rasini furanice sau silicat de sodiu
TRANSCRIPT
Răşini Furanice sau Silicat de Sodiu
Autori: Dr. Ing. Ion Alexandru Băcanu, Hüttenes - Albertus România Ing. Tiberiu Victor Hoblea, Hüttenes - Albertus România Ing. Ali Memor Musledin, Hüttenes - Albertus România Introducere Industria de turnătorie, produce o gamă largă de piese turnate, utilizând în acest scop diferite sisteme de
amestecuri de formare. Aceste sisteme, diferă între ele prin natura lianţilor, prin regenerabilitate, prin
complexitatea echipamentelor, prin impactul asupra mediului şi în final prin costurile de producţie.
În Romania, datorită orientării turnătoriilor spre producţia de serie mică şi mijlocie, sistemele cele mai
utilizate sunt:
formarea cu lianţi pe bază de răşini furanice (no-bake)
formarea cu lianţi pe bază de silicat de sodiu.
Aceste sisteme, deşi se adresează aceleiaşi categorii de piese, prezintă pe lângă asemănări şi diferenţe semnificative, despre care managerii din turnătorii nu au întotdeauna informaţii suficiente. Articolul nostru are ca scop prezentarea comparativă şi detailată a celor două sisteme, cu evidenţierea avantajelor şi dezavantajelor fiecăruia dinte ele. Elementele alese pentru descriere şi comparare sunt următoarele:
Mecanismul de liere
Aplicabilitatea şi flexibilitatea
Caracteristicile mecanice
Caracteristicile tehnologice
Regenerabilitatea
Impactul asupra condiţiilor de muncă
Impactul asupra mediului
Costurile
1. Mecanismul de liere
În cazul amestecurilor de formare cu întărire prin liere chimică, modul în care se formează legăturile între
cele trei componente: nisip, liant şi agentul de întărire, precum şi comportarea amestecului rezultat, în
timpul formării, al turnării şi după turnare influenţează major productivitatea şi costurile.
Situaţia ideală este de a avea un amestec cu rezistenţă mecanică suficient de mare imediat după formare
pentru o demulare rapidă; în continuare amestecul trebuie să asigure o buna rezistenţă la turnare,
combinată cu o plasticitate satisfăcătoare în timpul solidificării, pentru evitarea apariţiei fisurilor la cald.
După solidificare rezistenţa amestecului trebuie să scadă pentru favorizarea dezbaterii. Toate aceste calităţi
ar trebui să fie însoţite şi de o minimă degajare de elemente nocive sau cu efect olfactiv puternic, în timpul
tuturor proceselor enumerate mai sus. Buna capacitate de regenerare, precum şi lipsa componentelor
nocive din reziduurile trimise la haldă ar reprezenta alte calităţi ale amestecului de formare.
Din păcate, un astfel de sistem de liere nu a fost încă realizat, iar sistemele de formare actuale nu
corespund simultan tuturor acestor cerinţe.
În cazul celor două sisteme analizate, descrierea comparativă a modului de formare a legăturilor între
granulele de nisip şi liant, împreună cu principalele caracteristici ale acestor legături este prezentată în
tabelul 1.
Tabelul 1.
Tip liant / agent de întărire
Răşină furanică / Acid PTS Silicatul de sodiu/CO2 Silicat de sodiu/ester
Modul de formare al legăturilor
Polimerizare tridimensională şi condensare
Deshidratare şi gelificare
Caracteristicile legăturilor
Se formează legături polimerice cu rezistenţă foarte ridicată.
Legăturile se formează majoritar prin deshidratare.
Ponderea legăturilor de tip gel de silica este mai mare
Reacţia are loc simultan în toată masa amestecului, cu viteză sporită la suprafaţa în contact cu atmosfera.
Reacţia porneşte din zona de insuflare, spre restul masei amestecului în mod neuniform.
Reacţia are loc simultan în toată masa amestecului, cu viteză sporită la suprafaţa în contact cu atmosfera.
Tipul catalizatorului şi cantitatea sa determină viteza de reacţie şi respectiv timpul de întărire.
Supragazarea scade rezistenţa legăturilor formate prin deshidratare.
Rezistenţa amestecului este uniforma. Legăturile de tip gel de silica sunt mai uşor de îndepărtat.
Datorită componentelor organice, la contactul cu metalul lichid, liantul se distruge prin ardere.
Datorită naturii sale anorganice liantul nu se distruge la contactul cu metalul lichid.
Datorită componentelor organice din ester, la contactul cu metalul lichid, rezistenţa legăturilor este afectată.
Recomandări _ Se recomandă un modul (M=SiO2 / Na2O) M=2,2 - 2,4;
Se recomandă un modul (M = SiO2 / Na2O)
M=2,6 - 2,8 ;
2. Aplicabilitatea şi flexibilitatea
Obţinerea unor piese turnate de calitate, cu dimensiuni diferite, cu serii diferite şi din aliaje diferite, utilizând
acelaşi tip de amestec de formare este o calitate importantă pe care cele două sisteme o deţin în măsură
aproximativ egală.
Principalele caracteristici ce descriu flexibilitatea celor două sisteme sunt prezentate în tabelul 2.
Tabelul 2.
Sistem / Caracteristici Răşini furanice / Activator PTS
Silicat de sodiu / CO2
Silicat de sodiu / Ester
Modul de întărire Autoîntărire la rece Insuflare de CO2 Autoîntărire la rece
Dimensiunea formelor Forme mici, medii şi mari Forme mici şi medii Forme medii şi mari
Producerea miezurilor Miezuri mari Miezuri mici şi medii Limitat
Temperatura de lucru 10 - 30 ºC 10 - 30 ºC 10 - 30 ºC
Timpul până la demulare (>15 minute) - ORE imediat după gazare (>20 minute) - ORE
Tipul de aliaj turnat Aliaje feroase şi neferoase Aliaje feroase şi neferoase Aliaje feroase şi neferoase
Seria de piese turnate Serie mică, serie mare Toate seriile Serie mică, serie medie
3. Caracteristicile mecanice
Proprietatea unei forme de fi manipulată, vopsită, asamblată şi turnată rapid, este dată în principal de
evoluţia caracteristicilor mecanice ale amestecului.
Aceste caracteristici sunt la rândul lor influenţate de natura liantului, de cantitatea acestuia, de calitatea
nisipului şi de raportul nisip nou / nisip regenerat. Modul în care se comportă cele două sisteme în cazul
amestecurilor preparate cu nisip nou şi în cazul amestecurilor preparate cu nisip regenerat este prezentat
în continuare.
3.1 Caracteristicile mecanice ale amestecurilor cu nisip nou
Atunci când se utilizează nisip nou diferenţele de rezistenţă între cele două sisteme sunt influenţate în
principal de natura liantului şi de cantitatea acestuia.
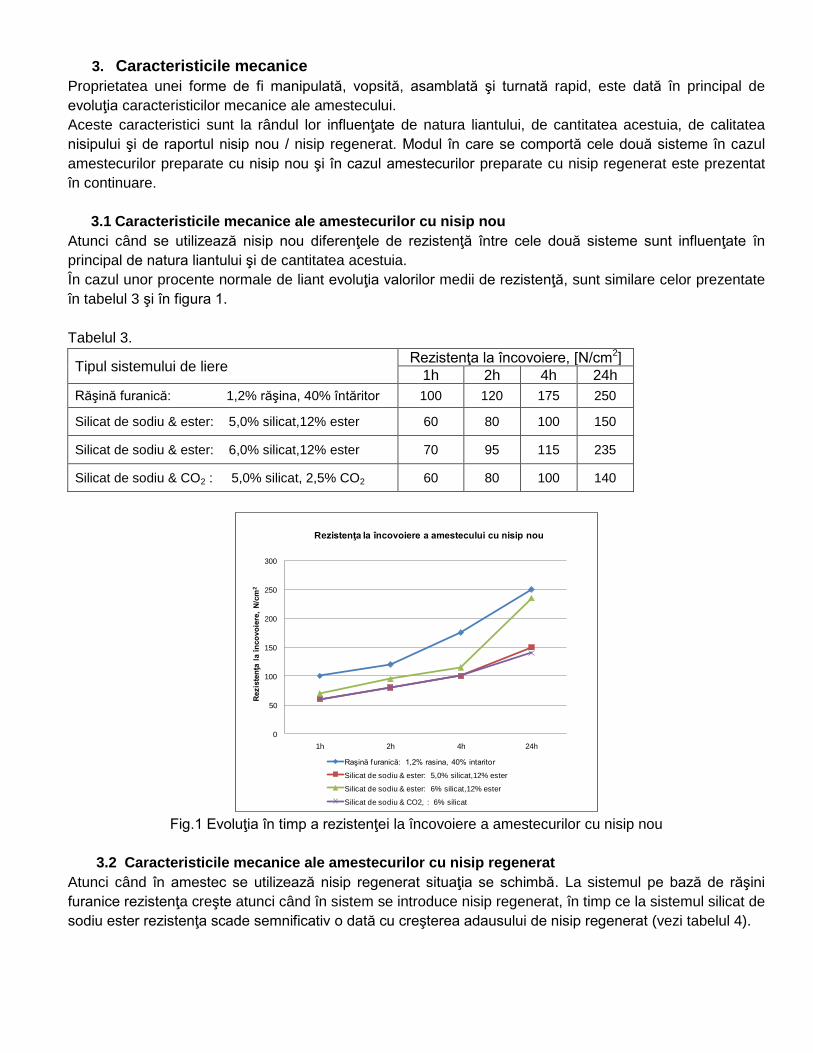
În cazul unor procente normale de liant evoluţia valorilor medii de rezistenţă, sunt similare celor prezentate
în tabelul 3 şi în figura 1.
Tabelul 3.
Tipul sistemului de liere Rezistenţa la încovoiere, [N/cm2]
1h 2h 4h 24h
Răşină furanică: 1,2% răşina, 40% întăritor 100 120 175 250
Silicat de sodiu & ester: 5,0% silicat,12% ester 60 80 100 150
Silicat de sodiu & ester: 6,0% silicat,12% ester 70 95 115 235
Silicat de sodiu & CO2 : 5,0% silicat, 2,5% CO2 60 80 100 140
0
50
100
150
200
250
300
1h 2h 4h 24h
Rezis
ten
ţa l
a î
nco
vo
iere
, N
/cm
2
Rezistenţa la încovoiere a amestecului cu nisip nou
Raşină furanică: 1,2% rasina, 40% intaritor
Silicat de sodiu & ester: 5,0% silicat,12% ester
Silicat de sodiu & ester: 6% silicat,12% ester
Silicat de sodiu & CO2, : 6% silicat
Fig.1 Evoluţia în timp a rezistenţei la încovoiere a amestecurilor cu nisip nou
3.2 Caracteristicile mecanice ale amestecurilor cu nisip regenerat
Atunci când în amestec se utilizează nisip regenerat situaţia se schimbă. La sistemul pe bază de răşini
furanice rezistenţa creşte atunci când în sistem se introduce nisip regenerat, în timp ce la sistemul silicat de
sodiu ester rezistenţa scade semnificativ o dată cu creşterea adausului de nisip regenerat (vezi tabelul 4).
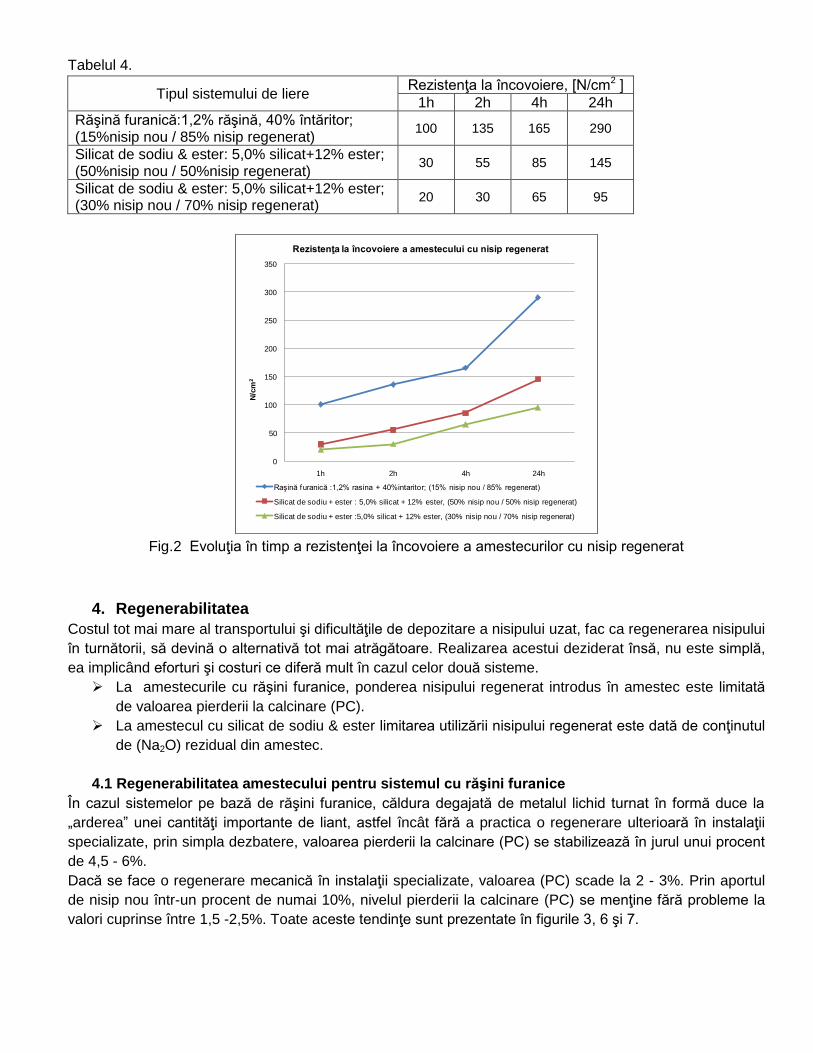
Tabelul 4.
Tipul sistemului de liere Rezistenţa la încovoiere, [N/cm2 ]
1h 2h 4h 24h Răşină furanică:1,2% răşină, 40% întăritor; (15%nisip nou / 85% nisip regenerat)
100 135 165 290
Silicat de sodiu & ester: 5,0% silicat+12% ester; (50%nisip nou / 50%nisip regenerat)
30 55 85 145
Silicat de sodiu & ester: 5,0% silicat+12% ester; (30% nisip nou / 70% nisip regenerat)
20 30 65 95
0
50
100
150
200
250
300
350
1h 2h 4h 24h
N/c
m2
Rezistenţa la încovoiere a amestecului cu nisip regenerat
Raşină furanică :1,2% rasina + 40%intaritor; (15% nisip nou / 85% regenerat)
Silicat de sodiu + ester : 5,0% silicat + 12% ester, (50% nisip nou / 50% nisip regenerat)
Silicat de sodiu + ester :5,0% silicat + 12% ester, (30% nisip nou / 70% nisip regenerat)
Fig.2 Evoluţia în timp a rezistenţei la încovoiere a amestecurilor cu nisip regenerat
4. Regenerabilitatea
Costul tot mai mare al transportului şi dificultăţile de depozitare a nisipului uzat, fac ca regenerarea nisipului
în turnătorii, să devină o alternativă tot mai atrăgătoare. Realizarea acestui deziderat însă, nu este simplă,
ea implicând eforturi şi costuri ce diferă mult în cazul celor două sisteme.
La amestecurile cu răşini furanice, ponderea nisipului regenerat introdus în amestec este limitată
de valoarea pierderii la calcinare (PC).
La amestecul cu silicat de sodiu & ester limitarea utilizării nisipului regenerat este dată de conţinutul
de (Na2O) rezidual din amestec.
4.1 Regenerabilitatea amestecului pentru sistemul cu răşini furanice
În cazul sistemelor pe bază de răşini furanice, căldura degajată de metalul lichid turnat în formă duce la
„arderea” unei cantităţi importante de liant, astfel încât fără a practica o regenerare ulterioară în instalaţii
specializate, prin simpla dezbatere, valoarea pierderii la calcinare (PC) se stabilizează în jurul unui procent
de 4,5 - 6%.
Dacă se face o regenerare mecanică în instalaţii specializate, valoarea (PC) scade la 2 - 3%. Prin aportul
de nisip nou într-un procent de numai 10%, nivelul pierderii la calcinare (PC) se menţine fără probleme la
valori cuprinse între 1,5 -2,5%. Toate aceste tendinţe sunt prezentate în figurile 3, 6 şi 7.
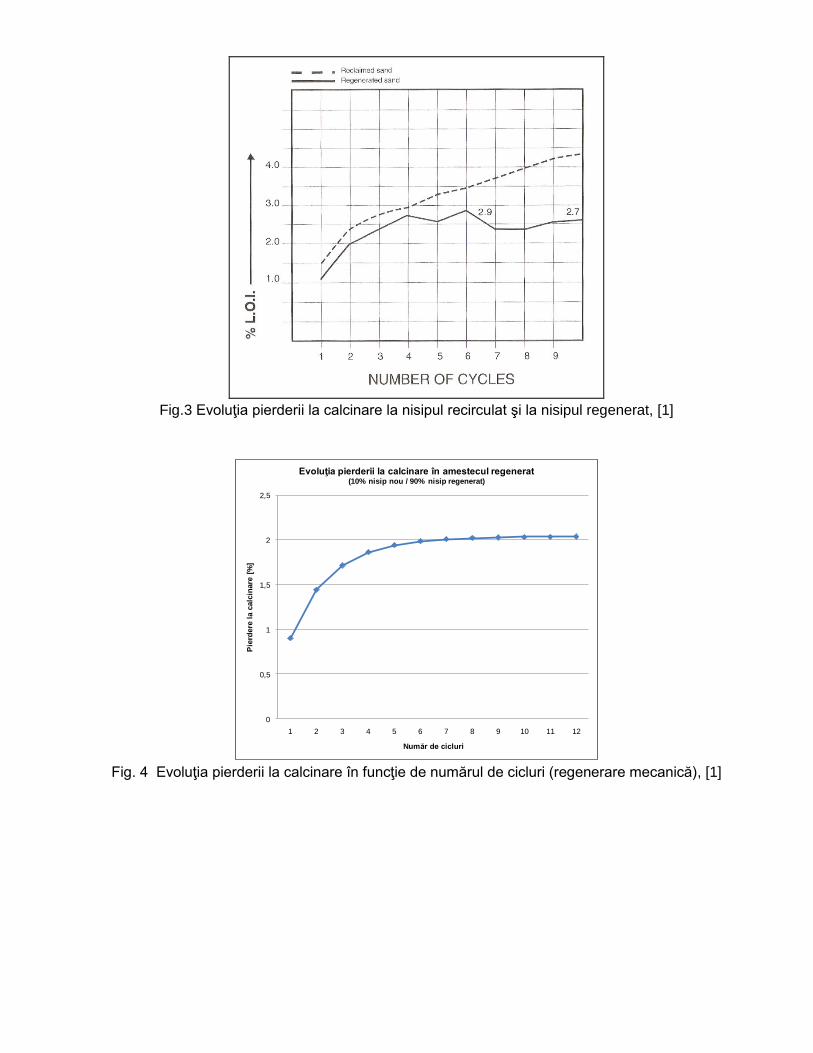
Fig.3 Evoluţia pierderii la calcinare la nisipul recirculat şi la nisipul regenerat, [1]
0
0,5
1
1,5
2
2,5
1 2 3 4 5 6 7 8 9 10 11 12
Pie
rdere
la c
alc
inare
[%
]
Număr de cicluri
Evoluţia pierderii la calcinare în amestecul regenerat (10% nisip nou / 90% nisip regenerat)
Fig. 4 Evoluţia pierderii la calcinare în funcţie de numărul de cicluri (regenerare mecanică), [1]
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100
Rezis
ten
ta l
a î
nco
vo
iere
, N
/cm
2
% Nisip regenerat în amestec
Răşini furaniceRezistenţa la încovoiere în funcţie de proporţia de nisip
regenerat
Ri 2h
Ri 24h
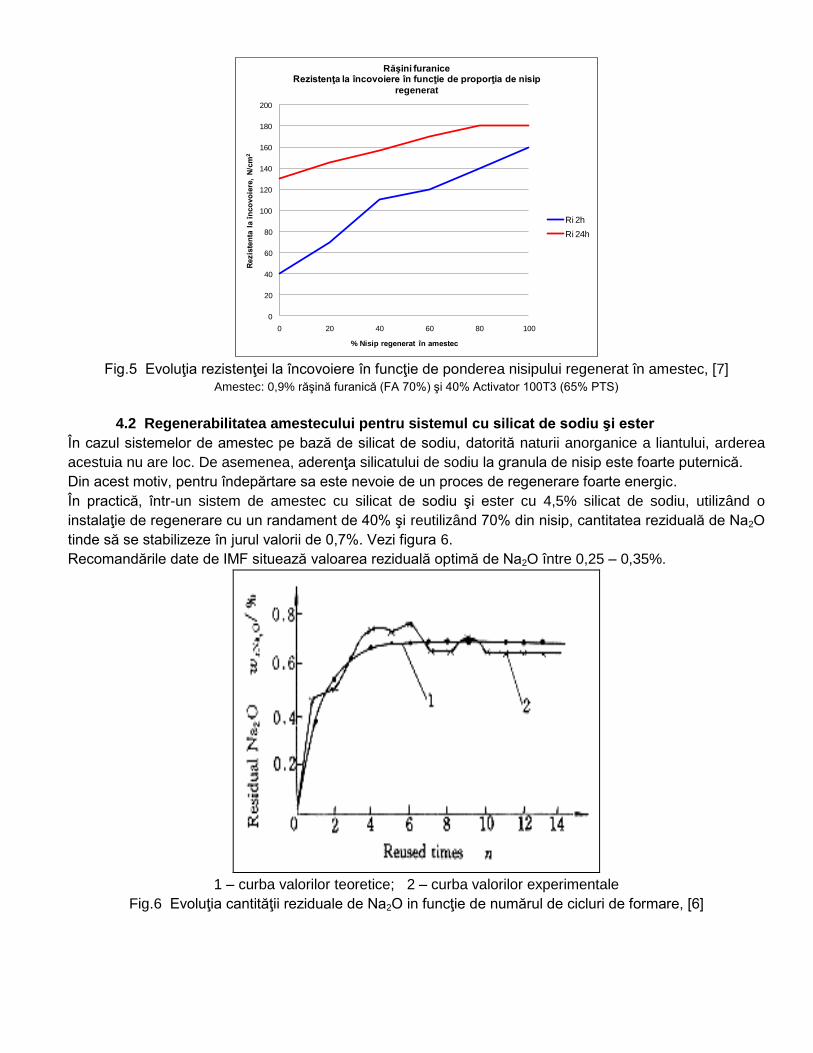
Fig.5 Evoluţia rezistenţei la încovoiere în funcţie de ponderea nisipului regenerat în amestec, [7]
Amestec: 0,9% răşină furanică (FA 70%) şi 40% Activator 100T3 (65% PTS)
4.2 Regenerabilitatea amestecului pentru sistemul cu silicat de sodiu şi ester
În cazul sistemelor de amestec pe bază de silicat de sodiu, datorită naturii anorganice a liantului, arderea
acestuia nu are loc. De asemenea, aderenţa silicatului de sodiu la granula de nisip este foarte puternică.
Din acest motiv, pentru îndepărtare sa este nevoie de un proces de regenerare foarte energic.
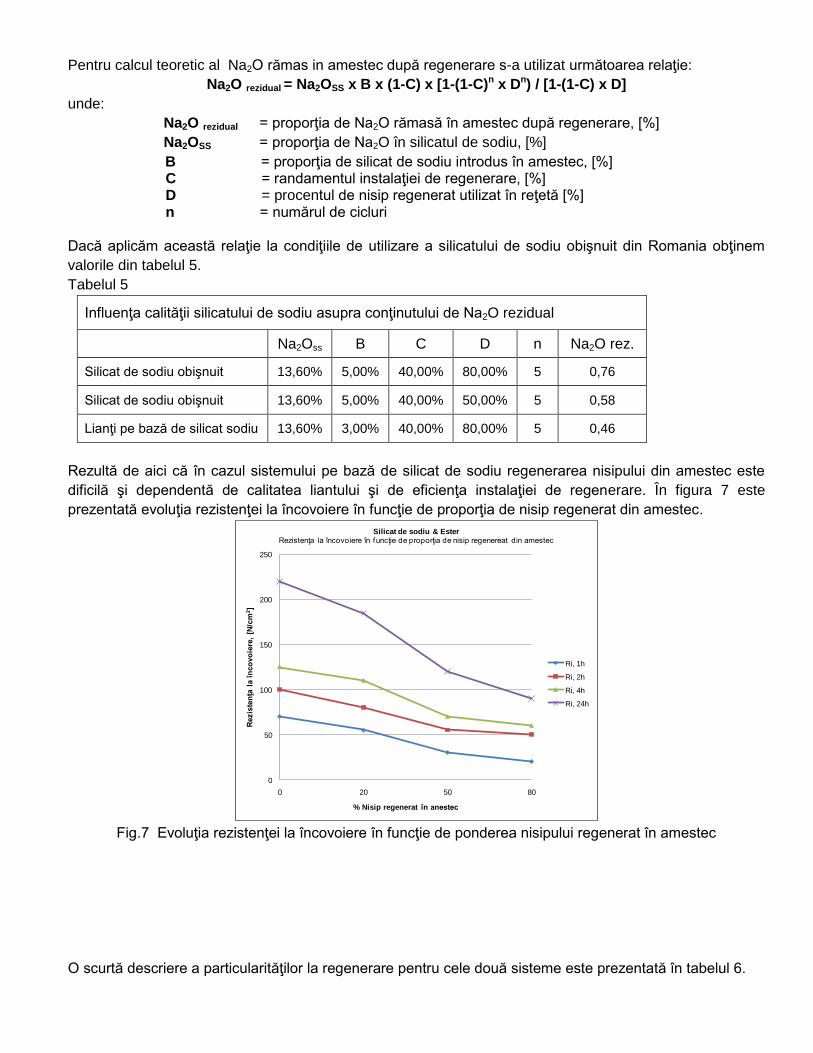
În practică, într-un sistem de amestec cu silicat de sodiu şi ester cu 4,5% silicat de sodiu, utilizând o
instalaţie de regenerare cu un randament de 40% şi reutilizând 70% din nisip, cantitatea reziduală de Na2O
tinde să se stabilizeze în jurul valorii de 0,7%. Vezi figura 6.
Recomandările date de IMF situează valoarea reziduală optimă de Na2O între 0,25 – 0,35%.
1 – curba valorilor teoretice; 2 – curba valorilor experimentale
Fig.6 Evoluţia cantităţii reziduale de Na2O in funcţie de numărul de cicluri de formare, [6]
Pentru calcul teoretic al Na2O rămas in amestec după regenerare s-a utilizat următoarea relaţie:
Na2O rezidual = Na2OSS x B x (1-C) x [1-(1-C)n x Dn) / [1-(1-C) x D]
unde:
Na2O rezidual = proporţia de Na2O rămasă în amestec după regenerare, [%]
Na2OSS = proporţia de Na2O în silicatul de sodiu, [%]
B = proporţia de silicat de sodiu introdus în amestec, [%] C = randamentul instalaţiei de regenerare, [%] D = procentul de nisip regenerat utilizat în reţetă [%] n = numărul de cicluri Dacă aplicăm această relaţie la condiţiile de utilizare a silicatului de sodiu obişnuit din Romania obţinem
valorile din tabelul 5.
Tabelul 5
Influenţa calităţii silicatului de sodiu asupra conţinutului de Na2O rezidual
Na2Oss B C D n Na2O rez.
Silicat de sodiu obişnuit 13,60% 5,00% 40,00% 80,00% 5 0,76
Silicat de sodiu obişnuit 13,60% 5,00% 40,00% 50,00% 5 0,58
Lianţi pe bază de silicat sodiu 13,60% 3,00% 40,00% 80,00% 5 0,46
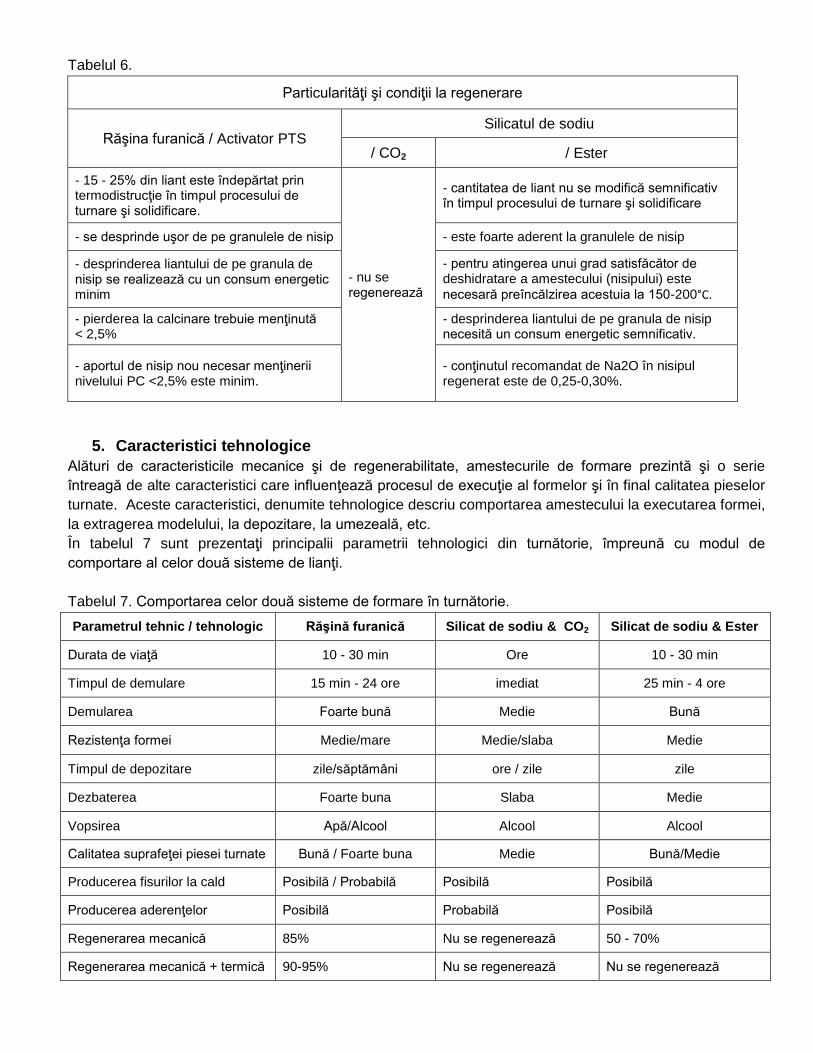
Rezultă de aici că în cazul sistemului pe bază de silicat de sodiu regenerarea nisipului din amestec este
dificilă şi dependentă de calitatea liantului şi de eficienţa instalaţiei de regenerare. În figura 7 este
prezentată evoluţia rezistenţei la încovoiere în funcţie de proporţia de nisip regenerat din amestec.
0
50
100
150
200
250
0 20 50 80
Rezis
ten
ţa l
a î
nco
vo
iere
,[N
/cm
2]
% Nisip regenerat în anestec
Silicat de sodiu & EsterRezistenţa la încovoiere în funcţie de proporţia de nisip regenereat din amestec
Ri, 1h
Ri, 2h
Ri, 4h
Ri, 24h
Fig.7 Evoluţia rezistenţei la încovoiere în funcţie de ponderea nisipului regenerat în amestec
O scurtă descriere a particularităţilor la regenerare pentru cele două sisteme este prezentată în tabelul 6.
Tabelul 6.
Particularităţi şi condiţii la regenerare
Răşina furanică / Activator PTS Silicatul de sodiu
/ CO2 / Ester
- 15 - 25% din liant este îndepărtat prin termodistrucţie în timpul procesului de turnare şi solidificare.
- nu se regenerează
- cantitatea de liant nu se modifică semnificativ în timpul procesului de turnare şi solidificare
- se desprinde uşor de pe granulele de nisip - este foarte aderent la granulele de nisip
- desprinderea liantului de pe granula de nisip se realizează cu un consum energetic minim
- pentru atingerea unui grad satisfăcător de deshidratare a amestecului (nisipului) este necesară preîncălzirea acestuia la 150-200°C.
- pierderea la calcinare trebuie menţinută < 2,5%
- desprinderea liantului de pe granula de nisip necesită un consum energetic semnificativ.
- aportul de nisip nou necesar menţinerii nivelului PC <2,5% este minim.
- conţinutul recomandat de Na2O în nisipul regenerat este de 0,25-0,30%.
5. Caracteristici tehnologice
Alături de caracteristicile mecanice şi de regenerabilitate, amestecurile de formare prezintă şi o serie
întreagă de alte caracteristici care influenţează procesul de execuţie al formelor şi în final calitatea pieselor
turnate. Aceste caracteristici, denumite tehnologice descriu comportarea amestecului la executarea formei,
la extragerea modelului, la depozitare, la umezeală, etc.
În tabelul 7 sunt prezentaţi principalii parametrii tehnologici din turnătorie, împreună cu modul de
comportare al celor două sisteme de lianţi.
Tabelul 7. Comportarea celor două sisteme de formare în turnătorie.
Parametrul tehnic / tehnologic Răşină furanică Silicat de sodiu & CO2 Silicat de sodiu & Ester
Durata de viaţă 10 - 30 min Ore 10 - 30 min
Timpul de demulare 15 min - 24 ore imediat 25 min - 4 ore
Demularea Foarte bună Medie Bună
Rezistenţa formei Medie/mare Medie/slaba Medie
Timpul de depozitare zile/săptămâni ore / zile zile
Dezbaterea Foarte buna Slaba Medie
Vopsirea Apă/Alcool Alcool Alcool
Calitatea suprafeţei piesei turnate Bună / Foarte buna Medie Bună/Medie
Producerea fisurilor la cald Posibilă / Probabilă Posibilă Posibilă
Producerea aderenţelor Posibilă Probabilă Posibilă
Regenerarea mecanică 85% Nu se regenerează 50 - 70%
Regenerarea mecanică + termică 90-95% Nu se regenerează Nu se regenerează
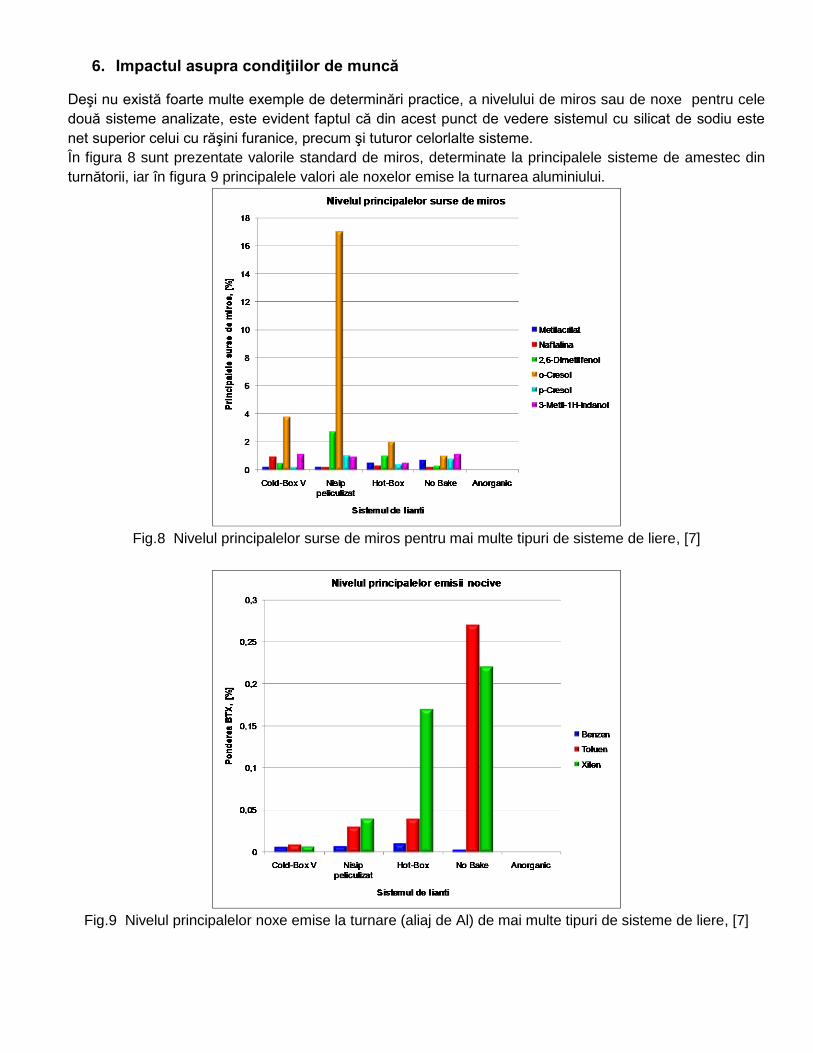
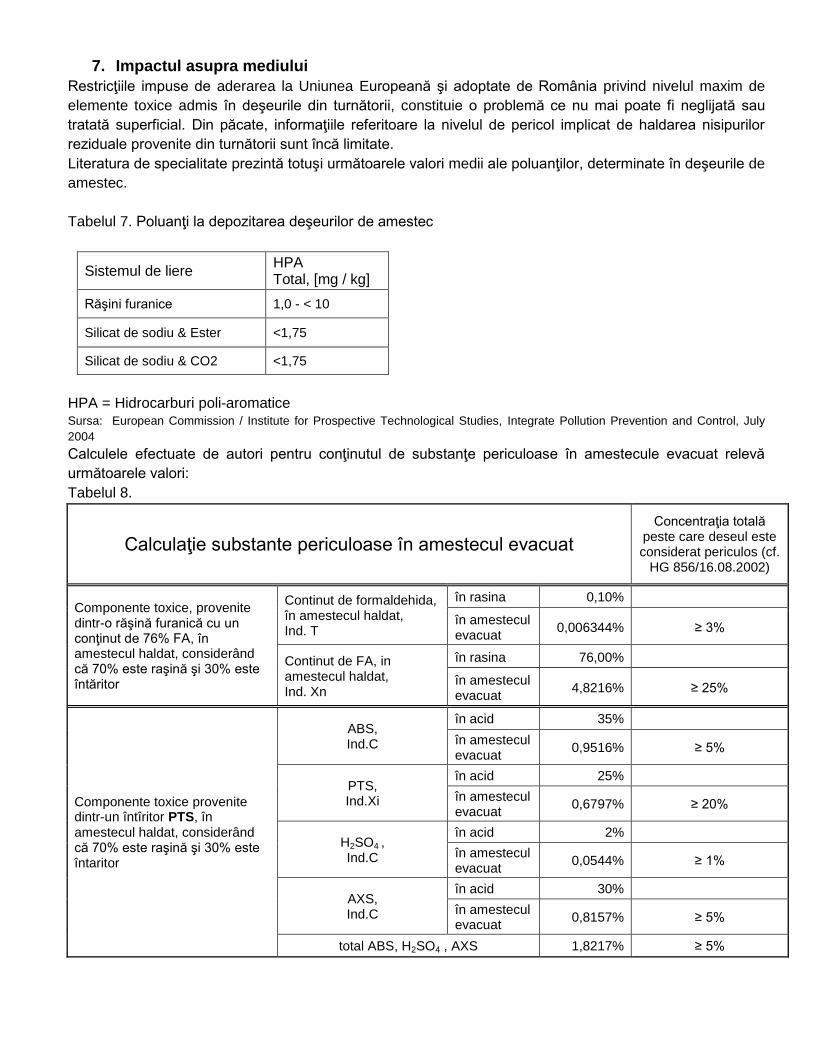
6. Impactul asupra condiţiilor de muncă
Deşi nu există foarte multe exemple de determinări practice, a nivelului de miros sau de noxe pentru cele
două sisteme analizate, este evident faptul că din acest punct de vedere sistemul cu silicat de sodiu este
net superior celui cu răşini furanice, precum şi tuturor celorlalte sisteme.
În figura 8 sunt prezentate valorile standard de miros, determinate la principalele sisteme de amestec din
turnătorii, iar în figura 9 principalele valori ale noxelor emise la turnarea aluminiului.
Fig.8 Nivelul principalelor surse de miros pentru mai multe tipuri de sisteme de liere, [7]
Fig.9 Nivelul principalelor noxe emise la turnare (aliaj de Al) de mai multe tipuri de sisteme de liere, [7]
7. Impactul asupra mediului
Restricţiile impuse de aderarea la Uniunea Europeană şi adoptate de România privind nivelul maxim de
elemente toxice admis în deşeurile din turnătorii, constituie o problemă ce nu mai poate fi neglijată sau
tratată superficial. Din păcate, informaţiile referitoare la nivelul de pericol implicat de haldarea nisipurilor
reziduale provenite din turnătorii sunt încă limitate.
Literatura de specialitate prezintă totuşi următoarele valori medii ale poluanţilor, determinate în deşeurile de
amestec.
Tabelul 7. Poluanţi la depozitarea deşeurilor de amestec
Sistemul de liere HPA Total, [mg / kg]
Răşini furanice 1,0 - < 10
Silicat de sodiu & Ester <1,75
Silicat de sodiu & CO2 <1,75
HPA = Hidrocarburi poli-aromatice Sursa: European Commission / Institute for Prospective Technological Studies, Integrate Pollution Prevention and Control, July
2004
Calculele efectuate de autori pentru conţinutul de substanţe periculoase în amestecule evacuat relevă
următoarele valori:
Tabelul 8.
Calculaţie substante periculoase în amestecul evacuat
Concentraţia totală peste care deseul este considerat periculos (cf.
HG 856/16.08.2002)
Componente toxice, provenite dintr-o răşină furanică cu un conţinut de 76% FA, în amestecul haldat, considerând că 70% este raşină şi 30% este întăritor
Continut de formaldehida, în amestecul haldat, Ind. T
în rasina 0,10%
în amestecul evacuat
0,006344% ≥ 3%
Continut de FA, in amestecul haldat, Ind. Xn
în rasina 76,00%
în amestecul evacuat
4,8216% ≥ 25%
Componente toxice provenite dintr-un întîritor PTS, în amestecul haldat, considerând că 70% este raşină şi 30% este întaritor
ABS, Ind.C
în acid 35%
în amestecul evacuat
0,9516% ≥ 5%
PTS, Ind.Xi
în acid 25%
în amestecul evacuat
0,6797% ≥ 20%
H2SO4 , Ind.C
în acid 2%
în amestecul evacuat
0,0544% ≥ 1%
AXS, Ind.C
în acid 30%
în amestecul evacuat
0,8157% ≥ 5%
total ABS, H2SO4 , AXS 1,8217% ≥ 5%
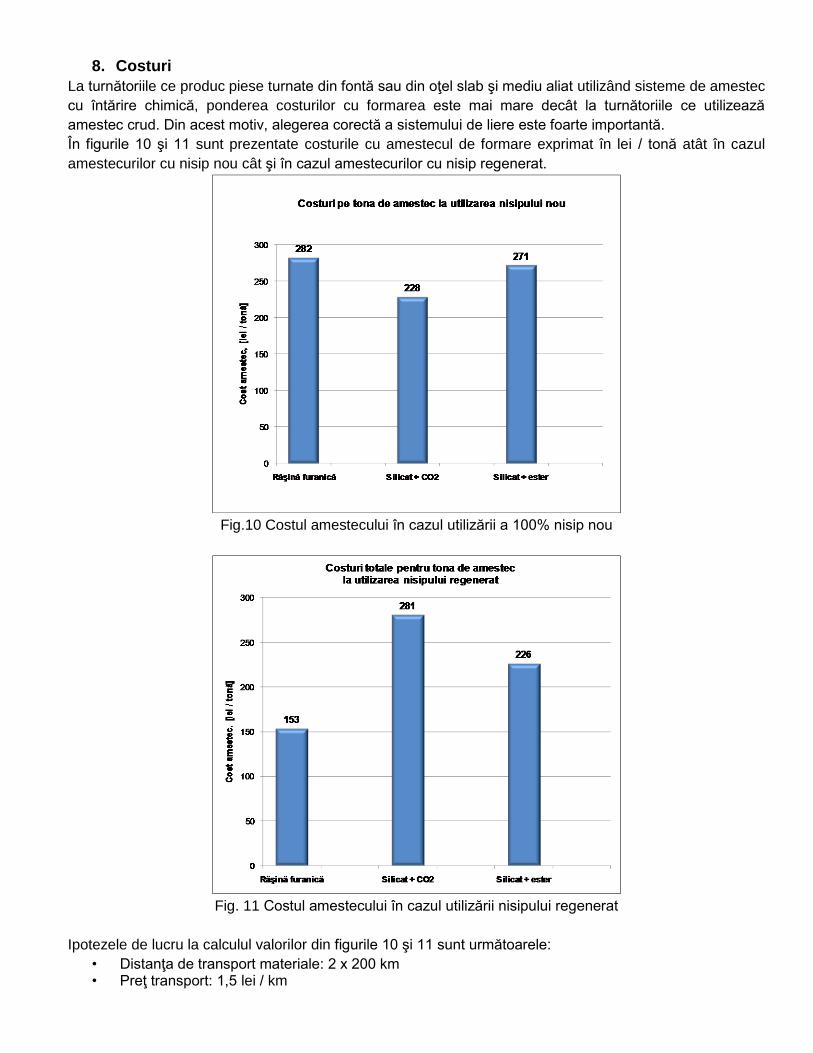
8. Costuri
La turnătoriile ce produc piese turnate din fontă sau din oţel slab şi mediu aliat utilizând sisteme de amestec
cu întărire chimică, ponderea costurilor cu formarea este mai mare decât la turnătoriile ce utilizează
amestec crud. Din acest motiv, alegerea corectă a sistemului de liere este foarte importantă.
În figurile 10 şi 11 sunt prezentate costurile cu amestecul de formare exprimat în lei / tonă atât în cazul
amestecurilor cu nisip nou cât şi în cazul amestecurilor cu nisip regenerat.
Fig.10 Costul amestecului în cazul utilizării a 100% nisip nou
Fig. 11 Costul amestecului în cazul utilizării nisipului regenerat
Ipotezele de lucru la calculul valorilor din figurile 10 şi 11 sunt următoarele:
• Distanţa de transport materiale: 2 x 200 km • Preţ transport: 1,5 lei / km

• Preţuri materiale: valori medii (iunie 2010)
• Costuri cu haldarea: 25 lei / t (include manoperă şi costuri de transport)
• Costurile cu regenerarea au fost calculate pe baza datelor din exploatare puse la dispoziţie de S.C.
ARIO S.A. Bistriţa
Pentru o turnătorie de piese din oţel, cu un raport amestec / tpbt de 6 / 1 şi o producţie anuală de 500 tone
piese bune, costurile cu amestecul ar fi următoarele:
• Răşină furanică : 459.000 lei
• Silicat & CO2 : 843.000 lei (+84%)
• Silicat & Ester : 678.000 lei (+48%)
Concluzii
Sistemul : No-bake / Răşină furanică
Rezistenţă ridicată, capacitate de curgere foarte bună, rigiditate, precizie dimensională şi
posibilitatea stocării îndelungate a formelor şi miezurilor
Regenerabilitatea excelentă, cu eforturi tehnice şi economice minime fac din acest sistem
marele favorit al producătorilor de piese de înaltă performanţă (de la kilograme până la sute
de tone)
Costul minim de exploatare îl face să fie simpatizat până şi de economişti
Miros şi emisii în timpul procesului de formare, turnare şi solidificare
Suspiciunea de poluant extrem a mediului, dovedită a fi falsă sau cel puţin exagerată, face ca sistemul
“no-bake / răşină furanică” să nu fie primit întotdeauna cu braţele deschise, în pofida caracteristicilor
tehnologice şi economice optime.
Sistemul : Silicat de sodiu & CO2
Timpii de întărire foarte scurţi şi productivitatea ridicată
Lipsa problemelor de mediu şi manipularea uşoară
fac din acest sistem campionul simplităţii şi robusteţii; aceste calităţi îl fac foarte popular printre turnători.
Rezistenţa slabă şi sensibilitatea mare la umezeală
Dezbaterea dificilă şi regenerarea aproape imposibilă
fac din sistemul “Silicat & CO2” coşmarul atelierelor de dezbatere, curăţire şi ajustare, iar lipsa
regenerabilităţii amestecului transformă “soluţia ieftină” în varianta economică cea mai dezavantajoasă
Sistemul : Silicat de sodiu & ESTER
Îmbină multe din calităţile celor două sisteme anterioare:
Lipsa emisiilor nocive în procesele de formare, turnare şi solidificare
Regenerabilitatea tot mai bună, datorată atât emancipării calităţii lianţilor, cât şi ca urmare a
dezvoltării de noi echipamente de şi tehnologii de regenerare.
Aceste calităţi fac din anorganicul “Silicat & Ester” un promiţător sistem de lianţi al viitorului, apărut prin
renaşterea silicatului de sodiu, dar modernizat şi adaptat cerinţelor tot mai ridicate impuse de calitatea
pieselor turnate.
Sensibilitatea ridicată la umiditate şi temperatură
Necesitatea menţinerii parametrilor tehnologici în limite foarte strânse
reprezintă pentru marea majoritate a producătorilor de piese turnate bariere încă greu de trecut.

Concluzii finale
Nici unul din sistemele de liere analizate nu poate asigura în mod constant un nivel maxim de performanţă,
din punct de vedere tehnic, economic şi ecologic, pentru întreaga varietate de piese turnate şi de condiţii
locale specifice.
Alegerea sistemului de liere necesită o analiză atentă şi, în orice caz, obligă la sacrificarea unor
caracteristici în favoarea altora, pe care fiecare dintre managerii de turnătorii le consideră mai importante.
Spre exemplu, exagerarea problemelor legate de limitarea nivelului noxelor la locul de muncă şi a celor
legate de protecţia mediului, în cazul utilizării lianţilor organici, trebuie evitată! Atât datele existente, cât şi
faptul că circa 95% din formele şi miezurile utilizate în turnătoriile din Uniunea Europeană sunt realizate cu
lianţi organici, indică faptul că dezavantajele acestora sunt compensate în mod covârşitor de calităţile lor.
Menţinerea permanentă a funcţionării sistemului la parametrii optimi este cel puţin la fel de importantă ca şi
alegerea corectă a acestuia, astfel încât producţia de piese turnate să aducă rezultatul scontat: PROFITUL
COMPANIEI!
Bibliografie:
1. Galante G., Michilli O., Maspero R, No-Bake as we see it, 1997 – IMF s.r.l.- Luino Italy.
2. *** Optimizing sand use in foundries, Environmental technology best practice program, Guide
GG119.
3. Wrighr J.R., Take a New Look at Sand Reclamation, Foundry Management & Technology, March 2001
4. *** Sand Binders, Sand Preparation & Coremaking, Foundry Management & Technology, January 2001
5. Rabbii A., Sodium Silicate Glass as an Inorganic Binder in Foundry Industry, Iranian Polymer Journal, Volume 10, Number 4, 2001
6. Guoping Z., Zongyu J., Study on properties of reclaimed sodium silicate sand, , University of Science and Technology, 1997
7. Documentaţie Tehnică Hüttenes – Albertus 8. Strumps E., Den anorganischen Bindersystemen gehört die Zukunft, Giesserei 7 / 2009 9. Pohlmann U., Knobloch U., Entwicklung umweltverträglicher Gießereiprozesse, Giesserei 9 / 2009