roles and responsibilities - student's...
TRANSCRIPT

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 1
Roles and Responsibilities
Overview
In any project, philosophy or program, decisions must be made along the way. However,
these decisions, more often than not, are diffused because of the project's, philosophy's, or
program's complexity. Therefore, the implication is that control and coordination must be
critical items of concern. Given that assumption then, three axioms are required for
successful implementation. They are:
People are the project's, philosophy's and/or program's most important asset.
The focus should be more on people than on techniques.
The project manager (black belt) is not the boss in the traditional sense-but rather a
facilitator and a coach.
To facilitate and optimize these axioms every organization defines the specific roles and
responsibilities for the specific project, philosophy or program implementation. For the six
sigma methodology, this definition of roles and responsibilities is also important. There are
several levels of roles in the methodology. However, none of them are mandatory and some
of them may be called by a different name in some organizations. (There is a difference
between functions and titles. The functions and responsibilities are always important,
whereas the titles may or may not be important.) Table 7.1 shows the variation in names.
Table 7.1: Different role names used in the six sigma methodology
Generic name Other name
Process owner Sponsor or champion
Team member Team member or green belt
Team leader Black belt or green belt or project manager
Coach Master black belt or shogun or black belt
Implementation leader Six sigma director, quality leader, master black belt
Sponsor Champion or process owner
Executive management Six sigma steering committee, quality council, leadership council
In the six sigma methodology, all the roles and responsibilities for all levels presuppose
several prerequisites. The specific prerequisites, of course, depend on the level. However,
there are some prerequisites that are common to all levels and they are:
Having process or product knowledge.
Being willing and able to learn mathematical concepts.
Knowing the organization.
Having communication skills.
Being a self-starter and being self-motivated.
Being open-minded.
Being eager to learn new ideas.
Having a desire to drive change.
Possessing project leadership skills.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 2
Being a team player.
Being respected by others.
Having a track record on results.
In conjunction with these prerequisites, there is also an implied responsibility that is of
paramount importance on the part of the executives. After all, it is the executives who are in
charge of the change. Therefore, it is important for them to accelerate the change process by
being a visible advocate of the six sigma methodology. Specifically, the executives must get
involved. That means that they have to work closely with the champions and the shoguns to
mobilize commitment and make change last. The commitment must be translated into the
following actions:
Identify and remove the barriers and roadblocks to achieving high performance with
six sigma.
Ensure that only the best are nominated to be black belts.
Ask the black belts many questions to ensure that they are focused appropriately.
Demand follow-up and monitoring activities.
Establish the six sigma scorecard. Make six sigma reviews a regular part of your
management process.
Align six sigma results and business strategic objectives.
Drive functional ownership and accountability.
Manage your attention. Be proactive to ensure that the change is documented and
verified.
Develop and demonstrate personal competence with the breakthrough strategy.
Celebrate successes and recognize accomplishments.
Now let us look at some traditional roles and their specific contribution to the six sigma
methodology.
Executives
The executives legitimize the changes about to happen because of the six sigma
implementation methodology through their actions to:
Establish the vision—why we are doing six sigma.
Articulate the business strategy—how six sigma supports the business strategy.
Provide resources.
Remove roadblocks and buffer conflicts.
Support the culture change by encouraging others to take the risk and make the
change.
Monitor the results by defining the scorecard for six sigma and holding others
accountable for the results.
Align the systems and structures with the changes taking place.
Participate with the black belts through project reviews and recognition of results.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 3
Champions
The champions implement the changes as a result of the six sigma methodology by taking
action to:
Develop a vision for the organization.
Create and maintain passion.
Develop a model for a perfect organization.
Facilitate the identification and prioritization of projects.
Develop the strategic decisions in the deployment of six sigma around timing and
sequencing of manufacturing, transactional and new product focus.
Extend project benefits to additional areas.
Communicate and market the breakthrough strategy process and results.
Share best practices.
Establish and monitor a team process for optimum results.
Recruit, inspire and "free up" black belts—pick the best people.
Develop the reward and recognition program for black belts.
Remove barriers for black belts.
Coach and develop black belts.
Provide the drum beat for results by reviewing projects and keeping score through
metrics.
Develop a comprehensive training plan for implementing the breakthrough strategy.
Master black belt (shogun)
The master black belt (shogun) assists the champion and/or guides the black belt as needed
by taking action to:
Be the expert in the tools and concepts.
Develop and deliver training to various levels of the organization.
Certify the black belts.
Assist in the identification of projects.
Coach and support the black belts in project work.
Participate in project reviews to offer technical expertise.
Partner with the champions.
Demonstrate passion around six sigma.
Share best practices.
Take on leadership of major programs.
Develop new tools or modify old tools for application.
Understand the link between six sigma and the business strategy.
Black belt
The black belt serves as the project manager for the six sigma project. Fundamentally, the
black belt is the individual who receives the change and makes sure that the change is
institutionalized throughout the organization by taking some form of action in the following
categories:
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 4
Mentoring. Cultivate a network of experts in the factory and/or site.
Teaching. Provide formal training to local personnel in new strategies and tools.
Coaching. Provide one-on-one support to local personnel.
Transferring. Pass on new strategies and tools in the form of training, workshops,
case studies, local issues and so on.
Discovering. Finding application opportunities for breakthrough strategies and tools,
both internal and external.
Identifying. Surfacing business opportunities through partnerships with other
organizations.
Influencing. Selling the organization on the use of breakthrough strategies and tools.
On the other hand, because the black belt is so important to the process, it is imperative that
the individual who carries this title must have the following specific requirements and
knowledge to be able to:
Understand how to implement the breakthrough strategy application.
Prepare initial project assessment to validate benefits.
Lead and direct the team to execute projects.
Determine the most effective tools to apply.
Show the data.
Identify barriers.
Identify project resources.
Determine appropriate and applicable input from knowledgeable functional
experts/team leaders/coaches.
Report progress to appropriate leadership levels.
Present the final report.
Deliver results on time.
Solicit help from the champions when needed.
Influence without direct authority.
Be a breakthrough strategy enthusiast.
Stimulate champion thinking.
Teach and coach breakthrough strategy methods and tools.
Manage project risk.
Ensure the results are sustained.
Document learning.
Green belt
The green belt is the individual who assists black belts with completing projects and applies
the six sigma breakthrough strategy (DMAIC or DCOV) on the job. The specific details
regarding the deployment and the role of any green belt is determined by each organization.
Other roles
Team members. They are the people who provide the everyday requirements for execution
of the DMAIC and DCOV model. They also help spread the word about six sigma tools and
processes and ultimately they become part of the reservoir of human resources available for
future projects.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 5
Process owner. This is the person who takes on a new, cross-functional responsibility to
manage all the steps that provide value to the internal as well as external customer. The
sponsor and the process owner may be the same person.
Chapter 3: The Six Sigma DMAIC Model
Every methodology has a conceptual approach to work with. Six sigma is no different and, in
fact, has two lines of approach. The first is to address existing problems, and the second, to
prevent problems from happening to begin with. The six sigma methodology has adopted the
old plan-do-study-(check)-act (PDS(C)A) approach, with some very subtle variations in that
breakthrough strategy. This approach is a functional one—it clearly shows the correct path to
follow once a project has been selected. In its entirety, the approach is the define, measure,
analyze, improve and control (DMAIC) approach.
The stages of the DMAIC model
Define
The first stage—define—serves as the platform for the team to get organized, determine the
roles and responsibilities of each member of the team, establish team goals and milestones
and review the process steps. The key points to be defined at this stage are the voice of the
customer, the scope of the project, the cause and effect prioritization (a list that the team
creates for pursuing the specific project based on cause and effect criteria) and project
planning. (aligning to the business strategy and the preliminary definition of the project).
Each of these points can be linked to the customer (some obviously and others not so), and it
is essential to appreciate and understand this link to the customer before and during this stage
of the model. The following are the steps to take to complete the define phase of the DMAIC
model:
Define the problem. The problem is based on available data, is measurable and
excludes any assumptions about possible causes or solutions. It must be specific and
attainable.
Identify the customer. This is more demanding as we systematically begin the process
of analysis. We must identify who is directly impacted by the problem and at what
cost. We begin by conducting a random sample analysis to identify the overall impact
and then we proceed with a detailed analysis of the cost of poor quality (COPQ). The
focus of the team here is to identify a large base of people affected by poor quality.
Identify critical to quality (CTQ) characteristics. By identifying CTQ characteristics,
the project team determines what is important to each customer from the customer's
point of view. Identification of CTQ characteristicts ascertains how these particular
features appear when meeting customer expectations. Typical questions here are:
What is "good condition?" and What is "on time?"
Map the process. Mapping of the process in this stage of the define phase of the six
sigma methodology is nothing more than a high level visual representation of the
current process steps leading up to fulfillment of the identified CTQ characteristics.
This "as is" process map will be useful throughout the process as:
o A method for segmenting complex processes into manageable portions.
o A way to identify process inputs and outputs.
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 6
o A technique to identify areas of rework.
o A way to identify bottlenecks, breakdowns and non-value-added steps.
o A benchmark against which future improvements can be compared with the
original process.
Any organization is a collection of processes, and these processes are the natural
business activities you perform that produce value, serve customers and generate
income. Managing these processes is the key to the success of the organization.
Process mapping is a simple yet powerful method of looking beyond functional
activities and rediscovering core processes. Process maps enable you to peel away the
complexity of your organizational structure and focus on the processes that are truly
the heart of your business. Armed with a thorough understanding of the inputs,
outputs and interrelationships of each process, you and your organization can
understand how processes interact in a system, evaluate which activities add value for
the customer and mobilize teams to streamline and improve processes in the "should
be" and "could be" categories. It should be noted that understanding the process is an
important objective of the process map. However, something that is just as important,
and usually undervalued from constructing a process map, is the benefit of the
alignment of the team to the process at hand. Once this alignment occurs, and
everyone in the team understands what is expected, the conclusion of a successful
project is a high probability.
Scoping the project. The last step of the define stage is scoping the project and if
necessary, updating the project charter. During this step the team members will
further specify project issues, develop a refined problem statement and brainstorm
suspected sources of variation. The focus of this step is to reduce the scope of the
project to a level that ensures the problem is within the team's area of control, that
data can be collected to show both the current and improved states and that
improvements can be made within the project's timeframe.
At the end of this stage, it is not uncommon to revisit the original problem statement and
refine it in such a way that the new problem statement is a highly defined description of the
problem. Beginning with the general problem statement and applying what has been learned
through further scoping, the team writes a refined problem statement that describes the
problem in narrow terms and indicates the entry point where the team will begin its work. In
addition, a considerable amount of time is taken at this step to identify the extent of the
problem and how it is measured.
Ultimately, the purpose of this stage is to set the foundations for the work ahead in solving a
problem. This means that an excellent understanding of the process must exist for all team
members, as well as complete understanding of the CTQ characteristics. After CTQ factors
are identified, everyone in the team must agree on developing an operational definition for
each CTQ aspect. Effective operational definitions:
Describe the critical to quality characteristics accurately.
Are specific so that the customer expectation is captured correctly.
Are always written to ensure consistent interpretation and measurement by multiple
people.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 7
Whereas typical methods of identifying CTQ characteristics include but are not limited to
focus groups, surveys and interviews, the outputs are CTQ characteristics, operational
definitions and parameters for measuring.
Measure
The second stage of the DMAIC model—measure—is when the team establishes the
techniques for collecting data about current performance that highlights project opportunities
and provides a structure for monitoring subsequent improvements. Upon completing this
stage, we expect to have a plan for collecting data that specifies the data type and collection
technique, a validated measurement system that ensures accuracy and consistency, a
sufficient sample of data for analysis, a set of preliminary analysis results that provides
project direction and baseline measurements of current performance.
The focus of this stage is to develop a sound data collection plan, identify key process input
variables (KPIV), display variation using Pareto charts, histograms, run charts, and baseline
measures of process capability and process sigma level. The steps to carry through this stage
are:
Identify measurement and variation. The measure subsets establish the requirements
of measurement and variation, including: a) the types and sources of variation and the
impact of variation on process performance, b) the different types of measures for
variance and the criteria for establishing good process measures, and c) the different
types of data that can be collected and the important characteristics of each data type.
As part of this step the types of variation must be defined. There are two types of
causes of variation:
o Common causes. These are conditions in a process that generate variation
through the interaction of the 5Ms (machine, material, method, measurement,
manpower) and 1E (environment). Common causes affect everyone working
in the process, and affect all of the outcomes. They are always present and
thus are generally predictable. They are generally accepted sources of
variation and offer opportunities for process improvement.
o Special causes. These are items in a process that generate variation due to
extraordinary circumstances related to one of the 5Ms or 1E. Special causes
are not always present, do not affect everyone working in the process and do
not affect all of the outcomes. Special causes are not predictable.
Determine data type. In this step the team must be able to answer the question, "What
do we want to know?" Reviewing materials developed during the previous stage, the
team determines what process or product characteristics they need to learn more
about. A good start is the definition of the data type. This is determined by what is
measured. Two types of data can be collected by measuring:
o Attribute data. One way to collect data is to merely count the frequency of
occurrence for a given process characteristic (e.g. the number of times
something happens or fails to happen). Data collected in this manner is known
as attribute data. Attribute data cannot be meaningfully subdivided into more
precise increments and is discrete by nature. "Go/no go" and "pass/fail" data
are examples of this category.
o Variable data. A different way to look at data is to describe the process
characteristic in terms of its weight, voltage or size. Data collected in this
manner is known as variable data. With this type of data, the measurement

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 8
scale is continuous-it can be meaningfully divided into finer and finer
increments of precision.
Develop a data collection plan. In developing and documenting a data collection plan
the team should consider:
o What the team wants to know about the process.
o The potential sources of variation in the process (Xs).
o Whether there are cycles in the process and how long data must be collected to
obtain a true picture of the process.
o Who will collect the data.
o How the measurement system will be tested.
o Whether operational definitions contain enough detail.
o How data will be displayed once collected.
o Whether data is currently available, and what data collection tools will be used
if current data does not provide enough information.
o Where errors in data collection might occur and how errors can be avoided or
corrected.
Perform measurement system analysis. This step involves performing graphical
analysis and conducting baseline analysis. During this step, the team verifies the data
collection plan once it is complete and before the actual data is collected. This type of
analysis is called a measurement system analysis (MSA). A typical MSA indicates
whether the variation measured is from the process or the measurement tool. The
MSA should begin with the data collection plan and should end when a high level of
confidence is reached that the data collected will accurately depict the variation in the
process. By way of a definition, MSA is a quantitative evaluation of the tools and
processes used in making data observations. Perhaps the most important concept in
any MSA study is that if the measurement system fails to pass analysis before
collecting data, then further data should not be collected. Rather, the gauge should be
fixed, the measurement system should be fixed and the measurement takers should be
trained.
Collect the data. During this step, the team must make sure that the collected data is
appropriate, applicable and accurate, and that it provides enough information to
identify the potential root cause of the problem. It is not enough to plan carefully
before actually collecting the data and then assume that everything will go smoothly.
It is important to make sure that the data continues to be consistent and stable as it is
collected. The critical rules of data collection are:
o Be there as the data is collected.
o Do not turn over data collection to others.
o Plan for data collection, design data collection sheets and train data collectors.
o Stay involved throughout the data collection process.
The outcome of this step must be an adequate data set to carry into the analyze stage.
Analyze
The third stage—analyze—serves as an outcome of the measure stage. The team at this stage
should begin streamlining its focus on a distinct group of project issues and opportunities. In
other words, this stage allows the team to further target improvement opportunities by taking
a closer look at the data. We must remember that the measure, analyze and improve stages
quite frequently work hand in hand to target a particular improvement opportunity. For
example, the analyze stage might simply serve to confirm opportunities identified by

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 9
graphical analysis in the measurement stage. Conversely, the analyze stage might uncover a
gap in the data collection plan that requires the team to collect additional information.
Therefore, the team makes sure the appropriate recognition of data is given and applicable
utilization is functional, as well as correct. Yet another important aspect of this stage is the
introduction of the hypothesis testing for attribute data. On the other hand, in the case of
variable data we may want to use: analysis of means (1 sample t-test or 2 sample t-test),
analysis of variance for means, analysis of variance (F-test, homogeneity of variance),
correlation, regression and so on.
At the end of this stage the team should be able to answer the following questions:
What was the improvement opportunity?
What was the approach to analyzing the data?
What are the root causes contributing to the improvement opportunity?
How was the data analyzed to identify sources of variation?
Did analysis result in any changes to the problem statement or scope?
We are able to do this by performing the following specific sequence of tasks:
Perform capability analysis. This is a process for establishing the current performance
level of the process being. This baseline capability will be used to verify process
improvements through the improve and control phases. Capability is stated as a short-
term sigma value so that comparisons between processes can be made.
Select analysis tools. This step allows the team to look at the complete set of graphical
analysis tools to determine how each tool may be used to reveal details about process
performance and variation.
Apply graphical analysis tools. This refers to the technique of applying a set of basic
graphical analysis tools to data to produce a visual indication of performance,
Identify sources of variation. This refers to the process of identifying the sources of
variation in the process under study, using statistical techniques, so that significant
variation is identified and eliminated.
The analyze stage continues the process of streamlining and focusing that began with project
selection. The team will use the results produced by graphical analysis to target specific
sources of variation.
As an outcome of the analyze stage, the team should have a strong understanding of the
factors impacting their project including:
Key process input variables (the vital few Xs that impact the Y).
Sources of variation—where the greatest degree of variation exists.
Improve
The fourth stage—improve—aims to generate ideas; design, pilot and implement
improvements; and validate the improvements. Perhaps the most important items in this stage
are the process of brainstorming, the development of the "should be" process map, the review
and/or generation of the current FMEA (failure mode and effect analysis), a preliminary
cost/benefit analysis, a pilot of the recommended action and the preliminary implementation
process. Design of experiments (DOE) is an effective methodology that may be used in both

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 10
the analyze and improve stages. However, DOE can be a difficult tool to use outside a
manufacturing environment, where small adjustments can be made to input factors and output
can be monitored in real time. In non-manufacturing, other creative methods are frequently
required to discover and validate improvements.
The following steps should be taken at this stage:
Generate improvement alternatives. The emphasis here is to generate alternatives to
be tested as product or process improvements. The basic tools to be used here are
brainstorming and DOE. With either tool, a three-step process is followed:
1. Define improvement criteria—develop CTQ characteristics.
2. Generate possible improvements—the best potential improvements are best
evaluated based on the criteria matrix.
3. Evaluate improvements and make the best choice.
As a result of these steps, several alternatives may be found and posted in a matrix formation.
The matrix should have at least the following criteria: "must" criteria (the basic items without
which satisfaction will not occur) and "desirable" criteria (items that are beyond the basic
criteria and do contribute to performance improvement). Once these are identified a weight
for each is determined, either through historical or empirical knowledge, and appropriately
posted in the matrix. At that point each criteria is cross-multiplied by the weight and the
appropriate prioritization takes place. This is just one of many prioritization methods. Other
prioritization methods may be based on cost, frequency, effect on customer and other factors.
Create a "should be" process map. This map represents the best possible
improvement the project team is able to implement. It is possible that a number of
changes could be made to improve a process. The individual process map steps will
serve as the input function of the FMEA.
Conduct FMEA (failure mode and effect analysis). The FMEA is meant to be a
"before the failure" action, not an "after the fact" reaction. Perhaps the most important
factor in any FMEA is the fact that it is a living document and therefore it should be
continually updated as changes occur or more information is gained.
Perform a cost/benefit analysis. This analysis is a structured process for determining
the trade-off between implementation costs and anticipated benefits of potential
improvements.
Conduct a pilot implementation. This step is a trial implementation of a proposed
improvement, conducted on a small scale under close observation.
Validate improvement. One of the ways to validate the effectiveness of the changes
made is to compare the sigma values before and after the changes have been made.
Remember, this means to compare the same defects per million opportunity.
Control
The fifth stage—control—is to institutionalize process or product improvements and monitor
ongoing performance. This stage is the place where the transition from improvement to
controlling the process and ensuring that the new improvement takes place. Of course, the
transition is the transferring of the process from the project team to the original owner. The
success of this transfer depends upon an effective and very detailed control plan. The
objective of the control plan is to document all pertinent information regarding the following:

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 11
Who is responsible for monitoring and controlling the process.
What is being measured.
Performance parameters.
Corrective measures.
To make the control effective, several factors must be identified and addressed. Some of the
most critical are:
Mistake-proofing. This is to remove the opportunity for error before it happens.
Mistake-proofing is a way to detect and correct an error where it occurs and avoid
passing the error to the next worker or the next operation. This keeps the error from
becoming a defect in the process and potentially impacting the customer CTQ
characteristics.
Long-term MSA (measurement system analysis) plan. Similar to the original MSA
conducted in the measure stage, the long-term MSA looks at all aspects of data
collection relating to the ongoing measurement of the Xs and high level monitoring of
the Ys. Specifically, the long term MSA documents how process measurements will
be managed over time to maintain desired levels of performance.
Appropriate and applicable charts (statistical process control). A control is simply a
run chart with upper and lower control limit lines drawn on either side of the process
average. Another way to view the control chart is to see it as a graphical
representation of the behavior of a process over time.
Reaction plan. A reaction plan provides details on actions to be taken should control
charts indicate the revised process is no longer in control. Therefore, having a reaction
plan helps ensure that control issues are addressed quickly and that corrective actions
are taken.
The new or revised standard operating procedures (SOPs). Updating SOPs and
training plans is the practice of revising existing documentation to reflect the process
improvements.
At the end of the control stage, the process owner will understand performance expectations,
how to measure and monitor Xs to ensure performance of the Y, and what corrective actions
should be executed if measurements drop below the desired and anticipated levels.
Furthermore, the team is disbanded while the black belt begins the next project with a new
team.
DMAIC Tools
Typical tools and deliverables for each of the stages of the DMAIC model are shown in Table
3.1
Table 3.1: Typical tools/methodologies and deliverables for the DMAIC model
Stage Tools/methodologies Deliverables
Define Brainstorming
Cause and effect
diagram
Process mapping
The real customers
Data to verify customers' needs collected
Team charter—with emphasis on:
o problem statement
o project scope

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 12
Table 3.1: Typical tools/methodologies and deliverables for the DMAIC model
Stage Tools/methodologies Deliverables
Cause and effect
matrix
Current failure mode
and effect analysis
(FMEA)
Y/X diagram
CT matrix
o projected financial benefits
High-level process map—"as is"
Measure Process mapping
Cause and effect
FMEA
Gauge R&R
(repeatability and
reproducibility)
Graphical techniques
Key measurements identified
Rolled throughput yielded
Defects identified
Data collection plan completed
Measurement capability study completed
Baseline measures of process capability
Defect reduction goals established
Analyze Process mapping
Graphical techniques
Multi-vari studies
Hypothesis testing
Correlation
Regression
Detailed "as is" process map completed
The sources of variation and their
prioritization
SOPs reviewed
Identify the vital few factors KPIVs with
appropriate and applicable data to support
such KPIVs (Key process input variables)
Refined problem statement to the point
where the new understanding is evident
Estimates of the quantifiable opportunity
represented by the problem
Improve Process mapping
Design of experiments
Simulation
Optimization
Alternative improvements
Implementation of best alternative for
improving the process
"Should be" process map developed
Validation of the improvement—
especially for key behaviors required by
new process
Cost/benefit analysis for the proposed
solutions
Implementation plan developed—a
preliminary preparation for the transition
to the control stage
Communication plan established for any
changes
Control Control plans Control plan completed
Evidence that the process is in control

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 13
Table 3.1: Typical tools/methodologies and deliverables for the DMAIC model
Stage Tools/methodologies Deliverables
Statistical process
control
Gage control plan
Mistake-proofing
Preventive
maintenance
Documentation of the project
Translation opportunities identified
Systems and structures changes to
institutionalize the improvement
Audit plan completed
Balanced Scorecard (BSC)
The concept of a balanced scorecard became popular following research studies published in
the Harvard BusinessReview articles of Kaplan and Norton (1992, 1993), and ultimately led to
the 1996 publication of the standard business book on the subject, titled The Balanced Scorecard
(Kaplan and Norton, 1996). The authors define the balanced scorecard (BSC) as “organized
around four distinct performance perspectives –
financial,
customer,
internal, and
innovation and learning.
The name reflects the balance provided between short- and long-term objectives, between
financial and nonfinancial measures, between lagging and leading indicators, and between
external and internal performance perspectives.” As data are collected at various points
throughout the organization, the need to summarize many measures – so that top level leadership
can gain an effective idea of what is happening in the company – becomes critical. One of the
most popular and useful tools we can use to reach that high-level view is the BSC.
The BSC is a flexible tool for selecting and displaying “key indicator” measures about the
business in an easy-to-read format. Many organizations not involved in Six Sigma, including
many government agencies, are using the BSC to establish common performance measures and
keep a closer eye on the business.
A number of organizations that have embraced Six Sigma methodology as a key strategic
element in their business planning have also adopted the BSC, or something akin to it, for
tracking their rate of performance improvement. One of those companies is General Electric
(GE). In early 1996, Jack Welch, CEO of GE, announced to his top 500 managers his plans an
aspirations regarding a new business initiative known as Six Sigma (Slator, 2000). When the
program began, GE selected five criteria to measure progress toward an aggressive Six
Sigma goal. Table 4.12 compares the GE criteria with the four traditional BSC criteria. We have
ordered the four GE criteria so that they align with the corresponding traditional BSC measures.
The fifth GE criterion, “supplier quality,” can be considered as a second example of the BSC
“financial” criteria.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 14
In today’s business climate, the term “balanced scorecard” can refer strictly to the
categories originally defined by Kaplan and Norton (1996), or it can refer to the more general
“family of measures” approach involving other categories. GE, for example, uses the BSC
approach but deviates from the four prescribed categories of the BSC when it is appropriate.
Godfrey (1999) makes no demands on the BSC categories other than that they track goals that
support the organization’s strategic plan. For an example of a BSC, the following BSC can be
obtained for an internal moulding process.
In Table 4.13, Zl and ZS are the long-term and short-term critical values of standard
normal distribution, respectively. Since the average DPMO of this moulding process is 812, the
sigma quality level is 4.65. Through this BSC, we can judge whether this process is satisfactory
or not.
SIX SIGMA BUSINESS SCORECARD
The business environment has changed a lot during the last decade. Several hundreds
of thousands of businesses worldwide implemented ISO 9000 quality management systems.
About a million copies of Baldrige Criteria are shipped to
businesses annually. Many businesses and their suppliers have implemented the Six Sigma
methodology. However, the challenge is to improve profitability significantly, to prevent
marketplace dynamics such as the dot-com meltdown of 2000. The value of performance
measures has become more important than ever. With the current and anticipated unsettling

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 15
business environment accelerating trends in technology, high expectations for performance,
eroding prices, and shrinking profitability margins—businesses need a performance measure
(or scorecard) that is robust and that addresses various aspects of a business including the
marketplace dynamic. Businesses need a tool that provides a framework and guidance,
creates challenges, and stimulates excitement. Businesses need performance measures that
continually renew and reenergize them, forcing them to discard the status quo and embrace
innovation
on a continual basis. Such a system must rely on the basics of a business. A business is a
collection of processes, including the leadership process. Each business process has inputs
that include suppliers, assets, resources (capital, material, people), and information. The
process also has a vision, measures, policies and procedures, and output that includes
products or services for customers. Every business has variances. The question is what to do
with them. Each business must have a process to handle excessive variances in the
organization. Typically, these variances are the leaks in profitability. To fine-tune
profitability, one must look at measures of all aspects of the organization the way it really
works in order to reverse any loss of profitability. The Six Sigma Business Scorecard has
been developed to look at measures of all aspects of the organization. It addresses the
concerns that executives express about current scor ecard systems, such as their
ineffectiveness at relating to the employees who do the work. Most scorecards are strategic in
intent and do not flow down to process measures.
For any scorecard to be implemented successfully, the scorecard must include sound
planning, operational excellence, and sustainable growth. With an understanding of the
Business Trilogy, process model, and dynamic economic environment, a Six Sigma Business
Scorecard was developed that personifies leadership and management; aligns purchases and
operations; drives customer service and sales; and promotes employee excellence, innovation,
and improvement. Such a scorecard should intuitively be persuasive to executives for
strategy as well as rewarding to employees for continual excellence through innovation. The
Six Sigma Business Scorecard, as shown in Figure 1-6, is driven by those responsible for
inspiration, planning, and profitability (i.e., the leadership); controlled by managers who
improve processes and reduce costs; improved by employees who develop innovative
solutions to meet customer needs; and steered by sales and customer service representatives
who acquire and maintain customers through high-quality relationships for revenue and
growth.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 16
Lean Manufacturing and Six Sigma
(1) What is lean manufacturing?
Currently there are two premier approaches to improving manufacturing operations. One is lean
manufacturing (hereinafter referred to as “lean”) and the other is Six Sigma. Lean evaluates the
entire operation of a factory and restructures the manufacturing method to reduce wasteful
activities like waiting, transportation, material hand-offs, inventory, and over-production. It
reduces variation associated with manufacturing routings, material handling, storage,
lack of communication, batch production and so forth. Six Sigma tools, on the other hand,
commonly focus on specific part numbers and processes to reduce variation. The combination
of the two approaches represents a formidable opponent to variation in that it includes both layout
of the factory and a focus on specific part numbers and processes.
Lean and Six Sigma are promoted as different approaches and different thought processes. Yet,
upon close inspection, both approaches attack the same enemy and behave like two
links within a chain – that is, they are dependent on each other for success. They both battle
variation, but from two different points of view. The integration of Lean and Six Sigma takes
two powerful problem-solving techniques and bundles them into a powerful package. The two
approaches should be viewed as complements to each other rather than as equivalents of or
replacements for each other (Pyzdek, 2000).
In practice, manufacturers that have widely adopted lean practices record performance
metrics superior to those achieved by plants that have not adopted lean practices. Those practices
cited as lean in a recent industrial survey (Jusko, 1999) include
quick changeover techniques to reduce setup time;
adoption of manufacturing cells in which equipment and workstations are arranged
sequentially to facilitate small-lot, continuous-flow production;
just-in-time (JIT) continuous-flow production techniques to reduce lot sizes, setup
time, and cycle time; and,
JIT supplier delivery in which parts and materials are delivered to the shop floor on a
frequent and as-needed basis.
Differences between Lean and Six Sigma
There are some differences between Lean and Six Sigma as noted below.
Lean focuses on improving manufacturing operations in variation, quality and
productivity. However, Six Sigma focuses not only on manufacturing operations,
but also on all possible processes including R&D and service areas.
Generally speaking, a Lean approach attacks variation differently than a Six
Sigma system does (Denecke, 1998) as shown in Figure 5.4. Lean tackles the
most common form of process noise by aligning the organization in such a way
that it can begin working as a coherent whole instead of as separate units. Lean
seeks to co-locate, in sequential order, all the processes required to produce a
product. Instead of focusing on the part number, Lean focuses on product flow
and on the operator. Setup time, machine maintenance and routing of processes
are important measures in Lean. However, Six Sigma focus on defective rates and
costs of poor quality due to part variation and process variation based on
measured data.
The data-driven nature of Six Sigma problem-solving lends itself well to lean
standardization and the physical rearrangement of the factory. Lean provides a
solid foundation for Six Sigma problem-solving where the system is measured by
deviation from and improvements to the standard.
While Lean emphasizes standardization and productivity Six Sigma can be more
effective at tackling process noise and cost of poor quality.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 17
Synergy effect
The author believes that Lean and Six Sigma, working together, represent a formidable
weapon in the fight against process variation. Six Sigma methodology uses problem-solving
techniques to determine how systems and processes operate and how to reduce variation in
processes. In a system that combines the two philosophies, Lean creates the standard and Six
Sigma investigates and resolves any variation from the standard. In addition, the techniques
of Six Sigma should be applied within an organization’s processes to reduce defects, which
can be a very important prerequisite to the success of a Lean project.
The Synergy of Lean and Six Sigma Why are companies improving at such a slow rate, even when there is such a huge emphasis
on improvement techniques like Six Sigma and Lean? What can they learn from GE or the Tier One
Auto supplier case study? Six Sigma does not directly address process speed and so the lack of
improvement in lead time in companies applying Six Sigma methods alone is understandable. These
companies also generally achieve only modest improvement in WIP and Finished Goods inventory
turns. But Lean methods alone aren’t the answer either: Many of the firms who have shown little
improvement in inventory turns have in fact attempted to apply Lean methods. It appears that, while
many of people at these companies understand Lean, they just aren’t effective in implementing it
across the corporation at a rapid rate. The companies achieves some remarkable successes… but only
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 18
in small areas. The data shows that improvement across the corporation as a whole remains slow
without the Six Sigma cultural infrastructure. An executive whose company is making rapid progress
now said they started with Six Sigma… then spent several months trying to reduce lead time, only to
realize they were reinventing Lean! In other words, no matter where you start—with Lean or with Six
Sigma—you’ll be driven to invent or learn the other half of the equation if you want to achieve high
quality, high speed, and low cost. When a company uses both Lean and Six Sigma simultaneously,
dramatic improvements across the corporation are achieved much more rapidly, and indeed we will
prove that this combination is in fact a pre-requisite for rapid rates of improvement.
So what is Lean Six Sigma?
Lean Six Sigma is a methodology that maximizes shareholder value by achieving the fastest
rate of improvement in customer satisfaction, cost, quality, process speed and invested capital.
The fusion of Lean and Six Sigma is required because:
Lean cannot bring a process under statistical control
Six Sigma alone cannot dramatically improve process speed or reduce invested
capital
Team Leadership
Team Leader/Facilitator Prework. The Six Sigma team leader/facilitator has the overall
responsibility of keeping his or her team on track toward completion of their appointed action
items through DMAIC. It is typical for a Six Sigma team to have 20 to 30 meetings over the
course of four to eight months. The Six Sigma team leader/facilitator is responsible for creating
the agendas for each of these meetings ahead of time. Successful team leaders/facilitators are
encouraged to meet weekly with their Six Sigma team Champion. The suggested agendas created
by the team leader/facilitator should be reviewed with the Champion. This both allows approval
of theagenda by the Champion if necessary and also allows the Champion to see where his team
is relative to DMAIC. Once these agendas are created and input has been provided by the
Champion, the Six Sigma team leader/facilitator is responsible for circulation of these agendas to
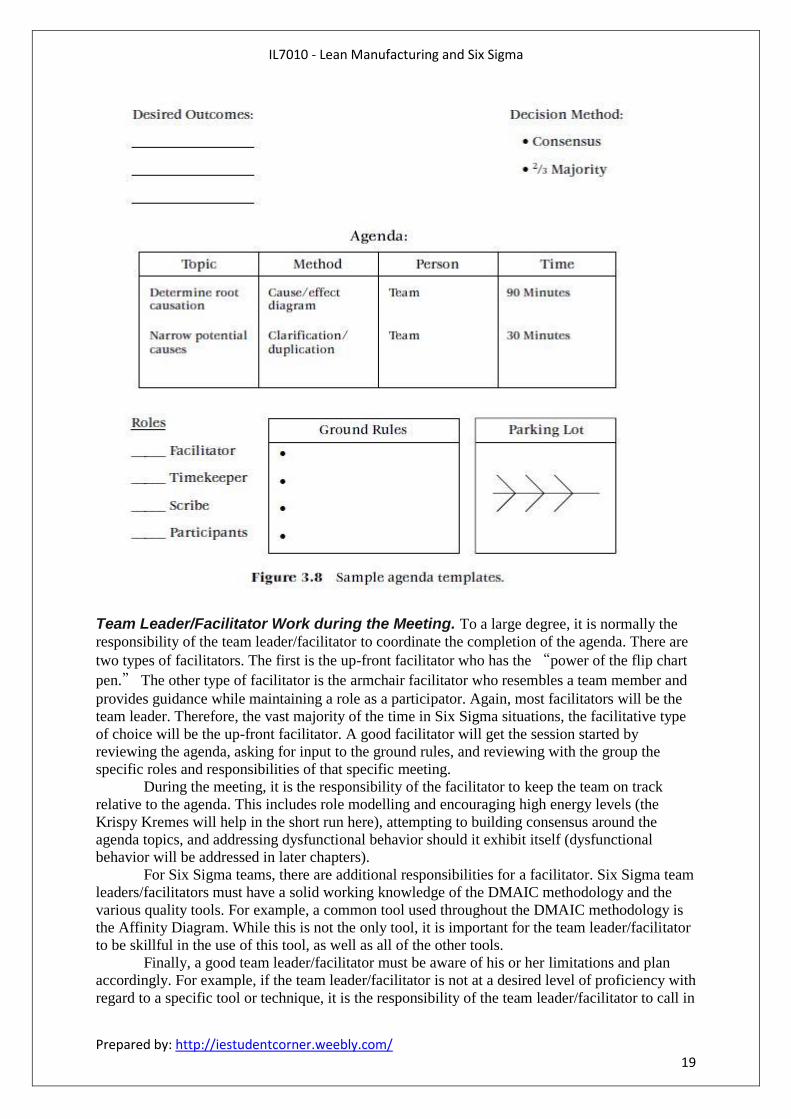
the entire team. As seen in Figure 3.8, the agenda should be specific, referencing desired
outcomes, the agreed-on decision-making method and assigned roles and responsibilities,and a
potential list of ground rules. In the example in Figure 3.8, the Six Sigma team is in the Analysis
phase of DMAIC. In a scheduled two-hour meeting they plan to brainstorm root causation for
either the data analysis or process analysis conducted previously and then narrow the larger list
down to the most probable causes. In addition to the creation, review, and circulation of the
agenda prior to the meeting, there is also additional prework done by the team leader/facilitator.
Verifying scheduling of the team’s work area is an often overlooked element of good prework.
Often, a Six Sigma team becomes inefficient when at the appointed meeting time someone else is
using their regular meeting place. Good prevention by the team leader/facilitator occurs when at
the onset of the creation of their team, a specified “War Room,” exclusively devoted to the work
of that specific team is established. There will be times over the course of a Six Sigma team that
adhoc members may need to be included for a specific Six Sigma team meeting. For example,
when the Six Sigma team is calculating cost opportunities for their project, it is helpful to invite a
member of the financial organization to participate. Finally, the last prework done by the team
leader/facilitator is coordinating arrival of the morning doughnuts if the meeting is in the
morning. Bonus points are awarded the team leader/facilitator who brings Krispy Kremes.
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 19
Team Leader/Facilitator Work during the Meeting. To a large degree, it is normally the
responsibility of the team leader/facilitator to coordinate the completion of the agenda. There are
two types of facilitators. The first is the up-front facilitator who has the “power of the flip chart
pen.” The other type of facilitator is the armchair facilitator who resembles a team member and
provides guidance while maintaining a role as a participator. Again, most facilitators will be the
team leader. Therefore, the vast majority of the time in Six Sigma situations, the facilitative type
of choice will be the up-front facilitator. A good facilitator will get the session started by
reviewing the agenda, asking for input to the ground rules, and reviewing with the group the
specific roles and responsibilities of that specific meeting.
During the meeting, it is the responsibility of the facilitator to keep the team on track
relative to the agenda. This includes role modelling and encouraging high energy levels (the
Krispy Kremes will help in the short run here), attempting to building consensus around the
agenda topics, and addressing dysfunctional behavior should it exhibit itself (dysfunctional
behavior will be addressed in later chapters).
For Six Sigma teams, there are additional responsibilities for a facilitator. Six Sigma team
leaders/facilitators must have a solid working knowledge of the DMAIC methodology and the
various quality tools. For example, a common tool used throughout the DMAIC methodology is
the Affinity Diagram. While this is not the only tool, it is important for the team leader/facilitator
to be skillful in the use of this tool, as well as all of the other tools.
Finally, a good team leader/facilitator must be aware of his or her limitations and plan
accordingly. For example, if the team leader/facilitator is not at a desired level of proficiency with
regard to a specific tool or technique, it is the responsibility of the team leader/facilitator to call in
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 20
someone to facilitate the meeting using that tool. The Master Black Belt is the internal consultant
who can do this since they are skilled in all aspects of Six Sigma tools and techniques.
In addition, Black Belts should have knowledge and experience in good facilitative
management. Sometimes a team leader/ facilitator may want to participate more as a team
member for a given element of the DMAIC methodology. For example, since team members are
chosen for their technical expertise, the team leader/facilitator may have special process expertise
that would require the team leader/facilitator’s deeper involvement. In these cases, it is better
for the Master Black Belt to take the “power of the pen” while the team leader becomes a team
member.
Team Leader/Facilitator Postwork. The team leader/facilitator’s job doesn’t end with the
conclusion of the meeting. Good team leader/facilitators ensure that all decisions made at the
conclusion of the meeting are circulated to all pertinent individuals. In addition, some Six Sigma
meetings are decision making meetings while others are status meetings. The status meeting is
where work is done in subgroups and the status of the work done between meetings by these
subgroups is shared with the entire team. This necessitates the team leader/facilitator to either
facilitate these smaller group meetings or ensure that the work gets done by other means that
would include monitoring the responsible party for the work of the smaller group.
Other Team Roles associated with team leader
The Scribe. A common problem with Six Sigma teams is ensuring that all work done either
between meetings or during meetings is “captured.” Therefore, a key role of the Six Sigma
team is the scribe who is responsible for taking detailed notes during the Six Sigma meeting. A
good team leader/facilitator saves a few moments at the end of each meeting for the scribe to give
a report on all key decisions made by the team during that meeting. In addition, much work done
by the Six Sigma team uses various quality tools like an Affinity Diagram or a Cause-Effect
diagram where the Six Sigma team posts their work on the walls. It should be
the responsibility of the scribe either to take notes on the final product on the wall or be
responsible for saving the work on the wall.
The Timekeeper. Many misconceptions center around the work of the timekeeper. As
referenced in our discussions of agendas, any good meeting will identify the allowed amount of
time to address each element on the agenda. It is the responsibility of thetimekeeper to provide
the Six Sigma team status on how much time remains for each element on the agenda. The
problem with most timekeepers is their passivity. They wait until the time for an agenda item is
completed and simply say “time’s up.” This is incorrect.
Good timekeepers are more proactive. This means giving periodic status on how much
time exists for a given item on the agenda. The following example illustrates a Six Sigma team’s timekeeper who provided good feedback to her team:
Team Leader/Facilitator: “All right team, now we are going to discuss the must and want
criteria for project solutions.” Team Timekeeper: “We have 60 minutes devoted to this topic.
” Later in the meeting, an emotional discussion ensues regarding criteria for solutions for this
project team. Initially, the team leader/ facilitator thought the activities associated with this topic
would take 45 to 60 minutes. Thirty minutes into the discussion, emotions were running high.
The timekeeper then intervened:
Team Timekeeper: “We now have spent 30 minutes on this topic and have 30 minutes left.”

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 21
The timekeeper has alerted the team that they are behind with regard to completion of the action
item on the agenda. He or she will again remind the group in 15 minutes that they have 15
minutes left for this item on the agenda. In this particular Six Sigma project team, the timekeeper
indicates they have expired the amount of time on the agenda originally
devoted to this item. It then becomes the decision of the team whether to continue this action
item, with the conscious decision to“borrow” time from another item on the agenda, or to
modify the agenda entirely to devote more time to the action item. Whatever decision
the team makes is acceptable. The problem is making sure that the timekeeper is neither passive
nor becomes too involved in dictating what happens relative to the agenda.
Sometimes, the timekeeper is seen as the “party-pooper,” who can halt the momentum
on a topic. However, a strong timekeeper needs to ensure that when a Six Sigma team goes
beyond their allotted time, a conscious decision is made to borrow from other agenda items or
defer the discussion to another meeting.
Ground Rule Enforcer. Most teams do not address how ground rules will be enforced. In
recent years, team leaders/facilitators have done two things to ensure ground rules are enforced.
First, they indicate to their Six Sigma team that ground rule enforcement should be
a shared responsibility. This means that when a ground rule is being broken, it is the
responsibility of the entire team to point out an infraction so that the norms of the team return to
the task at hand.
While this egalitarian model sounds the best, team members are sometimes so involved in
the agenda item in question that they do not “see” a ground rule being broken. Traditionally, it
then become the team leader/facilitator’s responsibility to identify a ground rule
being broken. In normal meetings, the facilitator typically takes on the role of ground rule
enforcement. However, this is an additional responsibility that adds unnecessarily to the Six
Sigma team leader’s workload. Given all the responsibilities of being a Black Belt or
Green Belt, it is understandable that a new role in the Six Sigma team needs to be established.
The ground rule enforcer is not a permanent position. It should be rotated from meeting to
meeting, where a team member will have for a given meeting the responsibility of noting
when a ground rule is being broken, whether it be a sidebar conversation or coming in late to the
meeting. It is still the responsibility of the entire team to deal with maladaptive behavior, which
in part is the focus of our next chapter.
Finding and Removing the Hidden Time Traps Finding Time Traps is not a matter for guesswork. You have to use data to identify the sources of
delays in a process. The key equation is captured in the First Law of Lean Six Sigma for Supply
Chain Acceleration:

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 22
You can find the derivation for this equation in Appendix 1; the key thing to remember is that you can
use data that is fairly simple to collect on a process step or workstation and determine if this
workstation is injecting long delay times into the process. These calculations can be performed easily
with a spreadsheet or specialized “supply chain accelerator” software, and the results tell you how
much delay time each workstation is injecting, and how much WIP and batch
size is really needed to satisfy customer demand. In this case, the company knows that the Press is the
Time Trap, so they then apply the appropriate Lean Six Sigma tool. The choice here is
obvious: it’s the long set-up time between parts that’s driving the operators to work in batches of
1000. To reduce set up time, they’d use the Four Step Rapid Setup method (described in detail in
Chapter 12).
This would allow them to reduce setup time by 90% with minor expenditure.
A faster set-up substantially reduces workstation turnover time. Using the First Law
equation, the operators know they can then reduce batch size from 1000 to 100 and
still meet the customer demand.
The delay time for the process drops from 28 hours to 2.8 hours…
Total WIP inventory drops from 2000 parts to 200 parts.
Naturally, this company wouldn’t stop once this station is improved.They’d then move on to
the next biggest Time Trap in some other part of the process, then the next largest one after than, and
so on, until they achieve a Cycle Efficiency of 25% or more. As discussed above, achieving this level
of efficiency means they can eliminate a lot of the non-value-add costs in Manufacturing Overhead
and Quality cost.
Conclusion: The cause of delay in a process is a Time Trap. You can’t just look for where
material piles up; rather, you must calculate how much time each workstation injects in a process
using the First Law of Lean Six Sigma.
Crucial Insight: Batch sizes must be calculated from Process Variables and the total
number of parts produced at a given workstation
The Press-to-Assembly operations reduced the process lead time from
28 hours to 2.8 hours by…
1. Finding the Time Trap
2. Applying the Lean Six Sigma improvement tool
3. Reducing the batch size
The last step is critical: If they had not reduced the batch size, the delay time would have been only
slightly improved and the WIP inventory would be nearly unchanged.
As the discussion above illustrated, batch size is related to the inflexibility: the more rapidly a
workstation can switch to producing a new part, the smaller the batch size required, and the quicker
the flow velocity. The inflexibility of most manufacturing processes has guaranteed that factories had
to produce in large batches to meet production demand. There’s more to the batch-size picture.
Traditionally batch sizes have been determined using formulas such as the EOQ formula or and those
found in MRP systems. The problem is that these formulas do not consider how many different parts
are produced at a workstation. Also, the batch sizes calculated from EOQ or most MRP systems are
wrong because they do not consider the flow to the customer. They are fixed and are never reduced.
This prevents improvement in the lead time and is a key contributor to the slow progress most
companies are making. Once you learn to appreciate the First Law of Lean Six Sigma, you understand that flow
velocity, batch size, and workstation turnover time are all intricately connected. Anything that affects
one of these factors affects the others. That means batch sizes should be determined based on process
variables—setup time, the processing time per unit, and most importantly the number of different
parts it produces, etc.—and should be changed as a process improves. Fortunately, modern
MRP/ERP/AP systems allow theses batch sizes to be externally input.(You’ll find more discussion of
batch sizes in Chapter 15.)

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 23
Velocity of any Process By reducing the WIP by 90%, we also reduced the overall delay time by 90%, yet still produced the
same number of products per hour. This follows Little’s Law, that states that
This is really just common sense. If I have 10 “things” to do on my desk, and it takes me an
average of 2 hours to complete each one, then I have a 20 hour lead time for any new task (unless an
expeditor interrupts me!).
In the Assembly described above, the materials traverse five workstations, and we can
calculate the number of workstations per hour that the product moves through, which describes the
velocity of the product through the process.
Third Law of Lean Six Sigma for Supply Chain Acceleration
Why do I say “things” in process? Because it doesn’t matter whether it is WIP in manufacturing or
Mortgage applications going down a chain of approvals; the velocity is inversely proportional to the
number of Things in process. This is of such importance it is referred to as the Third Law of Six
Sigma for Supply Chain Acceleration. Figure 3-7 shows schematically how remarkably velocity
increases as the number of “things” in process are reduced by improvement
methods as in the example above.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 24
It should be noted that the Third Law equation represents average process performance; it can
tell you a lot about what is going on across a process consisting of several activities, but it can’t tell
you anything about a single activity, and hence cannot show the location of a time trap. For example,
in the Press example, the Third Law gives tells you the overall process velocity for the five
workstations, but if you applied it to just one workstation, it provides no information. As we’ve
already determine, the Assembly operates at a very slow velocity with lots of WIP backed up—but
this slow velocity is caused by the Press! But that slow velocity is meaningless; Assembly is not the
Time Trap.
Improvements at the Press are the only way to improve velocity. Nevertheless, the Third Law
provides a guide to understanding average velocities of processes which consist of many activities.
(Locating a Time Trap requires the detailed calculations of the First Law of Lean
Six Sigma discussed in Appendix 1 and in Part II.) Of course, instead of minimizing sources of delay,
you could adopt Henry Ford’s solution to a problem: have one Press for part A and a separate Press
for part B, etc. By having separate presses, Ford eliminated set up time and the resulting variation.
Since he never performed a setup, his batch size was infinite! Unfortunately, that only works when
you can produce vast quantities of a single product (like the Model T) to amortize the capital cost—
which, as history has shown, eventually failed when consumers started demanding variety in the
product. However, Ford accomplished so much in terms of showing the relationship between high
process cycle efficiency (>50% at the Rouge) and low cost that we must acknowledge his huge
contribution.
Knowing Who to Hit: the 80/20 Rule The achievements possible with Lean Six Sigma principles will have little impact if you apply
them to process steps that contribute little to delay time, costs, customer satisfaction, etc. As with

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 25
other improvement strategies, to get the most out of Lean Six Sigma methods, you have to know
where to focus your efforts, and how to determine priority order.
In many improvement methodologies, “focus” is largely a matter of making judgment calls
about what seems most important at the time. With Lean Six Sigma, focus jumps out at us because
of the Pareto Principle, which isn’t just a theory but rather an empirical observation supported by
years and years of data on actual factories: 80% percent. of lead time delay is caused by less than 20%
of the workstations (the Time Traps). We thus only have to find and improve 20% of the workstations
to effect an 80% reduction in lead time and greater than 99% on time delivery. This is always true of
processes in which the value add time is less than 5% of the total process lead time (i.e., have a
5% cycle efficiency).
The 80/20 rule is called the Second Law of Lean Six Sigma for Supply Chain
Acceleration, and it holds true whether the root cause of the delay is variation in times (arrival times,
service times), nonvalue- added delays such as machine downtime (or long set-up times, as seen in the
Press example above), or quality problems (scrap, rework).
Using a Value Stream Map to Find the 20% Waste In a Lean system, focus begins with a value stream map, which depicts all the process steps
(including rework) associated with turning a customer need into a delivered product or service, and
indicates how much value each of the steps add to the product. Any activity that
creates a form, feature or function of value to the customer is termed value-add; those that don’t are
called non-value-add. Value Stream Mapping provides a clear understanding of the current
process by:
__ Visualizing multiple process levels
__ Highlighting waste and its sources
__ Making “hidden” decision points apparent
With this knowledge, we can manage decision points, form a future Roadmap for
implementation, and identify opportunity areas. Value Stream Mapping also provides a
communication tool to stimulate ideas by capturing critical organization knowledge and identifying
locations for data gathering and process measurement. We have given many examples of non-value-add activities (the largest contributors to non-
value-add cost are Manufacturing Overhead and Quality Cost) and later in this book will create
classifications that are useful helping to determine what tools are needed to remove each type of waste
so cycle efficiency can increase from less than 5% to over 20%. The key insight is that a majority of non-value-add costs are in fact currently required to
move the product through the “molasses” flow. You can’t remove these costs until you remove the
underlying causes trying to do so will just create greater costs in the long run.
Creating a Value Stream Map A value stream map starts with a “pencil and paper” sketch of the process to understand the
flow of material and information needed to produce a product or service. (This sketch can be
supplemented with many flowcharting software tools.) The diagram gives a visual presentation of the
flow of a product from customer to supplier, and presents both the current state map and future state
vision.
This process only works if the Black Belt and his/her team are trained to define and solve these
problems:
What are the non-value-add steps (rework, move, count, etc.) that can be eliminated
What are the Time Traps in priority order
What improvement methods are required at each Time Trap
How much improvement is needed
The smaller batch size that can now be run
The shorter delay time at both the workstation and the whole process

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 26
Top Management Commitment The Need for Executive Engagement
Lean Six Sigma has the potential to rapidly increase intrinsic value in less than a year. But
this implicitly assumes that the criteria for success, defined by the Six Sigma culture, have been
achieved:
CEO and senior management engagement
Commitment of 1 to 3% of personnel full time to improvement projects
Infrastructure to prioritize, approve and track projects versus plan
Focus on return on investment of Lean Six Sigma
Failure is just the reverse…
CEO and top management not engaged
Commitment of part time resources, or significantly less than 1% of personnel full time
Black Belts are turned loose with no coaching or project prioritization
No infrastructure for project management or tracking vs. plan
Focus on cost of program, not returns or ROIC
Securing CEO/Executive Commitment Many people have looked for a holy grail of increasing share value, and attributed it to
leadership character, management vision, etc. Certainly the careers of Watson (IBM), Haggerty (TI),
Noyce (Intel), and Welch (GE), as well as Carnegie, Ford and Sloan all confirm the importance
of these leadership attributes.
A few years ago, however, a comparative study was made of 18 “visionary” companies that
were considered far superior to “non-visionary” companies in the same industry. In examining this
comparision, we were struck by an interesting insight: to the extent that public information was
available, superior performance was even better correlated to those firms who pursued a process of
management-led continuous improvement than to those with visionary leadership. Some non-
visionary companies actually outperformed their visionary counterparts when they focused on
continuous improvement (known by various names—Operational Excellence at Colgate-Palmolive;
Workout and then Six Sigma at GE; Value Based Six Sigma at ITT Industries). In each case, top
management was engaged, and had committed substantial resources to continuous improvement.
When a CEO shows passion and support, I have never seen Lean Six Sigma fail. If however,
the CEO does not show this passion, I have never seen it succeed. If he or she leaves the initiative up
to the divisions to decide to use Lean Six Sigma, it will generally fail to produce breakthrough results.
If he or she fails to enforce the commitment of full time Champion and Black Belt resources, it will
fail.
The CEO’s engagement is necessary for another reason: to make sure the benefits of Lean Six
Sigma impact the whole business. Isolated pockets of excellence cannot improve shareholder value,
and this is best illustrated by an example:
We were once engaged to improve a factory that produced industrial hand tools. The
company had a complicated product line of high volume, low volume and ultra low volume spare
parts. The products were shipped to a warehouse a hundred miles away, and from that point
sent to independent distributors upon demand. The factory made a lot of progress in reducing quality
defects, leadtime and inventory within the plant. For example, lead times of 80% of
the high volume products had been reduced from 4 months to less than 3 weeks. However, the
production “schedule” was generated from annual plan budgets and field sales forecasts, not actual
consumption by dealers, let alone ultimate customers. As much as 40% of production was not related
to immediate consumption, but was used to fill the warehouse to meet a forecast. (This external
scheduling process was really a historical response to a 4-month lead-time.) The result was that
a chaotic demand in terms of total volume and by SKU prevented the plant from eliminating the
Hidden Factory.
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 27
These problems can only be solved by Lean methods that reflect real consumption demand plus safety
stock on the factory production schedule. This requires an engaged CEO or Group president who has
the whole supply chain process within his purview, and who is leading the Lean Six Sigma initiative.
The problem, viewed from the shareholder’s perspective is that ROIC (= Profit After
Tax/Invested Capital) principally equates to value. The profit numerator is depressed by extra plant
cost, the lower gross profit due to lost sales, and the costs of maintaining a large warehouse. The
denominator is increased by the large inventory, the Plant Property and Equipment cost of the
Warehouse and the Factory. The combination means that only a small fraction of potential
shareholder value can be gained by “pockets of excellence” in just a portion of the supply chain.
This story has a happy ending. In the next implementation at that company, the entire billion-dollar
construction equipment division was the client, and the Group President was very much engaged. We
trained the President and his senior staff, obtained 25 full time resources who were given four weeks
of Black Belt training, and provided a few Increase of 92% and Labor Productivity Increase of 50%.
But of even greater importance was that the whole value stream was mapped, from supplier to
end user, and true demand and dealer inventory was placed on the line. Let’s look at the performance
of one division (see Figure 4-1).
Just look at the impact of on-time delivery on sales growth: Adding $21 million dollars to a
plant whose revenue had been $140 million would not have been accomplished without the
President’s engagement through the whole value stream. The ROIC was nearly doubled when the
incremental operating profit was added to the $7 million in labor productivity, and the invested capital
reduced by the inventory reduction. This occurred in a highly custom, low-volume business, far
different from the highly repetitive high volume Tier One auto supplier.
This is just the first testimony to the universality of Lean Six Sigma as a process improvement
tool. After working on the initial projects, the 25 trained Black Belts fanned out across the corporation
and were permanently assigned to continuous improvement projects. They were also actively involved
in operational due diligence for acquisitions. Remember, these two examples happened in the same
company, under the same CEO. The difference is that learning had taken place, and the need to
address quality and lead time issues across the whole value chain became manifestly evident.
Resource and Project Selection
Select projects and resources steps involved:
Select potential future leaders as Champions and Black Belts.
Create an NPV (net present value) mind set in Champions towards project selection.
Train Black Belts in both team leadership and Lean Six Sigma tools.
Six Sigma Organizational Architecture – Rewards and Recognition
Six Sigma is a quality methodology that can produce significant benefit to businesses and
organizations. Not much text, however, has been written about the structure needed to successfully
implement Six Sigma quality within your business or organization. The rewards and recognition
associated with a successful Six Sigma quality program.
Rewards and Recognition We all know that roles assignment is not enough to start and maintain a successful Six Sigma
quality program. Rewards and recognition must be part of the equation. So how do we reward the
different roles within the organization? Let’s start with the Green Belts and work our way back up the
organization.
Green Belts - Depending on the size of the project and the resulting benefits, gift certificates, cash
and stock options are all motivating factors. But don’t underestimate the motivating power of a public
congratulations in front of peers – it is many times even more effective than a monetary amount.
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 28
Depending on the progress of your program, you may want to tie their salary action to the results of
the project(s) they completed during the past year.
Black Belts and Master Black Belts - Their salary and bonus structure should be tied to the
number of projects and benefit of those projects to the business bottom line. Metrics including
productivity, loss reduction, improved quality, reduced overhead, etc. should all be factors in
determining the proper payout for performance. For under performing BBs and MBBs, the
performance appraisal meeting should serve as a fulcrum in modifying their behaviors and actions.
Process Owners - Here’s one of the key roles that needs to be defined properly. The Process
Owner’s compensation (salary and bonus) must be tied directly to quality efforts within their
organization. It’s not enough to allow quality to ‘work with us,’ but their metrics and efforts need to
be utilizing all of the quality tools appropriately. Why not make 25 percent of their bonus tied to
meeting their quality initiative goals and objectives? Then have them report on how they did before
you determine the bonus payout.
Quality Leader - Performance based compensation (salary and bonus). Leadership capabilities are
critical to this position, so not only should the quantitative aspects (savings, projects, training, etc.) be
measured, but so should the qualitative. The difficulty arises in defining and clearly identifying the
required behaviors.
CEO - The buck stops here. If the CEO is fully on board with the quality initiative, they will have no
problem tying the compensation of her/his direct reports to quality deliverables.
Do not be shy about asking to tie compensation to your Six Sigma quality initiative. It is the
only way you’ll truly have your entire organization focused around the customer and the quality of
your processes and deliverables.
The Advantages of Rewards In six sigma architecture, having a rewards and recognition policy
in place is equally important. In bringing about changes in the system smoothly, rewards and
recognition can play a very important role. If employees feel that their initiatives are being
recognized, they will come forward with suggestions for improvement.
If a person working on a particular process has some problems, and if they feel encouraged to make
suggestions, they will be interested in taking a change further. They would feel that the change is for
the better and that it will not be of any harm to their status in the organization.
If the person in question studies the process properly, comes up with a good idea and is
recognized for the effort, they will feel involved in the entire process and accept the new process
easily.
Rewards could be in the form of small gifts in front of colleagues or cash rewards to a certain
level. The other advantage of having a reward policy is that it will encourage others to participate in
the process as well.
However, it should not create a winner-and-loser scenario in the organization.
The Different Levels of Rewards
Certain achievements in the project or for a unique initiative. For Green Belts, depending
upon the size of the project and if it has been implemented perfectly, rewards such as gift certificates
or cash rewards can be very motivating.
Along with this, recognition of employees’ achievements in front of their peers is much more
effective than even a monetary amount. Efforts should be made to congratulate employees in team
meetings for the efforts that they make on a project.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 29
Salaries and Bonuses for Black Belts For Black Belts and Master Black Belts, companies can tie their salary or bonus structure to
the various benefits that they have brought about from their various projects. Productivity, reduced
losses and improved quality can be factors to determine their rewards.
For one and all any reward, big or small, is motivating enough if handed over with
acknowledgement from management and colleagues. Even Quality leaders, Champions and CEOs
should be recognized for their efforts.
At the completion of the Six Sigma Project, having a luncheon celebration with all employees
will prove motivating to the team.
Six Sigma Team Involvement The involvement of team members and other employees in the planning and execution of a
program is very useful. To engage people in such efforts, a recognition program is in order. HR can
play a relevant role in this process. With the support of the HR department, teams can set up the
appropriate system for rewarding and recognizing their employees.
With their support, senior management can set up the structure for compensating or rewarding
employees with raises or bonuses. They can even help in developing a non-monetary reward system.
Reward and recognition is a very important and useful part of Six Sigma architecture. The
proper, careful and systematic use of the same can prove to be very motivating for the employees and
ultimately lead to success of the Six Sigma Project.
Selecting Lean Six Sigma Project
Lean Six Sigma is a powerful method for improving existing products, processes and
services. Six Sigma was developed by Motorola in 1987. Motorola’s Six Sigma yielded significant
financial results and became popular with many other companies, even though Six Sigma was
practiced without the benefit of the define, measure, analyze, improve and control (DMAIC) strategy,
Black Belts (BBs), or a defined project selection process.
In the mid-1990s, consultants introduced the method to Allied Signal and General Electric
(GE), tying improvement to bottom-line financial performance. GE and other organizations refined
the Six Sigma method and focused on identifying and selecting key projects, as well as adapting
operations-based Six Sigma to service and transactional processes.
One way to improve the deployment of lean Six Sigma is to improve how lean Six Sigma
projects are identified and selected. The typical approach to lean Six Sigma project identification and
selection is heavy on selection techniques but light on identification techniques. There are four
prerequisites to a well executed lean Six Sigma project identification and selection process.
Prerequisite One: Understand The Strategic Plan The first step in understanding how to identify and select lean Six Sigma projects is to ensure
you are completely familiar with your organization’s strategic plan. A typical strategic planning
process will involve the following steps:
Planning to plan: Create a roadmap to accomplish the strategic plan.
Values scan: Assess the interests of the stakeholders.
Mission formulation: Use the stakeholders’ input to formulate a mission statement.
Business modeling: Create a viable business model, including cultural considerations and
funding related to the restructuring or divestiture of existing business lines, as well as the
addition of new business lines.
Performance audit: Perform an assessment of the organization in terms of capabilities and
financial strength.
Gap analysis: Compare the current performance with the desired state to create a list of gaps.
Integrating action plans: Create and implement a detailed plan to accomplish the strategies of
the organization and close any gaps.
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 30
Contingency planning: Develop contingency plans to account for potential market changes,
competitive pressures and other scenarios that might affect the strategic plan and the
organization’s ability to execute it.
Implementation: Deploy the plan throughout the organization via cascaded goals, quantifiable
performance measures and clearly identified owners and timeframes.
As part of action planning, organizations should launch strategic thrusts to close perceived gaps.
Typically, strategic thrusts are initiatives with clear charters and budgets, led by senior executives and
involve clear accountability. Strategic thrusts might be broad or specific, depending on the perceived
gaps. Lean Six Sigma, Six Sigma, design for Six Sigma and their various permutations are all
strategic thrusts.
Prerequisite Two: Align, Improve Efforts with Strategy The second step is to understand how improvement activities should be aligned with the
action plans found in the strategic plan. As part of business modeling in the strategic planning step, an
analysis likely will have identified where the line of business (LOB) falls with respect to market
growth and competitive position. The intent is to determine an effective strategy for a particular LOB
based on the rate of market growth and the competitive position for the LOB.
For example, if a particular LOB has a strong competitive position in a fast growing market,
the management team for the LOB might emphasize product development over operations
improvement. On the other hand, a particular LOB with a weak competitive position in a slow market
might require extensive focus on improving the cost structure through lean Six Sigma. For other
scenarios, the im-provement strategy should be suited to the optimization of each specific LOB
relative to its strategic goals.
Prerequisite Three: Understand The Policy Deployment System The third step is to integrate the action plans into the policy deployment system. Policy
deployment is a general reference to goal based plans cascaded throughout the various levels of the
organization. Hoshin planning, management by objective and other terms are varied implementations
of policy deployment. Successful implementation of policy deployment involves:
Setting high-level goals, targets, timeframes and owners based on the action plans from the
strategic plan.
Setting functional and departmental goals, targets, timeframes and owners based on cascading
the high-level goals to the local level.
Integrating the local goals into performance plans for individuals and teams.
Doing regular performance re-views for high-level and local goal achievement.
Integrating performance to goals in the bonus structure for management.
Prerequisite Four: Understand Core Business Processes Every organization operates in some form as a system that converts inputs (transactions,
information or raw materials) into outputs desired by customers (a product or service). The
organization will attempt to define processes to create the desired outcome for customers and
ostensibly document those processes.
To clarify how to look at process performance for opportunities for improvement, the
following terms apply:
Level one (L1) process: A core business process that corresponds to a business function and
has accounting traceability.
Level two (L2) process: A subprocess of an L1 process that involves a distinctly related
sequence of process steps.
Work steps: A logical work unit of an L2 process that involves a sequence of work tasks and
is performed by a person or a small team.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 31
Figure 1 shows an example of the use of the terms.
The typical approach to identifying opportunities for improvement is to first understand what
the key L1 processes are within the organization. Then the key L1 processes will be broken down so
key L2 processes can be identified. A typical lean Six Sigma project then will address a sequence of
work steps within one or more L2 processes.
Project Identification and Selection Process Champions, Master Black Belts (MBBs) and BBs can and should follow a structured method for
identifying, prioritizing and selecting lean Six Sigma projects. Initially, the responsibility of a
Champion in the project identification and selection process is to assist a trained MBB to execute the
following steps:
Review the strategic plan.
Understand the high-level goals and targets for the organization.
Compare desired performance with actual performance for the organization.
Understand the local or departmental goals and targets for all business functions.
Compare the desired performance with the actual performance for each business function.
Identify key L1 processes based on risk/return/goal analysis.
Understand key L2 processes based on risk/return/goal analysis.
Brainstorm all potential improvement opportunities.
Rank and prioritize all potential improvement opportunities based on risk/return/goals.
Communicate the results of the ranking activity and seek consensus.
Launch lean Six Sigma projects based on the priorities.
After becoming familiar with the process, the Champion is expected to lead these steps for the
organization on a regular basis.
Figure 1: Process Performance Decomposition Example

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 32
Champion’s Role Is Integral The role of a lean Six Sigma Cham-pion is varied and diverse depending on the size of the
organization and the scope of the lean Six Sigma deployment. The DMAIC method does not come
without the risk of failure, but it is a very successful and proven approach to solving problems and
optimizing process performance. The success of lean Six Sigma projects often hinges on the
Champion’s ability to resolve organizational issues and manage risks to the project, including:
Funding.
Time.
Staffing.
Customer relations.
Project size and complexity.
Overall structure.
External factors.
Dependencies among projects.
Most of these risks can be addressed—and possibly alleviated—by having a well-run project
identification process, communicating the priorities of the organization, communicating the potential
lean Six Sigma projects, and building consensus among the key stakeholders.
Champion responsibilities do not end after projects have been selected. The Champion is also
responsible for ensuring that each lean Six Sigma project has a solid plan, buy-in for the required
resources, and effective management. The Champion is also re-sponsible for running effective project
reviews at the end of each phase of the DMAIC process. Project reviews should not only look back at
preceding activities, but also look ahead for the successful execution of upcoming phases.
A well-trained MBB should assist the Champion before and during the project reviews. The
BB will be well versed in the technical tools, but it is the responsibility of the Champion to enable
sufficient resources and remove organizational roadblocks that might stall the project.
Lean Six Sigma Organizational Architecture Six Sigma is a quality methodology that can produce significant benefit to businesses and
organizations. Not much text, however, has been written about the structure needed to successfully
implement Six Sigma quality within your business or organization. This article will focus on roles and
responsibilities, as well as required rewards and recognition for a successful Six Sigma quality
program.
Roles and Responsibilities
Quality Leader/Manager (QL/QM) – The quality leader’s responsibility is to represent the
needs of the customer and to improve the operational effectiveness of the organization. The Quality
function is typically separated from the manufacturing or transactional processing functions in order
to maintain impartiality. The quality manager sits on the CEO/President’s staff, and has equal
authority to all other direct reports.
Master Black Belt (MBB) – Master Black Belts are typically assigned to a specific area or
function of a business or organization. It may be a functional area such as human resources or legal,
or process specific area such as billing or tube rolling. MBBs work with the owners of the process to
ensure that quality objectives and targets are set, plans are determined, progress is tracked, and
education is provided. In the best Six Sigma organizations, process owners and MBBs work very
closely and share information daily.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 33
Process Owner (PO) – Process owners are exactly as the name sounds – they are the
responsible individuals for a specific process. For instance, in the legal department there is usually
one person in charge – maybe the VP of Legal – that’s the process owner. There may be a chief
marketing officer for your business – that’s the process owner for marketing. Depending on the size of
your business and core activities, you may have process owners at lower levels of your organizational
structure. If you are a credit card company with processes around billing, accounts receivable, audit,
billing fraud, etc., you wouldn’t just have the process owner be the chief financial officer, you would
want to go much deeper into the organization where the work is being accomplished and you can
make a big difference.
Black Belt (BB) – Black Belts are the heart and soul of the Six Sigma quality initiative. Their
main purpose is to lead quality projects and work full time until they are complete. Black Belts can
typically complete four to six projects per year with savings of approximately $230,000 per project.
Black Belts also coach Green Belts on their projects, and while coaching may seem innocuous, it can
require a significant amount of time and energy.
Green Belt (GB) – Green Belts are employees trained in Six Sigma who spend a portion of
their time completing projects, but maintain their regular work role and responsibilities. Depending on
their workload, they can spend anywhere from 10 percent to 50 percent of their time on their
project(s). As your Six Sigma quality program evolves, employees will begin to include the Six Sigma
methodology in their daily activities and it will no longer become a percentage of their time – it will
be the way their work is accomplished 100% of the time.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 34
Six Sigma Deployment Planning
Anyone who has deployed Six Sigma, or has thought about deploying Six Sigma, is familiar with the
main stumbling blocks to a successful deployment – lack of senior leader support, lack of data,
longer-than-expected project cycle time, part-time Black Belt resources, and most important, poorly
defined projects. Since the first financial firm started deploying Six Sigma in 1996, quality
professionals still face the same common deployment challenges. Why? The answeris found in the
quality of the deployment planning process. To address these common issues in advance and mitigate
the risk of failure, deployment leaders, Champions and Master Black Belts should consider using two
key requirements of a good deployment planning process:
Six Sigma success equation
Readiness assessment for Six Sigma
Six Sigma Success Equation What is the Six Sigma success equation? Simply put, a successful Six Sigma deployment
requires the following components prior to the first wave of training – the right Belts, the right
projects and the right support system. Or, a variation of the formula
Y = f(x1, x2, x3):
Success = f (RBelts, RProjects, RSupport System)
1. The right Belts means all of them, from Yellow Belts up through Master Black Belts.
2. The right projects mean well-defined projects and should include a robust pipeline of projects
at a ratio of two projects per active Belt at any given time.
3. The right support means a complement of passionate Champions, involved senior leaders,
highly analytical and skilled data owners, excellent and available subject matter experts and
process owners, the right financial representatives, a robust financial management and
reporting system, an excellent human resources support system, good and available data, the
right metrics and validated measurement systems, and a good Six Sigma training vendor and
curriculum customized to the organization’s culture and needs.
These three critical x’s in the success equation drive the quality of a successful deployment.
Having the top quality in these areas, or best-in-class level, requires several key specifics to be
completed by the first day of training – Black Belts that are 100 percent dedicated, well-defined
projects in which their initial “cost of poor quality” is signed off by the finance department, and a
strong support infrastructure. Unfortunately, the common case deployment scenario is what many
organizations experience: Not all Black Belts have well-defined projects or are 100 percent dedicated,
the financial/customer benefits of projects are not easily identified, and the support system is too
weak. Fortunately, fewer organizations experience the worst case scenario: Poorly selected Black
Belts, poorly defined projects with little or no financial/customer benefits, almost no support system,
and attrition of Belts and Champions. What can assure the greatest chance for a company to have a
best-in-class scenario? The answer is the quality of the deployment planning.
Selecting the Right Belts Because Six Sigma is a project-based methodology, one deployment success factor is the
cycle time of Black Belt training projects. Now, what would be the best-in-class scenario in terms of
cycle time of Six Sigma projects? If a Black Belt starts a project the same day as starting DMAIC
training, then would it be perfect if at the end of the Control phase of the training, the project also
were at the Control phase? This represents a project completion time of four months.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 35
While some firms achieve a best-in-class average of a four-month cycle time on training
projects, as shown in Figure 1, others spend more than three quarters – nine months – completing the
projects.
One of the most challenging and critical aspects of Six Sigma is selecting the best of the best
within the organization to be full-time Black Belts or part-time Green Belts. Successful Black Belts
are the kind of employees who overcome virtually all barriers to successful project completion – even
such basic problems as poor project selection, lack of Six Sigma infrastructure, poor Champion
support and lack of data. The process of selecting candidates for Black
Belt training must be thorough. It is important to allow enough time and devote enough effort
to the task. A company should start by looking for persons with a well-balanced set of leadership,
analytical and project management skills.
The process should include the following considerations:
Begin selecting the right Belts while building the pipeline of projects in order to match project
complexity with the skill sets and experience of Black Belts.
Transition the current responsibilities of Black Belt candidates to others in the company, so
that each Black Belt candidate is 100 percent dedicated to Six Sigma on the first day of
training. (See Figure 1.)
Selecting the Right Projects The selection process starts by defining and implementing a project pipeline strategy, followed by
several project selection workshops. A project pipeline strategy identifies items which are critical to
customers (CTCs) or critical to quality (CTQs). Next, CTCs are prioritized and Champions are
nominated and selected. Financial representatives, data owners and process owners are key players in
this process and should be nominated and trained at this point as well, since the prioritization process
often requires some data mining or process mapping. The end result is worthwhile as the cycle time of
the projects will be shortened. (See Figure 2.)
Project selection is a never-ending process in Six Sigma. It starts two or three months prior to
the first day of training, but has no end. Everyone in the company should be encouraged to suggest
project ideas. The success of the project selection process and project pipeline is measured by two
factors – the cycle time of projects and the number of projects per active
Belt that are in the pipeline.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 36
Right Support System in Place
Even before building the project pipeline and simultaneously selecting the best of the best to
be Black Belt candidates, an organization must begin to develop an infrastructure to support its Six
Sigma deployment. This process can take anywhere from three to six months.
It begins with identifying a long- and short-term Six Sigma strategy for the organization. The strategy
underlines not only the goal, mission and vision of Six Sigma for the organization, but also the
required resources and the risks associated with a potential failure.
The support system must be comprised of the best Champions, subject matter experts,
financial representatives, human resources representatives, data owners and process owners within the
company. These key players must be trained prior to the Black Belts – usually a long process with
results that may be hard to measure immediately. However, a strong infrastructure will pay off in
supporting the project efforts. A well-understood financial system is needed to track, report, validate,
and book Six Sigma financial benefits holistically throughout the organization. Finally, the
organization’s human resources department needs policies and procedures to support the Six Sigma
deployment.
Lean Principles
The principles of Lean are pretty simple, whether you apply it to manufacturing, service, or
administration.
1. Determine value—what does the customer want? (Voice of the customer) Determining value, from
the customer’s point of view, can be a challenge for a number of reasons:
• Value is an effect of doing things right. The effects of improving speed, quality, and
cost leads to higher customer satisfaction, retention, and referrals. All of which lead
to growth and profitability.
• What has value in one situation may not have value in another. If I want a product or
service delivered on a Friday, it doesn’t matter to me if you can deliver it on any of
the weekdays before Friday. (I want it when I want it, not when you can deliver it.)
2. Use pull systems—to avoid overproduction. Big inventories of raw materials or finished goods hide.
problems and inefficiencies.
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 37
3. Institute one-piece flow—Make the work flow, so that there are no interruptions, wasted time, or
materials.
4. Level out the workload—(hejunka) to the rate of customer demand or pull.
5. Stop and fix problems—immediately to get quality right the first time.
6. Standardize—to support improvement.
7. Use visual controls—so that no problems remain hidden.
8. Use only reliable technology—that supports the people and the process.
9. Compete against perfection—not competitors.
Toyota worked with one supplier to reduce lead time by 46%, work-in-process (WIP)
inventory by 83%, finished goods inventory by 91%, overtime by 50% and increase productivity by
83%. (Source: The Toyota Way, Jeffrey Liker) Matsushita produces cell phones, fax machines, and
security cameras. In 2002 they had a loss of $3.7 billion; by March 2007 they’re expecting a profit of
$1.7 billion—an annual increase in profit of 23% on a 1% increase in sales. It was taking 60 hours for
a production run to deliver its first finished product (big batch sizes cause these delays). Using Lean,
Matsushita reduced the lead time to 40 minutes (99% of the time was delay; 1% production). It used
to take 3 days and multiple shifts to make 1500 phones; they now make 500 per shift. This has
reduced inventory costs because components spend one-third less time in the factory. An early Lean
change involved switching from production lines to work “cells.” They also right-sized their
machines. Faster robots on the assembly line were sitting idle waiting on slower robots. Matsushita
doubled up on slower robots to feed more quickly the faster ones and increase flow. Despite the faster
pace, defects are at an all time low. Matsushita serves 75 different markets and phones alone have
over 1500 design variations. With over 77 parts for each circuit board, change over from one cell
phone to another was taking too long. Matsushita designed a circuit board that needed far fewer
changes per model. As you can imagine, probably 80% of the parts were the same and 20% different.
If you can keep 80% of the board the same, it would reduce changeover time and costs. Matsushita
has seven plants worldwide producing 35 million products a year; so they test new production
concepts in the mother plant in Japan and replicate the changes in all of their other plants. Since no
two plants are of the same size or shape, it can take up to three months to adapt the changes to fit each
plant.
Lean Six Sigma Principles Learn the 5 Core Principles of Lean:
1) Specify value in the eyes of the customer
2) Identify value stream and eliminate waste
3) Make value flow at pull of the customer
4) Involve & empower employees
5) Continuously improve in pursuit of perfection
• Value - specify what creates value from the customer’s perspective.
• The value stream – identify all the steps along the process chain.
• Flow - make the value process flow.
• Pull - make only what is needed by the customer (short term response to the customer’s rate
of demand).
• Perfection - strive for perfection by continually attempting to produce exactly what the
customer wants.
Value
Any process that the customer would be prepared to pay for that adds value to the product.
The customer defines the value of product in a lean supply chain.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 38
Value-adding activities transform the product closer to what the customer actually wants.
An activity that does not add value is considered to be waste
The Value Stream
• The value stream is the sequence of processes from raw material to the customer that create
value.
• The value stream can include the complete supply chain.
• Value stream mapping is an integral aspect of Lean.
Flow
• Using one piece flow by linking of all the activities and processes into the most efficient
combinations to maximize value-added content while minimizing waste.
• The waiting time of work in progress between processes is eliminated, hence adding value
more quickly.
Pull
• Pull = response to the customer’s rate of demand i.e. the actual customer demand that drives
the supply chain.
• Based on a supply chain view from downstream to upstream activities where nothing is
produced by the upstream supplier until the downstream customer signals a need.
Perfection
• The journey of continuous improvement.
• Producing exactly what the customer wants, exactly when, economically.
• Perfection is an aspiration, anything and everything is able to be improved.
Based on two philosophies: 1. Elimination of waste
2. Respect for people
Customer perceives value
Value Added Activity
An activity that changes the size, shape, fit, form, or function of material or
information (for the first time) to satisfy the customer.
Non-Value Added Activity
Those activities that consume time or resources, but do not add value in the eyes of
the customer.
Value Added
• Any activity or operation performed that helps transform a product or service from its raw state into
its finished form.
• Completed right the first time.
• Any activity customer is prepared to pay for. Activity required to ensure that a product or service is
delivered in conformance to specification.
Non-Value Added
• Any activity that doesn’t help to transform a product or service into its final form. Activity not
performed right. Activity customer not willing to pay for.
• This includes:
Unnecessary process steps
-work, corrections, etc.
times
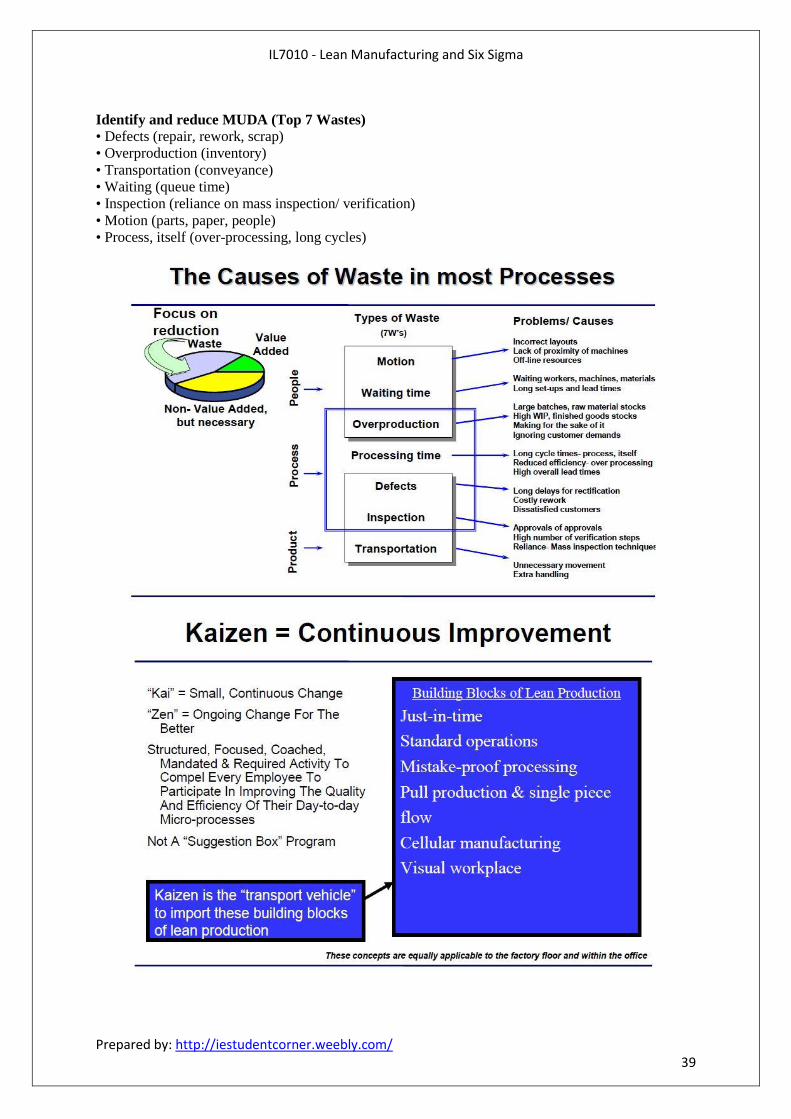
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 39
Identify and reduce MUDA (Top 7 Wastes)
• Defects (repair, rework, scrap)
• Overproduction (inventory)
• Transportation (conveyance)
• Waiting (queue time)
• Inspection (reliance on mass inspection/ verification)
• Motion (parts, paper, people)
• Process, itself (over-processing, long cycles)

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 40
Lean Six Sigma – Value Stream Perspective
A value stream is all the actions (both value added and non-value added) currently required to
bring a product (or transaction) though the main flows essential for every product/ service: from raw
material/ (customer need), through all the required steps, then – back to the arms of the customer.
Taking a value stream perspective means working on the big picture, not just individual
processes, and improving the whole, not just optimizing the parts.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 41

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 42
Why VSM?
To understand the current situation – The “big picture” point of view (To use as a tool to improve the
whole vs. optimizing the parts…)
• Exposes sources of waste - not just the waste • Shows linkage between information flow and
material flow
• Forms the blueprint to identify areas of Improvement. It helps visualize more than just the single-
process level, i.e. assembly, welding, etc., in production. You can see the whole flow.
• It helps to see more than waste. Mapping helps to see the sources of waste in your value stream.
• It provides a common language for talking about manufacturing (and transactional) processes.
• It makes decisions about the flow apparent, so you can discuss them. Otherwise, many details and
decisions in your area just happen by default.
• By adding data, it ties together lean concepts and six sigma techniques, which helps you avoid “pet
projects”.
Lean Six Sigma – Value Stream Map is an Essential Tool
It forms the basis of an implementation plan. By helping you design how the whole door-to-door flow
should operate - a missing piece in so many lean efforts - value stream maps become a blueprint for
improvement. Imagine trying to build a house without a blueprint!
• It shows the linkage between the information flow and the material flow. No other tool does this.
It enhances the quantitative tools and layout diagrams that produce a tally of non-value added steps,
lead time, distance traveled, the amount of inventory, and so on.
• Value stream mapping is a qualitative tool by which you describe in detail how your facility should
operate in order to create flow. Numbers are good for creating a sense of urgency or as before/ after
measures. Value stream mapping is good for describing what you are actually going to do to affect
those numbers.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 43
Building Blocks of Lean Enterprise

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 44
Infrastructure Tools
Lean Manufacturing
Six Sigma
Total Quality Management
Business Process Re-engineering
Zero based Budgeting
Statistical Process Control
Quality Circles
Employee Empowerment
Methods and Standards
Institutionalizing Lean Six Sigma Introduction:
Lean Six Sigma can deliver increased operating margins and growth that will drive the intrinsic value
of the company. But the key to having the stock market recognize that value is to sustain the growth
in ROIC and revenue. And that means institutionalizing Lean Six Sigma so that the company can
continue to improve performance year in and year out. One of the biggest concerns heard is ―How
do we make sure that our people don’t think this new initiative is just the latest flavour of the month?‖
This telling comment reminds us that nearly every company will have tried to implement a change
program or two at some point in the past. In many cases, these programs faded away and the
initiatives became―flavours of the month. The experience tends to create an immunity in the
company to making change.
The approach that Caterpillar has taken is an example of an effective approach to
institutionalizing Lean Six Sigma. Caterpillar sees institutionalizing the process in four major phases:
Comply, Commit, Embed, and Encode.
-front process in which the executive team must be willing to make the
necessary investments and, to some degree, enforce their will on the company to give Lean Six Sigma
a try.
belief that all of this work is paying off, personally and
organizationally. This second stage in the process can come only as a response to seeing valuable
results from
Lean Six Sigma. That is why it is so critical to establish and publicize project successes as early as
possible and to reward those who established this success.
n Six Sigma must become embedded in everything the company does. The philosophy
must be embraced and the actions of the organization must reflect this. This includes ensuring that
Lean Six
Sigma is the process that drives improvement across the company, in manufacturing, in transactional
processes, in customer-facing processes, and in new product development. Embedding Lean Six
Sigma also includes driving the process beyond the four walls of the company into customers and
suppliers.
like to talk about making Lean Six Sigma part of the company DNA.
When Lean Six Sigma is in the DNA, you probably won’t even have to call it by name. It will just
become the way that the company thinks. Encoding takes time. Very few companies have made
Six Sigma part of the DNA in the company. GE and AlliedSignal (now part of Honeywell) are
probably the most notable.
Institutionalization
So, how can you lead an organization through these phases? Clearly, institutionalization will
take time and will meet with barriers along the way. I like to think about institutionalization in three
―steps, listed here in priority order:
IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 45
A. Start the process on the right foot.
B. Build confidence that Lean Six Sigma is here to stay.
C. Extend and institutionalize Lean Six Sigma.
A. Start the Process on the Right Foot
If you don’t start off right, you put your company at a tremendous disadvantage and all of the effort
applied to the other elements of institutionalization will be diluted enormously. Here are three
essentials to starting off right:
1. Dedicate black belt and champion leadership positions full time. Deploying Lean Six Sigma
(especially in its infancy, the first one or two years) is not a part-time job—it requires highly
respected, highly talented, full-time leadership and management.
2. Select the best people for these roles. Employees will be watching closely to see if
management has the conviction to dedicate their best resources (who are most likely currently
in important roles).
3. Select the projects most important to the business. Utilize Net Present
4. Value justification; do not blindly manage to budget. If one dollar invested today returns two
dollars tomorrow, go to the P&L manager, get approval, and spend the dollar!
Each of these actions is an important test of up-front management conviction in the process. If
Lean Six Sigma is executed well, the rest of the organization will begin to believe.
B. Build Confidence That Lean Six Sigma Is Here to Stay
1. Leaders must articulate what Lean Six Sigma means clearly, simply, and frequently.
Communicate often, frankly, and with many different media to ensure key messages are
received by all potential audiences (both internally and externally):
2. Clearly and frequently communicate the need for the change. Why is change necessary and
urgent?
3. Clearly explain the need for change and the potential benefits (and risks) to those
constituencies that will be affected in the process of transition.
4. Describe what will change, how and when the changes will occur, and what individuals need
to do in order to succeed.
5. Involve employees in all aspects of transformational change.
6. Plan and enforce a focus on transactional processes. We recommend that at least 50% of all
improvement projects should be directed toward transactional processes. This will involve
many segments within an organization that might have been left out of improvement
processes in the past. This percentage may be high in manufacturing companies during the
first year, but manufacturing cycle efficiency can be improved to 25% only if the
transactional areas that surround manufacturing are streamlined.
7. Reinforce existing corporate values (e.g., integrity customer focus, teamwork) during
implementation. This reinforces that Lean Six Sigma is part of your existing value set, not
some independent short-term program.
C. Extend and Institutionalize Lean Six Sigma
As people in your company become more comfortable with Lean Six Sigma, look for ways to
extend its use:
1. Enforce a common language. Make terms such as DMAIC, metrics, dashboards Net Present
Value, Lean, variation, and cycle time part of your everyday language when discussing
existing operations or future improvements.
2. Integrate Lean Six Sigma plans with business plans. Ensure that Lean Six Sigma is
incorporated into existing strategic plans, operating plans, and budgets. In this way, Lean Six
Sigma projects will all directly align with existing business strategy and existing business
needs.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 46
Planning for Each Business Unit Launch
Deployment isn’t finished until every business unit is using Lean Six Sigma. However, completion of
your deployment plans requires knowledge of the issues raised above and in all the intervening
chapters as well, such as
1. The resource and project selection processes.
2. Management team alignment and commitment to projects that get selected.
3. What it will take to develop a cadre of trained black belts and champions.
4. How to build toward true institutionalization.
It is important as well to exhibit management’s commitment to the program and to the
projects being undertaken, and to answer any questions or concerns that arise from the new course the
company is charting.
Additional training may be provided to team members and the management staff to broaden
the base of Lean Six Sigma knowledge and ensure alignment of individual perceptions with the
overall program goals.
The Executive Role
Everything starts with leadership, and leadership starts with the executive team. The
executives in your organization must lead the way. They must continually link their strategy’s
execution to Lean Six Sigma and continuous improvement; they must frame Lean Six Sigma
as―transformational change‖—something that requires hard work over the long haul, not a short-term
improvement effort. Lean Six Sigma should be presented as the way the business will be transformed
with large scale integration of fundamental changes through- out the organization—including
processes, culture, and customers— to achieve and sustain results.
The CEO and other leaders must also act in ways that support the importance of having the
best people fill black belt and champion positions. The experience of being a black belt or champion
provides a process view of the corporation that is a very valuable experience in the preparation of the
future leaders of the firm. For this reason, it is important that the black belts and champions be
selected with this in mind; hence they must be among the best and brightest. They will have an
experience of increasing operating profit, reducing lead times, etc., that will make Lean Six Sigma a
tool they will employ for life. If the next generation of P&L managers have this experience, the
institutionalization of the process and the sustainability of results are ensured. Thus the insistence of
the CEO on getting the best and brightest assigned as champions and black belts is the most
important aspect of institutionalization.
Emphasising the Ultimate Goal
One characteristic of successful Lean Six Sigma efforts is that the CEO and his or her P&L managers
think of Lean Six Sigma as a culture, a way of life, and ―the way us operate.‖ Lean Six Sigma is the
instrument of transformational change and, ultimately, all improvement efforts should fit under the
umbrella of Lean Six Sigma. In the nervous trials of rea1ity Lean Six Sigma should be looked on as a
resource that provides continuity of conception and organic development of strength and that can be
applied to solve any business problem. In summary:
Lean Six Sigma is a key enabler of corporate strategy.
Lean Six Sigma is driven by both business and customer needs.
Competitive pressures only increase with time, and Lean Six Sigma enables a competitive
advantage.
The ultimate goal is for Lean Six Sigma to become part of the ―warp and woof‖ of the
company. (In weaving, as you may know, ―warp‖ is the long threads that provide the structure and
―woof‖ is the crossing threads that provide design and colour.) You will know that you have reached
this goal when Lean Six Sigma is no longer referred to as a program. In fact, it may not even be
referred to by name. It will simply be the way that your organization solves problems and improves
processes, all the time.

IL7010 - Lean Manufacturing and Six Sigma
Prepared by: http://iestudentcorner.weebly.com/ 47
5 S • The 5S‘s are simple but effective methods to organise the workplace.
• The methodology does however, go beyond this simple concept, and is concerned with
making orderly and standardized operations the norm, rather than the exception.
Posters bearing the 5S terms can be found on the walls of Japanese plants, and are a visual aid
to organisational management.
Seiri Sort
This requires the classifying of items into two categories, necessary and unnecessary, and
disregarding or removing the latter.
Seiton Straighten
Once Seiri has been carried out Seiton is implemented to classify by use, and arrange items to
minimise search time and effort. The items left should have a designated area, with specified
maximum levels of inventory for that area.
Seison Shine
Seison means cleaning the working environment. It can help in the spotting of potential
problems as well as reducing the risk of fire/injury by cleaning away the potential causes of accidents.
Seiketsu Systematise
Seiketsu means keeping one's person clean, by such means as wearing proper working
clothes, safety glasses, gloves and shoes, as well as maintaining a clean healthy working environment.
It can also be viewed as the continuation of the work carried out in Seiri, Seiton, and Seison.
Shitsuke Sustain
Shitsuke means self-discipline.
The 5 S‘s may be viewed as a philosophy, with employees following established and agreed
upon rules at each step. By the time they arrive at Shitsuke they will have developed the discipline to
follow the 5 S‘s in their daily work.