shop service cop 1838
TRANSCRIPT
Estas instrucciones de revisión son válidas para perforadorasCOP 1838ME/HE con número de fabricación cuya letra final es B.
Indice Pág.Reglas de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Generalidades . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Lista de herramientas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Componentes principales de la perforadora . . . . . . . . . . . . 8Desmontaje de los componentes principales. . . . . . . . . . . . . 9Desmontaje, inspección, cambio de piezas y montaje de:– Cuerpo delantero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13– Acumuladores. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16– Cuerpo trasero . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23– Tapa y caja de engranajes . . . . . . . . . . . . . . . . . . . . . . . 25– Pieza intermedia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37– Cilindro, guías de pistón y pistón de percusión . . . . . . . 45– Motor hidráulico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Prueba del motor hidráulico. . . . . . . . . . . . . . . . . . . . . . . . 58Montaje de los componentes principales de la perforadora . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Carga de acumuladores . . . . . . . . . . . . . . . . . . . . . . . . . . 64Lubricación de engranaje . . . . . . . . . . . . . . . . . . . . . . . . . 65Prueba de funcionamiento de los mecanismos de percusión y de rotación . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Pares de apriete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67Recomendaciones de aceites hidráulicos y lubricantes . . 68Dibujo de despiece . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
Versión B
Instrucciones de revisión de las
Perforadoras COP 1838MEHidráulicas COP 1838HE
1250
002
1 33
Reg. codeASB TAB 43COP 18381999–10
ATLAS COPCO ROCK DRILLS AB ÖREBRO •••• SWEDEN© Atlas Copco Rock Drills AB, 1999. All rights reserved.
No. 9853 0968 05b

GeneralidadasEstas instrucciones están destinadas para servirde guía durante la reparación de las perforadorashidráulicas COP 1838ME y COP 1838HE.Para las perforadoras que van provistas de ex-tractor (COP 1838MEX y COP 1838HEX), sehace referencia también al impreso núm. 98530939 02.
Reglas de seguridadEstas instrucciones empiezan con guese necesi-tan una lista de herramientas standard y especia-les sección. Luego se dan instrucciones de la for-ma de desmontaje de la perforadora en sus com-ponentes principales. En cada sub-apartado se en-cuentran instrucciones detalladas sobre el desmon-taje, la inspección de los componentes internos yel montaje final.Las instrucciones finalizan con una sección quedescribe cómo hacer el montaje de los componen-tes principales y qué ensayos y operaciones de in-spección deben llevarse a cabo después de la reparaciénLas letras y las cifras entre paréntesis que se encu-entran en el texto hacen referencia a la lista de her-ramientas de herramientas especiales (página 4 – 6) y los dibujos de despiece en la página 49(motor hidráulico) y la página 61 (perforadora).
Requisitos del taller•••• En el taller no se deberá realizarse ningún traba-
jo de esmerilado, soldadura u otra actividad queproduzca partículas.
•••• El taller deberá estar limpio y libre de suciedad ypolvo.
Debe estar provisto de– herramientas standard y especiales apropiadas– equipo de lavar para limpiar y desengrasar– aire comprimido para limpiar– prensa hidráulica– dispositivo de elevación para un mínimo de 500 kg
CUIDADO•••• Nunca se debe tratar de hacer intervencio-
nes en la perforadora, conexiones o man-gueras cuando está conectada la presiónhidráulica.El aire o el aceite puede salir a chorros aalta presión y alta temperatura, lo que pue-de causar daños a los ojos y la piel.
REGLAS DE SEGURIDAD•••• Estas instrucciones contienen secciones importantes que se refieren a la seguridad.•••• Se debe prestar atención especial al texto de seguridad enmarcado que lleva un símbolo de atención (triángu-
lo) seguido por una palabra de aviso según lo siguiente:
indica un riesgo o un procedimiento arriesgado que PUEDE causargraves daños personales o la muerte si no se observa el aviso.
indica un riesgo o un procedimiento arriesgado que PUEDE causardaños personales o materiales si no se observa el aviso.
También se deben observar las siguientes reglas de seguridad:
•••• Hay que leer cuidadosamente las instrucciones derevisión antes de empezar la reparación. Se de-ben seguir las instrucciones y las disposicioneslocales que se indican.
•••• Hay que asegurarse que los sistemas hidráulico, deagua y de aire están despresurizados y que el siste-ma eléctrico no tiene tensión antes de desmontar laperforadora del equipo de perforación
•••• La perforadora puede ser reparada sólo por perso-nal que ha sido adiestrado por Atlas Copco.
•••• Hay que asegurarse que todas las placas rotula-das se encuentran en su lugar, y que están limpi-as y completamente legibles. En lo que se refierea la colocación de las etiquetas de seguridad y los números de piezas se hace referencia a la lista de repuestos.
•••• Hay que usar dispositivos de elevación aprobadosal manejar la perforadora. Se deben evitar los le-vantamientos pesados a mano.
•••• Los componentes que se puedan poner en movi-miento o caerse deben estar fijados para evitardaños personales durante los trabajos de repara-ción. Siempre se debe usar la placa de apoyo (A),ver la lista de herramientas, página 4.
•••• Comprobar que las mangueras que se usan son dela calidad correcta, y que todas las conexiones demangueras se encuentran en buenas condicionesy están apretadas correctamente.
•••• Sólo se deben usar piezas originales de AtlasCopco. Los daño o el funcionamiento defectuosocausados por otras piezas que no sean las origina-les de Atlas Copco no se cubren por la Garantía ola Responsabilidad del Producto.
ATENCION
CUIDADO
2
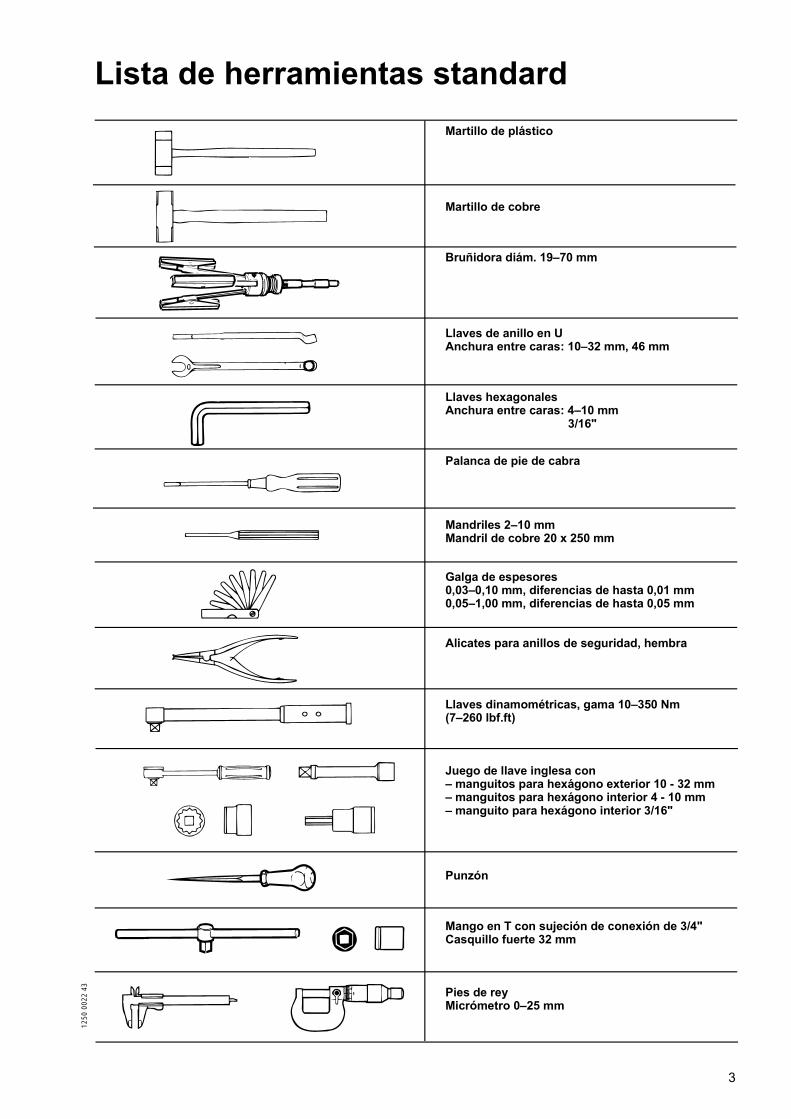
Lista de herramientas standardMartillo de plástico
Martillo de cobre
Bruñidora diám. 19–70 mm
Llaves de anillo en UAnchura entre caras: 10–32 mm, 46 mm
Llaves hexagonalesAnchura entre caras: 4–10 mm 3/16"
Palanca de pie de cabra
Mandriles 2–10 mmMandril de cobre 20 x 250 mm
Galga de espesores 0,03–0,10 mm, diferencias de hasta 0,01 mm0,05–1,00 mm, diferencias de hasta 0,05 mm
Alicates para anillos de seguridad, hembra
Llaves dinamométricas, gama 10–350 Nm(7–260 lbf.ft)
Juego de llave inglesa con– manguitos para hexágono exterior 10 - 32 mm– manguitos para hexágono interior 4 - 10 mm– manguito para hexágono interior 3/16"
Punzón
Mango en T con sujeción de conexión de 3/4"Casquillo fuerte 32 mm
Pies de reyMicrómetro 0–25 mm
1250
002
2 43
3
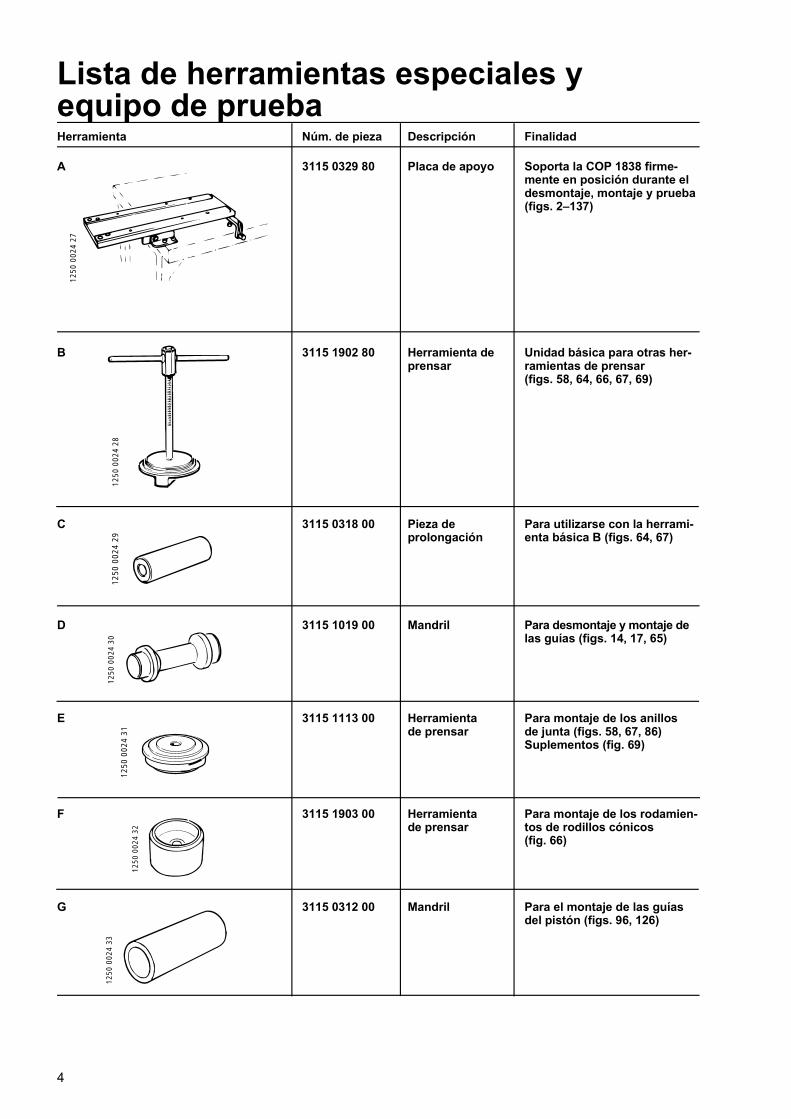
Lista de herramientas especiales yequipo de pruebaHerramienta Núm. de pieza Descripción Finalidad
A 3115 0329 80 Placa de apoyo Soporta la COP 1838 firme-mente en posición durante eldesmontaje, montaje y prueba(figs. 2–137)
B 3115 1902 80 Herramienta de prensar
Unidad básica para otras her-ramientas de prensar (figs. 58, 64, 66, 67, 69)
C 3115 0318 00 Pieza de prolongación
Para utilizarse con la herrami-enta básica B (figs. 64, 67)
D 3115 1019 00 Mandril Para desmontaje y montaje delas guías (figs. 14, 17, 65)
E 3115 1113 00 Herramienta de prensar
Para montaje de los anillosde junta (figs. 58, 67, 86)Suplementos (fig. 69)
F 3115 1903 00 Herramienta de prensar
Para montaje de los rodamien-tos de rodillos cónicos (fig. 66)
G 3115 0312 00 Mandril Para el montaje de las guíasdel pistón (figs. 96, 126)
1250
002
4 27
1250
002
4 28
1250
002
4 29
1250
002
4 31
1250
002
4 32
1250
002
4 33
1250
002
4 30
4
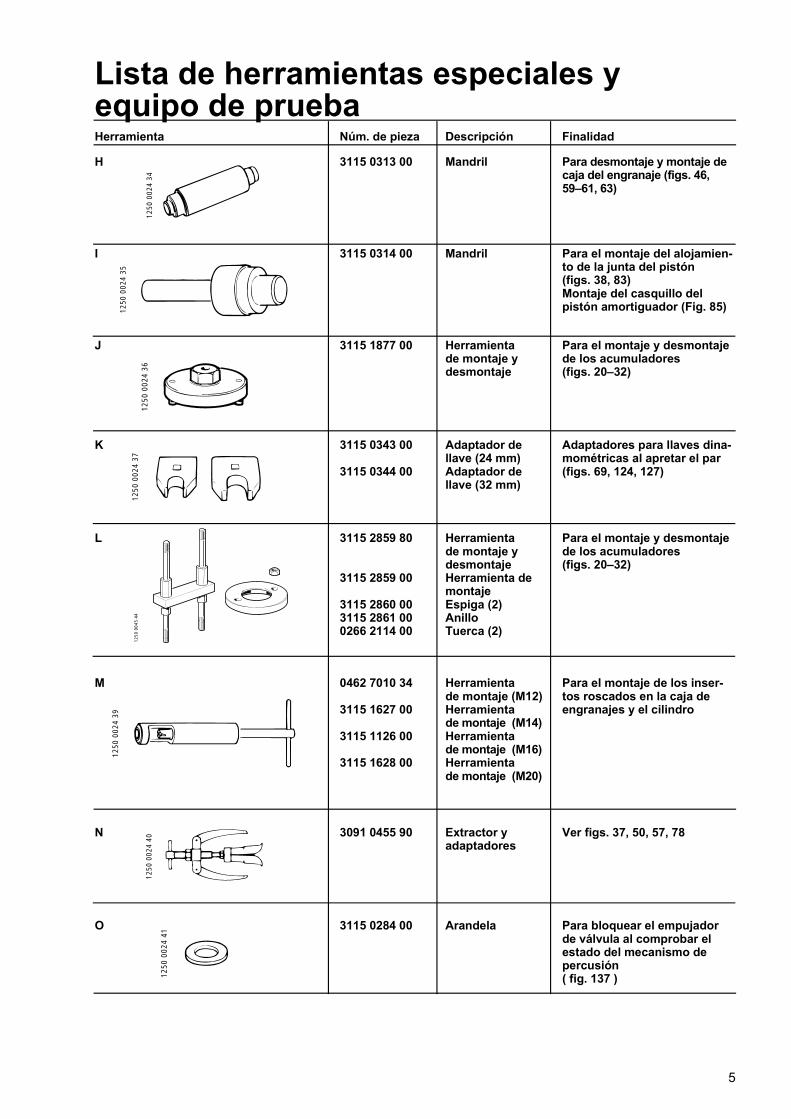
Lista de herramientas especiales yequipo de pruebaHerramienta Núm. de pieza Descripción Finalidad
H 3115 0313 00 Mandril Para desmontaje y montaje decaja del engranaje (figs. 46, 59–61, 63)
I 3115 0314 00 Mandril Para el montaje del alojamien-to de la junta del pistón (figs. 38, 83)Montaje del casquillo delpistón amortiguador (Fig. 85)
J 3115 1877 00 Herramienta de montaje y desmontaje
Para el montaje y desmontajede los acumuladores (figs. 20–32)
K 3115 0343 00
3115 0344 00
Adaptador de llave (24 mm) Adaptador de llave (32 mm)
Adaptadores para llaves dina-mométricas al apretar el par(figs. 69, 124, 127)
L 3115 2859 80
3115 2859 00
3115 2860 003115 2861 000266 2114 00
Herramienta de montaje y desmontajeHerramienta de montajeEspiga (2)AnilloTuerca (2)
Para el montaje y desmontajede los acumuladores (figs. 20–32)
M 0462 7010 34
3115 1627 00
3115 1126 00
3115 1628 00
Herramientade montaje (M12)Herramienta de montaje (M14)Herramienta de montaje (M16)Herramienta de montaje (M20)
Para el montaje de los inser-tos roscados en la caja deengranajes y el cilindro
N 3091 0455 90 Extractor y adaptadores
Ver figs. 37, 50, 57, 78
O 3115 0284 00 Arandela Para bloquear el empujadorde válvula al comprobar el estado del mecanismo de percusión( fig. 137 )
1250
002
4 40
1250
002
4 39
1250
002
4 41
1250
002
4 36
1250
002
4 37
1250
002
4 35
1250
002
4 34
1250
004
5 44
5
Lista de herramientas especiales yequipo de pruebaHerramienta Núm. de pieza Descripción Finalidad
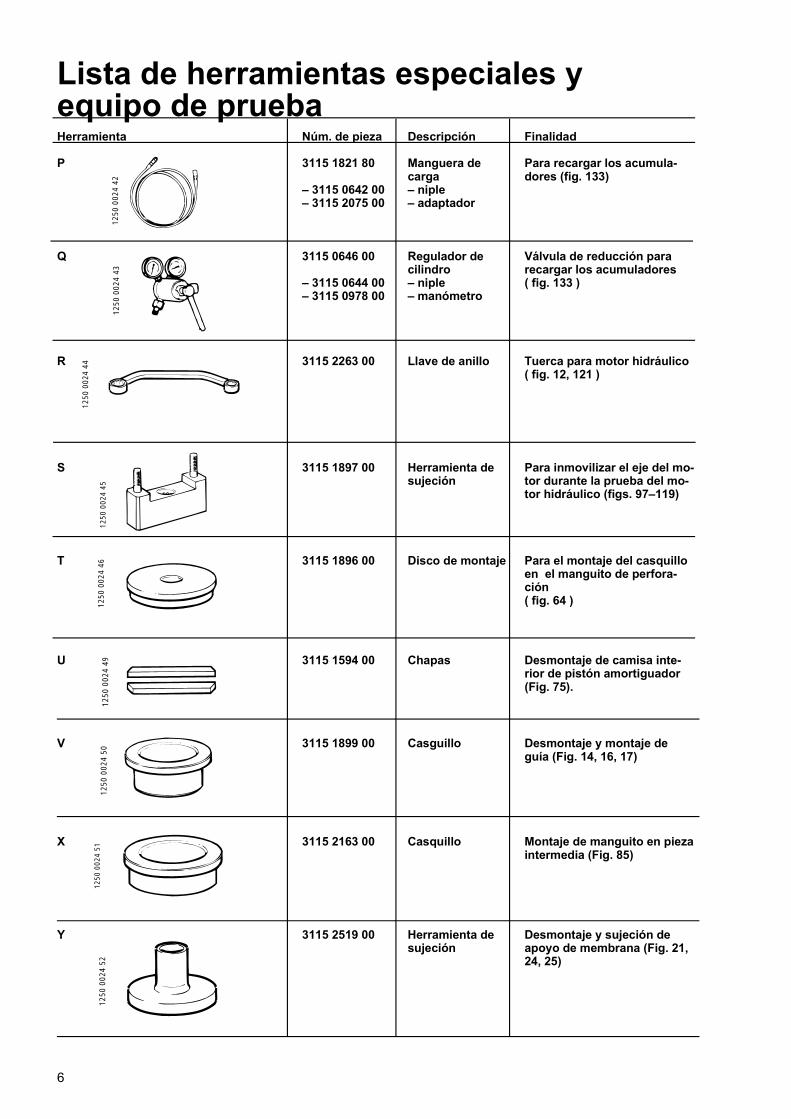
P 3115 1821 80
– 3115 0642 00– 3115 2075 00
Manguera de carga– niple– adaptador
Para recargar los acumula-dores (fig. 133)
Q 3115 0646 00
– 3115 0644 00– 3115 0978 00
Regulador de cilindro– niple– manómetro
Válvula de reducción pararecargar los acumuladores ( fig. 133 )
R 3115 2263 00 Llave de anillo Tuerca para motor hidráulico( fig. 12, 121 )
S 3115 1897 00 Herramienta de sujeción
Para inmovilizar el eje del mo-tor durante la prueba del mo-tor hidráulico (figs. 97–119)
T 3115 1896 00 Disco de montaje Para el montaje del casquilloen el manguito de perfora-ción ( fig. 64 )
U 3115 1594 00 Chapas Desmontaje de camisa inte-rior de pistón amortiguador(Fig. 75).
V 3115 1899 00 Casguillo Desmontaje y montaje deguía (Fig. 14, 16, 17)
X 3115 2163 00 Casquillo Montaje de manguito en piezaintermedia (Fig. 85)
Y 3115 2519 00 Herramienta desujeción
Desmontaje y sujeción deapoyo de membrana (Fig. 21,24, 25)
1250
002
4 43
1250
002
4 44
1250
002
4 45
1250
002
4 42
1250
002
4 49
1250
002
4 50
1250
002
4 51
1250
002
4 52
1250
002
4 46
6

Lista de herramientas especiales yequipo de pruebaHerramienta Núm. de pieza Descripción Finalidad
AA 3115 2471 00 Anillo quía Colocar suplementos en coji-netes de rodillos (Fig. 69)
BB 0686 4249 00 Tápon Para desmontaje de la man- quito de guía (fig. 45)
1250
002
4 58
1250
002
4 53
7
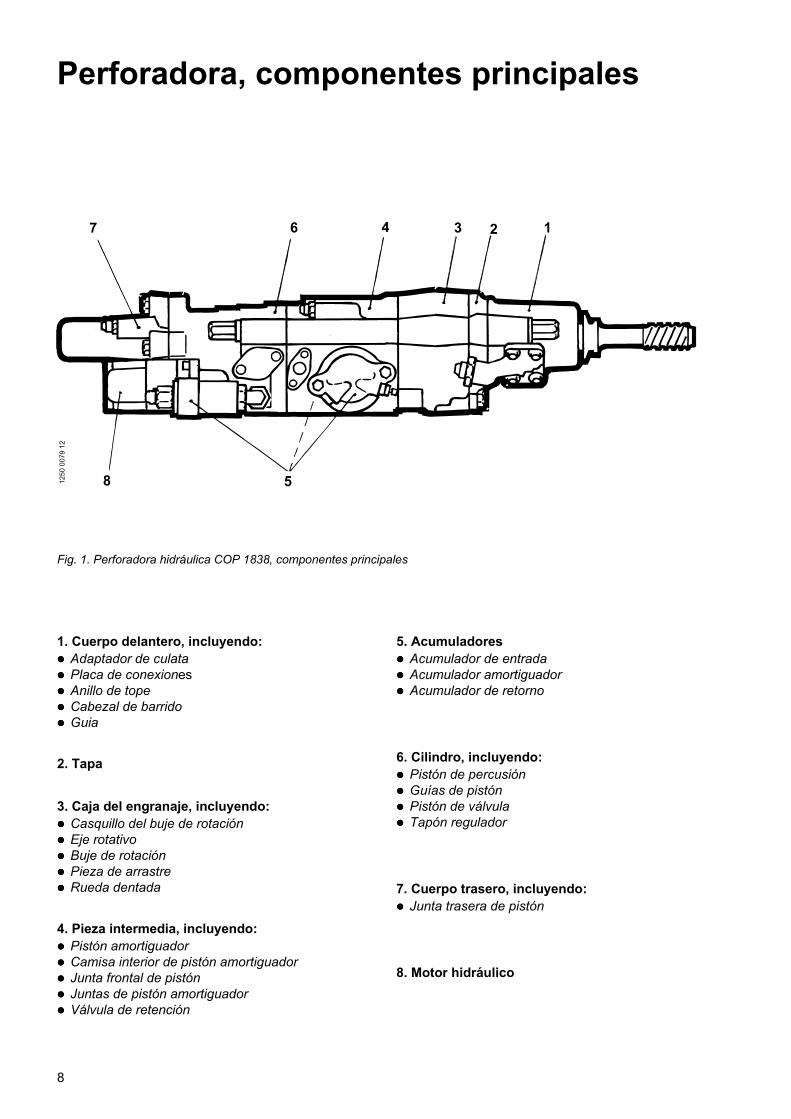
Perforadora, componentes principales
Fig. 1. Perforadora hidráulica COP 1838, componentes principales
1. Cuerpo delantero, incluyendo:•••• Adaptador de culata•••• Placa de conexiones•••• Anillo de tope•••• Cabezal de barrido•••• Guia
2. Tapa
3. Caja del engranaje, incluyendo:•••• Casquillo del buje de rotación•••• Eje rotativo•••• Buje de rotación•••• Pieza de arrastre•••• Rueda dentada
4. Pieza intermedia, incluyendo:•••• Pistón amortiguador•••• Camisa interior de pistón amortiguador•••• Junta frontal de pistón•••• Juntas de pistón amortiguador•••• Válvula de retención
5. Acumuladores•••• Acumulador de entrada•••• Acumulador amortiguador•••• Acumulador de retorno
6. Cilindro, incluyendo:•••• Pistón de percusión•••• Guías de pistón•••• Pistón de válvula•••• Tapón regulador
7. Cuerpo trasero, incluyendo:•••• Junta trasera de pistón
8. Motor hidráulico
8

Desmontaje de los componentesprincipalesAl desmontar la perforadora, emplear la placa de apoyo (A).
Fig. 2. Montaje de la perforadora sobre la placa de apoyo
Fig. 3. Desmontaje de boquilla, chapa de conexión, tor-nillos y junta acopada
Fig. 4. Extracción del cuerpo delantero
Nota: Limpiar siempre el exterior de la perfora-dora con un disolvente de grasas antes de em-pezar el desmontaje.
Colocar la perforadora sobre la placa de apoyo (A).
Cuerpo delanteroDesmontar la chapa de conexión (2) con la boquil-la (6) aflojando los tornillos (5) con las arandelas(4).
Quitar la junta acopada (3).
Aflojar y sacar las tuercas frontales (2) de los per-nos laterales y las arandelas (3). Soltar y quitar elcuerpo delantero (1B) extrayendo el adaptador deculata (20 ó 21).
Sacar el pasador cilíndrico (9).
Orden de desmontaje:•••• Cuerpo delantero•••• Acumuladores•••• Cuerpo trasero y pistón de percusión•••• Tapa y caja de engranajes•••• Pieza intermedia•••• Cilindro•••• Motor hidráulico
IMPORTANTE•••• Hay que observar una gran limpieza al
hacer intervenciones en la perforadora osu circuito hidráulico.
•••• El cambio de piezas de cuerpo delantero,adaptador de culata, acumuladores, mo-tor hidráulico, tornillos y conexiones pue-de hacerse en el lugar de trabajo. Otras reparaciones deben ser realizadasen un taller apropiado.
9

Fig. 5. Extracción de los acumuladores.
Fig. 6. Extracción del acumulador de retorno.
Fig. 7. Extracción del cuerpo trasero.
Acumulatores
Sacar los acumuladores (52 y 92) y anillos tóricos(34) soltando los tornillos (4 y 7 y 93).
HE / HEX - Equipos de perforación a cielo abier-to
Desmontar el acumulador de retorno (94) sacandolas tuercas (15), los tornillos (14), el tornillo (16) yel soporte (12). Quitar la abrazadera (13) y desen-roscar y extraer el acumulador de la boquilla A.
ME / MEX - Equipos de perforación subterránea
Desmontar el acumulador de retorno (94) sacandolas tuercas (17), los tornillos (16), el tornillo (18) yel soporte (14). Quitar la abrazadera (15) y desen-roscar y extraer el acumulador aflojando el tornillode presión (10).
Cuerpo trasero y pistón depercusiónSacar el cuerpo trasero (83) soltando las tuercas (84).
Si es necesario, dar ligeros golpes con un mazode cobre y soltar con cuidado haciendo palancacon dos palancas de pie de cabra o algo similar.
CUIDADO•••• Antes de desmontar los acumuladores de
la perforadora hay que soltar todo el gas.Hacer ésto sacando la tapa protectora (A),aflojando la tuerca de válvula (B) y abrien-do de 2 a 3 vueltas.Hay riesgo de daños si no se observan es-tas instrucciones.
1250
006
1 40
18
1416
9
12
13
10
ME/MEX
HE/HEX
A16
1214
13
1715 94
15
94
17
10
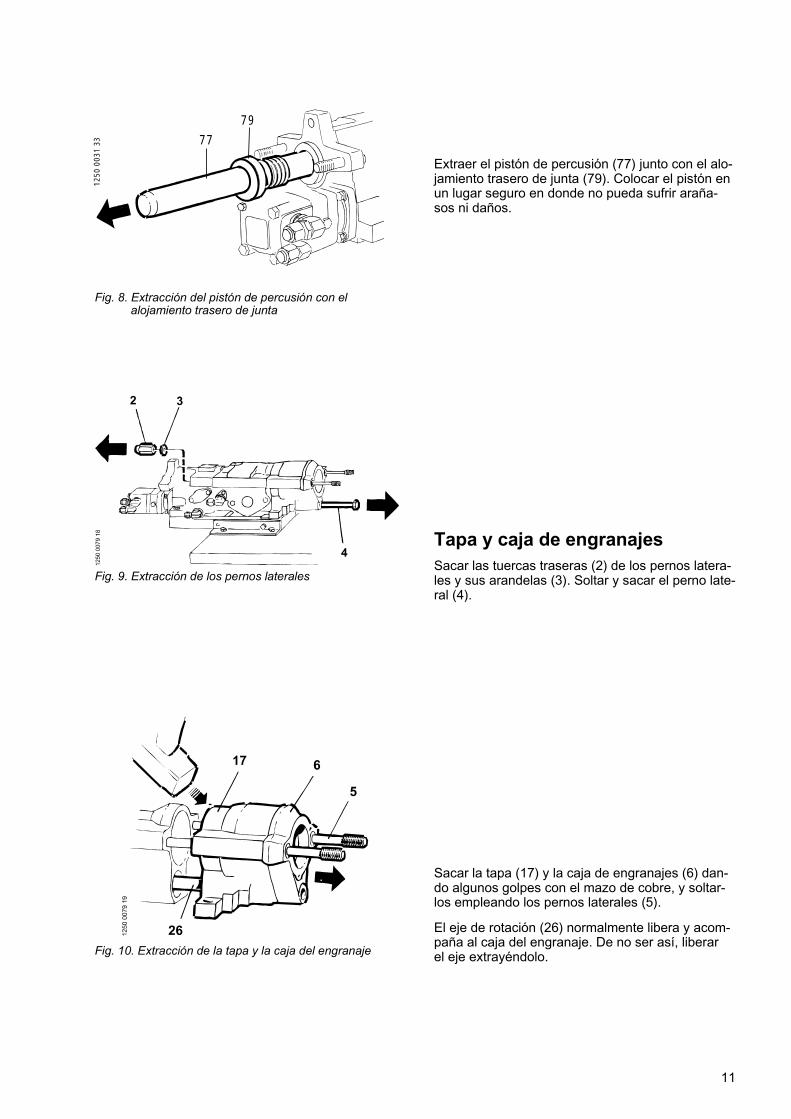
Fig. 8. Extracción del pistón de percusión con el alojamiento trasero de junta
Fig. 9. Extracción de los pernos laterales
Fig. 10. Extracción de la tapa y la caja del engranaje
Extraer el pistón de percusión (77) junto con el alo-jamiento trasero de junta (79). Colocar el pistón enun lugar seguro en donde no pueda sufrir araña-sos ni daños.
Tapa y caja de engranajesSacar las tuercas traseras (2) de los pernos latera-les y sus arandelas (3). Soltar y sacar el perno late-ral (4).
Sacar la tapa (17) y la caja de engranajes (6) dan-do algunos golpes con el mazo de cobre, y soltar-los empleando los pernos laterales (5).
El eje de rotación (26) normalmente libera y acom-paña al caja del engranaje. De no ser así, liberarel eje extrayéndolo.
1250
003
1 33
79
77
11

Fig. 11. Extracción de la pieza intermedia
Fig. 12. Extracción del motor hidráulico
Pieza intermediaSacar la pieza intermedia (44) dando algunos gol-pes con el mazo de cobre. Si fuera difícil sacar lapieza intermedia de la guía inferior, emplear unapalanca de pie de cabra o algo similar para soltar-la.
Motor hidráulicoSoltar las tuercas (75) con la ayuda de la llave deanillo (R) y sacar el motor hidráulico (74).
Sacar la junta (95).
Extraer el acoplamiento (72).75R
74 7295
1250
003
1 34
12
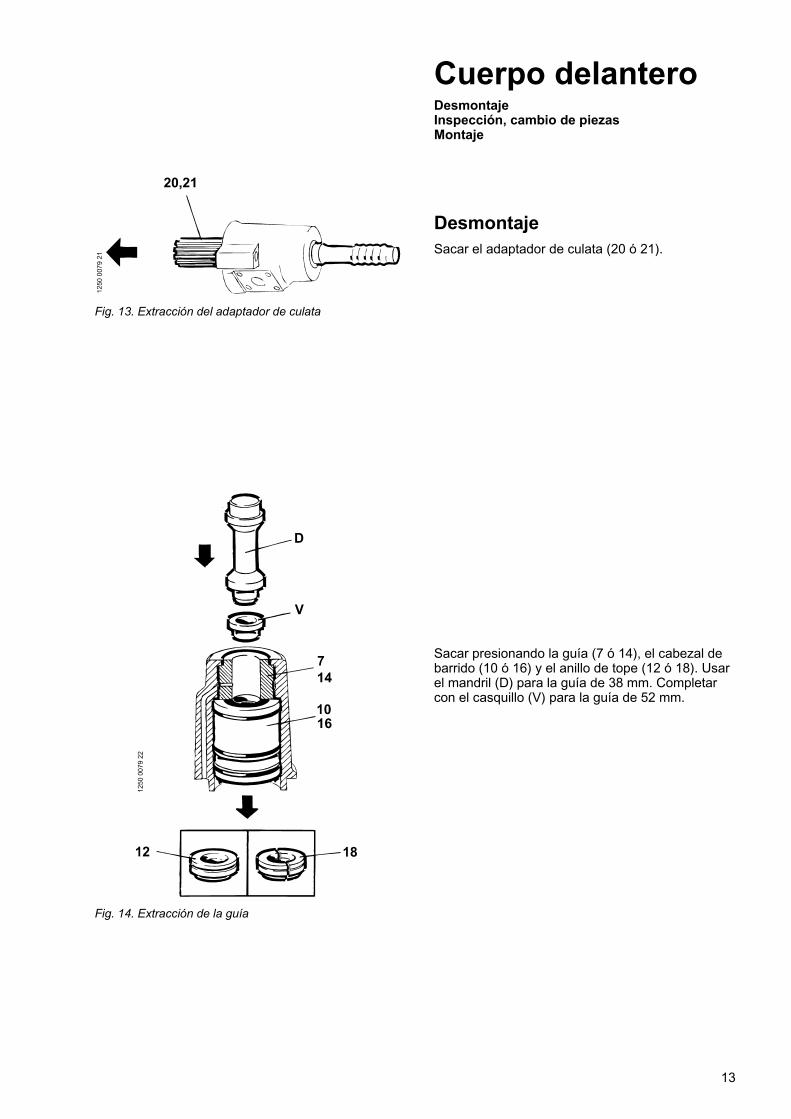
Fig. 13. Extracción del adaptador de culata
Fig. 14. Extracción de la guía
Cuerpo delanteroDesmontajeInspección, cambio de piezasMontaje
DesmontajeSacar el adaptador de culata (20 ó 21).
Sacar presionando la guía (7 ó 14), el cabezal debarrido (10 ó 16) y el anillo de tope (12 ó 18). Usarel mandril (D) para la guía de 38 mm. Completarcon el casquillo (V) para la guía de 52 mm.
13
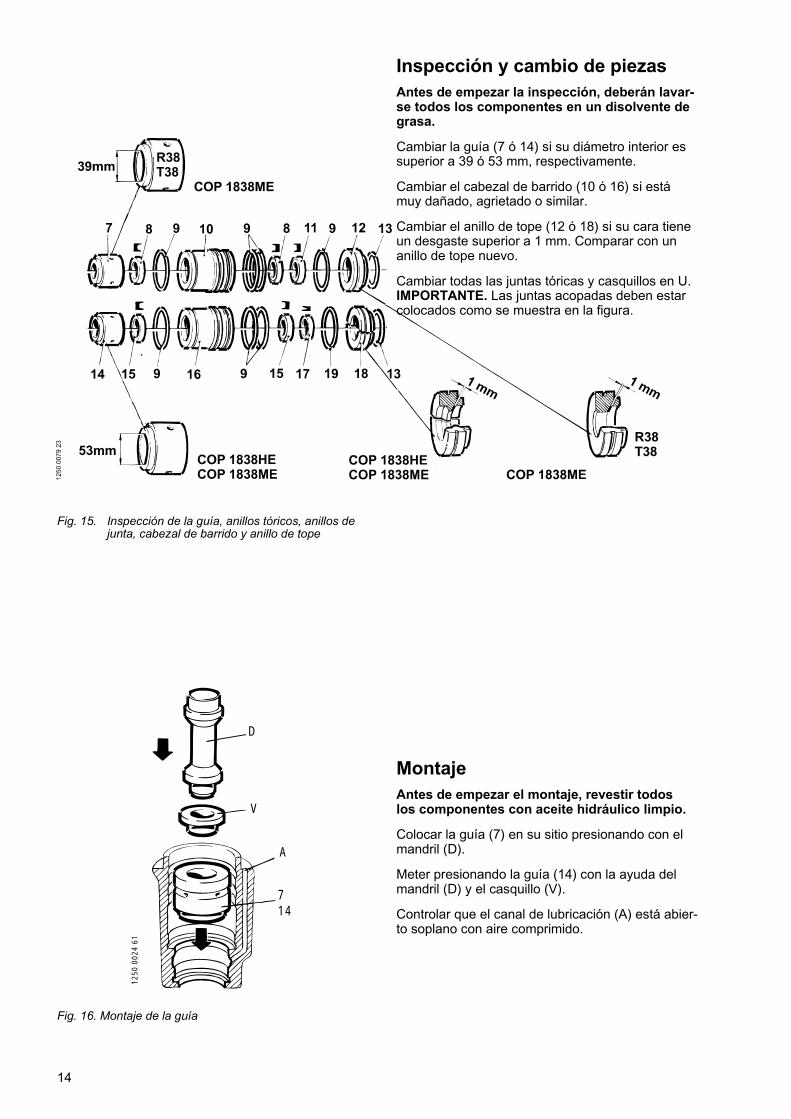
Fig. 15. Inspección de la guía, anillos tóricos, anillos de junta, cabezal de barrido y anillo de tope
Fig. 16. Montaje de la guía
Inspección y cambio de piezasAntes de empezar la inspección, deberán lavar-se todos los componentes en un disolvente degrasa.
Cambiar la guía (7 ó 14) si su diámetro interior essuperior a 39 ó 53 mm, respectivamente.
Cambiar el cabezal de barrido (10 ó 16) si estámuy dañado, agrietado o similar.
Cambiar el anillo de tope (12 ó 18) si su cara tieneun desgaste superior a 1 mm. Comparar con unanillo de tope nuevo.
Cambiar todas las juntas tóricas y casquillos en U.IMPORTANTE. Las juntas acopadas deben estarcolocados como se muestra en la figura.
MontajeAntes de empezar el montaje, revestir todoslos componentes con aceite hidráulico limpio.
Colocar la guía (7) en su sitio presionando con elmandril (D).
Meter presionando la guía (14) con la ayuda delmandril (D) y el casquillo (V).
Controlar que el canal de lubricación (A) está abier-to soplano con aire comprimido.
D
1250
002
4 61
V
A
714
14
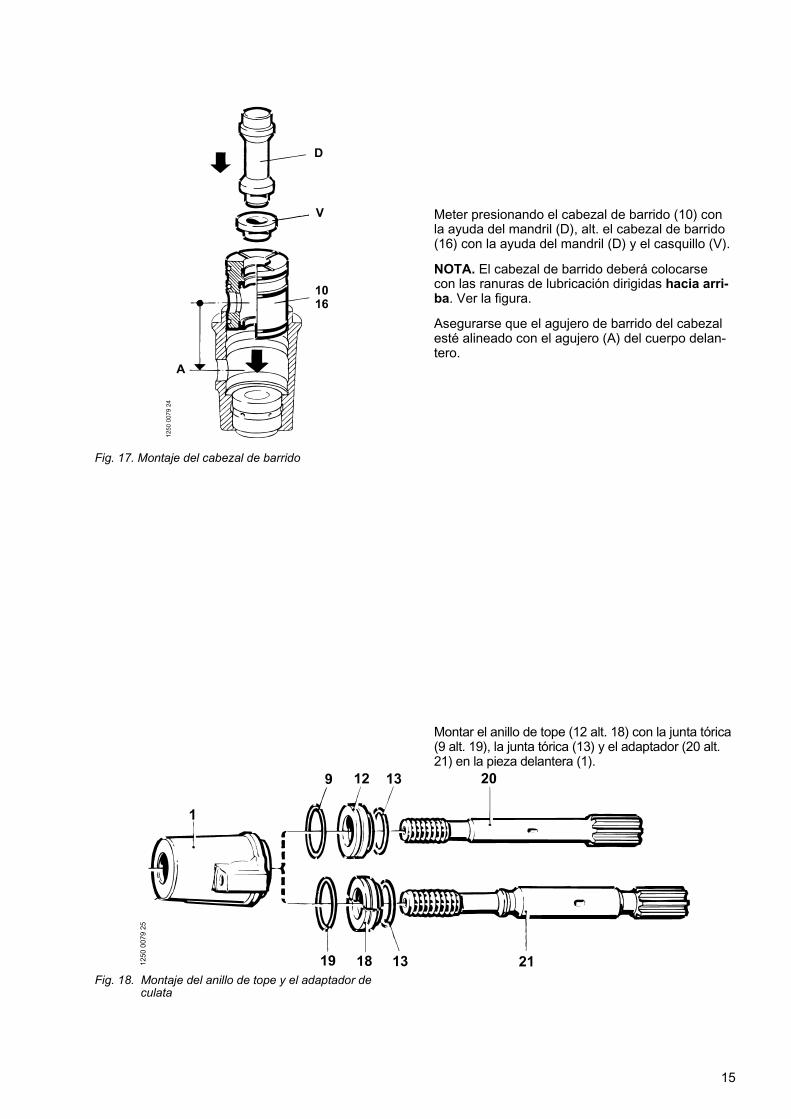
Fig. 17. Montaje del cabezal de barrido
Fig. 18. Montaje del anillo de tope y el adaptador de culata
Meter presionando el cabezal de barrido (10) conla ayuda del mandril (D), alt. el cabezal de barrido(16) con la ayuda del mandril (D) y el casquillo (V).
NOTA. El cabezal de barrido deberá colocarsecon las ranuras de lubricación dirigidas hacia arri-ba. Ver la figura.
Asegurarse que el agujero de barrido del cabezalesté alineado con el agujero (A) del cuerpo delan-tero.
Montar el anillo de tope (12 alt. 18) con la junta tórica(9 alt. 19), la junta tórica (13) y el adaptador (20 alt.21) en la pieza delantera (1).
15

Fig. 19. Acumuladores de la perforadora
Fig. 20. Desmontaje del acumulador
AcumuladoresDesmontajeInspección, cambio de piezasMontaje
La perforadora va provista de tres acumuladores:
- Acumulador de entrada (52)
- Acumulador amortiguador (92)
- Acumulador de retorno (94)
Hay dos tipos distintos de acumuladores de entra-da (52):- número de pieza 3115 2391 81 (modelo másgrande), para COP 1838HE-número de pieza 3115 1763 82 (modelo más pe-queño), para COP 1838ME
Acumulador de entrada 3115 2391 81 (52)Desmontaje
Fijar la herramienta (L) en un tornillo de banco.
Colocar el acumulador (52) en la herramienta (L).
Colocar la herramienta (J) en el acumulador, co-locar el anillo (3) y atornillar las tuercas (4) amano, el anillo (3) sujeta la herramienta en su lu-gar durante pares altos.
Desatornillar el acumulador con la herramienta (J).Usar una llave de 32 mm con mango en T alarga-do con sujeción de conexión de 3/4".
Dar ligeros golpes en la sujeción de conexión parafacilitar el aflojamiento.
CUIDADO•••• Antes de desmontar los acumuladores de
la perforadora hay que soltar todo el gas.Hacer ésto sacando la tapa protectora (A),aflojando la tuerca de válvula (B) y abrien-do de 2 a 3 vueltas.Hay riesgo de daños si no se observan es-tas instrucciones.
1250
002
0 91
= Hay que leer el libro de instrucciones cuidadosamente antes de hacer servicio o cambio
= Debe ser cargado sólo con nitrógeno
125
0045
46
1250
004
5 45
4
3
52
J
L
A B
16
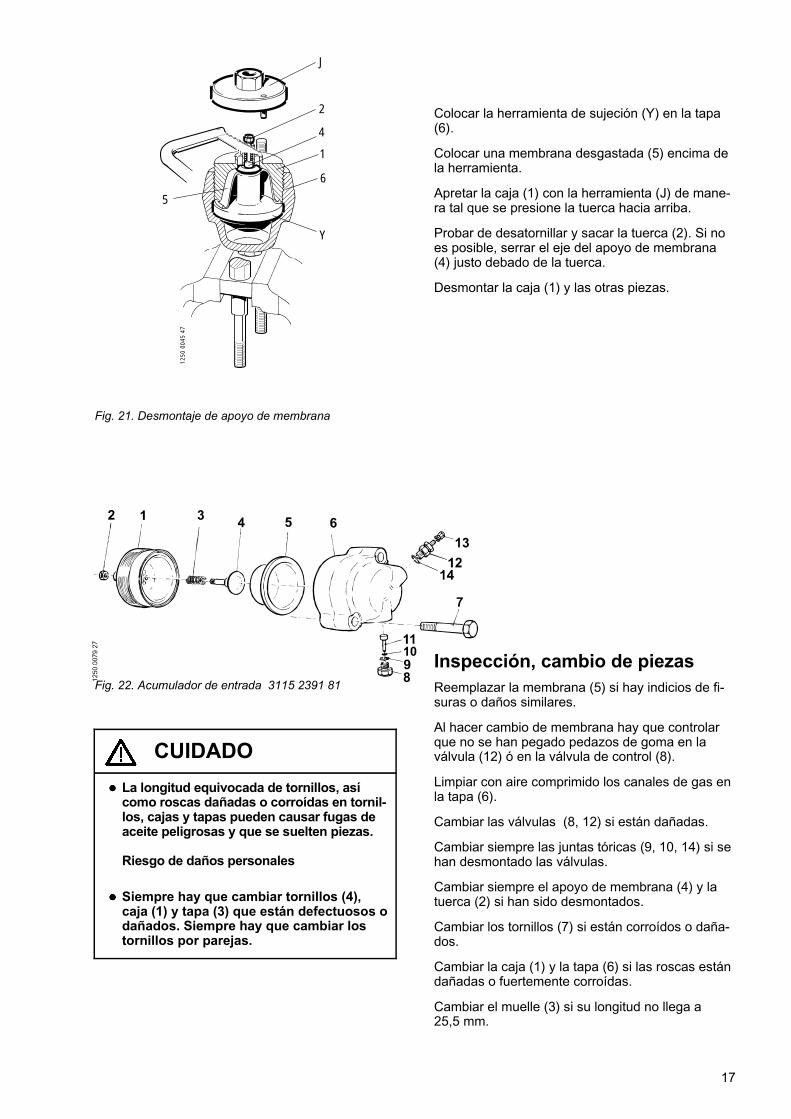
Fig. 21. Desmontaje de apoyo de membrana
Fig. 22. Acumulador de entrada 3115 2391 81
Colocar la herramienta de sujeción (Y) en la tapa(6).
Colocar una membrana desgastada (5) encima dela herramienta.
Apretar la caja (1) con la herramienta (J) de mane-ra tal que se presione la tuerca hacia arriba.
Probar de desatornillar y sacar la tuerca (2). Si noes posible, serrar el eje del apoyo de membrana(4) justo debado de la tuerca.
Desmontar la caja (1) y las otras piezas.
Inspección, cambio de piezasReemplazar la membrana (5) si hay indicios de fi-suras o daños similares.
Al hacer cambio de membrana hay que controlarque no se han pegado pedazos de goma en laválvula (12) ó en la válvula de control (8).
Limpiar con aire comprimido los canales de gas enla tapa (6).
Cambiar las válvulas (8, 12) si están dañadas.
Cambiar siempre las juntas tóricas (9, 10, 14) si sehan desmontado las válvulas.
Cambiar siempre el apoyo de membrana (4) y latuerca (2) si han sido desmontados.
Cambiar los tornillos (7) si están corroídos o daña-dos.
Cambiar la caja (1) y la tapa (6) si las roscas estándañadas o fuertemente corroídas.
Cambiar el muelle (3) si su longitud no llega a 25,5 mm.
CUIDADO•••• La longitud equivocada de tornillos, así
como roscas dañadas o corroídas en tornil-los, cajas y tapas pueden causar fugas deaceite peligrosas y que se suelten piezas.
Riesgo de daños personales
•••• Siempre hay que cambiar tornillos (4),caja (1) y tapa (3) que están defectuosos odañados. Siempre hay que cambiar lostornillos por parejas.
1250
004
5 47
J
2
4
1
6
5
Y
17
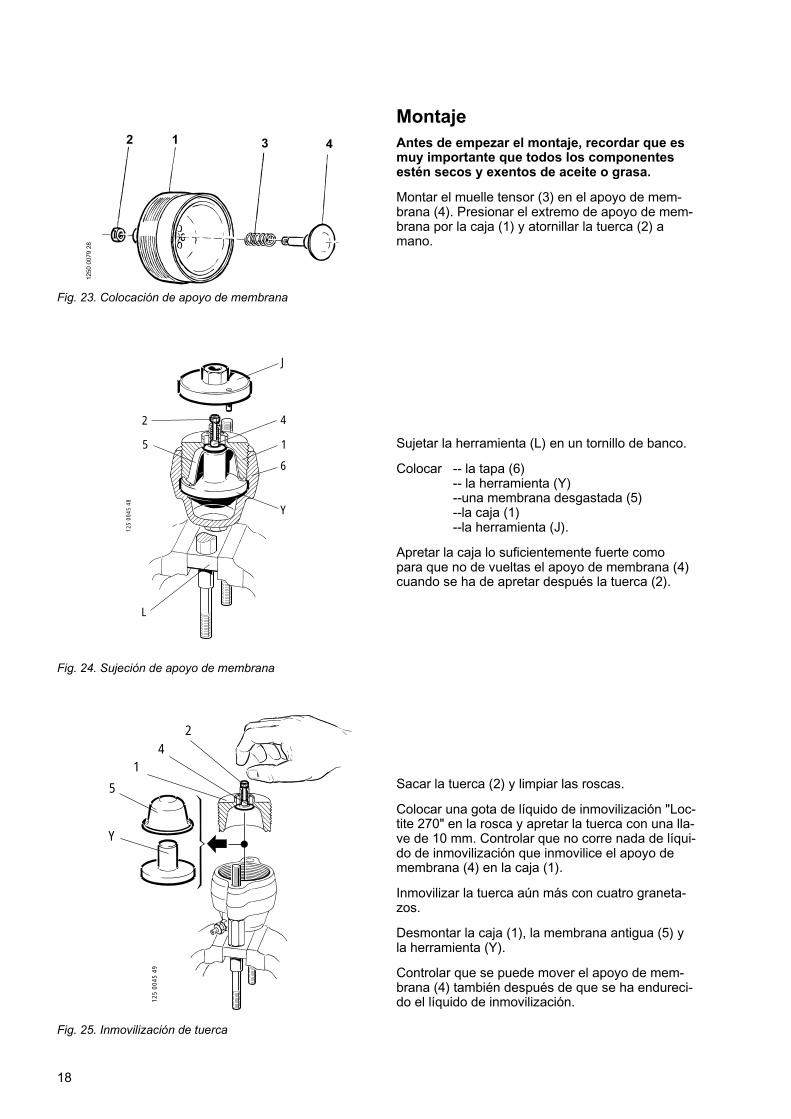
Fig. 23. Colocación de apoyo de membrana
Fig. 24. Sujeción de apoyo de membrana
Fig. 25. Inmovilización de tuerca
MontajeAntes de empezar el montaje, recordar que esmuy importante que todos los componentesestén secos y exentos de aceite o grasa.
Montar el muelle tensor (3) en el apoyo de mem-brana (4). Presionar el extremo de apoyo de mem-brana por la caja (1) y atornillar la tuerca (2) amano.
Sujetar la herramienta (L) en un tornillo de banco.
Colocar -- la tapa (6)-- la herramienta (Y)--una membrana desgastada (5)--la caja (1)--la herramienta (J).
Apretar la caja lo suficientemente fuerte comopara que no de vueltas el apoyo de membrana (4)cuando se ha de apretar después la tuerca (2).
Sacar la tuerca (2) y limpiar las roscas.
Colocar una gota de líquido de inmovilización "Loc-tite 270" en la rosca y apretar la tuerca con una lla-ve de 10 mm. Controlar que no corre nada de líqui-do de inmovilización que inmovilice el apoyo demembrana (4) en la caja (1).
Inmovilizar la tuerca aún más con cuatro graneta-zos.
Desmontar la caja (1), la membrana antigua (5) yla herramienta (Y).
Controlar que se puede mover el apoyo de mem-brana (4) también después de que se ha endureci-do el líquido de inmovilización.
125
0045
48
J
4
1
6
Y
L
2
5
125
0045
49
24
1
5
Y
18

Fig 26. Montaje de membrana y caja
Fig. 27. Montaje de válvulas
Fig. 28. Etiquetas de seguridad del acumulador
Colocar una membrana sin defectos (5) en la tapa(6). Lubricar el borde de la membrana con unacapa delgada de grasa de silicona.
Lubricar las roscas de la tapa del acumulador (6) ylas roscas de la caja (1) con grasa, tipo NEVER-SEEZ.
Apretar la caja con un par de 300 Nm. Usar la her-ramienta (J) y una llave dinamométrica.
Montar el pistón hueco de válvula (11) con las jun-tas tóricas (9, 10) y el cuerpo de válvula (8). Apre-tar con un par de 45 Nm.
Montar la válvula (12) con la junta tórica (14). Apre-tar con un par de 45 Nm.
Controlar y cambiar las etiquetas de seguridad(15, 16) de ser necesario.
N.B. No se debe cargar el acumulador antes deque se haya montado en la perforadora.
125
0045
50
J
1
5
6
19
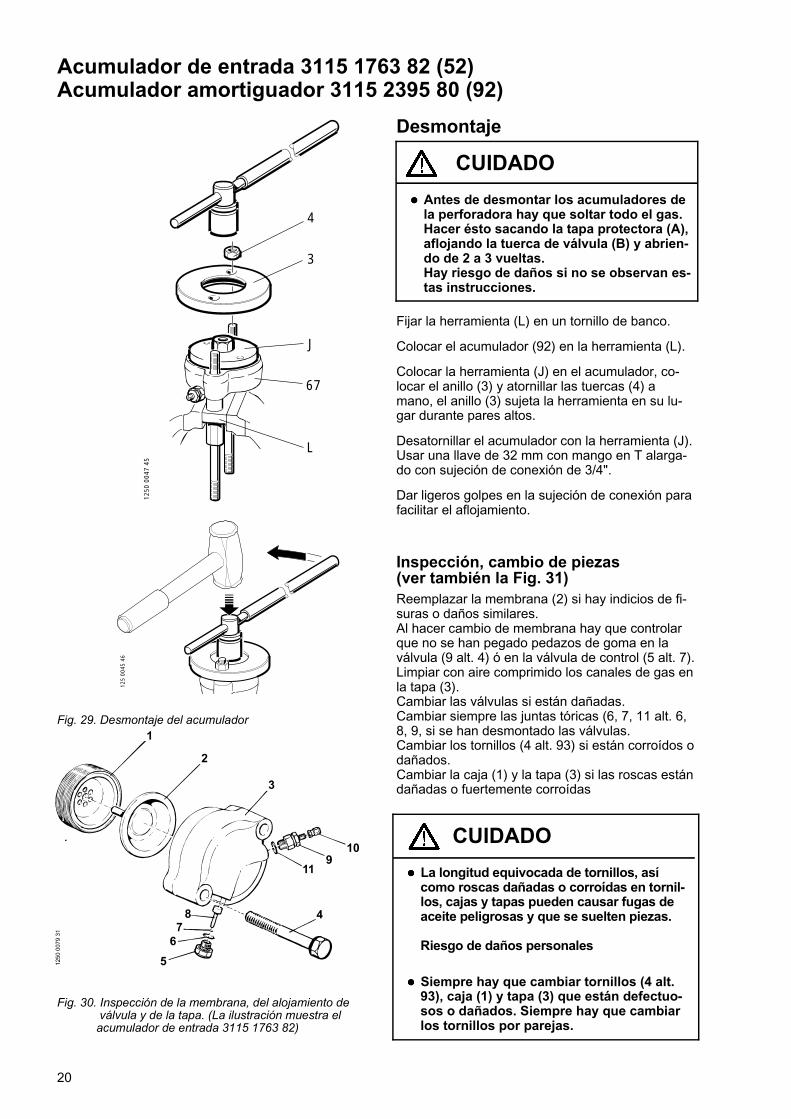
Fig. 29. Desmontaje del acumulador
Fig. 30. Inspección de la membrana, del alojamiento de válvula y de la tapa. (La ilustración muestra el acumulador de entrada 3115 1763 82)
Desmontaje
Fijar la herramienta (L) en un tornillo de banco.
Colocar el acumulador (92) en la herramienta (L).
Colocar la herramienta (J) en el acumulador, co-locar el anillo (3) y atornillar las tuercas (4) amano, el anillo (3) sujeta la herramienta en su lu-gar durante pares altos.
Desatornillar el acumulador con la herramienta (J).Usar una llave de 32 mm con mango en T alarga-do con sujeción de conexión de 3/4".
Dar ligeros golpes en la sujeción de conexión parafacilitar el aflojamiento.
Inspección, cambio de piezas(ver también la Fig. 31)Reemplazar la membrana (2) si hay indicios de fi-suras o daños similares.Al hacer cambio de membrana hay que controlarque no se han pegado pedazos de goma en laválvula (9 alt. 4) ó en la válvula de control (5 alt. 7).Limpiar con aire comprimido los canales de gas enla tapa (3).Cambiar las válvulas si están dañadas.Cambiar siempre las juntas tóricas (6, 7, 11 alt. 6,8, 9, si se han desmontado las válvulas.Cambiar los tornillos (4 alt. 93) si están corroídos odañados.Cambiar la caja (1) y la tapa (3) si las roscas estándañadas o fuertemente corroídas
CUIDADO•••• Antes de desmontar los acumuladores de
la perforadora hay que soltar todo el gas.Hacer ésto sacando la tapa protectora (A),aflojando la tuerca de válvula (B) y abrien-do de 2 a 3 vueltas.Hay riesgo de daños si no se observan es-tas instrucciones.
CUIDADO•••• La longitud equivocada de tornillos, así
como roscas dañadas o corroídas en tornil-los, cajas y tapas pueden causar fugas deaceite peligrosas y que se suelten piezas.
Riesgo de daños personales
•••• Siempre hay que cambiar tornillos (4 alt.93), caja (1) y tapa (3) que están defectuo-sos o dañados. Siempre hay que cambiarlos tornillos por parejas.
Acumulador de entrada 3115 1763 82 (52)Acumulador amortiguador 3115 2395 80 (92)
1250
004
7 45
J
L
3
67
4
125
0045
46
20
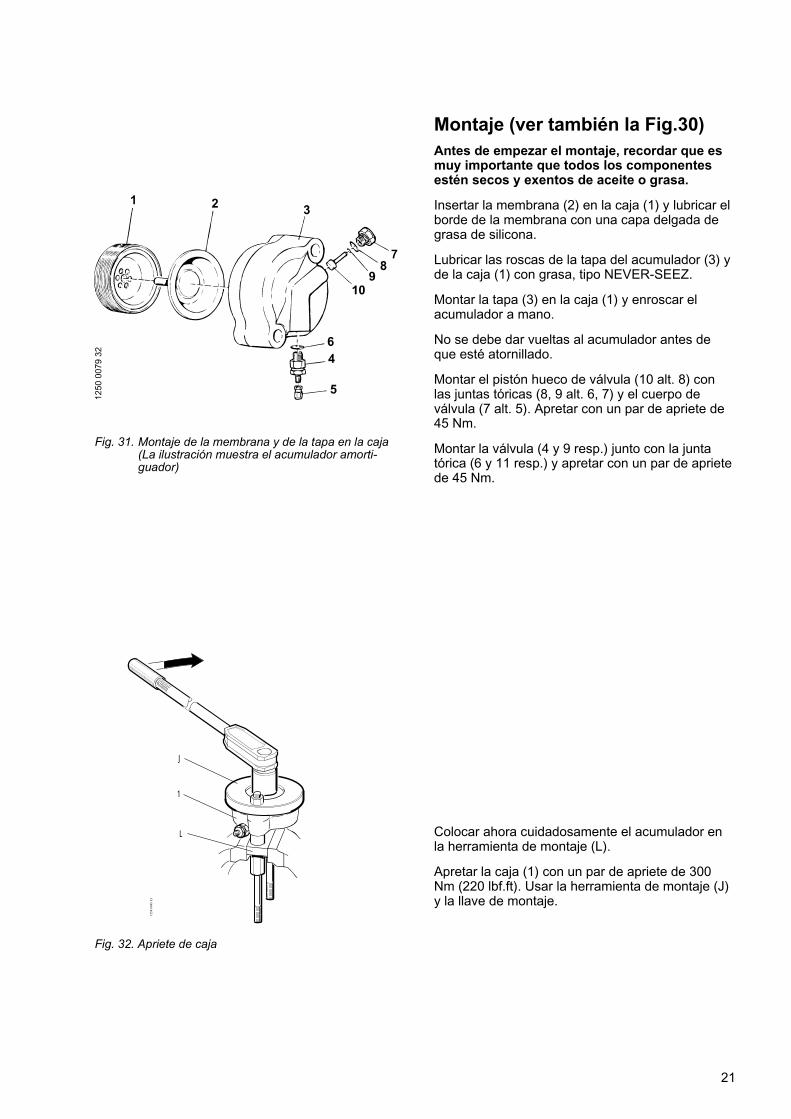
Fig. 31. Montaje de la membrana y de la tapa en la caja (La ilustración muestra el acumulador amorti-guador)
Fig. 32. Apriete de caja
Montaje (ver también la Fig.30)Antes de empezar el montaje, recordar que esmuy importante que todos los componentesestén secos y exentos de aceite o grasa.
Insertar la membrana (2) en la caja (1) y lubricar elborde de la membrana con una capa delgada degrasa de silicona.
Lubricar las roscas de la tapa del acumulador (3) yde la caja (1) con grasa, tipo NEVER-SEEZ.
Montar la tapa (3) en la caja (1) y enroscar elacumulador a mano.
No se debe dar vueltas al acumulador antes deque esté atornillado.
Montar el pistón hueco de válvula (10 alt. 8) conlas juntas tóricas (8, 9 alt. 6, 7) y el cuerpo deválvula (7 alt. 5). Apretar con un par de apriete de45 Nm.
Montar la válvula (4 y 9 resp.) junto con la juntatórica (6 y 11 resp.) y apretar con un par de aprietede 45 Nm.
Colocar ahora cuidadosamente el acumulador enla herramienta de montaje (L).
Apretar la caja (1) con un par de apriete de 300Nm (220 lbf.ft). Usar la herramienta de montaje (J)y la llave de montaje.
1250
004
5 53
L
J
1
21

Fig. 33. Etiquetas de seguridad del acumulador
Fig. 34a. Acumulador de retorno3115 2615 90 HE / HEX Equipos de perforación a cieloabierto
Fig. 34b. Acumulador de retorno3115 2615 91 ME / MEX Equipos de perforaciónsubterráneos
Controlar y cambiar las etiquetas de seguridad deser necesario.
N.B. No se debe cargar el acumulador antes deque se haya montado en la perforadora.
Acumulador de retorno (94)Desmontar el acumulador de retorno y controlar las piezas que se incluyen. Si la membrana (1) tiene fisurasu otros daños, hay que cambiar la membrana.Cambiar todas las juntas tóricas.Durante el montaje hay que cubrir las bridas de la membrana con una capa delgada de grasa de silicona oalgo similar.Montar el tapón (11) con la junta tórica (8) y apretar con un par de apriete de 45 Nm.Montar el tubo (2) de manera tal que quede accesible para control de la membrana del acumulador (ver lafig. 132).
1250
004
1 46
17 10 9 7 6 5 4 3 1315
14
12
1 28
11
16
19
18
20
1250
005
2 63
11
8
2 6 5 4 3 15
17
18
16
14
17
9
12
13
10
22
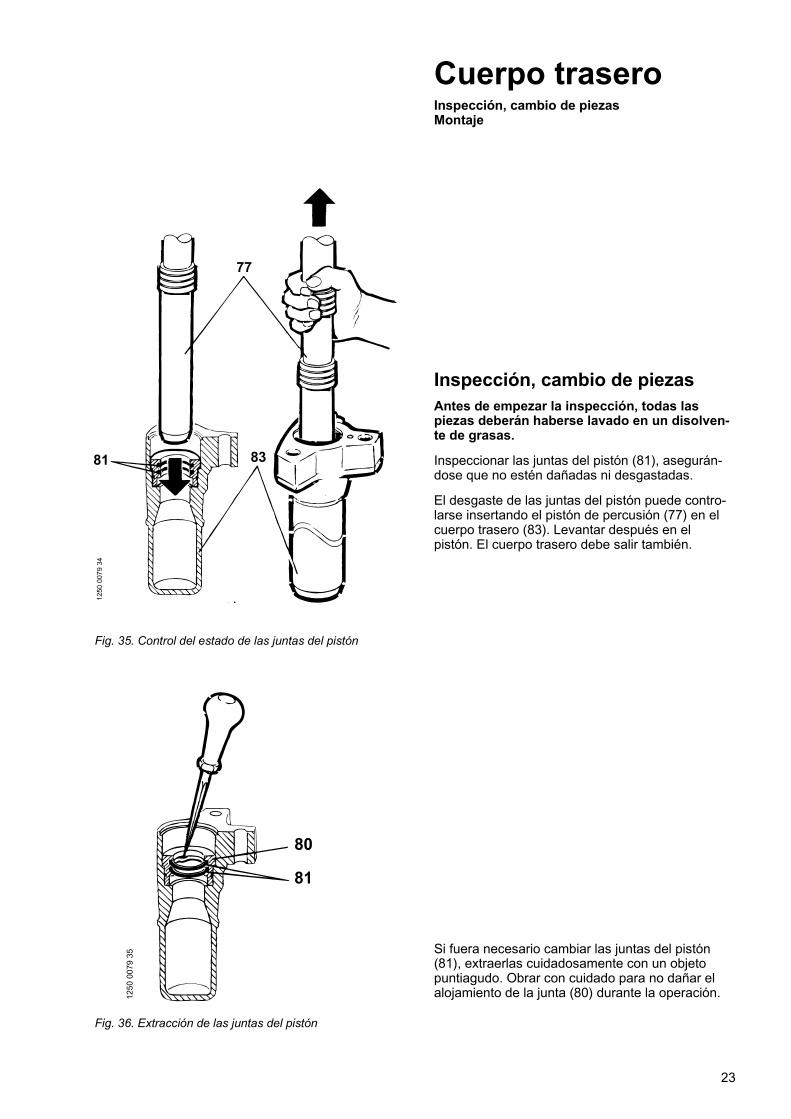
Fig. 35. Control del estado de las juntas del pistón
Fig. 36. Extracción de las juntas del pistón
Cuerpo traseroInspección, cambio de piezasMontaje
Inspección, cambio de piezasAntes de empezar la inspección, todas laspiezas deberán haberse lavado en un disolven-te de grasas.
Inspeccionar las juntas del pistón (81), asegurán-dose que no estén dañadas ni desgastadas.
El desgaste de las juntas del pistón puede contro-larse insertando el pistón de percusión (77) en elcuerpo trasero (83). Levantar después en elpistón. El cuerpo trasero debe salir también.
Si fuera necesario cambiar las juntas del pistón(81), extraerlas cuidadosamente con un objetopuntiagudo. Obrar con cuidado para no dañar elalojamiento de la junta (80) durante la operación.
23
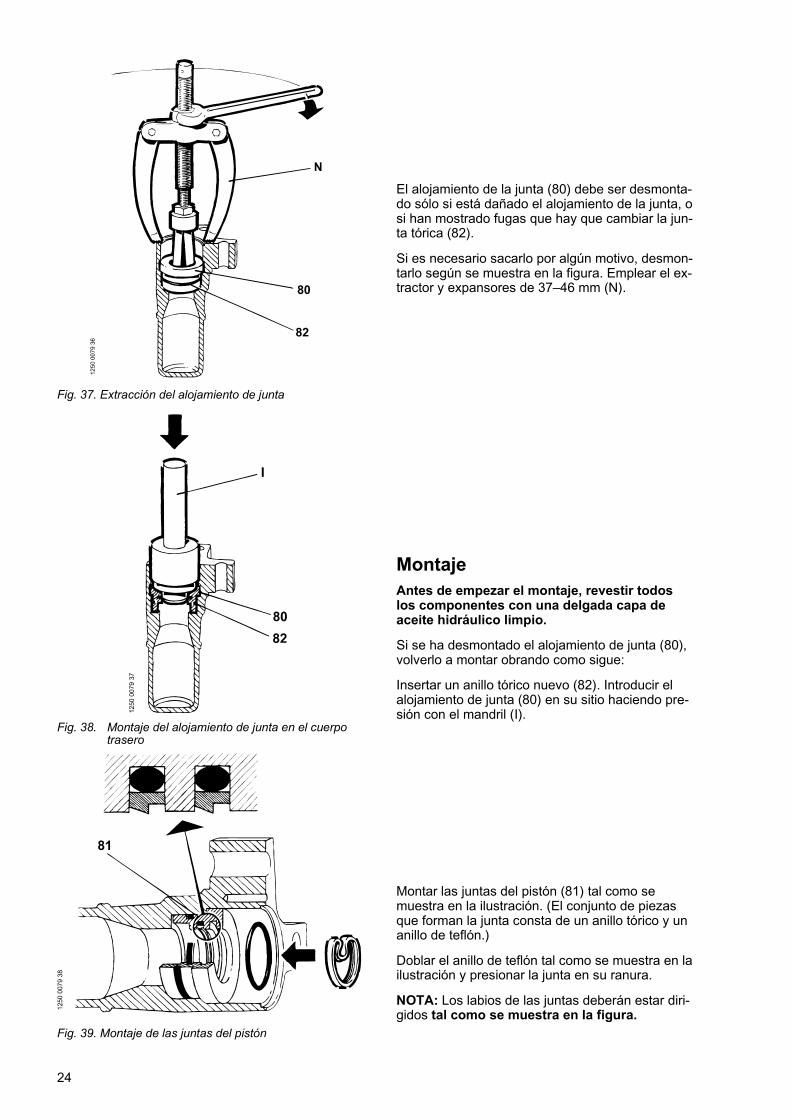
Fig. 37. Extracción del alojamiento de junta
Fig. 38. Montaje del alojamiento de junta en el cuerpo trasero
Fig. 39. Montaje de las juntas del pistón
El alojamiento de la junta (80) debe ser desmonta-do sólo si está dañado el alojamiento de la junta, osi han mostrado fugas que hay que cambiar la jun-ta tórica (82).
Si es necesario sacarlo por algún motivo, desmon-tarlo según se muestra en la figura. Emplear el ex-tractor y expansores de 37–46 mm (N).
MontajeAntes de empezar el montaje, revestir todoslos componentes con una delgada capa deaceite hidráulico limpio.
Si se ha desmontado el alojamiento de junta (80),volverlo a montar obrando como sigue:
Insertar un anillo tórico nuevo (82). Introducir elalojamiento de junta (80) en su sitio haciendo pre-sión con el mandril (I).
Montar las juntas del pistón (81) tal como semuestra en la ilustración. (El conjunto de piezasque forman la junta consta de un anillo tórico y unanillo de teflón.)
Doblar el anillo de teflón tal como se muestra en lailustración y presionar la junta en su ranura.
NOTA: Los labios de las juntas deberán estar diri-gidos tal como se muestra en la figura.
24
Tapa y caja de engranajes
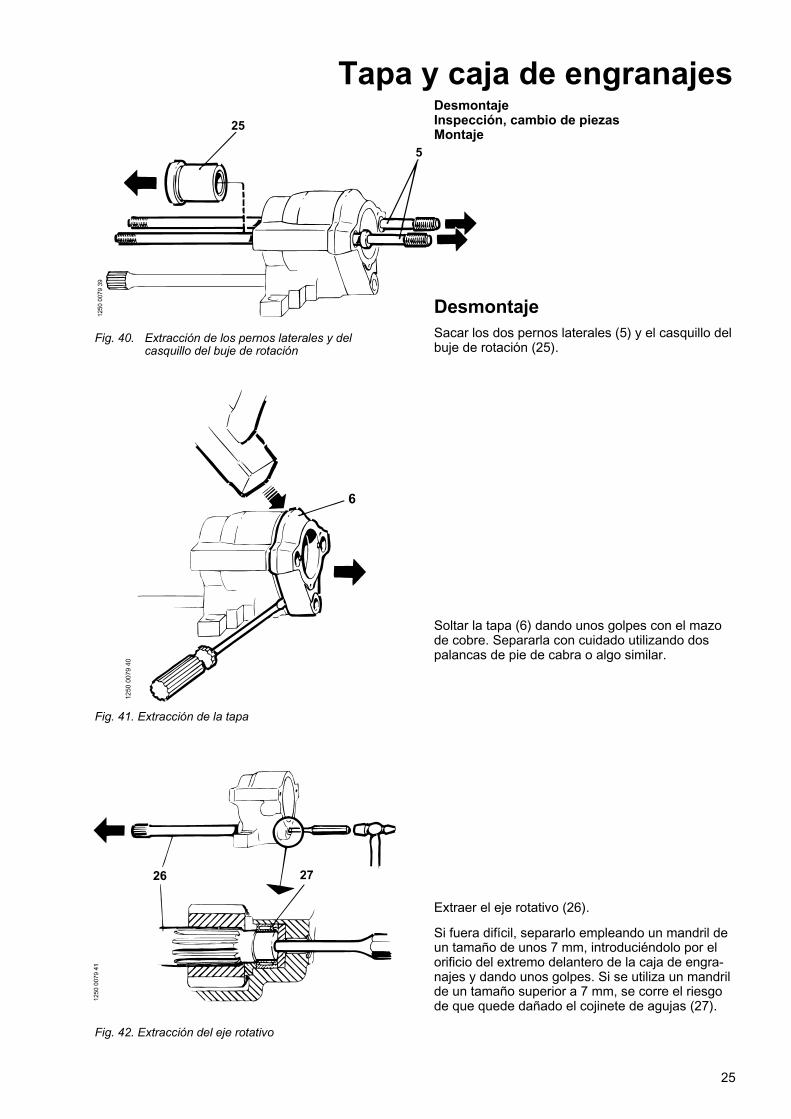
Fig. 40. Extracción de los pernos laterales y del casquillo del buje de rotación
Fig. 41. Extracción de la tapa
Fig. 42. Extracción del eje rotativo
DesmontajeInspección, cambio de piezasMontaje
DesmontajeSacar los dos pernos laterales (5) y el casquillo delbuje de rotación (25).
Soltar la tapa (6) dando unos golpes con el mazode cobre. Separarla con cuidado utilizando dos palancas de pie de cabra o algo similar.
Extraer el eje rotativo (26).
Si fuera difícil, separarlo empleando un mandril deun tamaño de unos 7 mm, introduciéndolo por elorificio del extremo delantero de la caja de engra-najes y dando unos golpes. Si se utiliza un mandrilde un tamaño superior a 7 mm, se corre el riesgode que quede dañado el cojinete de agujas (27).
25

Fig. 43. Extracción del buje de rotación, de los suple- mentos, de los anillos de cojinete y del engranaje de la caja
Fig. 44. Extracción del cojinete de agujas delantero y de las arandelas del eje rotativo
Fig. 45. Extracción del manguito de guía
Extraer el buje de rotación (14) junto con los suple-mentos (11) y los anillos externos del cojinete (12y 16) de la caja de engranajes, dando unos ligerosgolpes al buje de rotación con el mazo de cobre.
Sacar luego el engranaje (33) de la caja.
Extraer el cojinete de agujas delantero (27) del ejerotativo, y las dos arandelas (23 y 28) de la caja,dando unos golpes usando un mandril de unos 10 mm de diámetro.
Sacar el manguito de guía (32) de la siguiente ma-nera.
Enroscar un tapón (BB) en el manguito de guía
Colocar la caja de engranajes (17) en dos bloquesde madera según la figura
Sacar el manguito de guía dando ligeros golpescon la ayuda de un mandril (12x200 mm)
26
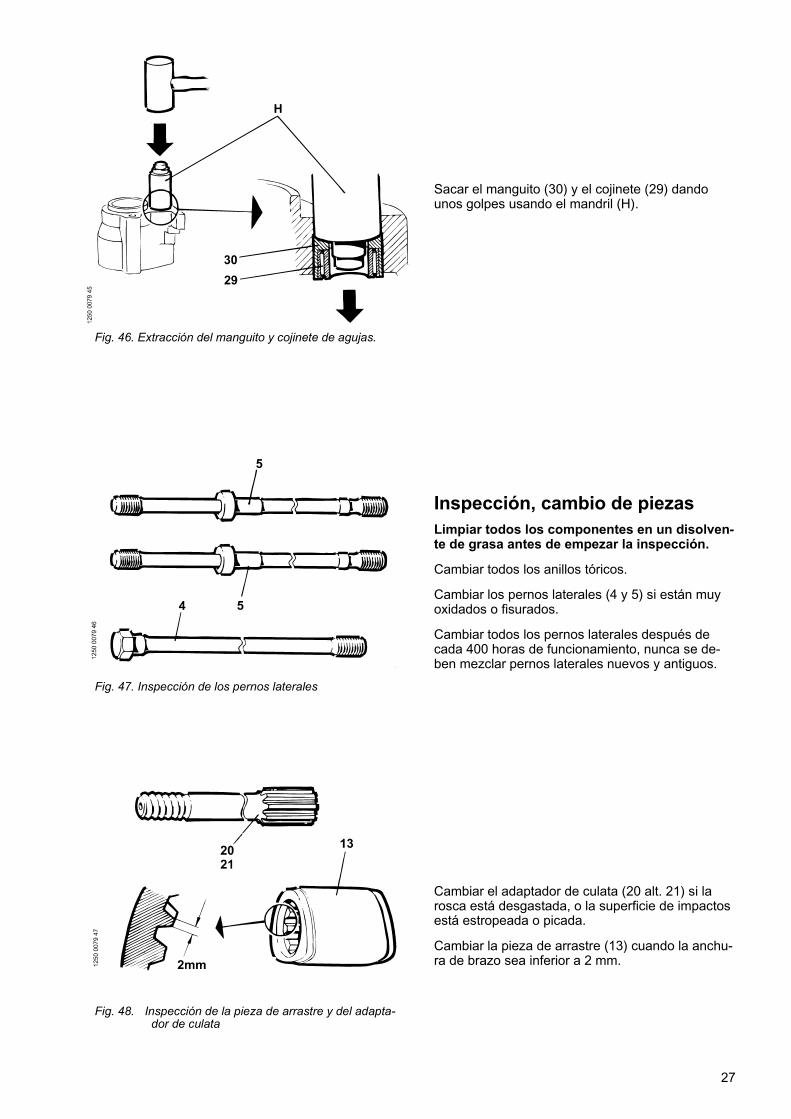
Fig. 46. Extracción del manguito y cojinete de agujas.
Fig. 47. Inspección de los pernos laterales
Fig. 48. Inspección de la pieza de arrastre y del adapta- dor de culata
Sacar el manguito (30) y el cojinete (29) dandounos golpes usando el mandril (H).
Inspección, cambio de piezasLimpiar todos los componentes en un disolven-te de grasa antes de empezar la inspección.
Cambiar todos los anillos tóricos.
Cambiar los pernos laterales (4 y 5) si están muyoxidados o fisurados.
Cambiar todos los pernos laterales después decada 400 horas de funcionamiento, nunca se de-ben mezclar pernos laterales nuevos y antiguos.
Cambiar el adaptador de culata (20 alt. 21) si larosca está desgastada, o la superficie de impactosestá estropeada o picada.
Cambiar la pieza de arrastre (13) cuando la anchu-ra de brazo sea inferior a 2 mm.
27
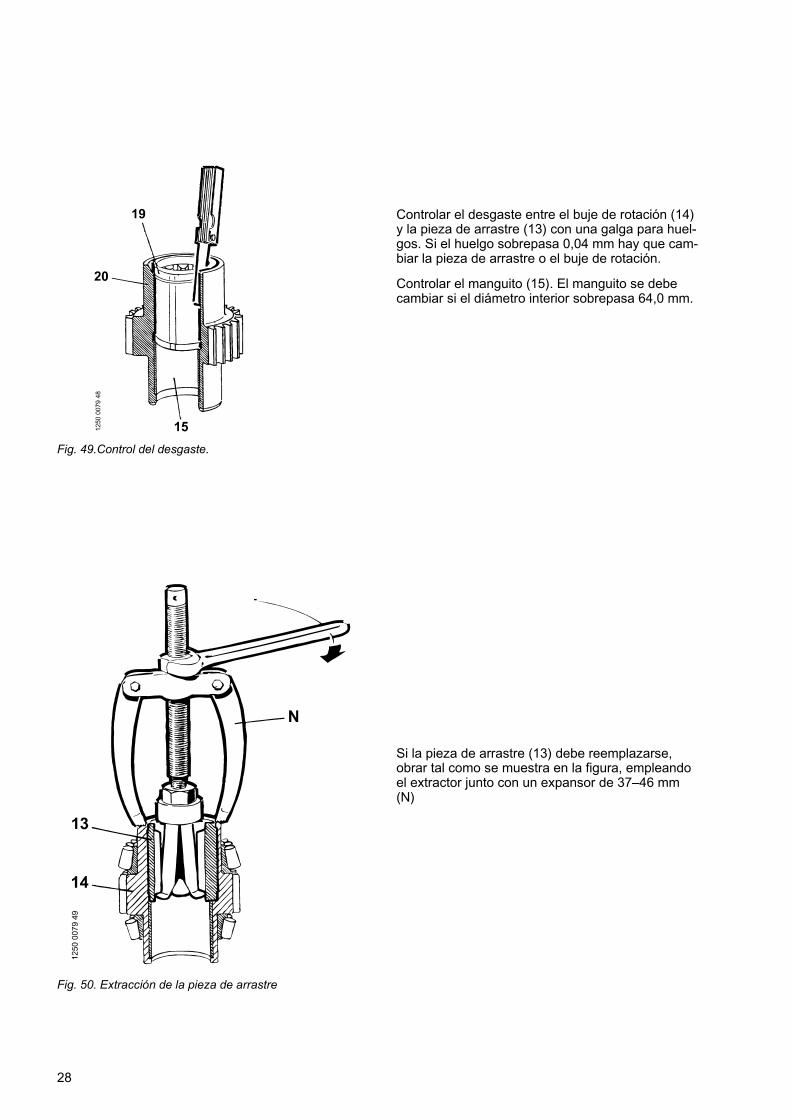
Fig. 49.Control del desgaste.
Fig. 50. Extracción de la pieza de arrastre
Controlar el desgaste entre el buje de rotación (14)y la pieza de arrastre (13) con una galga para huel-gos. Si el huelgo sobrepasa 0,04 mm hay que cam-biar la pieza de arrastre o el buje de rotación.
Controlar el manguito (15). El manguito se debecambiar si el diámetro interior sobrepasa 64,0 mm.
Si la pieza de arrastre (13) debe reemplazarse,obrar tal como se muestra en la figura, empleandoel extractor junto con un expansor de 37–46 mm(N)
28

Fig. 51. Extracción del casquillo
Fig. 52. Inspección del buje de rotación de los rodami en- tos de rodillos, las juntas y los suplementos
Fig. 53. Extracción de los anillos interiores de los rodamientos de rodillos
Si el casquillo (15) debe ser reemplazado, hay quedemolerlo con un destornillador. Hay que tener cui-dado, para no dañar el buje de rotación.
Cambiar el buje de rotación (14) si hay deformacio-nes o fisuras, si la corona dentada está fuertemen-te desgastada o si la profundidad de las ranurasde lubricación no llega a 1,0 mm.
Reemplazar los rodamientos de rodillos (12 y 16)si se aperciben disonancias o daños.
Cambiar los suplementos (11) si estuvieran daña-dos.
Si los rodamientos de rodillos cónicos (12 y 16, respectivamente) tienen que reemplazarse, el retenedor de rodillos deberá abrirse con un destornillador.
Colocar el buje de rotación verticalmente en unmandril con un diámetro menor que el diámetro in-terior del cojinete (para que puedan caer los anil-los interiores) y desmontar después los anillos inte-riores de los rodamientos de rodillos calentándolosrápidamente.
N.B. Hay que evitar de calentar el buje de rotación — ¡especialmente los dientes!!
Como alternativa se pueden quebrantar los anillosinteriores con la ayuda de una muela abrasiva.
A
1116 14 12
1250
002
6 53
29
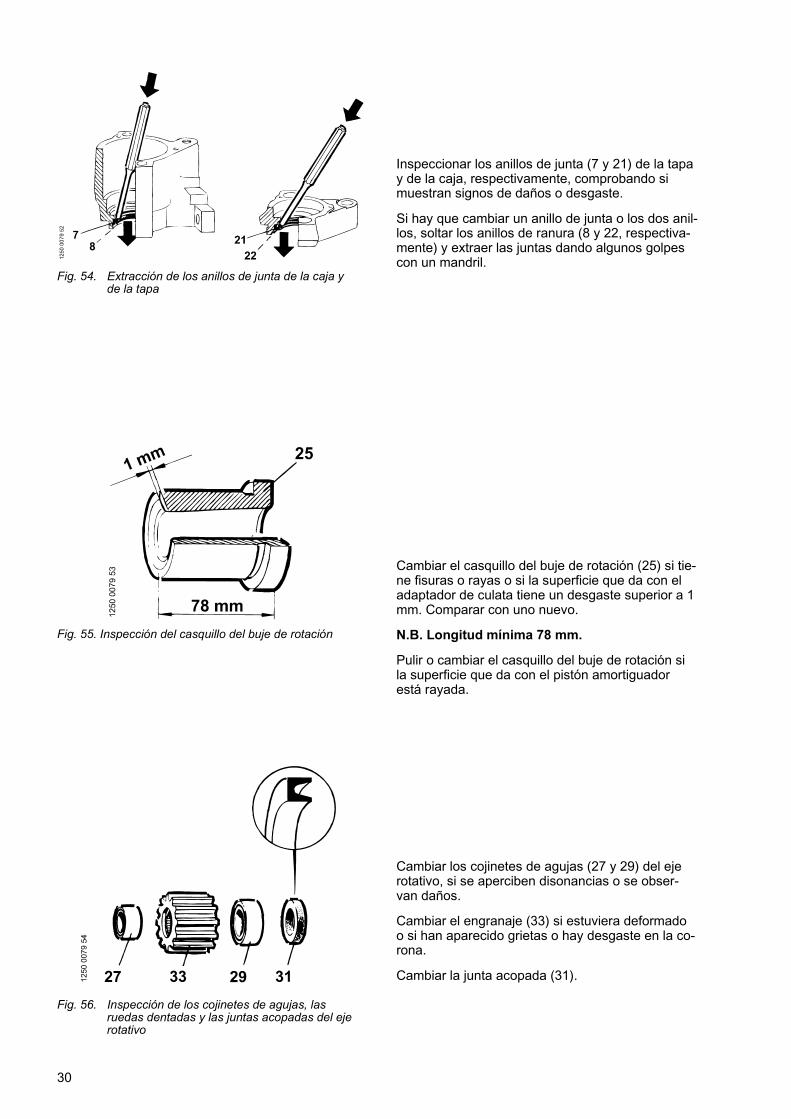
Fig. 54. Extracción de los anillos de junta de la caja y de la tapa
Fig. 55. Inspección del casquillo del buje de rotación
Fig. 56. Inspección de los cojinetes de agujas, las ruedas dentadas y las juntas acopadas del eje rotativo
Inspeccionar los anillos de junta (7 y 21) de la tapay de la caja, respectivamente, comprobando simuestran signos de daños o desgaste.
Si hay que cambiar un anillo de junta o los dos anil-los, soltar los anillos de ranura (8 y 22, respectiva-mente) y extraer las juntas dando algunos golpescon un mandril.
Cambiar el casquillo del buje de rotación (25) si tie-ne fisuras o rayas o si la superficie que da con eladaptador de culata tiene un desgaste superior a 1mm. Comparar con uno nuevo.
N.B. Longitud mínima 78 mm.
Pulir o cambiar el casquillo del buje de rotación sila superficie que da con el pistón amortiguadorestá rayada.
Cambiar los cojinetes de agujas (27 y 29) del ejerotativo, si se aperciben disonancias o se obser-van daños.
Cambiar el engranaje (33) si estuviera deformadoo si han aparecido grietas o hay desgaste en la co-rona.
Cambiar la junta acopada (31).
30
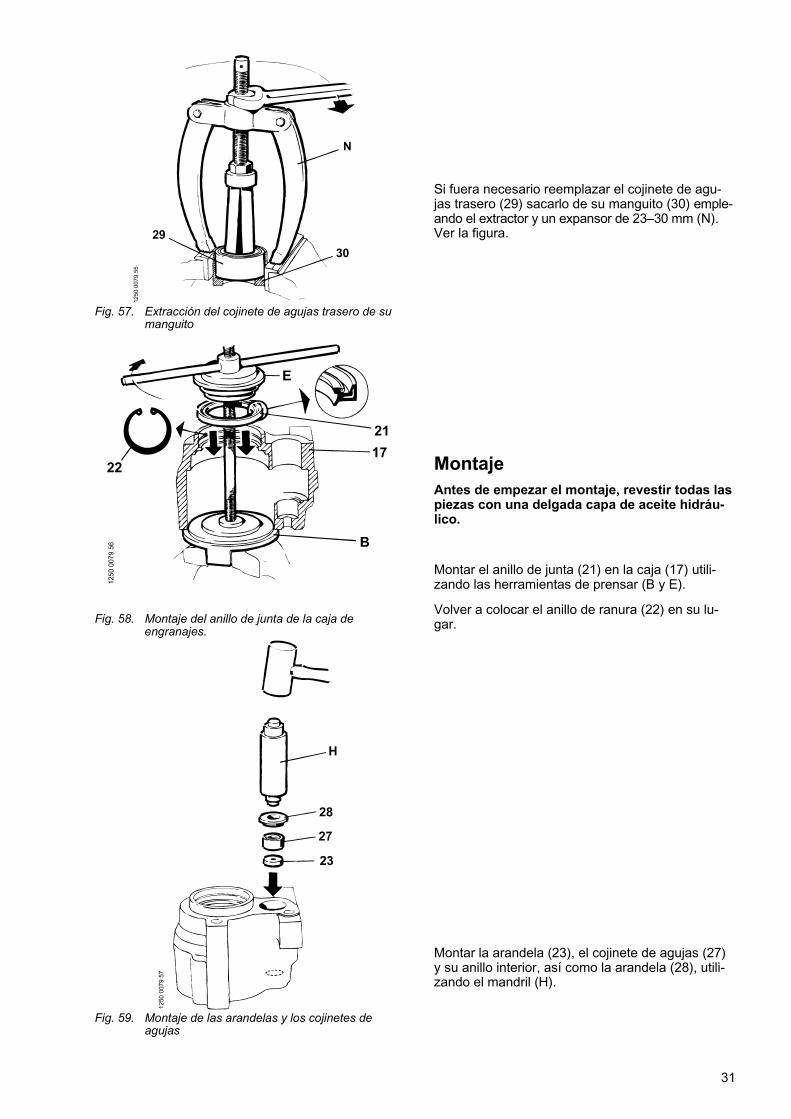
Fig. 57. Extracción del cojinete de agujas trasero de su manguito
Fig. 58. Montaje del anillo de junta de la caja de engranajes.
Fig. 59. Montaje de las arandelas y los cojinetes de agujas
Si fuera necesario reemplazar el cojinete de agu-jas trasero (29) sacarlo de su manguito (30) emple-ando el extractor y un expansor de 23–30 mm (N).Ver la figura.
MontajeAntes de empezar el montaje, revestir todas laspiezas con una delgada capa de aceite hidráu-lico.
Montar el anillo de junta (21) en la caja (17) utili-zando las herramientas de prensar (B y E).
Volver a colocar el anillo de ranura (22) en su lu-gar.
Montar la arandela (23), el cojinete de agujas (27)y su anillo interior, así como la arandela (28), utili-zando el mandril (H).
31
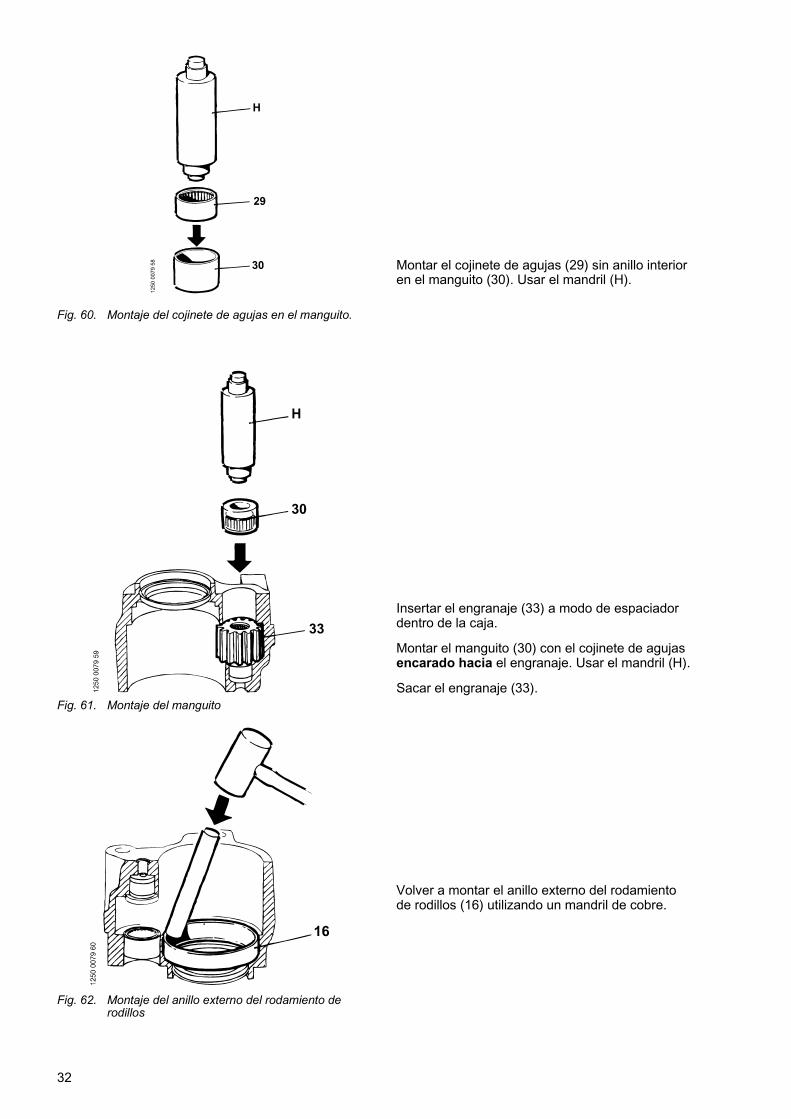
Fig. 60. Montaje del cojinete de agujas en el manguito.
Fig. 61. Montaje del manguito
Fig. 62. Montaje del anillo externo del rodamiento de rodillos
Montar el cojinete de agujas (29) sin anillo interioren el manguito (30). Usar el mandril (H).
Insertar el engranaje (33) a modo de espaciadordentro de la caja.
Montar el manguito (30) con el cojinete de agujasencarado hacia el engranaje. Usar el mandril (H).
Sacar el engranaje (33).
Volver a montar el anillo externo del rodamientode rodillos (16) utilizando un mandril de cobre.
32

Fig. 63. Montaje del anillo interior del cojinete de agujas, el engranaje y el manguito de guía con casquillo de anillo de retención
Fig. 64. Montaje del casquillo en el buje de rotación
Montar el anillo interior del cojinete de agujas (29).
Montar el engranaje (33).
Montar el manguito de guía (32) con una nuevajunto acopada (31). Usar el mandril (H).
Utilizar el mandril un nuevo casquillo de anillo deretención (H).
Montar el casquillo (15) en el buje de rotación (14).
Usar herramientas de prensar y de prolongación(B, C y T).
N.B. Presionar con cuidado para que no quede deformado el manguito cuando de a fondo.
1250
006
2 48
15
C
T
14
B
33
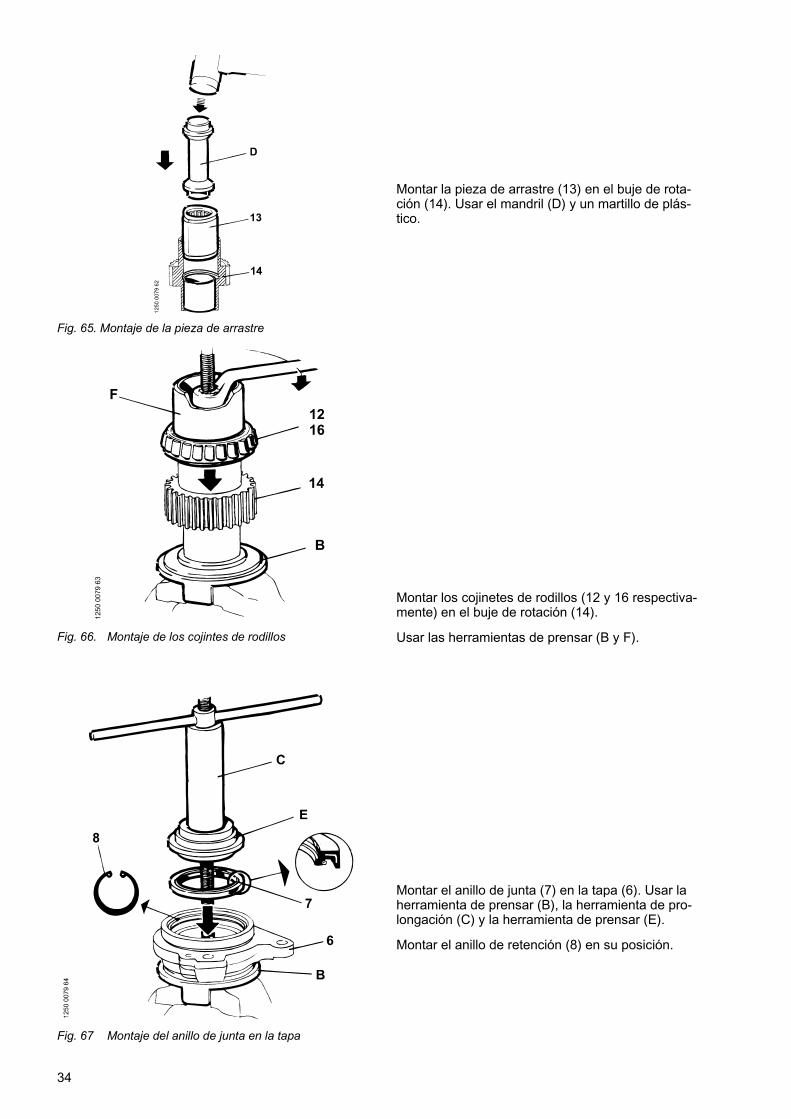
Fig. 65. Montaje de la pieza de arrastre
Fig. 66. Montaje de los cojintes de rodillos
Fig. 67 Montaje del anillo de junta en la tapa
Montar la pieza de arrastre (13) en el buje de rota-ción (14). Usar el mandril (D) y un martillo de plás-tico.
Montar los cojinetes de rodillos (12 y 16 respectiva-mente) en el buje de rotación (14).
Usar las herramientas de prensar (B y F).
Montar el anillo de junta (7) en la tapa (6). Usar laherramienta de prensar (B), la herramienta de pro-longación (C) y la herramienta de prensar (E).
Montar el anillo de retención (8) en su posición.
34
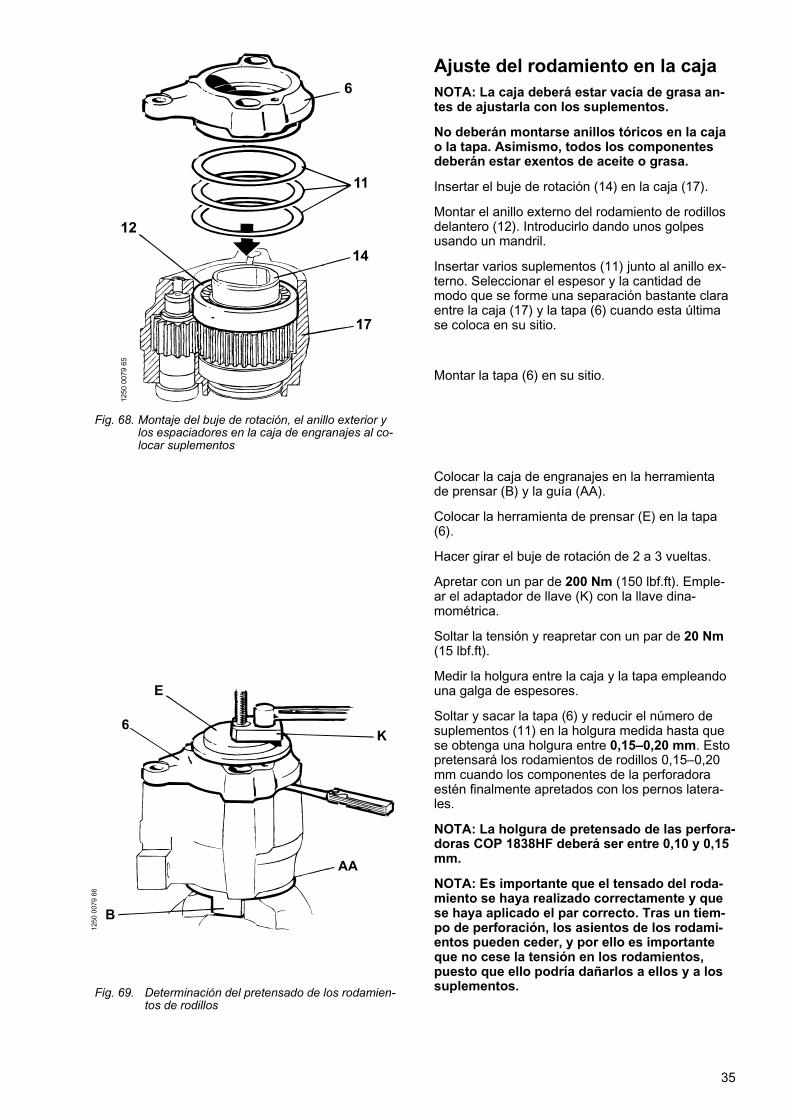
Fig. 68. Montaje del buje de rotación, el anillo exterior ylos espaciadores en la caja de engranajes al co-locar suplementos
Fig. 69. Determinación del pretensado de los rodamien- tos de rodillos
Ajuste del rodamiento en la cajaNOTA: La caja deberá estar vacía de grasa an-tes de ajustarla con los suplementos.
No deberán montarse anillos tóricos en la cajao la tapa. Asimismo, todos los componentesdeberán estar exentos de aceite o grasa.
Insertar el buje de rotación (14) en la caja (17).
Montar el anillo externo del rodamiento de rodillosdelantero (12). Introducirlo dando unos golpesusando un mandril.
Insertar varios suplementos (11) junto al anillo ex-terno. Seleccionar el espesor y la cantidad demodo que se forme una separación bastante claraentre la caja (17) y la tapa (6) cuando esta últimase coloca en su sitio.
Montar la tapa (6) en su sitio.
Colocar la caja de engranajes en la herramientade prensar (B) y la guía (AA).
Colocar la herramienta de prensar (E) en la tapa(6).
Hacer girar el buje de rotación de 2 a 3 vueltas.
Apretar con un par de 200 Nm (150 lbf.ft). Emple-ar el adaptador de llave (K) con la llave dina-mométrica.
Soltar la tensión y reapretar con un par de 20 Nm (15 lbf.ft).
Medir la holgura entre la caja y la tapa empleandouna galga de espesores.
Soltar y sacar la tapa (6) y reducir el número desuplementos (11) en la holgura medida hasta quese obtenga una holgura entre 0,15–0,20 mm. Estopretensará los rodamientos de rodillos 0,15–0,20mm cuando los componentes de la perforadoraestén finalmente apretados con los pernos latera-les.
NOTA: La holgura de pretensado de las perfora-doras COP 1838HF deberá ser entre 0,10 y 0,15mm.
NOTA: Es importante que el tensado del roda-miento se haya realizado correctamente y quese haya aplicado el par correcto. Tras un tiem-po de perforación, los asientos de los rodami-entos pueden ceder, y por ello es importanteque no cese la tensión en los rodamientos,puesto que ello podría dañarlos a ellos y a lossuplementos.
35
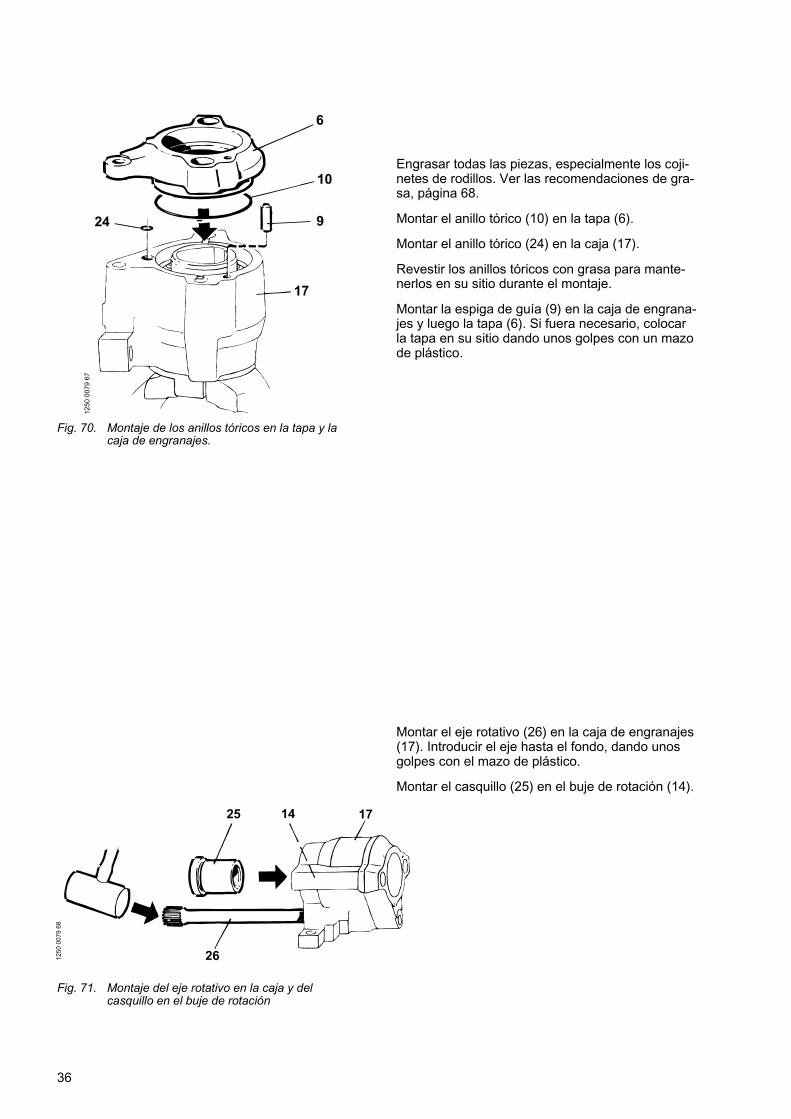
Fig. 70. Montaje de los anillos tóricos en la tapa y la caja de engranajes.
Fig. 71. Montaje del eje rotativo en la caja y del casquillo en el buje de rotación
Engrasar todas las piezas, especialmente los coji-netes de rodillos. Ver las recomendaciones de gra-sa, página 68.
Montar el anillo tórico (10) en la tapa (6).
Montar el anillo tórico (24) en la caja (17).
Revestir los anillos tóricos con grasa para mante-nerlos en su sitio durante el montaje.
Montar la espiga de guía (9) en la caja de engrana-jes y luego la tapa (6). Si fuera necesario, colocarla tapa en su sitio dando unos golpes con un mazode plástico.
Montar el eje rotativo (26) en la caja de engranajes(17). Introducir el eje hasta el fondo, dando unosgolpes con el mazo de plástico.
Montar el casquillo (25) en el buje de rotación (14).
36
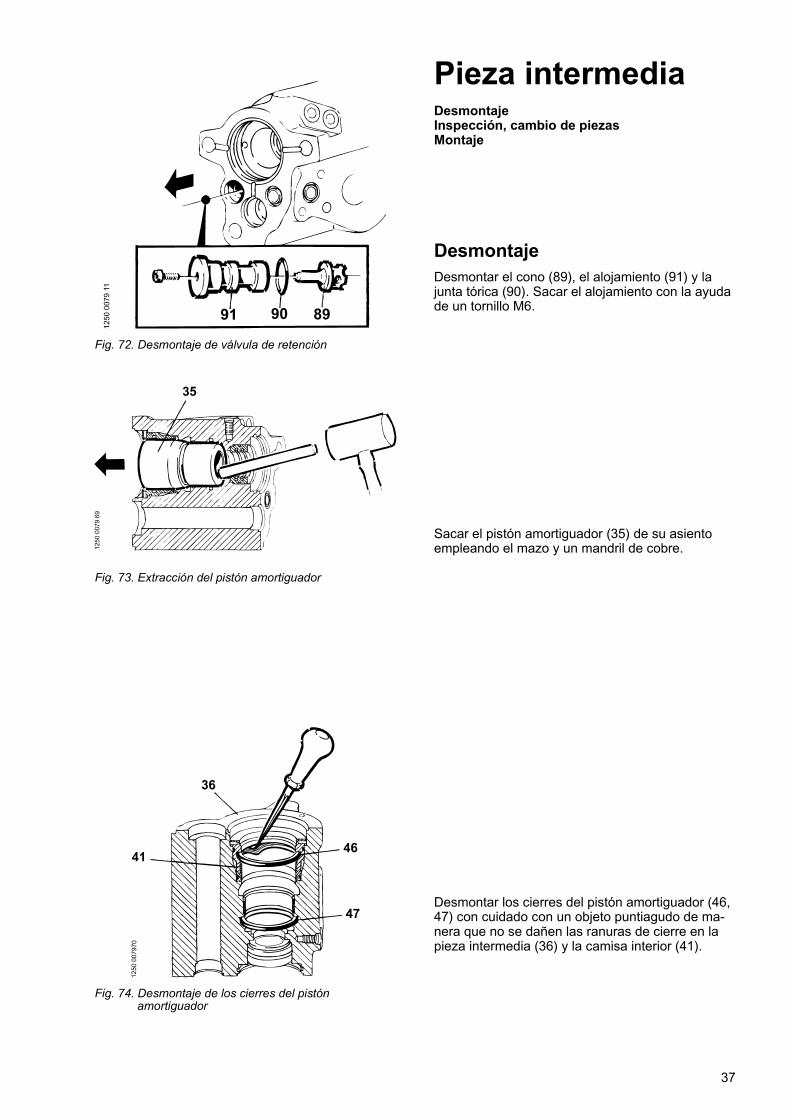
Fig. 72. Desmontaje de válvula de retención
Fig. 73. Extracción del pistón amortiguador
Fig. 74. Desmontaje de los cierres del pistón amortiguador
Pieza intermediaDesmontajeInspección, cambio de piezasMontaje
DesmontajeDesmontar el cono (89), el alojamiento (91) y lajunta tórica (90). Sacar el alojamiento con la ayudade un tornillo M6.
Sacar el pistón amortiguador (35) de su asientoempleando el mazo y un mandril de cobre.
Desmontar los cierres del pistón amortiguador (46,47) con cuidado con un objeto puntiagudo de ma-nera que no se dañen las ranuras de cierre en lapieza intermedia (36) y la camisa interior (41).
37
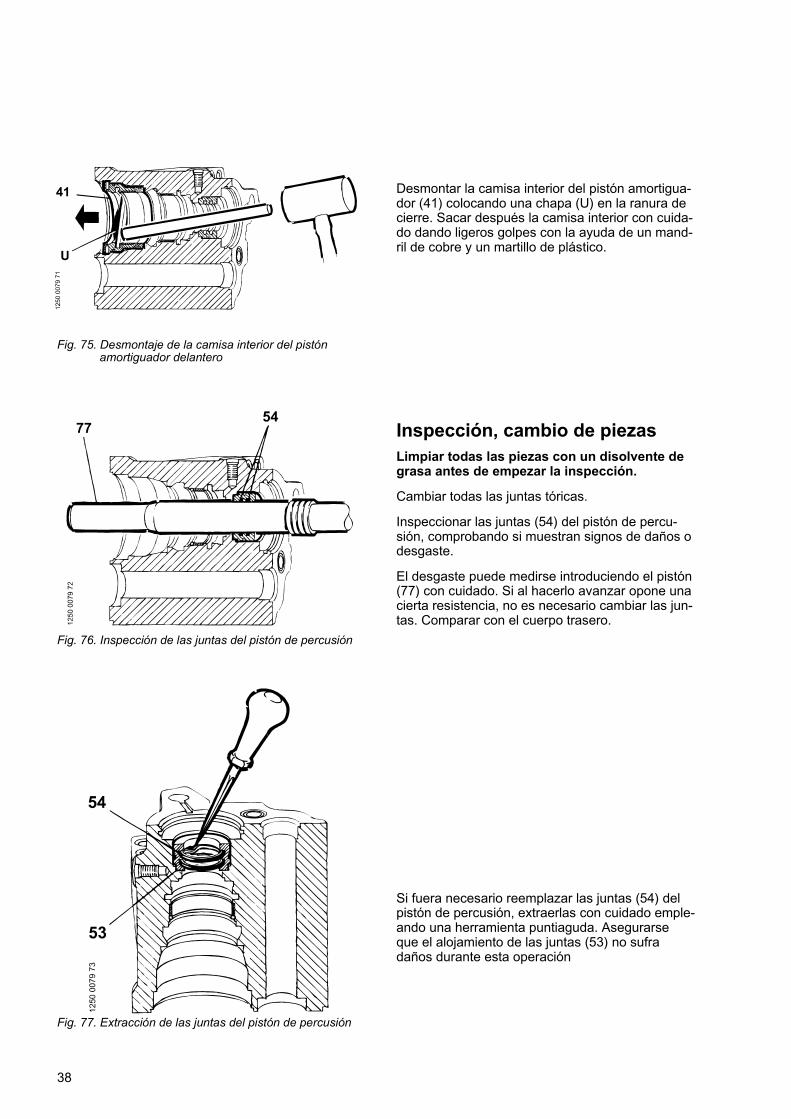
Fig. 75. Desmontaje de la camisa interior del pistón amortiguador delantero
Fig. 76. Inspección de las juntas del pistón de percusión
Fig. 77. Extracción de las juntas del pistón de percusión
Desmontar la camisa interior del pistón amortigua-dor (41) colocando una chapa (U) en la ranura decierre. Sacar después la camisa interior con cuida-do dando ligeros golpes con la ayuda de un mand-ril de cobre y un martillo de plástico.
Inspección, cambio de piezasLimpiar todas las piezas con un disolvente degrasa antes de empezar la inspección.
Cambiar todas las juntas tóricas.
Inspeccionar las juntas (54) del pistón de percu-sión, comprobando si muestran signos de daños odesgaste.
El desgaste puede medirse introduciendo el pistón(77) con cuidado. Si al hacerlo avanzar opone unacierta resistencia, no es necesario cambiar las jun-tas. Comparar con el cuerpo trasero.
Si fuera necesario reemplazar las juntas (54) delpistón de percusión, extraerlas con cuidado emple-ando una herramienta puntiaguda. Asegurarseque el alojamiento de las juntas (53) no sufradaños durante esta operación
38
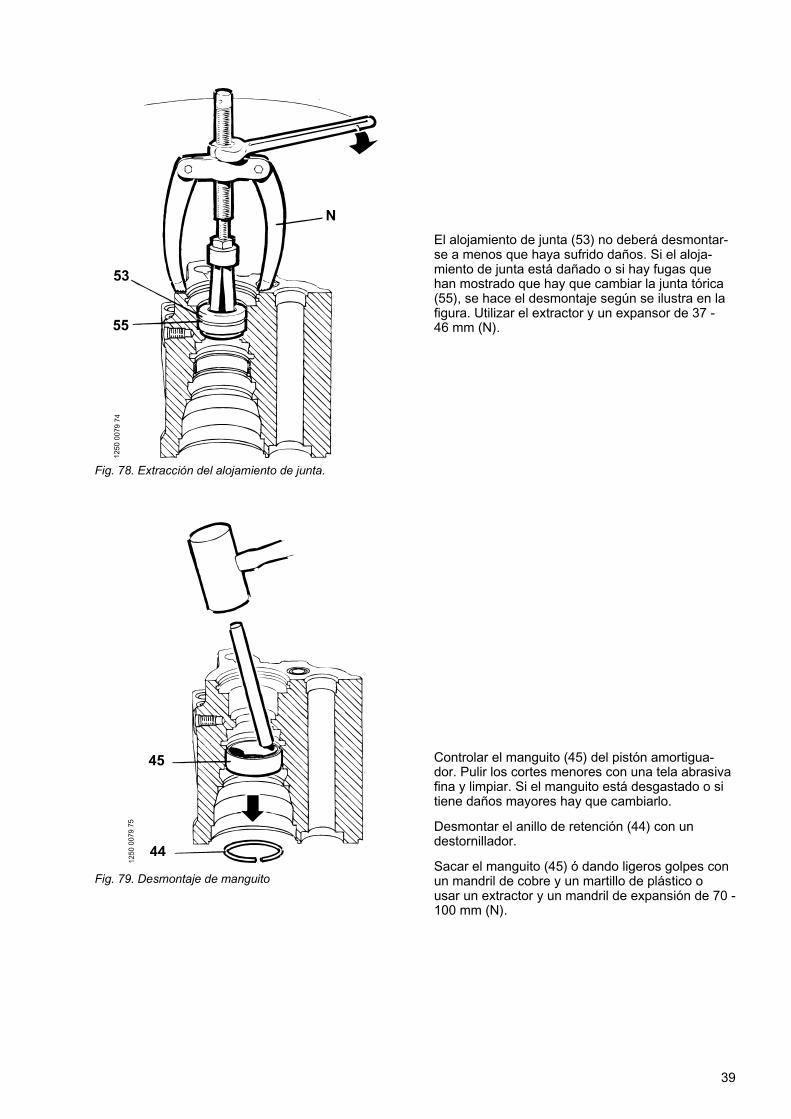
Fig. 78. Extracción del alojamiento de junta.
Fig. 79. Desmontaje de manguito
El alojamiento de junta (53) no deberá desmontar-se a menos que haya sufrido daños. Si el aloja-miento de junta está dañado o si hay fugas quehan mostrado que hay que cambiar la junta tórica(55), se hace el desmontaje según se ilustra en lafigura. Utilizar el extractor y un expansor de 37 -46 mm (N).
Controlar el manguito (45) del pistón amortigua-dor. Pulir los cortes menores con una tela abrasivafina y limpiar. Si el manguito está desgastado o sitiene daños mayores hay que cambiarlo.
Desmontar el anillo de retención (44) con undestornillador.
Sacar el manguito (45) ó dando ligeros golpes conun mandril de cobre y un martillo de plástico ousar un extractor y un mandril de expansión de 70 -100 mm (N).
39
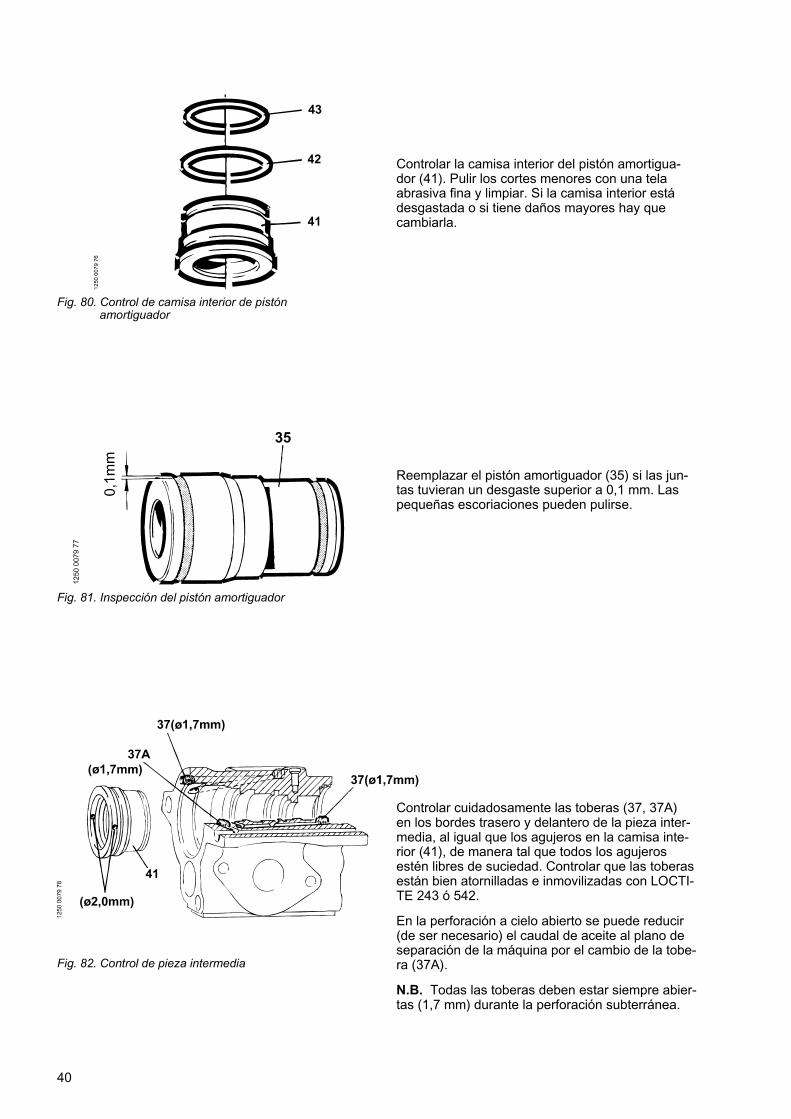
Fig. 80. Control de camisa interior de pistón amortiguador
Fig. 81. Inspección del pistón amortiguador
Fig. 82. Control de pieza intermedia
Controlar la camisa interior del pistón amortigua-dor (41). Pulir los cortes menores con una telaabrasiva fina y limpiar. Si la camisa interior estádesgastada o si tiene daños mayores hay quecambiarla.
Reemplazar el pistón amortiguador (35) si las jun-tas tuvieran un desgaste superior a 0,1 mm. Laspequeñas escoriaciones pueden pulirse.
Controlar cuidadosamente las toberas (37, 37A)en los bordes trasero y delantero de la pieza inter-media, al igual que los agujeros en la camisa inte-rior (41), de manera tal que todos los agujerosestén libres de suciedad. Controlar que las toberasestán bien atornilladas e inmovilizadas con LOCTI-TE 243 ó 542.
En la perforación a cielo abierto se puede reducir(de ser necesario) el caudal de aceite al plano deseparación de la máquina por el cambio de la tobe-ra (37A).
N.B. Todas las toberas deben estar siempre abier-tas (1,7 mm) durante la perforación subterránea.
40
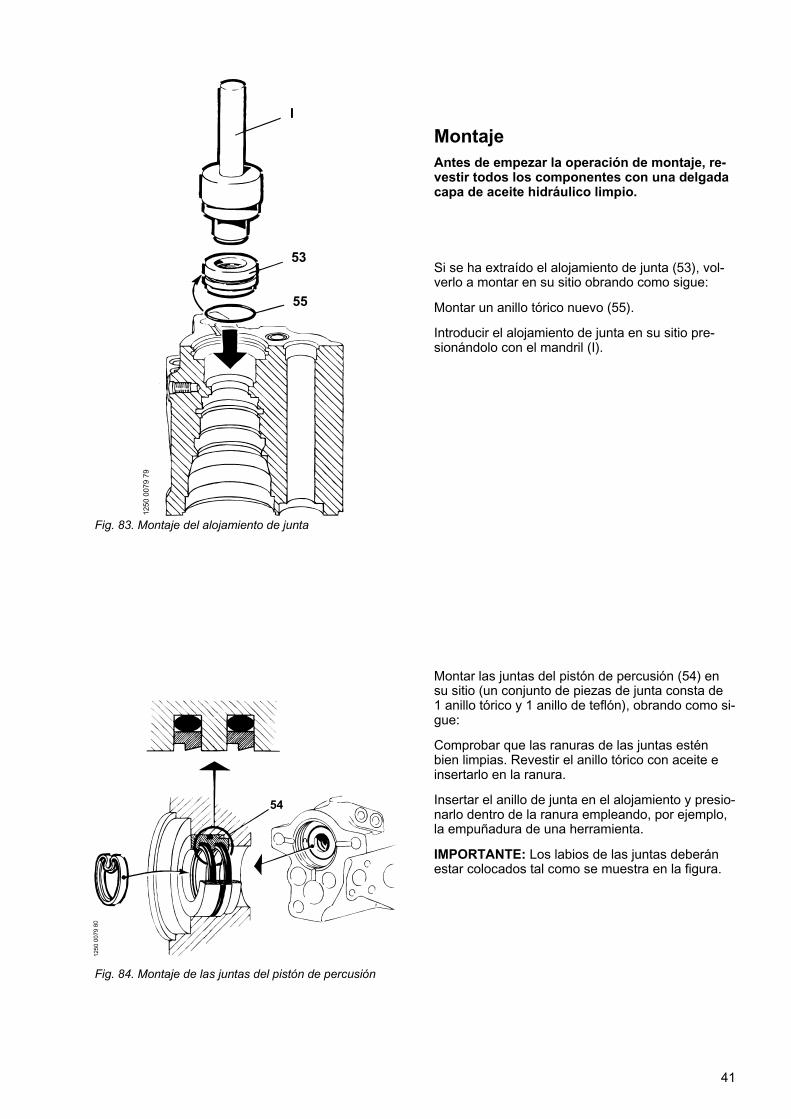
Fig. 83. Montaje del alojamiento de junta
Fig. 84. Montaje de las juntas del pistón de percusión
MontajeAntes de empezar la operación de montaje, re-vestir todos los componentes con una delgadacapa de aceite hidráulico limpio.
Si se ha extraído el alojamiento de junta (53), vol-verlo a montar en su sitio obrando como sigue:
Montar un anillo tórico nuevo (55).
Introducir el alojamiento de junta en su sitio pre-sionándolo con el mandril (I).
Montar las juntas del pistón de percusión (54) ensu sitio (un conjunto de piezas de junta consta de1 anillo tórico y 1 anillo de teflón), obrando como si-gue:
Comprobar que las ranuras de las juntas esténbien limpias. Revestir el anillo tórico con aceite einsertarlo en la ranura.
Insertar el anillo de junta en el alojamiento y presio-narlo dentro de la ranura empleando, por ejemplo,la empuñadura de una herramienta.
IMPORTANTE: Los labios de las juntas deberánestar colocados tal como se muestra en la figura.
41
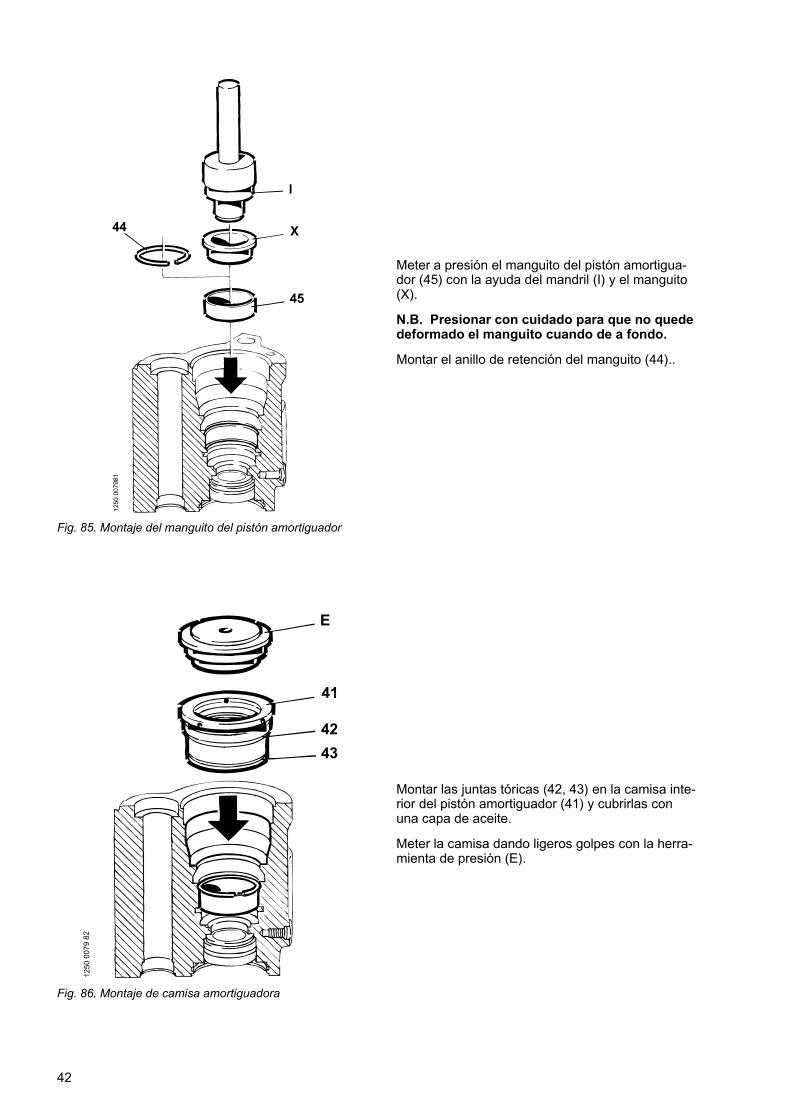
Fig. 85. Montaje del manguito del pistón amortiguador
Fig. 86. Montaje de camisa amortiguadora
Meter a presión el manguito del pistón amortigua-dor (45) con la ayuda del mandril (I) y el manguito(X).
N.B. Presionar con cuidado para que no quededeformado el manguito cuando de a fondo.
Montar el anillo de retención del manguito (44)..
Montar las juntas tóricas (42, 43) en la camisa inte-rior del pistón amortiguador (41) y cubrirlas conuna capa de aceite.
Meter la camisa dando ligeros golpes con la herra-mienta de presión (E).
42
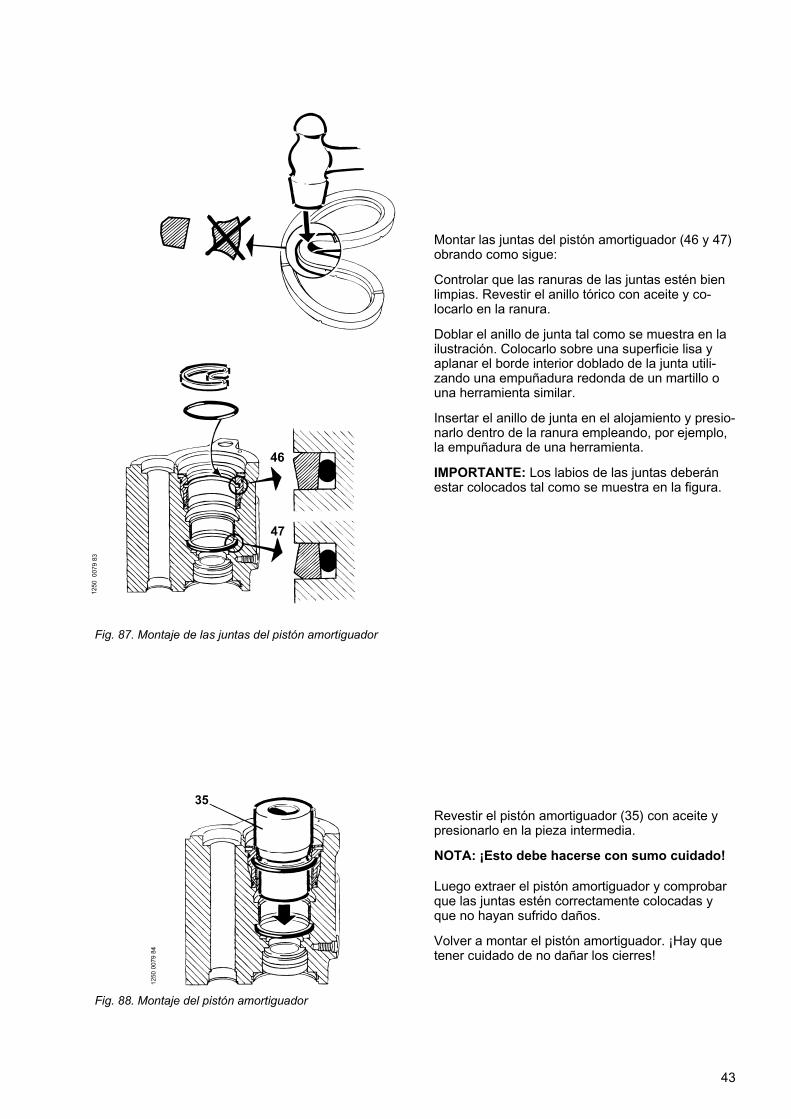
Fig. 87. Montaje de las juntas del pistón amortiguador
Fig. 88. Montaje del pistón amortiguador
Montar las juntas del pistón amortiguador (46 y 47)obrando como sigue:
Controlar que las ranuras de las juntas estén bienlimpias. Revestir el anillo tórico con aceite y co-locarlo en la ranura.
Doblar el anillo de junta tal como se muestra en lailustración. Colocarlo sobre una superficie lisa yaplanar el borde interior doblado de la junta utili-zando una empuñadura redonda de un martillo ouna herramienta similar.
Insertar el anillo de junta en el alojamiento y presio-narlo dentro de la ranura empleando, por ejemplo,la empuñadura de una herramienta.
IMPORTANTE: Los labios de las juntas deberánestar colocados tal como se muestra en la figura.
Revestir el pistón amortiguador (35) con aceite ypresionarlo en la pieza intermedia.
NOTA: ¡Esto debe hacerse con sumo cuidado!
Luego extraer el pistón amortiguador y comprobarque las juntas estén correctamente colocadas yque no hayan sufrido daños.
Volver a montar el pistón amortiguador. ¡Hay quetener cuidado de no dañar los cierres!
43

Fig. 89. Control y montaje de válvula de retención
Controlar las superficies de cierre en el cono (89)y el alojamiento (91) de la válvula de retención.Los cortes menores pueden ser arreglados conuna pasta de afilado fina. Si hay daños mayoreshay que cambiar las piezas.
Controlar que el cono corre sin dificultades en elalojamiento.
Montar el cono (89), la junta tórica (90) y el alojami-ento (91) de la válvula de retención en la pieza in-termedia.
Lubricar las piezas con grasa de manera tal quequeden en su lugar cuando se monta la pieza inter-media.
44
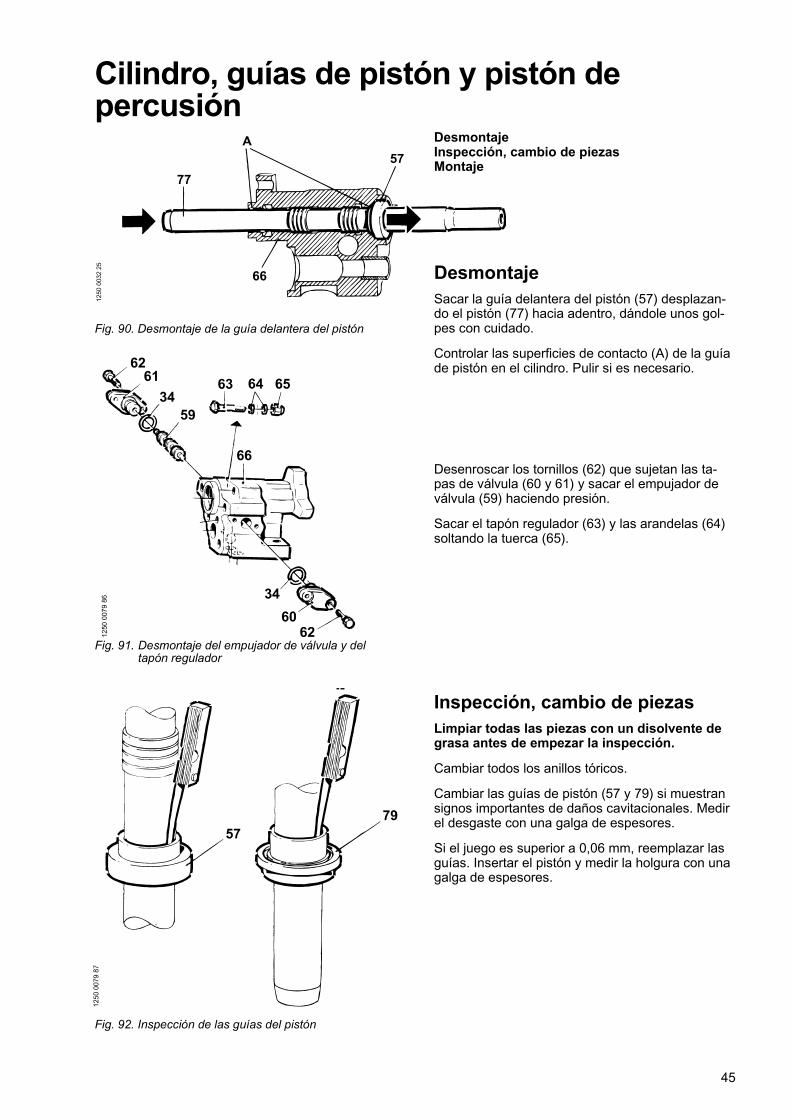
Cilindro, guías de pistón y pistón depercusión
Fig. 90. Desmontaje de la guía delantera del pistón
Fig. 91. Desmontaje del empujador de válvula y del tapón regulador
Fig. 92. Inspección de las guías del pistón
DesmontajeInspección, cambio de piezasMontaje
DesmontajeSacar la guía delantera del pistón (57) desplazan-do el pistón (77) hacia adentro, dándole unos gol-pes con cuidado.
Controlar las superficies de contacto (A) de la guíade pistón en el cilindro. Pulir si es necesario.
Desenroscar los tornillos (62) que sujetan las ta-pas de válvula (60 y 61) y sacar el empujador deválvula (59) haciendo presión.
Sacar el tapón regulador (63) y las arandelas (64)soltando la tuerca (65).
Inspección, cambio de piezasLimpiar todas las piezas con un disolvente degrasa antes de empezar la inspección.
Cambiar todos los anillos tóricos.
Cambiar las guías de pistón (57 y 79) si muestransignos importantes de daños cavitacionales. Medirel desgaste con una galga de espesores.
Si el juego es superior a 0,06 mm, reemplazar lasguías. Insertar el pistón y medir la holgura con unagalga de espesores.
45
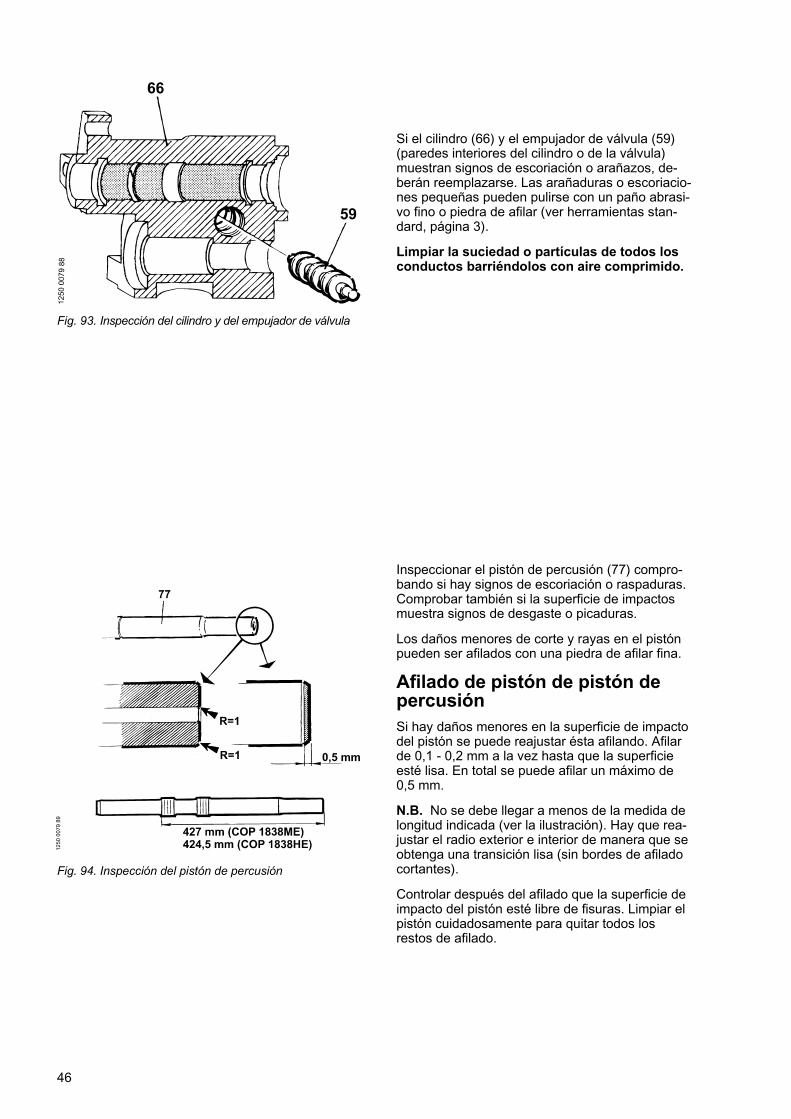
Fig. 93. Inspección del cilindro y del empujador de válvula
Fig. 94. Inspección del pistón de percusión
Si el cilindro (66) y el empujador de válvula (59)(paredes interiores del cilindro o de la válvula)muestran signos de escoriación o arañazos, de-berán reemplazarse. Las arañaduras o escoriacio-nes pequeñas pueden pulirse con un paño abrasi-vo fino o piedra de afilar (ver herramientas stan-dard, página 3).
Limpiar la suciedad o partículas de todos losconductos barriéndolos con aire comprimido.
Inspeccionar el pistón de percusión (77) compro-bando si hay signos de escoriación o raspaduras.Comprobar también si la superficie de impactosmuestra signos de desgaste o picaduras.
Los daños menores de corte y rayas en el pistónpueden ser afilados con una piedra de afilar fina.
Afilado de pistón de pistón depercusiónSi hay daños menores en la superficie de impactodel pistón se puede reajustar ésta afilando. Afilarde 0,1 - 0,2 mm a la vez hasta que la superficieesté lisa. En total se puede afilar un máximo de0,5 mm.
N.B. No se debe llegar a menos de la medida delongitud indicada (ver la ilustración). Hay que rea-justar el radio exterior e interior de manera que seobtenga una transición lisa (sin bordes de afiladocortantes).
Controlar después del afilado que la superficie deimpacto del pistón esté libre de fisuras. Limpiar elpistón cuidadosamente para quitar todos losrestos de afilado.
46
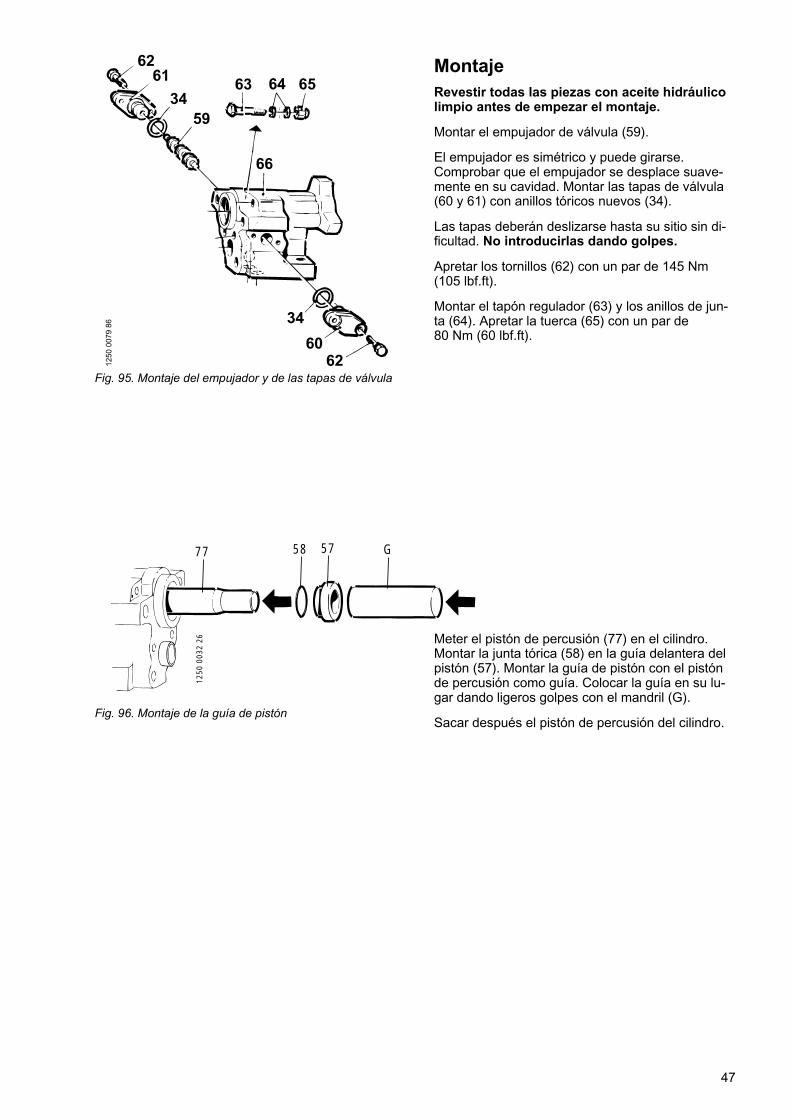
Fig. 95. Montaje del empujador y de las tapas de válvula
Fig. 96. Montaje de la guía de pistón
MontajeRevestir todas las piezas con aceite hidráulicolimpio antes de empezar el montaje.
Montar el empujador de válvula (59).
El empujador es simétrico y puede girarse.Comprobar que el empujador se desplace suave-mente en su cavidad. Montar las tapas de válvula(60 y 61) con anillos tóricos nuevos (34).
Las tapas deberán deslizarse hasta su sitio sin di-ficultad. No introducirlas dando golpes.
Apretar los tornillos (62) con un par de 145 Nm (105 lbf.ft).
Montar el tapón regulador (63) y los anillos de jun-ta (64). Apretar la tuerca (65) con un par de 80 Nm (60 lbf.ft).
Meter el pistón de percusión (77) en el cilindro.Montar la junta tórica (58) en la guía delantera delpistón (57). Montar la guía de pistón con el pistónde percusión como guía. Colocar la guía en su lu-gar dando ligeros golpes con el mandril (G).
Sacar después el pistón de percusión del cilindro.
1250
003
2 26
G575877
47
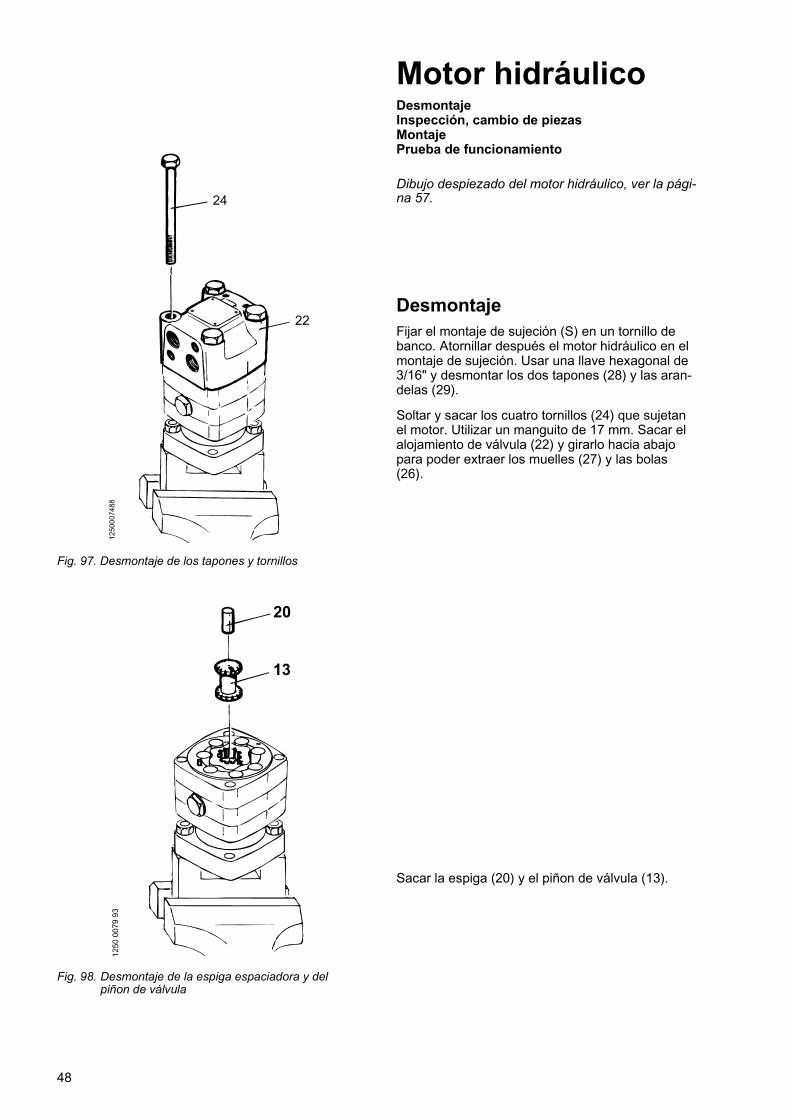
Fig. 97. Desmontaje de los tapones y tornillos
Fig. 98. Desmontaje de la espiga espaciadora y del piñon de válvula
Motor hidráulicoDesmontajeInspección, cambio de piezasMontajePrueba de funcionamiento
Dibujo despiezado del motor hidráulico, ver la pági-na 57.
DesmontajeFijar el montaje de sujeción (S) en un tornillo debanco. Atornillar después el motor hidráulico en elmontaje de sujeción. Usar una llave hexagonal de3/16" y desmontar los dos tapones (28) y las aran-delas (29).
Soltar y sacar los cuatro tornillos (24) que sujetanel motor. Utilizar un manguito de 17 mm. Sacar elalojamiento de válvula (22) y girarlo hacia abajopara poder extraer los muelles (27) y las bolas(26).
Sacar la espiga (20) y el piñon de válvula (13).
48
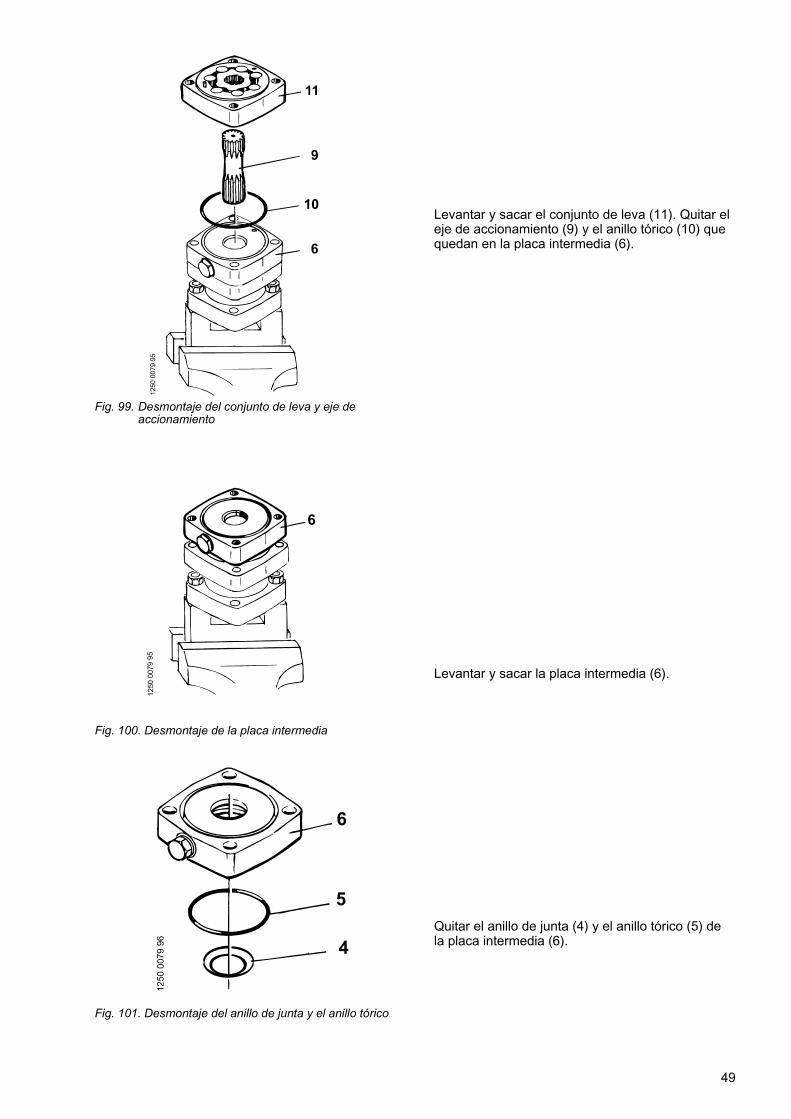
Fig. 99. Desmontaje del conjunto de leva y eje de accionamiento
Fig. 100. Desmontaje de la placa intermedia
Fig. 101. Desmontaje del anillo de junta y el anillo tórico
Levantar y sacar el conjunto de leva (11). Quitar eleje de accionamiento (9) y el anillo tórico (10) quequedan en la placa intermedia (6).
Levantar y sacar la placa intermedia (6).
Quitar el anillo de junta (4) y el anillo tórico (5) dela placa intermedia (6).
49

Fig. 102. Desmontaje del eje estriado
Fig. 103. Desmontaje de los anillos de junta
Invertir el portacojinete (1) y quitar el eje estriado(3) dando unos golpes con un mazo de plástico.
Quitar los anillos de junta (2 y 25) empleando uncasquillo con un diámetro externo de 36 mm y unmazo de plástico.
50
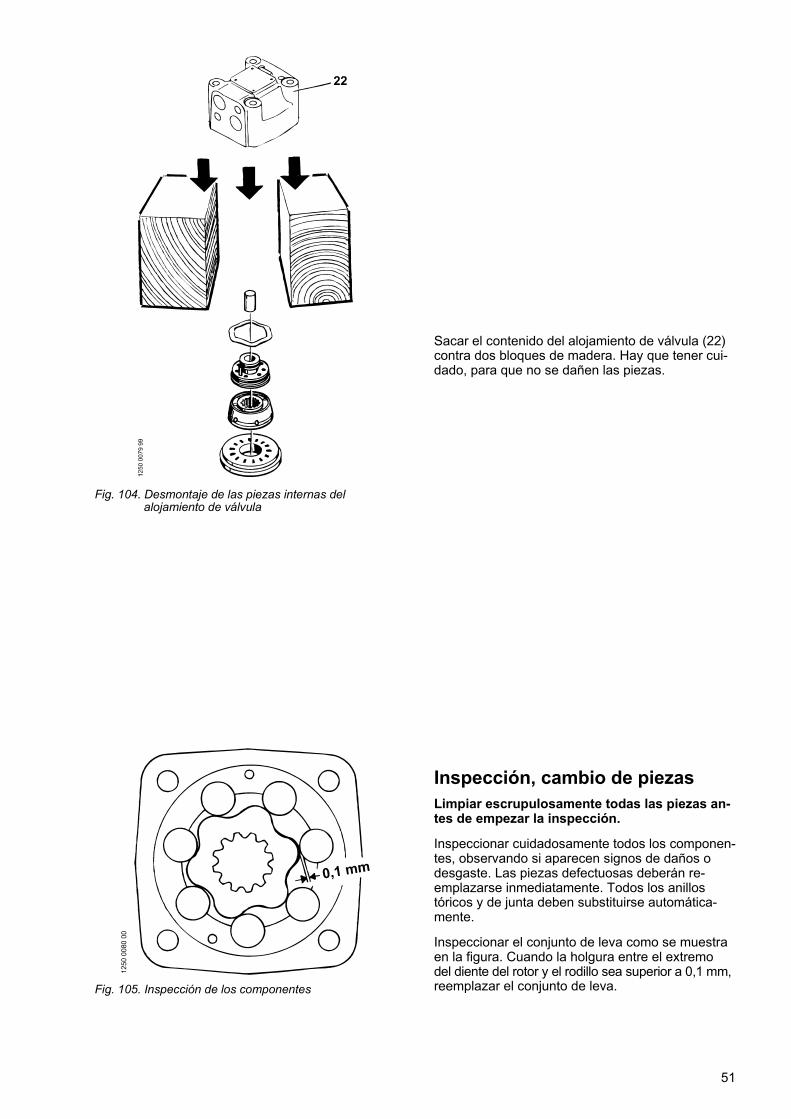
Fig. 104. Desmontaje de las piezas internas del alojamiento de válvula
Fig. 105. Inspección de los componentes
Sacar el contenido del alojamiento de válvula (22)contra dos bloques de madera. Hay que tener cui-dado, para que no se dañen las piezas.
Inspección, cambio de piezasLimpiar escrupulosamente todas las piezas an-tes de empezar la inspección.
Inspeccionar cuidadosamente todos los componen-tes, observando si aparecen signos de daños odesgaste. Las piezas defectuosas deberán re-emplazarse inmediatamente. Todos los anillostóricos y de junta deben substituirse automática-mente.
Inspeccionar el conjunto de leva como se muestraen la figura. Cuando la holgura entre el extremodel diente del rotor y el rodillo sea superior a 0,1 mm,reemplazar el conjunto de leva.
51
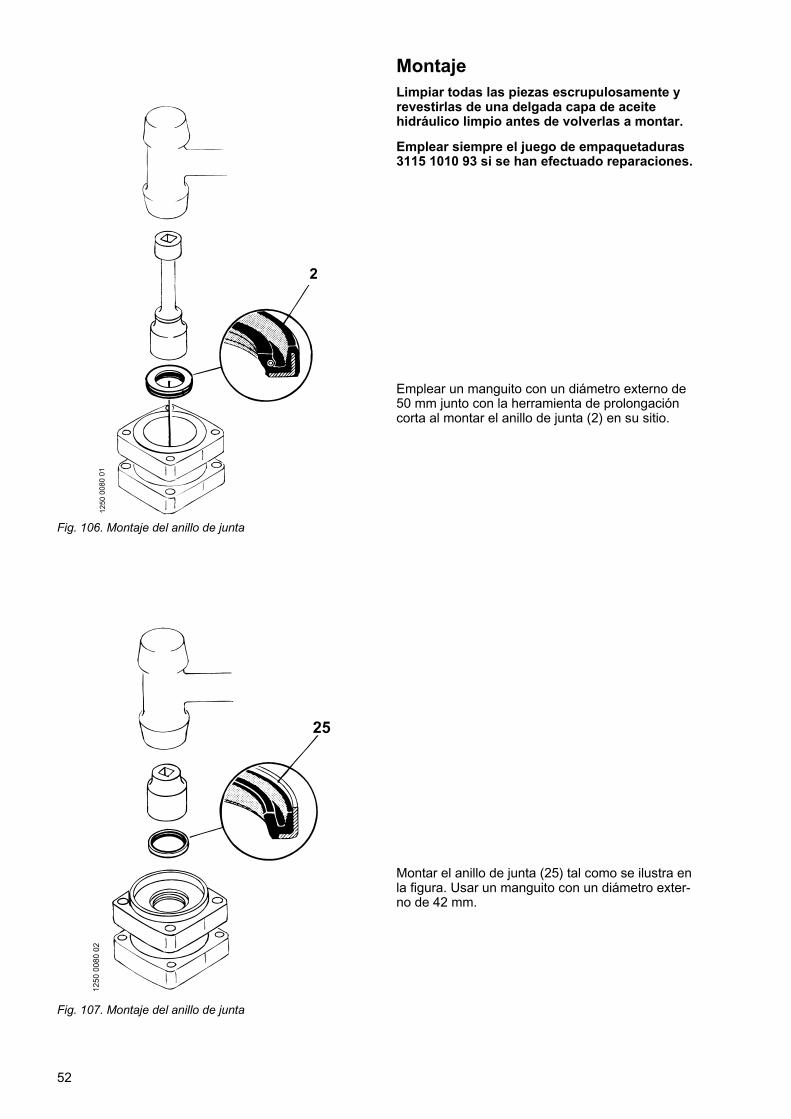
Fig. 106. Montaje del anillo de junta
Fig. 107. Montaje del anillo de junta
MontajeLimpiar todas las piezas escrupulosamente yrevestirlas de una delgada capa de aceitehidráulico limpio antes de volverlas a montar.
Emplear siempre el juego de empaquetaduras 3115 1010 93 si se han efectuado reparaciones.
Emplear un manguito con un diámetro externo de 50 mm junto con la herramienta de prolongacióncorta al montar el anillo de junta (2) en su sitio.
Montar el anillo de junta (25) tal como se ilustra enla figura. Usar un manguito con un diámetro exter-no de 42 mm.
52

Fig. 108. Montaje del eje estriado
Fig. 109. Montaje del anillo de junta en la placa intermedia
Fijar el montaje de sujeción (S) en un tornillo debanco. Atornillar después la caja de cojinetes (1)en el montaje de sujeción.
Meter después el eje estriado (3) en la caja de coji-netes dando ligeros golpes con un mazo de plás-tico.
NOTA. Hay que controlar que centra el mangui-to espaciador entre los cojinetes.Montar la junta tórica (5) en la caja de cojinetes.
Engrasar el anillo de cierre (4) y colocarlo en laplaca intermedia (6) con el diámetro grande contrala placa intermedia.
53
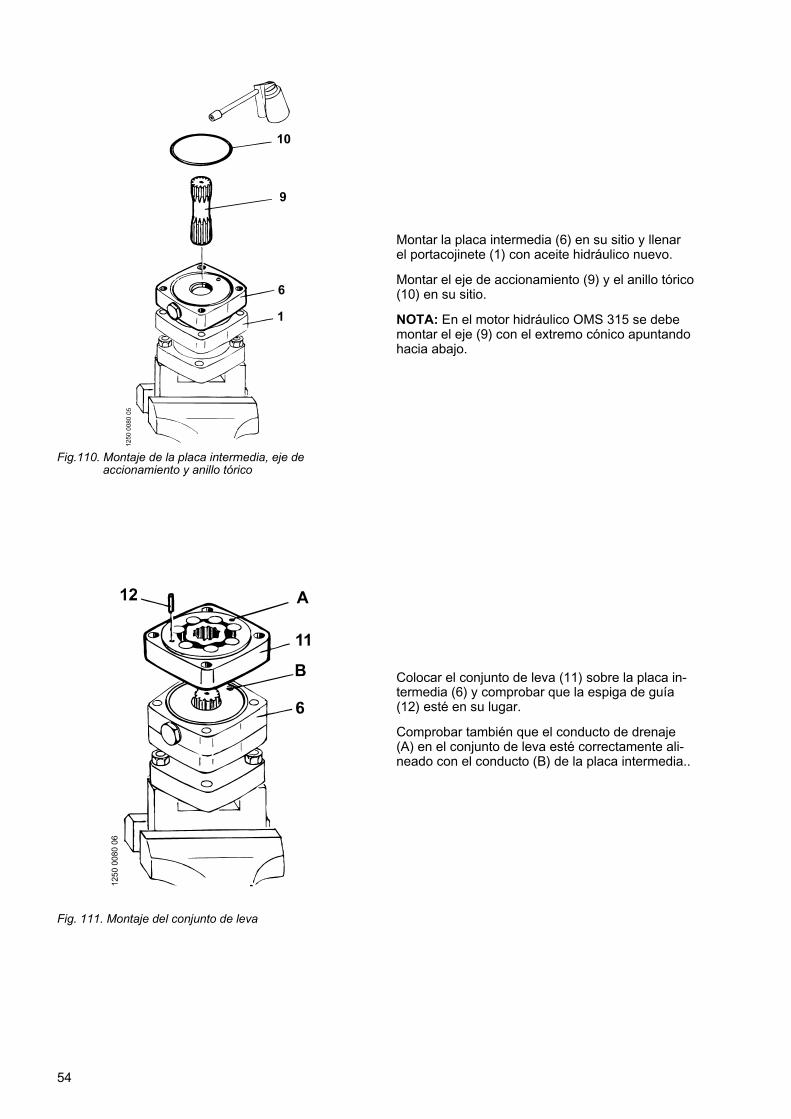
Fig.110. Montaje de la placa intermedia, eje de accionamiento y anillo tórico
Fig. 111. Montaje del conjunto de leva
Montar la placa intermedia (6) en su sitio y llenarel portacojinete (1) con aceite hidráulico nuevo.
Montar el eje de accionamiento (9) y el anillo tórico(10) en su sitio.
NOTA: En el motor hidráulico OMS 315 se debemontar el eje (9) con el extremo cónico apuntandohacia abajo.
Colocar el conjunto de leva (11) sobre la placa in-termedia (6) y comprobar que la espiga de guía(12) esté en su lugar.
Comprobar también que el conducto de drenaje(A) en el conjunto de leva esté correctamente ali-neado con el conducto (B) de la placa intermedia..
54
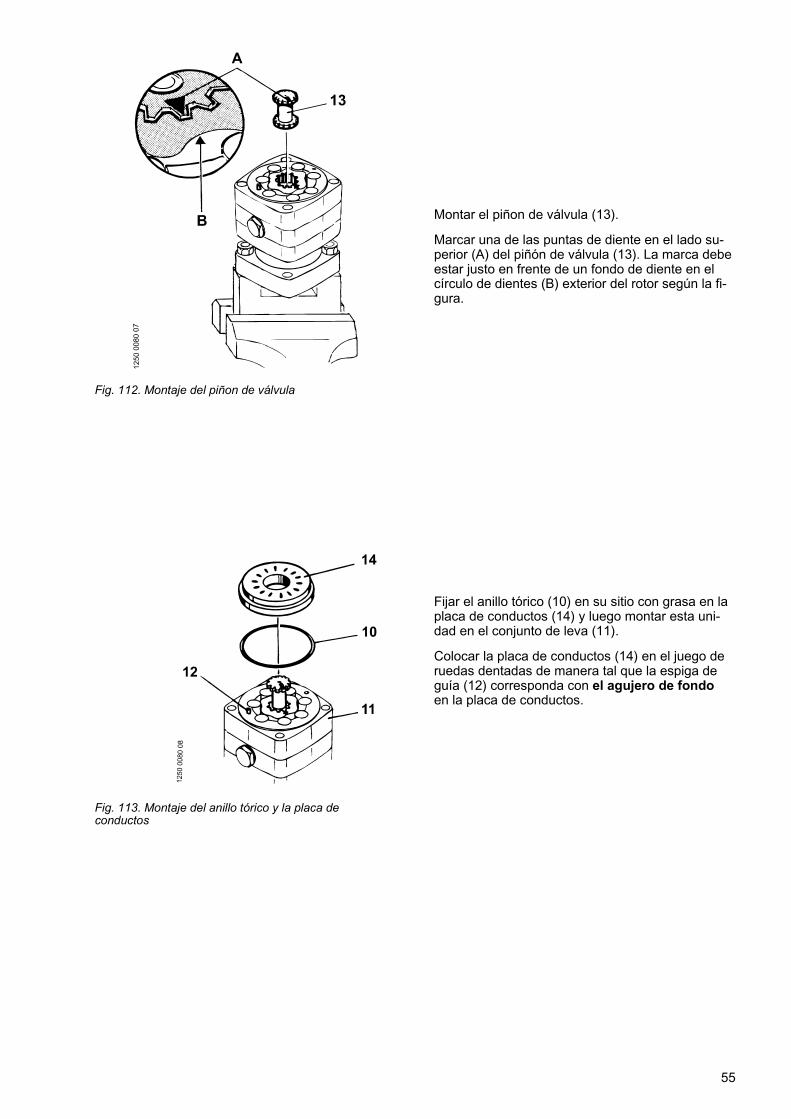
Fig. 112. Montaje del piñon de válvula
Fig. 113. Montaje del anillo tórico y la placa deconductos
Montar el piñon de válvula (13).
Marcar una de las puntas de diente en el lado su-perior (A) del piñón de válvula (13). La marca debeestar justo en frente de un fondo de diente en elcírculo de dientes (B) exterior del rotor según la fi-gura.
Fijar el anillo tórico (10) en su sitio con grasa en laplaca de conductos (14) y luego montar esta uni-dad en el conjunto de leva (11).
Colocar la placa de conductos (14) en el juego deruedas dentadas de manera tal que la espiga deguía (12) corresponda con el agujero de fondoen la placa de conductos.
55
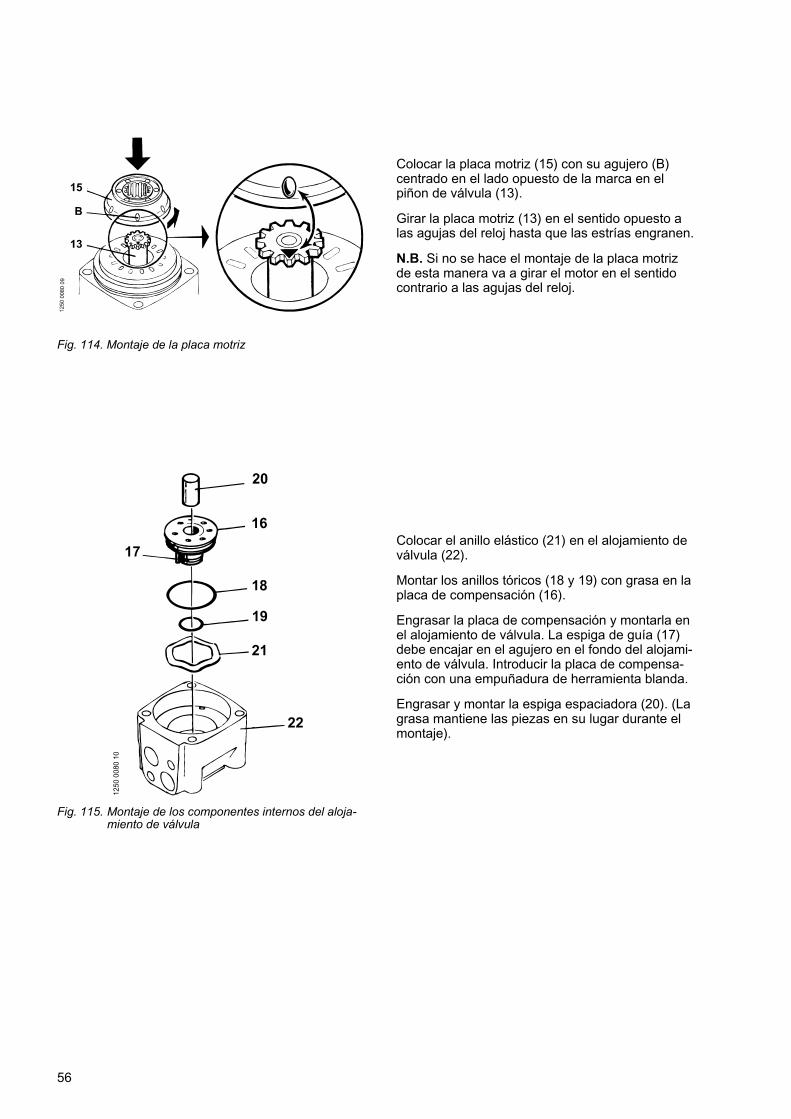
Fig. 114. Montaje de la placa motriz
Fig. 115. Montaje de los componentes internos del aloja- miento de válvula
Colocar la placa motriz (15) con su agujero (B)centrado en el lado opuesto de la marca en elpiñon de válvula (13).
Girar la placa motriz (13) en el sentido opuesto alas agujas del reloj hasta que las estrías engranen.
N.B. Si no se hace el montaje de la placa motrizde esta manera va a girar el motor en el sentidocontrario a las agujas del reloj.
Colocar el anillo elástico (21) en el alojamiento deválvula (22).
Montar los anillos tóricos (18 y 19) con grasa en laplaca de compensación (16).
Engrasar la placa de compensación y montarla enel alojamiento de válvula. La espiga de guía (17)debe encajar en el agujero en el fondo del alojami-ento de válvula. Introducir la placa de compensa-ción con una empuñadura de herramienta blanda.
Engrasar y montar la espiga espaciadora (20). (Lagrasa mantiene las piezas en su lugar durante elmontaje).
56
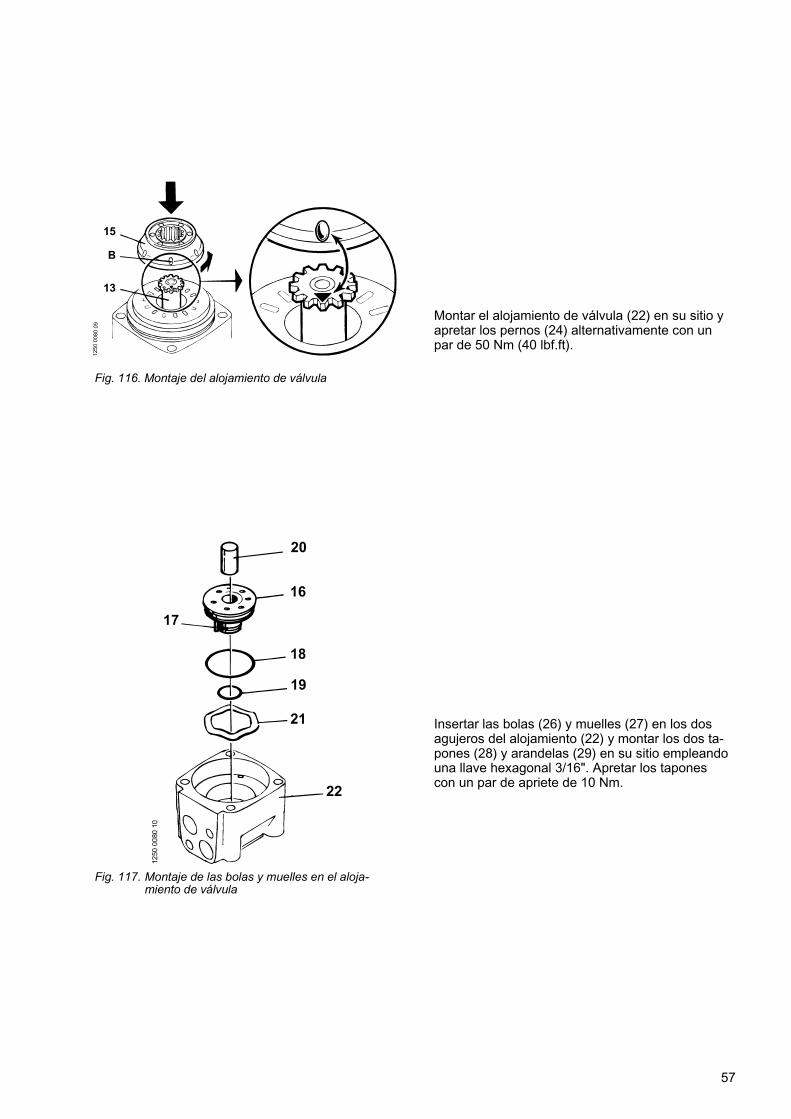
Fig. 116. Montaje del alojamiento de válvula
Fig. 117. Montaje de las bolas y muelles en el aloja- miento de válvula
Montar el alojamiento de válvula (22) en su sitio yapretar los pernos (24) alternativamente con unpar de 50 Nm (40 lbf.ft).
Insertar las bolas (26) y muelles (27) en los dosagujeros del alojamiento (22) y montar los dos ta-pones (28) y arandelas (29) en su sitio empleandouna llave hexagonal 3/16". Apretar los taponescon un par de apriete de 10 Nm.
57
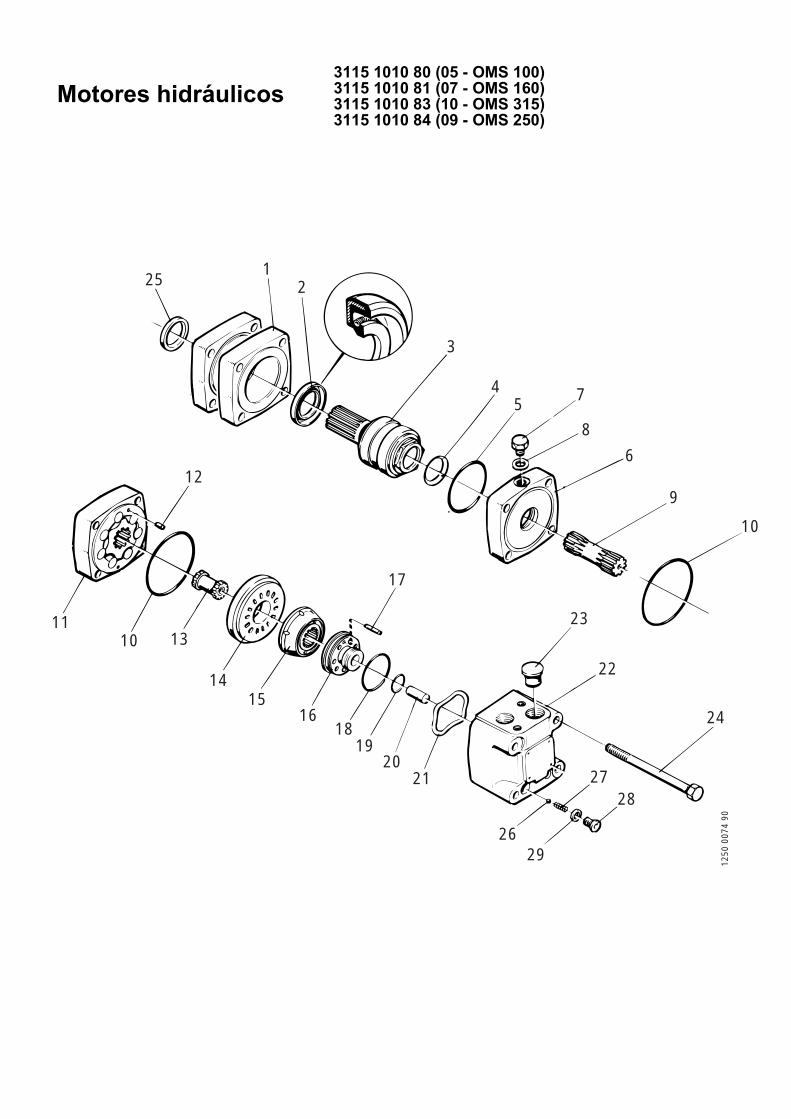
Motores hidráulicos3115 1010 80 (05 - OMS 100)3115 1010 81 (07 - OMS 160)3115 1010 83 (10 - OMS 315)3115 1010 84 (09 - OMS 250)
1250
007
4 90
1110 13
1415
1618
19
12
17
2021
2629
2827
24
22
23
10
9
6
8
75
4
3
21
25


Prueba del motor hidráulico
Fig. 118. Control del motor
Fig. 119. Prueba de fugas de aceite
Conectar el motor tal como se muestra en la figura(P = Presión; R = Retorno). Dejarlo girar duranteunos 30 segundos con 10 l/min (2,6 US gal/min)como máx. Comprobar que el motor gire suave-mente y que no se aperciban disonancias.
Tensar la herramienta de sujeción (S) en el tornillode banco. Posicionar el motor como se muestra enla figura, de tal manera que el eje estriado del mo-tor quede inmovilizado contra el movimiento. Co-nectar las mangueras hidráulicas (P=Presion;R=Retorno) y ajustar la presión hidráulica a 40 bar(580 lbs/pulg2). El flujo de aceite de fugas del mo-tor no debe sobrepasar 2–3 l/min. (0,5–0,8 USgal/min).
58
Montaje de los componentes principalesde la perforadoraGeneralidadesAntes de proceder al montaje, todos los com-ponentes deberán haberse limpiado escrupulo-samente y revestido con una delgada capa deaceite hidráulico limpio.
Los anillos tóricos desmontados deberán sub-stituirse por anillos tóricos nuevos que tam-bién hayan sido revestidos con grasa de silico-na.
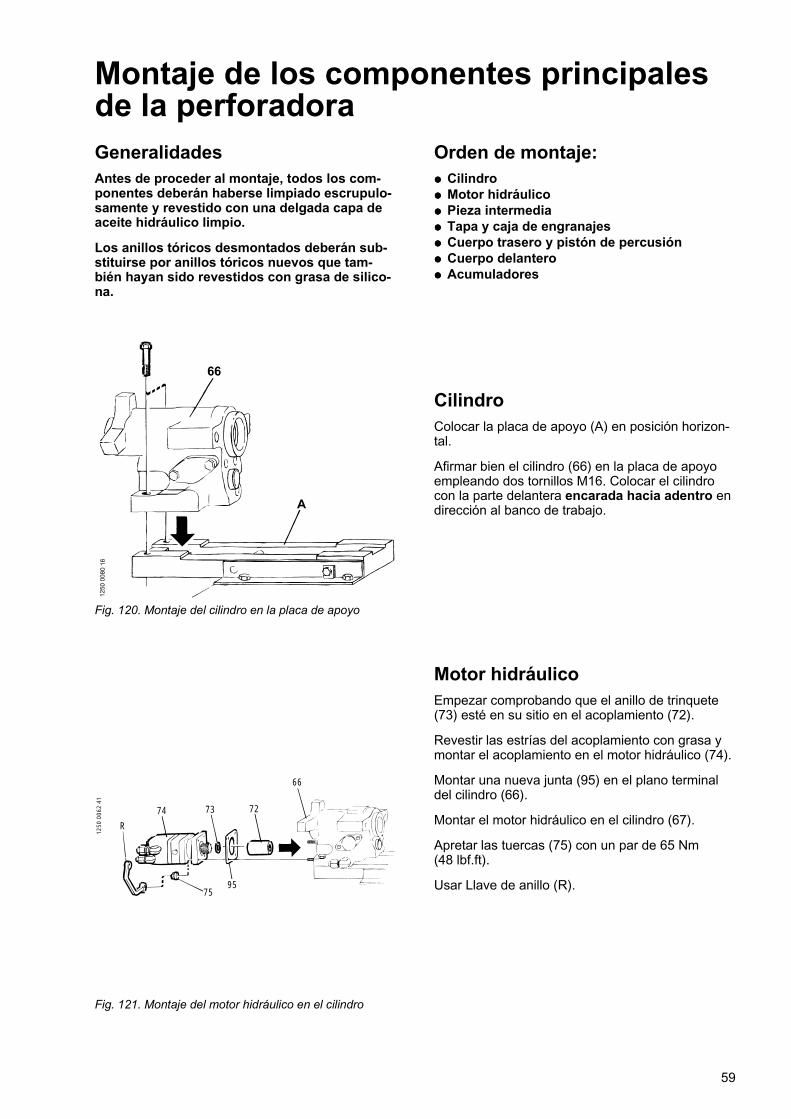
Fig. 120. Montaje del cilindro en la placa de apoyo
Fig. 121. Montaje del motor hidráulico en el cilindro
Orden de montaje:•••• Cilindro•••• Motor hidráulico•••• Pieza intermedia•••• Tapa y caja de engranajes•••• Cuerpo trasero y pistón de percusión•••• Cuerpo delantero•••• Acumuladores
CilindroColocar la placa de apoyo (A) en posición horizon-tal.
Afirmar bien el cilindro (66) en la placa de apoyoempleando dos tornillos M16. Colocar el cilindrocon la parte delantera encarada hacia adentro endirección al banco de trabajo.
Motor hidráulicoEmpezar comprobando que el anillo de trinquete(73) esté en su sitio en el acoplamiento (72).
Revestir las estrías del acoplamiento con grasa ymontar el acoplamiento en el motor hidráulico (74).
Montar una nueva junta (95) en el plano terminaldel cilindro (66).
Montar el motor hidráulico en el cilindro (67).
Apretar las tuercas (75) con un par de 65 Nm (48 lbf.ft).
Usar Llave de anillo (R).75
R
74 72
95
1250
006
2 41
73
66
59
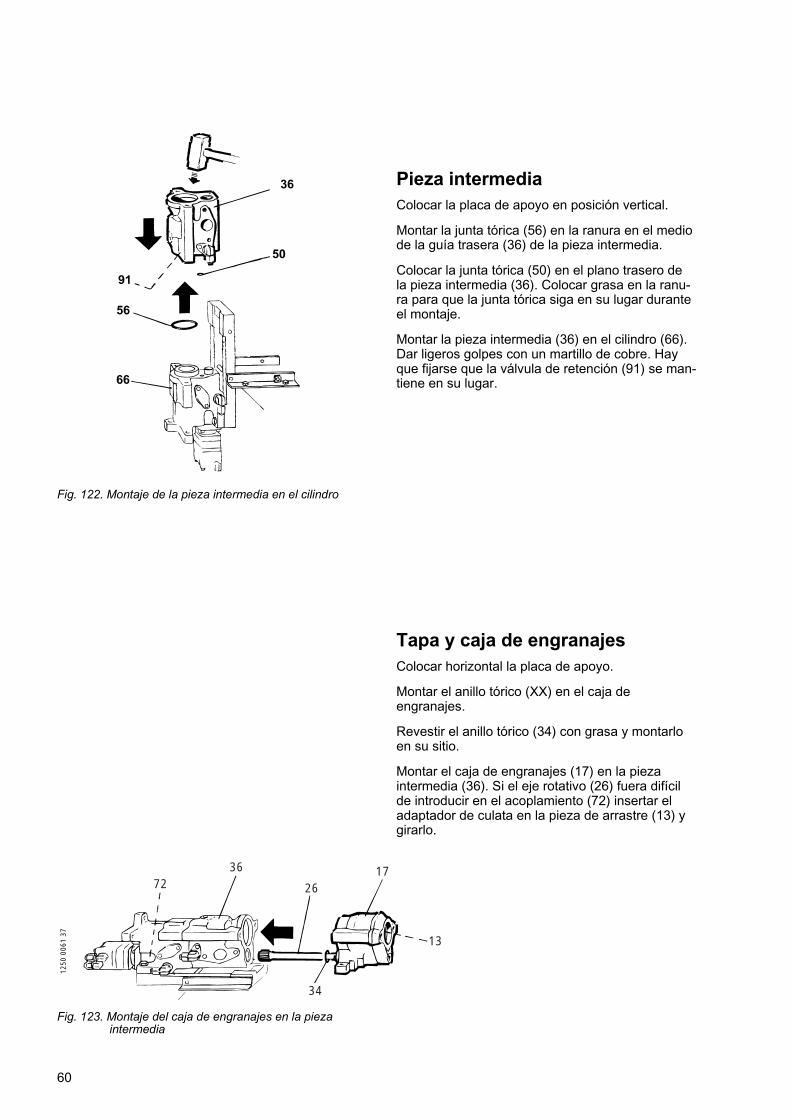
Fig. 122. Montaje de la pieza intermedia en el cilindro
Fig. 123. Montaje del caja de engranajes en la pieza intermedia
Pieza intermediaColocar la placa de apoyo en posición vertical.
Montar la junta tórica (56) en la ranura en el mediode la guía trasera (36) de la pieza intermedia.
Colocar la junta tórica (50) en el plano trasero dela pieza intermedia (36). Colocar grasa en la ranu-ra para que la junta tórica siga en su lugar duranteel montaje.
Montar la pieza intermedia (36) en el cilindro (66).Dar ligeros golpes con un martillo de cobre. Hayque fijarse que la válvula de retención (91) se man-tiene en su lugar.
Tapa y caja de engranajesColocar horizontal la placa de apoyo.
Montar el anillo tórico (XX) en el caja de engranajes.
Revestir el anillo tórico (34) con grasa y montarloen su sitio.
Montar el caja de engranajes (17) en la pieza intermedia (36). Si el eje rotativo (26) fuera difícilde introducir en el acoplamiento (72) insertar eladaptador de culata en la pieza de arrastre (13) ygirarlo.
72
1250
006
1 37
36
2617
13
34
60
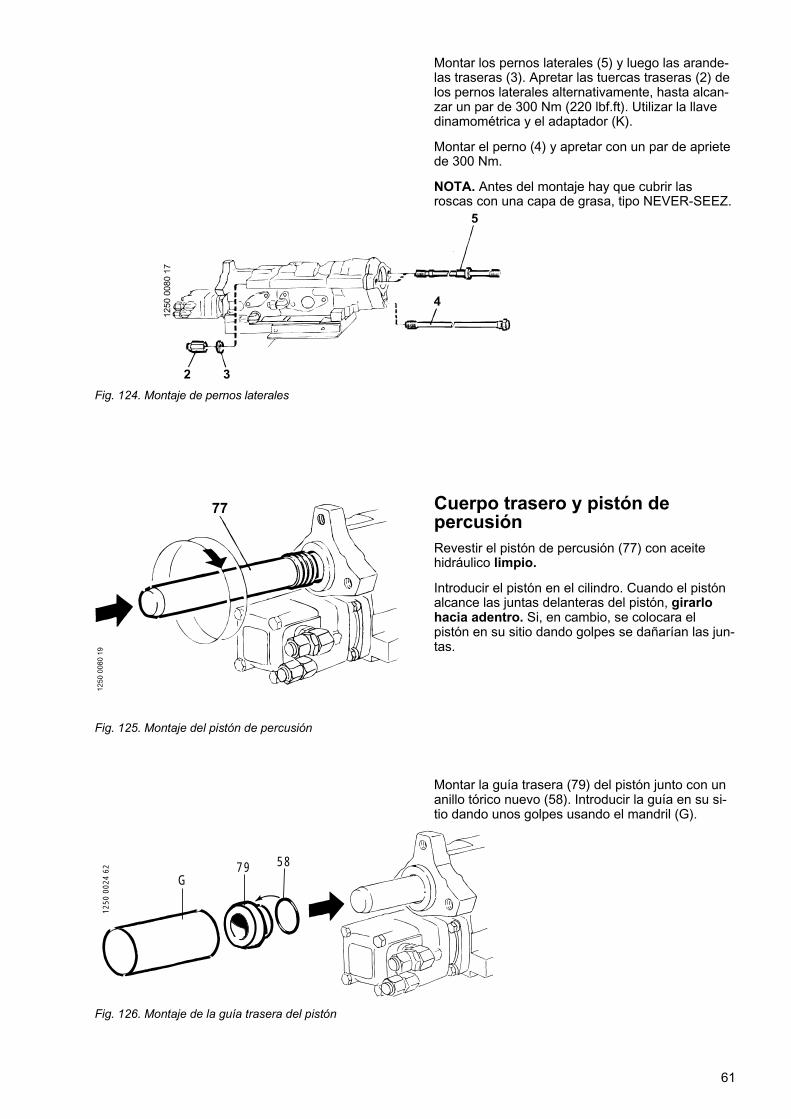
Fig. 124. Montaje de pernos laterales
Fig. 125. Montaje del pistón de percusión
Fig. 126. Montaje de la guía trasera del pistón
Montar los pernos laterales (5) y luego las arande-las traseras (3). Apretar las tuercas traseras (2) delos pernos laterales alternativamente, hasta alcan-zar un par de 300 Nm (220 lbf.ft). Utilizar la llavedinamométrica y el adaptador (K).
Montar el perno (4) y apretar con un par de aprietede 300 Nm.
NOTA. Antes del montaje hay que cubrir lasroscas con una capa de grasa, tipo NEVER-SEEZ.
Cuerpo trasero y pistón depercusiónRevestir el pistón de percusión (77) con aceitehidráulico limpio.
Introducir el pistón en el cilindro. Cuando el pistónalcance las juntas delanteras del pistón, girarlohacia adentro. Si, en cambio, se colocara elpistón en su sitio dando golpes se dañarían las jun-tas.
Montar la guía trasera (79) del pistón junto con unanillo tórico nuevo (58). Introducir la guía en su si-tio dando unos golpes usando el mandril (G).
1250
002
4 62
G5879
61

Fig. 127. Montaje del cuerpo trasero en el cilindro
Fig. 128. Montaje del cuerpo delantero
Fig. 129. Montaje de la placa de conexión en el cuerpo delantero
Montar el anillo tórico (78) en el cilindro. Revestirel anillo tórico (76) con grasa y colocarlo en su si-tio en la ranura del cilindro.
Antes del montaje del cuerpo trasero hay que con-trolar que el pistón (77) se puede mover hacia ade-lante y hacia atrás con un movimiento giratorio.
Montar con cuidado el cuerpo trasero en el cilin-dro, comprobando que durante esta operación nose dañen el pistón de percusión ni las juntas.
Apretar los 3 tornillos de cuerpo trasero (84) alter-nativamente con un par de apriete de 22 Nm. Hayque hacer un apriete final de los dos tornillos infe-riores antes del superior.
Utilizar la llave dinamométrica y el adaptador (K).
Cuerpo delanteroComprobar que el pasador (9) está montado en latapa. Colocar el cuerpo delantero (1B) en los per-nos laterales (5).
Montar las arandelas (3) y las tuercas (2).
N.B. Antes del montaje se deben untar las roscascon grasa tipo NEVER-SEEZ.
Apretar las tuercas (2) alternativamente con un parde apriete de 350 Nm (260 lbf.ft).
Montar la junta acopada (6) en el cabezal de barrido.
Montar la placa de conexión (5) en el cuerpo delantero. Apretar los tornillos (4) con un par de 90 Nm (65 lbf.ft).
Montar la boquilla (6) en la placa de conexiones.Apretar después con un par de apriete de 300 Nm.
62

Fig. 130. Montaje de los acumuladores
Fig. 131. Etiquetas de seguridad de acumuladores
Fig. 132. Montaje del acumulador de retorno
Acumuladores
Colocar las juntas tóricas (34) en los acumulado-res (52 resp. 92), y después montar después losacumuladores en la pieza intermedia (36).
Montar el acumulador amortiguador (92) en el ladoizquierdo de la perforadora, y el acumulador deentrada (52) en el lado derecho de la perforadora(lado de manguera).
Apretar los tornillos (93 resp. 4 alt. 74) alternativa-mente a un par de apriete de 220 Nm (160 lbf.ft.).
Controlar que los acumuladores (55, 92) tienen lasetiquetas de seguridad correctas y que las etique-tas no están dañadas.
¡Hay que cambiar las etiquetas dañadas!.
Atornillar el acumulador de retorno en la boquilla(17), en equipos de perforación subterránea) u (A, en equipos de perforación superficie) de mane-ra tal que el tapón (11) sea accesible para compro-bar la membrana del acumulador.
Colocar la abrazadera (13) en el acumulador ymontar el soporte (12) con los tornillos (14, 16) ylas tuercas (15).A
1250
002
4 63 16
12
14
13
1715 94
11
CUIDADO•••• Montar los acumuladores en la perforado-
ra usando tornillos originales que noestán dañados.El acumulador de entrada (52) (modelomayor para COP 1838HE) debe tener dostornillos (7) con una longitud de 100 mm.
•••• El acumulador de entrada (52) (modelo me-nor para COP 1838ME) debe tener dos tor-nillos (4) con una longitud de 70 mm.El acumulador amortiguador (92) debe te-ner dos tornillos (93) con una longitud de70 mm.Cambiar los dos tornillos al mismo tiempoaun cuando sólo sea uno de éstos queestá corroído o dañado de otra manera.Los tornillos defectuosos pueden causarfugas peligrosas de aceite o que el acumu-
= hay que leer el libro de instruccio- nes cuidadosamente antes de ha- cer servicio o cambio
= Debe ser cargado sólo con nitrógeno
63
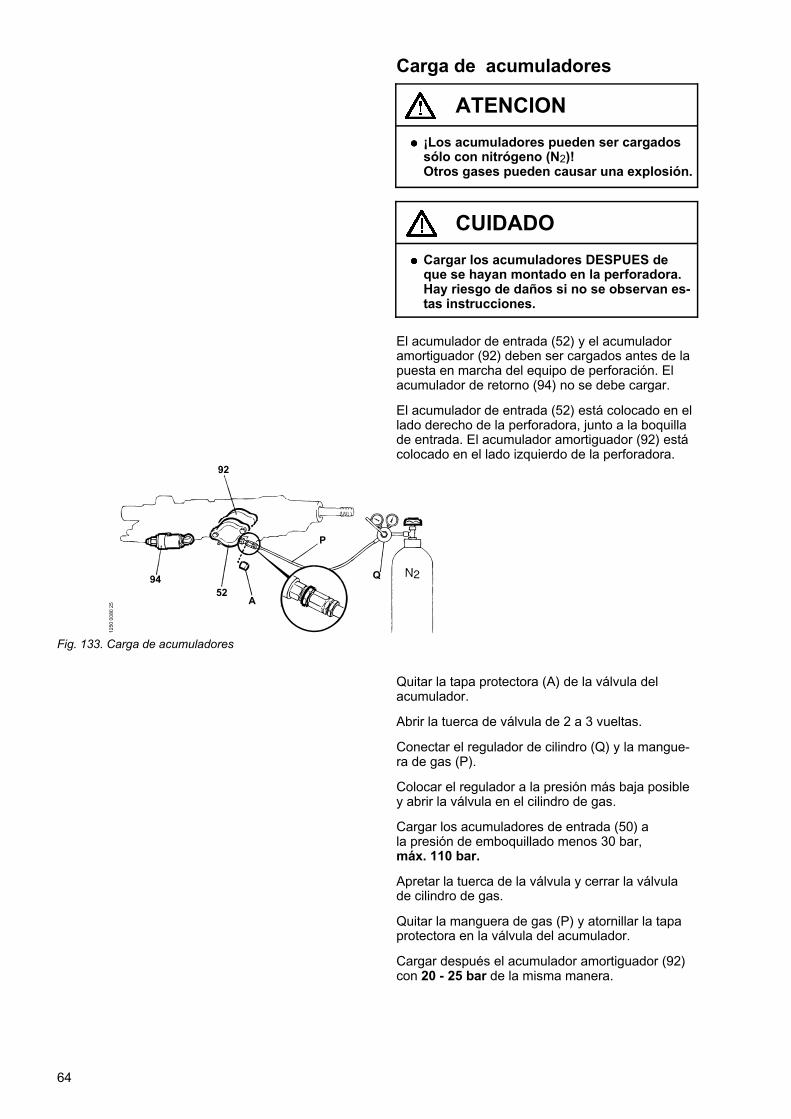
Fig. 133. Carga de acumuladores
Carga de acumuladores
El acumulador de entrada (52) y el acumuladoramortiguador (92) deben ser cargados antes de lapuesta en marcha del equipo de perforación. Elacumulador de retorno (94) no se debe cargar.
El acumulador de entrada (52) está colocado en ellado derecho de la perforadora, junto a la boquillade entrada. El acumulador amortiguador (92) estácolocado en el lado izquierdo de la perforadora.
Quitar la tapa protectora (A) de la válvula del acumulador.
Abrir la tuerca de válvula de 2 a 3 vueltas.
Conectar el regulador de cilindro (Q) y la mangue-ra de gas (P).
Colocar el regulador a la presión más baja posibley abrir la válvula en el cilindro de gas.
Cargar los acumuladores de entrada (50) ala presión de emboquillado menos 30 bar, máx. 110 bar.
Apretar la tuerca de la válvula y cerrar la válvulade cilindro de gas.
Quitar la manguera de gas (P) y atornillar la tapaprotectora en la válvula del acumulador.
Cargar después el acumulador amortiguador (92)con 20 - 25 bar de la misma manera.
CUIDADO•••• Cargar los acumuladores DESPUES de
que se hayan montado en la perforadora.Hay riesgo de daños si no se observan es-tas instrucciones.
ATENCION•••• ¡Los acumuladores pueden ser cargados
sólo con nitrógeno (N2)!Otros gases pueden causar una explosión.
64
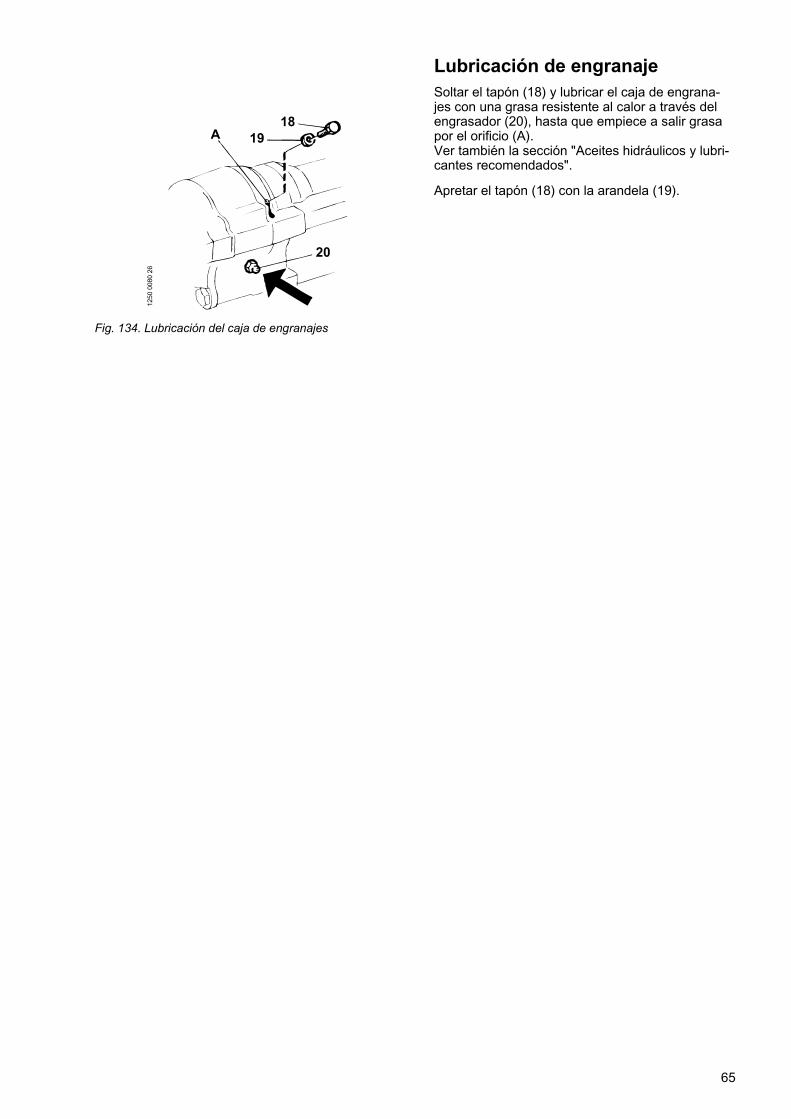
Fig. 134. Lubricación del caja de engranajes
Lubricación de engranajeSoltar el tapón (18) y lubricar el caja de engrana-jes con una grasa resistente al calor a través delengrasador (20), hasta que empiece a salir grasapor el orificio (A). Ver también la sección "Aceites hidráulicos y lubri-cantes recomendados".
Apretar el tapón (18) con la arandela (19).
65
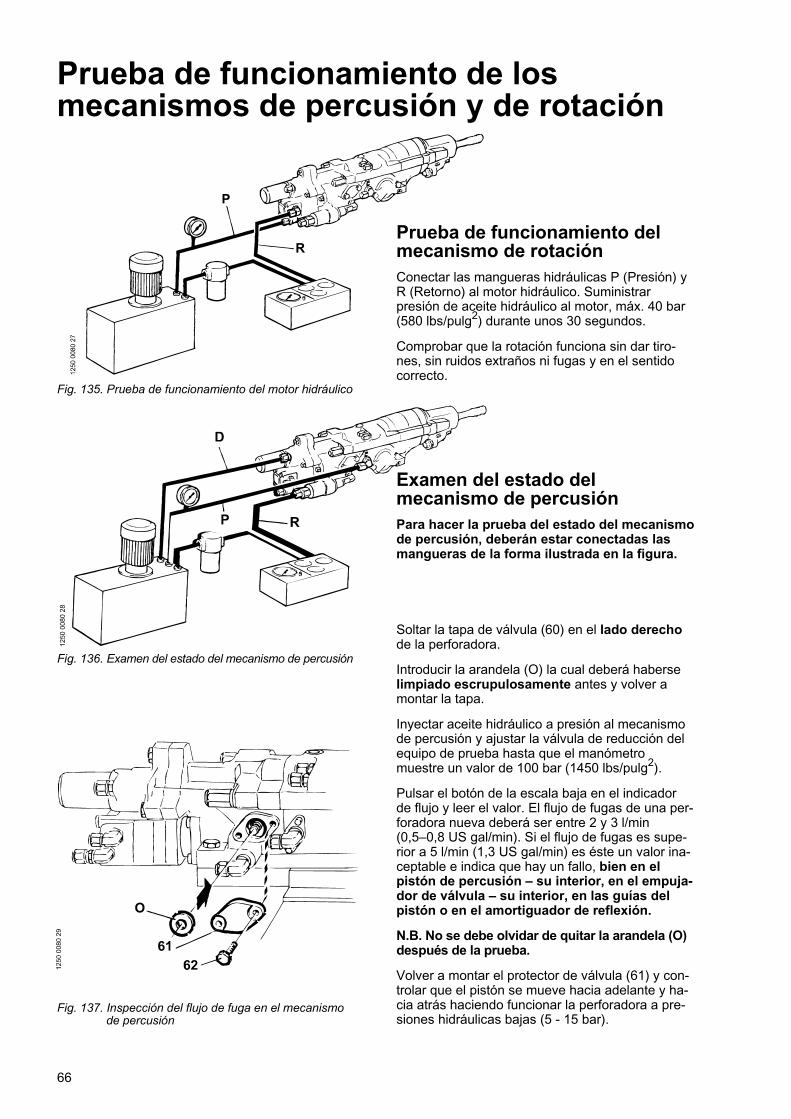
Prueba de funcionamiento de losmecanismos de percusión y de rotación
Fig. 135. Prueba de funcionamiento del motor hidráulico
Fig. 136. Examen del estado del mecanismo de percusión
Fig. 137. Inspección del flujo de fuga en el mecanismo de percusión
Prueba de funcionamiento delmecanismo de rotaciónConectar las mangueras hidráulicas P (Presión) yR (Retorno) al motor hidráulico. Suministrar presión de aceite hidráulico al motor, máx. 40 bar(580 lbs/pulg2) durante unos 30 segundos.
Comprobar que la rotación funciona sin dar tiro-nes, sin ruidos extraños ni fugas y en el sentidocorrecto.
Examen del estado delmecanismo de percusiónPara hacer la prueba del estado del mecanismode percusión, deberán estar conectadas lasmangueras de la forma ilustrada en la figura.
Soltar la tapa de válvula (60) en el lado derechode la perforadora.
Introducir la arandela (O) la cual deberá haberselimpiado escrupulosamente antes y volver amontar la tapa.
Inyectar aceite hidráulico a presión al mecanismode percusión y ajustar la válvula de reducción delequipo de prueba hasta que el manómetromuestre un valor de 100 bar (1450 lbs/pulg2).
Pulsar el botón de la escala baja en el indicadorde flujo y leer el valor. El flujo de fugas de una per-foradora nueva deberá ser entre 2 y 3 l/min (0,5–0,8 US gal/min). Si el flujo de fugas es supe-rior a 5 l/min (1,3 US gal/min) es éste un valor ina-ceptable e indica que hay un fallo, bien en elpistón de percusión – su interior, en el empuja-dor de válvula – su interior, en las guías delpistón o en el amortiguador de reflexión.
N.B. No se debe olvidar de quitar la arandela (O)después de la prueba.
Volver a montar el protector de válvula (61) y con-trolar que el pistón se mueve hacia adelante y ha-cia atrás haciendo funcionar la perforadora a pre-siones hidráulicas bajas (5 - 15 bar).
66

Pares de apriete
Núm.Ref. Cant. Punto de control Par InstruccionesNm
1 2 Pernos laterales 300 Apretar las tuercas traseras 2 1 Perno delantero 300 Apretar el perno delantero 3A 2 Pernos laterales (ME/HE) 350 Apretar las tuercas delanteras 4 3 Cuerpo trasero 220 Apretar las tuercas alternativamente a par completo
(terminar con la tuerca que está más alto) 5 1 Tapón regulador 80 6 4 Acumuladores 220 Apretar los tornillos alternativamente a par completo 7 4 Motor hidráulico 65 Apretar las tuercas alternativamente 8 2 Sujeción de abrazadera,
acumulador de retorno 30 9 4 Montaje de la
perforadora 250 Apretar los tornillos alternativamente a par completo10 1 Tapón 4511 4 Tapas de válvulas 145 Apretar los tornillos alternativamente a par completo12 2 Placa de conexiones 120 Apretar los tornillos alternativamente a par completo13 1 Conexión de barrido 30014 4 Entrada, medio de
barrido 90 Apretar los tornillos alternativamente a par completo
67

Recomendaciones de aceites hidráulicos y lubricantesLubricante Recomendación
Aceite hidráulico •••• Usar aceites hidráulicos basados en minerales o sintéticos (polialfaolefina o diéster) con buenas características contra el desgaste, para evitar la herrumbre/oxidación e impedir que se haga espuma, así como una capacidad eficaz de separación de aire y agua. Elegir un aceite con grado de viscosidad (VG) e índice de viscosidad (VI), de conformidad con la tabla abajo. Un aceite con un alto índice de viscosidad es menos sensible a los efectos de la temperatura.
Temperatura de aceite hidráulico en depósito oC ( oF) Grado de Indice de Temp. normal de funciona- Temp. mín. de puesta en marcha Temp. viscosidad VG viscosidadmiento (viscosidad 25–50 cSt) (viscosidad mín. 1000 cSt) máx. (ISO 3448) VI+50 a +70 (122 a 158) +5 (41) 80 (176) ISO VG 100 Min. 100+45 a +60 (113 a 140) –5 (23) 75 (167) ISO VG 68 Min. 100+35 a +50 (95 a 122) –10 (14) 65 (149) ISO VG 46 Min. 100+25 a +40 (77 a 104) –15 (5) 55 (131) ISO VG 32 Min. 100+10 a +25 (50 a 77) –25 (–13) 35 (95) ISO VG 15 Min. 100
Aceite para herra-mientas de aire
•••• Usar un aceite para herramientas de aire basado en minerales.
Temperatura del ambiente ° C (° F) Grado de viscosidad (ISO 3448)–30 a 0 (–22 a +32) ISO VG 32–68–10 a +20 (14 a 68) I SO VG 68–100+10 a +50 (50 a 122) ISO VG 100–150
Grasa •••• ¡IMPORTANTE! Debido a la temperatura de funcionamiento en la caja de engranajes de la perforadora (ver "Lubricación de engranaje"), se debe usar siempre una grasa de alta temperatura que contiene un ingrediente espesador y aditivos que dan resistencia a la oxidación y la herrumbre. La grasa debe tener también una buena resistencia al agua.Características Número NLGI 2 Viscosidad de aceite básico 110 cSt a 40 oC (104 oF)de la grasa Temp. de condensación 250 oC (480 oF) Temp. de funcionamiento –20 a +150 oC (–4 a 300 oF)
68
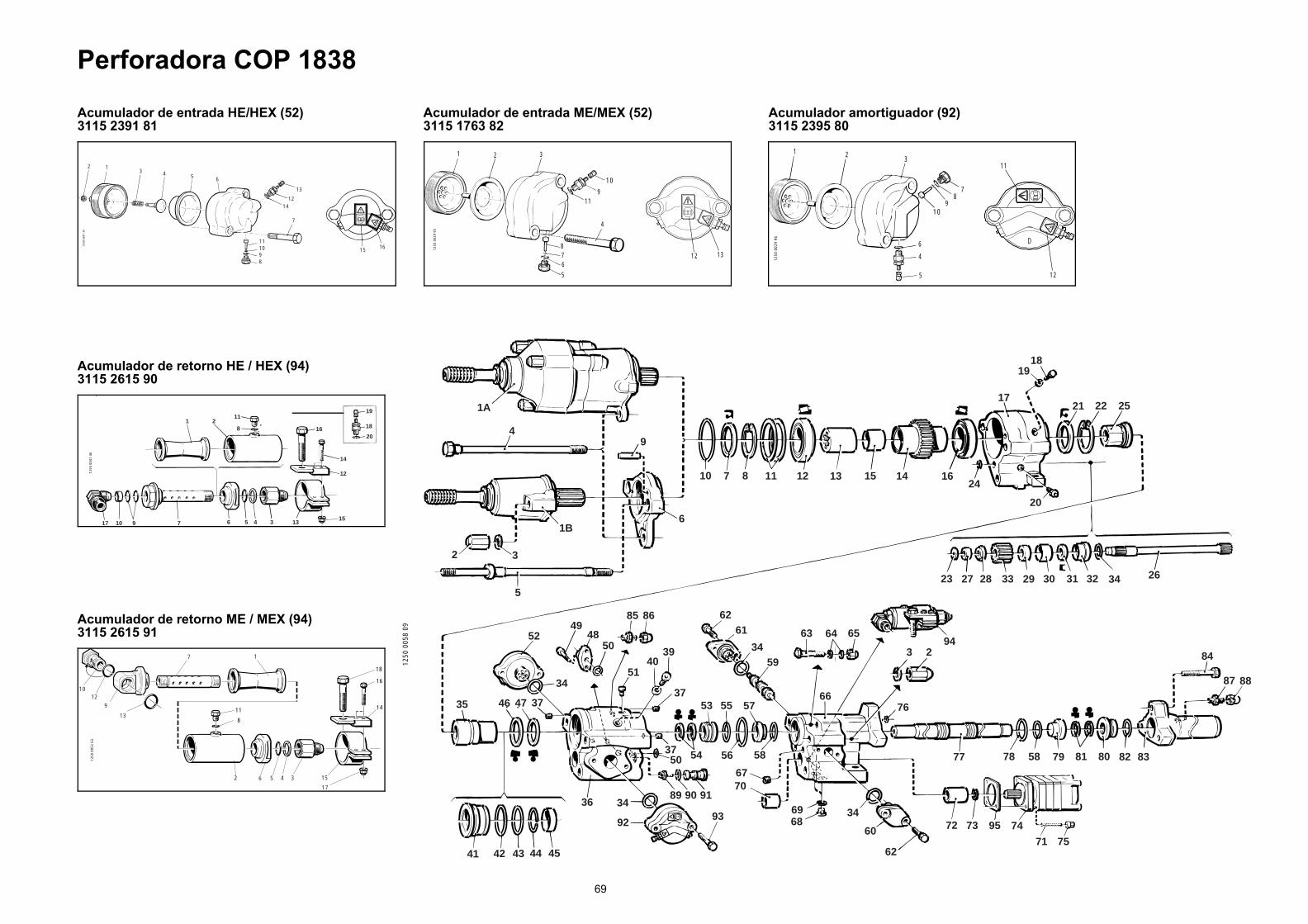
Perforadora COP 1838
35 46 47 37
34
5249
4850
5
1B
2 3
4
1A
9
6
10 7 8 11 12 13 15 14 1624
17
20
1819
21 22 25
23 27 28 33 29 30 31 32 34 26
77 78 58 79 81 80 82 83
84
87 88
72 73 95 74
71 75
6968
34
60
62
7666
89 90 91
6770
54 56 58
53 55 57
5037
3 294
9392
3436
41 42 43 44 45
63 64 6534
59
6162
3940
51
85 86
1250
005
8 09
37
Acumulador de retorno HE / HEX (94)3115 2615 90
Acumulador amortiguador (92)3115 2395 80
Acumulador de entrada ME/MEX (52) 3115 1763 82
1250
004
1 45
2 13 4 5 6
13
1214
7
111098
15 16
1 2 3
10
911
4
12 13876
5
1250
002
9 95
1 23
109
11
4
12
87
6
5
1250
002
9 96 D
1250
004
1 46
17 10 9 7 6 5 4 3 1315
14
12
1 28
11
16
19
18
20
Acumulador de retorno ME / MEX (94)3115 2615 91
1250
005
2 63
11
8
2 6 5 4 3 15
17
18
16
14
17
9
12
13
10
Acumulador de entrada HE/HEX (52) 3115 2391 81
69
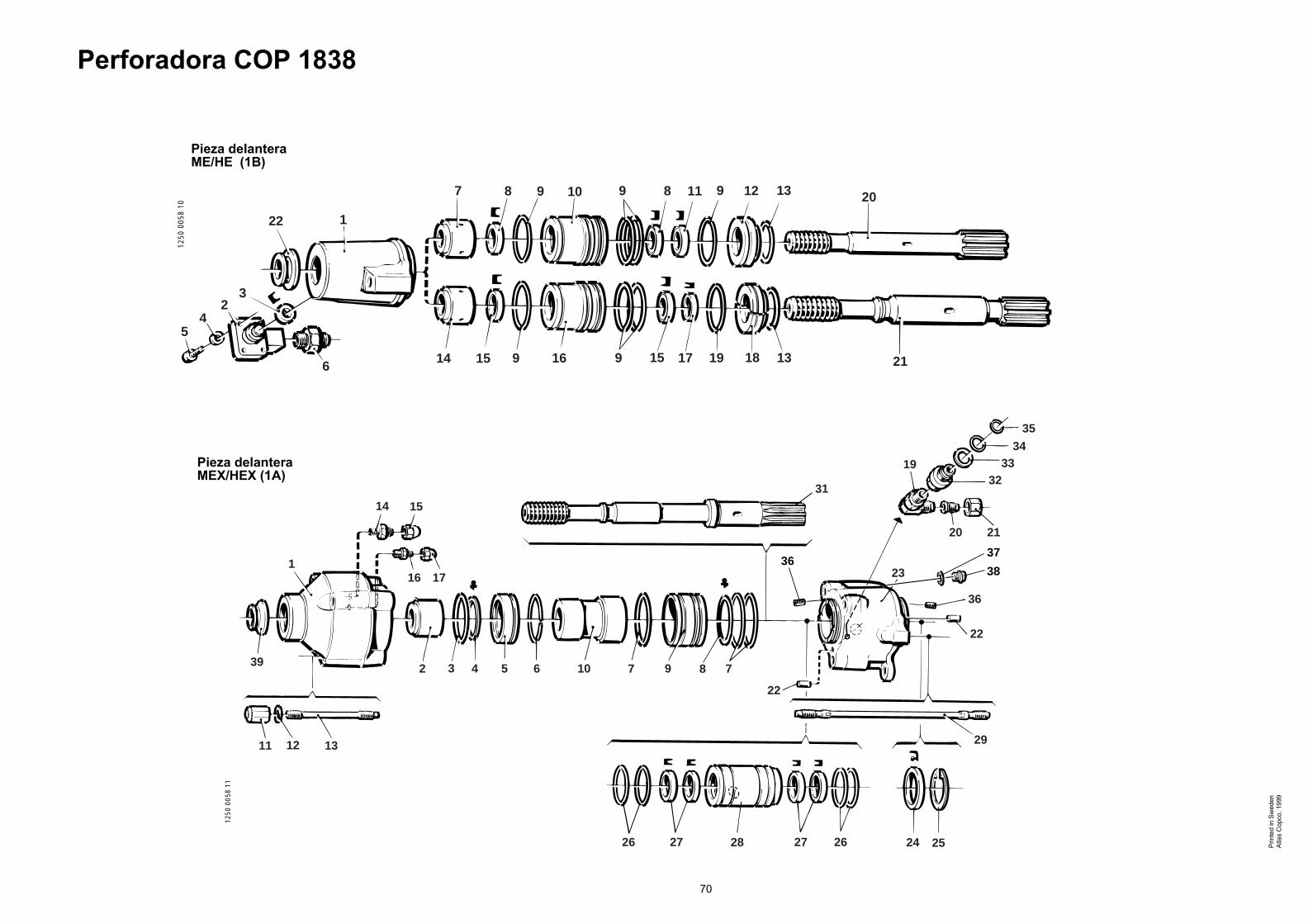
Perforadora COP 1838
22 1
7 8 9 10 9 8 11 9 12 13 20
2117 19 18 139 1516915146
32
45
1250
005
8 10
Pieza delantera ME/HE (1B)
14 15
16 171
31
35
3433
3219
23
20 21
36
22
22
8 797106543239
11 12 13
24 2527 2627 2826
29
1250
005
8 11
38
3736
Pieza delanteraMEX/HEX (1A)
Prin
ted
in S
wed
enAt
las
Cop
co, 1
999
70