erwärmung nicht lok- kern kann und damit stets eine sichere Mitnahme durch die Walzwelle auch bei starkem Walzdruck gewährleistet wird, auf der Walzwelle bei einer ziemlich hohen Temperatur aufgeschrumpft werden.Dies schließt wieder eine Verwendung von Bingen aus Hartguß aus. Abbildung 9. Doppelwalzring-Duo.
Man wählt statt dessen einen Manganstahl mit 1,2 % Mn und etwa 0,5 % C. Für das jedesmalige Abziehen des Binges von der Walzwelle muß zudem eine besondere durch Druckwasser betätigte Abdrückvorrichtung vorhanden sein.
Diese Nachteile haben zu einer Ausführung nach Abb. 7 geführt. Die Walzwelle besteht aus zwei Teilen, die durch Verkeilung zusammengefügt werden, nachdem auf dem als Walzwelle ausgeführten einen Teil die Walzringe aufgeschoben worden sind. Der Walzring wird durch vier eingelegte Bolzen mitgenommen. Da der Durchmesser der Walzwelle infolge der geteilten Ausführung kleiner sein kann als der Durchmesser des Laufzapfens, so ist auch
□u

28. Februar 1935. H. Cramer: Die Verwendung von Walzringen und Walzringwalzen. Stahl und Eisen. 237
bei Verwendung von Hartgußringen bessere Haltbarkeit vorhanden als bei den beiden anderen Ausführungen. Allerdings bedingt der dünnere Durchmesser der Walzwelle Verwendung von höchstwertigem Chrom-Nickel- Stahl. In seitlicher Richtung wird der Walzring durch einen Einstellring mit Verkeilung gehalten. Eine Lockerung des Walzringes wird bei dieser Bauart nicht so leicht eintreten, da die bei der Walzung entstehende Wärme infolge des stärkeren Ringes nicht so schnell bis in die Mitte
M,
rh 1—
n%1—
m¥M
Of
Abbildung 10. Walzringwalze als Mittelwalze beim Trio.
Vordringen kann. Zudem wirken die vier Mitnahmebolzen einer Lockerung entgegen. Und schließlich legt sich der außen kegelig geschliffene Walzring gegen die kegeligen Flächen des einen Walzenteils, d. h. der Haltebüchse, an, um so ein Lockern des Ringes infolge Ausdehnung durch die Wärme zu verhindern.
Auf den ersten Blick wirkt die Verwendung von Walzringen außerordentlich bestechend.Vor allem wird zunächst die Dreharbeit auf das durchaus notwendige Maß verringert. Sie ist nur noch abhängig von der Größe des Profils. Auch beim Nachdrehen braucht nicht mehr die ganze Walze, sondern nur der schmale Walzring allein nachgedreht zu werden. Zudem sind die Walzenkosten, d. h. die Kosten für die Walzringe geringer, wenn auch eine gleich lange Ballenfläche aus Walzringen teurer ist als eine ganze Walze. Diese billigeren Kosten für Walzringe können allerdings nur da eingerechnet werden, wo eine große Menge von Profilen gewalzt wird, so daß die Kosten für die Walzwellen nur in geringerem Maße für das einzelne Profil in Betracht kommen. Allerdings muß stets mit dem Verschleiß dieser Walzwellen, vor allem im Kuppelzapfen, gerechnet werden. Die geringen Einschneidekosten haben daher in solchen Betrieben, wo außerordentlich viel Profile gewalzt werden müssen, zur Verwendung von Walzringen geführt, wobei man eben die oben geschilderten Nachteile in Kauf nehmen muß. Dagegen arbeiten übliche Stabstahlstraßen, die weniger zahlreiche Profile walzen, auch heute noch mit dem Drehverfahren nach Abb. 2, 3 und 4.
Neuerdings ist nun aus dem Wunsch heraus, die gleichen geringen Einschneidekosten auch bei Verwendung üblicher Walzenabmessungen zu erreichen und damit unter Ausschaltung der mit der Verwendung von Walzringen verbundenen Nachteile eine der Firma H erm a n n Ir le , G. m. b. H ., in D eu z b. S ie g e n g e s c h ü t z te W a lzen fo rm und e in K a lib r ie r u n g s v e r fa h r e n m it E in z e l- u nd M e h r fa c h w a lz r in g -D u o s2) ausgebildet worden, das nachstehend beschrieben wird:
Mit einer als Matrizenwalze arbeitenden Walze üblicher Ausführung, z. B. der Unterwalze U in Abb. 8, arbeitet je
von denen je ein anderer Teil der Ballenoberfläche, der das Kaliber aufnehmen soll, den Walzendurchmesser hat, während der andere Ballenteil abgesetzt ist. Soll jetzt ein Profil eingeschnitten werden, so wird das Kaliber in die Walze Ox und den entsprechenden Ballenteil von U eingeschnitten, so daß also lediglich der schraffierte Teil herausgedreht zu werden braucht. Das zweite Profil, das eingeschnitten werden soll, wird von der Walze 0 2 und dem dieser entsprechenden Ballenteil der Wälze U aufgenommen usw., bis der ganze
Ballen von U belegt worden ist. Für die auf diese Weise eingedrehten sechs Profile sind also insgesamt sieben Walzen erforderlich gewesen.
Bekanntlich überläßt man bei geschlossenen Kalibern die seitliche Führung der Walzen zueinander nicht dem Kaliber selbst, vor allem wenn, wie bei unsymmetrischen Profilen, starker Seitendruck vorhanden ist. Würde man nämlich ein Profil nach Abb. 1 e, aber ohne Walzränder einschneiden, so würden bald die Profilecken bei a ausbrechen. Man überläßt die Führung nicht allein dem Druck der
Walzenlager, sondern führt die Walzen seitlich, entsprechend Abb. 1 c, durch die Walzränder, indem das Seitenspiel s etwas kleiner gehalten wird als die Walzenöffnung bei a. Damit nun das Einschneiden dieser Ränder bei dem neuen Kalibrierungsverfahren nicht für jedes Einzelprofil notwendig ist, werden entweder auf den Walzen Ox bis 0 6
t r r r
Abbildung 11. Einzehvalzringwalzen als
Ober- und Unterwalze beim Trio.
Ovn
u
r
J
D i
—
n
!
eine der sechs zugehörenden Oberwalzen Ox bis 0 6 zusammen,2) D RP. Nr. 599 645.
(w ie in Abb. 8) oder auf der Walze U positive Walzränder angeordnet, die die Seitenführung für sämtliche Profile übernehmen. Dieses umgangene Einschneiden der Walzränder für jedes einzelne Profil vermindert die Eindrehkosten noch gegenüber den Drehkosten bei der Benutzung von Walzringen.
Es sei noch darauf hingewiesen, daß jedes einzelne Kaliber bis zum dünnsten Walzendurchmesser nachgedreht werden kann, ohne daß die ganze Walze nachgedreht zu werden braucht oder die anderen Kaliber irgendwie in Mitleidenschaft gezogen werden. So ist z. B. in die Abb. 8 für das zweite Profil (Walze U mit 0 2) punktiert das Kaliber nach stärkstem Abdrehen gezeichnet. Es ist lediglich das Kaliber selbst nachgedreht worden, sonst ist die Ballenoberfläche unverändert geblieben.
Der Bedarf an Walzen läßt sich weiter vermindern, wenn man vom E in z e lw a lz r in g -D u o zum D o p p e lw a lz r in g -D u o übergeht, wie es in Abb. 9 wieder für ein Duo,

238 Stahl und Eisen. II. Cramer: Die Verwendung von Walzringen und Walzringwalzen. 55. Jahrg . Nr. U.
dessen Ballenfläche sechs Kaliber aufnimmt, gezeichnet ist. Hier werden nun zw ei Matrizenwalzen U t und U2 angewendet, mit denen die Patrizenwalzen Ox bis 0 3, die jetzt zwei Arbeitsringe aufweisen, derart übereinstimmen, daß von ihnen jeweils ein Walzring mit Ux und der zweite Walzring mit U2 zusammenarbeitet. Es werden so sechs Kaliber auf insgesant fünf Walzen untergebracht, gegenüber sieben erforderlichen Walzen beim Einzelwalzring-Duo.Dabei hat sich an der Möglichkeit des Nacli- drehens jedes Einzelkalibers für sich allein, also ohne gleichzeitiges Nachdrehen der ganzen Walze, nichts geändert. Die seitliche Führung der Walzen wird auch hier besonderen Walz- rändern Vorbehalten, und zwar übernehmen die linken Walzränder der Walzen Ot bis 0 3 die Seitenführung bei der Zusammenarbeit mit Ui, die rechten bei der Zusammenarbeit mit U2.
Man kann nun auch selbstverständlich entsprechend zum D reir in g -od er V ier r in g -D u o übergehen. Aus der Zahlentafel 1, in der der Walzenbedarf für die verschiedenen Arten von Walzring- Duos für eine Kaliberanzahl von 1 bis 12 angegeben ist, kann ohne weiteres die günstigste Art des Walzring-Duos für jede Kaliberanzahl entnommen werden.
Die Anwendung des Verfahrens kann ohne weiteres auch für ein Trio benutzt werden, wie es z. B. in den Abh. 10 und 11 gezeigt wird. In der Abb. 10 arbeitet die Walze der neuenForm als Mittelwalze mit zwei Arbeitsstellen, je eine in Zusammenarbeit mit der Ober- oder Unterwalze. Nach der Abb. 11
Z a h le n ta fe l 1. W a l z e n b e d a r f b e i d e n v e r s c h i e d e n e n W a l z r i n g d u o a r t e n .
Zum Schluß sei noch ein praktisches Beispiel gegeben: Das Walzen eines Profils erforderte das Einschneiden eines geschlossenen Kalibers, wozu ein Doppehvalzring-Duo nach Abb. 9 genommen wurde. Das Kaliber wurde nach Abb. 13
in die Walzen Uj und Ox eingeschnitten. Nach Abwalzen dieses Profils wurde ein weiteres und nach einiger Zeit ein drittes Profil bestellt, die in die Walzen U i und 0 2 sowie 0 3
f r
A b b ild u n g 12. D o p p e lw a lz r in g w a lz e n a ls
O ber- u n d U n te rw a lz e b e im T rio .
( Abb. 9) eingedreht wurden, wodurch die Walze Uj, wie in Abb. 13 punktiert angegeben, kalibriert wurde. Nun wurde nur das Profil I mehrmals nachbestellt, was ein allmähliches Nachdrehen bis zum praktisch kleinsten Walzendurchmesser notwendig machte, so daß die Walzen, wie in Abb. 14 dargestellt, zusammenarbeiteten. Man erkennt beim Vergleich der beiden Abb. 13 und 14, daß für dieses Nachdrehen die Matrizenwalze U x und die Patrizenwalze Oj bei geringsten Drehkosten nur im Kaliber 1 nachgeschnitten wurden sind.
KabberArrzab/
Agzcz/? / d e r G ero f/g te a IdaZ zer öe/m :£ /ttze /-
7/a/zrma-GaaOoppe/-
Wa/zr/hÿ-Gaoûee/fac/7-
Wa/zr/t/cf-ßuol/terfa c/r-
Wa/zmrrg-Ûaofü r/y tic/7 -
Wa/zmha-PaoSec/tsfacG -Wa/zam-ûaa
1Gtrfemv. 7
7Gesamt 2
üU. 7 20 2 7
Gesamt A 3
3G. 7 20. 3 77 s
Gesamt 9 2 riY
0'. 7 2o. 9 2
Gesamt S 9
bU. 7 2 30. ,f 2 G? 72/s
Gesamt G Gri t/2/s
6a 7 2 30. G 3 2
Gesamt 7 G 57
u 7 2 3 90. 7 3 G* 2 ri 72,
Gesamt 7 S ri .5 ri ¿2M
«Ct. 7 2 3 GG. G 9 22/s G'Gesamt G G S/t/s G
9G. t 2 3 7G. G t/r i 3 2ri
7Û G ri G Gri1U
G. 7 2 3 7 So. 7G s 3 r i 2ri 2
Gesamt 77 7 G ri G ri 7
11G. 7 2 3 G S GG. 77 S r i 32/s 23/v 2ri 7*/e
Gesamt 7Z 7ri G2/S G2/V 77/s 72/6
íáG. 7 2 3 7 s Go. 72 G t/ 3 22/s 2
Gesamt 7J 7 7 7 72/s G
20'S Z f 30 SS 00 OO ' ZS So X a //6 e rt 7 2 3
A b b ild u n g 13. W a lze n z e ic h n u n g e ines W alz rin g -D u o s.
arbeiten dagegen zwei Einzelringwalzen als Ober- oder Unterwalzen mit einer gemeinsamen Mittelwalze zusammen. Bei acht Kalibern wurden nach Abb. 10 vier Mittel-, eine Ober- und eine Unterwalze, also insgesamt sechs Walzen benötigt, nach Abb. 11 dagegen vier Ober-, eine Mittel- und vier Unterwalzen, gleich insgesamt neun Walzen. Doch kann der letztgenannte Walzenbedarf gleichfalls auf insgesamt sechs Walzen vermindert werden, wenn Doppelringwalzen als Ober- und Unterwalzen zur Anwendung kommen (s. Abb. 12). Der hierbei benötigte Walzenbedarf von sechs Walzen setzt sich aus zwei Mittelwalzen und je zwei Doppelwalzringwalzen als Ober- und Mittelwalzen zusammen.
2 3A b b ild u n g 14. W a lz r in g -D u o n a c h A b b . 13 n a c h A b d reh en des K a lib e rs 1 a u f d e n k le in s te n D u rc h m e ss e r o h n e V erm inderung
d e r D u rc h m e ss e r v o n K a lib e r 2 u n d 3.
Die Kaliber 2 und 3 der Walze U x sind nicht verändert oder im Durchmesser vermindert worden, sind also noch für weitere Walzungen zu benutzen.
Die gemachten Darlegungen zeigen, wie durch die neuen Walzringwalzen gegenüber dem alten Drehverfahren beim Verwenden gewöhnlicher Walzen die Einschneidekosten für Profile aufs äußerste vermindert werden, und zwar nicht nur was die Kosten für das Drehen betrifft, sondern auch durch Ersparung an Walzenkosten. Die Drehkosten sind noch geringer, die Walzenkosten ungefähr die gleichen wie

za. reuruar 1935. Urtischa u. S t a h l u n d E i s e n . 2 3 9
bei Verwendung von Walzringen. Für die letztgenannten kommen sogar noch die Kosten für die Walzwellen und für die Nebeneinrichtungen hinzu. Die mit der Verwendung von Walzringen verbundenen Nachteile werden ausgeschaltet. Der Hauptvorteil aber ist darin zu suchen, daß Walzen üblicher Güte und gewöhnlicher Abmessungen zur Anwendung kommen, so daß die neue Walzenform auch für solche Betriebe in Betracht kommt, die nicht nur Profile zu walzen haben.
*
An den Vortrag schloß sich folgende E rö rteru n g an.S. M a y la en d er , Wetzlar: Das Aufziehen von Ringen auf
Walzen ist in Kaliberwalzwerken eine bekannte Maßnahme, die hauptsächlich aus Ersparnisgründen erfolgt. Die Vor- und Nachteile dieser Maßnahme hat Herr Cramer bereits erörtert. Das Streben nach einer harten Kaliberoberfläche, die man bei aufgezogenen Ringen leider vermißt, ist gerade für uns Edelstahlwalzwerker unbedingt erforderlich. Deshalb ist die von Herrn Cramer angeführte Erfindung sehr zu begrüßen. Meines Erachtens nach dürfte wohl die gießtechnische Seite bei der Herstellung dieser Walzen die Hauptschwierigkeit darstellen. Erstens wird es nicht ganz leicht sein, diese Walzringe an der Oberfläche sehr hart zu bekommen und gleichzeitig einen tadellosen Uebergang des Gefüges nach dem Mantel hin zu erzielen. Zweitens werden die Walzen steigend gegossen, und zwar ist der Einguß tangential der Mantelfläche angeschnitten. Durch das dadurch hervorgerufene Kreisen des Bades in der Eorm werden die Schlacken - teüchen trichterförmig nach innen gezogen. Bei Erweiterung des Querschnittes am Ringansatz wird die kreisende Bewegung gestaut, der Trichter löst sich auf und läßt die Schlackenteilchen nach außen ziehen. Diese setzen sich am oberen Rand des Kaliber -
Z u sa m m en fa ssu n g .Es werden zunächst die verschiedenen Dreharten dar
gelegt, die beim Einschneiden geschlossener Profile angewendet werden, um an Einschneidekosten zu sparen. Darauf werden einige Befestigungsarten für Walzringe gezeigt. Schließlich wird das Arbeiten mit Walzringwalzen dargelegt, wodurch die gleich niedrigen Einschneidekosten wie bei Verwendung von Walzringen erzielt, aber keine besonderen Einrichtungen benötigt werden.
*
ringes fest, und eine poröse Oberfläche des Ringes ist die Folge. Zur Vermeidung dieser Uebelstände müßten diese Kaliberringe mit einem allmählichen Uebergang a, der hernach abgedreht wird, gegossen werden (Abb. 15).Zum Schluß ist noch darauf zu achten, daß die Ringe in axialer Richtung stets mit der entsprechenden Unterwalze übereinstim- men müssen, was für den Gießer auch eine harte Nuß bedeutet.Vielleicht klärt Herr Cramer uns auf, wie diese Schwierigkeiten überwunden werden.
H. C ram er: Die uns bisher von der Walzengießerei gelieferten Walzen waren in Güte und Haltbarkeit einwandfrei. Ich kann Ihnen aber nicht angeben, wie die Walzen hergestellt werden. Einen Walzenbruch haben wir bisher bei Walzringwalzen nicht gehabt; lediglich ist anfangs ein Randbruch vorgekommen. Nachdem wir aber die Ränder etwas erbreitert haben, haben wir keine Störungen mehr gehabt.
Kaliberring mit allmählichem Uebergang.
A b bildung 1. A n w endun g der S p an n teile .
Mit den in Abb. 1 gezeigten Spannteilen lassen sich fast alle Werkstücke auf Waagerechtbohrbänken, Hobelmaschinen usw. schnell und sicher spannen. Die Bauweise der Einzelteüe ist einfach, z. T. auch bekannt. Die Beschaffung ist mit nicht allzu hohen Kosten verbunden. Die Instandhaltung jedoch muß aus der Praxis heraus in Bahnen geleitet werden, die den Erfolg verbürgen. Bei der Aufstellung des Instandhaltungsplanes soll bedacht werden, den Facharbeiter an der Maschine n ic h t zu belasten. Er soll stets alles in griffbereitem Zustande möglichst A bbildung 3. S tü tzb lock .
Umschau.unmittelbar an der Maschine in genügender Zahl zur Verfügung haben.
Die hauptsächlichsten Spannteile sind: Stützrohre, Stützböcke, Stockwinden, Spannschrauben und Spanneisen.
Um einen möglichst großen Spannbereich zu erzielen, ist bei den S tü tzr o h r en eine Grobver- stellung, ein teleskopartiges Ineinanderschieben (Abb. 2) und eine Feststellung durch einen Bolzen vorgesehen. Die Feinverstellung oder das „auf Druck stellen“ erfolgt durch eine Sechskantmutter mit Feingewinde. Durch den kugeligen Aufsatz ist die Gewähr gegeben, daß sich die Stütze an Ecken, Kanten, Nocken usw. gut ansetzen läßt. Zum Ausrichten, also zum Wegdrücken schwerer Teile ist sie n ic h t zu verwenden.
Um den Spanndruck senkrecht zur Spannplatte zu erzeugen, ist es notwendig, das Spanneisen annähernd waagerecht zur Spannebene zu legen. Durch einen Griff lassen sich die Auflagen bei dem gezeigten S tü tz b o c k (Abb. 3) auf die gleiche Höhe zum Werkstück bringen, so daß beim Anziehen der
—fe/nre/’*S fe//u /7 ff
G robrer*
Aus der Arbeitsvorbereitung in Bearbeitungswerkstätten1).Bei der Massenfertigung bildet das S p a n n en des W erk
stückes die erste Sorge, und es werden keine Kosten gescheut, das Stück „sicher“ und „schnell“ zu spannen. In der Einzelfertigung im Schwermaschinenbau, besonders auch in den Betrieben, in denen große und mittlere Stahlguß- und Schmiedestücke zur Bearbeitung vorliegen, wird dem Spannen nicht immer die auch hier notwendige Aufmerksamkeit geschenkt. Bei der verschiedenen Form und Art der Stücke müssen hier allgemein verwendbare Spannteile g e sc h a ffe n un d in b rau ch b arem Z u sta n d e erhalten Tverden.
S'cbn/ffA -A
x) Aus einem Vortrag des Verfassers anläßlich des Betriebs- Spannschraube kein seitliches Verschieben durch den Spanndruokwirtschaftlichen Schulungskursus im Eisenhüttenhaus vom 4. bis eintreten kann. Häufig wird die Spannschraube nicht dicht13. Oktober 1934. genug an das zu spannende Stück, sondern mehr in die Nähe des

240 Stahl und Eisen. Umschau. 55. Jahrg . Nr. 9.
Spannbockes gesetzt. Der Spannbock sitzt dann zwar fest, aber das zu spannende Werkstück ist lose und rutscht unter dem Arbeitsdruck. Parallelkästen und -klötze, mindestens je zwei genau auf gleiche Höhe abgerichtet, müssen in gutem Zustande in genügender Anzahl vorhanden sein. Diese in Verbindung mit den Spannböcken werden die so oft anzutreffenden wackeligen Turmbauten aus Blechen, Muttern, Spanneisen usw. überflüssig machen. Das zeitraubende Suchen fällt weg, und die Sicherheit der Spannung wird gewährleistet.
Die S to c k w in d e (Abb. 4) sollte beim Spannen häufiger angewendet werden. Mit ihr ist das Ausrichten auch schwerster Werkstücke mit mikrometerähnlicher Genauigkeit und schnell möglich; das für die Werkzeugmaschine so schädliche Hochkeilen fällt dadurch fort.
o
Ausführung 7 Ausführung2Abbildung 4. S tockw inde.
A bbildung 5. Spannschraube.
S p a n n sch ra u b en (Abb. 5) und S c h litz m u tte r n in verschiedenen Längen mit gangbarem Gewinde, an der Maschine in offenen Fächern griffbereit aufgehängt, tragen ebenso zum schnellen und sicheren Spannen bei. Die Nuten in den Tischen der Werkzeugmaschinen sollte man nach und nach auf DIN-Maße nacharbeiten lassen. Dadurch werden die Sorten an Spannschrauben auf eine Mindestmenge beschränkt, und außerdem sichert das gute Passen der Schrauben in den Schlitzen beiden eine längere Lebensdauer.
Ausführung 7
AusführungZ
Ausführung 3
o
Ausführung 7
Ausführung 2
HAusführung 2a,
j
in den Winderhitzern ungereinigtes Gas mit einem Staubgehalt von 5 bis 6 g/Nm 3 verbrannt wurde; dementsprechend war der Winderhitzergasverbrauch sehr hoch und betrug etwa 50 % der gesamten Gasmenge.
Durch den Bau einer neuen Gasreinigung konnten die Winderhitzer auf feingereinigtes Gas umgestellt werden, und da war es gegeben, die Winderhitzerausmauerung zu verändern. Aus wirtschaftlichen Gründen entschloß man sich, an Stelle einer neuen Ausgitterung die Kanäle 6 m hoch mit Stoeckersteinen auszufüllen. Die H e iz flä c h e wurde damit um 25 % auf 5750 m2 v e r grö ß ert. Insgesamt wurden in jeden Winderhitzer 30 t Stoecker- steine eingesetzt. Die Abgastemperatur fiel durch die Füllsteine bei gleicher Heißwindtemperatur um 120°, und der Gasverbrauch verringerte sich damit auf 30 % der Gesamtmenge. Nachteilig war, daß der Temperaturabfall des Windes während des Blasens stieg. Er betrug ohne Stoeckersteine etwa 105° und stieg nach der Auffüllung auf 160°. Kurt Skroch.
Beitrag zur Frage der Schweißspannungen.
Da durch die Einführung höherer Kesseldrücke die Frage der Flickschweißung immer mehr an Bedeutung gewinnt, wurden von H. B ü h ler und W. L o h m a n n 1) eine Beihe von Untersuchungen über die beim Schweißen und besonders beim Ein- schweißen von Flicken entstehenden Eigenspannungen durchgeführt.
Die M essung der S c h w eiß sp a n n u n g en erfolgte nach dem schon vielfach bei Untersuchungen an Zylindern benutzten A u sb o h rv er fa h ren . Denkt man sich eine kreisrunde Platte als Zylinder von unendlich kleiner Höhe, so geht ein räumlicher, also dreiachsiger Spannungszustand im Zylinder in einen ebenen oder zweiachsigen Spannungszustand in der Platte über. Auf Grund dieser Tatsache wurden zunächst in kreisrunde P la tte n aus St 34 und St 52 von 250 mm Dmr. Flicken von 150 mm Dmr. eingeschweißt, so daß in den 20 mm dicken Platten nun ein ebener Spannungszustand vorhanden war. Die Größe und Verteilung der Spannungen ließ sich aus dem Verlauf der Durchmesseränderungen bei stufenweisem, mittigem Ausbohren ermitteln. Vor Beginn der Spannungsmessungen wurden die geschweißten Platten mit Röntgenstrahlen auf Poren in der Schweißnaht, Einschlüsse von Schlacken sowie etwa beim Schweißen aufgetretene Risse geprüft. Rissige Platten wurden von der Spannungsuntersuchung ausgeschlossen, da anzunehmen ist, daß durch die Risse der größte Teil der Spannungen schon ausgelöst wird. Die Risse, die ausnahmslos in der unter Zugspannungen stehenden Schweißnaht lagen, waren bei fast sämtlichen fehlerhaften Platten von außen nicht zu sehen. Wie der Prüfbefund erkennen Heß, treten sie in den unteren Lagen auf und werden ausgelöst, wenn die nächstfolgende Lage geschweißt wird.
Wfr, Höchste Zugspannung \ Zugspannung in denSchwe/fe
A b bildung 6. Spanneisen.
Ebenso müssen S p a n n e ise n (Abb. 6) in den verschiedensten Stärken und Längen vorhanden sein. Es lohnt sich, die Formen und Größen, die je nach Eigenart des Betriebes verschieden sein werden, mit Angabe der Abmessungen in Tafeln festzulegen und nur nach diesen neue Spanneisen anzufertigen. P a u l A rn h o ld .
Vergrößerung der Heizfläche von bestehenden Winderhitzern durch Füllkörper.
Auf einem Eisenhüttenwerk in Polnisch-Oberschlesien sollte die Heizfläche der Winderhitzer durch Füllsteine vergrößert werden. Von K. S k r o c h 1) wurden deshalb verschiedene Arten von Füllkörpern, wie Semmelsteine, Spiralsteine und Stoeckersteine, verglichen, wobei festgestellt wurde, daß sich für die dortigen Verhältnisse die S to e c k e r s te in e am besten eignen.
Die W in d erh itzer haben ohne F ü l ls t e in e eine Heizfläche von 4500 m2, einen lichten Durchmesser von 7,0 m und eine Höhe von 23,75 m. Das Gitterwerk besteht aus 75 mm starken Steinen mit glatten Kanälen, die auf beiden Seiten des kreisförmigen Brennschachtes einen lichten Querschnitt von 200 mm2 und in der Mitte von 175 mm2 haben (Bauart Boecker). Die großen Querschnitte der Kanäle erklären sich daraus, daß
2) H utnik 6 (1934) S. 61/68.
Durchgehende Naht—
Pitgerschr/tt-Naht- Durchgehende Naht, Jede Nahtgehämmert
PHgerschritt-Naht,_ P/attegehüh/t
10 20 30Zugspannungen in hg/mmD
00
A b bildung 1. E igenspannungen beim F lickschw eißen von runden P la tten m it 250 m m Dm r. aus S t 34 (4 mm
d icke, um hüllte E lek trod e).
Alle Platten waren mit einer dem jeweiligen Grundwerkstoff angepaßten E le k tr o d e geschweißt worden. In Uebereinstim- mung mit früheren Versuchen wurde gefunden, daß die blanke Elektrode nicht unbedingt geringere Restspannungen hervorruft als die umhüllte, daß sie aber wohl weniger zur Rißbildung führt. Die mit durchgehender Naht geschweißten Platten, bei denen die Flicken vor dem Schweißen g e h e f te t waren, zeigten etwas geringere Restspannungen als bei u n g e h e f te te n Flicken. In Abb. 1 sind einige kennzeichnende Ergebnisse an St 34 aus den umfangreichen Untersuchungen zusammengestellt. Danach erwies sich die P ilg e r s c h r it ts c h w e iß u n g in mehreren Lagen weder bei gehefteten noch bei ungehefteten Flicken der d u rch g eh en d en N a h t überlegen; es wurden teilweise sogar größere Spannungen gemessen. H äm m ern der N a h t setzte die Span
x) Elektroschweißg. 5 (1934) S. 141/45, 165/70 u. 221/29.

28. Februar 1935. Umschau. Stahl und Eisen. 241
nungen meist um 40 bis 50 °/0 herab, und zwar scheint dabei die Wirkung bei umhüllten Elektroden etwas stärker zu sein als bei blanken. Durch das Hämmern der noch warmen Naht werden die elastischen Spannungen durch die plastischen Verformungen in der Schweiße weitgehend abgebaut und mithin der Gesamtspannungszustand vermindert. Es empfiehlt sich aber, lediglich die unteren Lagen zu hämmern. Wurden die Platten während des Schweißens mit W asser g e k ü h lt , so ergaben sich bedeutend höhere Spannungen als bei üblicher Schweißung, da durch die Kühlung der Temperaturabfall in dem zu schweißenden Werkstück stark vergrößert wird. Es ist daher im Betrieb möglichst auf eine geringe Wärmeableitung zu achten.
Diese Ergebnisse an St 34 wurden durch Versuche an Platten aus St 52 bestätigt. Mit steigender H ä rte des G ru n d w erk sto ffe s nehmen die Restspannungen langsam zu, jedoch sind die Unterschiede zwischen den untersuchten Werkstoffen St 34 und St 52 bei den dem Werkstoff angepaßten Elektroden unter gewöhnlichen Bedingungen nicht sehr beträchtlich. Auffallend sind bei dem härteren St 52 die hohen Spannungen, die entstehen, wenn die Platte während des Schweißens gekühlt wird, wodurch vor allem die Zugspannungen in der Schweiße erhöht werden.
Durch weitere V ersu ch e an groß en P la t te n von 500 mm Dmr., in welche gleichfalls ein Flicken von 150 mm Dmr. eingeschweißt wurde, fanden die an den kleinen Platten gewonnenen Ergebnisse ihre Bestätigung. Die Spannungen der großen Platten waren jedoch durchweg größer als die der kleinen, so daß bei den großen Platten, besonders aus St 52, die Gefahr des Reißens beim Schweißen auftrat. Da gerade die Versuche an größeren Platten den Verhältnissen an Kesseln näherkommen, so wurde versucht, auch bei den härteren Stählen eine einwandfreie Flick- schweißnaht zu erhalten. Beim Schweißen einer durchlaufenden Naht entstanden z. B. bei St 52 Spannungen von etwa 45 kg/mm2, die durch Hämmern der unteren Lagen um 25 % vermindert werden konnten.
Die Ursache der hohen Spannungen und der Rißerscheinungen ist wohl darin zu suchen, daß der Wärmeabfluß bei der Elektroschweißung ziemlich rasch einsetzt und die zunächst noch dünne Schweißnaht die gesamte Formänderung aufzunehmen hat, wozu sie natürlich nicht immer in der Lage ist. Es muß also zur V e r m eidung der h o h en S p a n n u n g en das Einschweißen dünner Lagen vermieden werden. Aus diesem Grunde wurde die Naht in kurzen Abschnitten und durch Hin- und Herschweißen sofort in drei Lagen aufgetragen. Das setzt natürlich voraus, daß die von den vorhergehenden Schweißraupen stammenden Schlacken ohne Schwierigkeit und ohne Hämmern beseitigt werden können. Mit den hierzu benutzten Elektroden war dies ohne weiteres möglich, da beim weiteren Schweißen die gesamte schon erstarrte Schlacke wieder flüssig wurde und keine Schlackennester hinterließ. Es wurde so gegenüber der durchgehenden Naht eine Verminderung der Spannungen von über 30 % erreicht. Eine weitere Möglichkeit zur Vermeidung von Rissen besteht in dem Vorbiegen der Platten, so daß die Zugspannung in eine Biegespannung übergeleitet wird. Die günstige Wirkung dieser Maßnahme wird durch die Erfahrung bestätigt; denn beim Einsetzen von Flicken in Kessel treten lediglich Risse senkrecht zur Kesselachse, niemals dagegen gleichlaufend zu ihr auf. Durch eine Verbindung dieser beiden Verfahren — Legen mehrerer Raupen gleichzeitig und Vorbiegen der Platten — werden sich auch bei Stählen bis etwa 60 kg/mm2 Zugfestigkeit Risse in den Schweißnähten der Flicken vermeiden lassen. Spannungsmessungen an vorgebogenen Platten, die durch die obenerwähnte „Vollschweißung“ geflickt waren, ergaben eine Verminderung der Spannungen gegenüber denen der durchlaufenden Naht um 40 %.
In den letzten Jahren ist im Schrifttum vielfach die Frage erörtert worden, ob die R e s tsp a n n u n g e n in e le k tr is c h oder in g a ssc h m e lz g e sc h w e iß te n W e rk stü c k e n größ er sind. Auch Beobachtungen aus dem Betrieb und Laboratoriumsuntersuchungen hatten sehr widersprechende Ergebnisse, die zweifellos zum Teil auf unterschiedliche Arbeits- oder Versuchsbedingungen zurückzuführen sind. Zur Klärung dieser Frage wurden kreisförmige Platten aus St 34 von 20 mm Dicke beiderseitig mit mittigen R il le n k r e is e n versehen. Die Rillen wurden nach den verschiedenen Verfahren mit Schweißgut ausgefüllt und die so verschweißten Platten nach dem Ausbohrverfahren auf Spannungen untersucht. Der Außendurchmesser der Platten betrug 245, 500 und 1000 mm, der Rillendurchmesser 150 mm. Von jeder Abmessung wurden Platten elektrisch mit blanken und umhüllten Elektroden und autogen geschweißt. Bei der Lichtbogenschweißung wurde die Rille in drei Lagen, bei der Gasschweißung in einer Lage von links verschweißt.
Die E r g e b n is se der V ersu ch e sind in A 66. 2 zusammengestellt. Bei den lichtbogengeschweißten Platten von 250 mm Dmr.
ist bei Verwendung von blanken oder umhüllten Elektroden ein wesentlicher Unterschied in den Restspannungen nicht zu erkennen; die Höchstspannungen betrugen 20 bis 22 kg/mm2. Dagegen zeigte die gasgeschweißte Platte nur äußerst geringe Restspannungen von etwa 6 kg/mm2. Die Gasschmelzschweißung ist mithin bei dieser Plattenabmessung der Elektroschweißung
P/atfendurchmesser /n m/nAbbildung 2. E in fluß der PlattengröBe und des Sehw eiß-
Verfahrens auf die Schw eißspannungen.
eindeutig überlegen. Bei einem Plattendurchmesser von 500 mm verschwand der Unterschied zwischen der Gasschmelz- und der Lichtbogenschweißung bei Höchstspannungen zwischen 30 und 40 kg/mm2, wobei die Ergebnisse der Gasschweißung der oberen Grenze und die der Elektroschweißung der unteren Grenze entsprachen. Dagegen traten bei der weiteren Steigerung der Plattengröße auf etwa 1000 mm wieder deutliche Unterschiede zwischen den Spannungen bei beiden Schweißarten auf; hier wies die Gasschmelzschweißung die höchsten Restspannungen von 28 kg/mm2 auf. Dazu hatte sich die Platte merklich verzogen, so daß die Spannungen in Wirklichkeit noch höher anzunehmen sind. Bei der Lichtbogenschweißung sanken die entsprechenden Werte auf 15 und 18 kg/mm2.
Diese Versuche zeigen also, daß bei den verschiedenen Schweißverfahren die R e stsp a n n u n g e n sta r k v o n der G röße des g e sc h w e iß te n W e rk stü c k e s a b h ä n g ig sind. Eine Erklärung für diese Abhängigkeit ist aus der Kenntnis der Spannungsentstehung heraus möglich1).
V ersu ch e m it F lic k e n von 150 mm Dmr., die wieder in Platten von 250 und 500 mm Dmr. aus St 34 und St 52 eingeschweißt wurden, bestätigten die Ergebnisse. Bei den Platten von 250 mm Dmr. ergaben sich bei Links- und Rechtsschweißung mit Gas und bei beiden Stählen geringe Spannungen von 1 bis 7 kg/mm2, während die Elektroschweißung bedeutend höhere Spannungen erzeugte. Im Gegensatz dazu wurden bei Platten von 500 mm Dmr. bei St 34 durch Gasschmelzschweißung Höchstspannungen von 23 bis 24 kg/mm2 ermittelt, die etwa 4 bis 6 kg/mm2 über den entsprechenden Werten der Elektroschweißung lagen. Bei den Versuchen mit Platten aus St 52 von 500 mm Dmr. verhielt sich die Gasschmelzschweißung dagegen günstiger als die Elektroschweißung: Während bei der Elektroschweißung Spannungen von über 40 kg/mm2 auftraten, ergab die Gasrechts-, schweißung 30 kg/mm2 und die Gaslinksschweißung nur 24 kg/mm2. Die geringen Restspannungen bei der Linksschweißung sind auf ein Verziehen der Platten zurückzuführen; es ist anzunehmen, daß die nicht verzogenen Platten höhere Restspannungen ergeben hätten.
Die G efah r der R iß b ild u n g scheint bei üblicher Ausführung beim Gasschmelzschweißen geringer zu sein. Jedoch müssen die Heftstellen, die in den meisten Fällen reißen, wieder einwandfrei durchgeschweißt werden, damit jeder Anriß vermieden wird. Die Rechtsschweißung bietet außer den wirtschaftlichen Vorteilen noch Vorzüge wegen des geringeren Schweißvolumens und des besseren Durchschweißens an der Nahtwurzel. Ueber den Einfluß der Anrisse liegen im Betrieb schon eine Reihe von Ergebnissen vor. Auch wenn der Anriß lediglich in der unteren
31

242 Stahl und Eisen. Umschau. 55. Jahrg. Nr. 9.
Schweißlage auftritt, ist die Gefahr der Fortsetzung des Risses ohne weiteres gegeben. Es empfiehlt sich daher, alle Schweißarbeiten an lebenswichtigen Druckbehältem sorgfältig zu prüfen, gegebenenfalls durch Röntgenuntersuchung.
Für den B e tr ie b können aus den vorgenannten Versuchen folgende S ch lu ß fo lg er u n g en gezogen werden: Flickschweißungen an Behältern aus weichem Baustahl lassen sich unter Beachtung der grundlegenden Schweißregeln ohne Schwierigkeiten und ohne Fehler durchführen. Mit steigender Festigkeit besteht bei Verwendung umhüllter Elektroden die Gefahr der Rißbildung, die mit den üblichen Schweißverfahren, auch bei Anwendung der Pilgerschrittschweißung, Kühlung der Platte usw., sich nicht umgehen läßt. Eine Verminderung der Gefahr erreicht man, wenn man statt dünner Nähte mehrere Lagen gleichzeitig oder kurz nacheinander schweißt. Ebenso ist die Verwendung von dicken Elektroden mit 6 mm Dmr. vorteilhaft.
Hans Bühler und Wilhelm Lohmann.
Fortschritte im Gießereiwesen im ersten Halbjahr 1934.(Schlu ß v o n Seite 216.)
II. S ch m elzb etr ieb .Mit den L e is tu n g sg re n z e n des K u p o lo fe n s beschäftigt
sich A. A c h e n b a ch 57). Statt sich auf die Feststellung zu beschränken, daß der Kupolofen ein heißes Eisen zu liefern hat, was zur Begründung der weiteren Ausführungen völlig genügt hätte, versucht der Verfasser von der Seite der Metallographie und der heterogenen Gleichgewichte die Notwendigkeit seiner Darlegungen über den Kupolofen zu begründen. Das dabei angezogene Eisen-Kohlenstoff-Schaubild sowie der dazugehörige Text sind aber unzutreffend. Auch ist nicht klar, wie aus dem Normblatt DIN 1691 herauszulesen ist, daß darin die Summe von Kohlenstoff- und Siliziumgehalt als Bewertungsgröße irgendwo enthalten sei58). Die weiter folgenden Ausführungen über die Leistungsgrenzen des Kupolofens fußen im großen und ganzen auf den Ausführungen des Verfassers59) in seinem Buch „Der Gießereischachtofen“, wozu der erstgenannte Berichterstatter bereits Stellung genommen hat60). Die damals geforderte Kritik gegenüber den Ausführungen von Achenbach ist auch bei der vorhegenden Veröffentlichung dringend am Platze. Wie es beispielsweise möglich sein soll, 1 kg Koks, der 85 % C enthält, mit 9,7 m3 Luft zu verbrennen, wo 1 kg reinster Kohlenstoff zur vollständigen Verbrennung zu Kohlendioxyd nur 8,9 m3 Luft benötigt, ist unerfindlich. Daß ferner der spezifische Windbedarf bei 9 und 11% Kokssatz der gleiche sein soll, während das Verbrennungsverhältnis 7)v, zum Windbedarf in unmittelbarem Zusammenhang stehend, sich mit dem Kokssatz besonders in den angegebenen Grenzen ändert, bleibt ebenso unerklärhch. Werden dann mit solchen Unterlagen Windtemperaturen berechnet, so tut man gut daran, auf derartige Rechnungen nicht gar zu sehr zu bauen!
A. N e h m itz 61) glaubt feststehen zu können, daß zu Beginn der Schmelzperiode der S c h w e fe lg e h a lt zunächst fällt, dann wieder steigt, um gegen Ende der Schmelzzeit unter Umständen wieder zu sinken. Eine Erklärung wird nicht gegeben; die Versuchswerte streuen stark.
W. S c h n e id e r 62) berichtet über Versuche mit E r d ö lz u sa tz feu er u n g an Kupolöfen. Vor Einführung der Zusatzfeuerung mußte mit einem hochschwefelhaltigen Koks geschmolzen werden, der den Schwefelgehalt des anfallenden Tempereisens auf 0,28 % einstellte. Nach Einführung der Zusatzfeuerung konnte bei einem Verbrauch von etwa 0,8 bis 1 kg Erdöl auf 100 kg Tempereisen nicht nur der Satzkoks von etwa 24 auf 15 %, sondern auch der Schwefelgehalt des Rohgusses von etwa 0,28 auf 0,19 bis 0,20 % herabgedrückt werden. Bei diesem Verfahren war zunächst eine deutliche Ersparnis an Brennstoff festzustellen, weil der Aufwand für den Koks stärker fiel, als den Mehrausgaben für den Zusatzbrennstoff entsprach. Sodann konnte die Temperzeit durch Uebergang auf Schwarzguß bedeutend verringert und die Leistungsfähigkeit der Gießerei unter weiterer Einsparung von Kosten gesteigert werden.
Mit Hilfe der G ro ß za h lfo rsch u n g und Mittelbildung aus geeigneten Zahlengruppen will K. N e u s t ä t t e r 63) folgende, für
67) Gießerei 21 (1934) S. 109/15.58) Vgl. DIN-Taschenbuch 4: Werkstoffnormen Stahl, Eisen,
Nichteisenmetalle, 8. Aufl. (Berlin: Beuth-Verlag 1934) S. 66/67.59) Der Gießereischachtofen in Theorie und Praxis (Leipzig:
Verlag Dr. M. Jänecke 1931).60) Werkst.-Techn. 26 (1932) S. 39.61) Gießerei 21 (1934) S. 31.62) Gießerei 21 (1934) S. 98/100.63) Mitt. Forsch.-Anst. Gutehoffnungshütte-Konzern 2 (1933)
S. 112/34; Gießerei 21 (1934) S. 71/74.
den K u p o lo fe n b e tr ie b gültige Regeln gefunden haben. Die Schmelzleistung steigt mit Erhöhung der Windmenge und der Windpressung, während die Abstichtemperatur dabei fällt. Der Kohlenstoffgehalt der Schmelze steigt zunächst etwas an, um bei sehr hohen Windmengen wieder zu sinken. Die Graphitmenge und der Siliziumgehalt fallen mit steigender Abstichtemperatur. Auf den Mangan-, Phosphor- und Schwefelgehalt hat die Windmenge keinen Einfluß. Der Eisenoxydulgehalt der Schlacke soll mit steigender Windmenge zunächst sinken, dann aber wieder steigen, während der Gehalt an Manganoxydul nicht beeinflußt wird. Ueber den Einfluß der Witterung stellt der Verfasser fest, daß ein hoher Barometerstand höhere Schmelzleistungen und niedrigere Abstichtemperaturen ergibt als ein niedriger. Hohe absolute Feuchtigkeit des Windes ergibt verminderte Schmelzleistung und erhöhte Abstichtemperaturen, während der Gesamtkohlenstoffgehalt und der Graphitanteil des Gußeisens herabgesetzt werden, anscheinend auch der Schwefelgehalt. Die Brinell- härte soll bei zunehmender Windfeuchtigkeit steigen (bei gleicher Gattierung ist das Eisen im Sommer stets härter als im Winter!), während Zug- und Biegefestigkeit unbeeinflußt bleiben. Weitere Angaben werden über den Einfluß von Rost- und Sandanhang gemacht. Die Arbeit zeigt deutlich, daß mit Hilfe der Großzahl- forschung sehr gut Beziehungen der Betriebsgrößen untereinander aufgedeckt werden können, daß diese Beziehungen aber durchaus nicht immer innere, sondern in manchen Fällen nur statistische sind. Wenn beispielsweise durch höhe Windfeuchtigkeit sowohl der Gesamtkohlenstoff- als auch der Graphitgehalt erniedrigt wird, so kann es sehr gut möglich sein, daß der niedrigere Graphitgehalt sich wegen des niedrigeren Gesamtkohlenstoffgehaltes und nicht wegen der höheren Windfeuchtigkeit einstellt. Wird ferner die Graphitmenge durch hohe Abstichtemperaturen verringert, durch hohe Luftfeuchtigkeit aber eine erhöhte Abstichtemperatur erzielt, so ist das abermals ein Zeichen dafür, daß die Graphitmenge vielleicht vielerlei anderen Einflüssen, nur nicht gerade jenem der Windfeuchtigkeit unterworfen ist. Wenn auch für den Betrieb diese Unterscheidungen häufig belanglos sind, so können sie doch gelegentlich bei Erklärungsversuchen zu schlimmen Irrwegen führen. Man wird daher O. H eng- s te n b e r g 64) zustimmen, wenn dieser die Großzahlforschung einem scharfen Werkzeug vergleicht, „das bei sachgemäßer Anwendung ganz vorzügliche Dienste leistet, das aber bei unrichtiger Handhabung recht gefährlich sein und viel Unheil anrichten kann“.
III. F o rm ere i und P u tz er e i.Die Frage der Formsandprüfung hat jetzt auch in England
insofern einen gewissen Abschluß gefunden, als von der B r itish C ast Iron R esea rch A s s o c ia t io n 65) eine Z u sa m m en ste llu n g b ew ä h rter V erfa h ren und G eräte veröffentlicht wurde, womit der Normung die Wege geebnet sind. Neben Anweisungen über die Probenahme und Probenherstellung werden die Verfahren zur Bestimmung des Wassergehaltes, der mechanischen und chemischen Zusammensetzung, der Festigkeit, Gasdurchlässigkeit, Feuerbeständigkeit und anderer Kennwerte beschrieben. Die Geräte zeichnen sich durch Einfachheit und Billigkeit aus. H. W. D ie te r t und F. v. V a lt ie r 66) weisen darauf hin, wie wichtig die U eb erw a ch u n g der F orm san d k orn größ e ist, weil diese und die Form der Sandkörner die Gasdurchlässigkeit und Festigkeit des Sandes maßgeblich beeinflussen. Rund- körniger Sand ergibt eine größere Gasdurchlässigkeit als scharf- körniger und bei Oelkernen auch höhere Festigkeit. Schon ein Zusatz von 10 % eines sehr feinkörnigen Sandes kann die Gasdurchlässigkeit um die Hälfte vermindern, woraus sich das schnelle Versagen mancher Sande durch Kornzertrümmerung erklärt. M. P a sch k eu n d E. S c h n e id e r 67) berichten über die W irk un gsw e ise des K o h le n sta u b s im F orm sand . Nach vorläufigen Versuchsergebnissen muß als brauchbarste Körnung des Kohlenstaubs für die Beschaffenheit der Gußhaut und die Festigkeitseigenschaften des Formsandes diejenige betrachtet werden, die der Körnung des Sandes am nächsten kommt. Größere Wandstärken erfordern einen größeren Kohlenstaubzusatz, um das Anbrennen des Sandes zu verhindern. Während P. A u lic h 68) die das Anbrennen verhütende Wirkung des Kohlenstaubs auf die Bildung eines Gasfilms zwischen Eisen und Sand zurückführt und B. H ir d 68) die Meinung vertritt, das aus dem Kohlenstaub sich entwickelnde Gas spalte Kohlenstoff ab, der die Sandkörner schützend überzieht, glauben Paschke und Schneider gezeigt
64) Techn. Mitt. Krupp 1 (1933) S. 112/17.°5) Brit. Cast Iron Res. Association, Spec. Publ., 1934, Nr. 2.••) Trans. Amer. Foundrym. Ass. 41 (1933) S. 175/92.67) Gießerei 21 (1934) S. 149/51.68) Gießerei 19 (1932) S. 484.69) Foundry Trade J. 40 (1929) S. 493/96; 41 (1929) S. 5/8.

28. Februar 1935. Umschau. Stahl und Eisen. 243
zu haben, daß die Wirkung der Kohle vor allem auf ihrer Erweichung bei 400° beruht, wobei eine Schutzhülle auf den Sandkörnern erzeugt wird. Zweckmäßig werden daher nach den beiden Verfassern gute Kokskohlen mit einem Gasgehalt von 20 bis 30 % als Zusatz gewählt. Eine neuere Arbeit von Hird70) erklärt die Wirkung des Kohlenzusatzes wie die ältere Veröffentlichung, stimmt jedoch in der Frage des günstigsten Gasgehaltes mit dem Ergebnis der deutschen Arbeit überein. Hird fordert eine möglichst feinkörnige Kohle. A. V ä th 71) untersuchte den E in flu ß s te ig e n d e r W a sse r g e h a lte der Form. Mit wachsender Feuchtigkeit nehmen Härte, Graphitkeimzahl und Biegefestigkeit zu, während die Durchbiegung zurückgeht. Nasse Formen begünstigen die Ausbildung des Phos- phideutektikums und dadurch spröden Guß. Ch. M o rr isso n 72) berichtet über die F o rm sa n d p rü fu n g in einer amerikanischen Fließbandtempergießerei. Die Prüfung richtet sich in erster Linie auf den an den Schüttelsieben anfallenden Altsand, der nach Zusatz eines Trockenbinders mit Kohlenstaub und Wasser versetzt und stündlich auf Wassergehalt, Gasdurchlässigkeit und Bindefähigkeit nach den genormten Verfahren geprüft wird. Der Wassergehalt soll bei mittleren und größeren Stücken 4,8 bis5,2 % betragen. Auf Grund des Prüfergebnisses erfolgt Zuschlag von Ton zur Einstellung der Bindefestigkeit. Die Gasdurchlässigkeit hängt von verschiedenen Einflußgrößen ab, besonders von der Feinheit des Kemsandes, der fast vollständig mit dem Formsand verarbeitet wird. Maßgebend sind ferner der Tongehalt, die Wassermenge, der Staubgehalt sowie die Kohle, die mit dem trockenen Frischsand beigemischt wird. Welche entscheidende Rolle die Formsandbeschaffenheit b e i E m a illie r g u ß spielt, zeigt H. B. M a eN a ir 73); der Formsand ist hier häufig von größerer Bedeutung als das Eisen! U. L o h s e 74) beschreibt neuzeitliche S c h n e llfo r m e in r ic h tu n g e n für die Herstellung größerer Mengen von Guß verschiedener Abmessungen, wie Herdguß, Kanalisationsteile, Bremsklötze, Abflußrohre, Heizkörperu. a. m. Durch Trennung der Modellplatte mit Abhebevorrichtung vom Sandverdichter wird die Formherstellungsdauer verkürzt. Die Anwendung von Preßluftstampfern oder Formpressen bei vollständig selbsttätiger Arbeitsweise gestattet eine Erhöhung der Leistung bei vermindertem Ausschuß.
IV. A llg em e in es .
H. B o r n s te in 76) legt der American Society for Testing Materials eine neue, gegenüber der alten Fassung76) bedeutend erweiterte zusammenfassende G e m e in sc h a ftsa r b e it über Gußeisen (Symposium) vor, die sich durch eine gute Ausnutzung des neueren Schrifttums auszeichnet und auch die schrittmachenden deutschen Arbeiten größtenteils berücksichtigt. Eine Besprechung der Einzelheiten kann hier unterbleiben, weil die überwiegende Mehrzahl der berücksichtigten Forschungsergebnisse in diesen Berichten schon mitgeteilt worden ist. Die Berichterstatter möchten jedoch auf einen schon kürzlich gerügten Fehler hin- weisen, dem man im ausländischen Schrifttum häufig begegnet77). Da der Elastizitätsmodul (kg/mm2) die Kraft bestimmt, die ein Prisma vom Querschnitt 1 mm2 um seine eigene Länge ausdehnen würde, falls dies o h n e U e b e r sc h r e itu n g der E la s t i z i t ä t s grenze möglich wäre, enthält die Bestimmung dieser Kraft aus den G esa m t Verformungen statt aus den elastischen allein, etwa beim Biegeversuch, einen Widerspruch in sich selbst. Dieser Fehler wird auch in der besprochenen Zusammenfassung gemacht (S. 180) und durch den Hinweis, daß es sich nur um ein Vergleichsmaß der Starrheit (rigidity) handele, nur ungenügend abgeschwächt. Vor allem aber vermißt man jeden Hinweis auf die für Gußeisen nicht nur kennzeichnende, sondern auch gütegruppenbildende Tatsache, daß der Elastizitätsmodul spannungsabhängig ist, was für den Maschinenbauer unter Umständen eine entscheidende Eigenschaft des Gußeisens darstellt. Es sei in dieser Hinsicht auf eine neuere Arbeit von R. Mailänder und H. Jungbluth27) hingewiesen. Trotz dieser Mängel hat die Zusammenstellung dennoch unbestreitbaren Wert, weil sie wichtige Angaben über die Eigenschaften des Gußeisens in übersichtlicher Form bringt. Die n e u e s te E n tw ic k lu n g des G ußeisens in Deutschland streift G. M ey e rsb e rg 78) in einem bemerkenswerten Aufsatz, der u. a. einige Beispiele dafür bringt,
70) Trans. Amer. Foundrym. Ass. 41 (1933) S. 1/19.71) Gießerei 21 (1934) S. 1/3.72) Trans. Amer. Foundrym. Ass. 41 (1933) S. 127/43.73) Foundry Trade J. 50 (1934) S. 148/51.74) Z. VDI 78 (1934) S. 56/58.76) Proc. Amer. Soc. Test. Mat. 33 (1933) Bd. II, S. 115/273.76) Proc. Amer. Soc. Test. Mat. 29 (1929) Bd. II, S. 65/169.” ) Stahl u. Eisen 54 (1934) S. 935/36.78) Gießerei 21 (1934) S. 169/73.
mit welchem Nutzen sich das Verfahren der Großzahlforschung auf das Gebiet des Gießereiwesens anwenden läßt.
Die Einleitung einer bemerkenswerten Arbeit von F. B r in ck - m ann und A. N e h m itz 79) ist fast wichtiger als die später mit- geteilten Ergebnisse über die Anwendung s t a t is t is c h e r V erfa h ren im G ieß ere ib e tr ieb . Sie sollte von allen Gießereibetriebsleuten, die sich bisher gegen geordnete und sachliche Güteüberwachung ihrer Erzeugnisse noch sträuben, beherzigt werden. Es wird an vielen Zahlen gezeigt, wie man beispielsweise Zusammenhänge zwischen Gußeisenzusammensetzung und Ausschuß finden kann. Besonders lehrreich für noch nicht mit dem Verfahren der Großzahlforschung vertraute Leser dürfte die Auseinandersetzung der Verfasser über die merkwürdige Beobachtung sein, daß z. B. bei Heizkörperguß der Ausschuß mit steigenden Schwefelgehalten anscheinend fällt, während er bei Sanitätsguß steigt; es hegt vermutlich kein Schwefel-, sondern ein Mangan- einfluß vor. Aus diesem Beispiel ist ersichtlich, wie derartige Kurven k r it is c h zu deuten sind. Sodann zeigt die Arbeit, wie dieses Verfahren wertvolle Hinweise auf bestehende Erkenntnislücken geben kann. Wenn beispielsweise der Zusammenhang zwischen Kohlenstoff- und Siliziumgehalt bei Sanitätsguß, Badewannenguß und Heizkörperguß jeweils anders ist, so deutet das nach Ansicht der Berichterstatter darauf hin, daß wohl grundsätzliche Unterschiede im Schmelzvorgang vorhanden sein müssen.
Mit Rücksicht auf die Fortentwicklung des Gußeisens in den letzten Jahren kommt K. S ip p 80) zu der Feststellung, daß die Z u sa m m en a rb eit z w isc h e n M a sch in en b a u er und G ießer nicht restlos dem Entwicklungsstand des Gußeisens und den heutigen Bedürfnissen gerecht wird. Mit derselben Frage befaßt sich auch J. K ü s te r 81), ohne zu befriedigenderen Schlußfolgerungen kommen zu können.
Schon in den beiden letzten Berichten82) wurden Bestrebungen verzeichnet, gegossenen Eisenwerkstoffen n eu e V er w e n d u n g sg e b ie te , vor allemim K r a ftw a g e n b a u , zu erschließen. Hierzu lagen auch im Berichtshalbjahr wieder einige bemerkenswerte Aufsätze vor. So beschreibt B. F in n e y 83) die Herstellung von gegossenen Kurbelwellen für den Fordschen V 8- Motor, die mit 1,25 bis 1,4 % C, 1,9 bis 2,1 % Si, 0,5 bis 0,6 % Mn, 0,35 bis 0,4 % Cr und 2,5 bis 2,75 % Cu wohl kaum noch in das engere, herkömmliche Gebiet des Gußeisens gehören. Während der Einsatz aus 40 % Stahlschrott, Rest Roheisen, Wrackguß und Legierungszusätzen bisher in zwei 15-t-Elektroöfen geschmolzen wurde, wird neuerdings nach dem Duplexverfahren gearbeitet. Hierbei gehen zwei Kupolöfen von 14 t Stundenleistung auf einen Flammofen mit 150 mm Badtiefe. Die Frischdauer beträgt etwa 2 h. Der Guß erfolgt vollständig im Kern, wobei jede Form aus sechzehn übereinanderliegenden K em platten besteht und vier Kurbelwellen enthält. Die Gieß-, Form- und Aufbereitungsverfahren werden beschrieben. Die abgekühlten Wellen werden zunächst 20 min bei 900° geglüht und während1,5 h auf etwa 550° im Ofen abgekühlt. In einem zweiten Ofen wird dann abermals 9 min bei 760° geglüht, während 2 h auf 375° abgekühlt und dann an der Luft erkalten gelassen. Die Brinellhärte hegt nach dieser Behandlung zwischen 286 und 321. Gegenüber geschmiedeten Wellen sind die gegossenen etwa 5 kg leichter und bemerkenswert verschleißfester. Nach 17 000 km lag die Abnutzung der gegossenen Wehen unter 0,005 mm. Zur Zeit werden täghch 1800 Wagen mit diesen Wehen ausgerüstet. E. E. T h u m 84) beschreibt die gleichen Kurbelwehen, weicht jedoch von Finney in der Darstellung der Warmbehandlung etwas ab. Danach werden die Wehen in einem elektrischen Ofen geglüht, bei 900° gezogen, auf 540° im Luftstrom abgekühlt und auf einem höher gelegenen Herd desselben Ofens bei 760° angelassen. Ein geringer Teil des Kohlenstoffs hegt nach dieser Behandlung als fein verteilter Graphit vor, während das Kupfer sich vollständig in fester Lösung befindet. Nach A. F. M a y er86) wird von der Toro Manufacturing Co., Minneapohs, im Kupolofen mit 18 % Stahlschrott ein Kurbelwehenwerkstoff erschmolzen mit 3,3 bis 3,4 % C, 1,7 bis 2 % Si, 0,6 bis 0,8 % Mn, 0,2 % P, 2 % Ni und 0,75 % Cr, der eine Rockweh-B-Härte von 97 bis 101 hat. Angaben über Warmbehandlung fehlen allerdings. Der Verfasser weist mit Recht darauf hin, daß die neue Anwendungs- möghchkeit nicht nur durch die in den letzten Jahren gelungene Steigerung der statischen Eigenschaften möghch geworden ist, sondern vor ahem durch die gute Dämpfungsfähigkeit des Guß-
79) Gießerei 21 (1934) S. 173/78.80) Gießerei 21 (1934) S. 191/95.81) Gießerei 21 (1934) S. 195/200.82) Stahl u. Eisen 54 (1934) S. 267/68, 1062/66 u. 1090/93.83) Iron Age 133 (1934) Nr. 11, S. 28/31.84) Met. Progr. 25 (1934) Nr. 2, S. 15/21.86) Met. Progr. 25 (1934) Nr. 2, S. 27/29.
244 Stahl und Eisen. Patentbericht. 55. Jahrg . Nr. 9.
eisens und die stark verbesserte Treffsicherheit der heutigen Herstellungsverfahren.
Ueber die Herstellung von S iliz iu m e ise n g u ß macht E. B rem er86) einige Angaben, die bemerkenswert sind, weil auf diesem Gebiet kaum Schrifttumsangaben vorliegen. Die gewöhnliche Sorte „Duriron“ mit 14,25 % Si und 1 % C, Mn und Verunreinigungen entspricht in ihren Eigenschaften dem bekannten Thermisilid. Wo auch hohe Beständigkeit gegen konzentrierte Salzsäure gefordert wird, hat sich „Durichlor“ be-
86) Foundry, Cleveland, 62 (1934) Nr. 3, S. 12/14 u. 40.
währt, das bei sonst gleicher Zusammensetzung noch 1 % Ni und 3,5 % Mo enthält. Der Kohlenstoffgehalt soll bei beiden Legierungen unter 1 % hegen. Eingeschmolzen wird 15- bis löprozentiges Bessemer-Ferrosilizium mit Siliziumgußschrott, Stahlschrott und Graugußbruch in Sonderflammöfen mit erhöhter und nahezu ebener Ofendecke, um den Siliziumabbrand zu vermeiden. Die Abstichtemperatur beträgt 1450°, die Gießtemperatur 1370 bis 1400°. Die Erstarrungs- und Schwindungsverhältnisse sowie die Neigung zur Rotbrüchigkeit bedingen in der Modellund Kernausbildung gewisse Richtlinien, die vom Verfasser angegeben werden. Hans Jungbluth und Paul A . Heller.
Deutscher, sprich deutsch!Wozu haben wir das englische Wort S tr ip p e r nötig, statt Stripper und strippen
wenn wir mit Abstreifer genau dasselbe bezeichnen können, Abstreifer und abstreifennämlich die Vorrichtung zum Abstreifen oder Abziehen der Blockgießform vom Block ? Wir werden deshalb in Zukunft sagen.
Patentbericht.Deutsche Patentanmeldungen.
(P a ten tb la tt N r. 8 vom 21. Februar 1936.)
Kl. 1 b, Gr. 1, H 137 930. Elektromagnetischer Eisenabscheider. Humboldt-Deutzmotoren A.-G., Köln-Kalk.
Kl. 7 a, Gr. 7, St 50 906. Universalwalzwerk. Heinrich Stüting, Witten a. d. Ruhr.
Kl. 7 a, Gr. 12, B 163 208. Vorrichtung zum betriebsgerechten Schalten des Walzenwendegetriebes und zweier Haspelantriebe bei Umkehrkaltwalzmaschinen. Dipl.-Ing. Willi Bauer, Köln-Lindenthal.
K l. 7 a, Gr. 12, B 163 357. Vorrichtung zum Antrieb von in Verbindung mit Umkehrkaltwalzmaschinen arbeitenden Bandhaspeln. Dipl.-Ing. Willi Bauer, Köln-Lindenthal.
Kl. 7 a, Gr. 16/01, A 65 553. Verfahren zum schrittweisen vollständigen Auswalzen von Rohren. The American Brass Company, Waterbury, Conn. (V. St. A.).
Kl. 7 a, Gr. 26/01, S 109 388. Ratschenantrieb der schräg zur Achsrichtung der Auflaufrollen hegenden Förderrollen eines Kühlbettes. Siegener Maschinenbau A.-G., Siegen i. W., und Friedrich Klein, Lohe i. W.
Kl. 7 a, Gr. 27/04, D 66 095. Hebetisch für Blechwalzwerke. Ernest Drexler, Pittsburgh, Penns. (V. St. A.).
Kl. 7 a, Gr. 28, W 92 444. Einrichtung zur Entzunderung von heißem Walzgut durch Abspritzen mittels hochgespannter Druckmittel. Theodor Wuppermann G. m. b. H., Leverkusen- Schlebusch.
Kl. 7 c, Gr. 1, B 166 042. Rollenanordnung für Blechricht- und Entspannmaschinen. Edward G. Budd Mfg. Co., Philadelphia (V. St. A.).
K11. 18 a, Gr. 3, S 120.30. Verfahren zur Reduktion von Erzen, insbesondere von Eisenerzen im Hochofen. Hans Sieg, Mömlingen (Unterfr.).
Kl. 18 a, Gr. 5, V 30 766; Zus. z. Pat. 610 239. Auf ihrer Innenseite mit Drall versehene Windführung für Schachtöfen, insbesondere Hochöfen. Vereinigte Stahlwerke A.-G., Düsseldorf.
Kl. 18 b, Gr. 21 /10, A 68 442. Beschickungskübel für elektrische Schmelzöfen. Aktiengesellschaft Brown, Boveri & Cie., Baden (Schweiz).
Kl. 18 c, Gr. 3/25, S 106 597. Verfahren zum Oberflächenhärten. Siemens-Schuckertwerke A.-G., Berlin-Siemensstadt.
Kl. 18 c, Gr. 8/90, S 84 448; Zus. z. Pat. 600148. Blankglühofen. Siemens-Schuckertwerke A.-G., Berlin-Siemensstadt.
Kl. 18 c, Gr. 9/02, A 68 309. Mit Förderwalzen oder endlosen Förderbändern betriebener Durchlaufofen. Aktiengesellschaft Brown, Boveri & Cie., Baden (Schweiz).
Kl. 18 c, Gr. 10/02, M 121381. Vorrichtung zum Rollen von Rundblöcken. Mannesmannröhren-Werke, Düsseldorf.
Kl. 18 c, Gr. 11/10, G 85 356 und G 85 481. Verfahren und Einrichtung zur Warmbehandlung von ferromagnetischen Metall- bändem. Gillette Safety Razor Company, Boston, Mass. (V. St. A.).
Kl. 18 c, Gr. 11/20, N 36 948. Blockdrücker. Nomag, Norddeutsche Maschinenfabrik, G. m. b. H., Duisburg-Hamborn.
Kl. 18 c, Gr. 11/20, R 89 602. Blockdrücker. Johannes Rothe, Duisburg.
Kl. 18 d, Gr. 2/10, M 118 485. Eisen- und Stahllegierung zur Herstellung von Dauermagneten. Robert Bosch A.-G., Stuttgart.
Kl. 18 d, Gr. 2/40, F 72 591. Stahl für Röhren, die gleichzeitig hohen Temperaturen und dem Angriff von korrodierenden
Gasen ausgesetzt sind. Thos. Firth & John Brown Limited, Sheffield, Yorkshire (England).
Kl. 19 a, Gr. 1/03, K 123 745; Zus. z. Pat. 576 194. Elastischer Eisenbahnoberbau. Dipl.-Ing. Franz Kruckenberg, Hannover, und Dipl.-Ing. Curt Stedefeld, Köln-Deutz.
Kl. 24 e, Gr. 4, B 157 503. Gaserzeuger zur stetigen Vergasung von backender Steinkohle. Karl Bergfeld, Berlin-Halensee.
Kl. 31 c, Gr. 27/03, D 66 450. Gießwagen. Demag, A.-G., Duisburg.
Kl. 49 c, Gr. 13/03, Sch 102 756. Schrottschere, welche die ihr von einer Saumschere durch eine Führung zugeleiteten Saumstreifen zerschneidet. Schloemann A.-G., Düsseldorf.
Deutsche Gebrauchsmuster-Eintragungen.(P a te n tb la tt N r . 8 vom 21. Februar 1935.)
Kl. 7 a, Nr. 1 326 884. Elektrorolle mit eingebautem Innenläufermotor und Lüfter. Siemens-Schuckertwerke A.-G., Berlin- Siemensstadt.
Kl. 10 a, Nr. 1 326 956. Selbstdichtende Koksofentür. Dr. C. Otto & Comp., G. m. b. H., Bochum.
Kl. 10 a, Nr. 1 326 992. Heizzug-Regelkörper für Koksöfen. Hinselmann, Koksofenbauges. m. b. H., Essen.
Deutsche Reichspatente.
Kl. 40 d, Gr. 190, Nr. 605 437, vom 19. Februar 1931; ausgegeben am 10. November 1934. Zusatz zum Patent 568 099 [vgl. Stahl u. Eisen 53 (1933) S. 385], V e r e in ig te S tah lw erke A.-G . in D ü sse ld o r f. (Erfinder: Dr. Werner Köster in Dortmund.) Verfahren zum Vergüten von Kobalt-Wolfram-Legierungen.
Das Vergütungsverfahren für reine Kobalt-Wolfram-Legierungen nach dem Hauptpatent wird auch auf Legierungen aus Kobalt, Wolfram und Eisen mit 40 bis 85 % Co und mindestens 5 % W, ebenso auf Legierungen aus Kobalt, Wolfram und Chrom mit 40 bis 85 % Co, mindestens 5 % W und höchstens 40 % Cr, sowie auf Legierungen aus Kobalt, Wolfram, Eisen und Chrom mit 40 bis 85 % Co, mindestens 5 % W und höchstens 40 % Cr angewendet.
Kl. 49 h, Gr. 22, Nr. 605 439, vom 15. November 1930; ausgegeben am 10. November 1934. S u tto n E n g in ee r in g Comp a n y in P it t s b u r g , P en n s. (V. St. A.) Verfahren zum Kaltbearbeiten von Werkstücken kreisrunden Querschnittes durch Richten, Runden, Glätten und Polieren im Schrägwalzwerk.
Die vollen oder hohlen runden kalten Werkstücke gehen zuerst durch den Schrägwalzensatz a, dessen Walzen den Vor
schub erzeugen, den Werkstücken eine Drehung um ihre Achse erteilen und sie mit großer Oberfläche berühren, um den Zunder zu brechen; dieser wird durch das Schleifmittelgebläse b entfernt, dessen Wirkung so regelbar ist, daß es außer dem Zunder auch mehr oder weniger Metall von den Werkstücken abnehmen kann.

28. Februar 1935. Patentbericht. Stahl und Eisen. 245
Zum Fertignchten, Runden, Glätten und Polieren gehen die Werkstücke nacheinander durch Schrägwalzensätze c, d, e, f, g, h, mit allmählich steigender Druckfläche i, k, 1, m, n, o, wobei die Werkstücke dauernd in der Längsrichtung unter Spannung stehen. Die Walzen p zwischen den Schrägwalzensätzen rufen eine richtende Wirkung hervor.
Kl. 24 e, Gr. 9, Nr. 605 458, vom 30. November 1932; ausgegeben am 10. November 1934. Dr. C. O tto & Comp., G. m. b. H., in B ochum . Verfahren zum Betriebe von Gaserzeugern mit mechanischer Austragung.
Grobkörniger Brennstoff wird durch die Füllvorrichtung a eingeführt. Im oberen Teil des Gaserzeugers wird durch Ein
hängen eines wassergekühlten Innenmantels b zwischen diesem und der Gaserzeugerwand c ein hohlzylindrischer
, Raum d gebildet, dem durch 5 mehrere senkrechte Rohre e feinkörnige Brennstoffe, z. B. Koksstaub, zugeführt wird. Durch die Leitung f wird der zur Vergasung des Feinen dienende und mit einem bedeutend höheren Druck als bei der Vergasung des Groben arbeitende Unterwind herangeschafft, und an der Unterkante des Mantels b tritt dann als Erzeugnis der teilweisen Vergasung ein Ge
misch von Stickstoff und Kohlensäure in die Grobkornfüllung des Gaserzeugers ein, und zwar in einer Höhe, die oberhalb der Unterwindzuführung g, aber doch so tief liegt, daß die bei der Vergasung des feinkörnigen Brennstoffs entstehende Kohlensäure beim Aufsteigen in die darüberliegenden grobkörnigen Brennstoffschichten in Kohlenoxyd umgewandelt wird.
Kl. 18 b, Gr. 102, Nr. 605 500, vom 16. September 1926; ausgegeben am 15. November 1934. M a sch in en fa b r ik E ß lin g e n in E ß lin g en . (Erfinder Dr. Fritz Greiner in Stuttgart-Cannstatt.) Verfahren zur Erzielung eines weichen, gut bearbeitbaren Graugußgefüges m it feiner Graphitverteilung.
Die Schmelze wird z. B. in einem elektrischen oder einem ölgefeuerten Ofen auf eine über der Kupolofentemperatur liegende Temperatur (über 1500°) erhitzt, wobei diese Ueberhitzungs- temperatur, bezogen auf die durchschnittliche bis höchste Wandstärke des herzustellenden Gusses, um so höher gewählt wird, je höher der Gesamtgehalt an Kohlenstoff und Silizium ist, z. B. für Wandstärken von etwa 20 mm und bei einem Gehalt von C -j- Si = 5,4 % beträgt die Ueberhitzungstemperatur 1500°; bei C + Si = 5,6 % ist sie 1550, bei C + Si = 5,8 % 1600°, bei C + Si = 6,0 % 1700°.
Kl. 80 b, Gr. 505, Nr. 605 563, vom 19. August 1933; ausgegeben am 16. November 1934. B u d e r u s ’sch e E ise n w e r k e in W etzlar. Verfahren und Vorrichtung zum Granulieren von Hochofenschlacke.
Flüssige Hochofenschlacke wird unter Zusatz von Wasser in einer schnell umlaufenden Trommel der Schleuderkraft so ausgesetzt, daß Schlacke und Wasser sich innig mischen. Die Trommel erweitert sich nach dem Auslaufende kegelig oder wird schräg gestellt, so daß der gekörnte Stoff ununterbrochen aus dem Auslaufende herausfällt.
Kl. 47 b, Gr. 3, Nr. 605 653, vom 19. Juli 1933; ausgegeben am 15. November 1934. V e r e in ig te S ta h lw er k e A .-G . in D üsseldorf. (Erfinder: Alfred Schober in Dortmund und Alfred Wegmann in Dortmund-Wambel.) Pfannenzapfenlagerung.
Im Haken a wird die Schale b mit Schrauben c befestigt und durch einen Ansatz d gegen Drehen gesichert. Aftf dem Lager b wird das im Lager verbleibende
Zapfenverkleidungsstück e beweglich angeordnet, und die Kragen f und g verhindern das seitliche
Abrutschen. Das Stück e bildet keinen geschlossenen Ring, sondern hat einen Ausschnitt h, durch den der Zapfen i in das Stück e eingesetzt werden kann. Mit Zapfen i wird ein Ver
kleidungsstück k durch Schrauben 1 fest verbunden, das in den Ausschnitt h des Stückes e passend eingreift. Dreht sich Zapfen i, so wird das Stück e durch das Verkleidungsstück k mitgedreht, der Zapfen wird demnach gegen Verschmutzen geschützt.
Kl. 18 c, Gr. 660, Nr. 605 738, vom 22. Juni 1928; ausgegeben am 17. November 1934. V e r e in ig te S ta h lw er k e A.-G. in D ü sse ld o r f un d H ein r ich R ask o p in D o rtm u n d . A n lage zum Vergüten von Ketten.
die Anlage, die aus einem um eine waagerechte Achse drehbaren und mit Vorwärmer a versehenen derart geneigt einstellbaren, durch Brenner beheizten Glühofen b besteht, daß die Ketten durch ihre Schwerkraft von selbst durch den Ofen laufen. Die Führungsrolle o ist in senkrechter und waagerechter Ebene verstellbar. Der Härtebehälter d hat an seinem Ende eine Austragsrolle.
Kl. 10 a, Gr. 1105, Nr. 605 744, vom 18. Februar 1930; ausgegeben am 17. November 1934. Dr.-Ing. e. h. G u sta v H ilg e r in G le iw itz , O.-S. Vorrichtung zum Absaugen der Füll- gase bei der Beschickung von Kolcsfüllöfen mit ganz oder nahezu ganz geöffneter Kammerdecke.
Der Inhalt des Füllbun- kers auf dem Wagen der Beschickungsmaschine gelangt über eine den Zulauf regelnde
Vorrichtung durch den Schacht a in die Ofenkammer.Zum Abdichten wird die Fülleinrichtung durch die Gewindespindel b so weit herabgesenkt, daß der untere Rand des Schachtes a in die Sandtasse c eintaucht und das Gas durch die an das Sammelrohr angeschlossene Leitung d abgesaugt werden kann. Die Senkdome e in den hohlen Druckstangen f dienen zum Herstellen der Gasabzugskanäle und werden nach Beendigung der Verdichtung hochgezogen.
KI. 18 d, Gr. 130, Nr. 605 834, vom 8. Januar 1927; ausgegeben am 31. Oktober 1934. S ta h lw er k B e ck er A .-G . in W illic h , R h ld . Verfahren zur Herstellung von Schnellarbeitsstählen üblicher Zusammensetzung m it höherem Vanadium- oder Kobaltgehalt oder Vanadium- und Kobaltgehalt.
Bei kobaltfreien Schnellarbeitsstählen üblicher Zusammensetzung mit höherem Vanadingehalt wird der Kohlenstoffgehalt in Abhängigkeit vom Vanadingehalt erhöht, und zwar von 0,6 % C ausgehend um 0,16 % für je 1 % V.
Bei vanadinfreien Schnellarbeitsstählen üblicher Zusammensetzung mit höherem Kobaltgehalt wird der Kohlenstoffgehalt in Abhängigkeit vom Kobaltgehalt erhöht, und zwar von 0,6 % C ausgehend um 0,04 % je 1 % Co.
Bei Schnellarbeitsstählen üblicher Zusammensetzung mit höherem Vanadin- und Kobaltgehalt wird der Kohlenstoffgehalt in Abhängigkeit vom Vanadin- und Kobaltgehalt erhöht, und zwar von 0,6 % C ausgehend um 0,16 % je 1 % V und 0,04 % je 1 % Co.

246 Stahl und Eisen. Patentbericht. 55. Jahrg. Nr.. 9.
Kl. 18 d, Gr. 2,„, Nr. 605 748, vom 11. Februar 1930; ausgegeben am 17. November 1934. M artin G roßm ann in D u is b u rg-R u h rort. Feinbleche aus Thomasstahl.
Praktisch seigerungsfreier Thomasstahl mit weniger als 0,15 % C und über 0,08 bis 0,70 % p > desoxydiert mit geringen Mengen Aluminium und so viel Silizium, daß der Siliziumgehalt des Fertigerzeugnisses 0,01 bis 0,10 % beträgt, dient als Werkstoff zum Herstellen von Feinblechen für Tief ziehzwecke, zum Bördeln und für ähnliche Kaltverarbeitungsvorgänge.
Kl. 21 h, Gr. 2405, Nr. 605 936, vom 28. August 1931; ausgegeben am 22. November 1934. Dipl.-Ing. W illy K riz und Dipl.-Ing. P a u l L ib esk i in L u x em b u rg -B a g g en . Vorrichtung zum Außerbetriebsetzen von elektrischen Lichtbogerwfen bei Elektrodenbruch.
Der Abstand zwischen beiden Kontakten a undb, von denen a am /Elektrodenträger c und Kontakt b am Ofengestell befestigt wird, wird unter Berücksichtigung des während des Ofenganges eintretenden Elektrodenab- brandes vor Beginn der Schmelzung so eingestellt, daß, wenn sich die beiden Kontakte a und b berühren, die Elektrode d nicht in das Bad eintauchen kann. Berühren sich die Kontakte, so wird das Relais e und der Magnet f erregt, so daß dieser seinen Anker zieht und den Schieber g öffnet; dadurch wird Druckwasser in den Zylinder h geleitet und die Elektrode d gehoben; unterdessen wird die Abschlußvorrichtung i geöffnet, wobei eine Druckwassersäule freigegeben wird, die die selbsttätige Regelung außer Betrieb setzt.
Kl. 18 b, Gr. 1601, Nr. 605 975, vom 19. Februar 1932; ausgegeben am 22. November 1934. H o e sc h -K ö ln N e u e s se n A.-G. für B ergb au un d H ü tte n b e tr ie b in D ortm u n d . Verfahren zur Herstellung von Stahl.
Erze werden in einem Konverter oder Eisensumpf, der sich in einem mit Düsen versehenen Flammofen befindet, reduziert und der Kohlenstoff, getragen von einem sauerstoffhaltigen Blasemittel, ergänzt, indem wechselweise Luft oder sauerstoffangereicherte Luft oder reiner Sauerstoff und neutrale oder selbst Kohlenstoff abgebende oder reduzierend wirkende Gase als Blasund Kohlenstofftragmittel verwendet werden.
Kl. 18 c, Gr. l l i 0, Nr. 605 976, vom 21. August 1930; ausgegeben am 22. November 1934. Dr. W ilh elm H am m er in F re ib u rg i. Br. Vorrichtung zur Regelung der Durchsatzgeschwindigkeit ferromagnetischer Qlühgüter durch Oefen.
Die Durchsatzgeschwindigkeit wird in Abhängigkeit von der Aenderung der magnetischen Eigenschaften des Glühgutes bei der Erhitzung in der Weise geregelt, daß auf dem Ofenmantel zwei längs verschiebbare, die Glieder einer Meßbrücke bildende Spulen angeordnet werden, deren Abstand so eingestellt wird, daß das Glühgut zwischen ihnen den Umwandlungspunkt (etwa 785°) erreicht, und daß ein vom Brückenstrom beeinflußtes Relais jeder der beiden Spulen zugeordnet wird, von denen das eine beschleunigend und das andere verzögernd auf eine Fördervorrichtung für den Durchgang des Glühgutes durch den Ofen wirkt. Eine selbsttätige Umschaltvorrichtung schaltet die beiden Spulen mit den zugehörigen Relais abwechselnd in das Brückensystem ein.
Kl. 18 b, Gr. 3, Nr. 606 085, vom27. Oktober 1932; ausgegeben am 24. November 1934. B a m a g -M eg u in A .-G . in B erlin . (Erfinder: Johannes Posti- nett in Duisburg-Huckingen.) Roheisenmischer.
Die Badoberfläche erhält eine Kreisfläche, indem das Mischergefäß als aufrecht stehender Zylinder oder Kegelstumpf mit auf- oder abwärtsgerichteter Drehbewegung ausgebildet wird; an seinem oberen Ende wird der Ausguß a und in seinem abnehmbaren Deckel seitlich der Mitte der Einguß b angeordnet.
Kl. 48 d, Gr. 203, Nr. 606 108, vom 14. Juli 1933; ausgegeben am 24. November 1934. H u go M ayw eg in H o lz w ic k e d e bei D ortm u n d . Beizvorrichtung fü r Bandeisen.
Das vom Haspel a ablaufende Beizgut gelangt über eine Rolle b und Führungen c zur kegelig ausgebildeten und durch einen Motor angetriebenen Beiztrommel d und umwindet sie spiralförmig. Dann geht es durch Führungen e und Rollen f
in ein Spülbad g, hierauf durch den Trockenofen h und wird von dem durch einen Motor angetriebenen Haspel i aufgehaspelt. Die Umlaufsgeschwindigkeit des Beiztrommelmotors und des Haspelmotors können unabhängig voneinander geregelt werden. Die Kopfscheiben der Beiztrommel haben schaufelförmige Kappen k mit Bohrungen, durch welche die Beizflüssigkeit durch den bei der Drehung der Trommel entstehenden Staudruck in Umlauf gehalten wird, so daß frische Säure das Beizgut beiderseitig ständig umspült. Die Führungen c und e halten das Beizgut durch einen unter Federdruck stehenden Bremsklotz straff.
Kl. 48 d, Gr. 401, Nr. 606109, vom 12. Oktober 1933; ausgegeben am 24. November 1934. M e ta llg e se lls c h a ft A.-G. in F ra n k fu r t a. M. (Erfinder: Dr. Hans Weidmann, Dr. Gerhard Roesner und Dr. Willy Overath in Frankfurt a. M.) Verfahren zur Herstellung von rostschützenden Phosphatuberzügen auf eisernen Gegenständen.
Den die Phosphate der Schwermetalle Mangan oder Zink enthaltenden Bädern wird entweder unmittelbar oder bereits den zum Ansetzen verwendeten festen Salzen oder konzentrierten Lösungen Kieselfluorwasserstoffsäure oder deren lösliche Salze in Mengen von vorzugsweise x/z k's 5 g/1 zugesetzt.
Kl. 49 a, Gr. 18, Nr. 606110, vom 8. Mai 1931; ausgegeben am 24. November 1934. V e r e in ig te S ta h lw er k e A .-G. in D ü sse ld o r f. (Erfinder: Wilhelm Erven in Düsseldorf.) Abstechvorrichtung fü r in fortlaufender Schweißung hergestellte Rohre.
Das von der Rohrschweißanlage in ununterbrochener Bewegung durch die Hohlspindel der Abstechbank a vorgeschobene Rohr stößt mit dem freien Ende auf einen doppelarmigen Hebel, der um seine Achse gedreht wird und mit seinem freien Arm ein Luftventil steuert; dieses führt der Spannvorrichtung b, die mit dem auf dem Bett a gleitenden Schlitten c fest verbunden ist, Druckluft zum Schließen der Spannbacken b zu, so daß nunmehr der Schlitten der Abstechbank durch die Spannbacken mit dem
l e
Rohr verbunden ist und seine Bewegung mitmacht, die durch den gleichzeitig gesteuerten Zylinder d unterstützt wird. Der durch einen Motor in Umdrehung versetzte Abstechkopf macht die Längsbewegung mit der Geschwindigkeit des Rohres mit; er hat einen umlaufenden, den Abstechstahl e und eine Schiebehülse f tragenden achsig unbeweglich gelagerten Teil g. In die Hülse f greift das eine Ende des Doppelhebels h ein. Da bei der Bewegung des Abstechkopfes das andere Ende des Doppelhebels h durch die an der Bewegung nicht teilnehmende Schiene i gesteuert wird, erfährt die Hülse f eine achsige Verschiebung innerhalb des Abstechkopfes. Auf die Hülse f wird ein zweckmäßig steilgängiges Gewinde aufgeschnitten, das in das Innengewinde eines unverschiebbar, aber drehbar im Abstechkopf gelagerten Körpers k eingreift; dieser hat an seiner Stirnseite eine ausmittige Nut 1, in die ein doppelarmiger Hebel angreift. Am freien Hebelende ist das Abstechwerkzeug e befestigt. Auf diese Weise kommt durch die achsige Verschiebung der Hülse f innerhalb des Abstechkopfes die radiale Bewegung des Abstechwerkzeuges zustande, die das Rohr abtrennt. Die Schiene i ist in ihrer Neigung zur Bewegungsachse durch einen Druckluft- oder Druckflüssigkeitszylinder m einstellbar, um die Größe und Geschwindigkeit des Hubes des Abstechstahles und damit den Vorschub zu regeln.

28. Februar 1935. Zeitschriften- und Bücherschau. Stahl und Eisen. 247
Zeitschriften- und Bücherschau Nr. 2.
5 B S bedeutet Buchanzeige. — B u c h b e s p r e c h u n g e n werden in der S o n d e r a b t e i l u n g gleichen Namens abgedruckt. -— Wegen Besorgung der angezeigten Bücher wende man sich an den V erlag S ta h le ise n m. b. H., wegen der Z e its c h r if te n a u fs ä tz e an die B ü ch erei des V ere in s d eu tsch er E ise n h ü tte n le u te , Düsseldorf, Postschließfach 664. — Zeitschriften Verzeichnis nebst Abkürzungen siehe Seite 117/20. — Ein * bedeutet: Abbildungen in der Quelle.
Allgemeines.V D I-J a h r b u ch 1935. Die Chronik der Technik. [2. Jahr
gang.] (Mit e. Vorwort von C. Matschoß und e. kurzen einl. Abhandlung „Der Weg zum Schrifttum“ von C. Walther, Aachen.) Berlin (NW 7): VDI-Verlag, G. m. b. H., (1935). (6 Bl., 183 S.) 8°.з,50 MM, für Mitglieder des Vereines deutscherlngenieure3,15 JIM. — Eine Parade der bemerkenswertesten technischen Veröffentlichungen des Jahres 1934. —- Vgl. Stahl u. Eisen 54 (1934) S. 407. = B =
C h em ische In g e n ie u r -T e c h n ik . Unter Mitwirkung von Dr.-Ing. R. Bemmann-Darmstadt [u. a.] hrsg. von Ing.-Chem. Dr. phil. Ernst Berl, Professor am Carnegie Institute of Technology, Pittsburgh (USA.), früher Professor der Technischen Chemie und Elektrochemie an der Technischen Hochschule zu Darmstadt. (3 Bde.) Berlin: Julius Springer. 8°. Alle 3 Bde. bei Vorausbestellung des ganzen Werkes geb. 248 JIM, später 310 JIM. — Bd. 1. Mit 700 Textabb. u. 1 Taf. 1935. (XXIV, 874 S.) Geb. 96, später 120 JIM. — Der Band behandelt : Praktisch-mathematische Grundlagen. Thermodynamik, Gleichgewichts- und Geschwindigkeitslehre. Die Katalyse. Phasenlehre. Vorgänge bei der Verbrennung, Spaltung und Bildung von Brennstoffen. Anwendungsgebiete der Elektrotechnik. Werkstoffe für die chemische Ingenieurtechnik. Technische Meß- und Regel- verfahren. — Der zweite Band soll Anfang März mit folgendem Inhalt erscheinen: Aufbau von Anlagen. Energiewirtschaft. Wärmeübertragung. Feuerungen und Dampfkesselwirtschaft. Reinigung, Enthärtung und Entgasung von Fabrikationswasser, Abwasserreinigung. Kältetechnik. Verdichtung und Förderung von Luft und Gasen. Förderung von Flüssigkeiten. Fördern fester Stoffe. Speichern. Trocknung. Industrielle Oefen. Elektroofen. Geb. 88, später 100 JIM. ■— Der Anfang April zu erwartende dritte (Schluß-) Band soll enthalten: Zerkleinerung. Sieben und Sichten. Abklärvorgänge, hydraulische Trennung. Allgemeine Erzaufbereitung. Schwimmaufbereitung (Flotation). Rühren. Mischen. Kneten. Extrahieren. Kristallisieren. Schleudern. Filtrieren. Auspressen flüssigkeitshaltiger Massen. Pressen. Schmelzen. Sublimieren. Verdampfen. Destillieren und Rektifizieren. Tieftemperaturtechnik. Trennung von Gasen und Dämpfen durch Absorption. Gewinnung und Wiedergewinnung flüchtiger Lösungsmittel. Trocknung und Reinigung von Gasen. Entfärbung von Flüssigkeiten. Zerkleinerungschemie. Geb. 64, später 80 JIM. — Der Kauf des 1. Bandes verpflichtet zur Abnahme der übrigen Bände. Der Vorbestellungspreis erlischt bei Erscheinen des letzten Bandes. S B 3
Geschichtliches.Herbert Dickmann: A us der G esc h ic h te d es B o ch u m er
Vereins für B erg b a u u n d G u ß sta h lfa b r ik a tio n .* [Stahlи. Eisen 55 (1935) Nr. 5, S. 110/14.]
Conrad Matschoß: V om W erd en der W an d erer-W erk e. 50 Jahre Wertarbeit 1885 bis 1935. (Mit zahlreichen, z. T. ganzseitigen Abb. im Text.) Berlin (NW 7, Vertrieb:) VDI-Verlag,G. m. b. H., (1935). (3 Bl., 183 S.) 4°. 7,50 JIM. — Reich ausgestattete Festschrift zum fünfzigjährigen Bestehen eines Werkes, dessen Name mit der Entwicklung des Fahrrad-, Kraftrad-, Kraftwagen- und Werkzeugmaschinen-, besonders des Fräs- maschinenbaues, in Deutschland eng verbunden ist und das auch auf dem Gebiete der Büromaschinenherstellung (Continen- tal-Maschinen) Hervorragendes geleistet hat. 3 B 3
Harry Craig Richardson: Ir o n , p r e h is to r ic and a n c ien t . (Mit 1 Kartenskizze.) [Norwood, Mass.:] (The Archaeologic Institute of America) 1934. (S. 555/583.) 4°. Reprinted from the American Journal of Archaeology. Vol. 38 (1934) Nr. 4. 3 B S
Grundlagen des Eisenhüttenwesens.Physik. Otto H. Müller: D a s A k tiv ie r u n g s - u n d P a s s i
v ie r u n g sp o te n t ia l d es E ise n s . [Coll. Trav. chim. Tchécoslovaquie 6 (1934) S. 269/82; nach Chem. Zbl.105 (1934) II, Nr.25, S. 3735.]
Angewandte Mechanik. Gilbert Cook: D er E in flu ß a l l se it ig e n D ru ck es a u f d ie b le ib e n d e F o r m v e r ä n d e r u n g vo n M eta llen du rch S ch erb ea n sp ru ch u n g .* Zur Nachprüfung der verschiedenen Formänderungstheorien wird die Formänderung von Schraubenfedern aus Flußstahl und Kupfer unter atmosphärischen Verhältnissen und bei allseitigem Druck von 2500 at nachgeprüft. Mit gewisser Wahrscheinlichkeit ist daraus eine Bestätigung der Höchstschubspannungshypothese zu entnehmen. [Select. Engng. Pap. Instn. Civ. Engr. Nr. 170 (1934). 17 S.]
Erich Jasse: W ä rm eströ m u n g en und m e ch a n isc h e Sp a n n u n g en in T u rb o läu fern .* Nachrechnung der Zusatzspannungen, die durch eine künstliche Kühlung in einer Mittelbohrung des Turboläufers entstehen können (3 bis 9 kg lt. Beispiel). [VDE-Fachber. 1934, S. 84/87.]
Paul Kohn: B e la s tu n g sg r e n z e n d es H o h lz y lin d e r s u n ter In n en d ru ck b e i B e r ü c k s ic h tig u n g der P la s t iz i tä t.* [Schweiz. Bauztg. 105 (1935) Nr. 5, S. 49/52.]
Udo Wegner: U eb er den Z u sam m en h an g v o n S trö - m un gs- un d S p a n n u n g sp ro b lem en .* In rein mathematischen Ableitungen wird gezeigt, daß ein Spannungsnetz allgemein nicht den Aequipotentiallinien einer Strömung entspricht, daß aber notwendige und hinreichende Bedingungen für einen solchen Fall angegeben werden können. [Ing.-Arch. 5 (1934) Nr. 6, S. 449/69.]
A. Thiel: P h o to g r a m m e tr is c h e s V erfa h ren zur v e r su ch sm ä ß ig en L ö su n g v o n T o rsio n sa u fg a b en .* Aufnahme und photogrammetrische Nachmessung eines Seifenhautmodells nach Föppl. [Ing.-Arch. 5 (1934) Nr. 6, S. 417/29.]
Karl Schaechterle: E r m itt lu n g der u n te r fa h r e n d e n L o k o m o tiv e n a u ftr e te n d e n G ren zsp a n n u n g en b e i s t ä h lern en E isen b a h n b rü ck en .* Vergleich der Meßergebnisse mit einem neuen dynamischen Meßgerät mit den statisch er- rechneten Spannungen. Sehr gute Uebereinstimmung. [Stahlbau 8 (1935) Nr. 3, S. 17/20.]
Physikalische Chemie. Andre Morette: D ie R e d u k tio n vo n V a n a d in o x y d en du rch K o h le n o x y d u n d K o h le n s to f f b e i v e r sc h ie d e n e n T em p era tu ren . [C. R. Acad. Sei., Paris, 200 (1935) Nr. 2, S. 134/36.]
Maschinenkunde im allgemeinen. K r a f t te c h n isc h e T a gun g 1934. Vorträge und Aussprachen. Mit 100 Abb. Berlin (NW 7): VDI-Verlag, G. m. b. H., [1935]. (58 S.) 4°. 5 MM, für Mitglieder des Vereines deutscher Ingenieure 4,50 MM. — Die in dem Hefte abgedruckten Vorträge werden, soweit nötig, in den einzelnen Fachabteilungen aufgeführt. B B S
Bergbau.Abbau. Rudolf Würker, Dr.-Ing., Dipl.-Bergingenieur:
S tr e ck en a u sb a u m it S ta h l. Material, Profil und grundsätzliche konstruktive Maßnahmen. Mit 79 Textabb. u. 16 Taf. Berlin: Wilhelm Ernst & Sohn 1935. (VI, 82 S.) 8°. 5,60 MM.
Brennstoffe.Steinkohle. Heinz BoU: U eb er den E in flu ß v o n T e m p e
r a tu r , O x y d a tio n u n d c h e m isch w irk sa m en S to f fe n a u f d ie E ig e n sc h a f te n u n d d a s V e r h a lte n v o n K o k s k o h len . (Mit 19 Zahlentaf. im Text u. 9 Abb. auf Beilagen.)o. O. (1933). (29 S.) 4°. — Aachen (Techn. Hochschule), Dr.-Ing.- Diss. [Maschinenschrift, autogr.] 3 B 3
Koks. Walter Eduard Müschenborn: B e itr ä g e zur K e n n z e ich n u n g d es s to f f l ic h e n A u fb a u s v o n S te in k o h le n - k o k sen . (Mit 7 Zahlentaf. im Text.) Essen: Verlag Glückauf 1934. (11 S.) 4°. — Clausthal (Bergakademie), Dr.-Ing.-Diss. — Auszugsweise erschienen in der Zeitschrift Glückauf 70 (1934) S. 869/74. Vgl. Stahl u. Eisen 54 (1934) S. 1345. 3 B =
Entgasung und Vergasung der Brennstoffe.Kokerei. A. Thau, Dr.-Ing. E. h .: 70 J a h r e D id ie r -
O fen b a u . Zur Entwicklungsgeschichte des deutschen Gasofenbaus. Mit 104 Abb., 1 Karte u. 7 Zahlentaf. Berlin (SW 19, Wall-
Beziehen Sie für Karteizwecke die vom Verlag Stahleisen m. b. H. unter dem Titel „Centralblatt der Hütten und Walzwerke“ herausgegebene e i n s e i t i g b e d r u c k t e S o n d e r a u s g a b e de r Z e i t s c h r i f t e n s c h a u .

248 Stahl und Eisen. Zeitschriften- und Bücherschau. 55. Jahrg. Nr. 9.
Straße 56): Verlag Max Schröder 1934. (94 S.) 4°. 5 MM. (Internationale Industrie-Bibliothek. Jg. 10, 1934, Bd. 60.) — Wenn der Verfasser es unternimmt, die 70jährige Geschichte einer anerkannten Ofenbaufirma zu schreiben, so muß er dabei zwangläufig die gewaltige Entwicklung schildern, die der Bau von Gaserzeugungsöfen in diesem Zeiträume genommen hat. So behandelt er denn auch alle Verfahren, die für die Entgasung der Kohle im Laufe der Zeit eine Rolle gespielt haben oder noch heute in Anwendung sind, wobei der Schwerpunkt bei der Stadtgaserzeugung liegt. Berücksichtigt werden ferner die verschiedenen Beheizungsarten sowie etwa notwendige Heizgaserzeuger. Angaben über Gasreinigung, Gewinnung von Nebenerzeugnissen, Kohlenprüfung und feuerfeste Stoffe vervollständigen die lesenswerte Schrift.
Gaserzeugerbetrieb. A. E. Seelig: S te ig er u n g der G a se rz eu g er le is tu n g durch W in d zu fu h r m it V en tila to r .* Vorteile der voneinander unabhängigen und geregelten Zufuhr von Wasserdampf und Wind. [Steel 95 (1934) Nr. 21, S. 50/51.]
Feuerfeste Stoffe.Herstellung. Fritz Hartmann: D ie E n tw ic k lu n g sm ö g
lic h k e ite n der fe u e r fe s te n S o n d e rste in e . Begriff des Sondersteins. Verbesserungsmöglichkeiten von Steinen durch Rohstoffauslese, besondere Bindemittel und Behandlungen. Sondermagnesit-, Chromerz-, Dolomit-, Zirkon-, Siliziumkarbid-, Sillimanit-, Bauxit-, Korund- und gegossene Steine. [Ber. dtsch. keram. Ges. 16 (1935) Nr. 1, S. 36/44.]
Eigenschaften. Erich Buchholtz: D e u tsch er T ie g e lgrap h it.* Anforderungen an Graphit für Schmelztiegel. Eigenschaften von bayerischem, Madagaskar- und Ceylon-Graphit. Volkswirtschaftliche Bedeutung des bayerischen Graphits und Ueberlegenheit gegenüber den Kriegserzeugnissen. [Ber. dtsch. keram. Ges. 16 (1935) Nr. 1, S. 19/26.]
Verwendung und Verhalten im Betrieb. V. B od in : D ie flu ß b ild e n d e un d zer stö r en d e E in w irk u n g v o n K a lk auf T one und fe u e r fe s te S te in e . Einfluß von Kalziumkarbonat auf Kieselsäure, feuerfeste Steine mit 20 bis 65 % A120 3 und auf Magnesit bei Erhitzung auf 1500°. [Céramique 37 (1934) S. 131/38; nach Chem. Zbl. 106 (1935) I, Nr. 3, S. 458/59.]
Olaf Andersen: M a g n e s ia ste in e in b a s isc h e n o ffen en H er d sta h lö fen . Verschlackungsvorgang der Magnesitsteine an Ofenboden und -wänden im Verlauf einer Ofenreise. [J. Amer, ceram. Soc. 17 (1934) S. 221/35; nach Chem. Zbl. 106 (1935) I, Nr. 3, S. 458.]
Oefen und Feuerungen im allgemeinen.(E inzelne B au arten siehe unter den betreffenden Fachgebieten .)'
Elektrische Beheizung. Karl Tamele: N eu ere E n tw ic k lu n g en in den e le k tr is c h e n O efen für d ie W arm b eh an d lu n g .* Aufbau des Ofenkörpers. Wärmeisolierung. Wärmespeicherung. Ausbildung der Heizkörper. Temperaturregelanlagen. Künstliche Luftumwälzung. Ausbildung günstiger Anstrahlungsverhältnisse. [VDE-Fachber. 1934, S. 138/40.]
Wärmewirtschaft.Wärmetheorie. B e g r iffsb es tim m u n g der W ä rm ee in h e it
und des W ärm ew ertes. Endgültiger Vorschlag der Arbeitsausschüsse der nordischen Länder zur Festsetzung des Begriffes AVärmeeinheit und Wärmewert. [Jernkont. Ann. 118 (1934) Nr. 11, S. 543/45.]
Wärmeisolierungen. R. H. Heilmann: W ä rm ev er lu ste durch u n g e s c h ü tz te und is o l ie r te O fenw ände.* Isolierung und Haltbarkeit. Wärmeverluste durch Konvektion bei verschiedenen Außentemperaturen und Geschwindigkeiten. Emissionskoeffizienten verschiedener feuerfester Stoffe und Anstrichmassen. Wärmeleitfähigkeit verschiedener Isolierstoffe. [Chem. metallurg. Engng. 41 (1934) Nr. 12, S. 637/41.]
Gaswirtschaft und Fernversorgung. Fritz Schuster: N e u e s te sp e z if is c h e W ärm en un d W ä rm ein h a lte für e in ig e b r e n n s to ff- u n d fe u e r u n g s te c h n isc h w ic h t ig e Gase.* Berechnung und Zusammenstellung der mittleren spezifischen- Wärmen und Wärmeinhalte von Wasserstoff, Sauerstoff, Stickstoff, Kohlenoxyd, Kohlensäure, Schwefeldioxyd, Wasserdampf, Methan und Azetylen zwischen 0 und 1700° nach neuesten Untersuchungsergebnissen. [Wärme 58 (1935) Nr. 3, S. 39/40.]
Krafterzeugung und -Verteilung.Kraftwerke. H. Drake Harkins: Z u sa m m en a rb eit z w i
sch en In d u s tr ie und ö ffe n t l ic h e n A n s ta lte n zur E r zeu g u n g v o n D am p f und E le k tr iz itä t .* [Trans. Amer. Soc. mech. Engr. 57 (1935) Nr. 1, S. 11/34 (FSP-57-2).]
Ludwig Musil: E n tw ic k lu n g und M ö g lic h k e iten im K ra ftw erk sb a u . A n p a ssu n g der W ä rm ek ra ftw erk e an
neue A u fg a b en der S tro m v erso rg u n g .* Ermäßigung der Stromkosten durch dezentralisierte Stromerzeugung in billigen Kondensations- oder in Heizkraftwerken. [Arch. Wärmewirtsch. 16 (1935) Nr. 2, S. 39/44.]
Dampfkessel. O. Berner: D a m p fsta u in D a m p fk esse ln m it S e lb stu m la u f.* Umlaufschäden an Dampfkesselrohren können nur durch Dampfstau, nicht aber durch zu kleine Wassergeschwindigkeit entstehen. Es wird gezeigt, unter welchen Verhältnissen bei Schräg- und Steilrohrkesseln Dampfstau auftritt und welche Mittel zu seiner Beseitigung dienen können. [Wärme 58 (1935) Nr. 4, S. 45/48.]
P. Rosin, E. Rammler, F. Doerffel und J. H. Kauffmann: E in f lü s se la s tsc h w a n k en d e n F eu e r u n g sb e tr ie b e s auf das V e rh a lten der K esse ltr o m m eln . V ersu ch e am D reitr o m m e lk e sse l im G ro ß k ra ftw erk H irsch fe ld e . V ersu ch e am V ie r tr o m m e l-S te ilr o h r k e sse l in Z sch o rn ew itz .* Die Versuche zeigen die bei weitem größten Beanspruchungen der Trommeln beim Anheizen aus dem kalten Zustande. Anscheinend ist jedem Betriebszustand des Kessels eine bestimmte Verformung des Kessels zugeordnet. Schwierigkeiten des Meßverfahrens. [Wärme 58 (1935) Nr. 1, S. 1/8; Nr. 2, S. 22/25.]
M. Gerbel: Zur T h eo r ie der K esse len tsch la m m u n g .* Kesselbetrieb ohne Entschlammung und bei zeitweiser Entschlammung durch Abschlammvorrichtungen. Kesselbetrieb mit kontinuierlicher Entschlammung. Verlauf der Schlammanreicherung im Versuchskanal bei Betrieb mit Dejektor. [Spar- wirtsch. 12 (1934) Nr. 9, S. 238/42; Nr. 10, S. 269/73; Nr. 11, S. 299/302.]
Verbrennungskraftmaschinen. Friedr. Schulte: D er K oh len sta u b m o to r .* Entwicklungsstand, Verschleiß- und Brenstoff- fragen. Wirtschaftlichkeit und Zukunftsaussichten. [Arch. Wärmewirtsch. 16 (1935) Nr. 2, S. 35/38.]
Sonstige elektrische Einrichtungen. Rudolf Bingel: E n tw ick lu n g des e le k tr o te c h n is c h e n R ü stz e u g e s für die In d u str ie .* [Stahl u. Eisen 55 (1935) Nr. 1, S. 1/16.]
Zahnradtriebe. R. Falk: Zur K o n str u k tio n der K am m w a lzen v o n W a lzen stra ß en . I.* Theoretische Erörterung über die Zahnform. [Mitt. berg- u. hüttenmänn. Abt. der Kgl. Ung. Palatin-Joseph-Univ. f. techn. u. Wirtschaftswiss., Fakultät f. Berg-, Hütten- und Forstw. zu Sopron 6 (1934) S. 238/46.]
Riemen- und Seiltriebe. Christian Breuer: F ü h ru n g sg e tr ieb e . (Mit 128 Textabb.) Bonn 1935: H. Raaf. (30 S.) 4°.-— Aachen (Techn. Hochschule), Dr.-Ing.-Diss. S B S
Gleitlager. Ludw. Schneider: D ie G le it la g e rr e ib u n g bei F ettsc h m ie ru n g .* Untersuchung der Verhältnisse bei Fettschmierung und Angaben über Reibungsverluste. [Org. Fortschr. Eisenbahnwes. 90 (1935) Nr. 2, S. 27/29.]
Allgemeine Arbeitsmaschinen. Bearbeitungs- und Werkzeugmaschinen. A b k a n tp resse
für 5,5 m b r e ite u n d b is zu 25 mm d ick e B leche.* Beschreibung der Maschine. [Iron Age 135 (1935) Nr. 2, S. 38/39.]
Schleifmaschinen. D er g e g e n w ä r tig e S ta n d d es sp itz e n lo sen S c h le ife n s . Durchgangsverfahren, Einstechschleifen, Durchschiebe- und Eintauchverfahren. [Techn. Zbl. prakt. Metallbearb. 45 (1935) Nr. 1/2, S. 4/7.]
Förderwesen.Eisenbahnoberbau. H. Salier: N eu er O berbau der S ow
je tb a h n en .* [Org. Fortschr. Eisenbahnwes. 90 (1935) Nr. 3, S. 52/56.]
Artur Adler: U eb er S ta t ik und D y n a m ik (S ch w in gun gen ) des O berbaues.* Das angegebene Verfahren mit Hilfe einer verhältnismäßig leicht bestimmbaren Unterlagsziffer gestattet, statische Verformung und Beanspruchung zwanglos zu berechnen. Es lassen sich auch die Eigenschwingungsfestwerte des Oberbaues ableiten. Die dadurch hervorgerufene Beanspruchung liegt bei einwandfreiem Oberbau und ebensolchen Fahrzeugen nur in der Größenordnung von 1 kg/m 2. Die Wechselzahl ist außerordentlich hoch. [Org. Fortschr. Eisenbahnwes. 90 (1935) Nr. 3, S. 41/52.]
W erkseinrichtungen.Luftschutz. K. Steck: C h e m isc h -te c h n isc h e G rund
la g en d es G a ssch u tzes.* [Schweiz. Bauztg. 105 (1935) Nr. 5, S. 57/58.]
Werksbeschreibungen.J. Vichniak: M ech a n isch e W e r k s tä tte n , E ise n - und
S ta h lg ie ß e r e ie n , S ch m ied en der K ra m atorsk -W erk e.* [Génie civ. 106 (1935) Nr. 4, S. 77/82.]
Charles Longenecker: A n la g en der Y o u n g sto w n S h eet & T ub e Co. in In d ia n a H arbor.* Die Anlagen umfassen:
28. Februar 1935. Zeitschriften- und Bücherschau. Stahl und Eisen. 249
eine Kokerei mit 120 Oefen, zwei Hochöfen mit einer Leistung von 900 und 700 t, eine Sinteranlage mit einer Leistung von 1200 t/24 h, vier Siemens-Martin-Oefen zu je 260 t und drei zu 140 t; eine Bessemer-Stahlwerksanlage mit zwei 15-t-Konvertern; eine 890er Blockstraße, je eine 530er kontinuierliche Knüppel- sowie Platinen- und Röhrenstreifenstraße, eine kontinuierliche 250er Röhrenstreifenstraße, je eine 250er und 355/450er Stabstraße mit kontinuierlicher Vorstraße, eine Universalstraße für Bleche und Röhrenstreifen, vier Weißblechstraßen mit je sechs Gerüsten, drei Walzwerke für überlapptgeschweißte Röhren und zwei Walzwerke für stumpfgeschweißte Röhren, sonstige Anlagen, wie Werkstätten und Kraftwerke. [Blast Furn. & Steel Plant 23 (1935) Nr. 1, S. 46/56.]
Roheisenerzeugung.Allgemeines. P. J. Holmquist: B e o b a c h tu n g e n über d ie
A b lagerung v o n K o h le n s to ff in H o ch o fen ste in en .* Untersuchung von Hochofenschachtsteinen eines schwedischen Hochofenwerkes, die durch die Ablagerung von Kohlenstoff zerstört worden sind und eine vollständige Neuzustellung des Schachtes nach einer Betriebsdauer von 3% Jahren erforderlich machten. [Jernkont. Ann. 118 (1934) Nr. 11, S. 519/30.]
Hochofenverfahren und -betrieb. A. T. Green, W. Hugill, F. H. Clews und H. Ellerton: H o ch o fen m a u erw erk . Erörterung. [J. Iron Steel Inst. 129 (1934) S. 385/91; vgl. Stahl u. Eisen 54 (1934) Nr. 37, S. 959/60.]
E rö rteru n g zum e r s te n B e r ic h t des U n te r a u s schusses für H o c h o fe n b e tr ie b des Iro n and S te e l In d u str ia l R esea rch C ou ncil. [J. Iron Steel Inst. 129 (1934) S. 377/84; vgl. Stahl u. Eisen 54 (1934) S. 857/58.]
Marcel Steffes: B e tr ie b se r g e b n is se e in e s M in ette - H ochofens ohn e u n d m it S c h r o ttz u sa tz .* [Stahl u. Eisen 55 (1935) Nr. 1, S. 17/20.]
Möllerung. Josef Klärding: D ie p h y s ik a lis c h -c h e m ischen G ru n d lagen der M ölleru ng v o n E ise n e rz en . Teillund II.* [Arch. Eisenhütten wes. 8 (1934/35) Nr. 7, S. 277/80; Nr. 8, S. 325/28; vgl. Stahl u. Eisen 55 (1935) Nr. 3, S. 69, u. Nr. 7, S. 189.]
Gebläsewind. Joh. Härden: S ilik a -G e l.* Kemizeichnung des Silika-Gels als eines hochwertigen Adsorptionsstoffes; Anwendungsmöglichkeiten, u. a. auch zur Trocknung von Hochofenwind. [Techn. T. 64 (1934) Kemi, Nr. 12, S. 89/91.]
Stahlerzeugung.Allgemeines. G. A. de Belin, A. Met., [and] E. C. G. Brad-
bury: K ey w ords to th e m e ta llu r g y of s te e l. A handbook of technical and scientific terms used in the iron and steel indu- stry. 2n(i ed., revised and enlarged. London (W. C. 2, 22 Hen- rietta Street, Strand): The Louis Cassier Co., Ltd., [1934]. (43 S.) 16°. sh - /9 d. — Ohne auf Vollständigkeit Anspruch zu machen, enthält das Heft eine ganze Anzahl gut ausgewählter technischer Ausdrücke aus der Metallurgie des Stahls, also eines Teils des Eisenhüttenwesens. Diese Ausdrücke werden in mehr oder weniger langen Ausführungen erklärt, so daß sie allen denen in Werkstätten und Schreibstuben nützlich sind, die weder Zeit noch Neigung haben, sich in den Hüttenwerken selbst die für sie nötigen Erklärungen zu holen. 5 B 5
Elektrostahl. P. Goudron: D ie S tro m fü h ru n g b e i D rei- p h a se n -E lek tro lich tb o g e n ö fe n .* Betrachtungen über Spannungsverhältnisse, Stromaufnahme und Leistungsfaktor. Betriebsschaubilder über die zweckmäßigste Stromführung. [Aciers spec. 10 (1934) Bd. 9, Nr. 104, S. 115/24.]
Axel Wejnarth: D ie e le k tr is c h e L e it fä h ig k e it der E lek tro o fen sch la ck en .* Messungen an synthetisch hergestellten Schlackengemischen aus Kieselsäure, Eisenoxydul und Kalk in verschiedenen Anteilen. Leitfähigkeitsmessungen bei verschiedenen Temperaturen. [Trans, electrochem. Soc. 65 (1934) S. 177/87; vgl. Stahl u. Eisen 54 (1934) S. 1266.]
Ferrolegierungen.E in z e l erz eu g n isse .
Ferrovanadin. P. S.Kindjakowund J.M.Krassnokutski:U eb er die A u sla u g u n g v o n K e r tsc h s c h la c k e n n a ch R ö stu n g mit K o ch sa lz zur E x tr a k t io n v o n V a n a d in . Auslaugung des Röstgutes mit der doppelten Menge Wasser oder 0,5prozen- tiger Sodalösung. Die erhaltene Lösung soll weiter zur Auslaugung (je 2 h) von zwei neuen Schlacken dienen, wodurch die Lösung auf 18 g/1 angereichert wird. Phosphat wird in alkalischer Lösung mit Magnesiumchlorid ausgefällt, dann das Vanadin mit Kalk als Kalziumvanadat. Ausbeute an V20 6: 68 bis 69 %. [Seltene Metalle (russ.: Redkie Metally) 2 (1933) Nr. 6, S. 31/35; nach Chem. Zbl. 105 (1934) II, Nr. 21, S. 3309/10.]
M. N. Ssobolew und K. A. Bolschakow: D ir e k te R e d u k t io n v o n V a n a d in e n th a lte n d e n E rzen u n d K o n z e n tr a te n . Laboratoriumsversuche mit direkter Reduktion von Titanomagnetiten ergaben neben reinem Eisen eine Schlacke mit 4 % V20 5 und 47 % TiOz. Angewendet wurden gasförmige Reduktionsmittel: Konvertergas, Kohlenoxyd und Wasserstoff. [Seltene Metalle (russ.: Redkie Metally) 2 (1933) Nr. 6, S. 20/30; nach Chem. Zbl. 105 (1934) II, Nr. 21, S. 3309.]
M. N. Ssobolew und N. S. Krassilnikow: V a n a d in e x tr a k t io n aus B e sse m er sc h la c k e n . Durch chlorierende Röstung der Bessemerschlacke, die 90 % des im Roheisen vorhandenen Vanadins enthält, mit 10 % NaCl im Drehofen 2% h bei 750° werden 90 % des Vanadins in löslichen Zustand übergeführt. Durch Auslaugung mit der dreifachen Menge Wasser oder 0,5pro- zentiger Sodalösung werden 98 % V gelöst. Aus der Lösung wird Vanadin als Kalziumvanadat mit Kalk gefällt und auf Ferrovanadin verarbeitet. [Seltene Metalle (russ.: Redkie Metally) 2 (1933) Nr. 6, S. 14/19; nach Chem. Zbl. 105 (1934) II, Nr. 21, S. 3309.]
M. N. Ssobolew und B. M. Wylegshanin: E x tr a k t io n v o n V an ad in au s b a s isch en M a rtin o fen sch la ck en . Vanadingehalt in Lösung und Rückstand nach folgenden Behandlungen : Lösen in starker Salzsäure ohne oder mit vorherigem oxydierendem Glühen bei 750 bis 950° während 1 bis 9 h. Auslaugung der oxydierten Schlacken in einer 15prozentigen Sodalösung. Glühung der Schlacken mit Kochsalz oder Kalium- Natriumbisulfat mit anschließendem Auslaugen in Wasser, Sodalösung oder Salzsäure. Glühen der Schlacken mit Soda und Auslaugen in Wasser. Einfluß eines Zusatzes von 5 % NaF zur Soda. [Redkie Metally 3 (1934) Nr. 4, S. 42/47; nach Chem. Zbl. 105 (1934) II, Nr. 25, S. 3829/30.]
M. N. Ssobolew und K. A. Bolschakow: E x tr a k t io nv o n V an a d in aus T ita n m a g n e tite r z e n . Nachprüfung verschiedener Verfahren der Extraktion nach Anreicherung durch magnetische Scheidung. Rösten mit 10 % NaCl (bei 1000°) oder unter Zusatz von 5 % NaH C03 (bei 850°) ergab eine 50prozentige Vanadinausbeute. Steigerung der Ausbeute auf 80 bis 82 % durch nochmaliges Rösten mit Soda. Wirtschaftlich stehen die chemischen Verfahren dem metallurgischen (Hochofenverfahren, Anreicherung der Schlacke) nach. [Seltene Metalle (russ.: Redkie Metally) 2 (1933) Nr. 6, S. 36/42; nach Chem. Zbl. 105 (1934) II, Nr. 6, S. 3310.]
W. K. Ssokownin: H e r ste llu n g v o n F er r o v a n a d in a u s K a lz iu m v a n a d a t. Herstellung von 30- bis 45prozentigem Ferrovanadin durch Reduktion von Kalziumvanadat im Elektroofen auf silikothermischem Wege. Mit größerem Ferrosilizium- anteil steigt der Siliziumgehalt von etwa 0,9 auf 10 %, kann aber durch Zusatz von Kalziumvanadat wieder entfernt werden. [Metallurg 8 (1933) Nr. 6, S. 35/36; nach Chem. Zbl. 105 (1934) II, Nr. 15, S. 2437.]
Metalle und Legierungen.Sonstige Einzelerzeugnisse. D. J. MacNaughtan: V e r
b esseru n g v o n W e iß m eta lla g er n zur E ig n u n g fü r sch w ere B ea n sp ru ch u n g .* Vorgeschlagen wird: Verminderung der Beanspruchungen des Metalls durch Aenderung der Bauart der Lager und Aenderung der Zusammensetzung des Lagermetalls, ferner durch Erhöhen der Dauerfestigkeit des Weißmetalls auf Grund von Versuchen mit hochzinnantimonkupferhaltigen Legierungen. [J. Inst. Met., London, 55 (1934) S. 33/47.]
Hans Neumann: N eu e m a g n e tisc h e L eg ieru n g ,,1 0 4 0 “ m it h oh er A n fa n g s -P e r m e a b ilitä t .* Magnetische Eigenschaften sowie Raumgewicht und elektrischer Widerstand einer Legierung mit 72 % Ni, 11 % Fe, 14 % Cu und 3 % Mo der Firma Siemens und Halske. Einfluß der Temperatur. [ATM (Arch. techn. Mess.) 4 (1934) Lfg. 42, S. T 168.]
John R. Connelly: N eu es V erfa h ren zur P rü fu n g des V e rh a lten s v o n L a g erm eta llen .* Kurze Beschreibung der Versuchseinrichtung, im wesentlichen bestehend aus einer um laufenden Welle und einem Lagerklotz, der mit Hilfe eines Hebels unter verschiedener Belastung auf die Welle gedrückt werden kann. Versuchsergebnisse. [Trans. Amer. Soc. mech. Engr. 57 (1935) Nr. 1, S. 35/39 (IS-57-1).]
Verarbeitung des Stahles.Walzwerksantrieb. L. M. Gumm: Z w illin g sm o to r e n -
A n tr ie b e für W alzw erke.* Statt durch Umkehrmotor und Kammwalzengerüst wird eine 1117er Brammenstraße durch Zwillingsmotoren angetrieben, von denen einer die Oberwalze, der andere die Unterwalze unmittelbar antreibt; beide Motoren werden in Parallelschaltung betrieben, die beschrieben wird.
32

250 Stahl und Eisen. Zeitschriften- und Büch&rschau. 55. Jahrg . Nr. 9.
[Eleotr. Wld., N. Y., 103 (1934) S. 804; nach Elektrotechn. Z. 56 (1935) Nr. 3, S. 63.]
T ech n isch er J a h r e sb e r ic h t 1 9 3 4 der AEG .* Eür das Gebiet der Eisenindustrie wird über einen Walzwerksantrieb für eine Platinenstraße berichtet, bei der ein 2200/4400-kW - Drehstrommotor für 750 U/min über ein Genauigkeitszahngetriebe die Straße mit 95 U/min antreibt. Ausgleich der Belastungsschwankungen durch zwei fliegend angeordnete Zahnräder auf der Zahnritzelwelle. [AEG-Mitt. 1935, Nr. 1, S. 15/16.]
Walzwerkszubehör. M. J. Anderson: W e rk sto ffd u rc h - gang m it F ö rd erb ä n d ern b e i k o n t in u ie r l ic h e n S t r e i fenw alzw erk en .* Schilderung der verschiedenen Arten von Fördermitteln für das Walzgut in einem Streifenwalzwerk sowie auch für andere Einrichtungen, wie mechanisierte Feinblechöfen usw. [Iron Age 135 (1935) Nr. 3, S. 27/30 u. 66/67.]
Fritz Kiel: L ager aus K u n sth a r z -P r e ß s to ff an S te l le v o n M eta ll- und P o ck h o lz la g ern .* [Stahl u. Eisen 55 (1935) Nr. 5, S. 105/10 (Masch.-Aussch. 55).]
Walzwerksöfen. Fritz Wesemann: N eu ere U n te r s u ch u n gen über den O fen abbrand an R o ll- u n d S t o ß öfen .* [Stahlu. Eisen 55 (1935) Nr. 2, S. 33/38 (Wärmestelle 209).]
Stabstahl- und Feinstahlwalzwerke. A. Lobeck: V erb esse r te B ü n d e lv o rr ic h tu n g für S ta b eisen .* [Werkst.-Techn. 29 (1935) Nr. 3, S. 55.]
Feinblechwalzwerke. George A. V. Rüssel: H e r ste llu n g von W eiß b lech . A n w endu ng n e u e n tw ic k e lte r W a lz verfah ren . Darstellung der Aussichten für die Weißblechherstellung, die sich durch die neueren Warmwalzverfahren für breite Streifen und die durch Kaltwalzwerke herstellbaren Feinbleche in Bandform mit den auf Universalwalzwerken gewalzten Platinen ergeben. [Iron Coal Trades Rev. 130 (1935) Nr. 3489, S. 86/87.]
S te c k e ls c h e s W arm -V ierw a lzen w a lzw erk . Kurze Angaben über die Indiana-Harbor-Anlage der Youngstown Sheet & Tube Co. Brammen werden auf einem Universalwalzwerk von 500 mm Walzendurchmesser und 2235 mm Ballenlänge auf 25 mm Dicke heruntergewalzt und diese Platte ohne Nachwärmen in einem eingerüstigen Steckelschen Umkehrwalzwerk mit Arbeitswalzen von 558 mm Dmr. und Stützwalzen von 1117 mm Dmr. und 1828 mm Ballenlänge durch Hin- und Herwalzen auf Bänder von 914 mm Breite und 1,6 mm Dicke ausgewalzt, wobei das Band abwechselnd in je einen vor und hinter der Walze über den Roll- gängen angeordneten Wärmofen läuft, wo eine Haspel es aufwickelt. [Steel 96 (1935) Nr. 1, S. 117/18.]
Stephen Badlam: F o r ts c h r it te im W a lzen v o n F e in b lech en un d B än d ern im J a h re 1934.* Die Walzwerke mit hintereinanderstehenden Gerüsten für Feinbleche und breite Bänder der Ford Motor Co. und der Youngstown Sheet & Tube Co. werden beschrieben. Auch wird auf die Neuanlagen von K altwalzwerken für Bleche und Bänder hingewiesen, und es werden Angaben über Steckelsche Warm- und Kaltwalzwerke gemacht. [Iron Steel Engr. 11 (1934) Nr. 12, S. 500/10.]
R. W. Davis: B lec h - un d S tr e ife n w a lz w e rk der I n land S te e l Co. in In d ia n a H arbor.* Das Walzwerk umfaßt ein Schlackenbrechgerüst von 584 mm Walzendurchmesser und 1930 mm Ballenlänge, ein Universal-Vierwalzengerüst mit Arbeitswalzen von 914 mm Dmr. und Stützwalzen von 1245 mm Dmr. bei 2438 mm Ballenlänge, drei als Universalgerüste ausgebildete Vorwalzgerüste mit 635 mm Arbeitswalzendurchmesser, 1245 mm Stützwalzendurchmesser von 1955 mm Ballenlänge, sechs Fertig- Vierwalzengerüste mit Arbeitswalzen von 622 mm Dmr., Stützwalzen von 1257 mm Dmr. bei 1958 mm Ballenlänge. Erzeugt werden Bleche von 5 bis 12,5 mm Dicke und bis zu 1752 mm größter Breite; kontinuierlich gewalzte Streifen von 460 bis 1676 mm und wechselnder Dicke von 1 mm Stärke an. Beschreibung der elektrischen Geschwindigkeitsregelvorrichtung. (Vgl. Stahl u. Eisen 52 (1932) S. 943/44.) [Iron Steel Engr. 11 (1934) Nr. 12, S. 486/94.]
J. Selwyn Caswell, M. Sc., A. M. I. Mech. E. (Engineering Dept., University College, Swansea): Som e r o llin g ch arac- t e r is t ic s in th e p r o d u ctio n of b la c lcp la te . (With 11 fig.) Swansea: „Minymor“, Crumlyn Burrows—Technical College 1934. (40 S.) 8°. sh 1/— . Die Schwierigkeiten in der Einhaltung genauer Walzmaße und vorgeschriebener Gewichte bei Herstellung von Schwarzblech werden auf zwei Gründe zurückgeführt, und zwar außer auf die Grenzen und Schwankungen der menschlichen Geschicklichkeit noch auf die Eigenschaften und Mängel der Anlage sowie auf die verschiedenen Herstellungsweisen der Bleche. Der Verfasser befaßt sich hauptsächlich mit den letztgenannten Schwierigkeiten und untersucht diese an der Walzenstraße, an ihren Erzeugnissen und an den Walzverfahren. Hierbei erörtert
er die Erscheinungen, die durch die Höhlung der Walzen, das Stellen der Druckschrauben und die Nachgiebigkeit der Walzenständer beim Walzen auftreten und belegt sie durch Zahlenangaben. Schließlich weist er auf die Untersuchungen hin, die beim Walzen von Feinblech nach fünf Herstellungsweisen gemacht wurden — J. Selwyn Caswell: Variation of substance in tinplates. [South Wales Inst, of Engineers, Swansea. 6. 11. 1934.] — und über die auszugsweise in dieser Zeitschrift berichtet werden wird. 5 B S
Schmieden. 15 0 0 0 -t-D r u c k w a sse r -S ch m ie d e p r e sse .* Beschreibung der Presse zum Schmieden von Blöcken bis zu 300 t Gewicht; für leichtere Blöcke kann der Schmiededruck auf 9000 oder 6000 t vermindert werden. [Engineering 139 (1935) Nr. 3603, S. 112/14 u. 120.]
Sonstiges. E le k tr is c h e S tu m p f S ch w eiß m a sch in e für A n k e rk e tte n . Die Kettenglieder haben 610 mm Länge und 105 mm Dicke; sie bestehen aus zwei bügelförmig geschmiedeten Stücken mit daransitzender Steghälfte, die nach dem Einfügen in schon fertige Glieder in der Maschine zusammengeschweißt werden. [Engineer 158 (1934) Nr. 4105, S. 267; vgl. Stahl u. Eisen 54 (1934) S. 1337.]
Weiterverarbeitung und Verfeinerung.Einzelerzeugnisse. J. E. Pinkes: D ie In d u str ie der
D ra h tb ü rsten .* Anwendungsbeispiele. Drahtarten und Abmessungen. Herstellung von Röhrenbürsten, Drahtbürsten, Schleif bürsten. [Draht-Welt 28 (1935) Nr. 4, S. 51/54.]
Schneiden, Schweißen und Löten.Schneiden. H. Holler und R. Schneider: N eu eru n g en auf
dem G eb ie te d es A u to g en sc h n e id e n s .* Grenzen der Schneidbarkeit. Einfluß von Kohlenstoff, Mangan, Silizium, Nickel, Chrom und Wolfram auf die Schneidbarkeit von Stählen. Schneiden von Gußeisen. Warmschneiden von höher legierten Stählen und Hobeln mit dem Schneidbrenner. Brennerformen und verschiedene Schneidmaschinen. Einfluß der Blechdicke auf Sauerstoff- und Gasverbrauch, Schneidgeschwindigkeit und Kosten sowie auf die Breite der umgewandelten Gefügezone. Einfluß des Reinheitsgrades des Sauerstoffs auf Sauerstoffverbrauch, Schneidgeschwindigkeit und Aussehen der Schnittfläche. Das Schneiden von V- und X-Nähten und von Blechpaketen in einem Arbeitsgang. [Autog. Metallbearb. 28 (1935) Nr. 1, S. 1/6; Nr. 2, S. 17/23.]
Preßschweißen. Gotthard Müller: E le k tr is c h e , th erm isch e un d m e ch a n isc h e V org ä n g e b e im P u n k tsch w eiß - v erfah ren .* [Elektroschweißg. 6 (1935) Nr. 1, S. 1/7.]
W. Spraragen: S c h n e ll-P u n k tsc h w e iß u n g von n ic h tro sten d em S tah l.* [Iron Age 134 (1934) Nr. 13, S. 18/21.]
B ernhardK alkner:W iderstandsschw eißung m it Strom r ic h te rs teu er u n g .* Grundlagen dieses Schweißverfahrens. Punktschweißung und Nahtschweißung. [VDE-Fachber. 1934, S. 140/43.]
Elektroschmelzschweißen. O. A. Tilton: H er ste llu n g von D a m p fk e sse ln du rch s e lb s t t ä t ig e W e c h se ls tr o m -L ic h tb o g en sch w e iß u n g .* Kurze Beschreibungen der Anlagen der Foster Wheeler Corp. Angaben über die Ausbildung des Schweißspaltes, Elektrodengeschwindigkeit, Strombelastung usw. [Iron Age 134 (1934) Nr. 21, S. 14/18.]
D er E in flu ß der S tr o m stä r k e a u f d ie Q u a litä t von B o g e n sch w eiß u n g en .* Einfluß auf Brinellhärte, Kerbzähigkeit, Biegedehnung und Gefüge bei Verwendung von „Stabilend“- und ,,Exelend“-Elektroden. [Arcos 11 (1934) Nr. 64, S. 1160/64.]
Prüfverfahren von Schweiß- und Lötverbindungen. Walter Tofaute: N a c h w e is v o n S c h w e iß fe h le r n im R ö n tg en b ild un d d eren E in flu ß au f d ie m e ch a n isc h e n E ig e n sch a ften .* [Arch. Eisenhütten wes. 8 (1934/35) Nr. 7, S. 303/07 (Werkstoffaussch. 270); vgl. Stahl u. Eisen 55 (1935) Nr. 3, S. 70.]
Albert Portevm und Pierre Chevenard: M ik rom ech an isch e P rü fu n g v o n S ch w eiß en .* Mit einer besonderen Maschine wurden aus Schweißverbindungen Proben von 1,5 mm Dmr. und Länge entnommen und an ihnen Zugfestigkeit, Streckgrenze und Dehnung in Abhängigkeit von der Entfernung von der Schweißnaht bei einem 10 mm dicken Blech aus Stahl mit 0,15 % C, 0,9 % Cr und 0,2 % Mo bestimmt. [C. R. Acad. Sei., Paris, 200 (1935) Nr. 4, S. 319/21.]
H. Michel: E in e w ir ts c h a f t lic h e F orm v o n G anzsch w eiß p ro b en .* Zylindrische Zugproben mit rechteckigen Einspannköpfen werden aus einer V-Nahtschweißung herausgearbeitet, wobei nur die Meßlänge vollkommen aus Schweiße besteht. [Arcos 11 (1934) Nr. 64, S. 1158/60.]

28. Februar 1935. Zeitschriften- und Bücherschau. Stahl und Eisen. 251
Oberflächenbehandlung und Rostschutz.Allgemeines. Georg Büchner, selbständig-öffentl. Chemiker,
München: O b e r flä ch en v er e d lu n g der M eta lle . 4., neu bearb. Aufl. (des Buches: Das Aetzen der Metalle und das Färben der Metalle). Berlin: M. Krayn. 8°. — Bd. 1. D ie M e ta llfärbung. 1935. (149 S.) 8,50 JIJi. — Bd. 2. D as A etzen .liebst allgemeinen Ausführungen über die Metalle und Legierungen für die Metalltechniker. 1935. (71 S.) 4 M Jl. — In dem Abschnitt „Allgemeiner Teil“ des e rs te n Bandes wird über das Wesen, den Zweck und die verschiedenen Arten der Metallfärbung — chemische, elektrochemische, mechanische Arbeitsweise und Vereinigung dieser verschiedenen Verfahren — und über H aftfestigkeit und allgemeine Eigenschaften der Färbungsschichten berichtet. Im „speziellen Teil“ werden Angaben über die Vorbereitung, die Arbeitsweisen zur Erzielung verschiedener Farbtöne auf Eisen und Stahl, Kupfer, Aluminium und sonstigen Metallen und Legierungen gebracht. Auszusetzen ist, daß aus dem Buch nicht genügend ersichtlich ist, welche „Rezepte“ nur noch geschichtlichen Wert haben, und nach welchen zweckmäßig heute gearbeitet wird, sowie daß der Stoff nicht übersichtlich genug aufgeteilt ist. Zudem sind noch Schönheitsfehler in den Angaben über die physikalischen Eigenschaften der Metalle festzustellen. —- In dem z w e ite n Bande werden behandelt die industriellen Arten des Aetzens —• Metallkaustik, chemische Gravierung, chemisches und elektrochemisches Aetzen — und Aetzmittel für die verschiedenen Metalle und Legierungen sowie die zugehörigen Arbeitseinrichtungen angeführt. Ein Abschnitt über das Aetzen für metallographische Untersuchung sowie ein Anhang mit Ausführungen über Metalle und Legierungen für die Metalltechniker sind in dem Bande auch enthalten, aber nicht gut geraten. Das Buch leidet ebenfalls unter unübersichtlicher Anordnung des Stoffes und zu wenig erkennbarer Scheidung zwischen veralteten oder neuzeitlichen Arbeitsweisen. S B S
Verzinken. W. H. Graves und J. W. Higgins: A n la g en zur H erste llu n g v o n M eta llü b e rz ü g e n b e i den P a ck a rd - Werken.* Vemickelungs-, Verchromungs- und Verzinkungsanlagen. Betriebsvorschriften. [Iron Age 134 (1934) Nr. 20, S. 24/30.]
Verzinnen. W. E. Hoare: D ie E ise n -Z in n -V er b in d u n g in W eiß b lech en un d B em erk u n g en ü b er e in ig e F eh ler.* Bildung einer Verbindung FeSn2, die bis 496° beständig ist. Fehler bei Weißblechen: u. a. „gewöhnliche“ und „mögliche“ Poren, trockene Stellen, Fettlinien und aufgebrochene Blasen. [J. Iron Steel Inst. 129 (1934) S. 253/71; vgl. Stahl u. Eisen 54 (1934) S. 960/61.]
Sonstige Metallüberzüge. Hans M. Forstner: D ie V erbleiung a ls K o r r o s io n ssc h u tz u n d der S ta n d der V erb le iu n g stech n ik . Verhalten von Blei gegen Schwefelsäure, Mischsäure und Gase. Bildung von Schutzschichten. Feuer-, Aufschmelz-, elektrolytische und Spritzverbleiung und deren Einfluß auf Dichte, Haftfähigkeit und Zusammensetzung der Ueberzüge. [Oberflächentechn. 11 (1934) S. 165 ff .; nach Chem. Zbl. 106 (1935) I, Nr. 2, S. 301.]
A. D. Weill: S c h w ie r ig k e ite n b eim V erchrom en . [Met. Ind., London, 46 (1935) Nr. 1, S. 14/17.]
Plattieren. Herbert R. Simonds: H e r s te llu n g und V erwendung v o n n ic k e lp la t t ie r te m S ta h lb lec h .* Beschreibung des Walzverfahrens der Lukens Steel Co., Coatesville; größtes bisher hergestelltes Blech: 4,3 m Breite, 6,0 m Länge und 12,7'mm Dicke. Verwendungszweck der Bleche: zu Lokomotiv- feuerbuchsen, Wasserbehältern, Färbe- und Lackierkesseln, Nitrierungsöfen, Wasserwärmern, Absitzbehältern usw. [Iron Age 135 (1935) Nr. 4, S. 14/17.]
Spritzverfahren. G. Schenk: S to ffe r s p a r n is du rch M eta llsp r itzen .* Haftvermögen und Dichte gespritzter Schichten. [Techn. Zbl. prakt. Metallbearb. 44 (1934) Nr. 19/20, S. 434/35; Nr. 21/22, S. 481/82.]
Anstriche. A. C. Elm: H a ltb a r k e it v o n F a r b a n s tr ichen.* Witterungs- und Kurzzeit-Korrosionsversuche. Günstigste Zusammensetzung der Anstriche ist durch die Beziehung von W olff gegeben. [Ind. Engng. Chem. 26 (1934) Nr. 12, S. 1245/50.]
Emaillieren. J. H. Coupe: G e s ic h tsp u n k te fü r e inw ir tsc h a ft lic h e s E m a ill ie r e n v o n G u ß eisen . Anforderungen an das Gußeisen und zweckmäßiger Einsatz im Kupolofen. Glühen, Sandstrahlen und Emaillieren des Gußstücks. [Foundry Trad. J. 51 (1934) Nr. 958, S. 407/10.]
Wärmebehandlung von Eisen und Stahl.Allgemeines. W. P rü tz:A u s der P r a x is der V erg ü tu n g
in E lek tro o fe n .* Betriebskennwerte und Regelung von Elektroofen der Fordwerke, Köln, zur Wärmebehandlung von Kraftwagenbaustählen. [Elektrotechn. Z. 56 (1935) N r .l, S. 11/13.]
A. Portevin, Professeur à l’Ecole Supérieure de Fonderie, à l’Ecole Supérieure de Soudure autogène et à l’Ecole Centrale des Arts et Manufactures: In tr o d u c t io n à l’é tu d e d es t r a i te m e n ts th e r m iq u e s des p r o d u its m é ta llu r g iq u e s . (Mit 66 Abb.) Paris (Vie, 4, Rue Férou): Editions de la Revue „Aciers Spéciaux, Métaux et Alliages“ 1934. (120 S.) 4°. 20 Fr. — Die Schrift, deren einzelne Abschnitte fortlaufend in der Zeitschrift „Aciers Spéciaux, Métaux et Alliages“ veröffentlicht worden sind, gibt einen lehrbuchartigen Ueberblick über Zweck und Vorgänge der verschiedenen Wärmebehandlungsarten, vor allem bei Stahl, daneben auch bei Gußeisen und Aluminiumlegierungen. 5 B E
Glühen. F e in b le c h -G lü h h a u b e n m it g a sg e fe u e r te n S trah lroh ren .* Beschreibung der aus geschweißten Blechen zusammengesetzten Haube und des Untersatzes, die beide feuerfest ausgekleidet werden. Innerhalb der Haube werden an den Wänden waagerechte, mit Gas beheizte Röhren angebracht, in denen ein Gas-Luft-Gemisch verbrannt wird. Meßgeräte regeln die Temperatur des Blechstapels. Stapel von 1,30 m Höhe, 1,65 m Breite und 2,9 m Länge werden gleichmäßig von vorn bis hinten mit etwa 6° Unterschied und von oben bis unten ohne Temperaturunterschied erwärmt. [Steel 96 (1935) Nr. 2, S. 29/30.]
Härten, Anlassen, Vergüten. W. Beck: V erh in d eru n g der E x p lo s io n v o n s a lp e te r h a lt ig e n S a lz sc h m e lz e n zum V erg ü ten v o n M eta llen .* [Aluminium 17 (1935) Nr. 1, S. 3/6.]
Oberflächenhärtung. Albrecht: F o r ts c h r it te der S a lz b a d zem en ta tio n .* Betriebsverhalten sowie Vor- und Nachteile von Salzbädern aus gelbem Blutlaugensalz, reinem Zyankalium oder Zyannatrium, von Bädern mit Kalkstickstoffzusatz, von Durferrit-C3 und Durferrit-C5. Einfluß der Härtezeit und -temperatur auf Härtetiefe und Kohlenstoffgehalt der Härteschicht bei Verwendung von Durferrit-C3- und Durferrit-C5- Bädern. [Techn. Zbl. prakt. Metallbearb. 44 (1934) Nr. 23/24, S. 519/22.]
Edward G. Herbert: A lte r u n g se r sc h e in u n g e n b e i ver- s t ic k te n S täh len .* Zeitlicher Verlauf der Pendelhärte eines verstickten Stahles, der bei 150° 2,5 h gealtert und anschließend ohne oder mit magnetischer Stabilisierung gelagert wurde. Erklärung der Vorgänge. [J. Iron Steel Inst. 129 (1934) S. 283/87; vgl. Stahl u. Eisen 54 (1934) S. 858/59.]
Eigenschaften von Eisen und Stahl.Gußeisen. H o c h h itz e b e s tä n d ig e r C hrom guß „ P y ro -
dur“ und N ick e l-C h ro m -G u ß CN 35 un d CN 60.* Biegefestigkeit, Durchbiegung, Zugfestigkeit, Dehnung, Zunderbeständigkeit bis 1300°, Dauerstandfestigkeit bis 1150°, Bearbeitbarkeit, Schweißbarkeit, Ausdehnung bis 1000°, Wärmeleitfähigkeit, Raumgewicht, Schwindung, Korrosionsbeständigkeit gegen Metall- und Salzbäder und Anwendungsbeispiele. [Werks- nachr. Bergische Stahlindustrie Nr. 17 (1934) 18 S.]
H och sä urebe s tä n d ig er F orm gu ß H SB .* Biegefestigkeit, Durchbiegung, Zugfestigkeit, Brinellhärte, Raumgewicht, Schwindung, Wärmeleitfähigkeit, Ausdehnungsbeiwert, Verschleiß, Schweißbarkeit, Korrosionsbeständigkeit gegen Säuren, Basen, Salze, organische Verbindungen, gegen flüssiges Aluminium, Blei, Zink und Zinn, Gefüge und Anwendungsbeispiele von HSB 1 und HSB 3, einem nickelfreien Chromgußeisen. [Werksnachr. Bergische Stahlindustrie Nr. 16 (1934) 17 S.]
A. Leon und A. Slattenscheck: F e s t ig k e it s v e r s u c h e an G u ß eisen und deren A u sw er tu n g m it te ls der M ohr- sch en T h eo r ie m it H ü llp a ra b el.* Zusammenhang zwischen Zug- und Druckfestigkeit, Bruchwinkel, Verdrehungs- und Abscherfestigkeit nach der Mohrschen Theorie mit Hüllparabel und Bestätigung durch Versuche. Ueberlegenheit gegenüber der üblichen Näherung mit Hüllgeraden. [Gießerei 21 (1934) Nr. 51 /52, S. 542/48.]
J. G. Pearce: E la s t iz i t ä t , D u rch b ieg u n g u n d B ie g e a r b e it des G uß eisens.* Elastische und bleibende Durchbiegung, Elastizitätsmodul, Biegefestigkeit, Brinellhärte und teils auch Zugfestigkeit, Dauerschlagfestigkeit und Biegearbeit von Gußeisen mit 2,7 % C, 0,95 % Ni; 2,6 % C, 5,9 % Si; 3,2 % C, 1 % P; 1,9 % C, 5,7 % Si, 18 % Ni, 1,4 % Cr; 3,5 % C, 1 % Ni und von Temperguß mit 0,76, 0,88 oder 1,57 % C. Einfluß der Belastung, der Spannweite und des Probendurchmessers auf die elastische Durchbiegung. Vorschlag, den Elastizitätsmodul bei einer Belastung von 75 bis 90 % der Bruchlast durch E ntlastung zu bestimmen. Unterscheidung von zähem und sprödem Gußeisen nach der Biegearbeit. Zuschrift von R. H. E v a n s mit dem Vorschlag, die Elastizität aus der Dehnung bei wiederholter Aufbringung kleiner Biegebeanspruchungen zu bestimmen. [J. Iron Steel Inst. 129 (1934) S. 331/56; Engineering 137 (1934) Nr. 3570, S. 684/85; vgl. Stahl u. Eisen 54 (1934) S. 935/36.]
*
252 Stahl und Eisen. Zeitschriften- und Bücherschau. 55. Jahrg. Nr. 9.
Walter West: N eu es ü b er G ußeisen .* Allgemeines über den Einfluß von Legierungszusätzen: Einfluß von 0 bis 1 % Mo auf Zugfestigkeit bei Raumtemperatur und 500°, auf Biegefestigkeit, Durchbiegung und Brinellhärte eines Gußeisens ohne und mit 1 % Ni oder 0,3 % Cr. [Metallurgia, Manchester, 11 (1934) Nr. 62, S. 54/56.]
C. M. Saeger und E. J. Ash: E in flu ß der G ie ß b e d in gu n gen au f d ie E ig e n sc h a fte n v o n G ußeisen .* Einfluß der Ueberhitzungs- (1400 bis 1700°), Gieß- (1300 und 1380°) und Erstarrungstemperatur (1150 bis 1245°) sowie der Abkühlungsgeschwindigkeit in Sand gegossener Probestäbe mit 18, 30 und 55 mm Dmr. auf Graphitanteil, Biegefestigkeit, Durchbiegung, Elastizitäts- und Bruchmodul von Probestäben im Guß- oder bearbeiteten Zustand aus Gußeisen mit rd. 3,6 % C, 2,6 % Si oder 2,9 % C, 2,1 % Si oder 3,7 % C, 1,2 % Si. Einfluß derselben Ueberhitzungstemperaturen und von Gießtemperaturen von 1300 bis 1500° auf die Gießbarkeit. [Bur. Stand. J. Res. 13 (1934) Nr. 4, S. 573/77.]
Temperguß. T em p erg u ß -F a v o ritg u ß .* Zugfestigkeit, Streckgrenze, Dehnung, Schwingungsfestigkeit und Anwendungsbeispiele. [Werksnachr. Bergische Stahlindustrie Nr. 15 (1933) 23 S.]
Stahlguß. H o ch w ertig er S ta h lg u ß .* Zugfestigkeit, Streckgrenze, Dehnung von unlegiertem und legiertem Stahlguß, teils vergütet, und von Einsatz-Stahlguß. Außer diesen Eigenschaften Koerzitivkraft, Remanenz, elektrischer Widerstand und magnetische Induktion von Dynamostahlguß. Zugfestigkeit, Dehnung, Einschnürung bis 500° von warmfestem Stahlguß. Anwendungsbeispiele auch von Hartstahlguß mit 12 bis 14 % Mn, Temperguß, nichtrostendem „Spiegel“-Guß, säurebeständigem Guß „HSB“ und hitzebeständigem Formguß „Pyrodur“. [Werksnachr. Bergische Stahlindustrie Nr. 14 (1931) 47 S.]
Flußstahl im allgemeinen. H. H. Abram: G röße d es E la s t iz itä ts m o d u ls v o n S ta h l. Elastizitätsmodul von Armco- eisen, unlegierten Stählen sowie folgenden legierten Stählen: 0,5 % C, 3,3 % Si; 0,3 % C, 2,3 % Mn, 0,5 % Mo; 0,3 % C, 3,6 % Ni; 0,25 % C, 3,5 % Ni, 0,7 % Cr; 0,35 % C, 2,5 % Ni, 0,6 % Cr, 0,6 % Mo; 0,4 % C, 2,0 % Cr; 0,15 bis 0,4 % C, 0,1 bis 1,5 % Si,13,5 % Cr. Ein Einfluß der Wärmebehandlung oder der Faserrichtung ließ sich nicht nachweisen. [J. Iron Steel Inst. 129 (1934) S. 325/30; vgl. Stahl u. Eisen 54 (1934) S. 934.]
Guy Verse: D ie e la s t is c h e n E ig e n sc h a fte n von S ta h l bei h oh en T em p eratu ren . Verfahren zur Bestimmung des Elastizitäts- und Steifigkeitsmoduls bei der Entlastung im statischen oder dynamischen Versuch. Bestimmung dieser Werte sowie Errechnung der Poissonschen Zahl für unlegierten Stahl mit rd. 0,35 % C bei 20 bis 450°. [Trans. Amer. Soc. mech. Engr. 57 (1935) Nr. 1, S. 1/4.]
W. Schwinning, M. Knoch und K. Uhlemann: W e c h se lf e s t ig k e it un d K e r b e m p fin d lic h k e it der S tä h le bei hoh en T em peratu ren .* Zugfestigkeit, Streckgrenze, Elastizitätsgrenze, Bruchdehnung, Einschnürung sowie Elastizitätsmodul und Biegewechselfestigkeit (geschmirgelter und verschieden gekerbter Proben) und Kerbzähigkeit bei 20 bis 500° folgender Stähle: St 37; St C 45; St C 60; mit 0,7 % C und 0,3 % Ni; mit 1,5 % W ; mit 1 % Cr und 0,3 % Mo; mit 3,5 % Ni, 0,75 % Cr und 0,4 % Mo; höherlegierte Sonderstähle mit 98 und 117 kg/mm2 Zugfestigkeit bei 20°. [Z. VDI 78 (1934) Nr. 51,S. 1469/76.]
Paul Grün: U eb er d ie im a b g e k ü rz te n V erfa h ren er m it te l t e D a u e r s ta n d fe s t ig k e it v o n S tä h le n in A b h ä n g ig k e it v o n v e rsch ie d e n e n L e g ie r u n g sz u sä tz e n und von der W ä rm eb eh a n d lu n g , so w ie e in B e itr a g zur F rage des D e h n v e r h a lte n s n ie d r ig le g ie r te r S tä h le . (Mit 50 Textabb. u. 9 Zahlentaf.) Dortmund 1934: Stahldruck Dortmund. (50 S.) 4°. — Braunschweig (Techn. Hochschule), Techn. Diss. — Vgl. Arch. Eisenhütten wes. 8 (1934/35) Nr. 5, S. 205/11 (Werkstoffaussch. 282). 5 B 5
Baustahl. F. Bohny: 15 J a h re M a ter ia le n tw ic k lu n g im S tah lb au .* [Bauing. 16 (1935) Nr. 5/6, S. 45/50.]
Werkzeugstahl. Denzaburo Hattori: W ä r m e le it fä h ig k e it un d H ä rte v o n W erk zeu g stä h len .* Einfluß von Arilaßtemperaturen bis zu 700° auf Rockwell-C-Härte und Wärmeleitfähigkeit folgender Stähle: 1,41 % C, 0,01 % Cu;1,14 % C; 0,93 % C; 0,79 % C, 0,6% Mn, 0,65 % Cr; 1,03 % C, 1 % Mn, 0,1 % Ni, 0,1 % Cr, 1 % W; 0,73 % C, 4,9 % Co, 4,1 % Cr,18,7 % W, 0,7 % Mo, 1,9 % V; 0,67 % C, 0,8 % Co, 3,5 % Cr,19,2 % W, 0,3 % Mo, 0,9 % V; 0,61 % C, 3,3 % Cr, 15,5 % W,1,1 % V; 0,71 % C, 3,2 % Cr, 15,1 % W, 0,9 % V. Einfluß von
Anlaßtemperaturen bis zu 700° auf die Wärmeleitfähigkeit eines Stahles mit 1,14 % C bei Abschrecktemperaturen von 780 bis 1000°. [J. Iron Steel Inst. 129 (1934) S. 289/309; vgl. Stahl u. Eisen 54 (1934) S. 934/35.]
S. S. Podoprigora: W e rk ze u g s ta h l m it e in em hohen G eh a lt an Chrom u n d e in em n ie d r ig e n G eh a lt an W olfram . Herstellung, Wärmebehandlung und Eigenschaften von Stahl mit 0,8 bis 1 % C, 12 bis 14 % Cr und 3 bis 3,5 % W, der als Ersatz für den Schnelldrehstahl mit 17 bis 19 % W in gewissen Fällen empfohlen wird. [Metallurg 9 (1934) Nr. 3, S. 51/57; nach Chem. Zbl. 106 (1935) I, Nr. 4, S. 622.]
W. P. Remin: E ig e n sc h a fte n v o n W erk zeu g sta h l m it h ohem C h rom gehalt. Günstigste Wärmebehandlung, Härte, Schnitthaltigkeit und Gefüge von Stahl mit 1,2 bis 2,2 % C, 11 bis 14 % Cr, 1 bis 1,5 % W und 0,2 bis 0,6 % V. [Metallurg 9 (1934) Nr.' 6, S. 50/58; nach Chem. Zbl. 106 (1935) I, Nr. 4, S. 622/23.]
S c h n e lld r e h s ta h l ohne W olfram . Kurzer Hinweis auf zwei Stähle mit 1,5 bis 1,7 % C, 1,5 % Si und 6,7 % Cr sowie mit 1,2 bis 1,3 % C, 14 % Cr und 2 % V, die nach Versuchen des russischen Zentralinstituts für Metallforschung die üblichen Schnelldrehstähle mit 12 bis 20 % W, 4 bis 5 % Cr und 1 % V ersetzen sollen. [Sowjetwirtsch. u. Außenh. 13 (1934) Nr. 24, S. 25.]
Werkzeugstahl. James P. Gill, Chief Metallurgist, Vanadium Alloys Steel Co., Latrobe, Pa.: T oo l s te e ls . A series of five educational lectures on the selection, properties and uses of commercial tool steels presented to members of the A[merican] S[ociety for] M[etals] during the 16th National Metal Congress and Exposition, New York City, Oct. 1 to 5, 1934. (With 108 fig. and 14 tables.) [Cleveland, Ohio: American Society for Metals 1934.] (136 s.) 8°. : b :
Werkstoffe mit besonderen magnetischen und elektrischen Eigenschaften. Wenjamin S. Messkin und Boris E. Somin: E ig e n sc h a fte n v o n N ick e l-A lu m in iu m -M a g n ets ta h l.* [Arch. Eisenhüttenwes. 8 (1934/35) Nr. 7, S. 315/18; vgl. Stahl u. Eisen 55 (1935) Nr. 3, S. 70/71.]
Nichtrostender und hitzebeständiger Stahl. R. Hanel: D ie V erw en d u n g v o n C h ro m -N ic k e l-L e g ier u n g en in der c h em isch en T ech n ik .* Korrosionsbeständigkeit von Cr-Ni- Stählen, eisenreichen und eisenarmen Cr-Ni-Legierungen, teils mit anderen Zusätzen. [Chem. Fabrik 8 (1935) Nr. 1/2, S. 8/12.]
W. H. Hatfield: N ic h tr o s te n d e S tä h le im F lu g z e u g bau. Mechanische Eigenschaften, Vergütbarkeit, Schweißbarkeit und Korrosionsbeständigkeit von englischen Normstählen mit rd. 14 % Cr, mit 0,1 % C, 2 % Ni und 18 % Cr sowie mit 8 % Ni und 18 % Cr. Vermeidung der Korrosion bei Berührung mit unlegierten Stählen, Kupfer oder Phosphorbronze, Silber, Duralumin oder bei gegenseitiger Berührung zweier nichtrostender Stähle. Einfluß von Spannungen auf den Korrosionswiderstand. Verwendung im Luftfahrzeugbau, [Iron Coal Trad. Rev. 129(1934) Nr. 3487, S. 1018/19.]
E. Piwowarsky: B e itr a g zur E n tw ic k lu n g der h it z e b e s tä n d ig e n L eg ieru n g en .* Verzunderung bei 700 bis 800° von folgenden Stählen: 1,09 % C, 1,1 % Mn, 0,56 % Mo; 1,19 %Cr, 0,22 % V; 1,09 % Mn, 0,56 % Mo; 0,33 % C, 0,77 % Mn; 0,91 % W ; 0,75 % V ; 1,04 % C. Einfluß von 0 bis 30 % Cr und 0 bis 12 % Al oder 0 bis 6 % Si auf die Verzunderung von Stahl bei 800 bis 1200°. Einfluß von 0 bis 20 % Al auf die Verzunderung und von 0 bis 8 % Al oder Si auf das Wachstum von Gußeisen. Verzunderung von Legierungen. Zusammensetzung von handelsüblichen zunderbeständigen Stählen, Gußeisen und Legierungen. Versuchsofen. [Rev. Metallurg., M6m., 31 (1934) Nr. 10, S. 452/59.]
J. Musatti und A. Reggiori: A n la g e zur P rü fu n g der D a u e r s ta n d fe s t ig k e it . Dauerstandversuche bei unveränderlicher Temperatur und Belastung. Dauerstandfestigkeit (Zeit- Dehnungs-Kurven bis 100 h) sowie gewöhnliche Festigkeitswerte von Stählen mit 1,3 % C, 14 % Cr, 5,2 % Co und 0,85 % Mo, mit 0,3 % C, 3,5 % Si und 13,1 % Cr, mit 0,64 % C, 4,2 % Cr,20.1 % W und 1,1 % V, mit 0,39 % C, 10,4 % Ni, 4,2 % Cr,20.5 % W und 0,12 % Mo, mit 0,43 % C, 1,0 % Mn, 14,5 % Ni,12.2 % Cr und 2,0 % W sowie mit 0,27 % C, 2,1 % Si, 7,3 % Ni,19.5 % Cr und 4,7 % W. [Rev. Metallurg., Mein., 31 (1934) Nr. 10,S. 421/38.]
A. E. White, C. L. Clark und R. L. Wilson: E ignu ng v o n S tä h le n für hohe T em p era tu ren b e i der P e tr o le u m v era r b e itu n g . Zugfestigkeit, Zähigkeit, Dauerstandfestigkeit und Gefüge-, Korrosions- und Zunderbeständigkeit verschiedener Stähle. Gefügeänderungen bei verschieden hohen Temperaturen unter Druck und Zug. [Oil Gas J. 33 (1934) Nr. 11, S. 16/19 u. 51; Nr. 12, S. 16, 33/36; nach Chem. Zbl. 106 (1935) I, Nr. 3, S. 467.]
28. Februar 1935. Zeitschriften- und Bücherschau. Stahl und Eisen. 253
Draht, Drahtseile und Ketten. R. Woernle: D r a h ts e i l forsch u n g . B e r ic h t ü b er d ie 10. T agun g des A u ssch u sses für D r a h tse ilfo r sc h u n g des VD I.* Einfluß der Rillenform, der Korrosion und der Seilsteifigkeit auf die Lebensdauer von Drahtseilen. Einfluß des inneren Zustandes von Drahtseilen auf Drahtbrüche und Korrosion. Gesetzmäßigkeiten für die Zunahme der Bruchbiegezahlen in Abhängigkeit vom Rollenverhältnis und über den Einfluß von Dehnungen bei Drahtseilen. Zugbeanspruchung bei verschiedenen Umschlingungsbogen. Schlußfolgerung für die Drahtseilherstellung. [Z. VDI 78 (1934) Nr. 52, S. 1492/98.]
Einfluß der Temperatur. M. Ros und A. Eichinger: D ie k enn - ze ich n en d en E ig e n sc h a fte n der M eta lle b e i h öh eren T em peraturen.* Grundsätzlicher Einfluß der Temperatur auf Zugfestigkeit, Dehnung, Proportionalitäts- und Elastizitätsgrenze, Dauerstand- und Dauerwechselfestigkeit. Amsler-Zerreißma- schine. Amsler-Pulsator und Schenck-Maschine für Versuche bei höheren Temperaturen. [Rev. Metallurg., Mém., 31 (1934) Nr. 10, S. 460/70.]
Einfluß von Legierungszusätzen. Bernard Thomas: E in flu ß von M angan au f d ie E la s t iz i t ä t v o n S tä h len .* Einfluß der Belastung auf die bleibende Durchbiegung von Flachbiege- proben mit 0,54 % C, 0,67 % Mn oder 0,53 % C und 0,81 % Mn. [Heat Treat. Forg. 20 (1934) Nr. 11, S. 531/33.]
Mechanische und physikalische Prüfverfahren.Allgemeines. Lepan-Drevdal: A en d eru n g en in den
R ic h tlin ie n des fr a n z ö s isc h e n N o r m en a u ssc h u sse s für die m ech a n isch e P rü fu n g v o n E ise n e r z e u g n is se n . [Rev. Metallurg., Mém., 31 (1934) Nr. 11, S. 495/506.]
Prüfmaschinen. Eugène: M ik ro -H ä rtep rü fm a sch in e .* Härteprüfmaschine für Eindrucktiefen von rd. 0,1 mm. [Rev. Metallurg., Mém., 31 (1934) Nr. 11, S. 507/13.]
Kerbschlagversuch. H. Hallam und R. V. Southwell: N eu es V erfahren der K erb sch la g p rü fu n g .* Verbesserung des Oxforder ballistischen Pendelschlagwerks [vgl. Stahl u. Eisen 54(1934) S. 1014]. Versuche mit einer kleinen Probe über den Einfluß des Probenquerschnitts auf die Schlagarbeit und Nachweis von Kerbsprödigkeit im statischen Biegeversuch, wobei die Probe links und rechts vom Kerb gleicherweise belastet wird. [Engineering 138 (1934) Nr. 3597, S. 689/90; Nr. 3598, S. 703/04.]
Verdrehungsversuch. Fujio Nakanishi: D a s F lie ß e n v o n Längs- u n d Q u e rsch ic h te n in v e r d r e h te n S ta h ls tä b e n . [J. Soc. mech. Engr., Japan, 37 (1934) Nr. 208, S. 501/05; nach Physik. Ber. 15 (1934) Nr. 24, S. 2121.]
Schwingungsprüfung. Richard Mailänder: K e r b e m p fin d lich k eit b e i W e ch se lb ea n sp r u c h u n g v o n le g ie r te n un d u n leg ier ten S tä h len .* [[Stahl u. Eisen 55 (1935) Nr. 2, S. 39/42 (Werkstoffaussch. 291).]
Dunlap J. McAdam jr. und Robert W. Clyne: E in flu ß von ch em isch und m ech a n isch h e r g e s te l lte n K erb en auf d ie D a u e r fe s t ig k e it v o n M eta llen .* Einfluß einer Korrosion in Wasser sowie von mechanisch angebrachten Kerben auf die Biegeschwingungsfestigkeit von 40 verschiedenen Baustählen, von Nichteisenmetallen und Metallegierungen. Zusammenhang zwischen Kerbempfindlichkeit und Zugfestigkeit, Kerbschlagzähigkeit, Dämpfungsfähigkeit und Kalthärtungsvermögen. Einfluß der Stahlzusammensetzung, der Wärmebehandlung und Kaltverformung auf die Kalthärtungsfähigkeit bei verschiedenen Zugfestigkeiten. [Bur. Stand. J. Res. 13 (1934) Nr. 4, S. 527/72.]
B. P. Haigh: D a u e r fe s t ig k e it v o n B a u sta h l.* Elektromagnetische Prüfmaschine für Dauer-Zug-Druck-Versuche bei 3000 Lastwechseln je min. Einfluß einer Vorlast sowie einer Bohrung im Probestab auf die Dauerfestigkeit eines unlegiertenStahles mit 0,2 % C und von Chromador-Stahl mit 0,26 % C,0,74 % Mn, 0,3 % Cu und 0,9 % Cr. [Engineering 138 (1934)Nr. 3598, S. 698/701.]
Sehneidfähigkeits- und Bearbeitbarkeitsprüfung. Karl Kre- keler und Hans Stäger: Z e rsp a n b a rk e itsp rü fu n g .* Richtlinien für Schnittgeschwindigkeit, Oberflächengüte, Spanbildung und Kühlflüssigkeit. [ATM (Arch. techn. Mess.) 4 (1934) Lfg. 41, S. T 145.]
Shizuo Doi: S p a n a b la u f und O b e r flä ch en a u sse h e n von u n le g ie r te m S ta h l b e im D rehen .* Ergänzende Versuche zu den Anschauungen von F. Schw erd . Einfluß der Spantiefe, eines stumpfen oder absichtlich abgeflachten Meißels und von Kühlflüssigkeiten auf Spanablauf und Oberflächenaussehen. [Mem. Ryojun Coll. Engng. Inonye Commémoration Vol. 1934, S. 213/20.]
Abnutzungsprüfung. V e rsc h le iß p r ü fm a sc h in e nach S k o d a -S a w in .* Eine Widia-Scheibe dreht sich mit einem bestimmten Druck auf der Probe, wobei die Breite und das Volumen des Einschnittes als Verschleißmaßstab bestimmt werden. [Engineer 158 (1934) Nr. 4117, S. 565/66.]
Prüfung der magnetischen Eigenschaften. H. Neumann: P rü fg er ä te für D a u erm a g n ete u n d fe r t ig e M agnete.* Neues Spannungsmesserjoch von Siemens und Halske. [ATM (Arch. techn. Mess.) 4 (1934) Lfg. 41, S. T 151.]
Prüfung der Wärmeausdehnung. Wilmer Souder, Peter Hidnert und James Fulton Fox: S e lb s ts c h r e ib e n d e r A u sd eh n u n gsm esser.* [Bur. Stand. J. Res. 13 (1934) Nr. 4, S. 497/513.]
Korrosionsprüfung. Jean Cournot: D ie V o rb ere itu n g v o n B lech p ro b en zur K o rro sio n sp rü fu n g . Eignung der Tiefziehprobe nach E. S ie b e i und A. P om p für die Untersuchung der Korrosionsvorgänge. Verbesserungsvorschlag. [Rev. Metallurg., Mem., 31 (1934) Nr. 11, S. 514.]
Paul W. C. Strausser, Abner Brenner und William Blum: K u r zz e itp r ü fu n g der K o r r o s io n sb e s tä n d ig k e it v o n N ic k e l- und C h rom ü berzügen . Vergleich der Ergebnisse von Witterungsversuchen über 18 Monate an drei verschiedenen Orten mit denen eines kurzzeitigen Sprühversuchs im Salz- nebel oder eines wechselweisen Eintauchens in Salzlösung. Als zweckmäßig hat sich das Zählen der Rostflecke nach 100 h beim Kurzversuch ergeben. Nachweis der Porigkeit mit Ferrizyanid- lösung. [Bur. Stand. J. Res, 13 (1934) Nr. 4, S. 519/26.]
Zerstörungsfreie Prüfverfahren. K. Hoffmann: P rü fu n g von S c h m ie d e stü c k e n für d ie L äu fer v o n S tr o m erzeugern.* Prüfung der Bohrung mit Rohrkamera und Film. Feststellung innerer Fehler durch elektromagnetische Prüfung. Anwärmprobe zur Untersuchung auf innere Spannungen, ungleichmäßigen Werkstoff und Fehlerstellen. [Z. VDI 78 (1934) Nr. 49, S. 1420.]
T. F. Wall: S ta h lg ü te u n d M a g n etism u s. Magnetische Verfahren zum Nachweis der Kalthärtung von Drähten und zur Prüfung von Schweißverbindungen. Härtung von Stahl im magnetischen Feld. Wichtigste Eigenschaften und Verwendung der magnetischen Legierungen S ta l lo y und P er m a llo y . Forschungsaufgaben für die Zukunft. [Engineer 158 (1934) Nr. 4117, S. 564/65.]
Richard Glocker, Paul Wiest und Richard Woernle: R ö n t g en u n tersu ch u n g v o n D r a h tse ilen .* [Stahl u. Eisen 55(1935) Nr. 1, S. 21/22.]
Metallographie.Geräte und Einrichtungen. Hugo Freund: E in n eu es
M e ta llm ik r o sk o p —-d a s M eta llm ik ro sk o p M III.* Neues Mikroskop der Firma Leitz,Wetzlar. [Gießerei 21 (1934) Nr. 47/48, S. 507/08.]
Röntgenographische Feingefügeuntersuchungen. J. Böhm und P. Feldmann: U eb er e in e A n w en d u n g des W eissen - b erg sch en R ö n tg e n g o n io m e te r s zur R e g is tr ie r u n gv o n U m w a n d lu n g sv o rg ä n g en .* Durch Bewegung des Films werden zeitliche Aenderungen der Röntgeninterferenzlinien aufgezeichnet. [Z. physik. Chem. 27 (1934) B, Nr. 5/6, S. 425/30.]
Fritz Regler: R ö n tg e n o g r a p h isc h e F e in g e fü g e u n te r su ch u n g en an B rü ck en tra g w erk en .* Prüfanordnung für Betriebsversuche an Brücken. Bestimmung der voraussichtlichen Lebensdauer eines beanspruchten Tragwerkes aus der Aenderung der Interferenzlinienbreite. Beispiele. [Schweiz. Bauztg. 105(1935) Nr. 2, S. 13/16.]
Alden B. Greninger: B e stim m u n g der R ic h tu n g v o n M e ta llk r is ta lle n du rch L a u e -R ü ck str a h lb ild e r .* E ntstehung und Auswertung der Laue-Bilder. [Amer. Inst. min. metallurg. Engr., Techn. Publ. Nr. 583, 1934, 11 S., Metals Technology, Dezember 1934.]
Zustandsschaubilder und Umwandlungsvorgänge. John T. Norton: L ö s lic h k e it v o n K u p fer in E ise n u n d G it te r än d eru n g en b e i der A lteru n g .* Größte Löslichkeit bei850° und etwa 1,4 % Cu nach Röntgenuntersuchungen. Vorgänge bei der Alterung. [Amer. Inst. min. metallurg. Engr., Techn. Publ. Nr. 586, 1934, 9 S., Metals Technology, Dezember 1934.]
Sten Eriksson: R ö n tg e n u n te r su c h u n g e n üb er das S y stem E ise n -C h r o m -S tic k s to ff .* Untersuchung der Systeme Eisen-Chrom, Chrom-Stickstoff und Eisen-Chrom-Stick- stoff. Aufstellung von schematischen Gleichgewichtsschaubildem des Systems Eisen-Chrom-Stickstoff für 400° bei verhältnismäßig hohem Stickstoffdruck (strömendes Ammoniak) und 700°

254 Stahl und Eisen. Zeitschriften- und Bücherschau. 55. Jahrg. Nr. 9.
hei einem Stickstoffdruck von etwa 1 kg/cm2. [Jernkont. Ann. 118 (1934) Nr. 11, S. 530/43.]
F. Sauerwald und H. Gross: U eber d ie p r a k tisc h e U n ter sc h e id u n g v o n A u ssc h e id u n g s- und M a r te n s it härtu n g . Unterscheidung durch Härtebestimmungen bei der Abkühlung von Glühtemperatur; als Beispiel Brinellhärte eines Stahles mit 1,47 % C und 11,4 % Cr nach 2 oder 3 h Glühen bei 870° während der Abkühlung bis auf 20°. [Z. anorg. allg. Chem. 221 (1934) Nr. 2, S. 159/60.]
Fritz Laves: U eber e in e M a n g a n -S iliz iu m -L eg ieru n g vom W o lfra m ty p . Auftreten eines kubisch raumzentrierten Substitutionsmischkristalls bei etwa 15 % Si. [Z. Knstallogr. 89 (1934) Nr. 2, S. 189/91; nach Physik. Ber. 16 (1935) Nr. 2, S. 139.]
W. D. Jones und W. E. Hoare: M ik ro sk o p isch e U n te r su ch u n g der E ise n -Z in n -U m se tzu n g e n .* Auftreten dreier Verbindungen: FeSn, Fe2Sn, FeSn2. Zweckmäßige Probenherstellung, bei der die üblichen Schwierigkeiten bei der Untersuchung des Systems Eisen-Zinn vermieden werden. [J. Iron Steel Inst. 129 (1934) S. 273/81; vgl. Stahl u. Eisen 54 (1934) S. 961.]
Erstarrungserscheinungen. E rö rteru n g zum fü n fte n B e rich t e in es A u ssc h u sses des Iron and S te e l I n s t i tu te über d ie U n g le ic h m ä ß ig k e ite n in S ta h lb lö c k e n . [J. Iron Steel Inst. 128 (1933) S. 409/37; vgl. Stahl u. Eisen 53(1933) Nr. 51, S. 1339/41.]
Gefügearten. L. Northcott: U n ter su ch u n g e n über das G uß gefüge v o n S ta h lb lö ck en .* Primärgefüge eines einseitig abgekühlten 20-t-Rundblocks und eines bei niedriger Temperatur langsam vergossenen Stahlblocks mit 0,45 % C. Einfluß des Primärgefüges auf das Sekundär- (Korngrenzen nach der S-y-Um- wandlung) und Tertiärgefüge (Perlit-Ferrit-Gefüge). Einfluß einer Ueberhitzung und der Abkühlungsbedingungen auf das Gefüge von Versuchsblöcken aus Kupfer und weißem Gußeisen. [J. Iron Steel Inst. 129 (1934) S. 159/69 u. 180/86; vgl. Stahl u. Eisen 54(1934) S. 858.]
L. Northcott: P e r io d isc h e s G efü ge in M eta llen und L egieru ngen .* . Versuche mit .Kaliumbichromatlösungen und Untersuchungen an einem einseitig abgekühlten 20-t-Stahlblock, an einem 14-kg-Block, an einem Stahlgußstück sowie an Kupferblöcken zur Erklärung. Einfluß der Gießtemperatur, der Abkühlungsbedingungen und der Diffusionsfähigkeit der Metalle. [J. Iron Steel Inst. 129 (1934) S. 171/86; vgl. Stahl u. Eisen 54(1934) S. 936.]
Einfluß der Wärmebehandlung. J. Splichal: G efü g eä n d e rungen im g e h ä r te te n und a n g e la sse n e n S ta h l. Ausweitung des Raumgitters als Ursache der inneren Spannungen und diffusen Spektrallinien von Martensit. Zunahme des Gitterparameters und innere Spannungen eines Stahles mit 1 % C. [Chem. Listy 28 (1934) S. 225/27; nach Chem. Abstr. 29 (1935) Nr. 2, Sp. 435/36.]
Korngröße und -Wachstum. C. H. Herty, D. L. McBride und S. O. Hough: E in flu ß der D e s o x y d a t io n au f K o rn größe und K o rn w a ch stu m v o n S ta h l.* [Heat Treat. Forg. 20 (1934) Nr. 11, S. 546/52.]
Fehlererscheinungen.Brüche. Leland E. Grant: F eh le r an L o k o m o tiv r a d -
reifen .* Plötzliche Brüche durch Sprödigkeit oder Ueber- belastung. Dauerbrüche und Abblättem der Reifen sowie bisherige Feststellungen über deren Ursachen. Allgemeine Werkstoffehler, wie Lunker, Schlackeneinschlüsse usw. Herstellung und übliche Zusammensetzung der Radreifen in Amerika. Festigkeitseigenschaften an verschiedenen Stellen des Querschnitts und zweckmäßige Probenahme. Einfluß der Verschmiedung und einer Normalglühung auf die Festigkeitseigenschaften und Gefüge. Häufigkeit der auftretenden Fehlerarten. Zweckmäßiges Gefüge und Kohlenstoffgehalt. [Met. & Alloys 5 (1934) Nr. 11, S. 231/35; Nr. 12, S. 277/80.]
Otto Kraemer: U n ter su ch u n g v o n B r u c h ste lle n am B e fe s tig u n g sg e w in d e v o n K o lb en sta n g en .* Entstehungsursache der Anrisse und ihre Vermeidung durch konstruktive Maßnahmen. Erfolgreiche Anwendung elektromagnetischer Untersuchungsverfahren zur Auffindung unsichtbarer Risse (Gasöl- Eisen-Aufschwemmung). [Masch.-Schaden 11 (1934) Nr. 12, S. 185/88.]
Sprödigkeit und Altern. Wilhelm Bischof: B e itr a g zur F rage der A n la ß sp rö d ig k e it .* [Arch. Eisenhüttenwes. 8 (1934/35) Nr. 7, S. 293/301 (Werkstoffaussch. 289); vgl. Stahl u. Eisen 55 (1935) Nr. 3, S. 70.]
Rißerscheinungen. Erich Scheil: E n ts te h u n g v o n R issen in S ta h l b e i der W ärm eb eh an d lu n g .* [Arch. Eisenhüttenwes. 8 (1934/35) Nr. 7, S. 309/14; vgl. Stahl u. Eisen 55 (1935) Nr. 3, S. 70.]
Korrosion. L. W. Haase: Zur F ra g e der K o rro sio n von K upfer.* Mögliche Ursachen der Zerstörung von kupfernen Kalt- und Warmwasserleitungen: Verzinnung, Lötstellen, Eisengehalt des Wassers, Bildung eines Belüftungselementes. [Metall- wirtsch. 14 (1935) Nr. 2, S. 32/33.]
E rö rteru n g zum z w e ite n B e r ich t des K o rr o sio n sa u ssc h u sse s des Iro n and S te e l I n s t i t u t e und der N a tio n a l F e d e r a tio n of Iro n and S te e l M anufacturers.* [J. Iron Steel Inst. 129 (1934) S. 357/75; vgl. Stahl u. Eisen 54(1934) S. 693.]
Oreste Carrasco: K o r r o s io n ser sc h e in u n g en an B le c h dosen . Ursachen und Verlauf der Korrosionen. Zusammenhang zwischen Korrosionsbeständigkeit und Biegefestigkeit des Bleches. Prüfung der Korrosionsbeständigkeit von verzinnten Proben durch mindestens dreitägige Einwirkung von wasserstoffsuperoxydhaltiger Essigsäure. [G. Chim. ind. appl. 16 (1934) S. 329/34; nach Chem. Zbl. 106 (1935) I, Nr. 3, S. 473.]
F. J. Bullen: B e is p ie le v o n R o h rk o rro sio n durch ö lh a lt ig e s W asser.* [Metallurgist, Dezember 1934, S. 183/86.]
W. Blum, P. W. C. Strausser und A. Brenner: D er sc h ü tzen d e W ert v o n g a lv a n isc h e n U eb erzü g en a u f Stah l. Witterungs-Korrosionsversuche mit Nickel-, Chrom-, Kadmium- und Zinküberzügen. Zweckmäßige Dicken der Ueberzüge. [Platers Guide 30 (1934) Nr. 9, S. 12/14; nach Chem. Zbl. 106(1935) I, Nr. 1, S. 150.]
A. T. Barber und A. H. Taylor: E in flu ß v o n W assers to ff au f d ie D ru ck g e fä ß e b e i der K o h len h yd rieru n g . Betriebsverhalten und Korrosion von unlegierten Stählen, von Stahl mit 0,13 % C, 3,5 % Ni und 0,8 % Cr sowie mit 0,3 bis 0,4 % C, 1,0 bis 1,5 % Cr und 0,25 bis 0,35 % Mo bei Drücken von 200 bis 400 kg/mm2 und Temperaturen bis zu 500°. (Iron Coal Trad. Rev. 129 (1934) Nr. 3482, S. 806/07.]
John Johnston: C h em isch e und e le k tr o ch em isc h e G ru nd lagen der K orrosion .* Darin Aussehen von unlegierten und gekupferten Stahlrohren nach vierjähriger Witterungskorrosion und von Schweißstahl, Siemens-Martin-Stahl und Gußeisen nach zehnjähriger Bodenkorrosion. [Ind. Engng. Chem. 26 (1934) Nr. 12, S. 1238/44.]
André Girard und Georges Chaudron: D er A u fbau des R o stes .* Rost wirkt katalytisch auf Eisen ein, wobei sich der Rost zu hydratisiertem Magnetit umwandelt. [C. R. Acad. Sei., Paris, 200 (1935) Nr. 2, S. 127/29.]
G. Tammann und K. L. Dreyer: Zur K o rro sio n der g e k u p fer ten S tä h le . Drei Hauptfälle der Einwirkung wäßriger Lösungen auf Metallegierungen: die Auflösungsgeschwindigkeit wird durch Bildung von örtlichen Elementen beeinflußt; bei Gegenwart von Oxydationsmitteln haben örtliche Elemente keinen Einfluß auf die Korrosionsgeschwindigkeit; es bilden sich Deckschichten aus. Versuche über die Bildungsbedingungen einer dichten Schutzschicht bei Stählen mit 0 bis 1 % Cu. [Z. anorg. allg. Chem. 221 (1934) Nr. 2, S. 124/28.]
E. C. Rollason: D ie W irk un g d es K a ltw a lz e n s auf d ie K o rn g re n z en k o r ro s io n n ic h tr o s te n d e r Chrom- N ic k e l-S tä h le .* Einfluß einer Kaltverformung um 5, 25, 50 und 75 % und des Abschreckens bei 900 und 1150° (Korngröße) auf die Glühdauer bis zum Eintritt von Korngrenzenkorrosion bei üblichen Stählen mit etwa 0,15 % C, 8 % Ni und 18 % Cr. Einfluß einer nachträglichen Glühung bei 800° auf das Auftreten der Komgrenzenkorrosion bei diesen Stählen, zum Teil mit einem Zusatz von 4 % Mo oder 1,5 % Si, nach Schweißung und Kaltverformung. Möglichkeiten, den Korngrenzenzerfall zu vermeiden. [J. Iron Steel Inst. 129 (1934) S. 311/24; vgl. Stahl u. Eisen 54 (1934) S. 859/60.]
H. Ingleson, M. A., D. Phil.: T he a c t io n of w ater ou lead w ith sp e c ia l r e fe re n c e to th e su p p ly of drink ing w ater. (Mit 14 Tab.) London: His Majesty’s Stationery Office 1934. (VI, 115 S.) 8°. 2 sh. — Wie der Titel andeutet, stellt das Buch eine Sammlung und Auswertung der vor allem im Schrifttum bisher bekanntgewordenen Erfahrungen auf diesem Gebiete dar. Es gibt einen guten Ueberblick über die Bestimmung des Bleis im Trinkwasser, die Gefahren bleihaltigen Wassers für die Gesundheit sowie die Einwirkung von Trinkwasser mit verschiedenen üblichen Beimengungen auf das Blei. 5 B 5
Zündern. Josef Klärding: D as sa c h g e m ä ß e G lü h en von E ise n b le c h , in sb e so n d e r e D y n a m o b lec h m a te r ia l.* Zusammensetzung des Zunders von Dynamoblechen (Siliziumpelz).

28. Februar 1935. Zeitschriften- und Bücherschau. Stahl und Eisen. 255
Nach Reduktions- und Oxydationsversuchen an Zunder und Blech erfolgt die Verzunderung über die Bildung von Fayalit zum Wüstit. Gleichgewichte zwischen Wasserstoff und Wasserdampf, Kohlenoxyd und Kohlensäure bei 600 bis 1100°, bei denen keine Verzunderung erfolgt. [Kalt-Walz-Welt 1934, Nr. 12, S. 89/93.]
M. v. Schwarz: B ild u n g b la s ig e r un d n ic h th a fte n d e r Z u n d ersch ich ten b e i der W ä rm eb eh a n d lu n g v o n S tah l.* [Stahl u. Eisen 55 (1935) Nr. 4, S. 93.]
F. Roll und W. Pulewka: B e itr a g zur E n ts te h u n g der R eib o x y d a tio n .* Einfluß der Temperatur (abhängig von B elastung und Gleitgeschwindigkeit) auf die Art und Beschaffenheit der gebildeten Oxyde bei gleitender Reibung. [Z. anorg. allg. Chem. 221 (1934) Nr. 2, S. 177/81.]
Seigerung. L. Northcott: D e n d r it isc h e S e ig er u n g en in S ta h lb lö ck en .* Untersuchungen an einem einseitig abgekühlten 20-t-Rundblock über den Einfluß von Kohlenstoff, Sauerstoff und Phosphor auf die Dendritenseigerung. [J. Iron Steel Inst. 129 (1934) S. 151/57 u. 180/86; vgl. Stahl u. Eisen 54 (1934) S. 858.]
Chemische Prüfung.Spektralanalyse. E. Brand: B e tr ie b se r fa h r u n g e n m it
der S p ek tra la n a ly se .* Anwendung der Spektralanalyse im Maschinenbaubetrieb zur Prüfung der Werkstoffe auf art- und mengenmäßige Zusammensetzung. Grundlagen und Beispiele. [Werkst.-Techn. u. Werksleiter 29 (1935) Nr. 1, S. 2/5.]
Walther Gerlach: D ie S p e k tr a la n a ly s e a ls H il f s m ittel der W e rk sto ffp r ü fu n g un d der W e r k s to ff beschaffung. Anwendung des Abreißlichtbogens als besonders geeignete Lichtquelle für die chemische Spektralanalyse. Erläuterung der Wichtigkeit des Verfahrens an einigen Beispielen. [Z. techn. Physik 15 (1934) Nr. 11, S. 451/53.]
Wilhelm Kraemer: B e itr ä g e zur S p e k tr a la n a ly s e m it H ilfe v o n e m p fin d lic h e n , in dem der G la so p tik z u gänglich en G eb ie t lie g e n d e n L in ie n : M essu n g en im F unk en sp ek tru m e in er für H e r s te llu n g v o n M ag n eten verw end eten K o b a lt -E is e n -L e g ie r u n g . Kennzeichnende Spektrallinien für Kobalt, Nickel, Chrom, Mangan, Molybdän, Magnesium, Kalzium, Kupfer, Aluminium, Kohlenstoff, Titan, Zirkon, Antimon, Arsen, Silizium, Phosphor. [Z. anal. Chem. 99 (1934) Nr. 11/12, S. 410/15.]
H. Moritz: G eg e n w ä rtig er S ta n d der sp ek tra l-a n a ly tisch en U n te r su c h u n g v o n B e im e n g u n g e n in W erkstoffen .* Neuere Entwicklung der Spektralapparate. Besprechung qualitativer und quantitativer Analysenverfahren. [Z. VDI 78 (1934) Nr. 50, S. 1453/56.]
F. Waibel: W e r k sto ffu n te r su c h u n g e n m it der F la m m enanalyse. Ueber die Anwendbarkeit der Flammen-Spek- tralanalyse gegenüber der Funkenanalyse. Einfluß von verschiedenen Brenngasgemischen, Brennern und Zerstäubern. Prüfung der photographisch-photometrischen Hilfsmittel. Empfindlichkeit. [Z. techn. Physik 15 (1934) Nr. 11, S. 454/56.]
Metalle und Legierungen. L. C. Nickolls und J. G. N. Gaskin: Die B estim m u n g groß er M engen Z in k , m it b eso n d erer B erü ck sich tig u n g der M essin g a n a ly se . Die Bestimmung als Zink-Ammoniumphosphat sowie als Zink-Pyridin-Rhodanid ergibt etwas zu hohe Werte. Empfohlen wird elektrolytische Abscheidung des Zinks aus alkalischer Lösung bei einer Stromdichte von 0,035 A/cm 2. Beschreibung des Arbeitsganges bei einer Messinganalyse. [Analyst 59 (1934) S. 391/95; nach Chem. Zbl. 105 (1934) II, Nr. 15, S. 2423.]
Q u a n tita t iv e A n a ly s e n v o r s c h r if te n für L e ic h t m etalle. Analysenvorschriften zur Bestimmung der Verunreinigungen in Aluminium. Bestimmung von Silizium, Kupfer, Nickel und Blei. [Metallwirtsch. 14 (1935) Nr. 3, S. 52/53; Nr. 4, S. 72.]
E in z e lb e st im m u n g e n .Chrom. J. Haslam und W. Murray: B em erk u n g en zu der
C hrom bestim m ung in G eg en w a rt v o n E ise n , A lu minium u n d P h o sp h o r sä u re u n ter V erw en d u n g v o n U eb erch lorsäu re a ls O x y d a t io n s m itte l . Nachprüfung verschiedener Arbeitsweisen. Empfohlen wird die Chrombestimmung nach Reduktion mit Ferroammoniumsulfat durch Titration mit Kaliumbichromat und Dyphenylamin als Indikator. [Analyst 59 (1934) S. 609/13; nach Chem. Zbl. 105 (1934) II, Nr. 21, S. 3283.]
Vanadin. A. Travers: V o lu m e tr isc h e V a n a d in b e s t im mung in E ise n u n d S p e z ia ls tä h le n . Nach Abscheiden der Kieselsäure und Wolframsäure durch Ueberchlorsäure wird das
Filtrat mit Ammoniak und Ammoniumchlorid behandelt und der gebildete Niederschlag in Schwefelsäure gelöst. Die Persäuren von Ti, V und Mo werden durch Wasserstoffsuperoxydzusatz zur heißen Lösung zerstört und das Vanadin dann in der Wärme mit Permanganat titriert. Cr und Ni stören nicht. [Bull. Ass. techn. Fond. 8 (1934) S. 383; nach Chem. Zbl. 105 (1934) II, Nr. 21, S. 3283.]
Zinn. J. B. Ramsey und J. G. Blann: D ie v o lu m e tr isc h e Z in n b e stim m u n g u n ter V erw en d u n g v o n K a liu m jo d a t. Direkte Titration der völlig luftfreien 1,5- bis 2-n-salzsauren Zinn(2)-Lösung mit Kaliumjodat unter Luftabschluß ergibt sehr genaue Werte. Analysendauer 30 bis 40 min. Zur Beschleunigung der Reduktion wird Nickel- oder Kobaltchlorid zugesetzt. [J. Amer. chem. Soc. 56 (1934) S. 815/18; nach Chem. Zbl. 105(1934) II, Nr. 15, S. 2423.]
M eßwesen (Verfahren, Geräte und Regler).Allgemeines. Kurt Rummel: D ie G ru n d g ese tz e der
R egelu n g .* Zusammenfassender Bericht über die bei der Wärmestelle Düsseldorf durchgeführten Untersuchungen über den Regelvorgang. [Arch. Eisenhüttenwes. 8 (1934/35) Nr. 7, S. 281/92 (Wärmestelle 210); vgl. Stahl u. Eisen 55 (1935) Nr. 3, S. 69/70.]
Druck. W. Barth: D ie E r m itt lu n g v o n P o t e n t ia l strö m u n g en du rch e in e x p e r im e n te lle s V erfah ren .* Durch Messung der Druckverteilung in geschichteten Stoffen bei der Durchströmung von Luft wird die Potentialströmung ermittelt. [Z. angew. Math. Mech. 14 (1934) Nr. 6, S. 347 /48.]
Heizwert. W. Schultes und R. Nübel: D ie T e m p e ra tu r k o rrek tu r b e i der k a lo r im e tr isc h e n H e iz w e r tb e s t im m ung.* Besprechung der Regnault-Pfaundlerschen und der Langbeinschen Formel zur Berechnung des Beiwertes. Neue Formeln zur Ermittlung der Berichtigung zwecks Erzielung größerer Genauigkeit bei der Heizwertbestimmung. [Brennstoff- Chem. 15 (1934) Nr. 24, S. 466/69; Wärme 58 (1935) Nr. 2, S. 16/21.]
Thermo- und Lichtelektrizität. A. Karsten: D ie V er w end un g v o n P h o to z e lle n in der n e u z e it l ic h e n M eßtech n ik .* Die Photozelle bietet besondere Vorteile bei dem als Reflexions- und Beleuchtungsmesser ausgestalteten lichtelek- trischen Kolorimeter nach L an ge sowie bei Vorrichtungen zu quantitativen Bestimmungen mit der Lumineszenzanalyse. [Meßtechn. 11 (1935) Nr. 1, S. 6/8.]
Darstellungsverfahren. F. Emde: U n te r te i lu n g desT a fe ls c h r it ts . Kurze Beschreibung und Befürwortung des Comrieschen Verfahrens für die Berechnung von Zahlentafeln. [Z. angew. Math. Mech. 14 (1934) Nr. 6, S. 333/39.]
Eisen, Stahl und sonstige Baustoffe.Eisen und Stahl im Ingenieurbau. E r fa h ru n g en m it
S ta h lsp u n d b o h le n in F e ls - u n d sch w erem G esch ie b e boden .* [Mitt. Stahl-Spundwand Hoesch 1934, Nr. 3, S. 6/7.}
A. Ramshorn: N eu e S ta h lk a n ä le im A r b e itsg e b ie t der E m sc h e r g en o sse n sch a ft .* [Mitt. Stahl-Spundwand Hoesch 1934, Nr. 3, S. 3/6.]
J. Charles Rathbun: D as e la s t is c h e V e rh a lten v o nN ie tv er b in d u n g e n .* Untersuchung der Steifigkeit 18 verschiedener Arten von Nietverbindungen, wie sie im Eisenbau üblich sind. [Proc. Amer. Soc. civ. Engr. 61 (1935) Nr. 1, S. 3 /42.}
Wedler: D ie n eu en B e la s tu n g sa n n a h m e n u n d B e r ech n u n g sg ru n d la g en für den H och bau .* [Zbl. Bau- verw. Z. Bauwes. 54 (1934) Nr. 52, S. 817/19.]
V erw en d u n g v o n S ta h lsp u n d w a n d „ H o esch “ b e i M ü n d u n g ssich eru n g en .* [Mitt. Stahl-Spundwand Hoesch 1934, Nr. 3, S. 8/9.]
Eisen und Stahl im Eisenbahnbau. Edwin F. Cone: V e r m in d eru n g der K o ste n für d ie V erleg u n g v o n S tr a ß e n b a h n g le is e n du rch V erw en d u n g e in er n eu en S tr a ß e n b a h n sch ie n e v o n nur 114 mm H öhe.* Querschnitt durch das Profil, das in 11 Stichen hergestellt wird; die bisher verwendeten Schienen haben 177 und 228 mm Höhe, so daß der Unterbau der Schienen billiger wird. [Steel 95 (1934) Nr. 27, S. 18.]
G. Schaper: D er B rü ck en b a u u n d der I n g e n ie u r h o ch b a u der D e u tsc h e n R e ic h sb a h n im J a h r e 1934.* Dauerfestigkeitsversuche mit geschweißten Verbindungen. Versuche zur Feststellung der Dauerfestigkeit gelochter Stäbe und der Nietverbindungen von Stäben aus den verschiedenen Baustählen. Dauerfestigkeitsversuche mit gelochten Stäben alter ausgebauter Brücken aus Schweißeisen und Flußeisen auf Pulsatormaschinen. Versuche zur Feststellung des Zusammen.

256 Stahl und Eisen. Zeitschriften- und Bücherschau. 55. Jahrg . Nr. 9.
W i r k e n s von Nietung und Schweißung. Versuche mit Rostschutzfarben. Elektrolytische Verbleiung gegen Verrostung bei der Reichsbahndirektion Berlin. Vorrichtungen zur Unterhaltung von Hallen und Brücken. [Bautechn. 13 (1935) Nr. 1, S. 1/2; Nr. 3, S. 35/38.]
Eisen und Stahl im Gerätebau. Fritz Ohl: N eu e M ö g lic h k e ite n für d ie V erw en du ng v o n m e ta llisc h e n D r a h tgew eb en . Erhöhung der Festigkeit von Preßteilen aus Kunstharz durch Drahtgewebeeinlagen. [Draht-Welt 28 (1935) Nr. 5, S. 67/69.]
Beton und Eisenbeton. Rudolf Saliger, Dr.-Ing., ord. Professor für Eisenbetonbau und Statik an der Technischen Hochschule in Wien: D a u erv ersu ch e an E ise n b e to n b a lk e n m it v e rsch ie d e n e n S ta h lb ew eh ru n g en . (Mit 55 Abb. u. 32 Zahlentaf. im Text.) Wien (I., Eschenbachgasse 9): Oester- reichischer Ingenieur- und Architekten-Verein 1935. (2 Bl., 95 S.) 8°. 7 SRM. (Mitteilungen über Versuche, ausgeführt vom Oesterr. Eisenbeton-Ausschuß. H. 15.) S B ™
Betriebswirtschaft.Allgemeines und Grundsätzliches. Kurt Rummel: In g en ie u r
und K aufm ann . [Stahl u. Eisen 55 (1935) Nr. 4, S. 86/91 (Betriebsw.-Aussch. 88).]
Arbeitsplatzgestaltung und allgemeine Arbeitsbedingungen.Paul Arnhold: O rdnung am A r b e itsp la tz .* [Stahl u. Eisen 55 (1935) Nr. 1, S. 22.]
Zeitstudien in Betrieb und Verwaltung. Hans Euler: D ie B ed eu tu n g der Z e its tu d ie für B e tr ie b sw ir tsc h a ft und in d u str ie lle s R ech n u n g sw esen .* [Arch. Eisenhütten wes. 8 (1934/35) Nr. 7, S. 319/24 (Betriebsw.-Aussch. 86); vgl. Stahl u. Eisen 55 (1935) Nr. 3, S. 71.]
Einkaufs-, Stoff- und Lagerwirtschaft. Wilhelm Kalkhof: A u fsch reib u n g und A u sw er tu n g der B e tr ie b sb e o b a c h tu n g en für d ie S to f fw ir tsc h a f t e in es H ü tten w erk es .* [Stahl u. Eisen 55 (1935) Nr. 3, S. 60/66 (Betriebsw.-Aussch. 87).]
Ludwig Penserot: M aßnahm en zur E in sp a ru n g a u s lä n d isch er R o h sto ffe im B e tr ie b e v o n H ü tten w erk en . [Stahl u. Eisen 55 (1935) Nr. 4, S. 81/85 (Masch.-Aussch. 54).]
Betriebsbuchhaltung. Ernst Noll: K o s te n a n a ly se inS tah lg u ß w erk en . Die Einflußgrößen und die zeitlichen Betriebsphasen des Stahlwerksbetriebes. Die Kostenartengruppierung nach ihrer Abhängigkeit von Maßgrößen. Die Kostenanalyse. Die Auswertung der Kostenanalyse. Die Ermittlung der Maßeinheitskosten im besonderen. Vorrechnungsbeispiele. [Z. handelswiss. Forschg. 29 (1935) Nr. 1, S. 1/24.]
Betriebswirtschaftliche Statistik. Hans Werner Bauwens: D er U m sa tz -S ta m m b o g en , e in H ilf s m it te l der V e r tr ie b s s ta t is t ik . [Stahl u. Eisen 55 (1935) Nr. 5, S. 116.]
Volkswirtschaft.Allgemeines und Grundsätzliches. (Artur) Seibt: E x p o r t-
K a ta lo g . Offizieller Bezugsquellen-Nachweis des Reichsverbandes der Deutschen Industrie. (2.) Jg., 1934/35. München (Schellingstraße 39/45): M. Müller & Sohn, G. m. b. H., [1935]. (VIII, 199, 662, 228 S.) 4°. Geb. 15 SAM,. — Das Werk, das hier nach seiner Neugestaltung— vgl. Stahlu. Eisen 53 (1933) S. 206 — zum zweiten Male, und zwar mit nicht unwesentlich vermehrtem Inhalt, erscheint, weist gleichzeitig gegenüber der vorigen Ausgabe viele Berichtigungen auf. Mitgewirkt haben dabei, nach den Angaben des Reichsstandes (des ehemaligen Reichsverbandes) der Deutschen Industrie und des Verlegers, die beteiligten Industriekreise selbst mit ihren Organisationen und Firmen sowie diejenigen Amtsstellen, die sich für die Verbreitung des Werkes besonders eingesetzt haben, vor allem die Reichsstelle für den Außenhandel. Der Export-Katalog hatte sich schon bisher als zuverlässiges Nachschlagewerk bewährt; er wird in der jetzigen Bearbeitung neue Freunde gewinnen, zumal da er der deutschen Ausfuhr wertvolle Dienste zu leisten vermag. 5 B 5
Wirtschaftsgeschichte. F u n ck e & H ueck 1 8 4 4 — 1934. (Von Wilhelm Funcke sen. und Wilhelm Funcke jun. verfaßte) Rundschreiben aus den Jahren 1864—1909. (Mit 3 Bildnisbeil.) Hagen: Selbstverlag der Firma Funcke & Hueck (1934). (116 S.) 8°. -— Die hier im Druck wiedergegebenen Rundschreiben sind seinerzeit in großer Anzahl verbreitet worden. Sie enthalten Ankündigungen von Preisänderungen, gehen aber über diesen Zweck insofern hinaus, als sie auch, wie die Einleitung besagt, zu allgemeinen, wirtschaftspolitischen und Marktfragen Stellung nehmen. Am Schlüsse der Einleitung heißt es: „Die Rundschreiben werden auch heute noch von Interesse sein; denn sie begleiten einen bedeutsamen Teil der deutschen Industriegeschichte. Sie beginnen nach Beendigung des ersten Kampfes, der überhaupt zur Aufnahme der Industrie in Deutschland führte, und
reichen bis zu der Zeit kurz vor dem Kriege, in der die höchste Blüte erreicht wurde. Sie gewähren einen Rückblick darin, daß auch Jahre, die uns rückschauend heute im Glanz zu liegen scheinen, angefüllt waren mit Sorge und Streit, wenn auch andererseits erfüllt vom Glauben an ein Aufwärtsschreiten Deutschlands.“ Diese Sätze kennzeichnen treffend die Bedeutung der Schrift.
: b ;Wirtschaftsgebiete. S tr a ffe r e W irtsch a ftso rd n u n g
ü b era ll. Regierungsanordnungen als Kartellierungsmittel in Frankreich und Belgien. — Entwicklungsansätze in England. [Stahl u. Eisen 55 (1935) Nr. 5, S. 133/34.]
Ernst Reichelt: D ie M a n d a tsg eb ie te S ü d w esta fr ik a , O sta fr ik a und N e u g u in ea a ls A b nehm er v o n E isen - und S ta h le r z e u g n is se n . [Stahl u. Eisen 55 (1935) Nr. 3, S. 78/79.]
Außenhandel und Handelspolitik. Dr. August Küster: H and e ls p o lit ik an der J a h resw en d e. [Stahl u. Eisen 55 (1935) Nr. 4, S. 99/101.]
Eisenindustrie. Manfred Zapp: D ie b r it isch -in d isc h e E ise n in d u str ie . Bedeutung Indiens für das Britische Reich. Gründe für und gegen die günstige Entwicklung der indischen Schwerindustrie. Die hauptsächlichsten Eisengesellschaften. Die Zollgesetzgebung. [Weltwirtsch. Arch. 41 (1935) Nr. 1, S. 132/42.]
Standortsfragen. Otto Primavesi: O rg a n isa to r isch e Vora u sse tz u n g e n der In d u str ie v e r la g e r u n g . Betriebsform, Standort, Verfahren, Organisation, Kosten. Kalkulationsschema. [Z. Organis. 9 (1935) Nr. 1, S. 6/9.]
I. W. Ludowici: A llg em e in e V o r a u sse tzu n g e n der In d u str ie v er la g er u n g .* Gefahren der Industrieballung. Beziehungen und Bindungen der gewerblichen Arbeitsstelle. Wirtschaftlichkeit der Förderung. Formen der Aufgliederung. Entscheidende Vorteile und Stufen der Industrieverlagerung. Förderung der Industrieverlagerung. Organisatorische Vorbereitung. [Z. Organis. 9 (1935) Nr. 1, S. 1/5.]
Volkswirtschaftliche Statistik. Kessner: D ie deutsch e M eta llv erso rg u n g vom S ta n d p u n k t der B e tr ie b stech n ik .* [Masch.-Bau 14 (1935) Nr. 1/2, S. 3/8.]
Economist: D ie d e u tsc h e W ir tsch a ftsen tw ick lu n g1934. Beschäftigung. Nahrungsmittelversorgung. Preisbewegung und Lebenshaltungskosten. Außenhandel. Entwicklung des Kapitalmarktes. Spartätigkeit. [Z. Organis. 9 (1935) Nr. 1, S. 10/13.]
Verkehr.Allgemeines. T ech n ik un d V erkehr. Beiträge zur Lösung
der deutschen Verkehrsfrage. Vorträge anläßlich der Hauptversammlung 1934 der RTA, mit der gleichzeitig eine Verkehrstagung unter dem Leitwort „Das deutsche Verkehrsproblem und seine Lösung“ stattfand. [Hrsg.:] Reichsgemeinschaft der Technisch-Wissenschaftlichen Arbeit. (Mit Textabb.) Berlin (NW 7): VDI-Verlag, G. m. b. H., [1935], (VII, 64 S.) 8°. — Inhalt: Aufbau und Arbeiten der RTA 1933/34 (S. III/VII). Die R e ic h sa u to b a h n e n und ihre Aufgaben, von F. Todt (S. 1/15). Die Weiterentwicklung des V erk eh rs au f der S ch iene, von Max Leibbrand (S. 17/36). Die Wasserstraßen und das deutsche Verkehrsproblem, von K. Dantscher (S. 37/48). Vorstand, Senat, Organisation und Gemeinschaftsorgane der RTA (S. 49/64). S B S
Eisenbahnen. V o r lä u fig er R ü ck b lick der R e ich sbah n au f d as J a h r 1934. [Stahl u. Eisen 55 (1935) Nr. 3, S. 75/76.]
Soziales.Unfälle, Unfallverhütung. Martin Blanke: B e tr ie b sv o r
sc h r ifte n un d E r lä u ter u n g en zur V erh ü tu n g der S e lb s te n tz ü n d u n g v o n K o h le n s ta p e ln . Maßnahmen zur Verhütung von Selbstentzündungen. Brandbekämpfung. Chemische Behandlung zur Verringerung der Brandgefahr. Lagervorschriften. Anwendung der Vorschriften und Beispiele aus der Praxis. [Masch.-Schaden 12 (1935) Nr. 1, S. 2/7.]
Rechts- und Staatswissenschaft.Gewerblicher Rechtsschutz. Oscar Serafinowicz, Dr. jur.,
Dipl.-Ing., Ing.-Technologe, Patentanwalt, Berlin-Wilmersdorf: V erw ertu n g und S c h u tz v o n E r fin d u n g e n in der U S S R im R ah m en des S o w je t -W ir ts c h a f ts s y s te m s in se in er je tz ig e n Form . Berlin: Carl Heymanns Verlag 1935. (XIX, 788 S.) 8°. 38 SRM, geb. ^ SRM. 5 B 3
Sonstiges.Werbeschriften der Industrie. Vgl. die Zusammenstellung
auf der Rückseite des gelben Vorsatzblattes dieses Heftes.

28. Februar 1935. Stati'tiichps. Stahl und Eisen. 257
Statistisches.Die deutsche Maschinenausfuhr 1934.
Die wirtschaftliche Wiederbelebung in Deutschland wirkte sich auf den Maschinenbau anfänglich nur zögernd aus und blieb hier im wesentlichen auf das Inland beschränkt. Der beachtlichen Hebung der Inlandsumsätze steht aber ein Rückgang der Maschinenausfuhr gegenüber, der in der Verminderung der russischen Maschinenbezüge begründet ist. Gemessen am gesamten Ausfuhrwert der deutschen Wirtschaft, konnte trotzdem die Ausfuhr von Maschinen, einer der Hauptaktivposten der deutschen Außenhandelsbilanz, auch im abgelaufenen Jahre ihren guten Stand behaupten, wie aus der folgenden Aufstellung ersichtlich ist.
G esam tausfulir MasohinenausfuhrMill. JUL % Mill. JUL %
1926 . . . . . . . 10 414 = 100,0 713,5 = 100,01927 . . . . . . . 10 801 = 103,7 870,2 = 121,91928 . . . . . . . 12 055 = 115,9 1061,4 = 148,81929 . . . . . . . 13 482 = 129,5 1298,5 = 182,01930 . . . . . . . 12 036 = 115,6 1319,7 = 185,01931 . . . . . . . 9 598 = 92,2 1057,2 = 148,21932 . . . . = 55,1 704,6 = 98,81933 . . . . = 46,8 503,4 = 70,61934 . . . . . . . 4 1 6 7 = 40,0 418,3 = 58,6
Bei 4167 Mill. JIM Ausfuhr insgesamt entfielen also allein auf die Maschinenausfuhr 418 Mill. JIM, gleich 10,04%. Im Vor-
Zahlentafel 1. A n te i l der e in z e ln e n M a sch in en a r ten an der M asoh in en au sfu h r.
Gesam tausfuhr 1934 Ausfuhr in t nach
Menge in 1913 | 1933 1934
W erte in 1000 JUL 1913 | 1933 | 1934
Europa Afrika Asien Amerika A ustralien
Dam pflokomotiven, Tenderlokom otiven, Dam pfloko- m o b i l ie n ..................................................................................... 74 492 6 110 41 1 7 77 154 8 016 4 648 1 324 361 1867 155
Zugmaschinen außer Dam pflokom otiven (Pflüge, Bodenbearbeitungsm aschinen)........................................... 4 670 2 598 2 347 3 541 4 106 3 306 1 389 702 27 4 195
D a m p fm a sc h in e n ....................................................................... 7 481 1 043 627 7 677 1 093 663 837 __ 65 __ __Dampf-Gasturb i n e n .................................................................. 1 628 1 784 1 391 2 967 3 537 2 660 689 — 465 33 —W asser kraf tmaschin r n ............................................................. 4 848 1 736 1 949 4 635 2 433 2 879 1 572 14 94 228 __Verbrennungs- und E x p lo s io n s m o to r e n ........................ 30 983 22 214 22 320 36 635 49 154 47 991 14 596 1297 2850 3114 52Krane, feststehende, fahrbare, schwim m ende . . . . 9 222 8 320 1 932 7 457 7 647 1 682 1 371 32 214 201 __Bagger, R a m m e n ....................................................................... 7 210 5 447 1 471 5 826 6 029 1 477 1 301 __ 103 49 __Nähmaschinen für H a n d b e tr ie b .......................................... 9 779 5 629 5 707 27 546 22 913 20 035 3 625 146 1081 779 25T extilm asch in en ............................................................................ 66 396 32 385 35 552 81 191 73 181 77 168 20 629 215 4840 6086 154W äschereim aschinen .................................................................. 2 905 2 825 2 319 3 336 3 388 2 601 2 144 10 89 30 __Feuerspritzen, P u m p e n .............................................................. 4 898 920 877 5 041 1 474 1 247 628 38 102 51 __M etallb earbeitu ngsm aschinen ............................................... 74 336 77 387 61 614 81 827 124 404 81 261 41 207 9048 8793 2128 402H olzbearbeitungsm aschinen.................................................... 12 222 2 859 3 217 12 862 4 163 4 254 2 465 68 558 75 22S te in b ea rb e itu n g sm a sch in en ............................................... 719 166 204 762 255 259 148 — 6 17 __Dampfschmiedepressen, N ietm aschinen , Hämm er . . 3 044 3 377 1 638 2 843 3 053 1 264 1 199 — 280 64 __Landwirtschaftliche M a sch in en ............................................. 43 232 10 710 11 808 37 684 8 981 9 288 10 453 405 333 584 28Gesteinsbohr- und S c h r ä m m a s c h in e n ............................ — 69 — — 268 __ 77 __ 2 __ __Druckluft W e r k z eu g e .................................................................. — 78 — — 688 — 53 — 14 — —Brauereimaschinen und - g e r a t e ........................................... 8 552 2 974 2 665 10 585 3 865 3 257 1 481 28 419 735 __Brennereimaschinen und - g e r a t e ...................................... 722 159 132 954 396 297 68 — 25 6 __Maschinen und Geräte für die Zuckerindustrie . . . 17 283 5 606 6 308 12 228 4 229 4 660 3 502 __ 2576 153 __M iillereim aschinen....................................................................... 13 912 3 693 4 243 15 586 5 939 6 745 3 190 276 510 217 __Maschinen für die H olzstoff- und Papierherstellung . 10 668 9 974 6 640 8 962 10 728 7 070 5 602 127 160 744 __Pumpen und W a sser h a ltu n g sm a sc h in e n ....................... 10 272 5 454 3 734 13 965 12 085 8 116 2 272 178 918 355 __K ä ltem a sch in en ............................................................................ 1 945 1 420 1 286 2 057 3 673 3 012 859 6 293 87 __Hebemaschinen (Aufzüge, Fahrstühle u sw .)................... 14 517 12 133 6 307 12 432 12 366 7 109 4 608 109 708 351 __Maschinen der Buchbinderei und Papierwarenherstel-
l u n g ............................................................................................... 6 189 3 670 4 095 11 795 10 346 10 637 3 368 62 301 261 58Maschinen zum Sortieren usw. von Kohlen, Erzen,
Gesteinen ................................................................................. 13 973 8 708 3 613 9 541 8 546 3 152 3 225 34 276 23Gebläsemaschinen, Exhaustoren usw .................................. 5 394 2 344 1 678 8 511 7 314 5 759 1 385 12 208 42 __Maschinen fiir Leder- und S c h u h in d u str ie ................... 4 064 2 661 2 597 8 251 6 783 5 734 2 011 60 134 236 _Schnellpressen und B u ch druckm aschinen........................ 12 209 7 349 7 047 22 652 16 156 14 498 5 626 276 488 500 46M aterialprüfungsmaschinen, M aschinen zum Polieren
von Spiegelglas, für Teigwaren u. a .............................. 31 950 24 396 21 918 44 001 53 264 49 426 17 357 704 1712 2042 100Sonstige Einzelteile, son st nicht aufgefüh rt................... 35 698 14 495 16 494 41 270 32 901 32 171 11 674 640 2875 1250 24M aschinen für Kalk-, L ehm -,T on- und Zem entindustrie 18 824 4 040 5 150 14 354 4 035 4 294 4 422 . 5 559 112 —
Zahlentafel 2. D ie M a sc h in e n a u sfu h r n a ch den e in z e ln e n B e z u g s lä n d e r n .
1933 1934 1933 1934 1933 1934 1933 1934t t t t t t t t
T e x t i lm a s c h in e n L a n d w i r t s c h a f t P u m p e n u n d W a s M a s c h in e n fü r d ieinsgesamt . . . . 35 552 l i c h e M a s c h in e n
10 710s e r h a l t u n g s m a P a p i e r in d u s t r ie
insgesam t . . . . 11 808 s c h in e n insgesam t . . . . 9 974 6 640Niederlande . . . . 2 797 2 810 davon u. a. nach
3 1175 554 3 734 davon u. a . nach
2 438 1 914 Niederlande . . . . 3 502 Frankreich . . . . 1 619 2 0431 929 1 913 I t a l i e n ........................ 1 748 2 528 77 496 G roßbritannien . . 1 240 1 169
Argentinien . . . 1 340 1 884 Frankreich . . . . 1 464 1 928 Niederlande . . . . 352 326 Niederlande . . . . 238 530Japan ........................ 639 1 853 S ch w eiz........................ 799 989 242 257 R u ß la n d ................... 4 257 499
3 469 1 806 B e lg ie n ........................ 1 188 874 251 234 I t a l i e n ........................ 200 236Schweiz........................ 1 605 1 785 Dänem ark . . . . 394 722 96 157 F in n la n d ................... 420 223Schweden . . . . 902 1 719 Argentinien . . . . 53 488 R u ß la n d ................... 2 172 108 B r a s ü i e n ................... 415 218Tschechoslowakei . 1 562 1 676 M a te r ia l p r ü f u n g s - H o lz b e a r b e i t u n g s Brit.-Indien . . . 3 098 1 479 m a s c h in e n K r a n e m a s c h in e nOesterreich . . . . 592 11 1 3 insgesam t . . . . 24 396 21 918 insgesam t . . . . 8 320 1 982 insgesam t . . . . 2 859 3 217T ü r k e i ........................ 319 914 davon u. a. nach davon u. a. nachB r a s i l ie n ................... 1 079 790 G roßbritannien . . 2 287 2 518 291 S ch w eiz ........................ 306 439Vereinigte Staaten 630 773 Frankreich . . . . 2 368 2 143 833 233 P a lä s t in a ................... 176 421
N iederlande . . . . 1 835 1 974 92 230 N iederlande . . . . 362 390M e ta l lb e a r b e i Schw eiz ........................ 1 299 1 451 8 144 I t a l i e n ........................ 188 360tu n g s m a s c h in e n Schweden . . . . 774 1 178 6 020 _ R u ß la n d ................... 291 —
insgesam t . . . . davon u. a. nach
i R u ß la n d ...................
77 388
49 914
61 614
18 283
R u ß la n d ...................B e lg ie n ........................Vereinigte Staaten
4 246 1 332
863 419
863972722
H e b e m a s c h in e n insgesam t . . . . 12 133 6 307
V e r b r e n n u n g s - u n d E x p l o s i o n s m o to r e n
22 214 22 320Brit.-Südafrika . . Japan ........................
1713 061
8 862 5 982
C hina............................ 159 513 davon u. a. nach7 318 1 161 davon u. a. nach
I t a l i e n ........................ 3 383 4 128 D a m p f l o k o m o t i 961 840 I t a l i e n ........................ 1 998 2 419i Großbritannien . . 2 962 3 999 v e n , T e n d e r u n d 578 804 Niederlande . . . 2 462 2 386
Schw eiz........................ 1 535 3 299 E i n z e l t e i l e 284 518 Argentinien . . . . 924 1 301Frankreich . . . . 3 789 3 169 insgesam t . . . . 6 110 4 117 121 440 Frankreich . . . . 1 944 1 286Niederlande . . . . 1 992 1 753 davon u. a. nach 274 298 G roßbritannien . . 588 1 219Schweden . . . . 899 1 311 T ü r k e i ................... 1473 1 071 C h ina............................ 246 195 B e lg ie n ........................ 846 993B e lg ie n ........................ 736 646 C hina................... 264 462 S ch w eiz........................ 798 852
Niederlande . . . . Spani en. . . . Rußland . . .
212 77
1 109
261141
Brit.-Indien . . .M e x ik o ........................A e g v p te n ...................
383341851
657650634
33

258 Stahl und Eisen. Statistisches. 55. .Jahrg. Nr. 9.
jahre betrugen die entsprechenden Zahlen 4871 Mill. JIM und 503 Mill. JIM gleich 10,33% . Es ist in diesem Falle also nur ein geringer Rückgang zu verzeichnen. Mengen- und wertmäßig stellte sich der deutsche Außenhandel in Maschinen wie folgt:
Einfuhr AusfuhrMill. M l 1000 dz Mül. MM 1000 dz
1930 ................................. 98,90 402 1319,7 70091931 ................................. 02,85 210 1057,2 57051932 ................................. 31,77 121 704,6 40291933 ................................. 30,30 127 503,4 29421934 ....................... 40,49 163 418,3 2531
Der Maschinenaußenhandel schließt das Jahr 1934 also mit einem Ausfuhrüberschuß von 377,77 Mill. JIM. Beachtet man dabei, daß der gesamte deutsche Außenhandel in 1934 einen Einfuhrüberschuß von 284 Mill. JIM verzeichnete, so wird die Bedeutung der Maschinenindustrie als devisenschaffender Ausfuhrzweig erneut unter Beweis gestellt. Das Jahr 1933 brachte bekanntlich einen Gesamtausfuhrüberschuß von 668 Mill. JIM, wovon 473 Mill. JIM auf Maschinen entfielen. Der durchschnittliche Ausfuhrwert sank im Berichtsjahr auf 165 JIM für 100 kg gegen 171 JIM im Vorjahre, dagegen stieg der durchschnittliche Einfuhrwert auf 247 (237) JIM für 100 kg.
Getrennt nach den einzelnen Maschinenarten ( s. Zahlen- tajel 1), hat vor allem die Ausfuhr an Werkzeugmaschinen infolge
der Schrumpfung des Rußlandgeschäftes um ein Drittel gegenüber dem Vorjahr abgenommen. Im übrigen hielt sich die Ausfuhrverminderung meist unter 10% . In einigen wenigen Fällen, z. B. bei Textilmaschinen, landwirtschaftlichen Maschinen, Ver- brennungs- und Explosionsmotoren, Wasserkraftmaschinen, Müllereimaschinen, Baumaschinen, Maschinen für die Zuckerindustrie, konnte die Ausfuhr auf dem Vorjahrsstand gehalten oder sogar etwas gesteigert werden. Unter den Abnehmern deutscher Maschinen stand Europa mit großem Abstand an der Spitze.
Wie aus Zahlentafel 2 ersichtlich ist, waren gerade diejenigen Länder die besten Käufer, deren Industrialisierung am weitesten fortgeschritten ist. Diese auf den ersten Blick überraschende Tatsache erklärt sich daraus, daß die stete Vervollkommnung der Technik zu einem immer wiederkehrenden Bezüge von Sondermaschinen zwingt. Grundsätzlich werden sich daher auch bei der Maschinenausfuhr noch stärker als bisher hochwertige Sondermaschinen durchsetzen.
Bei aller Sorge um den Binnenmarkt darf darum die Pflege der europäischen wie der außereuropäischen Ausfuhrförderung nicht vernachlässigt werden; denn unsere Ausfuhr ist im Kampf um die Wiederherstellung unserer Wirtschaft unentbehrlich, da sie die gleich wichtige Aufgabe der Devisen- und der Arbeitsbeschaffung hat. Mit am meisten hierzu berufen ist die Ausfuhr der Maschinenindustrie.
Die Leistung der Walzwerke einschließlich der mit ihnen verbundenen Schmiede- und Preßwerke im Deutschen Reicheim Januar 19351). — In Tonnen zu 1000 kg.
SortenR h ein lan d
undW estfa len
t
S ieg-, L ah n -, N ord-, Ost- und M ittel- |
d eu tsch la n d j t
L andS achsen
t
S ü d d eu tsch la n d |
t
D eu tsch es R e ich in sg esa m t
O berhessent t
J a n u a r 1935 t
D ezem ber 1934 t
J a n u a r 1 9 3 5 : 26 A rb e its ta g e , D e z e m b e r 1 9 3 4 : 24 A rb eitsta g e
A. W a lz W e r k s f e r t i g e r z e u g n i s s e 1E is e n b a h n o b e r b a u s t o f f e ..................... 57 079 — 6 697 5 013 68 789 69 290
F orm eisen über 80 m m H öh e . . 33 111 — 25 866 4 478 1 63 455 58 311
S ta b e isen und k lein es F orm eisen . 163 061 6 573 30 951 18 381 | 10 643 ] 229 609 209 931
B a n d e i s e n .................................................... 39 844 2 878 8 i4 j 43 336 38 476
W a l z d r a h t .................................................... 59 902 5 853 2) - — — 3) 65 755 78 641
U n iversa l e isen .......................................... 16 654 6) — — — 16 654 13 899
G rob bleche (4 ,76 m m u n d darüber) 57 668 3 715 10 825 123 72 331 60 508
M ittelb lech e (v o n 3 b is un ter 4 ,76 m m ) 11 333 1 941 3 942 694 17 910 16 061
F ein b lech e (v o n über 1 bis un ter 3 m m ) 18 135 8 100 7 572 2 184 35 991 34 413
F ein b lech e (v o n über 0 ,32 b is 1 m m ) 20 881 9 996 7 935 38 812 30 956
F ein b lech e (b is 0 ,32 m m )..................... 2 621 853 4) — — 3 474 3 248
W e iß b le c h e ......................................... ..... . 18 825 — 1 — — — 18 825 16 801
R ö h r e n .............................................................. 44 155 — 3 561 — 47 716 49 055
R ollen d es E is e n b a h u z e u g ..................... 6 717 — 1 683 8 400 8 180
" S c h m ie d e s tü c k e ......................................... 21 714 1 582 | 1 235 772 25 303 24 428
A n dere F e r t ig e r z e u g n is s e ..................... 6 056 717 1 806 8 579 11 416
I n sg e sa m t: J a n u a r 1935 ....................d a v o n g e s c h ä t z t ....................................
566 563 1 175
41 339 105 437 30 552 21 248 570
765 139 1 745 _
In sg e sa m t: D ezem ber 1934 . . . . d a v o n g e sch ä tz t ...............................
541 302 34 690 98 082 25 763 -
23 777 _ 723 614
D u rch sch n ittlich e arbeitstäg lich e G ew in nung 29 428 30 151
B. H a l b z e u g z u m A b s a t z b e s t i m m t ..................... J a n u a r 1935 44 961 3 034 2 1 6 8 | 1 163 51 326 _
D ezem ber 1934 37 475 2 501 2 890 | 1 0 0 3 - 43 869
*) N a ch den E rm ittlu n g en d es V erein s D eu tsch er E isen - und S tah l-In d u str ie ller . —• 2) E in sch ließ lich S ü d d eu tsch la n d . — 3) S ieh e S ieg-, L ah n -, D illg eb iet u n d O berh essen . — 4) O hne S ch lesien . — s) E in sch ließ lich N ord-, O st- u n d M itte ld eu tsch la n d u nd S ach sen .
D ie deutsche Werkzeugausfuhr im Jahre 1934.Die Entwicklung der deutschen W erkzeugausfuhr im Jahre
1934 zeigt, daß es trotz den Ausfuhrschwierigkeiten gelungen ist, wenigstens einen weiteren Rückgang zu vermeiden. Allerdings waren, wie die gegensätzliche Entwicklung von Menge und Wert erkennen läßt, P re iso p fe r nötig. Es betrug:
1934 1933 1932 1929 1924M e n g e ..........................................t 19 662 19 677 17 706 44 562 23 533W e r t ........................Mill. MM 43,58 48,54 52,10 121,59 6.3,41
Obwohl das Ausland seit dem Kriege mit mehr oder weniger starker staatlicher Unterstützung Werkzeugbetriebe einrichtete, gelang es nach der Stabilisierung verhältnismäßig schnell, die
alten Geschäftsverbindungen wiederherzustellen mit dem Erfolg, daß die Ausfuhr von Jahr zu Jahr stetig zunahm und im Jahre 1929 eine wohl vorher kaum geahnte Höhe erreichte. In den folgenden Jahren ging die Ausfuhr infolge der Weltwirtschaftskrise sehr stark zurück. Den tiefsten Stand erreichte die Ausfuhr im Jahre 1932. Das Jahr 1933 brachte dann mengenmäßig im allgemeinen wieder eine Zunahme. Die Schwierigkeiten auf den Auslandsmärkten ließen im Jahre 1934 die erwartete stärkere Ausfuhrsteigerung nicht zu.
Unter dem Einfluß des Preisdrucks hat die w e r tm ä ß ig e Ausfuhr 1934 trotz mengenmäßiger Steigerung wesentlich ab-
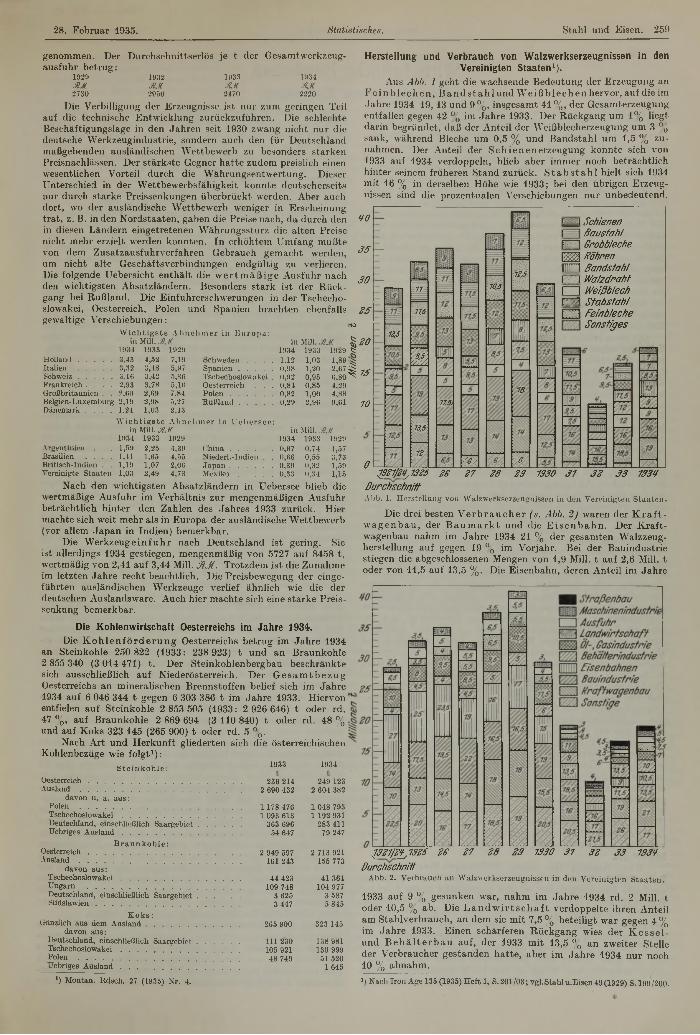
28. Februar 1935. Statistisches. Stahl und Eisen. 259
g en o m m en . D e r D u rc h sc h n itts e r lö s je t d e r G e sa m t w erkzeug - a u s fu h r b e tru g :
1929 1932 1933 1934MM MM MM MM2730 2950 2470 2220
D ie V erb illig u n g d e r E rze u g n is se i s t n u r zu m g e rin g e n T eil a u f d ie te c h n isc h e E n tw ic k lu n g z u rü c k z u fü h re n . D ie sch le c h te B esc h ä f tig u n g s lag e in d e n J a h r e n s e it 1930 z w an g n ic h t n u r d ie d e u tsc h e W erk ze u g in d u s tr ie , so n d e rn a u c h d e n fü r D e u tsc h la n d m a ß g eb en d en a u s lä n d is c h e n W e ttb e w e rb zu b e so n d e rs s ta r k e n P re isn a ch läs se n . D e r s tä r k s te G egner h a t t e z u d em p re is lich e inen w esen tlich en V o rte il d u rc h d ie W ä h ru n g s e n tw e r tu n g . D iese r U n te rsch ie d in d e r W e ttb e w e rb s fä h ig k e it k o n n te d e u tsc h e rs e i ts n u r d u rc h s ta r k e P re is s e n k u n g e n ü b e rb rü c k t w e rd en . A b e r au ch d o r t , wo d e r a u s lä n d is c h e W e ttb e w e rb w en ig er in E rsc h e in u n g t r a t , z. B . in d e n N o rd s ta a te n , g a b e n d ie P re ise n a ch , d a d u rc h den in d ie sen L ä n d e rn e in g e tre te n e n W ä h ru n g s s tu rz d ie a l te n P re ise n ic h t m e h r e rz ie lt w e rd en k o n n te n . I n e rh ö h te m U m fa n g m u ß te v o n d em Z u s a tz a u s fu h rv e r f a h re n G e b ra u ch g e m a c h t w erd en ,u m n ic h t a l te G e sc h ä f ts v e rb in d u n g e n e n d g ü ltig zu v e rlie ren .D ie fo lg en d e U e b e rs ic h t e n th ä l t d ie w e r t m ä ß i g e A u s fu h r n a ch d e n w ic h tig s ten A b sa tz lä n d e rn . B eso n d e rs s ta r k i s t d e r R ü c k g an g b e i R u ß la n d . D ie E in fu h re rs c h w e ru n g e n in d e r T s c h ec h o slow akei, O e s te rre ic h , P o le n u n d S p a n ie n b ra c h te n e b en fa lls g ew altige V e rsc h ie b u n g e n :
W ic h tig s te A bnehm er in E u ro p a :in Mill. MM in Mill. MM
1934 1933 1929 1934 1933 1929H olland ................ 3,43 4,52 7,19 Schweden . . . . 1,12 1,03 1,89I t a l i e n ................ 3,32 3,48 5,97 S p an ien ........ 0,98 1,20 2,67Schweiz................ 3,16 3,42 5,36 Tschechoslowakei . 0,92 0,95 6,80Frankreich . . . . 2,93 3,78 5,16 Oesterreich . . . 0,84 0,85 4,29Großbritannien . . 2,60 2,69 7,84 P o le n ............ 0,82 1,00 4,88Belgien-Luxemburg 2,19 2,98 5,27 B uß land ....... 0,29 2,96 9,61Dänemark . . . . 1,24 1,03 2,43
W ic h tig s te A bnehm er in U ebersee :in Mül. MM in Mill. MM.
1934 1933 1929 19.34 1933 1929Argentinien . . . 1,59 2,25 4,39 C h in a ............ 0,67 0,74 1,57Brasilien . . . . 1,41 1,65 4,55 Niederl.-Indien . . 0,66 0,55 3,73Britisch-Indien . . 1,19 1,07 2,06 J a p a n ............ 0,39 0,32 1,59Vereinigte Staaten 1,03 2,49 4,73 M e x ik o ........ 0,33 0,34 1,15
N ach d e n w ic h tig s te n A b s a tz lä n d e rn in U eb ersee b lieb d ie w e rtm ä ß ig e A u s fu h r im V e rh ä ltn is z u r m e n g e n m äß ig e n A u sfu h r b e trä c h t l ic h h in te r d e n Z a h le n d e s J a h r e s 1933 zu rü c k . H ie r m a c h te s ich w e it m e h r a ls in E u r o p a d e r a u s lä n d is c h e W e ttb e w e rb (vo r a llem J a p a n in In d ie n ) b e m e rk b a r .
D ie W e r k z e u g e in f u h r n a c h D e u tsc h la n d i s t g e rin g . Sie is t a lle rd in g s 1934 g e s tieg en , m e n g e n m äß ig v o n 5727 a u f 8458 t , w e rtm äß ig v o n 2 ,41 a u f 3 ,44 M ill. J IM . T ro tz d e m is t d ie Z u n a h m e im le tz te n J a h r e re c h t b e a c h tlic h . D ie P re isb e w eg u n g d e r e in g e fü h r te n a u s lä n d is c h e n W erk ze u g e v e rlie f ä h n lic h w ie d ie d e r d e u tsc h e n A u slan d sw are . A u ch h ie r m a c h te s ieh e in e s ta r k e P r e is sen k u n g b e m e rk b a r .
Die K o h le n w irtsc h a ft O este rre ich s im J a h r e 1934.D ie K o h l e n f ö r d e r u n g O e s te rre ic h s b e tru g im J a h r e 1934
an S te in k o h le 250 822 (1933 : 238 923) t u n d a n B ra u n k o h le 2 855 340 (3 014 471) t . D e r S te in k o h le n b e rg b a u b e s c h rä n k te sich a u ssc h lie ß lich a u f N ie d e rö s te r re ic h . D e r G e s a m t b e z u g O este rre ich s a n m in e ra lis c h e n B re n n s to f fe n b e lie f s ieh im J a h r e 1934 a u f 6 046 344 t g eg en 6 303 386 t im J a h r e 1933. H ie rv o n en tfie len a u f S te in k o h le 2 853 505 (1933 : 2 926 646) t o d e r rd . 47 % , a u f B ra u n k o h le 2 869 694 (3 110 840) t o d e r rd . 48 % u n d a u f K o k s 323 145 (265 900) t o d e r rd . 5 % .
N ach A r t u n d H e rk u n f t g lie d e rte n s ich d ie ö s te r re ic h isc h e n K o h len b ezü g e w ie fo lg t1):
1933 1934b te in k o n le .Oesterreich........................................................................ 236 214 249 123A u s la n d ............................................................................ 2 690 432 2 604 382
davon u. a. aus:P o l e n ............................................................................ 1178 476 1 048 793Tschechoslowakei........................................................ 1 093 613 1 192 931Deutschland, einschließlich Saargebiet................... 363 696 283 411Uebriges A u s la n d ........................................................ 54 647 79 247
B rau n k o h le :O esterreich........................................................................ 2 949 597 2 713 921A u s la n d ............................................................................ 161 243 155 773
davon aus:Tschechoslowakei........................................................ 44 423 41 364Ungarn 109 748 104 977Deutschland, einschließlich Saargebiet................... 3 625 3 587Südslaw ien.................................................................... 3 447 5 845
K o k s :Gänzlich aus dem A usland............................................ 265 900 323 145
davon aus:Deutschland, einschließlich Saargebiet.................. 111 230 138 981Tschechoslowakei........................................................ 105 921 130 999P o k n ............................................................................ 48 749 51 520Uebriges A u s lan d ........................................................ — 1 645
') Montan. Kdsch. 27 (1935) Nr. 4.
Herstellung und Verbrauch von Walzwerkserzeugnissen in den Vereinigten Staaten1).
Aus Abb. 1 geht die wachsende Bedeutung der Erzeugung an F e in b le c h e n , B and s ta h l und W eiß b lech en hervor, auf die im Jahre 1934 19, 13 und 9 %, insgesamt 41 %, der Gesamterzeugung entfallen gegen 42 % im Jahre 1933. Der Rückgang um 1% liegt darin begründet, daß der Anteil der Weißblecherzeugung um 3 % sank, während Bleche um 0,5 % und Bandstahl um 1,5 % Z u
nahmen. Der Anteil der Schienenerzeugung konnte sich von 1933 auf 1934 verdoppeln, blieb aber immer noch beträchtlich hinter seinem früheren Stand zurück. S ta b s ta h l hielt sich 1934 mit 16 % in derselben Höhe wie 1933; bei den übrigen Erzeugnissen sind die prozentualen Verschiebungen nur unbedeutend.
70
3 5
3 0
3 5+0%30
I^ 75
10
72,5
77
77.S
9.5'22A
m73,5
73
■17M.
70,5
-'S/
135
13
FA
llliiillü Schienen I ßaustah! HUI Grobbleche g g l Röhren ICTUU1 ßandsfahl V//A Watzdraht I I Weißblech EMI Stab stahl E U Feinbleche
Sonstiges
0 , ______________3931/3//7325 39 37 38 39 1930 31 33 33 1330
DurchschoßtAbb. 1. H erstellu n g von W alzw erk serzeugnissen in d en V ere in ig ten S ta a te n .
Die drei besten V erb rau ch er (s. Abb. 2) waren der K r a f t w ag en h a u , der B a u m ark t und die E isen b a h n . Der Kraftwagenbau nahm im Jahre 1934 21 % der gesamten Walzzeugherstellung auf gegen 19 % im Vorjahr. Bei der Bauindustrie stiegen die abgeschlossenen Mengen von 1,9 Mill. t auf 2,6 Mill. t oder von 11,5 auf 13,5 %. Die Eisenbahn, deren Anteil im Jahre
3331/3/ 1935 39 37 38 39 7930 37 33 33 7937Durchschnitt
Abb. 2. V erbrauch an W alzw erk serzeu gn issen in den V ere in ig ten S ta a te n .
1933 auf 9 % gesunken war, nahm im Jahre 1934 rd. 2 Mill. t oder 10,5 % ab. Die L a n d w ir tsc h a ft verdoppelte ihren Anteil am Stahlverbrauch, an dem sie mit 7,5 % beteiligt war gegen 4 % im Jahre 1933. Einen schärferen Rückgang wies der K e sse l- und B e h ä lter b a u auf, der 1933 mit 13,5 % an zweiter Stelle der Verbraucher gestanden hatte, aber im Jahre 1934 nur noch 10 % abnahm.J) Nach Iron A ge 135 (1935) H eft 1, S. 201/03; vgl.S tahl u .E isen 49 (1929) S. 199/200.

260 Stahl und Eisen. Wirtschaftliche Rundschau. 55. Jahrg . Nr. 9.
W irtschaftliche Rundschau.Kapitalmarkt und Zinssenkung.
Am 19. Februar 1935 ist der Reichsfinanzminister gesetzlich ermächtigt worden, auf dem Kreditwege Mittel zu beschaffen, deren Höhe der Führer und Reichskanzler auf Antrag des Reichsfinanzministers bestimmt. Die Notwendigkeit zu einer solchen gesetzlichen Maßnahme ergibt sich zunächst aus der überwiegend kurz- und mittelfristigen Finanzierung der Arbeitsbeschaffung. War hier eine la n g fr is t ig e F e s t le g u n g der V e r b in d lic h k e ite n erforderlich geworden, so mußten anderseits Gelder für den A u sb au der d e u tsch en R o h s to f fw ir tsc h a f t bereitgestellt werden. Nachdem bereits zu Beginn des Jahres 1935 500 Mill. JIM einer 4%prozentigen Reichsanleihe bei den Sparkassen untergebracht werden konnten, ist nunmehr mit einer w e iter en A n le ih e b e g eb u n g des R e ic h e s in absehbarer Zeit zu rechnen, die im Gegensatz zu der mit Hilfe der Sparkassen untergebrachten Anleihe zur öffentlichen Zeichnung aufgelegt werden dürfte. Die Kreditermächtigung gibt der Reichsregierung die Möglichkeit, einen geeigneten Zeitpunkt zu wählen. Auch in der Höhe des Betrages, den das Reich auflegen wird, hat man sich amtlicherseits die nach Lage der Dinge erforderliche Freiheit der Entschließung gesichert.
Es kann keinem Zweifel unterliegen, daß d as R e ich bei der Erfüllung seiner großen öffentlichen Aufgaben e in e V o rra n g s te llu n g einnehmen muß. Nach einer Befriedigung des Geldbedarfes des Reiches bleibt aber —- wie erst kürzlich die Reichs- Kredit-Gesellschaft in ihrem Geschäftsbericht hervorgehoben hat — die Sorge für einen le is tu n g s fä h ig e n K a p ita lm a r k t und eine a u fn a h m e fä h ig e B örse wichtig, weil auch die W ied erersta rk u n g der p r iv a te n W ir tsc h a ft eine langfristige Kapitalbeschaffung zu günstigen Bedingungen erfordert und nur so „eine Möglichkeit produktiver Beschäftigung aller Arbeitsfähigen ohne zu große Belastung der öffentlichen Haushalte“ geschaffen wird. Daß eine derartige Sorge nicht unberechtigt ist, geht schon allein rein zahlenmäßig aus der w ir t s c h a ft lic h e n A u fs t ie g se n tw ic k lu n g hervor. Darüber hinaus machen aber gerade im gegenwärtigen Augenblick die Schwierigkeiten der Rohstoffbeschaffung und Rohstoffsicherung wie auch die notwendigen Neuanlagen einen stä rk eren K a p ita lb e d a r f erforderlich. Der Uebergang von einer durch Zwischenkredite unterstützten E ig e n fin a n z ie r u n g zu einer Inanspruchnahme des Kapitalmarktes rechtfertigt sich also schon allein infolge der großen Aufgaben, die heute die Unternehmungen im Rahmen der amtlichen Wirtschaftspolitik zu erfüllen haben. Die Werke sind durchweg mit erheblichen N eu b a u p lä n en in die Arbeitsbeschaffung eingeschaltet. Sie haben endlich die Möglichkeit erhalten, „die in der langen Krisenzeit wiederholt zurückgestellten Verbesserungen der Anlagen sowie eine Erneuerung und Ergänzung des Maschinenparks in Angriff zu nehmen“ (aus dem Bericht von Fried. Krupp für 1933/34). Es kommt hinzu, daß ein Teil der Anlagewerte durch A b sch re ib u n g en dem Zeitwert angenähert und die R ü ck la g en , die in den Verlustjahren stark in Anspruch genommen worden sind, wenigstens eine gewisse Verstärkung erfahren müssen. Es darf daran erinnert werden, daß die Bilanzen der drei gemischten westdeutschen Montanunternehmungen, die für den 30. Juni 1934 abschließen, also der Aktiengesellschaft Hoesch-KölnNeuessen, der Klöckner- Werke und der Gutehoffnungshütte Oberhausen, ebenso wie der Abschluß von Fried. Krupp und der Zulassungsbericht der Vereinigten Stahlwerke gewiß eine günstige Wirkung der montanindustriellen Wirtschaftsbesserung erkennen lassen, daß aber die bei der Gutehoffnungshütte und den Klöckner-Werken mit 3 % erfolgte Wiederaufnahme der Gewinnausteilung unter der allgemeinen Durchschnittsverzinsung, ja sogar unter dem für 1934 mit 3,5 % errechneten Durchschnittsgewinnanteil liegt, während Hoesch und Krupp dividendenlos bleiben. Die damit verfolgte D iv id e n d e n p o lit ik zeigt, daß man sich der Verantwortung vor Werk und Gefolgschaft, aber auch vor der Volksgesamtheit bewußt ist.
Wenn dennoch eine engere F ü h lu n g n a h m e z w isc h e n P r iv a tw ir ts c h a f t und K a p ita lm a r k t eine immer dringender werdende Forderung bleibt, so sind naturgemäß in der A rt der K a p ita lb e s c h a ffu n g die Verhältnisse bei den Unternehmungen verschieden gelagert. Die R e ic h s -K r e d it -G e s e l l sc h a f t hat vor einigen Wochen in ihrem Jahresrückblick die Frage der Vergrößerung des Aktien- oder Anleihekapitals erörtert und dabei bemerkenswerterweise festgestellt, daß ein beträchtlicher Teil der zum Ausbau aller produktiven Kräfte der Volkswirtschaft erforderlichen Mittel in der Form v e r a n tw o r t lic h e n E ig e n k a p ita ls , also bei den Aktiengesellschaften in Form einer
Aktienausgabe, aufgebracht werden müsse, und daß hierzu ein brauchbarer Aktienmarkt als Teilgebiet des gesamten Kapitalmarktes erforderlich sei. Die H am burger H an d elsk am m er hat in ihrem Jahresrückblick diesen Gedanken noch schärfer herausgestellt und betont, daß die deutsche Wirtschaft in ihrer jetzigen Form nicht weiterentwickelt werden könne, wenn das Sparkapital nicht nur in Forderungen (festverzinslichen Obligationen), sondern auch in Beteiligungen (also mit Gewinnanteilsrecht ausgestatteten Aktien) zusammengefaßt würde. Ein mit festverzinslicher Verschuldung überlastetes Unternehmen komme sofort zum Stillstand, wenn der Ertrag nicht die Zinsverpflichtungen decke. Durch die auf Gedeih und Verderb mit dem Schicksal ihres Unternehmens verbundene Aktie aber sei es möglich, einen Betrieb auch dann durchzuhalten, wenn kein Reingewinn erzielt werde.
Wie gesagt: die Form der Geldbeschaffung richtet sich nach der jeweiligen wirtschaftlichen und geldlichen Lage des Unternehmens. Wichtig ist aber in diesem Zusammenhang die weitere F ra g e der Z in sen tw ic k lu n g . Wenn heute das Reich den Weg der Anleihebegebung mit Erfolg beschritten hat, so war eine vorherige Verstärkung der Kapitalbildung wie auch eine Bereinigung der Kreditmärkte unerläßlich. Die praktische Möglichkeit zu einem solchen Vorgehen wurde aber erst nach der reibungslosen Durchführung der Zinsumwandlung geschaffen. Es ist unmöglich, an dieser Stelle im einzelnen die damit mittelbar oder unmittelbar im Zusammenhang stehenden gesetzgeberischen Maßnahmen zu behandeln. Es soll nur an die Regelung der landwirtschaftlichen Schuldverhältnisse, an das Gemeindeumschul- dungsgesetz und vor allem an die durch das Gesetz zur Aende- rung des Bankgesetzes vom 27. Oktober 1933 beschlossene P o lit ik d es o ffen en M ark tes erinnert werden. Es ist in der Oeffent- lichkeit viel zu wenig beachtet worden, daß gerade durch die Ermächtigung der Reichsbank zum freihändigen An- und Verkauf von solchen Wertpapieren, die bisher nur zur Beleihung zugelassen waren, die Grundlage zu einer Gesundung des Kapital- und Effektenmarktes gelegt worden ist. Seitdem können nämlich— mit Ausnahme von Industrieobligationen und Auslandsrenten— fast alle festverzinslichen Werte des Rentenmarktes von der Reichsbank gekauft werden. Von Anfang November 1933 bis zuletzt wurden mehr als 430 Mill. JIM deckungsfähige Wertpapiere von der Reichsbank aufgenommen.
Nach einigen weiteren Maßnahmen wurde die bankmäßige Ordnung durch das R e ic h sg e se tz über das K red itw esen vom 4. Dezember 1934 entscheidend gefördert. Das Gesetz soll nach den Worten des Reichsbankpräsidenten und Reichswirtschaftsministers Dr. S ch a ch t die Zusammenfassung aller bank- und kreditpolitischen Kräfte bezwecken, ferner ein sparsames Haushalten mit den vorhandenen und anfallenden Geldern ermöglichen, d. h. eine Vermeidung unsicherer Geschäfte und Herabdrückung der Unkosten, die beide für die Senkung des Zinsfußes wesentlich sind. Es verfolgt schließlich das Ziel, einen ungeregelten und unlauteren Wettbewerb auszuschalten, den kleinen und mittleren Kreditbedarf sowie eine angemessene bezirkliche Verteilung der Kredite zu sichern und nicht zuletzt auch eine kräftige Beschränkung der spekulativen Geschäfte und Sicherstellung einer genau umrissenen Barflüssigkeit herbeizuführen.
Alle diese Maßnahmen haben bewirkt, daß die tatsächliche Verzinsung erstklassiger langfristiger Anlagen, die noch Ende 1933 7i/2 % betrug, so weit zurückging, daß durch das Gesetz über die Durchführung einer Zinsermäßigung bei Kreditanstalten vom 24. Januar 1935 nach den Feststellungen des Instituts für Konjunkturforschung 8,3 Mill. Pfandbriefe und Kommunalobligationen mit Zustimmung der Besitzer im Zinsfuß von 6 und mehr Prozent auf 4 'A % herabgesetzt werden konnten. Mit dieser großen U m w a n d lu n g sm a ß n a h m e ist eine Entwicklung zum Abschluß gebracht worden, die wenig erfreuliche Auswirkungen auf das gesamte wirtschaftliche Leben gehabt hat. Gleichzeitig wurde aber der Ausgangspunkt für eine erträgliche Lösung der Zinsfrage gewonnen. Auf diese Weise haben die Kreditbeziehungen wieder in Bahnen gelenkt werden können, die ohne Zweifel die Sicherheit der Kapitalanlagen erhöhen und die Möglichkeit zu einer wirtschaftlichen Ertragssteigerung in sich bergen.
Daß diesen Zinssenkungsmaßnahmen für die Wirtschaft eine besondere Bedeutung zukommt, braucht nicht besonders hervorgehoben zu worden. Lange Jahre hindurch hat der überhöhte Zinsstand nicht nur dem Kreditnehmer, sondern schließlich auch dem Kreditgeber Nachteile gebracht. Wenn heute das zwischenstaatliche Zinsgefälle weitgehend ausgeschaltet ist und sich die

28. Februar 1935. Wirtschaftliche Rundschau. Stahl und Eisen. 261
Zinsentwicklung am Geld- und Kapitalmarkt in der Hauptsache an innerdeutschen Gesichtspunkten und Notwendigkeiten ausrichtet, dann ist damit ganz von selbst jener Zeitpunkt erreicht worden, an dem sich eine zweckmäßige Anpassung als unumgänglich erweist. Durch diese Feststellung kann und soll die weitere Tatsache, daß sich Reichsregierung und Reichsbank zu einem Eingriff entschlossen und die Senkung der Zinssätze auch für den letzten Kreditnehmer durchgeführt haben, nicht ver-
Kündigung des deutschen Röhrenverbandes. — In derHauptversammlung des Röhrenverbandes am 20. Februar in Düsseldorf wurden neben der Erledigung verschiedener laufender Angelegenheiten und einer Erörterung der Marktlage auch die sich aus der Rückgliederung des Saargebietes ergebenden Auswirkungen besprochen. Die Verhandlungen mit dem Hom- burger Eisenwerk (Stummkonzern), die beiderseits in freundschaftlicher Weise und mit dem Willen zu einer Verständigung geführt wurden, hatten kein Ergebnis. Infolgedessen hat das Homburger Eisenwerk von dem ihm satzungsmäßig zustehenden Kündigungsrecht seiner Mitgliedschaft beim Röhrenverband Gebrauch gemacht und den Vertrag mit dreimonatiger Frist gekündigt.
Auflösung des Kontinentalen Röhrenkartells. — In derSitzung des K o n tin e n ta le n R ö h r e n k a r te lls , die am 25. Februar 1935 in Berlin stattfand, konnte eine Verständigung über die durch die Saarrückgliederung entstandenen Fragen nicht erzielt werden. Damit erreicht das Kontinentale Röhrenkartell satzungsgemäß sein Ende.
Das Kontinentale Röhrenkartell war am 1. Juli 1926 von den deutschen, französischen, belgischen und tschechoslowakischen Röhrenwerken gegründet worden. Ende 1927 traten ihm auch die polnischen Werke bei, von denen eines, die Bismarckhütte, bereits von Anfang an Mitglied gewesen war. Der Zusammenschluß war zu dem Zweck erfolgt, den sogenannten Länderschutz zu sichern und die Auslandsmärkte zu regeln. Das Kontinentale Röhrenkartell gehörte geschlossen dem In te r n a t io n a le n R ö h re n sy n d ik a t an, das im Mai 1929 gegründet wurde und dem noch die englischen, kanadischen, amerikanischen und schwedischen Röhrenwerke beitraten. Auch die japanischen Werke waren insofern in den Kreis des Internationalen Röhrensyndikats einbezogen, als mit ihnen besondere Abmachungen über die Marktregelung vereinbart worden waren. Es bestand also ein lückenloser Zusammenschluß aller Röhrenwerke. Das Internationale Röhrensyndikat läuft satzungsgemäß am 31. März 1935 ab. Verhandlungen wegen seiner Verlängerung wurden bisher nicht aufgenommen, da vorerst im Zusammenhang mit der Rückgliederung der Saar die Quotenfrage im Kontinentalen Verband zu regeln war.
Die Lage des deutschen Maschinenbaues im Januar 1935. —Erfreulicherweise hat die Geschäftsbelebung wreiter angehalten. Der Eingang von A n fra g en der In la n d s k u n d s c h a ft war im Januar vielfach noch stärker als in den vorhergehenden Monaten. Im A u ftra g se in g a n g wurden zwar die Bestellsummen des Dezembers, die sich infolge des am 31. Dezember 1934 erfolgten Fristablaufes für die Auftragserteilung steuerbegünstigter Ersatzbeschaffungen bei vielen Betrieben zu Spitzenbeträgen entwickelt hatten, im Januar meistens nicht erreicht, doch hielt sich das Januarergebnis auf recht befriedigender Höhe.
Das A u s la n d sg e sc h ä ft zeigte in Anfragen und Aufträgen keine Aenderung.
Eine große Erleichterung für die Ausführung der vorliegenden Aufträge brachte den Betrieben die Verlängerung der Abliefe: rungsfrist für die vorerwähnten steuerbegünstigten Ersatz- beschaffungen.
Die Neueinstellungen von Arbeitern und Angestellten beliefen sich auf mehr als 6000 Personen. Bei ungefähr gleichbleibender W o c h e n a r b e its z e it stieg der B e s c h ä f t ig u n g s grad, gemessen an den von der gesamten Gefolgschaft der Maschinenindustrie geleisteten Arbeiterstunden, bis zum Ende des Monats Januar auf rd. 67 % der Normalbeschäftigung.
Aus der italienischen Eisen- und Stahlindustrie. — Im Verlauf des Januars hielt die Besserung in der italienischen Eisen- und Stahlindustrie an; insbesondere erteilten die Heeres- und Eisenbahnverwaltungen gute Aufträge1). Auch der Baumarkt zeigte stärkere Nachfrage. Die Schiffswerften erhielten eine Bestellung auf sechs Unterseeboote für Brasilien. Um die Entwicklung des Außenhandels war man weiterhin bemüht und bot den Abnehmern günstige Preise an. Neue Bestellungen kamen aus Rußland, der Türkei und China.
1) Iron Coal T rad. Rev. 130 (1935) S. 302.
kleinert werden, zumal da die Vorbereitung der unerläßlichen Voraussetzungen maßgeblich auf die zielbewußte Regierungsarbeit zurückzuführen ist. So wenig man heute die Weiterentwicklung des Kapitalmarktes und die Gestaltung der Zinshöhe Voraussagen kann, so sehr läßt sich aus dem verantwortungsbewußten Vorgehen der Regierungsstellen die Gewißheit gewinnen, daß auch in Zukunft auf diesem Gebiet alles getan wird, was für die wirtschaftliche Aufbauarbeit notwendig ist.
Die Nachfrage und der Verbrauch von Roheisen nahmen im Verlauf des Monats zu; einige Verträge wurden für Lieferung bis Ende Juni abgeschlossen. Die R o h e ise n e r ze u g u n g belief sich im Jahre 1934 auf 520 548 t oder 3470 t mehr als im Jahre 1933. Die Einfuhr bewegte sich in ansehnlicher Höhe ¡doch machte sich eine wachsende Bewegung bemerkbar, mehr Roheisen für den heimischen Verbrauch zu erzeugen und die Stahlwerke vom ausländischen Bezug unabhängig zu machen. Die Schrotteinfuhr blieb nach wie vor hoch, besonders aus den Vereinigten Staaten.
Die Stahlwerke berichten von einer wachsenden Tätigkeit, da beträchtliche Mengen für sofortige Lieferung bestellt wurden. Vorgewalzte Blöcke, Knüppel, Walzdraht, Stab- und Baustahl wiesen alle eine zunehmende Nachfrage auf.
Die Preise in Lire je t stellen sich gegenwärtig wie folgt: Schwarzbleche (4 mm) 920,—, verzinkte Bleche (1 mm) 1350,— , gezogener Draht 1010,—, verzinkter Draht 1110,— , Walzdraht 900,—, Schienen 930,—, Kesselröhren 2100,—, geschweißte Rohre 1500,—-, nahtlose Rohre 1800,—, verzinkte nahtlose Rohre 2150,—, verzinkte geschweißte Rohre 1850,—
Die schwedische Eisenindustrie im Jahre 1934. — Die B esc h ä ft ig u n g der schwedischen Eisenwerke war infolge des hohen Inlandsbedarfs besonders gegen Schluß des Jahres 1934 durchgängig gut. Die P re ise lagen im allgemeinen fest bei etwas erhöhten Notierungen für gewisse Eisensorten. Die E rzeu g u n g stieg allgemein auf einen seit 1918 nicht mehr erreichten Höhepunkt. Hergestellt wurden im abgelaufenen Jahre rd. 552 800 t Roheisen oder etwa 71 % mehr als im Vorjahre (323 000 t), 857 800 (629 800) t Flußstahl ( + 36 %), 16 400 (12 070) t Schweißstahl ( + 36 %), 874 200 (641 900) t Halbzeug ( + 36 %) und 623 205 (470 000) t gewalztes und geschmiedetes Eisen ( + 33 %). In Betrieb waren Ende Dezember 1934 37 Hochöfen von 97 vorhandenen, 18 Lancashire-Frischfeuer, 5 Bessemerbirnen, 44 Siemens-Martin-Oefen und 28 Tiegel- und Elektro- stahlöfen. Der schwedische V erb rau ch von Eisen und Stahl stieg im Berichtsjahr auf rd. 755 000 t, was im Vergleich mit 1933 eine Zunahme von nahezu 58 % bedeutet. Infolge der erhöhten Nachfrage nach Eisen und Stahl haben viele schwedische Werke ihre Anlagen erweitert und verbessert. Die Sandvik-Werke haben ein neues Elektrostahlwerk in Gang gesetzt, ausgedehnte Neubauten beschlossen und eine Reihe neuer Arbeiten begonnen.
Die E ise n a u sfu h r Schwedens stieg von 224 800 t im Jahre1933 auf 261 300 t im Berichtsjahr oder um rd. 16 % ; die E is e n e in fu h r h a t s ich nah ezu v e r d o p p e lt: von 276 000 auf 511 800 t. Die E ise n e rz a u sfu h r erreichte 6,86 Mill. t gegen3,15 Mill t im Jahre 1933, vermehrte sich also um fast 118 %.
. . .
Der vor kurzem bekanntgewordene G e sc h ä ftsb e r ic h t der L u o ssa v a a r a -K iiru n a v a a r a A k tie b o la g , Stockholm, weist für das Geschäftsjahr 1933/34 zum ersten Male wieder einen Gewinn von 3,76 Mill. Kr aus. Die Besserung ist zuriick- zuführen auf die Auswirkung des neuen Abkommens mit dem Staate wegen der Berechnung der Steuern und Frachten und auf den gegen die letzten Jahre bedeutend gestiegenen Erzabsatz.
Die E isen erz V ersch iffu n g en der G r ä n g e sb e r g -G e se llsc h a ft beliefen sich für das Jahr 1934 auf 5 675 000 t und wiesen damit gegenüber dem Vorjahre (2 882 000 t) fast eine Verdoppelung auf.
Spaniens Bergbau und Eisenmarkt im Jahre 1934. —Die Beschäftigung der spanischen E ise n e rz g ru b e n im Jahre1934 war infolge vermehrter Ausfuhr zufriedenstellend. A u sg e fü h r t wurden insgesamt 1 778 451 t im Werte von 13,6 Mill. Goldpes. gegen 1 411 156 t im Werte von 11,6 Mill. Goldpes. im Vorjahr. Die Steigerung ist in der Hauptsache auf den höheren Bedarf Englands zurückzuführen, das 1 327 407 t gegen 876 454 t im Vorjahr ahnahm. Nach Holland gingen 369 384 t (1933: 310 465 t). nach Frankreich 72 712 t (118 893 t) und nach Deutschland 61 968 t (70 868 t). Die der spanischen Ausfahrstatistik entnommene Zahl für Deutschland bleibt erheblich unter der Zahl der deutschen Einfuhrstatistik, da sie weder die erheblichen in holländischen und französischen Häfen umgeladenen Mengen noch die Riferze berücksichtigt. Das Geschäft mit Deutschland litt im Berichtsjahr unter der Schwierigkeit der Devisenbeschaffung, die jedoch durch den Abschluß des am 1. Januar 1935 in
262 Stahl und Eisen. W irtschaftlichc Ii und-schau. 55. Jahrg. Nr. 9.
Kraft getretenen Zusatzabkommens zum deutsch-spanischen Handelsvertrag und eines die Devisenbeschaffung sichernden Zahlungsabkommens behoben erscheinen. Im Januar 1935 sind daraufhin bereits Verträge über 215 000 t Eisenerz und Schwefelkies für Deutschland abgeschlossen worden, die eine nicht unerhebliche Belebung des Beschäftigungsstandes zur Folge hatten. Ein leichtes Anziehen der Preise wird erwartet.
Die Eisenerzgruben im Rif sind nach wie vor voll beschäftigt und haben ihre Erzeugung für das Jahr 1935 bereits verkauft. Die Einbeziehung Spanisch-Marokkos in das deutsch-spanische ZaUungsabkommen ist in der spanischen Presse mit besonderer Genugtuung aufgenommen worden.
Die Schwefelkiesgruben konnten ihre Ausfuhr gleichfalls steigern, allerdings nur zu gedrückten Preisen. Ausgeführt wurden 20691361 im Werte von 19 Mill. Goldpes.gegen 1908408 t imWerte von 22 Mill. Goldpes. Abnehmer waren Holland mit 599 094 t, die zum größten Teil für Deutschland bestimmt waren (1933: 541517 t), die Ver. Staaten mit 357 955 t (339 810 t), Frankreich mit 337 212 t (307 024 t), England mit 261 176 t (180 360 t) und Deutschland mit 47 159 t (49 598 t).
Der In la n d sa b sa tz der Bergwerke war weniger befriedigend, da die Eisenindustrie infolge des Fehlens öffentlicher Aufträge unter Beschäftigungsmangel litt. So hat die Sociedad de Minera y Metalurgia de Penaroya ihr Werk in Villa Nueva del Duque schließen müssen. Auch die vom Staat wiederholt unterstützte Compagnie Mediterranea de Sagunto hat neuerdings Entlassungen vornehmen müssen. Ein vom Parlament bewilligter Auftrag über 250 Lokomotiven und sonstiges Eisenbahnzeug konnte noch nicht vergeben werden, da sich keine Einigung über den Preis mit den Werken erzielen ließ. Die hauptsächlich mit inländischen Verbraucherkreisen arbeitenden Werke waren besser beschäftigt. So konnten die Altos Hornos de Vizcaya ein neues Blechwalzwerk eröffnen. Die Zahl der Arbeitslosen in der eisenverarbeitenden Industrie ist von 40 819 (bei einer Gesamtarbeitslosenzahl von 618 947) am 1. Januar 1934 auf 30 993 (Gesamtarbeitslosenzahl 611124) am 31. Dezember 1934 gesunken.
Das Bild der E in - und A u sfu h r von E ise n e r z e u g n isse n gibt die nachstehende Zahlentafel wieder.
Die Einfuhr von Blechen ist im Juni eingeschränkt worden. Die Zuteilung der Mengen nach Ländern und Einfuhrfirmen ge
E i n f u h r A u s f u h r
1934 19331934
t
1933
t
insgesam t
t
davon aus Deutschland
t
insgesam t
t
davon aus Deutschland
t
Gußbruch . . 106 551 2394 69 078 10 479 — —Stabeisen . . . 2 668 780 2 822 950 100 44Rohstahl . . . 1 029 130 1 129 904 — —Schienen . . . 848 23 449 7 13 312 8361Bleche . . . . 1 829 580 2 055 878 — —W eißblech . . 851 219 946 123 3 1806Fässer . . . . 1 278 381 1 885 495 60 54Räder . . . . 191 41 88 23 — —Röhren . . . . 854 346 702 277 6 141
schah zur Unzufriedenheit der Beteiligten nicht durch Gesetz oder Verordnung, sondern durch Bescheid der Verwaltungsbehörde im Einzelfall. Hierdurch wurde besonders Deutschland betroffen, da im zweiten Halbjahr nur 170 t gegen 410 t im ersten Halbjahr eingeführt werden konnten. In dem erwähnten Zusatzabkommen zum Handelsvertrag ist nunmehr Deutschland allgemein für alle Waren eine der Durchschnittseinfuhr 1931 bis 1933 gleichkommende Einfuhrmenge zugestanden worden. Ferner hat Spanien im gleichen Vertrag einigen weiteren deutschen Erzeugnissen die Meistbegünstigung eingeräumt, wodurch sich Zollermäßigungen für Ferrowolfram und für gußeiserne Röhren ergeben.
Auf der Ausfuhrseite sind nur einige Schienenlieferungen nach Argentinien und Uruguay zu erwähnen. Das Aufhören der Weißblechausfuhr ist darauf zurückzuführen, daß ein einmaliger Auftrag Rußlands im Jahre 1933 nicht wiederholt wurde.
Eine N a tio n a lv e r sa m m lu n g der E ise n in d u s tr ie , die einheitliche Arbeitsbedingungen für ganz Spanien festlegen und insbesondere die Arbeitszeitfrage regeln sollte, wuirde zunächst durch den Aufstand im Oktober unterbrochen und kam dann trotz wochenlangen Beratungen zu keinem Ergebnis. Die Regierung hob daraufhin kurzerhand die von den Metallarbeitern durch monatelange Streiks erzwungene 44-Stunden-Woche auf und führte ab 1. Dezember 1934 wieder die48-Stunden-Woche ein. Der Widerstand der Arbeiter wurde dadurch im Keim erstickt, daß in den bedrohten Gebieten der Kriegszustand erklärt wurde, so daß in den letzten Monaten eine erhebliche Abnahme der eine ständige Bedrohung der spanischen Eisenindustrie bildenden Streiks zu verzeichnen war.
Die Eisen- und Stahleinfuhr der Südafrikanischen Union in den Jahren 1930 bis 1933.Als Abnehmer von Erzeugnissen der Eisen- und Stahl
industrie ist die Südafrikanische Union in den letzten Jahren von wachsender Bedeutung geworden. Während der Welthandel in Eisen und Stahl 1933 mengenmäßig nur um 5 % gegenüber 1932 zunahm, stieg die Einfuhr der Südafrikanischen Union in Erzeugnissen der eisenschaffenden Industrie von 164 123 metr. t im Jahre 1932 auf 248 942 t in 1933 oder um 51,7 %. Im Jahre 1931 hatte die Einfuhr 217 461 t, im Jahre 1930 260 335 t betragen. Den Anstoß zu der gesteigerten Nachfrage nach Eisen- und Stahlerzeugnissen gab zunächst die Wiederbelebung des Goldbergbaues, die nicht nur im Grubengebiet zu großen Neuanlagen führte, sondern darüber hinaus der Industrialisierung des ganzen Landes einen starken Auftrieb verlieh. Daneben wirkte die durch die Preisbefestigung an den Wollmarkten erhöhte Kaufkraft der landwirtschaftlichen Bevölkerung fördernd auf den Absatz von Eisen- und Stahlerzeugnissen ein.
Wie Zahlentafel 1 zeigt, nimmt E n g la n d in der Eisen- und Stahleinfuhr der Südafrikanischen Union eine beherrschende Stellung ein. Zusammen mit Kanada und den übrigen Ländern des britischen Weltreichs, unter denen 1933 nur Indien und Australien mit geringen Beträgen in der Einfuhrstatistik erscheinen, bestreitet es rd. zwei Drittel der Einfuhr, während sein Anteil an der Gesamteinfuhr des Landes nur etwa die Hälfte beträgt. Zweifellos ist die Ursache für das Ansteigen der englischen Lieferungen vor allem in den O ttaw a- V erträ g en zu suchen, die in Südafrika ebenso wie in den anderen Besitzungen der englischen Eisen- und Stahlindustrie in besonderem Maße zugute gekommen sind.
D e u tsc h la n d nimmt mit einem Anteil von 12,9 % die zweite Stelle an der Gesamteinfuhr in Eisen und Stahl ein; unter Berücksichtigung der Ende Dezember 1932 erfolgten Entwertung des südafrikanischen Pfundes zeigt die deutsche Einfuhr, in Reichsmark gerechnet, 1933 allerdings einen Rückgang von 4 % gegenüber dem Vorjahr, trotz zum Teil beträchtlichen mengenmäßigen Steigerungen. Gegenüber 1930 beträgt der wertmäßige Rückgang sogar 54%.
Beachtung verdient das A n w a ch sen der ja p a n isch en E in fu h r. Wenngleich sich die japanischen Lieferungen bisher
Zahlentafel 1. D ie w ertm ä ß ig e E in fu h r an E r ze u g n is se n der e isen sc h a ffen d e n In d u str ie in d ie S ü d a fr ik a n isc h e U n io n nach L ändern .
Südafrikanisches Pfund 1930 bis 1932 = 20,429 J łJ l, 1933 = 12,3 J)Jt.
1933 1932 1931 1930
in £ in % in £ in % in £ in % in £ in % j
G esa m te in fu h r ............................................... 4 124 239 — 2 394 317 — 3 728 302 — 4 946 315 —
G roß b ritan n ien ...............................................K anada ..............................................................A us dem übrigen Britischen Reich . .
2 687 011 59 183
1 756
1 542 037 35 743
869
2 300 468 62 130
1 027
3 182 034 5 1 4 4 0
5 555
Britisches Reich i n s g e s a m t ................... 2 747 950 66,4 1 578 649 65,9 | 2 363 625 63,4 3 239 029 65,4
D e u ts c h la n d ....................................................B e l g i e n .............................................................Ver. S t a a t e n ....................................................Schweden .........................................................Frankreich ....................................................O e s t e r r e i c h ....................................................N ie d e r la n d e ....................................................T sch ech oslow ak ei...........................................Japan ..................................................................P o l e n ..................................................................S o n s t ig e .............................................................
532 928 350 762 249 426 120 822
31 293 24 (133 22 797 18 289 11 410 ln 905 2 621
12,98,66,12,90,80,60,50,40,20,2
834 094 186 12(1 169 906
50 136 16 099 20 972
8 757 8 485 1 414
10 903 8 182
13,97,77.02.1 0,6 0,8 0,4 0,4
0,50,4
672 760 276 438 303 351
81 504 25 039 72 537 18 329 27 661
948 13 438 17 682
15,3 7,4 8,1 2,1 0,7
. 0,7 0,5 0,7
0,30,5
725 946 277 860 438 990
85 555 31 267 25 229 22 877 27 118
733 37 597 24 074
14,65.6 9,41.7 0,6 0,5 0,4 0,5
0,70,4
nur auf wenige Warengruppen beschränkten (schmiedeeiserne Röhren, Eisenbahnoberbauzeug, Draht, Nägel, Handwerksgerät), so zeigen sie in diesen Gruppen gegenüber den Vorjahren doch eine beträchtliche Steigerung. In der Einfuhr von schmiedeeisernen Röhren, von Eisenbahnoberbauzeug und Nägeln erscheint Japan 1933 zum ersten Male in der südafrikanischen Einfuhrstatistik.
Bei der Einfuhr von Roheisen und Halbzeug (s. Zahlentafel 2) stand Deutschland mengenmäßig 1933 an erster Stelle, vor

28. Februar 1935. Wirtschaftliche Rundschau. — Bnchbwprechungen. Stahl und Eisen. 263
Zahlentafel 2. D ie E in fu h r der S ü d a fr ik a n isc h e n U n io n an E r ze u g n is se n aus E ise n und S ta h l so w ie nach L ändern .
G esam teinfulir in m etr. tD avon aus (in m etr. t ) :
England Deutschland Belgien
1933 1932 1931 1930 1933 1932 1931 1930 1933 1932 1931 1930 1933 1932 1931 1930
Roheisen und H albzeug . . 18 010 1 515 6 128 7 689 8 768 1 353 5 855 6 702 8931 39 164 98 250 _ 1 4F o r m sta h l ............................................... 15 290 8 945 11 780 10 084 9 814 6 319 7 145 6 393 1177 1028 2074 849 3 736 1391 2036 2 538S t a b s t a h l ................................. 19 425 14 000 20 149 26 830 6 338 5 428 6 238 1 124 2127 3936 6486 4517 8 883 4214 6928 10 223B a n d s ta h l ............................................... 2 100 1 650 1 892 1 986 1 408 977 1 131 1 209 368 413 399 422 276 207 301 314Röhren, schm iedeeiserne1) . . . . 25 990 11 990 16 427 21 178 18 304 7 247 8 386 11 829 3386 1692 3077 4017G ußröhren ............................................... 6 295 4 116 5 280 7 831 6 260 4 075 5 140 7 732 27 21 9 9Bleche, r o h ........................................... 31 870 24 952 22 181 24 396 12 306 13 088 7 118 9 622 4781 1783 5201 5710 12 108 9083 7237 5 428Verzinkte B le c h e ................................. 45 335 33 002 50 169 45 551 43 038 32 850 47 910 45 210 21 _ 165 27 2 256 90 1968 86W eißbleche............................................... 13 427 9 390 7 778 13 190 13 334 9 262 7 777 12 645 21 12 _ _ 67 119 1 _Eisenbahnoberbauzeug........................ 3 184 1 843 3 508 21 782 1 383 304 1 427 19 182 780 639 1594 2407 928 170 354 152D r a h t ......................................................... 28 042 20 372 29 372 30 003
l) D avon aus den Vereinigten Staaten: 1933: 1439 t ; 1932: 652 t ; 1931: 1187 t ; 1930: 1160 t.
England. Dagegen führten in der Einfuhr von Formstahl England und Belgien; in der Stabstahleinfuhr stand Belgien vor England und Deutschland an der Spitze. In der Bandeiseneinfuhr führte England. Gußeiserne Röhren wurden fast ausschließlich aus England eingeführt. Der englische Anteil an der Einfuhr sch m ied eeisern er R öh ren belief sich 1933 auf 70 %; daneben standen Deutschland mit 13 %, die Vereinigten Staaten mit 5 % und die Tschechoslowakei mit 4 % der Einfuhr.
Ebenso wie die Einfuhr von schmiedeeisernen Röhren, zeigt auch die E in fu h r v o n B lec h e n eine starke mengenmäßige Zunahme nicht nur gegenüber 1932, sondern auch gegenüber 1930. Während die Einfuhr von verzinkten Blechen und Weißblechen 1933 mengenmäßig den Stand von 1930 wieder erreichte, lag die Einfuhr roher Bleche um 30 % über der 1930 erzielten
Einfuhrmenge. Dieser Gewinn ist fast ausschließlich England und Belgien zugute gekommen; gegenüber 1932 zeigt allerdings auch die deutsche Einfuhr eine Erhöhung um über das Doppelte. Die südafrikanische Einfuhr von verzinkten und Weißblechen wird fast zu 100 % durch England gedeckt.
Bei der Einfuhr von E ise n b a h n z e u g dürften die umfangreichen Erneuerungspläne der Eisenbahn- und Hafenverwaltung, die für Arbeiten an alten Linien, an Brücken und für die Anlage neuer Linien für 1934 einen Aufwand von 3 Mill. £ vorsehen, zu einer starken Einfuhrsteigerung im verflossenen Jahre geführt haben. In die Deckung des südafrikanischen Bedarfs an Eisenbahnzeug teilen sich England, Deutschland und Belgien; J a p a n erscheint in der Statistik für 1933 zum ersten Male mit einer Schienenlieferung im Werte von 385 £.
Buchbesprechungen1).Riesenfeld, Ernst H., Dr., Beamt, a. o. Professor an der Universität
Berlin: Lehrbuch der anorganischen Chemie. Mit 90 Abb.Leipzig: S. Hirzel 1934. (XXIV, 698 S.) 8°. 14 JIM , geb.15 JIM.
Riesenfeld verläßt ähnlich wie vorher E ph raim und R em y die bis jetzt in den Lehrbüchern der anorganischen Chemie übliche Anordnung des Stoffes. Seine Aufgabe ist besonders schwierig, weil er im Gegensatz zu den genannten Verfassern keine Kenntnisse der Grundlagen der Chemie voraussetzt. In der Einleitung werden die wichtigsten Grundbegriffe ganz kurz erläutert, daran schließt sich die Besprechung des Wassers und seiner Bestandteile an. Als Grundlage für den weiteren Aufbau des Buches erfolgt dann eine ausführliche Besprechung des periodischen Systems der Elemente. Danach werden die Nichtmetalle, Halbmetalle, Metalle und die Edelgase in der angegebenen Reihenfolge behandelt. Besonderer Wert wird dabei auf die zusammen- fassenden Betrachtungen gelegt. Bei jeder Gruppe von Elementen wird eine Uebersicht über ihre Eigenschaften vorausgestellt.
Die Vorteile der vom Verfasser gewählten Anordnung des Stoffes sind sehr groß dadurch, daß das periodische System am Beginn des Buches besprochen wird; es kann immer wieder auf das Gemeinsame oder Unterschiedliche hingewiesen werden, so daß eine gute Uebersicht über den Stoff erreicht wird. Die Behandlung der physikalischen Chemie ist sehr kurz, die Abschnitte sind in den übrigen Stoff eingeordnet und durch besonderen Druck hervorgehoben. Von der analytischen Chemie werden nur die wichtigsten Reaktionen, die besondere Bedeutung haben, angegeben. Von der chemischen Technologie werden nur die Umsetzungen angeführt; die Versuchseinrichtungen, in denen sie ausgeführt werden, werden im allgemeinen nicht beschrieben. Der Leser wird sich dadurch in vielen Fällen kaum ein Bild von der betriebsmäßigen Durchführung der Verfahren machen können. Die Technologie des Eisens wird etwas ausführlicher behandelt. Leider muß dieser Abschnitt des Buches als verunglückt bezeichnet werden. An dieser Stelle soll nur auf einige Punkte hingewiesen werden, die bei einer Neuauflage richtiggestellt werden müssen. In grauem Roh- und Gußeisen ist der Kohlenstoff nicht nur in Form von Graphit, wie auf S. 552 angegeben ist, vorhanden. Die oberste Grenze für die tägliche Erzeugung eines Hochofens hegt nicht bei 200 t (S. 554), ebenso gibt es Konverter, die mehr als 20 t Eisen fassen (S. 555). Im Siemens-Martin-Ofen wird das Eisen nicht bei 1500° geglüht (S. 556), und endlich werden beim Temperverfahren die Gußstücke nicht mit Eisenoxyd bestrichen (S. 557). Das Eisen-Kohlenstoff-Schaubild, das aufS. 559 angegeben ist, entspricht nicht unseren heutigen Kenntnissen. In diesem Zusammenhang sei noch darauf hingewiesen, daß auch die Angabe auf S. 248, der Phosphor sei in Minetten in
*) Wer die Bücher zu kaufen wünscht, wende sich an den V erlag S ta h le is e n m. b. H., Düsseldorf, Postschließfach 664.
Form von Eisenphosphid Fe3P2 vorhanden, nicht den Tatsachen entspricht.
Hervorzuheben ist die übersichtliche Anordnung des Stoffes. Ausstattung und Druck sind gut. Ein vollständiges Inhaltsverzeichnis und eine kurze Zusammenstellung des wichtigsten Schrifttums sind beigegeben. Die Menge der mitgeteilten Einzeltatsachen ist kleiner als in manchen der bekannten Bücher der anorganischen Chemie. Als Nachschlagewerk kann das Buch deshalb nicht in allen Punkten befriedigen, dafür stehen auch die allgemeinen Betrachtungen zu sehr im Vordergrund. Es ist vor allem als Lehrbuch für Studierende gedacht.
Gustav Thanheiser.
Piwowarsky, E., Dr.-Ing., o. Prof. der Eisenhüttenkunde, Leiter des Gießerei-Instituts der Technischen Hochschule Aachen: Allgemeine Metallkunde. Mit 295 Textabbild. Berlin: Gebrüder Borntraeger 1934. (VIII, 248 S.) 8°. 14,40 JIM , geb. 15,80 JIM.
Ziel des Buches ist die Behandlung der allgemeinen Metallkunde unter bewußtem Verzicht auf die Wiedergabe technischer Einzelheiten; es sollen die für Metalle und Legierungen allgemein gültigen Beziehungen in leichtverständlicher, aber wissenschaftlich-moderner Form dargestellt werden. Eine metallurgisch- werkstoffkundliche Vorbildung wird vorausgesetzt, dementsprechend ist das Buch besonders für ältere Studierende der Eisenhüttenkunde bestimmt.
Das Werk bringt zunächst eine allgemeine Behandlung der Metalle als kristalliner, anisotroper Stoffgebilde. Hierbei überwiegt erheblich der rein theoretisch-wissenschaftliche Teil, der vielleicht an einigen Stellen über das für den Hüttenmann Notwendige hinausgeht. In dem zweiten Abschnitt werden die Grundlagen der Legierungskunde behandelt, wobei die allgemeinen Gesetze an Hand einiger technisch wichtiger Zustandsschaubilder beispielsmäßig erläutert werden. Ausführlichere Behandlung finden dann die Eigenschaften der Metalle im geschmolzenen Zustande und die Vorgänge während der Erstarrung, insbesondere auch die Seigerungsvorgänge sowie die Gaslöslichkeit in Metallen und Legierungen. Naturgemäß sind die mechanischen Eigenschaften der Legierungen eingehend besprochen, ebenso die Kristall- erholung und Rekristallisation sowie die Härtungs- und Vergütungserscheinungen. Den Beschluß macht ein kurzer Abschnitt über die Korrosion und über die besonderen physikalischen Eigenschaften. Bei der Behandlung von Beispielen für die allgemeinen Gesetzmäßigkeiten usw. überwiegen die aus dem Gebiete der Eisenlegierungen.
Dem Verfasser ist es gelungen, auf verhältnismäßig knappem Raume doch auf alle in Frage kommenden Teilgebiete einzugehen, ein Ergebnis, das selbstverständlich nur wieder durch eine sehr knappe Fassung möglich war. Die Ausstattung des Buches durch Abbildungen ist sehr gut. Ernst Hermann Schulz,

264 Stahl und Eisen. Bvchhesprerhsinacn, — Vereins-Nachrichten. 55. Jahrg . Nr. 9.
Pfleiderer, Ernst, Dr.-Ing.: Damplkesselschäden, ihre Ursachen, Verhütung und Nutzung für die Weiterentwicklung. Ein Lehrbuch für die Dampfkessel-IndustrieunddenDampfkessel-Betrieb. Mit 244 Textabb. Berlin: Julius Springer 1934. (VII, 259 S.) 8°. Geb. 24 X C
Der Verfasser hat sich die Aufgabe gestellt, die Kesselschäden planmäßig aufzuteilen nach Ursachen, die durch Werkstoff, Bauart, Herstellung und Betrieb bedingt sind. Die Gliederung des Stoffes ist damit gegeben. Die einzelnen Abschnitte zerfallen wiederum in eine Besprechung der wissenschaftlichen Grundlagen und Erkenntnisse und in die Besprechung kennzeichnender Schadensbeispiele. Mit Recht bemängelt der Verfasser bereits in der Einleitung, daß die veröffentlichten Schadensfälle vielfach zu sehr unter dem Gesichtspunkte des Werkstoffes behandelt wurden, während bauliche, herstellungstechnische und betriebliche Fehler zahlenmäßig die größere Rolle spielen. Die Schwierigkeit in der Behandlung des Gegenstandes ergibt sich daraus, daß die größere Zahl der Kesselschäden unter der Einwirkung von mehreren Ursachen gleichzeitig zustande kommt. Das Bestreben des Verfassers ist in solchen Fällen dahin gegangen, die Hauptursache herauszuschälen und an Beispielen aus der Praxis zu erläutern.
Das Buch bringt eine Fülle von Stoff, der in anregender Weise verarbeitet ist und sowohl dem Konstrukteur als auch dem Werkstoffachmann reiche Unterlagen bietet. Einige kleine Schönheitsfehler werden sich bei einer späteren Auflage leicht vermeiden lassen. So dürften die Formeln 2, 3 und 5 auf Seite 40
und 41 nicht ganz richtig wiedergegeben sein. In einzelnen Abbildungen haben sich Fehler in der Beschriftung eingeschlichen (z. B. in Abb. 29), und schließlich sind die Schrifttumsangaben nicht überall vollständig. Der Wert des Buches für alle an Kesselbau und -betrieb Beteiligten wird hierdurch nicht beeinträchtigt.
Erich Siebei.
Nordsieck, Fritz, Dr.: Grundlagen der Organisationslehre. Mitzahlr. Schaubildern. Stuttgart: C. E. Poeschel 1934. (IX,192 S.) 8°. 9,40 J M .
Oberste Forderung für alle organisatorische Arbeit ist nach Nordsieck die Ausrichtung nach einem Grundgedanken, nämlich der gemeinschaftlichen Aufgabe, in die alle einzelnen organisatorischen Maßnahmen eingeordnet werden müssen. Wer in der organisatorischen Praxis steht, hat sein Arbeitsgebiet immer als etwas Besonderes und in sich Abgerundetes empfunden. Griff er zum Schrifttum, so fand er zwar vieles Nützliche, blieb aber schließlich doch unsicher und unbefriedigt, da die geistigen Kräfte fehlten, welche der einheitliche Grundgedanke einer eigenen Wissenschaft erzeugt. Nordsiecks Arbeit versucht, für die neu entstehende Wissenschaft von der Organisation eine Grundlage zu geben. Die Arbeit ist als erste „theoretische Organisationslehre“ für den Wissenschafter wie für den Praktiker nützlich und anregend. Die Darstellung ist trotz des schwierigen Gegenstandes verständlich und wird durch eine Reihe von Schau bildern erläutert. Den Schrifttumsnachweis wünschte man sich noch vollständiger. Leo Kluitmann.
Vereins-Nachrichten.Aus dem Leben des Vereins deutscher Eisenhüttenleute.
A enderungen in der M itgliederliste.Budde, Carl, Betriebsdirektor, Bochumer Verein für Gußstahl
fabrikation, A.-G., Bochum, Farnstr. 50.van Bürck, Ernst, Bergassessor, Mitgl. des Vorst. der Klöckner-
Werke, A.-G., Castrop-Rauxel 2, Bachstr. 1.Dlugosch, Johannes, Ingenieur, Gleiwitz (O.-S.), Lützowstr. 17.Falkenberg, Lothar, Oberingenieur, Courbevoie (Seine), Frank
reich, 33 Rue Jean Bart.Freyn, Henry J ., Mech. Engineer, Chicago (Hl.), U. S. A., 310
South Michigan Ave.Fuglewicz, Ernst, Dipl.-Ing., Wien IV. (Oesterreich), Seisgasse 18.Geller, Werner, Dr.-Ing., Verein. Aluminium-Werke, A.-G.,
Versuchsanst. Lautawerk (Lausitz).Gnoth, Fritz, Dr., Direktor der Fa. Caro-Lindner Eisenhandel- u.
Eisenbauges. m. b. H., Breslau 18, Eichenallee 1.Hasselkus, M ax, Betriebschef der Mitteld. Stahlwerke, A.-G.,
Lauchhammerwerk Gröditz, Gröditz (Amtsh. Großenhain).Hessler, Richard, Lipl.-Ing., Allgem. Verband der deutschen
Dampfkessel-Ueberwachungs-Vereine, Berlin W 30, Bamberger Str. 14.
Köhler, Karl, Dr.-Ing., Eisenhüttenwerk Thale, A.-G., Thale (Harz), Parkstr. 3.
Lewkonja, Gerhard, Dr.-Ing., Berlin-Charlottenburg 2, Mommsen- str. 66.
Majde, Stefan, Dipl.-Ing., Leiter der Maschineninspektion u. der Inspekt. für Kaltbetriebe, Huta Pokoj, Nowy Bytom (Friedenshütte), Poln. O.-S.
M und, Alfred, Dr.-Ing., Preß- u. Walzwerk, A.-G., Düsseldorf- Reisholz, Abt. A.-G. Oberbilker Stahlwerk; Düsseldorf, Schu- mannstr. 29.
Ritz, Ernst, Dipl.-Ing., Ruhrstahl, A.-G., Abt. Henrichshütte, Hattingen; Duisburg-Ruhrort, Landwehrst r. 24.
Schmidt, Hans, Ingenieur, Köln-Deutz, Helenenwallstr. 23.Sieler, Heinrich, Ing., Landesgruppenführer im Deutschen
Luftsport-Verband, Dortmund, Baeumerstr. 26.Zöllner, Hans, Lipl.-Ing., Betriebsführer, Hüttenwerke Sieger
land, A.-G., Werk Nachrodt, Nachrodt (Westf.).Zuther, Beter, Oberingenieur der Lingler’schen Maschinenfabrik,
A.-G., Zweibrücken, Etzelweg 77.
N eue M itglieder.a) O r d e n tlic h e M itg lied er .
Allhausen, Hans, Dr.-Ing., Mannesmannröhren-Werke, Abt. Heinrich-Bierwes-Hütte, Hückingen (Rhein), Steinhofstr. 5.
Blaurock, Friedrich, Dipl.-Ing., Mannesmannröhren-Werke, Abt. Grillo Funke, Gelsenkirchen-Schalke, Schulstr. 11.
Elbers jr., Otto, Dipl.-Ing., Betriebsing, der Deutschen Edelstahlwerke, A.-G., Krefeld, Gladbacher Str. 560.
Giesenhaus, Otto, Betriebsingenieur, Bochumer Verein für Gußstahlfabrikation, A.-G., Bochum, Alleestr. 35.
Grillo, Egon, Inh. der Fa. Arthur Grillo, wärmetechn. Anlagen, Düsseldorf-Oberkassel, Oberkasseler Str. 141.
Hahne, Fritz, Wärmeingenieur, Deutsche Edelstahlwerke, A.-G., Krefeld, Gladbacher Str. 107.
Hellmanns, Simon, Ingenieur, Dortmund-Hoerder Hüttenverein, A.-G., Dortmund-Hörde, Burgunder Str. 6.
Hoffmann, Heinrich, Dr.-Ing., Kokereichef, Röchling’sche Eisen- u. Stahlwerke, A.-G., Völklingen (Saar), Hofstattstr. 120.
Imhäuser, Ernst, Dipl.-Ing., Hoesch-KölnNeuessen A.-G. für Bergbau u. Hüttenbetrieb, Abt. Betriebswirtschaft, Dortmund, Burgholzstr. 19.
Kaempf, Bruno, Dipl.-Ing., Duisburg, Merkatorstr. 158.Kuhl, Paul, Ingenieur, Deutsche Röhrenwerke, A.-G., Werk
Phoenix, Düsseldorf, Graf-Adolf-Str. 77.Nitsch, Ferdinand, Ingenieur der Fa. Indugas, Industrie- u. Gas-
ofenbauges. m. b. H., Essen, Bunsenstr. 96.Roßberg, Rudolf, Ingenieur, vereid. Sachverständiger, Essen,
Rolandstr. 10.Schneider, Richard, Dr. rer. pol., Geschäftsführer des Siegerländer
Eisensteinvereins, G. m. b. H., Siegen (Westf.), Köpfchen- str. 26.
Walter, Friedrich Wilhelm, Ing., Betriebsleiter der Mech. Werkstätten der Deutschen Edelstahlwerke, A.-G., Krefeld, Gladbacher Str. 562.
Yoshioka, Yasusada, Direktor, Kawasaki Seiko Kojo, Kobe (Hayashida), Japan.
b) A u ß e r o r d e n t l ic h e M itg lied er .Eickworth, Erwin, cand. rer. met., Aachen, Morellerweg 64. Havcnstein, Hans-Joachim, cand. rer. met., Aachen, Turmstr. 3. Heine, Adolf, cand. rer. met., Aachen, Theresienstr. 22.Schwalbe, Rolf, cand. rer. met., Aachen, Kaffee-Champier.
G esto rb en .Salat, Carl, Chefkonstrukteur a. D., Mähr.-Ostrau. 19. 12. 1934.
A us verw andten V ereinen.Röntgentagung.
Der Ausschuß 60 beim Deutschen Verband für die Materialprüfungen der Technik — Deutsche Gesellschaft für technische Röntgenkunde — veranstaltet vom 7. bis 9. März 1935 bei Gelegenheit der Leipziger Frühjahrsmesse im Vortragssaal der Halle 19 bzw. im Mineralogischen Institut der Universität Leipzig eine Vortragsreihe über die Röntgentechnik. Es sind vorgesehen rd. 25 Berichte, in denen der Stand der Feinbauanalyse und der Durchstrahlungsverfahren und deren Anwendung in den verschiedenen Gebieten der Werkstoffprüfung, wie Hoch- und Brük- kenbau, Flugzeug- und Fahrzeugbau, Behälter- und Kesselbau, sowie bei der Untersuchung von Metallegierungen und organischen Stoffen geschildert wird. Weitere Einzelheiten sind vom Deutschen Verband für die Materialprüfungen der T e c h n i k , Berlin NW 7, Dorotheenstr. 40, zu erfahren.