sea gate to russia 6 - konecranes way up...
TRANSCRIPT
TMIS
SUE
1 /
200
9
18 SUBCONTRACTING A path paved with trust
22 WASTE IS FUEL for energy recovery company
34 MOVING A BRIDGE in 20 minutes
6 SEA GATE TO RUSSIA
THE
Visiting the country’s biggest container terminal NCC.
www.konecranes.com
A magazine about Lifting BusinessesTM

Konecranes is a world-leading group of Lifting Businesses(tm), serving a broad range of customers, including manufacturing and process industries, shipyards, ports and terminals. Konecranes provides productivity-enhancing lifting solutions as well as services for lifting equipment and machine tools of all makes. In 2008, Group sales totaled EUR 2,103 million. The Group has 9,900 employees, in 485 locations in 43 countries. Konecranes is listed on the NASDAQ OMX Helsinki Ltd.
PARTNERING UPThe year 2009 started just as turbulent and uncertain as 2008 ended. In times like these, companies tend to take a closer look at their relationships with current customers and suppliers. Some of the questions asked include: Where can we perform better? How can we develop and provide greater value? With whom could we partner up for an even closer and rewarding relationship?
A close and mutually beneficial relationship with customers and suppliers is built on trust. To gain this trust, a company needs to excel at delivering the expected value. A good and close relationship is also built on an open mind and the ability to listen. Joining forces is never an easy task.
This year’s first issue of Way Up is about partnership. A true partnership can play a vital role in success – the success of both the customer and the supplier. This issue also presents the importance of listening to the customer and understanding the customers business. Solving challenges is of mutual interest. Sometimes this is done by breaking old habits and introducing new ideas through new ways of working, like open innovation, or through new technology combined with the right equipment.
In order to deepen the relationship, a company must choose partners based on strategic importance and then effectively manage the network of actors and activities.
Together a passion for success.
Mikael WegmüllerEditor-in-Chief
© M
irva
Kak
ko
2 KONECRANES MAGAZINE
Editor’s noteKonecranes
Standard Lifting
Service
Heavy Lifting
Europe, Middle East, Africa
Americas
Asia–Pacific
Sales by Business Area 2008
37%
29%
57%
28%
14%
34%
2 KONECRANES MAGAZINE
2,103 MEUR
2,103MEUR
Sales by Market Area 2008

CONTENTSMarch 2009
Publisher Konecranes Plc., P.O.Box 661 FIN-05801 Hyvinkää, Finland, Telephone +358 20 427 11, www.konecranes.com Editor-in-Chief Mikael Wegmüller Managing Editor Anci Sandås Production and Graphic Design United Magazines, Kynämies, Finland Team Leader Teija Laakso Producer Jaana Kalliokoski Art Director Väinö Teittinen Graphic Designer Petra Antila Translation English and German versions: Lionbridge Oy Printed by SP-paino, Hyvinkää Cover Photo Mauri Rati-lainen ISSN 1796-9700 © 2009 Konecranes. All rights reserved. ‘Konecranes’, ‘Lifting Businesses’ and are registered trademarks of Konecranes. Please send your feedback to: [email protected].
SECTIONS
Working closely with just a few key subcontractors may provide greater value.
MANAGING THE SUPPLIERS
Ekokem, Finland’s first company specialized in hazardous waste, has over the years expanded into waste recovery, energy production, and services related to these.
WASTE INTO POWER AND HEAT
This publication is for general informational purposes only. Konecranes reserves the right at any time, without notice, to alter or discontinue the products and/or specifications referenced herein. This publication creates no warranty on the part of Konecranes, express or implied, including but not limited to any implied warranty or merchantability or fitness for a particular purpose. The articles in Way Up magazine contain opinions of individuals. They do not necessarily represent Konecranes’ official position.
™
Russia’s biggest con-tainer terminal has discharged more than one-third of all contain-ers passing through the country’s ports.
Moving a 3,000-ton railroad bridge is not impossible with the right equipment.
34 EXOTIC
Open innovation is about breaking away from traditional ways of approaching challenges.
32 TECH #2
Konecranes YardIT brings efficiency and performance to terminal operators.
30 TECH #1
Nelli Paasikivi: Customer’s voice.12 AGENDA
One of HKM Steelworks’ important ladle cranes needed modernization.
MODERN MUSCLE
Konecranes’ role was vital in solving a tricky task in aircraft construction.
4 LIFTING SOLUTIONS
13
SEA GATE6
22
33

Story by Petra Born Photos Blow Up Friese Fotografi e
LIFTING SOLUTIONS
Where the rough is with the supple, where strong itself and mild doth couple, the ringing will be good and strong. For those not acquainted with it, this is a line from Schiller’s poem “The Song of the Bell”, a refl ection on love and life. However, these words might just as well describe the handling of a fragile turbine engine shell. Suspended at the end of a hoisting device mounted on a heavy crane, the turbine
engine shell is easily maneuvered through a vast hall by one
man. Not only does this look good, it works well too.
How did we tackle that equation?
Complex challengeFischer Advanced Composite Components (FACC), a sub-supplier for the aircraft industry, sought an absolutely secure and reliable handling solution for the assembly of translating sleeves in the new production hall in Reichersberg, Austria. Translating sleeves are highly sensitive aircraft parts. As the type and dimensions of the parts to be maneuvered vary, the design of the lifting technology and handling solution must be fl exible, without the need for complex refi tting. After all, workers must also be able to perform other assembly tasks in the hall measuring 45 x 25 meters (148 ft. x 82 ft.). This proved to be a complicated challenge. The wheat was quickly separated from the chaff during the tendering procedure. “Only a few suppliers of crane and handling technology dared to accept this challenge,” sums up
Albert Hofmann, an industrial engineer who managed the project at FACC right from the start. In the end, just one company
was able to provide the combination of a huge, heavy indoor crane comprising
structural steel work and highly sensitive handling equipment for shell components. The design had to be fl exible to allow long-term use and, on top of that, all the equipment had to come from a single source.
Strong partners – strong solution“Our partnership with Konecranes has proven its worth with this special assignment,” declares Axel Waldmann, Executive Director of ACS Technologies GmbH, the company that won the contract. “We have found an effi cient solution to the complex problem faced by FACC. In cooperation with Konecranes and other partners, we were able to combine standard equipment with special engineering: a steel construction, crane, lifting equipment, and complex suction gripping unit with one single interface – a single contact for everything.”
While the solution originates from a single source, it was nonetheless developed step by step through intense collaboration between diverse parties. The strict safety, precision, and deadline specifi cations that apply to FACC as a sub-supplier of the aircraft industry contributed to the complexity of the assignment. Thanks to the principal, agent,
Handling sensitive parts with heavy equipment is no small feat. However, in partnership with Konecranes, ACS is now able to perform a tricky task in aircraft construction.
Precise assembly of turbine engine shells
Safe Take-off
4 KONECRANES MAGAZINE

News around the world | Spring 2009
MTS expands to the UKKonecranes is expanding its ma-chine tool service (MTS) activities. During the past four months of 2008 Konecranes acquired three MTS companies in the UK: Lincoln-based K&B Europe Ltd with its sub-sidiary K&B Machine Tool Services Ltd, Electron Service Ltd, and the assets of Machine Tool Services (GB) Ltd. The acquired companies have combined net sales of ap-proximately MEUR 3 and more than 20 employees.
The acquired companies all spe-cialize in maintenance services for
machine tools in the engineering industry. Their competences cover mechanical and electrical mainte-nance and control systems. Sales are based on long-term customer relationships, with annual preven-tive maintenance tasks on custom-ers’ machine tools and on-call jobs. The three companies all have broad customer bases in the UK and in Ireland.
Konecranes has now machine tool service activities in Finland, Sweden, Norway, and in the UK.
© K
onec
rane
s
and partner companies working closely together, the result was on the desk – or rather in the hall – within six months.
A steel lifting column with a chain hoist is installed due to the eccentric weight of the turbine engine shells. The lifting column can be rotated 330 degrees with the help of a bearing; a maximum torque of 4,000 Newton meters (2,950 lbf*ft.) can be attained. Free and very sensitive movements are possible using frequency-converter-controlled traversing mechanisms developed by Konecranes. This is important to ensure secure handling during suction of the shell components. Four suction devices on the gripping unit hold the shell in place gently and steadily as it is carefully maneuvered through the room without any risk of collision. A traction force sensor signals the exact weight of the shell component to the control unit: the gripper may not exert a pressure exceeding 25 kilograms (55 lbs) on the precisely manufactured parts.
It is reassuring to know that the turbine engine shells are maneuvered safely in and out of the assembly stations in Reichersberg. An extremely heavy crane and incredibly gentle handling – what a fi ne testimonial to successful collaboration!
FACT SHEET
Integral concepts via new partnershipACS Technologies GmbH, based in Thalgau near Salzburg in Austria, specializes in lightweight aluminum crane systems and handling technology. ACS has established itself as a partner to the German automotive and chemical industries and is rapidly consolidating its position as a partner of the aircraft industry. ACS systems support effi cient load handling and frequently recurring manipulation procedures. In 2008, the company had a turnover of approximately MEUR 10 and employed 60 people. Konecranes has been a minority partner of ACS since 2006. ACS, being a highly specialized niche player in a fragmented market, benefi ts from this strategic partnership through strength and reliability, high technology, fi nancial resources and a worldwide service network a global leader provides. Through this partnership, the company from Salzburg is able to cover all areas of material fl ow: cranes, hoisting gear, driving apparatus, handling technology, and service. ACS is a total provider of everything from standard hall equipment right up to custom mechanical engineering.
NEWS
500th Konecranes RTG deliveredKonecranes delivered its 500th RTG crane in October 2008. The cus-tomer is terminal operator Georgia Port Authority (GPA) in Savannah, USA. As it happens, Konecranes also delivered its very fi rst RTG to GPA, back in 1995.
GPA has 19 STSs and 60 RTGs from Konecranes in its fl eet. GPA recently ordered another 11 new-generation Konecranes RTGs, to be delivered in summer 2009.
5

6 KONECRANES MAGAZINE

Story by Martti Kiuru Photos by Mauri Ratilainen
Container traffic in Russia poses great challenges to the ports of St
Petersburg. The port area is limited in size and connected to the Gulf of Finland by a single deep-draft
channel. In the past ten years, Russia’s biggest container terminal,
the FCT in St Petersburg, has discharged more than one-third of all containers passing through the
country’s ports.
7

T he First Container Terminal (FCT) in St
Petersburg is incredibly neat, one might even
say sterile. Environmental matters have received
growing attention in Russia in recent years.
The huge cranes are off moving containers,
while Gennady Rumyantsev, Technical Director of FCT, is
giving us a tour in the terminal area.
Administratively, the port of St Petersburg belongs
to Russia’s border zone, which is why it is patrolled by
customs authorities and border guards. The Russian Border
Guard Service is a branch of the Federal Security Service,
FSB. The safety measures are tight: visitors are carted
around the terminal in vehicles with blinking lights.
We are accompanied on this port visit by Dmitry Tulyakov, Deputy Maintenance Manager at Konecranes
Russia, and Jevgeny Bochkarev, a new manager
of Konecranes Russia’s Port Service branch. This is
Bochkarev’s first day at Konecranes. Tulyakov has taken
him along to introduce the newcomer to his future
workplace.
“To secure this job at Konecranes I went through four
rounds of interviews,” explains Bochkarev.
He is plainly excited about his new employer. In
Russia, employees change jobs frequently. At Konecranes,
however, employee turnover is low and the basic level of
education is very high. It is a telling sign of Konecranes as
an employer.
Deputy Maintenance Manager Dmitry Tulyakov joined
the company in 2000. During his studies at the St Petersburg
maritime institute he grew familiar with old crane models that
Konecranes had sold to the Soviet Union in the 1970s.
Working at Konecranes Russia has given Tulyakov
the opportunity to tour the huge country more than he
ever imagined. Tulyakov has visited all of the ports and
forest and metal industry companies that use Konecranes
lifting devices.
Russia’s biggest container terminalFCT has since 2002 been part of the National Container
Company (NCC), which is Russia’s leading container
terminal operator. In addition to the FCT, the NCC has
two terminals on the Black Sea and an inland terminal in
Shushary, near St Petersburg.
A big portion of Russia’s imports is handled as transit
transports through Finnish and Baltic ports. In a few years
from now Ust-Luga, a huge port on the southern shore of
the Gulf of Finland, 120 kilometers from St Petersburg,
will be opened and get to full speed.
Ust-Luga also involves a huge project for the NCC:
the construction of a container terminal. The area in Ust-
Luga covers 140 hectares and the transit capacity will be
an amazing 3 million TEUs in 2019.
The new terminal called ULCT will be constructed in
three phases, the plan being for the first containers to be
discharged in 2009.
The FCT has operated in St Petersburg for ten years. It
is Russia’s biggest container terminal: from 1998 to 2008
a full 35% of all the containers passing through Russian
ports were discharged in FCT terminals.
The 74-hectare terminal employs 1,000 people. The
number of containers transported through it is expected to
exceed one million TEUs in 2008.
What was the current count again?The FCT has an ambitious investment program stretching
all the way to 2020. By then, the capacity of the terminal
will have risen from the current one million to 1.6 million
TEUs.
The port has developed rapidly – so much so that
Rumyantsev cannot quote the number of cranes on the
spot. After a minute of thought he puts the number at 19,
most of them delivered by Konecranes.
As a historical curiosity, the terminal still operates
three cranes that Konecranes sold to the Soviet Union
in 1973–1979. That is to say, quality cranes last from
generation to generation.
“The cranes still work impeccably, but will soon
be replaced with newer and more efficient Konecranes
equipment,” says Rumyantsev.
The FCT has continued to acquire more cranes from
Konecranes. Two STS cranes were purchased in 2003.
Of a set of four new cranes, two have already been set up
and two more will come on line in the near future. In
8 KONECRANES MAGAZINE

Dmitry Tulyakov, the Deputy Maintenance Manager at Konecranes, has toured Russia more than he ever imagined.
St Petersburg, founded by Peter the Great, is the former capital of Russia and home to impressive imperial palaces. In 1917, the Bolsheviks, led by V.I. Lenin, staged a revolution in St Petersburg which gave rise to the Soviet Union.
After the break-up of the Soviet Union, St Petersburg quickly developed into a
Revolutionary St Petersburgprominent center for trade and industry, as well as into the most important port of Russia. In recent years, international automobile manufacturers have set up shop in the city, which has been nicknamed the Detroit of Russia. St Petersburg now houses the plants of Ford, Toyota, and GM, with Nissan, Hyundai, and Suzuki launching production in the near future.
THE 74-HECTARE TERMINAL EMPLOYS 1,000 PEOPLE.
9

addition, the terminal will get one more STS crane in 2009.
By the end of 2008, the terminal will also be operating
ten Konecranes rubber-tired gantry cranes (RTGs).
Gennady Rumyantsev is very satisfied with Konecranes
equipment. He praises the cranes for their safety and excellent
efficiency. According to Rumyantsev, Konecranes does not
make mistakes and serves its customers in the best possible
manner.
“The fact that the company has a maintenance center in
St Petersburg also makes a big difference. We can get help on
site in a jiffy,” says a satisfied Rumyantsev.
Leaving the terminal, we get through the gate with a
simple wave. The tight-lipped customs officials and border
guards turned out to have a sense of humor – as is often the
case in Russia.
Konecranes growing strongly in RussiaKonecranes’ Country Manager in Russia, Fedor Elagin comes
from Sochi, the future Olympic host city. He first worked at
his father’s small elevator maintenance company and in 1994
transferred to Kone Oy in Moscow, where he worked as a
lift salesman. In 1998, Elagin moved to Finland to work at
the Kone export department, being responsible for sales of
elevators in Central Asian countries.
After his move to Konecranes in 2001, Elagin
transferred to St Petersburg in 2004 and has been the
company’s Country Manager since 2005. The Konecranes
Russian headquarters are now located in the vicinity of the port
of St Petersburg, but things are to change.
“We’ll be moving to bigger facilities in the Aeroplaza
Business Center, close to the Pulkovo airport.”
There are approximately
19 cranes in the terminal, most of
them Konecranes’.
10 KONECRANES MAGAZINE

The reason is simple: Konecranes’ business in Russia has
grown steeply in recent years. The company’s headcount
in the country has expanded from 30 to more than 100
in four years. The main reasons for the strong growth, in
Elagin’s mind, include Russia’s robust economic growth,
the company’s correctly timed move to Russia, and
confidential customer relationships.
“Russia has brought Konecranes its biggest orders ever,”
Elagin points out.
In addition to ports, the company has delivered
cranes to the Russian forest and metal industries. As Elagin
explains, Konecranes started off by doing business with
companies in the metal industry. Big customers included
the likes of Magnitogorsk Steel Mill, Severstal, TMK, and
OMK.
Big mining and metal businesses also have holdings
in Russian ports, which made it easier for Konecranes to
open negotiations with ports. The importance of personal
relations in Russia cannot be overestimated in this respect.
“In Russia, business relations evolve into friendship,
and after that things begin to move. It may take years to
build up relations, but it is always worth the effort.”
Eight offices in RussiaIn addition to the headquarters, which are located in St
Petersburg, Konecranes has one representative office and
six regional offices around Russia. Recruiting is ongoing,
because it is difficult to find skilled professionals in the
lifting business.
Apart from the FCT’s premises, other St Petersburg
locations where Konecranes lifting equipment can be
sighted are the terminals of Petrolesport and Seaport of
St Petersburg. The company is also present at the partly
Finnish-owned Moby Dick terminal, located on the
fortified Kronstadt island.
The giant port of Ust-Luga is naturally a major
future challenge for Konecranes. The agreement signed
with the NCC for the delivery of four STS cranes and 11
environmental-friendly cable reeled RTG cranes to Ust-
Luga is a good opening. Konecranes will set up a port
service branch in Ust-Luga for program maintenance and
on-call service.
What about crane manufacture in Russia? If the
country is such a big market area, why aren’t cranes
made there? Would not Russia, grappling as it is with the
diversification of production, warmly welcome a Finnish
high-tech crane plant?
“Of course it would be possible to launch industrial
production in Russia and we are continuously studying
different options, but it wouldn't be an easy thing to make,”
says Fedor Elagin.
Russia has never considered crane technology as high-
tech and crane production has not been a focus of the
superpower’s strategy. In the Soviet era, cranes were often
copies of those made in the US in the 1930s. “But things
are changing as the investments in high-tech equipment
and first class service starts to pay back and we are happy
to be in the first coach of this fast going train.”
FACT SHEET
Founded: 2002 Ownership: First Quantum Group (50%) and Transport Group FESCO (50%)
Terminals in operation:
FCT (St Petersburg) NUTEP (Novorossiysk, the Black
Sea, Russia) UTC (Illichivsk, the Black Sea, Ukraine)
Terminals under construction:
ULCT (Ust-Luga, 120 km from St Petersburg)
Shushary Logistic Terminal (near St Petersburg)
Planned capacity of terminals in 2019: 9 million TEUs.
First Container Terminal (FCT) in brief
Founded: 1998 Employees: 1,000 Size: 74 hectares Quays: 1,058 meters Draft: 11.5 meters Transit capacity: 1.1 million TEUs
National Container Company (NCC) in brief
“Russia has brought Konecranes its
biggest orders ever,” tells Fedor Elagin,
Konecranes’ Russian Country manager.
11
Nelli PaasikiviDirector, Business Development, Business Area Service
Agenda
Customer’s Voice at the Core“Listening to the customer and maintaining an ongoing dialog
is what Konecranes relies on when developing its operations.
Th e foundation is laid by day-to-day interaction at the customer
interface. It is also essential to systematically monitor customer
feedback and make it available to our staff of 9,600 in more than
40 countries. Th is will help us to pinpoint our development projects
at all levels and achieve our vision: to be the undisputed leader of
the lifting industry and a benchmark for business performance and
customer service.
To serve our customers even better, we have created a new way
to distribute the customer’s message throughout our organization.
Named the “Customer’s Voice”, it consists of monthly telephone
interviews with which we collect customers’ opinions and proposals
for improvement. Th ese are entered into a database, which forms an
inherent part of Konecranes’ internal management system.
Studies show that as many as nine out of every ten dissatisfi ed
customers do not reveal their discontent to the equipment or service
provider. On the other hand, roughly 70 percent of dissatisfi ed
customers found that the problem lay in something other than the
purchased service or equipment – it might have been, for example,
the way in which they were treated.
I hope that our customers can spare us fi ve minutes
if they are contacted for a telephone feedback survey.
Konecranes is interested in customer feedback because it shows how
cooperation with customers works overall. We want to hear about
successful as well as less successful incidents. In some countries, for
example, 98 percent of our customers recommend Konecranes to
others, so we would obviously like to share the best practices of these
units with the rest of our organization.
Our Group-wide Customer’s Voice approach will also help us to
get an overall picture of the situation. We can quickly see whether
an incident is an isolated one or something encountered elsewhere as
well. Th is, in turn, helps us to determine the level at which we must
deal with matters and prioritize development projects.
Konecranes aims at long-term customer relationships. Our
longest ones date back to the 1970s. Ongoing dialog is an essential
element of long relationships: it enables prompt reaction to
challenges. Customer’s Voice will make us ever more agile, fl exible,
and effi cient in continuously improving our operations.”
Jorm
a M
arst
io
Konecranes
12 KONECRANES MAGAZINE

Read on...
Photos by Erik-Jan Ouwerkerk
Handling and lifting heavy ladles fi lled with molten metal is not for everyone. At Hüttenwerke Krupp Mannesmann Steelworks in Duisburg,
Germany, that’s what people do every day. In a hot factory environment, it is vital to perform this old-school task with fast and reliable contemporary technology. Konecranes delivered the know-how necessary to modernize one of the biggest and most important ladle cranes.
MODERN MUSCLE FORHARD LIFTING
Story by Kimmo Kiimalainen
THE HIGHEST
LIFE CYCLE VALUE:This article is part of a series which introduces the idea of Life Cycle by describing the customer’s business. This story is about HKM Steelworks in Germany, where Konecranes modernized one of the biggest ladle cranes.
New equipment
Predictive Maintenance
Repairs and improve-ments
Service life analyses and planning
Moderni-zations
13

There it is: next to the roof
of Hüttenwerke Krupp
Mannesmann GmbH’s main
hall, the 24-meter-high (78
feet), 33-meter-wide (108
feet) BS 5a crane slides
smoothly over the steelworks.
At 900 tons of steel on
wheels, it is capable of lifting over 425 tons.
Th e crane is moving a steel ladle that
radiates intensive orange heat. It glides
through the huge hall and keeps the
continuous casting of steel going at HKM.
Th e crane driver positions the ladle with
an accuracy of just one centimeter above the
in-feed for the continuous casting system.
Everything at HKM is running smoothly.
Once again.
But not too long ago the company had
a major problem with its big baby, ladle
crane BS 5a. Th e fi fth segment of the crane
framework, the so-called trailer beam,
was about to rip off because of serious
constructional weakness.
HKM’s crane maintenance manager
Michael Klatzek and his team would regularly
discover cracks and fi ssures in the structures
connecting the main frame to the trailer beam.
“Actually, the crane maintenance personnel
even spent every cleaning break welding and fi xing the structures
and lashes connecting the trailer to the main frame. It soon
became clear that we had a serious problem with the crane,”
Klatzek says.
Redesign at three o’clock in the morningAfter inspecting the crane structures carefully, Klatzek and his
colleague, HKM’s crane technology manager Michael Unrein,
realized the BS 5a was badly in need of modernization. And that
required heavy duty know-how.
Th ey also knew where to fi nd what HKM was looking
for: Konecranes. Th e right man for the 300,000-euro job on
BS 5a was Konecranes’ crane modernization manager Werner Marquardt – a crane specialist of the old school, as Klatzek calls
him.
“Decades of cooperation with Marquardt have proved his
competence, know-how, extreme reliability, and fl exibility. Th ese
are very important factors, because there couldn’t be any delays in
this modernization project. Each additional lost day would have
A steel ladle keeps the
continuous casting of steel going at HKM.
FRANCE
SWITZ.
GERMANY
DuisburgBEL.
14 KONECRANES MAGAZINE

“EVERY ADDITIONAL DAY OF DOWNTIME WOULD HAVE COST
600,000 EUROS.” – Michael Klatzek, HKM Steelworks
AUSTRIA
CZECH REP.
POLAND
15

meant substantial cancellation expenses for HKM,”
Klatzek says.
He points out that each of HKM’s 50 big cranes
and 200 smaller cranes is unique. Therefore there was
no place for standard solutions or experiments. Only
a tailor-made solution with a guarantee was good
enough. The perfect job for Konecranes and Werner
Marquardt.
Their skills were soon put to the test. As
unexpected problems emerged, new solutions had to
be developed from scratch overnight. And they were.
“We found out that our first plan for connecting
the trailer beam to the crane main frame was not
applicable as such. So I worked out a new plan the
following night and faxed it to HKM at three o’clock
in the morning. They accepted it three hours later, so
we could go on working,” Werner Marquardt relates,
explaining the way the shock absorbers of the crane
connectors were redesigned.
Michael Klatzek and HKM are very pleased with
Marquardt’s and Konecranes’ unusual around-the-
clock commitment – even though Klatzek didn’t
actually expect anything less.
Wheels made the differenceKlatzek, Unrein, Marquardt, and their teams soon
discovered the reason for the structural problems.
The trailer beam had been installed in an earlier
modernization. When the lifting speed of the BS
5a was boosted from 4 to 12 meters (13 to 39 feet)
a minute in 1999, extra room was needed for the
additional power supply control cabinets and cables.
A fifth beam was installed: a box-like, hollow trailer
beam housing new electrical equipment.
In the original trailer beam solution, the beam
ran on both sides of the hall on the same rails as the
main frame, but was supported by just one rail wheel
on each side.
To improve the handling characteristics of the
trailer beam, a rebuilding was planned with which
the trailer beam on 4 wheels (2 pieces per side) is put
and is coupled with belt poles to the main frame.
With support from the external engineering
design department, Michael Unrein soon figured
out that the best way to cope with the balancing
problem was to put the trailer beam on four wheels,
like a railway car, two on both sides. New suspension
The BS 5a crane slides over the steelworks.
At 900 tons of steel on wheels, it is capable of
lifting over 425 tons.
16 KONECRANES MAGAZINE

The BS 5a crane modernization project at HKM Hüttenwerke Krupp Mannesmann GmbH in Duisburg is a perfect example of industrial professionals teaming up with crane technology specialists. The number of highly skilled and experienced experts is small and therefore personal connections play a central role.
“This project was based more on personal connections than company connections. I have known Marquardt from Konecranes for over twenty years and he has never let me down. Nowadays it’s very difficult to find a specialist with such profound knowledge of very big cranes,” says Michael Klatzek,
crane maintenance manager at HKM.
“Additionally, he is open to all kinds of questions and exceptionally devoted to the customers’ needs. We can discuss almost anything.”
Most of the regular crane maintenance at HKM is handled by the company’s own plant and crane maintenance departments. Some cases call for external expertise, though. According to Klatzek, HKM needs Konecranes’ know-how approximately seven to eight times a year. That's when Konecranes receives a call.
FACT SHEET
HKM Hüttenwerke Krupp Mannesmann GmbHHKM produces over 5.5 million tons of steel every year, approx. 12% of all crude steel production in Germany. Since its formation HKM has produced more than 80 million tons of steel.
Location: Duisburg, the traditional steelmaking heart of the Ruhr industrial region in Germany. The Duisburg area is still one of the world’s largest steel production areas.
Founded: 1990
Turnover: 2,178 million euros (2007)
Employees: 3,116
Production: basic materials, slab, and round continuous cast steels for manufacturing rolled steel products and tubes.
Owned by: Thyssen Krupp Steel AG (50%), Salzgitter Mannesmann GmbH (30%), and Vallourec & Mannesmann Tubes S.A. (20%).
In addition to the newly modernized 420-ton BS 5a, HKM also has a second crane manufactured entirely by Konecranes. The SCF 17 is used for transporting empty ladles. It is capable of lifting over 160 tons.
structures were designed and two new wheels added
very carefully. To stabilize the wheels, additional
supporting bars were designed and the distance between
the mainframe and the trailer beam made larger. This
required rerouting of cables and some new structures to
fill the wider gap.
As agreedOnce the main problems were identified and plans
made to fix them, it was time to begin the six-week
modernization. Two wheel-mounted cranes were driven
into the main hall to support the trailer beam as it was
disconnected and the new wheels and structures were
installed.
Werner Marquardt and his 24-man-strong
Konecranes team worked in three eight-hour shifts
around the clock to complete the work as agreed with
HKM.
“The shifts were arranged in such a way that every
worker was able to describe the exact status of the work
to the next shift. We saved a lot of time and avoided
unnecessary delays,” Werner Marquardt explains.
The end result pleased both partners. The project
was finished on time, and the crane and the modernized
trailer beam are now running in perfect balance. The BS
5a is back in business for years to come.
Everybody’s skills were put to the test. Michael Unrein (left), Werner Marquardt, and Michael Klatzek checking out the drawings.
Old school rules
17

M
Illustration by Vesa LehtimäkiStory by Marjatta Pietilä
SUBCONTRACTINGIN TRANSFORMAT
and could not become suppliers
for large companies on their own.
If a company succeeds in forming
a successful tiered structure in
one of its product lines, a good
systems integrator can duplicate the
model also in other parts of its global
subcontractor network,” Vollmann
continues.
According to Vollmann,
transformation of the
supplier network is
particularly important
in companies that
have grown through
acquisitions and have
a diversity of suppliers,
parts, and components. Both their
production and organizational processes need to
be standardized. Th e task is not easy, and professor
Vollmann suggests using an unbiased third-party
facilitator to guide the work towards early wins –
and away from unnecessary IT sophistication.
“Most of the companies I work with today wish
to reduce their supplier base, because that means
less players, less coordination, and less activities.
Th ey want to work more closely with just a few key
subcontractors that can provide them with greater
value and larger portions of the fi nal product. Some
companies reduce their suppliers by as much as three
quarters. With the remaining key subcontractors,
the companies form strategic partnerships which
off er them not just reduced costs but also product
innovation, capabilities and competencies for product
development, delivery benefi ts, and risk sharing. But
there will not be many such suppliers,” says Professor
Th omas E. Vollmann from IMD Business School in
Lausanne, Switzerland.
“Th e other suppliers are organized in a tiered
hierarchical structure, where the primary suppliers
are largely responsible for structuring the rest of
the supplier system. Th ey take major responsibility
for the actions of the subcontractors underneath
them, including their quality, logistics, and delivery
accuracy. Th e lower levels of the hierarchy off er
opportunities for smaller companies that seek growth
Nowadays major corporations can have hundreds of suppliers. Managing such an extensive network of actors and activities consumes a great deal of managerial resources. For this reason certain organizational aspects of these relationships should be re-examined.
18 KONECRANES MAGAZINE

G TION
Thomas E. Vollmann is Professor of Manufacturing Management at IMD.His areas of special interest are: Manufacturing planning and control Performance measurement Supply chain management Enterprise transformation
Professor Vollmann has been actively involved in executive education, notably at IMD, as Professor of Business Administration at Indiana University, as Professor at INSEAD, as Professor of Operations Management at Boston University, and as Professor at the University of Rhode Island and Dartmouth College. He graduated from the University of California, Los Angeles, where he later obtained his MBA and PhD.Professor Vollmann is a consultant to numerous companies in manufacturing, benchmarking, and supply and demand chain management, and he is a lecturer in executive development programs throughout the world. He is also the author of numerous books and articles.
TH
OM
AS
E. V
OL
LM
AN
N
19

Konecranes is renewing its supplier network. Defi ning the roles of the suppliers is of strategic importance. If the roles are not distinct, the relationships remain unclear.
The mission of Konecranes is to grow and improve its profi tability. The company has set goals concerning market share, cost level, and quality objectives. Before drafting its roadmap to the results, Konecranes analyzes what capabilities, technology, innovation, cost, product development, and delivery advantages its supplier network can provide to the approach. The suppliers are categorized into off-the-shelf and strategic suppliers based on the
strategic role and the value they can offer to their customer.
“Off-the-shelf suppliers are those who sell us standard bulk products or provide us with single solutions without any insight into our business. The purchasing is transaction-based, and the deals are completed once the purchasing parameters are fulfi lled,” Pekka Lettijeff, CPO of Konecranes, explains.
“Strategic suppliers must be able to offer a distinct role in the value chain of Konecranes. The selected suppliers know the lifting business and the market situation. They recognize their own abilities and can defi ne the added value they can contribute. They know their role
and position in the strategic plan and value chain and act independently. They also manage and take full responsibility for the tier-2 subcontractors and their operations. Recognizing and meeting the needs of the end-user is their passion, and they are driven by crystallized objectives and a strong will to win in this challenging market.”
For the selected strategic suppliers, closer integration with Konecranes means long-term contracts and a partnership based on trust, co-evolution, and growth together with the customer.
“It’s like marriage: a match that allows long-term planning for both parties and exceeding objectives in a shorter period of time.”
Co-evolution and long-term development
–Thomas E. Vollmann
“A succesful partnership demands learning and unlearning.”
20 KONECRANES MAGAZINE

WHAT CAN WE IMPROVE AND DO BETTER?
FACT SHEET
Companies reduce suppliers and select key subcontractors.
Trust is the key issue in strategic supplier relationships.
Price is a passenger, cost is the driver. Shared challenges, shared problems. Good suppliers provide fl awless execution. Open factories tell more than open books. Knowing the market, understanding the
customer’s business, innovativeness, and a passion to succeed are important.
Executive exchange helps in identifying integration opportunities.
A path paved with trustA key issue in creating a strategic subcontractor network
is trust. Only companies with a good reputation and
integrity can succeed in creating long-term partnerships
that will endure the wear and tear of a fl uctuating
economy and business, one-sided decisions as well as
organizational and human frictions.
“A successful partnership demands learning and
unlearning. It cannot be based on classic procurement
practices and aggressive price discussions alone. It must
be remembered that price is a passenger and cost is the
driver. Instead of negotiating prices, the parties should
work together in order to design costs out of the systems
of both companies and fi nd a way to achieve more
eff ective asset utilization. Th e key issue in partnership is
value – how we can create more value by designing more
innovative products, bringing them faster to the market,
and creating demand for them. Th ere are many things
that can only be done jointly.”
More than 50 percent of the problems
in subcontractor relationships are caused by
the prime contractor, not the subcontractor.
Vollmann points out that the prime contractor
is not king but should see its role as a facilitator
in the joint process and help the subcontractor
succeed.
“In a partnership there are not our problems
versus your problems or our challenges versus your
challenges. Everything is shared for the better and for
the worse. If things go wrong it is usually the prime
contractor that gets the blame even though partnership
is a shared responsibility,” Vollmann reminds us.
How to select a good subcontractor? A good subcontractor delivers the right quality at a
reasonable cost and keeps the scheduled delivery times.
Flawless execution is an absolute prerequisite.
“In subcontractor negotiations, prime contractors
often ask the suppliers to open their books. But more
important than open books are open factories. If
expensive technology stands idle, it refl ects a shortage of
orders and poor coordinated scheduling. Th e supplier’s
manufacturing processes, scheduling systems, and
quality measuring and improving procedures give a
clear picture of their operational standard.”
Strategic thinking, understanding the market and
the prime contractor’s business, as wells as an ability to
create technological and organizational innovations play
an important role in a strategic partnership.
Leadership required on both sides In a subcontractor network, information exchange
and communication have a coordinating role. Th ey
link the actors together, reduce uncertainty, and allow
constructive confl ict. Interaction between tiers keeps up
the dynamics of the network.
In subcontractor relationships, formal contracts
are less important than good cooperative approaches.
Cooperative strategies and jointly agreed operating
systems must be in place. Achieving this state requires
leadership by a senior executive on both sides.
“Th e better the parties know each other, the easier
the cooperation. Misalignments cannot be avoided,
but they can be managed. Serious collisions of interest
must be escalated to the top executives. Yet sometimes
confl icts can be constructive resources for development.”
A ticket to fast development “Th e most eff ective way of increasing competitiveness
is working together in a close relationship with the
partner and exchanging a few key managers. When
the managers work in their partner’s organization and
make observations, they can identify new integration
possibilities between the two companies and become
aware of new ways of improving effi ciency and elevating
the performance. Th e leading questions in all operations
should always be: what can we improve and what can
we do better?” Vollmann remarks.
21

POEkokem is the most competent and experienced energy recovery company in Finland. Its latest waste power plant is one of the cleanest and most modern in Europe.
Even on a gray winter day, the glassed-in control
room of Ekokem’s modern waste power plant gives
a sweeping bird’s-eye view of the 20-hectare site.
Tapio Heikkinen, Project Engineer, is an ideal tour
guide. Thanks to his 25-year experience, Heikkinen
knows the area like the back of his hand. He was
here way back when the site was nothing but a clayey field.
Heikkinen has been involved in the planning of nearly all of
the installations – the incineration lines that heat up to 1,350
degrees centigrade, the water treatment plant, the physical-
chemical treatment plant, the recovery plant for waste refrigeration
equipment, the vaporization plants, the warehouses, and the
recultivated final disposal sites, all of which he points out from the
control room 30 meters (98 feet) up from ground level.
“All of the water that rains down is conducted to rainwater
basins. We also collect, melt, and process snow. This is a fully closed
system.”
Located in Riihimäki, southern Finland, Ekokem is Finland’s
first company specialized in hazardous waste, which forms the
company’s core business. Over the years, Ekokem has expanded
into waste recovery, energy production, and services related to
these, remediation of contaminated soil and groundwater, as well as
environmental construction services.
One of Ekokem’s central strategies in the near future is to
increase its production of waste-derived heat and electricity to
satisfy the needs of the Finnish society. According to Heikkinen,
the waste power plant completed 18 months ago is one of
WASTE INTO
22 KONECRANES MAGAZINE
OWERStory by Pertti Suvanto Photos by Väinö Teittinen
AND HEAT
23

Europe’s cleanest and safest thermal recovery plants for
source-separated municipal waste. Planning is under way
for an even more modern sister plant to be constructed
next to the current one. Most of the waste flows for energy
recovery come from the surrounding areas, which house
nearly 400,000 people.
Ekokem now produces the district heating needed in
Riihimäki, a mid-size town in Finnish terms, and half of
the district heat needed by Hyvinkää, a town of the same
size. Ekokem also produces electricity for the national grid.
After the completion of the second waste plant, Hyvinkää
will get all of the district heat it needs, and the volume of
electricity produced will increase significantly.
Peek into the waste bunkerLet us now return to square one. Tapio Heikkinen begins
the tour of the waste power plant, logically, in the waste
reception hall.
“Welcome to this modern landfill.”
Two trucks are on site, unloading. The drivers have
used their individual cards to register for incoming and
outgoing weighing. They work independently, since the
plant has no reception, and can choose from four hatch-
protected chutes and a crusher that handles coarse and
indefinable waste. Trucks also bring in sludge, the “real
thing”, but nothing smells really foul in the hall.
“The reception hall is underpressurized to prevent any
odor nuisance,” explains Heikkinen.
The waste bunker takes 5,000 cubic meters of waste.
However, filling it to the brim is to be avoided, although it
may take place during stoppages.
“It is not an ideal situation, though.”
Heikkinen shows the way through sterile-clean hallways
to the farther end of a five-phase step grate with a flickering
fire. It is easy to sense the intense heat through a round
peephole.
“The fire can also be monitored on the control room TV
screen. Modern cameras have high tolerance of heat,” says
Heikkinen.
We then take the elevator up to the eighth floor, to the
core of the process.
Sorting done at the sourceThe monitors in the control room make it easy to follow
the journey of source-separated and non-recyclable
municipal and industrial waste toward the final conversion
into environmentally friendly energy.
The glass wall provides a disconcerting view of the
waste bunker, half-full of material discarded by humans.
Gray dust floats in the air. Very fine polyurethane powder,
made by crushing the insulating materials of waste
refrigeration equipment, is regularly mixed into the waste.
It is an excellent fuel and bedding.
“Some mix of junk that is. Anyone who sees this,
understands that it is impossible to recover or reuse
this waste. Selection must be done at the source,” says
Heikkinen.
Visitors also understand that this type of waste
cannot be disposed of at landfills, where the waste would
molder and form great amounts of methane gas, which is
detrimental to the environment.
At the power plant, the stench originates less than half
a meter from us, but the air in the control room is fresh.
“This space is overpressurized to prevent the entry of
any odors.”
Fans are used to conduct the detrimental, organic
odorous gases, mixed into the air inside the bunker, to
incineration.
Vital grab unloaderThere is also an infallible eye catcher
on the other side of the glass screen.
A huge Konecranes hydraulic grab
unloader works continuously,
undisturbed by outsiders. The steel
crane grabs five tons of waste and
easily dumps it into a ten-meter deep
filling funnel. Every now and then
the crane mixes the waste by moving
it from side to side. This makes the
waste burn better and keeps the
efficiency as high as possible. The
system is fully automated.
According to Heikkinen, the
funnel needs to be fed with new
fuel at least twice an hour. It takes
approximately one hour for the
waste to travel through the funnel
to the kiln. Machines handle waste
operations on their own at nights
and on weekends, when no waste
24 KONECRANES MAGAZINE

Intelligent automation has
revolutionized waste treatment and incineration technology. The
Konecranes grab unloader is a
vital part of the process.
The steel crane grabs fi ve tons of waste and easily dumps it into a deep fi lling tunnel.
Riihimäki
Helsinki
25

arrives at the facilities. Th e waste mass may also include
highly miscellaneous material. At such times, the crane
can be operated manually.
Artifi cial intelligence can logically retrieve and
mix waste from certain places and carry it to the kiln.
It does not assess the type of waste. Th is calls for the
human eye.
“Th is is quite a creation. I’m cleaning the undersides
of the hatches so that we can get more waste into
the bunker. Sometimes we have to move individual
items through the reject hatch. We’ve seen bikes here
and a surface-mounted fi replace. Once a washing
machine travelled hidden among the waste through the
incineration line,” says Process Operator Peter Tilaeus.According to Petri Onikki, Ekokem’s Development
Manager, intelligent automation has revolutionized
waste treatment and incineration technology.
“We’ve seen giant leaps in automation in the past
fi ve years. Improvements have been seen in effi ciency,
end results, and quality. In practice, the operations
at this plant can also be left to the machine. We just
need one person to control that everything works as it
should.”
Th e Konecranes grab unloader is a vital part of the
process. If the fi lling funnel runs out of fuel, the process
comes to a standstill, which costs the company a fortune.
“If the grab unloader ceases to function, we’re lost,”
confi rms Tilaeus.
In fact, the power plant has two cranes. Crane
number one is getting its jaws sharpened, which is why
the spare crane was taken into use.
Stuffed animals safe and soundTh e Konecranes grab unloader is an example of a new
generation of cranes with numerous advanced features
related to automation, control, and hydraulics. A
layman immediately spots one of these with the naked
eye. Th e grab hanging from cables is perfectly stable.
Th e electronic DynAPilot anti-sway system makes for
accurate handling, enhancing the operating effi ciency
of cranes. Th e Crane Management System (CMS),
equipped with a PC, maintains versatile information
about crane operations in visual format, off ering
invaluable material for crane management and further
development.
Th e stuff ed animals perched high up near the
bunker ceiling are proof of accuracy and stability.
“I picked the fourth from the right,” says Tilaeus,
grinning.
Antti Rekola, Marketing Manager at Konecranes,
“Over 90% of refrigerators and freezers can be safely recovered in the form of energy.”
- Tapio Heikkinen, Ekokem
26 KONECRANES MAGAZINE
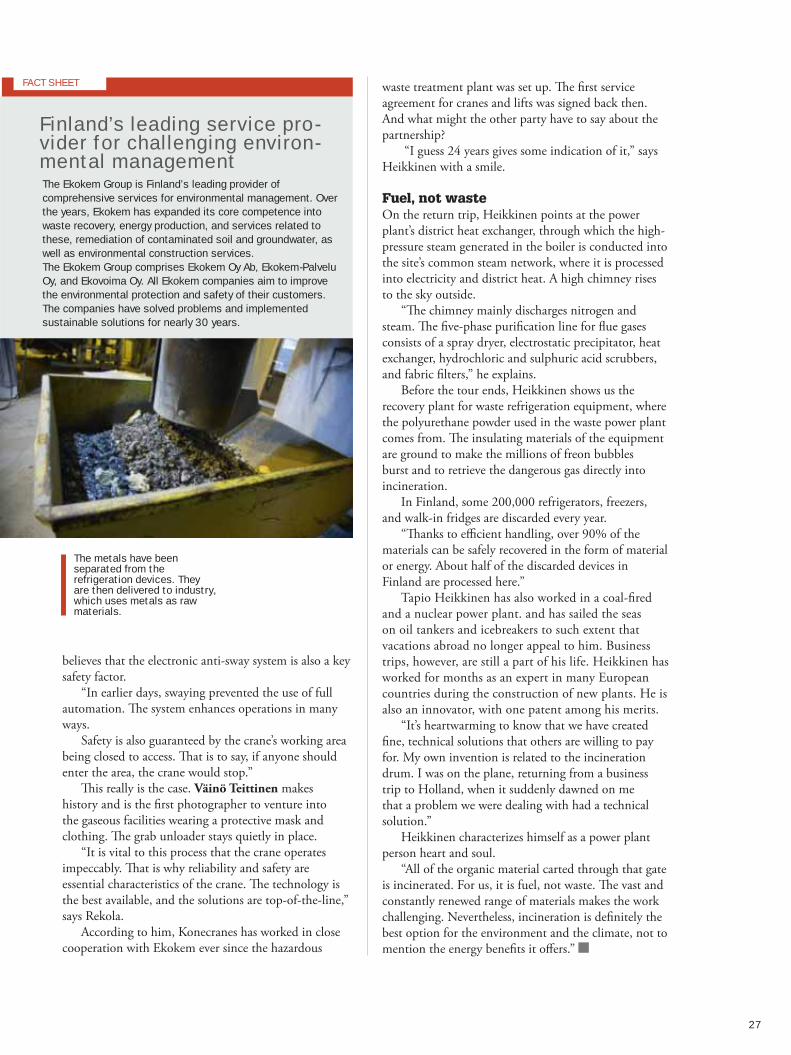
Finland’s leading service pro-vider for challenging environ-mental management
FACT SHEET
The Ekokem Group is Finland’s leading provider of comprehensive services for environmental management. Over the years, Ekokem has expanded its core competence into waste recovery, energy production, and services related to these, remediation of contaminated soil and groundwater, as well as environmental construction services. The Ekokem Group comprises Ekokem Oy Ab, Ekokem-Palvelu Oy, and Ekovoima Oy. All Ekokem companies aim to improve the environmental protection and safety of their customers. The companies have solved problems and implemented sustainable solutions for nearly 30 years.
The metals have been separated from the refrigeration devices. They are then delivered to industry, which uses metals as raw materials.
believes that the electronic anti-sway system is also a key
safety factor.
“In earlier days, swaying prevented the use of full
automation. The system enhances operations in many
ways.
Safety is also guaranteed by the crane’s working area
being closed to access. That is to say, if anyone should
enter the area, the crane would stop.”
This really is the case. Väinö Teittinen makes
history and is the first photographer to venture into
the gaseous facilities wearing a protective mask and
clothing. The grab unloader stays quietly in place.
“It is vital to this process that the crane operates
impeccably. That is why reliability and safety are
essential characteristics of the crane. The technology is
the best available, and the solutions are top-of-the-line,”
says Rekola.
According to him, Konecranes has worked in close
cooperation with Ekokem ever since the hazardous
waste treatment plant was set up. The first service
agreement for cranes and lifts was signed back then.
And what might the other party have to say about the
partnership?
“I guess 24 years gives some indication of it,” says
Heikkinen with a smile.
Fuel, not wasteOn the return trip, Heikkinen points at the power
plant’s district heat exchanger, through which the high-
pressure steam generated in the boiler is conducted into
the site’s common steam network, where it is processed
into electricity and district heat. A high chimney rises
to the sky outside.
“The chimney mainly discharges nitrogen and
steam. The five-phase purification line for flue gases
consists of a spray dryer, electrostatic precipitator, heat
exchanger, hydrochloric and sulphuric acid scrubbers,
and fabric filters,” he explains.
Before the tour ends, Heikkinen shows us the
recovery plant for waste refrigeration equipment, where
the polyurethane powder used in the waste power plant
comes from. The insulating materials of the equipment
are ground to make the millions of freon bubbles
burst and to retrieve the dangerous gas directly into
incineration.
In Finland, some 200,000 refrigerators, freezers,
and walk-in fridges are discarded every year.
“Thanks to efficient handling, over 90% of the
materials can be safely recovered in the form of material
or energy. About half of the discarded devices in
Finland are processed here.”
Tapio Heikkinen has also worked in a coal-fired
and a nuclear power plant. and has sailed the seas
on oil tankers and icebreakers to such extent that
vacations abroad no longer appeal to him. Business
trips, however, are still a part of his life. Heikkinen has
worked for months as an expert in many European
countries during the construction of new plants. He is
also an innovator, with one patent among his merits.
“It’s heartwarming to know that we have created
fine, technical solutions that others are willing to pay
for. My own invention is related to the incineration
drum. I was on the plane, returning from a business
trip to Holland, when it suddenly dawned on me
that a problem we were dealing with had a technical
solution.”
Heikkinen characterizes himself as a power plant
person heart and soul.
“All of the organic material carted through that gate
is incinerated. For us, it is fuel, not waste. The vast and
constantly renewed range of materials makes the work
challenging. Nevertheless, incineration is definitely the
best option for the environment and the climate, not to
mention the energy benefits it offers.”
27
CU
LTU
RE
When the ice covers the sea and lake in winter,
ice fi shers just cut a hole in the ice and
sit down to fi sh.
Helsinki is built on a promontory between two bays pushing inland from the open sea.
Museum of Contemporary Art Kiasma is located in the heart of Helsinki, the capital of Finland.
Finland has excellent icebreaking expertise.
Nokia is the world leader in mobile phones.
28 KONECRANES MAGAZINE

GREENPOWER& DESIGN Finland is an innovative, hi-tech welfare state that increasingly gets its prosperity from bits rather than forests.
Earlier, the saying went, Finland faced global fi nancial turmoil standing solidly on its wooden legs. This is still true to some extent. After all, Finland is the most densely wooded country in Europe. “Green gold” is Finland’s main natural resource. The metal and machinery industry has long been a highly important source of well-being for the country, as well.
In the last two decades, however, Finland’s big success story has been written with new tools. The most famous of these is the industrial conglomerate, Nokia, the world’s biggest cell phone manufacturer. In fact, cell phone subscriptions in Finland outnumber the country’s population of 5.3 million.
The range of Finnish innovations and products that have left a lasting imprint worldwide is extensive. Just to give a few examples, in addition to cell phones we might list icebreakers, luxury cruise ships, paper machines, environmentally friendly paper production processes, diesel engines, elevators and lifting devices, sailboats, compasses, fi shing lures, rock drills, contraceptives, scissors, cryptographic systems for the Internet, the Linux operating system, and draining cupboards.
When you arrive in Finland by plane and look out of the window, innovation and high technology may not be the fi rst things that come to your mind. Green scenery and sparkling waters seem to stretch as far as the eye can reach. The world’s largest and most beautiful archipelago is to be found in the Baltic Sea, off Turku in southwestern Finland. Finland also advertizes itself as the land of thousand lakes. In fact, the country has 187,888 of them.
The Finns love their clean nature. Small wonder then that sea and lake shores, as well as islands, house nearly half a million summer cottages, where Finns withdraw to relax and recharge their batteries. The recipe is simple: heat up the sauna on the shore, take time to enjoy the soothing heat, gently beat yourself with a birch whisk, and take a refreshing dip in the water. After that, it is time to stretch out in the deckchair with a cold drink. A pair of water birds swimming out at sea puts the mind at rest.
Thousands of events, festivals, and celebrations that enrich life all around the country, especially in the summertime. A common denominator to all of them might be music. The nation, although small in population, has produced an astounding number of talented musicians and performers in various musical genres: world-famous opera singers, conductors, and composers, as well as heavy metal rock stars. In spirit, they may, perhaps, be called the descendants of Jean Sibelius.
The Finns are proud of their Nordic welfare state, design and architecture, social stability, richness of the seasons, honesty and perseverance – as well as Santa Claus, of course, who lives in Lapland, north of the Arctic Circle.
Aalto vase is designed by
Alvar Aalto, one of the
greatest names in
modern architecture and design.
29

Konecranes
TECH REPORT
In busy container ports effective performance management and process automation is crucial. With Konecranes YardIT®software and services, terminal operators can monitor equipment fl eet effi ciency in real time, increase automation, and identify areas for operational improvement.
Konecranes YardIT® has three main product offerings: the Container Positioning Information System (ContPos), the Container Handling Equipment Monitoring System (CHEMS) and the YardIT® auto steering system.
ContPos can be applied to all makes and models of container handling equipment, including reachstackers, RTGs, and straddle carriers. Using patented RAAS GPS technology, the ContPos is designed to determine exact container position and work seamlessly with the Terminal Operation System (TOS) to direct terminal pick-up and drop-off operations.
“With this system, the TOS – and therefore the operator – knows exactly what is happening at any time,” says Mikko Sampo, Director, YardIT®. “An average terminal handling one million containers per year can have 2% error in container positioning, meaning 20,000 lost containers. ContPos is designed to provide the operator with a 100% accurate container inventory and also to help to improve TOS performance over time. Our knowledge and expertise comes from years of working with terminal operators and understanding the challenges they face.”
The Yard IT Container Handling Equipment Monitoring System (CHEMS) is a powerful tool for measuring and monitoring terminal
R&D STORY BY: CHARL IE BASS I L LUSTR AT ION BY: KONECR ANES
Getting a handle on terminal operations
activity – from driver performance and container volume handled to container handling equipment performance and maintenance monitoring. CHEMS is designed to integrate seamlessly with all major vendors’ TOS. Accurate information offers terminal operators a high level of control, improves their ability to plan operations based on reliable data, and improves the effi ciency of terminal operations.
REAL-TIME INFORMATION SHARINGIn complex terminals, bottlenecks often occur. CHEMS helps to remove them by providing operators with a real-time overview of all terminal activity. The system incorporates an updatable digital map of the terminal layout
and detailed container handling equipment fl eet information – including driving distances, engine hours, and performance effi ciency data. Data is sortable by individual driver, container handling equipment and operation, for example. Data can be reviewed by week, month, and year for each equipment group.“New personnel can be brought online very quickly because the TOS is updated in real time and the driver is shown exactly where to collect or drop off a container,” Sampo says. Because CHEMS is web-based, operators can view information wherever an internet connection is available. If the terminal layout changes, the operator can send the AutoCAD fi le to YardIT® and CHEMS is then quickly updated to refl ect these changes.
FACT SHEET
- Step-by-step automation for container operators
- Safe way- No disturbance for daily operation- No big issues with labor- Reasonable costs- Utilize previous
investments
30 KONECRANES MAGAZINE
#1/09
exciting future developments are on the horizon. If an operator has several terminals worldwide, CHEMS will allow multi-terminal monitoring from a central location by gathering operational data from all terminals. Customers will also be able to choose the level of automation that suits their operational needs. “Our goal is to offer the customer step-by-step automation, specifi cally for RTGs – from auto steering and stop systems up to highly automated operation, including automated container grabbing and fully automatic gantry and trolley movements,” Sampo concludes.
•
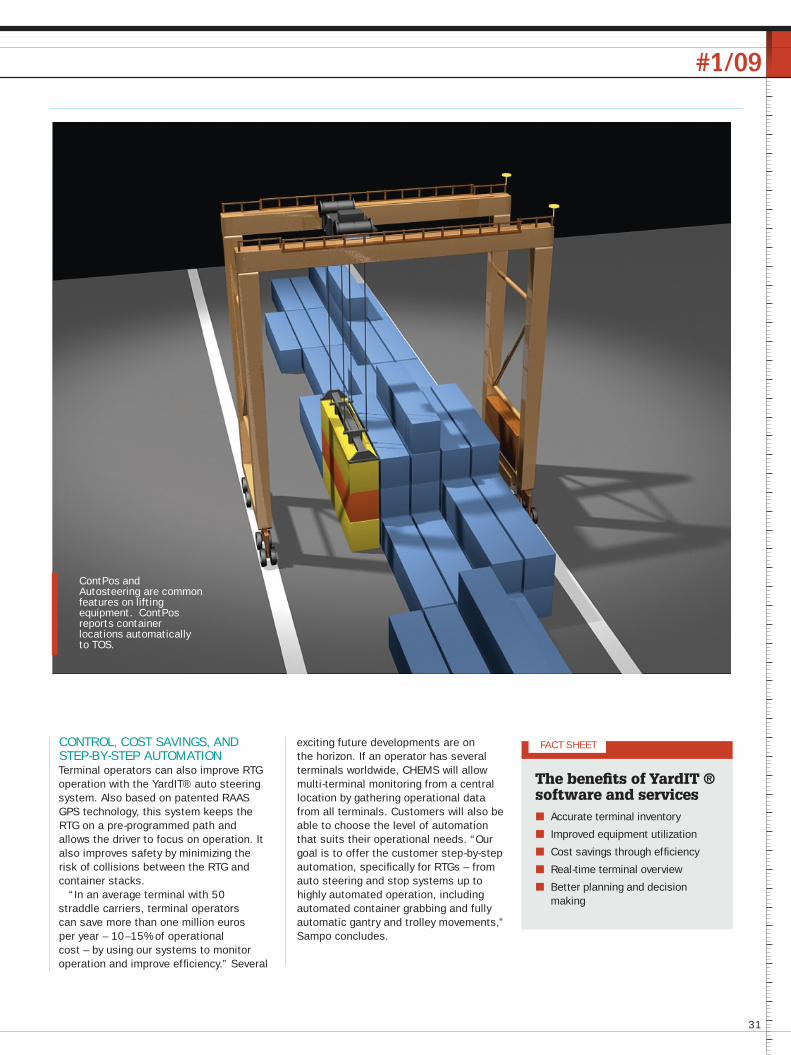
CONTROL, COST SAVINGS, AND STEP-BY-STEP AUTOMATIONTerminal operators can also improve RTG operation with the YardIT® auto steering system. Also based on patented RAAS GPS technology, this system keeps the RTG on a pre-programmed path and allows the driver to focus on operation. It also improves safety by minimizing the risk of collisions between the RTG and container stacks.
“In an average terminal with 50 straddle carriers, terminal operators can save more than one million euros per year – 10–15% of operational cost – by using our systems to monitor operation and improve effi ciency.” Several
ContPos and Autosteering are common features on lifting equipment. ContPos reports container locations automatically to TOS.
FACT SHEET
Accurate terminal inventory
Improved equipment utilization
Cost savings through effi ciency
Real-time terminal overview
Better planning and decision making
The benefi ts of YardIT ®software and services
31

Konecranes
TECH REPORT
R&D STORY BY: CHARL IE BASS PHOTO BY: KONECR ANES
Different perspectives and new approaches to challenges play
an important role in Konecranes’ development processes. Open
innovation helps Konecranes deliver innovative lifting solutions
that meet customers’ needs. It opens the door to utilizing new ideas and new ways of tackling
challenges that come from talented individuals both inside
and outside the company.
“Open innovation allows us to gather together the ideas and new ways of thinking that help us create products and services that do exactly what the customers want. It means opening up our development process, working with external partners, and bringing a whole new point of view to the challenges we work with. By doing this we can break away from traditional ways of approaching customer challenges and open the door to even better solutions,” says R&D Engineer Justus Dahlén.
The concept of openness also applies to thinking about how products and services are sold to the customers, with the ultimate aim being to fi nd the best way of meeting their needs.
A PARTNERSHIP FOR LEARNINGFor Konecranes, open innovation also means accepting that good ideas come from many different sources. The open innovation initiative gives teams of summer trainees the chance to tackle a challenge and present their concepts at a ‘day of innovation’. Trainees are allowed to use some of their working time on generating new solution concepts, bringing a fresh perspective without the burden of ‘how things have always been done’. Konecranes also partners with academic institutions such as the Helsinki University of Technology (TKK).
“Open innovation involves several different groups, from our internal R&D and sales
Opening the door to new ideas
Open innovation
breaks away from traditional
ways of approaching
challenges. It opens doors to new solutions.
32 KONECRANES MAGAZINE
FACT SHEET
New approaches to challenges
Internal and external idea sharing
Relationship-building with partners
Learning across industries
Open inno-vation in brief:

#1/09
Students presenting their ideas utilizing a
miniature crane.
Xxxxxx
FACT SHEET
Open innova-tion and the customer
Builds relationship with Konecranes
Increases understanding of user challenges
Improves product suitability and performance
Enables faster product development and innovative solutions
teams to universities, suppliers, and our customers, and it also helps us to strengthen relationships between all participants. By opening up our innovation process, we can improve our understanding of what our products should do and develop new solutions that might never have arisen otherwise, thereby solving challenges that were previously left unsolved,” Dahlén says.
Konecranes also takes part in the Product Development Project (PDP), a course at TKK where groups of students interested in product development are given a problem to solve and funding to develop a working prototype. Students work in groups of about 10, from September to April during the fi nal phase of their studies. “Through open innovation and the PDP course, students gain invaluable practical experience, make good contacts in our organization, and also get experience of dealing with real development situations.”
PRODUCING REAL RESULTSThis approach has already resulted in completely new ways of doing things. The CoHo – or cordless hoist – is one example of a concept that has its roots in open innovation. Students were asked to think about how a lifting solution might operate without a mains power supply or a cable.
The battery-operated hoist prototype they helped to develop is portable, remotely controlled, and redefi nes the way hoists are used by making horizontal load movements possible as well. Students also played a central role in a project to develop the ‘crane controller of the future’, working on everything from the ergonomics and practical operation to the technical development for a new prototype controller
– the SpaceStick.
BENEFITS FOR ALLBringing together different sources of knowledge and approaches to challenges helps to speed up the product innovation cycle and also improves the quality and suitability of the solutions delivered to the customer. “Open innovation plays an extremely important role in ensuring that our future products match the needs out in the fi eld. In the future we want to become even better at capturing and sharing good ideas and knowledge throughout our innovation network. A good idea is a good idea, no matter who comes up with it,” Dahlén concludes.
33

Story by Kimmo Kiimalainen Photos Erik-Jan Ouwerkerk
Moving a 3,000-ton railroad bridge in one piece might sound impossible. With the right equipment, it isn't.
June 17, 2008 at 5 pm in Klostermansfeld, Germany: Konecranes' Fluidts project manager Reinhard Bausch examines a cut-off railroad surrounded by the smooth-shaped green hills of Saxony-Anhalt.
Some 70 meters (77 yards) of the track are missing. But not for long. Bausch is about to fi ll the space with a
massive 66.60-meter (72.8-yard), pre-fabricated concrete bridge, standing ready nearby. The 3,000-ton bridge will be moved a distance of 24 meters (26 yards) and positioned exactly in line with the cut-off track – all in one piece.
Just a few minutes later, Konecranes’ powerful hydraulic Fluidts system, now installed under the bridge, has reached its operational pressure. Several load-bearing modules on orange-colored slideways lift the bridge a full 10 centimeters (nearly four inches) off the ground. At the same time, the system creates nitrogen-gas cushions between the bearing pads and slideways for practically friction-free horizontal movement. Bausch's team is ready to move.
As the operator pushes the button, the bridge starts gliding smoothly at an astonishing pace for an object this size. With an average speed of one meter (just over one yard) a minute, the hydraulic push/pull system pushes the bridge smoothly into its fi nal position.
The bridge is in place in less than 20 minutes, and the numerous guests give applause.
In a few days, the fi rst train coming from Berlin will cross the new bridge in Klostermansfeld. Instead of interrupting rail traffi c for months, the preparations and the installation of a complete bridge with the Fluidts system will have caused a break of just a couple of days.
“As far as we know, no other system is as fast as ours for this kind of a job,” Bausch says.
For Reinhard Bausch, handling a 3,000-ton bridge isn't even a big job. He has successfully moved bridges weighing over 5,800 tons, 6,000-ton ship sections – and even complete ships and cranes.
The 3,000-ton bridge was moved a distance of 24 meters and positioned
exactly in line with the cut-off track in one piece.
MOVINGBRIDGEMOVINGBRIDGE
34 KONECRANES MAGAZINE
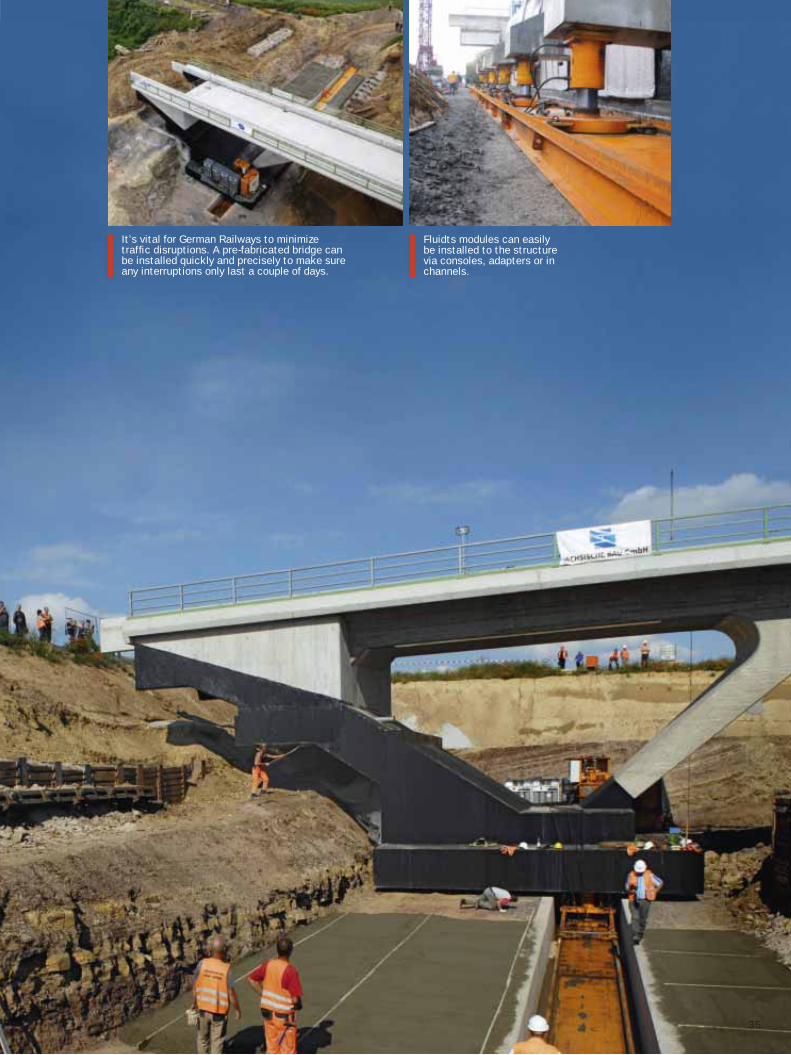
It’s vital for German Railways to minimize traffi c disruptions. A pre-fabricated bridge can be installed quickly and precisely to make sure any interruptions only last a couple of days.
Fluidts modules can easily be installed to the structure via consoles, adapters or in channels.
35

NOT JUST LIFTING THINGS, BUT ENTIRE BUSINESSES
ww
w.k
onecran
es.com