specification for thermal-wear fabric 05181-100-023... · specification for thermal-wear fabric ......
TRANSCRIPT
^ ARMSCOR
DOCUMENT NUMBER ISSUE DATE
05181-100-023 OCTOBER 2005
Specification for Thermal-Wear Fabric
SUMMARY Knitted Double Face Fabric for Thermal Underwear
DATE OF ORIGINAL ISSUE November 1995
KEYWORDS Double Face Fabric, Knitted, Tubular Tuck, Thermal Underwear
ISSUE: 3 05181-100-023
1 OF 18

APPROVAL PAGE
Compiled by: Clothing Division - SABS
Approved by:
•~-P
•vfircKK. - L X Technical Adviser: SAAU System SA Army
Date a pn c6
Approved by:
SS(3: General Commodities SA Army
X Date
Approved by: User Syslem Representative SA Army
/z- (^o~6 Date
ISSUE: 3 05181-100-023
2 OF 18
AMENDMENT HISTORY
DOC ISSUE DATE AMENDMENTS DOC CHANGE
PROPOSAL NO.
CHECKED DOC ISSUE DATE AMENDMENTS DOC CHANGE
PROPOSAL NO. NAME INIT.
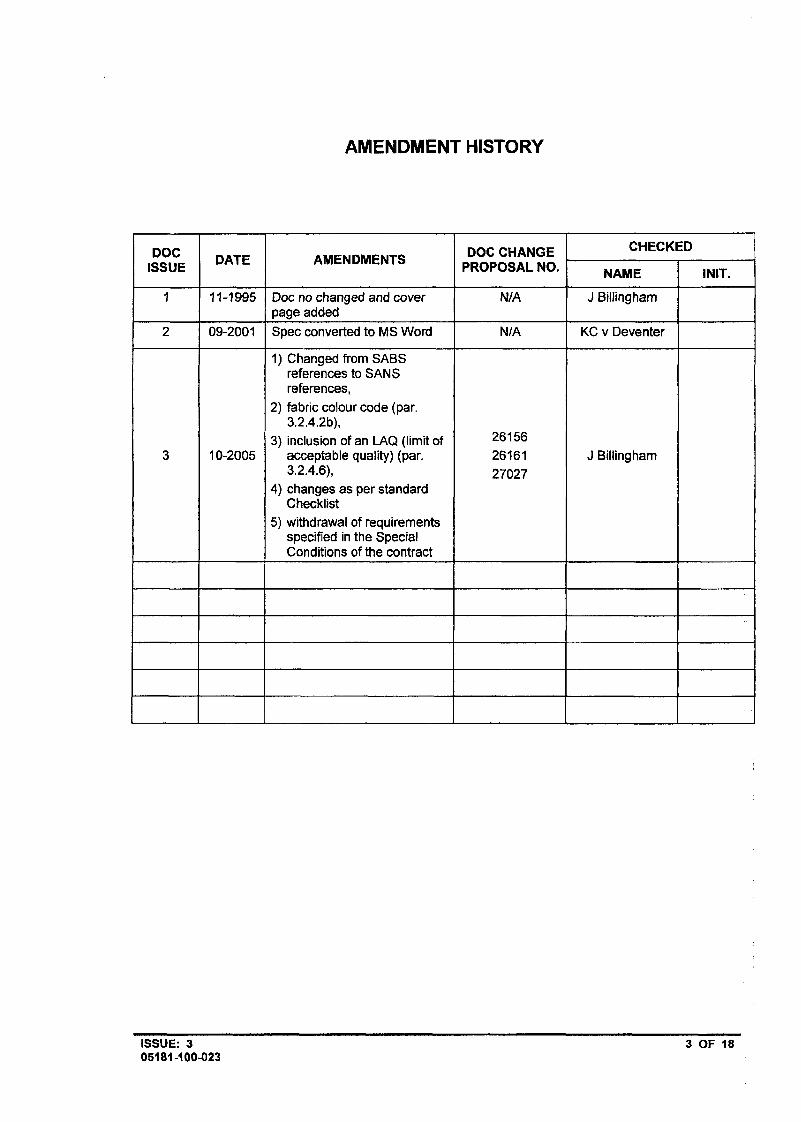
1 11-1995 Doc no changed and cover page added
N/A J Billingham
2 09-2001 Spec converted to MS Word N/A KC v Deventer
3 10-2005
1) Changed from SABS references to SANS references,
2) fabric colour code (par. 3.2.4.2b),
3) inclusion of an LAQ (limit of acceptable quality) (par. 3.2.4.6),
4) changes as per standard Checklist
5) withdrawal of requirements specified in the Special Conditions of the contract
26156 26161 27027
J Billingham
ISSUE: 3 05181-100-023
3 OF 18

LIST OF CONTENTS
CHAP. & PAR TITLE PAGE
Title page 1 Approval page 2 Amendment history 3 List of contents 4 Foreword 6
1. Scope 7
7 7 7 7 7 7 8
8 8 8 8 8 9 9 9 9 9 10
12 12 12 12 13 13 13 13 13 13 13 13
2. 2.1
Applicable Documents Government Documents
2.2 Armscor Documents 2.3 National and International Documents 2.3.1 Specifications 2.3.2 Test methods 2.3.3 Other documents
3. Requirements 3.1 Product definition 3.1.1 Major components list 3.1.2 Interfaces 3.1.3 Identification and marking 3.1.4 Client furnished equipment or material 3.2 Characteristics 3.2.1 Performance characteristics 3.2.2 Physical characteristics 3.2.3 Maintainability 3.2.4 Design and construction
4. Quality assurance provisions 4.1 Classification of defects 4.2 Test methods 4.2.1 Conditioning of test specimens and test conditions 4.2.2 Composition 4.2.3 Construction 4.2.4 Yarn linear density 4.2.5 Mass per unit area 4.2.6 Stitch length 4.2.7 Comfort 4.2.8 Dimensional changes on washing 4.2.9 Colour fastness to light
ISSUE: 3 05181-100-023
4 OF 18
4.2.10 Colour fastness to washing 13 4.2.11 Colour fastness to perspiration 13
5. Notes 13 5.1 General 13 5.2 Definitions 14
APPENDIX 10: KNITTING OF TUBULAR TUCK FABRIC 15 APPENDIX 10.1: CONSTRUCTION OF TUBULAR TUCK (DOUBLE FACE) FABRIC 16 APPENDIX 20: DEFECTS 17 APPENDIX 30 18
ISSUE: 3 05181-100-023
5 OF 18

FOREWORD
This specification sets forth the materials required for, and the construction, properties, performance and
acceptance requirements of a knitted tubular tuck (double face) fabric that will be used to manufacture
thermal underwear for the SANDF.
The specification is arranged in 5 sections and three Appendices. Section 1 states the scope of the
specification. Section 2 lists the applicable documents. Section 3 details the requirements for the product,
the materials, the method of manufacture and standards of workmanship. Section 4 details the qualification
procedures, the quality assurance provisions, test methods and acceptance inspection procedures.
Section 5 contains definitions and notes on special requirements and documentation.
ISSUE: 3 05181-100-023
6 OF 18
1. SCOPE
This specification covers the materials, construction, properties, testing and acceptance
requirements of a knitted tubular tuck (double face) fabric. This fabric is to be used for the
manufacture of thermal underwear for the SA Army.
2. APPLICABLE DOCUMENTS
The following documents contain provisions that, through reference in this text, constitute
provisions of this specification. All documents are subject to revision and, since any reference
to a document is deemed to be a reference to the latest edition of that document, parties to
agreements based on this specification are encouraged to take steps to ensure the use of the
most recent editions of the documents indicated below. Information on currently valid national,
international and CKS documents may be obtained from Standards South Africa and on RSA-
MIL-SPECs from the Bureau for RSA Military Standards (BRMS).
2.1 Government Documents
This section is not applicable to this specification.
2.2 Armscor Documents
This section is not applicable to this specification.
2.3 National and International Documents
2.3.1 Specifications
SANS 10004, Terms and definitions for textiles and textile merchandise
SANS 10076-4, The assessment of defects in textile piece-goods and made-up articles - Part
4: Defects in knitted piece-goods
SANS 10011, Care-labelling of textiles and clothing
SANS 10153-1, The labelling and marking of textiles - Part 1: Direct markings on piece goods
SANS 10153-2, The labelling and marking of textiles - Part 2: Labelling of piece-goods and
marking of bulk containers
2.3.2 Test methods
SANS 70, Conditioning of textiles and standard temperature atmosphere for determining their
physical and mechanical properties
SANS 5275, Wales and courses per unit length in knitted textile fabrics
SANS 5385 (SABS SM 385), Mass per unit area of conditioned knitted textiles
ISSUE: 3 05181-100-023
7 OF 18
SANS 105 - B02/ISO 105 - B02, Colour fastness of textiles to artificial light: (xenon lamp
method)
SANS 105 - C03/ISO 105 - C03, Colour fastness of textiles to washing: Test 3
SANS 105 - E04/ISO 105 - E04, Colour fastness of textiles to perspiration (histidine method)
SANS 960 (SABS SM 960), Dimensional changes of textile fabrics during washing
SANS 6103 (SABS SM 1103), Linear density of yams in weft knitted fabrics
SANS 6104 (SABS SM 1104), Stitch length of weft-knitted fabrics
2.3.3 Other documents
This section is not applicable to this specification.
3. REQUIREMENTS
3.1 Product definition
A thermal-wear fabric is a double face fabric knitted in a tubular tuck structure. It is
manufactured from polyester and cotton yarns in such a manner that it comprises two different
faces, namely a polyester face and a cotton face. The fabric is produced from 100% spun
polyester and 100% combed cotton yams. The fabric has to be bleached, dyed, finished and
heat set in a specific manner so that it exhibits the required properties, including a high comfort
rating. The fabric is made up into thermal t-shirts or long Johns with the polyester face on the
inside of the garment (facing the skin).
3.1.1 Major components list
Major components used in the manufacture of the thermal-wear are listed below:
(a) 100% spun polyester yarn; and
(b) combed 100% cotton yam.
3.1.2 Interfaces
All interfaces are addressed under the requirements of the specification.
3.1.3 Identification and marking
3.1.3.1 Thermal-wear fabric
Each roll of fabric shall be labelled and marked according to SANS 10153, Parts 1 and 2.
ISSUE: 3 05181-100-023
8 OF 18
3.1.3.2 Care-labelling
The maximum maintenance procedure (care instructions) applicable to the fabric shall be
according to SANS 10011. (See details in paragraph 3.2.3)
3.1.4 Client furnished equipment or material
This sub-clause is not applicable to this specification.
3.2 Characteristics
3.2.1 Performance characteristics
The thermal-wear fabric is intended to be used for thermal t-shirts and long Johns and shall
give satisfactory wear for a period of twelve months. It is a critical requirement that the cotton
face should be on the outside of the garments, and the polyester face on the inside (facing the
skin).
3.2.2 Physical characteristics
3.2.2.1 Fabric width:
3.2.2.2 Storage requirements:
Temperature range:
Humidity:
3.2.2.3 Transport requirements:
3.2.3.4 Durability factors:
3.2.2.5 Health and safety criteria:
The minimum width between cut lines; edges or stenter
pinholes shall be 130cm.
Dry storage for a period not exceeding 15 months.
-10°Cto50°C
Maximum 50% relative humidity.
Minimum 25% relative humidity.
The fabric shall be able to be transported by road, rail or air.
Dependant on wear conditions -1 year normal wear.
No obnoxious or toxic gasses should be released and the fabric
must not cause allergic (skin) reactions.
3.2.3 Maintainability
Garments made from the thermal-wear fabric shall withstand daily cleaning as follows:
(a) Laundering using water and soap or mild detergent at a temperature not exceeding
60°C.
(b) Use only recommended softening agents.
(c) Drip dry or iron at a temperature not exceeding 150°C (warm iron ••).
ISSUE: 3 05181-100-023
9 OF 18
3.2.4 Design and construction
3.2.4.1 Design
The required design detail is specified in Table 1. and Figure 1.
3.2.4.2 Materials
(a) Knitted fabric
The tubular tuck fabric shall be knitted from 100% spun polyester and 100% combed
cotton yarns. The knitted fabric shall be scoured, bleached (full bleach), dyed,
finished (softened) and heat set. When tested in accordance with the relevant test
methods given in 4.2.2, the final product shall comply with the requirements given in
Table 1.
(b) Colour
The colour of the fabric (both the cotton and the polyester face) shall be an acceptable
match, in terms of SANS 10076-4, to colour No. CKS 129:87c "Pine Green" (thermal
wear) of CKS 129 "Colour for textiles", unless otherwise permitted by the SA Army.
(c) Colour match1'
The colour of the fabric (both the cotton and polyester faces) shall comply with the
following:
1) Colour difference has been defined by reference to the International Geometric
Grey Scale for the assessment of change in colour. It is accepted that this is
not a perfect method. The SABS uses a readily available colour difference
meter and will, on request, give the values that are used when that instrument is
being used.
It would be preferable to carry out inter-laboratory tests to obtain a correlation between
the results given by the different instruments in use.
1. Any difference between the colour of a piece or sample from a piece and that of
the specified colour must not exceed the difference represented by grade 3-4 of
the International Geometric Grey Scale for the assessment of colour;
2. Any difference between the colours of any two pieces of fabric supplied against
the same contract by the same manufacturer shall also not exceed the
difference represented by grade 4 of the International Geometric Grey Scale;
and
3. The maximum difference between the colours of different parts of one piece of
fabric shall not exceed the difference represented by grade 4-5 of the
International Geometric Grey Scale.
ISSUE: 3 05181-100-023
10 OF 18
3.2.4.3 Construction
(a) Fabric structure
The fabric shall be of a tubular tuck (double face) construction, as shown in Appendix
10.1 Figure 1.
(b) Knitting details
The fabric shall be knitted on an 18 or 20 gg circular knitting machine. Typical
conditions pertaining to an 18 gg knitting machine are given in Table 1 in Appendix 10.
(c) Finishing
The knitted fabric shall be scoured, bleached (full bleach), dyed, finished (softened)
and heat set to comply with the requirements given in Table 1. (See 3.2.4.2(a)).
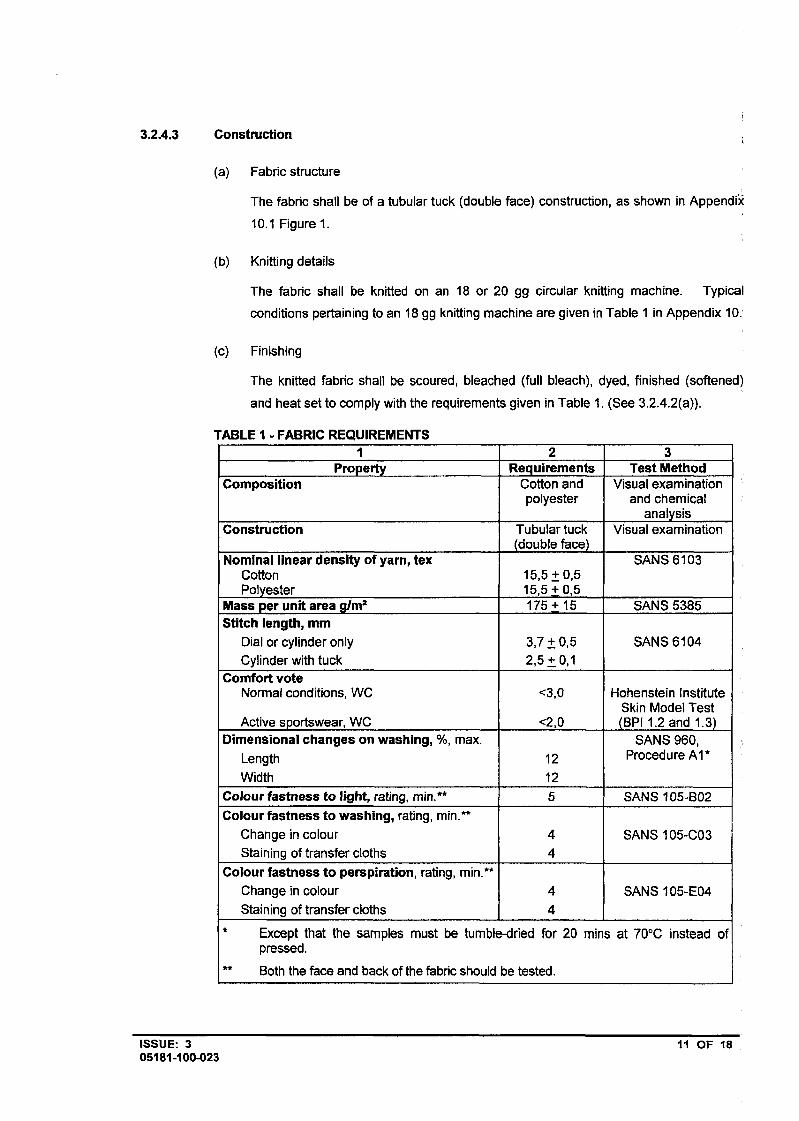
TABLE 1 - FABRIC REQUIREMENTS 1 2 3
Property Requirements Test Method Composition Cotton and
polyester Visual examination
and chemical analysis
Construction Tubular tuck (double face)
Visual examination
Nominal linear density of yarn, tex Cotton Polyester
15,5 + 0,5 15,5 + 0,5
SANS 6103
Mass per unit area g/m2 175 + 15 SANS 5385 Stitch length, mm
Dial or cylinder only Cylinder with tuck
3,7 + 0,5 2,5 + 0,1
SANS 6104
Comfort vote Normal conditions, WC
Active sportswear, WC
<3,0
<2,0
Hohenstein Institute Skin Model Test (BPI1.2and 1.3)
Dimensional changes on washing, %, max. Length Width
12 12
SANS 960, Procedure A1*
Colour fastness to light, rating, min.** 5 SANS 105-B02 Colour fastness to washing, rating, min.**
Change in colour Staining of transfer cloths
4 4
SANS 105-C03
Colour fastness to perspiration, rating, min.** Change in colour Staining of transfer cloths
4 4
SANS 105-E04
* Except that the samples must be tumble-dried for 20 mins at 70°C instead of pressed.
** Both the face and back of the fabric should be tested.
ISSUE: 3 05181-100-023
11 OF 18
3.2.4.4 Special requirements
This sub-clause is not applicable to this specification.
3.2.4.5 Standards of manufacture
The fabrics and finish shall be of a standard at least equal to that of the standard samples (see
3.2.4.7).
3.2.4.6 Workmanship
The thermal-wear fabric shall have been made in accordance with sound manufacturing
practice and shall be of acceptably uniform make, width, colours and finish and shall be least
equal in quality, handle and appearance to the corresponding sealed pre-production sample
held by the Procurement Authority.
The permissible number of defects shall be based on the following LAQ:
For pieces: 10
For a lot: 8
All defects shall be strung. 20 cm shall be deducted for each strung defect and in the case of a
continuous strung defect the length of the measured defect along the length of the fabric shall
be deducted.
3.2.4.7 Standard sample
This sub-clause is not applicable to this specification.
4. QUALITY ASSURANCE PROVISIONS
4.1 Classification of defects
Any defect or combination of defects or deviations from the specification that render the fabric
unacceptable, or are such that the fabric cannot be issued. Defects such as listed in, but not
limited to, Appendix 20.
4.2 Test methods
Examine and measure each piece in the thermal-wear fabric sample for compliance with all the
requirements of Section 3 for which tests to assess compliance are given in 4.2.2 to 4.2.10.
4.2.1 Conditioning of test specimens and test conditions
Prepare and condition the test specimens in accordance with SANS 70 and conduct the
physical tests in this conditioned atmosphere without removing the specimens from the
conditioned atmosphere.
ISSUE: 3 05181-100-023
12 OF 18

4.2.2 Composition
Use visual examination and chemical analysis.
4.2.3 Construction
Use visual examination.
4.2.4 Yarn linear density
Use SANS 6103.
4.2.5 Mass per unit area
Use SANS 5385.
4.2.6 Stitch length
Use SANS 6104.
4.2.7 Comfort
Use Hohenstein Institute Skin Model Test. (BPI 1.2 and 1.3, with the polyester side facing the
skin).
4.2.8 Dimensional changes on washing
Use SANS 960, Procedure A1, but tumble-dry samples for 20 minutes at 70°C instead of
pressing.
4.2.9 Colour fastness to light
Use SANS 105-B02.
4.2.10 Colour fastness to washing
Use SANS 105-C03.
4.2.11 Colour fastness to perspiration
Use SANS 105-E04.
5. NOTES
5.1 General
Requirements with regard to Comfort Vote as specified in Table 1 and the related Hohenstein
Institute Skin Model Test specified in paragraph 4.2.7 is only applicable for research and
ISSUE: 3 05181-100-023
13 OF 18

development purposes. Testing of the Comfort Vote will not be done during production of the
thermal underwear fabric and is listed in this specification for reference purposes only.
5.2 Definitions
For the purposes of this specification, the following definitions apply in addition to SANS
10004.
Acceptable: An item that complies with the specifications and any requirements as reviewed
by the contracting party or duly appointed SA Army representative.
Batch: A quantity of thermal-wear fabric manufactured at one time covered by one work ticket
and recorded on the product for traceability.
Lot: A consignment of finished thermal-wear fabric presented for inspection at one time,
intended for despatch to one destination.
ISSUE: 3 05181-100-023
14 OF 18
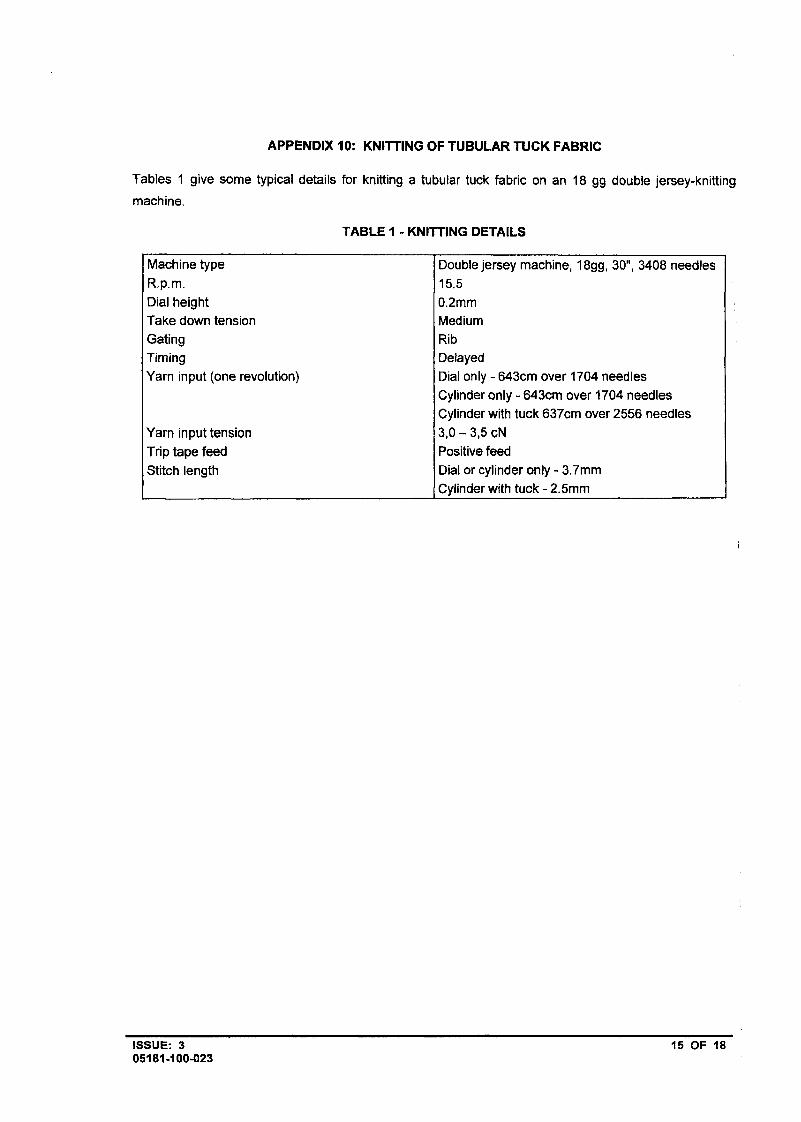
APPENDIX 10: KNITTING OF TUBULAR TUCK FABRIC
Tables 1 give some typical details for knitting a tubular tuck fabric on an 18 gg double jersey-knitting
machine.
TABLE 1 - KNITTING DETAILS
Machine type Double jersey machine, 18gg, 30", 3408 needles R.p.m. 15.5 Dial height 0.2mm Take down tension Medium Gating Rib Timing Delayed Yarn input (one revolution) Dial only - 643cm over 1704 needles
Cylinder only - 643cm over 1704 needles Cylinder with tuck 637cm over 2556 needles
Yarn input tension 3,0-3,5 cN Trip tape feed Positive feed
Stitch length Dial or cylinder only - 3.7mm Cylinder with tuck - 2.5mm
ISSUE: 3 05181-100-023
15 OF 18
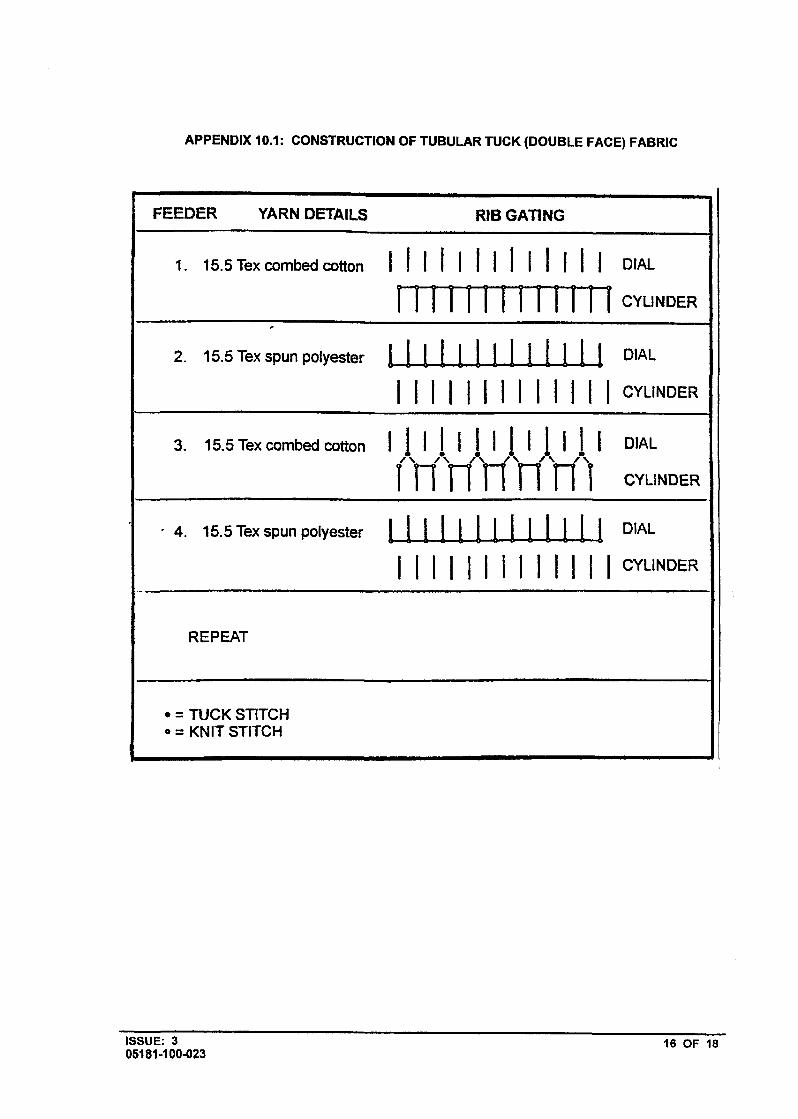
APPENDIX 10.1: CONSTRUCTION OF TUBULAR TUCK (DOUBLE FACE) FABRIC
FEEDER YARN DETAILS RIB GATING
1. 15.5 Tex combed cotton I I I I I I I I I I I I I DIAL
rTTTTTTrrrm 0™** 2. 15.5 Tex spun polyester | | | | | | I | | | | | | DIAL
I I I I I I I I I I I I I CYLINDER
3. 15.5 Tex combed cotton I \ I I I I I j I I I I I DIAL
f T t V f Y T Y T m SUNDER • 4. 15.5 Tex spun polyester I [ ) I I I I I I I I I I DIAL
| | | | | | | | | | | | | CYLINDER
REPEAT
• = TUCK STITCH • = KNIT STITCH
ISSUE: 3 05181-100-023
16 OF 18
APPENDIX 20: DEFECTS
Defects include but are not limited to those listed below:
20.1 Isolated defects (slub, knot, foreign body, wrong yam).
20.2 Fabric ruptures (cut, hole).
20.3 Structural ruptures (pin hole).
20.4 Stains and discolorations (uneven dyeing, shading, dye stain, oil mark).
20.5 Selvedge defects (deep pinning).
20.6 Surface defects (crease, abrasion mark, crack mark).
20.7 Variations in the direction of the courses (bowing).
20.8 Overall appearance defects (moire).
20.9 Defects peculiar to weft knitting (barre, press off, needle line, ladder, dropped stitch).
ISSUE: 3 05181-100-023
17 OF 18
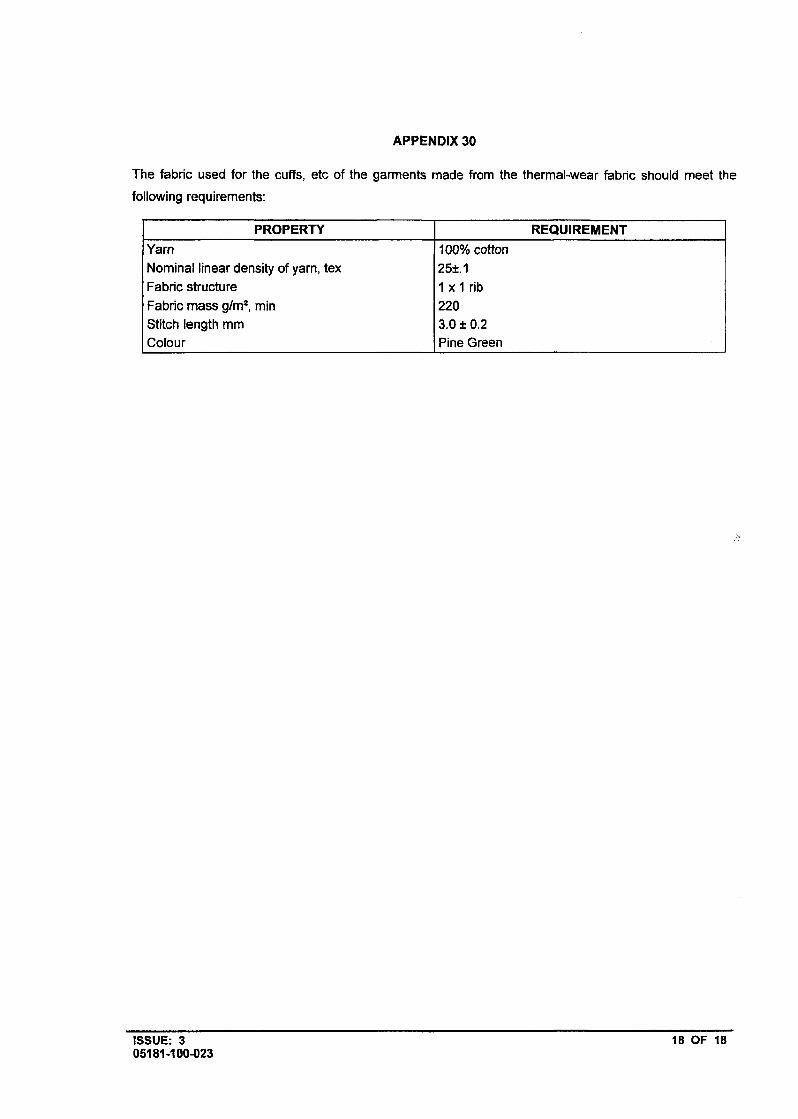
APPENDIX 30
The fabric used for the cuffs, etc of the garments made from the thermal-wear fabric should meet the
following requirements:
PROPERTY REQUIREMENT Yarn 100% cotton Nominal linear density of yarn, tex 25±.1 Fabric structure 1 x 1 rib Fabric mass g/m2, min 220 Stitch length mm 3.0 ±0.2 Colour Pine Green
ISSUE: 3 05181-100-023
18 OF 18