runaway reactions in aluminum, aluminum chloride, hcl, and steam: an investigation of the 1998...
TRANSCRIPT
Runaway Reactions in ~uminum, Aluminum Chloride, HCl, and Steam An Investigation of the 1998 CONDEA Vista Explosion in Maryland Ali Reza, FE.,a Abid KemalIa and Peter E. Markeyb a Exponent Failure Analysis Associates, 5401 Mdonnefl Ave., Los Angela, CA 90066
Lead Investigator, CONDEA Vista Company, Baltimore, MD
On October 13, 1998, an eqlosion andfire occurred at a 3,000 gallon reactor in the linear alkyl benzene (LAB) process at the CONDEA Vista plant in Ma yland. Process materials released from the various vessels and piping fueled a subsequent fire that took approximately two hours to extinguish. The accident investigation revealed that, prior to the explosion, the bottom of the reactor wasplugged with approximately 180gallons of a sludge-like mixture of coarse aluminum powder, aluminum chloride, and various hydro- carbons. The eqlosion occurred approximately 10 minutes afer steam was introduced at the bottom of the reactor in an effort to break up the sludge accumulation.
A series of reduced-scale chemical reactivity tests were completed to investigate the potential reactions between steam and manufactured sludge similar to what had accu- mulated inside the reactor. Rapid runaway chemical reac- tions were observed after steam was injected into this mix- ture, andpressures in excess of 45 barg (66Opsi&, and tem- peratures in excess of 700" F were recorded before the test vessels ruptured. A review ofpossible chemical reactions between steam, aluminum, and aluminum chloride con- firms that the predominant reaction mechanism is the exothermic hydrolysis of aluminum chloride to produce HCl vapor. S&nflcant amounts of hydrogen gas can also be gen- erated as the aluminum reacts with the aciysteam mixture after it is stripped of its protective oxide coating. The investi- gators concluded that the root cause of this accident was direct and sustained contact between the steam and accu- mulated sludge at the bottom of the reactor.
PROCESS BACKGROUND AND ACCIDENT DESCRIPTION CONDEA Vista's Maryland plant primarily manufac-
tures linear alkyl benzene (LAB) for the household laundry and dishwashing detergent industry. LAB is synthesized from paraffin and benzene in two major stages:
RH + Cl, = RC1+ HC1 (1)
(Friedel-Crafts alkylation) (2) RC1 -I- C6H6 + Ac13 = LAB + HC1 + Ac1,
Chloroparaffins are produced in a self-sustained exothermic chlorination process (See Reaction 1). The alkylation process involves an aluminum chloride cat- alyzed reaction between benzene and the chlorinated paraffin (See Reaction 2). The alkylation reaction results in the formation of LAB, hydrogen chloride (HCl), and various byproducts. The overall reaction is exothermic. Paraffin is used as the reaction solvent and diluent. An aluminum powder-benzene slurry is fed to the reactors, where entrained HC1 in the paraf- fin (and chloroparaffin) reacts exothermically with the aluminum to produce aluminum chloride that serves as the catalyst for the LAB reaction [41.
The October 13, 1998, explosion occurred in the alkylation reactor while the LAB process plant was shut down for routine maintenance. A piping change to the reactor necessitated emptying this 3,000 gallon vessel. However, the operators were unable to remove the liquid hydrocarbons because the bottom outlet nozzle appeared plugged with a solid, sludge-
Process Safety Progress (V01.21, N0.3) September 2002 261

Table 1. Possible reactions within the aluminum chloride-water-steam system. ~ - - . ~
Reactions A i i Reaction
Reactions involving aluminum chloride and water: kcal/mol No
Reaction involving aluminum chloride, aluminum and water: AZCZ3 (s) + 5AZ(s)+ 2 lH20(Z) + 3Az2 (0H)s CZ.2H20 + 4j H 2 (g)
Reactions involving aluminum and HCI: AZ(s)+3HCZ(aq.) + Azcz3(aq.)+;H2(g)
A+) + 3HCZ(g) -+ AZCZ3 (s) + 3 H 2 ( g )
-78.7 -67.5 -62.2
-52.9
-37.2 -37.1 -18.7
-131.4
-99.9
-97.1
-189.9
- 126.0
-97.6
1 2 3
4
5 6 7
8
9
10
1 1
12
13 - ...... -
like material. Initial attempts to clear the solid plug with 180 psig nitrogen were unsuccessful. The system was flushed for 6 hours with fresh paraffin at a rate of 250-600 gpm to reduce the benzene level in the sys- tem. A vacuum truck was then used to remove the majority of the liquids from the reactor via a side man- way, but approximately 185 gallons of sludge remained inside the vessel.
CONDEA Vista personnel obtained samples of the sludge-like material from the bottom of the reactor. After small-scale tests indicated that the sludge reacted with water, approximately 700 gallons of water were added to the vessel to help break up the sludge. Although the reactor temperature (monitored in the vapor phase above the sludge layer) increased from approximately 79" F to 97" F after water addition, the sludge layer remained largely intact. During the next shift change, the new operations crew was instructed to clear the plugged reactor bottom nozzle with steam. A 3/4 inch steam hose from a 150 psig header was connected to the plugged bottom nozzle on the reactor. The steam did not break through the plug immediately, and the reactor operator left the steam hose connected while he returned to the control room. Approximately 10 minutes later, the high temperature alarm for the reactor (set at
182" F) came on. The high pressure and high-high pres- sure alarms followed in quick succession and the reac- tor exploded [61.
Eyewitnesses report an orange fireball immediately after the explosion, followed by an intense, white-hot fire. A review of media footage from overhead heli- copters suggests that the bulk of the fire around the reactor extinguished in less than 60 minutes. Howev- er, a significant fire continued to burn in the east-west sewer just north of the reactor for approximately two hours. Two CONDEA Vista employees and three con- tract employees who were working in a nearby area of the plant were injured as a result of the blast [21.
ANALYSIS OF CHEMICAL SAMPLES Chemical analysis results indicate that the reactor
sludge contained free aluminum and aluminum chlo- ride in a mixture of paraffin hydrocarbons. Small amounts of aromatic compounds were also present. The distribution of organic compounds was consistent with the alkylation process, and reflected the six hour paraffin flush prior to steam injection. The aluminum chloride content in both samples was approximately 3O%, and the sample also contained 4-5% free alu- minum. Based on the measured value for total acid,
262 September 2002 Process Safety Progress (V01.21, No.3)
the minimum possible pH in the reactor, assuming complete mixing of the sludge with water and steam, was approximately -0.13. The actual pH at the time of explosion was likely higher, since the bulk of the HCI- containing sludge remained undissolved until the explosion.
REACTIONS WITHIN THE ALUMINUM CHLORIDE-WATER SYSTEM There are a number of possible exothermic reac-
tions between aluminum, aluminum chloride and watedsteam, and the subject incident likely occurred due to a combination of several of these reactions (Table 1). This paper describes the experiments and analysis employed to determine whether the sludge/water reaction was sufficient to cause the acci- dent, or whether the addition of aluminum or steam was necessary.
Adiabatic reaction calorimetry with approximately 2.3 lh water and 0.23 lb sludge was used to ineasure the heat of reaction for sludge and water mixtures at 78" F. This is the approximate water-to-sludge ratio present in the reactor at the time of the explosion. The temperature rise due to the reaction was record- ed, and the temperature versus time curve integrated to obtain the heat of reaction. Based upon an average of two runs, the standard heat of reaction was obtained as:
AHr = -146.8 k 1% cal/g-sludge
When normalized to the 33% aluminum chloride content of the sludge, this measured heat of reaction is the closest to the computed heat of reaction for the alu- minum chloride-water reaction (Reaction 3, Table 1).
EXPERIMENTS TO DETERMINE THE CHEMICAL KINETICS OF THE DOMINANT REACTIONS
A test matrix was developed to systematically mea- sure the rate and duration of any exothermic reactions that occur when sludge is combined with water and/or steam, and thereby isolate the primary ingredients with- in the sludge that contributed to this accident.
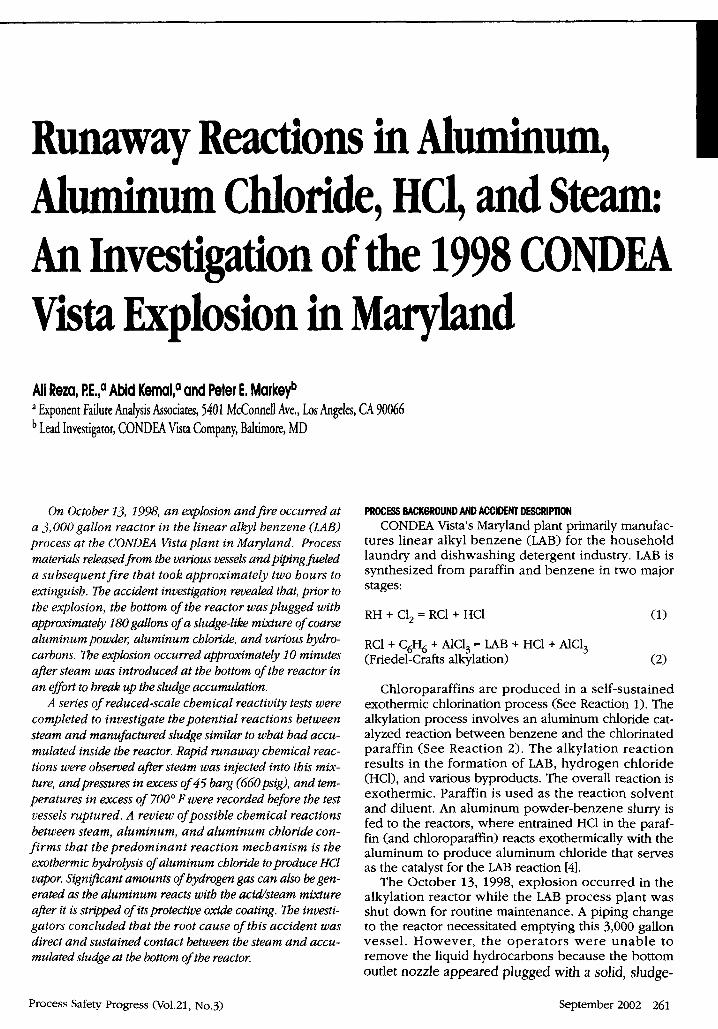
The tests consisted of placing a known quantity of reactants inside a closed, 1 liter Dewar calorimeter, which could withstand pressures in excess of 650 psi and temperatures in excess of 700" F. The vessel was equipped with an agitator and means to either intro- duce steam to the bottom sludge layer or directly heat the lower half of the vessel. A pressure transducer and two temperature sensors recorded the rate of temper- ature and pressure rise during the tests. Table 2 sum- marizes the test conditions and the reactant composi- tion for the small-scale tests conducted at Chilworth Technologies in Princeton, NJ. A schematic of the test vessel is shown in Figure 1.
The maximum possible steam flow rate into the reactor vessel was calculated at approximately 1,500 lb/hr. Since the reactor vessel contained approxi- mately 6,000 Ib water and 1,800 lb sludge at the time of this incident, and the tests were conducted with about 1 lb of reactants, the investigators initially pro-
TO VENT TO PRESSURE
/TRANSDUCER
LIQUID FILL
TEMPERATURE
THERUOCOAX
Figure 1. Schematic of the experimental apparatus.
posed introducing a proportional amount of steam into the test Dewar. However, this was not always possible due to the onset of a rapid runaway reac- tion.
Calculations also indicated that the 150 psig (nomi- nal) steam injected into the reactants was sufficient to appreciably increase the temperature and pressure in the small-scale reactor, even if there was no chemical reaction. Two blank tests were therefore conducted to isolate the steam temperature and pressure rise from the chemical reaction effects.
The reactivity tests can be classified broadly into three groups. Results from these tests are summarized in Table 2.
The first group of experiments consisted of two blank tests-Tests 1 and 2-in which steam was added to water (Test 1) and sand (Test 2). A tem- perature rise of approximately 375" F and a pres- sure rise of 280 psi were observed. The results of these two tests emphasize the importance of iso- lating steam-addition effects from the reactivity data. In the second group of experiments, some water was added to the reactants before any steam was injected into the mixture. The ratio of water to sludge in these tests is approximately equal to the watedsludge ratio in the the reactor at the time of the explosion. Although an exothermic reaction occurred in some tests, no thermal runaway was observed. The elevated temperature and pressure were primarily due to the steam addition, with minor contributions from the exothermic chemical reaction between aluminum chloride and water.
Process Safety Progress (V01.21, No.3) September 2002 263

Table 2. Small-scale test matrix and results.
% z - T T Tests r Sludge + Steam + Water I Sludge + Steam (No Water> - - - - - - ---
- __
_______
Initial Charge Sludge A1
._ . .-..
Alc1, Ism I - Sand Water __
Steam addition Amount Temperatur-
Runaway Rupture Comments
255 400 NA NA b
__-
a. Steam added at the bottom b. Water at room temoerature
C
4
131
14
401 -
-
-
200-250 400 No No ~
e
c . Sand, equivalent to the typical test volume of sludge d. Sludge and water only e. Sludge + water + AlC1, J Sludge + water + 10% Al g. Sludge only h. Sludge + 10% AlC1, i. Sludge + 10% Al k. Sludge + 400% A1
~.
7
501
50 -
- -
-20 400 Yes Yes
- - -.-
- -- h
- I clip (uppet IL) 1 I I I 0 0
00 0 2 04 06 0 8 1 0 Time (hours)
Figure 2. Temperature and pressure data from Test 3: -100 gm of steam added to the Dewar vessel containing 135 gm of sludge and 403 gm of water.
0.1 0 3 0 5 0.7 Time (hours)
Figure 3. Temperature and pressure data from Test 4: 200-250 gm of steam added to vessel containing 131 gm of sludge, 14 gm of AlCl,, and 401 gm of water.
I
Figure 2 shows the results from Test 3, in which -100 gm of steam was added to a vessel with 135 gm of sludge and 403 gm of water. Figure 3 shows the results from Test 4 in which 200-250 gm of steam was added to a vessel with 131 gm of sludge, 14 gm of AICl, and 401 gm of water. Post- test observations suggest that the water quenched the incipient exothermic reaction. A well-mixed emulsion was recovered after the experiment. It was concluded that this was a scale event, since the steam flow was not scaled down to the same ratio as the sludge/water mixture. The direct injec- tion of steam into sludge better represents the
reaction inside the reactor, since the steam came into direct contact with the sludge at the bottom.
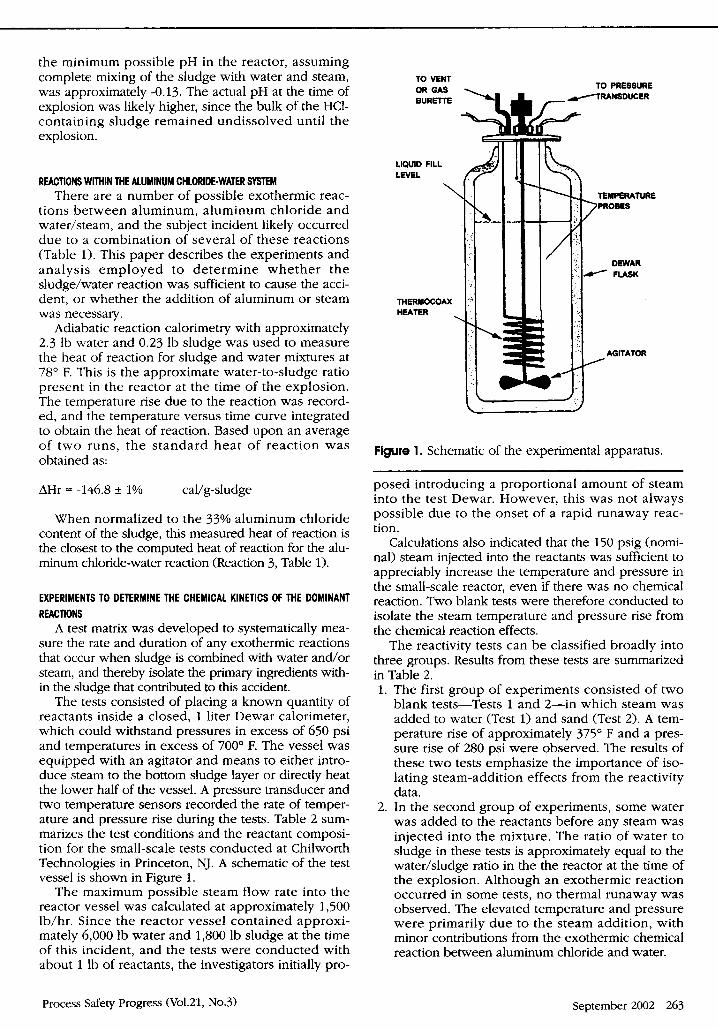
3. In the third group of tests, steam was directly injected in short bursts into the sludge mixture without the addition of water. Rapid runaway reactions, which led to vessel rupture, were observed in all these tests. Figure 4 shows data obtained in Test 6 , where -60 gm steam was added to 513 gm sludge. Temperatures in excess of 750" F and a pressure in excess of 45 bar (660 psi) were recorded before the vessel ruptured. A simi- lar result was obtained for the experiment in which 50 gm of powdered aluminum was added
264 September 2002 Process Safety Progress (V01.21, No.3)
6.06 0 08 0.10 0 12 Time (hours)
Figure 4. Temperature and pressure data for Test 6: -60 gm of steam injected into the test vessel containing only sludge (513 gm).
Time (hours)
Figure 5. Temperature and pressure data for Test 9: -40 gm of steam injected into the test vessel containing 500 gm of sludge and 50 gm of Al.
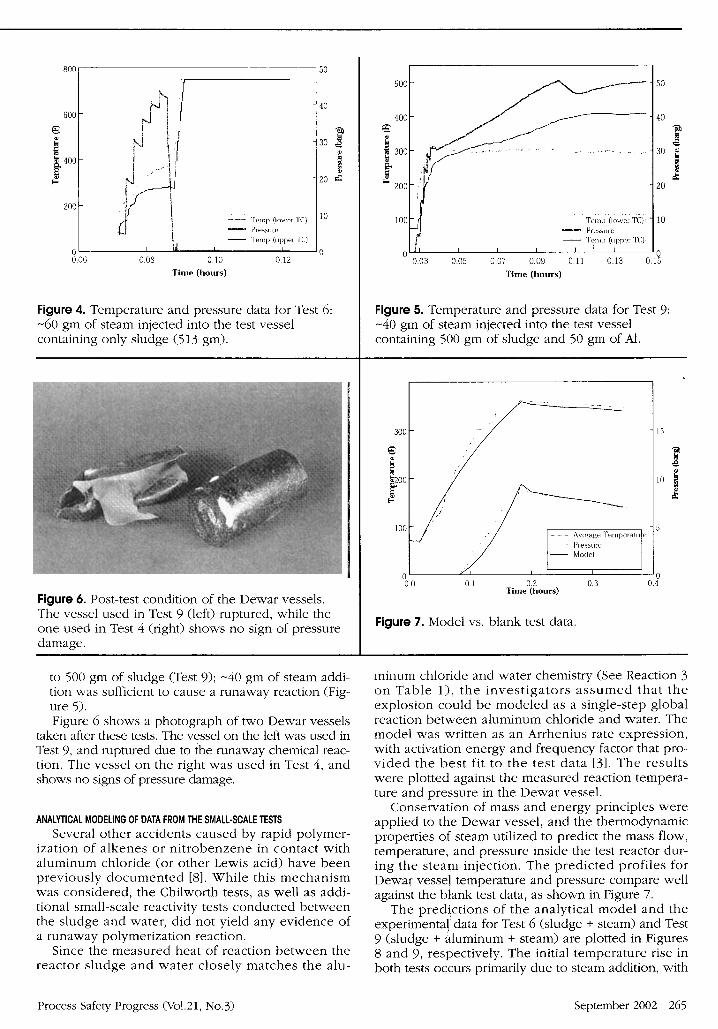
Figure 6. Post-test condition of the Dewar vessels. The vessel used in Test 9 (left) ruptured, while the one used in Test 4 (right) shows no sign of pressure damage. I
,/ 300 1
1°DI
I ,, U 0 0 0 1 0 2 0 3
Time (hours)
Figure 7. Model vs. blank test data.
to 500 gm of sludge (Test 9); -40 gm of steam addi- tion was sufficient to cause a runaway reaction (Fig- ure 5). Figure 6 shows a photograph of two Dewar vessels
taken after these tests. The vessel on the left was used in Test 9, and ruptured due to the runaway chemical reac- tion. The vessel on the right was used in Test 4, and shows no signs of pressure damage.
ANALYTICAL MODELING OF DATA FROM THE SMALL-SCALE TESTS Several other accidents caused by rapid polymer-
ization of alkenes or nitrobenzene in contact with aluminum chloride (or other Lewis acid) have been previously documented [81. While this mechanism was considered, the Chilworth tests, as well as addi- tional small-scale reactivity tests conducted between the sludge and water, did not yield any evidence of a runaway polymerization reaction.
Since the measured heat of reaction between the reactor sludge and water closely matches the alu-
minum chloride and water chemistry (See Reaction 3 on Table l), the investigators assumed that the explosion could be modeled as a single-step global reaction between aluminum chloride and water. The model was written as an Arrhenius rate expression, with activation energy and frequency factor that pro- vided the best fit to the test data [31. The results were plotted against the measured reaction tempera- ture and pressure in the Dewar vessel.
Conservation of mass and energy principles were applied to the Dewar vessel, and the thermodynamic properties of steam utilized to predict the mass flow, temperature, and pressure inside the test reactor dur- ing the steam injection. The predicted profiles for Dewar vessel temperature and pressure compare well against the blank test data, as shown in Figure 7.
The predictions of the analytical model and the experimental data for Test 6 (sludge + steam) and Test 9 (sludge + aluminum + steam) are plotted in Figures 8 and 9, respectively. The initial temperature rise in both tests occurs primarily due to steam addition, with
Process Safety Progress (Vo1.21, No.3) September 2002 265

I
0.07 0.08 0." I Time (hours)
Figure 8. Model vs. Test 6 data.
iU.0
17.5
5 d !a : 25.1) 2
E
12.5
J.O I
the first signs of an exothermic chemical reaction appearing at 300' to 340" F. An exponential runaway reaction is observed at approximately 390" F, and the vessel reaches 750" F before it ruptures. The partial pressure contribution from gas phase HC1 generation is greater than 50 bar (735 psig) for Test 6 and above 25 bar (368 psig) for Test 9. These pressures were suf- ficient to rupture the Dewar test vessels.
Figure 10 shows simulation results against Test 10 data (sludge + aluminum + steam). In this case, the ratio of aluminum to sludge is 36 times higher than Test 9. This simulation was carried out using the Arrhenius rate parameters obtained from Tests 6 and 9. It can be seen from Figure 10 that the model under- predicts the vessel temperature and pressure, indicat- ing that additional reaction steps are necessary to describe the chemical kinetics. Analysis shows that a candidate mechanism is one in which the HCI gener- ated by the primary reaction (between aluminum chloride and steam) strips the oxide layer from the aluminum flake, and allows the unoxidized metal to react with steam and HCI to form H2 (See Reactions 8 and 12 on Table 1).
APPLICATION OF THE ANALYTICAL MODEL TO THE CONDEA VISTA INCIDENT The chemical kinetic model using Arrhenius para-
meters obtained from Tests 6 and 9 was applied to the conditions inside the reactor vessel prior to the acci- dent. The time-dependent temperature and pressure rise due to the chemical reactions was combined with the thermodynamic properties of the steam to predict the overall temperature and pressure in the vessel. The model assumes that the primary event inside the reactor was the aluminum chloride-steam reaction to generate HCI gas (See Reaction 3 o n Table 1). If excess aluminum was present, the hydrogen gas gen- erated from aluminum-steam/HCl reactions (See Reac- tions 8 and 12 on Table 1) could also play a significant
sludge at the bottom of the reactor is not known, the pressure rise estimate from this model should be con- sidered as the lower bound.
role. Since the exact amount of aluminum in the
Figure 9. Model vs. Test 9 data.
The results obtained from the model indicate that steam injection alone, without contribution from an exothermic chemical reaction, was not sufficient to cause the observed rupture, and that the runaway phase of the aluminum chloride-steam reaction was sufficiently violent to rapidly increase the reactor pres- sures, despite several open vents that connected the reactor to process piping. The results also show that, once a runaway reaction is initiated, it consumes the sludge inside the reactor in approximately 2 seconds. A complete reaction of approximately 1,350 lb sludge is sufficient to increase the reactor pressure to its bursting pressure of approximately 500 psig. Figure 11 shows the pressure and temperature history inside the reactor vessel assuming an induction period of 400 seconds (6-7 minutes) that is consistent with the time- line of the CONDEA Vista incident [51.
THE ALUMINUM-STEAM REACTION Additional tests were performed to determine if the
aluminum-steam system alone could create the observed runaway reaction, if the aluminum chloride was not present. Some powdered aluminum was placed in the test vessel and steam was added in short bursts. The maximum observed temperature from this test was approximately 390" F, and the peak observed pressure was 31 barg. The vessel did not rupture. The rise in temperature and pressure can be explained solely on the basis of adiabatic addition of steam to the vessel. Since the oxide coating on the aluminum was not compromised, a runaway exothermic chemi- cal reaction did not occur.
Thus, the critical step appears to be the reaction between aluminum chloride and water to create hydrochloric acid, which strips the oxide layer from the aluminum. A small-scale screening test of this arrangement (performed in a Carius tube) exhibited violent reactivity.
266 June 2002 Process Safety Progress (V01.21, No.2)

.. - .. - - 750 8 5 0 3 F B
$300
e l
-
-
o“z2n 0.225 0.230 0.235 [ Time (hours)
50.0
37.5
P f
25.0 9
12.5
0.0 10
Figure 10. Model vs. Test 10 data.
CONCLUSIONS
occurred due to the following sequence of events: The runaway thermal reaction inside the reactor
The steam injected at the bottom of the reactor ini- tiated direct contact heating and a local exothermal reaction in the sludge. The heat released due to this reaction rapidly heat- ed the sludge and a runaway reaction occurred at 390” F. Approximately 1,350 lb sludge was con- sumed in approximately 2 seconds, the pressure exceeded 500 psig, and the reactor ruptured. A runaway reaction would not have occurred if the
steam had been added into the headspace rather than at the bottom of the vessel. The 733 gallons of water that was initially added over the sludge would have acted as a barrier between the high-temperature steam and the sludge. Without the localized heat release due to the direct contact of steam with the sludge, the temperature of the reactor contents cannot rise above 390” F.
LITERATURE CITED 1. DeHaan, J.D., Kirk’s Fire Investigation, Brady
Prentice Hall, Upper Saddle River, NJ, 1977. 2. Investigation Report - Incident 98-1 11541, Fire
Investigation Bureau, Baltimore City Fire Depart- ment, Baltimore, MD, December 1998.
0 150 300 T i e (seconds)
450 600
Figure 11. Reactor pressure due to the addition of steam and the reaction of 1,350 lbs. of sludge.
3. Glassman, I., Combustion, Academic Press, Orlando, FL, 1996.
4. “Friedel-Crafts Reactions,” Kirk-Othmer Encyclope- dia of Chemical Technology, 4th Edition, Vol. 11, John Wiley & Sons, New York, Mi, 1994.
5. Reza, A., T. Smith, and R. Long, Jr., “Investiga- tion of the October 13, 1998 Explosion at CON- DEA Vista Chemical, Baltimore, Maryland,” Expo- nent Failure Analysis Associates Report, March 1999 (privileged and confidential).
6. United States Chemical Safety and Hazard Investi- gation Board, Investigation of the CONDEA Vista Explosion (personal communications), October- December 1998.
7. United States Chemical Safety and Hazard Investi- gation Board, “Management of Change,” Safety Bulletin No. 2001-04-SB, August 2001.
8. Bretherick’s Handbook of Reactive Chemical Haz- ards, 5th Edition, P.G. Urben, Editor, Butterworth- Heinemann Ltd., Oxford, UK, 1995.
This paper (1 7a) was originally presented at the 36th Annual Loss Prevention Symposium held during the AIChE Spring National Meeting in New Orleans, LA, from March 11-13, 2002.
Process Safety Progress (V01.21, N0.3) September 2002 267