rancang bangun mesin penggiling sekam padi jenis ...digilib.unila.ac.id/54880/3/skripsi tanpa bab...
TRANSCRIPT

RANCANG BANGUN MESIN PENGGILING SEKAM PADI JENIS
PENGGILING KOMBINASI HAMMER MILLS DAN DISC MILLS
(Skripsi)
Oleh
PRASETYO BUDIANTO
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
2018

ABSTRAK
RANCANG BANGUN MESIN PENGGILING SEKAM PADI JENIS
PENGGILING KOMBINASI HAMMER MILLS DAN DISC MILLS
OLEH
PRASETYO BUDIYANTO
Menurut Badan Pusat Statistik (BPS) Indonesia pada tahun 2015 Indonesia
memproduksi padi sebanyak 75.397.841 Ton, dan 37,26 % yaitu sekitar
28.093.236 Ton adalah limbah yang didominasi oleh sekam padi yang
pemanfaatan hanya sebatas menjadi media alas ternak dan dibakar. Jika kita
lihat dari sudut pandang lain, sekam padi memiliki lebih banyak potensi,
sehingga dibutuhkan suatu pengolahan limbah sekam yang lebih modern
yaitu proses penggilingan kedalam bentuk tepung. Dari permasalahan
tersebut maka dilakukan penelitan untuk merancang, membuat dan menguji
kerja mesin penggiling limbah sekam padi menjadi tepung skala rumah
tangga. Proses perancangan menggunakan model proses desain dari Pugh
didapat rancangan mesin penggiling sekam padi dengan penggerak motor
bensin, rangka profil siku, transmisi sabuk puli, dan jenis penggiling
kombinasi hammer mills dan disc mills. Proses pembuatan menghasilkan
mesin penggiling sekam padi dengan dimensi tinggi 1,1 m, panjang dan lebar
0,5 m, dengan daya penggerak 7,6 kW, dan putaran penggiling 3000 rpm.
Pada proses pengujian dengan bahan sekam 1 kg, penyaring mesh no 20,
didapat kapasitas produksi yaitu 10 Kg/Jam, dan konsumsi bahan bakar yaitu
2,05 L/Jam.
Kata kunci: Sekam padi, mesin penggiling, hammer mills dan disc mills.

ABSTRACT
DESIGN OF RICE HUSK MILLING MACHINE COMBINATION MILLS
TYPE HAMMER MILLS AND DISC MILLS
BY
PRASETYO BUDIYANTO
According to the Indonesian Central Statistics Agency (BPS) in 2015
Indonesia produced 75,397,841 tons of rice, and 37.26%, which is around
28,093,236 tons dominated by rice husk was only used as a medium base for
livestock and burned. If we look at from another perspective, rice husk have
more potential, so that it takes a more modern processing of husk waste to
grinding process into flour. From these problems, research was carried out to
design, make and test the work of rice husk waste grinding machines into
household scale flour. The design process uses a design process model from
Pugh, the design of rice husk grinding machines with the drive of a gasoline
motor, elbow profile frame, pulley belt transmission, and the type of grinder
combination of hammer mills and disc mills. The manufactur process
produces rice husk grinding machines with dimensions of 1.1 m in height,
length and width of 0.5 m, driving power of 7.6 kW, and rotation of the shaft
mills 3000 rpm. In the test process with 1 kg husk material, filter mesh 20,
production capacity is 10 Kg / Hour, and fuel consumption is 2.05 L / Hour.
Keywords: Rice husk, grinding machines, hammer mills and disc mills.

RANCANG BANGUN MESIN PENGGILING SEKAM PADI JENIS
PENGGILING KOMBINASI HAMMER MILLS DAN DISC MILLS
Oleh
PRASETYO BUDIANTO
Skripsi
Sebagai Salah Satu Syarat untuk Mencapai Gelar
SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
2018

Judul Skripsi : RANCANG BANGUN MESIN PENGGILING
SEKAM PADI JENIS PENGGILING
KOMBINASI HAMMER MILLS DAN DISC
MILLS
Nama Mahasiswa : Prasetyo Budiyanto
Nomor Pokok Mahasiswa : 1315021052
Jurusan : Teknik Mesin
Fakultas : Teknik
MENYETUJUI
1. Komisi Pembimbing
Ahmad Su’udi, S.T., M.T. Novri Tanti, S.T., M.T.
NIP. 197408162000121001 NIP. 197011041997032001
2. Ketua Jurusan Teknik Mesin
Ahmad Su’udi, S.T., M.T.
NIP. 197408162000121001

MENGESAHKAN
1. Tim Penguji
Ketua : Ahmad Su’udi, S.T., M.T. ………………
Anggota Penguji : Novri Tanti, S.T., M.T. ………………
Penguji Utama : Dr. Jamiatul Akmal, S.T., M.T. ………………
2. Dekan Fakultas Teknik Universitas Lampung
Prof. Suharno, M.S., M.Sc., Ph.D.
NIP. 19620717 198703 1 002
Tanggal Lulus Ujian Skripsi : 07 Desember 2018

PERNYATAAN PENULIS
BAHWA BENAR SKRIPSI INI DIBUAT SENDIRI OLEH PENULIS DAN
BUKAN HASIL PLAGIAT SEBAGAIMANA DIATUR DALAM PASAL 27
PERATURAN AKADEMIK UNIVERSITAS LAMPUNG DENGAN SURAT
KEPUTUSAN REKTOR NO. 3187/H26/DT/2010.
YANG MEMBUAT PERNYATAAN
PRASETYO BUDIYANTO
NPM. 1315021052

RIWAYAT HIDUP
Penulis dilahirkan di desa Gisting Atas, Blok 18,
Kecamatan Gisting, Kabupaten Tanggamus pada tanggal
22 Agustus 1995 sebagai anak pertama dari tiga bersaudara
dari pasangan Untung Sarwono dan Marsih.
Penulis menyelesaikan pendidikan Sekolah Dasar di SD Negeri 1 Gisting atas,
Kecamatan Gisting, Kabupaten Tanggamus pada tahun 2007. Selanjutnya
melanjutkan pendidikan di Sekolah Menegah Pertama di SMP Negeri 1 Gisting
pada tahun 2010, dan menyelesaikan pendidikan di Sekolah Menengah Atas di
SMA Negeri 1 Sumberejo, Kecamatan Sumberejo, Kabupaten Tanggamus pada
tahun 2013.
Pada tahun 2013 penulis terdaftar sebagai mahasiswa Teknik Mesin Fakultas
Teknik Universitas Lampung melalui jalur penerimaan Seleksi Nasional Masuk
Perguruan Tinggi Negeri (SNMPTN). Selama menjadi mahasiswa, penulis aktif
mengikuti kegiatan organisasi Himpunan Mahasiswa Teknik Mesin (HIMATEM)
Universitas Lampung sebagai Sekretaris Bidang Minat dan Bakat periode 2014-
2015, dan sebagai Sekretaris Umum periode 2015-2016. Penulis juga mengikuti
organisasi Komunitas Kreativitas Universitas Lampung (KUKIS) di defisi desain

vii
dan perancangan. Dibidang akademik penulis juga mengikuti beberapa kegiatan
lomba, pada tingkat Fakultas yaitu mengikuti kegiatan Engineering Expo tahun
2015 pada cabang LKTI dan mendapat juara 1. Penulis juga mengikuti event Pekan
Kreativitas Mahasiswa (PKM) pada tahun 2014, 2016, dan 2017. Penulis juga
mengikuti ajang Kontes Mobil Hemat Energi (KMHE) 2016 di Universitas Gajah
Mada di Yogyakarta, dan pada tahun 2017 di Institut Teknologi Sebelas Nopember
di Surabaya.
Penulis melakukan Kerja Praktik (KP) di PT. PLN (Persero) Pembangkit Listrik
Tenaga Panas Bumi (PLTP) Ulu Belu Kabupaten Tanggamus pada tahun 2016.
Pada tahun 2018 penulis melakukan penelitian pada bidang perancangan dengan
judul “Rancang Bangun Mesin Penggiling Sekam Padi Penggerak Poros
Horizontal” dibawah bimbingan Bapak Ahmad Su’udi, S.T., M.T., dan Ibu Novri
Tanti, S.T., M.T.

MOTTO
Keep Moving Forward
And
Be Your Self

PERSEMBAHAN
Puji dan syukur penulis panjatkan kehadirat Allah SWT, atas berkat rahmat dan
karunia-Nya.
Kupersembahkan Karya ini
kepada kedua Orang Tuaku Tercinta
Untung Sarwono
&
Marsih, S.Pd.
Kedua Adikku
Karin Dzulita Ambar Wulan & Heksa Novian Prasetyo
Serta
Rekan-rekan seperjuangan penulis
MESIN 2013
Almamater tercinta
TEKNIK MESIN UNIVERSITAS LAMPUNG

SANWACANA
Assalamu’alaikum Warahmatullahi Wabarakatuh.
Puji dan syukur selalu saya panjatkan atas kehadirat Allah SWT karena berkat dan
karunia-Nya penulis dapat menyelesaikan laporan tugas akhir dengan baik. Laporan
tugas akhir ini dengan judul “Rancang Bangun Mesin Penggiling Sekam Padi
Penggerak Poros Horizontal”.
Skripsi ini disusun untuk memenuhi salah satu persyaratan dalam mencapai gelar
“Sarjana Teknik” di Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung.
Ucapan terima kasih kepada semua pihak atas bantuan baik moral maupun materil
yang telah membantu kelancaran penyusunan skripsi ini, yaitu kepada:
1. Kedua orang tua penulis, Bapak (Untung Sarwono) dan Ibu (Marsih) yang
selalu mendoakan dan memberikan dukungan moral materil kepada penulis.
2. Adik saudara kandung Karin Dzulita Ambar Wulan dan Heksa Novian
Prasetyo, kejarlah mimpi kalian setinggi mungkin.
3. Bapak Ahmad Suudi, S.T., M.T., selaku pembimbing 1 tugas akhir penulis
dan juga Ketua Jurusan Teknik Mesin Universitas Lampung, terimakasih atas
segala waktu yang telah diluangkan untuk membimbing penulis dalam
menyelesaikan tugas akhir ini.
4. Ibu Novri Tanti, S.T., M.T., selaku pembimbing 2 tugas akhir ini, terima kasih
atas kesediaan dan arahannya dalam menyelesaikan tugas akhir ini.
5. Bapak Dr. Jamiatul Akmal, S.T., M.T., selaku pembahas tugas akhir ini,
terima kasih atas saran dan masukan yang membangun dalam
penyempurnaan laporan tugas akhir ini.
6. Bapak Nafrizal, S.T., M.T., selaku pembimbing akademik yang telah
memberikan banyak pengarahan dan masukan.

xi
7. Bapak serta Ibu Dosen Jurusan Teknik Mesin atas bimbingan dan ilmu yang
telah diberikan selama perkuliahan.
8. Terimakasih kepada Didi Marsoni yang telah menjadi partner selama penulis
menyelesaikan tugas akhir ini.
9. Terimakasih kepada Citra Cahya Nurani, Doni Mailana Pangestu, Kadek
Sukanadi, I Putu Dharma Adi Wijaya, dan Tata Kurniawan yang selalu
menemani selama penulis melaksanakan studi di jurusan Teknik Mesin
Universitas Lampung.
10. Terimakasih kepada seluruh rekan-rekan Teknik Mesin Universitas Lampung
angkatan 2013 yang tidak dapat disebutkan satu persatu.
11. Terimakasih kepada seluruh rekan-rekan KUKIS UNILA yang tidak dapat
disebutkan satu persatu.
Harapan terbesar penulis agar laporan tugas akhir ini dapat memberikan manfaat
bagi penulis khususnya dan pembaca umumnya. Penulis menyadari bahwa selama
penyusunan dan penulisan laporan tugas akhir ini masih banyak terdapat kesalahan
dan kekurangan serta masih sangat jauh dari kesempurnaan. Oleh karena itu kritik
dan saran serta masukan yang bersifat membangun sangat diperlukan untuk
perbaikan laporan tugas akhir ini menjadi lebih baik.
Wassalamu’alaikum Warahmatullahi Wabarakatuh.
Bandar Lampung, Desember 2018
Penulis
Prasetyo Budiyanto
NPM. 1315021052

DAFTAR ISI
Halaman
ABSTRAK ...................................................................................................... i
HALAMAN JUDUL ....................................................................................... iii
HALAMAN PERSETUJUAN ........................................................................ iv
HALAMAN PENGESAHAN ......................................................................... v
SURAT PERNYATAAN PENULIS .............................................................. vi
RIWAYAT HIDUP ......................................................................................... vi
MOTTO .......................................................................................................... viii
PERSEMBAHAN ........................................................................................... ix
SANWACANA ............................................................................................... x
DAFTAR ISI ................................................................................................... xii
DAFTAR GAMBAR ...................................................................................... xvi
DAFTAR TABEL ........................................................................................... xviii
DAFTAR SIMBOL ......................................................................................... xix
BAB I. PENDAHULUAN ............................................................................. 1
A. Latar Belakang ....................................................................................... 1
B. Tujuan Penelitian ................................................................................... 3
C. Batasan Masalah .................................................................................... 3
D. Sistematika Penulisan Laporan .............................................................. 3
BAB II. TINJAUAN PUSTAKA .................................................................. 5
A. Sekam Padi ............................................................................................ 5
B. Produk Hasil Olahan Limbah Sekam Padi ............................................ 7
1. Peternakan dan pertanian ................................................................... 7

xiii
2. Sumber energi .................................................................................... 7
3. Adsorben, penyaring, dan penjernih .................................................. 8
4. Pembuatan furfal ................................................................................ 8
5. Bahan bangunan ................................................................................. 8
C. Definisi Perancangan Teknik ................................................................. 9
D. Metode Perancangan Teknik ................................................................. 10
1. Proses desain sistematis yang direkomendasikan oleh
pahl dan beitz .................................................................................... 10
2. Proses desain sistematis yang direkomendasikan oleh
SEED (pugh) ..................................................................................... 12
E. Fase dalam Proses Perancangan ............................................................. 13
1. Spesifikasi .......................................................................................... 14
2. Perumusan konsep desain .................................................................. 14
3. Pemodelan dan desain detail .............................................................. 15
4. Pabrikasi ............................................................................................ 16
F. Sistem Penggiling ................................................................................... 16
1. Roller mills ......................................................................................... 17
2. Impact mills ....................................................................................... 18
3. Attrition mills ..................................................................................... 20
4. Tumbling mills ................................................................................... 22
G. Elemen Mesin Penggiling Sekam Padi .................................................. 23
1. Motor penggerak mula ....................................................................... 23
2. Poros .................................................................................................. 26
3. Pasak .................................................................................................. 28
4. Bantalan ............................................................................................. 28
5. Transmisi ........................................................................................... 29
6. Pengayak atau penyaring ................................................................... 35
7. Rangka ............................................................................................... 36
H. Uji Kinerja Mesin Penggiling ................................................................ 37
1. Kapasitas Penggiling ......................................................................... 37
2. Konsumsi bahan bakar ....................................................................... 37

xiv
BAB III. METODOLOGI PENELITIAN .................................................. 38
A. Tempat dan Waktu Penelitian ............................................................... 38
B. Alat dan Bahan ...................................................................................... 38
1. Alat pembuatan dan pengujian .......................................................... 38
2. Bahan pembuatan dan pengujian ....................................................... 40
C. Alur Penelitian ....................................................................................... 41
D. Alur Perancangan .................................................................................. 42
E. Prosedur Pengujian ................................................................................ 43
1. Prosedur persiapan pengujian ............................................................ 43
2. Prosedur pengoperasian mesin penggiling sekam padi dan
pengambilan data .............................................................................. 44
3. Analisa data ....................................................................................... 45
BAB IV. HASIL DAN PEMBAHASAN ..................................................... 46
A. Hasil Perancangan Mesin Penggiling Sekam Padi ................................ 46
1. Identifikasi Masalah ........................................................................... 46
2. Pengumpulan Informasi ..................................................................... 46
3. Menentukan Spesifikasi ..................................................................... 47
4. Perumusan Konsep Desain ................................................................ 49
5. Pemodelan dan Desain Detail ............................................................ 52
B. Hasil Pembuatan Mesin Penggiling Sekam Padi ................................... 72
1. Rangka ............................................................................................... 73
2. Motor Penggerak ............................................................................... 73
3. Ruang Penggiling ............................................................................... 74
4. Hammer Mills, Disc Mills, dan Screw Pengumpan ........................... 75
5. Sistem Transmisi Puli dan Sabuk ...................................................... 75
C. Data Hasil Pengujian ............................................................................. 76
D. Pembahasan ........................................................................................... 77
1. Kapasitas Penggilingan ...................................................................... 78
2. Konsumsi Bahan Bakar ..................................................................... 79

xv
BAB V. SIMPULAN DAN SARAN ............................................................. 81
A. Simpulan ................................................................................................ 81
B. Saran ...................................................................................................... 81
DAFTAR PUSTAKA .................................................................................... 83

DAFTAR GAMBAR
Halaman
Gambar 2.1. Sekam padi ................................................................................. 5
Gambar 2.2. Model proses desain dari Pahl dan Beitz ................................... 11
Gambar 2.3. Model proses desain dari Pugh ................................................... 13
Gambar 2.4. Mekanisme penggilingan mesin rol silinder .............................. 17
Gambar 2.5. Mekanisme penggilingan hammer mills .................................... 19
Gambar 2.6. Mekanisme penggilingan fluid energy mills .............................. 20
Gambar 2.7. Mekanisme penggilingan disc attrition mills . ............................ 22
Gambar 2.8. Mekanisme penggilingan mesin tumbling mills ......................... 22
Gambar 2.9. Jenis-jenis pasak ......................................................................... 28
Gambar 2.10. Transmisi sproket dan rantai .................................................... 31
Gambar 2.11. Grafik daya rencana dan putaran puli kecil .............................. 33
Gambar 2.12. Standar dimensi penampang sabuk V ...................................... 34
Gambar 3.1. Diagram alur proses penelitian ................................................... 42
Gambar 3.2. Diagram alur proses perancangan .............................................. 43
Gambar 4.1. Varian desain konsep ................................................................. 51
Gambar 4.2. Model mesin penggiling sekam padi .......................................... 53
Gambar 4.3. Komponen penggilingan kombinasi .......................................... 54
Gambar 4.4. Tumpuan dan beban pada poros ................................................. 56
Gambar 4.5. Diagram momen lentur ............................................................... 57
Gambar 4.6. Letak beban pada rangka di mesin penggiling sekam padi ........ 69
Gambar 4.7. Diagram benda bebas rangka atas .............................................. 70
Gambar 4.8. Diagram benda bebas rangka bawah .......................................... 70
Gambar 4.9. Mesin penggiling sekam padi ..................................................... 72
Gambar 4.10. Rangka mesin penggiling sekam padi ...................................... 73

xvii
Gambar 4.11. Motor penggerak Hyundai HDE 390 ....................................... 74
Gambar 4.12. Komponen ruang penggiling .................................................... 74
Gambar 4.13. Hammer Mills, Disk Mills dan Screw Pengumpan ................... 75
Gambar 4.14. Sabuk dan puli .......................................................................... 76
Gambar 4.15. Sekam padi setelah digiling ..................................................... 78

DAFTAR TABEL
Halaman
Tabel 2.1. Nilai panas jenis-jenis bahan bakar ................................................ 6
Tabel 2.2. Faktor-faktor koreksi daya ............................................................. 26
Tabel 4.1. Tabel pemeringkatan kriteria ......................................................... 48
Tabel 4.2. Tabel peringkat dan bobot kriteria ................................................. 49
Tabel 4.3. Tabel morfologi ............................................................................. 50
Tabel 4.4. Tabel penilaian varian .................................................................... 52
Tabel 4.5. Tabel data hasil pengujian .............................................................. 76

DAFTAR SIMBOL
Simbol Keterangan Satuan
α Nilai faktor konsentrasi tegangan
ρ Massa jenis kg/m3
σ Tegangan lentur N/mm2
σb Tegangan lentur bahan N/mm2
τ Tegangan geser N/mm2
τk Tegangan kombinas N/mm2
τi Tegangan izin N/mm2
ϴ Derajat defleksi puntiran, Sudut kontak o
Bn Beban Kg
C Jarak antara dua sumbu poros mm
Cp Rasio antara jarak sumbu poros dibagi jarak bagi gigi
dn Diameter poros mm
Dp Diameter nominal puli penggerak mm
dp Diameter nominal puli yang digerakkan mm
fc Faktor koreksi daya
FH Gaya dalam arah sumbu horizontal N
FV Gaya dalam arah sumbu vertical N
G Modulus geser kg/mm3
I Momen inersia mm4
J Momen inersia polar (Ix +Iy) mm4
Km Faktor koreksi momen lentur
Kt Faktor koreksi momen punter
L Panjang rantai/sabuk mm
xx
Mn Momen lentur Nmm
n Putaran poros rpm
n1 Putaran puli penggerak rpm
n2 Putaran puli yang digerakkan rpm
Nc Kecepatan kritis rpm
P Daya motor kW
Pd Daya rencanga kW
Rn Reaksi tumpuan Kg
r Jari-jari poros mm
Sfn faktor keamanan
T Momen puntir rencana Nmm
v Jarak dari titik pusat sumbu netral mm
Vn Volume m3
vs Kecepatan sabuk m/s
y Defleksi poros mm
z1 Jumlah gigi sproket kecil
z2 Jumlah gigi sproket besar

BAB I
PENDAHULUAN
A. Latar Belakang
Tanaman padi merupakan tanaman budidaya utama di Indonesia yang
menghasilkan beras untuk bahan pangan pokok mayoritas masyarakat
Indonesia, dengan nilai konsumsi peringkat pertama terbanyak dari bahan
makanan pokok lainnya. Menurut Badan Pusat Statistik (BPS) Indonesia, data
produksi padi meningkat tiap tahunnya dan pada tahun 2015 Indonesia
memproduksi padi sebanyak 75.397.841 Ton. Padi yang dihasilkan pasca
panen tersebut akan melalui beberapa tahap lagi untuk menghasilkan beras
yang siap untuk dijual. Salah satu proses yang mengalami banyak kehilangan
yaitu proses penggilingan padi untuk menjadi beras. Menurut Kementerian
Pertanian Direktorat Jendral Tanaman Pangan jumlah padi yang diproses
menjadi beras mengalami penyusutan sebanyak 62,74 % atau sekitar
47.304.605 Ton, dan sisanya yaitu sekitar 28.093.236 Ton adalah produk
sampingan yang sering disebut dengan limbah.
Limbah pada umumnya adalah produk yang memiliki nilai ekonomi yang
sangat kecil sehingga banyak limbah hasil penggilingan tersebut hanya
terbuang sia-sia. Pada proses penggilingan padi, menurut Badan Penelitian
dan Pengembangan Pertanian, Kementrian Pertanian Republik Indonesia
didapat 20-30 % sekam padi, 8-12 % dedak dan 50-63,5 % beras giling. Selain
dengan jumlah beras sebagai produk yang diinginkan tersebut, jumlah limbah
yang dihasilkan mayoritas didominasi oleh sekam padi.

2
Pada proses penguraiannya secara alami, sekam padi akan sulit untuk diurai
dalam waktu singkat sehingga limbah tersebut dapat mengganggu ekosistem
di lingkungannya. Pada saat ini pemanfaatan secara sederhana limbah sekam
padi pada umumnya hanya sebatas untuk menjadi media alas ternak dan
dibakar sia-sia untuk mengurangi jumlah tumpukan limbah tersebut, tanpa
adanya pengolahan khusus agar menjadi lebih berharga. Namun pengolahan
limbah dengan cara dibakar tersebut dapat mengakibatkan pencemaran udara,
meningkatkan efek rumah kaca dan sangat merugikan bagi lingkungan
sekitar.
Dilihat dari sudut pandang lain, sekam padi memiliki lebih banyak potensi
baik dari pada hanya sebagai limbah produk sampingan dari beras. Dari segi
potensi energi, sekam padi dapat di golongkan sebagai energi alternatif dan
dapat didaur ulang karena proses produksi padi akan dilakukan dengan siklus
secara berulang dan terus menerus sehingga sumber daya alam sekam akan
terus didapat. Menurut Houston (1972) sekam memiliki kerapatan jenis (bulk
density) sebesar 0,1 g/ml atau 125 kg/m3 dan nilai kalori sebesar 3300-3600
k.kal/kg dengan konduktifitas panas sebesar 0,271 BTU. Dengan jumlah
energi potensial tersebut jika dapat dimanfaatkan dengan metode yang tepat
maka sekam layak menjadi pilihan energi alternatif pengganti bahan bakar
fosil.
Sehingga dibutuhkan suatu pengolahan limbah yang lebih modern dengan
memanfaatkan teknologi-teknologi terbaru untuk menghasilkan suatu alat
tepat guna yang dapat mengubah bentuk limbah sekam menjadi produk yang
lebih berguna dan lebih mudah untuk diolah menjadi produk baru ataupun
bahan tambahan produk lain, dan secara umum yang digunakan adalah dalam
bentuk tepung. Tepung sekam diperoleh dari proses penggilingan dengan
mesin penggiling. Pembuatan mesin penggiling tersebut harus dapat
memenuhi kebutuhan-kebutuhan yang ada sehingga sekam dapat
dimanfaatkan secara maksimal.

3
B. Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah sebagai berikut:
1. Merancang dan membuat mesin penggiling limbah sekam padi menjadi
tepung skala rumah tangga.
2. Menguji kerja dari sistem penggilingan limbah sekam padi.
C. Batasan Masalah
Dalam proses penelitian ini masalah akan dibatasi untuk menjelaskan ruang
lingkup pembahasan sebagai berikut:
1. Perancangan mesin penggiling padi didasari oleh kriteria perancangan
yang telah ditentukan, elemen yang dihitung hanya poros, trasmisi dan
rangka. Pembuatan mesin penggiling dilakukan oleh pihak ketiga
dengan panduan gambar teknik.
2. Pengujian mesin penggiling dilakukan untuk mengetahui parameter
umum yaitu kapasitas penggiling, persentase hasi gilingan, dan
konsumsi bahan bakar.
D. Sistematika Penulisan Laporan
Penulisan laporan Tugas Akhir ini disusun menjadi 5 bab, adapun sistematika
penulisannya adalah sebagai berikut:
BAB I. PENDAHULUAN
Berisi latar belakang, tujuan penelitian, batasan masalah, dan sistematika
penulisan laporan penelitian tugas akhir.
BAB II. TINJAUAN PUSTAKA
Pada bagian ini penulis menjabarkan sumber ilmu secara teori sebagai dasar
dan panduan untuk penerapan dalam pelaksanaan penelitian.

4
BAB III. METODOLOGI PENELITIAN
Dalam bab ini menjelaskan metode atau tahapan konsep rancangan, flowchart
proses pembuatan proyek akhir, waktu dan pelaksanaan dalam proses
penelitian.
BAB IV. HASIL DAN PEMBAHASAN
Untuk bagian ini berisikan tentang proses perancangan, pembuatan, dan
pengujian, lalu data-data dan informasi yang didapat selama melakukan
proses penelitian digunakan untuk melakukan analisis, perhitungan,
pembahasan, dan evaluasi terhadap hasil yang didapat tersebut.
BAB V. SIMPULAN DAN SARAN
Pada bagian ini berisikan tentang beberapa poin kesimpulan dan saran yang
didapat selama proses melakukan penelitian dan pengambilan data.
DAFTAR PUSTAKA
LAMPIRAN

BAB II
TINJAUAN PUSTAKA
A. Sekam Padi
Sekam adalah produk limbah dari proses penggilingan atau penumbukan
gabah padi untuk mendapatkan beras, sekam memiliki ciri-ciri yaitu bentuk
lapisan yang keras, kering dan bersisik yang membungkus bulir beras terdiri
dari dua belahan yaitu lemma dan palea yang saling berhadapan, bentuk dari
sekam padi dapat dilihat pada gambar 2.1. dibawah ini.
Gambar 2.1. Sekam padi
Badan Penelitian dan Pengembangan Pertanian (2008) bahwa jumlah berat
produk sekam yang diperoleh dari proses untuk mendapatkan beras yaitu
sebanyak 20-30 % dari jumlah berat gabah. Sekam memiliki massa jenis
(density) sebesar 100 kg/m3 dan nilai panas sebesar 3300-3600 k.kalori/kg
dengan konduktivitas panas sebesar 0,271 BTU (Houston, 1972).
Perbandingan nilai panas dari beberapa bahan bakar yang umum digunakan
sebagai sumber panas dapat dilihat pada tabel di halaman selanjutnya.

6
Tabel 2.1. Nilai panas jenis-jenis bahan bakar
No Jenis bahan bakar Nilai panas (kkal/kg)
1. Sekam 2800-3400
2. Batubara 4500-7500
3. Cokes 6000-7000
4. Briket serbuk gergaji 7500-8000
5. Bensin 10674-11290
6. Minyak tanah 10500
7. Kayu bakar 4000
Sumber : Winarno (1975) dan Grist (1959)
Walaupun nilai kalor sekam cukup kecil namun jika dihitung dari jumlah
keseluruhan produksi padi di Indonesia energi yang didapat cukup banyak
untuk dijadikan sumber energi alternatif. Menurut Suharno (1979) sekam
memiliki kandungan berupa:
• Kadar air : 9,02%
• Protein kasar : 3,03%
• Lemak : 1,18%
• Serat kasar : 35,68%
• Abu : 17,17%
• Karbohidrat dasar : 33,71%
Unsur dan senyawa kimia yang terdapat pada sekam padi menurut DTC-IPB
berupa:
• Karbon (zat arang) : 1,33%
• Hidrogen : 1,54%
• Oksigen : 33,64%
• Silika : 16,98%
Sampai saat ini diperkirakan sebagian besar dari limbah sekam belum
dimanfaatkan secara maksimal atau dibuang, kecuali dimanfaatkan sebagai
alas ternak (litter) oleh peternakan yang cukup berkembang (Sulardjo, 2013).

7
B. Produk Hasil Olahan Limbah Sekam
Selama ini proses pengolahan limbah sekam padi dilakukan dengan berbagai
metode sesuai dengan produk yang dihasilkan. Produk-produk yang saat ini
dihasilkan dari pengolahan limbah sekam menurut Sulardjo (2013) yaitu:
1. Peternakan dan Pertanian
Saat ini penggunaan limbah sekam padi yang paling banyak di bidang
peternakan sebagai alas ternak (litter), industri ternak unggas di
Indonesia yang paling banyak menggunakan sekam. Sekam jika diolah
menjadi abu yang ditambahkan pada pupuk pertanian dapat
memberikan pengaruh positif dalam penyerapan unsur silika, dan juga
mempengaruhi tekstur tanah, terutama tanah yang berlumpur atau liat.
Sekam pula dapat dipakai sebagai media pembawa (carrier) dalam
penyebaran bibit yang berupa biji-bijian kecil agar diperoleh
penyebaran yang merata.
2. Sumber Energi
Metode paling mudah untuk menghasilkan energi dari sekam yaitu
dengan cara membakarnya, panas yang dihasilkan dari proses
pembakaran dapat dimanfaatkan untuk sumber energi pembangkit
listrik tenaga uap atau untuk menjalankan proses penggilingkan padi.
Nilai energi panas yang terkandung didalam sekam padi bervariasi
tergantung jenis tanaman padinya, umumnya berkisar antara 2800
hingga 3400 kkal/kg, nilai tersebut tidak jauh berbeda dengan energi
panas yang dikandung kayu bakar (4000 kkal/kg), sehingga sekam padi
cocok untuk menjadi bahan bakar alternatif di dapur. Untuk
mempermudah penggunaannya bahan bakar dari sekam maka sebelum
digunakan terlebih dahulu dibuat briket.

8
3. Adsorben, Penyaring, dan Penjernih
Abu dari sekam padi telah dipakai untuk menyerap minyak dan
mencegah antiselip pada permukaan, juga dipakai sebagai penyerap
bahan-bahan yang kental, lengket dan sebagainya sehingga
mempermudah dalam penanganannya. Abu sekam juga dapat bersaing
dengan tanah diatomea sebagai penjernih air.
Silika yang dikandung dalam abu sekam padi diketahui memiliki
kemampuan adsorben yang dapat digunakan sebagai penyerap logam
berat pada air limbah industri. Hasil penyerapan optimal yang didapat
tersebut diperoleh dari bahan abu sekam yang telah menjadi tepung
yaitu partikel padat dengan bentuk butiran halus yang memiliki ukuran
partikel antara 30-50 mesh.
Sekam padi juga dapat diolah menjadi karbon aktif untuk proses
penyaringan, tetapi hasil yang didapat dari sekam padi masih kurang
baik dan merata dari bahan lain seperti tempurung kelapa.
4. Pembuatan Furfural
Furfural adalah senyawa organik hasil dari olahan bahan sampingan
dari bidang pertanian seperti tongkol jagung, oat, dedak gandum,
serbuk gergaji dan sekam padi yang digunakan sebagai bahan baku
kimia berbasis non-minyak bumi yang dapat diperbarui serta menjadi
komponen penting dalam industri pengolahan zat kimia. Furfural
diperoleh dari pemanasan sekam padi dengan asam sulfat encer lalu
melalui proses destilasi untuk menghilangkan kandungan airnya.
Sayangnya furfal yang didapat dari pengolahan sekam padi hanya
sebesar 11-13% saja.
5. Bahan Bangunan
Sekam dapat digunakan sebagai papan kedap air bagi bangunan. Jika
dapat dikembangkan dalam skala besar, maka industri semacam ini

9
akan sangat menguntungkan. Houston (1972) memperkirakan bahwa
dengan banyaknya kemungkinan jenis-jenis papan yang bisa dibuat dari
sekam, maka dengan cara ini yang paling memberikan harapan dimasa
yang akan datang.
Silikat hasil dari pengolahan sekam secara efektif dapat digunakan
sebagai campuran pada pengolahan karet sehingga menjadi tidak licin.
Keuntungan dari abu sekam sebagai bahan pengisi (filler) memiliki
kelebihan lebih cepat kering dibandingkan karbon. Semen bisa dibuat
dari pencampuran 20-30% kapur dan abu sekam. Sifat-sifat
kekerasannya dan daya rekatnya hampir sama dengan semen biasa
(portland). Daya elastis dan kekuatan tensilnya cukup memuaskan.
Tetapi kebutuhan air untuk semen dari abu sekam lebih besar daripada
semen biasa sehingga daya penciutannya lebih kecil (Houston, 1972).
Keuntungan semen dari abu sekam adalah warna hitam yang lebih
permanen, kekuatan kompresifnya lebih tinggi, dan karena daya tahan
asamnya lebih tinggi dibandingkan semen biasa, maka semen dengan
campuran abu sekam dapat digunakan sebagai lantai atau bahan
bangunan pada industri kimia dan makanan.
C. Definisi Perancangan Teknik
Perancangan teknik adalah bagian dari kegiatan untuk menemukan dan
menciptakan solusi baru bagi suatu masalah yang belum dapat dipecahkan,
atau dengan solusi baru untuk masalah lain yang sebelumnya sudah
dipecahkan namun menggunakan cara yang berbeda. Perancangan teknik
juga memanfaatkan kemampuan kecerdasan intelektual untuk dapat
menerapkan pengetahuan tersebut secara ilmiah dan memastikan produk
yang dibuat sesuai yang dibutuhkan pasar dengan spesifikasi desain produk
yang telah disepakati, tetap dapat diproduksi menggunakan metode yang
optimum. Kegiatan desain tidak dapat dikatakan selesai sebelum hasil akhir
produk dapat digunakan dengan tingkat kepuasan tinggi yang dapat diterima
dan dengan alur proses kerja yang dibuat dengan jelas (Hurst, 1999).

10
D. Metode Perancangan Teknik
Metode dalam proses perancangan teknik dalam bentuknya secara sederhana
yaitu proses pemecahan masalah, penggunaan suatu proses adalah untuk
mendukung dalam suatu perancangan dengan menyediakan suatu kerangka
kerja atau metodologi. Sehingga dapat membantu seorang perancang teknik
untuk tahu bagaimana memulainya.
Dengan cara menggunakan metode pendekatan yang sistematis dan
dokumentasi yang jelas dan logis dapat membantu dalam perkembangan
desain. Hal ini berguna jika produk akan dikembangkan lebih lanjut dan
didesain ulang dikemudian hari. Menggunakan referensi dokumentasi
pendukung yang lengkap dapat membantu membuktikan bahwa praktik
dalam proses perancangan menggunakan metode yang terbaik yang
digunakan dalam ketentuan hukum. Ketaatan mengikuti proses tahapan yang
telah ditetapkan dan dijelaskan kemudian akan membebaskan pikiran, yang
biasanya terbagi-bagi dalam mengerjakan suatu proyek, sehingga dapat
menghasilkan solusi yang lebih inovatif dan masuk akal.
Menurut Hurst (1999) terdapat dua pendekatan sistematis yang diusulkan
yang berbeda detailnya namun memiliki konsep dasar yang sama yaitu:
1. Proses desain sistematis yang direkomendasikan oleh Pahl dan Beitz
Pahl dan Beitz mengusulkan metode merancang produk sebagaimana
sudah dijelaskan didalam bukunya; Engineering Desaign : A Systematic
Approach, model pendekatan sistematis dapat dilihat di halaman
selanjutnya.

11
Gambar 2.2. Model proses desain dari Pahl dan Beitz
(Hurst, 1999)
Prosedur proses merancang yang digagas oleh Pahl dan Beitz tersebut
secara umum terdiri dari 4 kegiatan atau fase, yang masing-masing
terdiri dari beberapa langkah.

12
Keempat fase tersebut adalah :
a. Perencanaan dan penjelasan tugas
b. Perancangan konsep produk
c. Perancangan bentuk produk (embodiment design)
d. Perancangan detail
Untuk tiap-tiap fase dari keempat proses perancangan diatas akan
menentukan proses pada fase selanjutnya, seperti untuk fase pertama
prosesnya akan menghasilkan suatu daftar yang berisi persyaratan dan
spesifikasi suatu perancangan, dan hasil dari fase pertama tersebut akan
diteruskan ke proses fase selanjutnya dan pada tiap fase akan saling
berkaitan sehingga jika salah satu fase mengalami perubahan maka
akan mempengaruhi fase sebelumnya dan juga fase setelahnya.
2. Proses desain sistematis yang direkomendasikan oleh SEED (Pugh)
Pada sistematika proses desain yang direkomendesaikan oleh Pugh
memiliki kesamaan dengan rekomendasi dari Pahl dan Beitz yaitu
proses dasar untuk mengidentifikasi masalah, menghasilkan potensi
solusi, memilih solusi-solusi tersebut, menyempurnakan dan
menganalisis konsep solusi yang dipilih, melaksanakan desain detail,
dan menghasilkan deskripsi produk yang memungkinkan masuk ke
proses pabrikasi.
Agar proses desain menjadi lebih lengkap, proses desain dapat
diperluas dengan menyertakan cara penggunaan dan daur ulang atau
penguraian agar dapat membantu dalam pemahaman konsep desain
suatu produk. Sistematika proses desain oleh Pugh dapat dilihat pada
gambar 2.3. pada halaman berikutnya.

13
Gambar 2.3. Model proses desain dari Pugh
(Hurst, 1999)
E. Fase dalam Proses Perancangan
Perancangan yang dilakukan adalah rangkaian yang saling berurutan, karena
melingkupi keseluruhan kegiatan yang terdapat di dalam proses perancangan.
Kegiatan-kegiatan tersebut yang dalam proses perancangannya dinamakan
fase. Di dalam Fase untuk proses perancangan memiliki perbedaan satu

14
dengan yang lain, dan setiap dari fase proses perancangan tersebut yang
terdiri dari beberapa kegiatan dinamakan langkah-langkah dalam suatu fase.
Menurut model proses desain Pugh terdapat 4 fase umum secara berurutan
yaitu terdiri dari:
1. Spesifikasi
Dalam menyusun spesifikasi yang lengkap dan detail mengenai suatu
masalah, harus melakukan banyak penyelidikan awal tentang suatu
kebutuhan. Spesifikasi harus bersifat dinamis karena akan mengalami
perubahan selama berlangsungnya proses perancangan dan pembuatan
suatu produk.
Spesifikasi desain produk meliputi beberapa kategori kebutuhan yang
terdiri dari:
a. Ketentuan performa yang terdiri dari fungsi-fungsi penampilan,
kehandalan, kondisi lingkungan, biaya produksi, ergonomis,
kualitas, berat, dan kebisingan.
b. Ketentuan operasi meliputi instalasi, penggunaan, pemeliharaan,
dan keamanan.
c. Ketentuan pabrikasi berupa pemilihan material, proses-proses
perakitan, kemasan, kuantitas, dan tanggal penyerahan.
d. Standar Penerimaan berisi tentang inspeksi, pengujian, standar-
standar, dan hak paten.
e. Penguraian produk berupa standar, peraturan, kebijakan
perusahaan, dan peringatan bahaya.
2. Perumusan Konsep Desain
Tujuan dari proses perumusan konsep desain adalah untuk merumuskan
alternatif-alternatif konsep yang ada, setelah itu melakukan proses
diskusi dan evaluasi pada hasil perancangan konsep desain yang akan
menghasilkan salah satu atau beberapa konsep terbaik yang pada
prinsipnya dianggap memenuhi spesifikasi, yang akan berlanjut untuk

15
dikembangkan pada fase selanjutnya. Konsep desain yang dihasilkan
pada fase ini adalah masih berupa skema atau dalam bentuk sketsa.
3. Pemodelan dan Desain Detail
Pada fase ini pada intinya yaitu bertujuan untuk mengembangkan
desain produk dari solusi alternatif yang telah dipilih dalam bentuk
skema atau sketsa kedalam bentuk pemodelan matematika dan bentuk
perancangan detail elemen-elemen produk yang kemudian dituangkan
kedalam gambar detail untuk proses pembuatan.
Menurut Hurst (1999) ada tiga tipe pokok pemodelan, yaitu model
matematika, termasuk optimasi, model skala fisik, dan model simulasi
yang biasanya dilakukan dengan bantuan software komputer. Terdapat
berbagai jenis software yang dapat digunakan untuk proses 3D
parametric modeling salah satunya yaitu SolidWorks.
Secara umum sebuah model dapat didefinisikan sebagai representasi
realita yang disederhanakan, yang diciptakan untuk tujuan tertentu.
Setelah itu tahap selanjutnya adalah mempertimbangkan komponen-
komponen individu dan memastikan bahwa komponen yang dipilih
sudah optimal.
Selanjutnya selama proses desain detail, desain yang telah dibuat dan
komponen-komponen yang telah dipilih harus diverifikasi dan
diberikan informasi yang lengkap sebelum dilakukan pabrikasi atau
pembuatan. Informasi tersebut dapar berupa gambar produksi disertai
dokumentasi yang lengkap yang berupa:
a. Gambar dari semua elemen produk harus lengkap yang terdiri
dari bentuk geometrinya, dimensi, kekasaran permukaan, dan
pemilihan material yang digunakan.
b. Gambar susunan komponen (assembly).
c. Gambar susunan produk.

16
d. Spesifikasi yang terdiri dari keterangan-ketarangan yang tidak
dapat dimuat dala gambar.
e. Bill of material dari semua komponen produk.
4. Pabrikasi
Setelah proses desain detail selesai maka proses selanjutnya adalah
pembuatan atau pabrikasi alat berupa purwarupa degan pengujian-
pengujian kualitas produk sebelum masuk kedalam produksi masal.
F. Sistem Penggiling
Mesin penggiling sekam padi termasuk kedalam golongan mesin pengecilan
ukuran (size reduction) material atau mesin yang berfungsi untuk merubah
ukuran suatu material dari yang lebih besar menjadi ukuran yang lebih kecil.
Metode yang digunakan yaitu membuat material hancur dengan cara
memberikan gaya luar yang besarnya melebihi tegangan maksimal material
tersebut. Ada tiga gaya yang digunakan dalam proses penggilingan secara
umum yaitu dengan cara tekanan (compression), benturan (impact), dan
geseran (shear) (Brennan, 2005).
Pada metode gaya tekanan umumnya digunakan untuk material yang keras
seperti mesin penghancur (crushing) untuk material tambang. Metode
penggilingan dengan gaya benturan (impact) digunakan untuk menggiling
jenis material yang luas, dari jenis material yang keras sampai yang lunak,
termasuk juga untuk bahan makanan yang berserat. Sedangkan penggiling
dengan gaya geseran (shear) cocok untuk jenis material yang lunak dan dapat
menghasilkan produk yang paling halus dari metode penggilingan lainnya.
Penerapan dari mekanisme gaya-gaya ini mendistorsi dan merubah bentuk
partikel sehingga melampaui batas elastisitas materialnya yang menyebabkan
material tersebut menjadi pecah menjadi material yang memiliki ukuran yang
lebih kecil.

17
Menurut Brennan (2005) mesin penggiling digolongkan kedalam 4 kelompok
yaitu:
1. Roller Mills
Jenis mesin penggiling ini terdiri dari dua silinder rol yang dipasang
pada sumbu horizontal dan berputar satu sama lain dengan arah yang
berlawanan. Material umpan masuk dari bagian atas melalui celah dari
dua silinder rol lalu dijepit dan ditarik oleh silinder rol dan material
menjadi hancur karena mengalami mekanisme gaya tekan. Jika kedua
rol berputar dengan kecepatan berbeda dapat menghasilkan gaya geser
pada material atau mekanisme penggilasan yang berkontribusi juga
dalam memecah material. Memiliki kecepatan putar yang relatif rendah
yaitu sekitar 50-300 rpm namun memiliki kapasitas produksi yang lebih
besar. Umumnya jarak celah antara rol dapat diatur sesuai ukuran
produk yang diinginkan. Rol memiliki permukaan yang bermacam-
macam ada yang rata, bergelombang, beralur, bergerigi, dan
sebagainya. Mesin penggiling ini biasanya digunakan di bidang
pertambangan yang digunakan untuk material seperti batu bara, bahan
semen, batu kapur, belerang dan sebagainya. Dengan penambahan
pegas beban berlebih pada rol yang berfungsi untuk melindungi
permukaan rol dari kerusakan oleh material yang terlalu keras sehingga
dapat langsung dilewatkan. Mekanisme penggilingan rol silider dapat
dilihat pada gambar 2.4. dibawah ini.
Gambar 2.4. Mekanisme penggilingan mesin rol silinder
(Brennan, 2005)

18
2. Impact Mills
Impact mills merupakan metode penggilingan yang bertujuan untuk
membuat material saling menekan dengan memberikan gaya dan
kecepatan sehingga material tersebut saling bergerak dengan kecepatan
yang sama untuk memulai proses tunbukan atau tabrakan sehingga
material tersebut hancur dan terpisah menjadi ukuran yang lebih kecil.
Semakin cepat material bergerak dan semakin besar gaya yang bekerja
maka semakin besar pula energi yang terbentuk untuk memudahkan
proses penghancuran material tersebut.
Terdapat beberapa jenis mesin penggiling yang menggunakan metode
benturan (impact) dalam proses menurunkan ukuran suatu material,
jenis-jenis tersebut yaitu:
a. Hammer Mills
Hammer Mills adalah penggiling dengan rotor yang berputar pada
poros horizontal atau vertikal didalam sebuah wadah (casing)
dengan kecepatan putar tinggi antara 2000-6000 rpm. Rotor yang
berputar dipasangkan oleh pemukul (hammer) yang bergerak
bebas dan memiliki jarak yang kecil dari sisi dalam wadah
(casing). Pemukul yang terpasang bisa berayun bebas sehingga
pada saat berputar dapat berayun keluar kearah sisi wadah
(casing) ataupun yang terpasang secara kaku. Pada sisi dalam
wadah diberikan tambahan pelat yang disebut juga (breaker
plate) yang berfungsi untuk media alas penghancur material yang
dibawa oleh pemukul. Pemukul dan pelat alas umumnya
menggunakan material yang lebih keras seperti baja agar tidak
mudah rusak. pada saluran bawah di dalam wadah juga
ditambahkan media penyaring supaya material yang memiliki
ukuran yang sudah sesuai dapat keluar melewati media penyaring
tersebut. Material yang dapat diproses dalam hammer mills ini
bisa berupa material yang keras, rapuh (mudah hancur), berserat,

19
ataupun material yang lengket. Mekanisme penggilingan hammer
mills dapat dilihat pada gambar 2.5. dibawah ini.
Gambar 2.5. Mekanisme penggilingan hammer mills
(Brennan, 2005)
b. Beater Bar Mills
Jenis Penggiling ini sama seperti pada hammer mill tetapi pada
pemukulnya digantikan oleh batang logam keras yang terpasang
berayun bebas atau kaku. Jenis penggiling ini umumnya
digunakan untuk kapasitas yang kecil dengan jenis material yang
keras.
c. Comminuting Mills
Jenis penggiling ini menyerupai beater bar mill tetapi pada sisi
samping batang pemukul dilancipkan seperti pisau pemotong dan
cocok untuk jenis material lunak seperti buah dan sayuran.
d. Fluid Energy Mills
Penggiling ini memanfaatkan udara bertekanan tinggi untuk
menjadi media penggiling materialnya, dimana material
dimasukkan kedalam saluran udara bertekanan tinggi sebesar 700
kPa sehingga terbawa oleh udara dan masuk ke dalam wadah
penggilingan, didalam wadah tersebut partikel akan bertabrakan

20
dengan keras akibat dari aliran turbulen didalam wadah
penggiling mengakibatkan pengurangan ukuran partikel. Saluran
keluar berbentuk sentrifugal yang berfungsi untuk mencegah
partikel yang masih berukuran besar kembali kedalam wadah
penggiling.
Pada jenis penggiling ini material tidak terkena kontaminasi dan
peningkatan temperatur juga biaya perawatan yang lebih murah
karena tidak ada komponen penggiling yang bergerak. Namun
efisiensi penggunaan jenis penggiling ini masih rendah.
Mekanisme penggilingan fluid energy mills dapat dilihat pada
gambar 2.6. di bawah ini.
Gambar 2.6. Mekanisme penggilingan fluid energy mills
(Sumber: www.sturtevantinc.com)
3. Attrition Mills
Metode penggilingan attrition mills yaitu dengan cara menggosokkan
material diantara dua penampang dengan jarak celah yang sempit.
Gerakan tersebut menghasilkan gaya tekan dan gesekan dengan besar
tergantung kecepatan putar permukaan dan tekanan yang diberikan
untuk menyatukan kedua permukaan penggiling tersebut. Jarak antara
dua sisi penggiling dapat diatur.

21
Ada beberapa jenis bentuk dari penggiling dengan memanfaatkan gaya
gesekan yaitu :
a. Buhrstone Mills
Penggiling dengan tipe ini yang paling tua digunakan dengan
media dua piringan batu yang disusun secara vertikal dimana
piringan bagian bawah yang berputar. Material masuk melalui
lubang ditengah piringan bagian atas dan tergilas ketika piringan
bagian bawah berputar, lalu material yang sudah hancur terlempar
keluar dari sisi batu lewat celah kedua batu tersebut. Saat ini
penggiling dengan piringan batu masih digunakan untuk
menggiling gandum atau jagung yang digerakkan oleh kincir
angin atau air.
b. Single Disc Attrition Mills
Penggiling jenis ini hanya menggerakkan salah satu piringan
yang didekatkan dengan sisi piringan atau dinding wadah yang
diam.
c. Double Disc Attrition Mills
Penggiling yang sama dengan satu piringan (single disc) tetapi
dengan dua piringan yang berputar saling berlawanan arah.
Memiliki jarak antara sisi piringan yang sempit. kedua jenis
penggiling tersebut cocok digunakan oleh material berserat
seperti padi dan jagung. Mekanisme penggilingan disc attrition
mills dapat dilihat pada gambar 2.7. di halaman selanjutnya.
22
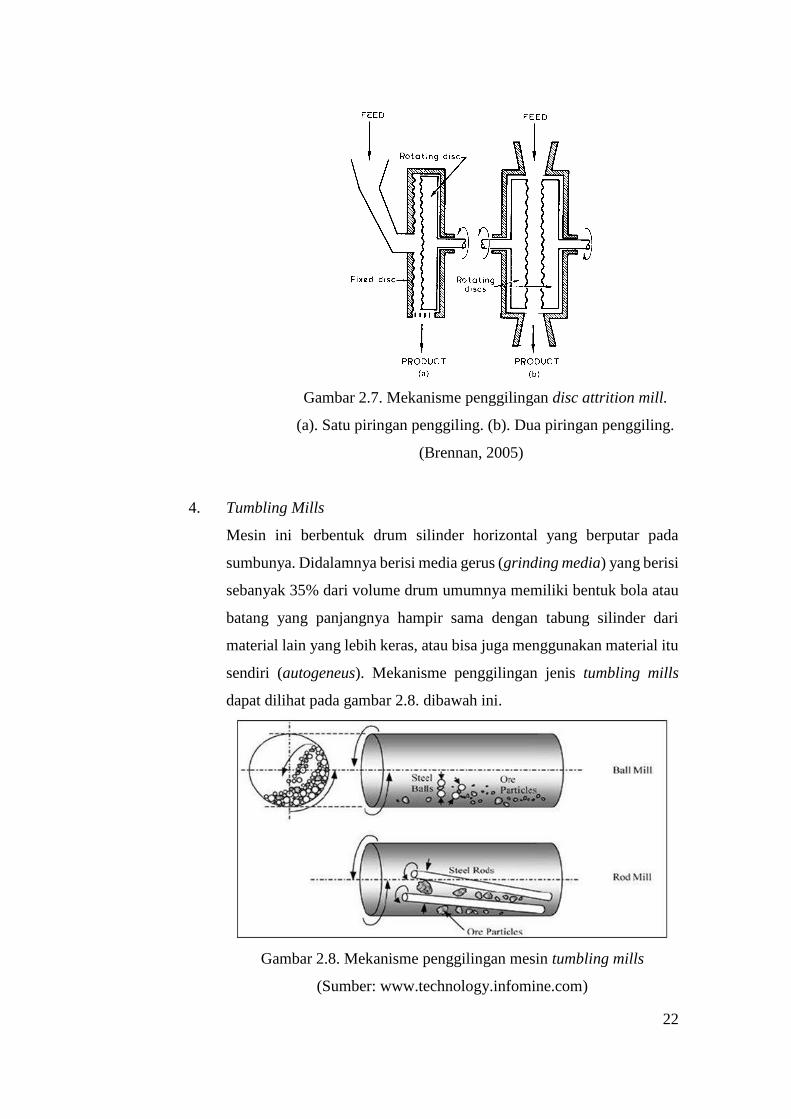
Gambar 2.7. Mekanisme penggilingan disc attrition mill.
(a). Satu piringan penggiling. (b). Dua piringan penggiling.
(Brennan, 2005)
4. Tumbling Mills
Mesin ini berbentuk drum silinder horizontal yang berputar pada
sumbunya. Didalamnya berisi media gerus (grinding media) yang berisi
sebanyak 35% dari volume drum umumnya memiliki bentuk bola atau
batang yang panjangnya hampir sama dengan tabung silinder dari
material lain yang lebih keras, atau bisa juga menggunakan material itu
sendiri (autogeneus). Mekanisme penggilingan jenis tumbling mills
dapat dilihat pada gambar 2.8. dibawah ini.
Gambar 2.8. Mekanisme penggilingan mesin tumbling mills
(Sumber: www.technology.infomine.com)

23
G. Elemen Mesin Penggiling Sekam Padi
Elemen mesin merupakan komponen pendukung dari suatu sistem mesin
yang memiliki fungsi dan tugas tertentu dan saling bersinergi dengan
komponen pendukung yang lain. Dalam sistem mesin penggiling sekam padi,
elemen mesin yang terdapat didalam mesin penggiling sekam padi
digolongkan menjadi beberapa kelompok yaitu:
1. Motor Penggerak Mula
Motor penggerak mula merupakan elemen mesin yang penting dalam
suatu sistem mesin sebapgai sumber daya gerak. Terdapat banyak jenis
mesin motor penggerak awal yang dapat menghasilkan daya, sehingga
dalam memilih jenis motor penggerak harus berdasarkan jumlah ukuran
daya yang digunakan, tujuan penggunaan, dan lingkungan mesin yang
akan digunakan.
Jenis mesin motor penggerak tersebut dapat dikategorikan menjadi:
a. Motor Listrik
Motor listrik mempunyai beberapa kelebihan yaitu:
• Mudah dihidupkan dengan hanya menekan saklar.
• Memiliki suara dan getaran yang relatif kecil.
• Tidak membutuhkan udara untuk dihisap dan tidak
menghasilkan gas buang, sehingga tidak perlu mengukur
tingkat emisi gas buang dan pembuatan ventilasi udara
khusus.
• Motor jenis DC memiliki daya besar pada putaran rendah,
sehingga cocok utuk jenis penggiling dengan material yang
keras seperti batu.
Selain kelebihan tersebut, motor listrik juga memiliki beberapa
kekurangan yaitu:
• Motor listrik membutuhkan sumber daya sehingga perlu
kabel untuk menghubungan dengan stopkontak, sehingga
letak motor terbatas oleh panjang kabel.
24
• Butuh ukuran batrai yang besar untuk sumber daya jika
dibandingan dengan motor bakar untuk jumlah daya yang
sama.
• Rasio perbangingan berat motor listrik akan lebih berat
dibandingkan dengan motor bakar jika untuk penggunaan
daya yang sama.
• Motor jenis AC jika digunakan untuk motor penggerak
umumnya tidak mudah untuk mengubah putarannya.
b. Motor Pembakaran Luar
Motor pembakaran luar adalah jenis motor pembakaran yang
letak ruang bakar terpisah dengan ruang penghasil daya yang
berupa uap air. Umumnya jenis untuk pembakaran luar adalah
mesin uap dan turbin uap. Karena ruang yang terpisah tersebut
efisiensi termalnya agak rendah, sehingga mesin uap lebih cocok
untuk penggerak ukuran besar, seperti lokomotif, kapal, atau
pembangkit listrik.
c. Motor Pembakaran Dalam
Motor penggerak dalam memiliki beberapa keuntungan yaitu:
• Ringan, ukuran yang kecil, sehingga sangat praktis.
• Dapat dioperasikan di mana saja, dengan syarat ada udara
dan bahan bakar.
• Efisiensi termal yang tinggi sehingga dapat menghasilkan
daya yang cukup besar dengan jumlah bahan bakar yang
relatif sedikit.
• Mudah dihidupkan, dan mudah untuk diubah kecepatannya,
juga memiliki daya tahan yang tinggi.
Selain kelebihan tersebut, mesin pembakaran dalam juga
memiliki beberapa kekurangan yaitu:

25
• Menghasilkan suara kegaduhan dan getaran yang cukup
tinggi.
• Menghasilkan gas buang yang dapat meningkatkan polusi
udara.
• Menggunakan jenis bahan bakar minyak bumi yang
terbatas, dan sewaktu-waktu akan habis.
Setiap mesin penggerak memiliki jumlah daya P yang dapat dihasilkan
sesuai kebutuhan, untuk dapat menggerakkan suatu elemen mesin
seperti poros maka perlu dirancang daya rencana Pd dengan
pertingbangan berbagai macam faktor keamanan yang digunakan
dalam proses perancangan, sehingga faktor koreksi yang diambil
bernilai kecil.
Menurut Sularso dan Kiyokatsu Suga (1978) jika faktor koreksi daya fc
maka mencari daya rencana dapat menggunakan persamaan berikut :
𝑃𝑑 = 𝑓𝑐 × 𝑃 (2.1)
Dimana:
Pd = Daya rencanga (kW)
fc = Faktor koreksi daya
P = Daya motor (kW)
Untuk menghitung momen puntir rencana T menggunakan persamaan
berikut:
𝑇 = 9,74 × 105 (𝑃𝑑
𝑛) (2.2)
Dimana:
T = Momen puntir (N.mm)
Pd = Daya rencana (kW)
n = Putaran poros (rpm)
26
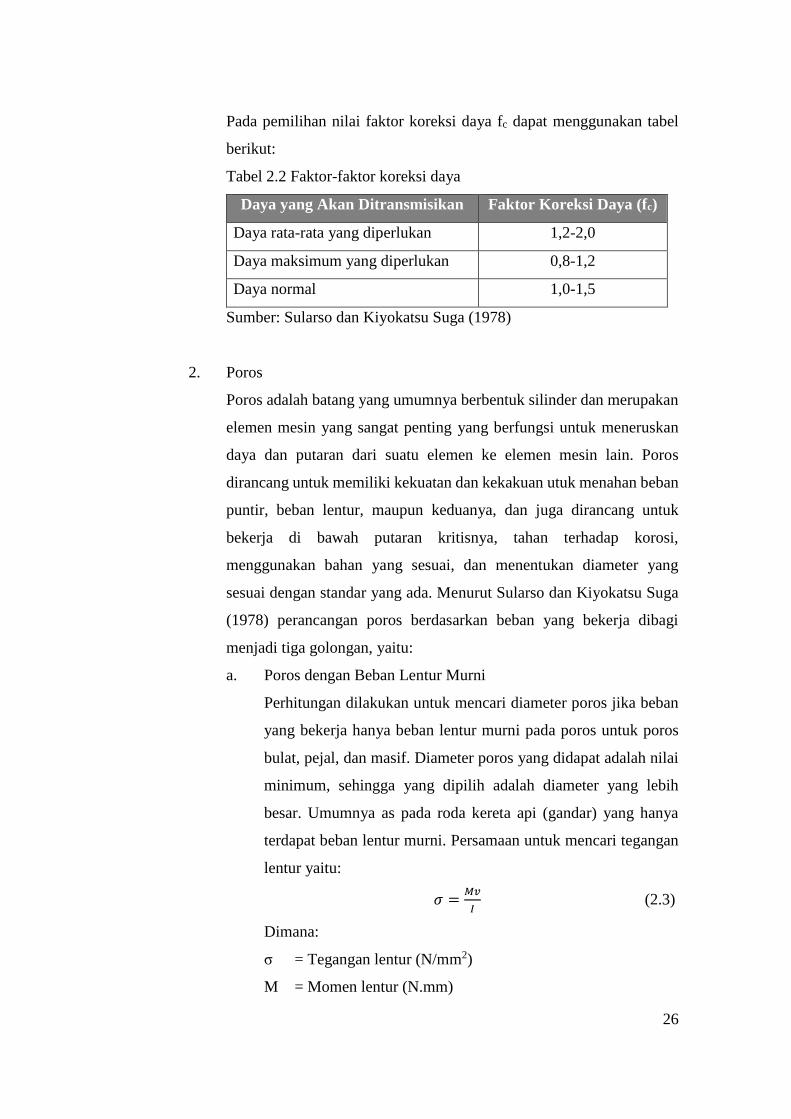
Pada pemilihan nilai faktor koreksi daya fc dapat menggunakan tabel
berikut:
Tabel 2.2 Faktor-faktor koreksi daya
Daya yang Akan Ditransmisikan Faktor Koreksi Daya (fc)
Daya rata-rata yang diperlukan 1,2-2,0
Daya maksimum yang diperlukan 0,8-1,2
Daya normal 1,0-1,5
Sumber: Sularso dan Kiyokatsu Suga (1978)
2. Poros
Poros adalah batang yang umumnya berbentuk silinder dan merupakan
elemen mesin yang sangat penting yang berfungsi untuk meneruskan
daya dan putaran dari suatu elemen ke elemen mesin lain. Poros
dirancang untuk memiliki kekuatan dan kekakuan utuk menahan beban
puntir, beban lentur, maupun keduanya, dan juga dirancang untuk
bekerja di bawah putaran kritisnya, tahan terhadap korosi,
menggunakan bahan yang sesuai, dan menentukan diameter yang
sesuai dengan standar yang ada. Menurut Sularso dan Kiyokatsu Suga
(1978) perancangan poros berdasarkan beban yang bekerja dibagi
menjadi tiga golongan, yaitu:
a. Poros dengan Beban Lentur Murni
Perhitungan dilakukan untuk mencari diameter poros jika beban
yang bekerja hanya beban lentur murni pada poros untuk poros
bulat, pejal, dan masif. Diameter poros yang didapat adalah nilai
minimum, sehingga yang dipilih adalah diameter yang lebih
besar. Umumnya as pada roda kereta api (gandar) yang hanya
terdapat beban lentur murni. Persamaan untuk mencari tegangan
lentur yaitu:
𝜎 =𝑀𝑣
𝐼 (2.3)
Dimana:
σ = Tegangan lentur (N/mm2)
M = Momen lentur (N.mm)

27
v = Jarak dari titik pusat sumbu netral (mm)
I = Momen inersia (mm4)
b. Poros dengan Beban Puntir Murni
Syarat dalam perhitungan poros pada beban puntir murni sama
halnya dengan beban lentur murni, namun hanya untuk beban
puntir. Poros transmisi (spindel) yang cukup pendek yang hanya
mengalami beban puntir murni. Persamaan untuk mencari
tegangan geser yaitu:
𝜏 =𝑇.𝑟
𝐽 (2.4)
Dimana:
τ = Tegangan geser (N/mm2)
T = Momen puntir (N.mm)
r = Jari-jari poros (mm)
J = Momen inersia polar (Ix +Iy) (mm4)
c. Poros dengan Beban Keduanya (Torsi dan Lentur)
Poros yang digunakan pada umumnya untuk dapat menahan dua
beban yaitu torsi dan lentur sehingga pada perancangan poros
mesin penggiling sekam padi ini menggunakan beban keduanya.
Persamaan untuk mencari tegangan kombinasi keduanya yaitu:
𝜏𝑘 = (16 𝜋. 𝑑3⁄ )√(𝐾𝑚. 𝑀)2 + (𝐾𝑡. 𝑇)2 (2.5)
Dimana:
τk = Tegangan kombinasi (N/mm2)
d = Diameter poros (mm)
Km = Faktor koreksi momen lentur
M = Momen lentur (N.mm)
Kt = Faktor koreksi momen puntir
T = Momen puntir (N.mm)

28
3. Pasak
Pasak adalah elemen mesin yang berfungsi untuk mengunci poros
dengan elemen mesin lain yang bergerak ataupun yang diam. Jenis
pasak dapat dibagi berdasarkan letaknya yaitu pasak benam, pasak
singgung, pasak pelana, pasak tembereng, pasak jarum, dan pasak rata.
Pasak yang paling umum digunakan adalah pasak benam karena dapat
meneruskan momen yang besar. Untuk melihat jenis-jenis pasak dapat
melihat pada gambar 2.9. dibawah ini.
Gambar 2.9. Jenis-jenis pasak
(Sumber: Sularso dan Kiyokatsu Suga, 1978)
Perancangan pada pasak mengikuti proses perancangan pada poros, lalu
pasak dipilih sesuai dengan standar ukuran yang ada. Tabel standar
ukuran pemilihan pasak dapat dilihat dilampiran.
4. Bantalan
Bantalan merupakan elemen mesin yang berfungsi sebagai tumpuan
poros yang berputar sehingga putaran poros dapat berlangsung secara
halus, aman, dan awet. Bantalan harus cukup kuat untuk menahan
beban dari elemen-elemen mesin yang lain agar bekerja dengan baik,
jika tidak maka kinerja keseluruhan sistem akan terganggu. Pemilihan
jenis bantalan harus sesuai dengan kebutuhan dan perancangan bantalan
harus bisa menyesuaikan dengan ukuran diameter poros yang

29
dirancang. Bantalan dapat digolongkan berdasarkan gerakan poros
terhadap bantalan yaitu:
a. Bantalan Luncur
Bantalan luncur adalah jenis bantalan yang terjadi gesekan luncur
antara permukaan poros dengan permukaan bantalan yang dibatasi
oleh pelapis pelumas.
b. Bantalan Gelinding
Bantalan gelinding adalah jenis bantalan yang terjadi gesekan
gelinding atara bagian yang berputar terhadap bagian bantalan yang
diam seperti bola atau rol silider.
Berdasarkan arak pembebanannya, bantalan dapat digolongkan
menjadi tiga yaitu:
a. Bantalan Aksial
Bantalan aksial adalah jenis bantalan yang dapat menahan
pembebanan dengan arah sejajar dengan sumbu poros.
b. Bantalan Radial
Bantalan radial adalah jenis bantalan yang dapat menahan
pembebanan dengan arah tegak lurus dengan sumbu poros.
c. Bantalan Khusus
Bantalan khusus adalah jenis bantalan yang dapat menahan
pembebanan dengan arah sejajar dan tegak lurus dengan sumbu
poros.
5. Transmisi
Transmisi adalah suatu sistem elemen mesin yang berfungsi untuk
meneruskan daya dan putaran dari suatu poros ke poros lain yang
terpisah. Menurut Sularso dan Kiyokatsu Suga (1978) sistem transmisi
dapat digolongkan kedalam dua golongan yaitu: transmisi langsung

30
yang berupa piringan atau roda dari satu poros menggerakkan roda
poros kedua melalui kontak langsung,s seperti sistem roda gigi,
sedangkan transmisi tidak langsung menggunakan tambahan elemen
penghubung antara berupa sistem sproket dan rantai atau puli dan
sabuk. Perancangan pada transmisi dibutuhkan untuk menyesuaikan
kebutuhan daya dan putaran untuk elemen mesin lain. Jenis transmisi
langsung yaitu:
a. Transmisi Roda Gigi
Transmisi roda gigi adalah sistem transmisi untuk meneruskan
daya dan putaran pada dua buah silinder yang dibuat bergigi yang
berputar dan saling berdekatan. Keuntungan transmisi roda gigi
dari jenis transmisi yang lain yaitu:
• Transmisi roda gigi lebih ringkas.
• Dapat berputar pada putaran yang tinggi.
• Menerukan putaran dengan tepat.
• Dapat meneruskan daya yang besar.
Namun transmisi roda gigi tidak selalu dipilih untuk menjadi
elemen penerus daya dan putaran karena transmiri roda gigi juga
memiliki beberapa kekurangan yaitu:
• Memerlukan ketelitian yang tinggi dalam proses
perancangan, pembuatan, pemasangan, maupun
perawatannya
• Hanya dapat dipakai untuk transmisi jarak dekat.
• Harga lebih mahal.
Sedangkan pada jenis transmisi tidak langsung memiliki beberapa jenis
yaitu:
a. Transmisi Sproket dan Rantai
Transmisi sproket dan rantai dapat diterapkan dalam kondisi yang
bermacam-macam, dan cocok untuk jarak sumbu poros yang
besar karena rantai tidak dapat slip sehingga poros dan bantalan

31
tidak mengalami beban ekstra karena tidak memerlukan tegangan
awal. Bentuk transmisi sproket dan rantai dapat dilihat pada
gambar 2.10. dibawah ini.
Gambar 2.10. Transmisi sproket dan rantai
(Sumber: Sularso dan Kiyokatsu Suga, 1978)
Keuntungan dari transmisi sproket dan rantai yaitu
• Mampu meneruskan daya yang besar.
• Tingkat keausan bantalan yang kecil.
• Memiliki kemungkinan terjadinya slip yang lebih kecil.
Sedangkan kelemahan dari transmisi sproket dan rantai ini
adalah:
• Gerak yang dipaksakan karena gigi sproket mengait mata
rantai timbul suara dan getaran yang tidak diinginkan akibat
kontak langsung antara rantai dengan gigi sproket.
• Perpanjangan rantai yang permanen karena pena yang aus
akibat gesekan rantai dengan sproket.
• Transmisi sproket dan rantai tidak dapat dipakai untuk
kecepatan tinggi.
• Bentuk konstruksi yang lebih rumit.
Untuk menentukan panjang rantai yang akan dirancang harus
didapat dari kelipatan jarak bagi dan dianjurkan menggunakan

32
jarak bagi yang genap untuk memudahkan perhitungan.
Kelonggaran rantai yang berlebihan harus dihindari khususnya
untuk letak poros yang tidak horizontal. Menurut Sularso dan
Kiyokatsu Suga (1978) panjang rantai dapat dihitung
menggunakan persamaan berikut:
𝐿 =𝑧1+𝑧2
2+ 2𝐶𝑝 +
[(𝑧2−𝑧1) 6,28⁄ ]2
𝐶𝑝 (2.6)
Dimana:
L = Panjang rantai (mm)
z1 = Jumlah gigi sproket kecil
z2 = Jumlah gigi sproket besar
Cp = Rasio antara jarak sumbu poros dibagi jarak bagi gigi
b. Transmisi Puli dan Sabuk
Transmisi yang terdiri dari elemen sabuk dan puli dimana sabuk
adalah elemen mesin yang bersifat fleksibel dan mudah
digunakan dalam sistem transmisi penghubung dan penerus daya
dan putaran antara dua poros sejajar dengan jarak tertentu. Faktor
terpenting dari penggunaan sabuk adalah kekuatan dan
kelembutannya dimana dapat bertahan terhadap pelengkungan
yang berulang-ulang disekeliling puli, dan juga koefisien gesek
antara sabuk dengan puli, dan ketahanan terhadap pengaruh luar
(lembab, kalor, debu, dan sebagainya).
Ada beberapa jenis dari transmisi sabuk-puli, yaitu:
• Sabuk Rata
Penggunaan sabuk rata umumnya menggunakan kulit,
karet, atau kain yang ujungnya disambung dengan penjepit,
pengait, engsel, ataupun lem. Sabuk rata memiliki
kelebihan seperti memiliki efisien yang tinggi dan tidak
bising, dapat menyalurkan daya yang besar dalam jarak
sumbu yang jauh, dan dapat menghubungkan poros dengan
sumbu tegak lurus.

33
• Sabuk V
Sabuk V memiliki penampang sabuk trapesium dan banyak
diterapkan dalam keadaan yang paling tidak
menguntungkan seperti jarak sumbu yang kecil, pra
tegangan yang kecil dan perbandingan transmisi yang
besar.
Gambar 2.11. Grafik daya rencana dan putaran puli kecil
(Sumber: Sularso dan Kiyokatsu Suga. 1978)
Pada gambar 2.11. pada halaman sebelumnya dapat dilihat
bahwa grafik tersebut digunakan untuk panduan dalam
menentukan tipe sabuk yang akan digunakan. Transmisi
sabuk V sebagian besar digunakan karena mudah dalam
penanganannya dan harganya relatif lebih murah dari jenis
transmisi jenis lain. Gesekan yang dihasilkan lebih besar
dari pada sabuk rata akibat efek baji dari penampang
trapesium sehingga menghasilkan tegangan yang rendah
dan tidak mudah slip dari sabuk rata. Dapat digunakan pada
kecepatan umum antara 10-20 m/s dan maksimum hingga
25 m/s. Daya yang dapat ditransmisikan sampai 500 kW.
Pemilihan penampang sabuk V dapat dilakukan dengan
cara melihat standar huruf kapital A sampai E dan untuk
tipe profil sempit seperti 3V, 5V, dan 8V dan untuk tipe
beban ringan dapat menggunakan tipe 3L, 4L, dan 5L, tipe

34
profil-profil tersebut dapat dilihat pada gambaar 2.12.
dibawah ini.
Gambar 2.12. Standar dimensi penampang sabuk V
(Sumber: Sularso dan Kiyokatsu Suga. 1978)
Perhitungan perbandingan putaran untuk perancangan
transmisi sabuk v dapat menggunakan persamaan berikut:
𝑛1
𝑛2=
𝐷𝑝
𝑑𝑝= 𝑣𝑠 (2.7)
Dimana:
vs = Kecepatan sabuk (m/s)
n1 = Putaran puli penggerak (rpm)
n2 = Putaran puli yang digerakkan (rpm)
Dp = Diameter nominal puli penggerak (mm)
dp = Diameter nominal puli yang digerakkan (mm)
Perhitungan kecepatan sabuk dalam perancangan transmisi
sabuk v dapat menggunakan persamaan berikut:
𝑣𝑠 =𝑑𝑝×𝑛1
60×1000 (2.8)
Dimana:
v = Kecepatan sabuk (m/s)
dp = Diameter nominal puli yang digerakkan (mm)
n1 = Putaran puli penggerak (rpm)
Sedangkan perhitungan panjang total sabuk dapat
menggunakan persamaan berikut:

35
𝐿 = 2𝐶 +𝜋
2(𝑑𝑝 + 𝐷𝑝) +
1
2(𝑑𝑝 + 𝐷𝑝)
2−
1
4𝐶(𝐷𝑝 − 𝑑𝑝)
2 (2.9)
Dimana:
L = Panjang sabuk (mm)
dp = Diameter nominal puli yang digerakkan (mm)
Dp = Diameter nominal puli penggerak (mm)
C = Jarak antara dua sumbu poros (mm)
Untuk perhitungan sudut kontak sabuk dan spuli dapat
menggunakan persamaan berikut:
𝜃 = 180𝑜 −57(𝐷𝑝−𝑑𝑝)
𝐶 (2.10)
Dimana:
ϴ = Sudut kontak sabuk dan puli (o)
dp = Diameter nominal puli yang digerakkan (mm)
Dp = Diameter nominal puli penggerak (mm)
C = Jarak antara dua sumbu poros (mm)
6. Pengayak atau Penyaring
Pengayakan atau penyaringan adalah metode pemisahan secara
mekanis pada jenis material berdasarkan ukurannya menggunakan
media penyaring dengan ukuran lubang sesuai standar yang ada. Tujuan
dari pengayakan adalah untuk mengontrol dan mendapatkan ukuran
material yang seragam sesuai yang diingkan. Dalam Proses pengayakan
akan didapat produk yang berupa oversize dan undersize material,
oversize material adalah kelompok material yang tidak lolos pada media
penyaring karena ukuran yang lebih besar dari lubang penyaring,
sedangkan undersize adalah kelompok material yang lolos media
penyaring karena ukurannya lebih kecil dari lubang penyaring. Untuk
mendapatkan ukuran partikel yang dinginkan perlu adanya standar yang
biasanya digunakan untuk media pengayak dalam proses pengayakan,
standar yang biasanya digunakan adalah standar Amerika yaitu ASTM

36
Sieve Chart yang dapat di lampiran. Ukuran Standar mesh ditentukan
dengan jumlah lubang dalam tiap ukuran luas 1 in2 media penyaring,
jadi untuk standar mesh 20 maka terdapat 20 lubang dengan ukuran luas
0.841 mm dalam 1 in2.
7. Rangka
Rangka (frame) adalah struktur yang disusun oleh batang-batang yang
saling menyambung membentuk kesatuan sistem kokoh yang dapat
menopang beban dari elemen mesin yang lain sehingga tidak terjadi
kerusakan ketika diaplikasikan. Beban yang bekerja dan di terima oleh
rangka berupa gaya (F) dan momen (M).
Dalam pinsip mekanika struktur, struktur rangka harus mencapai titik
keseimbangan bila semua gaya yang bekerja, momen dan reaksi sama
dengan nol, pada kondisi seimbang tersebut pergerakan struktur tidak
terjadi. Pada saat menganalisis statika, ada 3 syarat yang harus dipenuhi
pada bidang datar untuk mencapai titik keseimbangan yaitu:
(Alisjahbana, 2013)
ΣFH = 0, ΣFV = 0, 𝑑𝑎𝑛 ΣM = 0 ................... (2.11)
Dimana:
FH = Gaya dalam arah sumbu horizontal (N)
FV = Gaya dalam arah sumbu vertikal (N)
M = Momen lentur (N.mm)
Tegangan akan bernilai positif jika arah gaya menghasilkan tegangan
tarik (tensile), dan akan bernilai negatif jika arah gaya menghasilkan
tegangan tekan (compression).

37
H. Uji Kinerja Mesin Penggiling
Terdapat beberapa parameter untuk menguji kinerja dari mesin penggiling
yang telah di buat, namun ada parameter-parameter umum yang sering
digunakan untuk menguji kinerja suatu mesin yang telah dibuat, yaitu:
1. Kapasitas penggilingan
Kapasitas penggilingan dipengaruhi oleh dua factor yaitu jumlah bahan
yang digiling dibagi dengan waktu yang dibutuhkan untuk menggiling
bahan sekam tersebut, dan untuk menghitung kapasitas penggilingan
dapat menggunakan persamaan berikut:
𝐾𝑎𝑝𝑎𝑠𝑖𝑡𝑎𝑠 𝑝𝑒𝑛𝑔𝑔𝑖𝑙𝑖𝑛𝑔 =𝐽𝑢𝑚𝑙𝑎ℎ 𝑏𝑎ℎ𝑎𝑛 𝑦𝑎𝑛𝑔 𝑑𝑖𝑔𝑖𝑙𝑖𝑛𝑔 (𝑘𝑔)
𝑊𝑎𝑘𝑡𝑢 𝑝𝑒𝑛𝑔𝑔𝑖𝑙𝑖𝑛𝑔𝑎𝑛 (𝑗𝑎𝑚) .......... (2.12)
2. Konsumsi bahan bakar
Nilai konsumsi bahan bakar didapat dari jumlah bahan bakar yang habis
digunakan tiap percobaan dibagi dengan waktu tiap percobaan, untuk
menghitung konsumsi bahan bakar dapat menggunakan persamaan
berikut:
𝐾𝑜𝑛𝑠𝑢𝑚𝑠𝑖 𝑏𝑎ℎ𝑎𝑛 𝑏𝑎𝑘𝑎𝑟 =𝐾𝑜𝑛𝑠𝑢𝑚𝑠𝑖 𝑏𝑎ℎ𝑎𝑛 𝑏𝑎𝑘𝑎𝑟 (𝐿)
𝑊𝑎𝑘𝑡𝑢 𝑝𝑒𝑛𝑔𝑔𝑖𝑙𝑖𝑛𝑔𝑎𝑛 (𝑗𝑎𝑚) ................ (2.13)

BAB III
METODOLOGI PENELITIAN
A. Tempat dan Waktu Penelitian
Penelitian dilakukan di Laboratorium Terpadu Teknik Mesin Universitas
Lampung untuk proses desain dan merancang mesin penggiling sekam padi
berlangsung dari bulan Februari sampai bulan Maret 2018, selanjutnya
proses pembuatan mesin penggiling sekam padi yang dikerjakan oleh pihak
ketiga yaitu oleh CV. AL SINTAN MUARA yang beralamatkan di Jl. Jendral
Sudirman No. 78. Ganjar Agung 14/II Metro. Proses pembuatan berlangsung
dari bulan Maret sampai bulan Agustus 2018.
B. Alat dan Bahan
Adapun alat dan bahan yang digunakan pada proses penelitian ini adalah
sebagai berikut:
1. Alat Pembuatan dan Pengujian
Adapun alat-alat yang digunakan dalam proses pembuatan dan
pengujian adalah sebagai berikut:
a. Mesin Bubut
Mesin bubut digunakan untuk proses pengerjaan poros yang
bertingkat.
b. Las Listrik
Las listrik digunakan untuk menyambungkan secara permanen
pada bahan yang terbuat dari logam.

39
c. Mesin Gerinda Potong
Mesin gerinda potong digunakan untuk memotong bahan sesuai
bentuk dan ukuran yang diinginkan.
d. Mesin Bor
Mesin bor digunakan untuk melubangi bahan.
e. Timbangan
Timbangan digunakan untuk mengukur berat (Kg) sekam padi
yang akan digiling.
f. Tachometer
Tachometer digunakan untuk mengukur kecepatan putar (rpm)
poros mesin penggiling sekam padi, dan untuk memantau
kecepatan putar mesin stabil atau tidak.
g. Gelas Ukur
Gelas ukur digunakan untuk mengukur volume (ml) bahan bakar
yang digunakan pada proses penggilingan sekam padi.
h. Kuas
Kuas digunakan untuk membersihkan dan mengumpulkan sekam
padi hasil penggilingan yang menempel pada mesin penggiling
sekam padi.
i. Kunci Pas
Kunci pas digunakan untuk melepas dan mengencangkan baut-
baut pengunci tutup penggiling sekam padi.

40
j. Kunci L
Kunci L digunakan untuk melepas dan mengencangkan baut
pengunci poros di bantalan yang berada ditutup penggiling sekam
padi.
k. Pelat Penyaring
Pelat penyaring digunakan untuk menyaring produk sekam yang
sudah digiling agar produk memiliki ukuran yang seragam
dengan ukuran standar penyaring tertentu, sedangkan untuk
penggiling sekam ini menggunakan standar penyaring mesh 20
dengan diameter lubang 0.8 mm karena penyaring mesh 20
mudah didapat di pasaran.
l. Mesin Penggiling Sekam Padi
Mesin penggiling sekam padi digunakan untuk menggiling sekam
padi menjadi partikel lebih kecil berbentuk bubuk.
2. Bahan Pembuatan dan Pengujian
Adapun bahan yang digunakan dalam prose pembuatan dan pengujian
yaitu sebagai berikut:
a. Besi Siku
Besi siku digunakan untuk membuat rangka pada mesin
penggiling sekam padi.
b. Pelat Besi
Pelat besi digunakan untuk membuat tempat penampung sekam
dan wadah penggilingan.
c. Besi Silinder Pejal
Besi silinder pejal digunakan untuk poros penggiling.

41
d. Motor Penggerak
Motor penggerak digunakan sebagai penggerak utama mesin
penggiling sekam padi.
e. Puli dan Sabuk
Puli dan sabuk digunakan sebagai sistem transmisi penerus daya
dan putaran dari motor penggerak ke penggiling.
f. Bantalan
Bantalan digunakan sebagai tumpuan poros penggiling yang
berputar.
g. Sekam Padi
Sekam padi yang digunakan memiliki ciri-ciri umum seperti
sekam padi pada umumnya setelah mengalami proses pemisahan
gabah, dan sekam padi tersebut didapat dari penampungan bahan
sisa penggilingan padi di tempat penggilingan padi terdekat.
h. Bensin Premium
Bensin premium digunakan untuk bahan bakar motor penggerak
mesin pengilingan sekam padi dan didapat di stasiun pengisian
bahan bakar terdekat.
C. Alur Penelitian
Alur penelitian adalah skema tahapan yang berupa keseluruhan proses dari
penelitian rancang bangun mesin penggiling sekam padi yang dapat dilihat
pada alur proses di halaman selanjutnya.

42
Gambar 3.1. Diagram alur proses penelitian
D. Alur Perancangan
Pada proses perancangan mesin penggiling sekam padi mengadaptasi alur
proses desain Pugh yang dapat dilihat pada lembar selanjutnya.
Mulai
Identifikasi masalah
Studi literatur
Perancangan
Perakitan
Pengujian
Tidak
Apakah sistem
kerja mesin dapat
menggiling sekam menjadi
tepung ?
Ya
Analisa data dan pembahasan
Kesimpulan dan saran
Selesai
Pembuatan

43
Gambar 3.2. Diagram alur proses perancangan.
E. Prosedur Pengujian
Adapun pada prosedur pengujian mesin penggiling sekam padi meliputi
beberapa hal yaitu :
1. Prosedur Persiapan Pengujian
Adapun prosedur persiapan pengujian sebelum pengambilan data yaitu
sebagai berikut:
a. Menyiapkan mesin penggiling sekam padi.
b. Memasang penyaring dengan cara membongkar tutup penggiling,
lalu menarik rangka penyaring keluar dari wadah penggiling lalu
pelat penyaring dengan standar mesh 20 dijepit dengan baut ke
rangka penyaring, lalu memasukkan kembali rangka penyaring ke
wadah penggiling dan menutup kembali tutup penggiling.
c. Mengecek komponen mesin penggiling sebelum digunakan
meliputi mengecek sambungan baut dan mur, mengecek
Mulai
Identifikasi masalah
Menentukan spesifikasi
Perumusan konsep desain
Pemodelan dan desain detail
Selesai
Pengumpulan informasi

44
transmisi sabuk, mengecek komponen yang bergerak harus
bergerak bebas tanpa hambatan.
d. Mengisi bahan bakar dan mengukur bahan bakar menggunakan
gelas ukur ke tangki motor penggerak.
e. Menutup pintu saluran masuk penggilingan.
f. Menimbang sekam padi sebanyak 1 Kg menggunakan timbangan.
g. Memasukkan sekam padi yang telah ditimbang kedalam
penampung (hopper).
h. Memasang wadah penampung dan mengencangkannya di saluran
keluar mesin penggiling.
2. Prosedur Pengoperasian Mesin Penggiling Sekam Padi dan
Pengambilan Data
Adapun prosedur pengoperasian mesin penggiling sekam padi dan
pengambilan data yaitu sebagai berikut:
a. Menghidupkan motor penggerak dengan cara menekan saklar ke
posisi ON, menarik tuas gas sedikit, dan menarik tuas tali starter
hinggal motor menyala.
b. Menarik tuas gas dan mengukur putaran poros menggunakan
tachometer hingga putaran mesin mencapai 3000 rpm.
c. Membuka pintu saluran masuk penggiling.
d. Mematikan motor penggerak setelah sekam padi di penampung
sudah masuk semua kedalam mesin penggiling.
e. Mengisi kembali bahan bakar dan mengukur bahan bakar yang
digunakan menggunakan gelas ukur.
f. Membongkar pengikat wadah penampung, membersihkan bubuk
sekam padi yang menempel di mesin penggiling menggunakan
kuas dan memindahkan bubuk hasil penggilingan ke wadah yang
lebih kecil.
g. Menimbang produk hasil penggilingan menggunakan timbangan.
h. Membongkar tutup penggiling dengan cara melepaskan baut-baut
tutup penggiling menggunakan kunci pas dan baut bantalan

45
menggunakan kunci L lalu menarik tutup penggiling hingga
terlepas dari wadah penggiling.
i. Membersihkan dan memindahkan sekam yang belum tergiling
menggunakan kuas ke wadah yang lebih kecil.
j. Menimbang sekam yang tidak tergiling menggunakan timbangan.
k. Memasang kembali tutup penggiling dan mengencangkan baut-
baut menggunakan kunci pas dan kunci L.
l. Mencatat dan merekam data-data yang didapat pada proses
pengujian.
m. Mengulangi pengujian dari proses persiapan sebanyak 3 kali
sampai didapat data yang valid.
3. Analisa Data
Pada tahap analisa data yang didapat dari proses pengambilan data
sebanya 3 kali yaitu dengan cara membandingkan data tersebut jika
memiliki selisih data yang kecil dan hasil produk dapat dilihat secara
visual sesuai dengan yang diharapkan maka data tersebut dapat
dianggap valid.

BAB V
SIMPULAN DAN SARAN
A. Simpulan
Adapun kesimpulan yang didapat dari penelitian yang telah dilakukan
adalah sebagai berikut:
1. Telah dilakukan proses perancangan dan pembuatan mesin penggiling
sekam padi dengan spesifikasi dimensi tinggi 1100 mm, panjang 500
mm dan lebar 500 mm, mesin penggerak motor bensin Hyundai HDE
390 dengan daya 7,6 kW dan putaran mesin 3600 rpm, rangka profil
siku 40 mm x 40 mm x 5 mm, transmisi sabuk dan puli, mekanisme
penggilingan kombinasi yaitu hammer mills yang memiliki 3 buah palu
pemukul dan disc mills tipe Single Disc Attrition Mills, saluran masuk
melalui depan penggiling dengan bantuan komponen screw
pengumpan.
2. Hasil analisa terbaik untuk kapasitas produksi didapat pada percobaan
pertama yaitu 10 Kg/Jam, dan untuk konsumsi bahan bakar paling
sedikit pada percobaan pertama yaitu 2,05 L/Jam.
B. Saran
Adapun saran untuk pengembangan penelitian selanjutnya adalah sebagai
berikut:
1. Sebaiknya dilakukan pengecekan menyeluruh setiap komponen
terutama komponen yang bergerak dalam kondisi yang baik sebelum
mengoperasikan mesin penggiling sekam padi.

82
2. Untuk meningkatkan kapasitas produksi dapat dilakukan penambahan
pada jumlah hammer, panjang palang hammer dan dapat juga
meningkatkan putaran penggiling.
3. Perlu adanya penelitian selanjutnya untuk menguji kemampuan mesin
penggiling sekam padi dalam bidang ekonomi.

DAFTAR PUSTAKA
Alisjahbana, Sofia W. 2013. Prinsip Dasar Mekanika Struktur. Graha Ilmu.
Badan Penelitian dan Pengembangan Pertanian, Kementrian Pertanian Republik
Indonesia. 2008. Sekam Padi Sebagai Sumber Energi Alternatif dalam
Rumah Tangga Petani.
http://www.litbang.pertanian.go.id/artikel/one/210/. Diakses pada
tanggal 3 Oktober 2017.
Badan Pusat Statistik Indonesia. 2015. Produksi Padi Menurut Provinsi (ton), 1993-
2015. https://www.bps.go.id/linkTableDinamis/view/id/865. Diakses
pada tanggal 3 Oktober 2017.
Balai Besar Penelitian Tanaman Padi. 2016. Klasifikasi Umur Tanaman Padi.
http://bbpadi.litbang.pertanian.go.id/index.php/info-berita/tahukah-
anda/820/klasifikasi-umur-tanaman-padi. Diakses pada tanggal 3
Oktober 2017.
Brennan, James G. 2006. Food Processing Handbook. WILEY-VCH Verlag GmbH
& Co. KGaA, Weinheim.
Grist, D.H. 1972. Rice. 4th Ed. Lowe and Brydine Ltd, London.
Houston, D.F. 1972. Rice Chemistry and Technology. Minnesota: American
Association of Cereal Chemist, Inc. St. Paul. p. 537.
Hurts, Kenneth S. 1999. Prinsip Prinsip Perancangan Teknik. University of Hull.
Kementrian Pertanian. 2016. ARAM-II Mengindikasikan Pasokan Beras Cukup.
http://tanamanpangan.pertanian.go.id/index.php/informasi/82. Diakses
pada tanggal 3 Oktober 2017.
Sulardjo. 2013. Pemanfaatan Limbah Padi Untuk Industri. Fakultas THP
UNWIDHA.Klaten. Magistra No. 84 Th. XXV.
Sularso, dan K. Suga. 1991. Dasar Perencanaan dan Pemilihan Elemen Mesin.
PT.Pradnya Paramita, Jakarta