research project summaries 2016-2017 - utd-co.org westport inc. with utd’s support. ... > new...
TRANSCRIPT

RESEARCH PROJECT SUMMARIES
2016-2017

Utilization Technology Development, NFP
RESEARCH PROJECT SUMMARIES
2016 - 2017

Legal Notice
This report was prepared by Utilization Technology Development, NFP (UTD). Neither UTD, the members of UTD, nor any person acting on behalf of any of them: Makes any warranty or representation, express or implied, with respect to the accuracy, completeness, or
usefulness of the information contained in this report, or that the use of any information, apparatus, method, or process disclosed in this report may not infringe privately-owned rights. Inasmuch as many projects are experimental in nature, the technical information, results, or conclusions cannot be predicted. Conclusions and analysis of results by UTD represent UTD’s opinion based on inferences from measure-ments and empirical relationships, which inferences and assumptions are not infallible, and with respect to which competent specialists may differ.
Assumes any liability with respect to the use of, or for any and all damages resulting from the use of, any
information, apparatus, method, or process disclosed in this report; any other use of, or reliance on, this report by any third party is at the third party’s sole risk.

Letter to Our Stakeholders
During 2016-17, Utilization Technology Development (UTD) significantly advanced exciting new high-efficiency, low-emission, economical products, systems and technologies that use natural gas and will shape our energy future.
UTD funded and managed more than 70 research projects spanning six end-use sectors of water heating, space condition-ing, commercial foodservice (CFS), industrial processes, combined heat & power/power generation, and transportation. UTD’s 18 member companies focused these efforts on creating greater solutions for their 40 million natural gas customers, as well as to benefit other stakeholders including their communities, companies, and our planet.
Increasing end-use equipment efficiency, reducing equipment costs, and responsibly using energy remains a top UTD priority. Efforts included: introducing new ENERGY STAR® CFS equipment; demonstrating an economical gas absorption heat pump technology; and prototyping other new high-efficiency technologies. UTD also funded efforts to build credible technical information that can impact future codes and standards, such as gaining a better understanding of source energy basis considerations.
Reducing NOx and other emissions to lower levels progressed in many UTD projects. Efforts included: demonstrating a <5 ppm NOx industrial burner with PowerFlame Inc.; demonstrating low NOx ribbon burner technology at a commercial bakery; and seeing sales increase of new low-emission medium- and heavy-duty natural gas engines developed by Cummins Westport Inc. with UTD’s support.
Integrating more renewable energy with natural gas was advanced by: helping accelerate the use of Net Zero Energy buildings; developing a solar-energy-driven system that integrates novel energy storage with supplemental natural gas; and other initiatives.
UTD members leveraged their research investments with significant co-funding – each $1.00 in UTD member funding in 2016 was matched by $4.71 of direct funding by government and industry partners, plus additional in-kind co-funding provided by manufacturers and others.
As natural gas takes a larger position in our world’s energy mix, UTD’s role increases in importance as a not-for-profit collaboration that develops practical, efficient, economical solutions to benefit ratepayers, the environment, and other stakeholders. Thank You for supporting innovation and continuous improvement.
William H. Greer Ronald Snedic Chairman President
UTD Members > APGA Research Foundation > Atmos Energy Corporation > Dominion Energy Utah and
Dominion Energy Wyoming > Enbridge Gas Distribution Inc. > gasNatural Fenosa > Intermountain Gas Company > Louisiana RDC - Atmos Energy Corporation
- CenterPoint Energy, Inc. - Entergy Corporation
> National Fuel Gas Distribution Corporation > National Grid > New York State Electric & Gas Corporation/
Rochester Gas and Electric Corporation > NW Natural > Oklahoma Natural Gas Company > Peoples Gas, a WEC Energy Group Co. > Piedmont Natural Gas Company, Inc. > Southern California Gas Co.,
a Sempra Energy Utility > Southwest Gas Corporation > Spire Energy (Alagasco Gas Co.) > TECO Peoples Gas

UTD IMPACT
UTD’s 18 member companies serve more than 40 million natural gas customers in the Americas and Europe.
The UTD collaboration helps utilities build technology portfolios and expand energy efficiency programs.
Together we are shaping the energy future with clean, efficient, end-use technologies.
Visit www.utd-co.org for more information.
UTD is a non-profit collaboration of utilities that creates and advances new technologies and products to reduce costs, address regulatory challenges, enable efficient fuel choices, lessen environmental impacts, and further integrate natural gas with renewable energy resources. The commercialized products and major technology development advancements shown here illustrate some of UTD’s impacts and benefits for ratepayers, utilities, other stakeholders, and our planet. UTD highly values input from all stakeholders. Please call us if you have any questions regarding these exciting impacts! Ron Snedic (1.847.768.0572) Rich Kooy (1.847.768.0512)
COMMERCIALIZED PRODUCTS
Dedicated Outside Air System/Rooftop Unit Condensing heating versions of Munters Dedicated Outside Air System and other packaged rooftop unit (RTU) products increase heating efficiency from 80%-81% to 90%-93%. It has a market potential of 3+ million BTU replacements. A number of field demonstrations by multiple RTU OEMs with major retailers and other end users are being considered in 2017, benefitting from UTD’s prior research and heating module development. (Project Summary, p. 57.)
Munters Corporation Larry Klekar 210-249-3883 [email protected] www.munters.com
NextAireTM Gas Heat Pump NextAire’s 8-ton and 15-ton gas heat pumps (GHP) for com-mercial use include variable refrigerant flow and multizone capabilities. They can efficiently heat (up to 1.5 COP) and cool commercial building space and reduce building peak electric demand. More than 400 units have been sold in the U.S. UTD’s analysis is supporting best practices for siting. (Project Summaries, p. 53, 61 & 71.)
IntelliChoice Energy Tom Young 623-879-4664 [email protected] www.iceghp.com

Cannon Boiler Works Ultramizer® The Ultramizer is an advanced heat-and-water recovery system for larger commercial and industrial boilers (over 140,000-unit market in U.S.). It increases boiler efficiency from 80% to 93%—saving customers 15% in energy while also reducing water demand.
Cannon Boiler Works, Inc. Chris Giron 724-335-8541 x414 [email protected] www.cannonboilerworks.com
Heat Sponge Economizer for Industrial/ Commercial Boilers In either condensing or non-condensing configurations, this heat recovery system for commercial and industrial boilers (over 140,000 unit market in U.S.) increases boiler efficiency from 80% to a range of 85%-93% (validated by UTD lab test-ing). It also saves customers 5%-15% in annual energy costs. In 2017 UTD is completing a field test in Utah to further validate energy savings. (Project Summary, p. 99.)
Boilerroom Equipment, Inc. 866-666-8977 www.heatsponge.com
S.U.N. Equinox Solar-Assisted Heating System The Equinox system is a combination solar/natural gas water heating system using an efficient evacuated tube design. It can be used in residential, commercial, or industrial locations and is capable of meeting 100% of domestic hot-water and space heating needs. UTD validated its energy performance in a field demonstration.
Solar Usage Now, LLC Tom Rieker 614-759-7242 [email protected] www.solarusagenow.com
ENERGY STAR Fryer In 2017 Royal Range’s new high-efficiency fryer was awarded the National Restaurant Association’s Kitchen Innovation Award and GFEN’s Blue Flame Product of the Year Award. Independent testing has shown 63% heavy-load cooking energy efficiency, greatly exceeding the ENERGY STAR 50% threshold requirement.
Royal Range of California Robert Lutz 951-360-1600 [email protected] www.royalranges.com
Low-Oil-Volume Fryers Marketed by Frymaster as Protector® fryers, this equipment increases energy efficiency while also extending cooking-oil quality and life to provide significant customer savings. Field demonstrations completed by UTD have shown an average savings of $4,800 per year per fryer.
Frymaster Linda Brugler 318-866-2488 [email protected] www.frymaster.com
ENERGY STAR Conveyor Oven ENERGY-STAR-rated conveyor ovens from Lincoln include an advanced energy-management system to reduce energy consumption up to 38%.
Lincoln, a division of Manitowoc Foodservice 260-459-8200 www.lincolnfp.com
ENERGY STAR Convection Oven This unit showed improved efficiency and 40% energy savings compared to a standard oven during field testing and achieved an ENERGY STAR rating.
Garland 905-624-0260 www.garland-group.com
High-Efficiency Broiler This broiler features infrared burners and an energy-saving hood that showed an average of 23% energy savings during field testing. It offers more efficient cooking as well as reducing heat gain to the kitchen.
Royal Range of California 800-769-2414 www.royalranges.com

High-Efficiency Broiler The Montague Company commercialized a version of the ad-vanced broiler technology using thermostatic broiler-temperature control and an energy-saving hood. It was recognized with a Kitchen Innovations Award in 2013.
The Montague Company 800-345-1830 www.montaguecompany.com
ENERGY STAR Countertop Steamer A compact gas-fired countertop steamer for commercial food-service offers enhanced cooking rates while providing energy savings and reduced water consumption. It was the first gas-fired boilerless steamer on the market and received an ENERGY STAR rating.
Market Forge Industries Inc. 617-387-4100 866-698-3188 custserv@mfii www.mfii.com
Cummins Westport 6.7L Medium-Duty NGV Engine In 2016 Cummins Westport Inc. began full commercial produc-tion of the ISB6.7G, a 6.7-liter, 240-HP, medium-duty, factory-built dedicated natural gas vehicle (NGV) engine for school bus, shuttle bus, medium-duty truck, and vocational uses. It meets U.S. 2017 EPA GHG requirements and CARB’s optional more stringent low NOx standard of 0.1 g/bhp-hr. (Project Summary, p. 127.)
Cummins Westport Inc. Stephen Ptucha 604-718-2024 [email protected] www.cumminswestport.com
Cummins Westport 8.9L Near Zero Emission NGV Engine This 8.9L 320-HP NGV engine is widely used in the U.S. and Canada, with 50,000+ ISL G engines sold for transit, refuse-collection, and regional hauling applications since 2007. In 2016 it was advanced to become the ISL G-NZ, the first engine certified in North America to meet the 0.02 g/bhp-hr optional Near Zero (NZ) NOx emissions standard, i.e. 90% lower than the current EPA NOx limit of 0.2 g/bhp-hr.
Cummins Westport Inc. Stephen Ptucha 604-718-2024 [email protected] www.cumminswestport.com
Cummins Westport 11.9L High-Horsepower NGV Engine This 11.9L 400-HP NGV engine (ISX12G) is used in large trucks, buses, and refuse vehicles. Engine sales since 2013 are approaching 10,000 units and 25,000+ engines will likely be sold in North American by 2020, using ~40 bcf of natural gas and yielding $600+ million in annual NGV fuel sales and substantial emissions reductions. In 2018 it will be certified to meet Near Zero NOx emissions standard of 0.02 g/bhp-hr.
Cummins Westport Inc. Stephen Ptucha 604-718-2024 [email protected] www.cumminswestport.com
HyperComp/3M NGV Cylinders These lightweight Type IV NGV cylinders are manufactured using advanced 3M nanoparticle-enhanced matrix resin technology for high strength and durability. Three tank sizes of 30, 40, and 45 DGE are now offered in nine unique CNG Fuel System Solutions from Momentum Fuel Technologies, including roof mount, saddle mount, and back-of-cab designs.
Momentum Fuel Technologies 844-264-8265 www.momentumfuel technologies.com
Ultimate CNG FuelMule™ The patented FuelMule™ mobile fueling solution can dispense eight diesel gallon equivalent per minute and fuel 35 to 50 medium-duty vehicles per delivery. It is used as a temporary starter station, for station back-up, or for mobile onsite fueling. The first unit logged 250,000+ miles and almost 4,000 compres-sor hours to deliver natural gas fuel to about 13,500 vehicle fills across 11 states in its first 4 years of operation
Ultimate CNG, LLC Dennis Pick 703-209-4086 [email protected] www.ultimatecng.com

Reliability, Cost and Environmental Impacts of Standby Generation Systems In 2017 Generac launched a website supported by UTD research that provides technical information on costs, emis-sions, and reliability for natural gas generators, including a white paper on natural gas reliability and a Total Cost of Ownership calculator that compares costs and emissions of natural gas vs. diesel-fueled standby generators. Other efforts by Generac in 2017 include a “road show” of a 53’ trailer to more than 3,500 power generation experts. (Project Summary, p. 87.) Available on-line at https://www.generac.com/Industrial/all-about/natural-gas-fuel. For more information, contact Pat Rowley; [email protected]
CHP Interconnection Equipment Review Assessment In 2016 the results of Phase 1 of UTD research project 2.15.M were made publicly available in order to build public understanding of the opportunities for wider standardization and harmonization of CHP interconnection practices. Discussions about UTD’s research results are being held with key decision makers during 2017. (Project Summary, p. 89.) Available on-line at: gastechnology.org/reports_software/Documents/CHP-Interconnection-Equipment-Analysis.pdf. For more information, contact Tim Kingston; [email protected]
Micro-CHP Techno-Economic Assessment UTD funded a comprehensive technical and economic assessment on a range of micro-CHP systems applied to seven possible residential and light-commercial applications in five regional U.S. markets. Results provide target first cost and overall annual system efficiencies needed to achieve desirable payback periods. For more information or a copy of the UTD Project 1.11.O report, contact Tim Kingston; [email protected]
Commercial Foodservice (CFS) Equipment Calculator Introduced in 2016 with UTD support, this website hosts CFS information and tools for the restaurant industry and others to determine the economic and environmental benefits of using new, more advanced commercial foodservice equipment. The website was showcased at several restaurant trade shows during 2017, and further improvements are underway. (Project Summary, p. 55.) Available online at http://cfscalc.gastechnology.org. For more information, contact Frank Johnson; [email protected]
CSA NGV Storage and Delivery Standard Technical Committee Support CSA NGV6.1 was introduced in 2016 and defines the requirements for the balance of systems and equipment on-board a NGV which is not otherwise defined by NGV1 for the receptacle or NGV2 for the storage containers. UTD supported GTI’s participation on the Technical Committee. Available online at www.csagroup.org. For more information, contact Tony Lindsay; [email protected]
CSA NGV Fueling Appliance Standard Technical Committee Support CSA NGV5.1 was introduced in 2015 and updated in 2016, and provides mechanical, physical, and electrical requirements for residential fueling appliances (RFAs) that dispense natural gas for NGVs, including indoor and outdoor fueling appliances that connect to residential gas piping. A complimentary standard, NGV5.2 for fueling appliances in non-residential locations, has been developed and is undergoing industry review in anticipation of publication in 2018. UTD supported GTI’s participation on the Technical Committee. Available online at www.csagroup.org. For more information, contact Tony Lindsay; [email protected]
KEY INFORMATION & ANALYTICAL TOOLS

Source Energy Technical Data Researchers are providing clear, credible, and unbiased data regarding the benefits of source energy in re-ducing energy consumption and carbon emissions, to support analysis of equitable treatment of fuels in codes, standards, and regulations. Source energy is now included in the International Green Construction Code (IgCC) that applies to the construction and renovation of new high-performance commercial buildings, structures, and systems, and included in various American Society of Heating, Refrigeration and Air-Conditioning Engineers (ASHRAE) standards. For more information, contact Neil Leslie; [email protected]
Source Energy and Emissions Analysis Tool The Source Energy and Emissions Analysis Tool (SEEAT) allows calculation of the source energy and greenhouse-gas emissions related to point-of-use (site) energy consumption by fuel type for each energy consuming device. The source-energy and carbon-emission calculation methodology used accounts for primary energy consumption and related emissions for the full fuel cycle for residential and commercial buildings, industrial applications, and light-duty vehicles. Available online at www.cmictools.com. For more information, contact Neil Leslie; [email protected]
TECHNOLOGY ADVANCEMENTS
Gas-fired Absorption Heat Pump Residential Water Heater This efficient residential Gas-Fired Heat Pump Water Heater (GHPWH) continues to advance to market. Field testing of five latest-generation units will start in 2017. The projected Uniform Energy Factor (UEF) of 1.3 is considerably greater than standard gas water heaters and better than an electric heat pump water heater on a source-energy basis. When commercially available, it will be the only residential water-heating technology with a source-energy-based EF ≥1.0. (Project Summary, p. 87.) Project Manager: Paul Glanville
Gas-fired Absorption Heat Pump for Space Heating or Commercial Water Heating This Gas Absorption Heat Pump (GAHP) technology is targeted for residential space heating and commercial water heating. Through laboratory testing and modeling, the GAHP demonstrated an Annual Fuel Utilization Efficiency of 140% and a financial payback period of as low as three years. In 2017 UTD launched a new field demonstration of the latest prototype with several commercial-izing partners. (Project Summary, p. 15.) Project Manager: Paul Glanville
Ultra-Low NOx Burner This innovative technology for firetube boilers is in operation in 2017 at a Mission Linen Supply facility in California. It improves efficiency and achieves NOx emissions below 9 vppm, while avoid-ing the significant efficiency, capital cost, and/or operating cost penalties to use conventional Se-lective Catalytic Reduction or burner enhancements such as external Flue Gas Recirculation and/or High Excess Air firing. UTD’s partner Power Flame Inc. is focused on helping businesses meet current and future NOx emission regulations without sacrificing energy efficiency. Project Manager: David Cygan
Low NOx Ribbon Burner System A new low NOx combustion system reduces NOx emissions by 50% in food processing, thermo-forming and other industrial applications. A prototype unit is in on-going commercial operation at an industrial bakery in California, and additional monitoring and performance testing is being performed in 2017 in cooperation with the host site management and Flynn Burner Corp. (Project Summary, p. 93.) Project Manager: Yaroslav Chudnovsky

FlexCHP High-Efficiency Ultra-Clean Power and Steam Package This innovative CHP package allows flexible steam production while meeting stringent California NOx emission levels without a SCR system and across the full range of firing rates — achieving NOx levels 50% below CARB limits. A 2014 installation in California operates with 82+% system efficiency and system emissions well below 9 ppm NOx. Additional applications are pending, and UTD efforts underway in 2017 will increase the technology application size to 400 kW / 400 BHP. (Project Summary, p. 109.) Project Manager: David Cygan
Low NOx Advanced Retention Nozzle Burner A novel design for next-generation retention nozzles leverages new additive manufacturing capa-bilities and equipment. Potential applications include industrial and commercial boilers and water heaters. Laboratory tests to date have demonstrated excellent burner performance and low NOx and CO emissions, and additional testing will occur during 2017. (Project Summary, p. 107.) Project Manager: Sandeep Alavandi
Gas Quality Sensor The Gas Quality Sensor (GQS) uses solid-state infrared light absorption spectroscopy to measure Btu content and gas composition. Pre-commercial units are undergoing testing in collaboration with the licensing partner, CMR Group, for use with natural gas and bio-methane fuels. When commercialized, the GQS is expected to be priced competitively to a gas chromatograph, while providing much faster response and lower maintenance costs. (Project Summary, p. 95.) Project Manager: David Rue
Cost-effective Small-Scale Compressor for Natural Gas Vehicles (NGVs) A cost-effective small-scale compressor could significantly change the NGV fueling market. With UTD cost share and U.S. DOE funding, GTI and the University of Texas, Austin (using specialty materials from Argonne National Laboratory) developed a novel approach using a linear motor and only one moving piston, and operated a prototype successfully in the lab. The technology is currently being scaled up to 50 SCFM capacity with UTD funding. (Project Summary, p. 125.) Project Manager: Jason Stair
On-Demand Heat and Power System This unique new technology can capture and store renewable energy (or other energy, including waste heat), augment it with natural gas as needed, and deliver heat and power on-demand to commercial, industrial, and other users. UTD is advancing this technology by providing co-funding to U.S. DOE ARPA-E and other funders in a current UTD project. (Project Summary, p. 113.) Project Manager: David Cygan
Combination Space/Water Heating and Air Handling Unit System This technology allows an integrated natural gas-fired combination space and water heating system to provide supplemental space heating with existing or new electric heat pumps and condensing gas water heating for single or multi-family homes. Field testing efforts are under way at five homes in New York to gather performance data. (Project Summary, p. 9.) Project Manager: Tim Kingston
Low-NOx Furnace Low-NOx combustion systems were developed in cooperation with SCAQMD and five residential furnace manufacturers to achieve emissions levels less than 14 ng/J. Innovative burner materials including metal mesh and metal foam were used to achieve even heat transfer and uniform flame temperatures. UTD completed durability testing in 2017. Project Manager: Frank Johnson

ENERGY STAR Gas Dryer UTD worked with a major manufacturer to develop one of the first commercially-available gas-fired ENERGY STAR clothes dryers (included at energystar.gov/products/appliances/clothes dryers). UTD is currently investigating next-generation technologies and developing an early-stage proto-type dryer to substantially further increase operating efficiency. (Project Summary, p. 27.) Project Manager: Shawn Scott
Self-Powered Gas Appliance Control Valve A new approach for a self-powered natural gas control valve for use in water heaters and other gas appliances is in development. This device may allow ENERGY STAR-rated water heaters to operate without needing an electrical connection, helping reduce installation costs. Project Manager: Dave Kalensky
Next-Generation Infrared Burner UTD-funded researchers are testing a variety of unique metal foam materials to evaluate their po-tential performance as next-generation, high-efficiency, low-emission infrared burners that are di-rectly fired with natural gas. Project Manager: Sandeep Alavandi
High-Efficiency Wok A high-efficiency wok has undergone extensive laboratory testing. Tests showed up to a 63% effi-ciency improvement over conventional woks. Project Manager: Frank Johnson
WORKING WITH PARTNERS TO CO-FUND UTD INITIATIVES
In 2016, each $1.00 in new UTD funding was leveraged by $4.71 of direct funding from government and industry partners for related end-use R&D. GTI secured $12.25 million from federal and state government partners and $3.91 million in funding from manufacturing partners and other gas industry resources (outside of UTD). Manufacturing partners provided significant, additional in-kind co-funding. Examples include:
> U.S. Department of Energy (DOE) Advanced Research Project Agency – Energy (ARPA-E) Program: $3.71 million to develop several different innovative end-use technology concepts.
> California Energy Commission: $5.18 million for technology development projects related to NGV engines, Zero Net Energy (ZNE) homes, energy- and water-saving industrial processes, and other advances.
> U.S. Army Corps of Engineers Construction Engineering Research Laboratory (CERL): $1.85 million to demonstrate efficient natural gas equipment at military bases.
> DOE National Energy Technology Laboratory (NETL): $0.75 million to provide training for cost-effective, code-complaint maintenance facilities for alternative fuel vehicles.
> NYSERDA: $0.27 million to demonstrate and document the performance of a novel new factory- packaged micro combined heat and power (CHP) system.

UTD RESEARCH PROJECT SUMMARIES 2016 - 2017
Table of Contents
Project Page RESIDENTIAL APPLICATIONS
1.11.G Integrated Contact Condensing Water Heater ....................................................................................... 3 1.11.H Next-Generation Water-Heating Component Support ......................................................................... 5 1.11.M Evaluation of Whole-House Residential Retrofit Technologies ........................................................... 7 1.12.P Enhancements for Combination Space- and Water-Heating Systems.................................................. 9 1.12.Q Unplugged ENERGY STAR Water Heater ........................................................................................... 11 1.13.D Codes and Standards for Advanced Gas Technologies ......................................................................... 13 1.13.F Application of Innovative Gas Heat-Pump Design to Space Conditioning ........................................ 15 1.13.I Gas Appliances in Tight Houses .............................................................................................................. 17 1.14.E Competitive-Performance Assessment of Space- and Water-Heating Systems................................... 19 1.14.G Thermally-Driven Ground-Source Heat Pump...................................................................................... 21 1.14.J Investigating Multifamily Infrastructure Challenges .............................................................................. 23 1.14.K Advanced Systems for Self-Powered Water Heating.............................................................................. 25 1.15.C Next-Generation Advanced Gas Dryer Development .......................................................................... 27 1.15.D Low-NOx Metal Foam Burner Durability Testing ................................................................................. 29 1.15.G Residential Kitchen Cooking Ventilation Effectiveness........................................................................ 31 1.15.H Maintenance-Free Approaches for Tankless Heaters ............................................................................ 33 1.15.I Pilot Study of a Furnace Retrofit Device for High-Efficiency Residential Heating and Humidification..................................................................... 35 1.16.C High Performance Building Initiative...................................................................................................... 37 1.16.E Low-Capacity Heating Systems Portfolio................................................................................................ 39 1.16.H EnergyPlus Models for Advanced Gas Space-Heating Systems and Combustion Systems............... 41 1.16.J Thermal-Efficiency and Performance-Gain Mechanisms for Gas Storage Water Heaters ................ 43 1.16.L SuperPerm Burner for Water Heaters ..................................................................................................... 45 1.16.N Residential Ozone Laundry Systems Field Demonstrations ................................................................. 47 1.16.Q Elevated-Gas-Pressure Water-Heater Market and Technical Evaluation ............................................ 49
COMMERCIAL APPLICATIONS 1.12.U Cold-Climate Performance Evaluation of NextAire™ Gas-Engine-Driven Heat Pump.................... 53 1.13.B Commercial Foodservice Tools and Calculators.................................................................................... 55 1.13.G Increasing Commercial RTU Thermal Efficiency Above 90% ............................................................ 57 1.13.L SPC204 MCHP Test Method Standard Support .................................................................................... 59 1.13.M Field Demonstration of the Model E NextAire™ Gas-Engine-Driven Heat Pump ........................... 61 1.14.A Next-Generation CFS Burners................................................................................................................. 63 1.14.B Commercial Foodservice Equipment Demonstrations.......................................................................... 65 1.14.C Demonstration of High-Production Fryers ............................................................................................ 67 1.14.D Conveyor Broiler Improvements ............................................................................................................. 69 1.14.I Cold-Climate Field Demonstration of the NextAire™ Gas Heat Pump .............................................. 71 1.15.B Demonstration and Demand Control Kitchen Ventilation System...................................................... 73 1.15.E Gas-Fired High-Efficiency Liquid Desiccant Air Conditioning and Humidity Control..................... 75 1.16.A Chain Restaurant Equipment Usage Survey ........................................................................................... 77 1.16.B Commercial Foodservice Codes & Standards......................................................................................... 79 1.16.G Adoption of New Burner Technology to Commercial RTUs............................................................... 81 1.16.I Commercial Gas-Fired Heat Pump Water Heater ................................................................................. 83

Table of Contents (cont.) Project Page
DISTRIBUTED GENERATION
2.12.F Reliability Assessment of Natural Gas for Standby Generation ........................................................... 87 2.15.M CHP Interconnection Equipment Review.............................................................................................. 89
INDUSTRIAL APPLICATIONS 2.12.M Ribbon Burner Improvements................................................................................................................. 93 2.12.U Gas Quality Sensor (GQS) for Natural-Gas- and Renewable-Gas-Fueled Engines .......................... 95 2.14.A High-Efficiency Gas-Fired Rotary Dryer with Advanced Ejector Heat Pump................................... 97 2.14.D HeatSponge Laboratory and Field Evaluation ....................................................................................... 99 2.14.O Field Validation of Gas-Quality Sensor for Natural Gas ......................................................................101 2.15.A On-Site Electrical Generation..................................................................................................................103 2.15.B Valuable Products from Natural Gas ......................................................................................................105 2.15.D Advanced Retention Nozzle ....................................................................................................................107 2.15.O FlexCHP Scale-Up Development and Demonstration .........................................................................109 2.16.A Next-Generation Infrared Burner ...........................................................................................................111 2.16.B On-Demand Heat-and-Power System.....................................................................................................113 2.16.G Energy-Recovery Heat Exchanger ...........................................................................................................115 2.16.I Burner Development/Design for 400kW/400BHP FlexCHP .............................................................117
TRANSPORTATION 2.8.B Expanded Component and Cylinder Cycle Testing Capabilities ...........................................................121 2.12.E NGV Fueling Appliance Prototype Testing and Evaluations................................................................123 2.12.T Free-Piston Linear-Motor Compressor ...................................................................................................125 2.13.G CWI 6.7-Liter Medium-Duty Engine Development ..............................................................................127 2.13.I Improvements in High-Volume Dispensing Performance ....................................................................129 2.14.F Free-Piston Linear-Motor Compressor Scale-Up...................................................................................131 2.14.H NGV and Residential Fueling Appliance Standards Development.......................................................133 2.14.I CNG Fuel Station Safety, Performance, and Best Practices Audit Kit.................................................135 2.14.K CNG Composition Impacts on New-Generation Engine and Fuel-Delivery Systems.......................137 2.15.H Modular CNG Storage System Investigation...........................................................................................139 2.15.I High-Volume, Off-Road CNG Applications Analysis ...........................................................................141 2.16.L Exploratory Analysis of 13- to 15-Liter Heavy-Duty Natural Gas Engines for Class 8 Trucks.........143 2.16.M CNG Dispenser Full Fills .........................................................................................................................145 2.16.N NGV Codes & Standards..........................................................................................................................147 2.16.O NGVAmerica Technology Committee Participation & Representation...............................................149

RESIDENTIAL APPLICATIONS

RESIDENTIAL APPLICATIONS PROJECT NO. 1.11.G SUMMARY REPORT
- 3 -
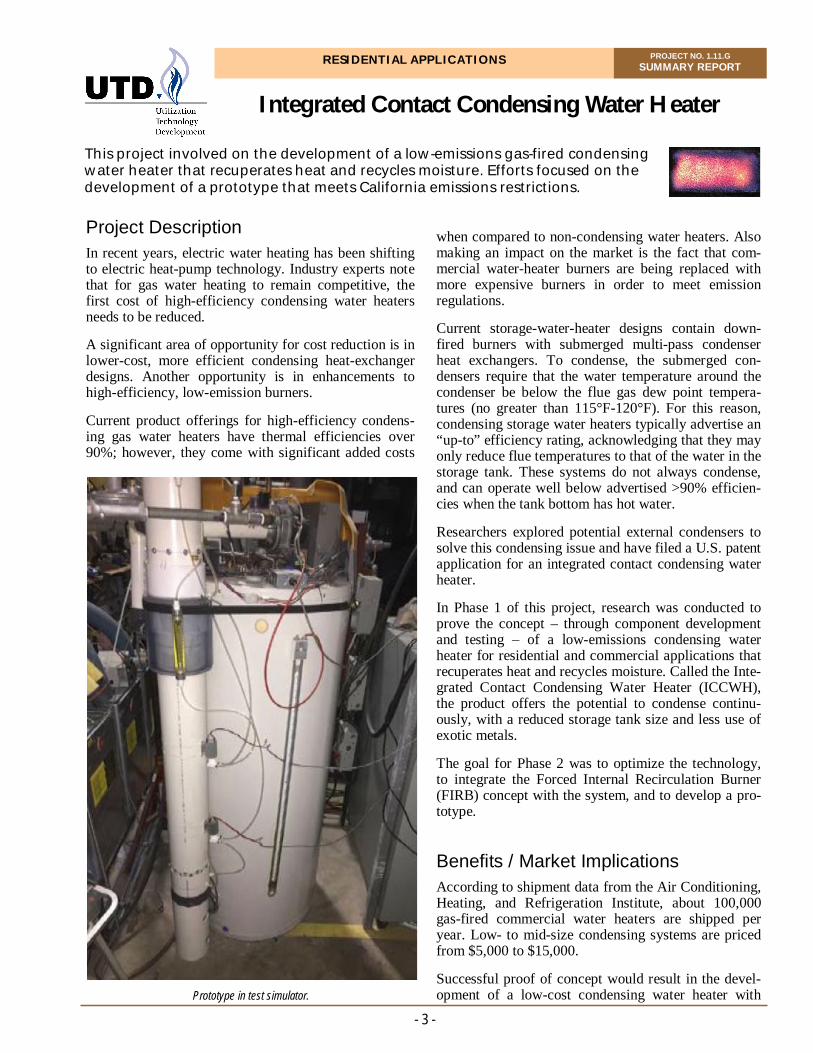
Integrated Contact Condensing Water Heater
Project Description In recent years, electric water heating has been shifting to electric heat-pump technology. Industry experts note that for gas water heating to remain competitive, the first cost of high-efficiency condensing water heaters needs to be reduced.
A significant area of opportunity for cost reduction is in lower-cost, more efficient condensing heat-exchanger designs. Another opportunity is in enhancements to high-efficiency, low-emission burners.
Current product offerings for high-efficiency condens-ing gas water heaters have thermal efficiencies over 90%; however, they come with significant added costs
This project involved on the development of a low-emissions gas-fired condensing water heater that recuperates heat and recycles moisture. Efforts focused on the development of a prototype that meets California emissions restrictions.
when compared to non-condensing water heaters. Also making an impact on the market is the fact that com-mercial water-heater burners are being replaced with more expensive burners in order to meet emission regulations.
Current storage-water-heater designs contain down-fired burners with submerged multi-pass condenser heat exchangers. To condense, the submerged con-densers require that the water temperature around the condenser be below the flue gas dew point tempera-tures (no greater than 115°F-120°F). For this reason, condensing storage water heaters typically advertise an “up-to” efficiency rating, acknowledging that they may only reduce flue temperatures to that of the water in the storage tank. These systems do not always condense, and can operate well below advertised >90% efficien-cies when the tank bottom has hot water.
Researchers explored potential external condensers to solve this condensing issue and have filed a U.S. patent application for an integrated contact condensing water heater.
In Phase 1 of this project, research was conducted to prove the concept – through component development and testing – of a low-emissions condensing water heater for residential and commercial applications that recuperates heat and recycles moisture. Called the Inte-grated Contact Condensing Water Heater (ICCWH), the product offers the potential to condense continu-ously, with a reduced storage tank size and less use of exotic metals.
The goal for Phase 2 was to optimize the technology, to integrate the Forced Internal Recirculation Burner (FIRB) concept with the system, and to develop a pro-totype.
Benefits / Market Implications According to shipment data from the Air Conditioning, Heating, and Refrigeration Institute, about 100,000 gas-fired commercial water heaters are shipped per year. Low- to mid-size condensing systems are priced from $5,000 to $15,000.
Successful proof of concept would result in the devel-opment of a low-cost condensing water heater with Prototype in test simulator.
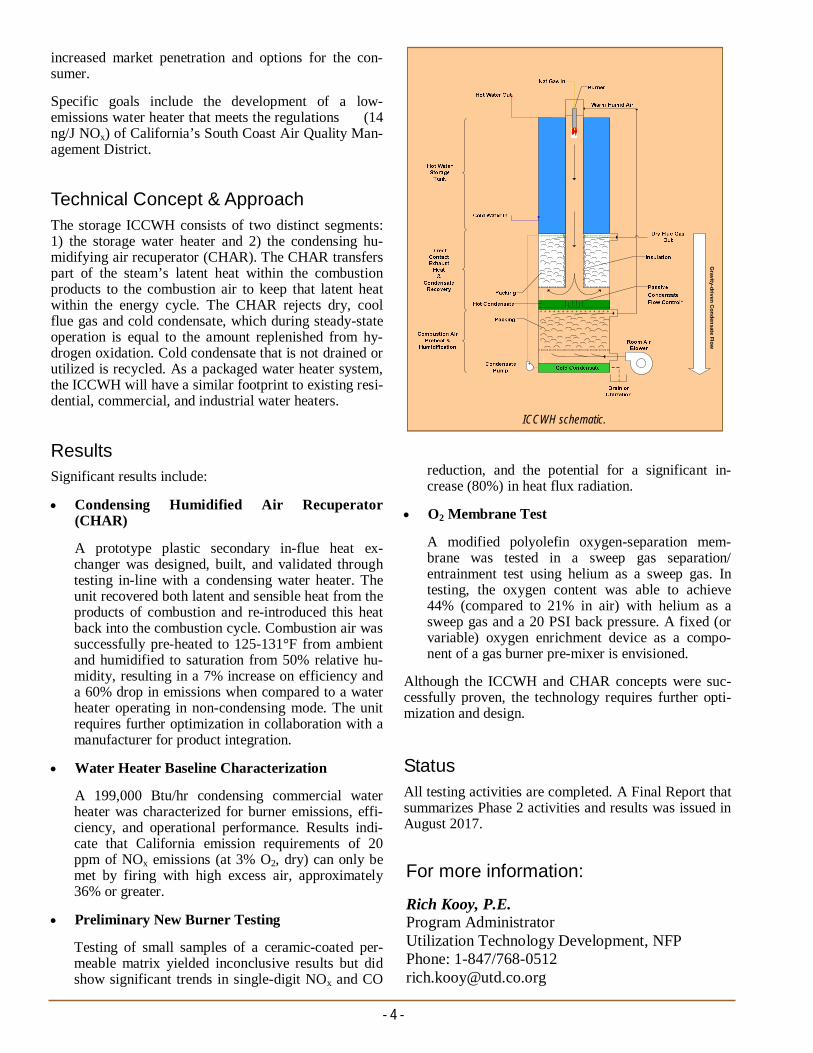
Gravity-driven Condensate Flow
ICCWH schematic.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 4 -
reduction, and the potential for a significant in-crease (80%) in heat flux radiation.
O2 Membrane Test
A modified polyolefin oxygen-separation mem-brane was tested in a sweep gas separation/entrainment test using helium as a sweep gas. In testing, the oxygen content was able to achieve 44% (compared to 21% in air) with helium as a sweep gas and a 20 PSI back pressure. A fixed (or variable) oxygen enrichment device as a compo-nent of a gas burner pre-mixer is envisioned.
Although the ICCWH and CHAR concepts were suc-cessfully proven, the technology requires further opti-mization and design.
Status
All testing activities are completed. A Final Report that summarizes Phase 2 activities and results was issued in August 2017.
increased market penetration and options for the con-sumer.
Specific goals include the development of a low-emissions water heater that meets the regulations (14 ng/J NOx) of California’s South Coast Air Quality Man-agement District.
Technical Concept & Approach
The storage ICCWH consists of two distinct segments: 1) the storage water heater and 2) the condensing hu-midifying air recuperator (CHAR). The CHAR transfers part of the steam’s latent heat within the combustion products to the combustion air to keep that latent heat within the energy cycle. The CHAR rejects dry, cool flue gas and cold condensate, which during steady-state operation is equal to the amount replenished from hy-drogen oxidation. Cold condensate that is not drained or utilized is recycled. As a packaged water heater system, the ICCWH will have a similar footprint to existing resi-dential, commercial, and industrial water heaters.
Results Significant results include:
Condensing Humidified Air Recuperator (CHAR)
A prototype plastic secondary in-flue heat ex-changer was designed, built, and validated through testing in-line with a condensing water heater. The unit recovered both latent and sensible heat from the products of combustion and re-introduced this heat back into the combustion cycle. Combustion air was successfully pre-heated to 125-131°F from ambient and humidified to saturation from 50% relative hu-midity, resulting in a 7% increase on efficiency and a 60% drop in emissions when compared to a water heater operating in non-condensing mode. The unit requires further optimization in collaboration with a manufacturer for product integration.
Water Heater Baseline Characterization
A 199,000 Btu/hr condensing commercial water heater was characterized for burner emissions, effi-ciency, and operational performance. Results indi-cate that California emission requirements of 20 ppm of NOx emissions (at 3% O2, dry) can only be met by firing with high excess air, approximately 36% or greater.
Preliminary New Burner Testing
Testing of small samples of a ceramic-coated per-meable matrix yielded inconclusive results but did show significant trends in single-digit NOx and CO

RESIDENTIAL APPLICATIONS PROJECT NO. 1.11.H SUMMARY REPORT
- 5 -
Next-Generation Water-Heating Component Support
Project Description The industry’s first residential gas heat-pump water heater (GHPWH) is near commercialization, with two OEM partners and a series of successful field trials ad-vancing the design of each generation of prototypes.
In partnership with other funding agencies, UTD co-founded a team of researchers to develop the residen-tial/small-commercial GHPWH and continue to reduce projected costs and improve reliability by refining a number of system components.
The initial GHPWH development initiative was funded by the U.S. Department of Energy (DOE). This project is a continuation of that development, led by Stone Mountain Technologies, Inc. (SMTI) with team mem-bers A.O. Smith Corporation, Georgia Technology In-stitute, and Gas Technology Institute.
The first-generation GHPWH units were designed and demonstrated through laboratory testing from 2009 to 2013. Subsequently, six GHPWH units were installed and monitored in the field. Through these initial field tests, critical information was used to improve the GHPWH control strategies and future design improve-ments (including system sizing).
The lateset phase of this project is focused on support-ing additional field demonstrations in a program spon-sored by the California Energy Commission (CEC) with support from Southern California Gas Company (SoCalGas).
Benefits / Market Implications The motivation for developing a GHPWH is efficiency-driven. When delivered to the market, the GHPWH will be the only technology of its kind with a primary en-ergy efficiency of greater than 100%. While efficiency gains may be difficult to justify for the cost while North America is entering an era of depressed fuel prices (with natural gas prices projected to be at or below than $5/MMBtu for the next 10 years), the efficiency gains are significant, with efficiency factors (EFs) of 1.3 or greater, 76% to 120% greater than condensing and non-condensing water heaters, respectively. Results from this project have the potential to reduce the cost, in-
In this project, a research team designed and demonstrated the first gas-fired heat-pump water heater. Final refinements to the technology are being addressed and additional field demonstrations are planned.
crease the reliability, and enhance the performance of the next generation of gas heat-pump water heaters.
Technical Concept & Approach The GHPWH units are driven by an air-source single-effect absorption heat pump, itself driven by a gas burner, capable of Coefficients of Performance (COP) of 1.5 or above. This yields an EF of 1.3, more than twice the efficiency of standard gas storage water heat-ers, which are in 74% of California homes.
Based upon prior laboratory testing, the units are pro-jected to be low-NOx compliant. The packaged GHPWH heats the 60 to 80 gallons of stored water with a nominal 10,000 Btu/hr output ammonia-water absorption heat pump, driven by a small 6,300 Btu/hr low-NOx gas burner. With such a small combustion system, the GHPWH offers retrofit installation advan-tages over other high-efficiency gas products.
GHPWH unit installed in Boise, ID.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected] Long-term laboratory testing.
- 6 -
prior laboratory results (1.4-1.8) and, as is expected for this type of technology, are relatively insensitive to ambient temperatures.
The performance of the GHPWH is shown to be robust over a range of operating conditions, including usage patterns, ambient temperatures, and water mains tem-peratures, by both laboratory testing and field evalua-tion of the GHPWH in a U.S. residence.
The GHPWH is projected to have a reduced retrofit cost with a small input capacity, requiring no upsizing of gas piping and minimal accommodation of small-diameter plastic venting. Thus, if competitively priced, the GHPWH is an important introduction to the high-efficiency water-heating market.
In 2015, project efforts focused on transitioning the purpose-built prototype from field testing to reliability testing. Reliability testing was completed in Septem-ber 2016. In addition, the electronic expansion valve (EEV) orifice/plunger geometry was redesigned to accommodate long-life operation.
Status The project team is developing advanced components and reliability data sets and summarized them in a pro-ject report issued in March 2017.
Plans are under way to support field demonstrations in California. Next steps are to:
Complete fabrication of the GHPWH prototypes
Complete site surveys, inspections, and secure plumbing contractor for installations; and
Conduct baseline monitoring at five residential sites.
Through the broader project with the CEC and SoCal-Gas, the project team will focus on the assembly and testing of GHPWH units and the development, use, and refinement of advanced fault detection and diagnosis.
GHPWH units and the development, use, and refine-ment of advanced fault detection and diagnosis.
The goal is to demonstrate that the projected delivered efficiencies of 130% or greater are valid, robust, and are not achieved through a loss of user comfort. Research-ers will estimate annual energy, operating cost, and emissions savings and solicit feedback from host end users and installation contractors through pre/post sur-veying.
Results
Following a laboratory prototype development program, the performance of a gas heat-pump water heater in-stalled in a Tennessee residence over a 10-month period was investigated. The laboratory-validated performance and preliminary field test data suggest that the 1.3 Uni-form Energy Factor (UEF) target is feasible and if achieved during commercialization it can be competitive with other available high-efficiency gas water-heating options. Cycle COPs of the GHPWH are on par with
“We are very pleased to be supporting this initiative. In the next five to 10 years, proposed government performance standards for residential water heaters will increase, necessitating that natural-gas water-heating products meet or exceed these energy-efficiency targets. The performance target established for this product-development program ensures that these requirements will be fulfilled.”
- Bill Castellan Senior Program Manager, DSM Technology Business Development and Customer Strategy Enbridge Inc.

RESIDENTIAL APPLICATIONS PROJECT NO. 1.11.M SUMMARY REPORT
- 7 -
Evaluation of Whole-House Residential Retrofit Technologies
Project Description Whole-house residential retrofit energy-efficiency pro-grams are becoming more prevalent throughout the United States. In many climates – particularly, cold regions – natural gas represents the majority of the en-ergy-savings potential.
Activities in the program are being conducted by a re-search team at Gas Technology Institute (GTI). GTI leads the Partnership for Advanced Residential Retro-fit (PARR), a U.S. Department of Energy (DOE) Building America (BA) team. PARR has a mid-western cold-climate-technology focus dominated by space-heating energy consumption. BA research pro-vides opportunities to present UTD findings promoting intelligent use of gas appliances to reduce source-energy consumption in existing homes.
The project is divided into phases. Phases 1-4 provide cost share for the first five years of the PARR activi-ties, and Phase 5 provides cost share for the 2015-2018 scope, which focuses on managing infiltration, ventila-tion, and duct system airflows to obtain the best indoor air quality with the lowest energy consumption.
Benefits / Market Implications This project is providing data and analysis to support natural gas technology assessment and installation
For this project, researchers are conducting laboratory tests, field studies, and energy analyses to support the option for gas technologies designed to reduce energy costs in existing residential buildings.
practices in existing residential buildings. It is antici-pated that project results will support the continued use of gas equipment and systems in retrofit situations as the most cost-effective potential single measure or as a part of an energy-efficiency package.
Technical Concept & Approach In cooperation with the BA program, researchers are verifying the performance of measure packages that provide cost and energy savings, addressing code con-cerns, and investigating new opportunities in existing single and multifamily buildings.
Investigations are completed for several key areas of research: 1) optimizing gas furnace performance in the field, 2) testing the laboratory performance of furnaces removed from the field, 3) improving the performance of multifamily buildings that use gas for steam and hydronic heat, 4) measuring the laboratory and field performance of combination heating and water-heating systems, 5) determining the optimum energy upgrade packages for typical mid-western single-family build-ing types, and 6) combustion safety for gas appliances using indoor or outdoor air for combustion.
Researchers are evaluating varied housing types and vintages and collecting field data.
Key research areas are:
Foil-faced foam insulation (left) and air-sealing insulation (right) methods were implemented.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Single-Family Archetypes
PARR conducted an analysis of cost-optimal en-ergy packages from the Illinois Home Perform-ance program with the ENERGY STAR program as compared to the packages selected by the Building Energy optimization tool for 15 single-family archetypes.
Radon Mitigation through Air Sealing
PARR studied the impact of air sealing between first-floor and foundation space on the radon levels in the home. Results show, in many cases, surpris-ing links between hourly measured radon and hourly outdoor temperature. Colder temperatures correlate strongly with lower radon levels. When windows are open, radon is reduced in vented crawl spaces, as expected, as well as in living spaces. However, the findings correlating air tight-ness, exclusion of foundation radon from living space and overall living space, radon reduction appear mixed.
In 2015, the project team worked with the Northern-STAR Minnesota Building America team on site selec-tion and instrumentation for 12 sites for combustion safety testing. The results showed that although many of the houses were considered “tight” by industry stan-dards, there were few combustion safety incidents where excessive spillage was identified.
In 2016, the PARR team conducted an Expert Meeting, a Practitioner Meeting, and a literature review to iden-tify the most promising retrofit measures for optimiz-ing efficiency and indoor air quality in residential ret-rofits. A test plan was developed for a study to com-pare homes with normal industry practice energy retro-fits and a suite of enhanced airflow-control measures. The project team conducted training for three home-performance contractor teams who will recruit homes for this study. In addition, the team deployed sensors in an initial treatment/control home pair and started field data collection.
Status
The project teams continues to recruit field test sites. Field data collection is expected to extend through the 2018-2019 heating season.
Low-cost radon mitigation associated with tight houses
A simplified method for determining duct leakage in weatherization audits
Outdoor-air-temperature-based ventilation control to take advantage of the stack effect in cold climates and cooling effects in warm climates, and
Supporting the need for equipment-performance data and gas appliance modeling expertise to deter-mine how a mixed-fuel house can meet the require-ments for zero net emissions.
Results
Initially, the PARR Building America team tested three furnaces in the laboratory using the standard ASHRAE 103 AFUE (Annual Fuel Utilization Efficiency) test procedure with varying levels of over-sizing and exter-nal static pressure. The results showed the efficiency of condensing furnaces installed in the field is stable unless air flow is significantly higher or lower than designed.
Twelve vintage furnaces were collected from the field for laboratory testing. Test results show that there was no degradation in performance with time and that the efficiency of the furnaces in the field could be increased an average of 6% through tune-ups. Tun-ing steam and hydronic systems in existing multifamily buildings was shown to reduce energy costs by up to 10%. Appropriately sizing the steam traps, headers, ris-ers, and pumps (hydronic) provided significant savings.
The project team also supported a Chicagoland housing-characterization study of hydronic systems in multifam-ily housing and a measure guideline for combustion safety based on the National Fuel Gas Code. Analysis of multifamily buildings shows that the capitalization rate in the areas where multifamily upgrades were performed vary greatly, from 7% to 12%. Buildings that were up-graded showed an increase in net operating income of 1.6% and an increase in rental income of $400 per unit per year.
Data was collected in the following areas:
Combustion Safety
PARR developed the Combustion Safety Measure Guideline for appliances using indoor air. The guideline was published by Building America. PARR aligned with the Minnesota Center for En-ergy and the Environment, the Illinois Sustainable Technology Center, and Lawrence Berkeley Na-tional Laboratory to finalize a field-test plan for collecting data on the potential for vent-system failures in very tight houses where exhaust fans are used.
- 8 -

RESIDENTIAL APPLICATIONS PROJECT NO. 1.12.P SUMMARY REPORT
Enhancements for Combination Space- and Water-Heating Systems
Project Description In recent years, researchers collaborated with several water-heater and air-handler manufacturers to develop and improve products and installation techniques for forced-air combination space- and water-heating sys-tems (“combis”) with condensing water heaters.
Combi configuration research involves development of integration solutions as well as advanced air-handling-unit (AHU) development to improve condensing op-eration, supply air comfort, and heat-pump integration.
Performance testing is conducted by simulating as-installed field conditions in a controlled laboratory set-ting to gather data used to compare performances of different systems on equal footing. Strategically se-lected 24-hour temperature and load profiles are se-lected to represent cold, moderate, and mild days. The systems are then subjected to those temperature and load profiles by controlling space-heating loads and thermostat calls, domestic hot-water (DHW) draws and
- 9 -
The objective of this project is to foster market transformation of combination space- and water-heating systems through laboratory and field-supported research to improve system integration, operating efficiencies, and occupancy comfort.
flows, outdoor-air temperatures, and municipal water-inlet temperatures for the 24-hour durations. Daily effi-ciency profiles can then be analyzed and compared to understand how the systems perform across various loads.
For this project, laboratory research supported about 40 combi field installations and one-year monitoring programs where contractors were trained, combi sys-tems were evaluated, and homeowners were surveyed to help foster market transformation.
From the research, key problems related to AHUs used in forced-air combi applications were identified. The objective of the current phase of the project is to im-prove the performance of condensing forced-air combi systems by developing a better air-handler unit that can be made commercially available, is competitively priced using off-the-shelf parts, supports plug-and-play installation for HVAC trades, and achieves persistent and reliable comfort and efficiency.
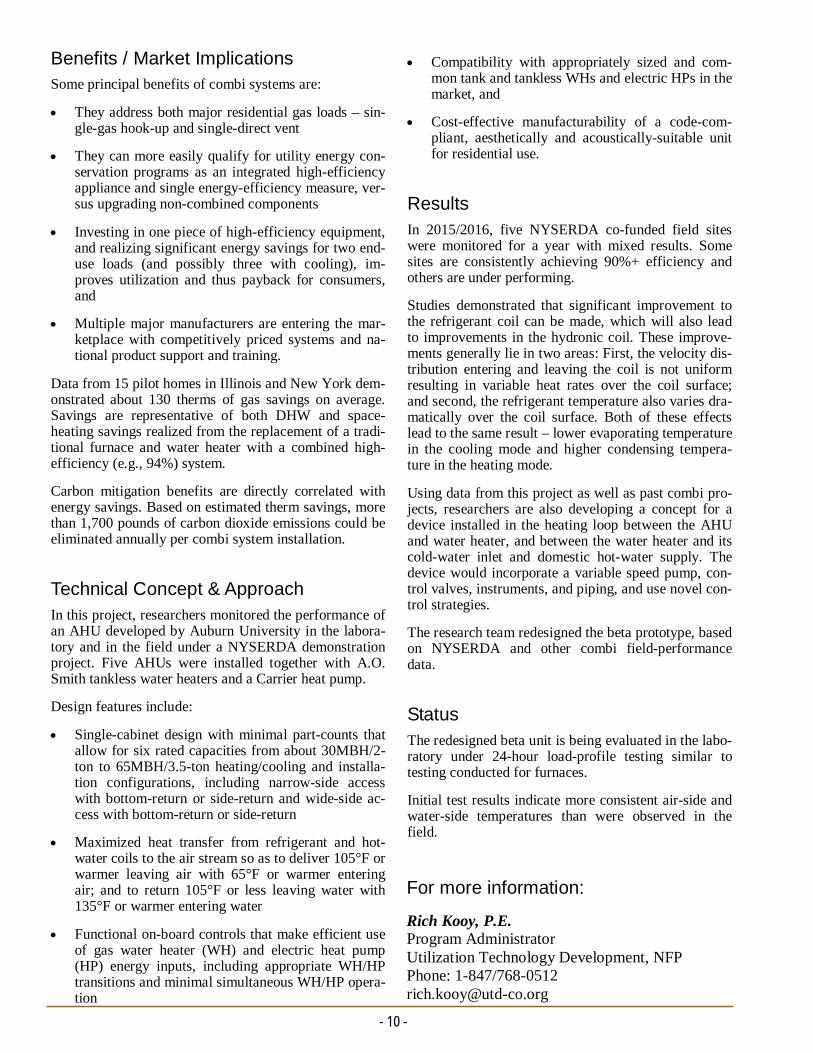
Typical forced-air combined space-heating and water-heating configuration.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 10 -
Compatibility with appropriately sized and com-mon tank and tankless WHs and electric HPs in the market, and
Cost-effective manufacturability of a code-com-pliant, aesthetically and acoustically-suitable unit for residential use.
Results
In 2015/2016, five NYSERDA co-funded field sites were monitored for a year with mixed results. Some sites are consistently achieving 90%+ efficiency and others are under performing.
Studies demonstrated that significant improvement to the refrigerant coil can be made, which will also lead to improvements in the hydronic coil. These improve-ments generally lie in two areas: First, the velocity dis-tribution entering and leaving the coil is not uniform resulting in variable heat rates over the coil surface; and second, the refrigerant temperature also varies dra-matically over the coil surface. Both of these effects lead to the same result – lower evaporating temperature in the cooling mode and higher condensing tempera-ture in the heating mode.
Using data from this project as well as past combi pro-jects, researchers are also developing a concept for a device installed in the heating loop between the AHU and water heater, and between the water heater and its cold-water inlet and domestic hot-water supply. The device would incorporate a variable speed pump, con-trol valves, instruments, and piping, and use novel con-trol strategies.
The research team redesigned the beta prototype, based on NYSERDA and other combi field-performance data.
Status
The redesigned beta unit is being evaluated in the labo-ratory under 24-hour load-profile testing similar to testing conducted for furnaces.
Initial test results indicate more consistent air-side and water-side temperatures than were observed in the field.
Benefits / Market Implications Some principal benefits of combi systems are:
They address both major residential gas loads – sin-gle-gas hook-up and single-direct vent
They can more easily qualify for utility energy con-servation programs as an integrated high-efficiency appliance and single energy-efficiency measure, ver-sus upgrading non-combined components
Investing in one piece of high-efficiency equipment, and realizing significant energy savings for two end-use loads (and possibly three with cooling), im-proves utilization and thus payback for consumers, and
Multiple major manufacturers are entering the mar-ketplace with competitively priced systems and na-tional product support and training.
Data from 15 pilot homes in Illinois and New York dem-onstrated about 130 therms of gas savings on average. Savings are representative of both DHW and space-heating savings realized from the replacement of a tradi-tional furnace and water heater with a combined high-efficiency (e.g., 94%) system.
Carbon mitigation benefits are directly correlated with energy savings. Based on estimated therm savings, more than 1,700 pounds of carbon dioxide emissions could be eliminated annually per combi system installation.
Technical Concept & Approach
In this project, researchers monitored the performance of an AHU developed by Auburn University in the labora-tory and in the field under a NYSERDA demonstration project. Five AHUs were installed together with A.O. Smith tankless water heaters and a Carrier heat pump.
Design features include:
Single-cabinet design with minimal part-counts that allow for six rated capacities from about 30MBH/2-ton to 65MBH/3.5-ton heating/cooling and installa-tion configurations, including narrow-side access with bottom-return or side-return and wide-side ac-cess with bottom-return or side-return
Maximized heat transfer from refrigerant and hot-water coils to the air stream so as to deliver 105°F or warmer leaving air with 65°F or warmer entering air; and to return 105°F or less leaving water with 135°F or warmer entering water
Functional on-board controls that make efficient use of gas water heater (WH) and electric heat pump (HP) energy inputs, including appropriate WH/HP transitions and minimal simultaneous WH/HP opera-tion

RESIDENTIAL APPLICATIONS PROJECT NO. 1.12.Q SUMMARY REPORT
RESIDENTIAL APPLICATIONS
Unplugged ENERGY STAR Water Heater
Project Description Currently, 88% of the gas water heaters in use are non-powered and operate during a power outage. However, no current high-efficiency gas water heaters can oper-ate during a power outage due to their powered con-nection. That powered connection increases installa-tion costs by at least $150 (and more in many munici-palities), which is a significant impediment for con-sumers to install high-efficiency, gas-fired ENERGY STAR water heaters.
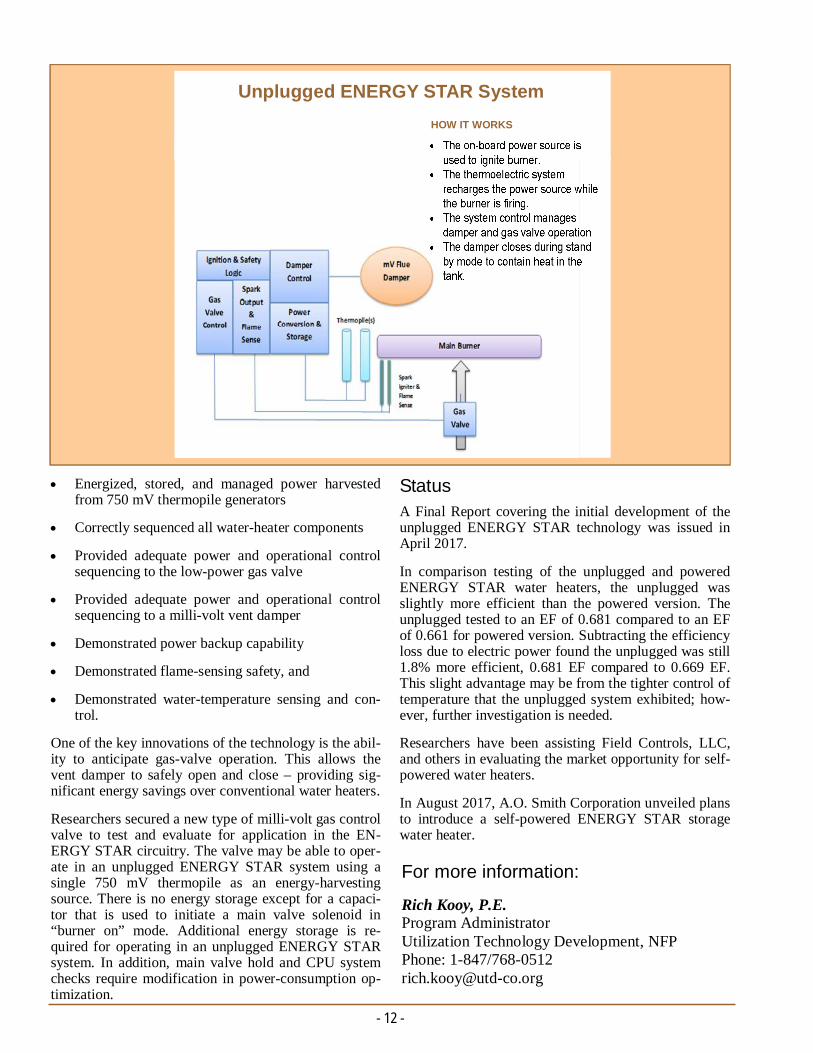
The objective of this project was to build and demon-strate an “unplugged” ENERGY STAR water heater with the following features: an Energy Factor (EF) of .67; battery operation that powers a gas control valve; a pilotless ignition system; and a vent damper. The water heater employed an intermittent ignition system, a millivolt vent damper, a 3 VDC solenoid actuated gas valve, and a low-power control system. Electric power was harvested from two 750 mW ther-mopile generators in close proximity to the water heater burner.
- 11 -
Research in this project focused on the design and demonstration of an unplugged ENERGY STAR water heater to provide a lower-cost option in high-efficiency water heating and an alternative to high-efficiency water heaters that use electricity.
The project also included an investigation of alterna-tive power sources for operational power or battery recharge. Five thermoelectric design concepts for wa-ter-heater integration were evaluated.
Benefits / Market Implications The design concept:
Eliminates the standing pilot light (saving Btus)
Eliminates the need for a powered connection (saving installation costs), and
Maintains ENERGY STAR performance and high efficiency.
Technical Concept & Approach Specific tasks included: development of a control-strategy design; development of component specifica-tions; component and system testing; and a review of results and modifications to components as needed.
Efforts were made to develop performance curves of a prototype two-phase thermo-syphon water heater.
Results A research team conducted reliability testing on the unplugged system for a self-powered ENERGY STAR water heater.
In addition, team developed and proved the feasibility of a low-cost unplugged water-heater design that uses a modified hydraulic-actuated water-heater gas-control valve with a standing pilot. A water heater incorporat-ing this design would have an efficiency rating of ap-proximately 0.64 or 0.65 UEF. The current water-heater minimum efficiency requirement is approxi-mately 0.62 UEF.
Testing confirmed water heater operation at ENERGY STAR efficiencies. In addition, the unplugged system passed the following performance criteria:
Operated without a grid power connection Unplugged ENERGY STAR system benchtop testing.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 12 -
Status A Final Report covering the initial development of the unplugged ENERGY STAR technology was issued in April 2017.
In comparison testing of the unplugged and powered ENERGY STAR water heaters, the unplugged was slightly more efficient than the powered version. The unplugged tested to an EF of 0.681 compared to an EF of 0.661 for powered version. Subtracting the efficiency loss due to electric power found the unplugged was still 1.8% more efficient, 0.681 EF compared to 0.669 EF. This slight advantage may be from the tighter control of temperature that the unplugged system exhibited; how-ever, further investigation is needed.
Researchers have been assisting Field Controls, LLC, and others in evaluating the market opportunity for self-powered water heaters.
In August 2017, A.O. Smith Corporation unveiled plans to introduce a self-powered ENERGY STAR storage water heater.
Energized, stored, and managed power harvested from 750 mV thermopile generators
Correctly sequenced all water-heater components
Provided adequate power and operational control sequencing to the low-power gas valve
Provided adequate power and operational control sequencing to a milli-volt vent damper
Demonstrated power backup capability
Demonstrated flame-sensing safety, and
Demonstrated water-temperature sensing and con-trol.
One of the key innovations of the technology is the abil-ity to anticipate gas-valve operation. This allows the vent damper to safely open and close – providing sig-nificant energy savings over conventional water heaters.
Researchers secured a new type of milli-volt gas control valve to test and evaluate for application in the EN-ERGY STAR circuitry. The valve may be able to oper-ate in an unplugged ENERGY STAR system using a single 750 mV thermopile as an energy-harvesting source. There is no energy storage except for a capaci-tor that is used to initiate a main valve solenoid in “burner on” mode. Additional energy storage is re-quired for operating in an unplugged ENERGY STAR system. In addition, main valve hold and CPU system checks require modification in power-consumption op-timization.
Unplugged “Energy Star” SystemUnplugged ENERGY STAR System HOW IT WORKS

RESIDENTIAL APPLICATIONS PROJECT NO. 1.13.D SUMMARY REPORT
Codes and Standards for Advanced Gas Technologies
Project Description With low natural gas prices, electricity peaking chal-lenges, and the growing concern with greenhouse-gas emissions, natural gas is becoming a more competitive option in the U.S. energy marketplace. However, the introduction of advanced natural gas technologies can be challenged by a variety of issues between the proto-type stage and full market adoption.
In many cases, among the most significant and last remaining hurdles to widespread adoption are codes and standards (C&S). Advanced technologies are often developed to address problems with existing alterna-tives; however, new technologies are evaluated using existing criteria which may misrepresent performance, necessitate costly engineering redundancies, and delay market introduction. In many cases, advanced tech-nologies will not be included in C&S without appro-priate action. In addition, efficiency levels on existing technologies continue to increase, creating impacts with regard to installation, vent systems, durability, and reliability.
Another important area of focus relates to the tendency to increase the tightness of new and existing homes and the impact that has on the National Fuel Gas Code requirements for outdoor air for combustion and venti-lation.
- 13 -
Through interactions with industry associations and code-development organizations, researchers are presenting scientific data and helping address codes and standards that can be barriers to using cost-effective advanced gas technologies.
Previous UTD-supported C&S efforts include partici-pation in the development of:
ASHRAE 124 Methods of Testing for Rating Com-bination Space-Heating and Water-Heating Appli-ances, which included new data from laboratory experience
ASHRAE 118.1 Method of Testing for Rating Commercial Water Heaters and ASHRAE 118.2 Method of Testing for Rating Residential Water Heaters (which now include natural-gas-fired heat pump water heaters)
NFPA 54, the National Fuel Gas Code (where sidewall vent penetration locations for high-efficiency equipment are restricted based on rules developed for lower-efficiency products)
ASHRAE 103 furnace and boiler standards, rec-ommending changes based on laboratory test re-sults
ASHRAE SPC 204 method for testing micro-combined-heat-and-power systems, and
Codes related to condensing heat exchangers and condensate disposal from furnaces and boilers, rooftop heaters and unit heaters.
The objective of this project is to help address addi-tional barriers to the use of cost-effective advanced gas technologies caused by gaps in standards develop-ment and testing, building code requirements and en-forcement, and performance information for analytical tools used for energy code compliance.
Benefits / Market Implications Information tools, cost-effectiveness calculations, case studies, technical data, and other products developed through this project will help consumers and the gas industry benefit by increasing the options of efficient, market-appropriate gas technologies. By providing compelling data on market value, advanced gas tech-nologies can be more rapidly developed and introduced to benefit gas consumers and help energy providers meet energy-efficiency-program goals.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 14 -
towards moving to establish this micro-CHP test standard. The ASERTTI laboratory testing proto-col for larger CHP systems was used as a guide. The new standard is expected to be released for public review in 2017.
ASHRAE SPC 103 Methods of Testing for AFUE for Furnaces and Boilers. Researchers worked with Technical Committee (TC) 6.3 on ASHRAE SPC 103 to update the AFUE test procedure for furnaces and boilers, and provided laboratory test results. ASHRAE 103-2017 is in final review for publication. Project representatives contributed to the final editorial revisions for the 2017 version. For the 2020 version, the committee is considering potential modifications to accommodate modulat-ing equipment. TC 6.3 is also developing a re-search project to investigate cycle times and per-formance curves in the ASHRAE AFUE furnace standard. The project team will participate in de-veloping the scope of the research project.
Other codes and standards were reviewed to identify the testing needed to support code language around advanced technologies, including BPI-1200 Standard Practice for Basic Analysis of Buildings.
The project team reviewed condensate-management procedures for commercial rooftop equipment and found that requirements are largely left up to Authori-ties Having Jurisdiction and local codes. This is ex-pected to be a growing issue as municipalities move to protect sewer systems and waste-treatment plants.
A paper titled The Role of Natural Gas in the Zero Net Energy Home Future was presented at the 2017 Inter-national Gas Union Research Conference (IGRC) meeting. Project representatives developed and chaired a Zero Net Energy seminar at the 2017 summer ASH-RAE meeting and expect to continue to develop these presentations in the future.
Status Members of the project team continue to interact with various codes and standards committees.
Technical Concept & Approach By partnering with the U.S. Department of Energy (DOE), ASHRAE, Natural Resources Canada (NRCAN), the International Code Council (ICC), the American Gas Association (AGA), enforcement bodies, and other organizations, the research team is helping to ensure that gas technologies are appropriately character-ized and evaluated.
The project is focused on:
Water Heating and Combination Systems Codes and Standards
Space-Conditioning Equipment Codes and Stan-dards
CHP, Zero Net Energy, and Safety Codes.
Results
Since the initiation of this project in 2013, several codes and standards were updated to benefit consumers and the gas industry. These included:
The ASHRAE 118.1 and 118.2 Methods of Testing (MOT) for Commercial Water Heaters and Resi-dential Water heaters. Project members are repre-sented as a voting member of both ASHRAE 118.1 and ASHRAE 118.2. Following an opposition vote and comments, the 118.1 committee voted unani-mously to adjust the MOT title, purpose, and scope to include gas-fired heat pump water heaters in the second public review draft of the MOT.
ASHRAE SPC 124 Methods of Testing for Rating Combination Space-Heating and Water-Heating Appliances. The ASHRAE SPC 124 committee was formed to develop a standard that establishes a method of test to rate the performance of a combi-nation space-heating and water-heating appliances. In 2016, the committee elected to update the previ-ous standard for publication, and then continue to work on the new standard. Two working groups were created to make progress toward a perform-ance standard specific to their technology areas. Project representatives and the forced-air working group will continue to develop a draft I/O MOT using information from UTD and non-UTD re-search as guidance. Researchers developed space-heating and domestic hot-water-load profiles for techno-economic analysis of combination systems, modeling three types of single-family homes in four regional locations in the U.S.
ASHRAE Standard 204, Method of Test for Rating Micro Combined Heat-and-Power (CHP) Devices. The project team’s participation has been critical

RESIDENTIAL APPLICATIONS PROJECT NO. 1.13.F SUMMARY REPORT
Application of Innovative Gas Heat-Pump Design to Space Conditioning
Project Description Gas-fired absorption cooling at the residential/small-commercial scale has traditionally experienced low market penetration and a lack of a domestic market due to high-first-cost and reliability issues. To meet this market need, low-cost gas-fired absorption heat pumps (GAHPs) in heating applications (air source) are under development, which may be able to offer substantial efficiency gains over typical non-condensing and condensing warm-air furnaces and hydronic boilers alike, with Coefficients of Perform-ance (COPs) estimated at or above 1.5 versus thermal efficiencies of 80% to 95%. Thus, a cost-competitive GAHP could gain market share in the space-heating and/or cooling markets.
This development was initiated as a cost-share to a 2012-2015 program with the U.S. Department of En-ergy (DOE), Stone Mountain Technologies Inc., A.O. Smith Corporation, and Gas Technology Institute (GTI). It focused on the development of a residential-size GAHP for space heating. This R&D effort, now
- 15 -
Current market conditions are providing opportunities for high-efficiency, low-emission gas-fired heat pumps to serve residential and small-commercial customers. This project is focused on developing and testing a packaged gas heat-pump prototype for space-heating applications.
shifting into field evaluation, is being supported by UTD with cross-cutting efforts across platforms to enhance pump reliability and corrosion protection.
Phase 1 of this project involved the development and testing of a packaged heat-pump prototype with a nomi-nal capacity of 80,000 Btu/hr at 47°F ambient tempera-ture at a manufacturing cost that supports a simple three- to five-year payback. In Phase 2, efforts were made to advance commercialization through estimating the po-tential for multifamily applications and large single-family homes, versus competitive electric systems and decentralized heating. A new Phase 3 effort will involve the development, fabrication, and installation of a beta GAHP system in a single-family home for the 2017-18 heating season.
Benefits / Market Implications The natural gas industry currently has the opportunity to move gas heat pumps into residential and small-commercial space conditioning to compete with tradi-tional electricity-driven vapor-compression heat pumps. One driver is lower fuel prices relative to other energy sources. Another driver is efficiency gains. Conservative estimates of GAHP heating COPs are 60% to 90% greater than condensing and non-condensing warm-air furnaces.
Technical Concept & Approach The major tasks for Phases 1 and 2 of this project are “beta” GAHP simulated testing support and develop-ment of a gas heat pump competitive analysis.
Results
Activities included:
Combustion System Development
Using lessons learned from prior combustion system developments for the gas heat pump water heater, several scaled-up designs for radial mesh/mat style
Prototype gas absorption heat pump.

and field performance of other units were monitored in a complementary program.
The research team developed a set of custom controls to sequence the space- and water-heating loads, manage thermostat/aquastat calls, track and compensate for building interaction for space heating, manage domestic hot-water draw schedules and draw rates, control the hourly ambient temperature, and sequence circulation pumps to include “wind down” periods to extract addi-tional heat following a GAHP on-cycle.
Dynamic testing was com-pleted in 2017. This experi-mental program included 12 24-hour (and some 48-hour) tests of the GAHP under separately controlled and automated space-heat and domestic-hot-water loading patterns. The research team analyzed results in compari-son to a parallel field dem-onstration of the beta GAHP operating at a single-family home.
Overall, the colder tempera-ture tests had lower effi-ciencies, but the GAHP
maintained operating efficiencies over 1.0 despite near-zero temperatures for much of that daily pattern. Milder winter days, more typical of the Pacific Northwest, had operating efficiencies close to or above 1.20.
Status
The project team completed the gas heat pump competi-tive analysis, thus completing Phase 2 of the project. A Final Report is pending.
- 16 -
premix burners were tested for GAHP application, using commercially available gas trains (blowers, valve, mixer.) Additionally, several methods to reduce CO emissions were identified. Several vi-able combinations of burners and gas trains were tested under simulated conditions and demon-strated as viable options for the GAHP.
Evaporator Design Guidance
An assessment of the initial evaporator perform-ance and recommendations for right-sizing were made. Including assembly and packaging, the evaporator is the most expensive GAHP compo-nent, accounting for approximately 20% of the to-tal system cost. Additionally, it is the primary de-terminant of GAHP size and weight. Thus, it is critical to properly size the evaporator and opti-mize cold-climate performance while keeping sys-tem cost and size low. Testing showed the evapora-tor to be under-sized and through further analysis, the system model was updated to improve the ac-curacy over the traditional heat-exchanger model-ing methodologies. With a refined model, the “alpha” evaporator coil demonstrated high per-formance with subsequent packaged GAHP testing.
Prototype GAHP Tests
The packaged GAHP alpha prototype demon-strated high performance, meeting most of its per-formance goals and delivering an estimated 136% AFUE based on the ANSI Z21.40.4 method. In total, 37 rating point tests were performed on the unit, covering a wide range of operating condi-tions. The GAHP prototype demonstrated COPs (gas basis only) ranging from 1.2 to 1.5. Operating with ambient temperatures of 0°F down to -13°F, the GAHP demonstrated a 1.17 COP, operating with a frost-free evaporator coil. Successful dem-onstration as a GAHP combination system was also achieved.
Building Energy Modeling
Several vintages of single-family homes were used to estimate the annual energy savings of the GAHP in comparison to a conventional non-condensing furnace installation. The average annual gas COP of approximately 1.4 was observed and it is highly affected by the outdoor temperature of the location. Generally, the lower the ambient temperature, the lower the gas COP. When the ambient temperature increases, the heating load from the building is re-duced and the GAHP will adjust its heat supply accordingly.
In 2016, two beta GAHP prototype units were devel-oped with several incremental improvements. A proto-type was installed within a climate chamber for testing
“Natural gas heat-pump technologies offer significant reductions in total energy consumption and emissions for both space-heating and cooling applications while improving building comfort. Research to develop a cost-effective gas heat-pump for space conditioning is a notable milestone for gas technology development.”
- Steve Lisk Manager, Engineering Codes and Standards Piedmont Natural Gas Company, Inc.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
GAHP burner.

RESIDENTIAL APPLICATIONS PROJECT NO. 1.13.I SUMMARY REPORT
Gas Appliances in Tight Houses
Project Description Atmospherically vented gas appliances have demon-strated more than 60 years of safe operation. However, recent developments in “super-tight” construction practices have cast some doubt on the continued safety of draft-hood-equipped appliances where combustion air is not as readily available and house pressure levels are unknown.
Through this project, information was developed to determine if advanced infiltration-control techniques or spray foam insulation significantly reduce the abil-ity of atmospheric appliances to vent safely.
According to the Spray Polyurethane Foam (SPF) Alli-ance, SPF serves as both a thermal insulator and con-tinuous air barrier which seals the building envelope for increased energy efficiency and total thermal com-fort. The linkage between spray foam and house tight-ness is clear, as is the implication that mechanical ven-tilation systems are required when SPF systems are applied to provide acceptable indoor air quality.
The issue is whether or not common techniques for house tightening and insulation have an impact on the air for combustion and dilution of flue gases for atmos-pherically ventilated appliances.
- 17 -
Research into venting issues was conducted to support the gas and building indus-tries in addressing options in new construction and whole-house retrofit applications where construction processes include the use of air sealing to reduce the infiltration-based heating and cooling load.
According to a U.S. Department of Energy study, air infiltration accounts for 30% of a home’s heating and cooling energy use and allows unwanted moisture to enter the home in humid climates. ASHRAE 62.2 venti-lation requirements encourage the tightening of houses for energy efficiency by assuring acceptable indoor air quality through mechanical ventilation. The standard can be applied with either exhaust-only ventilation, which impacts house pressure, or heat-recovery ventila-tion, which is more expensive but avoids depressuriza-tion.
The objective of this project was to support ratepayers and consumers with gas options in new construction and whole-house retrofit where construction processes include the use of air sealing to reduce the infiltration-based heating and cooling load.
Benefits / Market Implications The benefits from this project are derived through the increased use of atmospheric gas appliances as the most cost-effective solution in many areas of the country, especially for water heating.
Providing support for this product provides benefits for all members of the value chain: the homeowner through
Evaluating draft using a smoke pen.
- 18 -
vent pipe – considered to be the worst case that’s still code-compliant.
Phase 3 (2015-2016) – Laboratory testing was ex-panded to include additional furnace equipment and common venting scenarios. Additional fur-naces were tested, including two with an optional direct vent. Phase 3 also included the collection of data from existing building weatherization teams regarding house tightness and weatherization and the evaluation of data to determine the range of expected air changes under neutral to depressur-ized conditions. The results were then analyzed to investigate the interactive effects with other appli-ances in the house.
The results of the laboratory testing showed that at-mospheric water heaters are very sensitive to depres-surization levels more commonly found in tight houses. Four Pascals of depressurization will cause excessive priming time (long spillage events). Ana-lytical studies show that this level of depressurization should be found in very tight houses with exhaust fans operating. Furnaces are not as sensitive to depressuri-zation, with no spillage at tens of Pascals of depres-surization in the laboratory. Common vented fan-assisted furnaces and atmospheric water heaters showed similar priming time as atmospheric waters heaters. While these severe conditions are easy to cre-ate in the lab, a separate study sponsored by the De-partment of Energy showed that long spillage events rarely happen in the field even in very tight houses, indicating that there are other factors at play.
Status Testing is complete.
A comprehensive report covering all phases of the pro-ject was issued in December 2016.
life-cycle cost reduction; the manufacturing community through reduced warranty experience of a time-tested product; the builder through supporting commonly un-derstood construction and installation practices; and the gas industry through the avoidance of customer fuel-switching to electric resistance water heaters. This pro-ject provides data and analysis to support the builder’s decision to include natural gas appliances in existing residential buildings.
Technical Concept & Approach Following up on the literature survey conducted in the first phase and initial laboratory testing in Phase 2, the project expanded laboratory testing in Phase 3 to in-clude new furnaces and common vent scenarios. Phase 3 also collected and analyzed data from existing build-ing-weatherization teams regarding house tightness and weatherization.
Field and/or laboratory data was analyzed in light of a depressurization limit to identify the performance of appliances and vent systems under several house-tightness scenarios.
Results Improvements in construction methods and retrofit practices have led to tighter envelopes in new homes. However, reducing air infiltration leads to depressuriza-tion and less combustion air for natural gas appliances in new or retrofitted homes. Builders and retrofit con-tractors may choose to install direct vent appliances or electric appliances to avoid risk in these cases. In this project, researchers pursued a three-phase effort address how natural draft and fan-assisted combustion appli-ances perform when subjected to a depressurized envi-ronment.
Research included:
Phase 1 (2013-2014) – A literature survey was completed and a case study developed for an aver-age single-family U.S. home. VENT-II modeling was completed to quantify vent performance and determine the sensitivity of natural draft appliances to a depressurized environment. Both stand-alone water heaters and common-vented water heaters and furnaces were modeled.
Phase 2 (2014-2015) – In-depth laboratory testing was conducted, using a specially built depressurized test chamber. Five water heaters were tested, in-cluding four ENERGY STAR-qualified units and one standard natural draft unit. One of the EN-ERGY STAR-rated water heaters used a pressur-ized combustion system and the other three used flue dampers. Water heaters were tested under warm “summer” conditions and with a four-inch
- Fred Neu Sales Representative Atmos Energy
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
“It is important for the natural gas industry to recognize new energy-efficiency measures and to assist in the adaptation of natural-gas-fueled systems to new building environments. This initiative will benefit the public by identifying how atmospheric natural-gas-fueled systems can best be integrated with highly insulated buildings.”

RESIDENTIAL APPLICATIONS PROJECT NO. 1.14.E SUMMARY REPORT
Competitive-Performance Assessment of Space- and Water-Heating Systems
Benefits / Market Implications
Small, tight, well-insulated homes (e.g., near-zero en-ergy) need very little heat. However, typical residential furnaces and boilers are rated at 40 to 80 MBH and are often significantly oversized, especially for super-insulated homes, which may have heating design loads as low as 10 to 15 MBH.
New-construction builders are seeking the best way to heat super-insulated homes, and one solution is for them to go all-electric. Such a home might include an electric configuration with a ductless mini-split and electric re-sistance water heater. Another solution is to implement a right-sized modulating gas furnace and a high-efficiency water-heater configuration. Information de-veloped through this project will provide an improved understanding how these configurations compare against as-installed loads in super-insulated homes.
Repeatable and controllable testing provided the oppor-tunity to compare systems under actual conditions and develop data that can be used to better understand the relative performances of heating systems.
Technical Concept & Approach Laboratory experimental tests for this project were de-signed to accomplish the following tangible goals:
Collect data for different types of like-sized fur-
Project Description Residential furnaces are generally sized at capacities far greater than those required by the homes in which they are installed. As such, these furnaces short-cycle by satisfying heating demands too quickly, resulting in decreased efficiencies and uncomfortable conditions. The problem is exacerbated for the majority of heating season where loads are far less than the design load.
This project was conducted to address the need for comparative data for conventional and alternative space-heating and water-heating systems. Without di-rect-comparison data, energy savings cannot be esti-mated and the technologies cannot effectively be quali-fied for energy-efficiency programs.
The research team implemented a methodology for testing space-heating and water-heating systems against characteristically repeatable and controllable loads in the laboratory. The methodology was first de-veloped for Building America as part of the Partner-ship for Advanced Residential Retrofits (PARR) team.
Furnaces and water heaters for this project were com-bined and data collected to compare gas space-heating and water-heating as combined systems with a focus on low-capacity applications. The test methodology involves development of Energy Plus residential build-ing models for heating load profiles; use of NREL’s DHW (Domestic Hot Water) Event Scheduler for DHW draws; and 24-hour load profile testing by simu-lated control of the following:
Space-heating loads and thermostat calls
DHW draws and flows
Outdoor air temperatures (for systems with out-door units)
Municipal water inlet temperatures, and
Return air temperatures.
The objective of this project was to provide compara-tive data that can be used to better understand relative performances in terms of heating-system efficiencies across various full- and part-load capacities.
This research was co-funded by the Northwest Energy Efficiency Alliance.
Through the use of an advanced testing methodology, researchers developed data on the performance of various space- and water-heating systems. Testing was conducted in controlled, simulated environments for accurate comparisons.
Space-heating load durations for 2,500- and 1,600-square-foot models.
- 19 -
Right-sizing a condensing modulating furnace where the furnace capacity is only marginally above the peak heating load can generate about 2% therm savings for typical low-load residential ap-plications compared to a furnace three-times over-sized.
Condensing water heaters contribute significantly less to internal building heat gain than do 0.62 EF minimum NAECA water heaters.
A condensing water heater can generate about 7% therm savings for typical low-capacity residential applications such as in Portland, OR, compared to a 0.62 EF water heater.
Together, a condensing modulating furnace and a condensing water heater can generate up to 13% or more therm savings for typical residential applica-tions in a cold climate compared to a condensing single-stage furnace and 0.62 EF water heater.
Research for this project was limited to one fur-nace and one water-heater manufacturer. Research-ers recommend the methods for controlled labora-tory research and building-energy modeling tech-niques developed for this project be applied to other gas and electric systems and further refined with more data.
Building-energy modeling techniques are being developed under UTD project 1.16.H using the data collected from this project. Those modeling techniques can be used to properly quantify poten-tial energy savings from different types of natural-gas-fired systems in various building types and climate conditions.
In some cases, the condensing gas furnaces and water heaters tested in this project operated at effi-ciencies less than what might be expected from condensing gas systems. It is imperative the results from this research be used in context with part-load, real-world test conditions and not compared to ASHRAE AFUE and other rating-point specifi-cations for other gas and electric systems.
Status This project is completed. A Final Report was issued in February 2017.
- 20 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Develop furnace performance characterizations so they can be used in building-energy modeling soft-ware to quantify potential energy savings for typical residential applications
Collect data for different types of like-sized water heaters built by the same manufacturer, and com-bine those data with furnace data to compare gas space heating and water heating systems, and
Collect data for right-sized and oversized modulat-ing furnaces built by the same manufacturer, and use the data to characterize performance across part-loads.
Results Data collected from the tests were reduced to individual furnace and water-heater daily efficiencies and com-bined furnace and water-heating daily efficiencies. To better understand part-load performance, hourly effi-ciency profiles were generated for each 24-hour test. Moreover, data from those tests were used to generate efficiency versus part-load performance characterization curves. Those curves can be used in building-energy modeling software to predict annual energy savings from one system to another.
Conclusions:
Not all like-sized condensing furnaces perform alike; and different systems can be characterized to better understand their performance, particularly under part-load conditions where the systems oper-ate in the real world most of the time.
Laboratory research in a controlled environment complemented by building energy-modeling tech-niques can be used to properly quantify potential energy savings from different types of natural-gas-fired systems in various building types and climate conditions.
Right-sized (typically less than 45 MBH) modulat-ing furnaces can serve homes more efficiently than single- and two-stage furnaces that are often over-sized at 45 MBH and greater for low-capacity homes.
Two-stage furnaces may not serve low-capacity homes more efficiently than single-stage furnaces because they operate in the first stage most of the time, which for the two-stage furnace tested is less efficient than the second stage and less efficient than the single-stage furnace tested.
A condensing modulating furnace can generate about 11% therm savings for typical residential ap-plications in a coastal and cold climates compared to a condensing single-stage furnace.

RESIDENTIAL APPLICATIONS PROJECT NO. 1.14.G SUMMARY REPORT
Thermally-Driven Ground-Source Heat Pump
- 21 -
that system heating and cooling COPs may exceed 2.0 and 1.0 respectively when extrapolated to temperature lifts typical for GSHPs.
If successfully commercialized, the BFE-GSHP will be suitable for the various climate zones where standard GSHPs are installed and capable of seasonal operation.
Technical Concept & Approach The BFE concept uses two chemically-distinct binary fluid components which allow each of the two fluids to be optimized for their respective functions – compres-sion and refrigeration. In addition to utilizing a suitable binary fluid pair to improve performance over standard ejector compressors, the MRTS technology does not rely on standard nozzle and ejector geometries that favor inefficient momentum exchange (turbulent shear mixing) over more efficient pressure exchange.
The project team focused the design, fabrication, and testing of a critical component of the BFE heat pump, the fractionating condenser. This component, unique to this technology and, aside from the ejector, the only other portion of the cycle handling the binary fluid mixture, requires a custom design for the BFE system.
Project Description The electrically-driven ground-source heat pump (GSHP) is a high-efficiency HVAC product that is gaining in popularity. GSHPs are promoted throughout North America, with numerous utilities and regional governments offering incentives of up to a third of the installed cost.
In an effort to provide end users with high-efficiency, gas-fired GSHPs, this project focused on the develop-ment of an advanced solution called Binary Fluid Ejec-tor (BFE) technology, developed by May-Ruben Ther-mal Solutions (MRTS).
Benefits / Market Implications
As a novel gas-fired heating/cooling solution, the BFE-GSHP is projected to offer operating cost savings ver-sus baseline heating and cooling systems and, in most regions, versus conventional electrically-driven GSHPs as well.
BFE-GSHP system performance will depend on the local and seasonal operating conditions. However, early simulation and experimental validation by MRTS on its distillation application of the BFE technology suggest
This research project focused on the development of a gas-fired ground-source heat pump (GSHP) for residential/commercial applications. Researchers investigated the use of an advanced technology for use in gas-fired GSHPs.
MRTS ejector test rig. (Images courtesy of MRTS.)

Results In this project, a research team examined the BFE tech-nology, focusing on two primary innovations:
Binary Fluid Working Pair
Ejector refrigeration cycles suffer from low cyclic efficiency when operating with a single working fluid, because one fluid cannot simultaneously have the ideal qualities of a drive and refrigerant fluid. For the refrigerant, a high-phase change enthalpy is desirable for near-isothermal heat transfer at the evaporator/condenser. (In contrast, the drive fluid should have a low-phase change enthalpy to pro-mote ready-phase change within the boiler. Addi-tionally, the drive fluid should have a greater mo-lecular weight than that of the refrigerant to im-prove the ejector entrainment ratio.) To address these competing goals, ejector cycles were devel-oped to handle two dissimilar fluids with different latent capacity and molecular weights. The BFE concept uses two chemically-distinct binary fluid components, which allow each of the two fluids to be optimized for their respective functions – com-pression and refrigeration.
Advanced Ejector
In addition to utilizing a suitable binary fluid pair to improve performance over standard ejector com-pressors, MRTS does not rely on standard nozzle and ejector geometries. For energy transfer from the drive fluid to the refrigerant at their interface, two transfer methods are characterized in the literature: momentum exchange and pressure exchange. Mo-mentum exchange is shear turbulent mixing entrain-ment at the interface between the primary and sec-ondary fluids, which is always present due to veloc-ity gradients between fluids. Overall, this is an inef-ficient (irreversible) means of entrainment of the secondary flow. Pressure exchange is the dynamic pressure force interaction at the interface between the primary and secondary fluids, whereby the high-pressure bulk fluid acts to compress the low pres-sure bulk fluid. This means of energy transfer is significantly more efficient than turbulent mixing. MRT identified both static and oscillating nozzle designs in conjunction with ejector-body designs that have the potential for a significant improve-ment in compression through generation of hydro-dynamically stable stream-wise vortices.
Following extensive efforts to optimize the ejector de-sign by MRTS and extrapolate its performance, the BFE refrigeration cooling system was analyzed by se-lecting a binary fluid pair and evaluating different con-cepts for the fluid separation. Based on the fluid selec-tion and predicted operating state points of the system, the project team evaluated designs for another critical
system component, the fractionating condenser. The project team considered practical implications of con-denser options, such as physical size and complexity, and determined a more optimum configuration.
After extended consideration and additional perform-ance simulation, MRTS opted to shift priorities to-wards a working fluid pair that would offer a greater potential for performance and allow for use with a third fractionating condenser option, pervaporation (membrane separation). Additionally, MRTS shifted its target application from residential HVAC to a com-bined cooling, heating, and power (CCHP) application. In this arrangement, the BFE cycle would be driven by waste heat from the prime mover and would provide pre-cooling to the liquid refrigerant to a central chiller. Researchers estimated the performance of this third option for ethylene glycol-water as a working fluid and outlined a pathway for reduction to practice.
The commercial viability of the BFE-GSHP could not be confirmed due of the high capital cost of both distil-lation column and membrane separation methods nec-essary. The two-stage condenser concept did not pro-vide a sufficiently high purity fluid separation, which would lead to low efficiency of the BFE refrigeration system.
While the alternative CCHP application may have a technical and economic fit, this deviates from the ini-tial goals of this project. Based on the study results, the BFE-GSHP will require additional development to op-timize the balance of the cycle to enable either a) a lower-cost, lower-performing two-stage fractionating condenser or b) permit the use of a low-cost distillation column with a suitable working fluid pair.
The project team estimated the performance of the fractionating condenser based upon the pervaporation process. In parallel, the project team completed the modeling and analysis of the original distillation-based fractionating condenser process.
Status This project was completed in 2016. A Final Report was issued in March 2017.
- 22 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

RESIDENTIAL APPLICATIONS PROJECT NO. 1.14.J SUMMARY REPORT
Investigating Multifamily Infrastructure Challenges
- 23 -
Technical Concept & Approach Key tasks include:
Multifamily Market Data Collection & Analysis
Researchers used census data and other available resources to obtain a 2015 snapshot of builder and developer energy choices in the multifamily new construction market by U.S. region and by building type. The assessment included, to the extent possi-ble, gas and electric utility rates and incentives, the availability of gas service, market trends, and code differences. The project team will identify up to three regions that have unique competitive climates and develop solutions based on regions.
Multifamily Market Preliminary Recommenda-tions
Researcher reviewed the analysis and developed preliminary recommendations for a path forward in each region. In general, these recommendations focus on investment to resolve installation prac-tices, infrastructure issues, building code barriers, equipment gaps, economic shortfalls, and rebate structure issues.
For this project, researchers are investigating the current challenges and opportunities for the natural gas industry to better serve multifamily new-construction markets. Rec-ommendations for improvement were developed and are being refined.
Project Description There is a significant opportunity for natural gas to better serve the growing multifamily new-construction market; however, there are also significant challenges.
Energy challenges in the multifamily sector include split owner-tenant incentives for efficiency to tackling venting issues associated with retrofitting high-efficiency equipment. Many of these barriers have been the focus of research, even as the regulatory, util-ity, economic, and real-estate landscape shifts over the years. Natural gas utilities are now facing an even more challenging multifamily market – with relatively low natural gas prices, marginally higher gas-equipment prices, increasing energy-efficiency codes and standards, the emergence of high-efficiency elec-tric heat pump equipment, and strong growth in multi-family new construction.
In Phase 1 of this project, researcher investigated na-tional trends regarding gas and electric multifamily market shares, the economics of energy services, building codes, and installation practices. In Phase 2, the project team provided regional multifamily market paths for advanced products that provide promising opportunities in this sector, a portfolio, and examples and discussion of successful utility initiatives. The cur-rent Phase 3 moves beyond research and into the im-plementation of recommendations for specific regions or utilities, including holding utility-sponsored design-planning sessions with stakeholders within the devel-opment, design, and building communities.
Benefits / Market Implications Studies on the multifamily market identify key eco-nomic issues, code barriers, and product gaps that re-quire investigation and resolution. Addressing these issues, gaps, and barriers will enable the gas industry to continue to provide the ratepayer with the lowest-cost energy option and improve energy efficiency.

Technology Solutions
The project team is reviewing the market data and other information to prepare materials describing existing product options and design alternatives for the industry.
Results A summary project report for Phase 1 was issued in February 2016.
Key Findings -
A key trend has been the growth of single-family renter households.
Trends in selection of heating fuel show generally declining shares of natural gas in the Northeast, Midwest, and South census regions; the West ap-pears to be the only census region where natural-gas heating continues to maintain its market share.
On a historical scale, natural gas held the majority market share as a heating fuel for two decades since the late 1980s. In 2009, electricity regained the ma-jority market share as electric heating continues to increase.
The rebounding of electricity as the majority space-heating fuel can be seen in both low-rise (2-4 units) and high-rise (5+ units) buildings, while the volume of gas-heated units shows either modest or no growth. However, this trend is not reflected in wa-ter heating, where gas still plays a strong role and has generally kept pace with electricity growth.
New construction high-rise multifamily properties present promising opportunities as sites for load growth or savings through energy efficiency.
Per capita consumption of natural gas has been de-clining with the rise of appliance efficiency stan-dards, a trend which is expected to continue.
Reduced gas loads for space and water heating, cooking, and clothes drying have resulted in the meter and delivery charge representing a larger por-tion of consumer’s gas bill.
A meaningful trend in energy usage among differ-ent types of multifamily properties was outlined in the 2012 Fannie Mae Multifamily Energy and Wa-ter Market Research Survey, which found that high-rise properties with 10 or more floors have almost 10% greater energy use on a per-square-foot basis than their low-rise counterparts with one to four floors.
Venting issues can become increasingly expensive and complex to address in high-rise structures. Building and appliance codes and standards have presented barriers regarding venting, combustion air requirements, and condensate management. When combined, these circumstances can present significant challenges to the continued addition of natural gas meters to multifamily new-construction buildings.
Research and data analysis indicate that the chang-ing codes-and-standards landscape combined with new technology offerings may significantly impact historic barriers.
A key issue in some regions will be addressing the economic challenges, either through a new utility rate structure or aggressive multifamily energy-efficiency programs.
To help evaluate the position of natural gas in the multi-family new construction market, a preliminary SWOT (strengths, weaknesses, opportunities, and threats) analysis was prepared based on the preceding literature review and data analysis.
In 2016 and 2017, the project team held interviews with key national-level players active in the multifamily market, including representatives from industry associa-tions and gas utilities. These discussions covered past activities each of these organizations have undertaken within the multifamily market segment, current chal-lenges, and key concerns of stakeholders. Project repre-sentatives also held discussions with many U.S. utilities and performed significant outreach to the building and development community to obtain their perspectives.
Status A Final Report is being prepared to present Phase 2 findings.
In addition, the project team is gathering information on technologies that present promising solutions for the multifamily market sector and developing more detailed recommendations in Phase 3 efforts.
- 24 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

RESIDENTIAL APPLICATIONS PROJECT NO. 1.14.K SUMMARY REPORT
Advanced Systems for Self-Powered Water Heating
- 25 -
TPTS water heaters would be greatly beneficial from the perspective of the copper industry. For residential gas-fired products alone, the market potential is greater than 20,000 tonnes of copper per year.
Technical Concept & Approach A TPTS water heater offers the potential for high effi-ciency, scalability, rapid startup, long life, minimal standby heat loss, minimal scaling, self-power capabil-ity, and low emissions.
Similar to heat pipes, the TPTS technology is more like a passive, closed-loop, flash boiler. Initially, the TPTS is evacuated and then partially charged with liquid water. Upon firing, a vigorous two-phase (steam/water) flow accelerates from the evaporator up to the submerged condenser. As the fraction of the steam condenses, transferring latent heat to the hot water, it travels through the condenser coil towards a vertical restriction. This restriction builds up conden-sate, so as to increase the pressure head for circulation.
The TPTS technology was initially developed to aug-ment solar water-heating systems. Prototype testing established a number of performance characteristics:
Project Description To optimize the natural gas option for water heating, experts cite the need for cost-effective, mid-efficiency, near-condensing gas water heaters.
In this project, researchers are investigating Two-Phase Thermo-Syphoning (TPTS) technology and ultra-low-power gas-water-heater control technology in an effort to develop a prototype “unplugged” high-efficiency wa-ter heater. It is expected that the TPTS water heater will be competitive with more costly condensing high-efficiency and large-storage-volume products.
Deliverables include a TPTS water-heater prototype and a summary of test results.
Benefits / Market Implications The replacement market opportunity for self-powered high-efficiency water heating is approximately 150,000 units per year, representing a savings of eight million therms annually, or $6.4 million in avoided cost for gas customers while mitigating 52,000 tons of CO2.
As the TPTS is almost exclusively composed of copper, approximately 10 pounds for a standard residential-sized water heater, a successful commercialization of
Researchers are developing an advanced technology for gas water-heating applications with the potential to increase the competitiveness of gas-fired water-heating systems for homes and businesses.
Proposed condenser materials.

High-Efficiency: Recovery efficiencies of 84% were observed in prior testing, which with low standby losses and standby-fire suppression.
Scalability: Prior prototype TPTS units for water heating were tested at heating rates of 40k and 100k Btu/hr, with minor changes in system design. The technology has the potential to scale to 20k Btu/hr for application in backup residential solar water heaters, mobile homes, and other light-demand ap-plications.
Rapid Startup: In prior prototypes, steady-state TPTS operation was observed within 10 seconds of startup. Due to its low vapor pressure and density, the vapor/liquid mixture rapidly reaches 140°F (60°C) and circulates.
Indirect Heating: As an efficient indirect water heater, the TPTS has a long-life design, negligible standby heat loss, minimal condenser scaling, and a low potential for stacking.
Self Powered: The TPTS is designed for passive control and, when integrated with an atmospheric burner, the TPTS enables a gas-fired water heater to remain self powered.
Low-NOx: As the evaporator performs best with a flat, radiant flame, researchers see the greatest po-tential in pairing atmospheric metal-mesh-style low-NOx burners with the TPTS.
Specific tasks included experiment TPTS parametric testing and component prototyping and testing.
Results In 2014-2015, parametric testing of the TPTS technol-ogy (1980’s design) determined that the efficiency of the technology as tested is not optimal.
The evaporator was found to be undersized and requires optimization and redesign to reduce cost and improve performance. An analysis of the evaporator design iden-tified a 20%-plus reduction in copper using thinner cop-per tubing and improving upon the evaporator fin de-sign. In addition, better flow distribution between evaporator tubes can minimize dryout and the develop-ment of hot spots in the evaporator.
Other findings conclude that 1) better diagnostics in determining the recirculation rate and mixture quality as functions of evaporator loading and tank temperature can result in better control of the technology, and 2) to prevent evaporator dryout, improved treatment of inte-rior tube surfaces or “pickling” is required.
The project team:
Developed TPTS performance curves to guide siz-ing and design options
Developed design correlations between the heating rate, water charge volume, and heat sink tempera-ture under standardized and non-standardized con-ditions, and
Developed a basic prototype design validated with numerical models.
Activities focused on a redesign of components to minimize size and cost, and to optimize performance. The TPTS 1980’s design utilized a commercial-size storage water-heater tank with a six-inch bottom access for inserting the condenser heat exchanger. While this served the purpose to prove the concept, a design is required that can be cost-effectively manufactured. Consequently, investigators evaluated methods to re-duce the condenser size to minimize the size of the diameter hole in which the condenser is inserted into the storage tank.
In 2016, a redesign of the evaporator was completed.
Status Continued delay in fabricating a new evaporator caused the project to be put on hold in early 2017.
After reviewing alternative paths and approaches for the TPTS concept, the project team proposed a new design for the evaporator based on the permeable ma-trix surface combustor-heater, in which the relatively cold heat-exchange surfaces are embedded in a station-ary bed (porous matrix) where gaseous fuel is com-busted. As the bed is heated by the combustion prod-ucts, heat is extracted through the embedded heat ex-change tubes by a working fluid circulating in the tubes. The embedded heat exchange tubes reduce NOx formation by suppressing the combustion temperature. The design is highly efficient and offers a significant breakthrough in cost reduction. While the original ap-proach offered a 30% savings in evaporator material cost, the new surface combustor-heater design results in an 80% reduction in evaporator material costs.
- 26 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

RESIDENTIAL APPLICATIONS PROJECT NO. 1.15.C SUMMARY REPORT
- 27 -
Next-Generation Advanced Gas Dryer Development
Project Description In this project, researchers are investigating next-generation technologies – including heat recovery, in-direct firing, direct venting, and advanced burners – to determine potential efficiency boosts. All of these techniques and technologies have been shown to in-crease efficiencies in other areas, but scaling them to a residential dryer size, determining the additional cost to the dryer, and quantifying the efficiency increases will help dryer manufacturers determine the best path to further advance gas-fired dryers while keeping the cost increase to a minimum.
The biggest challenge with any of these technology improvements will be keeping the costs low, since dry-ers do not have as much usage as other appliances in the home and low costs are required in order to pro-vide paybacks in a reasonable timeframe.
UTD’s guiding Technical Project Committee indicated that there is also an interest in reducing drying times if possible. This is an advantage that gas dryers have over electric units: the potential to increase firing rates to reduce drying times. In this project, the research team will also study drying times as technologies are evalu-ated. For instance, with modulation there is the poten-tial to have a high firing rate in the early stages and a low firing rate later to both reduce drying time and save energy in the process.
Project deliverables include an early-stage prototype incorporating the most promising technologies and a Final Report detailing the performance improvement provide by all of the technology options investigated.
Benefits / Market Implications Gas-fired dryers have not had many technological ad-vances in recent years and there is great potential to enhance the technology.
With about 81% of U.S. households having a clothes dryer, the potential business value of improvements to design and function is significant. Such improvements would help stabilize and increase the competitiveness of gas dryers in the residential market.
Technical Concept & Approach
The project team is investigating high-efficiency dryer technology options including, but not limited to, heat recovery, indirect firing, direct venting, and advanced burners.
The original model and each technology change being evaluated is being tested to standard methods to deter-mine the performance improvement of each technology (efficiency, drying time, cloth temperature, etc.). The most promising technologies will be incorporated into an early prototype for demonstration.
In this project, researchers are investigating next-generation technologies for a residen-tial gas dryer that would provide gas consumers with a model that is cost-competitive with electric models and provide high efficiency.

- 28 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Status Heat-recovery testing and modifications are wrapping up with a Final Report to be issued in September 2017.
Results It became apparent during previous UTD dryer research that room temperature and humidity have a very large effect on the dryer efficiency rating. Although the test standard allows for 40%-60% relative humidity (RH) during the test, a dryer will be much more efficient at 40% RH than at 60% RH. With that in mind, research-ers decided that it was necessary to arrange the test in an environmental chamber.
In 2015, the chamber humidity control was modified and tested with the dryer in place and operating. Base-line efficiency testing of the dryer was completed.
In 2016, technicians completed the first modifications to the dryer, which involved the installation of a box around the burner area to provide the ability to control the combustion air. The unit was fully instrumented to allow for testing different design changes, including changes to primary aeration and air-to-fuel ratio, fol-lowed by potential heat-recovery options.
Designs were completed and tested for different burner aerations and the effect on dryer efficiency. Designs to recover heat from the flue were implemented and show promise for improved efficiency in testing. Overall, the heat recovery appears promising while providing a small cost added to the dryer, but still potentially mak-ing it appealing to manufacturers.

RESIDENTIAL APPLICATIONS PROJECT NO. 1.15.D SUMMARY REPORT
- 29 -
Low-NOx Metal Foam Burner Durability Testing
Results from this project have the potential to help move a product to market, providing consumers with affordable natural gas appliances that meet more strin-gent emission regulations.
As a new technology, manufacturers of natural gas combustion applications can lack confidence in new and promising radiant burner material over the life-time of a standard application (i.e., residential furnace). Through extended thermal cycling of a number of burners, material integrity and combustion qualities were measured in order to establish expected perform-ance results over extended usage.
Potential problems and material failure indicators were addressed with the burner manufacturer in order to fur-ther validate materials as a realistic burner medium for large-scale adaption.
Technical Concept & Approach Primary tasks included:
Design and Material Procurement
The test design involved the development of a cus-tom test bench to thermally cycle a large number of metal foam burners. The design includes heat ex-
In this project, research was conducted to determine the expected material integrity, safety, and performance of metal foam burners over the typical life- span of a residential application. The main focus was to demonstrate reliable performance of novel low- NOx-emission burners.
Radiant surface combustion on metal foam and open flame in-shot burners.
Project Description Traditional open-flame burners are widely used in resi-dential and commercial applications; however, they have limited ability to reduce emissions, specifically mono-nitrogen oxides (NOx).
Previous UTD research demonstrated that a radiant metal foam burner has the potential to reduce NOx emissions below that of traditional burners with lim-ited modification to existing appliances, thus providing an economically-viable burner alternative that is easily implemented into existing products. A large number of tests were conducted, and no detrimental issues to the integrity and performance were observed.
This project expanded on this previous research in an effort to determine the long-term integrity, perform-ance, and safety of the radiant metal foam burner.
Benefits / Market Implications Meeting emission regulations for appliance manufac-turers can be a significant challenge. Companies have to either rework their appliance systems to implement an existing solution, or research and develop a unique solution for their specific product.

- 30 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
quenched within the body of the burner and occurs within the open pores at the burner surface.
Preliminary components were received from two manufacturers of open-cell iron-based alloy reticulated materials, with similar universal variables. The compo-nents were weighed, measured, and analyzed using a scanning electron microscope (SEM) to determine al-loy constituent make-up. Additionally, photos were taken of struts to document oxide layer formation.
Samples were loaded into a test furnace for long-term elevated temperature testing at 1037°C. Initial testing periods were designed to be relatively short compared to standard test run lengths, as the development of an oxidation layer is a function of the Arrhenius equation, which generally shows a logarithmic oxidation forma-tion rate.
Long-term material testing at elevated temperatures was conducted. Additional activities included an evaluation of metal foam and ceramic coating bonding and a second SEM analysis.
The testing successfully identified the failure charac-teristics of a metal foam sample in conditions similar to that of combustion. Due to the large number of sam-ples, the units themselves did not undergo combustion due to both logistical concerns as well as safety mat-ters. Instead, they were held at 1,100°C within a series of test ovens to simulate combustion conditions. Yt-trium proved to be a critical component to ensure ad-herence of the aluminum-oxide layer initially formed at elevated temperatures, thereby prohibiting shedding of excess aluminum and, therefore, a reduction in over-all relative density of the material and overall material mass. This finding provided important information to assess the safe, long-term viability of the material as a burner.
Additional testing is recommended to both cycle the materials at high temperatures as well as provide ade-quate testing under actual combustion situations before using the material within a commercial application as a radiant burner or a solution for low NOx applications.
Status This project was completed in 2016. A Final Report was issued in March 2017.
changers resembling traditional applications, such as furnaces and water heaters, in order to accurately simulate end-use conditions. Sufficient controls were implemented to automate the thermal cycling in order to minimize labor loading and to complete the thermal cycling in a timely manner.
Sufficient samples were gathered to give a broad understanding of the expected variance of a single manufacturing batch. This process was repeated until all samples were tested.
Thermal Cycling
Thermal cycling activities involved initial measure-ment of samples in terms of material and combus-tion properties, periodic re-checking of these prop-erties at a specific intervals, and final measurements at the end of the cycling. Total emission values, thermal gains, and physical properties such as den-sity and dimensions were measured and recorded at these times.
Reporting
An analysis of results from the thermal cycling was conducted, noting deviations of emissions, physical sample properties, and thermal performance. Spe-cial consideration was given to events of product failure or significant unique deviations of a small number of samples compared to the overall ex-pected trends.
Results Preliminary long-term testing at 1,100°C was com-pleted in 2016. The particular alloy tested has shown to have stable oxidation boundary layer formation between the ranges of 800-1300°C, with typical burner body temperatures between ~800-1200°C at 30W/cm2, with temperatures largely dependent upon the porosity of the burner. At the upper temperature ranges, volumetric combustion occurs, wherein fuel oxidation reactions occur within the body of the burner and have additional time to convectively transfer the heat of the hot com-bustion gases to the burner body. At lower tempera-tures, surface combustion occurs, where combustion is

RESIDENTIAL APPLICATIONS PROJECT NO. 1.15.G SUMMARY REPORT
- 31 -
Residential Kitchen Cooking Ventilation Effectiveness
Project Description While commercial foodservice facilities are required to operate most cooking equipment under a ventilation hood, residential cooking does not have the same re-quirements. And while most residential kitchens have a ventilation system above the stove, most homeown-ers do not use the system unless excess smoke is being produced. Also, many existing residential ventilation systems are not maintained and/or are ineffective at capturing food and combustion emissions. These fac-tors have led to growing concerns about the effect that cooking has on indoor air quality.
Publications on residential indoor air quality suggest that emissions from cooking can negatively affect a home’s air quality. Specific emphasis is put on com-bustion emissions and strongly suggests electrical cooking results in better air quality than cooking with gas. However, a comparative study of the volume of
The objective of this project is to evaluate existing residential ventilation systems for effectiveness at capturing and exhausting heat and airborne particles in residential applications. Researchers will also develop designs for improving the technology.
emissions produced from the food, whether cooked using electric or gas equipment, to the emissions from the gas burners has not been fully studied. Specifically, emissions from cooking with gas should be minuscule compared to the airborne emissions from the cooked food. Also, published information does not point out that an effective ventilation system would not only re-move the food emissions, but also the gas combustion emissions.
In this project, researchers will evaluate the effective-ness of existing ventilation systems at capturing and exhausting heat and airborne particles in residential applications. In addition, project team will develop de-signs for improving the capture effectiveness and meth-ods to improve the system performance.
Researchers will also investigate the advantages and issues with adding a feature that automatically turns on the hood when the oven is in operation.
Benefits / Market Implications A properly designed residential ventilation system should allow for the preparation of food while main-taining safe indoor air quality. The systems effectively remove heat and food emissions from the residential environment.
This project seeks to demonstrate that a properly de-signed system will also effectively remove combustion emissions from a gas-fired cooking appliance while still preparing food in a manner and quality preferred by home cooks.
Technical Concept & Approach The project team is identifying typical designs for resi-dential ventilation systems. Each design will be tested in the laboratory to determine the capture rate of heat, food emissions, and combustion emissions.
Subsequently, researchers will determine the effective-ness of each design for a residential kitchen ventilation system and develop redesigns to improve the effective-ness.
Residential kitchen ventilation test setup.

- 32 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Status Activities continue on 1) determining which design of residential hoods to test and 2) establishing testing pro-tocols.
The shadow-graph system is being calibrated and a new background added to improve system effective-ness.
Baseline measurements will be taken of the heat loss from the rangetop and oven with and without the venti-lation system. Baseline emissions will also be recorded for the range and oven.
Results The project team is identifying designs for ventilation hoods to be tested and is determining testing protocols based on existing ASTM and ASHRAE standards.
A major range manufacturer was consulted during the project and recommended a range for testing based on sales and being of a typical configuration for a residen-tial range. The range was delivered to the laboratory in December 2016. The project team designed the test setup, which included the hood design and installation and spacing between the hood and the range. To assist with this, the team surveyed and gathered information on the range/hood setup in typical homes.
The residential kitchen ventilation test setup was in-stalled in February 2017. It was specially-designed for quantifying the capture effectiveness of a variety of hoods. The setup was built using standard residential construction practices and accurately represents a typi-cal residential cooking area.
The team installed a shadow-graph system to quantify capture effectiveness and a data-acquisition system for measuring temperature, emissions, and energy usage.
Shadow-graph system in the Residential Kitchen Ventilation Test Setup.

RESIDENTIAL APPLICATIONS PROJECT NO. 1.15.H SUMMARY REPORT
- 33 -
Maintenance-Free Approaches for Tankless Heaters
Project Description Condensing tankless water heaters eliminate the stand-by energy loses associated with tank-type heaters, of-fering consumers significant increases in efficiency – a 95 Uniform Energy Factor (UEF) compared to a 59 UEF for a minimum-efficiency tank-type water heater. However, tankless products have compact copper heat exchangers, and in areas of hard water they are suscep-tible to scale and mineral accumulation. Scale is about 400 times less conductive of heat than copper per unit thickness, so if left untreated, the daily efficiencies can dip down to 72%. Furthermore, this scale and mineral accumulation can reduce equipment life to as short as 1.6 years.
Tankless water-heater market penetration has plateaued at 5% of the U.S. gas-water-heater market. Combina-tion space- and water-heating boilers, also called “combis,” are still limited in application as well. Ad-dressing water-quality issues and identifying the correct remedy is critical to enabling broad adoption of these technologies in the U.S. and maintaining the effective-ness of energy-efficiency programs aimed at tankless water heaters.
In this project, researchers investigated various low-cost, maintenance-free approaches to hard-water reme-diation on tankless heat exchangers.
The primary hard-water treatment approach recom-mended by tankless-water-heater manufacturers is a de-liming process with an acidic material (i.e., vinegar). Typically this is performed annually by a local contrac-tor. Alternatively, salt-based water softeners can be used to address water hardness; however, in tank-type water heaters it increases water conductivity and thus accelerates corrosion. If left unchecked, service life can be reduced by 50% or more. Storage tanks that use sac-rificial anodes require periodic inspection and/or re-placement of the anode.
Other non-chemical water-treatment systems include electronic and electromagnetic devices where mineral ions are manipulated through the use of magnetism or radio frequencies.
While various approaches may be effective, the cost of these remediation solutions may surpass the energy sav-ings.
In this project, researchers investigated maintenance-free approaches to hard-water remediation on heat exchangers for tankless water heaters. A variety of potential solutions and available products were studied.
Tankless water heater heat exchanger mated with a burner box (left) and separated heat exchanger (right).

- 34 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
bundle. The copper tube samples were successfully coated and a coating process for the tube bundles was identified.
A test plan was developed and executed. A hard-water test loop was built. Six copper tube samples (three coated and three uncoated) were installed in the test loop and tested for 45 days, after which the samples were removed and analyzed. The evaluation found that the water had not completely filled the tube samples throughout the experiment, resulting in uneven deposits. It was also difficult to determine the uniformity of the coating applied and the uniformity of scaling deposits throughout the length of each tube sample. Despite the short-comings of the test rig, Ni-PTFE coatings showed signs of scaling resistance with significant poten-tial to reduce scaling in heat exchangers.
UTD members authorized a Phase 2 of this project to evaluate multiple coatings with coupon testing in a modified test loop before moving to full-scale heat-exchanger testing. Coupon testing will provide signifi-cant data to manufacturers for the application of coat-ings in tankless heat exchangers. This information would include, but is not limited to:
The evaluation of at least three promising coating technologies,
Observations of a coating’s ability to adhere to copper in elevated temperatures and flow rates
The evaluation of a coating’s non-stick properties related to scale
Scanning electron microscope imaging to highlight any evidence of scaling, as well as corrosion, or erosion occurring against the coating, and
Accelerated testing to enable predictions for long-term scale resistance.
Status
Coupon testing in a modified test loop is anticipated to begin in the third quarter of 2017.
Benefits / Market Implications Scale buildup on heat exchangers as a result of hard wa-ter is shown to reduce equipment performance and life. This issue could have a detrimental effect on equipment energy efficiency, natural gas savings, and ultimately market penetration. Through this project, the industry will gain increased knowledge of the scale buildup issue and options available for remediation.
Technical Concept & Approach
Specific project tasks included:
Identification and Prioritization of Maintenance-Free Approaches
The project team developed a list of options based on discussions with manufacturers and subject-matter experts.
Prototype Heat Exchanger Development
When a promising approach was identified, re-searchers teamed with manufacturers to design or procure a sample heat exchanger or material with the correct treatment option.
Test Plan Development and Hard-Water Test Loop
Heat exchangers were subjected to accelerated life testing to compare the performance of the heat ex-changers before, during, and after water-treatment. A test loop was constructed to simulate actual hard-water conditions.
Results A literature review was conducted of maintenance-
free approaches for tankless heaters. Select vendors providing near-commercial or commercially avail-able technologies were contacted for further infor-mation. After an evaluation of the findings, the po-tential approaches were prioritized. Six potential coating technologies were selected as top priority, followed by the application of ultra-sonic frequency technologies.
A Nickel-Teflon® (Ni-PTFE) coating was selected for prototype heat-exchanger development. The pro-ject team employed recipes from literature to dem-onstrate and become familiar with a recommended coating process. Researchers collaborated with a coating manufacturer to coat the interior surface of copper tube samples to be used in the hard-water test loop and to plan for future coating processes for the interior of an entire copper tube heat-exchanger

RESIDENTIAL APPLICATIONS PROJECT NO. 1.15.I SUMMARY REPORT
- 35 -
Pilot Study of a Furnace Retrofit Device for High-Efficiency Residential Heating and Humidification
Project Description This pilot study is focused on the Transport Membrane Humidifier (TMH), developed through the UTD pro-gram and identified in 2013 by E Source as a Top-5 game-changing technology with “transformational po-tential” in the residential furnace market.
The TMH saves energy by recovering water vapor and waste heat from residential furnace flue gas to preheat and humidify indoor air. The TMH is effectively a sec-ond heat exchanger that also transfers moisture. The additional heat-and-moisture transfer increases furnace efficiency without the condensate issues and multiple vents required by condensing furnaces.
For this project, a research team is performing a pilot study of furnace retrofits for high-efficiency residential heating and humidification. Five field units were in-stalled in Minnesota and methods for easy and low-cost installation were developed.
A low-cost assembly and field-installation method was developed for HVAC contractors to perform the TMH installation work. The method was laboratory tested and documented for the five TMH field-installation units.
Benefits / Market Implications The successful completion of this project can pave the way for the adoption and commercialization of TMH technology not only in Minnesota, but also in other similar cold-climate areas. This will make gas furnaces much more attractive than other furnaces powered by electricity or low-hydrogen-content fuels.
The TMH may also offer the least-intrusive, fastest, and most economical way to improve furnace effi-ciency and save hundreds of millions of cubic feet of natural gas annually. Retrofitting existing furnaces with low-cost efficiency upgrades would uniquely enable quicker energy savings by accessing the hundreds of thousands of standard efficiency furnaces that have significant remaining operational life.
In addition, the device is significantly less costly than a condensing furnace replacement. Present cost estimates for the TMH hardware of $685 per unit are expected to drop to below $450 with larger production runs.
Technical Concept & Approach
The TMH is constructed from a metal casing and ce-ramic membrane heat-and-mass-exchange surfaces.
For this study, five field furnaces, each incorporating the Transport Membrane Humidifier (TMH), are being installed for testing at homes in Minnesota. Research suggests that the TMH may offer the least-intrusive, fastest way to improve fur-nace efficiency and save hundreds of millions of cubic feet of natural gas annually.
The Transport Membrane Humidifier retrofit unit.

- 36 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Results In 2015, the research team developed a low-cost as-sembly and field-installation method. Five different TMH units were designed, fabricated, and pre-tested to prove their performance. The new TMH design and field-installation method allows for the TMH to be in-stalled within one day for a residential furnace retrofit in the field.
The first unit was installed in 2015. In 2016, installa-tion guidance for field installation and other material to support permit application were prepared. The project team provided support for the field installation team (mainly by MN CEE).
The second home installation was completed in early 2016. A UL field certification was approved for the installation and TMH technology home use, which will help to pave the way for the remaining installations in Minnesota and beyond.
All of the remaining home installations were com-pleted by October 2016 and were running during the heating season.
Status All of the home demonstration units are running. Re-searchers are monitoring the field units and performing data analysis.
The unit is inserted into an existing return air duct with a separate connection to the flue gas vent. The installa-tion can be performed using residential HVAC contrac-tors and improves standard furnace efficiency of 78-82% AFUE to approach condensing furnace effi-ciency of 94–97%.
In recent years, a small number of field tests of the TMH were conducted. These tests demonstrated fur-nace efficiency improvements exceeding 15% and in-creased indoor air humidity from 33%-38% RH to 40%-50% RH with zero carryover of NOx, CO, CO2, or O2 from the flue gas into the supply air. This 36-month UTD project involves the installation and evaluation of five units in single-family residences currently equipped with standard efficiency furnaces (representative of the Minnesota installation base).
The Minnesota Center of Energy and Environment (CEE) will independently measure the energy efficiency results, assess the costs and savings under representa-tive scenarios, and identify the broader barriers and op-portunities for wide-scale adoption.
Technical aspects of the investigation include determin-ing TMH opportunities with respect to furnace size, humidification demand, furnace type, and installation requirements that represent Minnesota’s residential warm-air-furnace population and understanding how this is impacted by historical furnace demographics of efficiency by age. Nontechnical aspects to be evaluated include code compliance, installation efficiency, cus-tomer perception, and the suitability of the technology for cost-effective energy efficiency rebate programs.
Operating furnace retrofitted with a TMH in Minnesota host home.
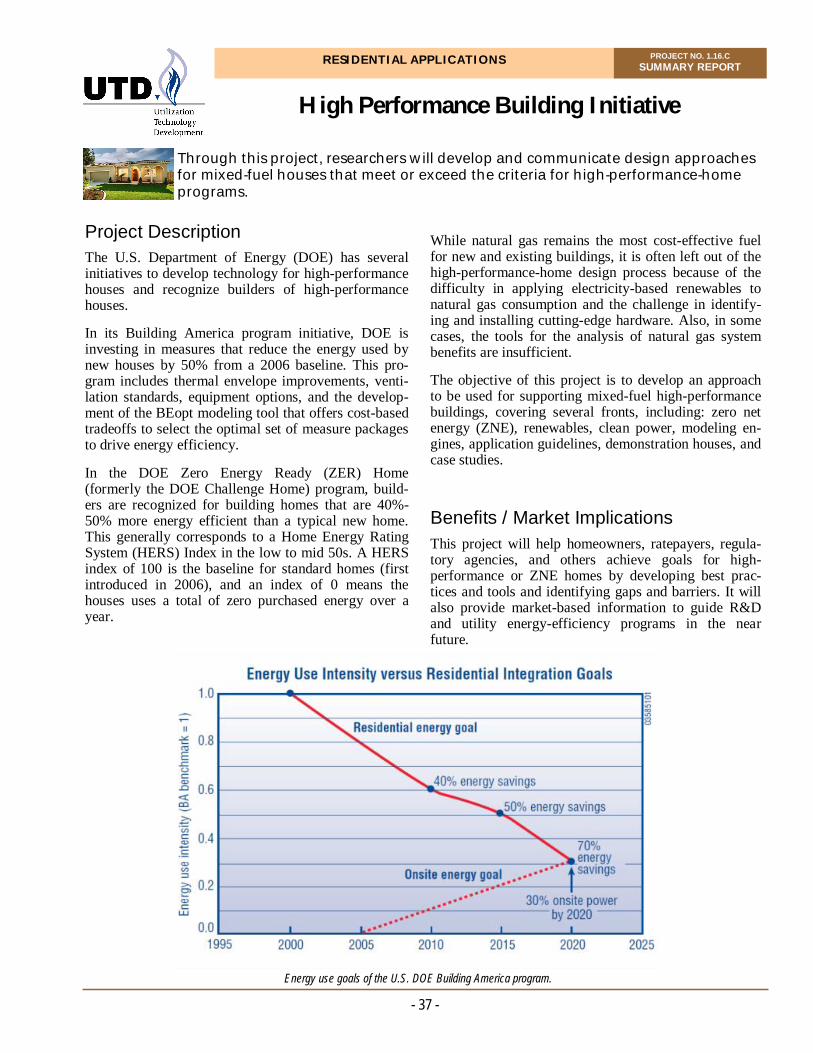
RESIDENTIAL APPLICATIONS PROJECT NO. 1.16.C SUMMARY REPORT
High Performance Building Initiative
- 37 -
While natural gas remains the most cost-effective fuel for new and existing buildings, it is often left out of the high-performance-home design process because of the difficulty in applying electricity-based renewables to natural gas consumption and the challenge in identify-ing and installing cutting-edge hardware. Also, in some cases, the tools for the analysis of natural gas system benefits are insufficient.
The objective of this project is to develop an approach to be used for supporting mixed-fuel high-performance buildings, covering several fronts, including: zero net energy (ZNE), renewables, clean power, modeling en-gines, application guidelines, demonstration houses, and case studies.
Benefits / Market Implications
This project will help homeowners, ratepayers, regula-tory agencies, and others achieve goals for high-performance or ZNE homes by developing best prac-tices and tools and identifying gaps and barriers. It will also provide market-based information to guide R&D and utility energy-efficiency programs in the near future.
Project Description The U.S. Department of Energy (DOE) has several initiatives to develop technology for high-performance houses and recognize builders of high-performance houses.
In its Building America program initiative, DOE is investing in measures that reduce the energy used by new houses by 50% from a 2006 baseline. This pro-gram includes thermal envelope improvements, venti-lation standards, equipment options, and the develop-ment of the BEopt modeling tool that offers cost-based tradeoffs to select the optimal set of measure packages to drive energy efficiency.
In the DOE Zero Energy Ready (ZER) Home (formerly the DOE Challenge Home) program, build-ers are recognized for building homes that are 40%-50% more energy efficient than a typical new home. This generally corresponds to a Home Energy Rating System (HERS) Index in the low to mid 50s. A HERS index of 100 is the baseline for standard homes (first introduced in 2006), and an index of 0 means the houses uses a total of zero purchased energy over a year.
Through this project, researchers will develop and communicate design approaches for mixed-fuel houses that meet or exceed the criteria for high-performance-home programs.
Energy use goals of the U.S. DOE Building America program.

The standard Habitat design already incorporates many energy-saving design features, such as an optimized hot-water-distribution system, high-performance ther-mal enclosure, and high-efficiency lighting. Areas of improvement of the new design include high-performance heating, ventilation, air conditioning with ducts in the conditioned space, and two roof-design options that would allow the PV output to be optimized based on the orientation of the building site.
The project team also continues to compile a list of cur-rent ZNE and high-performance-home programs.
- 38 -
Technical Concept & Approach In this project, the research team will support high-performance buildings research through engaging key decision makers and providing credible technical data.
Specific tasks include:
Background Research
Researchers will catalog U.S. programs on a na-tional and state level that focus on high-performance housing, addressing criteria for inclu-sion of the program, the number of houses that qualify, design tools used, equipment selection, and other criteria. Any data on measured perform-ance of the homes will be cataloged. The result will be a report and website that describes the high-performance house industry and requirements for participation. Utility staff members responsible for new construction markets will be interviewed to identify key barriers to participation (e.g., tools, information, products, communication vehicles, etc.).
Best Practices, Gaps, and Barriers
The project team will develop a “best practices” guide for high-performance mixed-fuel houses. The guide will incorporate designs, approaches to meeting program requirements, two case studies, and mixed-fuel solutions. In addition, gaps and barriers will be identified based on the background research to identify areas needing R&D support.
Solutions and Communication
The project team will address gaps and barriers based on best practices, data that is available or can be developed at low cost, and tools that can be modified to fit the need. Elements that require sig-nificant investment will be identified and proposed for a possible follow-on phase. Outreach activities will be conducted to communicate mixed-fuel high-performance-home best practices through conference presentations, webinars, websites, and other vehicles.
Results / Status This project was initiated in 2016 with a review of an associated Affordable ZNE Homes project funded by the California Energy Commission. Team members reviewed and contributed to the preliminary design for the demonstration homes. For the project, two homes will be constructed using the same floorplan. One home will be mixed-fuel and the other will be all elec-tric. The designs are based on the current Habitat for Humanity single-family, three-bedroom home design.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

RESIDENTIAL APPLICATIONS PROJECT NO. 1.16.E SUMMARY REPORT
Low-Capacity Heating Systems Portfolio
- 39 -
systems, the cost per Btu to build low-capacity furnaces is higher than traditionally-sized furnaces, and the de-mand for them may not justify mass production yet.
The objective of this project is to identify competitive product solutions for low-capacity natural gas heating systems that provide comfort and good performance.
The primary goal is to catalog product availability and options. The secondary goal is to identify products that are consistent with smaller-duct distribution systems that also provide comfort and performance.
Benefits / Market Implications Low-capacity heating systems are largely unexplored in the gas industry, with the exception of one or two manufacturers. As new houses become more efficient, a full portfolio of gas solutions will be necessary in order to continue to provide low-cost, efficient heating op-tions to gas ratepayers.
Project Description Initiatives by the U.S. Department of Energy (DOE), the California Energy Commission (CEC), and others are driving residential new construction to very low energy consumption for space heating and cooling.
The DOE’s Zero Energy Ready Homes have perform-ance targets such that homes can achieve zero energy consumption with the addition of solar photovoltaic (PV) systems. CEC’s goal is that all new single-family residential buildings built after 2020 consume zero net energy on a time-dependent valuation metric. That metric is such that the energy consumption of the building is offset by renewable energy, yielding a zero energy cost.
With these initiatives increasing the thermal perform-ance of buildings and reducing energy demand, smaller-capacity heating and cooling systems are needed to meet the smaller load. With smaller-capacity heating and cooling systems, there is an op-portunity to reduce the size of the duct system and bring it fully within the thermal envelope (no longer in attics, basements, crawl spaces, or below the floor).
At 10 Btu/hr per square foot of conditioned space, low-load homes can have heating loads as little as 12 to 24 MBH, and loads across the heating season are often less than 12 MBH. The dominant solution for low-load homes is electric-based systems, including ductless mini-split heat pumps, resistance heating, and air-to-water heat pumps.
Gas products can also serve these loads efficiently. Combination units can provide a low-load solution, as can through-the-wall vertical furnace/AC packages, which are point-source gas solutions. Various manu-facturers have recently brought through-the-wall con-densing systems to the market. However, these sys-tems face reported market challenges, including un-comfortable air flows and temperatures, condensate icing and disposal, and home air-tightness concerns.
Low-capacity modulating furnaces are also a low-load gas solution. One manufacturer is marketing a sub-30MBH modulating furnace in the U.S. While the U.S. market is dominated by central forced-air
Research is being conducted to identify competitive product solutions for low-capacity, efficient natural gas heating systems that provide comfort and good performance. The primary objective is to catalog product availability and options.

Results / Status A preliminary market assessment of low-capacity natu-ral gas furnace systems was initiated in 2016.
A review of the Air-Conditioning, Heating, and Refrig-eration Institute database showed that there are many systems available at 40kBtu/hr, but systems below 40kBtu/hr are still very limited. Still, the number of available low-capacity options is growing.
Findings of a recent utility field study were published in September 2016 on the energy performance and comfort of variable-capacity heat pump mini- and mini-split systems. The findings show that meeting perform-ance and comfort targets with these systems is very challenging using current industry best practices.
The initial assessment included contacting several ma-jor manufacturers. Anecdotal comments indicate that many manufacturers believe that the market is too small to warrant development of a low-capacity furnace platform. One of the primary issues with low-heating-capacity systems, especially in warm climates, is the mismatch in supply-air requirements between heating and cooling. Blower capacities in low-capacity furnaces are too small for the required cooling capacities. More-over, small-diameter ducting may also be a limitation.
Research found that in the 45MBH-and-under heating equipment landscape there is significantly more elec-tric-heating equipment than gas-fired solutions. Where the majority of gas-fired solutions lay in the 40-45MBH range, electric-heating equipment is evenly spread with a large selection between 15-40MBH.
- 40 -
Technical Concept & Approach In this project, a research team will 1) Survey low-capacity gas and electric solutions in the U.S. below 40kBtu/hr and 2) Review duct-system design guide-lines and performance matching with low-capacity gas-heating systems.
The project team will investigate the range of capaci-ties of ducted and ductless mini-splits, low-capacity heat pumps, and low-capacity gas furnace solutions available in the market. The survey will include cost points, including equipment and installation cost for the ductless and ducted solutions. The survey will also include performance data on these systems in cold and warm climates and under setback conditions. Data sources will include DOE studies, manufacturers’ lit-erature, and available cost databases.
Several high-performance house scenarios will be de-veloped to identify the capacity at which smaller-duct systems can be used that will fit within the conditioned space. Building-energy-modeling software will be used to show the impact of using existing furnaces in the market with small-diameter high-velocity (SDHV) ducts. Tools will be identified to show the impact of using larger-capacity systems with SDHV ducts. In this task, the potential for downsizing ducts with single-stage, two-stage and modulating furnaces will be in-vestigated.
The result of the project will be report on the currently available low-capacity natural-gas-heating solutions, including performance under setback conditions. De-sign guidelines will also be developed and included in the Final Report.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

RESIDENTIAL APPLICATIONS PROJECT NO. 1.16.H SUMMARY REPORT
EnergyPlus Models for Advanced Gas Space-Heating Systems and Combination Systems
- 41 -
screening used to evaluate HVAC options, including higher-efficiency options.
In this project, researchers are using data from previous projects and current studies to develop built-in models of advanced gas space-heating equipment in an Energy-Plus simulation engine to be used for all building types. This project will also develop a customized annual simulation model for combined space-conditioning and water-heating systems (aka “combi” systems).
Specific goals for this project are to:
Develop EnergyPlus built-in models for advanced furnaces (gas efficiency ≈1) and absorption heat pumps (gas efficiency >1). The simulation for sin-gle homes will be conducted.
Evaluate the annual performance of combi systems in representative single-family homes within spon-sors’ territories and reduce the results into a simple format ready to be adopted in the EnergyPlus Tech-nical Reference Manual (TRM).
Benefits / Market Implications
Through this project researchers will develop EnergyPlus built-in modules for advanced furnaces and gas heat pumps that allow general users to adjust the pa-rameters such as system size, performance curves, or design features, which are necessary to describe any of such gas systems from any manufacturer.
It is anticipated that the simula-tion results of combi systems will be used to develop an algo-rithm to estimate the annual en-ergy savings for the TRM, which can be further adopted for the gas utilities to provide incentives in energy efficiency programs.
Project Description EnergyPlus™ is a whole-building energy-simulation program developed through the U.S. Department of Energy (DOE) that engineers, architects, and research-ers use to model both energy consumption – for heat-ing, cooling, ventilation, lighting, and plug-and-process loads – and water use. However, the limited capability of EnergyPlus to simulate advanced gas-heating systems makes it difficult to correctly com-pare these systems with electrical HVAC equipment.
The existing modules in EnergyPlus are not applicable to simulate the advanced gas system with a perform-ance coefficient larger than 1 (e.g., gas absorption and gas engine heat pumps). For the forced-air furnaces, the existing models use a simple linear function based on AFUE (Annual Fuel Utilization Efficiency) and the advanced furnace design features are not captured. Preliminary data indicate that current furnace models underestimate the dynamic efficiency of the condens-ing furnace with modulation and electrically commu-tated motor (ECM) control. Having no module in En-ergyPlus to estimate the performance or, even worse, to do it incorrectly would leave these gas systems out of account by regulators and general users at the initial
Efforts are under way to develop built-in models of advanced gas space-heating equipment and combination systems in an EnergyPlus simulation engine to address limitations in the current version of EnergyPlus.
Researchers are reviewing the results of laboratory testing of various furnaces.

widely accepted by the industry. For gas-fueled heating systems, an ENERGY STAR central air conditioner will be used in the simulation for sum-mer cooling.
Development of an Algorithm to Estimate En-ergy Savings of Combination Systems
The simulation results of the combi systems for two locations will be reduced to a simple form which can be used for energy-savings estimation in TRM.
Results / Status The project team is collecting vast amounts of data for various heating systems, including the results of labora-tory testing from previous projects supported by UTD. These data will be used to characterize the performance of systems across loads to better understand energy-savings opportunities with advanced gas systems.
In 2016, the project team collected heating-systems data in the laboratory for various condensing furnaces and in the field for combination systems. Preliminary activities were also initiated on implementing more accurate models for furnaces in EnergyPlus. The fur-nace models for EnergyPlus are a simple-capacity model, with a user-specified burner efficiency, parasitic losses, as well as a part-load performance curve. The last feature is not used in the default implementation of the furnace model, nor is it used in DOE reference buildings. Instead a constant efficiency (0.78-0.8) is assumed.
In 2017, researchers developed and demonstrated a pro-cedure for modeling normal cycling, advanced modu-lating, and multi-stage furnaces in EnergyPlus that can appropriately capture part-load performance. A custom module for such furnaces was developed that eliminates some of the arbitrary limitations on part-load perform-ance degradation built into EnergyPlus. Using labora-tory performance data on five different furnaces, part-load performance curves were developed for each of the models. These part-load performance curves were then used to simulate the operation of these furnaces in two different DOE Building America 2010 reference homes and two different climate zones. The results of these simulations were used to asses the potential en-ergy savings of using modulating and right-sized fur-naces in the Pacific Northwest.
- 42 -
Technical Concept & Approach Specific tasks for this project include:
Development of an EnergyPlus Model for Ad-vanced Forced-Air Furnaces
Each furnace will be tested under part-load condi-tions from 10% to 100% of its design load to de-velop a heating-performance map. These data will be used to develop the correlations necessary to describe its performance in EnergyPlus to capture the cycling and other dynamic features. When the new correlations for the furnaces are established, they will be incorporated into the EnergyPlus simulation environment.
Development of an EnergyPlus Model for Gas Absorption Heat Pumps
Gas absorption heat pump data from previous and current projects will be analyzed and reduced into empirical correlations describing heat perform-ance. An independent module will be developed within the EnergyPlus model to imbed the opera-tion of the gas absorption system into real-time calculation. These ERL modules will be used to simulate a single-family home built in the 1950s or earlier over a winter heating season in New York state.
Development of Customized Models for Heating Performance of Combination Systems
Space-conditioning loads, including both heating and cooling loads, will be obtained from DOE sin-gle-family prototype buildings based on the state adoption of building codes. The domestic hot water event scheduler developed by the National Renew-able Energy Laboratory will be used to simulate water-heating load. The modules to simulate the heating part-load conditions of the combi systems will be developed based on 24-hour test data.
Simulation of the Cooling Performance for Heat Pumps and Air Conditioners Used for Com-parison with Combination Systems for Annual Simulation
The simulation of cooling performance will be conducted according to the standard method
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- Chris Kroeker Senior Product Manager, Natural Gas Northwest Energy Efficiency Alliance
“Research with condensing furnaces has highlighted a possible opportunity for significant energy savings not only in the Pacific Northwest but nationwide through modification of EnergyPlus."

RESIDENTIAL APPLICATIONS PROJECT NO. 1.16.J SUMMARY REPORT
Thermal Efficiency and Performance- Gain Mechanisms for Gas Storage Water Heaters
- 43 -
The goal of this project is to identify candidate tech-nologies and undergo preliminary studies in the follow-ing areas:
High efficiency thermoelectric generators (TEG)
In-situ flue burner
Oxygen membrane enhanced burner
Enhanced heat-transfer mechanisms
Unplugged power burners, and
Intelligent modulating flue systems
Benefits / Market Implications
In this project, research and development is being con-ducted to further improve both condensing and non-condensing GSWH units.
Activities include analyzing options to reduce raw mate-rial cost of GSWH assembly, with the intent to reduce end-use cost to consumers and closing the gap in up-front cost of gas-fired units compared to electric.
An additional intended benefit of this project is to allow GSWHs to become more viable when space is limited and a consumer must currently choose an electric unit if they prefer a storage-style water heater. Initial research shows natural-gas-style units to be about 10 inches taller than a similar electric unit, limiting installation opportunities.
Low-cost GSWHs currently have two main detriments: lower-rated efficiencies and higher upfront costs when compared to a similar electric options. This project in-tends to reduce these disparities to give gas customers more economical natural-gas options.
Technical Concept & Approach This project is designed to identify practical options for six key candidate technologies. Activities will include identifying specific manufacturers, either commercial or “prototype” options, procure the technologies, and un-
Project Description Research in this project aims to identify and quantify performance of technologies from industries not typi-cally associated with residential gas storage water heaters (GSWH). Research in this preliminary study will be used to identify candidate technologies and to inform future work within the context of new tech-nologies for the GSWH market.
The overall concept of a storage water heater has re-mained fairly stagnant over a period of time. A “pancake”-style burner is used to heat a body of water through a semi-hemispherical dome situated above the burner, with the hot flue gases passing through a sim-ple stack providing further heating. Several notable improvements have been made, such as low-NOx regulations driving alternative burner design; however, improvements to the overall design beyond the scope of these regulations are limited.
The objective of this project is to review existing and upcoming technologies and their potential for adoption into gas storage water heaters to increase efficiency and overall performance.
GHPWH prototype at Seattle site - 2015

dustry. Discussions are ongoing with manufacturers to obtain a sample within the stated elevated effi-ciency, as the inclusion of this technology was based on preliminary marketing materials and back-ground research white papers. Upcoming testing will utilize traditional TEG technologies paired with main supply water as a coolant opposite the “hot” side of the TEG unit.
Oxygen Membrane Enhanced Burner
Discussions with a manufacturer to obtain a sample are under way and expected results to be obtained by year-end. Review of internal R&D documents detailing development and expected performance of the technology is complete.
Enhanced Heat Transfer Mechanisms
In order to identify candidate coatings to improve radiant heat transfer, spectrometer testing was com-pleted for ideal bandwidth identification for im-proved radiant combustion mechanisms. The pro-ject team is reaching out to manufacturers of coat-ings which can isolate these bandwidths at accept-able temperature ranges (>800ºF)
Unplugged Power Burners & Intelligent Modu-lating Flue Systems
Preliminary activities have yet to begin for these technologies.
- 44 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
dergo initial qualification and quantification of their potential in the scope of a GSWH.
Initial efforts include benchscale testing to evaluate the expected performance and feasibility of the technology, as well as to validate existing claims. The outline of this testing is separate for each technology and prescriptive to the application to allow for preliminary expected per-formance of the candidate technologies. The prelimi-nary testing within the context of the simulated setting is used to both validate the initial claims of the technol-ogy and to inform the appropriate test methodology for in-situ testing within an advanced GSWH simulated setting or within a commercialized product.
Results / Status In-Situ Flue Burner
Testing is complete for the In-Situ Flue Burner. A radiant style burner was introduced into the flue of a water-heater simulator, bypassing the traditional combustion dome in typical storage water heaters. This allows for an overall reduction in unit height and thus material savings as well as allowing for a storage water heater to be used in situations nor-mally not capable of installation.
Emission results showed <10ng/J NOx with <10ppm CO at 5-6% O2. Efficiency calculations placed the in-situ burner at ~70% for a non-condensing system, slightly below state-of-the-art burner systems. This may be due to a reduction in tubulizing element length within the stack; how-ever, additional testing is necessary.
High Efficiency Thermoelectric Generators
At the onset of the project, candidate TEGs were identified that were used within the marine industry that offered 6% overall efficiency, a significant in-crease over the 3%-4% that is standard for the in-

RESIDENTIAL APPLICATIONS PROJECT NO. 1.16.L SUMMARY REPORT
SuperPerm Burner for Water Heaters
- 45 -
result of research conducted in collaboration with the Institute of Chemical Physics for the Russian Academy of Sciences in Moscow.
Baseline testing on some samples occurred in 2015. Samples sizes were small (4.6 cm x 2.2 cm) and efforts were taken to minimize thermal loss using heat tape.
The objective of this project is to develop a ceramic-coated foam-metal-matrix burner design at commercial scale for application in a commercial water heater (down-fired firetube heat exchanger) in both un-humidified and humidified combustion-air conditions.
The key features to achieve for the burner are:
Surface stabilized combustion on a high-conductivity metallic permeable matrix coated with a low-conductivity ceramic material that increases the temperature of the matrix surface and therefore radiant flux at the surface of the material (i.e., in-creased thermal radiation efficiency by more than 20%)
Operation at low flame temperature and low excess air (10%-15%), with reduced NOx emissions to 3-5 vppm while maintaining low (10-20 vppm) CO and unburned hydrocarbon emissions, and
Project Description Hot water use in commercial service is application-specific. From continuous flow rates (both high and low volumes) to large volume dumps over a short time period, manufacturers have many models designed to meet the specific needs of a customer’s application.
Adding complexity to the number of models are the different regional and local requirements. The 2012 South Coast Air Quality Management District in Cali-fornia, for example, has low NOx emission require-ments for water heaters of 14 ng NOx/J or 20 ppm. This adds cost to each model offered in that jurisdic-tion, not only in the cost of the low-NOx burner, but additional business infrastructure costs to handle that burner, i.e. SKU (Stock Keeping Unit) numbers, in-ventory, tracking, and certification. In summary, there is a need for low-cost, low-emission, high-efficiency condensing water heaters.
In completed UTD project 1.9.C Low-Cost Condens-ing Water-Heater Development, researchers evaluated a permeable metal foam burner with superior perform-ance that includes ultra-low emissions, increased heat transfer, increased flue-gas dew-point temperature, and condensing efficiency at lower cost than the cur-rent commercially available power burners. Called the SuperPerm burner, the patent-pending burner is the
Efforts in this project focus on the development of a ceramic-coated foam-metal-matrix burner design for application in a water heater in both un-humidified- and humidified-combustion-air conditions.

Results / Status In 2016, researchers completed development of a sin-gle-burner design for bench-scale testing. The design allows the burner to be easily modified by switching out the flow-distribution plate and/or the metal-foam matri-ces. Subsequently, a test plan was completed and a burner was fabricated and installed in a water-heater simulator in the laboratory.
A lack of available information on metal-foam charac-teristics related to the burner design warranted putting a numerical analysis on hold and launching benchscale testing of metal foams to validate the numerical analy-sis.
Initial testing of the benchscale burner, without a rever-beratory screen, found that the burner could operate with no lifted flames at the lowest firing-rates test, ~20-30 W/cm2 and ~3% O2. Relatively low emissions were observed in this operating regime; however, at the high-est firing rates, cold spots developed on the matrix sur-face and blue flame could be observed. Emissions measurements at these firing conditions were not reli-able as the probe would be sampling directly from the flame, leading to elevated levels of CO. Testing at higher firing rates is being performed to determine the maximum reliable power density that can be achieved with the burner. The higher the firing rate that is achieved, the smaller the final burner needs to be.
Additional testing of modified configurations will be performed to increase the power density achievable by the burner and increase surface temperature uniformity at high firing rates.
- 46 -
Higher thermal efficiency attributed to decreased excess air.
Benefits / Market Implications The goal of this project is to provide lower-cost, high-efficiency condensing technology for water heating by developing an advanced burner with:
20%-30 % increased radiant heat transfer
Increased thermal efficiency (excess air ratio α=1.1),
Potential for ultra-low NOx (<3vppm), and
Potential for ultra-low CO (<5vppm).
Technical Concept & Approach Specific tasks for this project include:
Development of an optimized burner design for down-fired water heaters
Development of a test plan
Fabrication and installation of a burner in a water-heater simulator
Instrumentation and shakedown testing
Execution of the test plan, and
Analysis of the results and modification to the burner design for water-heater integration.
The approach for this project is to first characterize and optimize key operating principles of the radiant burner at bench scale and to confirm the original experiments performed. Key design features (e.g., mix distribution pattern, distance to cold wall, and power density) will be optimized at bench scale. A custom built burner de-sign will be used to accommodate the larger metal ma-trix burners (5”x5”) of varying thicknesses.
A metal, water-cooled calorimeter will measure the total heat flux given off of the burner as well as to simulate the cold wall of a water heater. A dedicated emission-sampling probe, a radiation flux meter, and an infrared imaging camera will be used to characterize the surface variation in emissions, radiant heat flux, and temperature.
Based on the lessons learned and optimal design con-figuration achieved for the bench-scale burner, a volu-metric burner will be built and tested in a water-heater simulator.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Coated test sample with heat tape to prevent thermal losses.

RESIDENTIAL APPLICATIONS PROJECT NO. 1.16.N SUMMARY REPORT
Residential Ozone Laundry Systems Field Demonstrations
- 47 -
The objective of this project is to demonstrate the en-ergy performance of at least three different ozone laun-dry systems on 18 separate washers in single-family and multifamily homes.
Benefits / Market Implications Additional demonstration and documentation of the per-formance of these new ozone laundry technologies will support the development of effective future energy-efficiency programs and technology-development ef-forts for laundry equipment and related systems.
Technical Concept & Approach
Demonstrations will take place at 12 single-family homes and three multifamily homes with two machines in each laundry room. In addition, with four manufactur-ers currently selling residential ozone systems, a variety of ozone-system products will be selected for the dem-onstrations.
As a part of this project, energy savings will be identi-fied by collecting data during four months of field test-ing (one month to develop baseline information and three months of actual performance monitoring). Data will be collected on the volume and temperature of the hot and cold water entering the washing machine and the separate electric use of the ozone system and wash-ing machine. The nameplate firing rate and efficiency of the water heater, along with monitored water use, will be used to identify gas use. This overall pilot program will be 13 months in duration.
Data from the 18 sites combined with third-party studies on the average loads per week will be used to estimate energy savings for the average consumer and project potential therm savings for designated service territories.
Every site will be visited to install data-collection equip-ment and initiate the monitoring for the one-month-long baseline period. Data will be sent from the monitoring system weekly and researchers can conduct live checks of the data-logging equipment at any point should any problems occur with the weekly data uploads.
Project Description As a laundry product, ozone is a strong anti-microbial agent and, when it is injected into the washing cycle, kills 99.5% of viruses and bacteria compared to 97.5% with standard washing techniques. Because ozone is less stable at higher water temperatures, it is most ide-ally used with cold water so as to maximize its effec-tiveness. As such, residential ozone laundry systems reduce natural gas consumption by using cold water and ozone to wash and sanitize clothes rather than the more common practice of hot water and detergents.
Some benefits of ozone cannot readily be measured and, therefore, are qualitative in nature. However, even qualitative benefits can sometimes still be estab-lished, including: improved fabric softness, fluffiness, brightness, and smell; the ability to mix white and col-ored linens; and potential reductions in dry times. In response, this project involves a field demonstration of the performance of the ozone laundry system to estab-lish both qualitative and quantitative information.
This project will demonstrate the energy performance of at least three differ-ent ozone laundry systems on 18 separate washers in the service territories of project sponsors. Results will serve to help develop future energy-efficiency programs and technology-development efforts for laundry equipment and related systems.
Various systems are being evaluated.

Baseline monitoring is expected to be completed at all of the sites by mid May 2017.
- 48 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
The real-time, remote access of the data stream can al-low researchers to recognize and address performance issues that arise over the course of that monitoring pe-riod. The ozone equipment will be monitored for three months to confirm the performance and energy savings of the ozone system. The data will be analyzed to deter-mine potential energy savings along with any perform-ance issues, such as longer washer run times. In addi-tion, any problems that are encountered with the ozone systems or the data-collection equipment will be ad-dressed either with site visits or discussions with the homeowners as needed to resolve issues.
Each test site will be given a survey to determine the level of satisfaction with the cleaning performance of the system and issues encountered with the equipment. Additional qualitative feedback will be solicited as well. The data analysis will be combined with the survey re-sults to provide a complete picture of the system’s per-formance.
Results / Status This project was initiated in October 2016 with the de-velopment of a survey and an outreach effort to identify washing machines and homes for consideration for the pilot program.
All single-family and multifamily test sites were se-cured with field-test agreements and baseline data-collection installations completed or scheduled. All of the ozone systems were ordered and received and will be ready for installation once the baseline monitoring is complete.
The majority of data-acquisition installations took place in late March 2017.
Ozone washer monitoring equipment

RESIDENTIAL APPLICATIONS PROJECT NO. 1.16.Q SUMMARY REPORT
Elevated-Gas-Pressure Water-Heater Market and Technical Evaluation
- 49 -
New burner technology emerging on the market with metal porous matrix styles, and
Electronic circuitry, including power-harvesting technology, that has come down in price and elec-tronic components that consume less power.
The ability of the appliance to be self-powered, free from a powered connection, is a desirable feature that will be examined in this project. An “unplugged” appli-ance can offer lower installation costs, operation con-tinuously in a power outage, and minimize the contribu-tion of overall energy usage in the home.
Benefits / Market Implications Elevated gas pressure has the potential to lower costs and simplify gas-system installations inside buildings by allowing for the use of smaller-diameter rigid and flexible gas piping with manifold or parallel branch pipe layouts. Flexible gas piping reduces the number of fittings by changing direction easily within walls and floors or around appliances, and the smaller diameter allows more length for each roll of pipe. Additionally, the elevated-pressure layout can more readily integrate future expansion for pool heaters and other emerging technologies.
Project Description Using elevated-gas-pressure infrastructure in residen-tial and commercial buildings could help reduce the incremental cost and complexity for builders to con-struct mixed-fuel Zero Net Energy homes and meet both customer preferences and regulatory compliance.
In addition to the infrastructure savings, there may be cost, emissions, and efficiency benefits to operating appliances at elevated pressure. In this project, re-search is being conducted to 1) define the current mar-ket opportunities and barriers to operating elevated-gas-pressure appliances in residential and commercial buildings and 2) prove the technical feasibility and benefits by operating both non-condensing and con-densing gas storage and tankless water heaters at ele-vated gas pressures.
In recent years, a number of technical changes have occurred that may affect the benefits of operating at elevated gas pressure. These changes include:
The minimum water-heater efficiency require-ments increasing from an Energy Factor of 0.54 (2003) to a unified Energy Factor of 0.62 (2015).
The California NOx emission requirement chang-ing from 20 ng/J (2004) to 10ng/J NOx (2005).
Research is being conducted to define the current market opportunities and barriers to operating elevated-gas-pressure appliances. Efforts are also aimed at proving the technical feasibility and benefits of operating both non-condensing and condensing gas storage and tankless water heaters at elevated gas pressures.
Atmospheric, non-condensing, storage-water-heater simulator.

Pancake-Type Burner Results
In unmodified testing, the pancake-type burner demonstrated stability at operating gas pressures 4 to 8 in. w.c. Above 8 in. w.c., the air/fuel ratio im-balance resulted in increased emissions and excess port loading (flame lift off), creating unsafe condi-tions. In modified testing, where the orifice was changed and air intake was restricted, the range of stability increased from 4 to 50 in. w.c. with a 3% efficiency increase compared to the baseline and a decrease in NOx emissions from 75.6 ppm to 49.1 ppm NOx@3%O2, and an increase in CO emissions 5.1 to 9.1 CO@3%O2.
Based on these initial findings, the research team proposed that the pancake-type burner be modified in Phase 2 to operate at elevated gas pres-sure. Suggested modifications include an extended mixing chamber, a larger burner diameter to reduce port loading, an increase in primary air control to reduce secondary air, and an innovative port ge-ometry design.
Ultra-low NOx Semi-Radiant Burner Results
In unmodified testing, the ultra-low NOx semi-radiant burner demonstrated stability at operating gas pressures 4 to 5.4 in. w.c. Above 5.4 in. w.c., the air/fuel ratio imbalance resulted in flame insta-bility and lift, creating unsafe conditions.
In modified testing, where the orifice was changed and air intake was limited, the range of stability increased from 4 to 45 in. w.c. with a 9% efficiency increase compared to the baseline and a decrease in emissions from 10.4 to 8.0 ppm NOx@3%O2, and 20.1 to 9.8 ppm CO@3%O2.
In a final test, the burner was fired at elevated gas pressure in a sealed combustion chamber and was able to operate with all the necessary air for com-plete and efficient combustion, similar to the way in which a blower-less water heater (storage and tank-less) would run.
Based on these initial findings, the research team proposed that the burner be modified in Phase 2 to operate at elevated gas pressure. Suggested modifi-cations include changes to the air-fuel distribution and radiant plates to increase combustion stability.
- 50 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Technical Concept & Approach Specific tasks for this project include:
A review of the market, manufacturers, codes, opportunities, and barriers for a 2 psi infra-structure with elevated gas appliances
A residential water heater baseline evaluation
Elevated-gas-pressure combustion systems de-velopment, and
A modified residential water-heater testing and analysis.
Results / Status Market Update
Codes & Standards Preliminary Findings
An assessment found that most post-1995 codes and standards pertinent to the use of elevated gas pres-sure in the home are in harmony and address ele-vated pressures up to 5 psi. However, additional codes and standards R&D may be required to en-sure that elevated pressures are adequately covered and not limited by standards that address gas regu-lating valves for appliances, appliance valves, and connectors.
Survey Update
A 1995 survey provide an industry snapshot of the adoption and use of elevated gas pressure by utili-ties in the U.S. and Canada. However, a new survey may be beneficial and some anecdotal information was gathered.
Technical Update
Prior to testing, a laboratory review identified potential safety concerns with operating existing powered-water-heater designs at elevated gas pressure. To address these issues, extensive safety modifications and pre-testing would be required which were beyond the scope and budget of this feasibility study. The research team decided to modify its initial focus on inspirated or at-mospheric burners for which laboratory equipment and procedures were already in place. These burners are used in both condensing and non-condensing ENERGY STAR storage water heaters, and have the possibility of being adapted to tankless heaters. In addition, these burners offer the lowest-cost approach to operating at elevated gas pressure. Two types of burners were tested, a pancake-type burner found in 80% of the water heat-ers on the market, and an ultra-low-NOx, semi-radiant burner used on California storage water heaters.

COMMERCIAL APPLICATIONS

COMMERCIAL APPLICATIONS PROJECT NO. 1.12.U SUMMARY REPORT
Cold-Climate Performance Evaluation of NextAire™ Gas-Engine-Driven Heat Pump
- 53 -
In this project, a research team evaluated the cold-climate performance of the Next-Aire™ 15-ton Multi-Zone Gas-Engine-Driven Heat Pump (GHP). The technology was developed as a gas-cooling option in hot climates; however, its high heating efficiency presents a potential for wider markets.
GHP offers heating efficiencies up to 140% at rated conditions. Heat recovered from the engine cooling jacket and engine exhaust is used to supplement the GHP output during heating mode, increasing overall system efficiency – similar to a combined heat-and-power system. In contrast, electric heat pumps have significantly reduced capacity and supply temperatures at low outdoor temperatures, and typically employ in-efficient resistance heating to supplement heating. Colder climates have the potential to take advantage of the high-efficiency heating performance and generate adequate energy savings to offset the initial cost pre-mium. The cost premium is further reduced by provid-ing heating and cooling with the same unit.
The objective for Phase 1 of this project was to evalu-ate the cold-climate performance of the NextAire 15-ton Multi-Zone Model E GHP under controlled labora-tory conditions. In Phase 2, researchers used laboratory and manufacturer data to develop energy models to provide more accurate estimates of heat pump seasonal performance for various climates. The ultimate goal is to expand the GHP market by identifying regions and applications where GHPs generate the most energy savings or economic benefits.
Project Description Gas-engine-driven heat pumps (GHPs) can provide significant benefits to commercial building owner/operators and the environment. The GHP design is similar to electric air-source heat pumps, but uses an advanced natural gas combustion engine in place of an electric motor. Variable-speed engine controls allow the GHP to closely follow load and maintain effi-ciency. GHPs combine high efficiency heating (1.2-1.4 COP) and cooling (0.95-1.2 COP), significantly reducing peak electric demand and offering potential lifecycle cost reductions compared to conventional HVAC equipment.
Although GHPs have a significant share of the Japa-nese and European markets, they have only recently been introduced to the U.S. market. IntelliChoice En-ergy’s (ICE) NextAire™ Multi-Zone gas engine heat pump was introduced in 2009. The NextAire GHP consists of high-efficiency scroll compressors paired with an Aisin engine with a demonstrated long life (30,000 hours). The GHP is equipped with an elec-tronic speed controller that regulates the revolution rate of the engine by taking both indoor and outdoor temperatures into account. This results in minimal energy loss and a constant indoor temperature when compared to traditional electric heat pumps.
The NextAire Multi-Zone GHP is available in 8-ton and 15-ton units to provide zoned heating and cooling for up to 17 zones and 33 zones, respectively. Units can be coupled together for larger installations of 100, 200, and 300+ tons.
Initial GHP field demonstrations focused on hot cli-mates where reducing electric energy, peak electric demand, and water use produced significant savings in operating costs. Case studies validated both the cost savings and the reliability of the NextAire GHP in warm climates. The latest version of the NextAire Multi-Zone GHP, the Model E, was introduced to the U.S. market in 2013. Unlike earlier designs, the Model E GHP can be adapted for any U.S. climate, including colder climates. GHPs in colder climates with high heating loads can generate additional sav-ings in source energy and operating costs due to high-efficiency heating performance. The Next-Aire 15-ton

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 54 -
Since air-source heat pumps extract heat from the am-bient air, heat-pump efficiency is very dependent on ambient temperature profiles that vary by region.
The project team developed a modeling approach using DOE2 models based on reference building archetypes to determine hourly heating and cooling loads for elec-tric and gas heat pump VRF systems and baseline roof-top units (RTUs). Performance curves for the GHP model were based on laboratory measurements and manufacturer data.
Modeling was conducted for five building types in three New York locations corresponding to ASHRAE climate zones 4, 5, and 6. Modeling results identified applications in these climates where GHPs can provide economic benefits, particularly in areas with high peak demand charges.
In addition, modeling results revealed the importance of part-load performance for VRF systems. When paired with dedicated outdoor air systems, VRF sys-tems operate at very low part-loads (<50%) for the ma-jority of operating hours. The study highlighted dis-crepancies between the GHP field and laboratory part-load performance and manufacturer data.
Status
This project was completed in 2017.
Researchers recommended identifying and validating part-load performance curves of other GHP designs. In addition, the project team recommended competitive testing of electric heat pump VRF systems to validate part-load performance of existing electric heat pump models based on manufacturer data.
“Southwest Gas has always supported natural gas air-conditioning technology. We are encouraged by the number of NextAire gas heat pumps that have been installed within Southwest Gas territories. NextAire gas heat pumps offer customers an efficient energy alternative to heat and cool while lowering their overall greenhouse gas emissions.”
- Anthony Hills, PE Director Southwest Gas Corporation
Benefits / Market Implications Electric power use is reduced by up to 80% com-
pared to conventional equipment, with significant reductions in peak electric demand
High heating efficiency provides potential savings in lifecycle costs, source energy use, and emissions
Operating costs are projected to be up to 30% lower than conventional HVAC equipment, and
Water consumption is reduced by up to 17,000 gal-lons/year per 15-ton unit compared to water-cooled electric chillers.
Technical Concept & Approach In Phase 1 laboratory evaluations, a NextAire 15-ton Multi-Zone Model E GHP unit and variable-refrigerant-flow (VRF) air handlers were instrumented to measure performance, capacity, and gas and electric consump-tion under various conditions. In addition, a cold-climate field demonstration of the Model E GHP was conducted in Boise, ID. In Phase 2, the project team modified existing GHP models to incorporate data from laboratory evaluations, field tests, and manufacturer specifications.
Results In Phase 1 laboratory testing, the NextAire Model E GHP met heating loads at cold-climate conditions as low as 5°F. A heating efficiency of 1.26 COP at rated conditions shows potential energy and operating sav-ings for heating-dominant applications. The GHP main-tained supply temperatures at cold ambient tempera-tures with minimal reduction in heating capacity.
The GHP uses heat recovery from the engine jacket and exhaust to supplement heating output even at very cold ambient conditions. The GHP maintained supply tem-peratures ranging from 95°F to 110°F. VRF component selection, design, and operation were found to have a significant impact on the overall performance of the GHP system. VRF air-handler design and fan-speed settings potentially improve GHP system performance up to 25% based on the manufacturer data.
Both the 8-ton and the 15-ton NextAire GHP engines have EPA exemptions for stationary engines under 25HP (19kW) and can be installed in any U.S. location. All emissions measured during testing were below EPA emission standards for large stationary engines.
Phase 2 activities included modeling efforts to incorpo-rate GHP performance data gathered during Phase 1 and predict GHP energy use in comparison with electric heat pumps and conventional HVAC equipment.

COMMERCIAL APPLICATIONS PROJECT NO. 1.13.B SUMMARY REPORT
Commercial Foodservice Tools and Calculators
Project Description Results from the commercial foodservice (CFS) audit and survey in UTD project 1.11.A showed the growing importance of addressing “green”-related issues – such as sustainability – in the CFS industry. Sustainability includes elements such as environmental compliance, recyclable materials, material usage, packing, energy usage, water usage, and disposal. The North American Association of Food Equipment Manufacturers (NAFEM) developed a spreadsheet that calculates many of these values; however, the calculator does not fully address the source-energy consumption and air emissions for the appliances.
The focus of this project is to create tools and/or calcu-lators that combine information available from various sources that can be used by the CFS and gas industries to determine the economic and environmental benefits of using new, more advanced CFS equipment. The tools and calculators will show the potential energy and cost benefits of replacing or buying more energy-efficient equipment, typically ENERGY-STAR rated.
- 55 -
In this project, a research team analyzed tools and/or calculators used by the commer-cial foodservice industry and combined information from various sources into a single web-based tool that can be used to determine the economic and environmental bene-fits of using new, more advanced equipment.
For this effort, the project team developed a website with links to energy calculators and easy access to a wide variety of information on commercial foodservice equipment. Currently, mobile applications are being developed.
Benefits / Market Implications CFS owners and operators have traditionally been hesi-tant to replace functioning equipment or buying new, more efficient equipment because of first costs. The objective of this project is to identify and simplify ac-cess to different calculators and tools for the CFS in-dustry for information and data that can demonstrate the energy and cost savings of replacing out-dated or broken equipment with energy-efficient models.
Tools and calculators can also show how rebates and long-term cost savings will reduce the burden of in-creased purchasing costs of new equipment.
The commercial foodservice website provides easy access to valuable information for restaurants and gas industry representatives.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 56 -
NAFEM: Equipment Life Cycle/Total Cost of Ownership
Energy Star: Commercial Kitchen Package Re-sources Other Calculators
ESC: Commercial Carbon Calculator
NAFEM: Sustainability Calculator.
The webpage was beta-tested internally with the re-search team and project sponsors. Some issues and changes were identified and addressed.
In 2016, a feature was added to the website to do a comparison of efficient vs. existing appliances with a “Build Your Own Restaurant” page. On the page, a population of different appliances with energy-efficient options can be chosen and the energy savings calcu-lated for both yearly and for the typical life of CFS appliances.
Status Existing tools and the calculator webpage are being maintained and updated with new information as it becomes available.
The team is working on a way to determine state-by-state energy costs to be added to the Build Your Own Restaurant feature. Additional features being devel-oped are a method to output the results of the Build Your Own Restaurant to a pdf that can be printed or sent to an email address. A webinar showing what in-formation is included in the website and how to use the “Build Your Own Restaurant” tool was recorded and is available for replay.
To increase awareness of the site, a demonstration of the website was made at the Louisiana Foodservice & Hospitality Expo in New Orleans in August 2017. More than a dozen restaurants were modeled using the Build Your Own Restaurant tool. The restaurant own-ers and operators were given the results for informa-tion when buying future equipment. The website will also be demonstrated at the Oklahoma Restaurant Con-vention & Expo in Oklahoma City.
The webpage is available at:
http://cfscalc.gastechnology.org/
Technical Concept & Approach In the initial phase of the project, researchers interacted with various organizations evaluate existing calculators and determining what elements are useful to the CFS industry.
Available databases for the stock efficiency of CFS ap-pliances, information for available rebates in North America, and ENERGY STAR ratings were compiled into a website. The web interface includes a list, expla-nation, and links to other calculators that could be of use to the industry. In the next phase of the project, the re-search team will explore mobile-based applications for some of the information or tools.
Results For this project, information was organized into a web-based interface and a calculation page developed to al-low the comparison of standard vs. energy-efficient equipment usage in typical restaurants.
A wide variety of information sources were investigated, including calculators, tools, and information from NAFEM, CMIC, the Food Service Technology Center (FSTC), the Gas Foodservice Equipment Network, the U.S. Department of Energy (DOE), the Energy Solu-tions Center (ESC), and the National Restaurant Asso-ciation (NRA).
The project team developed links to various tools, calcu-lators, and general information, including the following:
FSTC: The Energy Efficient Kitchen Tool
GFEN: Comparison of Natural Gas versus Electric Rates for Foodservice Operations
Energy Star: Guide for Restaurants
Energy Star: Savings Fact Sheet
Energy Star: CFS Program Administrator Guide for Utilities
NRA: Conservation Guide Rebate and Incentive Information
GFEN: Utility Pricing and Rebate Information
Energy Star: Commercial Food Service Equipment Incentive Finder
Consortium for Energy Efficiency: High Efficiency Incentive Guide
U.S. DOE: Database of State Incentives and Renew-ables & Efficiency Energy Cost Calculators
FSTC: Life-Cycle $ Energy Cost Calculators

COMMERCIAL APPLICATIONS PROJECT NO. 1.13.G SUMMARY REPORT
Increasing Commercial RTU Thermal Efficiency Above 90%
Project Description Packaged gas heating and electric air-conditioning rooftop units (RTUs) are self-contained HVAC sys-tems used in nearly half of all air-conditioned commer-cial floor space. While RTUs can be major energy con-sumers, significant energy savings can be achieved in various commercial building types, particularly in cold climates, by deploying emerging high-efficiency RTU product lines.
Research identified that the energy consumed to run the RTU supply air fan continuously during the HVAC operating schedule (to meet the air-distribution re-quirements common in commercial and institutional buildings) can reduce the cost savings that end users gain by using gas during the heating season. Thus, RTU condensing heating modules must be carefully designed to minimize this pressure drop penalty for both efficiency and operating cost reasons.
Condensing combustion technology has been applied for years in many HVAC product lines indoors – from gas-fired home furnaces to water/steam boilers in the
- 57 -
In this project, a research team implemented and validated design changes to a HVAC rooftop unit (RTU) to meet or exceed efficiency goals in the laboratory and quantify potential energy savings across climate zones and building types.
residential through industrial sectors. However, out-door packaged gas heating and electric air-conditioning RTUs have lagged behind due to concerns about com-bustion condensate management in freezing environ-ments.
Only recently have smaller manufacturers started ap-plying condensing combustion technology in limited RTU product lines and demonstrated adequate freeze protection, code-acceptable sanitary sewer disposal, and neutralization of the acidic content of the conden-sate.
In a previous UTD project, laboratory testing of a first-generation condensing heating module design was per-formed and field tests were conducted.
In this project, in parallel with laboratory development and validation, researchers conducted a market and technical assessment of current and emerging RTU equipment for commercial or industrial markets to de-termine potential energy savings compared to current baseline operation.
Condensing RTU demonstration in Aurora, IL.

- 58 -
the straightforward combustion condensate drain-age through the roof curb and into the conditioned space and through a neutralizer for sanitary sewage disposal. Recognizing that other applications or design configurations of mass-market condensing RTUs may use alternative methods to handle and dispose of condensate, researchers surveyed op-tions and requirements for this issue.
Results Following the procurement and installation of the RTU in the laboratory, the project team performed baseline tests on the unit with an extensive tempera-ture measurement array, mapping heat transfer within the heat exchanger and developing recommendations for suitable condensing RTU heat-exchanger designs for retrofit into low-cost conventional RTU packages.
As cost-sharing to Canada’s Centre for Energy Ad-vancement through Technological Innovation, the re- search team completed building modeling of non- condensing vs. condensing efficiency RTUs in several U.S. and Canadian cities.
The project team initiated an effort to design and sup-port the commercialization of a mass-market condens-ing RTU by:
Performing a baseline characterization of a mass-market RTU
Developing a mass-market RTU economic model, and
Outlining considerations for combustion conden-sate handling and disposal.
To aid utilities and other stakeholders in evaluating economic scenarios, a companion electronic spread-sheet was created. The spreadsheet allows the user to input values for key variables to derive annual gas sav-ings and fan electric-energy penalties and determine paybacks.
Status This project was completed in 2016. A Final Report was issued in October 2016.
Benefits / Market Implications The increase in thermal efficiency from first generation (<90%) to second generation (>93%) provides savings for utility customers.
The introduction of condensing technology in RTU product lines offers a timely opportunity for energy-efficiency programs to begin expanding popular rebate programs for condensing technology (in residential fur-naces through condensing industrial boilers) to the com-mercial and institutional low-rise building HVAC equipment sector.
Technical Concept & Approach Specific tasks included:
Framing the Design Problem
A specific focus was on developing the ability to fit into the small footprint while meeting or exceeding the thermal-efficiency targets, permitting safe op-eration through condensate disposal, minimizing heat exchanger “hot spots” and the energy impact of air circulation during HVAC operation, and using a low-cost design.
Defining the Economics
The project team developed a mass-market con-densing RTU economic assessment tool to estimate the viability of this product over a range of loca-tions, building types, and utility pricing scenarios. This tool enables researchers to establish a manu-factured price point for the future drop-in condens-ing heating module.
Condensate
With support from the RTU and commercial fur-nace manufacturer, deployment of the condensing heating modules at “big box” stores demonstrated
Condensing heating modules used in the RTU demonstrations.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

COMMERCIAL APPLICATIONS PROJECT NO. 1.13.L SUMMARY REPORT
SPC204 MCHP Test Method Standard Support
Project Description While small (micro) combined heat and power (MCHP) systems are becoming well established in Europe and Asia, the technology has been under-utilized in the United States and Canada.
Among the barriers in the North American market is the lack of a standard test method to determine the net electrical-generating performance and heat-recovery performance of MCHP systems.
Since 2010, ASHRAE Standard Project Committee 204 has been actively developing a test method for rating MCHP devices. The standard test method cur-rently under development (ASHRAE SPC204) pro-vides a level playing field for MCHP manufacturers in establishing product efficiency for a large market. Such ratings provide a valuable metric for end users to compare products or for utilities to evaluate a class of products for inclusion in energy efficiency and rebate programs. Allowing potential users of the test method to assess, in general terms, its usefulness in proposed applications would help to validate the test standard. Such a validation process would not intend to dupli-cate results in every user’s laboratory. Rather, the vali-dation process would offer guidelines regarding the type of variability that can be expected among test re-sults when the method is used in one or more reasona-bly competent laboratories.
- 59 -
In this project, a research team helped develop a draft standard test method for deter-mining the net electrical-generating performance and heat-recovery performance of small (micro) combined heat-and-power (CHP) devices (50kW or less).
Previously, Gas Technology Institute (GTI) played a major role along with Underwriters Laboratories in developing a distributed generation and CHP labora-tory testing protocol for systems in sizes ranging from 30kW to 1 MW. The protocol was adopted and used by the Association of State Energy Research and Technol-ogy Transfer Institutions.
In this project, a research team developed and provided to the SPC204 Committee a draft MCHP test method in the ASTM format for consideration and further con-sensus refinement by the committee.
The project was conducted in collaboration with Can-ada’s Natural Gas Technology Centre (NGTC) to en-sure that the draft provides a harmonized approach to standards development for the North American MCHP market.
Benefits / Market Implications Of the approximately 35 manufacturers of MCHP worldwide, experts report that less than half are evalu-ating entry into the North American market.
A standardized method of testing and rating would provide a path towards consistent and clear treatment throughout North American markets.
EC Power XRGI (24kW) undergoing testing in a laboratory environmental chamber.
- 60 -
Technical Concept & Approach SPC204 Standard Development
The research team developed a draft standard, which was submitted to the SPC committee.
Intra-Laboratory Testing
Multiple MCHP manufacturers are participating in SPC204. The project team will collaborate with one of the manufacturers in testing an MCHP system in the laboratory.
The standard that will be validated applies to CHP devices whose maximum net electrical power out-put is less than 50 kW and whose maximum ther-mal output is less than 300 kW. Appliances covered by the standard are stationary systems that use, but are not limited to, an internal combustion engine, a turbine, a Stirling engine, or a fuel cell as the ther-mal engine heat-and-power generating source. The standard provides a test method for determining the net electrical-generating performance and heat-recovery performance of MCHP devices at various conditions.
To assess repeatability and address variability be-tween test results, researchers will conduct four in-dependent tests of the same system. The tests will be conducted using equipment and instrumentation requirements specified in the standard.
The standard incorporates a battery of tests includ-ing:
- Thermal measurement for heat recovery
- Intake air temperature for various ambient condi- tions
- Emissions measurement
- Electrical transient load (load change response)
- Electric power quality, and
- Power factor testing (grid isolated).
Inter-Laboratory Coordination
The research team will coordinate a round-robin test program with GTI laboratories and at least two other competent laboratories. The tests will be con-ducted in the same manner as were conducted at GTI’s test facilities.
Results
In 2015, a subcommittee that included GTI, the SPC204 Chair, Natural Resources Canada, NGTC, and Micro-Cogen Partners LLC presented a draft standard to the
full committee. At that time, a list of unresolved issues were presented to the committee. The list included resolution areas of boundary, definition, calculations, and test procedures. The committee members volun-teered to address these unresolved issues in small sub-groups. At the ASHRAE summer meeting, the full committee reconvened to assess revisions to the draft standard. While most issues have been resolved, it was determined that one more iteration of draft was neces-sary prior to having the document released for public comment and review.
July 2015, the U.S. Department of Energy (DOE) an-nounced that it is developing a new evaluation, meas-urement, and verification (EM&V) protocol for CHP programs. Researchers initiated dialogue with the DOE to ensure that methods and procedures for in-field EM&V will have consistency as necessary with the SPC204 Method of Test.
Updates to the draft standard were prepared throughout 2015. A final draft of the standard was sent to the SPC committee in November 2015.
In 2016, EC Power XRGI, a 24kW packaged CHP sys-tem, was tested against the draft standard in an effort to validate the standard. Based upon testing, some revi-sions to test procedures were made. Project representa-tives are approaching manufacturers of other systems for additional validation testing.
Status
In January 2017, the draft version of the Method of Test for Rating Micro Combined Heat and Power De-vices was reviewed and final recommendation made at the January 2017 ASHRAE SPC204 Committee meet-ing. Although eight committee members were in atten-dance, including three manufacturers, a vote was not taken since there was no quorum.
In June 2017, the committee met in teleconference to resolve issues regarding test boundaries, reporting higher vs. lower heat value, and thermal energy calcu-lations.
The project duration was extended through October 2017 to cover the public comment period, the June committee meeting, and public comment response. Voting for the publication of SPC204 is slated for January 29, 2018.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

COMMERCIAL APPLICATIONS PROJECT NO. 1.13.M SUMMARY REPORT
Field Demonstration of the Model E NextAire™ Gas-Engine-Driven Heat Pump
Project Description In 2013, IntelliChoice Energy introduced a revised gas heat pump (GHP) design, Model E, incorporating engi-neering changes for improved part-load performance and an increased rated capacity for more favorable eco-nomics. This project is focused on the development of a case study for the new NextAire™ Model E design installed in a municipal building in Dublin, GA.
Previous field studies of the NextAire GHP demon-strated energy and cost savings and confirmed its ro-bust and reliable performance. These studies also show some variation in performance depending on climate, installation, and operation of the system.
The Model E is the latest design of the NextAire™ Multi-Zone GHP and incorporates several design changes. The Model E uses two compressors instead of four. The unit also has a higher ventilation rate and has a slightly smaller footprint. Unlike the previous model (which required significant changes for hot, moderate or cold climates), the Model E will be used for all U.S. locations and only requires a retrofit kit for installa-tions in colder climates. The use of a single platform
- 61 -
This project focuses on the introduction of an enhanced gas heat pump design incorpo-rated into a line of equipment from NextAire™. Researchers are monitoring the perform-ance of a new 15-ton model installation in Georgia.
for all U.S. climates is expected to reduce equipment costs as production volumes increase.
Benefits / Market Implications GHPs combine high-efficiency heating (1.2-1.5 COP) and cooling (0.95-1.2 COP), offering reduced operat-ing and life-cycle costs as compared to conventional HVAC equipment. GHPs also significantly reduce peak electric demand and water use compared to elec-tric chillers.
GHPs offer a viable option to compete with electric heat pumps and air conditioning. The increased rated capacity of the Model E improves economics.
Based on previous field studies, operating and mainte-nance costs are projected to be 30% less than electric heat-pump equipment. Electric power use is expected to be up to 80% less than conventional equipment. In addition, this packaged unit does not require a separate cooling tower and reduction in water consumption is estimated up to 17,000 gallons per 15-ton unit per year.
NextAire field-test unit installed at the City Hall in Dublin, GA.

- 62 -
and provided more than 68.5 MMBtus in heating to the Dublin City Hall.
In operation, the unit consumed 3,118.7 therms of natural gas and 7,063 kWh of electricity. Preliminary results indicate a cumulative gas efficiency of 92% and an overall efficiency of 85%.
Status
Data monitoring is complete. A performance and eco-nomics case study is being developed.
Technical Concept & Approach For this project, a research team is monitoring the per-formance of the new Model E 15-ton NextAire Multi-Zone GHP installed at the City Hall municipal building in Dublin, GA. One 15-ton heat pump and 11 air han-dlers serve 11 zones at the building.
A detailed analysis is being conducted of one year of performance data collected at the installation. Annual performance and cost benefits will be presented in a brief case-study format.
Researchers are measuring system performance, in-cluding energy use and energy delivered to the condi-tioned space. All 11 air handlers are being monitored for temperature and humidity levels in the return and delivered air stream and the electric usage of each air handler. Power consumption and natural gas usage are also being measured at the heat pump.
The demonstration and field test uses data loggers to record all of the data. The site provides a link for up-loading the data for analysis. The data logger is located in a central location in wall-mounted service panels. Data communication wire runs in ceiling raceways to each fan coil unit. Data communication wire also runs in conduit to the gas heat pump to monitor gas and electric usage of the heat pump. Every time an air han-dler turns on, the data logger calculates the energy be-ing delivered for each on cycle and continuously re-cords the energy usage.
Results The Model E NextAire Gas-Engine-Driven Heat Pump was commissioned in February 2015 and data collec-tion continued through March 2016. In one year, the system delivered more than 222.4 MMBtus in cooling
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Cumulative cooling/heating delivered and energy consumed.
Four-way air-handler cassette (left) and four-way cassette air intake temperature/RH sensor.

COMMERCIAL APPLICATIONS PROJECT NO. 1.14.A SUMMARY REPORT
Next-Generation Commercial Foodservice Burners
- 63 -
Because CFS equipment has lagged behind in terms of technological advancement, it represents a significant commercial energy-savings opportunity. The barriers to development and commercialization are technologi-cal and behavioral in nature related to concerns of equipment first costs and maintaining existing cooking characteristics. Most burners are atmospheric stamped metal or cast iron with drilled ports. Efforts have been made to improve the cooking characteristics of these burners, with the focus on modifying the existing de-signs by changing the configuration of the burner ports but not changing the basic design.
The objective in this project is to design and test a pro-totype CFS appliance using an advanced burner con-cept based on designs developed for other markets (e.g., residential furnaces and water heaters).
Benefits / Market Implications
CFS industry sales in the U.S. are projected to be about $800 billion in 2017. The majority of the equip-ment that is in the top 20 percent of their categories tend to have efficiencies of less than 50%.
Project Description Improvements in efficiency and emissions have been limited in commercial foodservice (CFS) equipment due to a reluctance of consumers to pay a premium for units with advanced combustion systems. Because of this, most gas-fired CFS appliances use relatively sim-ple and inexpensive technology.
Most of the efficiency gains for gas-fired CFS burners over the past few years have been attributed to the structural design of the unit (e.g., enlarged heat-transfer surfaces and the use of insulation). While con-trols, construction materials, and insulation have im-proved products for the CFS industry, burner designs have varied little. However, with increased emphasis on efficiency and potential emissions concerns, inter-est in new burner technologies has grown within the CFS industry.
Through this project, researchers are investigating al-ready developed higher-efficiency and lower-emission burner technologies developed for other markets (e.g., residential furnaces and water heaters) with similar firing rates and the potential for adaptation to CFS ap-pliances. Technologies include metal mesh and foam burners with a combustion blower.
This project focuses on designing, developing, and testing a prototype commercial foodservice appliance using an advanced burner concept based on designs devel-oped for other markets and products (e.g., residential furnaces and water heaters).
Various burner designs are being tested in the laboratory..

The reason CFS appliances are not approaching effi-ciencies of other gas-fired appliances with similar firing rates is partially due to the fact that the technology is not as advanced as other appliances. Generally, the mar-ket has been unwilling the pay the cost of advanced technologies. However, the growing emphasis of “green” technologies will leave most gas-fired appli-ances at a disadvantage to other energy sources because of existing limitations with current burner designs. This project is addressing this limitation through the adapta-tion of advanced technology to existing CFS designs.
Technical Concept & Approach In Phase 1, researchers investigated already-developed higher-efficiency and lower-emission burner technolo-gies for other markets (e.g., residential furnaces and wa-ter heaters with similar firing rates) and the adaptation to CFS appliances. Technologies included metal mesh and foam burners with a combustion blower.
Phase 2 focused on the development of a concept for a standard range-top burner that could significantly im-prove cooking characteristics, efficiency, and emissions. A working prototype design will be designed, con-structed, and tested for cooking and combustion per-formance.
Results Initially, the project team identified a fryer and griddle concept using metal mesh and metal foam burner de-signs. The fryer concept was developed by a manufac-turer for a large chain account, but with a traditional burner. The griddle prototype has a traditional ceramic burner that could be modified for operation with the advanced burner concepts. Both units were evaluated and burner concepts were developed. Tests of the grid-dle with the existing baseline ceramic burner were con-ducted in 2015.
The metal foam burner was the first prototype tested as an atmospheric and power burner.
In 2016, a burner concept based on a furnace in-shot burner developed for this project was incorporated into a commercial fryer. A new burner design was made available that operates as both a power burner and an atmospheric burner with a venturi attachment. The team is preparing this burner for testing in both modes.
In 2016, the South Coast Air Quality Management Dis-trict (SCAQMD) of California released its Air Quality Management Plan (AQMP). Included in the plan are proposed NOx emissions regulation on commercial and residential cooking appliances, including commercial charbroilers, ranges and ovens, and residential ranges.
Because of the immediate need to assist the CFS indus-try with NOx emissions concerns, this project is focus-ing more on burners that are typically used in the types of appliances in the 2016 AQMP. The team is investi-gating available burners that claim to be low NOx for the potential use in CFS. The project team is also in-vestigating ways to improve NOx emissions from at-mospheric and power burners. A power burner with a special mesh-fabric burner face is being tested to deter-mine it emissions characteristics.
Researchers teamed with a major range manufacturer on a design for a new fryer. The goal was to modify the burner to get an efficiency that qualifies for EN-ERGY STAR but a lower cost point than for most EN-ERGY STAR-listed fryers. The design developed was able to improve efficiency from mid 40s to 54%, thus qualifying.
Team representatives visited a manufacturer in Califor-nia that has developed a low NOx burner that might have applications in CFS. That burner is currently be-ing evaluated. The manufacturer built a set of burners with a typical firing rate for commercial foodservice equipment and sent them to the project team for test-ing. Testing has shown the burner capable of achieving NOx emissions of less than 10 ppm and 10 ppm CO (both corrected to 0% O2) at firing rates in the range of 40,000 to 70,000 BTU/hr. The team is investigating potential foodservice applications for the burner.
Status Testing of burners and burner designs from CFS manu-facturers continue.
- 64 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- John Proctor Chef New Orleans Mission
“I was involved in the fryer testing program, and I found the fryer to be beyond superb. It takes frying to the next level. I have never seen a fryer that can attain, retain, and sus-tain its temperature the way it does. All the while, its energy-saving features alone make it a hit. Great machine!”

COMMERCIAL APPLICATIONS PROJECT NO. 1.14.B SUMMARY REPORT
Commercial Foodservice Equipment Demonstrations
- 65 -
Project Description Researchers and gas-industry representatives are con-ducting demonstrations of gas-fired commercial food-service (CFS) equipment to quantify the benefits of the equipment in real-world situations.
Demonstrations are designed to address the issue with the reluctance of CFS operators to replace existing equipment with newer models because of concerns with costs and the uncertainty that the new equipment will be able to prepare the food as expected. Chain restaurants – which represent about 50% of the CFS industry – are recognizing the long-term cost benefits of newer equipment; however, this information is not generally available to the rest of the industry.
In UTD-supported CFS demonstrations, technicians test selected equipment in the laboratory and/or at commercial demonstration sites and document per-formance. Testing is being conducted with some of the industry’s most recent market introductions, including a steam kettle, range, wok, conveyor oven, convection
Through restaurant and commercial-cooking field demonstrations, researchers are gathering valuable data on the operation and efficiency of gas-fired commercial foodservice equipment.
oven, boilerless steamer, low-oil-volume fryer, and griddle. Any other appliance of particular interest could be targeted for laboratory performance testing or field demonstrations.
Activities in this project are divided into two types areas, one focusing on a single-utility sponsored dem-onstration and the second focusing on conducting whole-kitchen assessments at as many locations as possible.
Benefits / Market Implications Verifying the performance of a CFS technology in the laboratory or the field will demonstrate the advantages of specific technologies and provide valuable market-ing information.
This project provides utilities with the ability to quickly evaluate appliances, whether a gas-fired tech-nology or an electric competitor, and understand the true performance of the appliance.

Technical Concept & Approach The research team and the utilities determined preferred appliances to demonstrate and identified test sites. In cooperation with the gas utilities in UTD, initially four sites within Oklahoma Natural Gas and Peoples Gas territories were identified for conducting kitchen assess-ments.
The appliance performance and feedback from the test sites were incorporated into a report detailing the bene-fits and performance of the systems.
Opportunities for demonstrations are being identified at other utilities as additional project funding is provided. The program is designed to be able to quickly respond to a demonstration need if a utility becomes interested. The time and cost varies based on the appliance and scope of the tests.
Results Whole-kitchen assessments were conducted at:
A 120-seat restaurant that serves a wide variety of dishes and is especially known for its extensive des-sert menu of pies. Findings: Replacing the existing fryers, convection ovens, and griddle with energy-efficient models would save 2,597 therms ($1,346) per year of energy usage. Assuming an operational life of 12 years, the total savings is 31,164 therms and $16,152.
A full-service caterer. Findings: Replacing the ex-isting convection oven, combination oven, and grid-dle with energy-efficient models would save 668 therms ($349) per year of energy. Assuming an op-erational life for 12 years, the total savings is 8,016 therms and $4,188.
Two counter restaurants with menus that focus on hot dogs, burgers, sausages and French fries. Find-ings: Replacing the existing fryers and griddle with energy-efficient models would save 2,721 therms ($2,535 per year) of energy. Assuming an opera-
tional life for 12 years for both appliance types, the total savings is 32,652 therms and $30,420.
Overall, the whole-kitchen assessments showed the potential savings of 109,000 therms and $85,716 over a 12-year appliance lifespan if the standard equipment used in just these four locations were replaced with existing energy efficient options.
A fryer comparison demonstration was initiated at a casino. The demonstration will compare three different models from different manufacturers. Three baseline fryers were monitored. After about a month of moni-toring, the baseline fryers were replaced with EN-ERGY STAR equivalents from three different manu-facturers.
Status The project team collected baseline and demonstration data at three demonstration sites, each demonstrating a different appliance (a convection oven, hooded broiler, or advanced fryer). The data set for the equipment was downloaded and is currently being analyzed.
Activities continue on the next phase of this project, which includes initial evaluations of two new demon-stration sites. One site is a fryer demonstration for a BBQ restaurant in Oklahoma. Data for the whole-kitchen assessment was obtained and potential energy savings calculated. The site approved of the assess-ment and has decided to proceed with a new demon-stration. A field-test agreement was signed and new gas meters installed. The gas meters and remote system is currently recording baseline energy use data.
Another site for monitoring bakery ovens is being con-sidered in Spain. Researchers completed energy assess-ments for two types of ovens (a double-stacked con-vection and a large bakery oven) for a potential site. The project team also reached out to two manufac-turers to determine what models for each type of appli-ance are available in Spain. An estimated quote for equipment costs was obtained and sent to the host util-ity for evaluation with the potential host site. During the National Restaurant Show in Chicago, project rep-resentatives visited manufacturers to review the oven design.
- 66 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

COMMERCIAL APPLICATIONS PROJECT NO. 1.14.C SUMMARY REPORT
Demonstration of High-Production Fryers
- 67 -
terparts. Producing high-production models that cook well and deliver even greater cost savings will further serve end users in the fryer market.
Technical Concept & Approach Two sites within sponsors’ territories will be chosen to demonstrate the fryers. The high-production gas fryers will be compared to standard electric and gas fryers.
Sites will be sought to show the energy efficiency and performance advantages of high-production fryers and include baseline monitoring of previous fryers to dem-onstrate the potential cost savings. Sites with both electric and gas fryers previously will be sought to show the advantage over both electric models and pre-vious older-generation gas models.
Site surveys will not only quantify the energy-savings benefits but also obtain direct feedback from users on the advantages of the new systems.
In addition, the fryers will be demonstrated at two util-ity test kitchens.
Project Description High-energy-density electric fryer models are capable of delivering more heat in a given amount of frying space than gas fryers on the market. However, today’s advanced gas heat exchanger designs can transfer more heat from a burner in a given frying space than electric models, allowing gas models to better serve end users who need high high-production capacity.
To demonstrate current technology, in this project a research team will test and evaluate two high-production fryers at two test kitchens, followed by demonstrations at two field sites. Two sites within the sponsors’ territories will be chosen to demonstrate the efficiency, cost, and production benefits of commer-cially available gas fryers.
Benefits / Market Implications
The continued production of high-performance gas-fired fryers will maintain gas fryers as the leading op-tion in commercial kitchens. Generally, gas-fired mod-els will save end users money over their electric coun-
In this project, commercially available high-production fryers will be evaluated in a test kitchen and in operating restaurants to compare their performance to alternative gas and electric models.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
A Final Report will be prepared detailing the perform-ance in test kitchens and in the field.
Results / Status The project team is investigating potential options for the fryers. Sponsors are being sought for participation in field demonstrate. Efforts are under way to identify po-tential sites that currently have an older gas or electric fryer that might be interested in participating in the demonstration.
During the 2017 National Restaurant Show, the project team met with one potential manufacturer that ex-pressed interest in being a project partner. A host utility has confirmed interest in working with the manufacturer and potential host site was identified.
Two major manufacturers are initially being consid-ered; however, multiple fryer models from manufactur-ers will be compared and the best fit will be chosen.
Researchers are assembling a list of potential fryers and their specifications for review by the sponsors of this UTD project.
- 68 -

COMMERCIAL APPLICATIONS PROJECT NO. 1.14.D SUMMARY REPORT
Conveyor Broiler Improvements
- 69 -
liverables include a detailed report about the unit’s cooking and combustion performance.
Benefits / Market Implications Commercial foodservice has lagged behind in terms of technological advancement; however, it currently represents a significant energy-savings opportunity.
The goal of this project was to improve the stock effi-ciency of a class of commercial foodservice appliances that underperforms other categories. Because these appliances are primarily used in chain restaurants, market introduction and then adoption across restau-rant chains can yield significant energy-efficiency im-provements.
Technical Concept & Approach Project tasks included:
Baseline Efficiency Testing of Existing Unit
A commercially available unit was provided by BPS for the evaluation of cooking and combustion
Project Description Conveyer charbroilers are commonly found in fast-serve restaurants such as Burger King, Carl’s Junior, and Dairy Queen to primarily prepare hamburgers. The broilers are able to cook large volumes quickly and provide patties that are evenly cooked with a unique “charbroiled” flavor. However, existing de-signs tend toward efficiencies of less than 20% due to the oven cooking chamber and burner design.
In this project, a research team assisted BPS Products, Inc., a major broiler manufacturer, in efforts to im-prove the cooking and combustion efficiency of its existing design.
The barriers to the technology development and com-mercialization in this project are technological and behavioral in nature related to concerns of equipment first costs and maintaining existing cooking character-istics. Except for fryers, most categories of commer-cial foodservice equipment have few options in re-gards to energy efficiency. Rangetops, woks, and broilers are examples of equipment that have efficien-cies of less than 33% and typically less than 20%.
The objective of this project was to develop a more efficient conveyor broiler for commercialization. De-
For this project, research was conducted in an effort to improve the efficiency and emissions capture for a commercially available conveyor broiler found in many popular fast-service restaurants.

efficiency. Tests were based on existing ANSI stan-dards for broilers.
Redesign of Existing Combustion System
The baseline unit’s combustion system – including the burner and flue – was redesigned to improve efficiency while maintaining the existing footprint, cook quality, and production volume.
Efficiency and Cook Testing of New Unit
The same test methods from the baseline testing were conducted using the redesigned conveyor broiler.
Results In 2014, a BPS broiler was instrumented with six burn-ers for baseline testing and a test stand was designed for testing a new burner design. The test stand measured burner emissions and temperature distribution along the face of the burner. Baseline efficiency testing was com-pleted and the team established operating and testing procedures for the broiler.
The existing burner was tested for comparison to new concepts using the existing screen burner face but with a new internal distribution tube and with new burner face materials.
In 2015, testing of a single-broiler burner continued us-ing a specially designed test stand to measure heat uni-formity from the burner and the combustion emissions.
In 2016, the project team completed the design of a broiler burner concept that uses a new internal configu-ration. After reviewing the new design with the manu-facturer, the prototype burner was shipped to BPS for cook testing.
Researchers identified a combustion issue with the ex-isting burner that would affect the efficiency. Different burner configurations were tested and a way to address the combustion issue was identified.
A follow-up discussion identified an issue with tem-perature distribution at the burner inlet. It was deter-mined that the momentum of the fuel and air entering the burner was the reason for the surface temperature being much higher at the end of the burner. In order to shift the gas distribution toward the inlet of the burner, an improvement to the fuel and air distribution was incorporated.
The project team identified several restaurants that would be willing to conduct a demonstration of the new burner to determine improvements in cooking, reliability, and durability.
A patent has been filed for the new burner design.
Status
This project was completed in 2017 with the release of a Final Report in May.
BPS is currently developing new burners based on the new design. Researchers plan to propose a next phase to this project to conduct a field demonstration of the broiler with the new burners once the units are com-mercially available.
- 70 -
“This project has been critical to BPS in provid-ing technical data which continues to help us improve our manufac-turing ability to provide cost-effective solutions for our gas-equipment customers.”
- Jim Paulin President BPS Products, Inc.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected] Comparison of exiting burner design (top) and the new design (bottom).

COMMERCIAL APPLICATIONS PROJECT NO. 1.14.I SUMMARY REPORT
Cold-Climate Field Demonstration of the NextAire™ Gas Heat Pump
- 71 -
E will be used for all U.S. locations and only requires a retrofit kit for installations in colder climates.
A laboratory evaluation of the Model E cold-climate performance indicated that the system heating capacity at full load was reduced by just 5% at temperatures as low as 5ºF with only a slight decrease in efficiency.
IntelliChoice Energy and Aisin teamed with Gas Technology Institute as manufacturing partners in launching the Multi-Zone Model E GHP for cold-climate applications. As part of the project, research-ers developed a case study documenting the perform-ance of the new Model E GHP in a cold-climate instal-lation.
Benefits / Market Implications The NextAire GHP offers consumers a viable option to electric heat pumps. Expanding the GHP market to include cold climates will potentially lead to higher production volumes and reduced equipment costs.
For heating-dominated climates, the GHP’s high heat-ing efficiency has the potential to reduce energy costs and offset the cost premium of the equipment. In
Project Description A significant goal of the natural gas industry is to de-velop and apply gas heat pumps (GHPs) in the broad market for commercial buildings.
GHPs combine high-efficiency heating (1.2-1.5 COP) and cooling (0.95-1.2 COP), offering reduced operat-ing and lifecycle costs as compared to conventional HVAC equipment. In addition, GHPs significantly re-duce peak electric demand and water use compared to electric chillers.
Colder climates can take advantage of the GHP high-efficiency heating to generate the savings in energy and operating costs needed to offset the premium in equipment cost. This project focused on the demonstra-tion and testing of the NextAire™ Multi-Zone GHP in cold climates in the U.S. Northwest.
Previously, units were extensively tested by federal agencies and gas utilities in the hot/dry climate of the Southwestern U.S. Although designed and targeted as a gas cooling option for hot climates, its high heating efficiency can significantly reduce energy use and op-erating costs. Heat recovery from the engine jacket and exhaust supplement the GHP output, increasing overall system efficiency in the heating mode and providing additional heating capacity at low temperatures. In contrast, electric heat pumps require inefficient resis-tance heating to supplement the heat pump output at low outdoor temperatures.
Through this demonstration, a project team monitored the actual installed cold-climate performance of Intelli-Choice Energy’s NextAire 15-ton Multi-Zone Model E natural-gas-engine-driven heat pump in a heating-dominated climate. The product offers 10:1 capacity modulation using a variable refrigerant flow (VRF) system.
The GHP combines high-efficiency scroll compressors and an Aisin/Toyota engine with a demonstrated long life (30,000 hours). The units have a maintenance in-terval of 6,000 to 10,000 hours. Variable-speed engine controls allow the GHP to more closely follow the load and maintain efficiency.
Unlike the previous model (which required significant changes for hot, moderate, or cold climates), the Model
In this project, a field demonstration was conducted to monitor the actual installed cold-climate performance of the NextAire™ 15-ton Multi-Zone Model E natural-gas-engine-driven heat pump in a heating-dominated climate.
Installation in Boise, ID.

cooling mode, GHP operating and maintenance costs are projected to be 30% less than electric-heat-pump equipment.
In addition, GHPs significantly reduce peak electric de-mand and decrease electricity use by up to 80%. Since the packaged unit does not require a separate cooling tower, reduction in water consumption is estimated up to 17,000 gallons per 15-ton unit per year, compared to a typical water-cooled electric chiller.
Technical Concept & Approach For this project, researchers, in cooperation Intermoun-tain Gas Company, monitored one of the first U.S. in-stallations of the cold-climate Multi-Zone Model E GHP. The system was designed and installed at Inter-mountain utility headquarters in Boise, ID., and moni-tored for 18 months.
The heat-pump system replaced a four-ton gas-pack rooftop unit (RTU) (120 MBH heating, 80% efficiency) and two chilled water coils (15 tons total capacity) sup-plied by a gas-engine-driven chiller with gas-fired heat-ing providing 505 MBH total, at 60% efficiency. Ten VRF fan coils were installed in interior offices and con-ference rooms inside the office building, while the pe-rimeter heating load is met by the remaining RTUs that service the rest of the building.
The GHP was sub-metered to measure gas consumption and electricity use. Each air handler was instrumented with a watt meter to determine the total electric use of the system. A Coriolis flowmeter was installed in the liquid refrigerant line near the outside unit to measure total heating and cooling delivered to the fan coils. Data was downloaded remotely on a monthly basis.
Results The GHP system was monitored from the fall of 2014 through spring 2015. The system performed reliably, successfully meeting building heating and cooling loads across a wide range of ambient conditions, from 104ºF in July 2015 to 12ºF in December 2015. Occu-pants reported improved comfort with the GHP VRF.
Field data showed close agreement with laboratory data. Peak performance of 1.4 COP was measured dur-ing some periods of steady-state heating and cooling. However, the system often operated at very low part-loads, which had a significant impact on overall effi-ciency.
The majority of GHP fan coils were installed in inte-rior offices and conference rooms because of con-straints due to the design and historic finishes of the building. As most of the building perimeter heating load is met by the remaining RTUs, the GHP operated at low part-loads, resulting in lower-than-expected effi-ciencies. During limited periods with higher heating or cooling loads, the GHP system efficiencies meet rated specifications. These results highlighted the impor-tance of accurately sizing the GHP system to match the load, instead of over-sizing, which is common practice for conventional equipment. The design of the VRF configuration is also an important factor in overall per-formance of the system.
Status
This project was completed in 2016. A Final Report was issued in October 2016.
- 72 -
“We have been pleased with the operation of the NextAire GHP. The building’s cold-weather comfort and air circulation have been greatly improved by the system. Local HVAC contractors and building operators have also expressed interest in the unit, and our particular installation provides for easy access for visual inspection.”
- Byron Defenbach Manager, Energy Utilization (Ret.) Intermountain Gas Company
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
A Coriolis flow meter measured refrigerant flow; pressure and temperature sensors were also installed in
liquid and vapor refrigerant lines.

COMMERCIAL APPLICATIONS PROJECT NO. 1.15.B SUMMARY REPORT
- 73 -
Demonstration of Demand-Control Kitchen Ventilation System for Commercial Foodservice
Project Description Commercial foodservice facilities are required to oper-ate equipment under a ventilation hood that captures particulate emissions and exhaust heat from the kitchen. Standard hoods that operate at a single-fan flow rate are sized to properly exhaust as if all the ap-pliances under the hood were operating at full capac-ity, which rarely happens. Typically, only a couple of appliances are being used and generally not at full ca-pacity. Because the ventilation is always on and oper-ating as if the kitchen is a maximum capacity, large volumes of conditioned air are vented from the kitchen and pulled in from other areas in the facility. Also, ex-cess fan power is used.
In response to this issue, demand-control kitchen ven-tilation (DCKV) systems were developed that adjust
the fan speed when the appliances are not operating at full capacity. The system adjusts the fan speed based on data such as temperature or airborne particulates (e.g., grease or smoke).
The main issue with DCKV systems is that the current inputs are not necessarily a good measure to adjust the fan speed. The input sensors are located well above the appliances at the entrance of the hood where the appli-ance emissions are diluted by air from the kitchen. Also, the temperature above an appliance is not a con-sistent indicator that the appliance is on and the rate it is being operated. This project addresses this issue through the development of improved control methods for DCKV systems.
The objective for this project is to demonstrate and quantify the benefits of using DCKV systems in a com-
The objective for this project is to demonstrate and quantify the benefits of using demand-control kitchen ventilation (DCKV) systems in a commercial foodservice kitchen. Researchers will also investigate issues with developing a communications protocol and methods for interlinking appliances with a DCKV system.
- 74 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
system and its integration.
A series of tests using the DCKV and appliances will be conducted to determine the benefits of the system and what potential control methods could be used to improve performance. After analysis, a new control method will be developed and tested at the same test location.
Results
In 2015, discussions were held between the project team and a major manufacturer to determine the testing protocols for the project and the specifications for the test site. The project team secured a hood manufactur-ing partner for the project. The team and a sponsor for a test site near Birmingham, AL, specified a hood de-sign based on the cooking equipment planned for the site.
The design of the new hood was finalized, installation completed, and system commissioned in 2016.
Status
The design, installation, and final inspection of the hood has been completed. Researchers continue to de-velop test protocols for the project and specifications for the test site. The project team is currently evaluat-ing different data-acquisition methods and equipment for measuring the energy use of the cooking appliances under the hood. The project team and the hood manu-facturer are working to determine how information from the control system of the hood can be controlled and monitored remotely.
mercial foodservice kitchen. Researchers will also in-vestigate issues with developing a communications pro-tocol and methods for interlinking appliances with a DCKV system.
Benefits / Market Implications A properly designed and optimized demand-control ventilation system saves energy because the fan is capa-ble of running at the exact speed required to properly vent the room instead of only at its highest-rated speed. The reduction in the fan usage requires less energy to run the fan and exhausts less already-conditioned air that is generally pulled into the dish room from other parts of the facility, such as the kitchen and dining room.
Previous studies demonstrated that a total energy sav-ings of 35% to 60% can be achieved dependent on the usage rate, size of the cooking equipment, and design of the kitchen. The higher savings were achieved on cook-ing units with high heat output, such as conveyor ovens or large banks of fryers. Also, a properly sized variable-speed exhaust system was shown to improve the control of heat and humidity in the kitchen, making for a more comfortable working environment.
Technical Concept & Approach Through this project, researchers will demonstrate the benefits of using variable-speed ventilation systems in a commercial foodservice (CFS) kitchen. Performance will be quantified, including areas such as energy sav-ings and kitchen comfort.
The project will also include an investigation of issues with developing a communications protocol and meth-ods for interlinking appliances with a DCKV system. The demonstration is being conducted at a site within a sponsor’s territory.
The project team will design a system to integrate the operation of a set of typical CFS appliances with a con-trol system for the ventilation system. The project will specifically investigate what outputs from the appli-ances will be used to modulate the fan in the ventilation

COMMERCIAL APPLICATIONS PROJECT NO. 1.15.E SUMMARY REPORT
- 75 -
Gas-Fired High-Efficiency Liquid Desiccant Air Conditioning and Humidity Control
Project Description The goal of this project is to develop a gas-fired liquid-desiccant dedicated outdoor air system (LDDOAS) that addresses many of the critical issues now facing the HVAC industry.
The LDDOAS is designed to significantly reduce pri-mary energy consumption, on-peak electrical demand, and water use for air conditioning in commercial buildings. The system can deeply dry a building’s ven-tilation air without inefficient overcooling or reheating, which will enable advanced HVAC systems (e.g., chilled beams, displacement ventilation, and other ap-proaches) to essentially eliminate fan power for recir-culating air within buildings.
In this project, a research team is partnering with a manufacturer to compare the current state-of-the-art LDDOAS technology to other advanced systems, in-cluding a concept involving a sub-atmospherically regenerated LDDOAS system with internal water re-covery and reuse capabilities.
Benefits / Market Implications New cooling designs integrate desiccant drying and indirect evaporative cooling in compact cost-effective designs with the potential to be competitive with elec-tric options in residential and commercial markets.
The LDDOAS will enable advanced HVAC systems for commercial buildings to significantly reduce pri-mary energy consumption, on-peak power demand, and water use. For a summer design day, the LDDOAS’ primary energy COP is 18% higher than the conventional alternative. This advantage is pro-jected to increase to 30% when averaged over a cool-ing season. The effective COP for the LDDOAS is estimated to be 2.77 (where the LDDOAS is credited with energy savings for the advanced HVAC systems that it enables). The LDDOAS can eliminate water use for air conditioning in the more humid eastern U.S. The burden air conditioning now imposes on electric grids can be eased as peak loads drop 75% from 1.01 kW/ton-hour to 0.26 kW/ton-hour of cooling.
Technical Concept & Approach Desiccant-based dehumidification and air-conditioning systems can employ an open drying cycle wherein a humid gas, generally air, comes into contact with a des-iccant and is dried. The dried air continues to subse-quent processes (e.g., sensible cooling), and the desic-cant is regenerated by a thermal input. The desiccant loading and regenerating is performed in a cycle, al-lowing for continuous dehumidification.
The two major system types are liquid and solid desic-cants. While solid desiccants have a larger established market presence, the liquid-based systems have gained interest in applications for active dehumidification, en-hanced evaporative cooling, and indoor air quality. These liquid desiccant systems, also known as open absorption systems, have had limited market presence due in large part to the inefficiency of current regener-ating components and difficulties in handling the caus-tic strong salt desiccant solutions.
A research team is partnering with a manufacturer to compare the current state-of-the-art technology for a gas-fired liquid-desiccant-based air-conditioning and humidity-control system to other advanced systems.
Diagram of LDAC system model.

- 76 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Results The project team initially engaged a potential partner during discussions with a university research team and an OEM partner on an innovative new approach for open-cycle absorption processes (desiccant cycles). This cycle has a high potential to exceed the perform-ance of traditional desiccant cycles while utilizing flu-ids with minimal toxicity/corrosivity.
In 2016, the project team reviewed a significant amount of published articles, datasets, and proprietary technical reports. Researchers used simple engineering calculations to estimate the performance of this gas-fired liquid-desiccant air-conditioning (LDAC) tech-nology versus the conventional strong-salt-based LDAC technologies.
The research team selected and tested several ionic liquids (ILs) and developed estimates of comparative performance.
Analysis activities were expanded to develop a generic software tool to evaluate the efficacy of traditional strong-salt LDs with emerging categories of LDs such as ILs and other non-toxic/noncorrosive LDs.
In January 2017, researchers met with new partners in the projects to discuss a path forward for cooperation.
Initial experimental results and extrapolative simula-tion indicate positive results are promising and, as ap-plied in a combined sensible/latent cooling mode, the ILs may out-perform the non-corrosive alternative liq-uid desiccant under consideration.
Discussions have focused on building a single ab-sorber/desorber (packed column), and conduct an ex-periment in batch mode, alternating between condition-ing and regeneration.
Status
With technical support from industry/academic part-ners, the team is building a test rig necessary to carry out an experimental evaluation of the alternative LD as compared to incumbent and potential future LD op-tions.
A Final Report for the work performed under this UTD project is being prepared.
The LDDOAS for this project has two innovative com-ponents: 1) a liquid-desiccant conditioner that rejects more than half of the cooling load in a dry first stage and 2) a double-effect regenerator that supplies the wa-ter removed from the liquid desiccant to the condi-tioner’s evaporatively-cooled second stage. The regen-erator has a first-stage gas-fired boiler operating slightly above one atmosphere and a sub-atmospheric second stage driven by steam from the first stage. Al-though similar in principal to the two-stage generator of an absorption chiller, the LDDOAS regenerator, which processes a solution of lithium chloride that directly contacts air in the conditioner, will be challenged by a high load of non-condensable gases, including oxygen, to desorb from the liquid desiccant.
In this project, the research team will experimentally measure the heat and mass transfer coefficients that apply to the novel components and then use this em-pirical data to design, build, and test models of the components.
The critical challenge to develop cost-effective compo-nents for the LDDOAS, particularly the high-temp-erature regenerator, will be met through two parallel activities. Alloys that are expected to have an accept-able service life in a lithium-chloride regenerator (e.g., 70/30 cupronickel and 3Al-2.5V titanium) will be tested both in long-term exposure tests and as part of operating prototypes. Also, the ability of a new class of silicon-based liquid desiccants now under development to meet the performance requirements of the LDDOAS will be studied. These silicon-based desiccants – which are compatible with a wide range of metals, plastics, and elastomers – have the potential to significantly re-duce the capital cost of the LDDOAS.
Specific tasks include:
An analysis of field data from existing installations, projecting the performance of non-gas-fired tech-nologies onto gas-fired versions and their resulting technical/economic feasibility.
Side-by-side testing of the current state-of-the-art technologies compared to the concept of a sub-atmospherically-regenerated LDDOAS system with internal water recovery and reuse.
Ionic liquids performance in open-absorption cycle.

COMMERCIAL APPLICATIONS PROJECT NO. 1.16.A SUMMARY REPORT
Chain Restaurant Equipment Usage Survey
- 77 -
In response, in this project researchers are surveying chain restaurants to gather more detailed information about the decision-making process of using gas vs. electricity for cooking, water heating, and space condi-tioning; and information about the usage of energy and water in commercial foodservice facilities in North America.
Benefits / Market Implications Restaurant industry appliance sales in the U.S. will ap-proach $800 billion 2017. The majority of restaurant appliances used to service these customers use natural gas as the fuel source. However, lack of information or misinformation about the performance of gas-fired units compared with electric units resulted in many lo-cations deciding to purchase electric equipment. In some cases, the advantages of the electric equipment justify its use, but, in most cases, gas-fired equipment would still have the advantage in terms of cooking per-formance and energy costs.
Project Description Chain restaurants currently represent about 50% of the commercial foodservice (CFS) industry in North America. While the natural gas industry has actively developed and tested new CFS technologies, a stum-bling block has been in obtaining information from chain accounts on how decisions are made as to buy-ing a certain brand of equipment or which energy source (gas vs. electric) equipment to use.
Research in the past showed that, in some cases, elec-tric equipment was chosen over gas for reasons the chain accounts were unwilling to share or based mostly on previous purchases or misinformation about the performance and/or maintenance of gas equipment. Some influences on the decision process have been uncovered, such as: operation costs, cooking charac-teristics, rebate availability, tradition, corporate rec-ommendations, and reliability. However, the informa-tion and parameters that form a definite decision-making process has not been established and makes determining how best to focus CFS research dollars a significant challenge.
In this project, researchers are gathering information about the decision-making process used by chain restaurants when choosing gas vs. electricity for cooking, water heating, and space conditioning.

This project will result in a report detailing the decision-making process and primary decision factors used by chain restaurants when choosing equipment and energy options.
Results / Status In 2016, the project team began reaching out to chain customers to discuss the goals of this project. Plans were made to attend meetings and conferences, includ-ing the NAFEM conference, the GFEN conference, and the 2017 National Restaurant Show.
An initial draft of a survey was developed. Additional questions will be added regarding the importance of other savings besides energy, including water and food. The project team will circulate the draft to project spon-sors for additional feedback before distributing the sur-vey within the CFS industry.
Researchers are also assisting a project sponsor with gathering information about the potential savings of gas vs. electric equipment for a major fast food chain.
- 78 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
This project will assist the CFS industry by providing information on how chain accounts make the decision on which type of equipment they purchase and the en-ergy source used.
Technical Concept & Approach In this project, research team representatives will en-gage with national accounts in commercial foodservice through participation in industry organizations such as North American Foodservice Equipment Manufacturers (NAFEM), ASTM International, and the Energy Solu-tion Center Gas Foodservice Equipment Network (ESC/GFEN) to gather information on the decision-making process that chain restaurants use to determine the types of equipment and energy source they choose to pur-chase.
Project representatives will approach both corporate and franchise accounts in North America. The project team will develop a survey with questions based on the ob-jectives of this project. Interaction with chain accounts will begin with conversations at industry-related events such as the National Restaurant Show, the NAFEM technical committee meeting, and ESC national ac-counts meetings. The project team will then follow up with emails and phone conversations as needed.
The project team will also survey existing equipment manufacturers to identify potential energy- and water-saving opportunities to further discuss with gas utilities and the CFS industry.
Popular chain restaurants in each U.S. state.

COMMERCIAL APPLICATIONS PROJECT NO. 1.16.B SUMMARY REPORT
Commercial Foodservice Codes & Standards
- 79 -
ever, concerns with new codes and standards and misin-formation about the performance of gas-fired units com-pared with electric units have resulted in many locations deciding to purchase electric equipment. In some cases, the advantages of the electric equipment justify its use; however, in most cases gas-fired equipment would still have the advantage in terms of cooking performance and energy costs.
This project is assisting the CFS industry by addressing issues or concerns with gas-fired equipment during the process of establishing codes and standards through di-rect interaction with the gas industry and customers, published articles and presentations at CFS industry events, and membership/participation at codes and stan-dards organizational meetings.
Technical Concept & Approach A research team is identifying issues and concerns asso-ciated with existing or potential new codes and stan-dards relevant to CFS in North America. The team serves as a voice for the gas industry at codes and stan-dards meetings for ASTM, ASHRAE, the North Ameri-can Association of Food Equipment Manufacturers (NAFEM), and other organizations.
The project team provides monthly reports detailing the issues and actions conducted under this project and the responses or results from issues associated with codes and standards within CFS.
Project Description Compared to other com-mercial gas-fired products, commercial foodservice equipment has fewer regu-lations, codes, and stan-dards for efficiency, emis-sions, and other opera-tional features. However, with the push for more efficient technology and lower emissions (especially in California), newer codes and standards are being developed and implemented by organizations such as ASHRAE, ASTM, and air-quality management districts in different areas of North America.
Current or potential codes and standards of special interest to the gas industry include:
NOx emission standards being proposed in south-ern California
Venting requirements for electric and gas appli-ances
Efficiency standards for dishwashing machines
Venting and operational requirements for counter-top fryers, and
Maintenance costs of gas vs. electric appliances.
The objective of this project is to provide the gas in-dustry with a voice to address issues and provide in-formation associated with codes and standards for gas-fired, commercial foodservice (CFS) equipment. The goal is to help to ensure a fair and equitable analysis of all fuels and that the gas industry is adequately in-formed about potential codes and standards in a timely manner to prepare and present information that could help inform the basis of new rules.
Benefits / Market Implications
Restaurant industry equipment sales in the U.S. will approach $800 billion in 2017. The majority of the appliances use natural gas as the fuel source. How-
This project helps address current and developing codes and standards for gas-fired commercial foodservice (CFS) equipment. The project team serves as a voice for the natural gas industry and provides key information associated with gas-fired, CFS equipment to relevant codes and standards organizations.

- 80 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Results / Status The project team is actively interacting with the gas industry and the CFS industry to address issues with new regulations on NOx emissions of CFS appliances in southern California.
Of specific interest are new NOx emissions regulations being proposed by the Southcoast Air Quality Manage-ment District (SCAQMD). Project team representatives have been leading discussions on the issues with NOx in CFS appliances, explaining how NOx changes with dif-ferent burner types and the issues with properly measur-ing NOx. Team members assisted with developing an agenda for a meeting with SCAQMD and NAFEM.
The SCAQMD is responsible for clean air planning in the South Coast Air Basin (Basin), an area that includes Orange County and the non-desert portions of Los An-geles, Riverside and San Bernardino counties. While air quality has dramatically improved over the years, the Basin still exceeds federal public health standards for both ozone and particulate matter (PM) and experiences some of the worst air pollution in the nation.
Issues include:
Emission Reductions from Restaurant Burners and Residential Cooking
This control measure applies to retail restaurants and quick-service establishments using commercial cooking ovens, ranges, and charbroilers by funding development of, promoting, and incentivizing the use and installation of low-NOx burner technolo-gies. In addition, the SCAQMD would consider developing a manufacturer-based rule to establish emission limits for cooking appliances used by res-taurants and residential applications. Finally, co-benefit reductions will be sought through existing or enhanced energy-efficiency programs being im-plemented by other entities.
Further Emission Reductions from Commercial Cooking
Commercial cooking activities are the largest source of directly-emitted PM2.5 emissions in the Basin, and under-fired charbroilers are responsible for the majority of emissions from this source cate-gory. A variety of control technologies were tested. This control measure is a contingency control meas-ure which would seek additional emission reduc-tions if the annual average PM2.5 standard is not met by 2025. If necessary, the control program would seek to establish a tiered program targeting higher-efficiency controls for under-fired charbroil-ers at large-volume restaurants, with more afford-able lower-efficiency controls at smaller restau-rants.
“UTD’s representation for the Commercial Cooking Equipment NOx Characterization Study has been invaluable to SoCalGas as we create emission testing protocols. The guidance enabled us to make significant progress with hood design and the development of new emission-sampling techniques.
- Jason Wang Engineer, Engineering Analysis Center - Applied Technologies Southern California Gas Company
The project team was made aware of a request for a pro-posal by a company to develop ventless cooking tech-nology for a major manufacturer. The project team is following up on the request to determine the type of cooking technology of interest and the impact it might have on gas equipment sales.
The project team is assisting with a California-based project to quantify the existing NOx emissions of sev-eral categories and types of CFS equipment. A Techni-cal Advisory Group was formed to review emission test protocols and NOx emission data on select gas-fired commercial cooking equipment. Project team represen-tatives evaluated some of the data and made suggestions on changing the data-collection methods to improve accuracy.
The project team also reviewed an ASHRAE technical paper that outlines a best-practice guide for installation and usage of commercial kitchen ventilation exhaust hoods. The report outlines potential additions and changes to the ASTM standard F1704 and ASHRAE’s handbook on HVAC applications.
Another potential codes-and-standards issue being re-viewed is ventilation system requirements for both gas-fired and electric CFS equipment. Researchers are in discussions with CFS manufacturers and organizations to better understand the impact these requirements on some new cooking products.

COMMERCIAL APPLICATIONS PROJECT NO. 1.16.G SUMMARY REPORT
Adoption of New Burner Technology to Commercial RTUs
- 81 -
Benefits / Market Implications The U.S. Energy Information Administration reports that more than 2.8 million commercial buildings within the U.S. have gas-fired packaged units provide space heating. Of those, approximately 152,000 are located within the SCAQMD and as such new unit sales will be subjected to new regulatory measures. A key goal of this project is to lower NOx emissions and help maintain viable, economical natural-gas-fueled options for end users.
Radiant-style burners offer distinct advantages over open-flame in-shot burners, particularly in the reduction in flue-gas temperatures. This reduction in temperatures may serve as a mechanism to extend the life of bent-tube heat exchangers, where failure often occurs at the first bend due to highly turbulent gases at elevated tem-peratures.
Project Description This research project aims to provide results that guide manufacturers looking for ways to address pro-posed NOx emission-level requirements. Research results will also serve as a reference for operating zones that are considering adoption of more stringent NOx regulations.
Air-management districts – specifically in southern California through the South Coast Air Quality Man-agement District (SCAQMD) – have successfully de-veloped and begun implementing new NOx emission regulations for residential furnaces. These regulations were the driving force behind development of new burner technologies, as the previous state-of-the-art burners could not meet the target 14ng/J NOx emis-sion levels. More recently, SCAQMD initiated the formation of new NOx emission regulations governing commercial rooftop units (RTUs).
The goal of this project is to modify and further de-velop low-NOx radiant burner technologies for instal-lation into a commercial packaged RTU air handler. The emphasis will be to achieve stable combustion at the target firing rate through burner modifications and minimal modifications of the overall heat-exchanger design. Primary objectives are to inform regulatory bodies developing measures targeting the commercial RTU market as well as to further drive innovation and economical emissions reductions within this market.
The system under development uses a new and novel radiant-type burner utilizing an iron-alloy metal foam as a flame holder. The characteristics of the burner were favorable to combustion, with a significant re-duction in NOx emission levels over state-of-the-art technologies. Additionally, the technology was com-patible with a wide variety of heat-exchanger sizes with minimal end-use modification and could be of successfully integrated into a variety of residential systems.
This project extends this technology from residential applications into the commercial RTU market.
Development activities are being conducted to modify and a low-NOx radiant burner for installation into a commercial packaged rooftop unit (RTU) air handler. The focus is on achieving stable combustion and meet new emissions requirements.
Prototype burner in quartz observation tube.

CO, NOx, and THC levels for comparison to baseline testing of in-shot burners as compared to the new burn-ers using low-NOxtechnologies.
Baseline testing of the RTU was completed by analyz-ing both emissions and efficiencies of the unit. Emis-sions of the baseline in-shot burners indicated signifi-cant room for improvement in regards to NOx emissions levels, with both the high and low firing rates of 150/120MBH providing NOx levels on the order of 39ng/J at 9% and 13% O2, respectively.
Preliminary efforts using metal foam burners developed for the residential market indicated that the burner body had to be increased in overall length by twice its origi-nal length to accommodate the increase in firing rates. Development of the prototype burners utilized similar metal foam bodies as developed for the residential mar-ket; however, the overall diameter increased from 0.875 inch to 1.25 inches, and the effective burner length in-creased from 6 inches to 12 inches.
Bench top testing showed successful demonstration of the prototype burners below the 14ng/J NOx limit at both 40 and 50MBH, specifically 10.7ng/J and 12.3ng/J at 6.0% O2, with CO levels remaining below 10ppm.
Status
Ongoing efforts are focused on finalizing the modifica-tion of the test RTU to accommodate the fabricated prototype burners. Testing is expected to be completed by the end of September 2017.
- 82 -
Technical Concept & Approach This project is designed to move the radiant-burner technology from the technology-development stage into the product-development stage for RTUs. This progress will be completed through modifying the burner technology to meet the higher firing rate of the RTU over the initial design firing rate and verification of this burner technology in prior benchscale prototype testing.
Benchscale testing involves the evaluation of the burner technology in an environment representative of a heat exchanger/burner combination using an induced blower mechanism similar to those in commercialized RTUs. The representative test system was initially de-signed and fabricated when the burner technology was first being designed and verified for residential use.
At the completion and verification of the burner per-formance in the benchscale setup, the burner will be mounted within a commercial RTU. The RTU is cur-rently installed within a laboratory with monitoring equipment to quantify operation performance of the RTU and associated burners. Modifications to the unit, including inducer modifications and ignition controls, will allow for semi-automated operation of the burners to be tested under the required conditions of the burner. The installed burners will be tested against the baseline in-shot burners used in a typical RTU.
Results In 2016, the test RTU was modified in order to monitor burner loads which may be heavily radiant. Air-side temperature measurements were completed via arrays of exposed K-type thermocouples both on the return and supply side, as well as outlet of the stacks into the controlled space. Using standards specific to the 14ng/J NOx limit, return air was provided from the ambient space, with a target inlet temperature between 75-85ºF. A sample of the exhaust gases is to be supplied to emission constituent analyzers in a control room for a direct reading of major components, namely O2, CO2,
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
The test RTU uses six bent-tube heat exchangers which make up a two-pass system, three tubes for each pass with a manifold after each pass. The three tubes constituting the second pass have a dimpled feature. Three in-shot burners, typical of residential and small-scale commercial heating, are positioned at the lower section of the first-pass heat exchangers and combustion products are drawn through the two passes via an induced blower at the outlet of the lower manifold, directly after the second pass.

COMMERCIAL APPLICATIONS PROJECT NO. 1.16.I SUMMARY REPORT
Commercial Gas-Fired Heat Pump Water Heater
- 83 -
ciencies two to three times that of the resistance-heating products, federal/utility incentives, and the option for integration with grid-interactive thermal storage pro-grams – electric products have increased in popularity. New gas-fired heat pump water heaters (GHPWHs) would provide commercial customers the option of even higher efficiencies and lower emissions on a source en-ergy basis.
In a UTD-supported project completed in 2015, re-searchers laboratory tested an alpha gas absorption heat pump (GAHP), deployed as space-heating equipment for a single-family home. Through this program, the GAHP demonstrated a coefficient of performance in excess of 1.4 under typical cold-climate conditions and 1.2 under extreme conditions of -13°F. This project in-volves the development of a commercial GHPWH in preparation for field evaluations at small commercial facilities.
Benefits / Market Implications
The motivation in developing a GHPWH is efficiency-driven. When delivered to the market, the GHPWH will be a cost-effective technology with a primary energy efficiency of greater than 100%. While efficiency gains may be difficult to justify for the cost (with natural gas prices projected to be at or below than $5/MMBtu for the next 10 years), the efficiency gains are substantial – with Energy Factors of 1.5 or greater (88% to 140% greater than condensing and non-condensing water heat-ers, respectively).
Continued regulatory pressure and incentives for high-efficiency water heating will favor this new gas-fired product.
Technical Concept & Approach Building on expertise, modeling capabilities, and ex-perimental processes developed under the prior GAHP space-heating development program, this effort involves the preparation for a commercial water-heating applica-tion of the gas heat pump, focusing on commercial hot-water and pool-heating applications. Field evaluations of the technology are part of this project.
Project Description While the commercial water-heating market is smaller in volume than the residential market, it is no less competitive for high-efficiency gas technologies, whose product prices are often 15 times that of com-mon residential products. The market drivers are the same: federal requirements, ENERGY STAR ratings, and the test method for rating equipment.
Historically, gas water heating has enjoyed a slight advantage over electric water heating in the U.S., in large part due to operating cost savings. With a typical restaurant consuming 30 times the hot water of an av-erage single-family home, the operating cost savings of natural-gas versus electric-resistance heating is readily understood by business owners and property management companies. However, with the advent of electric heat pump water heaters – with operating effi-
The purpose of this project is to leverage the lessons learned from the development of a residential gas heat pump to serve commercial water-heating applications and end users. The project includes the developing of a transient-load model to assess per-formance and payback of a commercial unit in various settings and configurations.
Residential GHPWH prototype at Seattle site - 2015

Results This project was initiated in 2016 with a review of pro-ject tasks, including an evaluation of optimal indirect storage tank configurations with simulated commercial GHPWH testing and alternative heat-exchanger de-signs.
Researchers completed development of a library of commercial hot-water draw patterns, which includes soliciting results from for restaurants. Also, using test rigs built for prior programs, technicians conducted so-lution pump life testing and corrosion-inhibitor testing.
Status Investigation of alternative heat exchangers and indirect storage tank components is complete and the project team developed the commercial hot-water-usage li-brary, drawing from partners and the available litera-ture. This is currently being used to optimize design guidance for sizing and controlling the GHPWH, backup/supplemental heating system, and integrated storage. Additionally, the solution-pump and corrosion-inhibitor testing continue.
- 84 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
In preparation for field evaluations, tasks for the project team are to:
Develop a System Design Model
Using available building energy modeling tools, industry guidance on design practices, and field data from prior studies, the project team will de-velop a sizing and system design tool that will con-sider peak/average load patterns, installation cost, North American regional climate, local utility costs, and other relevant factors. As refined by subsequent field evaluations, the tool will be prepared for dis-semination to project partners.
Design Commercial-Grade GHPWH Controls
Leveraging existing development and field evalua-tion of the GAHP for space heating, the team will develop and test modifications to the gas heat pump controls to better facilitate operation as part of a commercial GHPWH system. Modulation control of gas-heat-pump combustion and the absorption heat pump itself will respond directly and, in some cases, preemptively to hot water loads.
Unlike residential water heating, where the vast majority of the products are sized for stand-alone service, commercial water-heating installations have a wide range of installation sizes, often requiring multiple products installed in parallel or for higher-temperature “boost” installations in a series. The chal-lenge for a heat-pump water-heating installation (electric or gas) is the baseline/peaking relationship of the heat pump to the backup/boost conventional heating. As a result, system installations are often site-specific and require prior knowledge of peak loads and load shapes. The sizing of heat pump/conventional components and their arrangement (e.g., parallel, series, include “free” cooling) makes for a large design space.
“Southern California Gas Company supports the development and commercialization of new high-efficiency products like the GHP. This technology can help to address regulatory mandates that require reduction of criteria pollutants and greenhouse gases and meet future zero-net-energy goals."
- Steve Simons Senior Project Manager, Technology Development Southern California Gas Company

DISTRIBUTED GENERATION


DISTRIBUTED GENERATION PROJECT NO. 2.12.F SUMMARY REPORT
Reliability Assessment of Natural Gas for Standby Generation
In this project, researchers are developing data, an information-dissemination plan, and supporting a website in an effort to provide credible, scientifically-sound information on the value of using natural gas for standby generation.
in the midst of major outage events. On the other hand, the natural gas infrastructure is generally reliable. Un-derground supply pipelines are less likely than diesel fuel delivery systems to be compromised during major disasters; especially when passable roadways and available tanker trucks are needed for subsequent de-livery. Reliability of the natural gas supply has been the focus of several recent studies due to the growing dependency of power generation on natural gas. These studies agree that there have been historically few in-terruptions in the delivery of the natural gas supply, particularly under firm service contracts.
The overall goal of this project is to reduce market and regulatory barriers for natural gas backup power gen-eration. In the near-term, the project objective is to dis-seminate technical information showing that standby generation using natural gas by pipeline can be as or more reliable than on-site diesel fuel storage. Broad dissemination of data on the reliability of the natural gas supply, especially during simultaneous power out-ages, is needed to support code officials in permitting natural gas utility supply for emergency power genera-tors.
The initial phase of this project focused on identifying the market potential for a representative 50kW natural-
Project Description Although the market for emergency power supply sys-tems (EPSS) is dominated by diesel-fueled generators, natural gas systems are gaining market share in the U.S. due to recent technical advances, low fuel costs, and emission regulations. For voluntary non-code-driven EPSS installations (typical of residential or small commercial applications) the natural gas market share is about 70%. In the EPSS commercial market, where volume is driven by code requirements, the natural gas share is only 20%-30%, reflecting some of the regulatory barriers for natural gas EPSS.
The limited market share of natural gas EPSS in code-driven installations is influenced by the perception of local authorities having jurisdiction (AHJs) regarding natural gas distribution reliability. Research conducted under this project found that regulatory requirements were a significant barrier for natural gas EPSS. Tradi-tional perception within the market is that diesel en-gines are the most reliable prime movers for all backup power applications. Despite their widespread use, die-sel generators (gen-sets) are not without reliability con-cerns. Power outages associated with major weather events have highlighted diesel gen-set vulnerability to improper or inadequate fuel maintenance practices and to the difficulty or impossibility of fuel replenishment
More than 350 natural gas generators were installed by the New York City Housing Association to rebuild areas impacted by Hurricane Sandy in 2012.
- 87 -

enced by the perception of local AHJs regarding gas distribution reliability. In response, the project team supported the development of a public Natural Gas Knowledge Center website with information that in-cludes White Papers and other tools comparing natural gas to diesel in terms of costs, emissions, and infra-structure. The Natural Gas Knowledge Center dissemi-nates natural gas reliability information to help the cus-tomers, AHJs, engineers, and the gas industry make well-informed decisions.
For this effort, a White Paper was prepared to provide an overview of natural gas EPSS and a comparison of natural gas vs. diesel systems. Several recent published studies were cited supporting the historical reliability of the natural gas pipeline supply. The White Paper also addresses natural gas reliability during simultaneous power outages and regional concerns, such as potential natural gas distribution issues with earthquakes and flood plains. Recent studies noted several current initia-tives for increasing the resiliency of the natural gas in-frastructure.
Researchers will support project partners and others submitting comments to NFPA 70 to permit natural gas EPSS without requiring an exception, in order to re-move this regulatory barrier. Similar efforts by Cana-dian utilities led to the acceptance of “off-site fuel sources” for emergency generators in Canadian Stan-dards Association’s C282 “Emergency Electrical Power Supply for Buildings” in 2007.
Status The project team is focused on supporting the on-line dissemination of information and considerations for the code review cycle of NFPA 70.
gas-fueled distributed generation (DG) system. This study found regulatory barriers were a significant hur-dle for natural gas code-driven EPSS due to the prece-dent use of on-site diesel storage and perceptions re-garding the reliability of utility natural gas supply.
In the current phase of the project, a research team is providing technical information to Generac Power Sys-tems as they develop a public website, the Natural Gas Knowledge Center, to disseminate information on natu-ral gas reliability and the benefits of natural gas EPSS.
Benefits / Market Implications Natural gas DG and EPSS provides a cost-effective option that increases energy resiliency while providing environmental benefits. These advantages, coupled with historically low natural gas prices, provide signifi-cant benefits to end users, the environment, and infra-structure reliability.
Supportive research on natural gas reliability will aid consumers, the gas industry, and regulators in under-standing the benefits of natural gas as compared to die-sel for backup generators.
This collected research will also lay the groundwork for a change in industry perception and a potential up-date in regulations for backup generation.
Technical Concept & Approach In Phase 1 of this project, researchers evaluated natural gas DG applications using various criteria, including: capital cost, system efficiency, reliability, serviceabil-ity, maintenance cycles, product life, exhaust emis-sions, noise emissions, systems integration, and modes of operation supported. In the current phase of the pro-ject, the activities focus on the dissemination of sup-porting data on the reliability of the natural gas supply to address regulatory barriers for the natural gas EPSS market.
Specific tasks include: 1) implementation of a dissemi-nation plan and 2) investigation of the process for EPSS codes to be updated to incorporate natural gas reliability.
Generac is partnering with the project team to provide industry insight on barriers regarding the natural gas generator market and to disseminate information.
Results Previous research conducted under this project found that regulatory requirements were a significant barrier for natural gas generators. The limited market share of natural gas EPSS in code-driven installations are influ-
- 88 -
- Tim Short Manager, Distributed Energy Enbridge Inc.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
“Stored-fuel-fed emergency and backup genera-tors, such as diesels, are a less-than-perfect solution to situations that involve wide-scale, frequent, and/or prolonged power outages. Natural-gas-fired generators, on the other hand, such as the Generac DG50, have the advantage of overcoming this challenge because they are fed from the gas utilities, whose service remains unaffected by power outages."

DISTRIBUTED GENERATION PROJECT NO. 2.15.M SUMMARY REPORT
- 89 -
CHP Interconnection Equipment Review
Project Description Although the development of new combined-heat-and-power (CHP) and distributed-generation (DG) growth has lagged in recent years, market conditions are changing. Current and projected low natural gas prices – combined with a suite of air regulations, the need to protect against power outages, and CHP’s ability to help provide value services to manage grid integrity – create new opportunities for CHP deployment.
Standards such as the IEEE Standard 1547 Standard for Interconnecting Distributed Resources with Elec-tric Power System were developed to preserve safe, reliable, and high-quality electric service systems and also provide transparent and uniform technical require-ments, procedures, and agreements to make intercon-nection predictable, timely, and reasonably priced. However, state and electric utility adoption and inter-pretation of these standards vary in approach. This lack of uniformity in interconnection regulations makes it difficult for equipment manufacturers to design and produce modular packages and reduces the economic incentives for DG.
In traditional designs of distribution networks used since the 1920s, the typical network transformer has no high side fuses or primary protection other than the substation breaker. A fault in the primary termination compartment, primary switch compartment, or trans-former tank can result in a potentially hazardous fail-ure of the transformer. CHP and DG equipment on
feeder lines can increase the risk of fault on these older substations. While component upgrades to the substa-tions can help reduce or eliminate these faults, the ad-hoc addition of CHP and DG to substation feeders pre-sents unscheduled upgrades and cost.
CHP and DG can also impact steady-state voltage. Large systems or aggregations of systems can “mask” the feeder load currents normally seen by the substation. In circuits where line-drop compensation is employed, this can interfere with voltage boosting hardware during peaking situations.
Another concern is where reverse power is passed through the substation transformer during light load conditions. Reverse power can confuse the load voltage regulator controllers, resulting in lock up or runaway voltage. Under these conditions, the voltage regulation could be quite unpredictable.
Phase 1 of this project resulted in the 2016 release of a study that analyzed these concerns and others raised in regard to CHP and DG systems. The report provides comparisons of common interconnection standards, practices, and issues in several representative North American electric utility regions. It also summarizes common behind-the-meter equipment, such as genera-tors and electrical-protection devices used to ensure safe operation. In Phase 2, this information is being pack-aged, disseminated, and used to educate stakeholders and policymakers with the goal of developing uniform technical requirements and procedures.
Benefits / Market Implications While low natural gas prices make CHP an economi-cally attractive option for commercial and industrial sectors, many barriers remain for further expansion of CHP, including the non-uniformity of regulations sur-rounding interconnection to the grid. The report from Phase 1 of this project addresses common concerns that electric utilities have with interconnected distributed generation. The report also explores the administrative and technical differences between interconnecting solar photovoltaics (PV) compared to CHP systems.
In Phase 2 of this project, researchers conducted a comprehensive review of combined heat-and-power (CHP) interconnection equipment to address electric utility concerns with behind-meter equipment and component specifications. Phase 2 focuses on pre-senting the results of the research through outreach efforts and industry presentations.
U.S. states with distributed generation interconnection guidelines (yellow) and standards (green). (DSIRE 2015)

- 90 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Broader acknowledgement of the environmental and efficiency benefits of CHP by policymakers and state regulators could help CHP technology achieve more equal treatment in terms of net metering and power exporting. Even if parity with renewable technologies cannot be fully achieved in regards to net metering, neutral policies that simply enable incidental exporting would allow CHP systems to meet more of the cus-tomer’s electrical load and result in more favorable economics.
Inverter-based and synchronous generators offer the ability to operate both in parallel with the grid and in standalone (or islanded) mode. If a CHP generator can serve as a backup generator and support the grid during periods of high demand, it potentially increases the value of the CHP unit and improves the economics of the CHP system.
The combined use of natural gas generators for con-tinuous operation, operation during peak periods, and backup during utility outages can simultaneously meet environmental and efficiency policy goals while im-proving grid reliability and meeting infrastructure re-siliency goals.
Several aspects of DG interconnection appear to be fairly universal across different states/provinces and utilities. In other aspects, interconnection requirements vary considerably from state to state, and utility-to-utility. The same utility company operating in multiple states can have very different application processes, fees, and technical requirements in each of its jurisdic-tions. State regulation is the underlying reason for dif-ferences in interconnection requirements. Moreover, within a single state there are differences in how rules are interpreted and applied by different utilities.
Status In 2016-2017, results of the research were presented to the National Association of State Energy Officials and Gas Technology Institute’s Public Interest Advisory Committee. An additional presentation is also planned with the National Association of Regulatory Utility Commissioners.
Standard interconnection requirements exist at the na-tional, state/province, and utility levels. The intention of IEEE 1547 and its equivalent in Canada (CAN/CSA C22.2 and C22.3) is for consistent performance, safety, testing, and maintenance requirements for DG intercon-nections across jurisdictions. However, in practice, the interpretation and application of the standards vary from utility to utility and state to state.
Technical Concept & Approach The approach for Phase 1 of this project was to:
Review published interconnect standards, require-ments, and tariffs
Review specifications for generation and protection equipment, and
Identify and interview key stakeholders, including: technical staff at electric utilities and local distribu-tion companies, CHP developers in various service territories, and subject-matter experts and equip-ment vendors.
Phase 2 of the project involves developing communica-tion materials to educate industry policymakers, utility commissioners, and other key stakeholders. Information will be presented at key events.
Results
The Phase 1 study addressed interconnection require-ments, standards, and procedures in several key regions of North America, including New York and the North-east, California, Ontario, and Minnesota. Issues associ-ated with behind-the-meter generators were investigated and it was determined how protective relays, inverters, and other equipment can mitigate these impacts.
While it is clear that universal standardization of inter-connections for all types and sizes of on-site generators among all electric utilities will never be possible or ap-propriate, there is still room for considerable standardi-zation and harmonization. Current interconnection stan-dards have helped in the last few years, but more pro-gress is achievable. Widespread interconnection of solar PV systems into the grid is providing a large body of knowledge and experience that can help developers with interconnection requirements for CHP systems. In many cases, equal treatment of all technologies from a technical and safety point of view has not yet been achieved. Equal treatment on an administrative basis can also occur.

INDUSTRIAL APPLICATIONS


INDUSTRIAL APPLICATIONS PROJECT NO. 2.12.M SUMMARY REPORT
Ribbon Burner Improvements
Project Description In 2012, exploratory R&D was conducted to validate potential ways for NOx reduction while maintaining stable operation of the conventional pipe ribbon burn-ers that are widely employed in industrial bakeries. After extensive baseline testing, researchers estab-lished the best ribbon burner performance at the firing range of 1,000-1,500 Btu/hr. Follow-on experiments with controlled air staging clearly indicated the dy-namics of the emission formation and combustion sta-bility, bringing the project team in the position to demonstrate an alpha version of an advanced low-NOx (ALN) ribbon burner combustion system.
The overall objective of this effort is to develop and demonstrate a new class of ALN ribbon burner com-bustion systems as cost-effective replacements to the traditional ribbon burners that are widely employed for food processing, surface treating, drying, material thermoforming, and other applications. The ultimate goal is to reduce the NOx production by 50% (currently 30 vppm at 3% O2).
The goal of current phase of this project is to perform post-demonstration monitoring of an industrial baking oven in the field and any design adjustment, if needed, and commercialization support.
- 93 -
The overall objective of this project is to develop and demonstrate a new class of advanced low-NOX ribbon burner combustion systems as cost-effective replacements to the traditional ribbon burners that are used for a wide variety of industrial processes.
Benefits / Market Implications According to the American Bakers Association, there are more than 700 baking facilities and baking suppli-ers nationwide. A typical mid-size bakery might have three production lines and consume about 7 million cubic feet of natural gas per month, resulting in ap-proximately 0.6 Tcf of annual natural gas consump-tion by the U.S. baking industry with annual CO2 pro-duction of over three million tons.
Reaching the target of 50% reduction in NOx produc-tion (< 15 vppm at 3% O2) could lead to significant reductions of pollutant emissions from ribbon burner installations.
Considering the broad application of ribbon burners for industrial processes, the ALN ribbon burner con-cept has the potential to help end users meet more stringent emission requirements without sacrificing efficiency or process control.
Technical Concept & Approach
This project involves the following tasks:
Qualified Host Site Selection (completed)
Combustion system installation at the demonstration oven.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 94 -
In the course of the pilot-scale testing, different air/exhaust mixing ratios were set to gradually reduce oxy-gen content combustion air to below 18%. At the end of pilot-scale testing, a 50% reduction in NOx emissions was reached.
In 2015, the project team was awarded a project by the California Energy Commission for the field demonstra-tion of the ALN ribbon burner combustion system in a full-scale production environment at a participating commercial bakery in California. Through a number of sites evaluations, the project team selected a wholesale bagel bakery as the qualified site for the full-scale tech-nology demonstration. Equipment installation for the demonstration was initiated in 2016 and was completed in 2017 contingent to oven maintenance outage.
An additional phase of this UTD project was estab-lished to perform additional data collection and post-demonstration monitoring of the burner system at the full-scale field demonstration.
Final reporting will summarize all project findings along with the recommendations for the commercial burner design and commercialization details.
Status
The full-scale demonstration, including main data col-lection, is in progress. The project team is monitoring the technical performance. Technology transfer and commercialization activities will follow.
Preliminary discussions on the licensing of the technol-ogy have been initiated with the participating industrial partners and baking-oven manufacturers.
Specification, Design, and Engineering (completed)
Laboratory and Pilot-Scale Testing (completed)
Technology Installation and Shakedown at the Host Site (completed)
Data Collection and Analysis (ongoing)
Post-Demonstration Monitoring (ongoing), and
Technology Commercialization (future activities).
Results Initially, the project team built a laboratory-scale test rig around a commercially available pipe ribbon burner and conducted experiments, demonstrating that the dilu-tion of the oxidizer with CO2 may result in significant reduction in NOx formation. Evaluations were per-formed at the firing range of 15,000-25,000 Btu/hr.
In a follow-on effort, in 2014-2015 the research team and the ribbon burner OEM, Flynn Burner Corporation, designed and evaluated the performance of the ALN ribbon burner combustion system in a pilot scale at in-dustrial settings at an oven manufacturer test facility.
The pilot-scale oven is a semi-commercial system used mostly by food processors (commercial and industrial bakeries) for the evaluation of new recipes and baking processes. The oven was equipped with 16 ribbon burn-ers. Experiments were conducted to measure the fur-nace exhaust temperature with different levels of air preheat for the same fuel flow rate. Calculations were then made to estimate the amount that the fuel flow rate would have to be reduced in order to obtain the same oven exhaust temperature as with the non-preheated air.
“With this phase in this project, we are closer to a major breakthrough in having a low-NOX ribbon burner ready to provide to the industry. The low-NOX technology has been installed and the oven is operating successfully on a production unit producing 22,800 bagels an hour. NOX measure-ments are scheduled and we expect to see a significant reduction in emissions”
- Joe DiGiacomo Vice President Flynn Burner Corporation
Demonstration oven at the participating industrial baking host site.
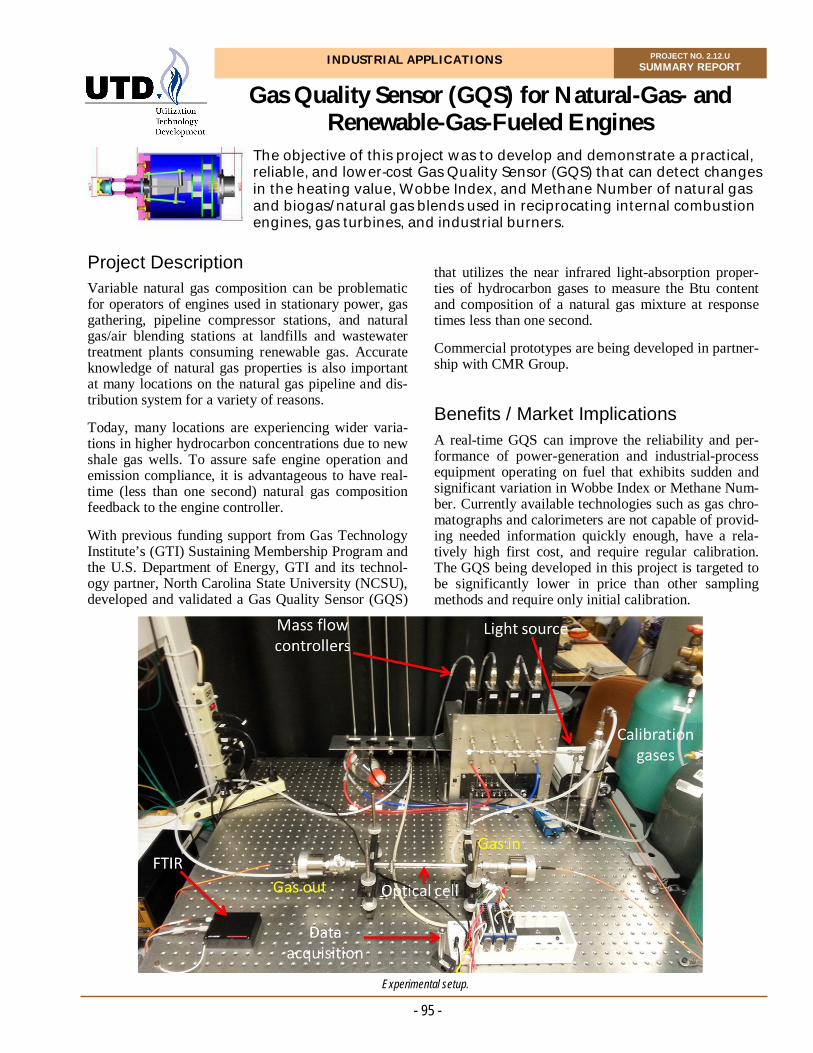
INDUSTRIAL APPLICATIONS PROJECT NO. 2.12.U SUMMARY REPORT
Gas Quality Sensor (GQS) for Natural-Gas- and Renewable-Gas-Fueled Engines
Project Description Variable natural gas composition can be problematic for operators of engines used in stationary power, gas gathering, pipeline compressor stations, and natural gas/air blending stations at landfills and wastewater treatment plants consuming renewable gas. Accurate knowledge of natural gas properties is also important at many locations on the natural gas pipeline and dis-tribution system for a variety of reasons.
Today, many locations are experiencing wider varia-tions in higher hydrocarbon concentrations due to new shale gas wells. To assure safe engine operation and emission compliance, it is advantageous to have real-time (less than one second) natural gas composition feedback to the engine controller.
With previous funding support from Gas Technology Institute’s (GTI) Sustaining Membership Program and the U.S. Department of Energy, GTI and its technol-ogy partner, North Carolina State University (NCSU), developed and validated a Gas Quality Sensor (GQS)
- 95 -
The objective of this project was to develop and demonstrate a practical, reliable, and lower-cost Gas Quality Sensor (GQS) that can detect changes in the heating value, Wobbe Index, and Methane Number of natural gas and biogas/natural gas blends used in reciprocating internal combustion engines, gas turbines, and industrial burners.
that utilizes the near infrared light-absorption proper-ties of hydrocarbon gases to measure the Btu content and composition of a natural gas mixture at response times less than one second.
Commercial prototypes are being developed in partner-ship with CMR Group.
Benefits / Market Implications
A real-time GQS can improve the reliability and per-formance of power-generation and industrial-process equipment operating on fuel that exhibits sudden and significant variation in Wobbe Index or Methane Num-ber. Currently available technologies such as gas chro-matographs and calorimeters are not capable of provid-ing needed information quickly enough, have a rela-tively high first cost, and require regular calibration. The GQS being developed in this project is targeted to be significantly lower in price than other sampling methods and require only initial calibration.
Experimental setup.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 96 -
blend mixtures of carbon dioxide, methane, and nitro-gen.
The relation between the methane concentration and absorption of the infrared light appears to be fairly lin-ear. The absorbance remains strong even for the shorter optical cells (5-15 mm). This is an encouraging finding since this can allow compact/in-line configura-tion of the sensor. During testing with the carbon diox-ide/nitrogen blends, the observed trend was not as lin-ear as the one obtained during the experiments with the methane/nitrogen mixtures. A more complex formula will have to be derived to accurately convert the IR light absorbance to the carbon dioxide concentration. The observed absorbance was very strong even for case of the shortest optical cell.
Construction of the opto-pair-based biogas version of the GQS and its Alpha prototype testing was com-pleted. The opto-pair is a combination of a LED (light source) and photo diode (detector). The natural gas version of the GQS is being tested at CMR’s research facilities.
CMR has improved the GQS and is planning to have a commercial prototype available in 2017.
Status
This project was completed with the release of a Final Report in December 2016.
GTI and CMR agreed to enter into a joint development and licensing agreement to further develop and com-mercialize the GQS technology. The project partners subsequently reviewed the capabilities and costs of spectrometers.
Technical Concept & Approach This project included the following tasks:
Preliminary and Detailed Designs for a Commercial Prototype of the GQS
Commercial Prototype Laboratory Testing
Field Testing GQS Commercial Prototype, and
Marketing Support.
Results
In 2013, the project team conducted preliminary testing to assess the suitability of a currently used spectrometer and the new mini-Fourier Transfer Infra-Red (FTIR) spectrometer for measuring concentrations of methane, carbon dioxide, and nitrogen at atmospheric conditions. CMR provided evidence of successful experience with testing an early prototype of this emerging FTIR in the heavy-fuel-oil quality sensor that CMR introduced to the market.
Using preliminary data and an analysis of principal components, researchers were able to predict the com-position and heating value of fuel/air mixtures. No drift was observed in the absorbance of CO2. This is an im-provement on the spectrometer which was used in the past. Predictions on composition and heating value can be made with fairly high accuracy for a mixture con-taining methane, carbon dioxide, and nitrogen. Addi-tional constituents of natural gas and landfill gas (e.g., such as propane) will be added to the mixture to further test the current multivariate methods.
In 2014, the project team completed the experimental setup for the initial evaluation of the developed proto-types.
The biogas version of the GQS based on the “opto-pair” approach was completed and tested. The opto-pair is a combination of a LED and photo diode (detector). The sensor is expected to be capable of detecting concentra-tions of methane and carbon monoxide in methane-carbon monoxide-oxygen-nitrogen mixtures.
In 2015 and 2016, CMR continued development of the commercial prototype of the GQS. Researchers re-viewed the technical approach and experimental results as well as advised on the modifications needed to im-prove the prototype’s performance and design.
Preliminary testing of the opto-pair-based biogas ver-sion of the GQS was completed at the CMR facilities. Three LEDs configurations of variable current, fre-quency, and pulse duration were chosen for the initial testing. The most promising configuration was selected for the further tests. Mass flow controllers were used to
“CMR and GTI are now embarking on a ground-breaking project. We are all very happy with developments so far and have customers waiting.”
- James Thwaites Group Marketing Manager CMR Group

INDUSTRIAL APPLICATIONS PROJECT NO. 2.14.A SUMMARY REPORT
High-Efficiency Gas-Fired Dryer with Advanced Ejector Heat Pump
- 97 -
The objective of this new effort is to develop and dem-onstrate a high-efficiency drying technology that inte-grates an advanced gas-fired concept with an innova-tive heat-pump technology. For decades, the incorpo-ration of heat pumps into the drying process has of-fered the promise of lower energy use and enhanced operations through better control of dehumidification during the drying process. However, it has only been deployed in a relatively small number of installations, mostly for use in drying lumber.
Benefits / Market Implications Agricultural drying process operators currently rely on traditional low-efficiency tunnel dryers employing steam-heated coils along with air-humidity control dampers and fired rotary dryers in which conventional metal cylinders are heated by condensing steam or by direct-fired air heating.
Drum drying or drum heating is used in a variety of other industrial processes such as pharmaceuticals,
Project Description The drying of materials – whether solids, liquids or slurries – is often needed to improve storage life, meet technological material requirements, or reduce trans-portation costs. One of the oldest and most commonly used agricultural and industrial operations, drying is an energy-intensive operation, often consuming more than 50%-60% of the total energy input required for the entire process of processing, modifying, and trans-porting a material.
In the early 2000s, an innovative high-efficiency Gas-Fired Drum Drying (GFDD) concept was developed. The patented system is based on a combination of a ribbon flame and an advanced heat-transfer enhance-ment technique. The concept was successfully proven in a pilot-scale controlled environment for paper dry-ing. A follow-on effort resulted in successful full-scale demonstrations of the GFDD for paper drying and food-powder toasting. The full-scale demonstrations indicated the strong potential for the technology for retrofit and new applications as a cost-effective alter-native to steam-heated systems.
The goal of this project is to demonstrate and bring to the marketplace a natural-gas-fired drying technology providing both cost and environmental benefits in a broad range of agricultural and industrial applications. The effort involves the integration of a gas-fired dryer with an innovative heat pump technology.
General overview of the thermo-vacuum drying system with the integrated heat pump.

Capital and operating costs saving
Reliability and product quality, and
Market growth and competition.
Results The drying application is being demonstrated at an ani-mal-food processor in California. Upon demonstration success at the site, the project team will consider par-tially relocating the system to a facility in Riverside, CA, in order to complete the scheduled demonstration in a full range of parameters.
The drying system concept layout was refined and the ejector-based heat-pump system was expanded with jet pumps to provide a sub-atmospheric enhancement of the drying process.
A preliminary estimate indicated significant improve-ment in drying rates that may result in an additional efficiency boost above what was originally expected, along with a corresponding cost reduction.
Status The project team continues to adjust the system design and specifications per manufacturing/purchasing vendors’ recommendations to minimize the operating risks, optimize system cost, and maximize perform-ance.
A skid-mounted approach was selected for the demon-stration system. Appropriate framing design, including structural assessment, is in progress.
- 98 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
“We are excited to be involved in this project. We see great potential in the new drying concept and expect to see significant energy savings and efficiency improvements.”
- Michael Martin Sr. Production Manager Martin Feed, LLC
chemicals, textiles, etc. The use of steam requires the drums to meet ASME codes for pressure vessels, which limits the steam pressure and, consequently, the shell temperature. This reduces their drying capacity. Direct-fired heating is limited by food-safety requirements for avoiding direct contact of the combustion product with the processed foods.
In most cases, drying is the most energy-intensive and temperature-critical aspect of food, chemical, and phar-maceutical products processing. The incorporation of heat pumps into the drying process offers the promise of lower energy use and enhanced operations through bet-ter control of dehumidification during the drying proc-ess. The gas-fired drying integrated with heat-pump technology has the potential to increase the dryer effi-ciency from 35% to 75% and reduce CO2 emissions by 81% compared with conventional dryers.
Moisture recovery from the system exhaust can provide additional benefits to end users in the form of comple-mentary ware washing and hot-water services.
Technical Concept & Approach The all-in-one gas-fired dryer integrated with a heat pump offers a highly efficient and cost-effective tech-nology for the thermal processing of bulk solids, with the option of temperature profiling and waste heat/water recovery and reuse. The product drying could be real-ized over a wide range of process temperatures and throughputs, providing reliable operation with enhanced product quality and improved energy efficiency.
Employing commercially available low-NOx gas-fired burners as an alternative to a traditional firebox provides the opportunity to reduce combustion emissions and allow for precisely controlled temperature profiling across the dryer.
The advanced heat-pump technology will be integrated into the drying system to significantly enhance its per-formance efficiency. In addition, the demonstration sys-tem is going to be enhanced with the thermo-vacuum option that would significantly improve the drying time.
The project team will develop the critical components of the integrated systems. Through a system field demon-stration, researchers are collecting performance data and evaluating them against state-of-the-art specifications. A commercialization path will be prepared at the conclu-sion of the entire effort. It is expected that at the end of the project there will be enough engineering and operat-ing information to proceed to follow-on full-scale com-mercial demonstration.
Barriers being addressed include:
Energy savings and emission reduction

INDUSTRIAL APPLICATIONS PROJECT NO. 2.14.D SUMMARY REPORT
HeatSponge Laboratory and Field Evaluation
- 99 -
Benefits / Market Implications There are nearly 120,000 commercial and 43,000 in-dustrial boilers in the United States, which on an aver-age lose ~16.4% in sensible and latent waste heat through flue gases. The HeatSponge Sidekick technol-ogy can potentially recover a significant portion of this energy at an attractive estimated payback of one to four years (based on installed costs), while proportion-ally reducing the carbon footprint and NOx emissions. Boiler efficiency could increase by 10% or more, re-sulting in estimated energy cost savings of over $400,000 over the 20 years for a four million Btu/hr boiler operating year-round at full capacity.
According its manufacturer, the HeatSponge Sidekick economizer offers the following benefits and features:
Can be used for new or retrofit applications
Project Description A wide range of heat-recovery technologies are com-mercially available to enhance the performance of boilers and process heaters. However, in many cases the performance of these technologies has not been validated through independent, third-party testing. As a result, there is uncertainty in regards to achieving claimed performance and cost benefits consistently in actual applications. Additionally, many of these tech-nologies are relatively expensive and do not provide the necessary payback times demanded by end users.
In this project, researchers are investigating the per-formance of a product from Boilerroom Equipment Inc. (BEI) called the HeatSponge Sidekick econo-mizer. This condensing boiler economizer captures a significant portion of heat in the exhaust gases to in-crease boiler efficiency and reduce fuel consumption.
Research is under way to characterize the performance of a boiler economizer technol-ogy through laboratory and field evaluations. Recommendations will be developed to help facilitate the deployment of the economizer in industrial and large commercial markets.
HeatSponge Sidekick economizer installed on a boiler at an elementary school in Salt Lake City. Inset: Performance-monitoring system.

Any conventional boiler can realize the efficiency of a condensing boiler under same operating condi-tions
Allows for duel-fuel boilers with condensing effi-ciencies
All surfaces exposed to flue gas or water are stainless steel
Removable tube cartridges for ease of long-term maintenance
One-piece fully insulated construction
Unique gas transition design allows flexibility for installations in tight boiler rooms
Can incorporate draft inducers when existing draft alone is insufficient
Conventional boilers with Sidekicks are extremely cost competitive compared to new dedicated con-densing boilers
Can incorporate draft inducers when existing draft alone is insufficient.
Technical Concept & Approach Project tasks include:
Test Planning
Equipment Procurement and Installation
Performance Testing
Data Analysis, Reporting & Recommendations.
Results In 2014, BEI loaned two Sidekick economizers for evaluation and provided support to facilitate installation and laboratory testing. The system can operate at firing rates up to 2.3MMBtu/hr. A detailed plan was devel-oped and researchers obtained performance data of the HeatSponge Sidekick economizer over different fire rates, feedwater temperatures, and boiler steaming pres-sures.
Installations of the economizers were made on labora-tory test boilers. Both of the economizers tested are rated for boilers having a capacity of 2MMBtu/hr and designed to cool the boiler flue gas to condensing tem-peratures (<130ºF).
Testing yielded positive performance, with the unit suc-cessfully achieving condensing mode operation.
BEI made additional improvements in the manufactur-ing process for the Sidekick model that will result in significant size and cost reductions while maintaining the same performance characteristics.
To estimate payback, the BEI sizing model was used to generate a comparison of several different Sidekick models operating in a “typical” hot-water boiler system (4.1 MMBtu/hr, 345 gpm) and at a range of return tem-peratures. The efficiency gains and recovered energy estimated by the BEI sizing model are in approximate agreement with experimental laboratory results, to the extent that the test results could be extrapolated for op-eration at these conditions. Depending on operational run time and gas prices, the payback of the systems vary from one to four years.
In 2015, a project sponsor, with the cooperation of a local school district, identified an elementary school in Salt Lake City as a demonstration site for this project. The site consists of two 2.5 MMBtu water-tube boilers that were installed in 1999.
The project team developed a site engineering package general approach to measure and verify the field per-formance of the SideKick economizer.
Several flow-measurement technologies were reviewed for possible use on this project, with the goal to reduce installation and decommissioning time and cost without having a significant impact on the data accuracy re-quired to evaluate this technology.
In 2016, the project team completed the configuration and programming of the data-acquisition system. The HeatSponge economizer was successful installed at the Salt Lake City School with a state-of-the-art perform-ance-monitoring system.
Status The operating performance of the SideKick installation was monitored for the 2016-2017 heating season. Per-formance data from a remote monitoring system was gathered and presented in a report for project sponsors.
The project team continues to acquire and analyze field data from the project site.
- 100 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

INDUSTRIAL APPLICATIONS PROJECT NO. 2.14.O SUMMARY REPORT
Field Validation of Gas-Quality Sensor for Natural Gas
There is also increased opportunity for gas companies to use renewable natural gas supplies that can be ob-tained from upgrading biogas from wastewater digest-ers and landfills to satisfy growing markets for CNG and LNG use for transportation applications.
The most common equipment used today for continu-ously measuring natural gas heating value is the gas chromatograph (GC). Although GCs provide accurate Btu values based on direct measurements and composi-tional data, they have several drawbacks, including:
Long response times (often four minutes or more)
High capital costs (in excess of $20,000), and
Regular calibration required (a recurring operating cost).
To address the issue, researchers developed and exten-sively laboratory tested a heating-value sensor on natu-ral gas, biogas, and producer gas. Testing in the field was also conducted for biogas applications. The sensor is expected to be significantly lower in cost (under $5,000) than gas chromatographs and will address other limitations of the GC.
Project Description Natural gas is priced by total energy delivered (in Btus or therms). However, Btu content cannot be easily measured, so common practice is to measure the volu-metric flowrate at the point of use, and to determine total energy used by multiplying this number by the average energy content (Btu per standard cubic foot) measured at a central location.
While this approach is adequate for billing of residen-tial, commercial, and most industrial customers, there are industrial combustion processes (e.g., processes for glass and fertilizer production) and power-generation equipment (e.g., dry low-NOx gas turbines and lean-burn internal combustion engines) that require stable and specific gas quality.
For major customers, some gas companies have in-stalled equipment to continuously monitor gas quality to obtain measurements that can be readily converted to heating value, methane number, or Wobbe Index. The introduction of shale gas and upgraded biogas from anaerobic digesters into the gas-transmission net-work is increasing the importance to more accurately and more regularly measure the natural-gas heating value for many of these large-volume customers.
The objective of this project is to conduct field evaluations to demonstrate the abilities of a new reliable and low-cost gas-quality sensor that can detect changes in gas quality (heating value, hydrocarbon, and carbon-dioxide concentrations) in real time and can provide data to pipeline operators and end users.
- 101 - Laboratory testing.

The objective of this project is to continue in the devel-opment of the sensor and demonstrate a practical, reli-able, and low-cost gas-quality sensor (GQS) that can detect changes in gas quality (e.g., heating value, hydro-carbons, and carbon-dioxide concentrations) in real time and can provide this data to natural gas pipeline opera-tors and end users of natural gas.
Benefits / Market Implications Gas distribution companies and large-volume gas con-sumers that are sensitive to variations in gas quality will benefit from the faster, lower-cost new Btu sensor. Pipe-line operators will be able to optimize their operations with more regular, real-time information on the gas Btu content and composition. Major gas consumers, particu-larly turbine and power-system operators, and industrial customers can operate equipment more efficiently with lower emissions when real-time fuel heating-value data are available.
Specific advantages of the GQS include:
The sensor needs to be calibrated just once for the application. User calibration isn't required.
Simple to use; no special training is needed.
Measurements can be taken at high gas pressures
Measurements can be taken continuously, allowing trending and controls operation.
In-line configuration is possible.
Technical Concept & Approach The GQS uses the infrared light-absorption properties of hydrocarbon gases to measure the Btu content and com-position of a natural gas mixture. It has been shown that this sensor technology can be used to measure the air/fuel ratio in air/hydrocarbon gas mixtures delivered to combustion equipment.
The accuracy of heating-value measurements made by this new instrument closely matches those of a GC, but at a much lower cost. The laboratory evaluation demon-strated that the GQS is capable of continuously monitor-ing natural gas heating value and composition with an accuracy of 0.5% and a response time of one second.
In this project, technicians will prepare, calibrate, and install a GQS prototype at a utility site to monitor the heating value and composition of natural gas for 12
months. GQS measurements will be conducted side-by-side with a gas chromatograph to verify accuracy of the GQS measurements. The gas-quality data will be pro-vided to the pipeline operators and/or end users in real time.
Results In 2016, a new GQS spectrometer and stable light source was procured and integrated with the GQS hard-ware. The GQS software was modified to allow the GQS controls to communicate with the new spectrome-ter. The new extended-range spectrometer enables higher accuracy and repeatability of natural gas moni-toring.
The team is working with a utility in Oklahoma to find a demonstration site and a Class 1, Division 1, climate-control enclosure that will be required for the sensor installation at the test site. Details on the dimensions, utility requirements, and other aspects of the enclosure box (inlet and outlet ports, temperature range, etc.) to hold the GQS for demonstration were made.
An experimental apparatus was used to calibrate and test the GQS after upgrades and modifications. The experimental setup consists of a blending station and a certified mixture of methane, ethane, propane, butane, and carbon dioxide. The composition of the blend sup-plied to the GQS was varied by diluting the certified blend with nitrogen.
Software integration was initiated in 2016.
Status The field demonstration is expected to begin in late 2017.
The needed enclosure was fabricated and the sensor is nearly ready for the field demonstration. Final modifi-cations are in progress to meet site requirements.
- 102 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

INDUSTRIAL APPLICATIONS PROJECT NO. 2.15.A SUMMARY REPORT
- 103 -
On-Site Electrical Generation
Project Description Small-scale on-site electricity generation is an attrac-tive option for natural gas consumers. However, cur-rent-generation technologies are often inefficient and relatively expensive, and involve high temperatures and moving parts.
In this project, research focused on thermal photo-voltaic (TPV) technology as a potential solution. Re-cent advances in gallium-based cells offer the potential for achieving significantly higher conversion rates for high-efficiency TPV-based combined heat-and-power (CHP) systems. While TPV is ideal for CHP applica-tions, the technology is also applicable for power gen-eration alone.
The objectives of this project were to assess current PV technologies suitable for converting thermal radia-tion into electricity and design, build, and test an ad-vanced TPV concept for CHP generation at a 1-2 kW scale.
Benefits / Market Implications TPV CHP systems offer several advantages over con-ventional technologies:
Research in this project focused on photovoltaic technologies suitable for convert-ing thermal radiation into electricity. A project team designed, built, and tested an advanced thermal photovoltaic concept for combined heat-and-power generation at a 1-2 kW scale.
The systems have almost no moving parts, are practically noise free, and have low maintenance and long life.
The TPV power-generation component can be di-rectly integrated into a variety of thermal equip-ment to maximize performance, which is a distinct advantage over separate power-generation systems.
Significantly fewer pieces of equipment are re-quired, resulting in a reduced footprint and weight.
Technical Concept & Approach Similar to conventional solar cells, TPV cells can con-vert radiant energy into electricity via photons, offering an opportunity to directly generate electricity using radiant burners and TPV cells. Both approaches in-volve a thermal emitter (sun or radiant burner) and a PV diode cell designed to match the wavelength of the emitter. The key differences are the emitter temperature and its distance from the cells.
In recent years, partly because of accelerated invest-ments in high-temperature concentrated PV solar tech-nologies, this research area is attracting more interest
Laboratory performance testing.

- 104 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
firing natural gas in smaller-diameter tubes is challeng-ing. In addition, researchers were able to establish the flame; however, it was stable only in a narrow operat-ing range and was difficult to ignite. Heat-recovery limitations resulted in higher-than-desired exhaust-gas temperatures. Subsequently, the burner and the heat-recovery device were redesigned and reconfigured to make it easier to ignite and adjust the burners, if needed. In tests carried out on the redesigned system, technicians were able to repeatedly establish a stable flame over a wider operating range and also demon-strated the desired increase in radiant-tube temperature with simulated back-reflecting PV-cell simulator in place. However, researchers were not able to establish self-sustained ignition of two reversing burners, which is required to raise the radiant tube to above 1,200°C needed for properly assessing the performance.
In 2017, further adjustments were made to the test sys-tem and additional performance testing was conducted. The team was able to demonstrated stable combustion up to 5 kWth input and also demonstrate the potential for using back reflecting PV cells to increase TPV CHP efficiency.
Status A Final Report is being prepared.
The work performed in the current project demon-strated the viability of the concept of using back-reflective TPV cells to achieve high-efficiency conver-sion of natural gas energy to power. The results of benchscale experiments show potential for designing a compact natural-gas-fired TPV CHP system that pro-vides >55% power-generation efficiency and allows wide variations in the ratio of power and thermal en-ergy (hot water) generated.
Researchers are proposing to partner with MicroLink, a PV cell developer and manufacturer, and a radiant tube burner company to 1) further develop the technol-ogy towards commercializing TPV-based compact power generation and CHP systems and 2) assess po-tential for retrofitting the TPV component into existing combustion system designs to generate supplemental power.
for CHP as well as stand-alone power-generation sys-tems (e.g., for remote applications). However, current approaches do not adequately address the key efficiency and cost challenges, making near-term prospects for commercial products unlikely.
This project builds on other research currently under way to develop a high-temperature/high-efficiency solar heat-storage and power-generation system. One of the core technologies being developed is a low-cost, gal-lium-based high-temperature and high-efficiency solar diode, which provides an excellent match for a natural-gas-fired infrared emitter.
Researchers conceptualized an innovative approach to address both the efficiency and cost issues of current technologies to significantly boost power conversion efficiency to over 30% and system efficiency over 80%, while keeping costs within the range of alternative CHP technologies.
Key features of the concept are:
Use of high-efficiency, low-cost, standard-size, and mass-producible gallium-based TPV cells to reduce costs and increase conversion rate.
Use of copper backing on the cells to maximize heat transfer and facilitate adhesion to heat-exchanger surfaces.
Integration of TPV cells directly into the heat-transfer interface to minimize heat losses and maxi-mize cooling. (Keeping cells cool increases conver-sion efficiency and cell-adhesive life.)
Use of mirrors with oxide coating for selective transmission of desired wavelengths and reflection back to the radiant surface of undesired wave-lengths to maximize conversion rate and keep cells cool, maximize efficiency, and extend life.
Use of radiant emitter with integrated heat recovery to maximize system thermal efficiency and prevent contamination of TPV surfaces.
Use of high levels of internal recirculation to in-crease temperature uniformity, eliminate hot spots, and minimize NOx generation.
Results
The project team designed and built a test facility con-sisting of a one-inch-diameter gas-fired radiant tube with burners and heat-recovery devices on both ends. The tube was surrounded by a cylindrical reflector to simulate back reflecting TPV cells.
The smallest gas-fired radiant tubes commercially avail-able are approximately three inches in diameter, and

INDUSTRIAL APPLICATIONS PROJECT NO. 2.15.B SUMMARY REPORT
- 105 -
Valuable Products from Natural Gas
Project Description The production of valuable chemicals from natural gas is a promising opportunity to grow North American economies and diversify the end-user base because:
The gas price advantage over petroleum
Chemicals production can be a higher-margin mar-ket than bulk sales for heating applications
The chemicals of interest are the building-block chemicals produced in large quantities
Production of chemicals traditionally made from natural gas such as hydrogen and ammonia is al-ready growing but can accelerate with the adoption of improved production processes, and
Building-block chemicals can be produced by routes currently proposed or under development.
Currently, hydrogen, ammonia, urea, methanol, and other products are produced from methane feedstock. Other building-block chemicals can also be produced staring with methane, but research is needed to de-velop competitive processes to make these key chemi-cals.
Research was conducted to define new markets for chemicals derived from natural gas and to identify processes to more efficiently produce valuable building-block chemicals from gas-based feedstocks.
Priced right, with ample supply and utilizing efficient conversion processes, the simple methane and ethane molecules derived from natural gas and natural gas liq-uids can be excellent chemical feedstocks.
Most hydrocarbon chemicals are produced from petro-leum because oil has traditionally been readily avail-able and petroleum-based production routes have been more economical than other routes. Hydrocarbon chemicals can also be produced from natural gas; how-ever, large-scale production will depend on the devel-opment of more efficient and more economical proc-esses to produce key building-block compounds from methane.
For this project, surveys were conducted to identify transformative processes to produce valuable products from North American natural gas and shale gas re-sources. Benefits / Market Implications Companies and researchers are already evaluating and starting to implement ways to produce valuable chemi-cals from natural gas. Information developed through this project provides important guidance for future business decisions, input into ways in which natural gas sales for chemicals production can be increased, and identify attractive production routes in the short and long term.
Technical Concept & Approach
Project tasks included:
A Survey of Valuable Building-Block Chemicals From Natural Gas
The main building block chemicals used by the chemical industry were surveyed to learn market size, growth rates, production sources, costs, and domestic and international sales trends. Building-block chemicals most likely to be made from natu-ral gas were identified and the reasons for their se-lection documented.
A Survey of Production Routes
Methanol can be made from petroleum, coal, biomass, synthesis gas, natural gas, and other sources. Most world
production started with methane from natural gas as a raw material. Recent developments include the use of coal as a raw material in
China and the use of biomass in other countries.
Data from Methanol Market Services Asia, 2014. Data (estimated) for 2013.

- 106 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Petroleum naphtha is the primary ethylene feedstock with the naphtha sent to an ethylene unit, a steam pyro-lysis cracking process. There are at least a dozen alter-native and less common routes to ethylene with petro-leum as the ultimate raw material except where ethane from natural gas is used.
Hydrogen
World and North American hydrogen demand was 255 and 75 billion cubic meters in 2013, respectively. De-mand is project to rise to 302 and 81 billion cubic me-ters by 2018, respectively.
The near universal hydrogen production process is steam methane reforming with feedstocks including natural gas (48%), oil (30%), and coal (18%).
Auto-thermal reforming and partial oxidation are promising routes to hydrogen.
Ammonia
Annual world production of ammonia is 140 million tonnes, with only 15 million tonnes produced in North America. Ammonia production is expected to rise in parallel with population growth at approximately 1.4% per year. Fertilizer accounts for 85% of all ammonia produced.
The 100-year old, energy-intensive Haber-Bosch proc-ess is the universal method for ammonia production.
Urea
Urea production and demand have shown steady growth with demand, increasing from 150 million tonnes in 2010 to 172 million tonnes in 2013. Steady growth is expected to continue. North America ac-counts for less than 10% of production and less than 20% of demand. Urea is a building block in dozens of chemical processes.
Most research has focused on improvements to the ex-isting production process. Alternative routes are not competitively promising.
Status
This project was completed with a Final Report issued in April 2017.
This survey identifies current routes, improved routes, and new routes for making chemicals from natural gas.
Evaluation of the Economics and Market Entry
Researchers studied process maturity, market size and growth rate, product price, and potential earn-ings. Comparisons, when possible, were made be-tween natural gas routes and traditional petroleum routes to producing specific chemicals.
Results A survey was conducted of six baseload chemicals that can be produced from natural gas or methane: metha-nol, benzene, ethylene, hydrogen, ammonia, and urea.
Key Findings -
Methanol
World methanol production is 65 million tonnes per year and expanding. The U.S. accounts for only 5% of methanol production. Main uses are direct use of methanol, production of formaldehyde, and as a fuel additive.
Methanol can be produced from a wide range of fossil fuels, including natural gas. The dominant industrial production route involves three steps: production of synthesis gas, conversion of synthesis gas to methanol, and separation and purification of methanol.
A number of routes are under active investigation to lower the cost of methanol production. The most prom-ising near-term possibilities are in the development of better reforming catalysts and catalytic processes. The most promising alternative methanol synthesis routes involve biological production, methanol from carbon dioxide, and electro-chemical production.
Benzene
Annual world benzene production is approximately 43 million tonnes (2012) and is growing at a 3% rate. North America accounted for 17% of world production.
Benzene is produced commercially by a several proc-esses, all starting with light oil, naphtha, or toluene.
The most promising work to produce benzene from methane is still at the laboratory stage.
Ethylene
World ethylene production was 150 million tonnes in 2015 and is expected to reach 200 million tonnes by 2020. U.S. ethylene production was 35 million tonnes in 2015 and expected to rise to 45 million tonnes by 2020.

INDUSTRIAL APPLICATIONS PROJECT NO. 2.15.D SUMMARY REPORT
- 107 -
Advanced Retention Nozzle
Project Description Throughout industrial and commercial burner develop-ment efforts, research has found that nozzle design plays one of the most important roles in overall burner performance characteristics.
Retention nozzles are premixed-style nozzles, specifi-cally designed to offer robust flame stability and turn-down. This is an important aspect, because while pre-mixed nozzles offer inherently low emissions, they tend to suffer somewhat in terms flashback, stability, and turndown, relative to non-premixed nozzles.
Retention nozzles achieve enhanced stability by direct-ing a portion of the fuel/air mixture to peripheral ports surrounding the central nozzle orifice. The velocity and jet momentum of the fuel/air mixture exiting the peripheral ports is much lower than that of the central nozzle orifice. Nearly all industrial burner manufactur-ers offer some version of a retention nozzle, with wide-spread deployment throughout industrial heating mar-kets.
Although traditionally employed in process-heating applications, studies suggest that retention nozzles can be successfully applied to water-heating and steam-generation applications, with efficiencies and emis-sions that exceed commercially available technologies. Especially promising is the concept of a simple burner design for commercial-scale applications.
The objective of this project is to develop and commercialize advanced retention nozzles that can be employed in a wide range of gas-fired applications and offer improved effi-ciency, turndown, emissions, and blower requirements.
Retention nozzle firing in single-nozzle test-stand facility.
The objective of this project is to develop and commer-cialize advanced nozzles that can be employed in a wide range of gas-fired applications, from process heat-ers, furnaces, and ovens to commercial/industrial boil-ers and water heaters.
Benefits / Market Implications With nearly 600 billion cubic feet of natural gas con-sumed annually in U.S. manufacturing operations, even moderate improvements in burner efficiency achieved through the deployment of optimized nozzle designs will yield significant greenhouse gas reductions and cost savings in industrial and commercial heating mar-kets.
With nearly 45% of the roughly 150,000 commercial water heater units sold annually being electrically driven, there is significant potential for expansion of the high-efficiency gas-fired commercial water-heater market.
Technical Concept & Approach During Phase 1 of this project, the goal is to develop, fabricate, and test two advanced nozzles. Testing re-sults of the prototype nozzles will be compared against results of baseline performance tests of commercially available retention nozzles.

- 108 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
burner design component was performed to evaluate performance.
In 2017, researchers tested the 3D-printed burner for flow and performance. Burner performance was good, providing NOx emissions <10 ppm with a re-
circulation design. This was better that the retention nozzle on currently available burners. CO emis-sions were also low for the complete range of testing. Turndown ratios of 10:1 were achieved.
The design can en-train recirculation combustion products
that lower the flame temperature and provide ultra-low emissions. Without recirculation, the design is capable of achieving about 25 ppm NOx emissions, which is lower than retention nozzles, however higher than the current state-of-the-art burners. Addition of recirculation provides the benefit of significantly low-ering NOx emissions and the potential to achieve < 5 ppm NOx.
Status The prototype burner operation is being evaluated at different firing rates. Design changes are being pre-pared for installation in a commercial water heater.
Specific tasks include:
Computational Fluid Dynamics (CFD) Analysis and Design
Commercial Nozzle Testing
Prototype Devel-opment and Fabri-cation, and
Prototype Nozzle Testing.
Results CFD analysis was per-formed to provide key insight into the flow characteristics and flame stabilization mechanisms. A commercial nozzle was installed on a water-heater simulator for a series of parametric studies to evaluate flame stability, turndown, emissions, and nozzle pressure requirements. Studies were also per-formed to evaluate nozzle light-off characteristics and methods for achieving robust flame ignition.
Once baseline testing was complete, efforts turned to-wards evaluating the effects of geometric modifications to the nozzles. The “lip” of the nozzle was modified in two different configurations and studies were per-formed. A modification to the nozzle involved the addi-tion of supplemental ports.
In 2016, a novel nozzle burner design with improved features was developed. A solid model for the design was developed and CFD analysis was performed to evaluate the flow and mixing characteristics of the novel design.
The project team collaborated with Oak Ridge National Laboratory (ORNL) to fabricate the advanced nozzle prototypes. Air-flow analysis of a non-metallic 3D
Design and development of a low-NOx emissions, high-efficiency 3D-printed burner.
Nozzle design altered to improve mixing.
CFD analysis for improving air-fuel mixing.
Metal 3D-printed burner nozzle.
Plastic model for cold testing.
“Through this project, we were able to produce an advanced fuel nozzle with demonstrated efficiency enhancements which were not previously possible through traditional design and manufacturing methodologies. By using 3D printing to produce the complex geometry, only minimal traditional manufacturing finish processes were needed. This project demonstrates the advantages of 3D printing for design possibilities that improve burner performance, reduce manufacturing costs ,and ulti-mately allow gas-fired equipment to be more cost competitive.”
- Dr. Mike Kirka Materials Scientist, Deposition and Technology Oak Ridge National Labortory

INDUSTRIAL APPLICATIONS PROJECT NO. 2.15.0 SUMMARY REPORT
- 109 -
FlexCHP Scale-Up Development and Demonstration
Project Description The FlexCHP technology has the potential to be widely adopted by commercial and industrial steam-generation end users because of its ability to achieve high steam-production rates and efficiencies that are unmatched by any other competing turbine-based CHP approaches.
The technology is at a critical point in the develop-ment/deployment path. At present, the economics are more favorable for larger-capacity installations, and as such there is need to develop and demonstrate a scaled-up version of the technology.
The FlexCHP uses exhaust from a turbine generator as an oxidant for downstream combustion, with sup-plemental natural gas to generate steam in a firetube boiler. While some competing CHP technologies re-cover heat from the high-temperature turbine exhaust (~600°F) by delivering the exhaust through a Heat Recovery Steam Generator (HRSG), this approach fails to maximize the quantity of recoverable heat be-cause the exhaust excess oxygen levels are not re-duced. The system maximizes efficiency by reducing the exhaust oxygen levels from 17.7% in the turbine exhaust to 3% in the boiler stack through supplemen-tal combustion. In comparison to simply delivering the turbine exhaust through a HRSG, the FlexCHP technology provides an efficiency gain of over 30 per-centage points (~60% increase).
The FlexCHP is the only CHP technology that has demonstrated high steam output and efficiencies of 84%. It is also the only technology capable of attain-ing compliance with air-quality regulations in key non-attainment regions. The system was field demon-strated at a capacity of 80 boiler-horsepower (BHP) and 65kW electricity output. This unit is integrated with a microturbine. During prior development ef-forts, a research team successfully demonstrated a supplemental burner rated for 7.5 MMBtu/hr which is well-suited for integration with a 200 BHP boiler.
In a potential follow-on demonstration effort, six units would be installed in order to generate the required level of turbine exhaust gas. The FlexCHP burner
technology would be scaled to a capacity of 15 MMBtu/hr. The plan allows for R&D activities to be performed on a single 400 BHP/400 kWe system, and then two duplicate systems.
Benefits / Market Implications
The FlexCHP technology has the potential to transform North American steam-generation markets. Rather than purchasing a standard boiler with a conventional burner, steam customers will have the option of investing in a FlexCHP system to generate on-demand steam and electricity. For steam-boiler customers for whom the price differential between electricity and natural gas rates exceeds a ratio of 4 to 1 on a per-unit-energy basis, customers can anticipate payback of less than three years by purchasing a FlexCHP system, with significant long-term benefit. With electricity rates that are six times that of their gas rates (as is the case in key mar-kets including California and the Northeast), customers can achieve payback in less than 1.5 years. As such, the market potential for the FlexCHP is significant. As of 2005, the cumulative steam-boiler capacity in US mar-kets was 2,714,000 MMBtu/hr (non-utility boilers). If the FlexCHP is able to penetrate just 5% of the U.S. steam market, greenhouse gas emissions would be re-duced by 7.3 million tons annually.
The objective of this project is to develop a scaled-up high-efficiency, low-emission FlexCHP combined heat-and-power system that has greater opera-tional flexibility to meet customer needs. Funding under this project is being used to facilitate the Computational Fluid Dynamics (CFD) modeling activities required for the technology development.
FlexCHP installation at a food processor host site.

- 110 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
challenging proposition given the large differences between air and turbine exhaust. The baseline model was evaluated for operation on both air and turbine exhaust, showing greatly reduced flame reactivity for operation with turbine exhaust, as expected. The flame reaction zone is more diffuse, with lower levels of in-tensity. Accordingly, the flame speed is greatly re-duced for the turbine exhaust gas, further highlighting the challenges for achieving robust flame stability. Ad-ditionally, the adiabatic flame temperature is much lower for turbine exhaust as well.
Preliminary studies were performed with the CFD model to characterize the effects of various geometric parameters on the burner performance.
In 2016, efforts continued to evaluate geometric varia-tions for the full three-dimensional model. Studies were performed for variations in the nozzle centerline of the burner and the geometry of the recirculation sleeve. Researchers focused on enhanced mixing qual-ity within the nozzle throat of the burner. Improve-ments were made to the model based on empirical data found in literature.
Status Research for this project was completed in early 2017. A Final Report is in preparation.
Technical Concept & Approach In this project, initial efforts focused on the develop-ment of a robust Computational Fluid Dynamics (CFD) model of the FlexCHP supplemental burner technology for operation with turbine exhaust gas. The model was validated against historical data from prior burner de-velopment efforts. Once validated, the CFD model was used to evaluate the effect of key geometric and opera-tional parameters as the burner is scaled-up. This provided insight and knowledge for determining the optimal burner configuration to be used for the 15 MMBtu/hr scale.
While the current field-demonstrated FlexCHP system at 80 BHP has overcome turbine backpressure chal-lenges, this issue will become more challenging as the supplemental burner is scaled up for operation with 400 BHP boilers, as larger boilers tend to incur even higher pressure drop, such that there is less available pressure drop for the supplemental burner. It is for this reason that the project team is recommending to install three 400 BHP boilers, rather than a single 1,200 BHP boiler, which would have even higher pressure drop. By scal-ing the technology from 80 BHP to 400 BHP, the pro-ject team will gain knowledge and insight to eventually deploy the FlexCHP technology for larger boilers.
Results In 2015, a CFD model was prepared as based on the current FlexCHP integral burner design. The model was developed based upon knowledge gained during prior efforts to develop a high-fidelity computational model that provides robust agreement with experimental data.
To expand the operational flexibility of the burner, the FlexCHP integral burner must be able to achieve robust operation on both air and turbine exhaust. This is a
The baseline case (left) shows several slices downstream of the fuel injection point. The smaller circle on the right represents the nozzle opening to the combustion chamber. The perimeter of the circle is primarily dark blue, which represents poor mixing quality.
Figure 2 (right) shows the results of an enhanced design. The smaller circle on the right has significantly fewer dark blue regions.

INDUSTRIAL APPLICATIONS PROJECT NO. 2.16.A SUMMARY REPORT
Next-Generation Infrared Burner
- 111 -
The IR-heating industry divides IR heaters into short-, medium-, and long-wave products. The associated emit-ter temperatures as well as its radiant portion increase significantly at shorter wavelengths, while the response time decreases. While electric heaters are available across the IR spectrum, gas-IR is available primarily in the medium wavelength range.
Catalytic gas-fired heaters are also available in the long wavelength range. The short response times allow pre-cise control of work-zone temperatures with the short wavelength electric heaters. Electric IR also offers sig-nificantly greater turndown range compared to gas-IR and shorter response times for heating and cooling.
In this project, researchers are investigating a gas IR burner that is superior to other IR burners currently available and has the potential to increase gas IR burner sales. A ceramic-coated metal foam IR burner, also be-ing studied, has shown even better advanced perform-ance promise. The objective is to build and test a proto-type IR burner using a ceramic-coated metal foam.
The technology, if proven, would result in an economi-cal commercially available IR burner with higher effi-ciency than electric IR heaters from their source energy.
Project Description Infrared (IR) heating is one of the few gas-fired appli-cations in which natural gas competes directly against electricity for load demand. With the significant de-crease in natural gas prices in recent years, economic conditions are encouraging end users to switch from electrically driven to gas-fired technologies.
The goal of this project is to build on earlier develop-ments to advance a gas IR burner for commercial and industrial use. This project seeks to team with a major burner manufacturer to develop a practical, advanced technology that will be superior to electric-IR heater products.
IR heating is accomplished by heat transfer from a high-temperature radiant surface to the workpiece. Unlike conduction or convection, which require heat-ing of the matter (e.g., air) between the heat source and material, IR heating utilizes radiative heat transfer, which transfers heat through electromagnetic radiation (light). As IR light is absorbed by the load material, its surface is heated. This surface heating phenomenon can be highly efficient by avoiding the unnecessary thermal load of heating the surrounding air.
In this project, researchers are developing a prototype infrared burner using a ceramic-coated metal foam. The project builds on earlier efforts that showed improved efficiency and lower emissions with the advanced burner.

Baseline testing was performed on a commercial burner. Emission samples were recorded in multiple locations, including heights above the burner surface and across the burner face to verify complete and uni-form combustion. A humidifier was also built and in-stalled to simulate combustion in ambient air conditions producing realistic emissions.
A laboratory test rig was built with a cylindrical design to minimize and uniformly distribute the heat loss ef-fects. The test-rig burner incorporates flexibility to al-low modifications to the flow diverter, flow distribution plate, and metal foam material.
The project team identified two manufacturing tech-niques producing different matrix materials. The first is a technique used by manufacturers in Russia and the second is a technique used more commonly by manu-facturers in the United States. The Russian matrix tends to be less uniform than the American matrix and the foam is more webbed between the foam strings.
The laboratory coated-foam test burner was built using materials that were similar to the Russian matrix. The difference in manufacturing methods may affect burner performance by changing the heat transfer characteris-tics between the fuel mixture and the matrix as well as the radiant heat transfer away from the surface of the matrix.
The results from testing both types of matrices will help the project team identify an ideal manufacturing method for producing burner matrices as well as highlight per-formance differences against the burners identified for benchmark testing.
Benchmark testing of the two burners continued through the first quarter of 2017. Thermal imaging was added to the testing to approximate the amount of radia-tion emitted from the surfaces. The data collected will enable the project team to quantify improvements and benchmark the achievements of the new burner.
Status Testing of multiple burner designs and matrix geome-tries is ongoing. Current data shows promising results; however, it is still being analyzed and compared with the performance of benchmark testing.
- 112 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Benefits / Market Implications Currently, more than 80% of the IR heater market in commercial and industrial applications is occupied by electric units. Development of an advanced gas-fired advanced IR burner that can meet market specifications will reduce saving energy will enable gas load to be increased overall energy consumption by increasing the direct use of clean natural gas rather than electric-driven heaters.
Technical Concept & Approach
Specific tasks include:
Burner Design
The project team will design a full-sized laboratory version of an advanced IR burner. This unit will have broad flexibility and be instrumented so a wide range of parametric tests can be conducted and data used to optimize design and operating conditions. The laboratory burner will be at a commercial size with a single module. Commercial deployments can consist of many modules in a single housing.
Fabrication
A laboratory configuration of the advanced IR burner incorporating a full-sized sample of the ce-ramic-coated metal matrix will be fabricated. The burner will be fabricated to simulate the operating profile of a working, commercial burner as much as possible
Laboratory Installation
The prototype IR burner will be installed on a labo-ratory test stand. A safety and performance review will be conducted along with shakedown firing to ensure the burner is ready for parametric testing.
Laboratory Testing
A range of IR burner tests will be conducted to demonstrate safe and stable operation, collect valu-able data for burner optimization, and investigate the effect of all independent variables on the per-formance of the advance IR burner.
With laboratory results available, engineers will assist in the design of the commercial prototype of the next-generation IR burner.
Results In 2016, a ceramic-coated metal foam was secured by for testing and evaluation. A burner design was selected for laboratory testing and a test matrix was developed for complete IR burner characterization.

INDUSTRIAL APPLICATIONS PROJECT NO. 2.16.B SUMMARY REPORT
On-Demand Heat-and-Power System
- 113 -
demand electricity generation and optimum sizing and utilization of the more expensive energy storage and power block components. A previous project proved the innovative concept, demonstrating:
Tunable receiver outlet up to 365°C and about 40% thermal efficiency
No degradation in particle-system performance (heat-transfer and pressure-drop changes) for over 4,000 heating/cooling cycles (100°C to 650°C), representing 11-year system operation
System pumping loss below 1% of thermal output at 500°C, and
Thermal system costs of $16/kWhr for powder, comparable to $20/kWhr for molten salt and sig-nificantly below $53/kWhr for the common Ther-minol®.
A test platform was constructed and a hybrid solar col-lector, with integrated Gallium arsenide PV cells, was modeled, designed, and fabricated. Through modeling and experiments, alumina powder was selected for par-ticle-air suspension and a series of tests were carried out on a continuous heating-cooling loop at different particle-to-air loading ratios.
The objective for this project is to further demonstrate the system and identify new opportunities for its inno-vative particle-gas heat-transfer fluid for application to commercial/industrial processes.
Benefits / Market Implications On-site electricity generation from renewable sources can be an attractive option and synergy for the natural gas industry. Cost-effective, high-efficiency systems can use supplemental natural gas to expand the market for on-site, solar-driven electricity generation while offering substantial performance and cost benefits to the end user.
The technology under development in this project has the potential to provide a robust, cost-effective and high-efficiency solar-energy-driven process-heating and power-generation option to industrial, institutional, commercial, and power-generation sectors.
Project Description This project focuses on a gas-assisted particle/thermal transport and storage system currently under develop-ment. The system uses novel secondary optics in a solar receiver to achieve high efficiency at high tem-perature; collects heat in particles instead of silicone oil for high temperature and low fire danger; stores heat in particles instead of molten salt for low cost; and uses reflective lift-off cooled photovoltaic (PV) cells on the secondary reflector to raise efficiency. The particle-gas thermal fluid allows transport and storage of thermal energy over a wide range of temperatures at low pressures and low cost. Its very high heat-transfer rates enables the design of compact heat exchangers and the low pressure significantly simplifies and re-duces the costs of the system components.
The use of supplemental natural gas with this novel technology makes renewable solar energy more attrac-tive to the end-user by enabling round-the-clock on-
Efforts are under way to demonstrate an innovative, compact, gas-fired closed-loop heat-and-power generation system and identify new opportunities for a particle-gas heat-transfer fluid for application to commercial/industrial processes.
Generation-2 test loop.

practically no degradation in the overall heat-transfer coefficient and estimated pumping losses of 0.44% and 1.78% of thermal output for 2 MWth and 100MWth plants, respectively.
To estimate loading levels, the mass of air in the test loop was estimated by calculating the volume of the test loop (4,800 cm3) and multiplying it with the density of air at ambient temperature and pressure. Adding a fixed amount of particles to the loop then allowed for calcula-tion of the loading level at ambient conditions. The sig-nificantly higher-than-ambient temperatures and moder-ately higher-than-ambient pressures in the loop during the tests meant the actual mass of air was somewhat lower than the estimated values, or the actual loading ratios were somewhat higher than those estimated using this approach.
Operation of the Generation-2 Loop was tested over more than five uninterrupted charge-discharge cycles. Continuous flow of particle media from feed hopper to receiving hopper at the desired flow rate with intermit-tent replenishment of the feed hopper was demonstrated at ~580°C heat transfer fluid temperature.
- 114 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
The hybrid-collector technology has the potential to significantly upgrade the value of the parabolic troughs already installed while similarly adding value to future parabolic trough solar plants. The many beneficial char-acteristics of the particle-gas heat-transfer and storage fluid (e.g., the very wide temperature range; inert, high heat-transfer rates; low pressures; and very low pump-ing power) make it attractive for various other applica-tions in commercial/industrial applications.
Technical Concept & Approach Major activities in this project focus on the design and construction of a particle/thermal transport and storage system which can be used in solar applications or con-ventional heat-exchanger applications.
The particle air-suspension technology provides a broad temperature performance range (<100 to 1,000°C) and low fluid pressures (< 25 psi), which would eliminate the need for multiple heat-exchange fluids common with the current state of the art. In addition, it can po-tentially displace expensive condensed-phase heat-exchanger technologies and eliminate liquid-phase heat-exchange media.
System testing and performance confirmation will be conducted. Researchers will subsequently demonstrate 5 kW field prototype thermal-only and thermal-PV sys-tems integrated with the particle-air heat-transfer fluid. Systems will be demonstrated initially without heat storage and subsequently with six hours of heat storage to deliver both variable electricity and dispatchable 650°C heat.
Results / Status In 2016, the research team designed a “Generation-2 Test Loop” with six hours of particle storage. Compo-nents were procured/fabricated and skid mounted. Items remaining are insulation for piping/fittings and hoppers, the addition of a second heater to speed up heating, and possibly replacement of hot valves.
The Generation 2 Test Loop uses an external com-pressed-air supply as the carrier fluid together with par-ticle-storage hoppers equipped with filters to allow di-lute/dense-phase particle transport and accurate meas-urements of air and particle flow rates.
Operation of the Generation-2 Test Loop was tested at low temperatures. Continuous flow of particle media from the feed hopper to the receiving hopper at the de-sired flow rate with intermittent replenishment of the feed hopper was demonstrated.
Tests carried out on the previous Generation-1 Loop operated at over 900 heating/cooling cycles showed

INDUSTRIAL APPLICATIONS PROJECT NO. 2.16.G SUMMARY REPORT
Energy-Recovery Heat Exchanger
- 115 -
and initial industrial testing. Despite extensive testing and impressive performance results, the RRSE has never been deployed outside Ukraine and eastern Europe. The demonstration supported through this project provides an opportunity to introduce this advanced heat-recovery device to a wide industrial audience.
The RRSE is supplied with flexible inserts known as secondary emitters inside the tubes along the full length of the system. The arrangement has been demonstrated to be superior to existing recuperator designs equipped with spiral inserts (turbolators).
Compared to conventional heat exchangers, the RRSE was shown to have:
Increased heat transfer from flue gas to combustion air
Higher combustion-air preheat temperature
Decreased heat-transfer surface area
Lower total weight of recuperator metal, and
Lower wall-surface temperatures (leading to longer service life).
This UTD project supports a larger industrial demon-stration project funded by the California Energy Com-mission (CEC) on an aluminum-melting furnace.
Benefits / Market Implications This project addresses a large potential market for fur-naces that are not yet using combustion-air preheating. These furnaces are found in industry (die casting, foun-dries, minerals and ore processing, various chemical processes), agriculture (drying, roasting), and commer-cial cooking (bakeries, general cooking, chips, brewing). Scales are different from one industry segment to an-other, but the RRSE is highly adaptable and can easily be sized for commercial and industrial applications.
The RRSE can provide cost-effective energy savings on a wide range of furnaces. To illustrate one large poten-tial market for RRSE heat exchangers, the North Ameri-can Die Casting Association estimates there are more
Project Description A common way to increase the efficiency of commer-cial and industrial furnaces is to use a heat exchanger to transfer heat from hot exhaust gas to combustion air. While preheating combustion air can lower natural gas demand by 10%-40%, many furnaces do not em-ploy this simple means of energy savings because the higher equipment costs make payback times too long to justify the investment.
This project addresses this issue by demonstrating a technology known as the Radiative Recuperator with Secondary Emitters (RRSE) – a technology that has been found to be more compact, less expensive, and more efficient than currently available heat exchang-ers. The RRSE’s shorter payback time will enable this technology to be installed on many commercial and industrial furnaces that currently have no cost-effective means to recoup exhaust-gas heat to lower gas load and reduce emissions.
The objective of this project is to demonstrate the ca-pabilities of the RRSE in a real-world setting.
The RRSE was developed at the Center for Energy Efficient Technologies (CEET) of the National Acad-emy of Sciences, Ukraine. The RRSE has undergone significant development, modeling, laboratory testing,
This project involves the design and demonstration of an advanced recuperator to preheat combustion air and increase overall system efficiency for commercial and industrial gas furnaces.
For this project, an aluminum-melting furnace was stripped down for installation of the advanced energy-recovery heat exchanger.

Results This project was initiated in 2016 with a trip to the demonstration site to begin the project planning and execution. Subcontracts were put in place and the team gathered information to start designing the recuperator.
Researchers settled on a recuperator design with a stacker for scrap preheating to maximize heat recovery. The design has three passes for inlet air and one pass for the combustion exhaust gases. This design also in-corporates one cold-air inlet to the recuperator, but two hot-air outlets – one to each furnace burner. The ducts need to be appropriately sized to accommodate the stacker and to establish the desired exhaust gas velocity.
Initial energy balances were completed around the recu-perator and the recuperator with stacker system. These calculations used flow rates and temperatures provided by the host site. The energy balances confirm the bene-fits of scrap preheating. Potential energy savings of 19% can be obtained with air preheating alone. When scrap preheating is combined with air preheating, en-ergy savings as high as 34% can potentially be achieved. The full project team confirmed the plan to include the stacker for scrap preheating in the final de-sign.
Several rounds of preliminary RRSE designs were car-ried out to reach a design that fits within the geometry of the space available without interfering with furnace operation. A final design was approved by all team members, and detailed fabrication drawings are under way. At the same time, the host site team is rebuilding the furnace in preparation for mating the furnace and the recuperator.
Status Discussions are ongoing with the California site host to obtain all furnace and plant information needed to com-plete the heat-exchanger design.
Next steps are to:
Finish rebuild of the furnace with the combustion system ordered and
Complete the heat exchanger fabrication drawings in preparation for sending the drawings out for fab-rication bids.
- 116 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
than 400 die casters in the United States, and most do not presently use any exhaust-gas heat-recovery de-vices. Saving 30% energy on 30% of the die-casting furnaces alone would reduce gas demand nationwide by about 60 million SCF per year.
Technical Concept & Approach Specific tasks for this project include:
RRSE Design
The full-sized design will serve as a template for design of various sizes and configurations of the RRSE. This design will be backed up with indus-trial field test.
Fabrication
An industrial configuration of the RRSE will be fabricated specific to the field test demonstration site furnace capacity. This demonstration heat ex-changer will be full industrial size and will include internal options to enable engineers to make field adjustments.
Industrial Installation
The RRSE will be installed on the exhaust duct of an aluminum-melting furnace at a die-casting com-pany in California. This will be part of a larger in-stallation of equipment designed to demonstrate energy savings on this furnace.
Demonstration Testing
Independent variables to be evaluated include num-ber of secondary inserts, temperature of preheated air, velocity of exhaust gas and air through the RRSE unit, and volume of exhaust gas processed. Results will be used to optimize the system design and to validate the technology in preparation for commercial development of the technology.

INDUSTRIAL APPLICATIONS PROJECT NO. 2.16.I SUMMARY REPORT
Burner Development/Design for 400kW/400BHP FlexCHP
- 117 -
At present, there are no other turbine-based CHP tech-nologies that can achieve the high efficiencies and steam-generation rates of the FlexCHP. Some CHP de-ployments use duct burners to provide supplemental combustion of turbine exhaust with natural gas to gen-erate steam in a HRSG. However, duct burner and HRSG equipment have temperature limitations which prevent operation at low excess oxygen levels, and thus prevent them from attaining high steam output and effi-ciencies. Additionally, duct burners generate high levels of NOx, such that they cannot be deployed in several key non-attainment regions across North America. The FlexCHP is the only CHP technology that has demon-strated high steam output and efficiencies of 84%. Fur-thermore, it is the only technology capable of attaining compliance with air-quality regulations is key non-attainment regions.
The FlexCHP was successfully developed and field demonstrated at a capacity of 80BHP and 65kW elec-tricity output. The field-demonstrated unit achieved boiler output with a supplemental burner operating at 2.7 million Btu/h.
Project Description In this project, activities focus on the design and de-velopment of a scaled-up FlexCHP Combined Heat and Power (CHP) burner capable of delivering 400kW electricity and 400BHP (boiler-horsepower) steam/hot water output.
The FlexCHP uses exhaust from a turbine generator as an oxidant for downstream combustion, with supple-mental natural gas to generate steam in a firetube boiler. While some competing CHP technologies re-cover heat from the high-temperature turbine exhaust (~600°F) by delivering the exhaust through a Heat Recovery Steam Generator (HRSG), this approach fails to maximize the quantity of recoverable heat be-cause the exhaust excess oxygen levels are not re-duced. The FlexCHP maximizes efficiency by reduc-ing the exhaust oxygen levels from 17.7% in the tur-bine exhaust to 3% in the boiler stack through supple-mental combustion. In comparison to simply deliver-ing the turbine exhaust through a HRSG, the FlexCHP technology provides an efficiency gain of more than 30 percentage points (~60% increase).
The objective of this project is to design and develop a high-efficiency, low-emission scaled-up FlexCHP Combined Heat and Power (CHP) burner that is 600% larger than current the field-demonstration unit and 200% larger than the current laboratory-demonstrated unit.
Boiler
Burner Turbine

The goal is to achieve emissions below the California Air Resource Board criteria.
The burner design will be validated and tested within a subsequent phase.
Results In 2016, a supplemental ultra-low-NOx (ULN) burner was integrated into the FlexCHP, which combines a microturbine, a 100BHP heat-recovery boiler, and a custom controls package.
The system was installed a food-processing facility in southern California to meet facility electricity and steam demands. The microturbine was set to operate at full-load capacity providing a net electrical output of 59.6 kWe with exhaust gas at 615°F and 17.8 % oxy-gen. With the supplemental ULN burner operating at full-fire capacity (2.7 million Btu/h permit limit), the final stack conditions were 233°F with 6.6 % oxygen. This reduction in exhaust temperature and oxygen con-tent allows for a substantial gain in heat recovery, boosting overall system efficiency to 84.2% as calcu-lated from flue-gas losses and an estimation of jacket losses. This was a substantial gain in efficiency as com-pared to the 71.3% efficiency which would be achieved for a CHP installation at the same facility with the mi-croturbine and boiler operated independently to deliver the same electricity and thermal output.
The initial focus for the up-scaling was on the design of the air/fuel nozzles (e.g. number length, pitch, etc.). Various parameters (e.g., number vs. size; cross-sectional area or annulus area) were studied. The end-result will be a burner that is fully capable of operating on ambient air when the gas turbine is off line.
In 2017, the design effort focused on specifications for the plenum region. Special attention was provided for the internal split between primary and bypass streams.
Status
Current activities included the development of a design for the bypass control mechanism.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
This new effort focuses on up-scaling the capacity to 400 BHP and 400 kW, because of the large end-user customer base in this capacity range. To achieve this, two microturbines will be installed to generate the re-quired level of turbine exhaust gas. The approach re-quires that the burner technology be scaled to a capacity of 15 million Btu/h; a factor of six over the current field demonstrated unit and a factor of two over the current laboratory demonstrated unit.
Benefits / Market Implications To achieve widespread adoption and ultimately increase energy security and reduce emissions, CHP systems must achieve high efficiency and low emissions in a cost-competitive package capable of being broadly de-ployed. The FlexCHP technology meets these require-ments and has the potential to be widely adopted within commercial and industrial steam-generation markets because of its ability to achieve high steam-production rates and efficiencies that are unmatched by any other competing turbine-based CHP approach.
The FlexCHP technology has the potential to transform North American steam-generation markets. Rather than purchasing a standard boiler with a conventional burner, steam customers will have the option of investing in a FlexCHP to generate on-demand steam and electricity.
For steam-boiler customers for whom the price differen-tial between electricity and natural gas rates exceeds a ratio of 4 to 1 on a per-unit energy basis, customers can anticipate payback of less than three years by purchas-ing a FlexCHP. For customers paying electricity rates that are six times that of their gas rates (as is the case in key markets including California and the Northeast), customers can achieve payback in less than 1.5 years. As the FlexCHP is deployed more widely and equip-ment prices are reduced, the economic benefits of the technology will increase further.
Successful scaling-up of the technology in collaboration with the commercialization partner will provide a clear path to market and ensure commercial success.
Technical Concept & Approach Activities in this project are part of a broader research program to develop and demonstrate an advanced FlexCHP at larger capacities which: 1) is capable of operating on both turbine exhaust gas and air, as this will greatly expand the market potential for the technol-ogy, and 2) is packaged as a fully integrated commer-cial product across load scales for deployment.
Data from prior, smaller burner development provides the foundation for this research. Computational Fluid Dynamic (CFD) outputs guide key geometric and op-erational parameters as the burner is scaled-up.
- 118 -

TRANSPORTATION


TRANSPORTATION PROJECT NO. 2.8.B SUMMARY REPORT
Expanded Component and Cylinder Cycle Testing Capabilities
Project Description The natural gas vehicle (NGV) industry has long rec-ognized that fuel storage weight, capacity, and cost are barriers that continue to hinder end users.
To address the issue, researchers investigated new materials and manufacturing processes for Type 4 vessels, which are completely made of composite ma-terials. Type 4 vessels are the lightest in weight of all vehicle cylinder options, but also typically the most expensive.
A new manufacturer of Type 4 cylinders made of ad-vanced composite materials (developed through UTD support) began commercial production in 2013. These new materials and an enhanced manufacturing process are expected to reduce weight by 10%-20% and in-crease capacity by 10%-20% while adding no signifi-cant costs to the consumer.
Phase 1 of this project began in 2008 with support for a Type 4 cylinder development effort. In Phase 2 (now under way), efforts will be conducted to support cylinder manufacturers in bringing a series of several sizes of a new Type 4 cylinder to market. In addition to supporting cylinder manufacturers, many of the same facilities can assist in evaluating the perform-ance of vehicle components, meters, and pressure-regulating devices.
- 121 -
This project involves the design, fabrication, and modification of existing laboratory facilities in order to expand testing capabilities to perform NGV component tests and provide the capabilities to satisfy compressed natural gas (CNG) cycle testing requirements to certify Type 4 composite cylinders per ANSI NGV 2-2007 standard.
Due to long lead times and lack of capable laboratory facilities to perform all of the 16 tests prescribed by ANSI NGV2-2007, cylinder manufacturers have spe-cifically identified the natural gas cycle test of the cer-tification process as a significant barrier to timely com-mercialization.
This project involves the design, fabrication, and modi-fication of laboratory facilities in order to expand test-ing capabilities to be able to satisfy compressed natural gas (CNG) cycle testing requirements to certify Type 4 composite cylinders per the ANSI NGV 2-2007 stan-dard. This type of testing is required to ensure that ves-sel materials and components are capable of withstand-ing fatigue stresses experienced by the cylinder throughout its operational life.
Benefits / Market Implications
Currently, many cylinder manufacturers use the ser-vices of a Canadian testing firm for the natural gas cy-cle test described above. This has proven problematic in recent years as this one laboratory has seen the de-mand for these services increase and as movement of product across the border has slowed the overall pro-gress of the cylinder manufacturers to the point that this test has often become the critical path in the time

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 122 -
Results Test-loop development activities were initiated in 2014, resulting in a test loop design and the identifica-tion of major component needs. Physical layout and site space constraints were found to be challenging, and other options are under development.
In 2015, focus was placed on the data-acquisition por-tion of the test loop. Measurement devices and instru-mentation necessary for flow, pressures, and tempera-tures were obtained and installed in the laboratory.
In 2016, the test loop was modified to also accommo-date NIST certification testing of mass flow meters, dispensers, and vehicle components. As a result, the project team was able to perform testing to certify a new dispenser mass flow meter commercially released in 2015 by Siemens. Researchers were unsuccessful in securing commitments for use of facilities for cylinder cycle testing as originally anticipated.
A concept for a revised scope was presented to UTD’s Transportation Working Group in 2016 for comparison testing of Type 1-4 cylinders. Researchers proposed to explore claims from a Type 3 cylinder manufacturer that its cylinders can provide “Up to 37% Greater Fill” compared to other cylinders. The claim is based on the belief that faster heat dissipation out of the cylinder allows for cooler, denser gas at the conclusion of a fast fill. Guidance from the Working Group directed the project team to seek cost-share funding from the manu-facturer, but their unwillingness resulted in the pro-posed scope change not moving forward.
Status Project representatives continue to hear claims from Type 1 and 2 cylinder providers that their technologies will allow for greater fills because of increased heat transfer rates when compared to Type 3 and 4 cylin-ders. In response, a scope change for this project was considered to establish a testing system that could de-finitively prove or refute such claims; however, initial calculations indicate the overall impact on improved fuel capacity does not appear to make a significant dif-ference in the marketplace to influence decision mak-ers. A rescoping concept to equip and test the ability to pre-cool dispensed CNG is being considered.
schedule for the certification process for U.S. manufac-turers.
Testing capability built through this project will provide increased availability and accessibility of qualified laboratory facilities in the United States to support the industry in fostering the innovation required to sustain future growth for the NGV industry.
Technical Concept & Approach
The objective of this project is to support cylinder and component manufacturer efforts with one of its critical product certification and commercialization needs.
The project involves the design and development of a laboratory infrastructure with the capabilities to provide the industry with vital testing services. A gas pressure cycling loop will be designed to test a variety of cylin-der sizes. The time required to pressurize and bleed down the cylinder will be no longer than an hour. The test loop will operate in conjunction an existing refuel-ing station. The test will be conducted to accumulate 1,000 test cycles. Data collection will also occur simul-taneously during the test.
Specific tasks include:
Design of a Test Loop and Development of a Test Procedure
Engineering activities include, but are not limited to, the production of equipment layouts, the sizing of buffer storage volumes, and the development of system controls and safety measures. The testing apparatus will subject the test specimen to its ser-vice pressure and proceed to bleed the vessel down to 10% of the defined test pressure. A test proce-dure will be created for, disclosed to, and approved by the cylinder manufacturer prior to the start of testing. This procedure will be completely auto-mated. Data collection will take place simultane-ously throughout the test and status updates will be provided to the test operator.
Procure Materials and Fabricate/Modify Exist-ing Facility
Modification of the existing infrastructure is re-quired to accommodate the operation of a test appa-ratus while maintaining the delivery of fuel to cus-tomers and support other CNG needs at the labora-tory.
Validate Test Loop and Complete First 1,000 Cycle Test
The validation of the apparatus will be performed with a Type 4 cylinder. The test procedure of the first 1,000-cycle test will be closely monitored to ensure operation and functionality of the system.

TRANSPORTATION PROJECT NO. 2.12.E SUMMARY REPORT
NGV Fueling Appliance Prototype Testing and Evaluation
Project Description Current and prospective users of light-duty natural gas vehicles (NGVs) could be widely supported if a cost-effective, small-capacity fueling device suitable for residential and small-fleet use was available. To make a significant impact in expanded home fueling, such a device needs to provide worry-free, reliable, and safe performance backed by a stable support network for sales and service.
In another project (NGV Home & Small Fleet Fueling Investigation), UTD sponsored an evaluation and comparison of alternative small-capacity NGV fueling devices for residential and small fleet use. Approxi-mately 35 products were identified as being marketed as home-fueling appliances and, of those, 23 were deemed to have sufficient data and applicability to warrant investigation.
Based on the analysis performed, it appears to be very difficult for any of the commercial production tech-nologies to achieve a $1.00 per gallon gasoline equivalent (gge) life cycle cost of fueling (excluding
- 123 -
In this project, promising small-capacity natural-gas-vehicle home-refueling appliances are being evaluated to determine their performance, safety factors, and suitability for use in the U.S. market in the near term. The current phase of the project includes sup-port for commercializing and evaluating promising technologies.
the cost of natural gas, but including the installation cost and amortization of equipment and start-up costs) for a small-scale device. The study found that there appears to be a few non-domestic manufacturers that could bring product to the U.S. market quickly, but with little promise for cost savings to targeted levels.
However, identified in this study were three technolo-gies at or near prototype stage:
An approach from New Gas Industries uses a sin-gle-stage, low-cost compressor (similar to the type in mass production for the residential HVAC mar-ket in compressing refrigerant). The single-stage compressor uses an array of several intermediate small buffer volumes with progressively higher pressure ratings. The single-stage compressor can then move gas through the system by redirecting the inlet and outlet of the single-stage compressor from one pressure plateau to the next. This concept was thermodynamically modeled under a previous UTD-funded project, resulting in guidance on power requirements and the dynamics of pressure swings in the system. New Gas Industries designed a multi-port gas valve to achieve the process flows in what appears to be a cost-effective manner, since the complexity and cost of multiple valves would most likely outweigh the savings from a low-cost compressor otherwise. A prototype was built and demonstrated the ability to deliver 3,600 psig.
GoNatural CNG and EcoFueler have prototype units in operation using a similar strategy, making use of a hydraulic oil pump to transfer energy to a slow-moving, double-acting, two- or three-stage piston/cylinder arrangement that compresses the natural gas on one side as hydraulic fluid moves a free-floating piston by applying force to the other side. The advantages to this technology for creat-ing high-pressure gaseous flow are numerous. In-cluding long life, enhanced gas quality, and re-duced risk of contamination.
HE System Technologies developed a unique ma-chine that eliminates all inter-stage tubing, cooling coils, relief valves, and numerous fittings by ma-

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 124 -
claims, and make any recommendations for safety or functional improvements needed before unattended op-eration in a field demonstration. If deemed appropriate, units will be placed into extended-run applications to assess unit durability and reliability.
Results A test plan was developed and an internal hazard and operability study performed for the procedures to be followed during the VRA unit testing. A data-acquisition system and instrumentation necessary to capture the key operating parameters for the VRA tests were installed.
Initial testing was performed on a unit developed by New Gas Industries testing to validate the gas flow and control schemes. Results were used to make component improvements. Additional testing and several demon-strations were conducted in cooperation with a potential commercialization partner.
The research team also supported GoNatural CNG with technical consultation and assistance in evaluating the cost of seeking component and unit certifications.
Two additional small-scale compression technologies presented themselves as possible options for more cost-effective VRA solutions: a pre-commercial direct-drive reciprocating compressor from PowerFuels Inc. and a scroll-type compressor prototype by Scroll Labs, LLC.
Testing of a PowerFuels unit identified needed modifi-cations and recommendations were provided to the manufacturer.
The Scroll Labs device was inspected, installed, and tested. Results were summarized in a report to project sponsors and the manufacturer.
Status A Final Report is being prepared. Other inquiries con-tinue to be fielded, screened, and brought forth for evaluation consideration.
chining the gas passages into a monolithic block which has been bored to accept a radial arrange-ment of multiple cylinders per stage of compres-sion. The compact design (material reduction) and ease of manufacturing present opportunities for cost reduction in this approach.
Each of these concepts is uniquely different from the conventional multi-stage reciprocating compression approach used by all of the others investigated.
In Phase 1 of this project, several small-capacity Vehi-cle Refueling Appliances (VRAs) were fully instru-mented and tested in the laboratory to determine their performance and safety. Data and information was shared with product developers in an effort to assist in the advancement of their product to field demonstra-tions.
The objective of the current second phase of this project is to extend the testing duration and prepare HRA manufacturers for obtaining CSA Group approval under ANSI/CSA NGV5.1 Standard (formerly CSA Standard 12.6-04 Vehicle Refueling Appliances) for their prod-uct.
Benefits / Market Implications
The availability of a residential home-fueling and indi-vidual fleet-vehicle fueling device would complement the growing public fueling and private fleet fueling in-frastructure.
The evaluations completed under this program are de-signed to help identify near-term opportunities to intro-duce a new VRA product into the North American mar-ketplace that can improve on incumbent technologies today. The benefits to performing the testing and data collection are to determine if the critical technical issues have been resolved and if there are remaining product development needs. Furthermore, this study will ensure that meaningful and safe field demonstrations can be undertaken as a necessary next step.
Technical Concept & Approach Investigators will perform the testing and evaluations using laboratory protocols already developed for previ-ous projects. Units will be installed in the laboratory and connected to a variety of representative vehicle storage systems to test the performance of the units.
A primary purpose of the program is to evaluate the data collected and report on the suitability of the unit(s) for field demonstration, validate the manufacturer’s

TRANSPORTATION PROJECT NO. 2.12.T SUMMARY REPORT
Free-Piston Linear-Motor Compressor
Project Description While low natural gas prices have driven an increased interest in natural gas vehicles (NGVs), the lack of infrastructure is still a significant barrier facing the widespread use of NGVs.
A stepping stone towards the increased use of NGVs is the development of an affordable and reliable vehi-cle fueling appliance (VRA) that allows commuters and businesses to fill up their vehicles overnight. The current state-of-the-art VRAs are considered by many to be too expensive and unreliable.
Existing natural gas VRAs are largely based on recip-rocating-compressor technology, in which an electric motor drives a crankshaft tied to pistons in a multi-stage compressor. These units suffer from high manu-facturing costs, high mechanical parasitic losses, rela-tively high maintenance costs, and short operational lifespans.
- 125 -
For this project, research focused on developing a linear-motor compressor for refueling natural gas vehicles. With only one moving part, the compressor has the potential for improved durability and efficiency while significantly decreas-ing cost of the system, installation, and maintenance compared to traditional natural gas compressors.
For this project, the University of Texas at Austin Cen-ter for Electromechanics (UT-CEM), Gas Technology Institute (GTI), and the Argonne National Laboratory (ANL) Tribology Group partnered in a program to de-velop an inexpensive alternative to the technology used in current VRAs. Called a Free-Piston Linear-Motor Compressor (FPLMC), this compressor eliminates all but one moving part and will improve durability and compressor-system efficiency while significantly de-creasing cost of the overall system, installation, and maintenance.
GTI, UT-CEM, and ANL designed, fabricated, and tested an inexpensive alternative to the current VRA. The targets for the VRA were gas compression up to 3,600 psi at a flow rate of 2 SCFM, power consump-tion of less than 1.7 kW, a weight of less than 100 pounds, and a cost of less than $500.
Seal-component testing rig developed specially for the evaluation of materials and coatings.

- 126 -
Phase 1 of the project included:
The development of a preliminary design based on trade-off studies of the critical sub-assemblies of the linear-motor compressor
A detailed engineering analysis and design of the linear-motor compressor, and
A validation of the performance and life of critical components through benchscale tests.
Phase 2 of the project included:
Fabrication and assembly of the final linear motor and compressor components
Independent validation of the linear motor and compressor operation, and
Integration and testing of the fully assembled lin-ear motor and compressor.
Results
The free piston linear motor compressor was success-fully built and tested using natural gas. The prototype compressed gas at about one gas gallon equivalent per hour up to 3600 psi.
This test demonstrated the feasibility of the design in this application, leaving cost and reliability as the pri-mary barriers to market.
In 2016, the project team developed an alpha prototype with the intent of reducing the production cost and risk, as well as exploring the possibility of a scaled-up design that can work for larger-scale stations and fleets.
Technicians successfully run a small demonstration motor from the commercial vendor using a simple po-sitional control scheme.
Status
A Final Report for Phase 1 was issued in August 2016. Researchers are currently preparing the Final Report for Phase 2, exploring potential commercial partner-ships for the technology and advancing the FPLMC technology further in UTD project 2.14.F.
Benefits / Market Implications The design of the FPLMC has the potential to signifi-cantly increase the life and reliability of small-scale compressors while simultaneously reducing the cost of manufacturing. This allows for the increased utilization of NGVs and may also result in an improved compres-sor design for use in other gas-compression applica-tions.
Technical Concept & Approach
The FPLMC concept includes a symmetric four-stage dual-acting free piston driven by a linear motor. The FPLMC uses multiple stages in which compression in a lower stage on one side feeds the inlet of the next higher stage on the opposite side.
This approach uniquely combines the functions of the compressor and motor into one device with a single moving part, thus eliminating inefficiencies inherent in converting rotary motion into linear motion. The design results in fewer parts and wearing components, thus reducing parasitic friction and increasing durability and reliability.
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
The prototype FPLMC is shown with inter-stage tubing wrapped around the finned motor housing.

TRANSPORTATION PROJECT NO. 2.13.G SUMMARY REPORT
CWI 6.7-Liter Medium-Duty Engine Development
Project Description While some truck fleets are starting to purchase Class 8 natural gas trucks due to the environmental benefits and fuel-cost savings, few are undertaking wholesale migrations of entire operating locations due to the con-tinued need for diesel-powered vehicles in portions of their fleet and the proliferation of parts, training, ser-vice procedures, etc., entailed with supporting two fuel types at one location.
In response, this project supported Cummins Westport Inc. (CWI) in the development and commercial intro-duction of its ISB6.7 G dedicated 6.7-liter natural gas engine. Researchers expect that the ISB6.7 G engine will satisfy the OEM and end-user demand for natural gas vehicles throughout many product lines and opera-tions. A wider range of engine size offerings will allow fleets to dedicate their operations to natural gas use and to fully take advantage of economies of scale throughout their operations.
- 127 -
Introduced in 2016, the ISB6.7 G is now available as a production engine for shuttle-bus, medium-duty truck, and vocational applications in a range of truck makes and models, accelerating natural gas adoption in many segments of the truck market. The 6.7-liter engine is most applicable to Class 3-7 commercial vehicles such as school buses, package delivery box trucks, and small dump trucks. Benefits / Market Implications Natural gas penetration into U.S. commercial vehicle markets has been based predominantly on the follow-ing three factors:
Economics - low fuel prices, economical natural gas engines, and corresponding life-cycle cost ad-vantages for fleets
Emissions - lower NOx, particulates, noise, and greenhouse gases; and
Energy security - abundant, domestic supplies of natural gas, reducing petroleum imports.
These factors continue to assist in expanding the NGV market. Fuel-cost savings, in conjunction with federal and state incentives to promote emission reductions and energy security via petroleum displacement, have combined recently to enable significant life-cycle cost advantages for natural gas vehicles vs. gasoline/diesel-fueled vehicles in applications with high fuel use.
Engine exhaust emissions of greenhouse gases have shown reductions of approximately 20% when com-pared to conventional diesel fuel.
Technical Concept & Approach CWI’s stoichiometric, exhaust gas recirculation, three-way catalyst, spark ignition (SESI) technology has proven to achieve high-performance, ultra-low emis-sions, simplicity of vehicle packaging and mainte-nance, and significant fuel-cost savings as a dedicated natural gas engine. CWI’s 8.9-liter ISL G engine with SESI technology is the leading natural gas engine in
In a program with Cummins Westport Inc. and the California Energy Commission (CEC), a project team developed, tested, and commercialized an ultra-low-emission, high-performance, 6.7-liter natural gas engine to enhance the opportunities to advance the natural gas vehicle market.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 128 -
Additional school districts in California, Missouri, and other areas are also rolling out Thomas Built buses with the new engines. In addition, Grande West Trans-portation Group Inc. is now offering the Cummins ISB G CNG engines for its 2017 Vicinity bus line.
Status This UTD project provided key support to develop, demonstrate, and commercially introduce a 6.7-liter, low-emission engine for natural gas vehicle end users. Developing this new engine provides a common plat-form for diesel and natural gas engine products in the North American medium-duty truck market for many years to come. Common base-engine platforms enable vehicle OEMs to minimize costs to integrate natural gas engines into their vehicles.
This project was successfully completed and the Phase 2 Final Report issued in March 2017. Future efforts to advance the ISB6.7 G will likely concentrate on tech-nical targets such as:
Increasing overall engine efficiency and fuel econ-omy
Expanding integration efforts to serve more appli-cations, and
Increasing peak horsepower and torque specifica-tions while lowering capital and operating costs.
Further work is also expected to be performed by CWI on the onboard diagnostics that are required for all en-gines sold after December 31, 2017.
the North American commercial vehicle market, and the 2013 commercial release of CWI’s 11.9-liter ISX12 G engine performed well in field trials. Researchers part-nered with CWI in both engine development and early demonstration phases.
Results The pre-Alpha phase of the development process de-fined and verified the engine architecture. Through ana-lytical models and calculations, and via testing, initial verification of performance targets were achieved. The learning gained from the pre-Alpha engine operation helped to optimize and create a production-intent Alpha engine and engine component designs. The develop-ment focused on unique designs for major engine sub-systems including the:
Power Cylinder
Electronic Control System
Ignition System
Cylinder Head and Valve Train
Air-Handling System
Fuel System
Three-Way Catalyst
Closed Crankcase Ventilation System
A number of Alpha engines were built to further assess the design capability to meet key performance targets.
In 2015, the ISB6.7 G engine was certified at the CARB Optional Low NOx standard 0.1 g/bhp/hr: 0.1 NOx, 0.14 NMHC, 0.01 PM, 15.5 CO. This is 50% below the cur-rent required NOx standard of 0.2 g/bhp-hr; already meeting 2017 EPA requirements.
In May 2016, CWI launched the availability of the en-gine with Thomas Built school buses in the typical “Type C” platform. Within a few months, more than 200 orders were made for the Thomas Built buses.
In 2016, a new project was initiated with the CEC for the development and field trials of an advanced version of the CWI ISB6.7 G engine.
Researchers report that the commercial release of the ISB6.7 G was extremely successful. The early target market was focused on school buses and several addi-tional applications were included in late 2016 and early 2017.
For example, one school district in the country pur-chased 71 CNG school buses from Thomas Built Buses.
“The collaboration between Cummins Westport and UTD on the ISB6.7 G rounds out natural-gas-engine offerings for Class 3-7 customers and advances dedicated natural-gas-engine technology further into the mainstream of on-road options.”
- Stephen Ptucha Director, Product Management & Planning Cummins Westport Inc.

TRANSPORTATION PROJECT NO. 2.13.I SUMMARY REPORT
Improvements in High-Volume Dispensing Performance
Project Description In the development of natural gas vehicles (NGVs), safely and accurately achieving a full fill in a com-pressed natural gas (CNG) vehicle has been a technical challenge when using a “fast-fill” dispenser.
Researchers report that dispensing systems have shown poor performance in achieving full fills into 3600 psig-rated NGVs. Complaints of 15% to 20% under filling of vehicles have occurred and have been substantiated in field measurements. Historically, this shortcoming was tolerated by specifying more storage capacity than needed (in the case of transit buses and refuse trucks) or by lowering range expectations of medium- and light-duty vehicles.
In practice, the means of compensating for changes in density are addressed by slightly “over pressurizing” a cylinder (up to levels allowed by code) in an effort to have the “settled” pressure be near the proper fill level for the day’s ambient conditions. While this approach has not been a significant obstacle for the safe and functional use of today’s NGV dispensers, as vehicle on-board storage volumes become larger and more commonplace – and as range performance on medium- and heavy-duty vehicle becomes more critical for broader long-haul applications – achieving complete full fills is expected to become an increasingly more important issue.
The objective of this project is to assist end users and the NGV industry in better understanding the reasons for, and potential ways for improving, under-filling performance of fast-fill CNG dispensers. Through par-ticipation in industry task forces, interpreting data, use of specific modeling tools, and other industry efforts, the goal is to demonstrate that there are methods for improving the means by which compensation for gas-density changes during the fueling process can be more accurately addressed.
Benefits / Market Implications Customer satisfaction with NGVs can be significantly increased by providing a consistent full fill. This pro-ject focuses on efforts to improve vehicle fills by de-
- 129 -
Through this project, researchers are focusing on issues with the under-filling per-formance of fast-fill CNG dispensers for natural gas vehicles. The goal is to demon-strate that there are methods for improving the means by which compensation for gas-density changes during the fueling process can be more accurately addressed.
veloping modeling tools and integrating advanced con-trol strategies into commercial dispenser products.
The availability of advanced tools will improve station design decisions and bring added confidence in the NGV industry’s ability to deliver vehicles and fueling experiences comparable or superior to conventionally fueled vehicles.
Technical Concept & Approach This project focuses on:
Outreach and Participation with Industry Ac-tivities
Under this task, researchers will provide assistance to dispenser manufacturers, end users, station op-erators, and others requesting technical support and consultation.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
- 130 -
The final limitation that would have to be addressed to guarantee a full-fill is the thermodynamics of a fill on a hot day. If the vehicle’s tank reaches the pressure limit before it is full, the only way to add additional gas is to cool down the gas in the tank. This is not practical on-board the vehicle, so it must be done at the station. By conditioning the gas before it is added to the vehicle, the ambient temperature has less impact on the overall filling process. It could still affect the temperature of the vehicle’s tank, but if the tank is mostly empty, this should have little impact on the overall fill. Predictive models show that the gas temperature needs to be about 40°F to guarantee a full fill from empty, assum-ing a pressure drop of about 200 psig and a dispenser limit of 4,300 psig.
The project team developed two dispenser algorithms that show promise for achieving full fills 100% of the time; however, the dispenser will require some com-munication with the vehicle to measure temperature in addition to pressure. To test and validate the algorithm, a comprehensive test matrix is being developed that will test the logic of the dispenser under various filling scenarios that include variations in gas temperature, pressure, composition, etc. The new filling algorithm will then be validated using real-world testing so that the improvements can be demonstrated.
In addition, researchers are developing dispenser algo-rithms that require only static communication, such as tank size, or zero communication as is done today.
The project team is evaluating ways to capture data from the fill, as well as the best technology to send that data to the dispenser.
Plans are being developed to improve laboratory test-ing facilities to better quantify the performance of CNG fills across a range of scenarios, including small and large fills at both hot and cold temperatures.
Status The project team is focused on refining the methods of dispensing control to more accurately fill vehicles. Re-searchers are developing a fueling simulation tool that characterizes and simulates the physics of a CNG fast fill. The model will be used to evaluate the impact of various filling strategies.
Assistance with Tools and Modeling
Roadblocks to implementing changes in the control program of a dispenser can be addressed with the use of modeling tools and data. Through this task, the research team will strive to educate those that could benefit from these tools. Researchers will be able to offer technical assistance on the use of the tools. In addition, outreach to inform dispenser manufacturers or potential new commercialization companies on the attributes of advanced algorithms to control their equipment will take place.
Results
In 2016, the project team prepared a vehicle-characterization report for the California Energy Com-mission. The report discusses system components and variables that impact the ability for dispensers to esti-mate and deliver a full fill to a CNG vehicle. The over-all recommendation from the research is to investigate vehicle-dispenser communications and determine how fills could be improved with various communication techniques.
There are several root causes for the inability of current dispensing system to provide full fills: 1) inaccuracies in determining when a vehicle has reached a full fill condition, 2) natural gas pressure and temperature safety limitations being reached before the vessel is full, and 3) hydraulic limitations in the station.
The report focuses primarily on item one, as it is the main reason vehicles are frequently under filled and, possibly, overfilled. Items two and three can be ad-dressed through relatively straightforward engineering controls and changes. Examples include, but are not limited to, increasing the tubing diameter that leads from the compressor and storage to the vehicle dispens-ers, or adding pre-cooling to maintain the vehicle’s gas temperature at a low enough point that the vehicle can fully fill before pressure or station set points are reached. However, if the controls cannot accurately pre-dict how much gas needs to be added to the tank to achieve a full fill, then additional engineering controls may have little impact on the fullness of a fill, or could even lead to significant overfilling.
Knowing the onboard temperature, pressure, and vol-ume could significantly improve the accuracy of fills, but would still be subject to variability related to gas composition. Measuring gas composition on the vehicle would be very challenging, although it may be possible to measure gas composition at the station to help im-prove the accuracy of the fill. With this information, it should be possible to maximize a fill every time a vehi-cle connects to a dispenser, reducing the variability and error of some modern dispensers.

TRANSPORTATION PROJECT NO. 2.14.F SUMMARY REPORT
Free-Piston Linear-Motor Compressor Scale-Up
- 131 -
Previously, researchers successfully developed a small-scale Free-Piston Linear-Motor Compressor (FPLMC) for at-home NGV refueling that showed promise for reducing the cost of these appliances. This project builds on that work.
In Phase 1 of this project, researchers evaluated the design and performance of a large-scale linear motor compressor for use as a commercial refueling com-pressor. The current Phase 2 involves the fabrication and demonstration of four stages of gas compression to demonstrate a ~50 standard cubic feet per minute (SCFM) compressed natural gas (CNG) compressor at >4,500 psig using commercial linear motors.
Benefits / Market Implications
The FPLMC design was developed to improve dura-bility and compressor system efficiency, while signifi-cantly decreasing costs of the overall system, includ-ing installation and maintenance of compressors.
The FPLMC design eliminates all but one moving part of the compressor and has the potential to significantly reduce capital and maintenance expenses associated with refueling stations, as well as eliminating issues associated with gas contamination and oil carryover (the FPLMC is completely oil free).
The FPLMC can also be used as a two-in-one com-pressor and booster to increase storage utilization and fill rates.
Technical Concept & Approach The FPLMC concept consists of a compression piston or pistons directly driven by a linear motor. This ap-proach uniquely combines the functions of the com-pressor and motor into one device with a single major moving part, thus eliminating the inefficiencies inher-ent in converting rotary motion into linear motion, and eliminating the risk of oil carryover that is inherent with any lubricated crankcase.
Project Description While the natural gas vehicle (NGV) industry has been growing rapidly, there are still many issues challeng-ing the industry, including station cost, maintenance, and gas contamination. These issues are heavily influ-enced by the compressor used at fueling stations.
Existing compressors for NGVs consist of multi-stage reciprocating compressors that use a rotating motor to drive a lubricated crank shaft that drives multiple pis-tons that may or may not be lubricated. These units suffer from high manufacturing costs, high mechanical parasitic losses, relatively high maintenance costs, and short operational lifespans.
In this project, a research team is designing a large-scale free-piston linear-motor compressor for use as an inexpensive, energy-efficient, low-main-tenance, and oil-free alternative to traditional reciprocating compressors used for natural gas vehicle fueling. The current phase of the project involves the fabrication of a functional scaled-up prototype.
Fabricated commercial linear motor frame.

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
The design has fewer wearing components, reduced parasitic friction, and, consequently, increased compres-sor durability, improved reliability, and reduced mainte-nance.
The project team will spend 24 months developing and testing a 50 SCFM gas compressor to demonstrate the commercial feasibility of using the linear motor com-pressor concept for larger-scale CNG station applica-tions. This compressor will utilize a commercial motor frame to drive four stages of compression. This com-pressor will be laboratory tested to demonstrate the per-formance, efficiency, and durability of the linear motor design under continuous, long-term operation. Results Researchers investigated the performance of the scaled-up FPLMC by modifying the existing dynamic models that were developed and validated for the small-scale FPLMC. The challenge was developing a parametric version of the dynamic model that can accurately pre-dict the compressor performance regardless of the flow or power required. The original model utilized variables and assumptions specific to the small-scale compressor, which greatly impacted the calculated performance as the flow and power of the compressor were increased.
Once the fully parametric models were developed, the performance of the compressor was analyzed over a range of operating conditions. This allowed the research team to optimize the design of the compressor for any performance target.
Researchers refined the dynamic compressor simulation into a parametric version that could be used to evaluate a range of compressor performance points. This simula-tion was used to evaluate how to best optimize the com-pressor and linear-motor combination, which was a complex relationship between the required force gener-ated by the motor, the mass of the motor, and the stroke and frequency of the system.
In 2016, researchers completed the theoretical design of two motor topologies – a permanent magnet motor and a reluctance motor, concluding that a permanent magnet topology is the best option for developing a scaled-up version of the linear motor compressor. Re-searchers are teaming with a linear motor manufac-turer to build and test a 50 SCFM version of the com-pressor that will demonstrate feasibility of the design.
An evaluation of the cost of commercial linear motors found that:
When optimized, commercial linear motors are comparable in price to standard rotary motors used to drive traditional reciprocating compressors, and
With linear motors priced similarly to traditional rotary motors, it seems very likely that a commer-cial FPLMC can be very attractive vs. reciprocat-ing compressors on both a capital and operating cost basis.
Status A scaled up demonstration compressor is being devel-oped. A Final Report for Phase 1 is being prepared detailing the potential for scaling up linear motor com-pressors.
- 132 -
Four free-piston linear-motor compressors make up four stages of gas compression. This arrangement allows for independent operation of each stage, and thus stages three and four could be used during vehicle fueling operations and/or to save energy.
Compression Stages (dual acting, top and bottom)
Housing acts as blow-down volume
Stator Lams EM Coils Armature Lams Piston
Flotor - Single Moving Part

TRANSPORTATION PROJECT NO. 2.14.H SUMMARY REPORT
NGV and Residential Fueling Appliance Standards Development
- 133 -
The objective of this project is to provide and sustain efforts already under way to create a unified certifica-tion standard for compressed natural gas (CNG) resi-dential fueling appliances (RFAs), commercial vehicle fueling appliances (VFAs), and to assist in removing other regulatory barriers for widespread RFA and NGV deployment.
The American National Standards Institute (ANSI)/ CSA new standard NGV5.1 is designed to detail the mechanical, physical, and electrical requirements for newly-manufactured appliances installed in residential settings that dispense natural gas for vehicles directly into a vehicle’s natural-gas fuel-storage system. A similar standard is now under development for small-scale fueling appliances installed in non-residential locations, to be known as NGV5.2. In addition, at least two other ANSI standards under development need technical input and support– NGV4.3 Temperature Compensation of Dispensed Compressed Natural Gas, and NGV6.1 Fuel Storage and Delivery Systems On-board Vehicles.
Project Description Antiquated standards can often be obstacles to product commercialization. Recognizing the inadequacies in current standards (specifically, CSA 12.6-04 and AGA 2.90), the Canadian Standards Association (CSA) initi-ated a process to update these standards to reflect cur-rent technologies and methodologies in natural gas vehicle (NGV) fueling.
The lack of a nationally-recognized minimum safety standard for residential and commercial NGV fueling appliances typically results in local building code offi-cials to defer approvals of the installation of these de-vices to the fire protection agency in the region. While very good guidance is provided in the National Fire Protection Agency (NFPA) 52 code for safe installa-tion guidelines, unfamiliarity with the technologies and limited experience with NGVs tend to complicate, slow, and, at times, prevent the approval by the author-ity having jurisdiction.
The objective of this project is to support efforts already under way to create unified certification standards for compressed-natural-gas (CNG) residential fueling appliances (RFAs), commercial vehicle fueling appli-ances (VFAs) and natural gas vehicle (NGV) component standardization, as well as guidance for improved fueling performance and safety.
Current Applicable Natural Gas Codes and Standards
Codes Coverage – NFPA 52, FMVSS 304 (CSA B108 Stations, CSA B109 Vehicles, CSA B51 Piping, CMVSS) Standards Coverage – CSA NGV 1, NGV 2, NGV 3.1, ‐ Vehicle Component Standards CSA NGV 5.1 (CSA B149.1) – Home Refueling C&S
CSA NGV2 Tanks CSA NGV3.1 Components
CSA NGV1, 4.2, NGV4.4 Fueling Connection and Hose Assembly Components
CSA NGV 5.1

For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Benefits / Market Implications Before any new natural gas products are installed and operated, they should be evaluated and tested in accor-dance with a rigorous safety standard. Strict adherence to the new standards ensure that safe and quality prod-ucts enter the marketplace. This project will help to en-hance the safety of RFA and VFA products and installa-tion practices and aid consumers and the industry with more new and improved RFAs, VFAs, dispensers, and vehicle-fuel storage products.
Once the new NGV5.2 standard is in place, there will be a much lower risk of local code enforcement officials developing different interpretations of “appliance” re-quirements. In addition, the proposed NGV4.3 and NGV6.1 standards will help to ensure more consistent safeguards against over-filling of NGVs and improper storage-system installations onboard NGVs.
Technical Concept & Approach Specific project tasks focus on the development of ANSI/CSA standards and making recommendations for changes to NFPA 52.
Project representatives participate in discussions sched-uled by CSA involving RFA and VFA stakeholders in order to develop proposed rule changes to NFPA 52, Gaseous Vehicular Fuel Code, which would reference ANSI/CSA NGV5.1 as the harmonized equipment stan-dard for RFAs. Amendments proposed to the NFPA review committee include topics such as allowable amount of CNG storage in an RFA, flow-rate limita-tions, temperature compensation, fuel quality, and changes in installation requirements and documentation.
Project representatives also participate in monthly dis-cussions scheduled by CSA involving stakeholders in-cluding product manufacturers, gas utilities, testing or-ganizations, vendors, and code developers to monitor and support the progress of the draft ANSI/CSA NGV5.2 (Vehicle Refueling Appliances), NGV4.3 (CNG Dispenser Temperature Compensation), and NGV6.1 (Vehicle Component) standards.
Results / Status Seed funding from U.S. Department of Energy and the American Gas Association (AGA) allowed CSA to initi-ate the standards development process in 2013 for a new listing standard for residential fueling appliances. UTD support contributed to the development of a new stan-dard published in May 2015.
Draft language in ANSI/CSA NGV5.1 for how to safely decommission an RFA, including the proper venting of any gas containment, was published in May 2016.
Project representatives participate on the CSA NGV 5.1 Technical Advisory Group involved in shaping and defining the performance, safety, and installation stan-dard for the next generation of residential NGV fueling appliances. Through the research team’s interactions with product manufacturers, component vendors, code officials, and utilities, the foundation was laid for a fair and technically-sound VFA (NGV5.2) standard that will establish a practical path of certification for prod-uct innovators and entrepreneurs to bring commercial fueling appliances to non-residential locations.
Other codes and standards barriers remain to be ad-dressed; for example, an issue was identified regarding a safety concern with over-pressurization of vehicle-fuel storage cylinders fueled with current CNG fueling technology. The NFPA 52 Committee/Code is unable to require listing or approval of temperature-compensation systems because there is no industry-approved standard. An Industry Technical Forum Meeting to discuss this topic was held in 2014, result-ing in a recommendation that development of a stan-dard for natural gas fueling temperature compensation would assist the industry in addressing this issue. Con-sequently, a separate CNG task force was established to develop the CNG-fueling temperature-compensation draft guidance. The guidance document will detail the construction and performance requirements for tem-perature-compensation devices used to allow CNG dispensing systems to adjust for full fill of vehicle-fuel storage containers under all surrounding outdoor ambi-ent temperature conditions.
Progress was made by the NGV4.3 Temperature Com-pensation Task Force in reviewing technical data on the impacts of natural gas composition changes on the heat of compression effects during vehicle fueling to help determine the proper settled pressure limitations to list in the NGV4.3 standard.
The project team continues to participate in NGV codes and standards activities under UTD project 2.16.O, specifically on the newly established ANSI/CSA NGV5.2 Refueling Appliances in Commercial Applications standard committee, the ANSI/CSA NGV 4.3 Temperature Compensation Task Force, and the NGV6.1 CNG Storage and Delivery Systems for On-board Vehicles technology committee.
- 134 -

TRANSPORTATION PROJECT NO. 2.14.I SUMMARY REPORT
CNG Fuel Station Safety, Performance, and Best Practices Audit Kit
- 135 -
Benefits / Market Implications The transportation market is by far the most concen-trated energy sector in United States, with more than 27 quads of energy use coming almost entirely from petroleum. This represents an enormous potential mar-ket for growth in the use of natural gas as a transporta-tion fuel and opportunities for consumers to save money and reduce greenhouse gas emissions.
The U.S. Department of En-ergy forecasts a growth in natural gas use in the transpor-tation industry from approxi-mately 40 Bcf in 2011 to 84 Bcf in 2020 – levels that can possibly be exceeded given strong customer interest.
The most important impact of this project will be to help maintain CNG’s outstanding reputation as a “safe fuel.” Another important value of this project is to im-prove customer satisfaction with the fueling experi-ence. Many issues are caused by misunderstandings of gaseous fueling procedures. The development of per-formance-assessment tools will greatly relieve some of the burden that is placed on the fleets when develop-ing fueling requirements.
Project Description Natural gas has gained more use in the transportation sector in the past decade than ever before, due largely to the low cost of compressed natural gas (CNG) ver-sus traditional fuels (although more recently this in-centive has decreased with lower oil prices). There has also been an increased number of state incentive pro-grams to supplement incremental costs for natural gas vehicles (NGVs) and stations, as well as increased fo-cus on the environmental benefits of NGV fleets.
Because of the rapid growth, there are many new com-panies that are investing in CNG infrastructure. While new investments expand the cumulative benefits of the NGV industry, they also pose a risk in that less-experienced companies may be unaware of industry best practices and have limited technical capabilities to verify station performance.
Many CNG station operators seek, or could benefit from, a technical review of their station operations to optimize the performance and safety. In addition, there are times when unsatisfactory performance of a station cannot be corrected until root cause(s) are determined. This can require specialized tools, collection and/or measurement devices, and instruments that are not commonly available or may not exist. Examples of tests that could assist station operators include: dis-penser-accuracy verification (weights and measures compliance), dispenser flow rates, fuel-quality testing (moisture, compressor oil, heavy hydrocarbons, odor-ant level, etc.), assessment of the “fullness” of fills, leak detection, thermal imaging, and noise emissions.
This project involved collecting and comparing operat-ing practices to recognize “best practices” and help ensure longevity, reliability, and safe operation of fuel-ing stations.
To aid in identifying areas for improvement at a sta-tion and to assess the root cause of issues:
1. A thorough checklist was developed which incor-porates best practices and code-compliance review aspects, and
2. The design or identification of specialty tools, col-lection devices, and procedures will be made available to the industry.
The main objective of this project is to collect assessment tools and checklists to provide a guide to CNG fueling station operators for best practices and safety procedures and to aid in meeting the requirements of applicable codes and standards.

Technical Concept & Approach Key tasks in this project included:
Establishing Assessment Tools for Station Safety
This included:
Development of a template for a station safety plan, (including emergency procedures/contacts, explana-tions of station warnings, location of emergency shutdown devices/buttons, and critical-path valves/reliefs, dispenser lockout procedures, etc., that can be modified for a given site)
Creation of a template for a Hazard & Operability Analysis (HAZOP) for a station (which is a new requirement in the latest federal code (NFPA 52, 2013 ed., requiring such a review whenever changes are made to the fundamental design of the station, or not less than every four years), and
Development of schematics showing typical station separation distances and electrical hazardous areas defined by the National Electric Code (NEC), and suggestions for establishing multiple means of egress from a CNG station.
Establishing Assessment Tools for Station Perform-ance
Researchers addressed typical station performance is-sues that often lead to delays in construction, increased costs, and poor customer satisfaction. These topics in-cluded:
Dispenser-accuracy verification (weights and meas-ures compliance per NIST Handbook 44 and Ex-amination Procedure Outline #28)
Assessment tools for evaluating the key impacts on CNG flow rates at a station and root causes of choke points
Suggestions on gas testing procedures based on a Fuel Quality Test Protocol that will be developed under an additional UTD project
Methods to evaluate and explain the “fullness” of gaseous-fueled vehicle fuel systems, and
Assessment tools for typical station operational is-sues such as leak detection methods, thermal-imaging solutions, and analysis of noise emissions.
Establishing Best Practices
The research team established best practices for station construction by concentrating on key topics, including:
Improving fuel quality by proper selection and location of filters
Development of a maintenance and/or safety in-spection checklist
Suggested settings for pressure-relief devices and their location and operations
Explaining proper application of NEC-required electrical components, and
Proper methods of protecting equipment and tub-ing (including physical and corrosion protection).
Results In 2015, the project team began monitoring the investi-gation of oil-contamination issues at various CNG-fueling facilities. Activities also included the develop-ment of a template for completing a refueling station HAZOP and the performance guidance details.
A pressure-drop calculation tool was also developed to help troubleshoot choke-point issues in CNG stations.
In 2016, a “Best Practices” document for liquid con-tamination was completed. The development of an oil-contamination test procedure was completed and suc-cessfully tested. The results and method are included in the station best practices information.
Early in 2017, the HAZOP template was created and assessment tools were developed. The Final Report, including all guides and templates, was drafted for re-lease.
Status The Final Report is expected to be completed in the third quarter of 2017.
- 136 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

TRANSPORTATION PROJECT NO. 2.14.K SUMMARY REPORT
CNG Composition Impacts on New-Generation Engines and Fuel-Delivery Systems
- 137 -
A standard test protocol would allow for accurate evaluation of these components and make a significant contribution of data which can be used in their design and application.
The current Phase 2 involves:
1. The development of a test protocol to evaluate and rate the performance of coalescing filters or any other components designed to remove aerosols from high-pressure natural gas streams, and
2. The development of guidelines to design and ap-ply methods to remove aerosol contamination from CNG downstream of the compressor in a natural gas fueling station.
Benefits / Market Implications
The protocols developed through this project will pro-vide industry stakeholders (fleets, station owners, utili-ties, etc.) with consistent, accurate procedures that can be applied across the country.
Generation of performance data for coalescing filters and adsorbents will enable design improvements to enhance the user experience with NGVs.
Guidelines will provide station designers with the abil-ity to confidently design stations which include com-ponents based on testing done with high-pressure CNG instead of low-pressure compressed air. These guidelines will include critical information to assist in the selection of adsorbent material, in particular their capacity to remove heavy hydrocarbons and odorant from the gas stream, which are currently poorly under-stood.
Ultimately, results from this research will allow end users to further reduce the capital cost of building CNG fueling infrastructure and generate more satis-fied NGV user experiences.
Project Description Some engine and vehicle operating issues that have been reported by large natural gas vehicle (NGV) fleets are suspected to be a result of condensing natural gas liquids (NGLs). However, heavier hydrocarbons and oils are some of the most difficult substances to accurately measure because they often drop out of test samples when improper procedures or equipment are used, leading to misleading or misinterpreted results.
To address the issue, this project is focused on devel-oping appropriate protocols for fuel-quality sampling and testing in order to quickly obtain solutions when operational issues arise.
Investigations in Phase 1 of this project found that a significant portion of reliability issues in compressed natural gas (CNG) vehicles can be traced to contami-nation of the fuel with heavy hydrocarbons, either from compressor oil or from compounds in pipeline natural gas. These hydrocarbons are present either as a vapor or an aerosol in the CNG as it is transported onto the vehicle.
Coalescing filters are available to remove liquid aero-sols and adsorbent filters are available to remove va-pors. However, without adequate protocols, there is no standard for testing the performance of these products.
In this project, a research team developed a test protocol, including necessary equipment and sampling-location guidance, for the collection and analysis of natural gas and liquid contaminants found at NGV fueling stations. The protocol provides a consistent, accurate procedure that can be applied across the country to help troubleshoot fueling-station operational issues and decrease the downtime and maintenance costs of NGVs.
Cryogenic sampling apparatus.

Technical Concept & Approach In Phase 1, researchers investigated the root causes of typical vehicle issues (clogged injectors, regulators “freezing,” liquids in filter housings and storage con-tainers, etc.). The investigation involved a literature search as well as discussion with vehicle and engine OEMs and fleets. Liquid samples were collected from nine different sites which were experiencing vehicle operational issues suspected to be due to CNG quality. When possible, liquid samples were collected from the low- and/or high-pressure coalescing filters on the vehi-cle. Additionally, liquid samples were taken from fuel-ing station filters or dryers whenever possible.
Two test protocols were developed for gas-quality test-ing. The first was a cryogenic method in which oil aero-sols are captured in the high-pressure filter while the low-pressure filter captures oil vapors, cooled by a flow restriction and a cryogenic cooling coil. The accumu-lated solvent/oil solutions are concentrated to a small volume and a representative sample is analyzed to deter-mine the oil concentration. The second test method is meant to provide a quick, qualitative check of the gas stream to see if oil is present.
In Phase 2 the project team will design, build, and com-mission a test system to evaluate the performance of coalescing filters. Design and application guidelines will be determined from the data obtained during the testing program. An economic analysis will also be con-ducted to determine the cost savings these solutions could provide to fleets and fueling-station operators.
In Phase 3, a similar program will be conducted with adsorbent filters instead of coalescing filters. Design and application guidelines will be determined and an economic analysis will be conducted.
Results A review of vehicle contamination issues and causes was conducted and revealed the most common cause of vehicle reliability issues was contamination of the gas with compressor oil. Several instances of NGL contami-nation at CNG fueling stations were found, but these were predominantly upstream of the compressor and not the direct cause of the vehicle reliability issues.
A test method (the cryogenic trap method) was devel-oped that showed that hydrocarbons could be captured and measured, but with poor consistency. The consis-tency can be improved by minor changes in plumbing; however, this evaluation of one operating station does not provide enough control over the oil in the stream to enable a full evaluation of the test method.
In Phase 2 of this project, a test system is being de-signed to dose a known amount of heavy hydrocarbon into a gas stream, which will allow accurate evaluation of this method.
A second test method was developed which uses com-mercially-available indicator tubes to detect heavy hydrocarbon or oil mist. These indicator tubes are meant for use with compressed air so the test method had to be slightly adjusted for natural gas. Three of the four tubes evaluated gave false positives or mixed re-sults. The final tube, which indicated a zero concentra-tion result, still holds promise and the method will be further evaluated in Phase 2.
In 2016, Phase 2 design activities began for a system that will be able to test actual performance of existing commercial filtration equipment or commercial ele-ments of this existing technology in a high-pressure natural gas environment. This system will help de-velop test protocols for high-pressure CNG filters. Oil contamination quantification will be performed either by physical collection and measurement or by optical means.
It was determined that multiple stages of testing are needed. The first stage will characterize the pressure drop and flow rate required for operation of the high-pressure oil mist generator. The second stage of testing will include a larger set of equipment, and will charac-terize the actual performance of existing commercial filtration equipment.
Status
The Phase 1 Final Report (titled NGV Fuel Quality Solutions for Fueling Stations and Vehicles) was is-sued in January 2017.
Phase 2 activities are fully under way. The first stage of testing, which will evaluate the performance of the high-pressure oil-mist generator and allow design of the remainder of the system, is set to begin before the end of 2017. A test apparatus was assembled and is awaiting the availability of testing resources.
- 138 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]

TRANSPORTATION PROJECT NO. 2.15.H SUMMARY REPORT
- 139 -
Modular CNG Storage System Investigation
Project Description The current state-of-the-art vessel for storing com-pressed natural gas (CNG) is a cylinder with either a metallic or non-metallic liner reinforced by a carbon or glass fiber wrap. However, this type of storage can be an inefficient use of the space on a vehicle.
This need led to a U.S. Department of Energy’s Ad-vanced Research Projects Agency - Energy (ARPA-E) program dedicated to conformable storage for CNG in order to increase the on-board fuel capacity of CNG storage, while simultaneously reducing cost and weight.
Researchers identified several candidate technologies, including two radically different techniques:
Gas Intestine
In this design, a continuous polymer tube is folded back and forth on itself, allowing it to be effi-ciently packed in a rectangular or trapezoidal space, increasing the overall conformability factor.
This tank design is also estimated to significantly reduce the cost of production because a continuous mesh overwrap can be applied in such a way to allow for continuous-production techniques. This technique is currently being trialed in use for high-pressure breathing-air equipment worn by firefight-ers because of its weight and space advantages. Initial estimates of the benefits include a 40%-55% reduction in weight, 20%-30% reduction in space, and 20% reduction in cost compared to a similar cylinder with the same storage volume.
Squeeze-Cast Tank
The second design is a squeeze casting that uses a structure to form a pressure-bearing rectangular box while minimizing internal stress by creating a continuous minimal surface. The approach employs two novel aspects: 1) a mathematically optimal, internally structured tank and 2) a unique fabrica-tion process based on squeeze casting over three-dimensional core structures. The resulting structure
For this project, researchers are investigating the status, related codes, and certification needs for various conformable CNG storage systems which have the potential to provide a 40%-55% reduction in weight, 20%-30% reduction in space, and 20% reduction in cost compared to a traditional cylinder with the same storage volume.
Researchers are investigating various products and technologies for improved CNG onboard storage.

- 140 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Meetings with each technology provider and sub-ject matter expert(s) will either validate the ap-proach as sound or eliminate it from consideration for support.
Barrier Reduction
After selecting the most promising technology or technologies, the project team will meet with the manufacturer(s) to identify any technical or indus-try barriers currently preventing commercializa-tion. Depending on the results, researchers will develop a strategy to reduce the barriers.
Search for Additional Funding
The project team will assist manufacturers in se-curing additional funding from various state, fed-eral, and private industry sources. This additional funding can be used for technical development, testing, or barrier-reduction activities as necessary to bring as many conformable tank solutions to market as possible, and as soon as possible.
Results / Status Contacts were made with manufacturers and the re-search team has been receiving input about the status of each technology. The largest barrier identified through these discussions was the inability to certify an alternative storage design.
A joint development proposal between Gas Technol-ogy Institute (GTI) and CSA Group was accepted by ARPA-E to refine the ANSI NGV2 standard to accom-modate conformable storage. The contract was final-ized and GTI and CSA are reaching out to companies to participate in the codes development process.
can evenly distribute stresses throughout the entire structure and will allow for a variety of outer di-mensional shapes.
The project will investigate the status, related codes, and certification needs for various conformable storage systems being developed.
Benefits / Market Implications Conformable storage for CNG vehicles has the potential to significantly impact the storage volume, weight, and cost of high-pressure onboard CNG storage for natural gas vehicles (NGVs). These improvements could re-duce some of the primary barriers towards greater adop-tion of CNG as a transportation fuel (e.g., limited range, high cost, and weight of CNG storage).
Transformative improvements not only positively im-pact the light-duty NGV market, but can also open up the long-haul market that has been historically slow to adopt CNG due to limited range and reduced payload capacity. By storing more fuel in a lighter configura-tion, Class 8 trucks can easily travel from station to sta-tion while still maximizing the amount of material they can carry.
Technical Concept & Approach
This project includes an evaluation of various conform-able and modular storage designs to determine the mar-ket potential, status, barriers, and needs for the tech-nologies. The project team will help to determine the best way to accelerate field testing and the commerciali-zation of these technologies.
Specific tasks include:
Product Evaluation
This evaluation will be used to compare and select designs with the best potential for success as a transformative solution for CNG storage on vehi-cles. The evaluations will include a review of test results, validation of theoretical design calculations, a review of design assumptions and safety code compliance, and an assessment of the manufac-turer’s capabilities to advance its product to market.

TRANSPORTATION PROJECT NO. 2.15.I SUMMARY REPORT
- 141 -
High-Volume, Off-Road CNG Applications Analysis
Project Description Off-road transportation applications such as locomo-tive and marine applications, mining/construction ve-hicles, and the bulk movement of natural gas have traditionally been considered best served by liquefied natural gas (LNG) storage on-board. In this project, researchers investigated the potential use of com-pressed natural gas (CNG) as an alternative to LNG.
Issues such as first cost, weight, volumetric efficiency (of entire storage system), conformability factors, maintenance requirements, life expectancy, and sim-plicity were studied and compared.
The research resulted in the identification and prioriti-zation of high-volume, off-road applications of CNG as fuel; detailed key technical issues or opportunities for improvement; and served as a basis for recom-mendations to advance these applications technically and commercially.
Benefits / Market Implications The fuel-price spread between natural gas and diesel fuel continues to drive change for heavy-duty, on-road vehicles. This driving force is even more pronounced in the railway, marine, and other applications.
Class I railroads alone consume 3.6 billion gallons of diesel fuel per year. In its April 2014 analysis, the U.S. Energy Information Administration predicted that about 18% of railroad diesel demand will be converted to LNG by 2030. But if even 1% of this diesel demand is converted to CNG, this equates to displacing 36 million diesel gallon equivalent per year (DGE/yr) with clean natural gas.
There are an estimated 1,700 small tugboats, push boats and ferries in the U.S. with <1,000 horsepower engines. If 5% are converted to clean CNG, then the emissions from about 7 million diesel gallons per year could be eliminated.
Research for this project resulted in a study that 1) identifies and prioritizes high-volume, off-road applications for CNG as fuel, 2)summarizes any key technical issues or opportunities for improvement, and 3)provides recommendations to advance these applications technically and commercially.
CNG is making inroads in high-volume, off-road load-applications such as locomotive, marine, mining/construction vehicles, bulk movement of gas, asphalt plants, and other areas traditionally considered best-served by LNG.

- 142 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
straints or incentives and to prioritize how and where to invest in future technology and market-development efforts.
The initial literature review identified primary applica-tions in the virtual pipeline, rail, and marine industries. Secondary applications in port and intermodal rail yards, mining, oil and gas, and agriculture were identi-fied as well.
The fuel use in the rail industry is immense, and con-version of even a small amount of rail transport tech-nology to CNG would be a significant increase for utili-ties. Large Class I railroads have already started to evaluate natural gas as a fuel, with both CNG and LNG being evaluated and tested, but has not seen wide adop-tion.
The industrial sector served by the virtual pipeline in-dustry has a similarly immense fuel burden, and virtual pipeline operators are seeing sustained growth in their businesses as new, lighter, high-capacity storage op-tions enter the market.
The marine industry, both recreational and commercial, represents another area of potential for increased CNG adoption. Applications involving marine fleets, tugs, or ferrying operations can see benefit from CNG as well as LNG. A change in fueling strategy at ports and inter-modal rail yards could bring about new demonstrations of CNG use in cranes, yard trucks, and other container handling equipment, as well as on-road port vehicles.
CNG adoption in larger equipment can provide the en-vironmental benefits of LNG, but the lower upfront costs of CNG infrastructure often incentivizes its adop-tion. In smaller markets, the lack of available capital investment is often a hurdle for a fuel user considering a CNG fueling strategy. Lower diesel, gasoline, and fuel-oil prices have diminished the economic incentive for switching to CNG, but price stability and environ-mental benefits continue to drive customers towards CNG technologies.
Status
This project was completed with the issuance of a Final
These applications can significantly improve air qual-ity, reduce emissions, and meet air-quality regulatory requirements and other incentives.
Technical Concept & Approach Research focus included: locomotives, marine applica-tions, and “virtual pipeline” stationary users away from distribution service (e.g., industrial/manufacturing plants and large gas-consuming institutions). Secon-dary candidate applications for consideration included: oil and gas drilling equipment; temporary/mobile pro-duction facilities construction/mobile equipment; and start-up service prior to local distribution pipe access.
Specific tasks included:
Literature Review, Including Key Early-Adopter Installations
Researchers identified, reviewed, and analyzed key early-adopter installations in the target applications to gain a better understand key project drivers, de-cision factors, technologies used, and other issues.
Assessment of Market Size for Targeted Appli-cations
For this task, researchers developed rough order- of-magnitude assessments of the potential market size for the leading applications.
Identification of Key Incentives for, and Hur-dles to, Adoption
Researchers reviewed technical or regulatory hur-dles limiting the adoption of CNG in the identified applications. In addition, key regulations that may accelerate adoption into these markets were inves-tigated.
Assessment of High-Level Economic/Payback Analysis and Develop Recommendations
Researchers summarized the economic findings and justification for the targeted applications to help identify key aspects that drive a successful project application and assess highest-priority mar-ket applications.
Results This project began in mid-2015 with the initiation of a review of the principal target applications.
This goal of this study was to review promising high-volume, off-road applications of CNG in order to better understand technical, regulatory, and commercial con-

TRANSPORTATION PROJECT NO. 2.16.L SUMMARY REPORT
Exploratory Analysis of 13- to 15-Liter Heavy-Duty Natural Gas Engines for Class 8 Trucks
- 143 -
cific efforts aimed at determining technical and com-mercial barriers to this market. The project team is seek-ing manufacturing partners interested in entering this market with an end goal to support and leverage funding for an engine-development program.
Benefits / Market Implications There is a significant business value to addressing the large-bore-engine market because of the high-mileage, high-fuel-use nature of these applications. Currently, heavy-duty trucks travel more than 30 million miles per year, consuming more than four million gallons (using a conservative assumption of 7 mpg). If 10% of these trucks used natural gas, then more than 500,000 therms of natural gas per year would displace the emissions from 400,000+ diesel gallons per year. Furthermore, additional engine platforms would allow a greater num-ber of companies and industries to gain exposure to NGVs, which could have an important impact on adop-tion in all heavy-duty truck markets.
Project Description The natural gas vehicle (NGV) market has grown over the past five years by largely focusing on the heavy-duty vehicle market.
The workhorse engines for natural gas heavy-duty trucks in North America are the Cummins Westport Inc. (CWI) 8.9-liter ISL G and the 11.9-liter ISX12 G. Currently, NGVs are very successful in certain appli-cations (e.g., 50% market share of new refuse haulers and 30% of new transit buses) that are dominated by engines from 300 horsepower (HP) to 400 HP. Unfor-tunately, there are no dedicated natural gas engines currently being made that produce over 400 HP, leav-ing a major market segment unaddressed. Based on U.S. census data, there were more than 600,000 Class 8 heavy-duty trucks that used engines over 13 liters in displacement, representing more than 15% of all heavy-duty diesel trucks on the road. These trucks are used for heavy-hauling applications and in mountain-ous terrain areas where large-bore engines are neces-sary for the given duty cycle.
In recent years, UTD supported CWI in the develop-ment and deployment of all three of its engine plat-forms (6.7 liter, 8.9 liter, and 11.9 liter). Westport In-novations, a parent company of CWI, had a produc-tion 15-liter engine using its patented High Pressure Direct Injection (HPDI) technology. More than 1,000 of the engines (HD15) were sold and integrated into Kenworth and Peterbilt trucks, which required LNG because extremely high pressures were required for the HPDI system. Although Westport discontinued the HD15 in 2013, the company continues developing a HPDI 2.0 system. CWI researchers are focusing on engine sizes ranging from trucks to trains at various stages of development, with the goal of vertically-integrated HPDI 2.0 OEM product lines, including truck engines with ratings up to 600 HP and large off-highway engines up to 4,500 HP. More recently, Cummins, the other parent company of CWI, was de-veloping a 15-liter dedicated, spark-ignited engine, the ISX15 G; however, the company halted development in 2014.
This project focuses on high-HP, large-displacement (approximately 13-liter to 15-liter) engines, with spe-
This project focuses on the development of high-horsepower, large-displacement engines, with specific efforts aimed at determining technical and commercial barriers to this market. The overall objective of this project is secure manufacturing partners interested in entering this market.
Cummins ISX15 G engine.

Outreach efforts are under way to identify shifts in per-ception or developments that affect key barriers to mar-ket adoption. Project representatives attended the 2016 Natural Gas Vehicle Technology forum in San Diego and the 2017 Advanced Clean Transportation Expo in Long Beach, CA, where they had the opportunity to discuss this project with engine manufacturers.
Literature-review activities highlighted key market bar-riers and drivers of adoption rates that will be important as this project moves forward. Initial factors that have limited OEMs from developing large-bore natural gas engines include the increased importance of fuel effi-ciency, limited accessible fueling infrastructure for long-haul trucks, and low diesel prices. Fuel efficiency is critical for high-horsepower applications and the in-herent inefficiencies of spark-ignited engines are diffi-cult to overcome in applications that are dominated by diesel engines. Assessing how perceived barriers are addressed and responding to those developments will be a key activity in later phases of this project.
Researchers monitored industry publications to track developments from engine OEMs that could have near-term commercial impacts in the heavy duty natural gas engine market.
Status Researchers continue monitoring developments from engine OEMs that could have near-term commercial impacts in the heavy-duty natural gas engine market.
Retrofit and conversion technology providers were con-tacted.
Outreach efforts continue in order to identify shifts in perception or developments that affect key barriers to market adoption.
- 144 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Technical Concept & Approach A literature search was conducted to determine engine OEMs that could have near-term commercial interest. The search included, but was not be limited to, investi-gations of past large-bore natural gas engines; key ap-plications that use 13-liter to 15-liter on-road engines; technological and commercial barriers for large natural gas engines; and key end-use customers that would pur-chase engines.
The project team will conduct an assessment of North American markets and key technical issues, with a fo-cus on a gap analysis to identify barriers. This task will include a techno-economic analysis of the technologies’ potential in the given market. Results of the assessment will be presented to candidate OEMs in an effort to identify a partner interested in further exploring product development. The next steps will be dependent on the stage of development and scale of the identified engine manufacturer; however, likely tasks include modifying the market analysis to the specifics of the identified engine.
The target for the next phase of this project will be to support the early development and design of initial pro-totype engine(s), followed by integration into a demon-stration vehicle.
Deliverables will include the results of the literature search, gap analysis, and techno-economic analysis. A Final Report will be generated at the end of the project period with a summary of achievements and sugges-tions on potential next steps and future phases.
Results A literature search was initiated in 2016 to identify en-gine OEMs that could have near-term commercial in-terest in heavy-duty natural gas engines. This search included large-bore engines in the 13- to 15-liter dis-placement range, with applications in various on-road and off-road applications, such as marine propulsion and stationary power generation. Because researchers recognized that a common practice among engine manufacturers that produce both diesel and natural gas engines is to use existing diesel-engine platforms as leverage to develop a natural gas market offering, the literature review included large-bore diesel engines pro-duced by engine manufacturers that also had market offerings that use natural gas, even if those offerings weren’t for an on-road market.

TRANSPORTATION PROJECT NO. 2.16.M SUMMARY REPORT
CNG Dispenser Full Fills
- 145 -
and showed that many are using simplified dispenser algorithms that don’t maximize the amount of gas that can go into the vehicle. The systems stop the fill signifi-cantly before the tank is full, but also well below the allowable limits of the tank (4,500 psi), meaning that additional gas could have been added if the dispenser had a better filling algorithm. In an ongoing UTD pro-ject (2.13.I), research is being conducted to better char-acterize the filling process so that the maximum amount of gas is always delivered to the vehicles. While pro-gress is being made, it is apparent that there are limita-tions to the accuracy that can be achieved with the cur-rent state of vehicle and station technology.
The goal of this new project is to maximize the current system potential for full vehicle fills and evaluate sup-plemental technology that can be added to the station and/or vehicle to improve the accuracy of the dispenser algorithm, resulting in more consistent full fills. Tech-nology being evaluated for this project includes a low-cost gas-composition sensor that could allow the dis-penser to compensate for variations in gas composition. In addition, researchers are investigating newly devel-oped remote sensors that can measure temperature and pressure without needing a direct power source. These sensors could be installed on a vehicle and provide real-time data about the temperature and pressure on board a vehicle.
Researchers are also investigating a novel gas-conditioning technique that could be used to inexpen-sively precondition the gas entering the vehicle, allow-ing for fuller fills on hot days where a full fill is cur-rently impossible, even with a perfect filling algorithm. If this technology proves successful, then the team will have a path towards safely achieving a full fill at any time during the year, under any temperature conditions.
Tools are available that can assist dispenser manufactur-ers in taking advantage of the benefits of advanced con-trol algorithms. The objective for this project is to dem-onstrate an advanced control technology and a simple method for conditioning gas as it is dispensed into a NGV in order to effectively manage the temperature and density changes currently preventing vehicles from ob-taining a full fill.
Project Description This project addresses one of the most significant challenges for the natural gas vehicle (NGV) industry: the ability to safely and accurately achieve a full fill (temperature compensated to 3,600 psi at 70°F) in an NGV when using a “fast-fill” compressed natural gas (CNG) dispenser.
There are two root causes for the inability of current dispensing systems to provide full fills: 1) inaccura-cies in determining when a vehicle has reached a full fill condition, and 2) natural gas pressure and tempera-ture safety limitations being reached before the vessel is full.
Under-filling directly impacts the cost and range of NGVs. The actual amount a vehicle is under-filled is dependent on a number of factors; however, about 20% under-filling is frequently cited as the deficit.
In previous efforts, researchers evaluated the existing fill process used by several dispenser manufacturers,
The goal of this project is to demonstrate an advanced control technology and a simple method for conditioning gas as it is dispensed into an NGV in order to effectively manage the temperature and density changes that currently prevent vehicles from obtaining a full fill.

simulation tool, pre-commercial dispensing system, and advanced fueling method. This task will in-volve the design and fabrication of the pre-commercial dispensing system as well as validation testing and data collection to verify benefits.
Technology/Knowledge Transfer Activities
The goal of this task is to develop a plan to make the knowledge gained, experimental results, and lessons learned available to the public and key deci-sion makers.
Results / Status Since this project was initiated in 2016, the project team developed several dispenser algorithms that show prom-ise for achieving full fills nearly 100% of the time. These algorithms are being tested using computer mod-eling of a CNG station, and will be tested and validated using real-world testing as soon as the third quarter of 2017. Testing will be conducted using a variety of tank sizes from 23 GGE to over 150 GGE. These tests will represent a wide range of filling conditions, testing the performance of filling algorithms across a range of ap-plications. The testing will be used to refine and opti-mize the best algorithms for future demonstration and adoption by the CNG industry.
- 146 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
This UTD project is also being used to support a Cali-fornia Energy Commission project to improve the accu-racy and operation of CNG fast fill dispensers. Benefits / Market Implications This project has the potential to significantly improve the fueling experience, cost (due to decreased vehicle storage requirements), and system efficiency for fleets that are most critical to the rapid adoption of NGVs.
The goal is to maximize the accuracy of current vehicle fills while also providing quantifiable recommendations for station and vehicle improvements to reach a guaran-teed full fill. By improving the full-fill process, the cost of owning a CNG vehicle is reduced because smaller tanks can provide better range, while also improving the experience of the driver, who expects vehicles to be consistently filled. Improved full fills may also help to draw additional users (such as long-haul fleets) who are often concerned with maximizing their range without compromising their payload capacity.
Technical Concept & Approach Specific tasks in this project are focused on the follow-ing areas:
Characterization Technique
The goal of this task is to advance the characteriza-tion technique for determining the initial conditions of a vehicle’s storage system. This task is expected to lead to improvements to the current state-of-the-art techniques used to determine the proper ending pressure and temperature given the starting pres-sure, temperature, and volume of the vehicle’s stor-age system. Activities focus on optimizing the char-acterization technique for use with an advanced fu-eling method to be demonstrated later in this pro-ject. Sensor components will also be evaluated for their potential benefit to improving on characteriza-tion of vehicle storage conditions.
Fueling Simulation Tool
The goal of this task is to optimize a transient ther-modynamic fueling simulation tool to improve in-dustry understanding of the fueling process. Analy-sis of the fueling simulations will identify critical system characteristics and advanced methods for operating a pre-commercial dispensing system.
Testing and Validation
The goal of this task is to perform real-world testing to validate the transient thermodynamic fueling

TRANSPORTATION PROJECT NO. 2.16.N SUMMARY REPORT
- 147 -
ment, such as NGV 4.3 (Temperature Compensation of Dispensed Compressed Natural Gas).
In recent years, a safety concern arose of over-pressurization of vehicle fuel storage cylinders fueled with current compressed natural gas (CNG) dispensing technologies. The NFPA 52 Committee/Code is unable to require listing or approval of temperature compensa-tion systems because there is no industry approved stan-dard to list or approve systems. In light of the need for a temperature compensation standard for natural gas fuel-ing, Gas Technology Institute, with support from UTD, is leading a separate CNG task force, under the jurisdic-tion of the HGV/NGV 4.3 technical subcommittee, which was established to develop the CNG fueling tem-perature compensation draft standard. The proposed re-quirements for temperature compensation devices allow CNG dispensing systems to adjust for full fill of vehicle fuel storage containers under all surrounding outdoor ambient temperature conditions and variations in natural gas composition.
The objective of this UTD project is to monitor and par-ticipate in relevant NGV codes and standards develop-ments and to support the creation or modification of im-portant codes and standards through participation on select technical committees and working groups, or through review and formal comment.
Project Description Over the past several decades, many important safety standards and codes were developed to guide the natu-ral gas vehicle (NGV) industry. Today there is a suite of component- and systems-level standards that allow for continuity of the systems and to ensure that vehi-cle, infrastructure, and operator safety is not compro-mised.
Continuous monitoring for improvement and keeping pace with changes in technology is a critical need and significant challenge.
This project addresses the industry’s need to respond to new technologies, clarify coverage between exist-ing standards, and expand coverage to all necessary applications. Part of the focus is to help to ensure that antiquated standards do not create an obstacle to prod-uct advancements and commercialization.
In recent years, UTD has supported efforts to develop information and provide input into the consensus-building process under rules of standards development bodies such as the American National Standards Insti-tute (ANSI). Current activities include supporting the adoption of the unified certification standard for non-residential installations of fueling appliances as well as participation in ANSI standards under develop-
Through this project, researchers are monitoring and participating in relevant natural gas vehicle codes and standards developments. Efforts are focused on creating or modifying important codes and standards through participation on select technical committees and working groups, or through review and formal comment.
NGV Codes & Standards Monitoring, Development, and Support

Results / Status In 2016-2017, project representatives:
Made a presentation to the CSA Automotive Tech-nical Committee on the proposed approach being followed with creation of the new NGV 4.3 stan-dard
Participated on bi-monthly calls of the newly estab-lished ANSI/CSA NGV 5.2 Refueling Appliances in Commercial Applications standard committee
Participated in the NGV 6.1 CNG Storage and De-livery Systems for Onboard Vehicles technology committee meetings
Conducted task force meetings to discuss the way in which to address the impacts of natural gas com-position changes on the heat of compression effects during vehicle fueling to help determine the proper settled pressure limitations to list in the NGV 4.3 standard, and
Participated in the ANSI/NGV 4.1 (CSA12.5) NGV Dispensing Standard committee to review this 1999 standard in need of updating.
As a result of almost two years of participation on the CSA NGV 6.1 Committee, an all-new CSA standard was published (as a Recommended Practice) named CSA NGV 6.1 Compressed Natural Gas (CNG) Fuel Storage and Delivery Systems for Road Vehicles. This Recommended Practice covers the balance of plant on-board an NGV which is not otherwise covered by NGV1 for the receptacle, NGV2 for the storage con-tainers, and NFPA 52 for some installation guidance.
- 148 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Benefits / Market Implications Knowledgeable and logical input into the consensus-building process under rules of standards development bodies is critical to ensuring proper coverage to protect users and the general public.
This project will aid the industry with the introduction of new residential and non-residential NGV fueling ap-pliances, dispensers, and onboard vehicle products into the North American marketplace that can improve on incumbent technologies and practices of today.
One of the goals of this project is to help shape the defi-nition of performance and safety aspects of new tech-nologies, ensuring that commercial offerings are reli-able and safe.
The new CSA NGV 5.1 residential fueling appliances standard reduced the risk of local code enforcement of-ficials developing different interpretations of “appliance” requirements and should ease the local ap-proval process for these qualifying devices. In addition, the proposed NGV 4.3 and NGV 6.1 standards will en-sure more consistent safeguards against over-filling of NGVs and improper fuel storage and delivery system installations onboard NGVs.
Technical Concept & Approach Participation in the codes-and-standards development process on behalf of the natural gas industry has been critical in establishing confidence in safe and progres-sive NGV use. Through this project, industry represen-tatives continue to participate as voting members in the Technical Advisory Group for CSA NGV 5.1 and the newly formed NGV 5.2. In addition, project representa-tives continue to lead the NGV 4.3 Task Force and con-tribute to NGV 6.1.
The project team is monitoring standards development activities that impact the NGV industry and seek to identify any gaps or inconsistencies in coverage. Al-though the primary focus is on U.S. and Canada cover-age areas, harmonization efforts with international NGV codes and standards is taking place as well.
Project representatives participate in monthly discus-sions scheduled by CSA Group involving stakeholders (including product manufacturers, gas utilities, testing organizations, vendors, and code developers) to monitor and support the progress of the draft ANSI/CSA NGV 5.2, NGV 4.3, and NGV 6.1 standards, as well as modi-fications to ANSI/NGV 4.1 (CSA12.5) NGV Dispens-ing Systems standard.
Periodic reporting to UTD members is provided for the project to summarize and analyze the consequences of the standard(s) developed and key impacts or issues addressed with UTD’s funding.
“CSA recognizes the input and insight that our committee members provide on NGV technical subcommittees. Through participation in the standards-development process, UTD contrib-utes to the deployment of safe and reliable components, equipment, and practices for the industry.”
- Julie Cairns Sr. Project Manager, Alternative Energy CSA Group

TRANSPORTATION PROJECT NO. 2.16.O SUMMARY REPORT
- 149 -
the industry can mount a coordinated effort to set priori-ties and promote technology.
NGVA’s Technology & Development Committee was created in 2015 to interact with federal agencies and industry stakeholders on NGV technology development, codes and standards, best practices, and other industry issues.
NGVA working groups were created to support the fol-lowing critical issues and needs:
Maintenance Facility Modifications
CNG Fuel System Inspections
Gas Quality
Codes and Standards
LNG Awareness
Emissions
Incident Investigation and Root-Cause Analysis
Marine and Rail Applications, and
Research and Development Priorities.
NGVA relies largely on the voluntary efforts of member companies and their representatives to address the issues of most interest. NGVA acts as a coordinator and facili-tator to unite interested stakeholders. Support for this
Project Description NGVAmerica (NGVA) is a national organization dedicated to the development of a growing and sus-tainable market for vehicles powered by natural gas or biomethane to benefit consumers and the environ-ment.
NGVA represents more than 230 companies, environ-mental groups, and government organizations inter-ested in the promotion and use of natural gas and re-newable natural gas as transportation fuels. NGVA members produce, distribute, and market natural gas and renewable natural gas across the country; manu-facture and service natural gas vehicles, engines, and equipment; and operate fleets powered by gaseous fuels.
A primary objective of NGVA’s activities is to con-vey factual and up-to-date information to policy mak-ers, regulators, and legislatures so that natural gas ve-hicles (NGVs) receive equitable treatment and the benefits of natural gas as a transportation fuel are rec-ognized.
In recent years, NGVA has taken the initiative to co-ordinate a broad base of support for identifying the technical needs of the NGV industry. Generally, indi-vidual research originations, manufacturers, national laboratories, and other stakeholders have independ-ently addressed technical challenges. Through NGVA,
Through this project, UTD is being represented on the recently formed NGVAmerica Technology & Development Committee. A primary goal for this committee is to gather wide input and support to establish technical priorities for the natural gas vehicle industry.
NGVAmerica Technology Committee Participation & Representation

Results / Status In 2016, the NGVA Vehicle Emissions Working Group issued a White Paper entitled Fleets Run Cleaner on Natural Gas, an accompanying informative graphic, newsletters, and press releases. These pieces were pro-duced to help explain the air-quality benefits of NGVs through well-established and documented references.
This working group is now considering one of its next priorities to provide updates into Argonne National Laboratory’s Greenhouse Gases, Regulated Emissions, and Energy Use in Transportation (GREET) model so that NGVs get as fair a treatment as possible when com-pared to other fuel sources.
The Research and Development Priorities Working Group obtained broad input to establish a “wish list” of R&D issues needing to be addressed. The list was used by NGVA in a meeting with U.S. Department of En-ergy staff in May 2017 and was provided as input to the NGV R&D Workshop held at National Renewable En-ergy Laboratory in Golden, CO, in July 2017.
The Incident Investigation & Root Cause Analysis Working Group issued a Technical Safety Bulletin in connection with an incident in 2015 in which an older-style meter housed inside a dispenser experienced a fail-ure of the pressure-containing housing due to a leak in the internal tubing of the meter.
Arrangements were made for Dan Bowerson, Director of Technology at NGV America, to provide an update at the joint UTD Board and Technical Project Commit-tee meeting in September 2016. The presentation cov-ered the status of NGVA’s efforts to gather participants into the Technology Committee and plans for the fu-ture.
Minutes of NGVA Technology and Development Com-mittee meeting were provided to UTD members as part of the quarterly reporting requirements for the project.
- 150 -
For more information:
Rich Kooy, P.E. Program Administrator Utilization Technology Development, NFP Phone: 1-847/768-0512 [email protected]
Benefits / Market Implications UTD’s representation on the NGVA Technology & De-velopment Committee is critical to maintain UTD’s ability to address the needs of the NGV industry and to further advance the benefits of NGV technologies. Each of NGVA’s working groups focus on topics identified by the industry as the top priorities to position the con-sumer and the industry for the future. Speaking with a single voice backed by the consensus of stakeholders is a more powerful way for NGVA to set technical priori-ties for research and development for the consumer and industry.
Technical Concept & Approach
Two project team members are participating part time on the NGVA Technology & Development Committee and working groups, and taking the lead on the Vehicle Emissions Working Group and the Research and Devel-opment Priorities Working Group. Participation in-cludes attendance at all committee and select working group meetings. When required, input will be gathered from UTD members to feed into the planning and prior-ity-setting processes.
Updates are being provided through conference calls for any UTD members and their representatives interested in receiving a briefing on the activities and plans of the NGVA Committee. On an as-appropriate and necessary basis, staff representatives will solicit periodic requests for input from the UTD Transportation Working Group and designated representatives to ensure that a broad base of opinions and thoughts are brought into the NGV Technology Committee’s decision making.


Utilization Technology Development, NFP 1700 S Mount Prospect Rd Des Plaines, IL 60018 [email protected] 847-544-3400 www.utd-co.org 9-17