screen printing screen printing...
TRANSCRIPT

INTRODUCTION TO ART - FILMS & OUTPUT - SCREEN ROOM & PREP
JOB SET UP - CURING - BREAKDOWN - TIPS & TRICKS - TROUBLE SHOOTING
ACADEMYSCREEN PRINTING ACADEMYSCREEN PRINTING
Class Manual
Ryonet
Ryonet
www.SilkScreeningSupplies.com
www.ScreenPrintingVideo.com
www.RyonetBlog.com
:
strives to excel in the quality and strength of its products and services
within the screen printing industry. Whether you’re a hobbyist or a large business, Ryonet delivers the equipment, products and knowledge of the screen printing industry to help you succeed.
Industry web sites powered by
- On-line resource providing a full listing of screen printing supplies, equipment and industry leading customer service.
- Over 150 FREE screen printing related videos covering how-to’s, technique and equipment assembly.
- Designed to enhance screen printing knowledge with excellent videos, articles, and tips and tricks from the pros.
Weekly Updates!
YouTube
www.blingitbiz.com
twitterFacebook
- Supplying affordable Rhinestone design kits.
Follow Ryonet onBecome a Fan of Ryonet
Visit our channel
www.twitter.com/ryonet
www.youtube/ryonet
ACADEMYSCREEN PRINTING ACADEMYSCREEN PRINTING
CONTRIBUTING INSTRUCTORSRyan Moor, Mark Berryman, Marvin Guillot,
Nick Wood, TJ Stepper, Don Garrison.
Edited by Leesa Leilani
Co
nte
nts
Intro
Chapter 1
Chapter 3
Screen Printing (An Introduction)
Introduction to Art
Films & Output
Screen Room & Screen Prep
Setting Up a Print Job
Curing Parameters
3-10
11-26
27-30
31-47
48-62
63-67
Chapter 2
Chapter 4
Chapter 5
Chapter 6
Chapter 8
Breaking Down a Job
Production Tracking
Additional Tips & Advice
Troubleshooting Tips
Marketing Tips
Production Charts
68-69
70-72
73-85
86-89
90-95
96-98
Chapter 7
WELCOME TO THE WORLD OF SCREEN PRINTING! An introduction
Screen printing (also referred to as silk screening, screen process printing and serigraphy) is a unique method of transferring or printing graphic images, and is considered by many to be one of the oldest methods of printing. It was first used by the Chinese and the Japanese to decorate clothing, reproduce artwork and publish posters with the latest words of wisdom of the emperor. Over 1000 years ago it was discovered that woven silk stretched on a wood frame, with a stencil image attached to the bottom with glue, could be used to reproduce the same image over and over on different materials by forcing ink or paints through the opening in the stencil. That's screen printing!
Today, screen printing is a multi billion dollar a year industry. It integrates exciting industries like fashion, design, sports, music, education, corporate America and much more! There are thousands of niche markets to go after and lots of profit potential for anyone who desires it in this industry. There's nothing like creating a concept from initial design and seeing the first print come off the press! You're entering a fun, exciting, and rewarding industry! Welcome to screen printing!
The following basic components of Screen Printing will be discussed:
- Art Or Design- Frame And The Mesh- Stencil Carrying The Image- Ink- Squeegee- Press System- Substrate (material) To Be Printed
There have been many advancements over the years in materials, techniques, and equipment that allow today's screen printer to use the process to print almost anything anywhere. This course is intended to cover some of these advances in screen printing, and helping to integrate the new ideas into your printing efforts. You will develop your ability to recognize and reduce variables and problems within the process to achieve 'the perfect print'.
XX
XXXX
XX
3
(A DEEPER INTRODUCTION TO SCREEN PRINTING)
The basic idea in silk screening is to create a screen through which ink can form designs on a large number of duplicates. You create a positive image (film) in a black ink which is placed onto a UV light sensitive emulsion coated screen that is tightly stretched over a wood or metal frame. When the emulsion is exposed, the part that is exposed to light "cures" (hardens), while the unexposed portion blocked out by the black positive image (film) remains soft.
When washed out, the soft emulsion is simply washed away, leaving a "negative" image of the design. The mesh of the screen (synthetic silk these days) is open (like fine screen wire; hence, the name "screen") so that ink can pass through the unexposed (where the emulsion was washed away) portions only -- like a stencil. The frame holding the designed silk is placed against the object to be printed, ink is applied and a squeegee is pulled across to force a
small amount of ink from the top, through the screen, onto the receiving item (T-shirt, sign, etc.).
The screen printed object is removed and set out to dry and the next object is inserted. Obviously, literally thousands of prints can be made from a single screen at a very economical price. When additional colors are desired, a separate screen is prepared for each color (the artwork has to be color separated in order to split it for multiple screens). Most screen printers have drying racks or commercial dryers designed for the size and type objects the operator does most.
The biggest (and most costly) job is setting up the design or copy on the screens. This is why a job of 24 t-shirts can cost up to $200. The first t-shirt bears the cost of setting up; the rest represent only the receiving item's cost, overhead plus
a fraction of a cent for the ink. Some printer's store "used" screens when they expect additional orders of the same designs (like real-estate
signs); otherwise, they wash them out when the job is completed and use them again for the next job -- one screen will often last for years.
Usually, customers are charged a set-up fee and a price per item. Example: $50 set-up, plus cost of printed garment. Since printers are not required to tell customers when they save a screen, they can charge a new set-up fee even if they don't have to set up the next order. This fee is also an incentive for the customer to order as many items as possible at one time. Of course, there are many different levels and variations of screen printing -- from a small hobby operations, to an "octopus" looking machine, where up to four, six and eight different colors can be applied in rapid fashion, using plastisol inks (Used mainly in t-shirt printing).
It is easy to find very expensive equipment for this business: However, it's also just as easy to find a company that offers an affordable start-up and training package solution. The total cost to set up a small silk screening studio should be in the neighborhood of $500 to $2,000, depending on the size of the operation and the amount of equipment.
4
What should you expect to make? This varies depending on the type of jobs you print, the quantity, and how many colors. With efficient equipment, streamlined operating procedures, and good sales efforts, you can maximize profit, taking on larger and more complex jobs. A manual screen printer can literally make more then a lawyer or doctor per hour fairly easily! There are numerous screen printing jobs available. T-shirts, hats, printing name tags (on plastic or metal holders), bumper stickers (on self-stick paper), banners (buy them blank), designs on flags or ensigns (also purchased blank), political posters, (paper or plastic), street signs (for the city) and truck signs (fleets), souvenirs, advertising stands -- and thousands of other possibilities.
Some screen printers specialize in one or two phases of the art (depending on the market), allowing them to keep mostly one size of screens, holders and drying racks. As a screen printer, you will be able to judge which jobs in your area could be most economically produced by screening – by simply showing potential customers how you can save them money and give them a better product! It's better to find a niche, because if you don't, you could be niched!
To get started in the screen printing business, accumulate your equipment, learn to operate it efficiently (ruin some materials), read about the art and most importantly, invest in training! When you are ready, know exactly what you can and cannot do (DO NOT experiment on your customers -- there is too much to lose) and seek only those that you can do well. Start contacting businesses that could use your services -- show them samples and prices. Tell them how long it will take (since you are local, this will be one of your strongest selling points), Be sure to deliver when you promise! Place ads in the local paper, and always leave a business card so people can call you to bid on jobs.
Keep accurate business records. Most importantly, keep a copy of what the customer approves to go on his order. Have the customer review AND INITIAL the order sheet showing exactly (spelling, layout, color) how the products are to appear. Ask the customer to please check carefully for any errors BEFORE you run off 100 or 1000 shirts! This attention to detail will save you time, money and many headaches.
In screen printing; there are projects you can complete instead of commercial jobs, or in addition to, or between jobs. Buying and printing your own objects for resale is a great way to increase profits. Ceramic mugs with the school or town emblem, ceramic tiles with scenes, fancy keep off the grass signs, or even something to hang on a small suction cup in the car (BABY ON BOARD), are just a few examples.
THAT MEANS MORE PROFIT -- IS THAT OK WITH YOU?
5
Printing
Inks
Color
Other
squeegee sideflood strokeprint strokeoff contactbleedhalomoire pattern
PlastisolWater baseSolventUVviscosityhigh density inkcurable reducer
color separationopaque transparentprocess colorsduotone
squeegeesqueegee sharpenerdurometerflood coatRubylithCoroplasttable adhesiveblockoutscoop coaterphoto emulsiontable adhesivesolvent resist tapeghost imagehazeextender/soft hand basePlastisol basetinting compoundspuff additivestretch additive
Screens
Printing
Photo Processes
Print Terms
degreasing screen frametri loc registrationstatic frameroller framescreen fabricmeshmesh countmesh tensionvacuum framereclaiming
squeegee sideshirt sideflood strokeprint strokeoff contacton contactbleedhalomoire patternoff-contact
EmulsionRegistrationImage alignmentexposure unitoverexposurediazobridgingdotdot gainopaquingresolutionright-readingsensitizer
silk screen/serigraphy/screen printingeditionmonoprintmonotypechopproofsolidsubstrate
Photographic and Darkroom Terms
Registration
Stencils
Clean up
film positive/transparencywater proof filmfilm negativecontinuous tonehalftonespot color
stroketrappingregistration markscenter marksmaskingtensionpre registration templatetri loc systemColorcolor separation
direct photo emulsion stencilblock outpaper cut stencilsdirect screen filler stencildrawing fluid stencilshandcut film stencilscapillary filmpositive stencilnegative stencilwatermarksizing
pressure washersurfactantshaze removersolventstripperscreen reclaimer /tri sodium phosphate (TSP)degrease
SCREEN PRINT TERMINOLOGY
LEARN IT WELL!
6
SCREEN PRINTING STEP BY STEP:
It ALL Starts with Artwork:
2. Film Positives:
3. Screen Making:
Whether you create it or a customer brings it to you, this is where it all starts. Since everything starts with artwork, it’s very important that you make sure you start with GOOD ARTWORK. If you don’t, it’s garbage = garbage out, and you don’t want to be printing garbage. You can create artwork in an artwork program, receive it electronically, clean it up if needed, and even out source it to a third party.
Time is money. If you are not a brilliant artist it is wise to use a vector art program or plugin, which is a Corel Draw supplementary program. These quick and easy tools ensure that you will have high quality artwork in the end in less than half the time. Corel Draw is an optimal program for screen printers because it is easy to use, it can vector and resize images, and there are lots of different additions available for it. Photoshop can be used as well, but this is more for full color printing like simulated process or four color process, etc., which is not good to start out with since there are special techniques to master before moving into this realm. Illustrator is another program often used by screen printers who have graphic experience. Similar to Corel Draw, it is vector although a little harder to learn as you begin for the novice screen printer and graphic artist.In order to prepare your print properly you need to use one of the programs above to color separate the artwork if the artwork is multiple color.
Your screen emulsion / stencil exposes to light. The goal of a film positive is to block the light from reaching the area of the screen under the image area. Since the goal of the film positive is to block light, primarily you would want to achieve the blackest print possible. There are several types of printers and films you can use. Optimally it is best to use an inkjet (Epson) printer with a water proof film that retains and holds the BLACKEST ink (R-Film WP).
For every color you have, you will print it out as a black plate on a separate film. For example, if you have a logo that is Red & Black, you would separate the two colors from themselves and print each out, changing the red to black for printing and then printing the black. Each of these would be printed on their own film by a printer. This is simply known as art separation. If the colors are touching in the final version of the logo, you need to have what is called “trap or choke”. Basically, it's overlapping the artwork by a small margin, just enough so you can register the colors with no space between them. On the films, you will also place registration marks. These marks usually are a circle with a vertical and horizontal line passing through it. These marks will be on the same spot on each film. This will help you register your colors later, it's also a good idea to include center marks so the design will be accurately centered on the platen.
Screen printing was originally referred to as silk screen printing because the screen mesh used to be made from silk. As this is no longer the case (now they are made from a polyester weave), the name changed. Most screens are basically a wood a aluminum frame (aluminum being more popular because they last longer) with a polyester mesh stretched across them at a very high tension and glued onto the frame with an epoxy or cyanoacrylate glue. Mesh is measured by how many threads cross per square inch, some examples that are used on screens would be 24, 36, 60, 86, 110, 156, 200, 230, 280, and 305. The lower the mesh count, the more ink that is laid down, the higher, less ink but more detail is retained.
7
SCREEN PRINTING STEP BY STEP (CONT.)
Choosing the proper mesh for the job is important and with help from this book and experience in time you'll learn through testing and results. It's always a good idea to keep production records for consistency from the beginning of every job. Before you apply your stencil to your screen, it is important to clean it or degrease it. This takes all the dust and grease particles off the screen mesh, allowing the emulsion to adhere.
Emulsion is a light sensitive liquid about the consistency of molasses. Since it is light sensitive it is important that you use it in a light safe environment. To coat the screen wiht emulsion you will use a tool called a scoop coater. This trough holds the emulsion and allows it to be placed onto the mesh. It’s important that you get a even coat of emulsion on the screen mesh, you do this by using both hands and a fair amount of pressure to press against a propped screen and ensure both sides are being coated evenly. TIP, emulsion thickness EQUALS ink thickness. For thicker stencils it's a good idea to dry between coatings otherwise it will drip off the mesh. .
You have to let the emulsion dry before you can expose the screen. This book explains the proper process to do so. When you are ready to expose, a good light source is needed for this process. The exposure unit is basically a box with a glass top, a compression lid or rubber blanket, and a vacuum frame. The light source is contained in this box. To expose a screen, take the film positive you created and place it on the glass top with the right reading face up. Take the dried screen and place it on the glass top with the film positive under it. The screen mesh will be touching the film positive. As the lid is closed, the
compression lid presses the foam against the screen and the positive providing contact. The length of time is dependent on your emulsion and light source. Most manufacturers have recommended exposure times for their emulsions. Ryonet has recommended exposure times for our emulsions and for all of the light units we sell. Keep in mind, these are all RECOMMENDED times, this means its always good to know that sometimes things may vary slightly. An exposure calculator and testing can help determine the optional time to expose a screen at.
Once your image is exposed it’s time to wash your screen out. Keep in mind that your film positive blocked the light from reaching this area of the screen so your screen is left unexposed. This means that you need to keep your screen in a light safe area until after it’s washed out. To wash your screen out, set it in a tub or preferably a washout sink. Spray it down with cool clean water for and allow to soak for 1-2 minutes. After it has been allowed to soak you will see the image appear as the unexposed emulsion begins to loosen. Once this happens you can spray your screen with medium pressure (a strong garden hose or pressure washer) and blow out your image. During washout it’s important to be careful not to apply too much water or pressure to you emulsion, if the emulsion soaks up too much water even the exposed areas of the screen will begin to washout, the same thing applies to using excessive pressure. After your screen is washed out you can now hold it up to light to ensure that your entire image is washed out. Next you need to dry your screen.
To dry a screen, lay out newsprint and pat the inside (squeegee side) with one sheet, DO NOT rub the screen, let the screen(s) dry naturally, you can use a fan or even set the screen outside in the sun to dry. You will want to check for pinholes (little holes caused by dust, dirt) and block out with emulsion or a commercial blocking agent, then dry. After the screen has completely dried expose again (post –hardening) for a longer lasting stencil. This can be done in your exposure unit or out in the bright sun.
8

SCREEN PRINTING STEP BY STEP (CONT.):The Printing Press (where the magic happens):
Ink Options:
Preparing to Print:
Screen printing your first shirt!
Choosing a printing press is something you should put some thought into.Remember, your screen printing press prints t-shirts, t-shirts = money, the faster and more concise you print those shirts, the more money you make! If you are looking for a space saving option, the LowRider dryer is actually a high production space saving press/ dryer combo system that puts the traditional all in one unit to shame and even out performs other manual presses and dryers in ½ the space! What to look for in a press is a solid frame, joystick or micro registration if possible, a quality construction that will last a long time, a proven track record in the industry, and rotating platens and screens that spin quickly. Being able to quickly register a press is almost as important as how it prints. Remember, the faster your press works for you, the less you have to work!
Most screen printer prefer to use plastisol ink for garment printing although recently environmental and fashion trends have made discharge and water based inks very popular. Inks are made with a base (either plastisol / petroleum or water) and colored with pigment. The consistency of the ink is directly correspondent to how much pigment is needed in the ink. Bright colors + dark garments = higher pigment load in the ink = a lower ink viscosity. For instance, black ink will always be thinner than white ink because white ink is typically meant for printing on darker colors. Thus white ink needs a higher pigment load for it to show up on dark.
It’s time to line things up and get ready to print! To save you time as you setup your press it’s important to remember how much simpler center lines can make your life! If you use center lines in your artwork, center your films on your screen prior to exposure, and draw center lines on your printing platens, then making sure your screen is centered in the press is easy. Simple one color prints may only need center lines where as multiple color prints would benefit from additional registration marks surrounding the print. You want to place your screens in the approx spot there are going to sit in your press.
Before you register it’s also important to adjust the off contact of the screen. Off contact = the distance between the screen mesh and the shirt. You’d typically want about 1/16th-1/8th inch of off contact evenly throughout the screen and platen. This allows the mesh a small amount of space to release the ink onto the garment. Once off contact is set and the screen is centered you can register your screen to either the film positives or the print itself by lining each color to the most encompassing/prominant color. During registration you’re getting close to production and at this point in the game it’s a good idea to fire up your heaters so they have ample time to warm up. After your screens are aligned, fill your ink reserve with the desired color of ink and get ready to print! Before you start production, it’s always important to do several test prints to ensure consistency of registrations and that the shirt is curing properly.
Now its time to print. It may have seamed like it took a long time to prepare and that’s the truth, most of the time you’re going to spend 60-70% of your time preparing for the job and if you’ve done a good job preparing, actually printing the job should go fairly quickly.
9
SCREEN PRINTING STEP BY STEP (CONT.):
Curing the Ink:
Curing Options.
Helpful Information:
www.ryonetblog.com
.
In order for in for water base and plastisol ink to cure it needs to reach 320 degrees. If the ink is thick, the entire ink film needs to reach 320 degrees. This means that if the ink is thicker of if you are printing ink on top of other ink, you’ll need to cure it longer so that the BASE of the ink reaches 320 degrees. It’s simple, if the ink is not cured, it washes off, so it’s in your best interest to ensure that the ink is effectively cured.
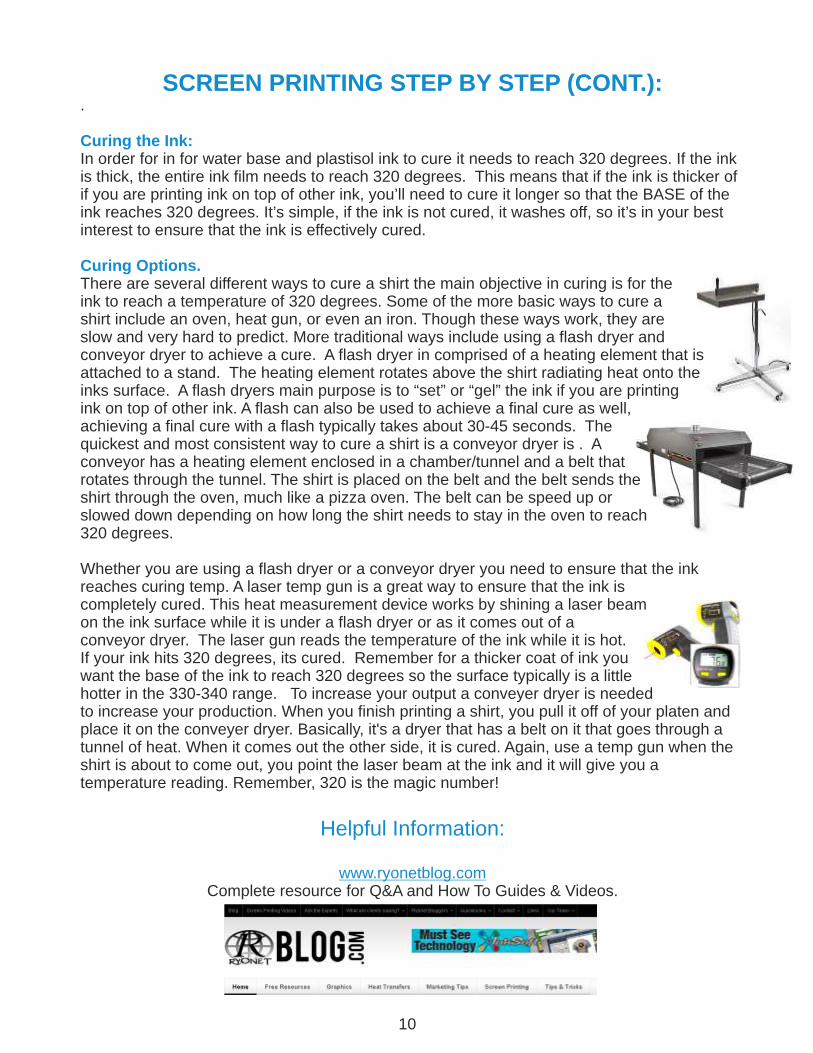
There are several different ways to cure a shirt the main objective in curing is for the ink to reach a temperature of 320 degrees. Some of the more basic ways to cure a shirt include an oven, heat gun, or even an iron. Though these ways work, they are slow and very hard to predict. More traditional ways include using a flash dryer and conveyor dryer to achieve a cure. A flash dryer in comprised of a heating element that is attached to a stand. The heating element rotates above the shirt radiating heat onto the inks surface. A flash dryers main purpose is to “set” or “gel” the ink if you are printing ink on top of other ink. A flash can also be used to achieve a final cure as well, achieving a final cure with a flash typically takes about 30-45 seconds. The quickest and most consistent way to cure a shirt is a conveyor dryer is . A conveyor has a heating element enclosed in a chamber/tunnel and a belt that rotates through the tunnel. The shirt is placed on the belt and the belt sends the shirt through the oven, much like a pizza oven. The belt can be speed up or slowed down depending on how long the shirt needs to stay in the oven to reach 320 degrees.
Whether you are using a flash dryer or a conveyor dryer you need to ensure that the ink reaches curing temp. A laser temp gun is a great way to ensure that the ink is completely cured. This heat measurement device works by shining a laser beam on the ink surface while it is under a flash dryer or as it comes out of a conveyor dryer. The laser gun reads the temperature of the ink while it is hot. If your ink hits 320 degrees, its cured. Remember for a thicker coat of ink you want the base of the ink to reach 320 degrees so the surface typically is a little hotter in the 330-340 range. To increase your output a conveyer dryer is needed to increase your production. When you finish printing a shirt, you pull it off of your platen and place it on the conveyer dryer. Basically, it's a dryer that has a belt on it that goes through a tunnel of heat. When it comes out the other side, it is cured. Again, use a temp gun when the shirt is about to come out, you point the laser beam at the ink and it will give you a temperature reading. Remember, 320 is the magic number!
Complete resource for Q&A and How To Guides & Videos.
10
CHAPTER 1
INTRODUCTION TO ART
Explanation Of Jpeg, Gif, And Bmp, Spot Color,Separations With Photoshop, 4 Color Process, Corel, Spot Process Separations Studio, and
Assorted Graphic Programs
(Don't let this section overwhelm you as it's for learning purposes.)
11
ch
. 1
JPEG
GIF
BMP
SPOT COLORS
The term actually stands for "Joint Photographic Experts Group," because that is the name of the committee that developed the format. But you don't have to remember that because even computer nerds will think you're weird if you mention what JPEG stands for. Instead, remember that a JPEG is a compressed image file format. JPEG images are not limited to a certain amount of color, like GIF images are. Therefore, the JPEG format is best for compressing photographic images. Thus if you see a large, colorful image on the Web, it is most likely a JPEG file.
While JPEG images can contain colorful, high-resolution image data, it is a lossy format, which means some quality is lost when the image is compressed. If the image is compressed too much, the graphics become noticeably "blocky" and some of the detail is lost. Like GIFs, JPEGs are cross platform, meaning the same file will look the same on both a Mac and PC.
Both GIF and JPEG images are widely used on the Web and are supported by all Web browsers and other Web software. Charts, screen shots and technical drawings are compressed best as GIF, which only hold up to 256 colors (8-bit color). Most photographs are better as a JPEG, which supports 24-bit color and has the option of several compression levels (the choice depends on how much degradation you can tolerate). If you save a scanned image in both formats, you may see a dramatic difference in file size between them.
BMP (short for bitmap) is a graphic format used internally by the Microsoft Windows graphics subsystem, and used commonly as a simple graphics file format on that platform. BMP files are usually not compressed, typically much larger than compressed image file formats such as JPEG or PNG. Despite its shortcomings, the simplicity of BMP and its widespread use in Microsoft Windows and elsewhere, as well as the fact that this format is well-documented and free of patents, makes it a very common format. As such, many image programs are likely able to read in BMP files.
First, a spot color is a specially mixed ink that is applied on the printing press, as opposed to a mix of the four inks which make up process printing. Spot colors can be produced in a much more vibrant range of colors, and can have special characteristics which aren't available in process inks, such as day-glow or metallic ink. Because they only use one screen, spot colors can reduce the cost of printing if you limit your ink choices to black and one spot color. For example, if you choose to print a red and black logo in process inks, you will actually need three inks on three screens : Magenta, Yellow, and Black.
A second reference to spot color concerns the way it is printed in the design. A spot color does not have any gradient or halftones, it only has spots of color in solid form. There is no shading or blending of colors. It is simply one block of ink. Obviously most standard fonts would be printed in spot color as well as a lot of basic logos and vector graphics.
12
GRADIENT IMAGES
FULL COLOR IMAGES
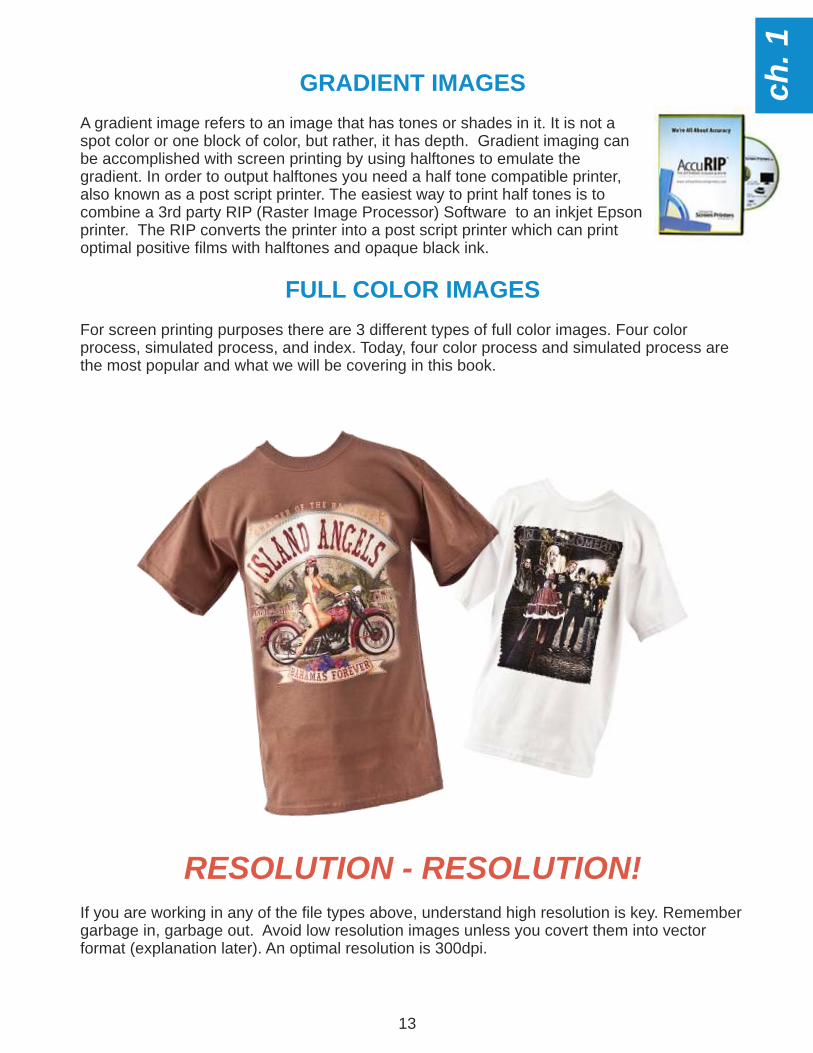
A gradient image refers to an image that has tones or shades in it. It is not a spot color or one block of color, but rather, it has depth. Gradient imaging can be accomplished with screen printing by using halftones to emulate the gradient. In order to output halftones you need a half tone compatible printer, also known as a post script printer. The easiest way to print half tones is to combine a 3rd party RIP (Raster Image Processor) Software to an inkjet Epson printer. The RIP converts the printer into a post script printer which can print optimal positive films with halftones and opaque black ink.
For screen printing purposes there are 3 different types of full color images. Four color process, simulated process, and index. Today, four color process and simulated process are the most popular and what we will be covering in this book.
If you are working in any of the file types above, understand high resolution is key. Remember garbage in, garbage out. Avoid low resolution images unless you covert them into vector format (explanation later). An optimal resolution is 300dpi.
RESOLUTION - RESOLUTION!
13
ch
. 1

4 COLOR PROCESS (A BRIEF EXPLANATION)
Screening Inks To Create Lighter And Darker Shades
Process Separations From L - R: Cyan, Magenta, Yellow, Black, and Composed
Different combinations of cyan, magenta, yellow and black can create millions of different colors, but only a fraction of colors that the human eye can see. Take green, as an example: If we add 25% magenta to it, it will become forest green. If we take out half the cyan, it will become lime green. If we take out half the yellow, it will become turquoise. Even adding or subtracting as little as 1 or 2 percent of one of the inks can change the color dramatically.
When colors are screened, as in the 50% screen of cyan in BROWN, above, the same ink is used as 100% cyan. To make it appear lighter, it is reduced to a pattern of dots. Smaller dots make the ink appear lighter, larger dots make it appear darker. Process screen printing is typically done in a few different ways. Offset halftone angles and single line halftone angle known as the Flamenco method. Do to the variables involved with the screen and shirt fabric, we recommend using a single line halftone angle (61 degrees or 22.5 Degrees). Using the flamenco method is much easier to accomplish and looks just as good on t-shirts! All professional graphics applications will separate a color document at the click of a button. For example, let's look at a photo of a model on a boat, both in its separated state, and as it would be composed, or combined, on the press:
Each of the four colors you see below will be output to a separate positive, burned onto separate screens, and inked on the press (wet on wet) so the colors can print on top of each other. After the substrate has been impressed with each inked screen, the composed image will appear, in full color. Four color process inks are transparent so they only work on light garments. Since they have to mix wet on wet, it is difficult to achieve a quality four color process print on a white underbase.
14
ONLY GRAPHIC PROGRAMS CAN SEPARATE COLORS
CORELDRAW AND THE ANATOMY OF A VECTOR ILLUSTRATION
HIRE A DESIGNER? OUTSOURCE MY DESIGN NEEDS?BUY PROFESSIONAL GRAPHICS DESIGN SOFTWARE AND TRY TO FIGURE OUT HOW TO BE AN ARTIST?
Someone could continually create color documents in Microsoft Word but those documents should never be printed on a printing press. Microsoft Word, Microsoft Publisher, and Microsoft PowerPoint are NOT professional graphics programs. They cannot separate colors into their component CMYK colors. They don't even know what CMYK colors are, because they are RGB applications. If you want a color document printed on a printing press and don't have professional graphics software like Corel Draw or Adobe Photoshop, then you must have a Service Bureau or a professional graphic artist lay out your document.
Illustrations created in all major vector drawing programs have a definite anatomy and share a common pattern. Whether you use CorelDraw or Adobe® Illustrator®, you will find that this pattern exists even though each program may define the parts differently. This section takes apart a vector drawing so you can see how it is put together and you are able to understand it. The illustration section will better help you translate the terms from one application to another. The pattern of vector illustrations is best viewed or represented as a hierarchy or "tree". The illustration itself would be at the top and its various parts would descend below it:
1. An ILLUSTRATION is composed of vector objects2. OBJECTS each have one or more paths3. PATHS are composed of line segments4. LINE SEGMENTS contain anchor points 5. ANCHOR POINTS at each existing end. The biggest hurdle for most art departments is simplifying the process without having to hire a Corel genius to do it. Artists tend to lose creativity when saddled with the laborious tasks of breaking down a vector along with being creative. Adobe Illustrator is even more labor intensive although over the years artists have had to adapt and tend to like this program for graphics.
CorelDRAW has the same capabilities as Illustrator but in a more “user friendly” format. Yet it still takes time to edit graphics, fit text to paths, group objects and effectively complete multiple assorted tasks in a reasonable amount of time. Art, and screens for the most part are “break-even” items in a screen print shop. I've never made profit on art or screens, but was usually quite happy if they at least paid for themselves.
We don't think these are the best options for managing your graphics needs. We offer a better way to control the design process. As you may soon find, graphic design can be a source of tremendous business opportunity or a source of frustration, bottlenecks, and a competitive disadvantage. The right graphic design tools and training resources are the keys to your graphic design success.
15
ch
. 1
GRAPHIC DESIGN SOFTWARE: CORELDRAW OR ADOBE ILLUSTRATOR?
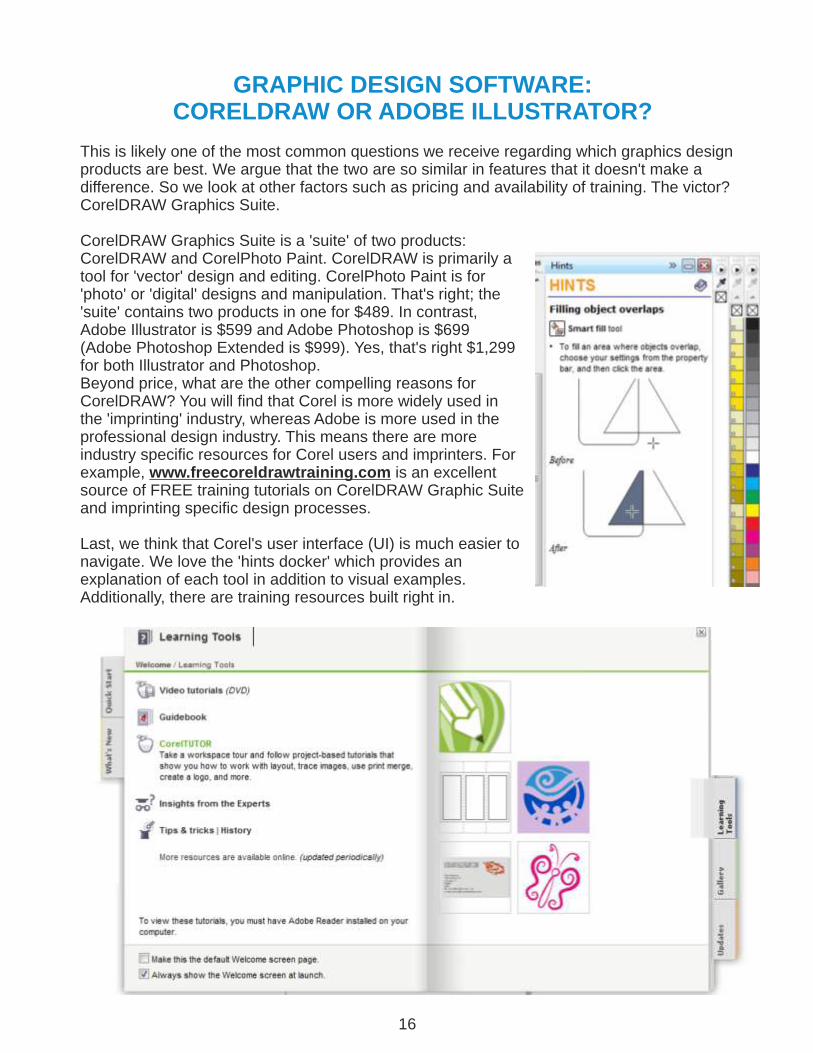
This is likely one of the most common questions we receive regarding which graphics design products are best. We argue that the two are so similar in features that it doesn't make a difference. So we look at other factors such as pricing and availability of training. The victor? CorelDRAW Graphics Suite.
CorelDRAW Graphics Suite is a 'suite' of two products: CorelDRAW and CorelPhoto Paint. CorelDRAW is primarily a tool for 'vector' design and editing. CorelPhoto Paint is for 'photo' or 'digital' designs and manipulation. That's right; the 'suite' contains two products in one for $489. In contrast, Adobe Illustrator is $599 and Adobe Photoshop is $699 (Adobe Photoshop Extended is $999). Yes, that's right $1,299 for both Illustrator and Photoshop.Beyond price, what are the other compelling reasons for CorelDRAW? You will find that Corel is more widely used in the 'imprinting' industry, whereas Adobe is more used in the professional design industry. This means there are more industry specific resources for Corel users and imprinters. For example, www.freecoreldrawtraining.com is an excellent source of FREE training tutorials on CorelDRAW Graphic Suite and imprinting specific design processes.
Last, we think that Corel's user interface (UI) is much easier to navigate. We love the 'hints docker' which provides an explanation of each tool in addition to visual examples. Additionally, there are training resources built right in.
16
CLIPART, STOCK PROFESSIONAL DESIGN TEMPLATES
Quick 'prototyping' and idea generation:
Give your clients options:
Production ready:
Proactive sales & marketing approach.
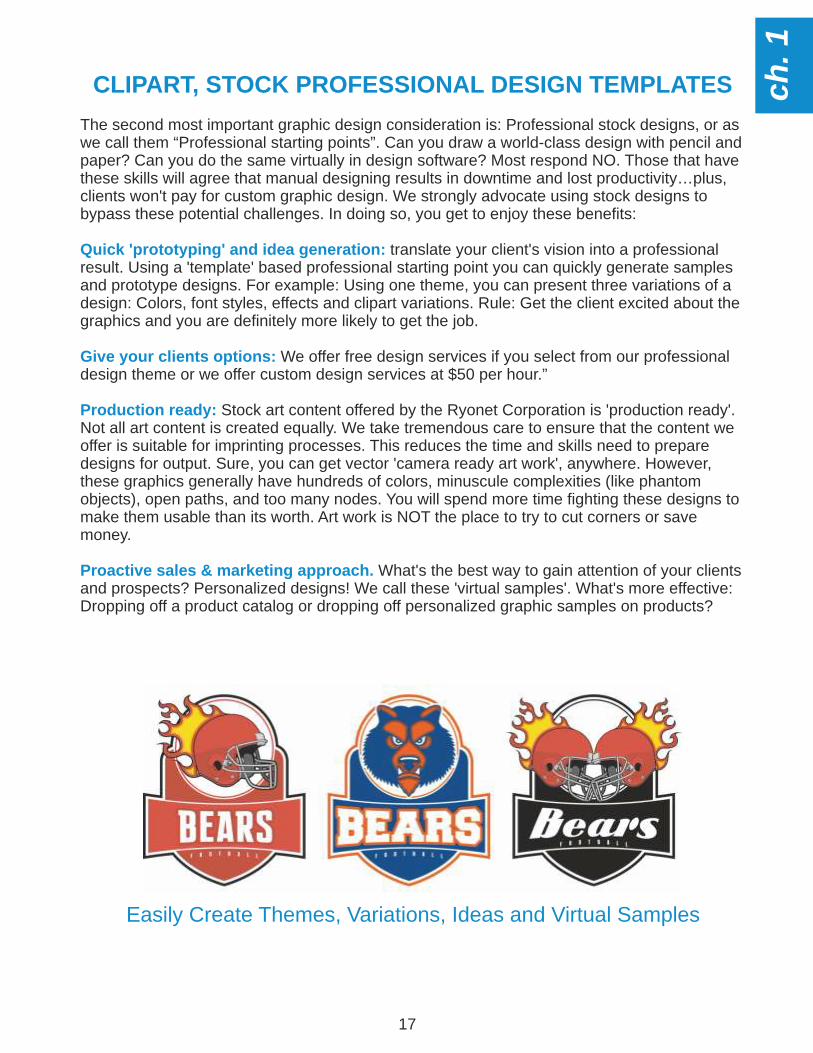
The second most important graphic design consideration is: Professional stock designs, or as we call them “Professional starting points”. Can you draw a world-class design with pencil and paper? Can you do the same virtually in design software? Most respond NO. Those that have these skills will agree that manual designing results in downtime and lost productivity…plus, clients won't pay for custom graphic design. We strongly advocate using stock designs to bypass these potential challenges. In doing so, you get to enjoy these benefits:
translate your client's vision into a professional result. Using a 'template' based professional starting point you can quickly generate samples and prototype designs. For example: Using one theme, you can present three variations of a design: Colors, font styles, effects and clipart variations. Rule: Get the client excited about the graphics and you are definitely more likely to get the job.
We offer free design services if you select from our professional design theme or we offer custom design services at $50 per hour.”
Stock art content offered by the Ryonet Corporation is 'production ready'. Not all art content is created equally. We take tremendous care to ensure that the content we offer is suitable for imprinting processes. This reduces the time and skills need to prepare designs for output. Sure, you can get vector 'camera ready art work', anywhere. However, these graphics generally have hundreds of colors, minuscule complexities (like phantom objects), open paths, and too many nodes. You will spend more time fighting these designs to make them usable than its worth. Art work is NOT the place to try to cut corners or save money.
What's the best way to gain attention of your clients and prospects? Personalized designs! We call these 'virtual samples'. What's more effective: Dropping off a product catalog or dropping off personalized graphic samples on products?
Easily Create Themes, Variations, Ideas and Virtual Samples
17
ch
. 1
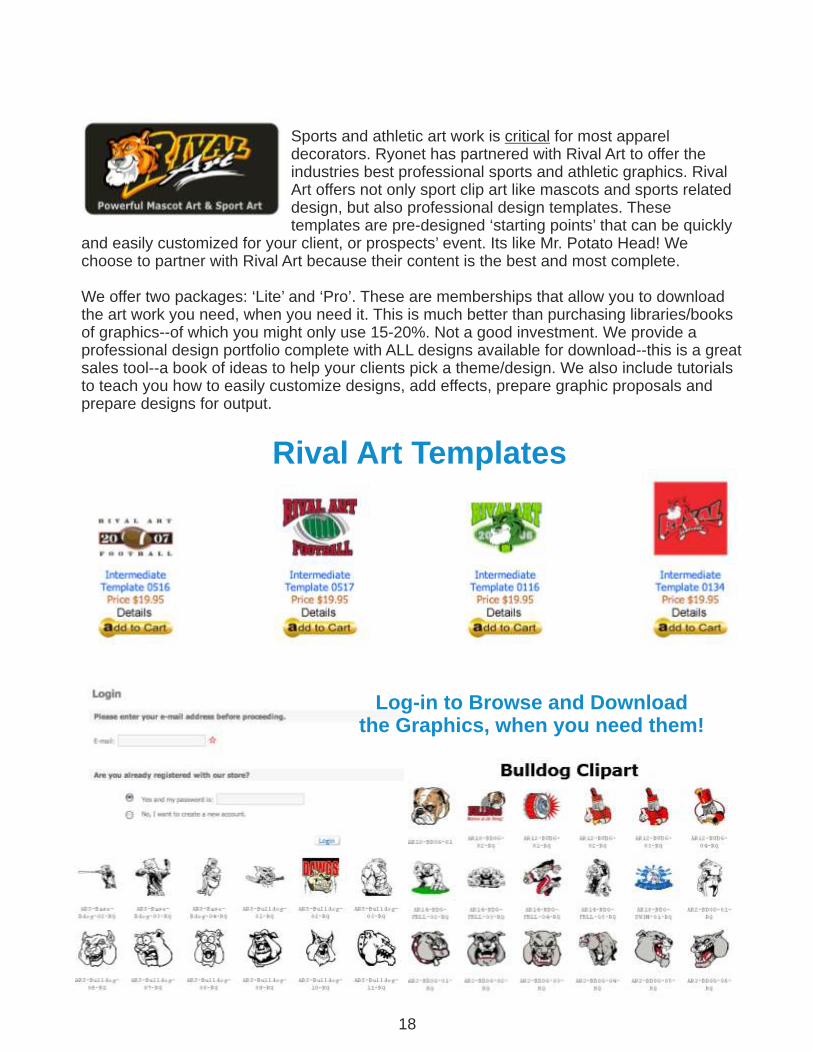
Sports and athletic art work is critical for most apparel decorators. Ryonet has partnered with Rival Art to offer the industries best professional sports and athletic graphics. Rival Art offers not only sport clip art like mascots and sports related design, but also professional design templates. These templates are pre-designed ‘starting points’ that can be quickly
and easily customized for your client, or prospects’ event. Its like Mr. Potato Head! We choose to partner with Rival Art because their content is the best and most complete.
We offer two packages: ‘Lite’ and ‘Pro’. These are memberships that allow you to download the art work you need, when you need it. This is much better than purchasing libraries/books of graphics--of which you might only use 15-20%. Not a good investment. We provide a professional design portfolio complete with ALL designs available for download--this is a great sales tool--a book of ideas to help your clients pick a theme/design. We also include tutorials to teach you how to easily customize designs, add effects, prepare graphic proposals and prepare designs for output.
18
Rival Art Templates
Log-in to Browse and Downloadthe Graphics, when you need them!
THE INKSOFT BUSINESS OPPORTUNITY
This all started with three simple questions:
What we discovered:
Strategy to Reality
1. Why aren’t imprinters more successful selling online?2. What are the biggest opportunities for imprinters to grow their business?3. What are the greatest challenges/problems that imprinters face?
Q: Why aren’t imprinters more successful selling online?
A: The right eCommerce tools had not been developed yet. Nor, was there an industry specific eCommerce solution to solve ALL of the problems imprinters face. “Good isn’t the best way to grow, run and manage your business…you need great.”
Q: What are the biggest opportunities for imprinters to grow their business?
A: Simple…selling online. eCommerce sales have increased year after year since the advent of the internet. eCommerce forecasts show continued growth. Of course, we also found that all growth opportunities require great marketing tools.
Q: What are the greatest challenges/problems that imprinters face?
A: All imprinters have the same basic challenges and bottlenecks: Graphic design and Sales & Marketing, the two most important components to any imprinting business. These are the true keys to either failing or succeeding.
Every business book…every business guru..they all say the same thing: To grow your business you must develop new clients, cut costs and find better ways to do things than your competition. This of course, is true. Great business strategy however is worthless unless you have the right tools required to make strategy become reality.
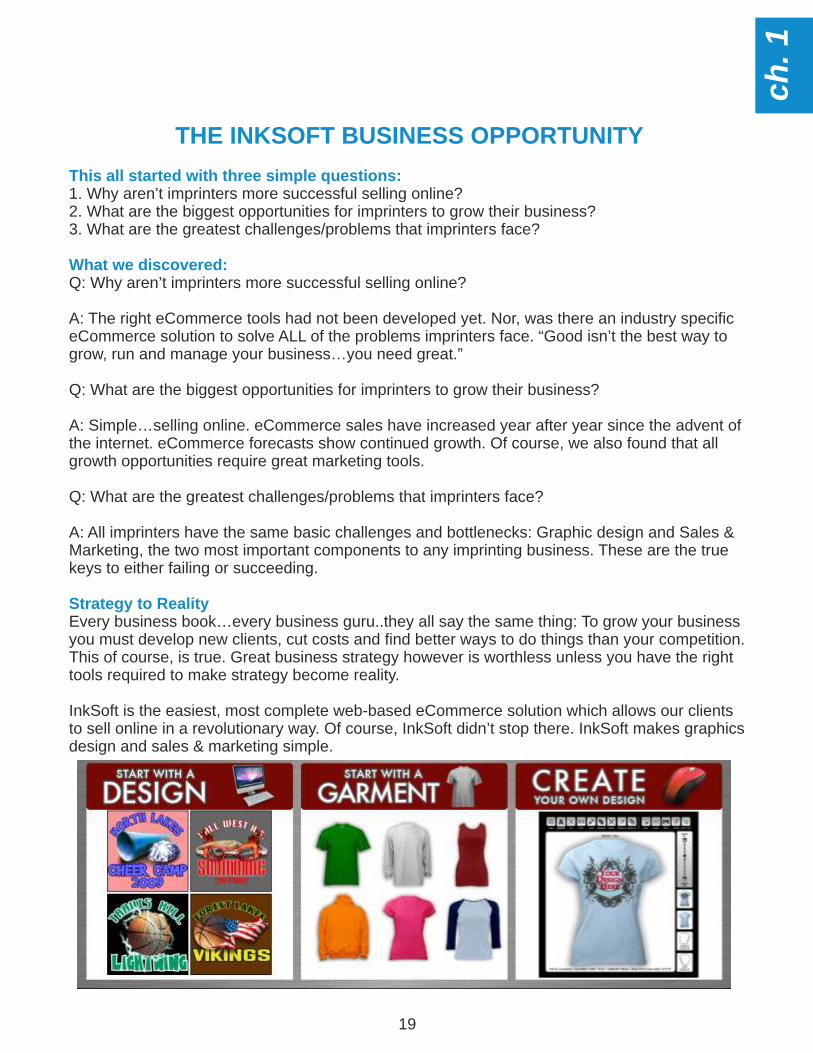
InkSoft is the easiest, most complete web-based eCommerce solution which allows our clients to sell online in a revolutionary way. Of course, InkSoft didn’t stop there. InkSoft makes graphics design and sales & marketing simple.
19
ch
. 1
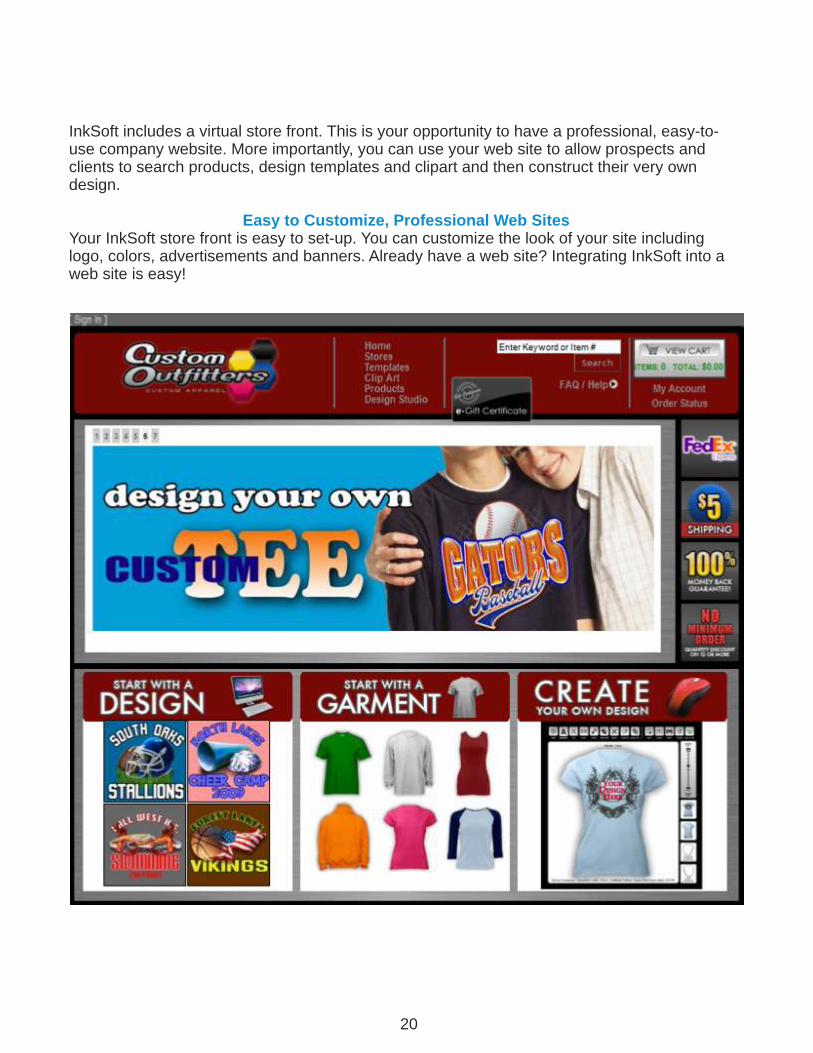
InkSoft includes a virtual store front. This is your opportunity to have a professional, easy-to-use company website. More importantly, you can use your web site to allow prospects and clients to search products, design templates and clipart and then construct their very own design.
Your InkSoft store front is easy to set-up. You can customize the look of your site including logo, colors, advertisements and banners. Already have a web site? Integrating InkSoft into a web site is easy!
Easy to Customize, Professional Web Sites
20
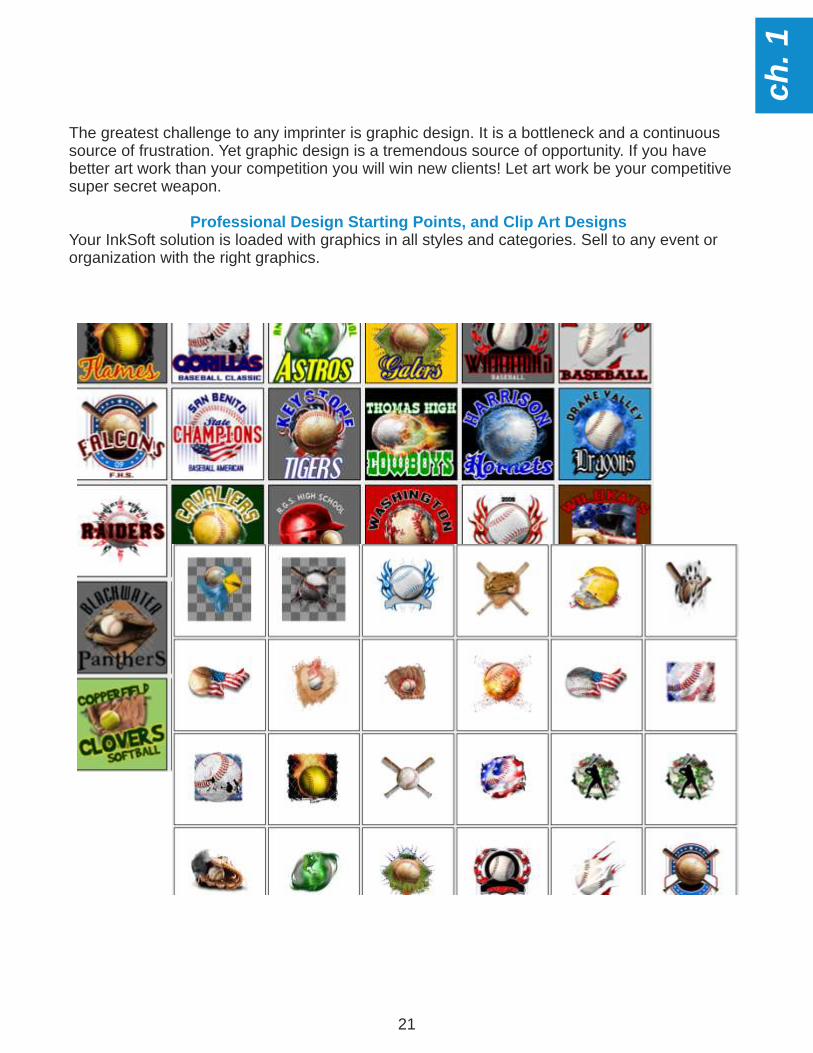
The greatest challenge to any imprinter is graphic design. It is a bottleneck and a continuous source of frustration. Yet graphic design is a tremendous source of opportunity. If you have better art work than your competition you will win new clients! Let art work be your competitive super secret weapon.
Your InkSoft solution is loaded with graphics in all styles and categories. Sell to any event or organization with the right graphics.
Professional Design Starting Points, and Clip Art Designs
21
ch
. 1
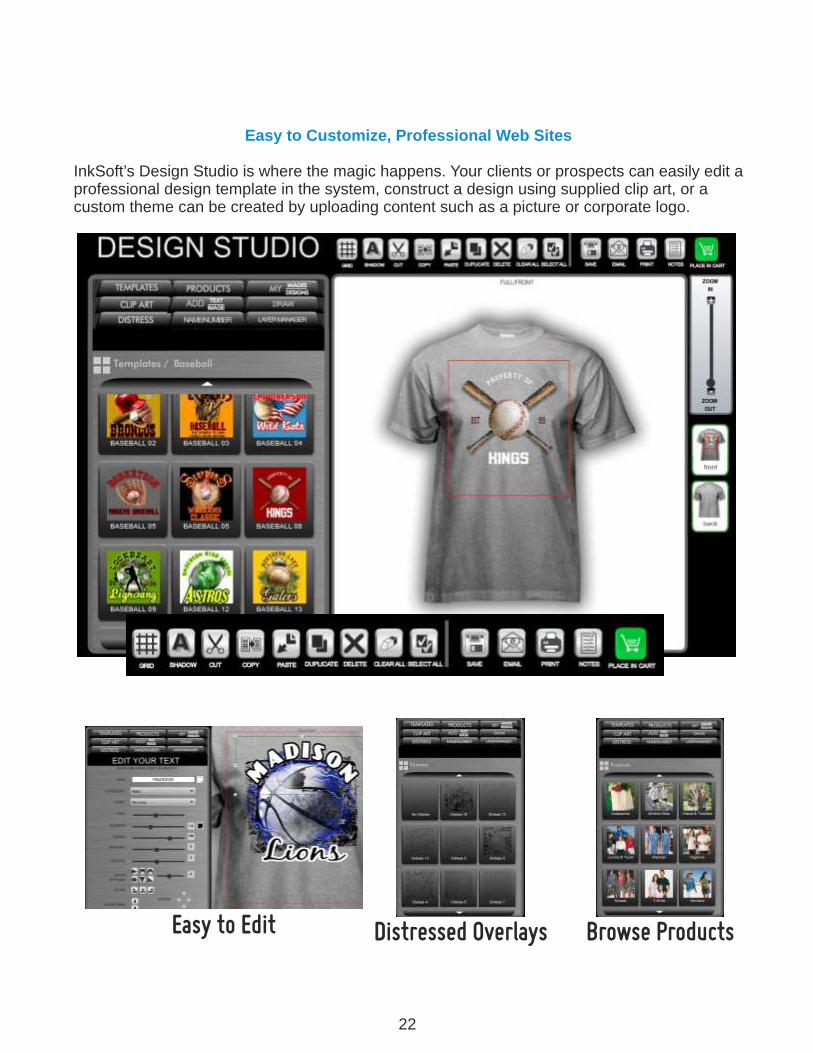
Easy to Customize, Professional Web Sites
InkSoft’s Design Studio is where the magic happens. Your clients or prospects can easily edit a professional design template in the system, construct a design using supplied clip art, or a custom theme can be created by uploading content such as a picture or corporate logo.
22
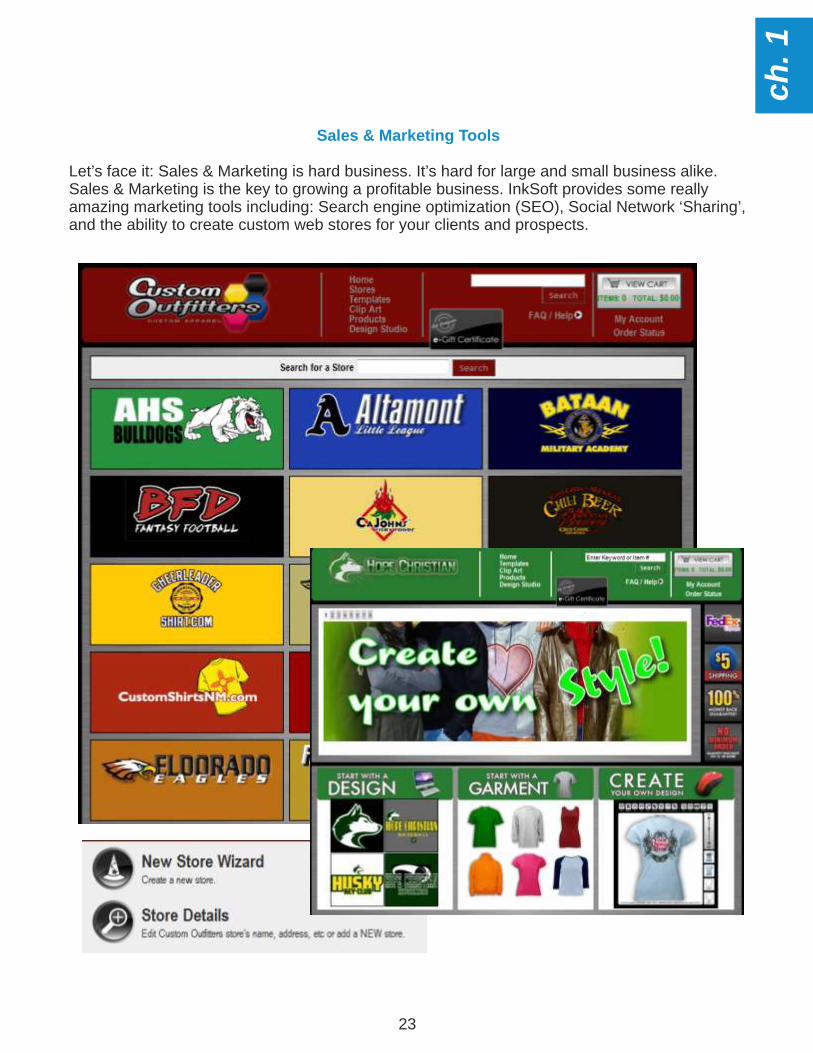
Sales & Marketing Tools
Let’s face it: Sales & Marketing is hard business. It’s hard for large and small business alike. Sales & Marketing is the key to growing a profitable business. InkSoft provides some really amazing marketing tools including: Search engine optimization (SEO), Social Network ‘Sharing’, and the ability to create custom web stores for your clients and prospects.
23
ch
. 1
Manage, Run and Grow Your Online Business
InkSoft has an easy-to-use backend. Control everything about your InkSoft here. You can also manage inventory, products, orders, web stores, advertising and marketing. It’s one central hub to run your business.
24
PHOTOSHOP VS. SEPARATION PROGRAMS
WHAT IS A SPOT PROCESS SEPARATION JOB?
DYNAMIC UNDER-BASE
3 BLACK OPTIONS
TOP WHITE
COLOR MERGING
COLOR ENHANCEMENT
APPLY FEATURE
SAVE AND LOAD COLOR CORRECTIONS
COLOR PREVIEW
Spot Process Separation Studio is the industrie’s finest, most accurate and easiest to use color separation and adjustment software. First developed for in-house use to speed up the process of color separating high-end, tonal images. Spot Process was later released in 1996 as a Photoshop Plug-in dramatically speeding up the color separation process and improving the quality of halftone printing for users around the world. Artists, production managers and owners agree that Spot Process is one of the most valuable tools in a screen print facility. Currently shipping is our most powerful industry specific software to date - Spot Process Professional Suite. Spot Process is now a stand alone application offering more screen print specific features. Profit from a FREE, 30-day, fully functional trial that is available for download right now. Since Spot Process Professional can separate any .tif image your options are seemingly endless.
Use Spot Process Professional to separate and adjust tonal images quickly and easily. Take a look at the samples of tonal images (next page) representative of a Spot Process job. Users that may be new to the industry or are expanding their shop's abilities will quickly learn when Spot Process is the program to choose and when to separate files from illustration programs alone.
An under-base, the foundation of all screen printing on color garments, based on the color dynamics of the original image allowing for smooth color transitions and fades.
3 levels of black giving users options with this critical element in color reproduction. These black options are NOT taken from limited cmyk conversions (an antiquated method) but in fact are built directly from the original RGB color data.
An over-print white, critical in creating secondary and tertiary colors
"click of the mouse" color-merging features allowing you to further reduce the already low number of channels when desired.
Orange and brown enhancement features for harder to reach spectral values.
An "APPLY" feature that allows the user to move and combine separation data across channels to enhance a color channel (separation) or to create a special effect.
The ability to save your color corrections and load them again later or into another file.
A color preview built on screen print ink values.
Separation programs like Spot Process will take any prepared image and separate it into 4 to 17 colors, base output on your capabilities. Fast, efficient and powerful this program will have you printing, Rock Star quality prints on any color shirt imaginable. Simply output, burn, set-up then ROCK & ROLL!!
25
ch
. 1
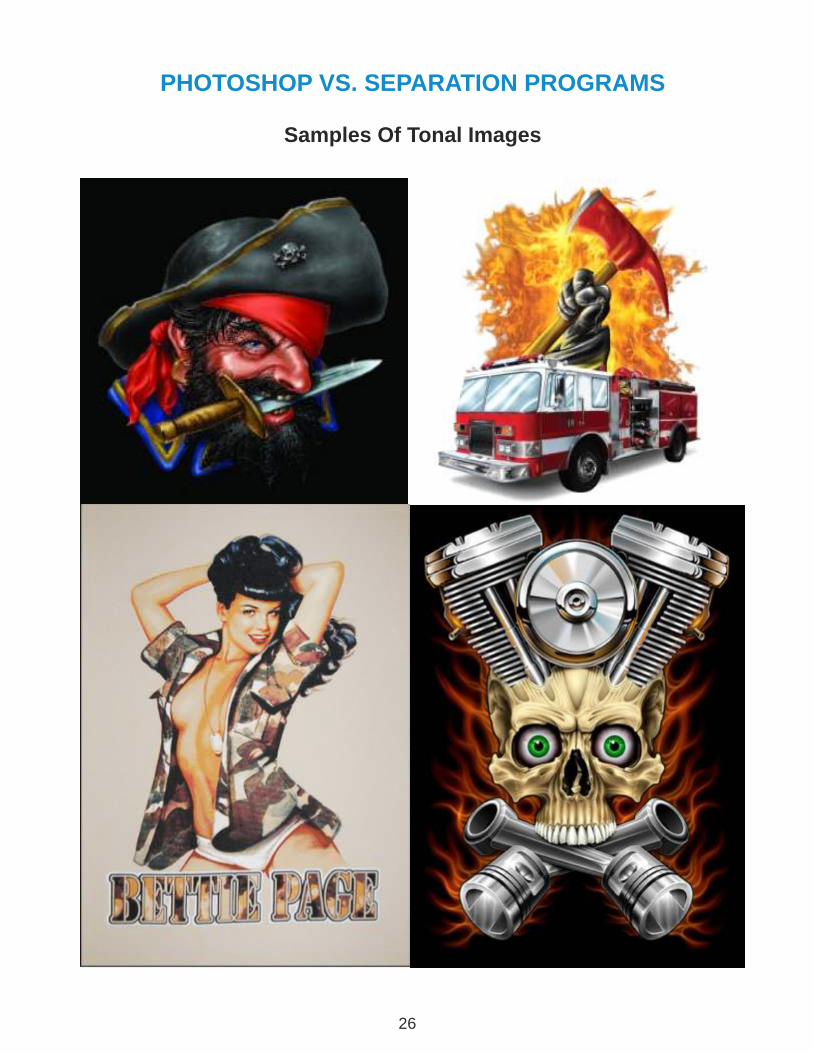
PHOTOSHOP VS. SEPARATION PROGRAMS
Samples Of Tonal Images
26
CHAPTER 2
FILMS AND OUTPUT
Why an ink jet printer?Inkjet RIP, Plotters, Density Requirements
And Mesh Selections
What is the goal of your positive film?
To portray the positive image perfectly to you and to block out100% of the UV light during exposure for optimal exposing and washout results!
Question:
Answer:
27
ch
. 2
WHAT KIND OF PRINTER SHOULD I USE?
Gradient images
Inkjet printer technology has evolved tremendously in the past 10 years. The quality, clarity and density of the film that an inkjet printer outputs is by far better than even the highest end laser printers. Laser printers use thermal heat to create the film, this causes problems with shrinking and density. Even with higher end laser printers the density can be an issue. Because the positive film is supposed to block out as much of the exposure light as possible, it is VERY important for it to be opaque and for the black image to be dense. An inkjet printer sprays ink onto an inkjet receptive film. Since it sprays the ink, shrinking is not an issue. As it sprays ink, you can tell it to spray more for a denser image. The optimal type of ink to use for inkjet printers is a dye-base ink because dye base is more opaque than pigment base. Unfortunately, most printers come with a pigment based ink. There are after market cartridges with dye ink in them made specifically for the printers that work best for film output. Epson makes the best printers for film output. Why? Because Epson printers are meant for printing photographs, they can really lay down the ink. They can also accept after market black DYE ink cartridges which will make a darker film positive.
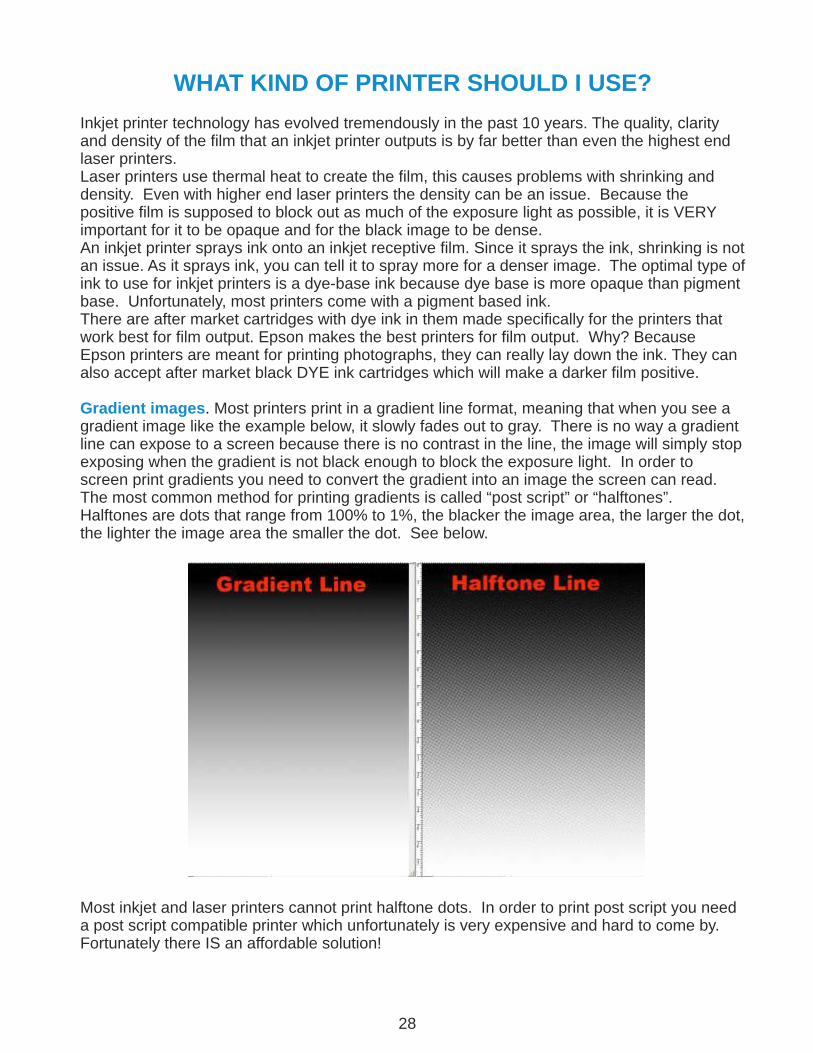
Most printers print in a gradient line format, meaning that when you see a gradient image like the example below, it slowly fades out to gray. There is no way a gradient line can expose to a screen because there is no contrast in the line, the image will simply stop exposing when the gradient is not black enough to block the exposure light. In order to screen print gradients you need to convert the gradient into an image the screen can read. The most common method for printing gradients is called “post script” or “halftones”. Halftones are dots that range from 100% to 1%, the blacker the image area, the larger the dot, the lighter the image area the smaller the dot. See below.
Most inkjet and laser printers cannot print halftone dots. In order to print post script you need a post script compatible printer which unfortunately is very expensive and hard to come by. Fortunately there IS an affordable solution!
.
28
ACCURIP™
TYPES OF FILM
Water Proof
Standard Inkjet
Laser Film
DENSITY REQUIREMENTS
AccuRip is a PostScript interpreter which is called a Raster Image Processor or “RIP”. Without PostScript it is impossible to print high-quality halftone dots on a "non-PostScript" inkjet printer such as an Epson 1400 and 4880. Even if your printer has PostScript, it may not be able to print halftone dots because PostScript is often just used to calibrate and balance colors on an inkjet. The Epson "RIP" does not print halftone dots! AccuRIP™ does! AccuRIP™ only works with the Epson line of printers.
An Epson Inkjet does NOT contain Adobe PostScript Chips and therefore can't read/translate a graphics application that contains PostScript data. For example: tools and effects (such as blends and tints) that print as halftones. A RIP’s job is to do the translation so you have full use of the PostScript features of your graphics application and can accurately output films from the inkjet.
Accurip in conjunction with Blackmax inks not only allow you to print halftones but maximize the use of your printer for printing film output. When making films you only use BLACK ink; color carts are a waste of money. AccuRIP is the only software developed to use ALL slots. “Blackmax” users simply turn on the multi-black option in the AccuRIP Setup and load the Blackmax carts in their designated slots to dedicate the inkjet to producing films.
This is your best option for inkjet printing, a water proof film has a special coating on it that retains the ink and allows the film to hold more ink then a standard film. More ink = darker image, this coating also sucks the ink into the center of the film and holds it there so it stays darker longer, doesn't scratch as easy, and resists water spills.
Older styles of Epson printers can take standard inkjet film. Some printers try to use this film because it is cheaper, however unless you have a specific style of printer that the film works good with, it will be hard to get a good looking dense positive with standard film on any of the newer printers.
Specifically for laser printers, this is a thicker film with a haze. Its built to resist heat and minimize shrinking.
Simply put? Positive (Transparency) density achieves a crisp, clean screen image, also negates problems with washing out the image from an exposed screen. Most inkjet film has a specially developed coating that is designed to work with the standard Epson inks or for much higher density and clarity using Blackmax high density black ink. The ink dries in seconds and gives superior performance for screen printing and plate burning applications for pad printers.
Ryonet leading film ! supplier in the industry
29
ch
. 2
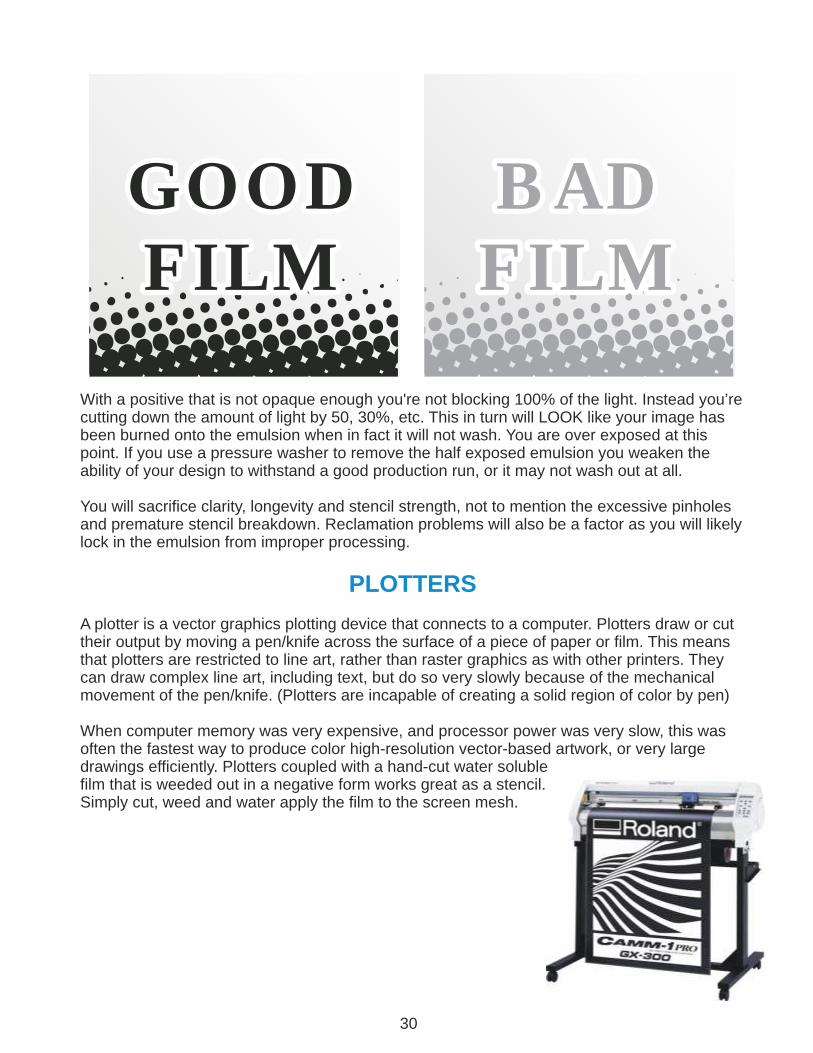
With a positive that is not opaque enough you're not blocking 100% of the light. Instead you’re cutting down the amount of light by 50, 30%, etc. This in turn will LOOK like your image has been burned onto the emulsion when in fact it will not wash. You are over exposed at this point. If you use a pressure washer to remove the half exposed emulsion you weaken the ability of your design to withstand a good production run, or it may not wash out at all.
You will sacrifice clarity, longevity and stencil strength, not to mention the excessive pinholes and premature stencil breakdown. Reclamation problems will also be a factor as you will likely lock in the emulsion from improper processing.
A plotter is a vector graphics plotting device that connects to a computer. Plotters draw or cut their output by moving a pen/knife across the surface of a piece of paper or film. This means that plotters are restricted to line art, rather than raster graphics as with other printers. They can draw complex line art, including text, but do so very slowly because of the mechanical movement of the pen/knife. (Plotters are incapable of creating a solid region of color by pen)
When computer memory was very expensive, and processor power was very slow, this was often the fastest way to produce color high-resolution vector-based artwork, or very large drawings efficiently. Plotters coupled with a hand-cut water soluble film that is weeded out in a negative form works great as a stencil. Simply cut, weed and water apply the film to the screen mesh.
PLOTTERS
GOODFILMGOODFILM
BADFILMBADFILM
30

CHAPTER 3
SCREEN ROOM &SCREEN PREPARATION
Setting up a Screen room, Theory, Conditions, Ventilation,
Lighting and Diagram, Screen Prep New, Premature Breakdown
And Pinholes
31
ch
. 3
SCREEN ROOM
A clean working environment
SCREEN STORAGE
Previously the theory was to have a darkroom that was light safe, painted black with red light and dust free, used for photography and storing screens in them followed suit. Today the same requirements hold true with a few minor changes. The light in the room can now be yellow, using either a yellow bug light or fluorescent tubes with yellow sleeves. Screens aren't as sensitive to light as photographic films and the yellow light safe bulb allows better visual inspection of your coating and workspace.
Concerning the color of the walls - Black was used to keep any light from reflecting and exposing film; a good idea but very hard to work in with a red safe light. Paint the walls in a semi-gloss latex using a pink or rose color, allowing for greater visibility. Pink walls will reflect a pink light versus a white light and is completely safe for screens. Your darkroom should still remain tightly sealed from outside light and dust.
Ventilation is VERY important, as a sealed room with wet screens will never dry, placing a fan in the room will circulate air but it's still wet air and will kick up dust onto your screens. The most effective system is a dehumidifier to pull any moisture from the air and dry the screens completely and quickly, however do not place the unit IN the darkroom because the water will be gathered in the room. Measure the face of the unit and cut a hole in the wall to mount the dehumidifier into the opening, you will then seal the edges to prevent light and dust from coming in and keeping moisture out.
Now you’re pulling the moist air out, your water is collected outside the darkroom and not being re-circulated, your screens will dry more quickly and completely. All this effort leads to longer print runs without breaking down, better edge definition and you have the beginnings of the perfect screen room. By all means keep the screen drying and the exposure/washout rooms separate and safe lit.
The optimal humidity level of a darkroom should be under 40% humidity and ideally 30-35%! The drier your room is, the quicker your screens will dry and the faster you can produce/ print.
Cleanliness in the screen room is likely to be the most neglected aspect of production. Even if cleanliness isn't neglected, it's still very difficult to maintain the dust-free, lint-free environment you need, especially when the screen room is often so close to the production area.
You want to produce screens and get them quickly into production, so on one hand, having your screen making area set up conveniently near to the pressroom makes sense. On the other hand, vast amounts of dust and lint invariably end up on your screens. It's impractical to move the department far enough away to escape all the lint and dust, so you must take steps to keep contaminants from getting into the screen making department.
Great care should be given to screen storage. You have made an investment in purchasing screens. Storing screens on the floor can result in undesirable effects before and after coating. Dust and airborne contaminants will find a way onto the screens when stored near the ground level! Raising them off the ground will prevent several issues.
32
Screen Frame Racks
Degreasing steps
1. Provides a safe area as both storage and dry rack directly after coating.2. Provides further protection against ripping the mesh.3. Easy access, screens can be labeled and ready to go.4. Most racks have wheels for greater mobility.
Additional storage may be needed for those who chose to library screens for return customers or repeat jobs. It is recommended that the racks be built into a wall at eye level, screens may labeled for quick reference. Overage screens can be stored as well. Live or coated screens must be protected from regular white light. Ready to use or coated screens should be put into production as soon as possible, storing live screens for long periods of time is not recommended and there is no guarantee that they will be useable when needed. PROTECT YOUR INVESTMENT!
There are also drying cabinets that are enclosed with fans and vents in them to suck out the water. The optimal screen drying cabinet has a dehumidifier built into it and can dry a screen in a matter of minutes.
Degreasing the screen is the most understated procedure involved in screen preparation. Proper degreasing and rinsing of the screen is critical because it influences how well the stencil material will adhere to the mesh. With complete adhesion, you'll achieve better image resolution, accuracy and greater stencil durability during production.
After application of a degreasing agent, both sides of the screen require degreaser and a thorough rinsing prior to stencil application. Rinsing is particularly important because any residual degreasing agent will also deter from the emulsion's ability to adhere to the mesh. Be sure to rinse your screen and ensure that the water and degreaser being rinsed off does not splash back into the frame which will contaminate it again. Also ensure that you rinse the frame itself, not just the mesh.
Printers experience problems from improper degreasing because it is an easy process to "skimp" on. Because the process is relatively unexciting and repetitive, screen room personnel can easily miss areas of the screen or frame during rinsing. Frame rinsing is also important because any residual chemicals left on the frames will mix with the emulsion on the screen and cause the stencil to break down during production. Once you have to stop the presses to correct such screen defects, the time, effort, and expense you invested to prepare the screen are lost, as is the profitability of an uninterrupted production run.
1. Wet both sides of the screen.2. Spray a small amount of degreasing solution on the backside of the screen (shirt side)3. Scrub from left to right with scrub brush until a slight lather is formed.5. Turn screen and repeat steps 2 and 3.
DEGREASING
33
ch
. 3
6. Rinse from the top of the frame sweeping side to side in a downward fashion until the entire screen is free of degreaser.7. Place on screen frame rack on the top position with the inside of the frame facing downward, this will allow the excess water to drain off and prevent pooling.8. Turn fans on and allow to dry (dry times will vary from region to region) Make sure to dry screens in a CLEAN area!
Those of you who have only one drying rack and are drying coated screens while prepping degreased ones need to move coated screens to the top of the rack and stack the wet degreased screens underneath the coated screens to ensure water does not drip onto the coated screens.
Tip
TYPES OF EMULSIONS
Emulsion for Plastisol
Emulsion for signs and solvent inks
Emulsion for water based inks
Dual Cure Diazo emulsions need to be mixed before use. The diazo is the light sensitive agent mixed into the emulsion to activate it. Once mixed, these emulsions have a shelf life of 2-3 months.
Pre-sensitized emulsions are ready to go right out of the gate. Typically these emulsions will expose much faster than the dual diazo emulsions, they also have a longer shelf life. The drawback to a fast exposure is the exposure latitude, this is the level of forgiveness that the printer has for over/under exposure. Pre-sensitized emulsions have a very short window or latitude to expose within. We recommend using dual cure emulsions which expose longer but have a much wider exposure latitude and level of forgiveness.
When doing signs you will need an emulsion that will stand up the harsh solvents and cleaners used in the process! They are offered as dual diazo and pre-sensitized formats however they are much tougher and can withstand the washout with chemicals or water which may otherwise cause the screen to breakdown prematurely.
CCI Dxp Diazo-photopolymer Dual Cure Direct EmulsionUlano Qtx Pre-sensatized EmulsionRyonet Pre Sensatized Emulsion
CCI Dcm Dual Cue Graphic Emulsions
CCI Swr Water Resist Dual Cure Emulsion
34
SCREEN-COATING AND DRYING
THE SCREEN EMULSION COATER
SCREEN PREPARATION(NEW AND RECLAIMED SCREENS)
WORKING WITH PHOTOGRAPHIC EMULSION
As with so many other aspects of textile screen-printing, there are no rules or standards that spell out the right way to coat and process a screen. Many textile printers use the 2-1 coating method, which means they coat the print side of the screen twice, and then finish with a third coat on the squeegee side of the screen.
There are also easy to use coating stands available which help the screen stay in place against the wall so you can use TWO hands during coating for the most even coat and consistent results.
After the initial coating dry the screen with the print side down. This process may vary somewhat from shop to shop, but the actual coating method is really not the key issue. More important is that each of your screens be coated the same way to deliver consistent and predictable results. In many shops, coating technique varies with every individual in the screen making department.
The care you take in preparing and maintaining screens not only impact the quality of your prints, it also influences the productivity of your operation. So, make sure screens meet your performance and quality requirements, standardize your screen making, cleaning, and reclaiming procedures.
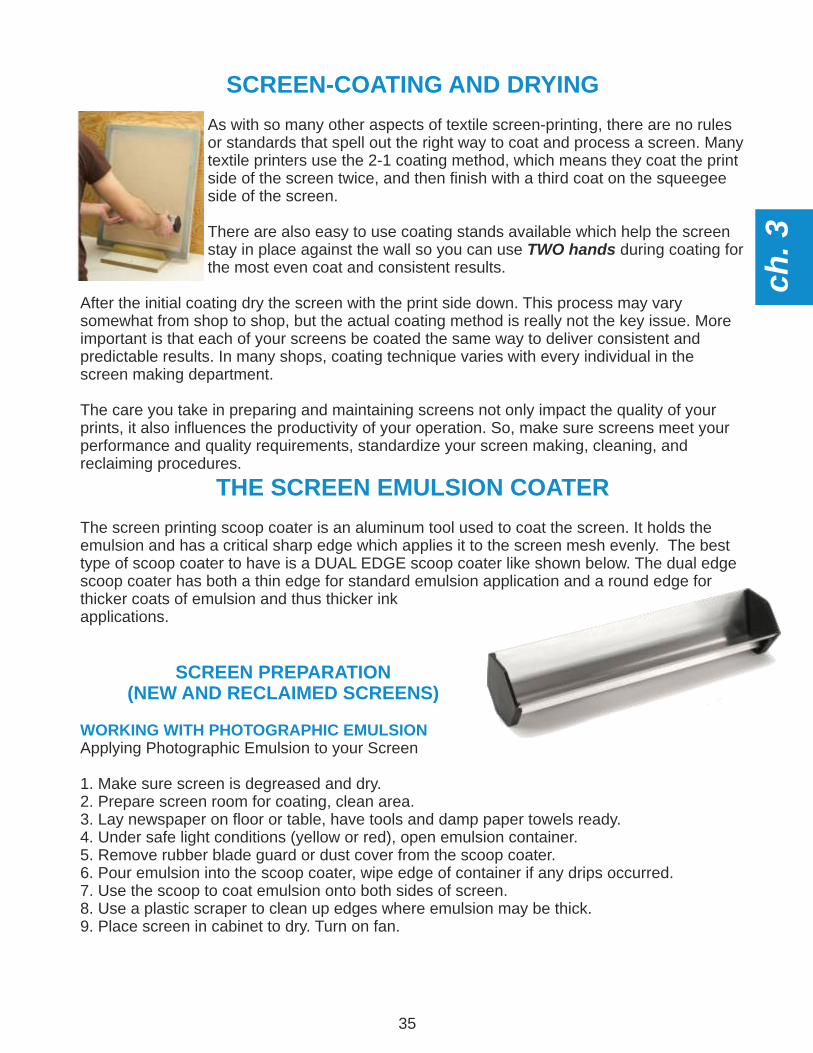
The screen printing scoop coater is an aluminum tool used to coat the screen. It holds the emulsion and has a critical sharp edge which applies it to the screen mesh evenly. The best type of scoop coater to have is a DUAL EDGE scoop coater like shown below. The dual edge scoop coater has both a thin edge for standard emulsion application and a round edge for thicker coats of emulsion and thus thicker ink applications.
Applying Photographic Emulsion to your Screen
1. Make sure screen is degreased and dry.2. Prepare screen room for coating, clean area.3. Lay newspaper on floor or table, have tools and damp paper towels ready.4. Under safe light conditions (yellow or red), open emulsion container.5. Remove rubber blade guard or dust cover from the scoop coater. 6. Pour emulsion into the scoop coater, wipe edge of container if any drips occurred.7. Use the scoop to coat emulsion onto both sides of screen.8. Use a plastic scraper to clean up edges where emulsion may be thick.9. Place screen in cabinet to dry. Turn on fan.
35
ch
. 3
EXPOSING A SCREEN
Preparing Work Area
Line up artwork – Pre registration
Clean glass on exposure unit with window cleaner (a razor blade may be required to remove dried photo emulsion).
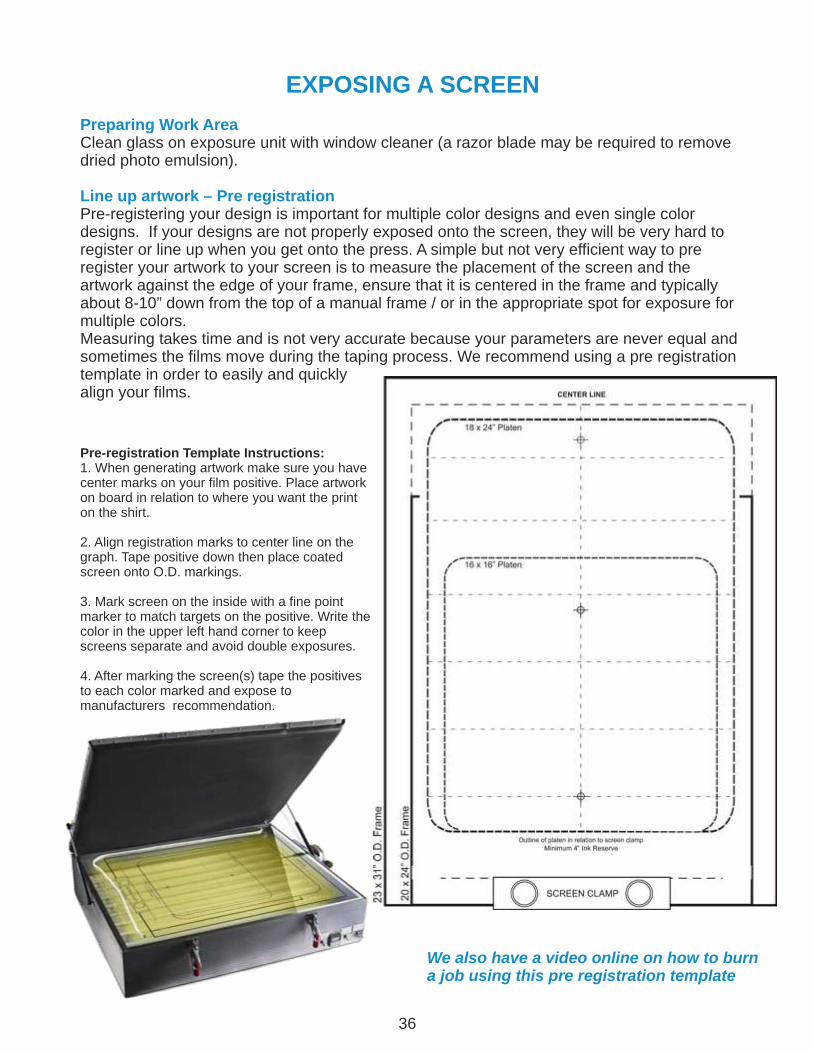
Pre-registering your design is important for multiple color designs and even single color designs. If your designs are not properly exposed onto the screen, they will be very hard to register or line up when you get onto the press. A simple but not very efficient way to pre register your artwork to your screen is to measure the placement of the screen and the artwork against the edge of your frame, ensure that it is centered in the frame and typically about 8-10” down from the top of a manual frame / or in the appropriate spot for exposure for multiple colors. Measuring takes time and is not very accurate because your parameters are never equal and sometimes the films move during the taping process. We recommend using a pre registration template in order to easily and quickly align your films.
Pre-registration Template Instructions:1. When generating artwork make sure you have center marks on your film positive. Place artwork on board in relation to where you want the print on the shirt.
2. Align registration marks to center line on the graph. Tape positive down then place coated screen onto O.D. markings.
3. Mark screen on the inside with a fine point marker to match targets on the positive. Write the color in the upper left hand corner to keep screens separate and avoid double exposures.
4. After marking the screen(s) tape the positives to each color marked and expose to manufacturers recommendation.
We also have a video online on how to burna job using this pre registration template
36
EXPOSING A SCREEN
Positive Contact
Vacuum Frame and or Positive pressure.
Table maintenance
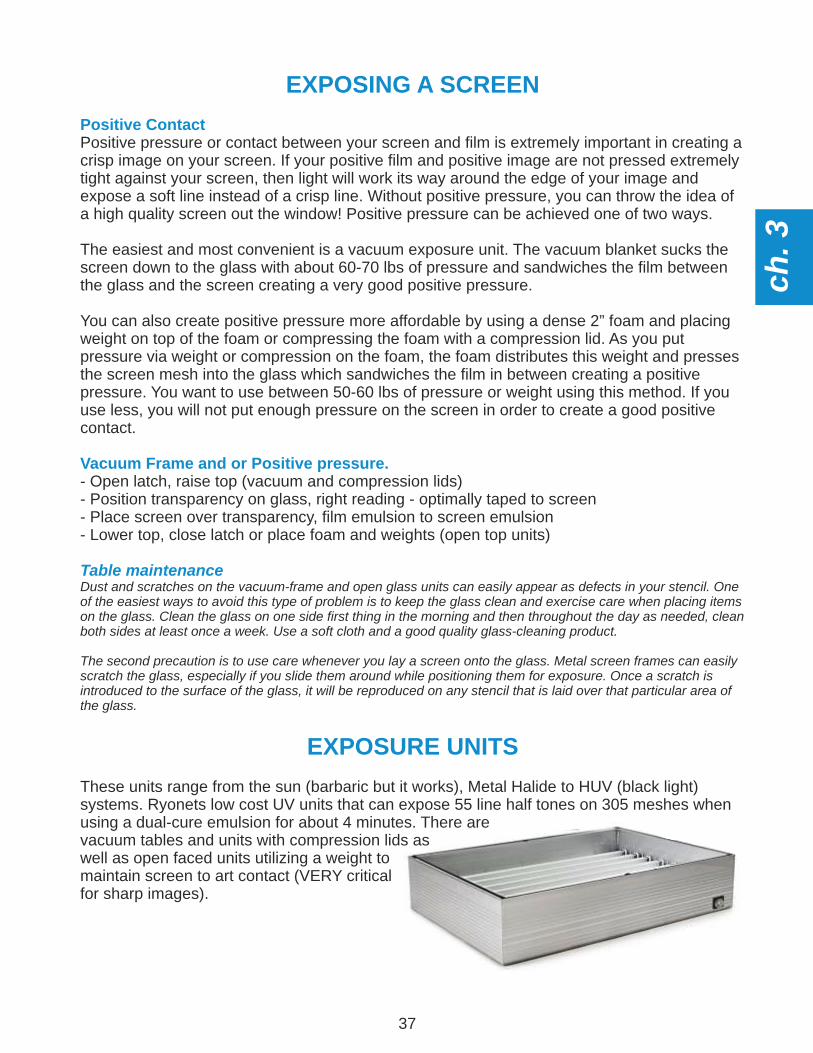
EXPOSURE UNITS
Positive pressure or contact between your screen and film is extremely important in creating a crisp image on your screen. If your positive film and positive image are not pressed extremely tight against your screen, then light will work its way around the edge of your image and expose a soft line instead of a crisp line. Without positive pressure, you can throw the idea of a high quality screen out the window! Positive pressure can be achieved one of two ways.
The easiest and most convenient is a vacuum exposure unit. The vacuum blanket sucks the screen down to the glass with about 60-70 lbs of pressure and sandwiches the film between the glass and the screen creating a very good positive pressure.
You can also create positive pressure more affordable by using a dense 2” foam and placing weight on top of the foam or compressing the foam with a compression lid. As you put pressure via weight or compression on the foam, the foam distributes this weight and presses the screen mesh into the glass which sandwiches the film in between creating a positive pressure. You want to use between 50-60 lbs of pressure or weight using this method. If you use less, you will not put enough pressure on the screen in order to create a good positive contact.
- Open latch, raise top (vacuum and compression lids) - Position transparency on glass, right reading - optimally taped to screen- Place screen over transparency, film emulsion to screen emulsion- Lower top, close latch or place foam and weights (open top units)
Dust and scratches on the vacuum-frame and open glass units can easily appear as defects in your stencil. One of the easiest ways to avoid this type of problem is to keep the glass clean and exercise care when placing items on the glass. Clean the glass on one side first thing in the morning and then throughout the day as needed, clean both sides at least once a week. Use a soft cloth and a good quality glass-cleaning product.
The second precaution is to use care whenever you lay a screen onto the glass. Metal screen frames can easily scratch the glass, especially if you slide them around while positioning them for exposure. Once a scratch is introduced to the surface of the glass, it will be reproduced on any stencil that is laid over that particular area of the glass.
These units range from the sun (barbaric but it works), Metal Halide to HUV (black light) systems. Ryonets low cost UV units that can expose 55 line half tones on 305 meshes when using a dual-cure emulsion for about 4 minutes. There are vacuum tables and units with compression lids as well as open faced units utilizing a weight to maintain screen to art contact (VERY critical for sharp images).
37
ch
. 3
EXPOSURE METER/ LIGHT SOURCE
After Exposure
Washout
EXPOSURE:
UNDER EXPOSURE:
Light integrators compensate for the aging of your exposure lamps and power fluctuations during their operation. While these are optimal for use on an exposure unit they are typically only on the higher end units. They ensure that your stencil receives the dose of light you intended it to get. Shops that do not have light integrators sometimes run regular exposure tests to determine how long to expose their screens. Not doing this leads to all sorts of problems in production, from pinholes and stencil breakdown to difficulties in reclaiming the screen. Ryonet has simple exposure calculators available that help you pin point your exposure time.
·Turn “off” vacuum·Open value (to release pressure of suction)·Open latch, slowing raise top·Transport screen to “Washout” station (avoid light)
·Immediately spray both sides with cold/luke warm water until completely wet. Soak for 30 seconds until complete. ·Using a garden spray nozzle, rinse the design completely out, change settings for stronger washout, then give a final rinse. ·Lay out old newsprint and lay screen down. Then using one sheet, blot the inside but DO NOT RUB. ·Block out pinholes and edges, leave registration marks open ·Dry with fan or hotbox.
As discussed before proper exposure is paramount in a screens life and quality. If you get slime on the squeegee side of the screen your exposure time is too low, as the light isn't reaching all the way through the mesh. Increase your time in increments of 30 seconds until that “scumming” disappears. Underexposing will lead to reclaiming issues, it's near impossible to get a screen reclaimed if it's been underexposed.
If your screen is under exposed several things may happen. You may notice a fair amount of slime or residue on the inside of your screen during washout, this residue will drip back into your screen and possibly block your open image. The other sign of under exposure is your image blowing out as you try to washout your screen. If an emulsion is not exposed to light long enough, it will not correctly harden and will not hold up under water. An under exposed screen can be hard to washout, hard to print with, and hard to reclaim (reclaiming problems come from the soft/under exposed emulsion receiving ink and chemicals during the printing process and locking the emulsion into the screen).
A DARK FILM POSITIVE: This is probably the most important, with a good film positive you can expose your screen longer and the light will not affect the image area.
CORRECT POSITIVE CONTACT: This accompanies the dark film positive hand in hand, you have to ensure that you have a good positive contact.
DRY EMULSION: Your emulsion must be dried onto the screen before you expose it. If your emulsion is not dry, it will not properly expose. The emulsion on your screen should feel smooth like plastic, not sticky or wet. Having a well ventilated and dry darkroom will help tremendously to dry screens.
Simple tips to avoid under exposure.
38

FRESH EXPOSURE BULBS: Keep in mind, all exposure unit bulbs have a shelf life. If your exposure unit bulbs are old, they will not expose a screen in the same amount of time as a new bulb. If you notice that your screens are starting to under expose, increase your exposure time by 10-15%. If you continually have to increase your exposure times, it’s probably time to replace your exposure bulbs. EXPOSURE CALCULATOR (Pictured below): An exposure calculator is a simple way to gauge your exposure. This simple step wedge calculator helps you dial in your exposure times and gives you recommendations on increasing or decreasing your exposure for optimal results. This is an inexpensive tool important to ANY darkroom and is available from our website.
WASHOUT:
BLOCKOUT:
POST HARDENING:
Here is something most printers don't think about, you need to realize the washout is a gentle process as the emulsion is in its most tender state. No pressure washer or forceful water pressure is needed UNLESS you over exposed as I'll explain in a moment. You'll liberally wet both sides of the screen using a garden hose with an adjustable nozzle. One that has several settings works well, (ex; shower, jet, fan, etc) after getting it wet completely, let it soak for 30 seconds.
Using a soft soaking spray you'll rinse both sides again then start your final wash from the SHIRT side, as this is the side that received the most light and is stronger. If needed use the “flat” setting on the nozzle and wash side to side until everything is cleared out, then use the shower setting to give a final rinse all over. Now if you do need to use more pressure, use a wide fan spray and yes, a pressure washer is acceptable. But again set the nozzle at a fan setting and use only at a distance (1-2 feet) on the shirt (flat) side of the screen.
After you're happy with the results you can layout some old newspapers and lay your screen flat on top of the newsprint. Lay one sheet on the inside and SMOOTH it out over the inside quickly and semi firmly but DO NOT RUB. This will ensure you remove the water from the image and will allow you to go to your next step quicker.
There are several methods for blocking out and what has been found as a fast, reliable and tested way of doing this for production. After you've papered the screen from excess water, ball up a sheet of newsprint and wipe the shirt side gently (yes you can, remember this is the stronger side). Taking the bucket of emulsion and with a plastic applicator (2” putty plastic knife) coat ALL around the design, covering next to the frame and as close to the design without getting anything into it. If you accidentally do that just take a damp rag and wipe it out till clear.After coating everything possible put the screen on a light table where you can use white Plexiglas to diffuse the light and make it easier to touch up inside the design. For this you can use a small artists brush and a little emulsion diluted 50% with water for ease of application. Touch up the pinholes in the design carefully and when finished place in the rack with a fan to dry completely.
Most printers overlook this important step and end up with premature breakdown. When you initially expose your screen you're just trying to get the image on there without over or under exposing. The emulsion is basically soft and pliable until this last step (which is known as “post hardening”) and this is done to finish exposing ANY emulsion and solidifying the screen for production. You wait for the screen to dry for a couple of reasons; as
39
ch
. 3
the emulsion dries it shrinks, the moisture is removed and the emulsion increases in density. If you try to post harden while the screen is wet they actually work against each other, the screen is hardening and solidifying while the moisture is still there, this will lead to pinholes as well. Using emulsion to block out will initially allow for a stronger bond to the screen since it's the same material and it can be hardened with the rest of the screen. Usually 10 minutes in your exposure unit will do (or 5 minutes in the noonday sun is better), and then you have a screen as good as the professionals make. If you happen to get a small pinhole during production use a commercial block out as they are designed to dry quicker for on press.
Removing Emulsion from Screen (after printing and cleaning ink)
Reclaim or inventory?
Removing the stencil
Using a pressure washer
This is called “reclaiming a screen”- Place screen in pressure washer unit.- Using hose on low pressure, wet screen with water.- With spray bottle, spray on reclaimer solution on both sides of screen. - Scrub one minute on both sides; wash with pressure washer using high pressure. (Do not let reclaimer dry in screen. This will permanently harden the emulsion).- Squeegee off excess water.- Air dry or sun dry screen
Unless you are going to be reprinting this particular job in the very near future, it makes sense to reclaim the screen as soon as your print run is finished. If you keep the positive on file, you can simply shoot a new screen whenever the job comes up. Another argument in favor of de-coating a screen promptly is that the longer a stencil remains in the screen the more difficult it can be to remove. On the other hand, when you reprint a job on a regular basis, it can save time and money if you simply inventory the screen. In that case, your ink clean-up has to be especially careful. If you're going to inventory your screen make sure that you clean then degrease your screen. After it dries block out any pinholes, dry again and number the screen with a corresponding number and customer name listed alphabetically in a Rolodex. This takes some time but when a customer re-orders you'll spend less time setting up and producing the order.
Stencil removers come in the form of liquids, gels, or powders. The powdered types have to be mixed with water before use, and so can be considered to belong to the liquid category. Liquid stencil removers a.k.a. emulsion remover are often the easiest to use and most cost effective. One solution is to use a pump spray or a squeeze bottle to apply the stencil remover a little at a time. A long-handled brush also comes in handy for catching the stencil remover as it runs down the screen and working it into the emulsion. Be sure to follow the instructions for using your stencil remover. A botched reclaiming attempt can result in a stencil that's permanently locked into the mesh.
Virtually no stencil remover will give good results without a pressure washer to blast away the loosened emulsion. The screen should be positioned in the wash tank with the top edge leaned against the back wall at an angle that provides solid support. It has to be able to stand up to the blast of the pressure washer without being knocked over.
WARNING
Reclaimers and dehazers are forms of high concentrated bleach.Avoid contact with skin – apply with brush rather then spray bottle.
Working with reclaimer and haze removers:
40
Be sure the print side of the screen is facing you. A high-pressure spray directed at the squeegee side of the screen can hit the inside edges of the frame and ricochet right back at you. The point where the mesh meets the inside edge of the frame is also one of the most vulnerable points on your screen, really the last place that ought to be hit with a high-pressure jet of water.
On most pressure washers both the power and the width of the spray can be adjusted. You don't want to concentrate a lot of power in a small area so a fairly broad spray works best. Sometimes it's hard to remember how the spray was adjusted the last time the pressure washer was used, so get into the habit of aiming the wand away from the screen when you pull the trigger. A very narrow spray delivered at full power can blast right through fine meshes.
Once all traces of the stencil have been removed, the screen still needs to be degreased before it can be dried and recoated with new emulsion. Degreasing removes oil or contaminants that may have come into contact with the mesh during the reclaiming process. Even a handprint can deposit enough oil to interfere with the new stencil's ability to adhere to the screen, so be careful not to touch the screen after you degrease it.
Most screens are ready for recoating at this stage, but sometimes screens will have to undergo a further step in the reclaiming process called dehazing. This additional step removes haze or ghost images left behind in the screen once the stencil has been removed. These hangers-on tend to faintly outline the open areas of previous stencils, hence the name ghosts. They are the result of ink residue trapped in the mesh, often in the knuckles of the mesh, those points where threads overlap.
Dehazing is not something you do automatically every time a screen is reclaimed. In fact, it probably isn't necessary unless the ghosts have become so prominent they are likely to interfere with exposing a new stencil. The best way to avoid having to dehaze your screens is to prevent ghosts from forming in the first place. Since ghosts are formed by ink, doing a good job of ink clean-up can help keep them away. But even that may not be enough to prevent your screens from becoming haunted if you are printing with certain types of ink, especially those containing dark pigments.
After dehazing a screen, it's usually not necessary to degrease it. Most dehazers do an excellent job of removing oils from the mesh. Just be sure to rinse the screen well afterwards. You don't want any traces of dehazer left behind.
Most reclaiming problems can be avoided by following a few simple rules:
Environmental regulations differ widely from region to region, and violations can carry stiff penalties. Know and obey the rules in your area. Making sure your shop complies when you first set it up can be a lot cheaper than trying to retrofit it later.
Don't try to cut corners. Trying to reclaim screens with chemicals never intended for the purpose can ruin mesh and cost you time and money and don't try to skimp on essential equipment like a good pressure washer.
The importance of dehazing!
RECLAIMING PROBLEMS
Make sure you are in compliance with all environmental regulations.
Buy the best materials and equipment you can afford.
41
ch
. 3
Follow instructions.
Under Exposure & Chemical Lock
Trouble-shooting tips
FRAMES
.
Not even the best reclaiming chemicals and equipment can do a good job when used improperly. This seems so obvious that it hardly seems necessary to point it out. Still, every year many screens are ruined by simple failure to do the obvious.
It is never a good idea to print with under exposed screens, when a screen is under exposed it is left soft. If a soft screen is exposed to ink and chemical it could chemically lock which will make the reclaiming process extremely difficult! Another thing that could chemically lock a screen is if you were to leave the emulsion remover on it and not wash it out long enough, this will lock the screen because the emulsion remover dries into the emulsion. It is always best to have properly exposed screens in order for them to last the longest on the press and reclaim the best.
There are a lot of additional tips, tricks, and videos for free on www.ryonetblog.com
The longer a stencil remains in a screen the harder the emulsion is likely to become. Get in the habit of reclaiming your screens as soon as you are finished with them. Emulsions can also become excessively hardened through contact with certain strong solvents. If your exposures are bang on and you're still running into reclaiming problems, try switching to a different wash-up or screen-opener.
Many reclaiming problems result from mistakes made earlier, during the stencil-making process. Chief among these is underexposing the emulsion. Underexposed emulsion can be virtually locked to the threads of the mesh and may resist all efforts to reclaim it. The solution is to buy and learn how to use an exposure calculator.
Sometimes stubborn bits of stencil hang on despite your best efforts. Try reapplying the stencil remover or dehazer to that spot. Wait a few minutes and spray with your pressure washer. Adjust the nozzle to deliver a more finely focused spray. Remember that as the water jet becomes narrower its power increases. Don't let it stay aimed at one small area. Keep it moving.
With these tips in mind, reclaiming your screens should take less time and your screens should last longer, two factors that can make a big impact on your bottom line.
Making good screens is not rocket science. It isn't difficult or outrageously expensive, though sometimes, a screen maker's shortcuts can make it very time consuming and costly. I can almost guarantee that focusing attention on these areas will result in more consistent and predictable results, better image quality, and longer lasting screens. Those improvements add up to cost savings as well.
When choosing a screen printing frame there are a few things to consider. Construction, mesh type and color, tension of the mesh, and durability. There are two types of screens, static and roller.
A static screen means that the mesh is stretched to a frame and does not move once it is stretched. A screen is actually stretched by a pneumatic ram that pulls the mesh extremely tight across the frame, once it is stretch it is glued down and locked chemically to the frame.
42
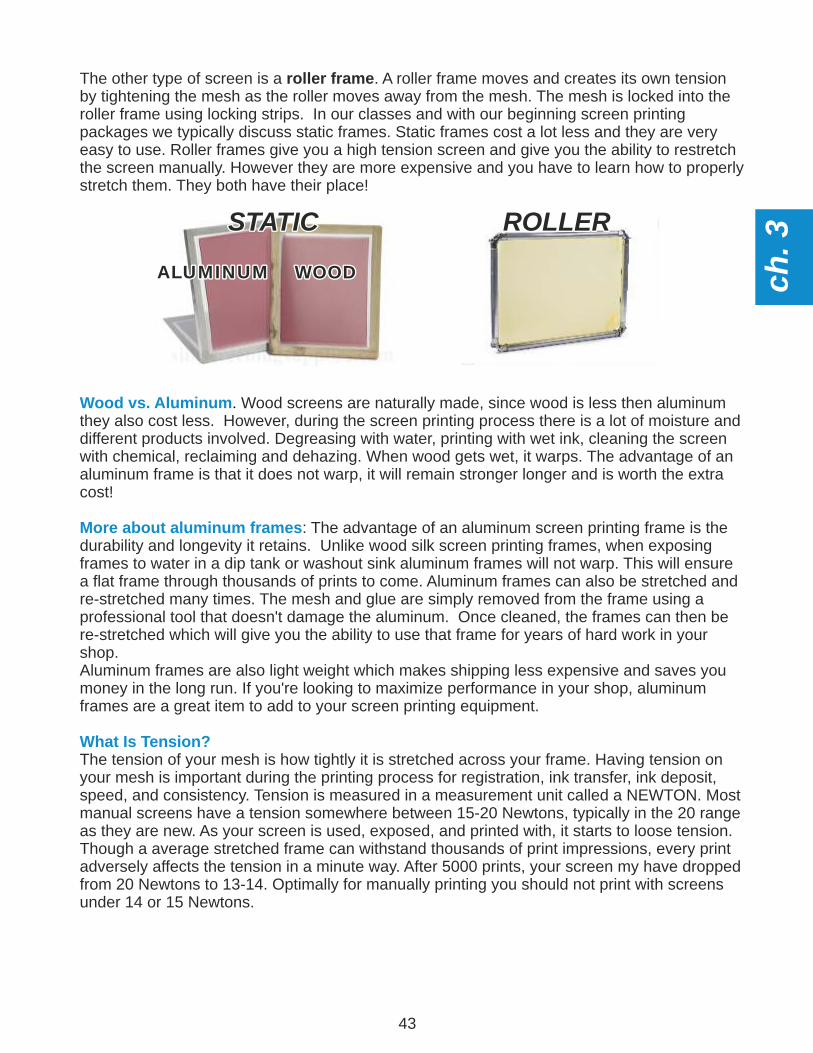
The other type of screen is a roller frame. A roller frame moves and creates its own tension by tightening the mesh as the roller moves away from the mesh. The mesh is locked into the roller frame using locking strips. In our classes and with our beginning screen printing packages we typically discuss static frames. Static frames cost a lot less and they are very easy to use. Roller frames give you a high tension screen and give you the ability to restretch the screen manually. However they are more expensive and you have to learn how to properly stretch them. They both have their place!
Wood screens are naturally made, since wood is less then aluminum they also cost less. However, during the screen printing process there is a lot of moisture and different products involved. Degreasing with water, printing with wet ink, cleaning the screen with chemical, reclaiming and dehazing. When wood gets wet, it warps. The advantage of an aluminum frame is that it does not warp, it will remain stronger longer and is worth the extra cost!
: The advantage of an aluminum screen printing frame is the durability and longevity it retains. Unlike wood silk screen printing frames, when exposing frames to water in a dip tank or washout sink aluminum frames will not warp. This will ensure a flat frame through thousands of prints to come. Aluminum frames can also be stretched and re-stretched many times. The mesh and glue are simply removed from the frame using a professional tool that doesn't damage the aluminum. Once cleaned, the frames can then be re-stretched which will give you the ability to use that frame for years of hard work in your shop. Aluminum frames are also light weight which makes shipping less expensive and saves you money in the long run. If you're looking to maximize performance in your shop, aluminum frames are a great item to add to your screen printing equipment.
Wood vs. Aluminum
More about aluminum frames
.
What Is Tension?The tension of your mesh is how tightly it is stretched across your frame. Having tension on your mesh is important during the printing process for registration, ink transfer, ink deposit, speed, and consistency. Tension is measured in a measurement unit called a NEWTON. Most manual screens have a tension somewhere between 15-20 Newtons, typically in the 20 range as they are new. As your screen is used, exposed, and printed with, it starts to loose tension. Though a average stretched frame can withstand thousands of print impressions, every print adversely affects the tension in a minute way. After 5000 prints, your screen my have dropped from 20 Newtons to 13-14. Optimally for manually printing you should not print with screens under 14 or 15 Newtons.
ALUMINUM ALUMINUM WOODWOOD
STATICSTATIC ROLLERROLLER
43
ch
. 3

How do you measure tension?
High Tension vs. Low Tension
How does tension relate to different types of screens?
Mesh/ Thread Count
A Newton meter measures the bi-directional tension of your screen mesh. They are a handy but expensive tool to have in your shop. You don’t have to have a Newton meter starting out, however as you progress and accumulate more screens and start printing higher detailed work, then a tension meter is something you DEFINITELY want to invest in.
• Most manual frames and standard mesh print around 18 Newtons which excerpts about 350 to 400 pounds of Total Mesh Force to work with to try and transfer the ink. A Newman Roller Frame with Roller Mesh at 50 Newtons is giving you approximately 1,500 pounds of Total Mesh Force to work with to make the ink transfer properly. It is the force of the mesh that is doing the work for the printer or working against the printer if the mesh force is low.
• High tension enables you to expose HIGHER DETAIL and transfer maximum ink coverage to the substrate.
• High tension = BETTER REGISTRATION because the mesh movement is minimized and the off contact needed is minimal.
• High tension increases PRINT SPEED because the mesh force helps the squeegee transfer ink and the minimal off contact means the squeegee doesn't have to press as hard while printing. This enables the squeegee to move faster which in turn increases production speed tremendously.
• Manually stretched and stapled wood frames = NO TENSION
• Professionally stretched wood frames = Average Tension, lower life span.
• Professionally stretched aluminum frames = Average/Good Tension, medium life span.
• Newman Roller Frames = High Tension, Maximum life span. YOU CONTROL YOUR OWN TENSION!
Different mesh sizes are used for different applications in the screen printing process. Mesh size is measured by how many threads of mesh there are crossing per square inch. For instance, a 110 mesh screen has 110 threads crossing per square inch. The higher the mesh count, the finer the threads and holes are in the screen. The size of the mesh has a lot to do with how detailed your image is and how thick the ink you are using is. If you have an image with extremely high detail, a lower mesh screen won't hold the high detail. The fine lines or dots in the image will simply fall through the holes in the mesh not giving you a correct representation of what your image should be. Also if you are using a thinner ink, the ink will also flood through the larger holes and soak onto your shirt or substrate making your imageblurry as the ink bleeds. On the other hand, if you are trying to print a thicker ink (such as white) through too high of a mesh screen, barely any ink will print through the mesh. You will
44
notice that different companies have different sizes available. If the mesh count is fairly close, such as the difference between 155 vs. 156, 196 vs. 200, or 81 vs. 86, the difference is so negligible and small that it will not matter in your final results.
Since there are many variables involved in silk screen printing we can't tell you exactly what mesh sizes are used for what applications. However we can give you a general outline of what sizes to use for certain types of printing.
Your basic and most standard mesh sizes are 110 and 156. 110 mesh lays a fairly thick layer of ink down. It's great for block text letters and larger spot color designs. It's also a recommended mesh for white flash plates because many times you will only have to make one print impression which speeds up production time. 156 mesh also lays down a little thicker layer of screen printing ink but offers you some higher detail ability in your image due to the finer mesh. Also if you are printing with a little thinner viscosity colors of inks, you may want to use the 156 mesh so not too much ink is passed through your screen. Lower mesh counts like 40-86 are used for shimmer and glitter inks. These inks have particles in them that will not pass through the typical mesh sizes. Therefore you need a lower mesh count with large holes in order for all the particles to pass through properly.
Shimmer plastisol inks have finer particles in them so you could probably use an 86 mesh while glitter inks have much larger particles so it would be recommended to use a 40 or 60 mesh screen. 200 and 230 mesh are used for finer detailed images and thinner inks. These mesh sizes can hold larger half tone dots but are not recommended for four color process prints or fine detail half tone printing. Also graphic and solvent based silk screening inks that are much thinner should be used with these mesh sizes. Also if you would like a softer feel to the ink on your shirts you can print through these higher mesh counts which will let less ink through the screen giving you a much softer feel on the shirt. This can get tricky however, many times a duller distressed look is wanted for the artwork but if bright vibrant colors are desired (especially white) you will have a hard time getting the opacity thick enough using these higher meshes. 305 mesh is used for extremely high detail textile printing and fine halftone four color process and simulated process prints. Fine half tone dots need high, fine detail mesh in order to hold and expose on. Higher meshes such as 355, 380, and 400 are used mainly for graphic printing with UV inks. UV inks are extremely thin and many times are used for high detail printing on signs, banners, or CD's. Using a higher mesh allows the automatic presses used in UV printing to regulate the amount of ink passed through the screen.
: Different mesh sizes hold different amounts of emulsion, due to how big the holes in the mesh are. For instance a 110 mesh screen will hold much more emulsion then a 305 mesh screen. While the difference isn't extreme, you will have to vary your exposure times slightly for different mesh sizes. A finer mesh screen that holds less emulsion will expose faster then a lower mesh screen that holds more emulsion. However, the difference is small so you may have to only vary as slightly as 5-10% in either direction and depending on mesh size in order to get maximum exposure performance.
- The tension or tightness of your screen mesh is very important to the quality of image you can produce. As your screens become old they can lose tension. By dropping below the proper tension, (15-20n)your screen will not release properly, causing a less than desirable image.
Exposure Notes
CHOOSING THE RIGHT TENSION
45
ch
. 3
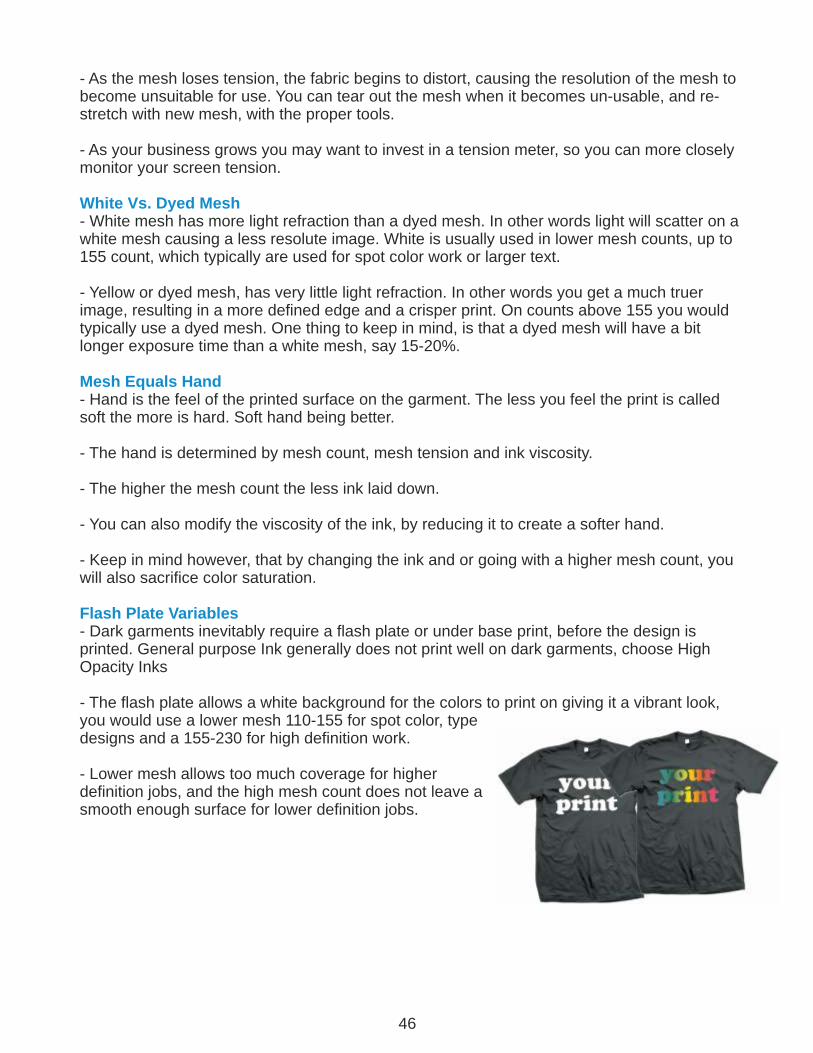
- As the mesh loses tension, the fabric begins to distort, causing the resolution of the mesh to become unsuitable for use. You can tear out the mesh when it becomes un-usable, and re-stretch with new mesh, with the proper tools.
- As your business grows you may want to invest in a tension meter, so you can more closely monitor your screen tension.
- White mesh has more light refraction than a dyed mesh. In other words light will scatter on a white mesh causing a less resolute image. White is usually used in lower mesh counts, up to 155 count, which typically are used for spot color work or larger text.
- Yellow or dyed mesh, has very little light refraction. In other words you get a much truer image, resulting in a more defined edge and a crisper print. On counts above 155 you would typically use a dyed mesh. One thing to keep in mind, is that a dyed mesh will have a bit longer exposure time than a white mesh, say 15-20%.
- Hand is the feel of the printed surface on the garment. The less you feel the print is called soft the more is hard. Soft hand being better.
- The hand is determined by mesh count, mesh tension and ink viscosity.
- The higher the mesh count the less ink laid down.
- You can also modify the viscosity of the ink, by reducing it to create a softer hand.
- Keep in mind however, that by changing the ink and or going with a higher mesh count, you will also sacrifice color saturation.
- Dark garments inevitably require a flash plate or under base print, before the design is printed. General purpose Ink generally does not print well on dark garments, choose High Opacity Inks
- The flash plate allows a white background for the colors to print on giving it a vibrant look, you would use a lower mesh 110-155 for spot color, type designs and a 155-230 for high definition work.
- Lower mesh allows too much coverage for higher definition jobs, and the high mesh count does not leave a smooth enough surface for lower definition jobs.
White Vs. Dyed Mesh
Mesh Equals Hand
Flash Plate Variables
46
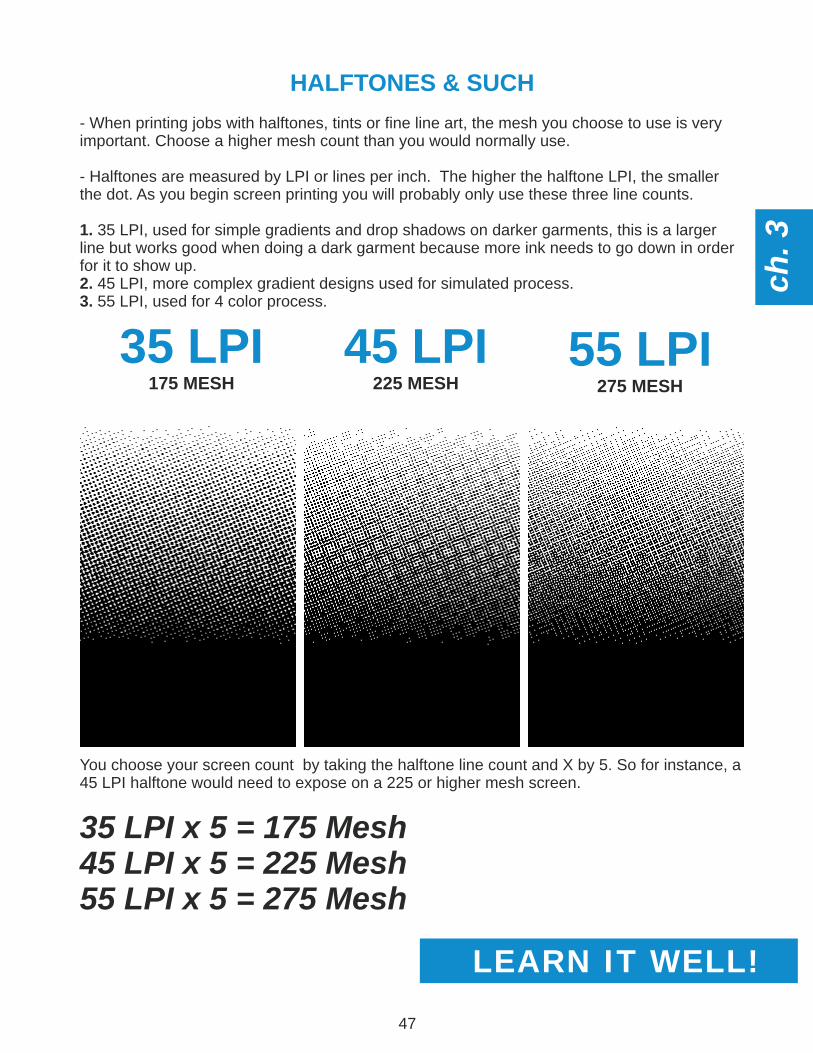
HALFTONES & SUCH
- When printing jobs with halftones, tints or fine line art, the mesh you choose to use is very important. Choose a higher mesh count than you would normally use.
- Halftones are measured by LPI or lines per inch. The higher the halftone LPI, the smaller the dot. As you begin screen printing you will probably only use these three line counts.
1. 35 LPI, used for simple gradients and drop shadows on darker garments, this is a larger line but works good when doing a dark garment because more ink needs to go down in order for it to show up. 2. 45 LPI, more complex gradient designs used for simulated process.3. 55 LPI, used for 4 color process.
You choose your screen count by taking the halftone line count and X by 5. So for instance, a 45 LPI halftone would need to expose on a 225 or higher mesh screen.
35 LPI x 5 = 175 Mesh45 LPI x 5 = 225 Mesh55 LPI x 5 = 275 Mesh
35 LPI175 MESH
45 LPI225 MESH
55 LPI275 MESH
LEARN IT WELL!
47
ch
. 3
CHAPTER 4
SETTING UP A JOB& PRINTING
Job Prep (part 2) Print order, Registration, Strike-offs,
Squeegee selection,Printing techniques and Production estimations.
48

JOB PREPARATION (PRE-PRESS PT.2)
Art & Screen Check
Block Out & Touch Up
Shirt / Stock Prep
Registration
Prepress (or make-ready) is the name given to the point in the screen printing process (and other printing processes) where the art and screen are given a final check. The stock or substrate is prepared and arranged for printing, the ink has been mixed and thinned, and the drying system and items needed during the print run are assembled close at hand and ready to use. It is important to carry out these prepress activities before the ink hits the screen, otherwise delays in printing will occur, often stopping the print process or requiring cleaning of the screen.
Using the film as a guide, a final inspection of the stencil should be made. Pay special attention to pinholes, or lines caused by film edges on the stencil, or any other imperfections in the stencil or image. These should be touched up before the screen is put in the press.
Touch-up or block-out is applied to the underside of the screen using a brush for spots, or a small flat spreader (old squeegee or sign vinyl applicators work great and clean easily) for larger areas. If touched up on the top-side of a screen, you risk wearing nicks or gouges in the squeegee rubber.
Ensure that the screen is in good shape, with no serious rips or holes that will breakdown during the print run. If there is any doubt that a stencil is suspect, or the image is flawed, re-expose the screen. It saves time, money, and frustration if the problem is fixed at this point of the process.
Taping off screen gutters along the sides of the frame, or around images, can be carried out at this time, or if it's easier, tape the screen once it is in the press. Use thin screen printing or packing tape, never paper or masking tape. A good tape job makes production printing easier because it controls where the ink goes, and makes clean-up a snap.
On long production runs, especially with water base, or when you know a stock edge is going to wear on the screen, a line of tape on the underside can protect the stencil from wearing thin from squeegee pressure along an edge. Make sure the tape goes on flat with no creases or folds.
Whatever the stock or substrate is, it needs to be prepared for printing. This includes unpacking shirts, verifying counts and sizes, cutting down in size from master sheet to press sheet size, or may mean removing wrapping or packaging, or cleaning dust or other residue from surfaces. The stock should be prearranged or stacked on a convenient table close to the press. Whatever the stock, keep it clean!!! The idea with getting the stock ready before you start printing is to avoid dealing with unpacking, packaging, cutting, or unnecessary delays once you have inked the screen and started your print run.
There are a number of methods of registration (lining up the screen image with the stock) and many are dependant on the type of press system. Simple hand presses do not allow for adjustment of the screen or printing table, so the stock must be moved to achieve precise
49
ch
. 4
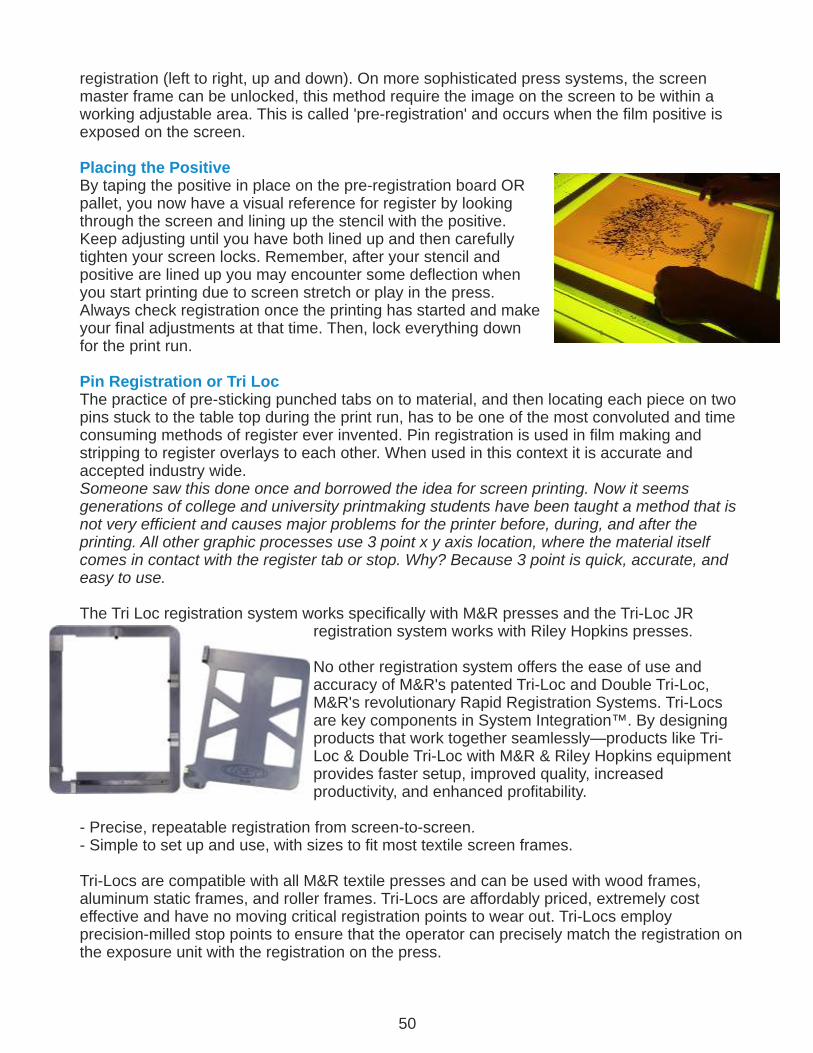
registration (left to right, up and down). On more sophisticated press systems, the screen master frame can be unlocked, this method require the image on the screen to be within a working adjustable area. This is called 'pre-registration' and occurs when the film positive is exposed on the screen.
By taping the positive in place on the pre-registration board OR pallet, you now have a visual reference for register by looking through the screen and lining up the stencil with the positive. Keep adjusting until you have both lined up and then carefully tighten your screen locks. Remember, after your stencil and positive are lined up you may encounter some deflection when you start printing due to screen stretch or play in the press. Always check registration once the printing has started and make your final adjustments at that time. Then, lock everything down for the print run.
The practice of pre-sticking punched tabs on to material, and then locating each piece on two pins stuck to the table top during the print run, has to be one of the most convoluted and time consuming methods of register ever invented. Pin registration is used in film making and stripping to register overlays to each other. When used in this context it is accurate and accepted industry wide. Someone saw this done once and borrowed the idea for screen printing. Now it seems generations of college and university printmaking students have been taught a method that is not very efficient and causes major problems for the printer before, during, and after the printing. All other graphic processes use 3 point x y axis location, where the material itself comes in contact with the register tab or stop. Why? Because 3 point is quick, accurate, and easy to use.
The Tri Loc registration system works specifically with M&R presses and the Tri-Loc JR registration system works with Riley Hopkins presses. No other registration system offers the ease of use and accuracy of M&R's patented Tri-Loc and Double Tri-Loc, M&R's revolutionary Rapid Registration Systems. Tri-Locs are key components in System Integration™. By designing products that work together seamlessly—products like Tri-Loc & Double Tri-Loc with M&R & Riley Hopkins equipment provides faster setup, improved quality, increased productivity, and enhanced profitability.
- Precise, repeatable registration from screen-to-screen.- Simple to set up and use, with sizes to fit most textile screen frames.
Tri-Locs are compatible with all M&R textile presses and can be used with wood frames, aluminum static frames, and roller frames. Tri-Locs are affordably priced, extremely cost effective and have no moving critical registration points to wear out. Tri-Locs employ precision-milled stop points to ensure that the operator can precisely match the registration on the exposure unit with the registration on the press.
Placing the Positive
Pin Registration or Tri Loc
50
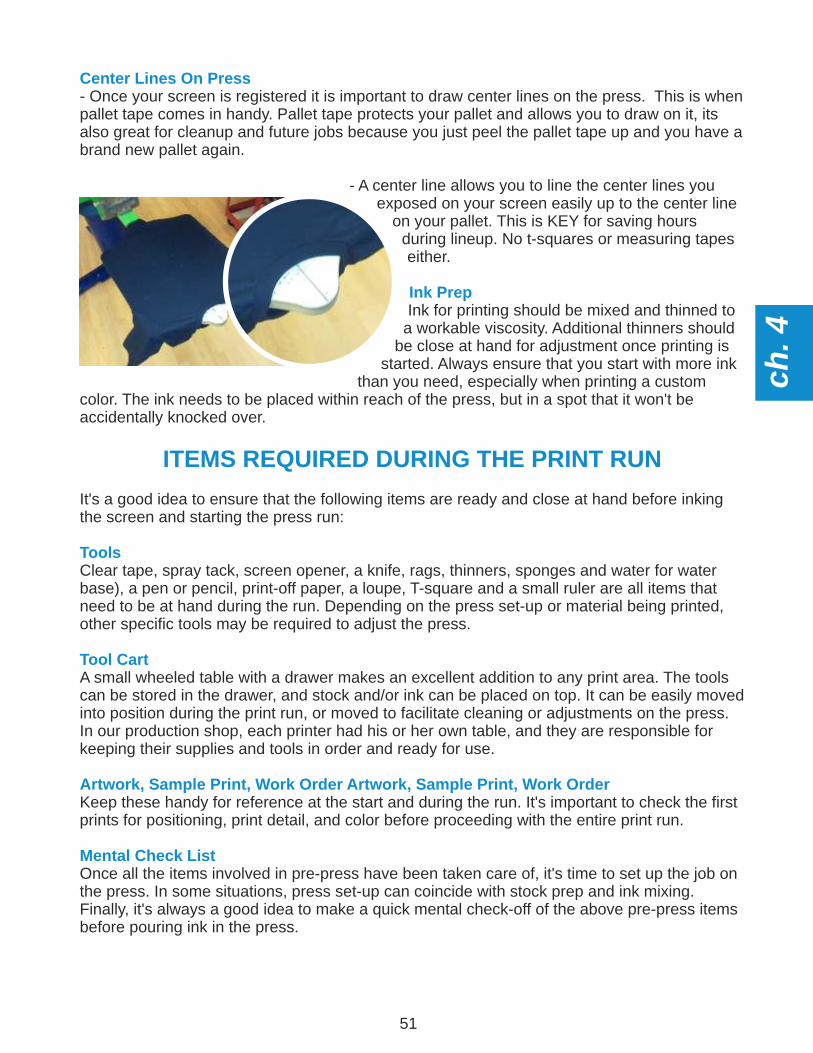
Center Lines On Press
Ink Prep
ITEMS REQUIRED DURING THE PRINT RUN
Tools
Tool Cart
Artwork, Sample Print, Work Order Artwork, Sample Print, Work Order
Mental Check List
- Once your screen is registered it is important to draw center lines on the press. This is when pallet tape comes in handy. Pallet tape protects your pallet and allows you to draw on it, its also great for cleanup and future jobs because you just peel the pallet tape up and you have a brand new pallet again.
- A center line allows you to line the center lines you exposed on your screen easily up to the center line
on your pallet. This is KEY for saving hours during lineup. No t-squares or measuring tapes either.
Ink for printing should be mixed and thinned to a workable viscosity. Additional thinners should
be close at hand for adjustment once printing is started. Always ensure that you start with more ink
than you need, especially when printing a custom color. The ink needs to be placed within reach of the press, but in a spot that it won't be accidentally knocked over.
It's a good idea to ensure that the following items are ready and close at hand before inking the screen and starting the press run:
Clear tape, spray tack, screen opener, a knife, rags, thinners, sponges and water for water base), a pen or pencil, print-off paper, a loupe, T-square and a small ruler are all items that need to be at hand during the run. Depending on the press set-up or material being printed, other specific tools may be required to adjust the press.
A small wheeled table with a drawer makes an excellent addition to any print area. The tools can be stored in the drawer, and stock and/or ink can be placed on top. It can be easily moved into position during the print run, or moved to facilitate cleaning or adjustments on the press. In our production shop, each printer had his or her own table, and they are responsible for keeping their supplies and tools in order and ready for use.
Keep these handy for reference at the start and during the run. It's important to check the first prints for positioning, print detail, and color before proceeding with the entire print run.
Once all the items involved in pre-press have been taken care of, it's time to set up the job on the press. In some situations, press set-up can coincide with stock prep and ink mixing. Finally, it's always a good idea to make a quick mental check-off of the above pre-press items before pouring ink in the press.
51
ch
. 4
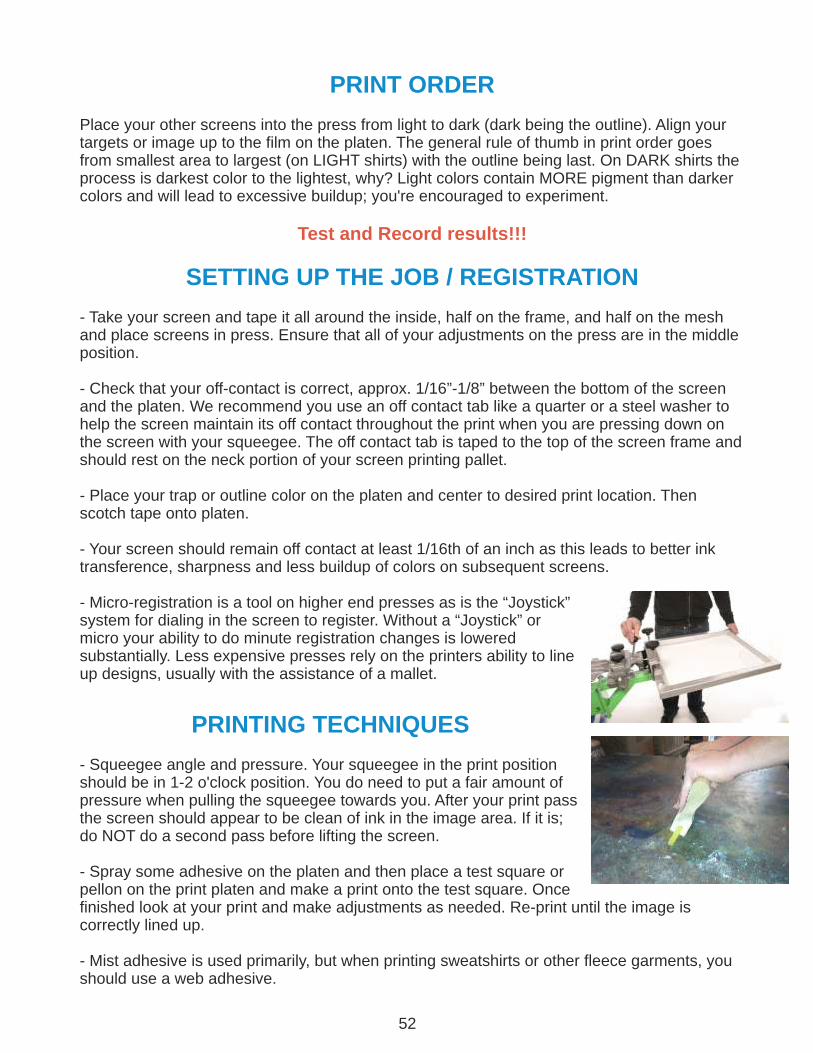
PRINT ORDER
SETTING UP THE JOB / REGISTRATION
Place your other screens into the press from light to dark (dark being the outline). Align your targets or image up to the film on the platen. The general rule of thumb in print order goes from smallest area to largest (on LIGHT shirts) with the outline being last. On DARK shirts the process is darkest color to the lightest, why? Light colors contain MORE pigment than darker colors and will lead to excessive buildup; you're encouraged to experiment.
- Take your screen and tape it all around the inside, half on the frame, and half on the mesh and place screens in press. Ensure that all of your adjustments on the press are in the middle position.
- Check that your off-contact is correct, approx. 1/16”-1/8” between the bottom of the screen and the platen. We recommend you use an off contact tab like a quarter or a steel washer to help the screen maintain its off contact throughout the print when you are pressing down on the screen with your squeegee. The off contact tab is taped to the top of the screen frame and should rest on the neck portion of your screen printing pallet.
- Place your trap or outline color on the platen and center to desired print location. Then scotch tape onto platen.
- Your screen should remain off contact at least 1/16th of an inch as this leads to better ink transference, sharpness and less buildup of colors on subsequent screens.
- Micro-registration is a tool on higher end presses as is the “Joystick” system for dialing in the screen to register. Without a “Joystick” or micro your ability to do minute registration changes is lowered substantially. Less expensive presses rely on the printers ability to line up designs, usually with the assistance of a mallet.
Test and Record results!!!
PRINTING TECHNIQUES
- Squeegee angle and pressure. Your squeegee in the print position should be in 1-2 o'clock position. You do need to put a fair amount of pressure when pulling the squeegee towards you. After your print pass the screen should appear to be clean of ink in the image area. If it is; do NOT do a second pass before lifting the screen.
- Spray some adhesive on the platen and then place a test square or pellon on the print platen and make a print onto the test square. Once finished look at your print and make adjustments as needed. Re-print until the image is correctly lined up.
- Mist adhesive is used primarily, but when printing sweatshirts or other fleece garments, you should use a web adhesive.
52
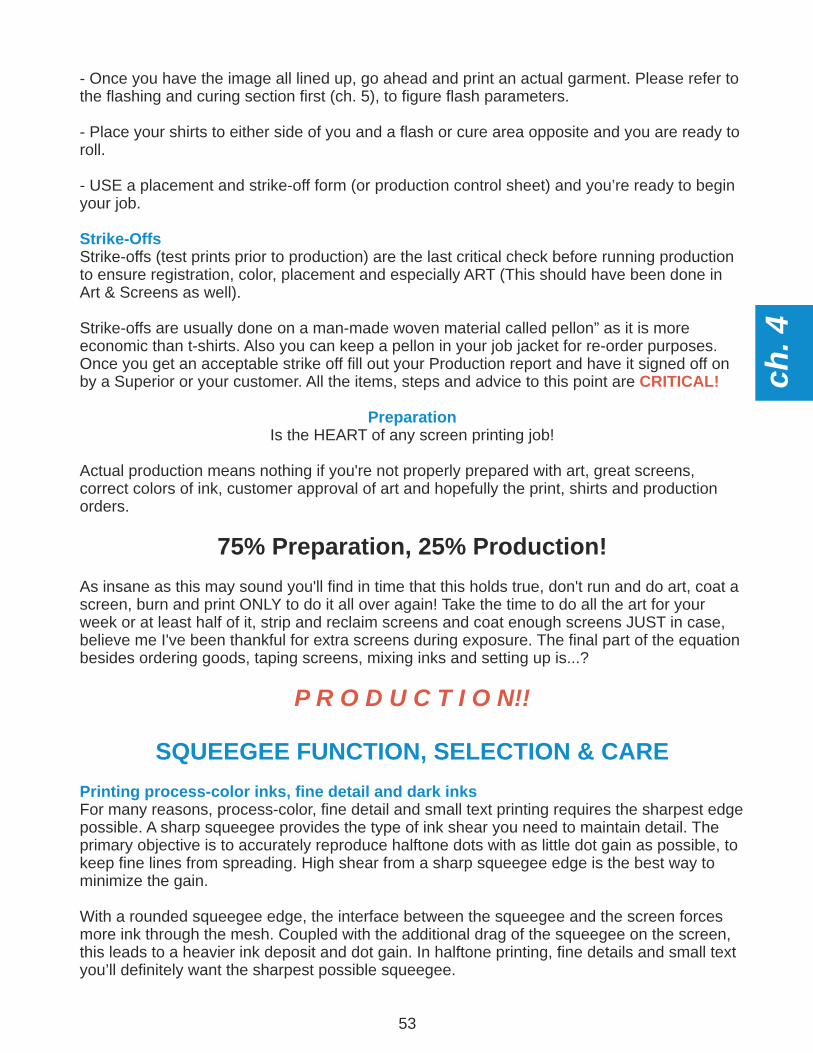
- Once you have the image all lined up, go ahead and print an actual garment. Please refer to the flashing and curing section first (ch. 5), to figure flash parameters.
- Place your shirts to either side of you and a flash or cure area opposite and you are ready to roll.
- USE a placement and strike-off form (or production control sheet) and you’re ready to begin your job.
Strike-Offs
Preparation
SQUEEGEE FUNCTION, SELECTION & CARE
Printing process-color inks, fine detail and dark inks
Strike-offs (test prints prior to production) are the last critical check before running production to ensure registration, color, placement and especially ART (This should have been done in Art & Screens as well).
Strike-offs are usually done on a man-made woven material called pellon” as it is more economic than t-shirts. Also you can keep a pellon in your job jacket for re-order purposes. Once you get an acceptable strike off fill out your Production report and have it signed off on by a Superior or your customer. All the items, steps and advice to this point are
Is the HEART of any screen printing job!
Actual production means nothing if you're not properly prepared with art, great screens, correct colors of ink, customer approval of art and hopefully the print, shirts and production orders.
75% Preparation, 25% Production!
As insane as this may sound you'll find in time that this holds true, don't run and do art, coat a screen, burn and print ONLY to do it all over again! Take the time to do all the art for your week or at least half of it, strip and reclaim screens and coat enough screens JUST in case, believe me I've been thankful for extra screens during exposure. The final part of the equation besides ordering goods, taping screens, mixing inks and setting up is...?
For many reasons, process-color, fine detail and small text printing requires the sharpest edge possible. A sharp squeegee provides the type of ink shear you need to maintain detail. The primary objective is to accurately reproduce halftone dots with as little dot gain as possible, to keep fine lines from spreading. High shear from a sharp squeegee edge is the best way to minimize the gain.
With a rounded squeegee edge, the interface between the squeegee and the screen forces more ink through the mesh. Coupled with the additional drag of the squeegee on the screen, this leads to a heavier ink deposit and dot gain. In halftone printing, fine details and small text you’ll definitely want the sharpest possible squeegee.
CRITICAL!
P R O D U C T I O N!!
53
ch
. 4
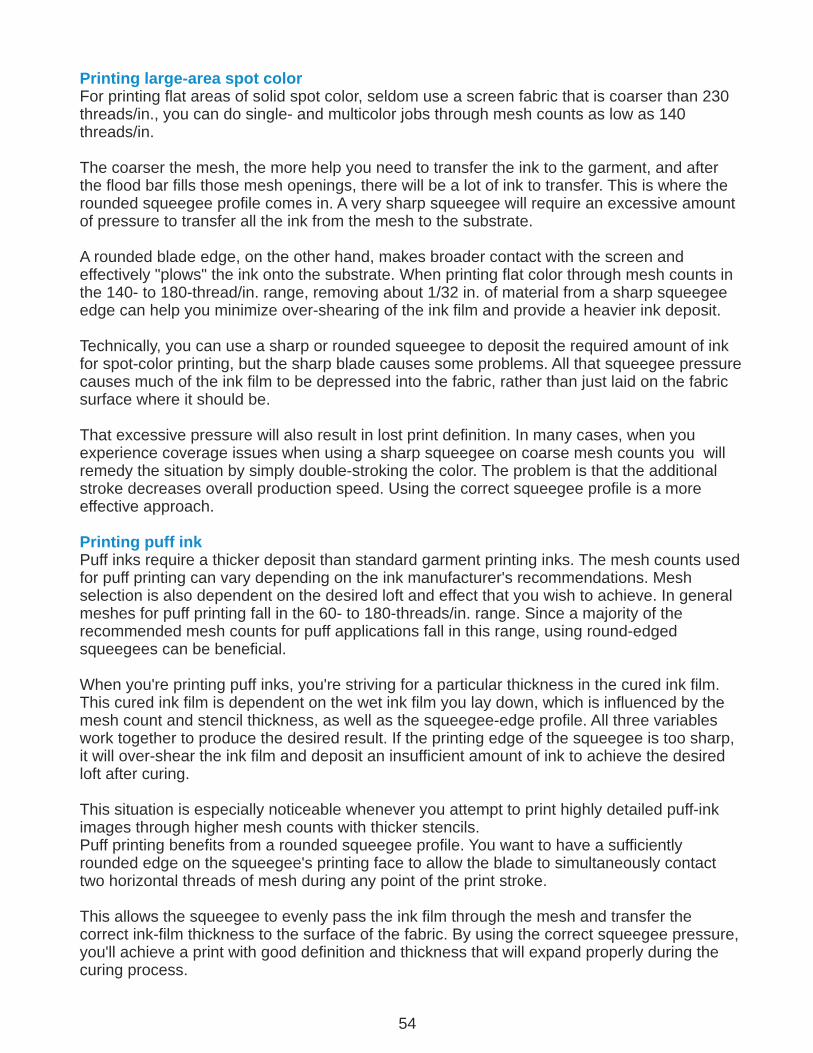
Printing large-area spot colorFor printing flat areas of solid spot color, seldom use a screen fabric that is coarser than 230 threads/in., you can do single- and multicolor jobs through mesh counts as low as 140 threads/in.
The coarser the mesh, the more help you need to transfer the ink to the garment, and after the flood bar fills those mesh openings, there will be a lot of ink to transfer. This is where the rounded squeegee profile comes in. A very sharp squeegee will require an excessive amount of pressure to transfer all the ink from the mesh to the substrate.
A rounded blade edge, on the other hand, makes broader contact with the screen and effectively "plows" the ink onto the substrate. When printing flat color through mesh counts in the 140- to 180-thread/in. range, removing about 1/32 in. of material from a sharp squeegee edge can help you minimize over-shearing of the ink film and provide a heavier ink deposit.
Technically, you can use a sharp or rounded squeegee to deposit the required amount of ink for spot-color printing, but the sharp blade causes some problems. All that squeegee pressure causes much of the ink film to be depressed into the fabric, rather than just laid on the fabric surface where it should be.
That excessive pressure will also result in lost print definition. In many cases, when you experience coverage issues when using a sharp squeegee on coarse mesh counts you will remedy the situation by simply double-stroking the color. The problem is that the additional stroke decreases overall production speed. Using the correct squeegee profile is a more effective approach.
Printing puff inkPuff inks require a thicker deposit than standard garment printing inks. The mesh counts used for puff printing can vary depending on the ink manufacturer's recommendations. Mesh selection is also dependent on the desired loft and effect that you wish to achieve. In general meshes for puff printing fall in the 60- to 180-threads/in. range. Since a majority of the recommended mesh counts for puff applications fall in this range, using round-edged squeegees can be beneficial.
When you're printing puff inks, you're striving for a particular thickness in the cured ink film. This cured ink film is dependent on the wet ink film you lay down, which is influenced by the mesh count and stencil thickness, as well as the squeegee-edge profile. All three variables work together to produce the desired result. If the printing edge of the squeegee is too sharp, it will over-shear the ink film and deposit an insufficient amount of ink to achieve the desired loft after curing.
This situation is especially noticeable whenever you attempt to print highly detailed puff-ink images through higher mesh counts with thicker stencils.Puff printing benefits from a rounded squeegee profile. You want to have a sufficiently rounded edge on the squeegee's printing face to allow the blade to simultaneously contact two horizontal threads of mesh during any point of the print stroke.
This allows the squeegee to evenly pass the ink film through the mesh and transfer the correct ink-film thickness to the surface of the fabric. By using the correct squeegee pressure, you'll achieve a print with good definition and thickness that will expand properly during the curing process.
54
Printing reflective inkThe parameters for printing reflective inks are almost identical to those for puff inks. But here, the emphasis on control is slightly greater since the inks you are printing can cost upwards of $200/gal. For economy's sake, you want to ensure that your ink-film thickness is consistent and uniform from print to print.
When printing reflectives, over-shearing the ink with a sharp squeegee will leave you with too little ink on the garment and you will be forced to double stroke. Using a rounded squeegee profile can prevent double-stroking and will save time and labor, as well as ink costs.
Squeegee selection criteria
Blade profile
Squeegees can influence printing results, but only if other variables in the process are controlled. This means understanding the properties of your inks, as well as using high screen tension, low off-contact distance, and press settings that don't over saturate the screen with ink. After optimizing these variables for a particular job, it's time to select the squeegee based
on three parameters: durometer, blade profile, and blade edge profile.
Durometer: Durometer refers to the "hardness" of the squeegee. It affects the squeegee's adaptability to the surface and determines the amount of printing force transmitted to the screen and the substrate. Soft squeegees are more adaptable and transmit less force than hard ones.
Profile is the shape of the squeegee's printing edge. This shape also determines the squeegee's adaptability. In a sense, profile fine tunes this adaptability and limits the amount of force transmitted to the printing surface.
The profile affects the relationship between the set squeegee angle and the effective squeegee angle relative to the screen in the direction of the print stroke. The effective angle is the actual angle during printing, when the force of the print stroke deflects the squeegee beyond the set angle. The smaller the effective squeegee angle, the more ink that is forced into the screen ahead of the printing blade and the less ink that is scraped off the screen surface.
Depending on the profile you select, the squeegee will force more or less ink into the screen, thereby influencing the printed ink-deposit thickness. Profile options include the following:
Square/rectangular: This profile provides medium adaptability and maximum force. When using a square/rectangular profile, the effective angle approximates the set angle. This is the most frequently used profile in screen printing.
Beveled Edges: These can be beveled in various ways to provide maximum adaptability and minimum force. With beveled profiles, the effective angle is always less than the set angle. Beveling is most effective when used in applications requiring squeegees less than 14 in. (36 cm) long.
Round Squeegees: A round profile provides minimum adaptability and minimum force. With such squeegees, the effective angle is always very small and nearly independent of the set angle.
55
ch
. 4
Blade edge profileNot to be confused with blade profile, the squeegee's blade edge profile refers to its sharpness. Edge profile establishes the amount of ink that will ultimately be delivered to the substrate. The sharper the edge, the less ink it will deliver. Since the amount of ink going through the screen also affects the resolution of the image, the less ink that is deposited, the sharper the printed image.
Mixing these three parameters in different combinations presents a wide range of possible squeegee types. For practical use, however, the primary combinations can be grouped to provide 12 general squeegee types. Since a squeegee essentially can be either sharp or dull, and the profile can be basically one of three shapes, this gives rise to four possible combinations:
1. Square/rectangle profiles with sharp edge2. Square/rectangle profiles with round edge3. Beveled profiles with sharp edge4. Round profiles with no edge
Each of these combinations can occur in one of three general durometers (soft, medium, and hard), for a total of 12 squeegee types.Selecting the appropriate squeegee out of these 12 types depends on the nature of the product being printed and a near infinite variety of production variables, including the substrate, ink, image, equipment and operator skills. Substrates, for example, can be hard or soft, smooth or rough, even or uneven, absorbent or nonabsorbent, etc. Inks may be opaque or transparent, tacky or non-tacky, high or low viscosity, etc.
The image can comprise high- or low-resolution detail, or it may simply be a coating that covers the entire surface of the substrate. The printing equipment you use may be new or old, well maintained or poorly treated, and properly or marginally set up. Operators may be accomplished craftsmen or newly trained employees without any experience. And, of course, you face a wide range of intermediate values between any two of these extremes.
All these situations add up to a vast number of possible product/processing combinations. For this reason, it is impossible to recommend any one of the 12 squeegee types without analyzing the appropriate processing variables. On the other hand, it is possible to correlate the 12 squeegee types with the general functions of the squeegee.
Note that besides the previously mentioned variables, the squeegee also has an attribute that is difficult to quantify: resistance to abrasion and chemicals. No standards or tests exist to evaluate this attribute. However, I strongly recommend that you document the performance of your squeegee materials and
evaluate them on the basis of actual production.
56
Squeegee sharpening
Squeegee care and storage
Since even the best squeegee edge will eventually change its shape (due to abrasion with the screen fabric), you'll need to redress the edge regularly. Typically, this is accomplished by grinding the edge on a squeegee sharpener.When sharpening a squeegee, observe the following guidelines:
1. Use coarse grinding tools (the lower the grit, the coarser) when you have to remove a lot of material all at once.2. In general, remove as little material as possible using the finest grit that will "cut" the material (rather than melt and smear it).3. Make sure the squeegee edge is straight, and the blade's free height is uniform along the squeegee's entire length.4. When printing with transparent inks or printing images that require totally uniform coverage without squeegee marks, polish the edge of the blade with a fine (400- to 600-grit) emery cloth.5. When polishing the edge of the squeegee blade, try to bevel the edge for high-resolution images and round it for broad, uniform printed areas. A beveled edge provides a sharper printed image than a rounded one. However, it is easier to eliminate "nicks" from the squeegee edge by rounding it.6. Always round off the ends of the squeegee on either side of the blade: Sharp ends serve no useful purpose and put undue stress on the screen mesh.
Getting the most out of your squeegees also means storing and maintaining them properly. Here are a few tips to help you maximize the quality and useful life of your squeegees:1. Store squeegee blades flat, not in a roll. Long pieces should be cut to size, then stored flat.2. Assembled squeegees (where the blade is mounted in the holder) should be stored so that the blade rests on the top end of the holder. A squeegee should never rest on the blade, and the blade should never touch anything during storage.3. Squeegees should be cleaned immediately after use to prevent accumulation of dried-up ink. Neither the blade nor the holder should have any ink left after cleaning. (Dry ink near the edge of the blade will cause squeegee marks during printing.)4. Squeegees should not be "left to soak" in solvents. Although they are designed to withstand most solvents, soaking will cause temporary swelling and permanent loss of resilience.5. Unsupported squeegee blades should be rotated at least every four to six hours during production to prevent permanent deformation of the blade.6. Squeegees age and harden with time. Do not use old blades that are 10 degrees (units of durometer) harder than their original designation. Such materials will perform erratically and will have minimum resilience and abrasion resistance.
SQUEEGEE CONCLUSION
As a screen printer, you have to contend with a long list of variables in order to ensure accurate color and resolution on your prints. Fortunately, the variables relating to the squeegee are among the easiest to identify and match to your job requirements. By taking careful steps when selecting squeegees and making squeegee maintenance a regular part of your production routine, you'll be able to deliver accurate, high-quality graphics print after print.
57
ch
. 4
PRODUCTION ESTIMATIONS
In a garment-printing business--or any other printing operation for that matter--your production-time expectations are important. You want to know how much time you need to produce a certain type of job for a number of reasons. First, you want to be able to schedule jobs with a degree of certainty about when they will be completed. Without a calculated estimate of the production time, you can pull a date out of the air or promise the customer anything, just to get the order. Either way, you're risking a disappointed customer.
The second reason to estimate production times is profit. Many factors contribute to the costs of a job and directly impact the bottom-line profit figure, including expenses such as blank garments, supplies, labor, rent, utilities, taxes, and many more. The time it takes to produce the job also influences costs. So if you can accurately estimate production time, you'll be better prepared to forecast profitability on the job.
Gauging the efficiency of employees and of the shop in general is the third reason for estimating production times. As experience has probably taught you, work expands to fit the time allowed. So if employees know what is expected of them, they will be more inclined to finish a job in the allotted time. The most valuable employees are those who continually strive to accomplish more work in less time, and your estimated production times can serve as their incentive.
Shop setup, equipment, and production procedures can create an environment that is either conducive or inhibitive to productivity. If you make changes to any of these areas with the aim of boosting productivity, production-time estimates can help you measure the improvement. You may decide to upgrade equipment or supplies to improve production rates. In such situations, if you have pre-upgrade production-time estimates to compare against post-upgrade estimates, you'll find it easier to quantify the success of the upgrade. So if you see a reduction in print times after replacing some of your wooden screen frames with retensionables, you can feel confident about investing in more new frames. This same example holds true for any number of screen-printing tools and supplies.
The screen-printing process presents literally thousands of variables that you need to deal with. The individual importance of these variables differs from facility to facility--even from one print station to the next. That's why you need to estimate production time rather than try to pinpoint exactly how long a particular job should take. What you're looking for is a good ballpark number--one that keeps the ball in the park!
Using some simple charts, a little basic math, and data collected from within your facility, you can establish accurate production-time estimates for your shop. You can use this information for scheduling, estimating costs and profits, assessing employee performance, and improving plant efficiency. A good estimating formula will help you be certain that all costs are covered, whether they are direct labor costs or a percentage of overhead attributed to a proportional time on the press.
Figure 1. Standard Job Times on a Manual PressTimes shown in minutes 1 color 2 color 3 color 4 color 5 color 6 color Production time/garment 0.50 0.55 0.60 0.67 0.75 0.86 Setup and breakdown 12 24 36 48 60 72 The values shown in this table are averages calculated from actual production, setup, and breakdown times. Note that these are examples only--values for your own operation are likely to be different due to production procedures, equipment, etc.
58
PRODUCTION ESTIMATIONS (CONT.)
Special numbers
Figure 2. Special Job Times / Manual Press Times shown in minutes 1 color 2 color 3 color 4 color 5 color 6 colorProduction time/garment 0.67 0.75 0.86 1.00 1.20 1.50 Setup and breakdown 12 24 36 48 60 72
Bear in mind that the numbers in (Figure 1) are general guidelines only. Actual data from your facility may vary significantly ours. This doesn't mean that one of us is wrong; it just means that no standards exist for comparison. Your own data will be used to fashion those expectations we discussed earlier.
Start with the manual press chart (Figure 1). You'll notice two sets of figures. The top line represents production time for jobs ranging from one to six colors. The second line denotes the combined times for setup and breakdown. By "setup" we mean every task that occurs from the time the press operator picks up the first screen in the job set, until the first acceptable print comes off the machine. Remember, though, that we are talking about actual production time, which does not include auxiliary tasks such as mixing ink colors, sharpening squeegees, and the like. We will assume your tools and supplies are in order when you begin to set up the press.
By the same token, "breakdown" refers to the time period after the last good print comes off the machine until you reach for the first screen of the next job. Tasks such as screen cleaning and reclaiming don't count in this exercise. We will divide setup and breakdown times later, but for our initial calculations, they are combined into one line on the estimating chart.
Now it's time for us to calculate production time for a job. Our sample job will be a four-color order of 96 pieces, which we will print on a manual printer. According to our chart, which is based on my accumulated data, the estimated time to print one four-color garment is 0.67 min, so in theory, our job should take 64.32 min to print: 96 pieces x 0.67 min = 64.32 min of productionWe can round this number to 64 min and then add the setup/breakdown time from the chart: 64 min of production + 48 min of setup/breakdown = 112 min total
Not everything you print fits into the category of wet-on-wet, 100% cotton, white T-shirts. Several non-standard categories require their own special charts for your estimations. For example, some shops can get by with only one special chart for, say, single-flash work, which is the basis for the chart shown in Figure 2. Other shops will have multiple special charts for multiple flashes or for other special handling requirements (some production requires more time for handling than for actual printing). If you have special handling or other circumstances on your production floor, you will need separate production-time charts that incorporate the extra time needed for these types of jobs.
You'll need to create separate tables for jobs with special production requirements, such as flash curing or additional handling (heat-application of foil, embroidering, etc.). Note that while these special procedures add to production times, they may not affect setup/breakdown times.
Every production floor is different when it comes to print time, setup time, and breakdown time. It is not important that you try to match or improve upon the numbers we have presented in these charts. The real issue is to know what your actual production-time numbers are, and then using them in whatever estimating formula you use.
59
ch
. 4
PRODUCTION ESTIMATIONS (CONT.)
Calculating setup and breakdown
Figure 3. Recording Setup and Breakdown Times
Setup and breakdown times were combined in the charts used earlier. Now separate these numbers to get more accurate figures and to identify areas of production that might stand some improvement. (Figure 3) lists the individual setup and breakdown times corresponding to the combined times shown in (Figures 1 and 2.)
As with all the numbers we use in this process, the times in the charts are averages of many jobs. Essentially, the combined times for setup and breakdown represent all the time that a press is not producing printed garments--or the time your press is not actually making money. Your goal as a screen printer is to maximize printing time and minimize setup and breakdown.
Tracking setup and breakdown time requires a clipboard and a stopwatch. Use accounting ledger sheets with the number of columns corresponding to the number of colors available on your production floor. You'll need a column for one-color jobs, a column for two-color jobs, and so on. (Figure 3) illustrates how your setup and breakdown charts should look. For ease of manipulation and for permanent storage of your data, record the numbers in a spreadsheet program. If you're really ambitious about this, you can create updated charts and graph them to show increases or decreases in setup and breakdown times
If you can do your stopwatch work discreetly, you'll get better, more realistic numbers. You want to know how long the process takes under normal circumstances, not the time it takes when your operators are going for the record under your watchful eye.
On your setup time sheet, start the clock as soon as the previous job is done. Stop the clock when the first good print of the current job goes onto the dryer belt. For breakdown, start the clock when your inspector at the end of the belt says the current order is complete. Stop the clock when the operator reaches for the first screen of the next job. And if your operator leaves for the restroom, grabs a cup of coffee, or stops to discuss the last Monday night football game, keep the clock running. All downtime outside of actual printing time is attributed to either setup or breakdown.
1 Color 2 Color 3 Color 4 Color 5 Color 6 Color
60
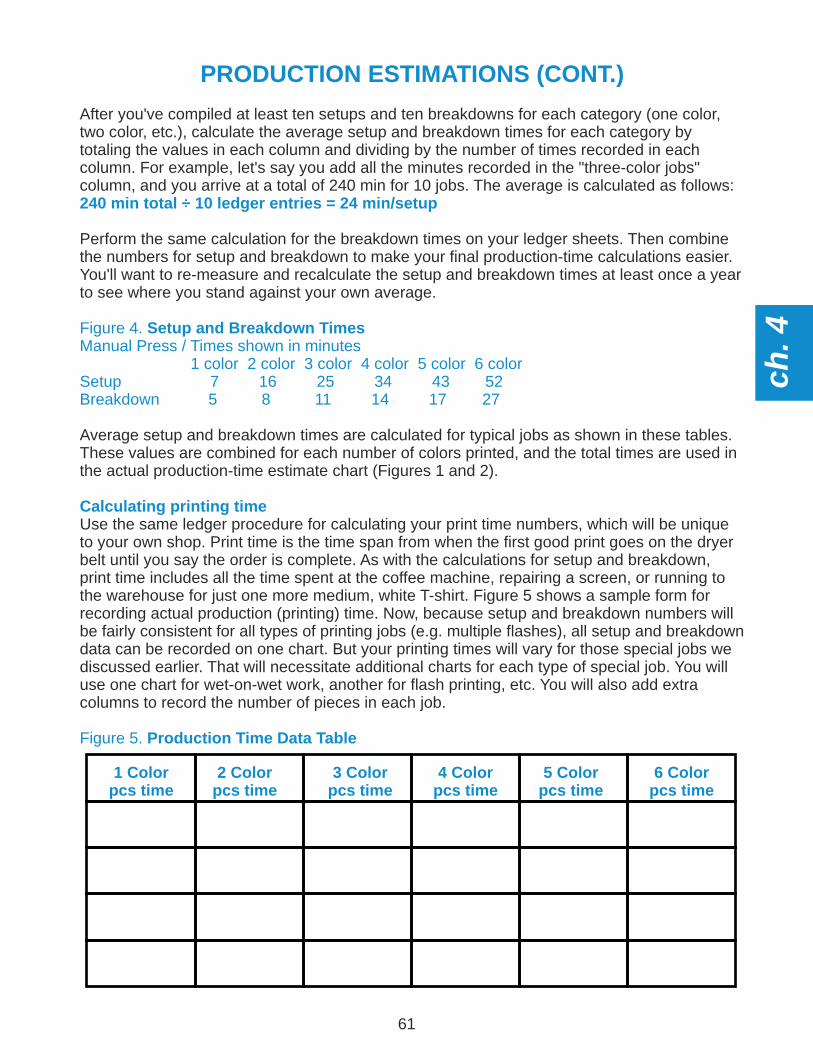
PRODUCTION ESTIMATIONS (CONT.)
240 min total ÷ 10 ledger entries = 24 min/setup
After you've compiled at least ten setups and ten breakdowns for each category (one color, two color, etc.), calculate the average setup and breakdown times for each category by totaling the values in each column and dividing by the number of times recorded in each column. For example, let's say you add all the minutes recorded in the "three-color jobs" column, and you arrive at a total of 240 min for 10 jobs. The average is calculated as follows:
Perform the same calculation for the breakdown times on your ledger sheets. Then combine the numbers for setup and breakdown to make your final production-time calculations easier. You'll want to re-measure and recalculate the setup and breakdown times at least once a year to see where you stand against your own average.
Figure 4. Setup and Breakdown TimesManual Press / Times shown in minutes 1 color 2 color 3 color 4 color 5 color 6 color Setup 7 16 25 34 43 52 Breakdown 5 8 11 14 17 27
Calculating printing time
Figure 5. Production Time Data Table
Average setup and breakdown times are calculated for typical jobs as shown in these tables. These values are combined for each number of colors printed, and the total times are used in the actual production-time estimate chart (Figures 1 and 2).
Use the same ledger procedure for calculating your print time numbers, which will be unique to your own shop. Print time is the time span from when the first good print goes on the dryer belt until you say the order is complete. As with the calculations for setup and breakdown, print time includes all the time spent at the coffee machine, repairing a screen, or running to the warehouse for just one more medium, white T-shirt. Figure 5 shows a sample form for recording actual production (printing) time. Now, because setup and breakdown numbers will be fairly consistent for all types of printing jobs (e.g. multiple flashes), all setup and breakdown data can be recorded on one chart. But your printing times will vary for those special jobs we discussed earlier. That will necessitate additional charts for each type of special job. You will use one chart for wet-on-wet work, another for flash printing, etc. You will also add extra columns to record the number of pieces in each job.
1 Colorpcs time
2 Colorpcs time
3 Colorpcs time
4 Colorpcs time
5 Colorpcs time
6 Colorpcs time
61
ch
. 4
PRODUCTION ESTIMATIONS (CONT.)
412 min ÷ 2575 pieces = 0.16 min
500 pieces x 0.16 min/garment = 80 min total production.
Your own schedule
To use the table (Figure 5), under each color category number, record the number of pieces printed and the total minutes required to print the job. Repeat this exercise for at least ten jobs. Do not include setup and breakdown times, but include all the time between the first good print off the dryer and completion of the final print. Add up the times and the number of pieces printed for each column. Then divide the total time by the total number of pieces to get the average time per garment for that number of colors printed
Total the print-time column again, just as you did when calculating setup and breakdown averages. But this time, rather than calculating the average, you're going to total the columns for number of pieces and time. Then you'll divide the total time (in minutes) recorded on your chart by the total number of pieces produced. This will give you a figure that is the estimated production time to print one garment.
Let's do an example:Under the heading of five-color automatic wet-on-wet jobs, let's say you have 10 entries that total 412 min of production. The total number of pieces produced in 412 min is 2575 pieces. Divide 412 min by 2575 pieces to get the time necessary in your shop to produce one five-color garment on an automatic press.
Let's estimate the production time for a five-color job. First, create your own chart that resembles Figure 2, the production-time chart for automatic presses. Then plug 0.16 min into the "five-color jobs" column. To calculate print time for a 500-piece run in your own shop, multiply 500 times your 0.16 per garment number:
To this 80 min, add your previously-calculated setup/breakdown number for a five-color job (automatic press) to arrive at the estimated production time for your own unique operation.
As you fill out your work schedule based on your own estimated production times, be certain to allow a little extra time for the unexpected--and for those special last minute customers. A surefire way to get yourself into trouble is to schedule every minute of the week. Try to block out 80% of your schedule with work orders right up until a week before production. Start to fill in the extra 20% with either overflow work from the previous week, new "rush" orders, or production from upcoming weeks.
62
CHAPTER 5
CURING PARAMETERS
Flash Temperatures,Control Points For Flashing,
Final Cure ParametersAnd Wash Testing.
63
ch
. 5

CURING PARAMETERS
In order for plastisol or water based ink to cure it has to reach 320 degrees throughout the ink. If the ink does not reach those temps then it will not cure and is likely to washout of the shirt prematurely. Here are some options for curing.
Heat guns are a borderline cure, problems are not being able to achieve proper heat cure due to not knowing if the whole design is actually cured. Can achieve cure, but more time needed. We recommend only using a heat gun if you are a hobby screen printer testing the waters, if you want to print shirts for other people, you would never want to print shirts and guess on if they would be completely cured or not.
Flash dryers are a much better method as the heat is controlled and covers the entire print. With flash cure about 3-1/2 to 4” above print, 10-20 seconds for gel cure, 30- 45 seconds for full cure. Time will vary depending on conditions, how large your flash dryer is, pallet temp etc. When you flash dry a shirt for the final cure, we recommend taking the shirt off the pallet so that the heat can penetrate through the entire shirt. If you leave it stuck on the pallet it will take a lot longer to cure and keep your pallets hot which is not conducive to productive printing.
Conveyors are the most efficient cure method as there is no waiting time for final cure. The temperature is set and belt speed is adjusted so that when the final color is printed, you simply place the shirt on belt and continue to print. The shirt is cured through a heated oven chamber and simply drops in a box set at end of dryer.
Typically on a dark garment, you will need to print a flash plate or under base, for the color to stand out. Normally on a flash plate you need to make a print of the white then gel cure for 8-10 seconds, then make another pass, white on white, gel cure again, and then begin printing colors. Typically you will have to flash between every color. Keep in mind as well, that you want to try to keep the pallet as cool as possible. When heat builds to high on the pallet you may have problems. Another flash instance is when you are printing wet-on-wet and your final color or trap, slightly overprints on the other colors, you would print your spot colors and then do a gel cure, and then print your outline color.
Heat gun
Flash cure
Conveyer dryer
When to flash cure
64
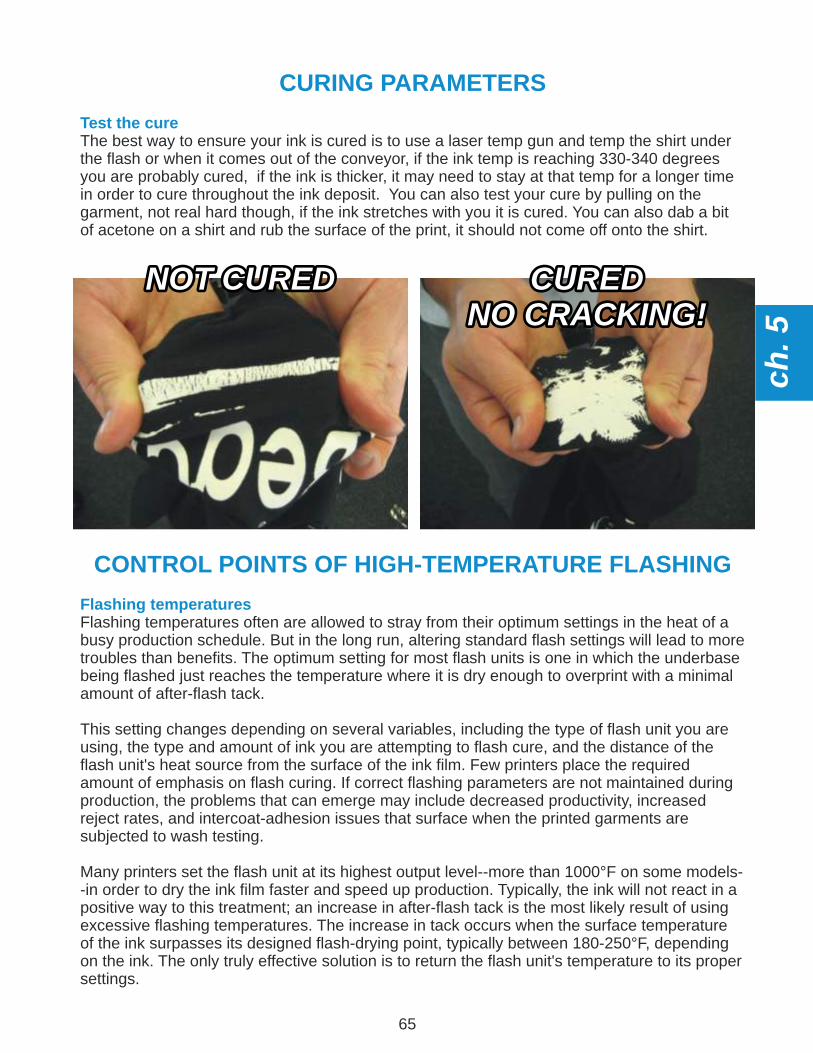
CURING PARAMETERS
Test the cure
CONTROL POINTS OF HIGH-TEMPERATURE FLASHING
Flashing temperatures
The best way to ensure your ink is cured is to use a laser temp gun and temp the shirt under the flash or when it comes out of the conveyor, if the ink temp is reaching 330-340 degrees you are probably cured, if the ink is thicker, it may need to stay at that temp for a longer time in order to cure throughout the ink deposit. You can also test your cure by pulling on the garment, not real hard though, if the ink stretches with you it is cured. You can also dab a bit of acetone on a shirt and rub the surface of the print, it should not come off onto the shirt.
Flashing temperatures often are allowed to stray from their optimum settings in the heat of a busy production schedule. But in the long run, altering standard flash settings will lead to more troubles than benefits. The optimum setting for most flash units is one in which the underbase being flashed just reaches the temperature where it is dry enough to overprint with a minimal amount of after-flash tack.
This setting changes depending on several variables, including the type of flash unit you are using, the type and amount of ink you are attempting to flash cure, and the distance of the flash unit's heat source from the surface of the ink film. Few printers place the required amount of emphasis on flash curing. If correct flashing parameters are not maintained during production, the problems that can emerge may include decreased productivity, increased reject rates, and intercoat-adhesion issues that surface when the printed garments are subjected to wash testing.
Many printers set the flash unit at its highest output level--more than 1000°F on some models--in order to dry the ink film faster and speed up production. Typically, the ink will not react in a positive way to this treatment; an increase in after-flash tack is the most likely result of using excessive flashing temperatures. The increase in tack occurs when the surface temperature of the ink surpasses its designed flash-drying point, typically between 180-250°F, depending on the ink. The only truly effective solution is to return the flash unit's temperature to its proper settings.
NOT CUREDNOT CURED CUREDNO CRACKING!
CUREDNO CRACKING!
65
ch
. 5
The actual flashing time to use will depend on the characteristics of the underbase being printed, primarily the deposit thickness and the color of the ink. Thicker ink films require a greater amount of flash-curing time than thinner ink films and darker ink colors require less time than lighter colors.
Critical control points are the tools, processes, and procedures you must continuously monitor to ensure consistent quality from run to run. If you ensure that these critical control points are maintained, you'll be able to meet your desired level of quality and productivity, as well as the expectations of your customers, even during your busiest production periods.
No matter where printed garments originate, the printing facility should have regular wash-testing procedures included as part of the production process. And you should know how to troubleshoot the results if garments fail the wash test. Wash testing must be a standard operating procedure, because it's the only reliable way to ensure that prints are properly cured.
If you contract your printing work out, control of production parameters is out of your hands. Requiring wash-tested samples is an excellent way to get assurance that the facility's curing methods meet your needs.
Printers feel that they carefully measure and control their dryers to make sure prints are cured properly. While heat-sensitive tapes, probes, and non-contact pyrometers are excellent tools for ensuring consistent drying conditions, they don't tell you whether a print is actually cured. The only insurance you can have that prints are curing properly is for them to survive a wash-testing procedure.
To understand why wash testing is such an important function, you must consider the characteristics of printed and cured plastisol ink and how it reacts during the washing process. When an ink film is cured after printing, the PVC resins in the ink absorb most of the plasticizers contained in the ink film. However, a small residual amount of the plasticizer remains unabsorbed after curing. This gives the printed ink film its elasticity and determines the print's washability.
Each time a garment printed with plastisol is washed; a minute amount of the residual plasticizer is extracted from the ink film. As this process continues through repeated washings, the print will inevitability begins to lose its elasticity and will eventually become less flexible. With thicker ink films, you will begin to see cracking. While it's true that all plastisol prints will fail over time as plasticizers are drawn out during repeated washings, a good print should display bright color and resist flaking for dozens of washes.
At the other extreme, having too much plasticizer left in the print, which would indicate that it was cured insufficiently. With such a print, excess plasticizer would likely lead to ink flaking off after the first washing. What you want is enough residual plasticizer available to help the print withstand multiple washings without becoming brittle, but not so much that the print won't remain adhered to the garment through a single wash cycle.
Critical conditions
PROPER CURING & WASH TESTING
Understanding the ink film
66
The ability of a plastisol print to withstand numerous wash cycles is determined by the composition of the ink, thickness of the ink film, the amount and type of modifiers added to the ink and the time and temperature of the curing process to which the ink film was exposed. Each of these factors must be considered as you adjust the curing process to provide the ideal level of residual plasticizer in the print.
Results of wash testing will vary with ink type and application. With specialty inks like glitters, for example, you can expect a noticeable drop in glitter effect after the first washing as loose glitter flakes at the surface of the ink film are pulled away. But the effect should remain relatively consistent after subsequent washes if the ink film was properly cured.
Also consider ink thickness, which can cause some misleading results, particularly when printing on ring-spun cotton garments. With such garments, loose fibers at the surface will often become exposed after the first washing, raising from thin ink films and dulling the color of the print. This phenomena, called fibrillation, is often misinterpreted as evidence of insufficient cure.
But, the ink film isn't being washed away due to insufficient cure, it's simply being interrupted by protruding garment fibers at the print surface. While you can print thicker ink films that resist fibrillation better, it's important to understand the substrate's impact on the wash tests so you can draw the correct conclusions. Another thing to note about thinner ink films is that they tend to separate more easily when the garment fabric is stretched, particularly when they comprise halftones or other non-continuous printed areas. This shouldn't be mistaken for improper cure.
The bottom line is that all garments should be wash tested for several cycles to get a thorough picture of print performance--I recommend a minimum of five. As with the glitter ink example, what you are looking for is color and other print characteristics to remain consistent after the initial washing, without ink cracking or clearly washing out.
Using wash testing to determine whether thicker inks films are properly cured is somewhat easier than with thin films, because brittleness and wash-out of color is more readily identified. However, one common mistake that printers make in assessing the cure of thick prints is to stretch the prints. If cracking or peeling result after excessive stretching, the conclusion is often improper cure. Typically, these problems have nothing to do with the degree of cure within the ink film; rather, they involve its natural elasticity--all plastisol inks do not stretch to the same degree.
Underbased ink films also require scrutiny since you actually have two ink films that must be properly fused together in order to withstand wear and tear. The most common curing issue with underbased prints has to do with the way they were flashed. When underbases are overexposed to heat in the flash-curing unit, they receive a more thorough surface cure. As a result, colors printed on top of the underbase are unable to bond strongly to this layer when the print undergoes thorough curing in the dryer. The problem will be easy to see because these overprinted colors will come off during the first wash-testing cycle.
While wash testing may add a little time to your production process, it will leave you much more confident as you sign off on jobs for delivery to the customer. A wash-testing routine should be a regular part of every job you or your contract printers produce, because it's the only way to make sure you're providing consistent quality and protecting yourself from diminished returns.
Analyzing garments after wash testing
Positive results from wash testing
67
ch
. 5
CHAPTER 6
BREAKING DOWN A JOB
Proper Cleaning Techniques, Washing Screens For
Storage Or Reclamation, Filing Screens And
Inspection Of Screens.
68
Initial clean-up
Final clean-up
Take the squeegee and card (or knife) off the excess ink into the screen, place in a holder if you have one or into a cleaning pail / container. This can be a 5 gallon pail or a small plastic tub depending on how much you clean and how big your squeegees or tools are. If the ink you scoop out of the screen appears to be free of dirt and debris, it can safely be returned to the original container. Otherwise, you are better off discarding it. Do not put reduced inks or inks with additives back into the original containers.
The last thing you want is to contaminate your ink supply with foreign dirt and gunk. If you decide to discard the ink, be careful how you dispose of it. Simply dumping it into a garbage bag may seem like the easiest solution, but some inks may contain ingredients that are unwelcome in your local landfill. Be aware of the environmental regulations that govern the disposal of such substances. Pull the tape from the leading edge you created and all four sides should lift in succession
The second part of ink clean-up involves getting rid of the rest of the ink. You need two tools for this job: absorbent material (rags or paper toweling) and a screen wash or wash-up containing a solvent capable of breaking down the specific type of ink you've been using. Although the tools are simple, getting the right ones is important. For example, industrial-grade paper products made especially for press clean-ups, while more expensive, are tougher and far more absorbent than ordinary paper towels. In the end, you'll use less of them and your clean-ups will go faster.
A more critical choice is the wash-up you select. The first thing is to be sure to use a product specifically sold as a screen wash or wash-up. Wash-ups not only contain a solvent that attacks the ink, but chemicals designed to break the ink down and neutralize its properties. Don't try to use thinner in place of a wash-up. Thinners, like wash-ups, contain solvent, but they lack the emulsifying agents needed to break down the ink. As a result, they merely extend the ink without helping to lift it out of the screen. In fact, the ink may become thin enough to form a transparent haze but it will still be there. Your ink supplier should be able to suggest an appropriate wash-up for the kind of ink you're using.
Some wash-ups and thinners contain volatile organic compounds (VOCs). When using them, be sure to work in a well-ventilated area and wear protective equipment. You should also be aware that health and safety and environmental regulations may apply to the storage and disposal of absorbent materials saturated with ink and solvents.
69
ch
. 6
CHAPTER 7
PRODUCTION TRACKING
Final Counts, Cleaning Garments, Misprints, Sample Production Report, Job Repeatability And Consistency.
70
FINAL COUNTS
Cleaning Garments
Production reports, Job repeatability and Consistency
When all is said and done, the press is being broken down and counts are verified, it's time to update and finalize your Production Time Sheet. From this point the shirts are being cleaned and packed.
Every shop should have at least one Spot Cleaning Gun for the end of the dryer and one in the screen room (for those really tough stains). As your packing and inspecting shirts you are going to find ink where it doesn’t belong, fingerprints and smudges, etc. The critical point is knowing what’s worth cleaning and what’s a rag.
DO NOT use the gun for cleaning out the whole design, its time consuming and you waste a lot of cleaning fluid. You’ll lose more trying to clean a design off than replacing the shirt plus it's a huge waste of time! Misprints can be used for test prints or given and worn by yourself to save your good clothes.
Now that you’ve logged the final count and misprints (see figure 1) make sure the printer has filled out any problems with the job. This includes breakdowns, pinholes, ripped screens, etc. If the press stops for less than 3 minutes don't bother logging it, unless that same 3 minutes is a repetitive problem.
No one likes filling out paperwork but to keep yourself sane and your customers happy GET IN THE HABIT of filling out your production reports. Nothing is more embarrassing and damaging than having a repeat customer expecting the same job they got 6 months earlier with the wrong color or wrong shirts.
As a screen printer you must maintain records in case the last person printing the job “forgets” or they are out. The customer won't be of any help and you can't blame them, you want to make ordering quick, painless and profitable. Good record keeping will ultimately benefit you, your shop and mainly your happy, paying customers.
Production Time Sheet Sample - Next Page
71
ch
. 7
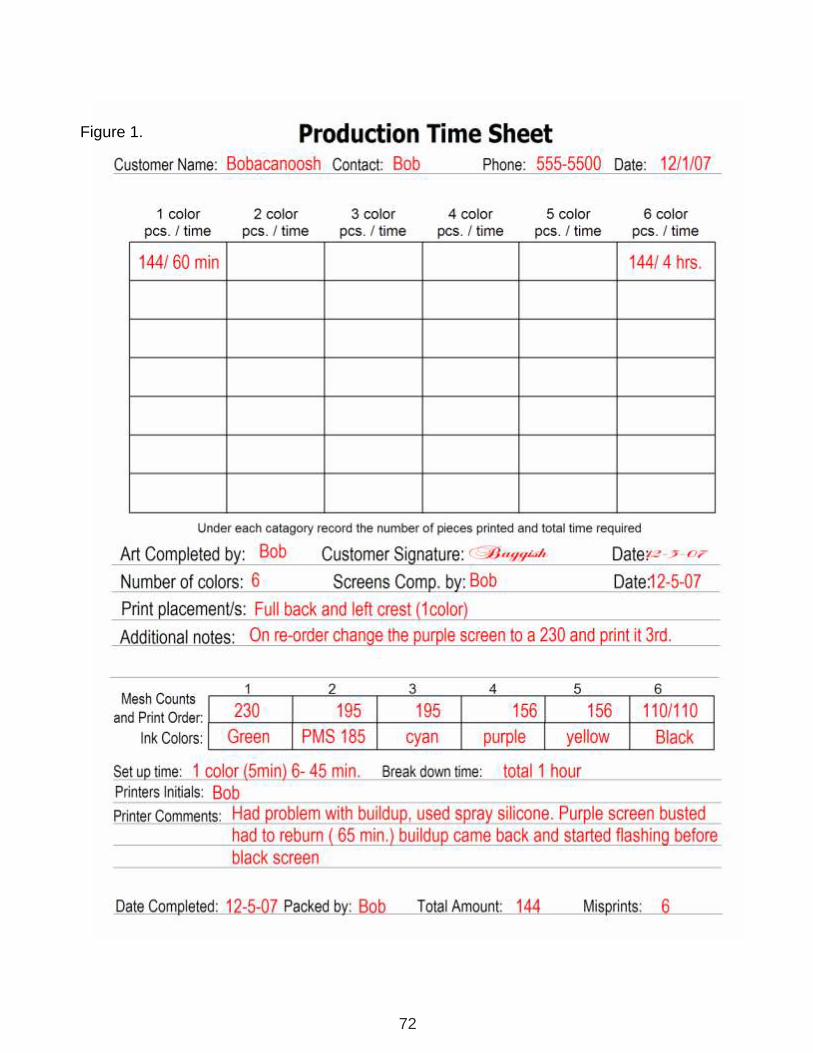
Figure 1.
72
CHAPTER 8
ADDITIONAL TIPS & ADVICE
Inks & Additives, Print Placements, Blends, Tips To Avoid Halftone Moiré, Tips, Tricks, Marketing,
Successful Sales Calls And Assorted Production Paperwork
73
ch
. 8
Plastisol composition
At what temperature do inks cure?
How long does it take for inks to cure?
How do I test to make sure my inks are cured?
What temperature and time do Plastisol inks need to "flash" cure?
What happens if I don't cure the ink properly?
Why do I need to "flash"?
Plastisols are liquid at room temperature and must be heated to approximately 320-330°F internally to reach their maximum physical properties. Plastisol inks are composed of fine particles of PVC polymers or copolymer resins and a liquid plasticizer. Typical plastisol formulas will also contain stabilizers, fillers, thickeners and pigments.
The short answer is when the entire ink film thickness reaches its specified cure/fusion temperature. That temperature is provided on your specific ink's product bulletin. Keep in mind that thicker ink deposits (e.g., High Density) take more time to reach their specified cure/fusion temperatures. Faster fusing or low cure inks will reach their fusion or cure temperatures more quickly than conventional inks.
There is not a single easy answer. Many factors play into how long it takes to completely cure an ink. Are you using an electric dryer or a gas dryer? Does the print have a thick ink deposit? Are you printing on T-shirts or fleece? Measuring the ink temperature on the garment, as it passes through the dryer, is the best way to determine the time it takes for your inks to cure properly. Remember that it is important that the entire ink film thickness reach the specified cure/fusion temperature.
A "Wash Test" is the best method. Take a sample print, cut it in half, and wash it 3 to 5 times in a conventional washing machine with 3 pairs of jeans or towels. Set the washer for 'Hot Wash/Cold Rinse'. Set the Dryer for 'Cotton/High' and dry for 30 minutes. Complete 3 to 5 wash cycles and compare the "washed" sample to the "unwashed" sample. If you see cracking of the ink film or ink loss, your inks are likely under-cured.
Most inks will "gel" (flash) when the ink film reaches 220°F to 230°F (104°C to 110°C). There are 3 factors that affect the "gel" or "flash" of the ink: the temperature of the flash, the distance of the flash from the printed image, and the time the printed image is exposed to the heat. As a rule, you want to flash the ink film until it is just "dry to the touch". Over-flashing inks may cause adhesion problems and make the inks very "tacky". Check your flash cure unit to see if it has temperature and airflow controls. This usually figures to be approx setting if the flash os at 3-4” above the garment (sweats 5-6”), for 8-10 seconds. Some alterations may be needed
Many things, none of them good! Typical problems that arise from improperly cured inks include: ink washing off the garments, cracking of the ink film, loss of color, and bleeding of the garment color(s) into the ink film.
There are several reasons. Flashing enables you to print one coat of ink on top of another - e.g., a color on a white base. You also might flash an ink to keep wet ink off the back of your screens. Some inks, such as glitters, metallic and high densities, are not designed to be printed "wet-on wet". They should be "flashed" when printing in sequence.
74
ch
. 8
Can I cure inks with a flash cure unit?
How do I know if the inks are cured properly?
How do you measure ink temperature?
Plastisol Modifiers
Pigment
Curable reducer
Viscosity increaser
Plastisol Bases
Although not recommend it is true you might be able to get the ink hot enough, a flash cure unit is not a good substitute for a properly operating dryer. Using just a flash cure, you could easily overheat the film surface yet under-cure the rest of your ink film. To ensure a proper cure it's highly recommended you use a thermal “Ray-Gun” to measure ink temperature.
Your printed garments pass the wash test! (See above - "How do I test to make sure my inks are cured") Another test is to firmly grip a part of the print and stretch it, if it cracks you’re under curing. Another simple test is to scratch the surface of the ink, if it rolls off like clay you’re under curing. If the ink flakes off like powder you're over curing.
There are 2 basic and easy-to-use temperature measurement devices you can use. First, a thermal "Ray-Gun" can be used to measure the surface temperature of a printed garment as it exits the dryer or flash cure. All you have to do is point the gun at the garment as it comes out of the dryer. The second is a "Thermo-Probe" which can be placed in the "wet" ink film or on the garment to measure real-time temperatures as it passes through the dryer. Recording those temperatures at say, five second intervals, will give you a good profile on how well your dryer is working. You may be surprised with the results.
Determines the color and the opacity of the ink. Higher pigment load yields a brighter ink color on dark fabrics. When pigment exceeds the quantity of binder, crocking will occur. Crocking is a loss of pigmentation caused by the lack of binder, which holds the pigment in an ink film.
Viscosity can be reduced with curable reducer for more penetration of the fabric. This will change brightness in color with the more reducer that is added.
Viscosity can be increased with Thickening Powder.
Softhand Base Can be used as an additive for premixed colors to soften and extend the ink. Process Clear Extender base for Process colors. Glitter Clear Low viscosity transparent extender base, used for glitter and metallic.Opaque Base Extender base with maximum opacity. Clear Base Clear flash-cure base, also used for “gel” prints.Stretch Additive Can be used for athletic numbering and Lycra. Puff Base For mixing pastel puff colors.Puff Concentrate High concentration Puff Base for deeper puff colors and “suede” effects.
75

INKS
Ink types
PLASTISOLS, FABRIC INKS or DYES
VINYL, COROPLAST, ACRYLIC, Etc.
Inks used in screen printing are more varied and complex than most other printing processes because of the wide range of different materials a modern screen printer can print on. Basically, inks are made up of a carrier, which is a thick clear liquid, plus finely ground pigments for color and different thinners used to make the ink flow. (Job number 1 for any ink is to stick to the substrate, and it follows that due to the many different materials screen printers have to print, and their different molecular make-ups. There are a large assortment of different ink TYPES, manufactured by many different manufacturers, specifically designed to bond to various plastics, papers, glass, metal, or whatever you are trying to print.) Many manufacturers produce a multi-purpose ink that will work well on a range of different materials.
Manufacturers produce inks in LINES that are based on the thinning and drying characteristics of the ingredients used in the clear resin or binder which makes up the bulk of the ink. Solvent-based, water-based, plastisols and UV inks are the most common lines, and within the lines, different TYPES of inks are produced to print on different substrates.
A COLOR SYSTEM unique to each manufacturer is common, with the colors having different names and code numbers, available in each of the manufacturers' lines and types of ink.
SPECIAL FORMULATION inks, which include glitters, reflective, adhesives, or PMS mixtures. These inks are usually supplied by specialized manufacturers, or formulated by the user.
In general, ink types and a list of their applications are provided on color cards by manufacturers and their suppliers. The golden rule of inks is the TEST if you are unsure if the ink will stick on a specific material. The best idea when dealing with a material you have not printed before is to give it to your supplier to test on, so they can recommend what type of ink to use. This saves buying ink that doesn't work.
Also, every ink manufacturer and supplier is covered by a disclaimer. This means the ultimate responsibility lies with the user when it comes to suitability. So don't go whining when your biggest customer phones up and says the ink is falling off the decals you just printed. In most cases, plastics give the most problems. There is a world of difference between polyurethane and polyethylene, PVC and acrylic
Some Common Types of ink:
Used on textiles, transfers, hats, sweatshirts, jackets (with catalyst)
Specific inks for specific material usually contain thinners that bond or bite into the substrate. Usually solvent based.
76
ch
. 8
INKS (CONT.)
ENAMEL
LACQUER
EPOXY or 2-COMPONENT
FLOCK ADHESIVE
INK LINES
PLASTISOLS
SOLVENT BASED
WATER BASED
Slow drying, but high gloss, and very durable on wood or display signage.Solvent based, air dry.
Fast drying, glossy, and used on paper, over lacquer finishes, or for the production of waterslide decals. Holds excellent detail. Solvent based, air dry.
Used on glass or metal, sometimes fired or heated to set.
Used on fabrics, flocking and athletic prints.
Each type of ink listed above will probably require specific THINNERS and RETARDERS. Most are SOLVENT BASED. Some need special clean-up liquids as well as different emulsion (dcm).Most suppliers will provide a manufacturer's line card with all their different types, applications, and color ranges available. Some different manufacturers' inks will intermix with others, but be very careful and TEST a small amount first.
In some cases, an ink line is also a type, such as PLASTISOL, which is used almost exclusively to print fabric and heat transfers. In most cases, the ink lines of a particular manufacturer are classified by how they cure or dry.
Used in T-shirt printing, these inks cure by heat setting at a certain temperature for a specific time. This is carried out by a flash-cure unit or by passing through a tunnel dryer. Partially cured plastisol inks are used to create heat transfers for shirts and hats.
All solvent based inks, which up until a few years ago included almost all the ink types, dry by solvent evaporation. The pigments and resins harden as the solvents evaporate into the air. Most of these liquids are volatile, flammable organic solvents, and are rapidly being replaced because of environmental and workplace safety concerns. In many cases they are the only inks that will stick to certain materials, and continue to be used. Adequate ventilation systems or respirators should be worn when using solvent based inks and cleaners.
Water based inks thin with water, clean up with water, and evaporate off mostly water when they dry. They produce VERY LITTLE ODOR and make for a pleasant printing environment. They have been gaining in popularity over the last few years, but require better stencils and more attention to humidity, temperature, and other shop parameters to work properly. -They also have a more narrow TYPE range and don't bond well to many materials. Waterbase fabric inks require heat setting for a full cure.
77
INKS (CONT.)
COLOR
PROCESS AND HALFTONES
PANTONE (PMS)
MIXING COLOR
TINTS or CONCENTRATES
CUSTOM COLORS
SUBLIMATION DYES
HALFTONE BASE or EXTENDER
Ink color is determined by the manufacturer, based on their ink formulas. Usually, the inks are opaque colors in a wide range that gives the printer a choice of yellows, blues, reds, and so on. The inks can be intermixed to produce more shades.
Process color inks for CYMK are produced in addition to the regular colors, and are specially formulated for half-tone printing. They are usually semi-transparent and maintain a pasty consistency. Meant for wet-on-wet printing.
Many manufacturers produce ink colors to match the Pantone Matching System (PMS), which is used by designers and offset printers to specify colors and provide mixing formulas to achieve those colors from a basic color range. Other manufacturers have come up with their own color system and provide base colors, formulas, and color chips.
When mixing color, start with a small amount in a container and determine if the component colors will give you the desired color before mixing large amounts. Also, always start light and mix darker, not the other way around.
Many manufacturers provide concentrated color that will mix with various inks or clear base to provide extended color matching. These are not true inks, mostly comprised of pigments, and if they are not mixed properly with an ink base, they may not dry.
Custom mixed colors with specific formulas are available from many manufacturers for a fee. This is useful in ongoing corporate work where colors must match from job to job.Many colors dry darker once printed, and can also change shade depending on the substrate, the mesh count, and the amount of thinners or base added to the ink. Always pretest when color matching is critical.
These inks are printed backwards on paper, and when positioned on a synthetic material and heat and pressure are applied, the pigments in the ink turn to a gas and dye the surface of the substrate. Keyboards on computers and phones use this method, as well as lycra sports clothing manufacturers. Because the dye actually enters the material (sublimates) instead of just sitting on top, this produces a very durable image.
These additives thin the ink without making the ink runnier. They can be used to reduce opacity and color density, stretch coverage, (way cheaper than an equivalent container of colored ink) or lessen the tack (stickiness) of the ink while maintaining the viscosity.
78
ch
. 8
INKS (CONT.)
PRINTABLE ADHESIVES
TEMPERATURE SENSITIVE (Thermo chromatic)
THINNERS AND ADDITIVES
THINNERS
RETARDERS
BINDER or BRONZE BINDER
METALLIC and other POWDERS
FLOW AGENTS
HARDENERS
Liquid adhesives are printed in place on various materials, used for heavy glitters, heat sealed foils and allowing precision assembly of parts in the industrial section of printing.
These inks contain elements that change color once they are subjected to heat or cold.Novelty cups, clothing, and some scientific testing instruments are produced this way.
Most inks are not usable right out of the can. Manufacturers supply various additives for each type of ink, so the printer can adjust the viscosity (thickness and flow) and print characteristics of the ink for specific jobs.
These mix with the ink and reduce the viscosity. They can also extend the coverage of the ink by increasing the overall volume.
Similar to thinners, but designed to slow the drying of the ink to allow for fine detail printing, or when temperature, humidity, or print speed cause ink to dry in the open areas of the stencil, used in vinyl's, lacquers and coroplast inks.
This is a clear ink and is used to print metallic or other specialized pigments, which are supplied in powder form and mixed into the binder. NOTE: When using binders and powders, mix the powder with a small amount of thinner, and then mix with the binder. This avoids clumping. Normally this process is used on flat stock.
A wide range of powdered additives ranging from aluminum and bronze, pearlescent colors, glow-in-the-dark, etc., can be mixed with binders or colored inks.
Similar to thinners, these liquids assist the ink to pass through the stencil and finish up smoothly on the substrate. Commonly associated and used with water based inks.
These are added to certain inks to allow them to stick better to slick materials, or in the case of two component inks, they are the catalyst that sets off the hardening process. Once hardeners are added to inks, they have a limited working time and unused ink must be discarded.
79
TIPS & TIDBITS
In general, inks can vary in quality from manufacturer to manufacturer. Cheaper inks usually mean less pigment, or coarser pigment, or less outdoor durability. Ink prices also vary greatly from color to color. A quart of black might cost $24, whereas a specific blue could be $45. This is due to the cost of the minerals and chemicals that make up the pigment for the particular color.
It's not advisable to intermix different ink types, although it's quite possible to mix one manufacturer's poster ink with another. TEST FIRST. Always label mixed inks from a print run with type, job, and color if they are not in their original container. Use metal cans for solvent base, plastic is OK for water base.
All inks should be stored with their cover firmly attached as this will protect the ink from drying out.
Thinners and retarders should be labeled and capped at all times. NEVER put solvents in an unlabelled container, and NEVER in a container that was used for drinking. (Old pop bottle, etc.)
As most inks and thinners are flammable, they should be stored in a metal locker, and kept away from open flame or excessive heat.
Compile Safety Data Sheets on all inks and thinners, and keep handy in a binder. Suppliers and manufacturers will provide this on request.
Avoid mixing thinned ink left over from a run in with pure stock. It's always better to use another container to store the mix, and then try to use it up on other jobs.
80
ch
. 8
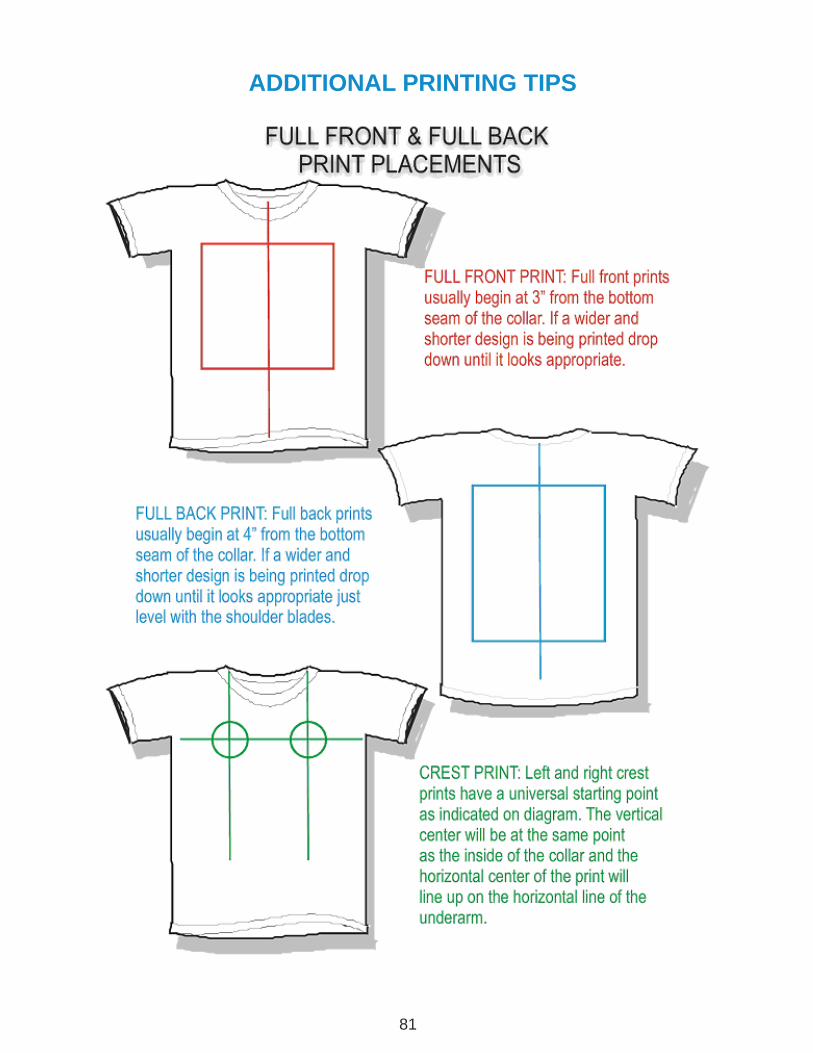
ADDITIONAL PRINTING TIPS
81
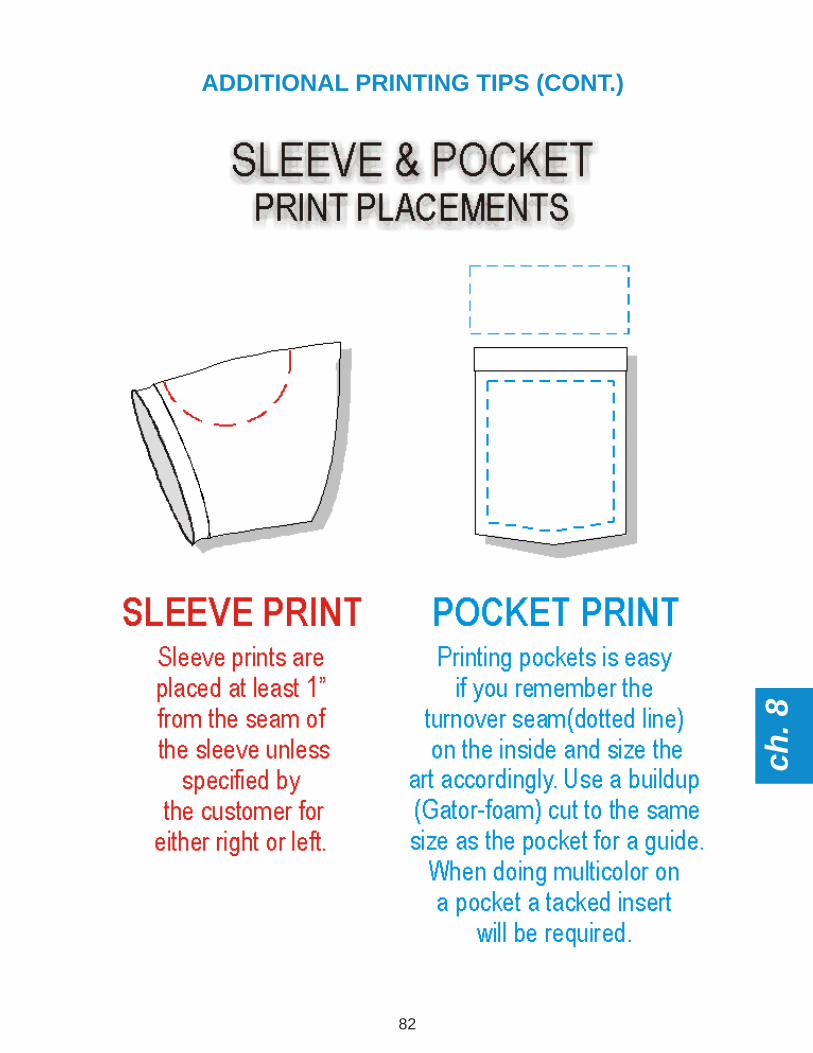
ADDITIONAL PRINTING TIPS (CONT.)
82
ch
. 8
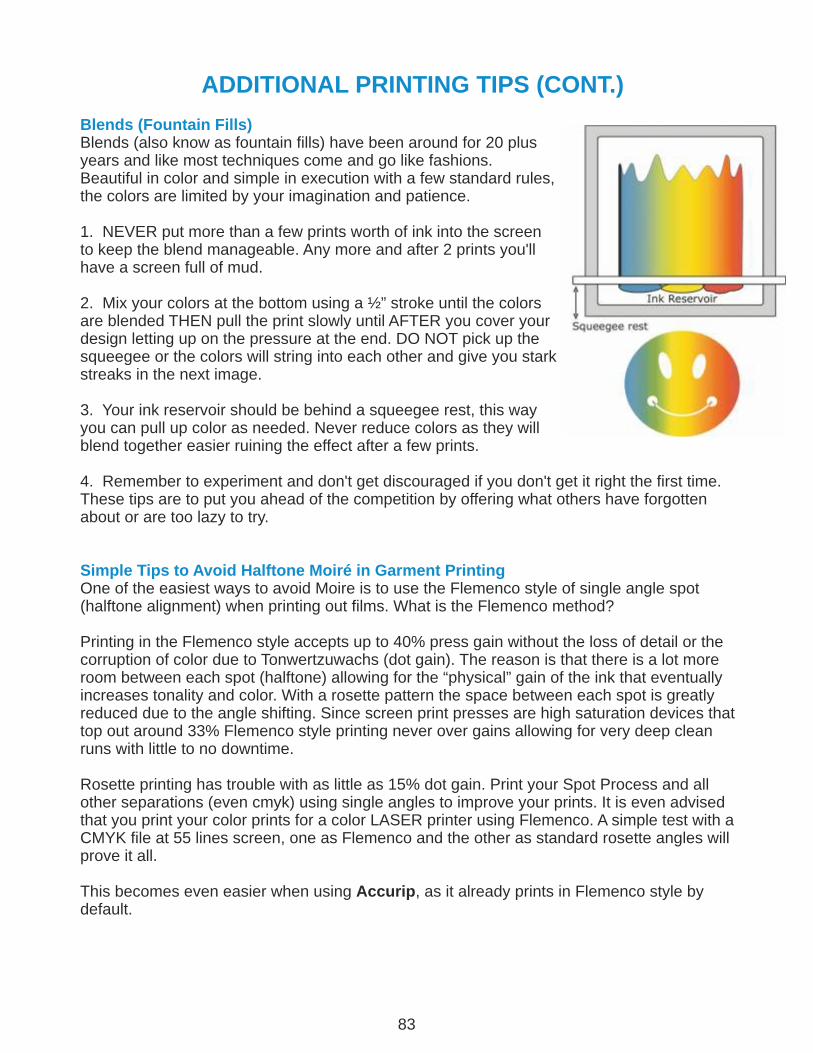
ADDITIONAL PRINTING TIPS (CONT.)
Blends (Fountain Fills)
Simple Tips to Avoid Halftone Moiré in Garment Printing
Blends (also know as fountain fills) have been around for 20 plus years and like most techniques come and go like fashions. Beautiful in color and simple in execution with a few standard rules, the colors are limited by your imagination and patience.
1. NEVER put more than a few prints worth of ink into the screen to keep the blend manageable. Any more and after 2 prints you'll have a screen full of mud.
2. Mix your colors at the bottom using a ½” stroke until the colors are blended THEN pull the print slowly until AFTER you cover your design letting up on the pressure at the end. DO NOT pick up the squeegee or the colors will string into each other and give you stark streaks in the next image.
3. Your ink reservoir should be behind a squeegee rest, this way you can pull up color as needed. Never reduce colors as they will blend together easier ruining the effect after a few prints.
4. Remember to experiment and don't get discouraged if you don't get it right the first time. These tips are to put you ahead of the competition by offering what others have forgotten about or are too lazy to try.
One of the easiest ways to avoid Moire is to use the Flemenco style of single angle spot (halftone alignment) when printing out films. What is the Flemenco method?
Printing in the Flemenco style accepts up to 40% press gain without the loss of detail or the corruption of color due to Tonwertzuwachs (dot gain). The reason is that there is a lot more room between each spot (halftone) allowing for the “physical” gain of the ink that eventually increases tonality and color. With a rosette pattern the space between each spot is greatly reduced due to the angle shifting. Since screen print presses are high saturation devices that top out around 33% Flemenco style printing never over gains allowing for very deep clean runs with little to no downtime.
Rosette printing has trouble with as little as 15% dot gain. Print your Spot Process and all other separations (even cmyk) using single angles to improve your prints. It is even advised that you print your color prints for a color LASER printer using Flemenco. A simple test with a CMYK file at 55 lines screen, one as Flemenco and the other as standard rosette angles will prove it all.
This becomes even easier when using Accurip, as it already prints in Flemenco style by default.
83

If you are printing halftones with a rosette pattern, one thing you can count on is moiré. No matter how careful you are the dreaded patterns will appear in your prints. Months may pass without moiré problems, but then you will get hit with a slew of images in which moiré seems uncontrollable. You can take steps to greatly reduce the occurrence of moiré in your prints. Here are the simple tips you can use to help keep moiré from happening:
A critical beginning point upon which everything else is built. If you are not consistent, systematic and organized in your approach to printing, you will experience moiré as you would with other typical problems. Keep track of everything, eventually you will be able to narrow the variables you have to look for. There is no substitute for good records and organization. Keep copies of the sheet on clipboards posted in the art department, the screen room and near the press. When moiré occurs, record every detail about the current job. The organization of data will allow you to identify patterns and the written record will make it easy to spot similar circumstances that might be responsible for the moiré.
When producing halftone images, keep all production variables constant. Use the same set of halftone angles each time you do the same type of work. Use the same line count, use mesh with the same mesh count and thread diameter from the same vendor. If you randomly substitute variables, you lose all control of where you are going. Standardizing your process is critical in helping to identify the problem areas that lead to moiré.
Most printers work from the assumption that the materials they work with have accurate specifications. RIPs that drive many image setters and inkjets will override specified angle settings, as will many design programs. It's important to verify all halftone angles with a protractor or angle determiner. Be very wary of all your materials and tools. It is strongly suggested you personally verify all values and tolerances for yourself before you move forward in using that set of parameters as your standard.
Mesh-dot-ratio is the ratio of mesh threads to halftone dots. Over the years there have been all kinds of theories about what this ratio should be, most commonly 4:1 or 3.5:1. In truth, this is just another example of something you shouldn't believe. Relationships like mesh-to-dot ratio only serve as a guide because there are so many factors that influence them. Your best course of action is always to select the highest possible mesh count and lowest possible halftone line count in an effort to maximize the ratio (example; 55 line – 305 mesh) The fact is: the higher the ratio, the less chance for moiré to occur.
By making these choices, you seek to minimize interference between the halftone dot opening in the stencil and the mesh thread. Another fact is: the finer the thread, the less chance of interference. There is a compromise, however. As the thread getsthinner, the ability of that mesh count to sustain higher printing tensions is reduced.Generally speaking, it is most desirable to seek finer threads (sometimes referred to as S thread) for any given mesh count. Some favorite mesh-count/thread diameter combinations are 305 threads/inch with a 34-micron thread diameter, 380threads/inch with a 30-micron thread diameter and 420 threads/inch with a 27-micron thread diameter. It is important that all of these meshes be specified as plain weave.
1. Always be consistent, systematic and organized.
2. Work from a constant set of values.
3. Never assume what you have is correct.
4. A halftone line count and mesh that gives the highest mesh-to dot ratio.
5. Choose the mesh with the highest percent open area and thinnest thread possible.
84
ch
. 8
6. When using direct emulsion, maintain 8 to 12 microns emulsion over mesh.
7. Use pre-registration board to align positives to screens.
8. Maintain full positive to screen contact with correct exposure.
The amount of emulsion-over-mesh (EOM) is critical for assuring a fully formed halftone dot. If the EOM is less than 8 microns, it is not possible to form a stencil edge that properly gaskets the image area during printing, so the resulting printed dot will be improperly formed. The ink will hang in the mesh. Higher EOMs require higher mesh tension to promote complete ink transfer. Use a dual cure photopolymer/diazo emulsion with at least 45 percent solids. Coat this emulsion with a dull side of your scoop coater; two passes wet-on-wet on the print side followed immediately with two passes wet-on-wet on the squeegee side. Dry it with the print side down. When you expose and wash out the stencil, you should be able to just feel the edge of the emulsion against the mesh.
When transferring your halftone image from the positive to the mesh, you must ensure the halftone angle is accurate and relative to the orientation of mesh threads. Youcan accomplish this by maintaining physical stops for the screen and using pre- registration board to accurately position the positive relative to the screen. If you are simply eyeballing the positive's position, you sacrifice accuracy. Using stops and pre-registration systems ensures accurate image position on the screen - Accuracy counts!
Full contact/vacuum of the film to the screen is necessary to avoid undercutting during exposure. The biggest danger during exposure is overexposure. This can result in the undesirable scatter of light, which also leads to undercutting of the positive, as well as ragged formation of halftone dots. Additionally, overexposure can close up fine dots or change the size of the dots as they are exposed on the screen. This makes it impossible to determine at which dot or tonal percentage moiré is occurring. You can ensure good exposure by using an Exposure Calculator as this allows for accurate compensation if the light intensity or light distance changes.
Simple tips to help you overcome moiré, these are the ones that address the most common and frequent sources of moiré. A final thought, I stress the importance of being consistent, systematic and organized in your work. There are simply too many changing variables to
approach halftone screen printing with a hit-or-miss attitude.
85
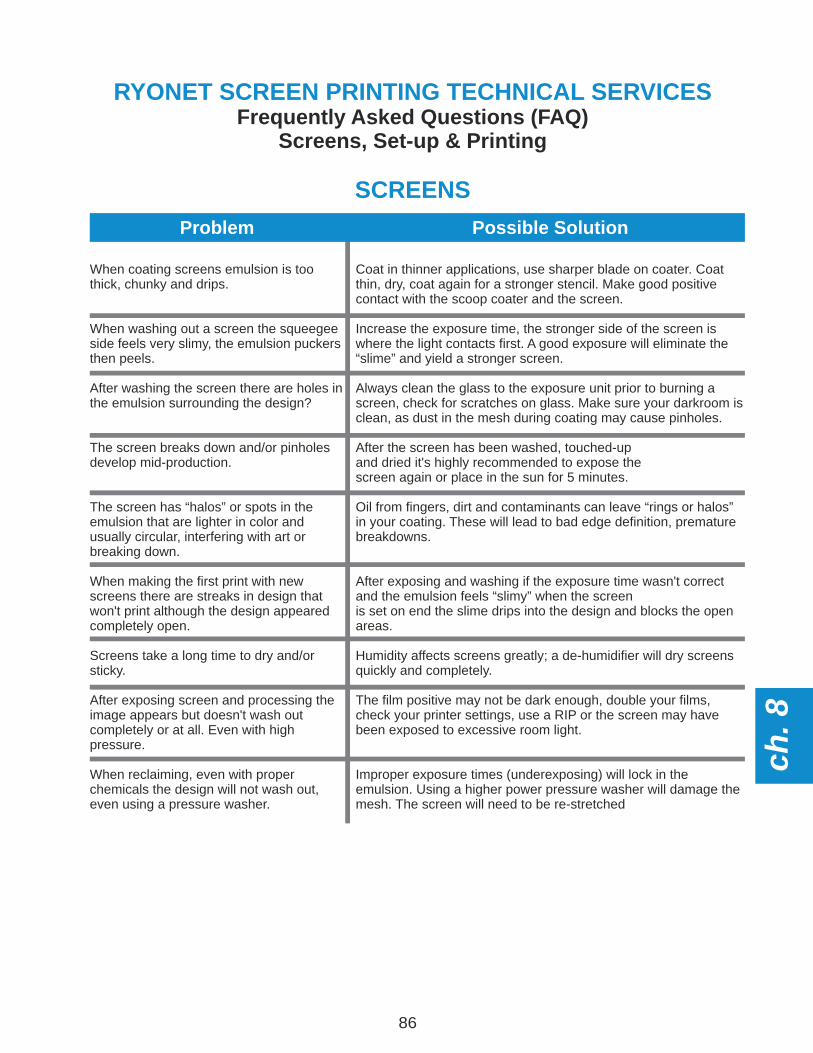
RYONET SCREEN PRINTING TECHNICAL SERVICES
SCREENS
Frequently Asked Questions (FAQ)Screens, Set-up & Printing
Problem
When coating screens emulsion is too thick, chunky and drips.
When washing out a screen the squeegee side feels very slimy, the emulsion puckers then peels.
After washing the screen there are holes in the emulsion surrounding the design?
The screen breaks down and/or pinholes develop mid-production.
The screen has “halos” or spots in the emulsion that are lighter in color and usually circular, interfering with art or breaking down.
When making the first print with new screens there are streaks in design that won't print although the design appeared completely open.
Screens take a long time to dry and/or sticky.
After exposing screen and processing the image appears but doesn't wash out completely or at all. Even with high pressure.
When reclaiming, even with proper chemicals the design will not wash out, even using a pressure washer.
Possible Solution
Coat in thinner applications, use sharper blade on coater. Coat thin, dry, coat again for a stronger stencil. Make good positive contact with the scoop coater and the screen.
Increase the exposure time, the stronger side of the screen is where the light contacts first. A good exposure will eliminate the “slime” and yield a stronger screen.
Always clean the glass to the exposure unit prior to burning a screen, check for scratches on glass. Make sure your darkroom is clean, as dust in the mesh during coating may cause pinholes.
After the screen has been washed, touched-up and dried it's highly recommended to expose the screen again or place in the sun for 5 minutes.
Oil from fingers, dirt and contaminants can leave “rings or halos” in your coating. These will lead to bad edge definition, premature breakdowns.
After exposing and washing if the exposure time wasn't correct and the emulsion feels “slimy” when the screen is set on end the slime drips into the design and blocks the open areas.
Humidity affects screens greatly; a de-humidifier will dry screens quickly and completely.
The film positive may not be dark enough, double your films, check your printer settings, use a RIP or the screen may have been exposed to excessive room light.
Improper exposure times (underexposing) will lock in the emulsion. Using a higher power pressure washer will damage the mesh. The screen will need to be re-stretched
86
ch
. 8
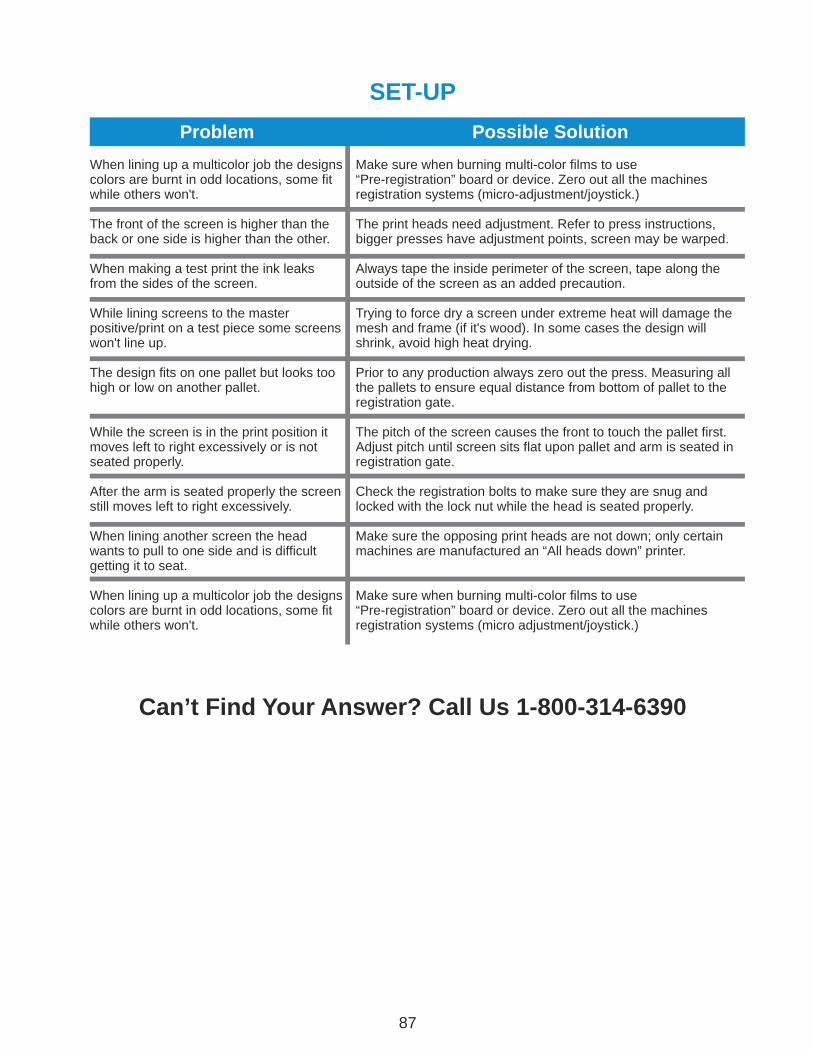
SET-UP
Can’t Find Your Answer? Call Us 1-800-314-6390
Problem
When lining up a multicolor job the designs colors are burnt in odd locations, some fit while others won't.
The front of the screen is higher than the back or one side is higher than the other.
When making a test print the ink leaks from the sides of the screen.
While lining screens to the master positive/print on a test piece some screens won't line up.
The design fits on one pallet but looks too high or low on another pallet.
While the screen is in the print position it moves left to right excessively or is not seated properly.
After the arm is seated properly the screen still moves left to right excessively.
When lining another screen the head wants to pull to one side and is difficult getting it to seat.
When lining up a multicolor job the designs colors are burnt in odd locations, some fit while others won't.
Possible Solution
Make sure when burning multi-color films to use “Pre-registration” board or device. Zero out all the machines registration systems (micro-adjustment/joystick.)
The print heads need adjustment. Refer to press instructions, bigger presses have adjustment points, screen may be warped.
Always tape the inside perimeter of the screen, tape along the outside of the screen as an added precaution.
Trying to force dry a screen under extreme heat will damage the mesh and frame (if it's wood). In some cases the design will shrink, avoid high heat drying.
Prior to any production always zero out the press. Measuring all the pallets to ensure equal distance from bottom of pallet to the registration gate.
The pitch of the screen causes the front to touch the pallet first. Adjust pitch until screen sits flat upon pallet and arm is seated in registration gate.
Check the registration bolts to make sure they are snug and locked with the lock nut while the head is seated properly.
Make sure the opposing print heads are not down; only certain machines are manufactured an “All heads down” printer.
Make sure when burning multi-color films to use “Pre-registration” board or device. Zero out all the machines registration systems (micro adjustment/joystick.)
87
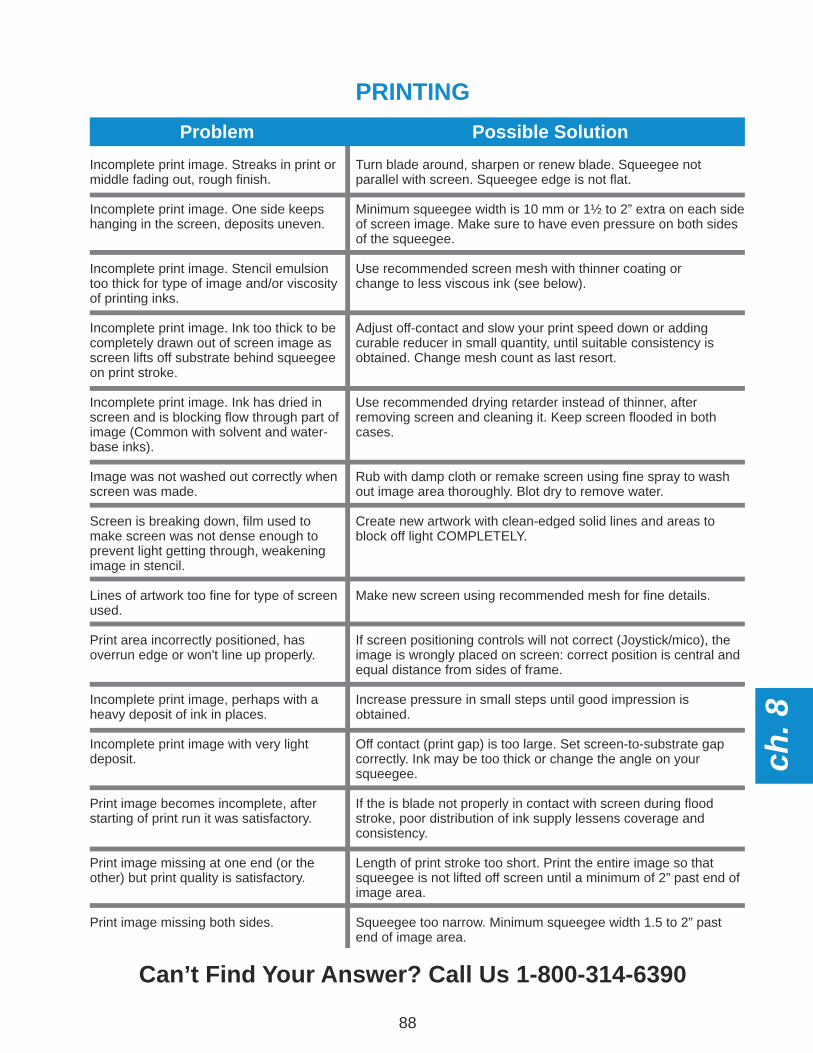
PRINTING
Can’t Find Your Answer? Call Us 1-800-314-6390
Problem
Incomplete print image. Streaks in print or middle fading out, rough finish.
Incomplete print image. One side keeps hanging in the screen, deposits uneven.
Incomplete print image. Stencil emulsion too thick for type of image and/or viscosity of printing inks.
Incomplete print image. Ink too thick to be completely drawn out of screen image as screen lifts off substrate behind squeegee on print stroke.
Incomplete print image. Ink has dried in screen and is blocking flow through part of image (Common with solvent and water-base inks).
Image was not washed out correctly when screen was made.
Screen is breaking down, film used to make screen was not dense enough to prevent light getting through, weakening image in stencil.
Lines of artwork too fine for type of screen used.
Print area incorrectly positioned, has overrun edge or won't line up properly.
Incomplete print image, perhaps with a heavy deposit of ink in places.
Incomplete print image with very light deposit.
Print image becomes incomplete, after starting of print run it was satisfactory.
Print image missing at one end (or the other) but print quality is satisfactory.
Print image missing both sides.
Possible Solution
Turn blade around, sharpen or renew blade. Squeegee not parallel with screen. Squeegee edge is not flat.
Minimum squeegee width is 10 mm or 1½ to 2” extra on each side of screen image. Make sure to have even pressure on both sides of the squeegee.
Use recommended screen mesh with thinner coating or change to less viscous ink (see below).
Adjust off-contact and slow your print speed down or adding curable reducer in small quantity, until suitable consistency is obtained. Change mesh count as last resort.
Use recommended drying retarder instead of thinner, after removing screen and cleaning it. Keep screen flooded in both cases.
Rub with damp cloth or remake screen using fine spray to wash out image area thoroughly. Blot dry to remove water.
Create new artwork with clean-edged solid lines and areas to block off light COMPLETELY.
Make new screen using recommended mesh for fine details.
If screen positioning controls will not correct (Joystick/mico), the image is wrongly placed on screen: correct position is central and equal distance from sides of frame.
Increase pressure in small steps until good impression is obtained.
Off contact (print gap) is too large. Set screen-to-substrate gap correctly. Ink may be too thick or change the angle on your squeegee.
If the is blade not properly in contact with screen during flood stroke, poor distribution of ink supply lessens coverage and consistency.
Length of print stroke too short. Print the entire image so that squeegee is not lifted off screen until a minimum of 2” past end of image area.
Squeegee too narrow. Minimum squeegee width 1.5 to 2” past end of image area.
88
ch
. 8
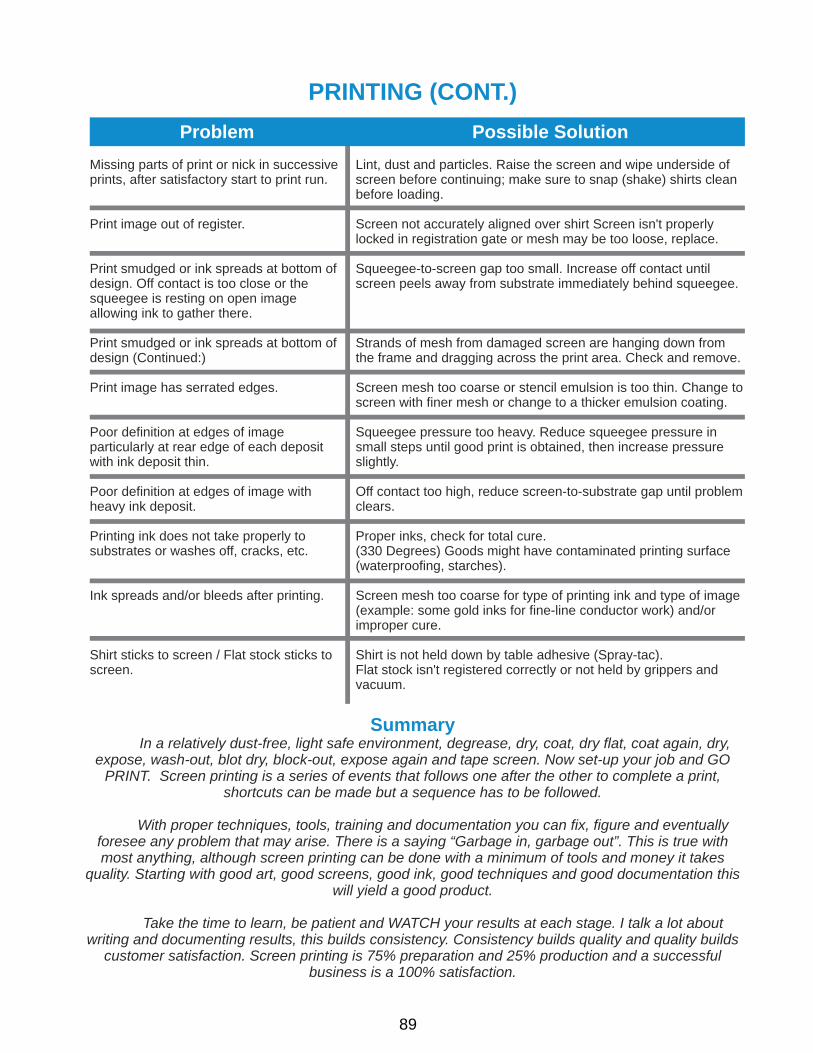
PRINTING (CONT.)
Summary In a relatively dust-free, light safe environment, degrease, dry, coat, dry flat, coat again, dry, expose, wash-out, blot dry, block-out, expose again and tape screen. Now set-up your job and GO
PRINT. Screen printing is a series of events that follows one after the other to complete a print, shortcuts can be made but a sequence has to be followed.
With proper techniques, tools, training and documentation you can fix, figure and eventually foresee any problem that may arise. There is a saying “Garbage in, garbage out”. This is true with most anything, although screen printing can be done with a minimum of tools and money it takes
quality. Starting with good art, good screens, good ink, good techniques and good documentation this will yield a good product.
Take the time to learn, be patient and WATCH your results at each stage. I talk a lot about writing and documenting results, this builds consistency. Consistency builds quality and quality builds
customer satisfaction. Screen printing is 75% preparation and 25% production and a successful business is a 100% satisfaction.
Problem
Missing parts of print or nick in successive prints, after satisfactory start to print run.
Print image out of register.
Print smudged or ink spreads at bottom of design. Off contact is too close or the squeegee is resting on open image allowing ink to gather there.
Print smudged or ink spreads at bottom of design (Continued:)
Print image has serrated edges.
Poor definition at edges of image particularly at rear edge of each deposit with ink deposit thin.
Poor definition at edges of image with heavy ink deposit.
Printing ink does not take properly to substrates or washes off, cracks, etc.
Ink spreads and/or bleeds after printing.
Shirt sticks to screen / Flat stock sticks to screen.
Possible Solution
Lint, dust and particles. Raise the screen and wipe underside of screen before continuing; make sure to snap (shake) shirts clean before loading.
Screen not accurately aligned over shirt Screen isn't properly locked in registration gate or mesh may be too loose, replace.
Squeegee-to-screen gap too small. Increase off contact until screen peels away from substrate immediately behind squeegee.
Strands of mesh from damaged screen are hanging down from the frame and dragging across the print area. Check and remove.
Screen mesh too coarse or stencil emulsion is too thin. Change to screen with finer mesh or change to a thicker emulsion coating.
Squeegee pressure too heavy. Reduce squeegee pressure in small steps until good print is obtained, then increase pressure slightly.
Off contact too high, reduce screen-to-substrate gap until problem clears.
Proper inks, check for total cure. (330 Degrees) Goods might have contaminated printing surface (waterproofing, starches).
Screen mesh too coarse for type of printing ink and type of image (example: some gold inks for fine-line conductor work) and/or improper cure.
Shirt is not held down by table adhesive (Spray-tac).Flat stock isn't registered correctly or not held by grippers and vacuum.
89
MARKETING TIPS
Gorilla Marketing Tips for the Beginning Screen Printer
Start Simple, Start Small
Understand Postal Regulations
Starting Somewhere is Better Than Doing Nothing
(Or “How to get my company name in their hands and on their minds”)
For printers, the main attraction of offering mailing services in addition to standard services is the prospect of increasing profit margins and creating a new customer base. These services, in turn, provide customers with reduced project time requirements, less errors, and more individualized attention.
The mailing process can appear to be a daunting task. Many printers have avoided this end of the business for a variety of reasons. Some have been put off by the apparent complexity of the postal regulations. Others have been reluctant to make the time investment to become familiar with the requisite hardware and software. Still others have been concerned with straying from their core mission, printing t-shirts.
While these reasons may have been justified in the past, a great deal has changed. Most customers like feeling something in their hands versus staring at a computer screen for an additional few minutes reading your mailer. Bringing the mailing process in-house is not an effort to enter a whole new market segment, but rather a way to offer added value to existing customers, while also feeling out additional customers by offering hard mail and email solicitation.
Start with easy mailings—small numbers of uncomplicated pieces, such as postcards. Before trying out your new capabilities on a client's dime, it is best to begin with your own business. Post office standards require 200 pieces to qualify for discount rates. Print a set, apply the postage, and send them to an in-house list to make sure they are accepted and reach their destinations.
Printers entering into the mailing process for the first time should have a minimal understanding of the postal regulations governing standard-class mailings, also known as bulk mailings, emailing information is much easier to do and even easier to delete. Mailing software facilitates the process, taking on much of the burden to comprehend each regulation and its nuances. Still, it is critical to have a grasp of how the post office treats each class of mail.
The United States Postal Service (USPS) provides support and training to those printers that want to incorporate mailing into their business. First-class mail is on the decline, and standard-class mail is on the upswing. The post office is eager to offer its expertise to ensure standard-class mailings are handled properly, utilize the USPS' online assistance, as well as classes on how to produce and handle standard-class mailings. This is for YOUR business and success!!
By keeping the "start simple, start small" guidelines in mind, the development of an effective mail fulfillment program can be an economical and successful venture. Implementing an efficient mailing offering with a manageable cost structure is just a few steps away.
90
ch
. 8
MARKETING TIPS (CONT.)
The guidelines and steps presented can work just as effectively whether you are a small printer or a huge entity printing millions of pieces in a single run. They can also exist independently or in conjunction, depending on the types of applications you want to provide.
It is important to qualify what tools and equipment are necessary to fulfill your customers' needs. By starting small and simple, it is possible to maximize customer service and profit margins, while keeping cost and complications down.
The Successful Sales Call
What Are You Selling?
Step 1 - Identify & Analyze the Customer
Begin with the right frame of mind, which means understanding what you're selling and not just screen printing! What you're selling is image, memories, brands, souvenirs, security and advertisements. You'll walk into the prospect's office and say “Would you like to see a product that can enhance your company image, it's cost effective, promotes your business and advertises your name, all in one package and it never expires?” You may change the delivery, but the intent is the key.
In order to increase your chances at being successful in the sales, you need to develop a method and process for making the sale. The process looks like this:
The Sales Process
- Identify & Analyze The Customer
- Determine the Customers Needs
- Planning The Sales Presentation
- Making The Presentation
- Ask for a Deposit
- Following-up
The process begins by carefully selecting your prospective client, that's one of the unique things about screen printing; everyone's a potential customer, so you have a huge selection of prospects to choose from. Start by identifying a group of related customers, rather than just one prospect at a time. Example: Car dealers, landscapers, plumbers, etc. In this way, you will be spending your time developing a single sales presentation that can be used multiple times. The next step is to profile the group as well as the individuals within the group.
91
MARKETING TIPS (CONT.)
Step 2 - Determine the Customers Needs
Step 3 – Planning the Sales Presentation
Step 4 – Making the Presentation
Customers are different, when it comes to sales you need to focus on this. These differences can make or break your efforts to reach a given group of people. By grouping people based on their shared characteristics, you'll have a better understanding of their needs and define their buying habits.
Once you know the customer base you're going after it's time to do a little research, to adequately plan your sales presentation. Learn everything you can about the customer, knowledge is power. Realize that your customer might not be the final end-use; they may be a gift store, attraction, etc. You may need to research your customer's customer in order to target them correctly.
After you have identified your customers, analyze your customers. Make some observations and do some research. Use this information to create a list of attributes that describes the target customer.
Take your customer attribute / analyze list and think of every possible item and/or service you could sell to this customer. Create a second list and review it for practicality. Now develop some real product ideas and possible designs as well.
Once you are comfortable with your choices, decide what you will need to take to show the customer. It's not practical to take everything on your list, so choose carefully the most important items, be prepared to show catalog pictures. Mark the pages you wish to show for easy reference. (Make sure the manufacturers name, wholesale prices and contact information are not visible, most distributors have generic catalogs.)
Along with sample garments, merchandise ideas and catalogs, develop a price strategy. It's much more effective having the ability to quote while showing samples. Plan ahead and have a a printed price sheet to go with your samples.
Once all the merchandise is chosen, write down scenarios and scripts that will be presented. The goal is to reach a prospective client's head and plant a need for printed products. Determine how to put a “spin” on the products being sold by taking an ordinary item and turning it into a “must have” product. Develop a script and rehearse it, assemble your sales kit to have everything that you need to make the presentation, then practice.
During the actual sales meeting, opinions of your capabilities (good or bad) are going to be formed very quickly. Most potential customers won't have time to talk endlessly, identify this early on and present accordingly. Bridge the gap between friend and stranger right from the start. The sooner this is accomplished, the quicker a friendly meeting ground is established, which increases your chances of making a sale.
It's important to find common ground between seller and buyer immediately, how? Most people surround themselves with mementos and trophies of their lifestyle in the office environment. After the initial greeting take notice of the customer's “space”, quickly analyze it to learn more about the person and then play on these characteristics. Find a commonality then share it during the opening conversation to quickly break the ice.
92
ch
. 8

MARKETING TIPS (CONT.)
Step 5 – Ask For a Deposit
Step 6 - Following-up
Smoothly move into the sales presentation, it's important to take the lead from the start and stay in control throughout the presentation. Being prepared for questions and issues is the best method for maintaining control. Since pricing is usually the area that is most contested and breeds anxious moments, here are a few tips to deal with the subject.
Stand firmly behind your pricing, everyone plays the price game so be prepared to back the pricing. Stammering or thinking over a price quote, will trigger the customer in trying to get a lower number. If price becomes a major issue, never allow the customer to think they manipulated you into a lower selling price. Don't immediately offer the price reduction to close a sale; instead respond with “let me check with the suppliers for a better price.” The price reduction has now been shifted to another cause, although it may have to be absorbed by the seller if the customer doesn't budge.
Keep the presentation exciting, informative and as short as possible. Convince the customer they can't do without the products being offered; make them necessities, not a useless expense as most can be written off as advertising. During the presentation always keep an eye on the customer and try to gauge their responses. Human analysis and body language are important tools, it's essential to learn how to read people and respond to them. Push the sale as far as possible, be prepared to back off when necessary, but not too far.
This must be done tactfully, so as not to offend the customer. Carefully lead them into an ordering situation like. “I suggest you start with 48 shirts in the following size increments… Which colors appeal to you? The hot colors this year are...” Start writing quotes while leading the customer through the different items that are being offered, finish the total and offer a completion date. “The total order comes to $$$$ and we can deliver that to you next Thursday.” This gives the appearance that the deal is already done, without being to overbearing. If the customer doesn't order there are still notes and prices for a follow-up phone call that will be quick and easy.
The selling process doesn't end with the meeting, remember to follow-up. There may not be an order in-hand; this is an open door to pursue the customer further. Don't let the opportunity pass by, check back within a reasonable amount of time with additional information and/or products.
In the event there is an order placed and fulfilled make sure to check back periodically in hopes of continuing the relationship on a long-term basis. Many customers won't take the time to call you back for a reorder, they are waiting for contact.
Selling a product you produce can be fun and exciting, pump yourself up before every meeting and put your entire mind and body into it. Don't get discouraged if you don't close every sale, It's the nature of the game.
When you do close a really great sale and the customers pleased it results in a tremendous feeling of self-satisfaction and accomplishment. The feeling pushes you to achieve higher sales, better products and of course, it helps your bank account in the end.
93
MARKETING TIPS (CONT.)
Selling to a Campsite / Daycare / Landscaper / Plumber / Repair Co. etc
Identify & Analyze The Customer
Here is a sales scenario as a loose example:
The “Woodlands Camping Center” has 100 open Motor home sites, 50 cabins that are filled during the summer months (short term) and 20 year-round residences. The Campsite provides services and has a camp store. It's located outside a historic village, which is a major tourist attraction.
What are the possibilities? Let's determine what the client might be interested in and what type of spin or angle we can pitch. People with large Motor homes tend to have large pocketbooks and large egos'. They like to be waited on. So, a good clean image is a must. When a high-dollar Motor home pulls up for $300.00 worth of fuel, food and drinks they don't want to be met by a ragtag bunch of attendants in t-shirts and cutoff jeans.
They expect a professional staff that can assist them with the fueling and check-in process. The quickest way to put that image in the Campers head is the visual appearance of the staff. Matching polo shirts and caps with the Camp Logo is the perfect solution. (Don't forget, that headwear with a bill is a must on a hot summer day.)
Another spin on the uniform angle is security. Most owners would get suspicious and nervous about strangers hanging out; the employee uniform takes on the roll of identification for security purposes. Those who were once strangers are now identified as Campsite Staff.
Also it makes it easier for the Camper and their family to find assistance. Upon entering the camper can be told “we're here to take care of your needs. When you need something, just look for one of our staff members who are easily identified by their royal blue shirts with the Camp logo.”
If a mechanic has to come to perform maintenance, a professional appearance goes a long way towards making the Motor home/Cabin owner feel comfortable with an otherwise unknown person. That covers the uniform spin, let's look at other angles.
Typically a Campsite will have a store, which is a cross between a small grocery and a campers/hikers supply store. Local campers as well as transient campers depend on the store to supply their needs. Most of these stores sell apparel with the Camp logo. For the local motor home owner such merchandise is a way of showing off to the world that they own a nice rig.
For the transient camper a garment with a logo serves as souvenirs for their travels. And even further a camp shirt to identify what children belong on site is great for Parent’s peace of mind. In all cases, screen printing will be associated with prestige. Now souvenir apparel serves as income-producing advertising for the Campsite. That's a neat concept, people paying to let them advertise a business. This is a key point for application to other potential sales opportunities.
94
ch
. 8

MARKETING TIPS (CONT.)
Identify Potential Products for the Customer
Plan the Sales Presentation
For the uniform shirts, you might want to consider 50/50 since it launders better. On the other hand, if they are worn outside in the hot summer sun, then 100% cotton is better. Speaking of laundering ability, consider white since it can be bleached routinely, a promotional weight will be more appealing due to the cost. By no means forget any of your customers, offer a wide array of quality and price points.
For the polo, tee, tank and sweat shirts that are sold as souvenirs, heavyweight, 100% cotton, will definitely be the most appealing, since the purchaser will typically be of a high income level and prefers high end garments. The same thought process should be applied to caps.
If they will be worn by the staff in direct sunlight, light colors with an extended bill will be appealing and practical; one exception would be for the mechanics. They prefer black caps, since they don't show dirt. (Lighter colors will show greasy fingerprints.) Consider ordering samples of these products, as the real thing is much more effective than a picture in a catalog.
Use information that you have created, make a list of products with key selling points for each one. Explain each product with its benefits and its purpose; create a price list for each of these items. Obtain samples of the key items, have a list of alternative ideas, find the items in catalogs and mark the pages. Create a script, decide what you will wear and make sure it fits into the presentation.
Wearing a nice polo shirt with your printed logo will show the customer your abilities. Also put together samples that you have done for other businesses, a portfolio of designs. Choose some unique stock designs that could be offered as well, especially for the Camp Store.
If the Campsite does not have a logo already, make suggestions about creating one using some of your stock designs. Think of other value-added ideas, example – Print the logo on the left chest and perhaps embroider a name on the right chest for the uniform shirts. Each printed logo adds more dollars into your pocket.
Be sure to research the client. Find out how long they have been in business, important facts, etc. Memorize it so that you can quote it back to the client if needed. Most customers are impressed when they find that you took the time to learn such information.
Make The Presentation!
Ask for a Deposit!
Deliver and Follow-up!
95
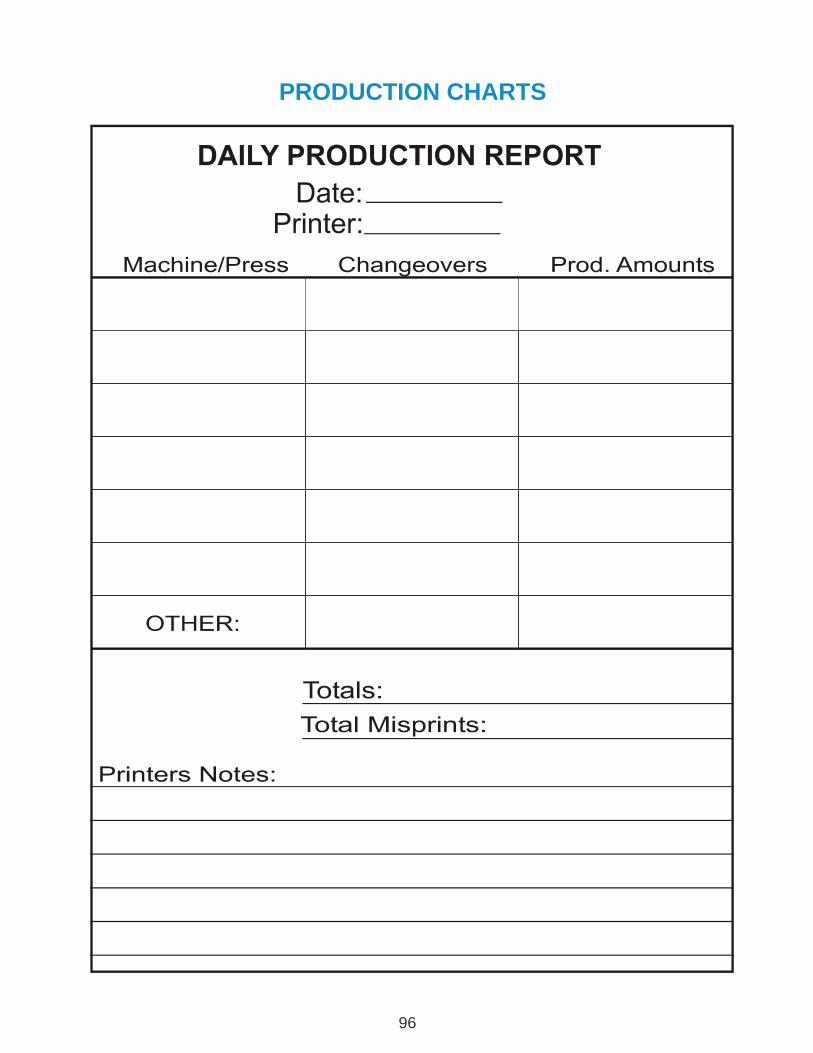
PRODUCTION CHARTS
96
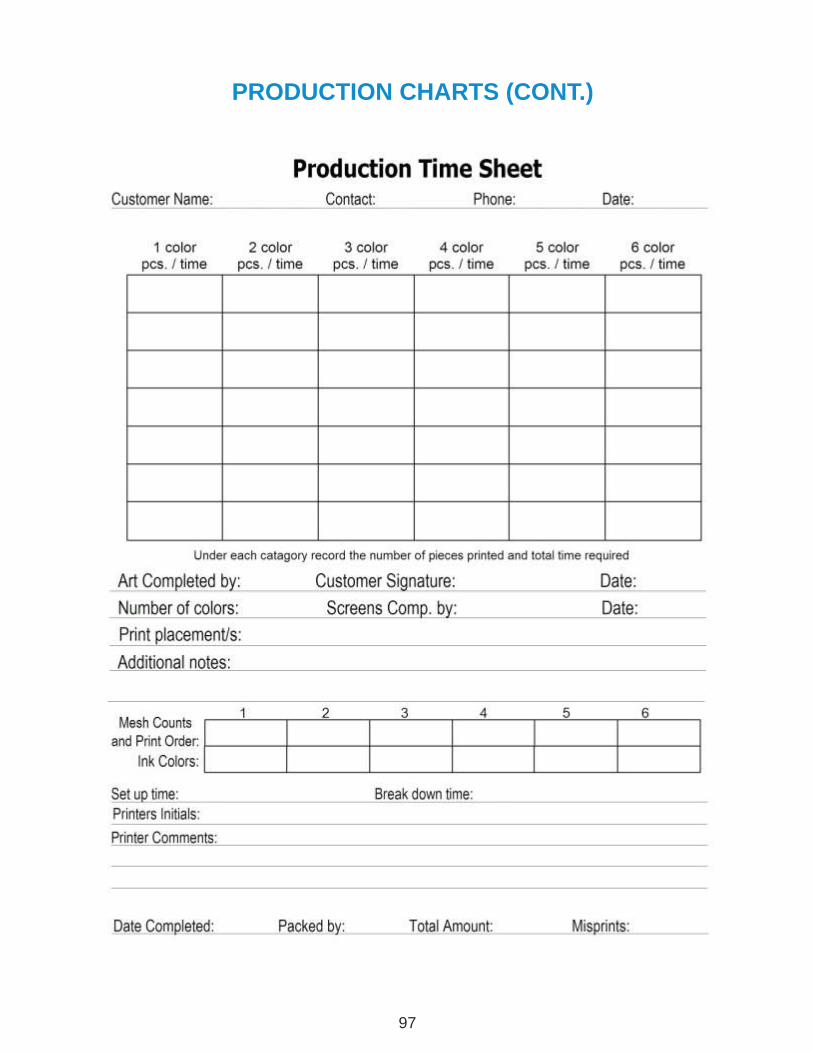
PRODUCTION CHARTS (CONT.)
97
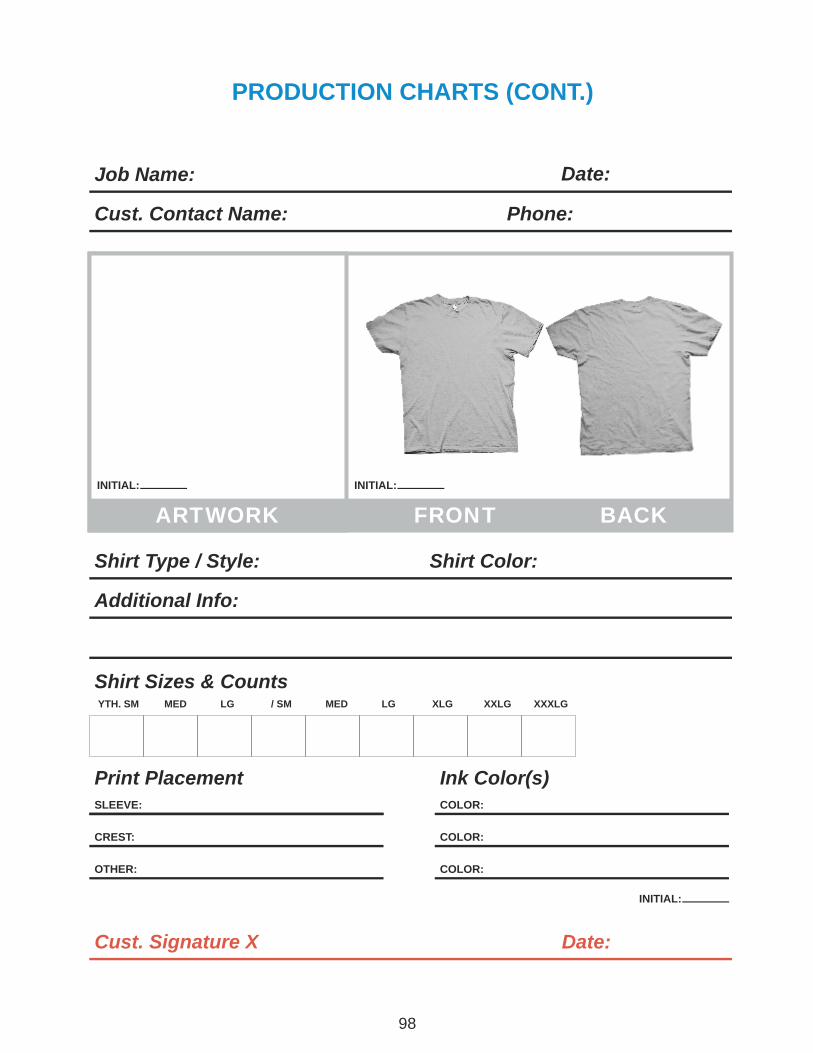
PRODUCTION CHARTS (CONT.)
98
Date:Job Name:
Cust. Contact Name: Phone:
Shirt Type / Style: Shirt Color:
Additional Info:
YTH. SM MED LG / SM MED LG XLG XXLG XXXLG
FRONT BACK
Shirt Sizes & Counts
SLEEVE:
CREST:
OTHER:
Print Placement Ink Color(s)COLOR:
COLOR:
COLOR:
Date:Cust. Signature X
ARTWORK
INITIAL: INITIAL:
INITIAL:
SHIRT SUPPLIERS
Apparel Ordering Advice:
Wholesalers:
Recommended Online Broker:
If you have a business license and order larger volumes of garments, you’re usually better off buying from a wholesaler. As a general rule, a wholesaler will want you to spend around $1000 per month on garments in order to get really aggressive pricing. It can take 1-4 weeks to get set up and approved with a large wholesaler.
If you’re ordering small volumes, don’t have a business license, or both, you’re usually better off going with an online supplier/broker. Online suppliers use their purchasing power to get great discounts at large wholesalers, then broker garments to the end user at a minimal mark up. Ordering through a broker is usually instant. No business license is required. It takes minutes to set up an account and your shirts can ship the same day. You might view a broker as a stepping stone into the industry until you’re ordering large enough volumes to get the savings from a wholesaler. Average savings from a broker to a wholesaler is about 10%.
Alpha – Throughout the US
Broder - Throughout the US
Thinc Actionwear – Portland, OR
No Business License Needed! No Minimums
All About Apparel – www.shirtspace.com - Throughout the US
10% off SP19781522
ACADEMYSCREEN PRINTING ACADEMYSCREEN PRINTING
Class Manual