similitude of 1/3-scale concrete masonry … of 1/3-scale concrete masonry units for system-level...
TRANSCRIPT

SIMILITUDE OF 1/3-SCALE CONCRETE MASONRY UNITS FOR SYSTEM-LEVEL SEISMIC BEHAVIOR STUDIES
Franklin L. Moon1 and Ahmad A. Hamid2
Abstract The objective of this effort was to investigate the similitude between assemblages and components constructed from full-scale and 1/3-scale concrete block, mortar, grout, and reinforcing steel. This study serves as a preliminary investigation to the testing of a complete 1/3-scale partially grouted, lightly reinforced concrete masonry building for seismic resistance. This effort is motivated by the lack of reliable data on the system-level seismic response of such buildings, which is becoming increasingly relevant due to the adoption of the International Building Code (and particularly the seismic provisions) in the Eastern US. This paper discusses the manufacturing process of the 1/3-scale concrete block through the use of a recently acquired small-scale block making-machine at Drexel University. In addition, this paper will report comparisons between an extensive assemblage testing program, which included over 200 specimens and investigated compression, bed-joint shear, and diagonal tension strengths and failure modes. Results include comparison of quantitative response quantities and statistical significance, qualitative descriptions of behavior, and various FE modeling studies undertaken to help interpret the experimental results. Keywords: small-scale modeling, assemblage testing, seismic response, system-level performance
1 Assistant Professor of Civil, Architectural and Environmental Engineering, Drexel University, Philadelphia, Pennsylvania, 19104, USA 2 Professor of Civil, Architectural and Environmental Engineering, Drexel University, Philadelphia, Pennsylvania, 19104, USA
Attachment 11

THE DREXEL UNIVERSITY MASONRY DESIGN COMPETITION The Drexel University (DU) Masonry Design Competition (MDC) was re-instituted during the spring of 2006 after being dormant for five years due to a lack of small-scale block-making capabilities. This competition is motivated by the increasing popularity of student competitions such as ‘Concrete Canoe’ and ‘Steel Bridge’, and aims to augment traditional masonry structural engineering coursework with a meaningful hands-on experience. This effort was led by Drs. Ahmad Hamid and Franklin Moon of the Civil, Architectural, and Environmental Engineering Department at DU and Michael Iannelli from Fizzano Brothers Concrete Products, Inc. To support this effort, DU was awarded a grant from the National Concrete Masonry Association (NCMA) Education and Research Foundation in 2005 to develop the capability of producing 1/3- and 1/4-scale concrete masonry units in-house. Through this grant, Drexel researchers designed, acquired and validated the capabilities of the small-scale block-making machine shown in Figure 1. The MDC is founded on the three requisite components of the scientific method: hypothesis, observation, and validation. First, students design and participate in the construction of their 1/3-scale concrete masonry walls. Students then hypothesize mathematical models to predict the behavior of their walls. These models range from very simplified code-type approaches to more refined simulation models using commercial finite element software. Once the predictions have been finalized, the walls are tested to failure by applying in-plane shear forces. During the tests students observe and document the response and failure modes of their walls (Fig. 2). Following the test, students compare the response data obtained with the predictions of their mathematical models in order to validate or update the various modeling assumptions made. The competition is judged based on three criteria: (1) structural efficiency (strength per weight), (2) prediction accuracy, and (3) aesthetic quality. Due to time constraints associated with the delivery of the machine, the wall designs for the June 2006 competition were prescribed and thus the competition was judged based on prediction accuracy alone. Throughout the 1990s the MDC has proven to be an effective way of introducing masonry materials, design, construction, testing, and modeling of load bearing masonry walls. The competition framework and hands-on approach not only provides a unique opportunity for students used to traditional lectures, but also motivates learning and fosters excitement about
Fig. 1 – Small-scale block making machine
Attachment 12
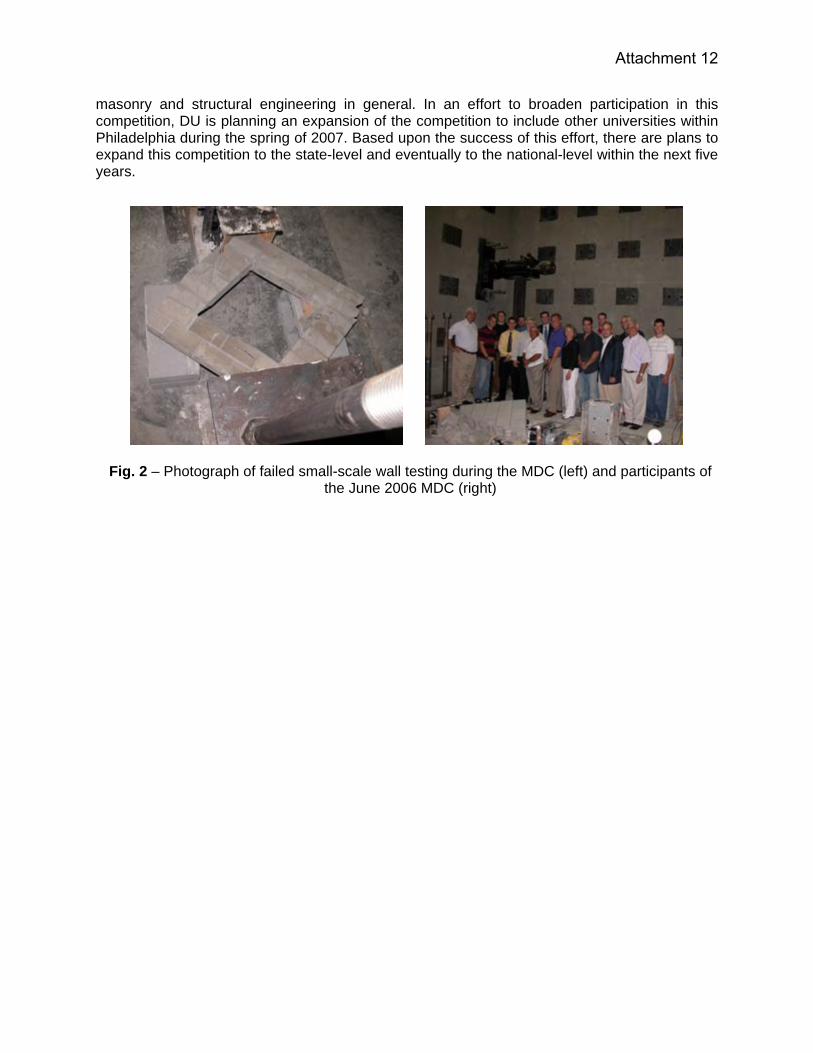
masonry and structural engineering in general. In an effort to broaden participation in this competition, DU is planning an expansion of the competition to include other universities within Philadelphia during the spring of 2007. Based upon the success of this effort, there are plans to expand this competition to the state-level and eventually to the national-level within the next five years.
Fig. 2 – Photograph of failed small-scale wall testing during the MDC (left) and participants of the June 2006 MDC (right)
Attachment 12

SIMILITUDE OF 1/3 SCALE CONCRETE MASONRY UNITS
Thomas Golecki1, Elizabeth Holly1, Franklin Moon2, and Ahmad Hamid3
Abstract Due to the highly interconnected and redundant nature of masonry bearing wall structures, there is an increasing recognition that such structures must be viewed as holistic systems as opposed to a combination of fragmented, isolated components. Given that the accurate a priori modeling of such structural systems has proven difficult, there is a need for experiments of complete masonry structures aimed at uncovering system-level mechanisms to allow past component studies to be more effectively leveraged and to identify and affect appropriate code changes. However, the testing of complete structural systems presents multiple problems related to cost and inadequate laboratory size. Faced with these challenges, many past system-level experiments have explored and demonstrated that reduced scale modeling can be a sufficient alternative to full scale testing. In order for a reduced scale model to be useful however, its behavior must first be rigorously shown to be a representative of the corresponding full-scale behavior, termed similitude. Once the similitude of a reduced scale masonry system has been established, scaled structures can be constructed and tested to provide the required insight into system-level behavior. This paper discusses an on-going study aimed at developing 1/3-scale concrete masonry units (CMU) that satisfy similitude requirements, using a reduced scale block making machine recently acquired by Drexel University. This study examined many variables that may affect the mechanical properties of the small-scale units such as aggregate size, mix proportions, compaction pressure, and curing time. The results show that although the geometric properties can be consistently replicated at reduced scale, the mechanical properties are more difficult to attain.
1 Undergraduate Student, Dept. of Civil, Arch and Env. Eng, Drexel University, Philadelphia, PA 19104, USA 2 Assistant Professor, Dept. of Civil, Arch and Env. Eng, Drexel University, Philadelphia, PA 19104, USA 3 Professor, Dept. of Civil, Arch and Env. Eng, Drexel University, Philadelphia, PA 19104, USA
Attachment 13
Introduction Behavior of many masonry structural systems is not widely understood. Such behavior is governed by many complex material and component interactions, as well as global behavior mechanisms that have proven difficult to predict or model a priori (Moon et al. 2006). Historically, the research of masonry system behavior has been rooted in reductionism, and focused primarily on masonry assemblages or isolated masonry components. While this type of research has been valuable, several studies conducted on complete masonry structures have raised serious questions regarding the ability of such studies to be extrapolated to provide insight into system-level behavior (Clough et al. 1979, Abrams and Paulson 1991, Tomazevic et al. 1993, Costley and Abrams 1996, and Moon et al. 2006). As a result, it is now recognized that experimental studies of complete masonry structures are needed to fully leverage our far more comprehensive understanding of material- and component-level behavior. The principal challenge to such studies is related to the cost and facilities required to conduct system-level tests on representative masonry structures, which is all but prohibitive. Many past studies have employed scale modeling (Abrams and Paulson 1991, Costley and Abrams 1996) to mitigate this concern; however, to be successful, such applications must be underpinned by rigorously established similitude between the full-scale and reduced scale materials and components. To that end, this paper discusses an on-going study at Drexel University aimed at establishing the similitude of 1/3-scale CMU with their full-scale counterparts. Once successful, this study will be extended to examine the similitude of the other constituent masonry materials and well as the similitude of small-scale assemblages and components.
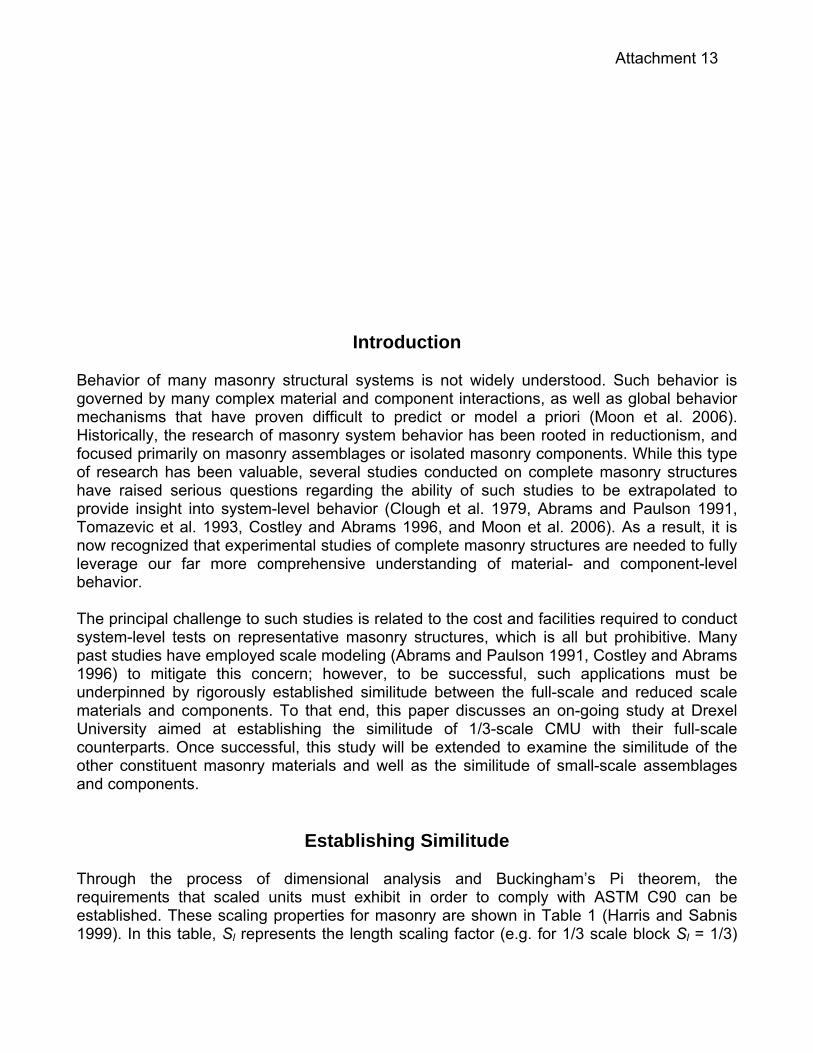
Establishing Similitude Through the process of dimensional analysis and Buckingham’s Pi theorem, the requirements that scaled units must exhibit in order to comply with ASTM C90 can be established. These scaling properties for masonry are shown in Table 1 (Harris and Sabnis 1999). In this table, Sl represents the length scaling factor (e.g. for 1/3 scale block Sl = 1/3)
Attachment 13
and Sσ represents the weight or force scaling factor. For simplicity, self weight of the materials has been ignored to develop the similitude requirements used in this study (shown in the last column of Table 1). The biggest challenge posed by these scaling factors is related to the specific weight. The specific weight γm is to be scaled by a factor of 1/ Sl, meaning that model blocks must be three times as dense as the prototype blocks. Achieving this as well as the other mechanical and behavioral properties is extremely difficult, particularly since the increased density requirement precludes the use of cementitious material. For purposes of static tests, violating this similitude requirement is easily mitigated through the additional vertical weight added at each floor level. However, in the case of dynamic tests this poses a more significant challenge as the distribution of mass throughout the masonry walls becomes more important. In past research involving dynamic tests of scaled structures, dispersed weights have been added to constructed walls in an attempt to mitigate the violation of this requirement. Figure 1 shows a photograph of a recent shake-table test of a ½-scale brick masonry building at the U.S. Construction Engineering Research Lab (CERL), in which lead bricks were added to address this issue.
Static Loading
Dimension True
Model Ignoring Self
Weight
Geometry Linear dimension, l L Sl Sl
Displacement, δ L Sl Sl
Angular displacement, β 1 1 1
Area, A L2 Sl2 Sl
2 Material Properties Stress, σm FL-2 Sσ 1
Strain, εm 1 1 1
Elastic modulus, Em FL-2 Sσ 1
Poisson's ratio, νm 1 1 1
Specific weight, γm FL-3 Sσ/Sl 1/Sl
Table 1. Summary of scale factors for masonry (adapted from Harris and Sabnis 1999). Before scaled masonry systems can be tested, the behavior of individual materials must first be established. This process typically starts with blocks as they have proven to be the most challenging masonry component to scale. Once completed, the process can focus on establishing the similitude of masonry assemblages and then components to ensure the appropriate behavior and interaction of mortar, grout, block, and reinforcement. Only after such a rigorous establishment of similitude can a reduced-scale masonry structure be considered to display strength and behavior characteristics of its full scale counterpart.
Attachment 13

Model Blocks
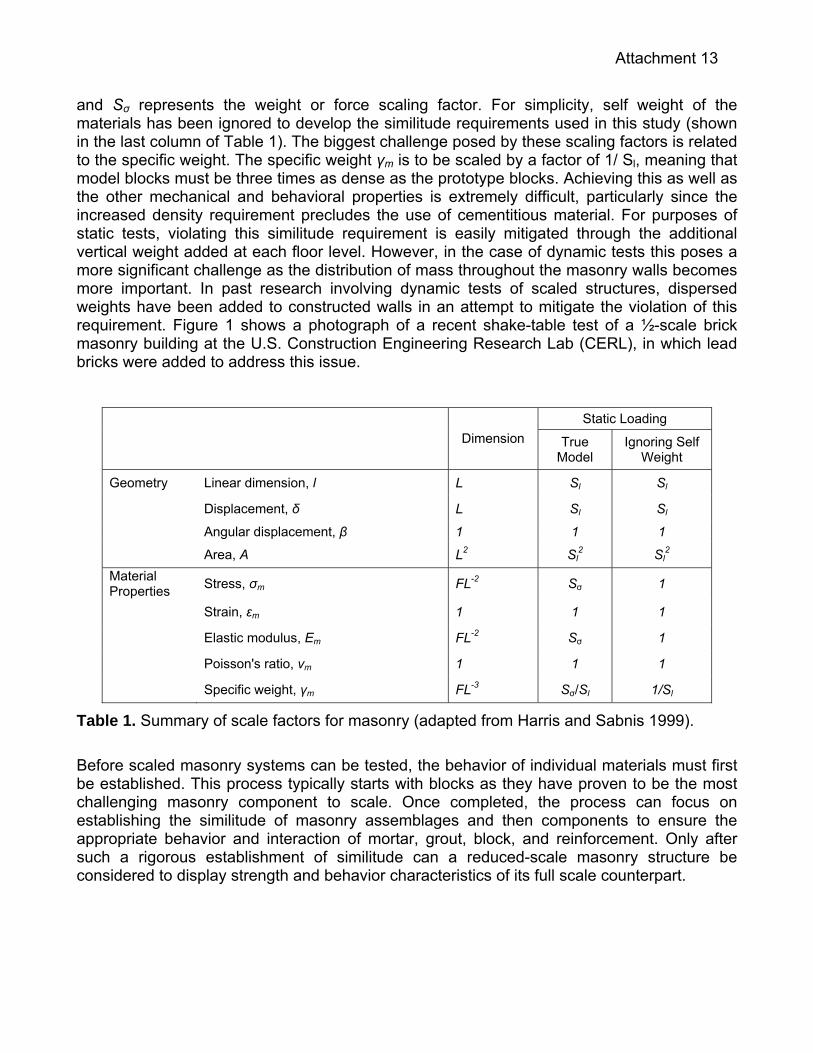
Drexel University recently received a grant from the National Concrete Masonry Association’s (NCMA) Education and Research Foundation to design and fabricate a scaled block making machine to enable small-scale blocks to be produced in-house for education and research purposes. Figure 2 shows a photograph of the machine. While Drexel University had maintained a small-scale block-making machine throughout the 1990s, the new machine employs a far more advanced design and thus the similitude requirements have to be re-established. The 1/3 scale mold for the new machine produces three types of blocks, these are frogged-end stretcher units, flat end units, and splitable units. These molds and the corresponding cores were fabricated out of tool steel with 1/3 the tolerances of full-scale molds in order to allow the geometric properties of the block to be precisely scaled. In order to release the blocks from the molds the units are tapered so the faces and webs are slightly thinner at the top than the bottom. Each block type has slightly different geometry, but roughly the same cross sectional area. For strength calculation purposes, the areas at the top and bottom of each block were averaged to determine the net area. The system of constructing scaled blocks allows for quite a few variables to be adjusted. The variables that are focused on here are aggregate type, mix proportion, compaction and vibration, and curing time. At this stage in production, the block making process is not automated, although the machine does allow for full automation once the appropriate
Figure 1. Photograph of a ½-scale brick masonry structure illustrating the use of lead bricks to alleviate the challenge in satisfying the density similitude requirement.
Attachment 13
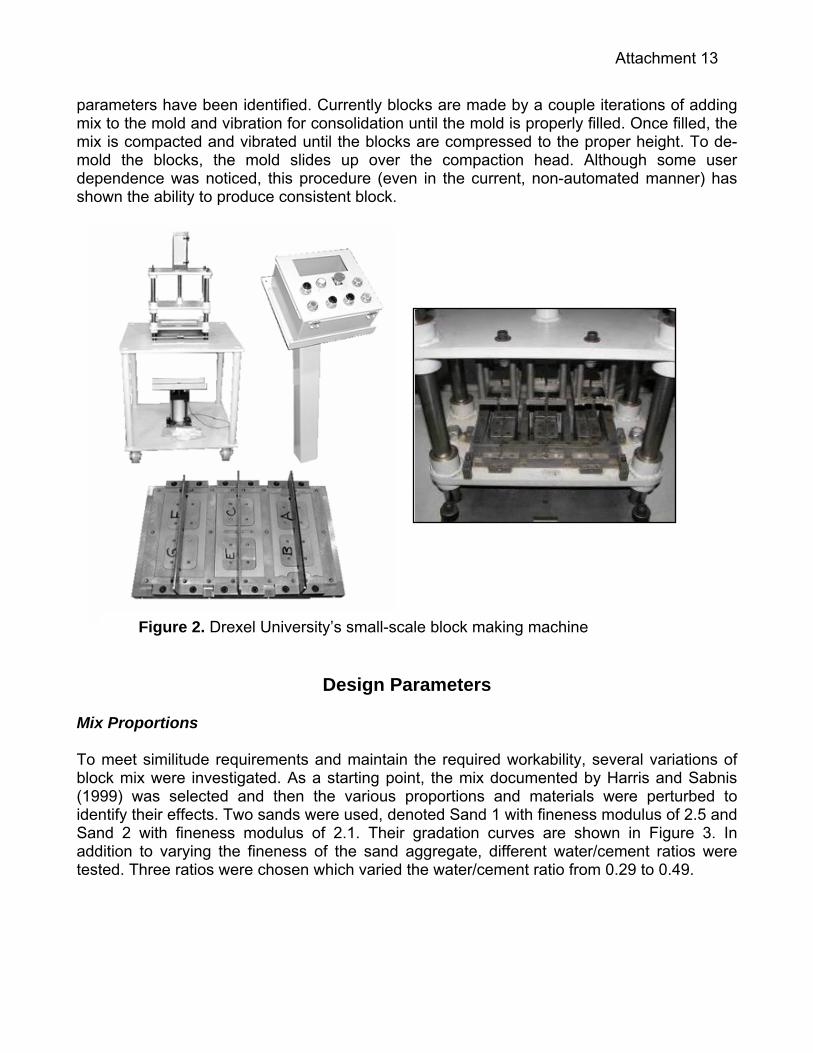
parameters have been identified. Currently blocks are made by a couple iterations of adding mix to the mold and vibration for consolidation until the mold is properly filled. Once filled, the mix is compacted and vibrated until the blocks are compressed to the proper height. To de-mold the blocks, the mold slides up over the compaction head. Although some user dependence was noticed, this procedure (even in the current, non-automated manner) has shown the ability to produce consistent block.
Design Parameters Mix Proportions To meet similitude requirements and maintain the required workability, several variations of block mix were investigated. As a starting point, the mix documented by Harris and Sabnis (1999) was selected and then the various proportions and materials were perturbed to identify their effects. Two sands were used, denoted Sand 1 with fineness modulus of 2.5 and Sand 2 with fineness modulus of 2.1. Their gradation curves are shown in Figure 3. In addition to varying the fineness of the sand aggregate, different water/cement ratios were tested. Three ratios were chosen which varied the water/cement ratio from 0.29 to 0.49.
Figure 2. Drexel University’s small-scale block making machine
Attachment 13
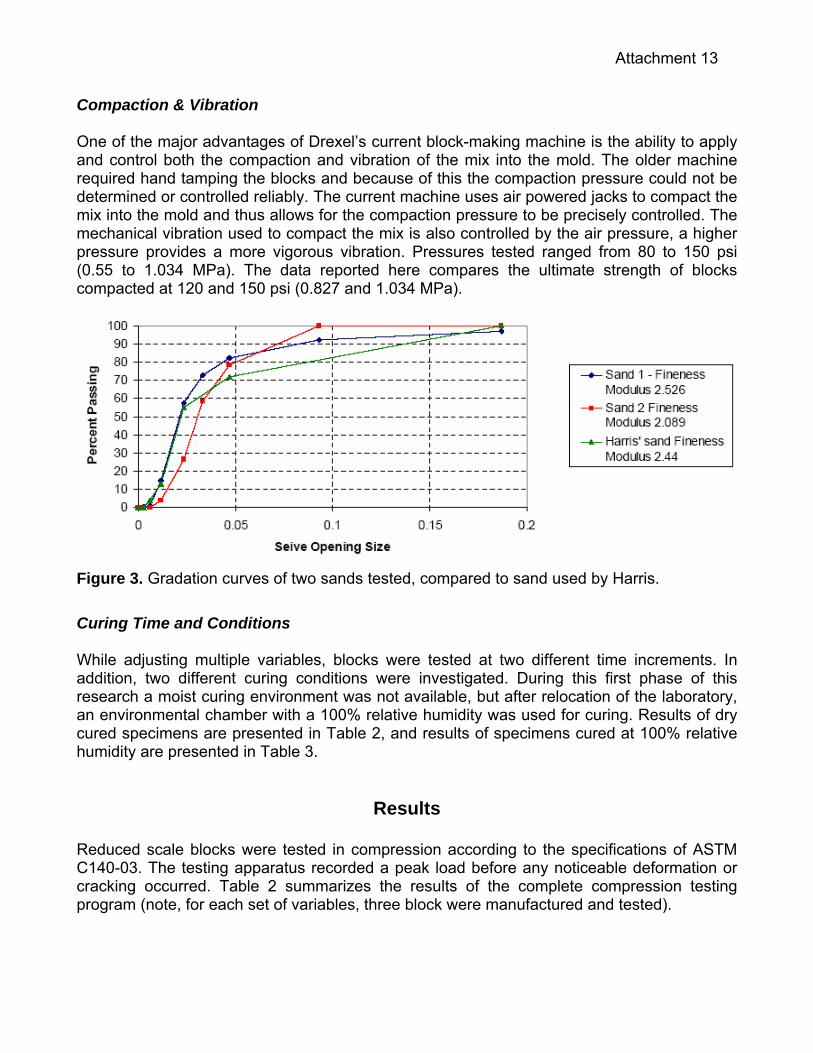
Compaction & Vibration One of the major advantages of Drexel’s current block-making machine is the ability to apply and control both the compaction and vibration of the mix into the mold. The older machine required hand tamping the blocks and because of this the compaction pressure could not be determined or controlled reliably. The current machine uses air powered jacks to compact the mix into the mold and thus allows for the compaction pressure to be precisely controlled. The mechanical vibration used to compact the mix is also controlled by the air pressure, a higher pressure provides a more vigorous vibration. Pressures tested ranged from 80 to 150 psi (0.55 to 1.034 MPa). The data reported here compares the ultimate strength of blocks compacted at 120 and 150 psi (0.827 and 1.034 MPa).
Figure 3. Gradation curves of two sands tested, compared to sand used by Harris. Curing Time and Conditions While adjusting multiple variables, blocks were tested at two different time increments. In addition, two different curing conditions were investigated. During this first phase of this research a moist curing environment was not available, but after relocation of the laboratory, an environmental chamber with a 100% relative humidity was used for curing. Results of dry cured specimens are presented in Table 2, and results of specimens cured at 100% relative humidity are presented in Table 3.
Results Reduced scale blocks were tested in compression according to the specifications of ASTM C140-03. The testing apparatus recorded a peak load before any noticeable deformation or cracking occurred. Table 2 summarizes the results of the complete compression testing program (note, for each set of variables, three block were manufactured and tested).
Attachment 13

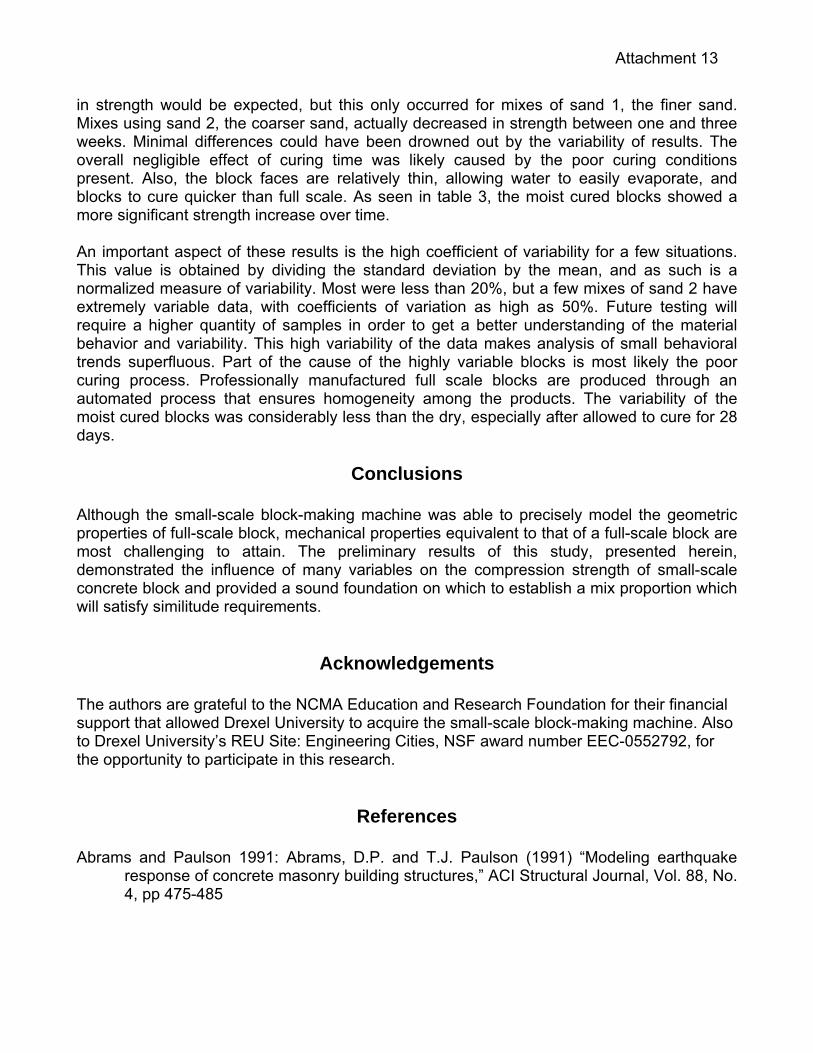
To allow the failure mode of the block to be assessed, the specimens were loaded continually until clearly defined failure modes were visible. Almost universally the blocks cracked horizontally on the short side, and then the crack propagated along the longer side of the block. Closer inspection shows a failure typical of concrete revealing two cone-shaped sections caused by the confinement along the top and bottom of the block (provided by the loading platens). Figure 4 shows a photograph of a typical block failure that appears as horizontal crack on the outside. For comparison purposes compression tests of full scale concrete masonry units were also preformed, the failure modes appear very similar as seen in Figure 4. The ultimate compression strength of full scale blocks averaged 2100psi (14.48 GPa). The scaled block produced by Drexel University exhibit all the physical properties of full scale block, but as yet, its mechanical properties are not completely matched, this is an ongoing process to establish the similitude of scaled blocks produced on site.
Curing Time (weeks) 1 3 Compression psi (Mpa)
Mix Proportions (water : cement :
sand) 120 (0.8274) 150 (1.0342) 120 (0.8274)
Ultimate Strength psi (MPa) 403.5 (2.782) 727.1 (5.013) 523.6 (3.610)0.45 : 1.00 : 4.50
Coefficient of Variation 0.122 0.163 0.187
Ultimate Strength psi (MPa) 693.4 (4.781) 519.9 (3.584) 705.7 (4.866)0.36 : 1.00 : 3.60
Coefficient of Variation 0.172 0.165 0.172
Ultimate Strength psi (MPa) 654.2 (4.510)
SA
ND
1 F
inen
ess
Mod
ulus
= 2
.526
0.49 : 1.00 : 4.85 Coefficient of Variation 0.174
Ultimate Strength psi (MPa) 926.2 (6.386) 778.2 (5.365) 829.4 (5.719)0.36 : 1.00 : 3.60
Coefficient of Variation 0.504 0.265 0.498
Ultimate Strength psi (MPa) 930.5 (6.416) 816.3 (5.628) 914.2 (6.303)SA
ND
2
Fine
ness
M
odul
us =
2.0
89
0.45 : 1.00 : 4.50 Coefficient of Variation 0.181 0.052 0.351
Table 2. Results of scaled block compression testing varying aggregate, mix proportions, compaction, and dry curing time.
Discussion
The data of Table 2 shows the average of three samples tested for compressive strength accordance with ASTM C140-03. Each aggregate, sand, mix, and compaction variables seemed to have little effect on the failure mode of the block. From the data obtained in these test the block’s sensitivity to variations in its production and mix properties can be determined. The two sand types, Sand 1 being finer; Sand 2, coarser, produced very different block strengths. The coarser sand exhibited a higher strength in every instance, which may be due to its much lower surface area to volume ratio.
Attachment 13
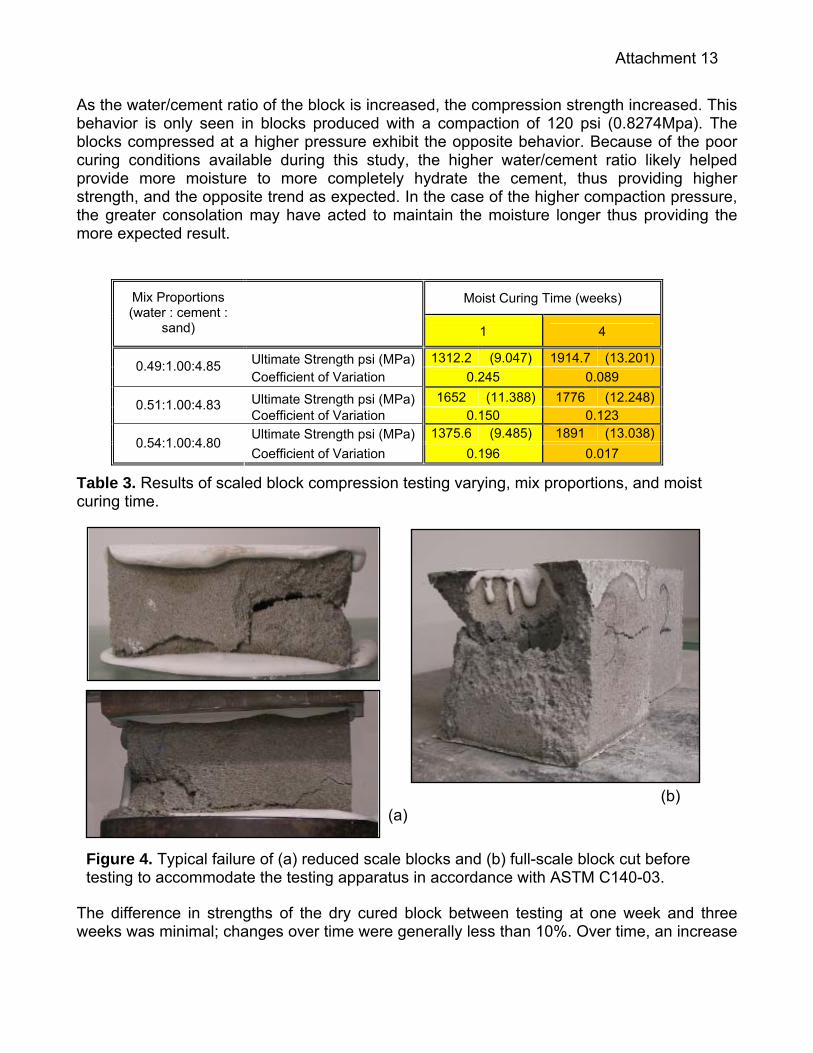
As the water/cement ratio of the block is increased, the compression strength increased. This behavior is only seen in blocks produced with a compaction of 120 psi (0.8274Mpa). The blocks compressed at a higher pressure exhibit the opposite behavior. Because of the poor curing conditions available during this study, the higher water/cement ratio likely helped provide more moisture to more completely hydrate the cement, thus providing higher strength, and the opposite trend as expected. In the case of the higher compaction pressure, the greater consolation may have acted to maintain the moisture longer thus providing the more expected result.
Moist Curing Time (weeks) Mix Proportions (water : cement :
sand) 1 4
Ultimate Strength psi (MPa) 1312.2 (9.047) 1914.7 (13.201)0.49:1.00:4.85 Coefficient of Variation 0.245 0.089
Ultimate Strength psi (MPa) 1652 (11.388) 1776 (12.248)0.51:1.00:4.83 Coefficient of Variation 0.150 0.123 Ultimate Strength psi (MPa) 1375.6 (9.485) 1891 (13.038)
0.54:1.00:4.80 Coefficient of Variation 0.196 0.017
Table 3. Results of scaled block compression testing varying, mix proportions, and moist curing time.
The difference in strengths of the dry cured block between testing at one week and three weeks was minimal; changes over time were generally less than 10%. Over time, an increase
(a) (b)
Figure 4. Typical failure of (a) reduced scale blocks and (b) full-scale block cut before testing to accommodate the testing apparatus in accordance with ASTM C140-03.
Attachment 13
in strength would be expected, but this only occurred for mixes of sand 1, the finer sand. Mixes using sand 2, the coarser sand, actually decreased in strength between one and three weeks. Minimal differences could have been drowned out by the variability of results. The overall negligible effect of curing time was likely caused by the poor curing conditions present. Also, the block faces are relatively thin, allowing water to easily evaporate, and blocks to cure quicker than full scale. As seen in table 3, the moist cured blocks showed a more significant strength increase over time. An important aspect of these results is the high coefficient of variability for a few situations. This value is obtained by dividing the standard deviation by the mean, and as such is a normalized measure of variability. Most were less than 20%, but a few mixes of sand 2 have extremely variable data, with coefficients of variation as high as 50%. Future testing will require a higher quantity of samples in order to get a better understanding of the material behavior and variability. This high variability of the data makes analysis of small behavioral trends superfluous. Part of the cause of the highly variable blocks is most likely the poor curing process. Professionally manufactured full scale blocks are produced through an automated process that ensures homogeneity among the products. The variability of the moist cured blocks was considerably less than the dry, especially after allowed to cure for 28 days.
Conclusions Although the small-scale block-making machine was able to precisely model the geometric properties of full-scale block, mechanical properties equivalent to that of a full-scale block are most challenging to attain. The preliminary results of this study, presented herein, demonstrated the influence of many variables on the compression strength of small-scale concrete block and provided a sound foundation on which to establish a mix proportion which will satisfy similitude requirements.
Acknowledgements
The authors are grateful to the NCMA Education and Research Foundation for their financial support that allowed Drexel University to acquire the small-scale block-making machine. Also to Drexel University’s REU Site: Engineering Cities, NSF award number EEC-0552792, for the opportunity to participate in this research.
References
Abrams and Paulson 1991: Abrams, D.P. and T.J. Paulson (1991) “Modeling earthquake response of concrete masonry building structures,” ACI Structural Journal, Vol. 88, No. 4, pp 475-485
Attachment 13

American Society for Testing and Materials “Standard Test Methods for Sampling and Testing Concrete Masonry Units and Related Units,” ASTM C140-03. West Conshohocken PA 2004
American Society for Testing and Materials “Standard Specification for Loadbearing Concrete
Masonry Units,” ASTM C90-03. West Conshohocken PA 2004 Clough et al. 1979: Clough, R.H., R.L. Mayes, and P. Gulkan (1979) “Shaking table study of
single-story masonry houses, volume 3: summary, conclusions, and recommendations," Report No. UCB/EERC-79/25
Costley and Abrams 1996: Costley, A.C. and D. P. Abrams (1996) “Dynamic response of
unreinforced masonry buildings with flexible diaphragms”, NCEER-96-0001 Harris and Sabnis 1999: Harris, H.G. and G.M. Sabnis, Structural Modeling and Experimental
Techniques Second Edition CRC Press New York NY, 1999. Moon et al. 2006: Moon, F. L., Yi, T., Leon, R. T., and Kahn, L. F. (2006) “Recommendations
for the seismic evaluation and retrofit of low-rise URM structures,” To appear in the ASCE Journal of Structural Engineering, Vol. 132, No. 5
Tomazevic et al. 1993: Tomazevic, M., M. Lutman, and P. Weiss (1993) “The seismic
resistance of historical urban buildings and the interventions in their floor systems: an experimental study", The Masonry Society Journal, August, pp 77-86.
Attachment 13