sap funktionalitäten für effektive ekanban lösungen ... · pdf filesap ekanban...
TRANSCRIPT

©
SAP FunktionalitSAP Funktionalitäätentenffüür effektiver effektive eKanbaneKanban LLöösungensungen& Lieferantenintegration& Lieferantenintegration

Seite 2 ©
Manufacturing Key Drivers and Pain Points
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Hohe Durchlauf- und Wiederbeschaffungszeiten
Erfüllung der Kundenanforderung
Geringer Lagerumschlag (unnötig hohe Lagerbestände)
Lagerhaltungsflächen und –kosten
Planung sämtlicher Produktkomponenten führt zu:Hoher Komplexität der PlanungswerkzeugeReduzierte Fexibilität, um auf ungeplante Ereignisse zur reagierenHoher Aufwand in der Datenpflege und Sicherstellung derDatenqualitätPlanungsfehler aufgrund fehlerhafter ProduktstücklistenHohe Anforderungen an die Systemperformance
Geringe Produktivität aufgrund nicht wertschöpfender Tätigkeit
termingenauin der richtigen Mengein der geforderten Qualität
Seite 3 ©
Strategien zur Prozessoptimierung
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Kundenbedarfs- oder verbrauchsgesteuerte ProduktionÜbergang zur ‘Losgrösse 1’ - FertigungPoka Yoke (Robustes Prozess Design)Wiederbefüllung durch visuelles SignalEreignis- und ausnahmebasierte ProzesseKANBAN
Jidoka, Stoppen des Produktionsprozesses im FehlerfallKAI ZEN, Kontinuierliche Verbesserungen5 S
Organisatorische Strategien
Strategien im Produktionsprozess
Seiri (Strukturieren, d.h. Aussortieren), Seiton (Systematisierung,d.h.Ordnung), Seiketsu (Standardisierung, Standards setzen),Seiso (Reinigung, d.h. Sinn für Sauberkeit), Shitsuke (Disziplinhalten)

Seite 4 ©
Grundlagen der Kanban-Philosophie
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 5 ©
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
AMR: East Meets West - Lean Manufacturing and ERPAre a Better Fit Than You Think

Seite 6 ©
AMR: Unterschiede zwischen zentraler Planung undLean-Prozessen
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 7 ©
SAP eKanban Philosophie
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
PULL: Der Verbrauch steuert den Nachschub.• Wiederbeschaffung nur auf direkte Anforderung des Verbrauchers.• Konsequente Orientierung am Kundenbedarf.
Synchronisierung der Supply Chain (intern und extern) überselbststeuernde Regelkreise - ausgerichtet am Kundenbedarf(Schrittmacher) - zur Festlegung der „Spielregeln“ zwischen Verbraucher undQuelle.Steuerung des Materialflusses über Behälter: KANBAN
Leersetzen durch den Verbraucher löst Nachschub-Impuls an der Quelleaus.Glättung des Erzeugnismix (Mix Leveling): um eine möglichstausgeglichene Produktion ( Produktreihenfolge, Produktfluss) beikleinstmöglichen Losgrößen zur erreichen.„Schrittmacher“-Verfahren: Heijunka (einziger Planungs-Prozessschritt).Durch Transparenz: rollenbezogene Visualisierung der Ist-Situationund von Ausnahmen bzw. Fehlern, zeitbezogene Analysen zur KVP-Unterstützung.Durch Statuswechsel: Verbrauchs- (LEER) und Nachschub-Impulse(VOLL) steuern betriebswirtschaftliche Abläufe (z.B. Wareneingang,Rückmeldung, Wertfortschreibung)
Durch die Entkopplung fokussierter manueller Tätigkeiten von system-technischen Abläufen und die Reduzierung auf ein Minimum an„Berührungspunkten“ (Auslösen Impuls).Durch Technologieeinsatz die Prozessautomatisierung unterstützen.Durch Customizing.
Prinzip
Technik
Verfahren
Steuerung
Einfachheit &Sicherheit
Keine Fertigungsplanung, sondern Fertigungsabruf !Lean mit SAP = IT behind the scenes !

Seite 8 ©
SAP eKanban Grundlage
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Selbststeuernde Regelkreise

Seite 9 ©
Produktionsversorgungsbereich
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang Strukturierungselement im Line DesignWo soll welches Material bereitstehen?Welche Produktionsversorgungsbereiche sind nötig?

Seite 10 ©
KANBAN-Regelkreis
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Der Regelkreis legt die Daten zur Beschaffung eines Materials für einenProduktionsversorgungsbereich (PVB) fest:
Anzahl KanbansMenge pro Kanban
QuelleArt der Beschaffung ...

Seite 11 ©
Regelkreise
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Neue BAPIs für Kanban Daten- undRegelkreispflege
BAPI_KANBANCC_EXISTCHECKBAPI_KANBANCC_GETLIST_ALLBAPI_KANBAN_GETLIST_ALLBAPI_KANBANCC_CREATEBAPI_KANBANCC_CHANGEBAPI_KANBANCC_DELETEBAPI_KANBAN_CHANGE
VorteileUnterstützt anwenderspezifische Prozesskontrolle undEntwicklung
Voraussetzung: ERP 6.0, EhP2

Seite 12 ©
Der Statuswechsel steuert den Prozess:Entkopplung manueller Tätigkeiten von systemtechnischer
Abwicklung
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
WE aus FremdbeschaffungbuchenBestandszugang ausFertigung, incl. Kom-ponentenverbrauch buchenUmlagerung durchführen…
BestellungLieferplaneinteilungUmlagerungProduktionseinteilung…
Aktuelle Daten ausRegelkreis-StammdatenSteuerung Ausdruck:
- bei Statuswechsel- als Sammeldruck
Nachschubelement anlegen
Kanban-Karte drucken
Nachschub durchführen
System
leerleer
vollvoll
Hersteller: 007
Material: 0000815Menge: 100 St.
Verbraucher: 088Standort: Regal A014
Säule 3Fach 4
Behälter: Gitterbox
Kartendruck:beimVerbraucheran der Quelle
Nachschub wirdautomatischangestoßen
DurchführungNachschub wird
vom Verbraucherdurch Status-
wechsel bestätigt

Seite 13 ©
Der Prozess steuert den Statuswechsel:Kombination transaktionsbasierter und automatisierter
Tätigkeiten
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
z.B. Bestellung
. . .
Nachschubelement anlegen
Kanban-Karte drucken
Nachschub durchführen
System
leerleer
vollvoll
Hersteller: 007
Material: 0000815Menge: 100 St.
Verbraucher: 088Standort: Regal A014
Säule 3Fach 4
Behälter: Gitterbox
Kartendruck:beimVerbraucheran der Quelle
Nachschub wirdautomatischangestoßen
Wareneingang ausFremdbeschaffung überSystemtransaktionerfassen und buchen
Kanban-Status wirdautomatischgewechselt
(Entkopplung derSchritte möglich)

Seite 14 ©
Der Statuswsechsel steuert den Prozss:am Beispiel Eigenfertigung
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
System
leerleer
vollvoll
Kartendruck:beimVerbraucheran der Quelle
Nachschub wirdautomatischangestoßen
DurchführungNachschub wird
vom Verbraucherdurch Status-
wechsel bestätigt
Nachschubelement erzeugen
Baugruppe
Komponente Komponente
. . .Wareneingangsbuchung fürBaugruppeWarenausgangsbuchung derKomponenten (retrograd)

Seite 15 ©
Mögliche Statusfolgen
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 16 ©
Setzen des Kanban-Status
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Ein Kanbanstatus kann gesetzt/verändert werden
in der Kanban-Tafel
mit dem KanbanimpulsBarcodeeingabeManuelle Eingabe
über ein BDE-System (+ BAPI-Schnittstelle)
indirekt mit einer Wareneingangs- oderRückmeldetransaktion (… der Prozess steuert denStatuswechsel …)
per Kanban mit speziellem RF-Handheld
R-1230R-1240
20 St.
20 St.
leerleer leerleer vollvoll
leerleer vollvoll
wartet leerleer
Produk tionsversor gungs bereic h
Mater ialBehäl termenge
Behäl ter
R-1230
20 St.
Produk t.versorg. Li nie 3
Bios
Haupt platine
Produk t.versorg. Li nie 4
Bios

Seite 17 ©
Kanban-Statuswechsel: RFID-Einsatz zur Prozess-automatisierung und Erhöhung der Prozesssicherheit
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Quelle
Empty
Automatisiert: Kanban Status-Wechsel und Generiereneines Nachschubelements, z.B. Bestellung
Voraussetzung: ERP 6.0, EhP2
leerer Kanban … mit RFID Tag
Automatisiert: Kanban-Statuswechsel,Wareneingangsbuchung undGenerieren Materialbeleg
FullFull
RF Gate
FullFull

Seite 18 ©
Kanban-Statuswechsel: RFID-Einsatz zur Prozess-automatisierung und Erhöhung der Prozesssicherheit
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
KostenreduzierungZeiteinsparung durch automatischenStatuswechselKeine Eingriffe / Eingaben durchAnwender erforderlichReduzierung LohnkostenReduzierungFehlerbeseitigungskosten
Höhere ProzesssicherheitAbhängigkeit vom Mitarbeiter wirdreduziert, dadurch auch wenigerFehler durch falsche Bedienung
Voraussetzung: ERP 6.0, EhP2

Seite 19 ©
Kanban-Karte als Informationsträger
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Hersteller: 007
Material: 0000815Menge: 100 St.
Verbraucher: 088Standort: Regal A014
Säule 3Fach 4
Behälter: Gitterbox
Aus StammdatenHinterlegt im Regelkreis
Durch Statuswechsel
Transport der Karte zur Quellekann entfallen
Aktuelle Daten (Datum, Uhrzeit,Auftragsnummer) auf der Karte
Sammeldruck
Zum Beispiel: Nachdrucken vonKarten, die seit 14:16 Uhr auf demDrucker LP01 hätten gedrucktwerden sollen

Seite 20 ©
Elektronische Kanbantafel:Transparenz & Visualisierung
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Verschiedene Sichten undSelektionsmöglichkeiten zuroptimalen Überwachung,Auswertung und
Steuerung
Nach InformationsbedarfVerbrauchersichtQuellsichtfür einen PVBfür eine Linie. . .
Sortierung nachDringlichkeitZur Steuerung derbedarfs-orientiertenArbeitsreihenfolge
Status Materialfluss, z.B.In Transit(Fremdbeschaffung)WE erfolgt, noch nicht amPVB verfügbarIn Arbeit
Automatischer Status-Refresh (ab ERP 6.0EhP2)
Statuswechsel

Seite 21 ©
Elektronische Kanbantafel:Tabellarische Sicht
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
VorteileDie aufgeführten Informationen sind identisch mit der grafischen DarstellungEinfache Konfiguration und AnwendungAnzeige zusätzlicher Systeminformationen oder kundenspezifischer FelderAnspruchsvolle DruckfunktionKann in web-basierten User Interfaces (Portal) dargestellt werden
Voraussetzung: ERP 6.0, EhP2
Seite 22 ©
Visualisierung:Produktionsmonitor über SAP MII
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
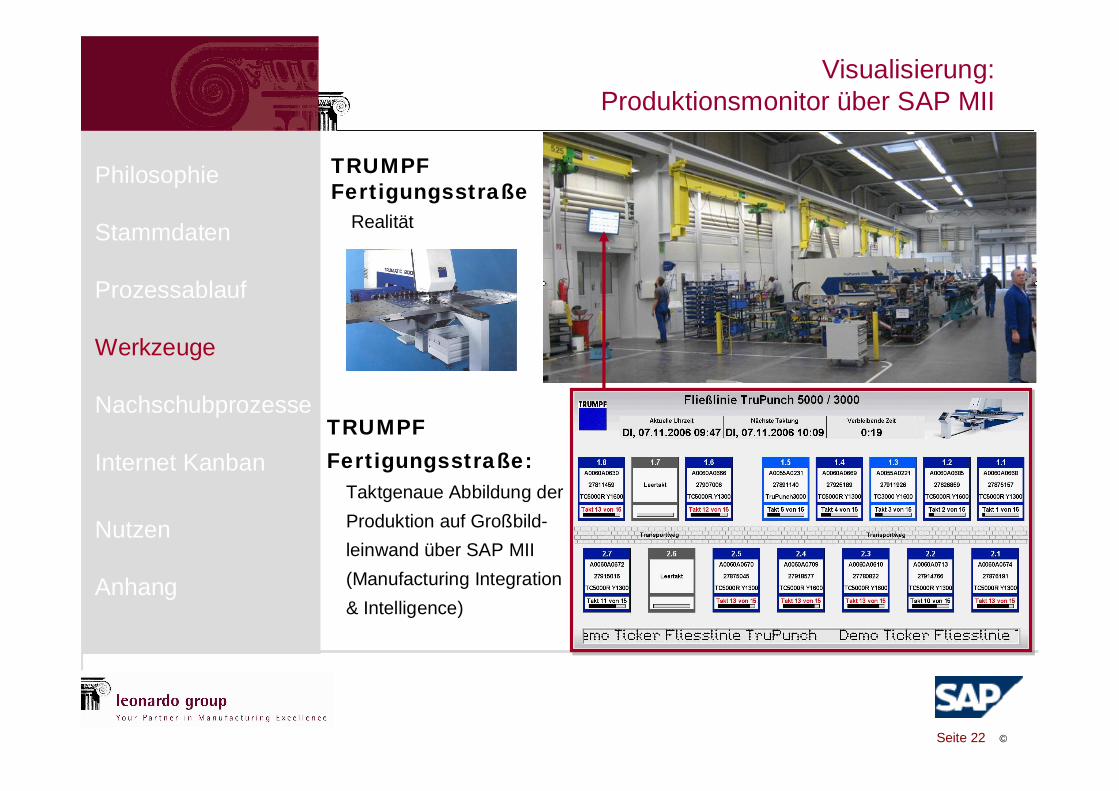
TRUMPFFertigungsstraße
Realität
TRUMPFFertigungsstraße:
Taktgenaue Abbildung derProduktion auf Großbild-leinwand über SAP MII(Manufacturing Integration& Intelligence)
Seite 23 ©
Transparenz durch Alert-Meldungen
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Neue Alerts für den Kanban-ProzessFehler beim Wechsel des Kanban-StatusBeim Löschen von NachschubelementenWenn die festgelegte Anzahl maximal leerer Kanbansüberschritten wirdBei verspäteten Lieferungen
VorteileManagement by Exception ohne Alert ist kein Eingrifferforderlich
Die Meldung von Alerts kann so konfiguriert werden, dass nurbetroffene oder für die Problemlösung zuständige Personen inder gewünschten Kommunikationsform benachrichtigt werden.
Voraussetzung: ERP 6.0, EhP2
Seite 24 ©
Transparenz: KPI‘s für den KVP
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Voraussetzung: ERP 6.0, EhP2, BI Content 7.1.2
Tatsächliche Wiederbeschaffungszeit vs. Wiederbeschaffungszeit lautRegelkreis
Tatsächlich gelieferte Menge vs. Abrufmenge aus dem Regelkreis
WartezeitZeit zwischen den Kanban-Status “leer” und “voll”, andere Zeiten wie “leer –
in Transit”, “in Transit – voll”, etc.
Anzahl Fehler je Zeiteinheit
Fehlerkorrektur je ZeiteinheitZeit von Status “fehlerhaft” bis zum Erreichen eines Produktiv-Status
Bestand im ProduktionsversorgungsbereichAnzahl voller Behälter
Tatsächlich leere Behälter vs. maximale Anzahl leerer Behälter lautRegelkreis

Seite 25 ©
Automatische Regelkreisberechnung
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
( K - 1 ) * Cont = AC * RT
AC * RTK = ---------------- + 1
Cont
AC * RTK = --------------- SF + C
Cont
Anzahl KanbansMenge pro Kanban
KCont
Wiederbeschaffungszeit proKanbandurchschnittlicher Verbrauchpro Zeit
RT
AC
Sicherheitsfaktor (ausRegelkreis)Konstante (aus Regelkreis)
SF
C
Anzahl Kanbans oder Menge je Kanban
55
44
33
22
KanbansBedarf
8,4
11,2
5,6
2,8
ZeitZeit
6614,0 Glättung der Sekundärbedarfe

Seite 26 ©
eKANBAN ohne / mit Bedarfsplanung
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Bedarfsplanung erzeugt keineZugangselemente
(Vorschau über Langfrist-planung)
Nachschubelemente(lieferrelevant) werden durch dasKanban-Verfahren pro Behältererzeugt
Komponenten von Kanban-gesteuerten Produkten könnennur verbrauchsgesteuertdisponiert werden oder ebenfallsüber Kanban-Verfahren beschafftwerden
Bedarfsplanung erzeugtZugangselemente (nichtlieferrelevant) als Vorschau
Nachschubelemente(lieferrelevant) werden durch denKanban-Impuls pro Behältererzeugt (bei Behälter-steuerungstößt Druck der Karte denNachschub an)
Komponenten von Kanban-gesteuerten Produkten könnenbeliebig disponiert werden
Kanban mitBedarfsplanung
Kanban ohneBedarfsplanung
Unterstützt:LieferantenintegrationKapazitätsauslastungsübersichtLinienabtaktung und Produktions-levelling

Seite 27 ©
Nachschubstrategien der Eigenfertigung(KANBAN ohne/mit Bedarfsplanung)
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Folgende Prozesse werden unterstützt
Abwicklung mit Karten undProduktkostensammler(manuelles KANBAN)
Abwicklung mit Planauftrag(Produktionseinteilung)und Produktkostensammler(Bedarfsvorschau mit MRP möglich)
Fertigungsauftrag (Bedarfsvorschau mitMRP möglich)

Seite 28 ©
eKanban in der Eigenfertigung
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 29 ©
Nachschubstrategien in der Umlagerung(KANBAN ohne/mit Bedarfsplanung)
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
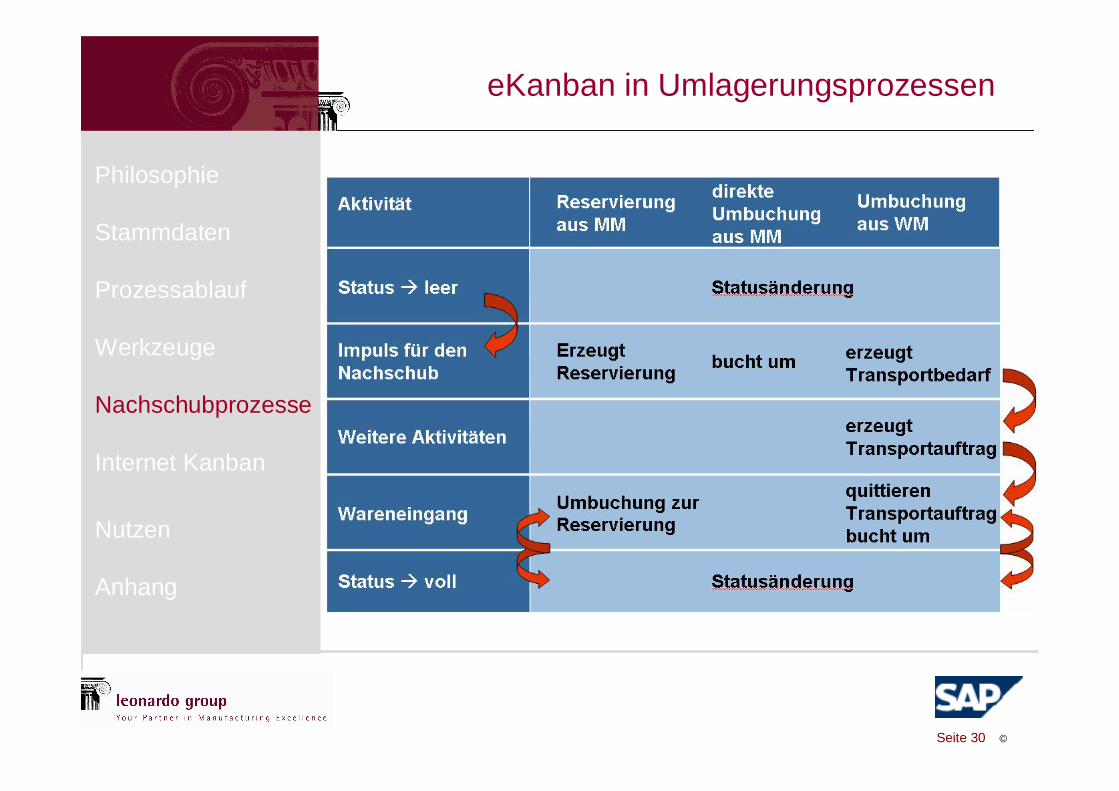
Folgende Prozesse werden unterstützt
Umlagerung mit Reservierung ausIM verwaltetem Lagerort in IM verwaltetenLagerort
Konsignationsprozesse möglich
direkte Umbuchung aus IM verwaltetenLagerorte in IM verwalteten Lagerort
Konsignationsprozesse möglich
Umlagerung mit Transportbedarfen /Transportaufträgen aus WM verwaltetenLagerort in IM oder WM verwaltetenLagerort
Konsignationsprozesse möglich
Seite 30 ©
eKanban in Umlagerungsprozessen
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 31 ©
Nachschubstrategien der Fremdbeschaffung(KANBAN ohne/mit Bedarfsplanung)
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
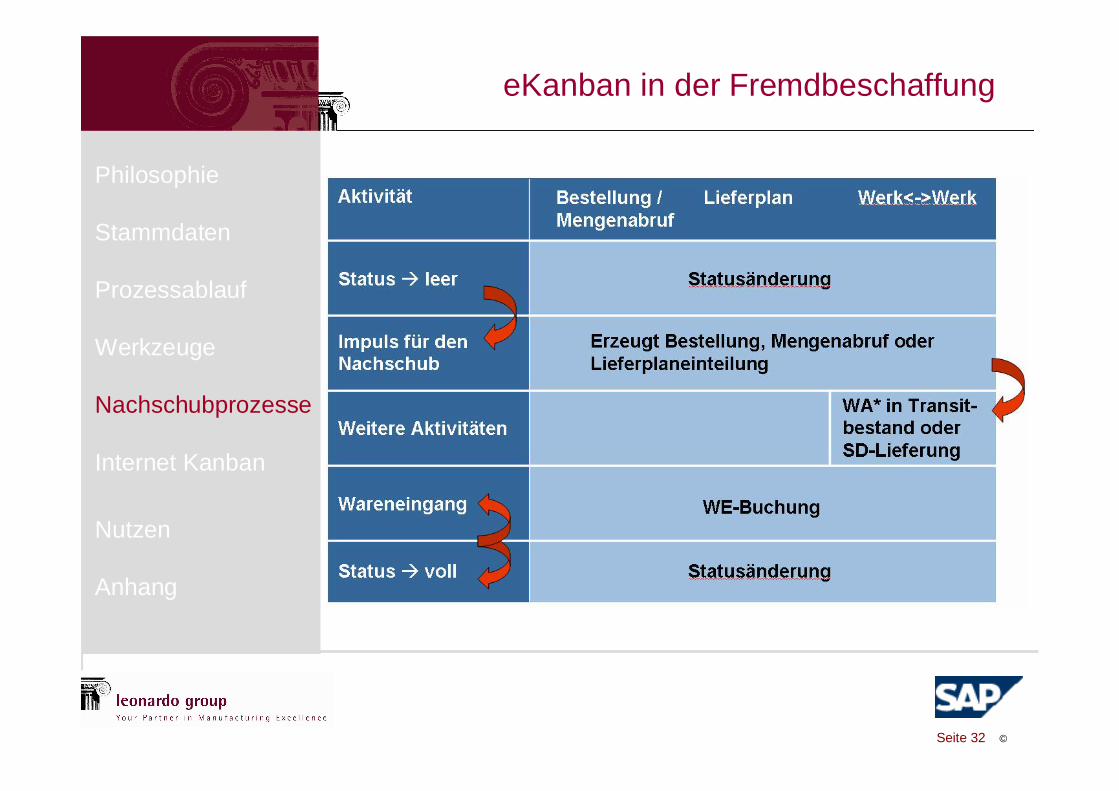
Folgende Prozesse werden unterstützt
Bestellung
Lieferplaneinteilung
Umlagerungsbestellung (Werk zu Werk)auch buchungskreisübergreifend möglich
Einteilung zum Umlagerungslieferplan(Werk zu Werk)
auch buchungskreisübergreifend möglich
Orderbuch
Behältersteuerung (manuelles Kanban) /Vorplanung mit MRP
Mengenabruf
Seite 32 ©
eKanban in der Fremdbeschaffung
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 33 ©
Kanban-basierte Prozesse in speziellenAbläufen
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Werksübergreifendes Kanban
Beschaffung und Entnahme auf Kostenstelle
Kaban mit SD-Lieferung
Separater Wareneingang
Unabhängige Quelle
Reporting-Point-KanbanEigene Statusfolgen definieren
Eigene Aktivitäten beim Statuswechsel definieren
Abweichende Logiken zum Auslösen des Nachschubs
Kanban mit RF Handheld
Ereignisgesteuertes KanbanMengenimpuls (DI Release / Automotive Switch erforderlich)
Internet Kanban

Seite 34 ©
Ereignisgesteuertes KANBAN
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang Zur Bewältigung von BedarfsspitzenZum Kanban-basierten Managementvon „Exoten“Zur Abbildung von Mengenabrufen
Mit fest vorgegebener MengeMit Angabe der gewünschten MengeMit Vorgabe oder freier Auswahl derBezugsquelle
Seite 35 ©
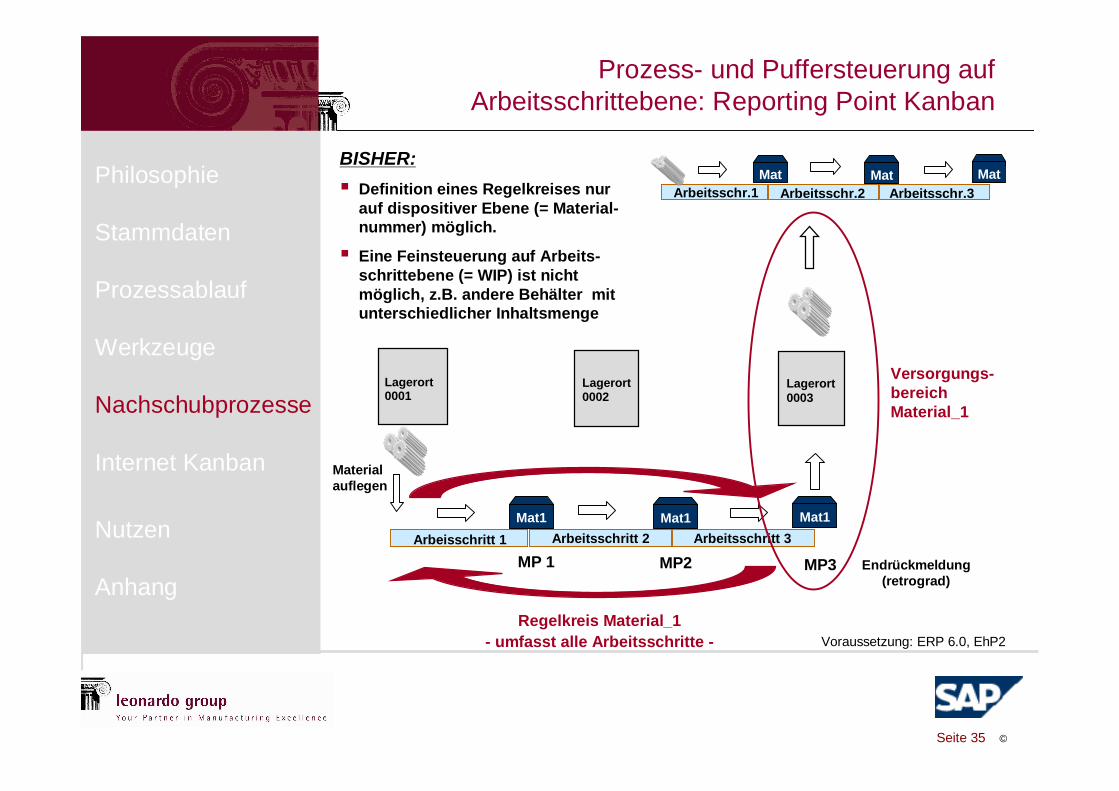
Prozess- und Puffersteuerung aufArbeitsschrittebene: Reporting Point Kanban
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Arbeitsschr.1 Arbeitsschr.2 Arbeitsschr.3Mat Mat Mat
MP 1 MP2 MP3Arbeisschritt 1 Arbeitsschritt 2 Arbeitsschritt 3
Mat1
Materialauflegen
Lagerort0002
Mat1 Mat1
Endrückmeldung(retrograd)
Regelkreis Material_1- umfasst alle Arbeitsschritte -
Lagerort0001
Voraussetzung: ERP 6.0, EhP2
Lagerort0003
Versorgungs-bereichMaterial_1
BISHER:Definition eines Regelkreises nurauf dispositiver Ebene (= Material-nummer) möglich.
Eine Feinsteuerung auf Arbeits-schrittebene (= WIP) ist nichtmöglich, z.B. andere Behälter mitunterschiedlicher Inhaltsmenge
Seite 36 ©
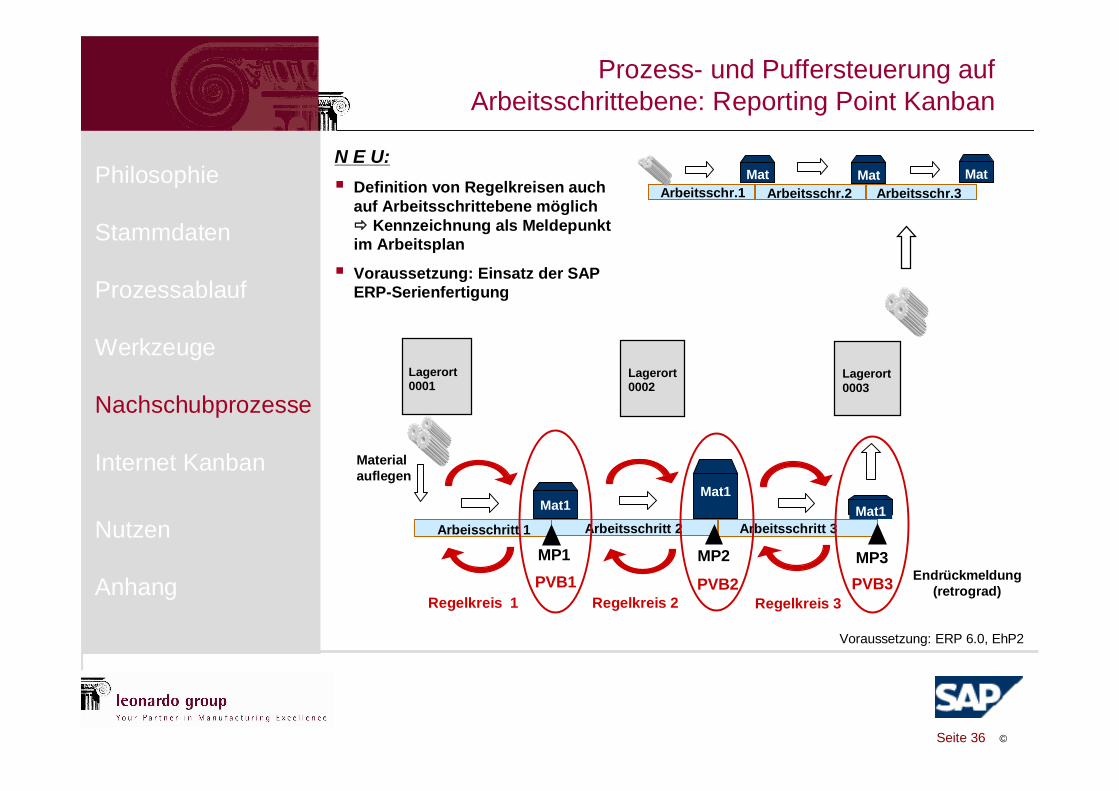
Prozess- und Puffersteuerung aufArbeitsschrittebene: Reporting Point Kanban
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Arbeitsschr.1 Arbeitsschr.2 Arbeitsschr.3Mat Mat Mat
MP1 MP2 MP3
Arbeisschritt 1 Arbeitsschritt 2 Arbeitsschritt 3
Mat1
Materialauflegen
Lagerort0002
Mat1Mat1
Endrückmeldung(retrograd)
Lagerort0001
Voraussetzung: ERP 6.0, EhP2
Lagerort0003
N E U:Definition von Regelkreisen auchauf Arbeitsschrittebene möglich
Kennzeichnung als Meldepunktim Arbeitsplan
Voraussetzung: Einsatz der SAPERP-Serienfertigung
PVB1 PVB2 PVB3Regelkreis 1 Regelkreis 2 Regelkreis 3
Seite 37 ©
Prozess- und Puffersteuerung aufArbeitsschrittebene: Reporting Point Kanban
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
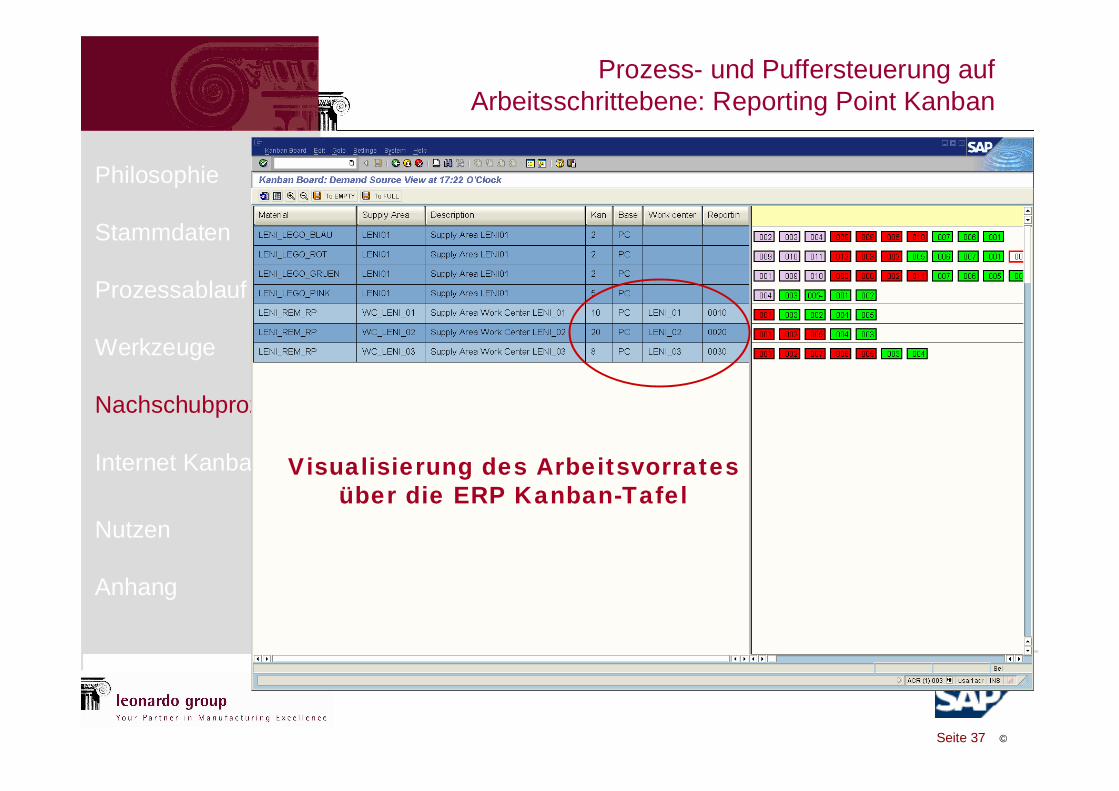
Visualisierung des Arbeitsvorratesüber die ERP Kanban-Tafel
Seite 38 ©
Prozess- und Puffersteuerung aufArbeitsschrittebene: Reporting Point Kanban
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
HintergrundKanbans können zur Produktionssteuerung effektiver eingesetztwerdenPull-Prinzip in der Produktionssteuerung (Auslastung an jedemArbeitsplatz/ Meldepunkt wird durch einen leeren Kanbandargestellt); Arbeitsschritt_n steuert den vorangehendenArbeitsschritt n-1 (nicht umgekehrt)Die Zuordnung von Material zur Maschine/zum Arbeitsplatzerfolgt dynamisch – abhängig vom Bestand, der Kapazität, etc.Meldepunkte überwachen den Produktionsfortschritt zwischenden ArbeitsschrittenDie je Meldepunkt gefertigten Teile werden retrograd auf denMeldepunkt zurückgemeldet
VorteileTransparenz und Reduzierung WIPBaugruppen werden nur im Bedarfsfall und in der benötigtenMenge hergestelltVermeidung von NacharbeitKeine Veschwendung mehrVereinfachter und flexibler Produktionsprozess

Seite 39 ©
Lieferantenintegration über InternetKANBAN im SAP ERP ECC
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
ERP ECC: ERP Enterprise Core Component
Seite 40 ©
Internet KANBAN ScreenPrint
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 41 ©
Internet KANBAN ScreenPrint
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 42 ©
Lieferantenintegration über SAP SNC
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
SAP SNC integriert meine Geschäftspartner (Lieferanten, externeDienstleister und Kunden) mit meiner Firma.SAP SNC wird genutzt, um kooperative Geschäftsprozesse im Bereichder Beschaffung und des Materialnachschubs (Bestell-Lieferplanabwicklung, Supplier Managed Inventory, Kanban …)zwischen den verschiedenen Geschäftspartnern zu ermöglichen.SAP SNC visualisiert die notwendigen Geschäftsdaten via XMLNachricht und einem Web Browser.
SNC – Supply Network Collaboration, Kanban-Funktionalität ab Vers. 5.1
Seite 43 ©
Internet Kanban als Funktion im SNC
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
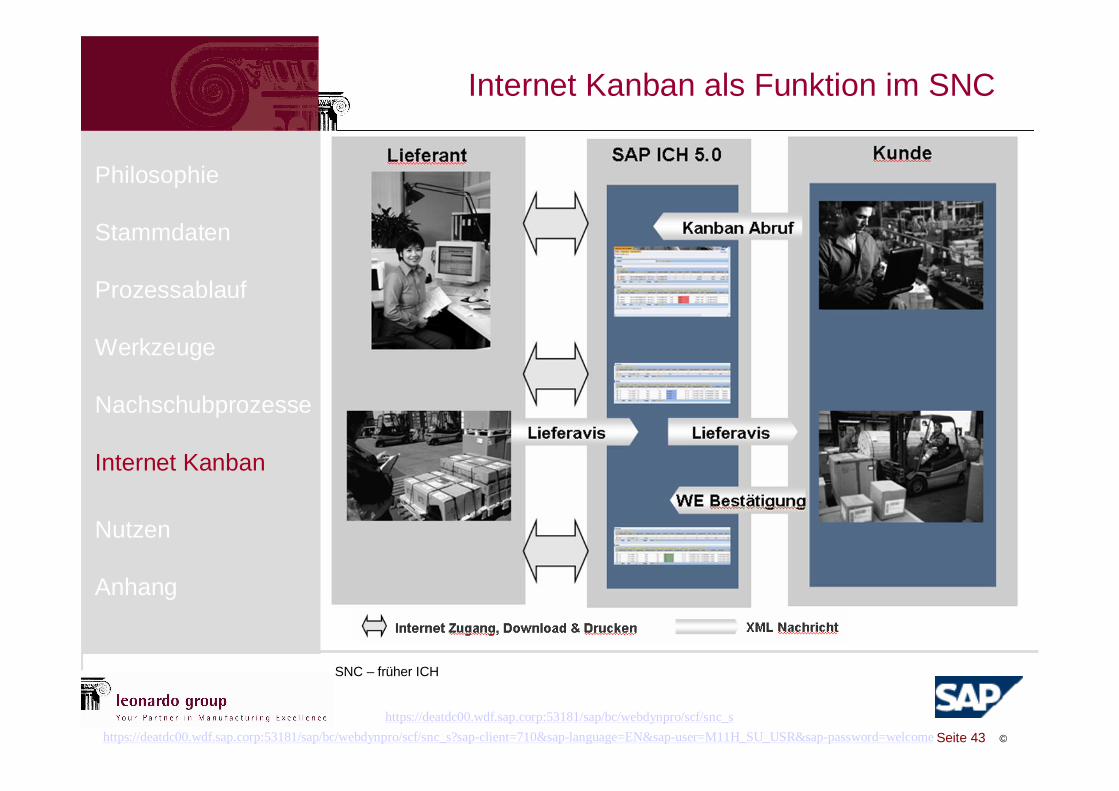
SNC – früher ICH
https://deatdc00.wdf.sap.corp:53181/sap/bc/webdynpro/scf/snc_s?sap-client=710&sap-language=EN&sap-user=M11H_SU_USR&sap-password=welcomehttps://deatdc00.wdf.sap.corp:53181/sap/bc/webdynpro/scf/snc_s

Seite 44 ©
Internet Kanban via SNC - Screen Print
Seite 45 ©
Vorteile des Internet Kanban als Funktion im SNC
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Zulieferer (Kunden) können per Alert über Fehleroder Änderungen im Kanban-Prozess informiertwerden
Zulieferer (Kunden) haben einfachen Zugang zukonsistenten Kanban-Informationen via Internet
Im Internet wird für Zulieferer (Kunden) einespezielle Sicht der Kanbantafel angeboten, diekonsistente Informationen zum Kundensystembietet
Ausdruck der Kanban Karten ist sowohl beimKunden als auch via Internet (SNC Web-UI) beimLieferanten möglich
Der Kanban Nachschubprozess wird durch dieerforderliche Lieferavisierung transparent undsicher
Integration von nicht SAP Systemen in den ICHKanban Prozess ist möglich
Vorteile der Funktion im Supply NetworkCollaboration (SNC)

Seite 46 ©
Bestandssteuerung und Lieferantenintegration überKonsignationsbestände – auch im Lean-Umfeld !
Bestand(zentral)
Bestand(Konsignation)
Prod
uktio
nP
rodu
ktio
nsve
rsor
gung
sber
eich
e
Lieferanten
SAP SNCWeb-EDI
(Bedarfsvorschau)
SMI (SupplierManaged Inventory)Verbr.gest.Nachschub
über MIN/MAX-Grenzen
Lieferung
e-Kanban(tatsächlicher Bedarf)
Lieferung
M R P
Kundenbedarfe
Netto-Bedarfsvorschau(nicht lieferrelevant)
Abruf / Bestellung(tatsächlicher Bedarf)
Lieferung
Kanban LEER
(Kanban-Abruf)
Kanban VOLL
( Umlagerung)
Bestands-veränderungen
Bestellung / Abruf(lieferrelevant)
Kanban VOLLWareneingang
WE oderKanban VOLL
Kanban LEER
Kanban VOLL
( Umlagerung WE Eigentumsübergang)
WEKanban LEER
WE = Wareneingang
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang

Seite 47 ©
Vorteile des SAP eKANBAN
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Nachschubelemente im System integriert
Klassisches und ereignisgesteuertes (Einmal-) Kanban
Überwachung der umlaufenden Kanbans undzusätzliche Auswertungen
Einfache Werkzeuge zur Kanban-Prozesssteuerung
Integration Druck- und Übermittlungsfunktion
Bedarfsvorhersage aus Bedarfsplanung oderLangfristplanung
Kanban-Berechnung möglich
Integrierte Kostenrechnung
Internet-Kanban zur Lieferantenanbindung
Offene Schnittstellen (BAPIs) zu nicht-SAP Systemen

Seite 48 ©
Informationen
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
Vielen Dank für Ihre Aufmerksamkeit
Martina Weidner
Solution Sales Executive
Manufacturing & SCM
SAP Deutschland AG & Co. KG
Hasso-Plattner-Ring 7
69190 Walldorf
T +49-6227-7-43878
F +49-6227-78-30501
M +49-160 3603100
E mailto:[email protected]
www.sap.de/automotive
SAP Kanban-Schulung: SCM350

Seite 49 ©
Copyright 2008 SAP AG. All Rights Reserved
Philosophie
Stammdaten
Prozessablauf
Werkzeuge
Nachschubprozesse
Internet Kanban
Nutzen
Anhang
No part of this publication may be reproduced or transmitted in any form or for any purpose without the express permission of SAP AG. Theinformation contained herein may be changed without prior notice.Some software products marketed by SAP AG and its distributors contain proprietary software components of other software vendors.Microsoft, Windows, Outlook, and PowerPoint are registered trademarks of Microsoft Corporation.IBM, DB2, DB2 Universal Database, OS/2, Parallel Sysplex, MVS/ESA, AIX, S/390, AS/400, OS/390, OS/400, iSeries, pSeries, xSeries, zSeries,z/OS, AFP, Intelligent Miner, WebSphere, Netfinity, Tivoli, and Informix are trademarks or registered trademarks of IBM Corporation.Oracle is a registered trademark of Oracle Corporation.UNIX, X/Open, OSF/1, and Motif are registered trademarks of the Open Group.Citrix, ICA, Program Neighborhood, MetaFrame, WinFrame, VideoFrame, and MultiWin are trademarks or registered trademarks of Citrix Systems,Inc.HTML, XML, XHTML and W3C are trademarks or registered trademarks of W3C®, World Wide Web Consortium, Massachusetts Institute ofTechnology.Java is a registered trademark of Sun Microsystems, Inc.JavaScript is a registered trademark of Sun Microsystems, Inc., used under license for technology invented and implemented by Netscape.MaxDB is a trademark of MySQL AB, Sweden.SAP, R/3, mySAP, mySAP.com, xApps, xApp, SAP NetWeaver, and other SAP products and services mentioned herein as well as their respectivelogos are trademarks or registered trademarks of SAP AG in Germany and in several other countries all over the world. All other product andservice names mentioned are the trademarks of their respective companies. Data contained in this document serves informational purposes only.National product specifications may vary.
The information in this document is proprietary to SAP. No part of this document may be reproduced, copied, or transmitted in any form or for anypurpose without the express prior written permission of SAP AG.This document is a preliminary version and not subject to your license agreement or any other agreement with SAP. This document contains onlyintended strategies, developments, and functionalities of the SAP® product and is not intended to be binding upon SAP to any particular course ofbusiness, product strategy, and/or development. Please note that this document is subject to change and may be changed by SAP at any timewithout notice.SAP assumes no responsibility for errors or omissions in this document. SAP does not warrant the accuracy or completeness of the information,text, graphics, links, or other items contained within this material. This document is provided without a warranty of any kind, either express orimplied, including but not limited to the implied warranties of merchantability, fitness for a particular purpose, or non-infringement.SAP shall have no liability for damages of any kind including without limitation direct, special, indirect, or consequential damages that may resultfrom the use of these materials. This limitation shall not apply in cases of intent or gross negligence.The statutory liability for personal injury and defective products is not affected. SAP has no control over the information that you may accessthrough the use of hot links contained in these materials and does not endorse your use of third-party Web pages nor provide any warrantywhatsoever relating to third-party Web pages.