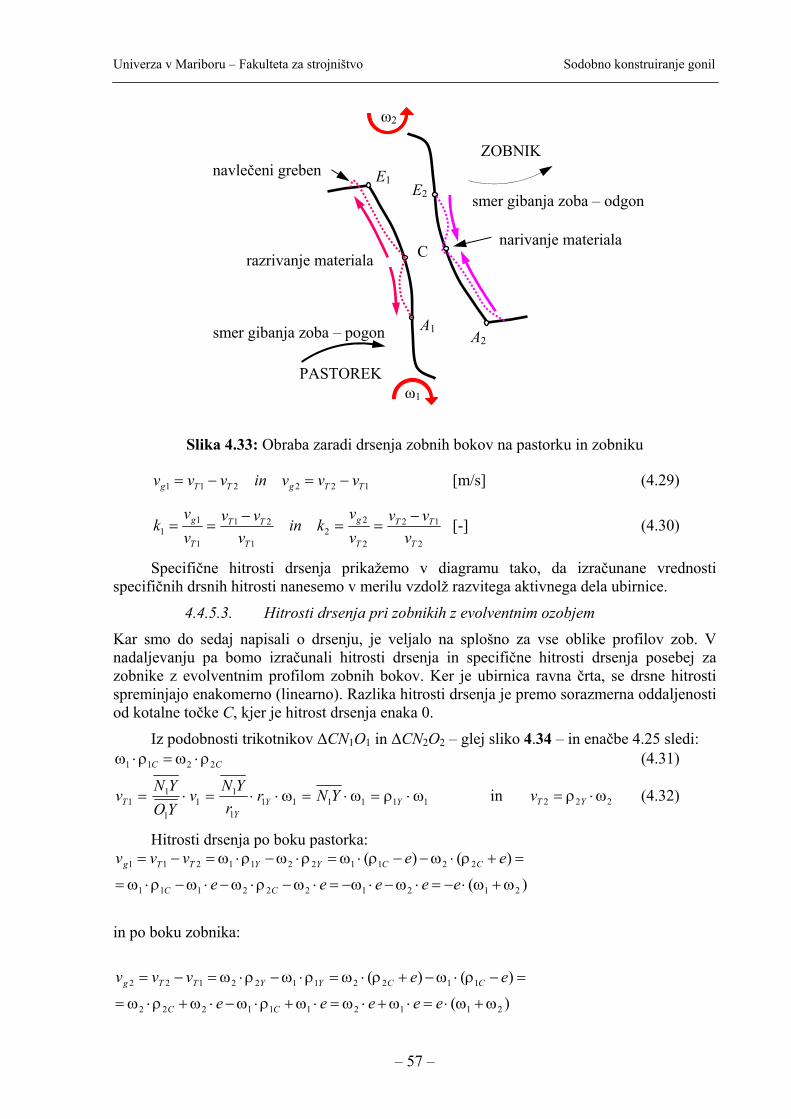
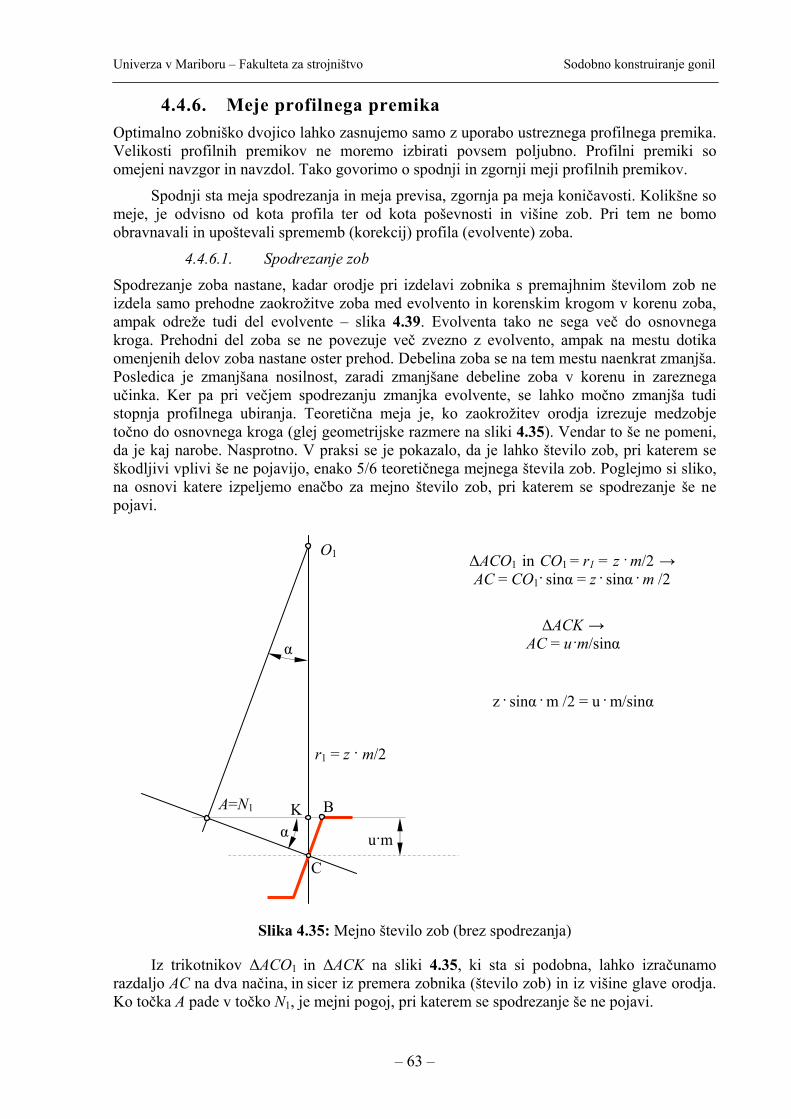
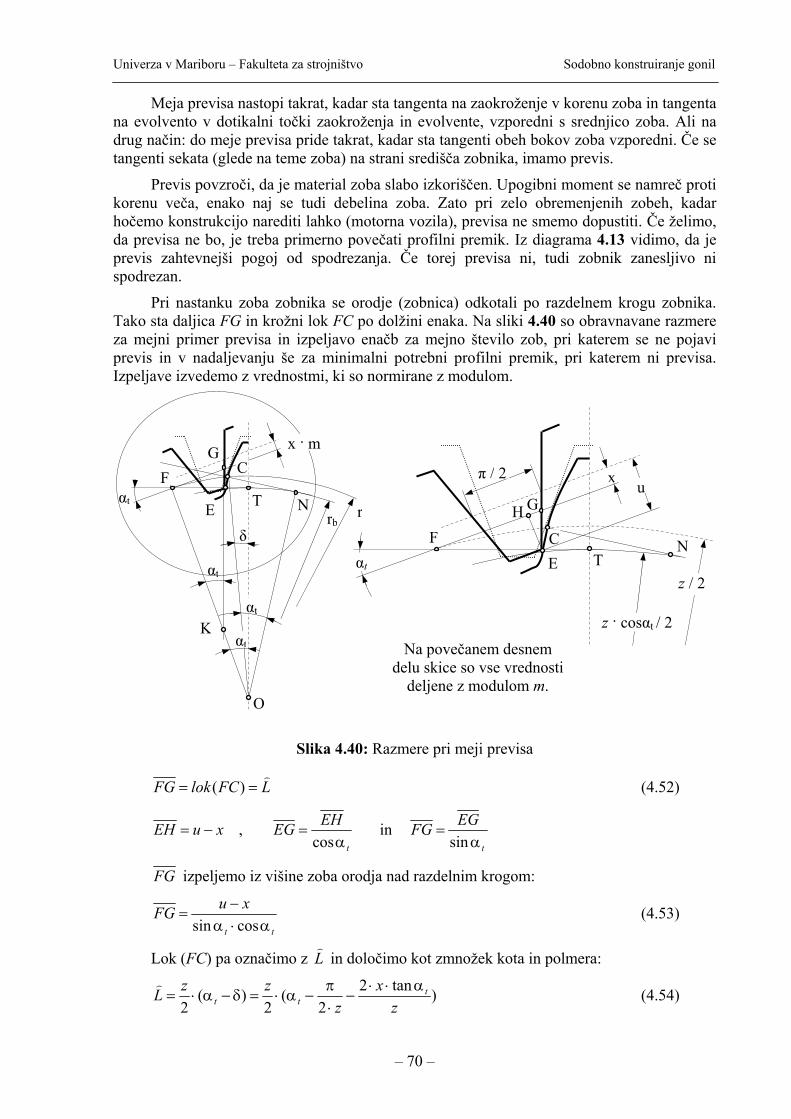
sodobno konstruiranje gonil · 2018. 8. 24. · razvijali. nov zagon se je začel v renesansi. Še...
TRANSCRIPT

Univerza v Mariboru Fakulteta za strojništvo
Magistrsko delo
SODOBNO KONSTRUIRANJE GONIL
marec 2009 Frančišek TAŠNER
Franči
šek
TA
ŠNE
R
Mag
istr
sko
delo
2
009
Magistrsko delo
SODOBNO KONSTRUIRANJE GONIL
marec 2009 Avtor Frančišek TAŠNER
Mentor red prof dr Jože FLAŠKER
Somentor doc dr Stanislav PEHAN
CIP ndash kataložni zapis o publikaciji
Univerzitetna knjižnica Maribor Delo Magistrsko delo Avtor Frančišek TAŠNER univ dipl inž str Naslov Sodobno konstruiranje gonil Ključne besede prenosniki moči zobniki konstruiranje UDK 621822 Tekst in slike Frančišek TAŠNER Lektorica Nataša BELŠAK univ dipl ling Vezava Tiskarna tehniških fakultet Naklada 5 izvodov Leto izdaje 2009
ndash I ndash
I Z J A V A
Podpisani Frančišek TAŠNER izjavljam da bull je bilo predloženo magistrsko delo opravljeno samostojno pod mentorstvom
red prof dr Jožeta FLAŠKERJA in somentorstvom doc dr Stanislava PEHANA
bull predloženo delo v celoti ali v delih ni bilo predloženo za pridobitev kakršnekoli izobrazbe na drugi fakulteti ali univerzi
bull soglašam z javno dostopnostjo dela v Knjižnici tehniških fakultet Univerze v Mariboru
Maribor 1732009 Podpis
ndash II ndash
ZAHVALA Zahvaljujem se mentorju red prof dr Jožetu Flaškeru za osnovne smernice pri delu ter za vso pomoč in potrpežljivost
Somentorju docdr Stanislavu Pehanu gre zahvala da je pričujoče delo urejeno bolj smiselno Hvala za čas in trud ki sta s prijazno besedo in strokovnostjo odločilno vplivala na končanje tega dela
Iz srca sem Vama hvaležen ker brez vajinih nasvetov in vzpodbud naloge verjetno ne bi zaključil
Posebno sem hvaležen ženi Lidiji sinu Tadeju in hčeri Tanji za moralno pa tudi neposredno pomoč med študijem in pri izdelavi naloge Njim tudi posvečam to delo z željo da bi znali svoje sposobnosti in znanje čim uspešneje predstavljati
Hvaležen sem vsem sodelavcem na Fakulteti za strojništvo ki so me na kakršen koli način vzpodbujali in mi pomagali
Zahvaljujem se bivšim sodelavcem v TAM in Strojni s katerimi sem imel priložnost sodelovati in od katerih sem se mnogo naučil
Iskrena hvala lektorici Belšak Nataši univ dipl ling ki je poskrbela za lepši jezik
avtor
ndash III ndash
SODOBNO KONSTRUIRANJE GONIL
Ključne besede prenosniki moči zobniki konstruiranje
UDK 621822
POVZETEK
V delu je obravnavan razvoj družine zobniških gonil zobniško-polžnih in zobniških gonil z vzporednimi osmi po velikosti in vrsti s poudarkom na modulni gradnji in zmanjšanju števila komponent od zahtevnika do izdelave tehnološke dokumentacije Poudarek je na iskanju optimalnega medosja in na optimiranju nosilnosti zobniških parov Natančno so obdelani drsne hitrosti in kotalni tlaki Prikazani so primer določitve števila prestavnih razmerij ter stopnjevanje in določitev števila različnih zobniških parov
Pri optimiranju in izračunih drsnih lastnosti in koeficientov profilnih premikov so bile uporabljene analitične metode Enak pristop je bil uporabljen tudi pri določanju prestavnih razmerij Pri izračunih se poleg tega prepletajo še metode konstruiranja in dolgoletne izkušnje pri snovanju projektiranju in konstruiranju v tej nalogi obravnavanih gonil ter drugih vrst industrijskih (družina planetnih gonil regulacijska gonila) namenskih in unikatnih gonil Ključne besede prenosniki moči zobniki konstruiranje
ndash IV ndash
MODERN DESIGN OF GEARS
Key words power transmission gears design
UDK 621822
ABSTRACT
The development of a family of helical gear units worm gear units and flat gear units by size and type is dealt with from request specification to technological documentation with the focus on modular design and reduction of the number of components Search for the optimal center distance and optimization of the load capacity of gear pairs are primarily dealt with
Gliding speeds and rolling pressures are presented in detail An example of defining the number of gear ratios and gradation and determination of the number of various gear pairs are presented
Analytical methods have been used for optimization and calculation of antifriction properties and coefficients of profile displacement The same approach has been applied to define gear ratios Additionally for calculations it is crucial to use relevant design methods and to have ample experience in preparing concepts projects and designs of gear units dealt with in this work and of other types of industrial (a family of planet gear units regulation gear units) special and unique gear units
ndash V ndash
KAZALO
1 Uvod 1
2 Lastnosti gonil 4
21 Industrijska gonila 5
22 Namenska gonila 6
23 Unikatna gonila 8
24 Meje med industrijskimi namenskimi in unikatnimi gonili 9
3 Razvoj gonil 11
31 Razvojne poti za nastanek novega gonila 11
4 Razvoj družine gonil 14
41 Koncipiranje gonil 14
42 Modulna gradnja 18
43 Gradnja v velikostnem redu 26
44 Vrtilni moment na izstopni gredi 32
45 Kvaliteta in dovoljeni odstopki (tolerance) 75
46 Število različnih zobnikov 76
47 Cena gonil 81
5 Zaključek 85
6 Viri 87
7 Kazala 88
8 Življenjepis 91
9 Bibliografija 92
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
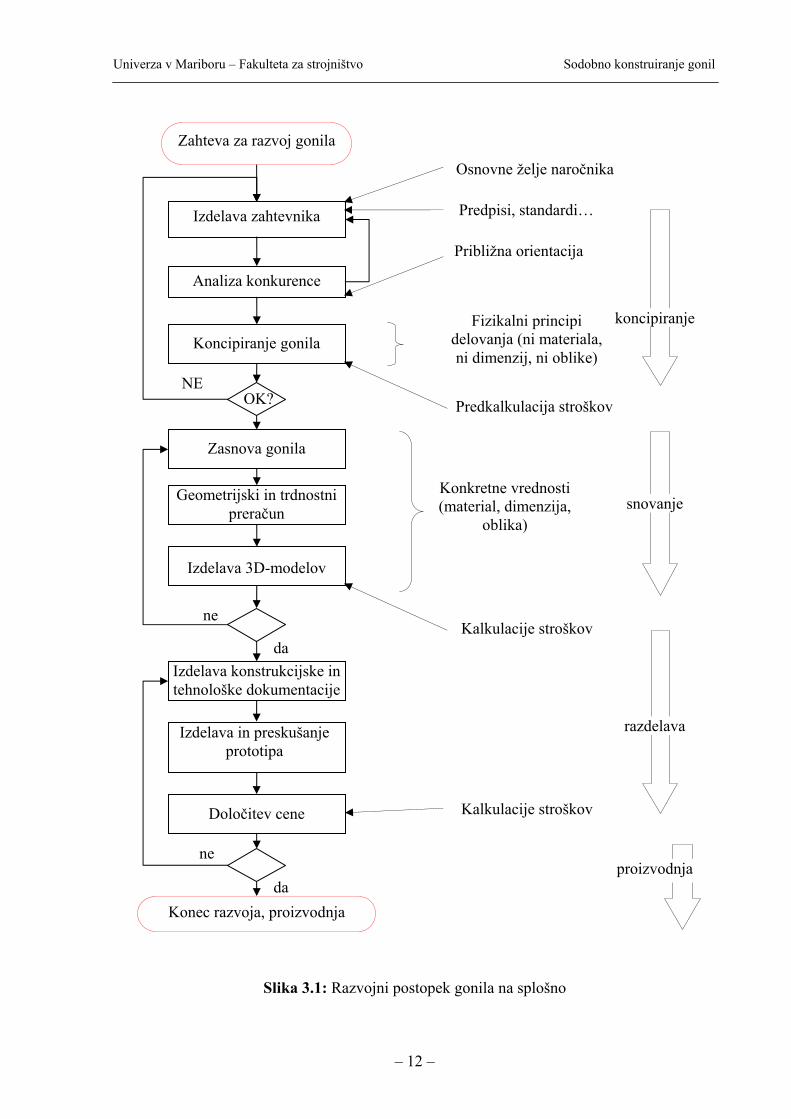
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
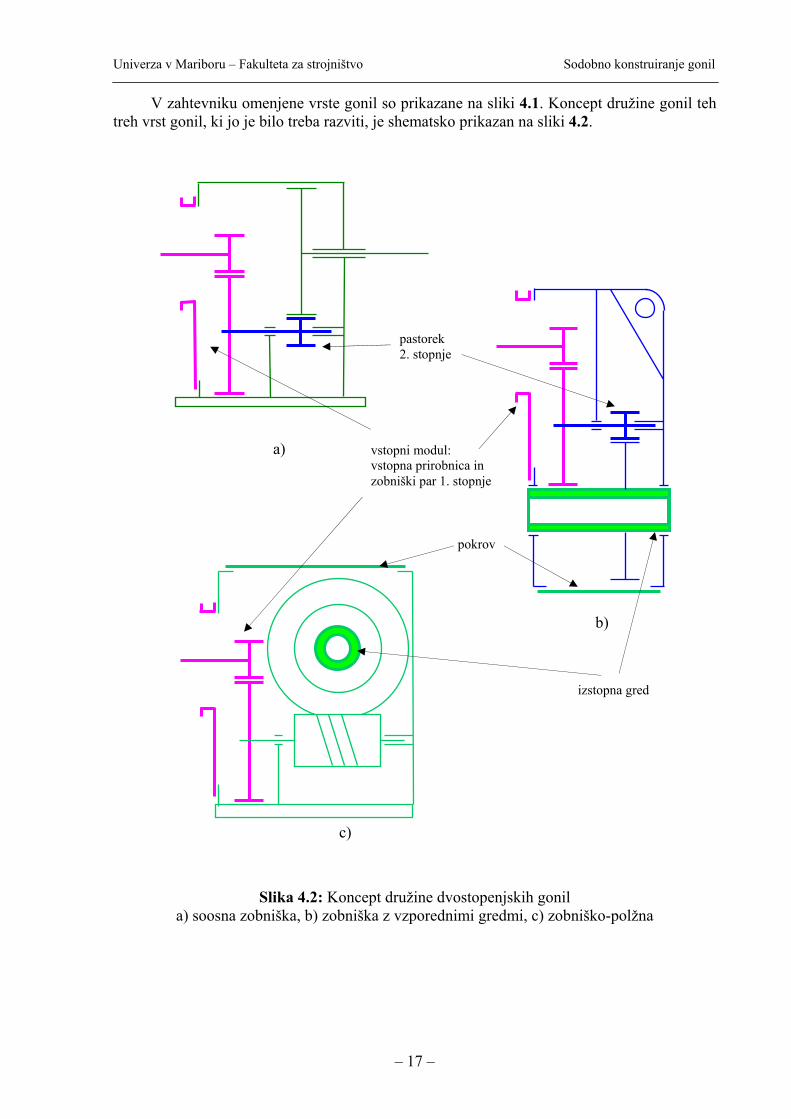
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
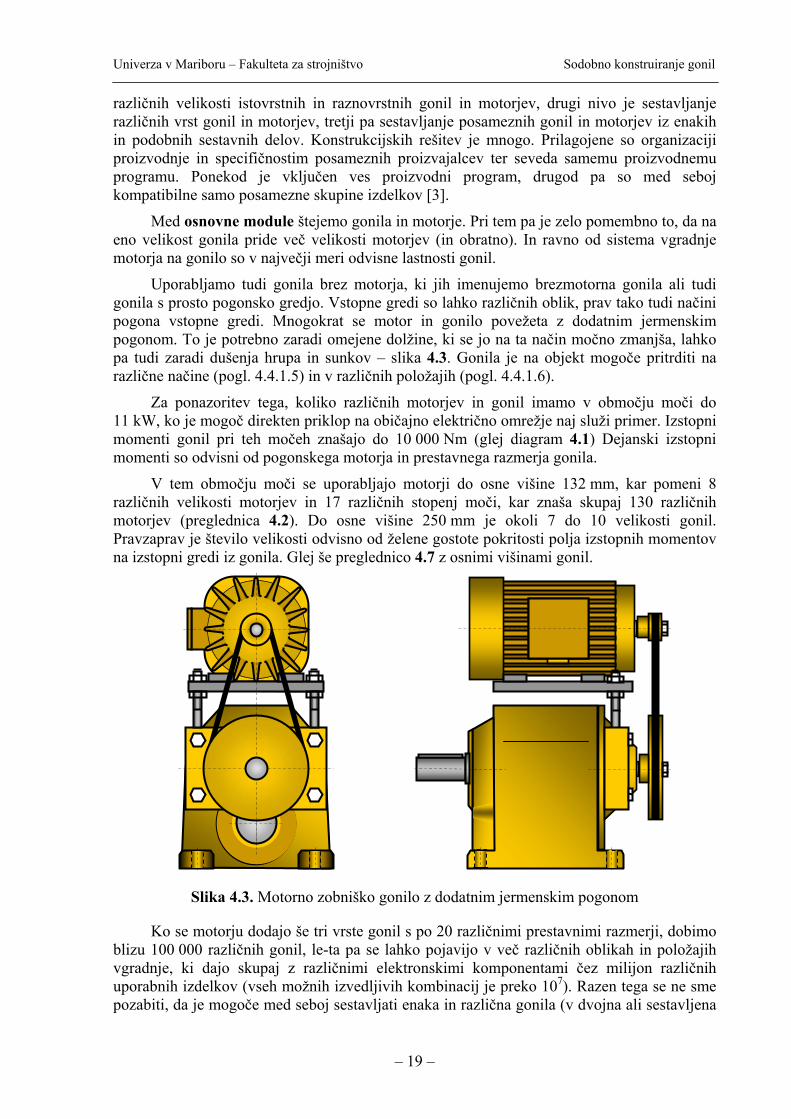
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
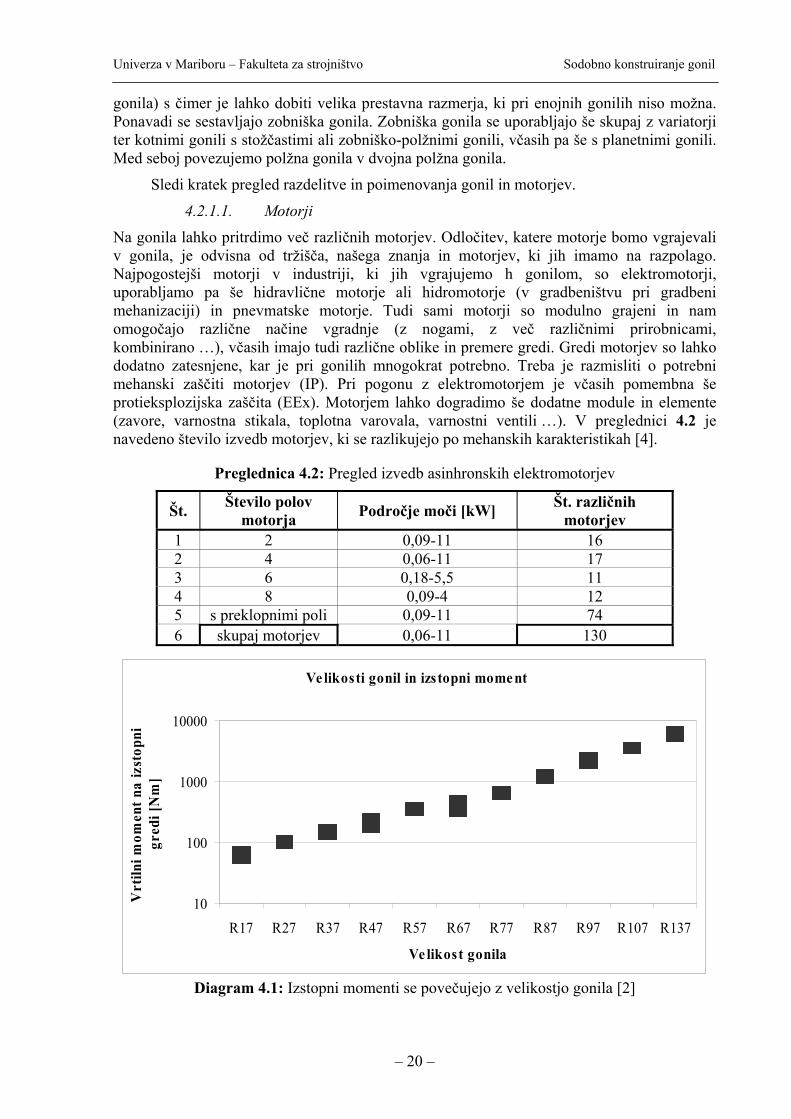
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
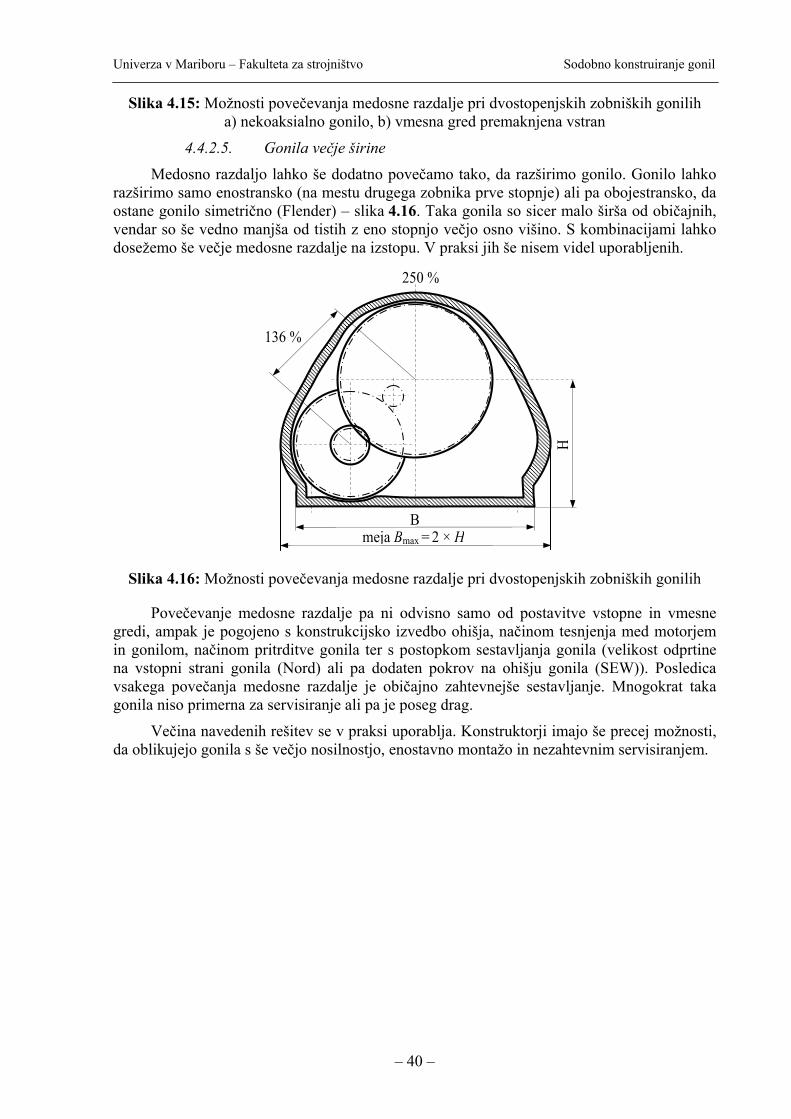
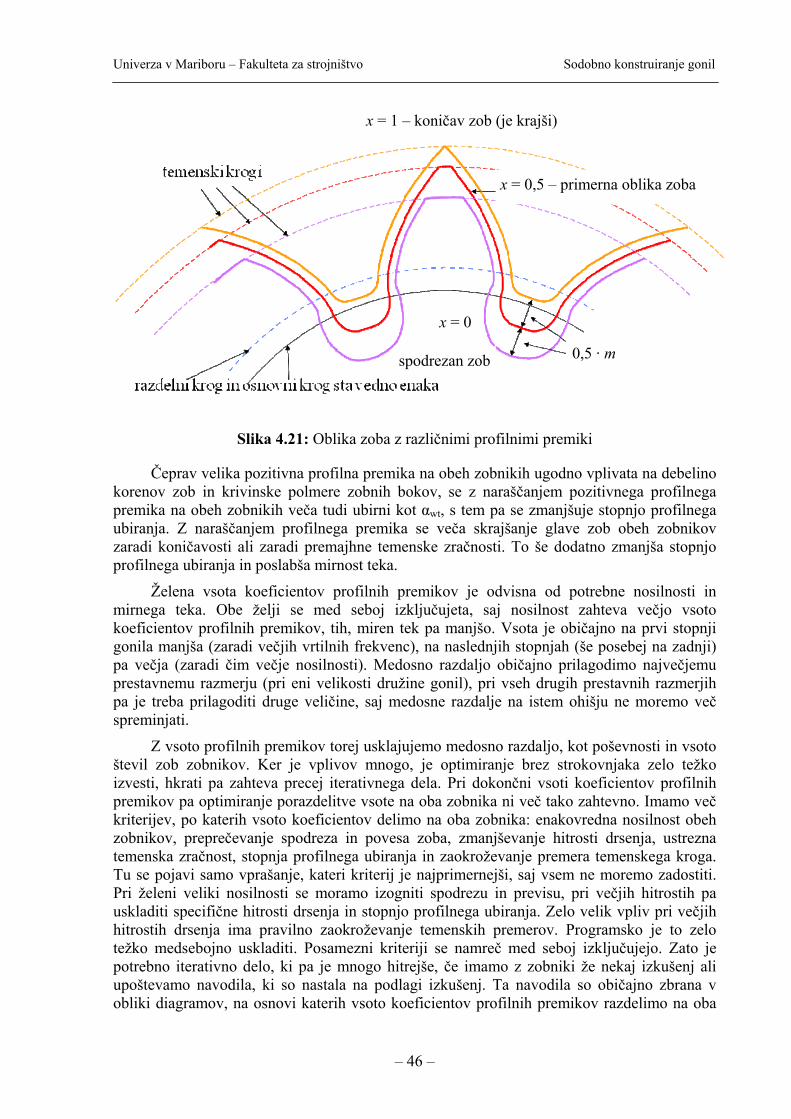
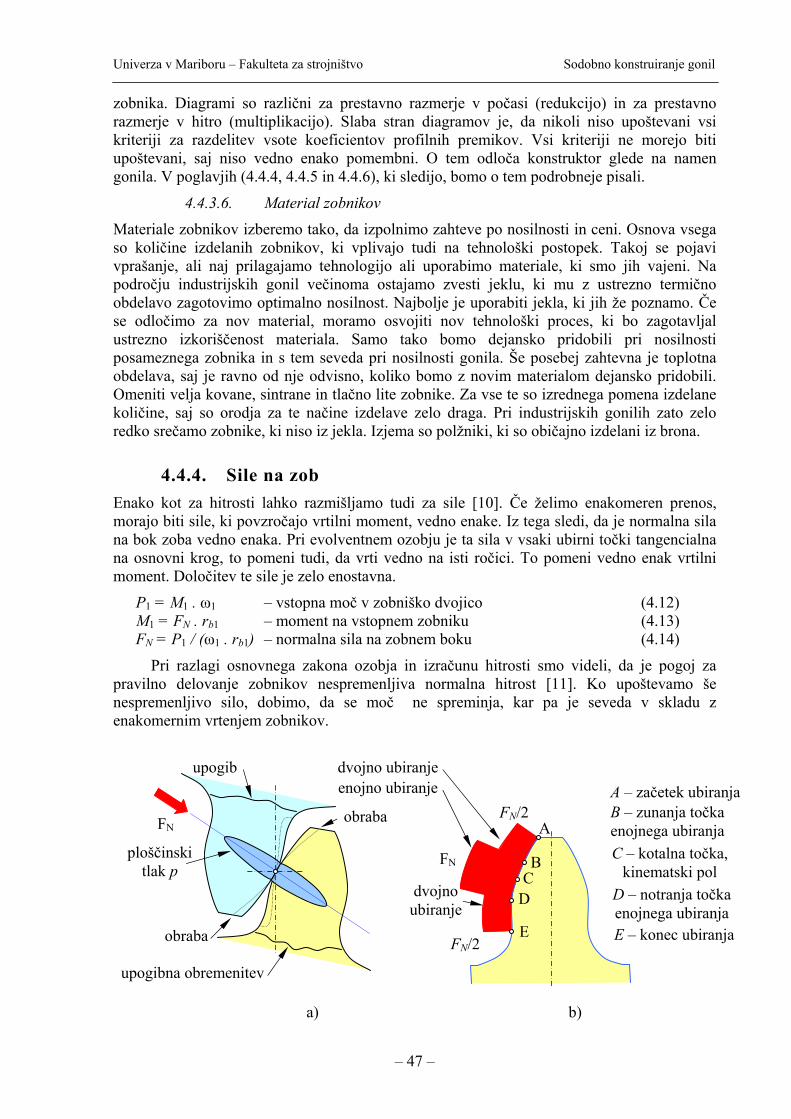
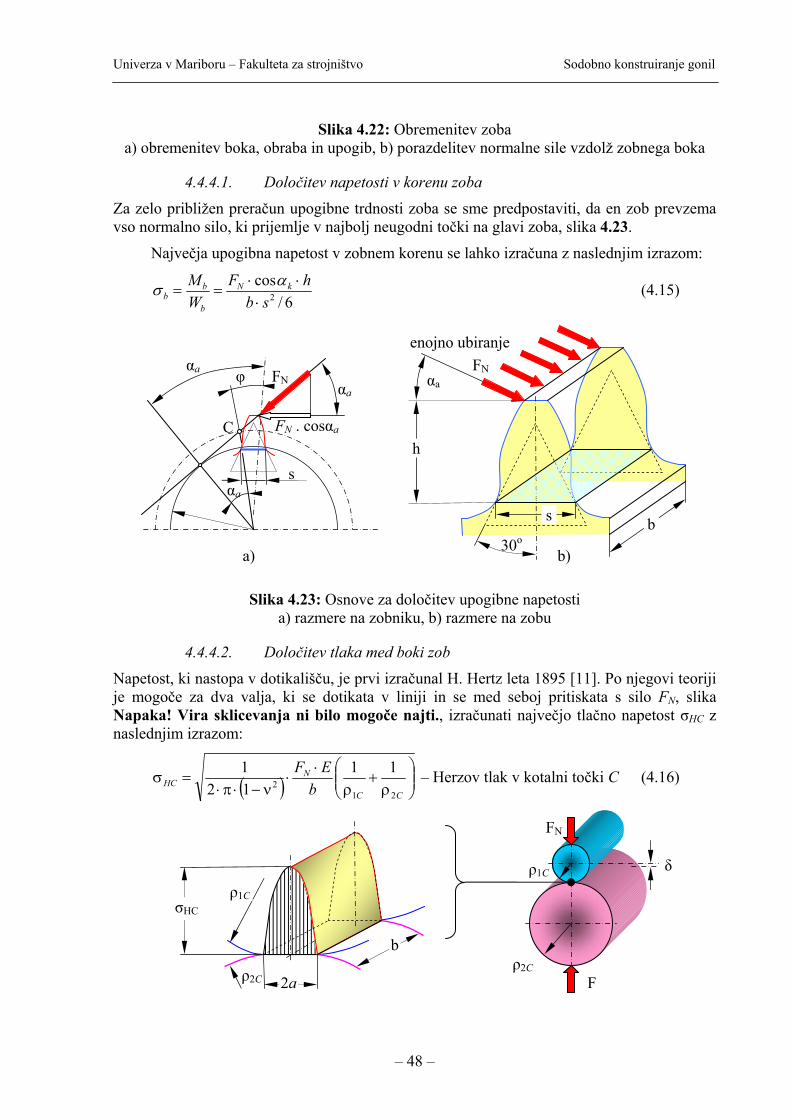
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]

Magistrsko delo
SODOBNO KONSTRUIRANJE GONIL
marec 2009 Avtor Frančišek TAŠNER
Mentor red prof dr Jože FLAŠKER
Somentor doc dr Stanislav PEHAN
CIP ndash kataložni zapis o publikaciji
Univerzitetna knjižnica Maribor Delo Magistrsko delo Avtor Frančišek TAŠNER univ dipl inž str Naslov Sodobno konstruiranje gonil Ključne besede prenosniki moči zobniki konstruiranje UDK 621822 Tekst in slike Frančišek TAŠNER Lektorica Nataša BELŠAK univ dipl ling Vezava Tiskarna tehniških fakultet Naklada 5 izvodov Leto izdaje 2009
ndash I ndash
I Z J A V A
Podpisani Frančišek TAŠNER izjavljam da bull je bilo predloženo magistrsko delo opravljeno samostojno pod mentorstvom
red prof dr Jožeta FLAŠKERJA in somentorstvom doc dr Stanislava PEHANA
bull predloženo delo v celoti ali v delih ni bilo predloženo za pridobitev kakršnekoli izobrazbe na drugi fakulteti ali univerzi
bull soglašam z javno dostopnostjo dela v Knjižnici tehniških fakultet Univerze v Mariboru
Maribor 1732009 Podpis
ndash II ndash
ZAHVALA Zahvaljujem se mentorju red prof dr Jožetu Flaškeru za osnovne smernice pri delu ter za vso pomoč in potrpežljivost
Somentorju docdr Stanislavu Pehanu gre zahvala da je pričujoče delo urejeno bolj smiselno Hvala za čas in trud ki sta s prijazno besedo in strokovnostjo odločilno vplivala na končanje tega dela
Iz srca sem Vama hvaležen ker brez vajinih nasvetov in vzpodbud naloge verjetno ne bi zaključil
Posebno sem hvaležen ženi Lidiji sinu Tadeju in hčeri Tanji za moralno pa tudi neposredno pomoč med študijem in pri izdelavi naloge Njim tudi posvečam to delo z željo da bi znali svoje sposobnosti in znanje čim uspešneje predstavljati
Hvaležen sem vsem sodelavcem na Fakulteti za strojništvo ki so me na kakršen koli način vzpodbujali in mi pomagali
Zahvaljujem se bivšim sodelavcem v TAM in Strojni s katerimi sem imel priložnost sodelovati in od katerih sem se mnogo naučil
Iskrena hvala lektorici Belšak Nataši univ dipl ling ki je poskrbela za lepši jezik
avtor
ndash III ndash
SODOBNO KONSTRUIRANJE GONIL
Ključne besede prenosniki moči zobniki konstruiranje
UDK 621822
POVZETEK
V delu je obravnavan razvoj družine zobniških gonil zobniško-polžnih in zobniških gonil z vzporednimi osmi po velikosti in vrsti s poudarkom na modulni gradnji in zmanjšanju števila komponent od zahtevnika do izdelave tehnološke dokumentacije Poudarek je na iskanju optimalnega medosja in na optimiranju nosilnosti zobniških parov Natančno so obdelani drsne hitrosti in kotalni tlaki Prikazani so primer določitve števila prestavnih razmerij ter stopnjevanje in določitev števila različnih zobniških parov
Pri optimiranju in izračunih drsnih lastnosti in koeficientov profilnih premikov so bile uporabljene analitične metode Enak pristop je bil uporabljen tudi pri določanju prestavnih razmerij Pri izračunih se poleg tega prepletajo še metode konstruiranja in dolgoletne izkušnje pri snovanju projektiranju in konstruiranju v tej nalogi obravnavanih gonil ter drugih vrst industrijskih (družina planetnih gonil regulacijska gonila) namenskih in unikatnih gonil Ključne besede prenosniki moči zobniki konstruiranje
ndash IV ndash
MODERN DESIGN OF GEARS
Key words power transmission gears design
UDK 621822
ABSTRACT
The development of a family of helical gear units worm gear units and flat gear units by size and type is dealt with from request specification to technological documentation with the focus on modular design and reduction of the number of components Search for the optimal center distance and optimization of the load capacity of gear pairs are primarily dealt with
Gliding speeds and rolling pressures are presented in detail An example of defining the number of gear ratios and gradation and determination of the number of various gear pairs are presented
Analytical methods have been used for optimization and calculation of antifriction properties and coefficients of profile displacement The same approach has been applied to define gear ratios Additionally for calculations it is crucial to use relevant design methods and to have ample experience in preparing concepts projects and designs of gear units dealt with in this work and of other types of industrial (a family of planet gear units regulation gear units) special and unique gear units
ndash V ndash
KAZALO
1 Uvod 1
2 Lastnosti gonil 4
21 Industrijska gonila 5
22 Namenska gonila 6
23 Unikatna gonila 8
24 Meje med industrijskimi namenskimi in unikatnimi gonili 9
3 Razvoj gonil 11
31 Razvojne poti za nastanek novega gonila 11
4 Razvoj družine gonil 14
41 Koncipiranje gonil 14
42 Modulna gradnja 18
43 Gradnja v velikostnem redu 26
44 Vrtilni moment na izstopni gredi 32
45 Kvaliteta in dovoljeni odstopki (tolerance) 75
46 Število različnih zobnikov 76
47 Cena gonil 81
5 Zaključek 85
6 Viri 87
7 Kazala 88
8 Življenjepis 91
9 Bibliografija 92
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]

CIP ndash kataložni zapis o publikaciji
Univerzitetna knjižnica Maribor Delo Magistrsko delo Avtor Frančišek TAŠNER univ dipl inž str Naslov Sodobno konstruiranje gonil Ključne besede prenosniki moči zobniki konstruiranje UDK 621822 Tekst in slike Frančišek TAŠNER Lektorica Nataša BELŠAK univ dipl ling Vezava Tiskarna tehniških fakultet Naklada 5 izvodov Leto izdaje 2009
ndash I ndash
I Z J A V A
Podpisani Frančišek TAŠNER izjavljam da bull je bilo predloženo magistrsko delo opravljeno samostojno pod mentorstvom
red prof dr Jožeta FLAŠKERJA in somentorstvom doc dr Stanislava PEHANA
bull predloženo delo v celoti ali v delih ni bilo predloženo za pridobitev kakršnekoli izobrazbe na drugi fakulteti ali univerzi
bull soglašam z javno dostopnostjo dela v Knjižnici tehniških fakultet Univerze v Mariboru
Maribor 1732009 Podpis
ndash II ndash
ZAHVALA Zahvaljujem se mentorju red prof dr Jožetu Flaškeru za osnovne smernice pri delu ter za vso pomoč in potrpežljivost
Somentorju docdr Stanislavu Pehanu gre zahvala da je pričujoče delo urejeno bolj smiselno Hvala za čas in trud ki sta s prijazno besedo in strokovnostjo odločilno vplivala na končanje tega dela
Iz srca sem Vama hvaležen ker brez vajinih nasvetov in vzpodbud naloge verjetno ne bi zaključil
Posebno sem hvaležen ženi Lidiji sinu Tadeju in hčeri Tanji za moralno pa tudi neposredno pomoč med študijem in pri izdelavi naloge Njim tudi posvečam to delo z željo da bi znali svoje sposobnosti in znanje čim uspešneje predstavljati
Hvaležen sem vsem sodelavcem na Fakulteti za strojništvo ki so me na kakršen koli način vzpodbujali in mi pomagali
Zahvaljujem se bivšim sodelavcem v TAM in Strojni s katerimi sem imel priložnost sodelovati in od katerih sem se mnogo naučil
Iskrena hvala lektorici Belšak Nataši univ dipl ling ki je poskrbela za lepši jezik
avtor
ndash III ndash
SODOBNO KONSTRUIRANJE GONIL
Ključne besede prenosniki moči zobniki konstruiranje
UDK 621822
POVZETEK
V delu je obravnavan razvoj družine zobniških gonil zobniško-polžnih in zobniških gonil z vzporednimi osmi po velikosti in vrsti s poudarkom na modulni gradnji in zmanjšanju števila komponent od zahtevnika do izdelave tehnološke dokumentacije Poudarek je na iskanju optimalnega medosja in na optimiranju nosilnosti zobniških parov Natančno so obdelani drsne hitrosti in kotalni tlaki Prikazani so primer določitve števila prestavnih razmerij ter stopnjevanje in določitev števila različnih zobniških parov
Pri optimiranju in izračunih drsnih lastnosti in koeficientov profilnih premikov so bile uporabljene analitične metode Enak pristop je bil uporabljen tudi pri določanju prestavnih razmerij Pri izračunih se poleg tega prepletajo še metode konstruiranja in dolgoletne izkušnje pri snovanju projektiranju in konstruiranju v tej nalogi obravnavanih gonil ter drugih vrst industrijskih (družina planetnih gonil regulacijska gonila) namenskih in unikatnih gonil Ključne besede prenosniki moči zobniki konstruiranje
ndash IV ndash
MODERN DESIGN OF GEARS
Key words power transmission gears design
UDK 621822
ABSTRACT
The development of a family of helical gear units worm gear units and flat gear units by size and type is dealt with from request specification to technological documentation with the focus on modular design and reduction of the number of components Search for the optimal center distance and optimization of the load capacity of gear pairs are primarily dealt with
Gliding speeds and rolling pressures are presented in detail An example of defining the number of gear ratios and gradation and determination of the number of various gear pairs are presented
Analytical methods have been used for optimization and calculation of antifriction properties and coefficients of profile displacement The same approach has been applied to define gear ratios Additionally for calculations it is crucial to use relevant design methods and to have ample experience in preparing concepts projects and designs of gear units dealt with in this work and of other types of industrial (a family of planet gear units regulation gear units) special and unique gear units
ndash V ndash
KAZALO
1 Uvod 1
2 Lastnosti gonil 4
21 Industrijska gonila 5
22 Namenska gonila 6
23 Unikatna gonila 8
24 Meje med industrijskimi namenskimi in unikatnimi gonili 9
3 Razvoj gonil 11
31 Razvojne poti za nastanek novega gonila 11
4 Razvoj družine gonil 14
41 Koncipiranje gonil 14
42 Modulna gradnja 18
43 Gradnja v velikostnem redu 26
44 Vrtilni moment na izstopni gredi 32
45 Kvaliteta in dovoljeni odstopki (tolerance) 75
46 Število različnih zobnikov 76
47 Cena gonil 81
5 Zaključek 85
6 Viri 87
7 Kazala 88
8 Življenjepis 91
9 Bibliografija 92
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]

ndash I ndash
I Z J A V A
Podpisani Frančišek TAŠNER izjavljam da bull je bilo predloženo magistrsko delo opravljeno samostojno pod mentorstvom
red prof dr Jožeta FLAŠKERJA in somentorstvom doc dr Stanislava PEHANA
bull predloženo delo v celoti ali v delih ni bilo predloženo za pridobitev kakršnekoli izobrazbe na drugi fakulteti ali univerzi
bull soglašam z javno dostopnostjo dela v Knjižnici tehniških fakultet Univerze v Mariboru
Maribor 1732009 Podpis
ndash II ndash
ZAHVALA Zahvaljujem se mentorju red prof dr Jožetu Flaškeru za osnovne smernice pri delu ter za vso pomoč in potrpežljivost
Somentorju docdr Stanislavu Pehanu gre zahvala da je pričujoče delo urejeno bolj smiselno Hvala za čas in trud ki sta s prijazno besedo in strokovnostjo odločilno vplivala na končanje tega dela
Iz srca sem Vama hvaležen ker brez vajinih nasvetov in vzpodbud naloge verjetno ne bi zaključil
Posebno sem hvaležen ženi Lidiji sinu Tadeju in hčeri Tanji za moralno pa tudi neposredno pomoč med študijem in pri izdelavi naloge Njim tudi posvečam to delo z željo da bi znali svoje sposobnosti in znanje čim uspešneje predstavljati
Hvaležen sem vsem sodelavcem na Fakulteti za strojništvo ki so me na kakršen koli način vzpodbujali in mi pomagali
Zahvaljujem se bivšim sodelavcem v TAM in Strojni s katerimi sem imel priložnost sodelovati in od katerih sem se mnogo naučil
Iskrena hvala lektorici Belšak Nataši univ dipl ling ki je poskrbela za lepši jezik
avtor
ndash III ndash
SODOBNO KONSTRUIRANJE GONIL
Ključne besede prenosniki moči zobniki konstruiranje
UDK 621822
POVZETEK
V delu je obravnavan razvoj družine zobniških gonil zobniško-polžnih in zobniških gonil z vzporednimi osmi po velikosti in vrsti s poudarkom na modulni gradnji in zmanjšanju števila komponent od zahtevnika do izdelave tehnološke dokumentacije Poudarek je na iskanju optimalnega medosja in na optimiranju nosilnosti zobniških parov Natančno so obdelani drsne hitrosti in kotalni tlaki Prikazani so primer določitve števila prestavnih razmerij ter stopnjevanje in določitev števila različnih zobniških parov
Pri optimiranju in izračunih drsnih lastnosti in koeficientov profilnih premikov so bile uporabljene analitične metode Enak pristop je bil uporabljen tudi pri določanju prestavnih razmerij Pri izračunih se poleg tega prepletajo še metode konstruiranja in dolgoletne izkušnje pri snovanju projektiranju in konstruiranju v tej nalogi obravnavanih gonil ter drugih vrst industrijskih (družina planetnih gonil regulacijska gonila) namenskih in unikatnih gonil Ključne besede prenosniki moči zobniki konstruiranje
ndash IV ndash
MODERN DESIGN OF GEARS
Key words power transmission gears design
UDK 621822
ABSTRACT
The development of a family of helical gear units worm gear units and flat gear units by size and type is dealt with from request specification to technological documentation with the focus on modular design and reduction of the number of components Search for the optimal center distance and optimization of the load capacity of gear pairs are primarily dealt with
Gliding speeds and rolling pressures are presented in detail An example of defining the number of gear ratios and gradation and determination of the number of various gear pairs are presented
Analytical methods have been used for optimization and calculation of antifriction properties and coefficients of profile displacement The same approach has been applied to define gear ratios Additionally for calculations it is crucial to use relevant design methods and to have ample experience in preparing concepts projects and designs of gear units dealt with in this work and of other types of industrial (a family of planet gear units regulation gear units) special and unique gear units
ndash V ndash
KAZALO
1 Uvod 1
2 Lastnosti gonil 4
21 Industrijska gonila 5
22 Namenska gonila 6
23 Unikatna gonila 8
24 Meje med industrijskimi namenskimi in unikatnimi gonili 9
3 Razvoj gonil 11
31 Razvojne poti za nastanek novega gonila 11
4 Razvoj družine gonil 14
41 Koncipiranje gonil 14
42 Modulna gradnja 18
43 Gradnja v velikostnem redu 26
44 Vrtilni moment na izstopni gredi 32
45 Kvaliteta in dovoljeni odstopki (tolerance) 75
46 Število različnih zobnikov 76
47 Cena gonil 81
5 Zaključek 85
6 Viri 87
7 Kazala 88
8 Življenjepis 91
9 Bibliografija 92
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]

ndash II ndash
ZAHVALA Zahvaljujem se mentorju red prof dr Jožetu Flaškeru za osnovne smernice pri delu ter za vso pomoč in potrpežljivost
Somentorju docdr Stanislavu Pehanu gre zahvala da je pričujoče delo urejeno bolj smiselno Hvala za čas in trud ki sta s prijazno besedo in strokovnostjo odločilno vplivala na končanje tega dela
Iz srca sem Vama hvaležen ker brez vajinih nasvetov in vzpodbud naloge verjetno ne bi zaključil
Posebno sem hvaležen ženi Lidiji sinu Tadeju in hčeri Tanji za moralno pa tudi neposredno pomoč med študijem in pri izdelavi naloge Njim tudi posvečam to delo z željo da bi znali svoje sposobnosti in znanje čim uspešneje predstavljati
Hvaležen sem vsem sodelavcem na Fakulteti za strojništvo ki so me na kakršen koli način vzpodbujali in mi pomagali
Zahvaljujem se bivšim sodelavcem v TAM in Strojni s katerimi sem imel priložnost sodelovati in od katerih sem se mnogo naučil
Iskrena hvala lektorici Belšak Nataši univ dipl ling ki je poskrbela za lepši jezik
avtor
ndash III ndash
SODOBNO KONSTRUIRANJE GONIL
Ključne besede prenosniki moči zobniki konstruiranje
UDK 621822
POVZETEK
V delu je obravnavan razvoj družine zobniških gonil zobniško-polžnih in zobniških gonil z vzporednimi osmi po velikosti in vrsti s poudarkom na modulni gradnji in zmanjšanju števila komponent od zahtevnika do izdelave tehnološke dokumentacije Poudarek je na iskanju optimalnega medosja in na optimiranju nosilnosti zobniških parov Natančno so obdelani drsne hitrosti in kotalni tlaki Prikazani so primer določitve števila prestavnih razmerij ter stopnjevanje in določitev števila različnih zobniških parov
Pri optimiranju in izračunih drsnih lastnosti in koeficientov profilnih premikov so bile uporabljene analitične metode Enak pristop je bil uporabljen tudi pri določanju prestavnih razmerij Pri izračunih se poleg tega prepletajo še metode konstruiranja in dolgoletne izkušnje pri snovanju projektiranju in konstruiranju v tej nalogi obravnavanih gonil ter drugih vrst industrijskih (družina planetnih gonil regulacijska gonila) namenskih in unikatnih gonil Ključne besede prenosniki moči zobniki konstruiranje
ndash IV ndash
MODERN DESIGN OF GEARS
Key words power transmission gears design
UDK 621822
ABSTRACT
The development of a family of helical gear units worm gear units and flat gear units by size and type is dealt with from request specification to technological documentation with the focus on modular design and reduction of the number of components Search for the optimal center distance and optimization of the load capacity of gear pairs are primarily dealt with
Gliding speeds and rolling pressures are presented in detail An example of defining the number of gear ratios and gradation and determination of the number of various gear pairs are presented
Analytical methods have been used for optimization and calculation of antifriction properties and coefficients of profile displacement The same approach has been applied to define gear ratios Additionally for calculations it is crucial to use relevant design methods and to have ample experience in preparing concepts projects and designs of gear units dealt with in this work and of other types of industrial (a family of planet gear units regulation gear units) special and unique gear units
ndash V ndash
KAZALO
1 Uvod 1
2 Lastnosti gonil 4
21 Industrijska gonila 5
22 Namenska gonila 6
23 Unikatna gonila 8
24 Meje med industrijskimi namenskimi in unikatnimi gonili 9
3 Razvoj gonil 11
31 Razvojne poti za nastanek novega gonila 11
4 Razvoj družine gonil 14
41 Koncipiranje gonil 14
42 Modulna gradnja 18
43 Gradnja v velikostnem redu 26
44 Vrtilni moment na izstopni gredi 32
45 Kvaliteta in dovoljeni odstopki (tolerance) 75
46 Število različnih zobnikov 76
47 Cena gonil 81
5 Zaključek 85
6 Viri 87
7 Kazala 88
8 Življenjepis 91
9 Bibliografija 92
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]

ndash III ndash
SODOBNO KONSTRUIRANJE GONIL
Ključne besede prenosniki moči zobniki konstruiranje
UDK 621822
POVZETEK
V delu je obravnavan razvoj družine zobniških gonil zobniško-polžnih in zobniških gonil z vzporednimi osmi po velikosti in vrsti s poudarkom na modulni gradnji in zmanjšanju števila komponent od zahtevnika do izdelave tehnološke dokumentacije Poudarek je na iskanju optimalnega medosja in na optimiranju nosilnosti zobniških parov Natančno so obdelani drsne hitrosti in kotalni tlaki Prikazani so primer določitve števila prestavnih razmerij ter stopnjevanje in določitev števila različnih zobniških parov
Pri optimiranju in izračunih drsnih lastnosti in koeficientov profilnih premikov so bile uporabljene analitične metode Enak pristop je bil uporabljen tudi pri določanju prestavnih razmerij Pri izračunih se poleg tega prepletajo še metode konstruiranja in dolgoletne izkušnje pri snovanju projektiranju in konstruiranju v tej nalogi obravnavanih gonil ter drugih vrst industrijskih (družina planetnih gonil regulacijska gonila) namenskih in unikatnih gonil Ključne besede prenosniki moči zobniki konstruiranje
ndash IV ndash
MODERN DESIGN OF GEARS
Key words power transmission gears design
UDK 621822
ABSTRACT
The development of a family of helical gear units worm gear units and flat gear units by size and type is dealt with from request specification to technological documentation with the focus on modular design and reduction of the number of components Search for the optimal center distance and optimization of the load capacity of gear pairs are primarily dealt with
Gliding speeds and rolling pressures are presented in detail An example of defining the number of gear ratios and gradation and determination of the number of various gear pairs are presented
Analytical methods have been used for optimization and calculation of antifriction properties and coefficients of profile displacement The same approach has been applied to define gear ratios Additionally for calculations it is crucial to use relevant design methods and to have ample experience in preparing concepts projects and designs of gear units dealt with in this work and of other types of industrial (a family of planet gear units regulation gear units) special and unique gear units
ndash V ndash
KAZALO
1 Uvod 1
2 Lastnosti gonil 4
21 Industrijska gonila 5
22 Namenska gonila 6
23 Unikatna gonila 8
24 Meje med industrijskimi namenskimi in unikatnimi gonili 9
3 Razvoj gonil 11
31 Razvojne poti za nastanek novega gonila 11
4 Razvoj družine gonil 14
41 Koncipiranje gonil 14
42 Modulna gradnja 18
43 Gradnja v velikostnem redu 26
44 Vrtilni moment na izstopni gredi 32
45 Kvaliteta in dovoljeni odstopki (tolerance) 75
46 Število različnih zobnikov 76
47 Cena gonil 81
5 Zaključek 85
6 Viri 87
7 Kazala 88
8 Življenjepis 91
9 Bibliografija 92
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]

ndash IV ndash
MODERN DESIGN OF GEARS
Key words power transmission gears design
UDK 621822
ABSTRACT
The development of a family of helical gear units worm gear units and flat gear units by size and type is dealt with from request specification to technological documentation with the focus on modular design and reduction of the number of components Search for the optimal center distance and optimization of the load capacity of gear pairs are primarily dealt with
Gliding speeds and rolling pressures are presented in detail An example of defining the number of gear ratios and gradation and determination of the number of various gear pairs are presented
Analytical methods have been used for optimization and calculation of antifriction properties and coefficients of profile displacement The same approach has been applied to define gear ratios Additionally for calculations it is crucial to use relevant design methods and to have ample experience in preparing concepts projects and designs of gear units dealt with in this work and of other types of industrial (a family of planet gear units regulation gear units) special and unique gear units
ndash V ndash
KAZALO
1 Uvod 1
2 Lastnosti gonil 4
21 Industrijska gonila 5
22 Namenska gonila 6
23 Unikatna gonila 8
24 Meje med industrijskimi namenskimi in unikatnimi gonili 9
3 Razvoj gonil 11
31 Razvojne poti za nastanek novega gonila 11
4 Razvoj družine gonil 14
41 Koncipiranje gonil 14
42 Modulna gradnja 18
43 Gradnja v velikostnem redu 26
44 Vrtilni moment na izstopni gredi 32
45 Kvaliteta in dovoljeni odstopki (tolerance) 75
46 Število različnih zobnikov 76
47 Cena gonil 81
5 Zaključek 85
6 Viri 87
7 Kazala 88
8 Življenjepis 91
9 Bibliografija 92
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]
ndash V ndash
KAZALO
1 Uvod 1
2 Lastnosti gonil 4
21 Industrijska gonila 5
22 Namenska gonila 6
23 Unikatna gonila 8
24 Meje med industrijskimi namenskimi in unikatnimi gonili 9
3 Razvoj gonil 11
31 Razvojne poti za nastanek novega gonila 11
4 Razvoj družine gonil 14
41 Koncipiranje gonil 14
42 Modulna gradnja 18
43 Gradnja v velikostnem redu 26
44 Vrtilni moment na izstopni gredi 32
45 Kvaliteta in dovoljeni odstopki (tolerance) 75
46 Število različnih zobnikov 76
47 Cena gonil 81
5 Zaključek 85
6 Viri 87
7 Kazala 88
8 Življenjepis 91
9 Bibliografija 92
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 1 ndash
1 UVOD
Že v antiki so znali ljudje narediti mnogo stvari z enostavnimi stroji in pripravami Pogon teh je bil izveden s človeško močjo stroje so marsikdaj poganjale živali včasih pa so izkoristili naravne sile kot sta voda in veter V srednjem veku so se stroji in priprave sorazmerno počasi razvijali Nov zagon se je začel v renesansi Še posebej je znan Leonardo da Vinci Mnogo njegovih idej je bilo vizionarskih precej od teh pa za takratni čas tehnološko skoraj neizvedljivih Znane so njegove skice kotalnih ležajev in polžnih gonil Vendar o industrijskem načinu dela in razmišljanja ni bilo mogoče govoriti
Za začetek industrijske revolucije štejemo parni stroj ki ga je leta 1764 naredil James Watt Dobili smo pogonski stroj ki je stalno deloval neodvisno od naravnih sil in vremenskih pogojev Od mejnikov v moderni industrializaciji je treba omeniti še leto 1872 in enosmerni elektromotor ter leto 1887 ko je Tesla iznašel kratkostični izmenični elektromotor [1] S temi iznajdbami so bili narejeni temelji takrat nepredstavljivi mehanizaciji in avtomatizaciji ki pa še zdaleč nista končani Delo ki ga je do tedaj izvajal človek ob pomoči živali (mnogokrat pri nepredstavljivih telesnih naporih in trpljenju) se je začelo prenašati na stroje
V začetku se je potrebna moč prenašala od osrednjega pogonskega (parni stroj vodno kolo kasneje pa tudi motor z notranjim zgorevanjem ali elektromotor) stroja preko transmisijske gredi Ta gred je bila običajno nameščena pod stropom Prenos z nje na delovni stroj pa je bil preko ploščatega jermena Smer vrtenja delovnega stroja se je po potrebi lahko spremenila s prekrižanjem jermena (križni pogon) Z velikostjo jermenskega pogona je bila določena moč s katero je lahko stroj delal bila pa je odvisna od načina uporabe (vrste stroja) Slaba stran takega načina dela je bila da je moral osrednji pogonski stroj delati pa čeprav je bil v pogonu samo en delovni stroj Pojavljal se je tudi dokaj velik hrup veliko nevarnost poškodb pri delu pa so predstavljali odprti jermenski pogoni
Po iznajdbi elektromotorja se je ta začel vedno bolj uveljavljati kot ločen pogon za posamezen stroj Mnogokrat je bilo to tako da so posamezni motorji na stropu zamenjali transmisijsko gred Za prilagajanje vrtilne frekvence in momenta je bilo treba za motorjem vgraditi gonilo ki je zmanjšalo hitrost vrtenja Oboje se je pritrdilo na osnovno ploščo in povezalo z gredno vezjo Tako je v industriji začela množična uporaba gonil s prosto pogonsko gredjo ndash tudi gonil brez motorja Povezovanje gonila in motorja zahteva veliko natančnost sicer se hitro pojavi neenakomerno delovanje okvare so pogostejše Pritrdilne ploskve osnovne plošče ter motorja in gonila morajo biti natančno obdelane Osni višini motorja in gonila morata biti enaki Zahtevana je tudi natančna montaža saj morata biti osi motorja in gonila koaksialni (ne smemo jih vzporedno premakniti niti zasukati) Sestavljanje motorja gredne vezi in gonila je za mnogo različnih načinov uporabe lahko zelo nerodno in drago Zaradi mnogih sestavnih delov je pri okvarah mnogokrat težko najti napako in vzrok zanjo
Zato so motor in gonilo združili v tako imenovana predležja z motorjem ki so bila predhodnik današnjih motornih gonil Gonilo in motor sta preko prirobnice združena v celoto Seveda se motorna gonila razvijajo še naprej v smeri povečanja nosilnosti zanesljivosti in kvalitete Motornim zobniškim gonilom so sledila še polžna gonila in gonila s stožčastim zobniškim parom Med motor in zobniško gonilo se je začelo vgrajevati variatorje z brezstopenjskim spreminjanjem prestavnega razmerja tako da se je razširilo uporabno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 2 ndash
območje gonila z motorjem Pri tem so se ohišja s pokrovi in prirobnicami začela združevati v homogene kompaktne enote enostavne za vgradnjo in z brezštevilnimi možnostmi kombiniranja To je osnova in pogoj za uspešnost sodobnih motornih gonil Področja uporabe se še širijo z združevanjem s planetnimi gonili in uporabo frekvenčnih pretvornikov Danes predstavlja motorno gonilo z elektronsko regulacijo vrtilne frekvence medsebojno usklajeno celoto Frekvenčni pretvorniki so lahko že kar del pogonskega motorja (v priključni omarici) tako da ni več treba skrbeti za dodatne vodnike med motorjem in krmiljem Energetski kabli so večkrat nepotrebni tudi že do motorja saj je mogoč brezstični prenos energije To je zelo primerno pri različnih dvigalih in žerjavih kjer je sicer treba vleči kable v dolžini premika
Področja uporabe gonil so v tehnično razvitem svetu neskončna Na skoraj vseh področjih industrijske proizvodnje in transporta so taka gonila nujno potrebna Pri tem izpolnjujejo enostavne pa tudi kompleksne zahteve Skupaj s krmiljenjem v vedno večji meri ustrezajo zahtevam procesne tehnike Vse bliže smo tako imenovanim inteligentnim gonilom
Tako se pojavlja potreba po čim cenejših manjših lažjih in zanesljivejših pogonih V tem smislu je ta naloga tudi sestavljena V prvi vrsti se ukvarja z industrijskimi gonili njihovo nosilnostjo konstrukcijo in konkurenčnostjo
Prikazan je primer kako na določenem prostoru ki je na razpolago doseči čim boljše lastnosti nosilnost prestavno razmerje ter enostavno izdelavo in sestavo
Problem Gonila običajno niso povsem primerna za namen ki ga morajo izpolniti Največkrat se zgodi da je izdelano gonilo preveliko zato pa tudi težje in dražje kar še posebej velja za posamezna (naprej unikatna) gonila
Cilj naloge je prikazati metodo za konstruiranje družine dvostopenjskih zobniških gonil in posameznih namenskih gonil s poudarkom na velikosti Pričujoče delo naj služi kot neke vrste opomnik za konstruktorje
Naloga je omejena na zobniška gonila z jeklenimi valjastimi zobniki ko govorimo o nosilnosti zobniškega para Principi modulne gradnje gradnje v več velikostih določanja prestav in zmanjševanja števila različnih sestavnih delov so uporabni pri vseh vrstah industrijskih gonil z močjo pogonskega motorja do približno 50 kW Zmanjšanje velikosti gonil z določitvijo primernega medosja optimiranja zobniškega para in izbiro tehnološkega postopka pa je primerno za unikatna gonila
Glavni kriterij za dosego cilja je primerjava s konkurenčnimi izdelki Pri tem je glavna orientacijska veličina nosilnost gonila S tem izrazom imamo običajno v mislih izstopni vrtilni moment iz gonila lahko pa primerjamo še nosilnost izstopne gredi z radialno in aksialno silo ter računsko dobo trajanja gonila Druga primerjalna vrednost je medosna razdalja na zadnji stopnji gonila Treba je upoštevati še polje prestavnih razmerij ki ga pokrijemo s posameznim gonilom Naslednji kriteriji so še cena gonila enostavnost pritrjevanja gonil način vzdrževanja in medsebojna sestavljivost posameznih gonil Smiselno je primerjati tudi sistem modulne gradnje ter število različnih prestavnih razmerij in njihovo stopnjevanje Na ta način lahko ugotovimo število zobniških parov na posameznih stopnjah Primerjava tega omogoča oceno uspešnosti zmanjševanja števila sestavnih delov in uporabnosti istih pomembnih elementov v več različnih izdelkih Zaključni kriterij je cena izdelka V tem delu se ne ukvarjamo s tem kako določiti ceno vendar moramo znati najti več rešitev in jih tudi primerjalno oceniti
V drugem poglavju so prikazana nekatera področja uporabe gonil in lastnosti ki so pomembne in jih moramo še posebej dobro poznati če jih želimo pri delu pravilno upoštevati
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 3 ndash
V tretjem poglavju je predstavljena razlika med potema razvoja posameznih gonil in družine gonil Čeprav so vse faze razvoja vedno enake nekatere od njih pri razvoju gonil premalo upoštevamo ali pa jih pozabimo Ena takih vsebin je na primer iskanje največjega medosja v prostoru ki ga imamo na razpolago To lahko ima v določenih primerih za posledico manjše in lažje gonilo kar pride še posebej do izraza pri razvoju posameznih in posebnih gonil Zato so razen stopnjevanja prestavnih razmerij vsa druga poglavja še kako primerna tudi za unikatna in namenska gonila
Sledi poglavje o razvoju družine gonil v katerem so obdelane nekatere metode Kriterijev ki jih mora gonilo vsaj nekako zadovoljiti je toliko da je optimalna konstrukcija vedno zelo kompromisna Posebna pozornost je posvečena iskanju največjega možnega medosja zadnje stopnje Zbrani so še osnovni principi modulne gradnje in teorije podobnosti za gradnjo gonil v več velikostih Profilni pomiki so tisti ki odločilno vplivajo na lastnosti zobniškega para Tako je govora o mejah profilnih premikov in njihovem vplivu na kotalne tlake in drsne hitrosti Spoznamo se še s stopnjevanjem prestavnih razmerij in izračunom največjega možnega prestavnega razmerja Hkrati s tem poiščemo še najmanjše število različnih zobnikov za družino gonil Na primeru izstopne gredi je prikazana študija različnih konstrukcijskih izvedb Katera je boljša je odvisno od tehnološke usposobljenosti proizvajalca gonil in velikosti serij kar se ugotovi s kalkulacijami stroškov
V zaključku je na kratko predstavljen trend oziroma so podane smernice pri nadaljnjem razvoju industrijskih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 4 ndash
2 LASTNOSTI GONIL
Gonila se glede svojih lastnosti razlikujejo predvsem po tem kakšna so po svojem izvoru oziroma osnovnem namenu Načeloma poznamo tri vrste gonil industrijska namenska in unikatna
1 Industrijska gonila so univerzalna gonila Narejena so vnaprej To pomeni da je določeno gonilo možno uporabiti za več zelo različnih namenov Narejena so v velikih serijah na industrijski način lahko jih izberemo iz kataloga proizvajalcev Mednje spadajo pogoni transportnih sistemov v industrijah serijskih izdelkov v živilski industriji za nastavljanje anten opreme v rudnikih itd Področje uporabe je zelo široko Zaradi serijske proizvodnje je cena nizka Nekateri podatki v tem delu so dobljeni iz kataloga proizvajalca SEW[2]
2 Namenska gonila so primerna samo za določen namen na primer za pogon avtomobila za pogon helikopterja pogon ladje za premikanje zasunov loput in ventilov za pogon dvigala za pogon gospodinjskih aparatov za ročno orodje itd Izbrano namensko gonilo ni primerno za kako drugo rabo kot le za tisto za katero je bilo narejeno Zaradi serijske proizvodnje je njihova cena nizka S temi gonili se ne bomo toliko ukvarjali Bolj se bomo posvetili namenskim gonilom ki bi jih lahko nadomestili z industrijskimi gonili
3 Unikatna gonila so v principu namenska gonila ki se izdelajo za čisto edinstven namen morda samo en kos ali v izredno majhnih količinah Zaradi individualne proizvodnje je cena visoka
Pogosto sploh ne razmišljamo o tem da je za pogon neke naprave poleg motorja kar je povsem samoumevno potrebno tudi gonilo Gonila so zasnovana in dimenzionirana za opravljaje svoje elementarne funkcije tj spreminjanja momenta in vrtilne frekvence med seboj pa se še dodatno razlikujejo in sicer po naslednjih lastnostih
minus nabavna cena minus stroški pri obratovanju izkoristek energije minus robustnost zanesljivost obratovanja doba trajanja minus raznolikost in enostavnost vgradnje ter kompaktnost minus hrup in vibracije minus tesnost minus sposobnost prenašanja izrednih vplivov okolja minus natančnost prenosa vrtilnega gibanja torzijska togost minus možnost modulnega sestavljanja komponent minus estetska oblika barva
V nadaljevanju so opisane in analizirane tri vrste gonil industrijska namenska in unikatna gonila Pokazano je da je mogoče v določenih situacijah uporabiti tako industrijsko kakor tudi namensko gonilo morda je celo treba izbrati unikatno gonilo Vse je odvisno od tega koliko so uporabna industrijska gonila Če je le mogoče odvisno seveda od zahtev je primerno za določeno aplikacijo uporabiti industrijska gonila saj so najcenejša in ponavadi dovolj kakovostna Če ne gre drugače je treba narediti namensko gonilo ki je sicer še vedno serijsko gonilo a po določenem kriteriju bistveno presega industrijska gonila Najmanj zaželena so unikatna gonila saj je treba vse narediti na novo Njihova cena je zato visoka
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 5 ndash
21 Industri jska gonila
Industrijska gonila so univerzalna gonila Njihovo področje uporabe je kar se da široko Izdelujejo se v velikih serijah in to vnaprej So poceni Nobena njihova lastnost bistveno ne prevladuje nad drugimi
Slika 21 Zahteve za običajna gonila v industriji
Problem pri uporabi industrijskih gonil je da se v praksi hitro najdejo situacije ki jih z industrijskimi gonili ni mogoče rešiti To pomeni da proizvajalec pri razvoju svojih gonil ni razmišljal o takšnih problemih Želimo si da je takih primerov čim manj Z drugimi besedami lahko rečemo da se vsak proizvajalec trudi zadostiti čim več zahtevam
V nadaljevanju je na kratko opisanih nekaj primerov povsem različnih področij uporabe gonil edinstvenih obratovalnih pogojev ter zakonskih predpisov Proizvajalci industrijskih gonil se trudijo da bi bili njihovi izdelki uporabni povsod To se doseže s primernim oblikovanjem ki naj omogoči čim širšo uporabo
Vsekakor so gonila zelo odvisna od področja uporabe pa vendar se snujejo in razvijajo po enakih ali vsaj zelo podobnih načelih Večino zahtev lahko zajamemo z ustreznim konceptom sistema modulne gradnje V rudnikih se običajno zahtevajo gonila z zelo dobro eksplozijsko zaščito Gonilo lahko ostane enako namesto običajnega pa moramo uporabiti motor s primerno eksplozijsko zaščito Še primer iz živilske industrije Zahtevana so gonila ki ne rjavijo ne puščajo maziv in tudi drugače ne kontaminirajo živil Spet lahko uporabimo gonila enakih oblik kot v drugih vejah industrije Tem zahtevam zadostimo tako da so ohišja iz rje prostega materiala gonila učinkoviteje tesnjena mazivo pa mora biti zdravju neškodljivo
211 Gonila v avtomobilski industriji V proizvodnji avtomobilov so delovna področja zelo različna Pri izdelavi karoserij v lakirnicah je surovo karoserijo treba zaščititi z okolju primernimi barvami V montaži je treba pripeljati motor dele podvozij in karoserijo ravno ob pravem času ker mora biti proces montaže prilagojen posameznim željam kupcev V sodobni montaži stopnja avtomatizacije omogoča serije do 1000 vozil na dan Transportni sistemi različnih oblik ndash transportni trakovi valjčne proge obračala viseči vozički roboti ndash premikajo posamezne komponente skozi različne postopke Posamezni sklopi morajo biti ob točno določenem času na pravem mestu just in time pripravljeni za montažo Varjenje lakiranje vgradnja motorjev sedežev vrat oken morajo potekati v veliki meri samodejno
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti gonil so uravnotežene
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 6 ndash
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji
Za vse to skrbi več tisoč gonil ki so med seboj povezana in skrbijo za časovno optimalno proizvodnjo Večina gonil je moči med 018 kW in 11 kW Poganjajo jih 4-polni asinhronski motorji ki so lahko direktno priključeni na električno omrežje Za zahteve po spreminjajoči hitrosti skrbijo frekvenčni pretvorniki skupaj z elektromotorji z več hitrostmi vrtenja Preklapljanje števila polov omogoča bistveno različne hitrosti Pri majhnem številu polov so hitrosti velike (transport) po preklopu na večje število polov pa so hitrosti nekajkrat manjše in primerne za pozicioniranje (točno nameščanje sklopov)
22 Namenska gonila
Mnogokrat se zgodi da pri nekaterih področjih uporabe (še) ne moremo uporabiti industrijskih gonil Omejitve nastopijo zaradi kake dodatne funkcije mase velikosti oblike prestavnega razmerja cene in drugih zahtev Naštetih je nekaj primerov ko lahko z ustreznim konceptom družine industrijskih gonil zadovoljimo nekatere posebne zahteve
221 Gonila v živilski industriji Mnogo posameznih predelovalnih korakov v tehnološkem postopku proizvodnje in polnjenja je potrebnih da pridemo do zaboja osvežilne pijače v trgovini Prazne steklenice ki se vračajo iz trgovin je treba vzeti iz zabojev jih temeljito oprati osušiti napolniti s svežo pijačo zapreti pasterizirati nalepiti nove etikete zložiti nazaj v zaboje in te zložiti na palete kjer so pripravljene za prevoz k žejnim kupcem Od začetka do konca proizvodnje je treba poganjati in upravljati zelo dolge transportne sisteme Najprej je treba posamezne steklenice ločiti na koncu pa spet zbrati skupaj Dandanes so zahtevane količine zelo velike Pri proizvodnji in manipulaciji z velikim številom steklenic in zahtevani veliki natančnosti je treba rešiti mnogo specifičnih situacij ki si jih pri ročnem delu sploh ne znamo zamisliti in predstavljati
Slika 23 Zahteve za gonila v živilski industriji
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 7 ndash
Na posameznih strojih ali na transportnih progah med njimi skrbi za gibanje na polnilni liniji preko sto različnih motornih gonil Pri transportu se steklenice premikajo z enakomerno hitrostjo Razen enakomerno vrtečih gonil pa je potrebna še vrsta pogonov le-ti se vrtijo s spremenljivimi hitrostmi ki pa morajo biti usklajene še s hitrostjo gibanja cele polnilne linije Mnogo gonil je zelo dinamičnih in delajo v točno določenem taktu hkrati pa morajo biti zelo natančna kot na primer pri etiketiranju steklenic kjer morajo biti etikete nalepljene na točno določenem mestu Gonila na nekaterih mestih močno obremenjujejo vplivi okolice Svoje naloge morajo izpolnjevati tako v ekstremno vlažni kot tudi suhi in okolici Prav tako ne smejo biti občutljiva na močna čistila Tudi vročina ne sme biti razlog za okvare Vse mora biti ustrezno zaščiteno in pobarvano in ne sme vplivati na prehrambene artikle Pogoni potisnih mehanizmov morajo biti opremljeni z zavorami Kjer so v bližini ljudje je treba zagotoviti varnost Karakteristike morajo ostati enake dalj časa Doba trajanja mora biti primerno dolga hkrati je upoštevati zahteve glede zanesljivosti in visoke produktivnosti
222 Gonila za nastavljanje anten Skrajni obratovalni pogoji so običajno značilni za take in podobne pogone Pogon mora biti absolutno zanesljiv v vsakem vremenu v vročini vlagi mrazu itd poleg tega morajo gonila delovati tudi še po nekaj mesečnem mirovanju Antene morajo biti natančno usmerjene nastavitve pa se ne smejo spreminjati Lahko se zgodi da se gibljive mase podvojijo zaradi snega zaledenitve in vetra ki povzročijo velike dodatne vrtilne momente in prečne sile
Slika 24 Zahteve za gonila za pogon nastavljivih anten
Takim pogojem ustreza dvojno zobniško gonilo z asinhronskim motorjem s preklopnim številom polov z mehansko zavoro in težkim ventilatorjem kot dodatnim vztrajnikom Dvojno gonilo je potrebno zaradi počasnega vrtenja Motor omogoča različne hitrosti vrtenja za hitro spremembo položaja in natančno novo nastavitev Zavora služi kot držalna zavora težek ventilator pa za mehkejši zagon in manj sunkovito delovanje pri preklapljanju števila polov Tak način izvedbe pogonskega gonila predstavlja primer enostavne in zanesljive pogonske enote
223 Gonila za robote Ob besedi robot ljudje verjetno največkrat pomislijo na kakšen znanstvenofantastičen film včasih na vozilo ki se premika po luni ali Marsu ter mogoče na stroj ki opravlja težaška nevarna in ponavljajoča se (dolgočasna) dela v industriji Tako imenovane industrijske robote poganjajo zelo zahtevna in natančna gonila ki jih je težko nadomestiti z industrijskimi gonili
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 8 ndash
Slika 25 Zahteve za gonila za industrijske robote
V nadaljevanju pa bomo omenili robote v našem vsakdanjem življenju Verjetno ste že slišali za sesalni robota ki vam ko vas ni doma posesa stanovanje Sam se raquonaučilaquo kje so meje njegovega delovanja ter se po opravljenem delu spravi v svoj kot in priključi na polnilnik baterij
Zamislite si robota varnostnika ki se samodejno premika po prostorih in nadzira dogajanje Na njem so nameščeni kamera brezžična komunikacijska naprava varnostni senzorji gasilnik računalnik luč zvočnik mikrofon in še kaj Prek kamere luči mikrofona in drugih senzorjev je mogoče videti in slišati kaj se v prostoru dogaja Robot varnostnik naj bi bil zelo učinkovita in ekonomična zaščita pred vlomilci Ko zaloti vlomilca ga opozori da njegovo početje ni zakonito in pokliče policijo Hkrati ga posname da bo nepridiprava po pobegu lažje najti Robot pogasi manjši ogenj ali pokliče gasilce Lahko počiva v brezdelju in hranjenju ob polnilniku dokler ga ne raquozbudilaquo kak neobičajen dogodek
Tako imenovane osebne robote bomo uporabljali za pomoč na domu nego starejših igranje z otroki ter njihovo varstvo Po filmskih izkušnjah so roboti večinoma nevarni in hudobni zato se bo ta vrsta robotov najteže uveljavila Tudi zaupanje kuhinje ni kar tako Razen tega pa bodo zelo kompleksni še posebej zaradi zahtev o varni uporabi Kaj robot dela doma bomo lahko preverili prek interneta od kjer koli Lahko ga bomo tudi dodatno zaposlili raquoPrezrači stanovanje ko bo vroče pa spusti rolete ndash in da ne boš slučajno pozabillaquo
Roboti ki nadzorujejo okolico kosijo travo in zalivajo vrt so še bolj zahtevni saj se morajo gibati po neravnih površinah in obvladovati določena dela
Vsi roboti pa imajo nekaj skupnega Vsak ima vsaj en prenosnik moči ki omogoča gibanje ali premikanje Gonila te vrste niso tako zahtevna kakor pri industrijskih robotih Na vsak način bodo morala biti lahka zanesljiva in poceni Tako nam strojnikom ne bo zmanjkalo dela Gonila in prenosnike bo trebna prilagoditi novim zahtevam in načinom uporabe Ali bo tudi za ta gonila mogoče uporabljati industrijska gonila ali bo nastala posebna vrsta namenskih gonil za to vrsto robotov ali pa celo nova vrsta industrijskih gonil
23 Unikatna gonila
Unikatno gonilo je pravzaprav namensko izdelano v zelo majhnih količinah ali celo posamezno Včasih se uporabi samo za prototip ali funkcionalni model kasneje pa se spremeni v namensko gonilo ali pa ga celo zamenja industrijsko gonilo Potreba po unikatnem gonilu se navadno pojavi ko načrtujemo povsem nov stroj Zaradi specifičnih zahtev ne moremo uporabiti obstoječih industrijskih gonil Tako nastane novo gonilo ki ga izdelamo za ta stroj Posebne zahteve so običajno prostor obremenitve način pritrditve oblika stroja
lastnosti
92
Legenda
1 3 4 5 6 7 8 10
1 ndash nabavna cena 2 ndash stroški pri obratovanju izkoristek 3 ndash robustnost zanesljivost doba trajanja 4 ndash enostavnost vgradnje in kompaktnost 5 ndash hrup in vibracije 6 ndash tesnost 7 ndash prenašanje izrednih vplivov okolja 8 ndash modulno sestavljanje komponent 9 ndash natančnost prenosa torzijska togost 10 ndash estetska oblika barva
pom
embn
ost
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 9 ndash
posebna oblika izstopne gredi nov pogonski motor omejena masa gonila
Mnogokrat je pomanjkanje prostora tisto ki prepreči uporabo industrijskega gonila ker je le-to preveliko Zato je potrebno gonilo ki se bo lahko s posebno obliko prilagodilo obliki stroja Navadno je to dimenzija gonila v smeri izstopne gredi ki je zelo majhna Mnogokrat so obremenitve tiste ki izključijo uporabo industrijskega gonila To so lahko posebno velike radialne ali aksialne sile na izstopni gredi ki se prenašajo na pritrditev gonila Tako se morata spremeniti tako izstopna gred kot tudi pritrditev gonila Včasih je oblika stroja taka da navadnega gonila ne moremo vgraditi na stroj zaradi konstrukcijskih ali estetskih zahtev Novi stroji imajo včasih tudi nov pogonski motor ki se na običajnih gonilih ne uporablja Industrijska gonila so toga in robustna zato so včasih pretežka saj mora biti nov stroj lahek
Unikatna gonila so večkrat predimenzionirana Zaradi nezadostnega poznavanja obratovalnih razmer se za obremenitve jemljejo največje vrednosti Pri tem se upoštevajo še dodatne varnosti Taka gonila imajo zelo dolgo dobo trajanja Stroški izdelave takih gonil so zelo visoki
24 Meje med industri jskimi namenskimi in unikatnimi gonil i
Zgolj na pogled je zelo težko reči ali gre za industrijsko namensko ali unikatno gonilo Morda je treba najprej preveriti identifikacijsko tablico gonila kjer bi utegnili biti podatki uporabni za klasifikacijo gonila če seveda poznamo proizvodni program konkretnega proizvajalca gonil Gonilo enega proizvajalca je lahko industrijsko drugega pa namensko če drugo takih gonil nima v svojem proizvodnem programu pa čeprav je razlika minimalna Če pa se tako gonilo pojavi le v nekaj primerkih je to že unikat Tako ima lahko proizvajalec unikatov velik dobiček ker se zna in zmore prilagajati zahtevam trga Pri prilagajanju je največji problem dobavni rok saj je treba narediti vso potrebno dokumentacijo za spremenjene dele in jih tudi izdelati Tega pa je konec takoj ko konkurenčen proizvajalec to naredi enostavneje hitreje in ceneje Pri novi družini gonil so take in drugačne želje primerno zajete v konceptu in sistemu modulne gradnje gonil Večina elementov je na zalogi gonilo je treba le še sestaviti pobarvati in poslati kupcu Ta lahko na ta način pride do svojega gonila že v tednu dni Pri modernih sistemih modulne gradnje je zajetih vedno več variant in oblik gonil ki jih sestavljajo enaki deli
Premeri gredi so standardizirani (DIN 748) glede na vrtilni moment Vendar je za prenos določenega vrtilnega momenta primernih več gredi V preglednici 48 so zbrani najpogostejši premeri Nekateri proizvajalci imajo za vsako velikost gonila predviden samo en premer gredi drugi pa dva ali več
Pri gonilih v živilski industriji sta tesnost in nerjavnost odločilna kriterija Koncept modulne gradnje je lahko tak da so predvidena tudi rje prosta ohišja ki so konstruirana tako da je mogoče vgraditi še dodatno tesnjenje ali drugačno učinkovitejše tesnilo Seveda so vsi preostali sestavni deli enaki kot v običajnem gonilu Za nekatere proizvajalce bo tako gonilo zgolj ena verzija industrijskega gonila za druge pa namensko ali celo unikatno gonilo
V rudnikih se pogosto uporabljajo pravzaprav industrijska gonila ki se od tistih običajnih razlikujejo le v tem da jih poganjajo eksplozijsko varni elektromotorji Če je motor takšen da se zaradi njega mora spremeniti sestava gonila ali celo njegova oblika bo treba zgraditi povsem namensko gonilo To pa je seveda odvisno od proizvajalca in njegovega sistema gradnje industrijskih gonil Nekateri proizvajalci predvidijo tudi takšne posebne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 10 ndash
primere uporabe industrijskih gonil in je zato možno njihovo gonilo z lahkoto prirediti drugi tega nikakor ne predvidevajo
Pri nekaterih ekstremnih položajih vgradnje gonila proizvajalci dodatno zatesnijo izstopno gred pa če to kupec zahteva ali ne Ohišje in gred sta namreč oblikovana tako da je mogoče vgraditi eno ali dve tesnili odvisno od položaja vgradnje gonila Če bi to isto želeli narediti z gonilom ki te možnosti nima vnaprej predvidene bi morali obstoječe industrijsko gonilo močno predelati saj se s takim posegom spreminja ohišje izstopna gred način vležajenja in seveda tesnjenja morda še celo kaj več To slednje bi bila zelo draga sprememba ki bi zahtevala mnogo konstrukcijskega in tehnološkega dela ter dela glede priprave proizvodnje
Vrste gonil se torej lahko med seboj prepletajo in včasih je zelo težko določiti ali gre za industrijsko namensko ali unikatno gonilo Vendar pa se proizvajalci z razvojem nove družine industrijskih gonil že v naprej opredelijo kakšne posebne primere uporabe gonil bodo predvideli od kod dalje bodo ponujali namenska gonila in kaj bo po njihovi presoji spadalo med unikatna gonila
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 11 ndash
3 RAZVOJ GONIL
Izdelati gonilo ki zgolj nekako izpolnjuje osnovno funkcijo je načeloma dokaj enostavno Težave pa nastopijo takrat ko hočemo narediti po izbranem kriteriju odlično gonilo Takrat se je treba potruditi da je nov izdelek vsaj v nekaterih lastnostih zelo dober če ne celo najboljši Ta postopek se na splošno imenuje razvoj izdelka oziroma optimiranje in je v bistvu postopek iskanja najboljše rešitve po določenem kriteriju znotraj postavljenih meja seveda
Zanimive so predvsem karakteristike kot so moment in vrtilna frekvenca na izstopni gredi (moč) prestavno razmerje vrtilnih frekvenc vrsta gonila velikost gonila vrsta pogona gonila način in natančnost pozicioniranja gonila proizvodna cena gonila prodajna cena ter stroški obratovanja in vzdrževanja Za proizvajalca je pomembno da je posamezne dele mogoče enostavno in poceni izdelati ter gonilo hitro sestaviti Za kupca pa so najbolj pomembni nabavna cena nizke emisije zanesljivost in dolga doba trajanja ter nizki stroški obratovanja in vzdrževanja
Nekatere lastnosti gonil je mogoče podati analitično ter jih opisati s številko in enoto To so kvantitativne lastnosti
Druge lastnosti se ne dajo opisati zgolj s številko Med te spadajo oblika gonila in različne konstrukcijske rešitve To so kvalitativne lastnosti Ni jih mogoče določati računsko Včasih je mogoče izračunati le posledice kvalitativne lastnosti na nekatere kvantitativne lastnosti
Cilj razvoja oziroma optimiranja je narediti konkurenčen proizvod ki ga odlikujejo določene odlične lastnosti Osnova za razvoj vzorčnega gonila ki bo obravnavano v tem delu je zahtevnik po katerem je posebno pozornost treba posvetiti naslednjim stvarem razviti je treba tri vrste gonil in sicer zobniška zobniško-polžna in ploščata gonila gonila morajo biti narejena po načelih modulne gradnje v več velikostih po določenih osnih višinah število različnih sestavnih delov mora biti minimalno
31 Razvojne poti za nastanek novega gonila
Običajna razvojna pot ki se rutinsko uporablja za nastanek novega zobniškega gonila je prikazana na sliki 31
Zaradi specifičnih zahtev ki so povezane z modulno gradnjo in razvojem celotne družine več vrst različnih gonil je razvojni postopek zahtevnejši saj se lahko med razvojem spreminja in dopolnjuje sam koncept Med razvojem je več preverjanj in kontrol ter več dodatnih aktivnosti ki so potrebne za dober izdelek Postopek je prikazan na sliki 32 Primerjaj s sliko 31
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 12 ndash
Slika 31 Razvojni postopek gonila na splošno
Zahteva za razvoj gonila
Izdelava zahtevnika
Analiza konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske in tehnološke dokumentacije
Določitev cene
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Fizikalni principi delovanja (ni materiala ni dimenzij ni oblike)
Konkretne vrednosti (material dimenzija
oblika)
Predpisi standardihellip
Izdelava in preskušanje prototipa
Približna orientacija
Predkalkulacija stroškov OK
da
Kalkulacije stroškov
Kalkulacije stroškov
NE
ne
ne
da
koncipiranje
snovanje
razdelava
proizvodnja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 13 ndash
Slika 32 Razvojni postopek družine gonil
Zahteva za razvoj gonila
Izdelava zahtevnika
Natančna analiza aktualne konkurence
Koncipiranje gonila
Geometrijski in trdnostni preračun
Zasnova gonila
Izdelava konstrukcijske intehnološke dokumentacije
Priprava proizvodnje
Osnovne želje naročnika
Konec razvoja proizvodnja
Izdelava 3D-modelov
Iskanje novih konstrukcijskih in tehnoloških rešitev
Analiza trga
Izdelava in preskušanje prototipa
Predkalkulacije stroškov
snovanje
razdelava
proizvodnja
ne
koncipiranje
Kalkulacije stroškov
Študije in iskanje novih konceptov in tehnologij
Predpisi standardihellip
Strateški razvoj investicije
Optimiranje medosja
Optimiranje zobniških parov
Usklajevanje konstrukcijskih in tehnoloških rešitev
Temeljni trdnostni izračuni
Število prestavnih razmerij
Minimizacija števila zobnikov
da
da
ne
da
ne
Določitev prestavnih razmerij
Izračuni in analize stroškov
Oblikovanje sestavnih delov
Trdnostni izračuni
Usklajevanje sestavnih delov
Predviden obseg proizvodnje
Velikosti serij in skladiščenje
Organizacija proizvodnje
Določitev cen
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 14 ndash
4 RAZVOJ DRUŽINE GONIL
41 Koncipiranje gonil
Osnova za koncept gonil je vsekakor zahtevnik V njem morajo biti zbrane zahteve ki zagotavljajo uspešno prodajo na tržišču Tak zahtevnik sestavi oddelek za marketing oziroma naročnik na osnovi analize Podatki ki jih vsebuje zahtevnik morajo vzpodbujati koncept razvoja z zahtevami ki pozitivno vplivajo na karakteristike bodočega izdelka V kvaliteten zahtevnik je vloženo mnogo dela Naredi ga lahko samo tisti ki zelo dobro pozna take ali podobne izdelke in zahteve tržišča ter ima praktične izkušnje s področja konstruiranja tehnologije izdelave in vzdrževanja Sestavljen je tako da upošteva dosežke konkurence pripombe oziroma mnenja strank ki uporabljajo take in podobne izdelke Je eden glavnih sestavnih delov pogodbe med naročnikom in izvajalcem
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) Št Definicija zahteve oziroma funkcije Vrsta 1 Razviti (koncipirati in razdelati) je treba novo družino gonil B 2 V okviru družine je treba razviti tri različne vrste gonil
dvostopenjsko zobniško soosno gonilo zobniško polžno gonilo dvostopenjsko zobniško gonilo z vzporednimi gredmi ndash plosko gonilo
B
3 Vsako vrsto gonil je treba izdelati v 5 velikostih B 4 Osne višine ndash najmanjša razdalja od pritrdilne ploskve z nogami do srednjice izstopne gredi ndash
dvostopenjskih zobniških gonil so po velikosti gonil (v enakem vrstnem redu se označi velikost gonila) 75 mm 90 mm 115 mm 140 mm 180 mm
B
5 Velikost dvostopenjskega zobniškega gonila z vzporednimi gredmi je definirana z velikostjo prve stopnje iz dvostopenjskega zobniškega soosnega gonila Obe gonili imata enako prvo stopnjo
B
6 Velikost zobniško-polžnega gonila je definirana z osno višino 80 mm 90 mm 112 mm 140 mm 180 mm
B
7 V zobniško polževih gonilih so uporabljeni primerni zobniški pari prve stopnje zobniških gonil B 8 Vstopna stran dvostopenjskih zobniških gonil ploskih zobniških gonil in zobniško polževih
gonil mora biti predvidena za vgradnjo elektromotorjev po IEC standardu in mora biti enaka za vse tri vrste gonil
B
9 Na gonilo vsake velikosti naj bo mogoče vgraditi elektromotorje ki imajo primerno moč oziroma moment glede na karakteristike gonila Vsaki velikosti gonil načeloma pripada 4 velikosti motorjev
B
10 Ohišja gonil morajo biti iz enega kosa (unicase) preko katerega se prenašajo tudi vse obremenitve Motorji se pritrjujejo preko vmesnih prirobnic ki so enake na vseh treh vrstah gonil
B
11 Ohišjem ploskih zobniških gonil je lahko dodan pokrov ki omogoča dostop pri montaži gonila B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 15 ndash
Pokrov ne sme prenašati nobenih zunanjih ali notranjih obremenitev gonila Tesnjenje med pokrovom in ohišjem se lahko izvede s tesnilno maso
12 Pritrdilne mere vseh gonil se morajo ujemati z merami proizvajalca gonil SEW Sem spadajo mere nog prirobnic in momentnih ročic (opornih drogov) mere izstopnih gredi ter njihova lega glede na položaj pritrditve
B
13 Gabaritne mere (največje) ne smejo biti večje od ustreznih gonil SEW razen v smeri osi pogonskega elektromotorja
B
14 Predvideti je treba poenostavljeno in poceni možnost vgrajevanja namenskih motorjev za gonila neposredno na ohišje gonila
B
15 Prestavna razmerja in momenti morajo ustrezati stanju tehnike pri vodilnih svetovnih proizvajalcih gonil
B
16 Odstopanja motorjev od standarda IEC morajo biti usklajena vsaj z enim proizvajalcem motorjev Pri tem cena motorja ne sme biti višja
B
17 Gonila naj bodo modulno grajena B 18 Zaradi enostavnejše izdelave in podobne oblike gonil naj se upoštevajo prednosti gradnje v več
velikostih in teorija podobnosti (kinematična) B
19 Stopnjevanje prestavnih razmerij gonil naj bo v geometrijskem zaporedju s količnikom 1122 (vrsta R20) od največjega mogočega do najmanjšega smiselnega prestavnega razmerja
B
20 Razmerje med največjim in najmanjšim prestavnim razmerjem naj bo vsaj 10 (skupaj s točko 18 je to vsaj 20 različnih prestavnih razmerij)
B
21 Vstop in izstop dvostopenjskih zobniških gonil naj bosta soosna (koaksialna) Ž 22 Material zobnikov je jeklo za cementacijo B 23 Ohišja in pokrovi naj bodo iz SL z upoštevanjem možnosti prehoda na Al-tlačni liv Tlačno liti
pokrovi ne smejo imeti dodatnih obdelav B
24 Material gredi naj bo običajno jeklo za poboljšanje B 25 Treba je opraviti analizo kaljenja tesnilnih površin za radialna osna tesnila ndash cilj izdelava gredi
brez kaljenja in brušenja z uporabo tesnilnih puš B
26 Ohišja naj bodo oblikovana tako da bo mogoča obdelava ohišja v enem vpetju na štiriosnem obdelovalnem centru ndash natančnost medosne razdalje naj bo v tolerančnem razredu js6 Paziti je treba na vpenjanje obdelovanca na mizo obdelovalnega stroja (togost vpetja čim enostavnejše vpenjalne priprave)
Ž
27 Za vse vrste in velikosti gonil naj bo samo po en odlitek ohišja B 28 Zobniška gonila s prirobnico morajo biti tako skonstruirana da je prirobnico mogoče enostavno
priviti na ohišja z nogami Tako dobimo gonilo z nogami in s prirobnico govorimo pa samo o gonilu s prirobnico
B
29 Zobniško polžna gonila z nogami so skonstruirana tako da se noge privijejo na osnovno gonilo Ž 30 Zobniško polžna gonila naj bodo brez pokrova za montažo Ž 31 Montaža mora biti enostavna za izkušene monterje (brez dodatnega šolanja) B 32 Montaža mora biti mogoča brez specialnega orodja razen momentnega ključa in montažnih puš
za radialna osna tesnila Ž
33 Montaža dvostopenjskega soosnega zobniškega gonila naj se zasnuje tako da bo mogoča predhodna montaža zunaj ohišja Tako sestavljeni sklop se kasneje samo vstavi v ohišje gonila
Ž
34 Na gonilu sme biti največ šest izvrtin za nalivanje in kontrolo olja ter odzračevanje Te izvrtine pokrivajo vseh šest osnovnih oblik vgradnje Izvrtine ki pri posamezni obliki vgradnje niso aktivne se začepijo z navojnimi čepi s stožčastim navojem (tesnjenje)
B
35 Moment na izstopni gredi dvostopenjskega soosnega gonila z osno višino 90 mm znaša najmanj 160 Nm pri vseh drugih velikostih pa po teoriji geometrijske podobnosti
B
36 Stroški proizvodnje gonil smejo znašati 40 maloprodajne cene gonil SEW B 37 Izvajalec mora izvesti analizo tržišča iz katere bo razvidno kakšna prestavna razmerja in
vrtilne momente na izstopni gredi dosegajo konkurenčni proizvajalci pri enako velikih gonilih B
38 Izvajalec izdela diagrame vrtilnih frekvenc in prestavnih razmerij gonil B 39 Izvajalec preda vse konceptne risbe B 40 Izvajalec izdela tehnične izračune vseh delov gonil B 41 Izvajalec izdela delavniške risbe vseh nestandardnih sestavnih delov gonil B 42 Izvajalec izdela vse sestavne risbe in kosovnice ter navodila za montažo B 43 Vsi izračuni morajo biti predstavljeni tako da bodo lahko sestavni del ponudbene
dokumentacije in da si bo kupec lahko preprosto določil življenjsko dobo gonila glede na obremenitev gonila z zunanjimi silami momenti in vrtilnimi frekvencami
B
44 Vsa dokumentacija naj bo izdelana z računalnikom izpisana in izrisana ter predana še v elektronski obliki in sicer v formatih doc xls jpeg risbe pa v formatu dxf
B
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 16 ndash
Izvajalec projektne naloge mora zahtevnik temeljito preučiti in skupaj z naročnikom odpraviti vse nejasnosti in jih uskladiti Med koncipiranjem je treba izvesti temeljne izračune na podlagi katerih se lahko oceni ali bo lahko projekt mogoče uspešno (po zahtevniku) tudi izvesti Kadar se med koncipiranjem ugotovi da ni mogoče ustreči zahtevniku je treba skupaj z naročnikom proučiti zahteve in jih prilagoditi možnostim Vse mora biti utemeljeno z veljavnimi izračuni Včasih je treba postaviti nov koncept razvoja izdelka ali pa prilagoditi zahteve Kadar to ne uspe se lahko projekt ustavi Na podlagi primerjave zahtevnika in koncepta se ocenjuje uspešnost projekta Izvajalec projekta mora zelo dobro obvladati samo konstrukcijo izdelka saj morajo biti zahteve koncepta tudi konstrukcijsko tehnološko in stroškovno izvedljive
Slika 41 Različna dvostopenjska gonila z motorjem
a) zobniška z vzporednimi gredmi b) soosna zobniška in c) zobniško-polžna
c)
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 17 ndash
V zahtevniku omenjene vrste gonil so prikazane na sliki 41 Koncept družine gonil teh treh vrst gonil ki jo je bilo treba razviti je shematsko prikazan na sliki 42
Slika 42 Koncept družine dvostopenjskih gonil
a) soosna zobniška b) zobniška z vzporednimi gredmi c) zobniško-polžna
c)
a)
b)
vstopni modul vstopna prirobnica in zobniški par 1 stopnje
pastorek 2 stopnje
pokrov
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 18 ndash
42 Modulna gradnja
Drugo poglavje opisuje samo majhen del uporabnosti gonil Področij uporabe je mnogo Ta številnost in raznolikost onemogočata da bi vsa gonila ki so sestavljena iz mnogo različnih zelo zahtevnih delov izdelovali posamezno To bi bilo predrago in povezano z zelo dolgimi dobavnimi roki Ali obstaja skupna točka Gonilo je pretvornik momenta in vrtilne frekvence Na podlagi tega je treba ločiti različna gonila in motorje ter jih kombinirati v različne celote Kakšno vrsto gonila in pogona bomo uporabili je vsekakor odvisno od zahtev in pogojev obratovanja
Postavi se več vprašanj minus Kako s čim manj različnimi elementi in oblikami ugoditi toliko različnim zahtevam minus Kako posamezno obliko gonila izdelati v čim krajšem času in jo dati kupcu v uporabo minus Kako oblikovati gonila in organizirati proizvodnjo da bo izdelek cenen in zanesljiv minus Ali je mogoče iz obstoječih delov (kupljenih na trgu) sestaviti primerno gonilo
Odgovor na zastavljena vprašanja je oblikovati gonila in njihovo zgradbo tako da se s čim manj različnimi sestavnimi deli sestavi čim več različnih uporabnih enot Posamezni deli z enako ali podobno funkcijo so si med seboj podobni in so izdelani na enakih strojih in z enakimi orodji Enaki in podobni so si celi sklopi ki jih je mogoče uporabiti na različnih končnih izdelkih Tak način izdelave posameznih sestavnih delov komponent in končnih izdelkov se imenuje modulna gradnja
V ponazoritev sledi nekaj primerov modulne gradnje ki so dobro znani in pogosti v vsakdanjem življenju
LEGO kocke To so sicer igrače vendar so zelo lep zgled Iz relativno majhnega števila sestavnih delov lahko izdelamo ogromno različnih raquokončnih izdelkovlaquo Kombinatorika je res izredna izdelki sicer niso vsi raquouporabnilaquo kljub temu pa v veliki meri zadovoljuje milijone predvsem mlajših pa tudi mnogo starejših uporabnikov
Avtomobilska industrija Vsak model avtomobila ima več različnih izvedb karoserij in vgrajenih kar nekaj različnih motorjev Iste motorje vgrajujemo v različna vozila Variant opreme je toliko da težko govorimo o identičnih avtomobilih Kljub temu pa so na prvi pogled na zunaj in znotraj enaki še posebej če so enake barve
Osebni računalniki Razen po obliki škatle se ločijo še po matični plošči procesorjih RAM-u grafični kartici mrežni kartici CD-ju DVD-ju izmenljivem disku in še bi lahko naštevali Skoraj vse elemente je mogoče povezati razmeroma preprosto je sestaviti nov model računalnika PC-ji so lep primer modulne gradnje ne samo v smislu mehanskega sestavljanja ampak tudi glede modulne gradnje elektronskih komponent komunikacij in programske opreme
Gospodinjski stroji Več različnih aparatov poganjajo enaki motorji V enakem ohišju se skriva veliko število različnih možnosti in načinov delovanja in obratno Na eni enoti je mogoče uporabiti večje število priključkov ki imajo različne funkcije
421 Modulna gradnja pri gonilih Na podobnih izhodiščih in principih kot smo jih videli v poglavju 42 temelji tudi modulna gradnja gonil Mogoče je govoriti o modulni gradnji na več nivojih Prvi nivo je sestavljanje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 19 ndash
različnih velikosti istovrstnih in raznovrstnih gonil in motorjev drugi nivo je sestavljanje različnih vrst gonil in motorjev tretji pa sestavljanje posameznih gonil in motorjev iz enakih in podobnih sestavnih delov Konstrukcijskih rešitev je mnogo Prilagojene so organizaciji proizvodnje in specifičnostim posameznih proizvajalcev ter seveda samemu proizvodnemu programu Ponekod je vključen ves proizvodni program drugod pa so med seboj kompatibilne samo posamezne skupine izdelkov [3]
Med osnovne module štejemo gonila in motorje Pri tem pa je zelo pomembno to da na eno velikost gonila pride več velikosti motorjev (in obratno) In ravno od sistema vgradnje motorja na gonilo so v največji meri odvisne lastnosti gonil
Uporabljamo tudi gonila brez motorja ki jih imenujemo brezmotorna gonila ali tudi gonila s prosto pogonsko gredjo Vstopne gredi so lahko različnih oblik prav tako tudi načini pogona vstopne gredi Mnogokrat se motor in gonilo povežeta z dodatnim jermenskim pogonom To je potrebno zaradi omejene dolžine ki se jo na ta način močno zmanjša lahko pa tudi zaradi dušenja hrupa in sunkov ndash slika 43 Gonila je na objekt mogoče pritrditi na različne načine (pogl 4415) in v različnih položajih (pogl 4416)
Za ponazoritev tega koliko različnih motorjev in gonil imamo v območju moči do 11 kW ko je mogoč direkten priklop na običajno električno omrežje naj služi primer Izstopni momenti gonil pri teh močeh znašajo do 10 000 Nm (glej diagram 41) Dejanski izstopni momenti so odvisni od pogonskega motorja in prestavnega razmerja gonila
V tem območju moči se uporabljajo motorji do osne višine 132 mm kar pomeni 8 različnih velikosti motorjev in 17 različnih stopenj moči kar znaša skupaj 130 različnih motorjev (preglednica 42) Do osne višine 250 mm je okoli 7 do 10 velikosti gonil Pravzaprav je število velikosti odvisno od želene gostote pokritosti polja izstopnih momentov na izstopni gredi iz gonila Glej še preglednico 47 z osnimi višinami gonil
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom
Ko se motorju dodajo še tri vrste gonil s po 20 različnimi prestavnimi razmerji dobimo blizu 100 000 različnih gonil le-ta pa se lahko pojavijo v več različnih oblikah in položajih vgradnje ki dajo skupaj z različnimi elektronskimi komponentami čez milijon različnih uporabnih izdelkov (vseh možnih izvedljivih kombinacij je preko 107) Razen tega se ne sme pozabiti da je mogoče med seboj sestavljati enaka in različna gonila (v dvojna ali sestavljena
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 20 ndash
gonila) s čimer je lahko dobiti velika prestavna razmerja ki pri enojnih gonilih niso možna Ponavadi se sestavljajo zobniška gonila Zobniška gonila se uporabljajo še skupaj z variatorji ter kotnimi gonili s stožčastimi ali zobniško-polžnimi gonili včasih pa še s planetnimi gonili Med seboj povezujemo polžna gonila v dvojna polžna gonila
Sledi kratek pregled razdelitve in poimenovanja gonil in motorjev
4211 Motorji
Na gonila lahko pritrdimo več različnih motorjev Odločitev katere motorje bomo vgrajevali v gonila je odvisna od tržišča našega znanja in motorjev ki jih imamo na razpolago Najpogostejši motorji v industriji ki jih vgrajujemo h gonilom so elektromotorji uporabljamo pa še hidravlične motorje ali hidromotorje (v gradbeništvu pri gradbeni mehanizaciji) in pnevmatske motorje Tudi sami motorji so modulno grajeni in nam omogočajo različne načine vgradnje (z nogami z več različnimi prirobnicami kombinirano hellip) včasih imajo tudi različne oblike in premere gredi Gredi motorjev so lahko dodatno zatesnjene kar je pri gonilih mnogokrat potrebno Treba je razmisliti o potrebni mehanski zaščiti motorjev (IP) Pri pogonu z elektromotorjem je včasih pomembna še protieksplozijska zaščita (EEx) Motorjem lahko dogradimo še dodatne module in elemente (zavore varnostna stikala toplotna varovala varnostni ventili hellip) V preglednici 42 je navedeno število izvedb motorjev ki se razlikujejo po mehanskih karakteristikah [4]
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev
Št Število polov motorja Področje moči [kW] Št različnih
motorjev 1 2 009-11 16 2 4 006-11 17 3 6 018-55 11 4 8 009-4 12 5 s preklopnimi poli 009-11 74 6 skupaj motorjev 006-11 130
Ve likosti gonil in izstopni mome nt
10
100
1000
10000
R17 R27 R37 R47 R57 R67 R77 R87 R97 R107 R137
Ve likost gonila
Vrt
ilni m
omen
t na
izst
opni
gr
edi [
Nm
]
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 21 ndash
Motorji
elektromotorji (najpogosteje uporabljani za gonila) minus enosmerni
z rotorskim navitjem in stalnim magnetom s statorskim in rotorskim navitjem
minus izmenični s kolektorjem in krtačkami (gospodinjski aparati električno ročno orodje) asinhronski
bull navadni (največ uporabljani v industriji) bull z vgrajenim frekvenčnim pretvornikom bull s preklapljanjem polov (dve ali tri različne hitrosti vrtenja)
sinhronski motorji bull s stalnimi magneti bull z drsnimi obroči in navitjem na rotorju
koračni motorji
hidravlični motorji minus batni (počasi in hitrotekoči) minus rotacijski (počasi in hitrotekoči)
pnevmatski motorji
4212 Gonila
Vgrajena so med pogonski motor in delovni stroj Karakteristiko motorja prilagodijo karakteristiki delovnega stroja So transformatorji gibanja Običajno je da gonilo zmanjša vrtilno frekvenco motorja in poveča vrtilni moment ndash tedaj govorimo o reduktorju Če pa povečamo vrtilno frekvenco in zmanjšamo moment pa imamo multiplikator Z nekaterimi gonili lahko spreminjamo prestavno razmerje To so menjalniki in variatorji Nekaj moči se v gonilu izgubi Govorimo o izkoristku gonila Pri gonilih je izkoristek večinoma zelo dober (preko 09) lahko pa zdrkne tako nizko da sploh ne omogoči prenosa Tedaj govorimo o samozavornih in samozapornih gonilih
Poznamo mnogo različnih vrst gonil Ločimo jih na več načinov Spodaj navedeno poimenovanje se uporablja v nadaljevanju naloge Najpogosteje jih ločujemo po medsebojni legi vstopne in izstopne gredi po prestavnem razmerju po načinu pritrditve in po obliki izstopne gredi
42121 Po medsebojni legi vstopne in izstopne gredi ločimo
Gonila z vzporednima osema so lahko soosna oz koaksialna gonila in gonila pri katerih sta vstopna in izstopna gred na neki razdalji medosju Če je to medosje malo (do okoli 10 osne višine) jih prištevamo kar h koaksialnim gonilom Gonila z vstopno in izstopno gredjo katerih osi sta pod kotom (običajno je kot 90deg) ndash imenujemo jih tudi kotna gonila Osi se lahko sekata ali sta mimobežni Mnogokrat jih kombiniramo z valjastimi zobniškimi pari
minus Gonila z vzporednima osema soosna ndash koaksialna gonila (vstopna in izstopna gred sta v isti osi ali sta vzporedni
z malo medosno razdaljo) bull dvostopenjska zobniška bull tristopenjska zobniška bull planetna gonila bull posebna planetna gonila (cyklo in valna (harmonic drive) gonila) bull nekaj vrst tornih gonil
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 22 ndash
gonila z vzporednima vstopno in izstopno gredjo in večjo medosno razdaljo bull enostopenjska zobniška bull dvo- ali večstopenjska klasična zobniška gonila bull dvo- ali tristopenjska zobniška ploska gonila bull jermenska gonila bull verižna gonila bull torna gonila
minus kotna gonila (gredi se sekajo ali so mimobežne) polžna gonila
bull z valjastim polžem bull z globoidnim polžem bull s spiroidnim polžem
stožčasta gonila bull z ravnim ozobjem bull s poševnim ozobjem bull z zavitim ozobjem bull s hipoidnim ozobjem (mimobežne osi)
kotna gonila s kronskim ozobjem (zylkro) jermenska kotna gonila verižna kotna gonila kotna gonila s tornimi kolesi
42122 Glede na prestavno razmerje
minus Gonila s stalnim prestavnim razmerjem minus menjalniki (prestavno razmerje se lahko stopenjsko spreminja)
ročni avtomatski avtomatizirani (raquotiptroniklaquo)
minus variatorji ndash variacijska gonila (prestavno razmerje lahko brezstopenjsko spreminjamo) jermenski verižni (prenos moči s trenjem ali z obliko) s tornimi kolesi
42123 Po načinu pritrditve
minus z nogami minus s prirobnico minus z momentno ročico (opornim drogom) minus kombinirano
42124 Po obliki izstopne gredi
minus Gonila s polno gredjo z utorom za moznik z zobato gredjo ali utorno gredjo z gladko gredjo
minus gonila z votlo gredjo (nasadna gonila) z utorom za moznik gladka za povezavo s torno spenjalno pušo zobata ali utorna drugo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 23 ndash
4213 Elektronske komponente
Sem spadajo različne zaključene komponente (krmilniki sinhronskih motorjev frekvenčni pretvorniki v motor integrirani krmilniki ter krmilniki vrtilne frekvence in obremenitve) in sestavni deli ki jih prav tako modulno gradimo Krmilja lahko upravljamo ročno preko tipk ali potenciometrov z osebnimi računalniki z ustrezno programsko opremo ali merilnimi in krmilnimi karticami ter drugimi pripravami iz katerih dobimo primerne analogne veličine za regulacijo vrtilne frekvence in vrtilnega momenta Regulacijske zanke običajno vsebujejo tudi varovalne komponente (varovanje pred pregrevanjem varnostna stikala omejitve toka varovalke mehki zagoni hellip)
4214 Dodatni (posebni in prireditveni) moduli
Sem spadajo različni prilagoditveni deli ki jih potrebujemo zaradi posebnih želja strank (vgradnja motorja IEC varnostne sklopke enosmerne sklopke gredne vezi zavore različni premeri gredi različne oblike gredi dvostranska gred pri kotnih gonilih dodatne in posebne prirobnice dodatno tesnjenje različne količine olja in oprema pri poljubni obliki vgradnje hellip)
Pri sestavljenih gonilih je včasih treba dodati povezovalne module ali pa posebno obliko gonila Kadar potrebujemo velika prestavna razmerja med motor in končno gonilo vgradimo še dodatno gonilo Tako dobimo dvojno gonilo Običajno je to zobniško gonilo še posebej kadar je pomemben izkoristek celotnega gonila lahko pa je tudi polžno gonilo pri zelo velikih prestavnih razmerjih (dvojna polžna gonila)
K dodatnim modulom včasih uvrstimo variacijska gonila čeprav je to odvisno od sistema modulne gradnje posameznega proizvajalca gonil ki module prilagodi organizaciji in obsegu proizvodnje ter področju uporabe
4215 Elementi ki se ne vključujejo v modulno gradnjo
Včasih se zgodi da z obstoječimi moduli ne moremo izpolniti kupčeve želje Če se posel kljub temu sklene je treba izdelati dodatne elemente ki jih ni mogoče uporabljati kot modul ampak so zunaj našega sistema modulne gradnje Kompatibilni so samo z gonilom ki ga izdelamo ne pa tudi z drugimi vrstami gonil ali drugimi prestavnimi razmerji Tak del včasih imenujemo tudi nemodul Take izvedbe so redke in drage gonila pa so unikati Včasih se zgodi da neko funkcijo rešimo enostavneje ali ceneje z uporabo elementov ki niso v okvirih našega modulnega sistema in so primerni samo za omejen izbor gonil Če imamo mnogo raznih nemodulov pomeni da našega modulnega sistema nismo najbolje koncipirali ali pa smo delali na napačnih predpostavkah Zato je v fazi izdelave zahtevnika in koncipiranja treba upoštevati ustrezne tržne analize Zgodi se da lahko tudi nove variante vključimo v obstoječi modulni sistem kar pa pomeni da smo naredili odprt modulni sistem ki ga uspešno dopolnjujemo čeprav nekaterih možnosti v konceptu nismo upoštevali
422 Koncept modulne gradnje Vstopna prirobnica je tista ki se najmanj sklada s sistemom modulne gradnje saj je za vsako velikost motorja in vsako velikost gonila potrebna drugačna prirobnica To je hkrati najtrši oreh modulne gradnje ki ga proizvajalci gonil rešujejo na različne načine bolj ali manj uspešno vendar se nihče ne more izogniti tem dokaj zahtevnim vmesnim delom V našem primeru je za sedem velikosti motorjev in pet velikosti gonil potrebnih 35 različnih prirobnic Podobno je z gredjo motorja na katero pritrjujemo zobnike V primeru vgradnje motorja izdelanega po IEC-standardu pa je še dodatna potreba po gredni vezi dodatni gredi in vležajenju te gredi Gonilo je v tem primeru tudi precej daljše v smeri motorja Proizvajalci
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 24 ndash
gonil izdelujejo obe varianti večjo in dražjo s standardnim motorjem (trg) in pa s prilagojenim elektromotorjem V našem primeru smo uporabili motor s standardno prirobnico in prilagojeno gredjo motorja na katero smo s torno nakrčno pušo direktno pritrdili pogonski zobnik Povsem prilagojen motor si običajno privoščijo tisti proizvajalci ki razen gonil izdelujejo tudi elektromotorje le-te v večji meri prilagodijo gonilom V našem primeru smo predvideli sistem modulne gradnje ki je delno razviden iz sheme koncepta na sliki 42 Enaki deli ki so uporabljeni v več gonilih so narisani z debelejšimi črtami Na vseh treh vrstah gonil so uporabljeni identični vstopni moduli ki jih sestavljajo motor vmesna prirobnica s tesnjenjem in zobniškim parom Na sliki 44 je prikazana manjša družina gonil sestavljena iz treh vrst gonil v štirih velikostih Na sliki 42 je shematsko predstavljena modulna gradnja družine gonil ki smo jo zasnovali po zahtevniku ndash preglednica 41 Sistem modulne gradnje je razviden še s slik 45 in 46 Zunanja oblika gonil je prikazana na sliki 41
Slika 44 Družina gonil
Slika 45 Elementi gonil ki jih menjujemo
a) soosno zobniško gonilo b) zobniško-polžno gonilo
zobniška raquoflachlaquo
soosna zobniška zobniško-polžna
4
vrste gonil
velik
osti
goni
l
3
2
1
a) b)
par 1 stopnje
par 1 stopnje
par 2 stopnje
polžni par
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 25 ndash
Za različne vrste gonil smo uporabili iste dele Manjši zobnik druge stopnje smo uporabili za obe dvostopenjski zobniški gonili Prav tako je izstopna gred enaka na zobniško-polžnih in dvostopnih zobniških gonilih z vzporednimi gredmi Pri teh dveh vrstah gonil so uporabne tudi enake prirobnice na izstopni strani Enako velja za pokrov gonila za katerega pa se je kasneje izkazalo da na zobniško-polžnih gonilih sploh ni potreben kar je noviteta v svetu Varianta je potrjena saj smo izdelali nekaj prototipov za preskušanje V tem odstavku navedeni enaki deli v konceptu niso bili predvideni
Pri enakih velikostih istovrstnih gonil smo pri vseh gonilih uporabili vse sestavne dele razen zobnikov (ohišje izstopna gred ležaji mozniki vskočniki vijaki in drug droben material) Odstopanje od tega pomenijo gonila v posameznih položajih vgradnje kjer lahko po želji kupca ali iz kakega drugega razloga vgradimo dvojno tesnjenje izstopne gredi Na shemah na slikah 45 in 46 so deli ki se menjujejo (zobniki) narisani z debelejšo črto
Na shemi na sliki 46 lahko gonilu dodamo druge dele npr prirobnico posebno polno gred votlo gred z nastavkom za krčni kolut Našteti elementi so narisani z debelejšo črto Drugi sestavni deli (npr ohišje gredi ležaji hellip) se pri menjavanju in dodajanju delov v ničemer ne spremenijo Namesto votle gredi lahko vstavimo polno gred
Slika 46 Elementi ploskega gonila ki jih menjujemo ali dodajamo
Pri zobniško-polžnem gonilu lahko prirobnico prigradimo na obe strani gonila Po želji kupca je lahko pri tem gonilu izstopna gred obojestransko polna ali pa celo na eni strani polna na drugi strani pa nasadna (votla) Slednje v zahtevniku ni bilo zahtevano v praksi pa smo že imeli opravka s takimi željami Pri tem je potreben dodaten del ndash polna gred ki jo vstavimo v votlo To je tudi primer odprtega sistema modulne gradnje kjer dodatne želje izpolnimo tako da naredimo kak dodaten del ki ga je mogoče enostavno dodati obstoječemu gonilu (glej shemo na sliki 46) Na enak način je mogoče vstaviti gladko votlo gred za pritrditev z nakrčnim kolutom (ang shrink disk ali nem Schrumpfscheibe) To je zveza dveh gredi ki sta vstavljeni ena v drugo Zunanja (votla) gred ima relativno tanko steno S krčnim kolutom stisnemo zunanjo gred tako močno da se prižme na notranjo gred Vrtilni moment se prenaša samo s trenjem
izstopna prirobnicandash
zobnikindash menjujemo jih za različne prestave
dodamo ko želimo gonilo s prirobnico
posebna polna grednastavek za nakrčni kolut
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 26 ndash
43 Gradnja v vel ikostnem redu
Velikostni red je več istovrstnih izdelkov ki se med seboj razlikujejo po vrednosti oziroma opisu nekega parametra po drugih parametrih pa so si enaki oziroma podobni Parametri so lahko kvantitavni in kvalitativni Kvantitativni parametri so podani s številčno vrednostjo poljubne fizikalne veličine Kvalitativni pa so podani z opisom neke lastnosti kot so barva različni materiali stanje površine in podobno Pri konstruiranju delovanju in namembnosti so odločilni kvantitativni parametri
Nekaj primerov razvrščanja elementov po velikosti ndash velikostni red (kvantitativnih parametrih)
minus Velikostni parametri pri kotalnih ležajih so njegov notranji in zunanji premer ter njegova širina
minus Pri žarnicah je parameter velikosti njihova moč minus Pri navojnih svedrih sta parametra premer navoja in njegov korak minus Pri zobnikih so parametri modul število zob in širina zobnika minus Pri gonilih so lahko parametri izstopni moment prestavno razmerje in moč
Primeri razvrščanja po obliki ndash vrsti (kvalitativnih parametrih) istih delov minus Parameter oblike pri kotalnih ležajih je oblika kotalke kroglica valjček iglica
stožčasta kotalka sodček itd minus Žarnice so lahko hruškaste kroglaste svečaste v obliki obroča valjaste itd minus Navojni svedri so za metrične colske trapezne hellip navoje minus Zobniki so lahko valjasti stožčasti z ravnimi in poševnimi zobmi vijačni polžni itd minus Gonila so lahko zobniška soosna in z vzporednimi gredmi polžna zobniško-polžna
zobniška s stožčastimi zobniki itd
Velikostni red si lahko predstavljamo kot tehnično napravo (stroj komponenta strojni element) ki ima enako funkcijo in konstrukcijsko rešitev (oblika) izdelana pa je v več velikostih z možnostjo enake (podobne) izdelave Na ta način poenostavimo (racionaliziramo) oblikovanje in konstruiranje (dizajn) ter proizvodnjo Če velikostni red izdelkov ustreza drugim zahtevam za sestavljanje in izdelavo naprav govorimo še o modulni gradnji (poglavje 42) Pri oblikovanju velikostnega reda izdelkov je treba uporabiti teorijo podobnosti ki nam olajša delo in zmanjša stroške
431 Teorija podobnosti Izdelki so si med seboj podobni [5] kadar je ena od fizikalnih veličin enaka pri vseh velikostih tega izdelka Ker pa so fizikalne veličine kvantitativni parametri lahko rečemo da so podobni izdelki tisti ki se drug od drugega ločijo po velikostni vrednosti Izdelki ki se ločijo samo s čutili (barva otip hrup hellip) so enaki Vrste podobnosti definiramo z različnimi kvantitativnimi parametri Osnovni parametri so dolžina čas masa temperatura električni naboj svetilnosthellip in vsi ki so izpeljani iz osnovnih Posamezen parameter določa velikost nekega izdelka V splošnem velikost izdelka ne pomeni njegove geometrijske velikosti ampak le velikost določenega parametra Primer žarnice so različnih velikosti moči (parameter velikosti je električna moč žarnice) 15 W 25 W 40 W 60 W 75 W in 100 W pa vendar so vse enake raquogeometrijskelaquo velikosti Tako v različnih vejah uporabljamo različne vrste velikosti odvisno od osnovnega principa delovanja izdelka Pri prenosu toplote je poznanih več vrst podobnosti po kriterijih Prandtla Nusselta Grasshofa hellip pri pretoku tekočin si pomagamo z Reynoldsovim kriterijem v statiki se uporablja Hookova (tudi statična) podobnost v dinamiki imamo Newtonovo (tudi dinamično) podobnost hellip
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 27 ndash
Na področju industrijskih gonil si mnogokrat pomagamo s Cauchyjevo podobnostjo Tako vrsto podobnosti opišemo s Cauchyjevim brezdimenzijskim številom Ca ki je za različne velikosti (podobnih) izdelkov konstantno
2
konstE
vCa =timesρ
= Cauchyjevo število (41)
Kadar uporabljamo enake materiale kjer sta gostota materiala ρ in modul elastičnosti E konstantna mora biti konstantna tudi hitrost v Zato taki podobnosti rečemo tudi kinematična podobnost Ker hitrost izračunamo kot razmerje poti in časa se mora tudi čas spreminjati v enakih razmerjih kot pot Veličine se spreminjajo v odvisnosti od spremembe dolžinske mere in časa
Slika 47 Geometrijska podobnost izdelkov
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine)
Veličina Vpliv Način izračuna kotni pospešek ϕL
ndash2 ϕα = 1ϕt2 = ϕL
ndash2 pospešek vrtilna kotna in kritična frekvenca ϕL
ndash1 ϕω = 1ϕt = ϕtndash1 = ϕL
ndash1
specifični raztezki napetosti ploščinski tlaki zaradi vztrajnosti elastične sile hitrost hellip ϕL
0 t=sv rArr ϕt =ϕL ϕv =ϕL
0
Cauchyjeva podobnost zahteva enake hitrosti
razdalja čas raztezki napetosti ploščinski tlaki zaradi težnosti togost vzmeti raztezki hellip ϕL
1 ϕL ϕt
moč sila vztrajnostna sila površina ϕL2 F=mtimesa rArr ϕF = ϕL
3ϕt = ϕL2 ϕP
= ϕFtimesϕv teža masa momenti torzijska togost odpornostni momenti prostornina ϕL
3 ϕm = ϕL3timesρ = ϕL
3
vztrajnostni momenti prerezov centrifugalna sila ϕL4 ϕI = ϕL
4 vztrajnostni moment mase ϕL
5 ϕJ = ϕmtimesϕL2 =ϕL
3timesϕL2 = ϕL
5
stopnjevanje geometrijske velikosti ϕLasymp125
M2 = 8M2 = 4M2 = 2 M2 = 1
stopnjevanje izstopnega momenta ϕΜ = ϕL3 asymp 2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 28 ndash
V preglednici 43 so zbrane odvisnosti nekaterih veličin od stopnjevanja geometrijske velikosti
Razmerje dolžin ki ga lahko imenujemo tudi korak stopnjevanja velikosti označimo s ϕL v tem primeru je parameter velikostnega reda našega izdelka Zato govorimo tudi o geometrični podobnosti Iz formul za izračun posameznih veličin si lahko izračunamo stopnjevanje teh veličin pri spremembi geometrijske velikosti ndash linearne dolžine Paziti je treba pri masnih silah kot so sile zaradi pospeševanja in centrifugalna sila ker se masne sile ne spreminjajo tako kot druge sile
Diagram 42 Različni načini izbiranja velikosti izdelkov
Paziti je treba na varnost pri preobremenitvah (dopustne napetosti) ko se pojavi vpliv zmanjšanja nosilnosti zaradi povečanega preseka (elementi z večjimi preseki imajo manjšo trdnost) Izkoriščenost materiala in varnosti se ne spreminjajo le če zanemarimo vpliv dimenzij na materialne lastnosti
Izdelke ki so si geometrično podobni lahko povečujemo na različne načine Povečevanje je lahko aritmetično (velikost oblek čevljev) geometrijsko mešano ali izvedemo na kakšen drug način V strojništvu uporabljamo aritmetično stopnjevanje (premeri svedrov premeri ležajev) geometrijsko stopnjevanje (prestavna razmerja velikosti gonil) manj pa druge načine stopnjevanja
V diagramu 42 so grafično prikazane različne možnosti izbire velikostnih razredov Uporabimo lahko vse velikosti (a) Posamezne velikosti izbiramo tako da nekatere izpustimo Tako dobimo v zgornjem (b) ali spodnjem območju (c) po velikostih gostejše izdelke Gostejši (d) ali redkejši (e) izdelki so mogoči še v osrednjem območju velikosti
Pri snovanju smo zajeli vse velikosti podobnih izdelkov v predvidenem območju Za katero možnost izbire velikosti se odločimo je odvisno predvsem od potreb na tržišču Hkrati si pustimo odprto možnost za hitro izdelavo dokumentacije podobnega izdelka v velikosti ki smo jo izpustili
1 2 3 4 5 6 7 8 9 10 1
125
16
2
25
315
4
5
63
8
velik
ost
Oznaka velikosti
1
125
16
kora
k
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 101 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
c ea b d
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 29 ndash
432 Standardna števila Uporabljamo jih kot pomoč pri stopnjevanju različnih veličin in določanju standardnih dimenzij Običajno se uporabljajo decimalno geometrijske vrste standardnih števil [6]
4321 Lastnosti decimalno geometrijskih vrst
Decimalno geometrijsko vrsto dobimo z množenjem konstantnega faktorja ϕ ki je izpeljan iz števila 10 Če želimo imeti v območju ene dekade n različnih velikosti (tudi vsaka naslednja dekada ima enako število členov) dobimo faktor stopnjevanja ϕ po naslednji enačbi
nn
o
n
aa 10==ϕ (prvi del enačbe je splošen drugi pa velja za desetiško vrsto) (42)
Če želimo imeti 10-stopenjsko decimalno geometrijsko vrsto dobimo za vrednost ϕ približno vrednost 125 tako vrsto pa imenujemo vrsta R10 Razen te so standardne še R5 R20 in R40 V preglednici 44 so zbrana standardna števila iz vrst R5 R10 in R20 po standardu DIN 323 Nadaljevanje vrste dobimo z množenjem posameznih členov z 10
Pri vrsti R40 se med člene vrste R20 vrine še po en člen Če upoštevamo še zadnji člen vrste (to je vrednost 10) dobimo da je število členov z enako z = n + 1
Uporabljamo tudi izpeljane vrste Dobimo jih tako da uporabimo samo vsak k-ti člen osnovne vrste Število k zapišemo za poševnico ki je na koncu oznake standardne vrste med oklepaja ki sledita pa napišemo člen s katerim se vrsta začne Primera izpeljanih vrst R204(14 hellip) 14 224 355 56 9 hellip R103(1 hellip) 1 2 4 8
Pri tem je faktor stopnjevanja vedno določen z izrazom ϕ = 10kn (43)
Preglednica 44 Glavne vrednosti standardnih števil
Vrsta Standardna števila iz desetiške geometrijske vrste R5 100 160 250 R10 100 125 160 200 250 R20 100 112 125 140 160 180 200 224 250 280 R5 400 630 R10 315 400 500 630 800 R20 315 355 400 450 500 560 630 710 800 900
4322 Izbor stopnjevanja velikosti
Izbira stopnjevanja velikosti je odvisna od potreb na trgu Lahko se omejimo samo na nekatere velikosti tako da z njimi pokrijemo tržne niše Izbiramo jih v odvisnosti od proizvodnih stroškov ali od lastnosti izdelka glede na različno stopnjevanje Vedno ni smiselno da izbiramo posamezne stopnje z enakim stopnjevanjem Včasih je iz tehničnih in razlogov gospodarnosti potrebno da izberemo različne velikosti korakov stopnjevanja Kljub temu pa lahko vedno uporabimo vrednosti iz standardnih vrst od R5 do R40 Pravilno je da stopnjevanje prilagodimo količini izdelkov Večje ko je povpraševanje po izdelkih bolj na drobno bomo stopnjevali in tudi bolj natančno bomo lahko prilagodili tehnične zahteve našega izdelka kupcu Obenem pa morajo biti velikostni razredi dovolj veliki da omogočajo primerno serijsko proizvodnjo Tako lahko uporabimo samo nekatere stopnje nekatere pa izpustimo ndash diagram 42
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 30 ndash
4323 Grafična predstavitev stopnjevanja
Zaradi preglednosti je vedno primerno da znamo čim enostavneje prikazati medsebojno odvisnost posameznih veličin Pri geometrijskih vrstah je najenostavneje enačbo za stopnjevanje logaritmirati Ko narišemo diagram stopnjevanja so črte v diagramu premice katerih naklon je ϕ 2ϕ 3ϕ hellipTako lahko na zelo enostaven način prikažemo stopnjevanje in grafično določimo vse pomembne karakteristike našega izdelka
To lahko naredimo zelo enostavno saj lahko vrednosti standardnih števil nadomestimo s karakteristikami naših izdelkov Na abcisno os nanesemo stopnjevanje naše karakteristične geometrijske veličine na ordinatni osi pa dobimo npr težo izdelka moment in moč na izstopni gredi in podobno Z eno natančno izračunano velikostjo lahko dokaj točno predpostavimo druge velikosti Vseh veličin pa ne moremo vzeti iz množice standardnih števil ker so določene z drugim standardom Tak primer je pri modulih Standardne vrednosti modulov se ne ujemajo s standardnimi števili Najbolj kvarita modula 15 mm (standardno število je 16) in 3 mm (315) Take izjeme lahko povzročijo dodatne težave pri naših izdelkih Posledici sta delna neizkoriščenost prostora in neenakomerno stopnjevanje veličin ki so odvisne od takih izjemnih vrednosti
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
6
03
3
300
30
32 4 5
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti
To si lažje predstavljamo če primerjamo obe preglednici 45 in 46 ter diagrama 43 in 44 Razlike so najbolj očitne pri izstopnem momentu masi in vztrajnostnem momentu (višje potence faktorja stopnjevanja ϕ) Črte na diagramu 44 niso več premice ampak lomljene črte
V diagramih z natančnejšim merilom je tako mogoče grafično natančno določiti glavne karakteristike gonil Dimenzije nam kvarijo tudi ležaji katerih dimenzije prav tako niso v geometrijskem zaporedju ampak se večajo s premerom gredi (luknja ležaja) ki raste po 5 mm
3φ
φ
5φ
izstopni moment
osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 31 ndash
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 16 115 40 16 1 4 2 140 80 32 32 5 25 180 160 63 98 6 315 225 310 125 31
01
1
10
100
1000
1 10Oznaka velikosti gonila
mod
ul o
sna
viši
na m
asa
izst
opni
mom
ent
vztr
ajno
stni
mom
ent
Modul
Vztrajn moment
Osna viš inaIzs topni moment
Masa
03
3
300
30
32 4 5 6
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko
Velikost Modul [mm]
Osna višina [mm]
Izstopni moment [daNm]
Masa [kg]
Vztrajnostni moment [gm2]
1 1 75 10 4 01 2 125 90 20 8 03 3 15 115 40 14 08 4 2 140 80 32 32 5 25 180 160 63 98 6 3 225 270 108 243
izstopni moment osna višina masa
vztrajnostni moment
modul
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 32 ndash
44 Vrti lni moment na izstopni gredi
Nosilnost gonila lahko predstavlja različne veličine kot so na primer dovoljena radialna in aksialna sila (na vstopni in izstopni gredi) mejna moč (ki jo lahko prenaša gonilo ne da bi se pregrevalo) nosilnost ohišja gonila in pritrdilnih mest največja vrtilna frekvenca na vstopu v gonilo in pa vrtilni moment ki ga imamo na razpolago na izstopni gredi iz gonila Vse te nosilnosti so običajno zelo dobro usklajene med seboj tako da se pri izbiri med seboj ne izključujejo So tudi izjeme saj je včasih problematična mejna termična moč še posebej pri majhnih kompaktnih gonilih ali pa pri gonilih ki imajo nekoliko slabši izkoristek (polžna gonila) V nadaljevanju te naloge bomo uporabljali besedno zvezo raquonosilnost gonilalaquo izključno v povezavi z dopustnim izstopnim momentom na izstopni gredi gonila
Nosilnost je najpomembnejši pokazatelj lastnosti gonil Ker pri gonilih običajno govorimo o zmanjšanju vrtilne frekvence je nosilnost gonila vrtilni moment ki ga prenese zadnja (izstopna) stopnja gonila (pri povečanju vrtilne frekvence je največji vrtilni moment na vstopni gredi) V največji meri je ravno nosilnost tista ki je odločilna pri ceni nekega gonila Višja ko je nosilnost gonila večja je tudi cena (dražje ga lahko prodamo) Z nosilnostjo je povezana tudi velikost gonila ki je prav tako sorazmerna nosilnosti V tem odstavku bomo prikazali kako je nosilnost odvisna od velikosti gonila Pomagali si bomo še z enačbami tako da bo vse nedvoumno
Zob si lahko predstavljamo kot konzolni nosilec obremenjen z obodno silo Fo Izrazimo obodno silo iz enačbe za napetost in dobimo da je obodna sila sorazmerna kvadratu modula (enačba 45) Pri enaki obodni sili ki jo prenaša zobniški par se z večanjem modula veča razdelni premer in z njim tudi vrtilni moment T (enačba 46) Višina prijemališča obodne sile in s tem tudi upogibni moment na zobu raste z modulom Odpornostni moment vznožnega preseka zoba je sorazmeren širini zobnika b in kvadratu debeline zoba h (enačba 44) Iz enačbe 47 za medosno razdaljo je razvidno da je modul sorazmeren medosni razdalji Če materiala in števila zob zobnikov ne spreminjamo spreminjamo pa medosno razdaljo se vrtilni moment spreminja s tretjo potenco medosne razdalje (enačba 47)
322
66mmmhbW prop
timesprop
times= (44)
WzmFo
timestimestimes
=2
σ
Izrazimo Fo na dva načina in dobimo
232 m
mm
zmWFo propproptimes
σtimestimes= (45)
mT
zmT
dTF
oo prop
timestimes
=times
=22
Izrazimo T 3mmFT o proptimesprop (46)
ker pa je
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 33 ndash
mzzma prop+times
=2
)( 21 (47)
Dobimo
T prop a3 (48)
Iz enačbe 48 je razvidno da je vrtilni moment T sorazmeren z medosno razdaljo zobniškega para na tretjo potenco Dobimo enak rezultat kot po teoriji podobnosti Primerjaj s preglednico 45
To je zelo pomembna in enostavna ugotovitev Medosna razdalja zobniškega para na zadnji stopnji gonila mora biti čim večja In ne samo to Že majhno povečanje medosne razdalje pomeni veliko povečanje izstopnega momenta iz gonila in s tem nosilnosti gonila Kako pa nam to lahko koristi Z različnimi konstrukcijskimi rešitvami lahko na omejenem prostoru dosežemo različne medosne razdalje V nadaljevanju so opisani nekateri konstrukcijski prijemi s katerimi lahko to dosežemo
441 Glavne značilne dimenzije Gonila so na videz preprosta Večino dimenzij je mogoče dokaj enostavno izračunati ali kako drugače določiti Kljub temu pa je potrebno mnogo znanja in predvsem izkušenj da lahko upoštevamo različne predpise standarde ter druga priporočila in zahteve tržišča Zato bomo najprej na primeru koaksialnega zobniškega gonila definirali nekatere zahteve in pojme ki jih moramo pri tem poznati Najpomembnejši so
minus osna višina gonila H (višina izstopne gredi od pritrdilne ravnine pri pritrditvi gonila z nogami (B3))
minus širina gonila B minus osna višina vstopne gredi h je običajno enaka kot osna višina izstopne gredi lahko pa
se od nje tudi malo razlikuje (pomembna je zaradi vgradnje različnih motorjev na gonilo)
minus velikost izstopne gredi (dolžina l premer D) minus oblika vgradnje gonil (noge prirobnica momentna ročica) in razporeditev pritrdilnih
mest minus položaj vgradnje (vodoravna ali navpična gred ter pritrditve na vodoravne navpične in
poševne stene ter strop)
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3)
Za pomen oznak oblike in položaja vgradnje glej standard IEC 34
B
D
l
h H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 34 ndash
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot
pri gonilu z nogami (B3)
4411 Osna višina gonila Osno višino definiramo kot najkrajšo razdaljo med srednjico izstopne gredi in pritrdilno ploskvijo pri pritrjevanju gonila z nogami na ravno površino To je dimenzija gonila ki največ pove o velikosti gonila in potrebnem prostoru za pritrditev
Osne višine so standardizirane z različnimi standardi V našem okolju je to standard DIN 747 ndash preglednica 47 [2] [7] in [8] Vodilni svetovni proizvajalci gonil (SEW Flender Bonfiglioli) se tega standarda v celoti ne držijo Med seboj so običajno dobro usklajeni Imajo nekaj svojih osnih višin ki so večinoma stare že nekaj desetletij ter posledica tradicije in želja (potreb) da mere za vgradnjo gonil ostanejo enake (stara gonila neposredno zamenljiva z novimi) Manjši proizvajalci uporabljajo deloma standard ali pa se prilagajajo oz zgledujejo po vodilnih proizvajalcih gonil Od osne višine je odvisna nosilnost gonila ki jo je mogoče dvigniti tako da s konstrukcijskimi rešitvami razpoložljiv prostor izkoristimo v največji možni meri Pri električnih strojih je velikost standardizirana s standardom IEC in prav tako temelji na osni višini izstopne gredi
Preglednica 47 Standardne osne višine gonil [mm]
Standardna vrsta 71 90 112 140 180 224 250 315 355
DIN 747 71 90 112 140 180 225 250 315 355 SEW 75 90 115 140 180 225 250 315 355
Bonfiglioli 85 100 110115 130155 195 210 250 300 345
4412 Širina gonila Širina gonila poleg osne višine vpliva na največjo uporabljeno medosno razdaljo Širine niso standardizirane Širina gonila se meri pravokotno na osno višino gonila in je pravokotna tudi na izstopno gred Izstopna in vstopna gred sta največkrat v sredini širine Gonila so običajno po zunanjem videzu simetrična na izstopno gred po navpičnici na pritrdilno ploskev Priporočljivo je da širine gonil vodilnih svetovnih proizvajalcev ne prekoračujemo saj s tem povečujemo potreben prostor za vgradnjo kar pa ni zaželeno Flender je pred leti povečal širino svojih gonil za cca 15 in na ta račun dvignil nosilnost za skoraj 25 Podobno je naredil SEW vendar je z dodatnimi konstrukcijskimi rešitvami uspel še bolj povečati nosilnost svojih gonil Pritrdilne mere osne višine in premere gredi imata oba proizvajalca enake ndash gonila so med seboj zamenljiva
B
H
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 35 ndash
4413 Osna višina vstopne gredi V zahtevniku v poglavju 41 je zapisano da bomo obravnavali koaksialna gonila Pri pravih koaksialnih gonilih je osna višina vstopne gredi enaka osni višini izstopne gredi Lahko pa se ti osni višini nekoliko razlikujeta Navadno je osna višina vstopne gredi manjša Ne moremo in ne smemo pa te osne višine poljubno zmanjšati saj se pojavijo težave pri vgradnji motorjev Tudi motorji imajo svoje osne višine ki se razlikujejo od osnih višin gonil Ko je osna višina motorja večja od osne višine vstopne gredi nastopijo težave pri vgradnji motorja ker pritrdilna ploskev motorja ni več raquonajnižjalaquo točka gonila Motor je napoti pri vgradnji gonila na objekt Seveda so nekateri motorji večji od gonila vendar se moramo pri snovanju gonila odločiti kateri motorji so večji od gonila Ta problem se pojavi pri manjših prestavnih razmerjih saj moramo vgrajevati večje pogonske motorje če želimo res izkoristiti nosilnost gonila in dobiti ustrezen izstopni moment Vstopno gred pri gonilu brez motorja imenujemo tudi prosta pogonska gred ki je prav tako kot izstopna gred lahko različnih oblik
4414 Velikost in oblika izstopne gredi Kadar govorimo o velikosti izstopne gredi imamo navadno v mislih valjasto gred z utorom za moznik Velikost gredi je odvisna od izstopnega vrtilnega momenta in predvidenega upogibnega momenta gredi Premeri gredi in dolžine prostega konca gredi ter njune tolerance so določene s standardom DIN 748 Tega standarda se držijo tudi vodilni proizvajalci gonil v svetu
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748)
Premer gredi k6 (nad 50 m6)
(mm)
6 7
8 9
10 11
12 14 1619
20 22 24
25 28
30 32 35 38
40 42 45 48
50
55 60 65 70
75
Kratka gred (mm) ndash ndash 15 18 28 36 42 58 82 105 Dolga gred (mm) 16 20 23 30 40 50 60 80 110 140
Izstopna gred je lahko različnih oblik Najpogostejša je valjasta gred V zadnjem času se vse več uporabljajo votla gred (nasadna ali tudi natična gonila ndash Aufsteckgetriebe (hollow) shaft mounted) votla gred z nastavkom za krčni kolut ter polna in votla gred ozobljena po DIN 5480 Pri kotnih gonilih lahko imamo dvostransko izstopno gred To možnost imamo tudi pri nekaterih nekoaksialnih gonilih z valjastimi zobniškimi pari kjer je pogonska gred (motor) dovolj oddaljena od izstopne gredi
4415 Oblika vgradnje gonil in razporeditev pritrdilnih mest Ločimo več načinov pritrjevanja gonil Najpogostejše pritrditve so z nogami ndash pritrdilna ploskev je vzporedna z izstopno gredjo (B3) s prirobnico ndash pritrdilna ploskev je pravokotna na izstopno gred (B5 in B14) in z opornim drogom (tudi momentno ročico) ndash gonilo je pritrjeno v eni točki ki pa ne sme ležati v osi izstopne gredi Različne načine pritrjevanja gonil imenujemo tudi oblika vgradnje gonila
Pri pritrditvi z nogami so pomembne lega pritrdilne ploskve ter razvrstitev in velikost pritrdilnih izvrtin glede na izstopno gred Standarda ni vendar so vodilni proizvajalci gonil (SEW Flender Nord) dobro usklajeni med seboj Gonila z nogami imajo običajno polno izstopno gred ki ima lahko en premer ali več različnih premerov gredi
Enako velja za gonila s prirobnico s to razliko da so velikosti prirobnic standardizirane po IEC 72 za električne stroje uporabljajo pa se tudi pri gonilih Teh priporočil se drži večina
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 36 ndash
proizvajalcev gonil Gonila ki jih pritrjujemo s prirobnico lahko imajo različne premere in oblike gredi (polna in votla gred gred za nakrčni kolut ozobljena (DIN 5480) votla gred hellip)
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno
ročico ter možnost pritrditve z nogami prirobnico in momentno ročico
Najmanj priporočil je za pritrditev z momentno ročico Pritrditev je elastična in izvedena kot členek Gred delovnega stroja mora biti samostojno vležajena in mora nositi tudi težo gonila Izvedbe posameznih proizvajalcev se med seboj razlikujejo po obliki in merah Treba pa je dodati da je ta vrsta pritrditve najbolj prilagodljiva in enostavna za uporabnika ter se vedno več uporablja Najpogosteje se uporablja v kombinaciji z votlo gredjo na gonilu (nasadna gonila) Pri tem sta značilni dve obliki povezave med gredema To sta klasična povezava preko moznika ter povezava s krčnim kolutom Možnih je več različnih premerov votle gredi
Pri proizvodnji gonil sta oblika vgradnje in razporeditev pritrdilnih mest zelo pomembni Če imajo naša gonila enaka pritrdilna mesta in obliko gredi kot gonila drugih proizvajalcev imamo veliko možnosti da bomo lahko prodajali in vgrajevali naša gonila Na ta način je gonilo zamenljivo brez predelav in dodatnih delov
4416 Položaj vgradnje Gonila lahko pri vgradnji postavimo v različne položaje Najlažje si različne položaje predstavljamo tako da na razviti plašč kocke pritrdimo (enaka) gonila v enakem položaju ndash slika 411 ndash nato pa plašč spet zvijemo v kocko ndash slika 412 [2]
Tako dobimo šest osnovnih položajev vgradnje ki jih označimo z M1 do M6 Štirje položaji so z vodoravno izstopno gredjo gonilo pa je obrnjeno z osnovno ploskvijo v smeri tal (M1) stropu (M3) ter proti desni (M5) in levi (M6) steni in dva položaja z navpično izstopno gredjo kjer je enkrat izstopna gred zgoraj (M2) drugič pa spodaj (M4) gonilo pa je pritrjeno na navpično steno ndash glej sliko 412 Zajeti so vsi položaji razen posebnih (poševna gred ali pritrdilna ploskev) ki pa jih je v vsakem primeru treba obravnavati posebej Tak sistem označevanja uporablja SEW Položaj vgradnje je pomemben predvsem zaradi mazanja in tesnjenja V različnih položajih so potrebne različne količine olja
Pri spremembi položaja vgradnje se spremenijo tudi položaji (vzdrževalnih) navojnih izvrtin za kontrolo nivoja in za izpust olja ter položaj zračnika Pri gonilih za katera ni potrebno vzdrževanje tudi ni vzdrževalnih odprtin včasih pa ni potreben niti zračnik
prirobnica
noge
momentna ročica
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 37 ndash
Mnogokrat je pri različnih položajih potrebna tudi različna izvedba tesnjenja (npr motor pod gonilom ali izstopna gred spodaj)
Slika 411 Razviti plašč kocke z oznakami in gonili
Slika 412 Kocka s položaji vgradnje gonil
Kadar imamo motorna gonila je treba upoštevati še položaj priključne omarice elektromotorja in položaj uvodnic za kable v omarico Možnosti so razvidne s slike 413 To je potrebno zaradi lažje montaže električne priključitve ter boljšega tesnjenja uvodnic Položaj omarice in uvodnic je mogoče določiti in spremeniti na mestu uporabe vendar to pomeni poseg v gonilo in prekinitev jamstva (garancije) za gonilo Tudi na take malenkosti ne
M1
M2
M3
M4
M5
M6
M1
M2
M3
M4
M5
M6
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 38 ndash
smemo pozabiti pri načrtovanju gonil in seveda tudi pri načrtovanju vgradnje in nakupu gonila
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice
442 Načini povečanja medosne razdalje zadnjega zobniškega para
Navedli bomo samo nekaj primerov ker vseh enostavno ni mogoče Še vedno sta domišljija in inovativnost konstruktorjev tisti ki najdeta vedno nove in nove rešitve Osnovna rešitev je koaksialno gonilo z enako osno višino vstopne in izstopne gredi Os vmesne gredi je na srednjici gonila Medosni razdalji prve in druge zobniške stopnje sta enaka ndash slika 414 a Mogoča medosna razdalja je odvisna od največjega prestavnega razmerja prve stopnje gonila Manjše ko je prestavno razmerje večja je lahko medosna razdalja Toda prav tako želimo imeti čim večje prestavno razmerje Želji po povečanju nosilnosti in prestavnega razmerja druga drugo izključujeta
Večje je prestavno razmerje prve stopnje večji je drugi zobnik prve stopnje in s tem povezan prostor pod vmesno gredjo Z zmanjšanjem največjega prestavnega razmerja prve stopnje se lahko poveča medosna razdalja saj se zmanjša velikost večjega zobnika na vmesni gredi Kadar želimo večjo nosilnost gonila lahko to dosežemo s povečanjem medosne razdalje zadnjega zobniškega para
4421 Montaža s strani pogona (motorja) Večji zobnik na vmesni gredi vstavljamo skupaj z gredjo Pri tem morata ostati minimalna potrebna širina tesnilne površine pod zobnikom in zračnost med zobnikom in ohišjem gonila Taka izvedba se večinoma uporablja pri dvostopenjskih gonilih (Lenze) ndash slika 414 a
4422 Montaža zobnika v ohišju Večji zobnik na vmesno gred namestimo v gonilu Na medosno razdaljo ne vpliva širina tesnilne površine ampak samo debelina stene ohišja in zračnost med zobnikom in ohišjem Medosna razdalja je lahko v primerjavi s prejšnjim primerom nekoliko večja vendar je zahtevnejša montaža Izvedba se uporablja pri dvostopenjskih gonilih (Nord) pri tristopenjskih gonilih pa v kombinacijah z drugimi rešitvami ndash slika 414 b
4423 Nekoaksialno gonilo Ena od možnosti povečanja medosne razdalje druge stopnje gonila je da gonilo ni popolnoma koaksialno Osna višina vstopa je pri tem manjša kot je osna višina izstopa Zaradi manjšega medosne razdalje prve stopnje je njen največji zobnik manjši kar omogoča nižji položaj vmesne gredi Slabosti te možnosti sta nekoliko manjše celotno prestavno razmerje gonila in manj prostora za vgradnjo motorja (osna višina vstopa ndash motorja je manjša) Pri samo
0deg
180deg 90deg
270deg
0 0 2
1 3
osnovni položaj uvodnice
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 39 ndash
dvostopenjskih gonilih take uporabe nisem zasledil ndash slika 415 a
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
a) osnovna izvedba b) montaža z zobnikom v ohišju
4424 Vmesna gred pomaknjena vstran V vseh prejšnjih primerih je vmesna gred gonila na navpični osi gonila (na pravokotnici na pritrdilno ploskev) Vmesno gred pa lahko tudi zamaknemo vstran ndash slika 415 b Pri tem ne smemo iti predaleč sicer se začne večati širina gonila Izvedba je posebej primerna za tristopenjska gonila V tem primeru obstaja možnost zmanjšanja velikosti motornega gonila ob primernem položaju vgradnje motorja kjer je priključna omarica obrnjena v nasprotni smeri od premika vstopne gredi Pri dvostopenjskih gonilih lahko to izvedbo najdemo pri Nordu To možnost lahko kombiniramo s prejšnjo možnostjo s tem da je mogoče vstopno gred premakniti navzdol in vstran Uporablja se pri dvostopenjskih gonilih ki so vgrajena v ista ohišja kot tristopenjska gonila Pri tristopenjskih se uporablja v kombinaciji z drugimi izvedbami (SEW Flender)
a (m
edos
je )1
00
H (o
sna v
išina
gon
ila)
106
H
B (širina gonila)
z1
z4
z2
z3
vmesna gredz1 na vstopni gredi
z4 na izstopni gredi
nosilnost 100 119
a)
112
H
B
a m
dHm
H
B
181 140
b) a)
122
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 40 ndash
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih a) nekoaksialno gonilo b) vmesna gred premaknjena vstran
4425 Gonila večje širine Medosno razdaljo lahko še dodatno povečamo tako da razširimo gonilo Gonilo lahko
razširimo samo enostransko (na mestu drugega zobnika prve stopnje) ali pa obojestransko da ostane gonilo simetrično (Flender) ndash slika 416 Taka gonila so sicer malo širša od običajnih vendar so še vedno manjša od tistih z eno stopnjo večjo osno višino S kombinacijami lahko dosežemo še večje medosne razdalje na izstopu V praksi jih še nisem videl uporabljenih
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih
Povečevanje medosne razdalje pa ni odvisno samo od postavitve vstopne in vmesne gredi ampak je pogojeno s konstrukcijsko izvedbo ohišja načinom tesnjenja med motorjem in gonilom načinom pritrditve gonila ter s postopkom sestavljanja gonila (velikost odprtine na vstopni strani gonila (Nord) ali pa dodaten pokrov na ohišju gonila (SEW)) Posledica vsakega povečanja medosne razdalje je običajno zahtevnejše sestavljanje Mnogokrat taka gonila niso primerna za servisiranje ali pa je poseg drag
Večina navedenih rešitev se v praksi uporablja Konstruktorji imajo še precej možnosti da oblikujejo gonila s še večjo nosilnostjo enostavno montažo in nezahtevnim servisiranjem
H
B
250
meja Bmax = 2 times H
136
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 41 ndash
Slika 417 Vstavljanje pogonskega sklopa v ohišje
Slika 418 Sestavljeno gonilo z motorjem
Za podjetje Baumuumlller-Strojna smo na naši fakulteti razvili gonila z varianto medosne razdalje pod točko 4422 ndash slika 414 b s tem da smo sestavili notranjo vsebino gonila (gredi ležaje in zobnike) posebej in potem celoten sklop vstavili v ohišje To je razvidno s slike 417 kjer debela črta s puščico prikazuje potek sestavljanja gonila in slike 418 ki prikazuje sestavljeno motorno gonilo Tako gonilo je zelo enostavno za sestavljanje in primerno za servisne posege kar je pomembno zlasti pri večjih in dražjih gonilih Kot naročnik razvoja je Baumuumlller vložil v Nemčiji patent ki pa zaradi pomanjkljivega opisa in priprave patentne dokumentacije ni bil sprejet Oblika ima še nekaj prednosti vležajenje je močnejše zobnik na izstopni gredi je med ležajema ležaj pri prostem koncu izstopne gredi prenaša silo neposredno na steno ohišja in noge hellip
443 Optimiranje posameznih zobniških parov Zobniške pare namenjene za vgradnjo v zobniško gonilo moramo oblikovati tako da bomo na prostoru ki je na razpolago dosegli čim večjo nosilnost in čim večje prestavno razmerje To sta tudi glavna kriterija po katerih ocenjujemo primernost zobniškega para Kot sem
pogonski motor
gonilo
elektromotor
ohišje
pogonski sklop
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 42 ndash
omenil že v prejšnjem poglavju je moment na gnanem zobniku odvisen od medosne razdalje Pri enakih razmerjih se moment spreminja s tretjo potenco medosne razdalje
Na nosilnost zobniškega para pri enaki medosni razdalji vplivajo še naslednje veličine modul število zob širina zobnika kot poševnosti ustrezna porazdelitev profilnih premaknitev obeh zobnikov in izbira primernega materiala
4431 Modul Modul zobnika je pomožna veličina na osnovi katere določimo preostale geometrijske veličine zobnika Najpomembnejše so debelina in višina zoba ter širina zobnika Modul je osnovna enota zobnika Podajamo jo v mm Kljub temu pa modula na zobniku ne moremo neposredno videti oziroma ga izmeriti Lažje si ga bomo predstavljali na osnovi naslednjih enačb Izhajali bomo iz razdelnega premera zobnika in obsega na tem mestu Obseg lahko izračunamo na dva načina enkrat s splošno enačbo za obseg kroga drugič pa s produktom razdelka in števila zob
oo dztO times=times= π [mm] (49)
Sedaj enačbi podelimo s π in dobimo
zmztd oo times=times
π= [mm] (410)
Pri tem je to razdelek na osnovnem krogu in je merjen med istoležečima točkama sosednjih zob na razdelnem krogu Količnik toπ pa imenujemo modul S tem smo pridobili to da ne računamo več z ločnimi razdaljami ampak enostavno z daljicami
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867
Modul je definiran tako da pri množenju s številom zob dobimo premer razdelnega kroga zobnika Ker je število zob lahko samo celo število za modul pa so uporabljene standardne vrednosti ndash prav tako raquolepalaquo cela števila je tudi premer razdelnega kroga tak Izbor modulov je podan s standardom DIN 780 [9] Prednostni izbor modulov je naslednji (1
045 038 025 Zaokrožitev noge ρ
03 025 017 Temenska zračnost c
eP = mnmiddotπ2 sP = mnmiddotπ2
h aP =
mn
h wP =
2middotm
n+c
c =
cmiddotm
n
ρ fP=
ρmiddot
mn
zob medzobje
zob
αn = 20degh f
P = m
n
p = mnmiddotπ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 43 ndash
125 15 2 25 3 4 5 6 8 in 10) mm ndash glej preglednico 49 Osnovni profil zoba (višina in debelina) je določen s standardom DIN 867 [9]
Samo s spreminjanjem modula (premer in širina zobnika ostajata enaka) dosežemo premo sorazmerno povečanje vrtilnega momenta To lahko vidimo tako da v enačbo 45 za obodno silo vstavimo odpornostni moment iz enačbe 44 in dobimo
mzmmmb
zmWFo prop
timestimesσtimestimestimestimes
=times
σtimestimes=
622 (411)
Pri enaki velikosti zobnika pomeni povečanje modula tudi enakovredno povečanje vrtilnega momenta To pa ne velja pri zelo majhnem številu zob zaradi neugodne oblike zoba
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9])
1 prednostna
vrsta 05 0
6 07 08 09 1 125 15 2 25 3 4 5 6 8 1
0
2 prednostna vrsta 0
55 065
075
085
095
1125
1375
175
225
275
35
45
55
7 9
Pri modulu ne moremo govoriti o optimiranju ampak le o izračunu in izbiri (preglednica 49) To še posebej velja pri večjih prestavnih razmerjih pri večstopenjskih gonilih ko se lahko zaradi majhne obremenitve odločimo za majhen modul sicer ima majhen zobnik premalo zob Odločimo se lahko tudi za nestandardni modul vendar se moramo zavedati da so orodja dražja in da je dobavni rok zelo dolg Razlogi za uporabo nestandardnega modula morajo biti zelo tehtni Nestandardne module večkrat najdemo pri polžnih gonilih ali pa pri zobnikih z zelo majhnim številom zob ko uporabimo nizko ozobje
4432 Število zob zobnika
Prestavno razmerje je tisto ki odloča kakšni bosta števili zob zobnikov Navadno se odločamo o najmanjšem številu zob ki ga bomo uporabili na posamezni stopnji Teoretična omejitev ki se še uporablja za gonila so štirje zobje (gospodinjski aparati električna ročna orodja) Pri industrijskih gonilih pri katerih nastopajo večji momenti tako majhnega števila zob ne moremo uporabiti ker je težava pri nosilnosti gredi Vznožni krog zobnika je majhen Ker je zobnik hkrati tudi gred so problematične tako upogibne kot torzijske napetosti in deformacije Taki zobniki so lahko vpeti samo enostransko (kot konzola) kar je še dodatno neugodno Zato zobnikov z manj kot šestimi zobmi pri industrijskih gonilih ne bomo našli Uporabiti jih je mogoče le na prvi stopnji gonila
Na zadnji stopnji pa tudi na vmesnih stopnjah je zaradi velikih obremenitev gredi pa tudi zaradi izdelave zelo težko uporabiti manj kot 10 zob Pri številih zob 12 ali manj postaneta ploščinski tlak in obraba zob tisti ki odločata o največji obremenitvi ki jo lahko zob prenese z manjšanjem števila zob se hitro manjša Optimalnega števila zob ne določamo samo na podlagi obremenitev zob ampak je bolj odvisno od želenega prestavnega razmerja ter konstrukcijskih in tehnoloških možnosti
4433 Širina zobnika
Nosilnost zobniškega para je odvisna tudi od širine zobnikov Ni težko pokazati in razumeti da je nosilnost premo sorazmerna širini Kljub temu pa s širino ne pretiravamo saj večja širina zobnikov zahteva večjo natančnost izdelave in podraži gonilo Širino zobnikov običajno podamo z modulom Smiselne širine zobnikov so med 2- in 20-kratno vrednostjo modula
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 44 ndash
Manjše širine se uporabljajo za nezahtevne malo obremenjene pogone večje širine zobnikov pa za visoko obremenjene pogone Večje širine zobnikov zahtevajo zelo natančno izdelavo zobnikov (še posebej kot poševnosti ndash natančnost bočne linije) ter tudi ohišja in gredi Pri največjih širinah zobnikov morajo biti osi čim bolj vzporedne (minimalni deviacija in inklinacija) saj napake vodijo do dodatnega trenja med zobmi in zaklinjanja zobnikov Za največje širine zobnikov se lahko odločimo samo pri ohišjih iz enega kosa ko so vsa ležajna mesta izdelana v enem vpetju Podobno velja za razporeditev obremenitve po širini boka zoba Pri večjih širinah zobnikov je ta bolj neenakomerna Nesmiselno je torej imeti zelo širok zobnik če pri tem vemo da se obremenitev ne razporedi po vsej širini Zobnik z nekaterimi parametri je na sliki 420
4434 Kot poševnosti
Pri izdelavi industrijskih zobniških gonil se večinoma uporabljajo zobniki s poševnimi zobmi Glavne prednosti zobnikov s poševnimi zobmi so večja nosilnost tišji tek in lažje prilagajanje želeni medosni razdalji Slabi strani sta pojav osne sile ki dodatno obremenjuje ležaje in zmanjšanje prestavnega razmerja Izbira velikosti kota poševnosti je odvisna od namena gonila in položaja zobniškega para v gonilu Tako so na vstopu v gonilo običajno uporabljeni večji koti poševnosti kot na izstopu Hitrosti vrtenja na vstopu so večje zato je za tišji tek primernejši večji kot poševnosti Ravno tako bi na izstopu za povečanje nosilnosti bil primeren večji kot poševnosti vendar so takrat osne sile preveč izrazite
Slika 420 Zobnik z nekaterimi parametri
Izbira smeri kota poševnosti je pomembna zaradi smeri delovanja osne sile Pri večstopenjskih gonilih je treba paziti da je smer kota poševnosti zobnikov ki sta na isti gredi enaka V tem primeru se osni sili ki nastaneta na obeh zobnikih med seboj odštejeta (en zobnik je pogonski drugi pa gnan) Pri zelo velikih dinamično obremenjenih gonilih na zadnji stopnji gonila večkrat uporabimo dvojni poševni (puščičasti) zobniški par
Kot poševnosti zob se izbira med 0deg in 30deg Kot poševnosti običajno zaokrožimo na cele stopinje kar pa ni nujno Večji koti zaradi prevelikih osnih sil niso primerni Tudi stroji za izdelavo zobnikov navadno omogočajo kote do cca 35deg Večji koti poševnosti se uporabljajo pri vijačnih zobniških parih (osi so mimobežne) kjer so lahko koti poševnosti tudi preko 80deg take zobnike izdelamo na posebnih strojih ali po posebnem postopku
širina zobnika
kot p
ošev
nost
i
prem
er te
men
skeg
a va
lja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 45 ndash
Določeni medosni razdalji z določenim modulom in prestavnim razmerjem pripada točno določena vsota števil zob obeh zobnikov Mnogokrat se te veličine med seboj ne skladajo Problem lahko rešimo z različnimi koti poševnosti S spremembo kota poševnosti z 0deg na 30deg lahko prilagodimo vsoto števil zob obeh zobnikov zobniškega para za približno 13 Na ta način lahko dosežemo skoraj katero koli prestavno razmerje Manjše razlike izenačimo z vsoto koeficientov profilnih premikov
Prestavno razmerje se z večanjem kota poševnosti manjša Ker je osnovni profil valjastih zobnikov definiran v na zob pravokotnem prerezu se velikost zobnika v čelnem prerezu veča Na enaki medosni razdalji to pomeni zmanjševanje vsote števila zob in seveda s tem tudi prestavnega razmerja
Optimiranje nosilnosti glede na kot poševnosti tako ni samo stvar nosilnosti ampak tudi hrupa prestavnega razmerja in nosilnosti ležajev zato ga je z matematično metodo optimiranja težko izvesti
4435 Vsota koeficientov profilnih premikov in njuna porazdelitev
Pri zobnikih z majhnim številom zob je mogoče z ustreznim pozitivnim profilnim premikom preprečiti spodrezanje pa tudi previs zob To pa ni edini ugodni vpliv ki ga ima profilni premik na zobniško dvojico
Pri vnaprej določeni medosni razdalji a številoma zob z1 in z2 modulu m in kotu poševnosti β izračunamo vsoto koeficientov profilnih premikov x1 + x2 ki jo potem porazdelimo na oba zobnika Iz tega sledi da lahko s profilnima premikoma prilagodimo zobniško dvojico predpisani medosni razdalji To ima zelo velik pomen pri valjastih zobnikih z ravnimi zobmi saj je to edini način da lahko s standardnimi moduli dosežemo želene medosne razdalje Pri valjastih zobnikih s poševnim ozobjem pa na osnovi profilnih premikov uskladimo še kot poševnosti (zaokrožene vrednosti)
Poleg tega pa vpliva profilni premik na obliko zob (slika 421) in s tem tudi na lastnosti zobniške dvojice Tako vplivata profilni premik in vsota profilnih premikov zobniškega para na
minus debelino zoba v korenu in s tem na nosilnost zobnega korena minus položaj točke začetka ubiranja A in konca ubiranja E glede na točki N1 in N2 ter s tem
na krivinska polmera zobnih bokov kar spet neposredno vpliva na nosilnost zobnih bokov (kotalni tlak) in drsenje med zobnimi boki ter
minus ubirni kot αwt in s tem na stopnjo profilnega ubiranja in radialno silo na gredi zobnikov (poves gredi doba trajanja ležajev)
Zato je z ustrezno izbiro koeficientov profilnih premikov možno doseči da imata oba zobnika enako močne zobe v korenu ali da sta najmanj obremenjena na bočni tlak ali da je specifično drsenje obeh zobnikov usklajeno
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 46 ndash
Slika 421 Oblika zoba z različnimi profilnimi premiki
Čeprav velika pozitivna profilna premika na obeh zobnikih ugodno vplivata na debelino korenov zob in krivinske polmere zobnih bokov se z naraščanjem pozitivnega profilnega premika na obeh zobnikih veča tudi ubirni kot αwt s tem pa se zmanjšuje stopnjo profilnega ubiranja Z naraščanjem profilnega premika se veča skrajšanje glave zob obeh zobnikov zaradi koničavosti ali zaradi premajhne temenske zračnosti To še dodatno zmanjša stopnjo profilnega ubiranja in poslabša mirnost teka
Želena vsota koeficientov profilnih premikov je odvisna od potrebne nosilnosti in mirnega teka Obe želji se med seboj izključujeta saj nosilnost zahteva večjo vsoto koeficientov profilnih premikov tih miren tek pa manjšo Vsota je običajno na prvi stopnji gonila manjša (zaradi večjih vrtilnih frekvenc) na naslednjih stopnjah (še posebej na zadnji) pa večja (zaradi čim večje nosilnosti) Medosno razdaljo običajno prilagodimo največjemu prestavnemu razmerju (pri eni velikosti družine gonil) pri vseh drugih prestavnih razmerjih pa je treba prilagoditi druge veličine saj medosne razdalje na istem ohišju ne moremo več spreminjati
Z vsoto profilnih premikov torej usklajujemo medosno razdaljo kot poševnosti in vsoto števil zob zobnikov Ker je vplivov mnogo je optimiranje brez strokovnjaka zelo težko izvesti hkrati pa zahteva precej iterativnega dela Pri dokončni vsoti koeficientov profilnih premikov pa optimiranje porazdelitve vsote na oba zobnika ni več tako zahtevno Imamo več kriterijev po katerih vsoto koeficientov delimo na oba zobnika enakovredna nosilnost obeh zobnikov preprečevanje spodreza in povesa zoba zmanjševanje hitrosti drsenja ustrezna temenska zračnost stopnja profilnega ubiranja in zaokroževanje premera temenskega kroga Tu se pojavi samo vprašanje kateri kriterij je najprimernejši saj vsem ne moremo zadostiti Pri želeni veliki nosilnosti se moramo izogniti spodrezu in previsu pri večjih hitrostih pa uskladiti specifične hitrosti drsenja in stopnjo profilnega ubiranja Zelo velik vpliv pri večjih hitrostih drsenja ima pravilno zaokroževanje temenskih premerov Programsko je to zelo težko medsebojno uskladiti Posamezni kriteriji se namreč med seboj izključujejo Zato je potrebno iterativno delo ki pa je mnogo hitrejše če imamo z zobniki že nekaj izkušenj ali upoštevamo navodila ki so nastala na podlagi izkušenj Ta navodila so običajno zbrana v obliki diagramov na osnovi katerih vsoto koeficientov profilnih premikov razdelimo na oba
x = 05 ndash primerna oblika zoba
x = 1 ndash koničav zob (je krajši)
05 middot m
x = 0
spodrezan zob
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 47 ndash
zobnika Diagrami so različni za prestavno razmerje v počasi (redukcijo) in za prestavno razmerje v hitro (multiplikacijo) Slaba stran diagramov je da nikoli niso upoštevani vsi kriteriji za razdelitev vsote koeficientov profilnih premikov Vsi kriteriji ne morejo biti upoštevani saj niso vedno enako pomembni O tem odloča konstruktor glede na namen gonila V poglavjih (444 445 in 446) ki sledijo bomo o tem podrobneje pisali
4436 Material zobnikov
Materiale zobnikov izberemo tako da izpolnimo zahteve po nosilnosti in ceni Osnova vsega so količine izdelanih zobnikov ki vplivajo tudi na tehnološki postopek Takoj se pojavi vprašanje ali naj prilagajamo tehnologijo ali uporabimo materiale ki smo jih vajeni Na področju industrijskih gonil večinoma ostajamo zvesti jeklu ki mu z ustrezno termično obdelavo zagotovimo optimalno nosilnost Najbolje je uporabiti jekla ki jih že poznamo Če se odločimo za nov material moramo osvojiti nov tehnološki proces ki bo zagotavljal ustrezno izkoriščenost materiala Samo tako bomo dejansko pridobili pri nosilnosti posameznega zobnika in s tem seveda pri nosilnosti gonila Še posebej zahtevna je toplotna obdelava saj je ravno od nje odvisno koliko bomo z novim materialom dejansko pridobili Omeniti velja kovane sintrane in tlačno lite zobnike Za vse te so izrednega pomena izdelane količine saj so orodja za te načine izdelave zelo draga Pri industrijskih gonilih zato zelo redko srečamo zobnike ki niso iz jekla Izjema so polžniki ki so običajno izdelani iz brona
444 Sile na zob Enako kot za hitrosti lahko razmišljamo tudi za sile [10] Če želimo enakomeren prenos morajo biti sile ki povzročajo vrtilni moment vedno enake Iz tega sledi da je normalna sila na bok zoba vedno enaka Pri evolventnem ozobju je ta sila v vsaki ubirni točki tangencialna na osnovni krog to pomeni tudi da vrti vedno na isti ročici To pomeni vedno enak vrtilni moment Določitev te sile je zelo enostavna
P1 = M1 ω1 ndash vstopna moč v zobniško dvojico (412) M1 = FN rb1 ndash moment na vstopnem zobniku (413) FN = P1 (ω1 rb1) ndash normalna sila na zobnem boku (414)
Pri razlagi osnovnega zakona ozobja in izračunu hitrosti smo videli da je pogoj za pravilno delovanje zobnikov nespremenljiva normalna hitrost [11] Ko upoštevamo še nespremenljivo silo dobimo da se moč ne spreminja kar pa je seveda v skladu z enakomernim vrtenjem zobnikov
E ndash konec ubiranja
A ndash začetek ubiranja
dvojno ubiranje
upogibenojno ubiranje
FN
ploščinski tlak p
obraba
FN2
FN2
A
BC
D
E
b) a)
B ndash zunanja točka enojnega ubiranja
C ndash kotalna točka kinematski pol
D ndash notranja točka enojnega ubiranja
dvojno ubiranje
obraba
upogibna obremenitev
FN
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 48 ndash
Slika 422 Obremenitev zoba a) obremenitev boka obraba in upogib b) porazdelitev normalne sile vzdolž zobnega boka
4441 Določitev napetosti v korenu zoba
Za zelo približen preračun upogibne trdnosti zoba se sme predpostaviti da en zob prevzema vso normalno silo ki prijemlje v najbolj neugodni točki na glavi zoba slika 423
Največja upogibna napetost v zobnem korenu se lahko izračuna z naslednjim izrazom
6cos
2sbhF
WM kN
b
bb sdot
sdotsdot==
ασ (415)
Slika 423 Osnove za določitev upogibne napetosti
a) razmere na zobniku b) razmere na zobu
4442 Določitev tlaka med boki zob
Napetost ki nastopa v dotikališču je prvi izračunal H Hertz leta 1895 [11] Po njegovi teoriji je mogoče za dva valja ki se dotikata v liniji in se med seboj pritiskata s silo FN slika Napaka Vira sklicevanja ni bilo mogoče najti izračunati največjo tlačno napetost σHC z naslednjim izrazom
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛ρ
+ρ
sdotsdot
νminussdotπsdot=σ
CC
NHC b
EF
212
11121 ndash Herzov tlak v kotalni točki C (416)
b
2a
σHC ρ1C
ρ2C
ρ1C
ρ2CF
FN
δ
FN cosαa
FN αa
αa
s
30o
enojno ubiranjeFN
bs
h
αa
C
φαa
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 49 ndash
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev
Iz znanih polmerov ukrivljenosti in materialnih lastnosti je možno izračunati Hertzov tlak v kotalni točki C Polmera ukrivljenosti zobnih bokov ki se stikata v kotalni točki C se izračunata
wwbC rr αsdot=αsdot=ρ sintan 111 wwbC rr αsdot=αsdot=ρ sintan 222 (417)
αw ndash ubirni kot FN ndash normalna sila na zobnem boku ρ1C ρ2C ndash polmera ukrivljenosti zobnih bokov v točki C E ndash modul elastičnosti ν ndash Poissonovo število b ndash širina zoba
Na enak način izračunamo Hertzov tlak v vsaki ubirni točki
Pri izračunu ploščinskega tlaka polmere valjev nadomestimo s krivinskimi polmeri bokov zob Krivinski polmeri se od točke do točke boka zoba spreminjajo zato se tudi izračunani tlaki temu primerno razlikujejo
Postavimo si lahko več kriterijev usklajenost napetosti v korenu zoba usklajenost Hertzovih tlakov in usklajenost specifičnega drsenja Medtem ko je prvi odvisen od več vplivov sta zadnja dva odvisna samo od krivinskih polmerov obeh zob To bomo v nadaljevanju tudi pokazali
Slika 425 Polmer ukrivljenosti
4443 Usklajenost Hertzovih tlakov
Na sliki 426 vidimo kako so razporejeni Hertzovi tlaki vzdolž ubirnice z upoštevanjem enojnega in dvojnega ubiranja Do te razporeditve pridemo tako da za vsako točko izračunamo nadomesten krivinski polmer in ga primerjamo z nadomestnim krivinskim polmerom v točki C Nadomestni polmer vstavimo v enačbo za Hertzov tlak namesto dveh polmerov Pri paru z zobnikom z notranjim ozobjem ima indeks 2 votli zobnik enačba pa spremeni predznak med členoma
21
111ρ
+ρ
=ρ
oziroma 21
21
ρ+ρρsdotρ
=ρ (418)
polmera ukrivljenosti
osnovni krog
točki na evolventi Y evolventa
r
αY
ρ
ρY
rbα
rY
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 50 ndash
V enačbi za Hertzov tlak se vzdolž ubirnice spreminja samo nadomestni polmer Vsota krivinskih polmerov je v vsaki točki ubiranja enaka Upoštevajmo še enojno in dvojno ubiranje Uvedemo funkcijo relativni Hertzov tlak σH
21
21ρρρρ
sdotε=ρ
ρsdotε=
σσ
sdotε=σ CCC
HC
HH (419)
pri tem je
Hσ = relativni Hertzov tlak
ε = 1 za enojno ubiranje
ε = 2ndash12 asymp 071 za dvojno ubiranje
Iz enačbe 419 je razvidno da je Hertzov tlak vzdolž ubirnice odvisen samo od krivinskih polmerov Potek je grafično predstavljen na sliki 426
V tem primeru je v začetni točki ubiranja A kljub dvojnemu ubiranju tlak precej večji od tlaka v točki enojnega ubiranja B Vzemimo si za cilj da mora biti σHA v začetni točki ubiranja A manjši ali kvečjemu enak kot σHB v zunanji točki enojnega ubiranja tj v točki B S tem bomo precej razbremenili začetno točko ubiranja in obrabo vrhov zobnika še posebej pa nogo pastorka Ker pa je σH odvisen samo od krivinskih polmerov bokov zob enako kot so od njiju odvisne tudi specifične hitrosti drsenja lahko s tem kriterijem izboljšamo specifično drsenje ali obratno
V strokovni literaturi se marsikje najde priporočilo naj specifične hitrosti drsenja k po absolutni vrednosti ne bodo večje od 2 zato si bomo pogledali povezavo med σH in k pri različnih prestavnih razmerjih S preprostim premislekom lahko ugotovimo da se tako σH in k z zmanjšanjem premera temenskega kroga zobnika (da2) zmanjšata Premer zobnika lahko spremenimo z zmanjšanjem profilnega premika s preprostim skrajšanjem glave zoba včasih pa celo tako da posnamemo vrh zoba zobnika (Kopfkantenbruch) Sprememba profilnega premika zobnika pomeni da ta ni več porazdeljen med zobnik in pastorek tako kot to priporoča standard
Oddaljenost od točke C
0
A
B
D
E
Rel
ativ
ni H
ertz
ov tl
ak σ
H
C1
2
012 3 1 2 3 4
05
15
enojno ubiranje
dvojno ubiranje
tlak v A je prevelik
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 51 ndash
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice
4444 Primerjava Hertzovih tlakov v ubirnih točkah A in B
Pomagali si bomo s funkcijo σH in njenim diagramom na sliki 426 Razmišljanje je zelo enostavno
σHA = σHB
Če sedaj upoštevamo enojni in dvojni ubir in dejanske tlake dobimo
122
21
21
21
21 =ε=ερsdotρρsdotρ
sdotε=ρsdotρρsdotρ
sdotεrArrσ=σ BABB
CCB
AA
CCAHBHA in
BBAA 21212 ρsdotρ=ρsdotρsdot (420)
Iz tega bomo na osnovi povezave AANN 2121 ρ+ρ= izračunali premer da2 ki zagotavlja enakost tlakov v točkah A in B
BBAA NN 211211 )(2 ρsdotρ=ρminussdotρsdot
Enačbo uredimo
02
21121
21 =
ρsdotρ+ρsdotminusρ BB
AA NN
Dobimo kvadratno enačbo za A1ρ in jo rešimo
22 21
22121
)21(1BB
ANNNN ρsdotρsdotminusplusmn
=ρ (421)
Imamo dve rešitvi ki sta simetrični glede na sredino daljice 21NN kar pomeni da je ena rešitev A1ρ in druga A2ρ Če hočemo določiti premer da2 moramo uporabiti večjo vrednost Izračunamo ga zelo enostavno iz slike 427
Slika 427 Določitev premera temenskega kroga
22
2222 22 AbaHa rrd ρ+sdot=sdot= (422)
Pri premerih da2 večjih od da2H je Hertzov tlak v A večji kot v B in obratno
Kdaj lahko uporabimo tak izračun Po standardnih izračunih porazdelimo profilne premike na oba zobnika Glede na izračunan da2 po potrebi prilagodimo oziroma zmanjšamo višino glave zoba zobnika tako da je premer zobnika enak izračunanemu po kriteriju enakih
O2
A C
E
N1
N2
O1
rb1
rb2
ra2
αw
αw
ρ2A
ρ1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 52 ndash
Hertzovih tlakov v začetni točkah dvojnega in enojnega ubiranja Paziti pa je treba da se stopnja ubiranja ne zmanjša preveč V tem primeru je treba ustrezno spremeniti razdelitev profilnih premikov kar pa lahko povzroči koničavost zob pastorka Zgoraj navedeno pride do izraza pri velikih prestavnih razmerjih in pri pastorkih z zelo majhnim številom zob Pri zobnikih z večjim kotom poševnosti ta izračun nima take vrednosti saj zaradi poševnosti zob vedno ubirajo deli zobnih bokov ki so mnogo manj obremenjeni na Hertzov tlak Je pa taka kontrola primerna pri majhnih kotih poševnosti (pod 5deg) in tako tudi pri zobnikih z ravnimi zobmi
445 Drsne hitrosti Pri zobniških gonilih poznamo dve vrsti drsenja Eno je drsenje ki nastane ker se posamezni zobniki ne vrtijo v eni ravnini Drsenje nastopi v smeri ki je pravokotna na profil zoba Tako drsenje se pojavlja pri gonilih katerih osi vrtenja posameznih zobnikov so mimobežne Take zobnike imamo pri hipoidnih vijačnih in polžnih gonilih
Zobnika se med ubiranjem z boki vedno dotikata Zobni boki niso ravni ampak so konveksne ali konkavne oblike Take oblike med obratovanjem omogočajo kotaljenje med zobnimi boki Dolžine delov zobnih bokov ki pridejo v medsebojen dotik pa niso enako dolge Iz tega sklepamo da pri vrtenju obeh zobnikov med boki ne nastopa samo kotaljenje ampak tudi drsenje [12] Ta vrsta drsenja se pojavi v ravnini tangencialno na oba profila zob V tem poglavju si bomo pogledali kakšne so te hitrosti drsenja po velikosti in kako vplivajo na delovanje zobnikov Še pomembneje pa je da si bomo ogledali kriterije po katerih lahko vrednotimo in optimiramo delovanje zobnikov glede na hitrosti drsenja Na sliki 428 je prikazan grafični postopek določanja drsnih hitrosti
Slika 428 Grafična določitev drsnih hitrosti
vT1A ndash vT2A A
vT1A
vT2A
v2A
ω1
A2
v1A
A1
E1
r1
r2
vN1E = vN2E
ω2
E2
vT1E
v2E
v1E
E
diagram hitrosti drsenja med bokoma (vT1-vT2)
ubirnica (ACE) boka zoba (A1CE1
A2CE2)
različne dolžine odsekov bokov zob med točkami ubiranja
vT1E ndash vT2E
vN1A = vN2A
vT2E
C
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 53 ndash
4451 Splošni zakon ozobja
Profili zob zobnikov ki med seboj ubirajo morajo biti konstruirani in izdelani tako da je pri enakomernem vrtenju pogonskega zobnika zagotovljeno enakomerno vrtenje gnanega zobnika
Ali drugače zobniški prenos mora zagotavljati enakomeren in enoličen prenos vrtilnega gibanja z ene gredi na drugo
Bok zoba pogonskega zobnika se vrti z enakomerno kotno frekvenco ω1 okoli središča O1 V narisanem položaju se v točki Y dotika zoba gnanega zobnika Zahtevamo da se tudi ta zobnik vrti z enakomerno kotno frekvenco ω2 okoli svojega vrtišča O2
Trenutno dotikalno točko zobnih bokov imenujemo ubirna točka V tej točki imata oba boka zob skupno tangento in skupno normalo (N1N2)
Boka bosta ostala v dotiku samo takrat kadar bosta normalni komponenti obodnih hitrosti obeh zobnikov enaki sicer bi se boka oddaljevala ali pa zadirala drug v drugega
Iz zveze vi = rYi ωi ter podobnosti trikotnika N1O1Y in trikotnika hitrosti sledi ndash slika 429
111111
111
1
111
1
11
1
1 ωsdot=ωsdotsdot=sdot=rArr= ONrrONv
rONv
rON
vv
YYY
NY
N (423)
Enako tudi za drugi zobnik
222222
222
2
222
2
22
2
2 ωsdot=ωsdotsdot=sdot=rArr= ONrr
ONvr
ONvr
ONv
vY
YYN
Y
N (424)
Upoštevajmo pogoj o enakosti normalnih hitrosti ndash slika 430
22211121 ONONvv NN sdotω=sdotωrArr= in še iONON
==ωω
11
22
2
1 (425)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 54 ndash
Slika 429 Hitrosti pri ubiranju
a) hitrosti na zobniku 1 b) združen diagram hitrosti za a in c c) hitrosti na zobniku 2 d) razmerje polmerov ndash podobna trikotnika
Slika 430 Hitrosti zobnikov v dotikalni točki Y
a) določitev hitrosti vN b) določitev hitrosti v2
Skupna normala seka medosno razdaljo 21OO v točki C Iz podobnosti trikotnikov CN1O1 in CN2O2 na sliki 431 dobimo
vT1
vT2
vN1 = vN2
Y C
r1
O1
rb1
O1
O2
ω2
rb2
v2
rY2
nvN2
C
O1
O2
rY1 n
vN1
ω1
rb1
v1
v1
v2
Y ndash poljubna točka dotikav1 ndash obodna hitrost boka 1v2 ndash obodna hitrost boka 2rY1 ndash polmer iz O1 do točke dotika YrY2 ndash polmer iz O2 do točke dotika Y
O2
r1
r2rb2
r2Y
r1 N1
N2 vT1vT2
c)
d) a)
Y
r1 rY1 v1
O1
N1
ω1
rY2
vN2=vN1 N2
Y v2
O2ω2
vN1=vN2
rb1
rb2
a) b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 55 ndash
Slika 431 Geometrijske razmere ndash podobna trikotnika
Zdaj lahko splošni zakon ozobja zapišemo z drugimi besedami
Oblika zobnih bokov mora biti taka da v vsaki možni dotikalni točki zobnih bokov skupna normala N1N2 poteka skozi kotalno točko (kinematični pol) C ki deli medosno razdaljo O1O2 v velikosti prestavnega razmerja na polmera r1 in r2
Poglejmo si še tangencialne komponente hitrosti in kako nastanejo S slik 428 in 429 se lepo vidi da se oddaljenosti rY1 in rY2 poljubnih zaporednih točk različno hitro spreminjata To lahko sklepamo tudi iz razmerja rY1rY2 ki se spreminja glede na razmerje r1r2 To pomeni da so tangencialne hitrosti na boku enega zobnika različne od tangencialne hitrosti na boku drugega zobnika Bolj ko smo oddaljeni od kinematičnega pola C večja je ta razlika Zdaj pa jih še izračunajmo Hitrost drsenja med bokoma je enaka razliki tangencialnih hitrosti
Iz podobnosti trikotnika N1O1Y in trikotnika hitrosti na sliki 429 sledi
11111
11
1
11 ωsdot=ωsdotsdot=sdot= YNr
rYNv
YOYNv Y
YT (426)
Enako tudi za N2O2Y in pripadajoč trikotnik hitrosti
2222
22 ωsdot=sdot= YNv
YOYNvT (427)
2221112
1
1
2
1
2 ωsdot+ωsdot=ωsdotminusωsdotωω
=minus+
= CYYNCYYNulomekodpravimoCYYNCYYN
COCO
Uredimo in upoštevamo še enačbi
)( 21212211 ω+ω=ωsdot+ωsdot=ωsdotminusωsdot CYCYCYYNYN
Dobimo
)( 21221121 ω+ω=ωsdotminusωsdot=minus CYYNYNvv TT (428)
To je hitrost drsenja boka drugega zobnika po prvem nad kotalno točko C glede na središče zobnika
O1
rb1
O2
r1
r2 rb2
N2
C N1
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Točko C imenujemo kotalna točka polmera r1 in r2 pa kotalna polmera
Y
122
211
TTkl
TTkl
vvvvvv
minus=minus=
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 56 ndash
Če zamenjamo zmanjševanec in odštevanec se spremeni samo predznak dobimo pa hitrost drsenja prvega zobnika po drugem Pozitiven predznak pomeni drsenje vstran od središča zobnika negativen pa proti središču zobnika Predznaki so zbrani v preglednici 410
Postavimo se na bok prvega zobnika nato pa še na bok drugega zobnika Hitrosti drsenja sta enaki vendar nasprotno usmerjeni Prav tako se spremeni če gremo preko kotalne točke C ndash iz korena zoba na glavo zoba ndash slika 432 Temu primerna je tudi obraba zob ki je prikazana na 433
Posledica oblike zoba ki jo narekuje splošni zakon ozobja je krajši koren in daljša glava zoba obeh zobnikov Ker so dolžine poti različne prenos vrtenja brez drsenja ni mogoč Če še upoštevamo da je razdalja CY pod točko C (v korenu zoba) negativna potem dobimo enačbi ki veljata po vsej višini zoba
Slika 432 Smeri drsenja na zobniku in pastorku
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika
Koren zoba (pod točko C) Glava zoba (nad točko C) Zobnik 1 (pastorek) ndash +
Zobnik 2 + ndash
)()( 2112221211 ω+ωminus=minus=ω+ω=minus= CYvvvCYvvv TTklTTkl
Enostavno si lahko drsenje zobnih bokov predstavljamo tako da primerjamo dolžine zobnih bokov ki ubirajo med seboj dolžina krivulje A1C je manjša od A2C razlika dolžin pa pomeni da se med boki pojavi drsenje Koren zoba je vedno krajši od glave ne glede na to kateri zobnik je pogonski oziroma kateri je gnan kar se lepo vidi s slik 432 in 433
4452 Specifične hitrosti drsenja
Hitrost drsenja vg zaradi primerjanja med različnimi zobniki delimo s tangencialno hitrostjo vt posameznega zobnika Tako lahko ne glede na velikost in hitrost vrtenja zobnikov relativno primerjamo obliko zob različnih zobnikov glede na drsne razmere pri ubiranju Količnik imenujemo specifična drsna hitrost
-
++
+++
-
-----
-
A2A1
E1
C
EE2
A
ω1
ω2
A ndash začetna točka ubiranja E ndash končna točka ubiranja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 57 ndash
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku
122211 TTgTTg vvvinvvv minus=minus= [ms] (429)
2
12
2
22
1
21
1
11
T
TT
T
g
T
TT
T
g
vvv
vv
kinv
vvvv
k minus==
minus== [-] (430)
Specifične hitrosti drsenja prikažemo v diagramu tako da izračunane vrednosti specifičnih drsnih hitrosti nanesemo v merilu vzdolž razvitega aktivnega dela ubirnice
4453 Hitrosti drsenja pri zobnikih z evolventnim ozobjem
Kar smo do sedaj napisali o drsenju je veljalo na splošno za vse oblike profilov zob V nadaljevanju pa bomo izračunali hitrosti drsenja in specifične hitrosti drsenja posebej za zobnike z evolventnim profilom zobnih bokov Ker je ubirnica ravna črta se drsne hitrosti spreminjajo enakomerno (linearno) Razlika hitrosti drsenja je premo sorazmerna oddaljenosti od kotalne točke C kjer je hitrost drsenja enaka 0
Iz podobnosti trikotnikov ΔCN1O1 in ΔCN2O2 ndash glej sliko 434 ndash in enačbe 425 sledi CC 2211 ρsdotω=ρsdotω (431)
1111111
11
1
11 ωsdotρ=ωsdot=ωsdotsdot=sdot= YY
YT YNr
rYNv
YOYNv in 222 ωsdotρ= YTv (432)
Hitrosti drsenja po boku pastorka
)()()(
2121222111
22112211211
ω+ωsdotminus=sdotωminussdotωminus=sdotωminusρsdotωminussdotωminusρsdotω=
=+ρsdotωminusminusρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
in po boku zobnika
)()()(
2112111222
11221122122
ω+ωsdot=sdotω+sdotω=sdotω+ρsdotωminussdotω+ρsdotω=
=minusρsdotωminus+ρsdotω=ρsdotωminusρsdotω=minus=
eeeee
eevvv
CC
CCYYTTg
narivanje materiala C
A1
E1
A2
E2
navlečeni greben
smer gibanja zoba ndash pogon
smer gibanja zoba ndash odgon
razrivanje materiala
ω2
ω1 PASTOREK
ZOBNIK
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 58 ndash
Slika 434 Razmere pri drsenju evolventnih zobnih bokov
Specifične hitrosti drsenja v poljubni točki so na boku pastorka
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
1
2
121
1
1
221
11
2211
1
211 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (433)
in na boku zobnika
Y
YY
Y
YY
Y
YY
T
TTY
zz
vvvk
2
1
212
2
2
112
22
1122
2
122 ρ
sdotρminusρ=
ρωω
sdotρminusρ=
ρsdotωρsdotωminusρsdotω
=minus
= (434)
Iz enačb lahko zaključimo minus specifične hitrosti drsenja so odvisne od krivinskih polmerov bokov zob minus blizu osnovnega kroga ne sme biti ubiranja (ρ rarr 0 in k rarr infin) minus koristen je pozitiven profilni premik na pastorku (veča se razdalja AN1 ) minus na specifično drsenje lahko vplivamo s primernim krajšanjem glave zoba zobnika
Iz enačb se to sicer ne vidi vendar se z večanjem prestavnega razmerja veča tudi specifično drsenje ker se točka C bliža točki N1 Enostavno lahko ugotovimo kaka je razporeditev specifičnih drsnih hitrosti vzdolž ubirnice saj imamo enačbi 433 in 434 grafično predstavljena pa je v diagramu 45 Težje pa je postaviti kriterij kakšne naj bodo specifične drsne hitrosti v posameznih točkah ubiranja in kako jih optimirati
Vsak zobniški par ima samo eno sliko specifičnih drsnih hitrosti S spreminjanjem premerov temenskih krogov (koeficientov profilnih premaknitev) se premikamo po aktivnem delu ubirnice Pri optimiranju premere temenskih krogov postavimo tako (premikanje točk A in E levo in desno) da dobimo čim večjo stopnjo profilnega ubiranja (točki A in E čim bolj narazen) in izenačene ter po absolutni vrednosti čim manjše specifične drsne hitrosti (točki A in E čim bolj skupaj) Tako velja da naj absolutni vrednosti k1A in k2E ne bosta večji od 2 vrednosti k1E in k2A pa čim bolj približamo hkrati pa skušamo čim manj skrajšati glavo zob Pri tem se optimalne vrednosti specifičnih hitrosti drsenja ne ujemajo z optimalno nosilnostjo in stopnjo profilnega ubiranja Treba je najti dober kompromis med vsemi vrednostmi in
O1
rb1
O2
r1
r2 rb2
N2
C N1
Že prej izpeljano ndash 425
irr
COCO
ONON
=ωω
===2
1
1
2
1
2
11
22
Iz geometrije na sliki sledi
YYCCNN 212121 ρ+ρ=ρ+ρ=
eCY minusρ=ρ 11 in eCY +ρ=ρ 22
C22C11 ρsdotω=ρsdotω
Y
+e
ρY
ρY2ρC1
ρC2
α
a
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 59 ndash
vedeti kaj je najbolj pomembno pri posameznem zobniškem paru (nosilnost hrup obraba hellip) Zato pa moramo dobro poznati obratovanje zobniškega para (sile hitrosti pogostost obratovanja sunke mazanje hellip)
Diagram 45 Specifične hitrosti drsenja
Večje ko je prestavno razmerje bolj se točka C bliža točki N1 (če je z1 manjši zobnik) večje so specifične drsne hitrosti in težje je doseči dobre vrednosti Če smo nepazljivi se lahko zgodi da premer temenskega kroga da2 doseže ali celo seka osnovni krog db1 Tega ne smemo dopustiti Ne samo da specifične hitrosti drsenja dosežejo neskončne vrednosti ampak glava večjega zobnika začne ubirati s korenom zoba manjšega zobnika ki ni več evolventa (pod osnovnim krogom db1) Temu rečemo tudi interferenca zobnih korenov Med samim obratovanjem se to sicer ne pojavi ker že orodje (ima daljšo glavo oziroma večji da) pri izdelavi odreže (spodreže) zob pastorka To spodrezanje pa ni samo v korenu zoba ampak lahko skrajša tudi del evolvente posledici pa sta manjša stopnja profilnega ubiranja in manjša nosilnost
Tako nam lahko analiza specifičnih hitrosti drsenja pomaga pri razdelitvi koeficientov profilnih premikov in določitvi temenskih krogov zobnikov (še posebej da2) Večji del vsote profilnih premikov dodelimo tako manjšemu zobniku ki zato lahko postane koničast Če ga skrajšamo zmanjšamo stopnjo profilnega ubiranja in s tem posredno tudi nosilnost
Čeprav pustimo zobe koničaste se pri zelo malem številu zob (z1lt8) lahko zgodi da je stopnja profilnega ubiranja manjša od 1 To nadomestimo z večjim kotom poševnosti (do 30deg) in večjo širino zobnikov
4454 Mejne vrednosti specifičnega drsenja
Oglejmo si diagram specifičnega drsenja (diagram 45) Ni potrebno veliko znanja za ugotovitev da naj bo ρ1A čim večji (z večanjem ρ1A se manjša ρ2A enako tudi z večanjem ρ2E se zmanjša ρ1E) Točka A naj bo torej čim dlje od N1 in E čim dlje od N2 Težave običajno
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1 os
novn
i kro
g d b
1
tem
ensk
i kro
g d a
2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A
k2E
k1E
A B C D in E so točke na ubirnici
k2
ρ1 ρ2
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 60 ndash
nastopijo pri pastorku oz pri manjšem zobniku Rastoče prestavno razmerje slabo vpliva na specifično drsenje Na prvi pogled enačba kaže ravno nasprotno V resnici razmerje z1z2 v enakem razmerju razdeli razdaljo N1N2 s točko C S tem se mnogo bolj zmanjša ρ1A in poveča ρ2A ker leži točka A med N1 in C Tako se z večanjem prestavnega razmerja drsne razmere zelo poslabšajo Z večanjem profilnega premika pastorka in krajšanjem glave zoba zobnika bomo premikali točko A čim dlje od točke N1 S tem se bomo zanesljivo izognili interferenci koristnih delov zobnih bokov Slabi strani tega sta pojav koničavosti zob pastorka in zmanjšanje stopnje profilnega ubiranja
V literaturi lahko najdemo priporočene mejne vrednosti za specifično drsenje minus Absolutna vrednost specifičnega drsenja pastorka v začetni točki ubiranja k1A oz
specifičnega drsenja zobnika v končni točki ubiranja k2E naj bo manjša od 2 Navadno je težava s specifičnim drsenjem na pastorku
minus Nekateri priporočajo izenačenje specifičnega drsenja k1E in k2A zaradi enakomernejše obrabe zobnikov ki so iz enakega materiala
4455 Omejitev vrednosti specifičnega drsenja
Za mejno vrednost bomo vzeli k1A = ndash2 kar ustreza k2A = 23 asymp 067 To pomeni trikratno tangencialno hitrost zobnika proti tangencialni hitrosti pastorka v začetni točki ubiranja A Iz tega bomo izračunali mejni premer temenskega kroga zobnika Iz enačbe za specifično drsenje na pastorku bomo poiskali primerne vrednosti premera temenskega kroga zobnika
A
C
CAA
A
AA
T
TTA
zz
vvvk
1
2
121
1
2
121
1
211 ρ
ρρ
sdotρminusρ=
ρ
sdotρminusρ=
minus=
21
2
121
1 minus=ρ
sdotρminusρ=
A
AA
Azz
k
Iz enačbe izračunamo A2ρ Dobimo
AAA izz
111
22 33 ρsdotsdot=ρsdotsdot=ρ
Vzamemo povezavo med ρ1A in ρ2A wAA a αsdot=ρ+ρ sin21
wA
A ai
αsdot=sdot
ρ+ρ sin
32
2 (435)
In dobimo mejni krivinski polmer na zobniku
iai w
Ak sdot+αsdotsdotsdot
=ρ31sin3
2
S slike 427 vidimo da je 22
222 2 Aba rd ρ+sdot= (436)
Za ρ2A vzamemo ρ2Ak in dobimo mejni premer temenskega kroga zobnika 2
222 31
sin32 ⎟⎠⎞
⎜⎝⎛
sdot+αsdotsdotsdot
+sdot=i
aird wbka (437)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 61 ndash
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba
zobnika
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika
Kadar je premer temenskega kroga da2 zobnika enak mejnemu da2k je specifično drsenje zobnika v točki A enako k2A = 067 (enakovreden k1A = ndash2) pri večjem premeru temenskega kroga je specifično drsenje večje pri manjšem pa manjše Navedeno vidimo v diagramu 46 Seveda z zmanjšanjem premera zobnika primerno zmanjšamo specifično drsenje vendar se zmanjša stopnja ubiranja kar ni dobro Zato je potrebno razmisliti o primernejši spremembi porazdelitve vsote koeficientov profilnih premikov med oba zobnika
N1 AC
D E N2
1
0
ndash1
2
spec
ifičn
i drs
ni h
itros
ti
k1
novi
tem
ensk
i kro
g d a
2k
tem
ensk
i kro
g d a
1
osno
vni k
rog
d b2
ubirnica
k2A k1
k2
ρ1 ρ2
k1A = ndash2
k2E
A B D
k1A A in D se premakneta v A in D
tem
ensk
i kro
g d a
2
067
k1A
N1 A BC
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
novi
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2
k1
A in D se premakneta v A in D
k2
k2A
A D
k2A
k1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 62 ndash
4456 Izenačenje specifičnega drsenja
V nekaterih primerih hočemo izenačiti specifično drsenje v mejnih točkah ubiranja To lahko storimo na dva načina
minus pri že po standardu porazdeljenem profilnem premiku s krajšanjem premera temenskega kroga zobnika ali pa
minus določimo profilni premik tako da bo enako specifično drsenje pri največji možni stopnji ubiranja
Kadar želimo imeti koeficiente profilnega premika porazdeljene po standardu lahko dosežemo izenačeno specifično drsenje samo s krajšanjem glave zoba zobnika Kaj se zgodi zelo lepo vidimo v diagramu 47
Začetno točko ubiranja A smo premaknili v A tako da sta postali specifični drsenji k2A in k1E enaki Žal s tem dobimo manjšo stopnjo ubiranja kar slabo vpliva na nosilnost Zato je trdnostni izračun treba ponoviti za varianto z zmanjšanim zobnikom Izračun poteka tako da premer zobnika manjšamo tako dolgo dokler se specifični drsenji v začetni in končni točki ubiranja ne izenačita
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov
Koeficient profilnih premikov pri katerem glava zoba ni skrajšana specifični drsenji v začetni (k2A) in končni (k1E) točki ubiranja pa sta kljub temu enaki določimo tako Koeficient profilnega premika pastorka x1 (lahko tudi zobnika) večamo (na zobniku se hkrati manjša saj je vsota koeficientov profilnih premaknitev za isto medosno razdaljo vedno enaka) tako dolgo dokler se specifični drsenji na krajnih točkah ubiranja ne izenačita ndash glej diagram 48 Če se pri tem koeficient profilnega premika močno spremeni je priporočljivo ponoviti trdnostni izračun V večini primerov se na ta način nosilnost zobniškega para zmanjša zelo malo Vedno pa je pri tem treba preveriti kako je z mejami koeficientov profilnih premikov spodrezanje previs in koničavost (glej poglavje 446)
Postopek je mogoče enostavno izpeljati na osebnem računalniku (npr z orodjem MS Excel)
k2A
k1A
N1 A B C
D E N2
1
0
ndash1
ndash2
spec
ifičn
i drs
ni h
itros
ti
k1
osno
vni k
rog
d b1
tem
ensk
i kr
og d
a2
kine
mat
ična
kro
ga d
w1
d w2
tem
ensk
i kr
og d
a1
osno
vni k
rog
d b2
ubirnica
k2E
k1E
A B D in E so nove točke ubiranja
k2
A EB D
k1Ek2A
k2Ek1A
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 63 ndash
446 Meje profilnega premika Optimalno zobniško dvojico lahko zasnujemo samo z uporabo ustreznega profilnega premika Velikosti profilnih premikov ne moremo izbirati povsem poljubno Profilni premiki so omejeni navzgor in navzdol Tako govorimo o spodnji in zgornji meji profilnih premikov
Spodnji sta meja spodrezanja in meja previsa zgornja pa meja koničavosti Kolikšne so meje je odvisno od kota profila ter od kota poševnosti in višine zob Pri tem ne bomo obravnavali in upoštevali sprememb (korekcij) profila (evolvente) zoba
4461 Spodrezanje zob
Spodrezanje zoba nastane kadar orodje pri izdelavi zobnika s premajhnim številom zob ne izdela samo prehodne zaokrožitve zoba med evolvento in korenskim krogom v korenu zoba ampak odreže tudi del evolvente ndash slika 439 Evolventa tako ne sega več do osnovnega kroga Prehodni del zoba se ne povezuje več zvezno z evolvento ampak na mestu dotika omenjenih delov zoba nastane oster prehod Debelina zoba se na tem mestu naenkrat zmanjša Posledica je zmanjšana nosilnost zaradi zmanjšane debeline zoba v korenu in zareznega učinka Ker pa pri večjem spodrezanju zmanjka evolvente se lahko močno zmanjša tudi stopnja profilnega ubiranja Teoretična meja je ko zaokrožitev orodja izrezuje medzobje točno do osnovnega kroga (glej geometrijske razmere na sliki 435) Vendar to še ne pomeni da je kaj narobe Nasprotno V praksi se je pokazalo da je lahko število zob pri katerem se škodljivi vplivi še ne pojavijo enako 56 teoretičnega mejnega števila zob Poglejmo si sliko na osnovi katere izpeljemo enačbo za mejno število zob pri katerem se spodrezanje še ne pojavi
Slika 435 Mejno število zob (brez spodrezanja)
Iz trikotnikov ΔACO1 in ΔACK na sliki 435 ki sta si podobna lahko izračunamo razdaljo AC na dva načina in sicer iz premera zobnika (število zob) in iz višine glave orodja Ko točka A pade v točko N1 je mejni pogoj pri katerem se spodrezanje še ne pojavi
α
A=N1 K B
C
um
O1
r1 = z m2
α
ΔACO1 in CO1 = r1 = z m2 rarr AC = CO1 sinα = z sinα m 2
ΔACK rarr AC = umsinα
z sinα m 2 = u msinα
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 64 ndash
Iz trikotnika ΔACO1 dobimo
αsdotsdot
= sin2
zmAC (438)
Iz trikotnika ΔACK sledi
αsdot= sinmuAC
Obe enačbi izenačimo in preoblikujemo pa dobimo
αsdot
= 2sin2 uzg (439)
Z upoštevanjem parametrov najbolj pogostega standardnega profila kjer je α = 20deg in višina glave zoba u = 1 dobimo za mejno število zob zg = 17 (glej primer v diagramu 49) Praktično se škodljivo spodrezanje ne pojavi pri zobniku s 14 zobmi (56zg) Povsem logično in jasno je da se z višino zoba veča mejno število zob kar je lepo vidno iz istega diagrama 49
Slika 436 Orodje ndash zobata letev
Orodje za industrijska gonila ndash slika 436 ndash ima u = 125 in zaokrožitev vrha zoba 02 m Zato je treba računati s praktičnim številom zob in višino glave za u = 125 kar znaša 18 zob Na ta način se bomo zanesljivo izognili škodljivemu spodrezanju zob
Tudi pri zobnikih s poševnimi zobmi se pojavi spodrezanje zob V normalnem prerezu kjer opazujemo izrezovanje medzobja lahko vidimo da se telo zobnika dejansko hitreje odmika orodju Zato se mejno število zob pri zobnikih s poševnem ozobjem manjša z večanjem kota poševnosti kar lahko vidimo v diagramu 411 Pri vijačnih zobnikih pri katerih je lahko kot poševnosti zelo velik (tudi blizu 90deg) je mogoče izdelati zobnik z enim samim zobom
Ugotovimo lahko da mora biti nadomestno število zob zobnika večje od mejnega števila zob Iz nadomestnega števila zob pa lahko nazaj izračunamo dejansko število zob zobnika Tako lahko ugotovimo da se mejno število zob pri katerem se spodrezanje pri
mn middot π
mn middot π 2 mn middot π 2
mn
225
middot m
n
025
middot m
n
02
middot mn
zob zobnika
αn = 20deg
236
7 middot m
n
zobzob orodja
črta vrhov zob zobnika
02
middot mn
mn
orodje
letev
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 65 ndash
zobnikih s poševnim ozobjem ne pojavi z naraščajočim kotom poševnosti manjša Če upoštevamo povedano dobimo v enačbi 439 za zg še dodatek
sin2
sincoscos2
22
2
ntt
bg z
uuzsdotα
sdot=
αβsdotβsdotsdot
= (440)
Pri tem je βb kot poševnosti zob na osnovnem krogu
Diagram 49 Teoretično mejno število zob
Diagram 410 Faktor nadomestnega števila zob
V diagramu 410 vidimo odvisnost nadomestnega števila zob od kota poševnosti za kot profila α = 20deg in α = 15deg Za kot poševnosti zob β = 28deg pri kotu profila 20deg znaša zg = 12 (diagram 411) praktično pa to pomeni da lahko pri tem kotu poševnosti brez profilnega premika izdelamo zobnik z najmanj 10 zobmi Kadar želimo narediti še manj zob moramo uporabiti profilni premik V nadaljevanju bomo pokazali kolik mora biti minimalni profilni premik da se spodrezanje ne pojavi Razmere so prikazane na sliki 437
Kot poševnosti β [deg] 0 10 20 30 40
1
12
Fakt
or n
adom
estn
ega
štev
ila z
ob z n
[-
]
5 15 25 35
14
16
18
20
22
α = 20degα = 15deg
Kot profila α [deg] 10 15 20 25 30
0
5
10
20
25
40
15 Mej
no št
evilo
zob
[-]
125 1
07505
30
35
125 175 225 275
Višina glave
u
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 66 ndash
Diagram 411 Mejno število zob
Slika 437 Najmanjši potreben profilni premik (da ni spodrezanja)
Razmišljamo podobno kot prej s to razliko da upoštevamo profilni premik
Iz trikotnika ΔACO1 sledi
αsdotsdot
= sin2
zmAC
Iz trikotnika ΔACK pa
αsdotminus= sin)( mxuAC (441)
Obe enačbi izenačimo preoblikujemo in izračunamo x
A1 A=N1
B1
KB
C
u m
x m
kinematična premica
premaknjena srednjica profila
premaknjen profil
izhodiščni profil
O1
r1 = z m 2
α
α
Izhodiščni profil premaknemo toliko (za x m) da pride točka
A iz A1 v N1
za u = 1
Kot poševnosti β [deg] 0 10 20 30 40
0
5
10
20
25
15
Mej
no št
evilo
zob
z g [-
]
175deg20deg
225deg
30deg
30
5 15 25 35
Kot profila α [deg]
15deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 67 ndash
)1()2sin1(
2
mzzu
uzux minussdot=
sdotαsdot
minussdot= (442)
Upoštevajmo praktično mejo spodrezanja (mejno število zob za α = 20deg in orodje z višino glave haP = 125 m je 18) in višino glave orodja 125 m
)18
1(251)1( zzzuxm
minussdot=minussdot= (443)
Upoštevajmo še ustrezne enačbe za valjaste zobnike s poševnim ozobjem in izračunane vrednosti vnesemo v diagram 412 Le-ta velja za področje kotov poševnosti 0deg lt β lt 30deg in števila zob 5 lt z lt 30 Orodje je lahko zobata letev ali rezkar za izdelavo po kotalnem postopku Kadar hočemo zobnik izdelati s pehanjem je treba upoštevati geometrijske razmere pehalnega kolesa
Diagram 412 Potreben profilni premik za preprečitev spodreza
4462 Meja koničavosti zob
Profilnega premika ne moremo preveč povečevati ker postanejo zobje koničasti ndash slika 439 To pomeni da je širina temena zoba enaka 0 To pa ni dobro Koničasto teme se lahko odlomi Odlomljeni delci lahko pridejo med zobe Končna posledica je uničeno gonilo Trši ko je material zobnika bolj je zob občutljiv na koničavost Za jeklene zobnike ki so cementirani plamensko ali induktivno kaljeni se priporoča širina temena vsaj 04 m Za poboljšane zobnike pa naj bo najožje teme 025 m Profilni premik pri katerem se pojavi kritična širina temena je mejni Na premeru temenskega kroga preverimo debelino zoba v normalnem prerezu Če je debelina primerna je v redu sicer pa moramo zmanjšati profilni premik Možno je tudi tolikšno skrajšanje višine zoba da zob ni več koničast vendar to ni zaželeno ker se s tem manjša stopnja profilnega ubiranja
Na sliki 438 so prikazane razmere pri izračunu debeline zoba Enostavno je določiti ločno debelino zoba na razdelnem krogu
)tan22
(22
αsdotsdot+π
sdot=αsdotsdotsdot+= xmtgmxps (444)
Število zob zobnika 5 10 15 20 25 30 ndash1
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a [-
]
β = 0deg
β = 8deg15deg 21deg26deg30deg
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 68 ndash
Ločna debelina zoba sY na poljubnem polmeru ry se izračuna S slike 438 vidimo velikost kota ki ga določa pol loka sY
sY rarr (δ + ϕ - ϕy) (445)
rsinrs YYY sdot
=δϕminusϕ+δsdotsdot=2
)(2 ter (446)
YYt invininv α=ϕα=ϕ
])tan22
(1[2 YtYY invinvxz
rs αminusα+αsdotsdot+π
sdotsdotsdot= (447)
pa še zveza
)coscos(coscos tY
YYYt rrarr αsdot=αrArrαsdot=αsdot (448)
Slika 438 Debelina zoba
Tako lahko izračunamo ločno debelino zoba na poljubnem polmeru ry Zob je koničast (v točki S) kadar je ločna debelina zoba enaka nič Takrat je oklepaj v enačbi 447 enak 0
0)tan22
(1=αminusα+αsdotsdot+
πsdot St invinvx
z (449)
tS invxz
inv α+αsdotsdot+π
sdot=α )tan22
(1 (450)
Pb
Nk Ns
N
Ny
P
Py
Pa S
δ
αs
αa αt
αy
sa
s
sy
sb
ϕs
ϕ
ϕa
ϕy
rb
r
ra rs
ry
O
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 69 ndash
Iz zgornjega moramo določiti kot potem še polmer koničavosti
S
b
S
tS
rrrα
=α
αsdot=
coscoscos (451)
To je meja koničavosti ki je odvisna od oblike in velikosti zobnika ndash števila zob kota profila in profilnega premika kakor je razvidno iz enačbe 450 Na prvi pogled se zdi da število zob ima negativen vpliv na koničavost vendar hkrati poveča polmer zobnika tako da se koničavost z rastočim številom zob manjša z večanjem profilnega premika pa veča V diagramu 413 so narisane meje koničavosti v odvisnosti od števila zob in koeficienta profilnega premika in sicer pri treh različnih širinah temena zoba 0 025 m in 04 m Kadar uporabimo večje profilne premike je treba skrajšati glavo zoba (odrežemo konico zoba) da ne dobimo koničastih zob Pri krajšanju zob se je treba zavedati da se zmanjšuje stopnja profilnega ubiranja
Diagram 413 Meje profilnih premikov
4463 Previs
V smeri od temenskega kroga proti korenskemu krogu se debelina zoba običajno veča Včasih pa ni tako Debelina zoba se lahko začne zopet zmanjševati Takrat govorimo o previsu zoba ndash slika 439
Slika 439 Oblike zob zobnika z 10 zobmi
spodrezan zob b) zob s previsom c) zob primerne oblike in d) koničast zob
a) b) c) d)
spodrez
previs konica
x = 0 x = 03 x = 06 x = 1
Število zob zobnika 5 10 15 20 25 30
14
ndash06
ndash02
02
06
1
0
Koe
ficie
nt p
rofil
nega
pre
mik
a koničasti zobje
spodrezani zobje
sk = 0
brez omejitev
meja previsa
meja spodrezanja
meje koničavosti sk = 025 m
sk = 04 m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 70 ndash
Meja previsa nastopi takrat kadar sta tangenta na zaokroženje v korenu zoba in tangenta na evolvento v dotikalni točki zaokroženja in evolvente vzporedni s srednjico zoba Ali na drug način do meje previsa pride takrat kadar sta tangenti obeh bokov zoba vzporedni Če se tangenti sekata (glede na teme zoba) na strani središča zobnika imamo previs
Previs povzroči da je material zoba slabo izkoriščen Upogibni moment se namreč proti korenu veča enako naj se tudi debelina zoba Zato pri zelo obremenjenih zobeh kadar hočemo konstrukcijo narediti lahko (motorna vozila) previsa ne smemo dopustiti Če želimo da previsa ne bo je treba primerno povečati profilni premik Iz diagrama 413 vidimo da je previs zahtevnejši pogoj od spodrezanja Če torej previsa ni tudi zobnik zanesljivo ni spodrezan
Pri nastanku zoba zobnika se orodje (zobnica) odkotali po razdelnem krogu zobnika Tako sta daljica FG in krožni lok FC po dolžini enaka Na sliki 440 so obravnavane razmere za mejni primer previsa in izpeljavo enačb za mejno število zob pri katerem se ne pojavi previs in v nadaljevanju še za minimalni potrebni profilni premik pri katerem ni previsa Izpeljave izvedemo z vrednostmi ki so normirane z modulom
Slika 440 Razmere pri meji previsa
LFClokFG)
== )( (452)
xuEH minus= t
EHEGα
=cos
in t
EGFGα
=sin
FG izpeljemo iz višine zoba orodja nad razdelnim krogom
tt
xuFGαsdotα
minus=
cossin (453)
Lok (FC) pa označimo z L)
in določimo kot zmnožek kota in polmera
)tan22
(2
)(2 z
xz
zzL ttt
αsdotsdotminus
sdotπ
minusαsdot=δminusαsdot=)
(454)
αt
αt K
αt
αt
T F
G C
E rbrN
O
δ
αt T F C
G
E
z cosαt 2
z 2
N
u π 2 x
Na povečanem desnem delu skice so vse vrednosti
deljene z modulom m
H
x m
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 71 ndash
)tan22
(2cossin z
xz
zxu tt
tt
αsdotsdotminus
sdotπ
minusαsdot=αsdotα
minus
)tan22
(4)2sin( z
xz
zxu tt
t
αsdotsdotminus
sdotπ
minusαsdot=αsdot
minus
)8
tan44)2sin(
tt
t
xzxu αsdotsdot+πminusαsdot=
αsdotminus
)8
tan4)2sin(
(4 t
tt
xxuz αsdotsdot+π+
αsdotminus
sdotα
= (455)
Pri x = 0 in u = 125 in zaokrožitvi vrha zoba orodja 02 m (za u vstavimo u = 11) dobimo mejno število zob ko previsa ni Tako dobljeno mejno število zob ni teoretično natančno vendar je točnost zadovoljiva Kadar želimo natančnejše rezultate moramo napraviti tudi natančnejše izračune in upoštevati relativno pot zaokrožitve vrha orodja pri izdelavi Pri izdelavi zob brez odrezovanja (tlačno litje) lahko obliko zob določimo na osnovi zoba zobnika s katerim bo tekel v paru
t
tmpz
α
π+
αsdot=
)2)2sin(
44( (456)
Za kot 20deg znaša zmp = 24 pri 15deg pa je zmp = 40
Za manjše število zob je pomembneje da izračunamo profilni premik pri katerem se previs ne bo pojavil Ker pri orodju nismo upoštevali daljšega zaokroženega vrha bomo računali s teoretično mejo previsa Pri izračunih v katerih moramo upoštevati previs bomo na tak zobnik dali vsaj tolikšen profilni premik Odštejmo enačbi 455 in 456 in vstavimo znane vrednosti
)2
tan)2(sin
(4
)(t
t
tmp
uzz
xα
minusαsdot
sdot
αsdotminus= (457)
5317124 zxx mp
minus=ge (458)
Meja previsa je vrisana v diagram 413 skupaj z mejo spodrezanja in mejo koničavosti
4464 Stopnja profilnega ubiranja (prekrivanja)
Stopnja profilnega prekrivanja pove koliko zob je poprečno v dotiku Označimo jo z εp Želeno je da je εp čim večji saj ugodno vpliva na nosilnost in mirnost teka Zato bomo pazili da bomo pri optimiranju skušali narediti čim večji εp Vendar ko se enkrat odločimo za določen zobniški par in koeficiente profilnih premikov na stopnjo profilnega ubiranja nimamo več bistvenega vpliva
Pa poglejmo kako določimo stopnjo prekrivanja kolikokrat gre lok p v lok qp
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 72 ndash
ϕ=
ϕ=sdot=sdot=
coscos2
2
1
1 b
bbp
ppinlrrl
rrlq (459)
αsdotπsdot=
ϕsdotϕsdot
==εcoscos
cosm
lpl
pq
b
pp (460)
l ndash aktivna dolžina ubirnice ndash glej sliki 441 in 442
Slika 441 Razmere za izračun stopnje profilnega ubiranja
αsdotminusminus+minus=minus+= sin22
22
21
212121 arrrrNNANENl baba (461)
αsdotπsdotαsdotminusminus+minus
=αsdotπsdot
=εcos
sincos
22
22
21
21
marrrr
ml baba
p (462)
Iz enačbe se enostavno vidi da lahko na stopnjo profilnega ubiranja vplivamo s premeroma temenskih krogov Na najvišji možni ravni lahko εp enostavno zadržimo tako da višine zob ne krajšamo Lahko spreminjamo premera temenskih krogov s profilnimi premiki Za εp je najugodneje povečanje temenskega kroga zobnika kar pa je mogoče s povečanjem profilnega premika zobnika Na ta način se zmanjša profilni premik pastorka Ne smemo ga zmanjšati pod mejne vrednosti glede na previs in spodrezanje Če je vsota koeficientov profilnih premikov majhna ndash pod 05 ndash in hočemo zagotoviti optimalno nosilnost glede na upogib in hitrosti drsenja ne moremo izboljšati stopnje profilnega ubiranja Pri vsoti koeficientov profilnih premikov nad 1 je to možno vendar je treba biti pozoren na temensko
Aacute1
Aacute2
E1b A1b
qp in l sta loka istega kota φ na različnih polmerih
qp = l˙r1rb1 = l˙r2rb2 rarr qp = lcos ϕ p = pbcos ϕ εp = qpp ( ) = lpb gt 1
rb1r1= rb2r2 = cos ϕ
ϕ
ra2
Eacute1
r1
C
ϕ
rb2
rb1
N1
O1
r2 E
ra1
qp p l
α
pb
E2b A2b
Eacute2
2211 EAEAqp primeprime=primeprime= bbb EAEAAEl 2211 ===
N2
pogon
A
E2pb
E2p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 73 ndash
zračnost da se ne bi preveč zmanjšala To se zgodi pri zelo veliki vsoti profilnih premikov ali pa kadar je posamezen profilni premik prevelik Z manjšanjem vsote profilnih premikov se povečuje stopnja ubiranja
Slika 442 Razmere za izračun aktivnega dela ubirnice
Pri optimiranju moramo preveriti tako stopnjo profilnega ubiranja kakor tudi temensko zračnost Pri zobnikih z ravnim ozobjem mora biti εp večji od 11 Pri zobnikih s poševnim ozobjem stopnja profilnega ubiranja z večanjem kota poševnosti izgublja svojo pomembnost V posameznih primerih dopustimo da je lahko εp celo manjši od 1
Kdaj pa je stopnja profilnega ubiranja dobra Pri prestavnih razmerjih okoli 1 običajno ni težko doseči vrednosti 15 Vrednosti blizu 2 pa je pri kotu profila 20deg težko doseči pri kotu profila 15deg pa ne Pri povečevanju prestavnega razmerja se stopnja profilnega ubiranja manjša To pride do izraza pri krajšanju glave zoba zaradi koničavosti zato miren tek lahko dosežemo samo z uporabo poševnega ozobja Pri zobnikih s poševnim ozobjem zadoščajo že nižje vrednosti še posebej če so koti poševnosti večji in zobniki širši Če pri enakem medosju povečujemo kot poševnosti se stopnja ubiranja veča manjša pa je vsota profilnih premikov in s tem nosilnost Pri spreminjanju števila zob zobnikov se spremeni prestavno razmerje
Zamisel da bi lahko kaj prihranili z zobniki z ravnim nekorigiranim ozobjem (brez profilnih premikov) in pri tem dosegali dobre rezultate je napačna Zato je treba zobnike dovolj dobro spoznati da lahko uporabimo take izvedbe zobnikov in ozobij ki zagotavljajo konkurenčnost Še več uporabljamo tudi druge spremembe (korekcije) oblike zoba po bočnici in profilu ki utišajo tek zobnikov ter skupaj s primernimi mazivi zmanjšajo obrabo in povečajo dobo trajanja To je zelo pomembno pri sodobnih motornih vozilih kjer se uporablja poseben standard za izračun obremenitve zobnikov in kontrolo nosilnosti
Pri močno obremenjenih industrijskih gonilih ki se hitro vrtijo je potrebno upoštevati deformacije posameznih elementov gonila (gredi) in temu primerno prilagoditi ozobje da ostane tiho in trajno Take zobe zobnikov oblikujemo tako da se jim v prečni smeri (po širini zobnika) spreminja debelina Pravimo da so zobje bombirani Zato potrebujemo stroje na katerih je mogoče izdelati take zobnike
O2
A
CE
N1
N2
O1
rb1
rb2
a
ra1
ra2
α
α
l
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 74 ndash
Mnogokrat oblikujemo profil zoba tako da se največje sile prenašajo v bližini kinematične točke C manj pa v bližini vrha in korena zoba Prehod iz enojnega v dvojno ubiranje mora biti postopen in ne trenuten Zato proti vrhu zoba profil zoba malo popravimo (zob se proti vrhu tanjša) Krivulja zoba ni več čista evolventa čeprav postopek izdelave ostane enak Pri takih zobeh se zaradi njihove deformacije dvojno ubiranje ne pojavi v trenutku ampak postopoma Taka sprememba oblike zob je še posebno dobrodošla pri zobnikih z ravnim ozobjem ali majhnim kotom poševnosti Za tako spremembo profila potrebujemo posebna orodja
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 75 ndash
45 Kvali teta in dovoljeni odstopki ( tolerance)
Kakor vsi drugi izdelki imajo tudi zobniki določene napake ki pa ne smejo biti prevelike Za določene zahteve po kvaliteti posameznih zobniških pogonov so s standardi določeni odstopki ki so dovoljeni za posamezna področja uporabe Služijo tudi kot pomoč za lažje usklajevanje zahtev med naročniki in proizvajalci Mnogokrat je za posamezne vrste izdelkov (v tem delu zobnikov) zahtevan nivo natančnosti ki zagotavlja nemoteno delovanje izdelka v pričakovani dobi trajanja
V splošnem velja načelo da imajo natančneje izdelani zobniki večjo nosilnost in mirnejši tek Paziti je treba da izdelek ni predrag saj so kvalitetnejši zobniki tudi dražji Treba je uskladiti oboje Za večino področij uporabe so priporočene primerne kvalitete izdelave zobnikov Vendar vsi odstopki niso vedno enako pomembni in vseh ne preverjamo Zato se običajno odločimo za skupino odstopkov ki pripadajo posamezni ciljni skupini gonil ter preverjamo samo te
Odstopke delimo v tri skupine To so minus odstopki oblike zoba in telesa zobnika (opredelimo jih s kvaliteto ozobja od 1 do 12) minus odstopki debeline zoba (ti so neodvisni od kvalitete ozobja in odločilno vplivajo na
zračnost med zobmi izbiramo med 11 legami tolerančnega polja in 10 velikostmi toleranc) in
minus odstopke medosne razdalje na ohišju (izrazimo jih s tolerančnim poljem raquojslaquo izbiramo pa jih glede na kvaliteto ozobja in odstopke debeline zoba)
Izbira primernih odstopkov je zelo zahtevna saj z njihovo izbiro vplivamo na vse lastnosti zobniških parov Pri sodobnem konstruiranju gonil jih je treba izbrati optimalno glede na zahteve Potrebnih je mnogo izkušenj s konstruiranjem in izdelavo zobnikov Zaradi njegove obširnosti tega področja v tej nalogi ne bomo podrobneje obravnavali
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 76 ndash
46 Število razl ičnih zobnikov
Zobniki so zaradi specifične oblike in zahtevnega tehnološkega procesa najdražji deli gonil Zato je zaželeno da je različnih zobnikov čim manj To pomeni da se pri isti količini gonil ustrezno povečajo serije posameznih zobnikov Zobniki so zato cenejši Kadar želimo hitro ustreči kupcu moramo imeti nekaj delov še posebej tistih ki se velikokrat uporabijo na zalogi v skladišču Če je teh različnih delov manj so manjše zaloge v skladiščih Število različnih zobnikov pa zmanjšamo tako da lahko enake zobnike uporabimo v čim več končnih izdelkih
461 Dvostopenjska gonila Industrijska gonila mnogokrat izvedemo kot dvostopenjska gonila Na naslednjem primeru si bomo pogledali kako lahko z najmanjšim možnim številom zobnikov izdelamo družino dvostopenjskih gonil v izvedbah kot dvostopenjska zobniška koaksialna gonila dvostopenjska zobniška gonila z vzporednimi osmi in zobniško-polžna gonila Pri tem bomo upoštevali polje prestavnih razmerij ki jih mora posamezna oblika gonila pokrivati pri določeni gostoti Za osnovo bomo vzeli največje možno prestavno razmerje ki ga je mogoče doseči na prvi in na drugi stopnji gonila Največje prestavno razmerje je omejeno Omejujejo ga konstrukcijske možnosti tehnološke omejitve in potrebna nosilnost posameznega zobnika in gredi na kateri je zobnik
462 Konstrukcijske možnosti Prestavno razmerje zobniškega para je določeno s številoma zob obeh zobnikov Izračunamo ga po enačbi
1
2
i
ii z
zi = [-] (463)
Pri tem sta zi1 in zi2 števili zob zobnikov Indeks i pomeni stopnjo na kateri je zobniški par drugi indeks pa pomeni 1 ndash pogonski zobnik 2 ndash gnani zobnik Skupno prestavno razmerje i za gonilo z n stopnjami znaša
prod=
=n
iiii
1
[-] (464)
Prestavno razmerje bo tem večje čim manjše bo število zob manjšega zobnika zi1 Konstrukcijska omejitev je pri 4 zobeh Pojavita se problema kvalitetne izdelave ter nosilnosti zobnika in gredi na kateri je zobnik Izdelava je odvisna od tehnološke opremljenosti Izdelava zobnika z rezkanjem navadno ni problematična Brušenje poljubno majhnih zobnikov pa je omejeno z vrsto brusilnega stroja in načinom brušenja Z brusilnimi stroji za odvalno brušenje zobnikov (npr Reisshauer) lahko običajno izdelamo zobnike z najmanj 10 zobmi omejeni pa smo tudi z velikostjo vznožnega kroga zobnika ki znaša 10 mm Brusa ne moremo primakniti bliže V sodelovanju s proizvajalcem strojev bi se verjetno dalo doseči kaj več Pri delilnem postopku (npr Niles) je število zob lahko manjše vendar je omejitev spet premer vznožnega kroga zobnika
Pri nosilnosti zobnikov je praktična meja za industrijska gonila 5 zob Problemi nastopijo zaradi nizke stopnje profilnega ubiranja koničavosti zob ter nosilnosti na jamičenje
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 77 ndash
in povesa telesa zobnika Tako majhno število zob je uporabno samo na prvi stopnji pri konzolni namestitvi zobnika Pri električnem ročnem orodju se uporabljajo 4 zobje vendar v tem primeru delovni postopek in pogonski elektromotor preglasita hrupnost zobnikov Pri industrijskih gonilih pa se pojavlja 6 zob (Lenze) 7 zob in 8 zob (Nord) drugi pa povečini začnejo pri 12 ali celo več zobeh (SEW Bonfiglioli) Število zob je odvisno od načina pritrditve zobnika (zobnik izdelan skupaj z gredjo vtisnjen v gred (krčni nased) ali nataknjen na gred) in od sistema modulne gradnje Pri drugi stopnji gonila je vznožni premer zobnika omejen s premerom ležajev gredi in tudi izdelovalnim postopkom Nove možnosti ponujajo z visoko zmogljiva orodja in stroji za rezkanje zobnikov ki nadomestijo brušenje Pri rezkanju je zaradi majhnega premera frezala potreben precej krajši iztek orodja kot pri brušenju Pri zobnikih ki imajo manj kot 10 zob so običajno potrebni posebni izdelovalni postopki (rezkanje že kaljenih zobnikov) ki pa se izplačajo samo pri zelo velikih količinah
V primeru ki je predstavljen v nadaljevanju bo na pogonskem zobniku prve stopnje uporabljenih 10 zob enako na pogonskem zobniku druge stopnje Vendar bo na prvi stopnji modul enak 1 mm na drugi pa 15 mm Pri upoštevanju medosne razdalje (455 mm ki smo ga dobili v poglavju 442 o optimiranju medosne razdalje) modulov in kotov poševnosti dobim vsoto števila zob na posameznih stopnjah Pri upoštevanju najmanjšega števila zob zobnikov dobimo največja mogoča prestavna razmerja (na prvi stopnji i1 = 76 na drugi pa i2 = 51) Največje prestavno razmerje gonila iN je tako 3876 ndash po enačbi 465
21 iiiN sdot= [-] (465)
V odvisnosti od zahtevane gostote prestavnih razmerij ndash faktorja povečanja prestavnega razmerja r (tudi skok stopnjevanja) in najmanjšega prestavnega razmerja gonila iI dobimo potrebno število prestavnih razmerij N (enačba 466)
1log
loglog+
minus=
riiN IN [-] (466)
Potrebno število različnih prestavnih razmerij dobimo iz razmerja največjega in najmanjšega prestavnega razmerja za to velikost gonila iI ter želene gostote prestavnih razmerij Pri upoštevanju najmanjšega (želenega) prestavnega razmerja gonila 35 največjega prestavnega razmerja 3876 in stopnjevanja s faktorjem 1122 (vrsta R10) dobimo potrebno število prestav 20 ndash po enačbi 466
Zobniške pare izberemo tako da uporabimo kombinacije vsakega z vsakim saj samo na ta način dobimo najmanj različnih Na prvih stopnjah vseh gonil uporabimo enake zobniške pare Zobniki drugih stopenj pa se med seboj razlikujejo Pri dvostopenjskem zobniškem gonilu z vzporednimi osmi so to novi zobniški pari pri zobniško-polžnem gonilu pa polžni pari V primeru samo koaksialnih zobniških gonil je najprimernejša formula 5 times 4 (pet zobniških parov na prvi stopnji in štirje na drugi stopnji) Ker pa moramo upoštevati še gonila z vzporednimi osmi in zobniško-polžna gonila je bolj primerna formula 7 times 3 kar je lepo razvidno iz preglednice Skupno število zobniških parov je sicer enako (13) vendar je en polžni par manj (polžni pari so dražji) Imamo pa eno prestavno razmerje več
Preglednica 411 Število zobniških in polžnih parov
Formula Št prestav Prva st Druga st Nasadna Zobniško
polžna Skupaj parov
5 times 4 20 5 4 4 4 13z + 4p 7 times 3 21 7 3 3 3 13z + 3p
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 78 ndash
Mogoča je še ena pocenitev Pogonski zobniki na drugi stopnji soosnih zobniških in zobniških gonil z vzporednimi osmi so lahko identični Število različnih zobnikov zmanjšamo na 23 zobnikov in 3 polžne pare
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
510 3876 2741 1938 1370 969 685 485 454 3453 2442 1727 1221 863 610 432 405 3076 2175 1538 1088 769 544 385
Podobni preglednici lahko naredimo tudi za nasadna zobniška (preglednica 413) in zobniško-polžna gonila (preglednica 414)
1
2
3
10 100 1000Vrtilna hitrost [min-1]
Gre
d
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila
Slika 443 Garniture zobnikov druge stopnje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 79 ndash
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila
Skok stopnjevanja Prestave prve stopnje 1122 760 537 380 269 190 134 095
Prestave druge
stopnje
920 6992 4944 3496 2472 1748 1236 874 820 6229 4405 3115 2202 1557 1101 779 730 5550 3924 2775 1962 1387 981 694
Pri zobniško-polžnih prestavah smo naredili nekaj drugega Če bi stopnjevali enako kot pri zobniških gonilih bi bili polžni pari po prestavnem razmerju zelo blizu skupaj (1122) To pa ni najbolj smiselno Zato za stopnjevanje polžnih parov vzamemo katero od celih potenc faktorja stopnjevanja (v našem primeru sedmo) Dobimo zelo zanimivo stopnjevanje Pri največjih in najmanjših prestavah je redkejše v sredi območja prestav pa gostejše Kar pa je lahko spet prednost saj z manj prestavnimi razmerji pokrivamo širše območje prestav
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila
Skok stopnjevanja Prestave prve stopnje (zobniške)
1122 760 537 380 269 190 134 095 Prestave polžnega
para
40 3040 2150 1520 1075 760 537 380 18 1354 958 677 479 339 239 169 8 603 427 302 213 151 107 75
1
2
3
1 10 100 1000Vrtfrekv [min-1]
Gre
d
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila
Stvari se precej spremenijo kadar izdelujemo še tristopenjska gonila Analize so podobne vendar nekoliko zahtevnejše Mnogo prihranimo z ohišji ki jih lahko hkrati uporabimo za dvostopenjska in tristopenjska gonila Pri izdelavi več velikosti lahko zobniške pare posameznih stopenj uporabimo vsaj pri dveh velikostih Pri tem je treba paziti na smeri poševnosti zobnikov da se ne bi seštevale osne sile ki obremenjujejo ležaje
vstopna gred
vmesna gred
izstopna gred
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 80 ndash
Slika 444 Zobnik in polžnik na enaki gredi
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 81 ndash
47 Cena gonil
Cena je eden glavnih parametrov ki vpliva na tržno konkurenčnost izdelka Pri tem je samo po sebi umevno da morajo biti tehnične karakteristike izdelka na ustreznem nivoju
Na tem mestu ne bi razpravljali o zgradbi cene izdelka temveč bi nekaj povedali o tistem delu lastne cene izdelka ki je odvisna predvsem od stroškov nastalih v procesu načrtovanja ter izdelave gonila in sestavnih delov v matičnem podjetju O optimalni izkoriščenosti posameznih delov smo govorili že v prejšnjih poglavjih ko smo optimirali posamezne dele Prav tako je treba optimirati tehnološki proces (izdelavo) posameznih delov Ker na tehnološki proces vpliva oblikovanje posameznih elementov in sklopov je treba način izdelave v veliki meri upoštevati že v fazi koncipiranja nadaljevati pri oblikovanju (konstruiranju) posameznih delov in končati pri načrtovanju tehnologije in v sami organizaciji proizvodnje Sem spada tudi planiranje velikosti serij
Načrtovanje (koncipiranje) gonila mora omogočati in upoštevati izdelavo posameznih sestavnih delov tako da bo pri tem porabljeno čim manj časa materiala in energije Zagotoviti bo treba nove stroje orodja in priprave Pri tem morata biti zagotovljeni kvaliteta in funkcionalnost posameznega dela K sodelovanju je treba pritegniti dobavitelje uporabljenih materialov orodij in drugih sestavnih delov ki so povezani z dokončnim oblikovanjem in sestavo posameznega sestavnega dela O tem je že mnogo napisanega zato bomo predstavili konkreten primer izdelave izstopne gredi gonila na več načinov vi sami pa se lahko odločite za najprimernejši način Na podoben način lahko analiziramo in dokončno oblikujemo vse sestavne dele gonila ki jih bomo sami izdelali
Slika 445 Enaki surovci za različne polžne pare
a) enovojni b) dvovojni in c) štirivojni
Gonilo mora biti poceni tudi še potem ko smo ga že prodali To pomeni da imamo malo reklamacij ter da so gonila enostavna za uporabo in vzdrževanje Majhnih in poceni gonil navadno ne vzdržujemo ampak jih enostavno zamenjamo Pri večjih gonilih pa moramo na popravila misliti že pri koncipiranju tako da so le-ta enostavna in poceni
S konceptom in konstrukcijo posameznih elementov je tehnološki postopek v temeljih že postavljen Seveda je za tehnologe še ogromno dela saj je treba načrtovana gonila tudi
a) b) c)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 82 ndash
proizvodno osvojiti Če to ni mogoče pomeni da v konceptu niso bile ustrezno upoštevane obstoječe tehnološke možnosti in strateški razvoja podjetja
Slika 446 Primerjava polžev
a) dražji b) cenejši
Na sliki 445 je prikazan primer kako lahko s pravilnim konceptom vplivamo na znižanje cene z manj različnimi surovci Na sliki 446 lahko vidimo dve različni konstrukciji polžev Z ustrezno konstrukcijsko rešitvijo zmanjšamo čas izdelave in hkrati povečamo tudi njihovo nosilnost in togost Polž na sliki 446 a zahteva mnogo več obdelav je pa ga mogoče izdelati na stružnici in po postopku vrteljčnega rezkanja Polž na sliki 446 b pa je bolj tog Izdelati ga je mogoče samo z vrteljčnim rezkanjem ki je mnogo hitrejše in natančnejše od struženja
471 Izbira tehnološkega postoka Na slikah 447 in 448 je prikazana izstopna gred gonila z najpomembnejšimi zahtevami Na gred ki se vrti na dveh ležajih je pritrjen zobnik ki to gred poganja Gred ima tesnilno površino po kateri teče tesnilo ki mora preprečevati iztekanje olja iz gonila in prodor umazanije iz okolice Na prosti konec gredi ki gleda iz gonila se pritrjujejo različni elementi ki prenašajo vrtilno gibanje iz gonila na delovni stroj Zato mora imeti gred naslon do katerega lahko sega ta prenosni element ki ne sme drseti po ohišju gonila Hkrati mora biti zagotovljeno enostavno sestavljanje gonila
Na slikah 449 450 in 451 so prikazane tri možnosti izdelave gredi Najboljšo možnost določimo z ovrednotenjem tehnološkega postopka Enostavno lahko ocenimo kolikšen je prihranek materiala (premer surovca se zmanjša z 32 mm na 26 mm) koliko se izboljša natančnost in skrajša čas izdelave zaradi enega vpetja in manj odrezanega materiala Pri NC-stružnici z gnanim orodjem je mogoče v istem vpetju izdelati tudi vse utore Podajanje surovca je skozi vpenjalno glavo S primernim orodjem in režimom izdelave dosežemo tolerance kot je npr φ 25k6 zato brušenje ni več potrebno Kaljena puša za tesnilko omogoča odpravo toplotne obdelave in brušenja Zaželeno pa je da je surovec že poboljšan Gred podražita puša in njena pritrditev na gred Paziti je treba na centričnost puše in zanesljivost lepljenja kar dosežemo s primernim oblikovanjem spoja in tehnološkim postopkom 447[13]
a)
b)
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 83 ndash
Oba dela gredi preko katerih se prenaša vrtilni moment sta enakega premera zato je za izdelavo utora za moznik potrebno samo eno orodje Če je mogoče lahko izdelujemo utore tudi s krožno žago in ne samo s prstnimi rezkarji Na enak način lahko razmišljamo tudi pri posnetjih ostrih robov zaokrožitvah prehodov širinah utorov za vskočnike (tudi pri različnih premerih gredi in širinah utorov) centrirnih gnezdih hellip
Slika 447 Vgrajena izstopna gred gonila
Primer različnih tehnoloških postopkov izdelave gredi je samo en delček prihranka in izboljšanja natančnosti in s tem tudi povečanja nosilnosti Najpomembnejši del je ohišje ki ga je treba načrtovati še posebej skrbno tako da poenostavimo vse operacije od litja staranja vpenjanja do obdelave z odvzemanjem materiala
Vse poenostavitve in izboljšave je treba ovrednotiti tako da izberemo najprimernejšo varianto izdelave gredi Mnogokrat nam je nekaj všeč je enostavno in poceni Ko naredimo analizo se pokaže da ni ceneje Še posebej je treba paziti da z znižanjem cene ne poslabšamo nosilnosti točnosti in zanesljivosti Skoraj vedno so posamezne izvedbe odvisne od števila izdelanih primerkov (od velikosti serije)
Zato nikoli ne moremo sprejeti odločitve kar tako brez ustreznih izračunov Nujne so tudi izkušnje Konstruktor naj pripravi več rešitev tehnolog pa bo izračunal katera je najprimernejša Pri izdelkih ki se delajo na zalogo velikosti serij določimo tako da so cenejše pri optimalnem obračanju Seveda mora biti strategija podjetja temu naklonjena
Slika 448 Izstopna gred gonila
gred izstopna
naslon in sedež tesnilke
ležaja
zobnik
vskočnik tesnilki
moznik vskočnika
ležajna sedeža
tesnilni sedež ter naslon ležajev in odgona (45 HRc)
centrirno gnezdo z navojem
utor za moznik
utor za vskočnik
utor za moznik zobnika
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 84 ndash
Slika 449 Gred izdelana po klasičnem postopku
Slika 450 Gred s tesnilno pušo za popravila
Slika 451 Gred z ležajno pušo za tesnjenje
147
150
φ30h
11
φ25k
6
φ26
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec ležajna puša za tesnjenje in naslon (prilepljena ali nakrčena)
odrez
surovec 147
150 + 2 za razrez materialaφ3
0h11
φ25k
6
φ32
Pred brušenjem tesnilnega in ležajnih sedežev je potrebno kaljenje
Gred stružimo v dveh vpetjih
147
150
φ30h
11
φ25k
6
φ30
Mesto vpetja Gred se izdela v enem vpetju Kaljenje in brušenje nista potrebni
surovec puša za tesnjenje (prilepljena) φ2
9k6
odrez
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 85 ndash
5 ZAKLJUČEK
Vloga industrijskih gonil v vseh vejah gospodarstva bo vedno večja njihova uporaba pa vedno širša Pravi pristop k snovanju industrijskih gonil pomeni hkrati širitev uporabnosti teh gonil in zmanjševanje namenskih in unikatnih gonil Glede na raziskavo tržišča je treba najti načine kako približati industrijska gonila področjem kjer so le-ta malo manj zastopana Naloga projektantom in konstruktorjem ponuja nekaj napotkov in smernic
Najpomembnejše so smernice kako se lotiti koncepta in kako postaviti koncept gonil Pri tem je treba upoštevati osnovne zakonitosti kot sta modulna gradnja in teorija podobnosti Pomembno je najbolje izkoristiti prostor ki ga imamo na razpolago To naredimo tako da s konstrukcijskimi prijemi čim bolj povečamo nosilnost gonila Glavna parametra sta medosna razdalja zadnjega zobniškega para in optimalno prestavno razmerje ki ga lahko dosežemo s posameznim gonilom Podrobneje je prikazano optimiranje zobniških parov glede na drsne hitrosti in kotalne tlake kar je še posebej pomembno pri večjih prestavnih razmerjih Razen obrabe to ugodno vpliva na dobo trajanja zobnikov na zmanjšanje hrupa in povečanje izkoristka Velikosti serij najdražjih delov gonil ndash zobnikov ndash povečamo z zmanjšanjem števila različnih zobnikov ali zobniških parov s čimer znižamo ceno Postopek je prikazan na primeru manjše družine gonil Dodanih je nekaj konstrukcijskih prijemov za zmanjšanje števila surovcev za izboljšanje nosilnosti posameznih delov in znižanje stroškov izdelave
Odločilnega pomena so tudi primerne tolerance in njihovo doseganje z različnimi tehnološkimi postopki Konstruktor je tisti ki z oblikovanjem odločilno vpliva na tehnološko enostavnost in podobnost ter končno ceno izdelka To sta zelo široki področji ki presegata okvir te naloge sta pa nujno potrebni pri uspešnem snovanju novih družin industrijskih gonil To je tudi smer za nadaljnje delo pri čemer je treba na primeren način vključiti tehnologe razvojne tehnologe organizatorje proizvodnje in ekonomiste ki znajo različne postopke ustrezno uporabiti vključiti v proizvodni proces in tudi ovrednotiti
Kljub navidez povsem optimiranim gonilom ki jih lahko dobimo na tržišču ostaja za konstruktorje še mnogo možnosti Še je mogoče najti in izdelati gonila ki so boljša od teh ki jih poznamo Pri tem je treba prilagajati gonila pogonskim motorjem in motorje gonilom tako da bomo lahko dobili še boljše pogonske naprave
Gonila in motorje bo treba po obliki in velikosti še bolj uskladiti med seboj Najpomembnejši pri tem so oblika položaj in velikost priključne omarice in izstopne gredi elektromotorja Pogonski motor in gonilo se bosta toliko prilagodila drug drugemu da bo kar nekaj elementov skupnih motorju in gonilu tako da sploh ne bomo več ločili kje je motor in kje gonilo Če to povežemo še z novimi in bolj zmogljivimi in hkrati varčnejšimi motorji bo to glavna smer gradnje novih gonil Vedno bolj bodo prišli v uporabo motorji ki niso popolnoma v skladu z motorji po standardu IEC Prednost bodo imeli krajši motorji z večjim presekom in enostavnejšim priključevanjem Os priključevanja motorja ne bo vezana na os izstopne gredi gonila Pri gonilih s prosto pogonsko gredjo bo simetričnost gonila pomembnejša zato bo vstopni del še bolj odstopal od motornega vstopa Obe vrsti gonil pa se bosta med seboj še bolj razlikovali Elektronske komponente bodo vedno bolj prisotne
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 86 ndash
Konstruktorjem ne bo zmanjkalo dela Osnovne usmeritve optimiranja gonil bodo ostale le nekateri robni pogoji se bodo spreminjali Število različnih sestavnih delov gonil se bo še zmanjšalo
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 87 ndash
6 V IRI
[1] Mack Wagner Getriebemotoren Prinzip Aufbau und Einsatz 3 aktualisierte Auflage LandsbergLech Verlag Moderne Industrie 2001
[2] SEW Eurodrive Geared Motors Katalog 1052 181xEN 052001
[3] Ren Z Slikovno gradivo za predmet Modulna gradnja Maribor Fakulteta za strojništvo 2003
[4] ELKO Elektrokovina Elektromotorji IEC Katalog 856200115
[5] Koller Konstrukcionslehre fuumlr den Maschinenbau Grundlagen zur Neu- und Weiterentwicklung technischer Produkte 3 Auflage Berlin Heidelberg Springer-Verlag 1994
[6] Beitz W und Grote K-H Dubbel Taschenbuch fuumlr den Maschinenbau 19 Auflage Berlin Heidelberg Springer-Verlag 1997
[7] Flender Technical Handbook Bochold 2000
[8] Bonfiglioli Industrial Transmission amp Automation Drives Engineering manuals
[9] DIN Taschenbuch 123 Antriebstechnik 2 Beuth Verlag GmbH Berlin Koumlln 1995
[10] Niemann G Winter H Maschinenelemente I II in III Springer-Verlag Berlin Heidelberg New York Tokyo 1983
[11] Flašker J in Pehan S Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2006
[12] Podlesnik M Gonila z valjastimi zobniki I Maribor Univerza v Mariboru 1976
[13] Pehan S Metodika konstruiranja učbenik Maribor Fakulteta za strojništvo 2005
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 88 ndash
7 KAZALA
KAZALO SLIK
Slika 21 Zahteve za običajna gonila v industriji 5
Slika 22 Zahteve za gonila za pogon proizvodnih linij v avtomobilski industriji 6
Slika 23 Zahteve za gonila v živilski industriji 6
Slika 24 Zahteve za gonila za pogon nastavljivih anten 7
Slika 25 Zahteve za gonila za industrijske robote 8
Slika 31 Razvojni postopek gonila na splošno 12
Slika 32 Razvojni postopek družine gonil 13
Slika 41 Različna dvostopenjska gonila z motorjem 16
Slika 42 Koncept družine dvostopenjskih gonil 17
Slika 43 Motorno zobniško gonilo z dodatnim jermenskim pogonom 19
Slika 44 Družina gonil 24
Slika 45 Elementi gonil ki jih menjujemo 24
Slika 46 Elementi raquoflachlaquo gonila ki jih menjujemo ali dodajamo 25
Slika 47 Geometrijska podobnost izdelkov 27
Slika 48 Najpomembnejše geometrijske veličine gonil (oblika in položaj vgradnje B3) 33
Slika 49 Gonilo s prirobnico (oblika in položaj vgradnje B5) ndash velikost gonila je enaka kot pri gonilu z nogami (B3) 34
Slika 410 Nasadno tristopenjsko plosko gonilo z motorjem ima integrirano momentno ročico ter možnost pritrditve z nogami prirobnico in momentno ročico 36
Slika 411 Razviti plašč kocke z oznakami in gonili 37
Slika 412 Kocka s položaji vgradnje gonil 37
Slika 413 Motorno gonilo s položaji priključne omarice in uvodnice 38
Slika 414 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 39
Slika 415 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 416 Možnosti povečevanja medosne razdalje pri dvostopenjskih zobniških gonilih 40
Slika 417 Vstavljanje pogonskega sklopa v ohišje 41
Slika 418 Sestavljeno gonilo z motorjem 41
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 89 ndash
Slika 419 Osnovni profil zoba (zobata letev) po DIN 867 42
Slika 420 Zobnik z nekaterimi parametri 44
Slika 421 Oblika zoba z različnimi profilnimi premiki 46
Slika 422 Obremenitev zoba 48
Slika 423 Osnove za določitev upogibne napetosti 48
Slika 424 Porazdelitev tlačnih napetosti na mestu dotika dveh valjev 49
Slika 425 Polmer ukrivljenosti 49
Slika 426 Potek Hertzovega tlaka vzdolž ubirnice 51
Slika 428 Določitev premera temenskega kroga 51
Slika 429 Grafična določitev drsnih hitrosti 52
Slika 430 Hitrosti pri ubiranju 54
Slika 431 Hitrosti zobnikov v dotikalni točki Y 54
Slika 432 Geometrijske razmere ndash podobna trikotnika 55
Slika 432 Smeri drsenja na zobniku in pastorku 56
Slika 433 Obraba zaradi drsenja zobnih bokov na pastorku in zobniku 57
Slika 435 Razmere pri drsenju evolventnih zobnih bokov 58
Slika 436 Mejno število zob (brez spodrezanja) 63
Slika 437 Orodje ndash zobata letev 64
Slika 438 Najmanjši potreben profilni premik (da ni spodrezanja) 66
Slika 439 Debelina zoba 68
Slika 440 Oblike zob zobnika z 10 zobmi 69
Slika 441 Razmere pri meji previsa 70
Slika 442 Razmere za izračun stopnje profilnega ubiranja 72
Slika 443 Razmere za izračun aktivnega dela ubirnice 73
Slika 444 Garniture zobnikov druge stopnje 78
Slika 445 Zobnik in polžnik na enaki gredi 80
Slika 446 Enaki surovci za različne polžne pare 81
Slika 447 Primerjava polžev 82
Slika 448 Vgrajena izstopna gred gonila 83
Slika 449 Izstopna gred gonila 83
Slika 450 Gred izdelana po klasičnem postopku 84
Slika 451 Gred s tesnilno pušo za popravila 84
Slika 452 Gred z ležajno pušo za tesnjenje 84
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 90 ndash
KAZALO DIAGRAMOV
Diagram 41 Izstopni momenti se povečujejo z velikostjo gonila [2] 20
Diagram 42 Različni načini izbiranja velikosti izdelkov 28
Diagram 43 Karakteristike gonil izdelanih po geometrijski podobnosti 30
Diagram 44 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Diagram 45 Specifične hitrosti drsenja 59
Diagram 46 Omejitev vrednosti specifičnega drsenja na ndash 2 s krajšanjem glave zoba zobnika 61
Diagram 47 Izenačenje specifičnega drsenja s krajšanjem glave zoba zobnika 61
Diagram 48 Izenačenje specifičnega drsenja s spreminjanjem profilnih premikov 62
Diagram 49 Teoretično mejno število zob 65
Diagram 410 Faktor nadomestnega števila zob 65
Diagram 411 Mejno število zob 66
Diagram 412 Potreben profilni premik za preprečitev spodreza 67
Diagram 413 Meje profilnih premikov 69
Diagram 414 Primer stopnjevanja dvostopenjskega zobniškega gonila 78
Diagram 415 Primer stopnjevanja dvostopenjskega zobniško-polžnega gonila 79
KAZALO PREGLEDNIC
Preglednica 41 Primer tehničnega zahtevnika (B ndash brezpogojna zahteva Z ndash želja) 14
Preglednica 42 Pregled izvedb asinhronskih elektromotorjev 20
Preglednica 43 Odvisnost pomembnejših veličin od stopnjevanja geometrijske velikosti (dolžine) 27
Preglednica 44 Glavne vrednosti standardnih števil 29
Preglednica 45 Karakteristike gonil z geometrijskim stopnjevanjem dolžinskih mer 31
Preglednica 46 Karakteristike gonil ko stopnjevanje dolžin ni povsem geometrijsko 31
Preglednica 47 Standardne osne višine gonil [mm] 34
Preglednica 48 Standardne mere prostih koncev valjastih gredi (DIN 748) 35
Preglednica 49 Nekateri standardni moduli [mm](iz DIN 780 [9]) 43
Preglednica 410 Predznaki drsnih hitrosti na različnih mestih pastorka in zobnika 56
Preglednica 411 Število zobniških in polžnih parov 77
Preglednica 412 Stopnjevanje dvostopenjskega zobniškega gonila 78
Preglednica 413 Stopnjevanje dvostopenjskega zobniškega nasadnega gonila 79
Preglednica 414 Stopnjevanje dvostopenjskega zobniško-polžnega gonila 79
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 91 ndash
8 Ž IVLJENJEPIS
Rodil sem se leta 1957 v naselju Vodole pri Mariboru Osnovno šolo sem obiskoval v Mariboru letih 1965 do 1972 Končal sem srednjo strojno šolo v Mariboru kjer sem leta 1976 maturiral z odličnim uspehom Vpisal sem se na Visoko tehniško šolo v Mariboru leta 1976 Študij (s poprečno oceno med študijem 9) sem končal 1981 leta z diplomo s področja polžnih gonil pod mentorstvom prof Flaškera (z oceno 10) Istega leta sem se zaposlil v TAM Maribor kjer sem delal kot projektant tovornih motornih vozil kot preizkuševalec tovornih vozil in kot vodja prototipne delavnice Ukvarjal sem se z raziskovalnim delom s področja vozil transmisijskih sklopov in posebnih gonil Od leta 1982 sem evidentiran tudi kot raziskovalec Magistrski študij sem vpisal leta 1983 na Tehniški fakulteti v Mariboru Leta 1985 sem se poročil ter imam sina in hčer Kasneje sem se zaposlil v Tovarni strojev Strojna v Mariboru kjer sem delal kot konstruktor in projektant za posebna gonila (regulacijska in planetna gonila) in nazadnje kot glavni projektant za pogonsko tehniko Ukvarjal sem se tudi s tehnološkimi problemi pri izdelavi posameznih delov gonil ter s sestavljanjem in preizkušanjem gonil Spoznal sem se z vodenjem in problemi organizacije poslovanja s konstrukcijsko in tehnološko dokumentacijo Sodeloval sem pri uvajanju standardov ISO 9000 v proizvodnjo in razvoj Od leta 1996 sem zaposlen na Fakulteti za strojništvo kot tehniški sodelavec Ukvarjam se z raziskovalnim delom projektiranjem konstruiranjem in tehničnimi izračuni na področju strojnih elementov zobnikov in gonil Opravljen imam strokovni izpit iz strojništva - področje transporta Sem član nacionalne tehnične komisije za strojne elemente (TC SEL) pri Slovenskem inštitutu za standardizacijo Maribor marec 2009
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 92 ndash
9 B IBLIOGRAFIJA
ČLANKI IN DRUGI SESTAVNI DELI
104 Strokovni članek
1 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju Avtomatika (1999) [Tiskana izd] 2003 41 str 31-35 [COBISSSI-ID 8528662]
2 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil Avtomatika (1999) [Tiskana izd] 2004 letn 5 št 42 str 33-35 [COBISSSI-ID 8602902]
3 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil Avtomatika (1999) [Tiskana izd] 2005 letn 5 št 55 str 43-45 [COBISSSI-ID 9600534]
108 Objavljeni znanstveni prispevek na konferenci
4 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek GLOBEVNIK Aleš New range development of worm gears V International symposium Machines and mechanisms Belgrade Yugoslavia September 2-5 1997 Belgrade Faculty of Mechanical Engineering Institute for Machine Elements 1997 str 272-275 [COBISSSI-ID 3039510]
5 PEHAN Stanislav FLAŠKER Jože TAŠNER Frančišek Development of new range gear drives V MARJANOVIĆ Dorian (ur) Proceedings of the 5th International Design Conference DESIGN 98 May 19-22 1998 Dubrovnik Croatia Zagreb Faculty of Mechanical Engineering and Naval Architecture Centre of Technology Transfer Zuumlrich Workshop Design-Konstruktion 1998 str 783-788 [COBISSSI-ID 3620374]
6 BELŠAK Aleš TAŠNER Frančišek Study of parameters influencing a gear unit backlash V MARJANOVIĆ Dorian (ur) Proceedings of the 6th International Design Conference DESIGN 2000 Cavtat Dubrovnik Croatia May 23-26 2000 Zagreb Centre of Technology Transfer Faculty of Mechanical Engineering and Naval Architecture Zuumlrich Workshop Design-Konstruktion 2000 str 727-732 [COBISSSI-ID 5366294]
7 BELŠAK Aleš LAKOTA Miran TAŠNER Frančišek Analiza hrupa zobniškega gonila s pomočjo pospeškometrov in mikrofonov V ČUDINA Mirko (ur) Zbornik referatov Drugega kongresa Slovenskega društva za akustiko z mednarodno udeležbo in razstavo Ljubljana Slovensko društvo za akustiko 2000 str 335-342 [COBISSSI-ID 5656598]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 93 ndash
8 ULAGA Samo TAŠNER Frančišek BELŠAK Aleš FLAŠKER Jože Maintenance awareness in gear-box design V MARJANOVIĆ Dorian (ur) Proceedings of the 7th International Design Conference DESIGN 2002 Cavtat Dubrovnik Croatia May 14-17 2002 Zagreb Faculty of Mechanical Engineering and Naval Architecture Glasgow The Design Society cop 2002 str 1117-1122 [COBISSSI-ID 7126038]
109 Objavljeni strokovni prispevek na konferenci
9 BELŠAK Aleš TAŠNER Frančišek Preskušanje gonil V One day technical conferences on measurement and automation NI days Europe 20002001 Get connected uporabniški članki Milano VNU business publications National instruments [2000] str II1-5 [COBISSSI-ID 5834262]
10 BELŠAK Aleš TAŠNER Frančišek Testing of gear-units V NI Days 2001 A Technical Symposium on Measurement and Automation The measurement network Milano VNU Business Publications National Instruments Italia [2001] str 40-41 [COBISSSI-ID 6673430]
11 BELŠAK Aleš TAŠNER Frančišek Merjenje vibracij zobniških gonil V Worldwide conference on virtual instrumentation NIDays 2002-2003 NI Dan Slovenija Ljubljana 21 november 2002 Uporabniški članki Ljubljana National instruments [2002] str 11-14 [COBISSSI-ID 7529494]
12 TAŠNER Frančišek BELŠAK Aleš Določanje trenja v štiritaktnem bencinskem motorju V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 8-13 f [COBISSSI-ID 8413462]
13 BELŠAK Aleš TAŠNER Frančišek Ugotavljanje stanja gonil V Worldwide Virtual Instrumentation Conference NIDays 2003-04 Strokovna konferenca o merilnin tehniki in avtomatizaciji NI DAN 2003 Uporabniški članki Celje National Instruments Slovenija 2003 18-21 f [COBISSSI-ID 8412950]
14 BELŠAK Aleš TAŠNER Frančišek FLAŠKER Jože Analiza vibracij zobniških gonil V NIDan 2005 Strokovna konferenca o virtualni instrumentaciji NI DAN 2005 Portorož 102-1122005 Uporabniški članki National Instruments Slovenija 2005 6 str [COBISSSI-ID 9390614]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
212 Končno poročilo o rezultatih raziskav
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 94 ndash
15 TAŠNER Frančišek Možnosti za zmanjšanje porabe goriva vozil TAM D 1 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1983 80 f [COBISSSI-ID 32219137]
16 TAŠNER Frančišek Ekonomična gospodarska vozila in motorji MRS-TAM za l1984 Maribor TAM 1985 68 STR [COBISSSI-ID 23058]
17 TAŠNER Frančišek Računalniški programi za izračun porabe goriva D 2 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 1 zv (loč pag) [COBISSSI-ID 32219905]
18 TAŠNER Frančišek Zmanjšanje porabe goriva D 3 (Ekonomična gospodarska vozila in motorji) Maribor TAM 1985 60 f [COBISSSI-ID 32220417]
19 TAŠNER Frančišek VOLF Valter Ekonomična gospodarska vozila in motorji poročilo o delu za leto 1986 Maribor TAM 1987 96 str [COBISSSI-ID 700690]
20 FLAŠKER Jože GRBIČ Nebojša TRŽAN Franc VRŠIČ Ivan MRKELA Dušan OPALIČ Milan PEHAN Stanislav ŠRAJNER Bernard TAŠNER Frančišek KELBIČ Vojko LAKOTA Miran Raziskava in razvoj evolventnih gonil poročilo o delu za leto 1991 ]za RSM Maribor] Maribor Tehniška fakulteta 1991 1 mapa (loč pag) [COBISSSI-ID 3457796]
21 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan PEHAN Stanislav TAŠNER Frančišek LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil poročilo o delu za leto 1992 za inovacijski sklad MZT (Ministrstvo za znanost in tehnologijo Slovenije 42-0464795-92) Maribor Tehniška fakulteta 1 mapa [COBISSSI-ID 4304644]
22 FLAŠKER Jože GRBIČ Nebojša KELBIČ Vojko MRKELA Dušan TAŠNER Frančišek PEHAN Stanislav LAKOTA Miran Raziskava in razvoj ekscentrskih evolventnih gonil zaključno poročilo [za MZT Slovenije] razvojni raziskovalni projekt 42-0464795 Maribor Tehniška fakulteta 1994 1 mapa (loč pag) [COBISSSI-ID 5675012]
23 PEHAN Stanislav LAZOVIĆ Momir HUMSKI Ferdinand GRAŠIČ Leon DESATY Željko HABJANIČ Srečko ONIČ Milan TAŠNER Frančišek GLOBEVNIK Aleš BEDEK Damijan JUG Milan PADEŽNIK Franc KOGLER Robert Razvoj okolju prijazne družine vozil T8 poročilo o delu za leto 1994 Maribor TAM Gospodarska vozila 1994 1 mapa graf prik [COBISSSI-ID 3352598]
24 REN Zoran FLAŠKER Jože GLODEŽ Srečko ULBIN Miran TAŠNER Frančišek MRKELA Dušan RAZSTRESEN Štefan AL SHAMMARY Talib Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi [za Občino Maribor] Maribor Fakulteta za strojništvo 1997 8 f [COBISSSI-ID 3407638]
25 REN Zoran FLAŠKER Jože GLODEŽ Srečko TAŠNER Frančišek MRKELA Dušan AL SHAMMARY Talib ULBIN Miran Uvajanje prvin računalniško integrirane proizvodnje v podjetje Strojna Maribor poročilo o raziskovalni nalogi za leto 1997 Maribor Fakulteta za strojništvo 1998 [9] f [COBISSSI-ID 4271638]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 95 ndash
26 POLAJNAR Andrej BUCHMEISTER Borut LEBER Marjan PANDŽA Krsto VUJICA-HERZOG Nataša FULDER Tatjana PALČIČ Iztok ROJS Tomaž TAŠNER Frančišek VODUŠEK Miran KREBBER G Priprava projekta tehnološkega razvoja nove generacije gonil zaključno poročilo o rezultatih opravljenega dela na projektu za obdobje 1102000 do 3182001 [za Ministrstvo za gospodarske dejavnosti RS] Maribor Fakulteta za strojništvo Laboratorij za načrtovanje proizvodnih sistemov 2001 1 mapa (loč pag) [COBISSSI-ID 6478614]
27 FLAŠKER Jože ABERŠEK Boris BELŠAK Aleš BEZENŠEK Boštjan ERŽEN Simon FAJDIGA Gorazd GLODEŽ Srečko GRBIČ Nebojša LERHER Tone PEHAN Stanislav REN Zoran TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan KRAMBERGER Janez POTRČ Iztok ŠADL Rudolf ŠRAML Matjaž ZIERER Janko BADER Silvester ČEP Janez DOLŠAK Bojan GOLOB Borut HREN Gorazd JEZERNIK Anton NOVAK Marina Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2000 [za MŠZŠ] Maribor Fakulteta za strojništvo 2001 8 f [COBISSSI-ID 6247958]
28 FLAŠKER Jože ABERŠEK Boris BADER Silvester BELŠAK Aleš BEZENŠEK Boštjan ČEP Janez DOLŠAK Bojan ERŽEN Simon GRBIČ Nebojša GLODEŽ Srečko GOLOB Borut HREN Gorazd JEZERNIK Anton KRAMBERGER Janez LERHER Tone NOVAK Marina PEHAN Stanislav POTRČ Iztok REN Zoran ŠRAML Matjaž TAŠNER Frančišek ULAGA Samo ULBIN Miran VIDOVIČ Janez ZAFOŠNIK Boštjan ZIERER Janko Računalniško konstruiranje in transport letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ] osnovni podatki raziskovalnega programa Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) [COBISSSI-ID 7036950]
213 Elaborat predštudija študija
29 REN Zoran HRIBERŠEK Matjaž TAŠNER Frančišek Določitev izvedbe gonila z motorjem vgrajenega v univerzalni gospodinjski aparat MUM 5 [naročnik projekta BSH Hišni aparati doo] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2003 1 mapa (loč pag) graf prikazi [COBISSSI-ID 8551958]
30 REN Zoran GLODEŽ Srečko TAŠNER Frančišek BOROVINŠEK Matej GAČNIK Franci Razvoj gonila za univerzalni gospodinjski aparat MUM5 Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2008 33 f graf prikazi [COBISSSI-ID 12722454]
214 Projektna dokumentacija (idejni projekt izvedbeni projekt)
31 PEHAN Stanislav TAŠNER Frančišek Koncipiranje gonila za dvigovanje zapornic poročilo o izvedbi projekta Maribor Fakulteta za strojništvo 2007 21 f ilustr [COBISSSI-ID 11089174]
Univerza v Mariboru ndash Fakulteta za strojništvo Sodobno konstruiranje gonil
ndash 96 ndash
215 Izvedensko mnenje arbitražna odločba
32 BELŠAK Aleš TAŠNER Frančišek Določitev kontrolnih mer zobatih vencev po nakrčenju na vztrajnik [naročnik naloge Kovinska industrija KLS dd Ljubno ob Savinji] Maribor Fakulteta za strojništvo Inštitut za konstrukterstvo in oblikovanje 2005 10 str graf prikazi [COBISSSI-ID 10278934]
225 Druge monografije in druga zaključena dela
33 ULAGA Samo TAŠNER Frančišek VOHAR Bojan Analiza gonila pogona proge za valjanje pločevine in pogona navijala [za Cinkarno Metalurško kemična industrija Celje] Maribor Fakulteta za strojništvo 2002 1 mapa (loč pag) ilustr [COBISSSI-ID 7020054]
34 TAŠNER Frančišek Ocena zobniških pogonov na stroju za krivljenje pločevine z valjanjem - krivilni stroj Maribor Fakulteta za strojništvo 2006 3 f [COBISSSI-ID 10821398]
SEKUNDARNO AVTORSTVO
Urednik
35 FLAŠKER Jože PEHAN Stanislav Prenosniki moči učbenik Maribor Fakulteta za strojništvo 2005 VIII 380 str ilustr preglednice ISBN 86-435-0742-3 [COBISSSI-ID 55774209]