quality assurance - terquality assurance supplier manual supplier responsibility (cont): 4) supplier...
TRANSCRIPT
Quality Assurance Supplier Manual
Quality Assurance Supplier Manual
Effective date : May 15th, 2015
QA Section
Tokai Eastern Rubber (Thailand), Ltd.
Quality Assurance Quality Assurance Quality Assurance Quality Assurance
Quality Assurance
Revision 14
Quality Assurance Quality Assurance Quality Assurance Quality Assurance
15-May-15 15-May-15
Issued By Checked By Approved By
15-May-15
Page
Part 1: TER Initial Mass Production Control 1
1.1 Incoming Inspection Control 1
Part 2: TER Mass Production Control 4
2.1 Incoming Inspection Control 4
2.2 Lot Control and Traceability 6
2.3 Nonconforming Products Control 7
2.4 Supplier Quality Monthly Evaluation 11
Part 3: TER Process Change Control 12
Part 4: TER Improvement Activity 15
4.1 Audit Activity
4.1.1 Critical Process Audit 15
4.1.2 Supplier Annual Audit 15
4.2 Supplier Improvement Activity
4.2.1 Supplier Self Improvement Activity (SSIA) 17
4.2.2 Supplier Quality Control Circle Activity 18
4.2.3 Supplier' s Full Lay-out Inspection Activity 19
QA Requirement
Contents
( I )
Quality Assurance Supplier Manual
14
14
14
14
14
14
14
14
14
14
14
14
14
Flow Chart Page
Part 1: TER Initial Mass Production Control 1
Incoming Meterial of Initial Mass Production Flow Chart 3
Part 2: TER Mass Production Control 4
Incoming Material of Mass Production Flow Chart 5
Special Approval Request Flow Chart 8
Nonconforming Products Control Flow Chart 9
Defect Improvement Request Flow Chart 10
Part 3: TER Process Change Control 12
TER Process Change Control Flow Chart 14
Part 4: TER Improvement Activity 15
Supplier Annaul Audit Selection Criteria 15
Supplier Annual Audit Flow Chart 16
Supplier Self Improvement Activity (SSIA) Flow Chart 17
Supplier Quality Control Circle Flow Chart 18
Flow Chart
Contents
( II )
14
Quality Assurance Supplier Manual
14
14
14
14
14
14
14
14
14
14
14
14
Format Appendix Page
1) Special Tag A
2) Quality Information (QI) B
3) Promptly Corrective Action Request (PCAR) C
4) Corrective Action Request (CAR) D
5) Defect Improvement Request (DIR) E
6) Special Approval Request (SAR) F
7) Process Change Notice (PCN) G
8) Supplier Critical Process Audit Check sheet H
9) Supplier Welding Process Audit Check sheet I
10) Supplier Annual Audit Check sheet J
11) Supplier Improvement Action Report (SIAR) K
12) Full Lay-out Inspection Data Format L
Contents
( III )
Appendix
14
Quality Assurance Supplier Manual
14
14
14
14
14
14
14
14
14
14
14
14
Quality Assurance Supplier Manual
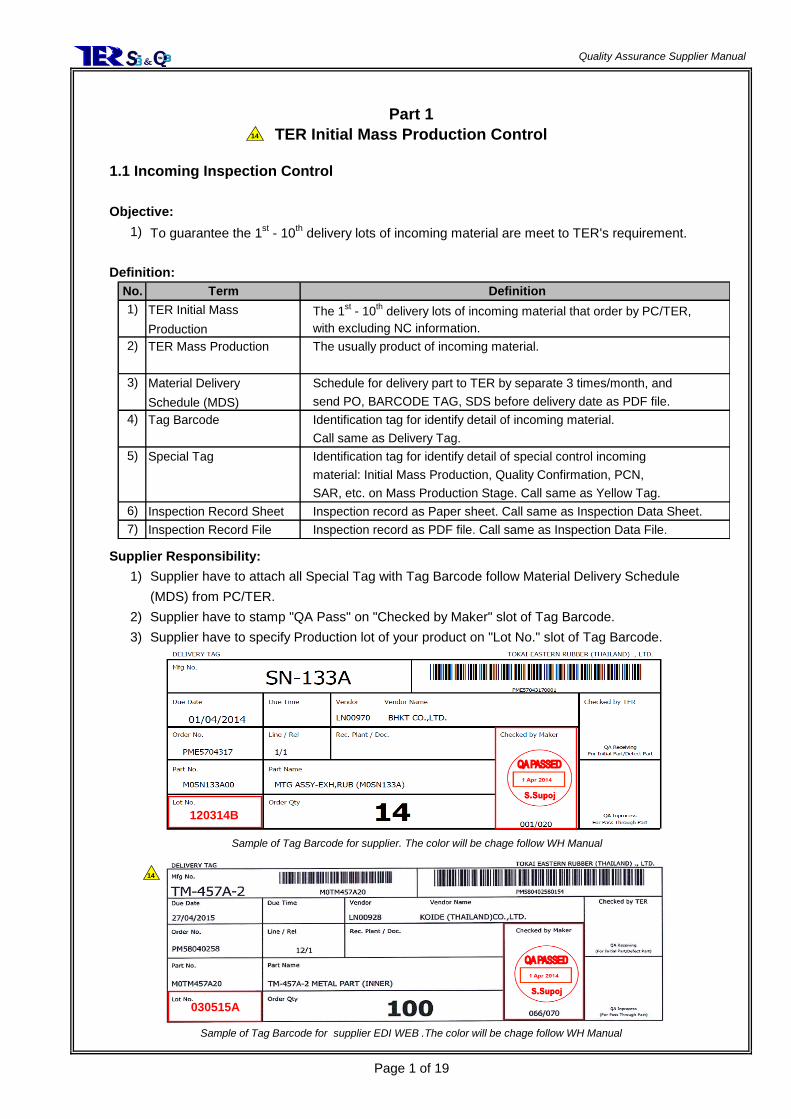
1.1 Incoming Inspection Control
Objective:
1) To guarantee the 1st - 10
th delivery lots of incoming material are meet to TER's requirement.
Definition:
Supplier Responsibility:
1) Supplier have to attach all Special Tag with Tag Barcode follow Material Delivery Schedule
(MDS) from PC/TER.
2) Supplier have to stamp "QA Pass" on "Checked by Maker" slot of Tag Barcode.
3) Supplier have to specify Production lot of your product on "Lot No." slot of Tag Barcode.
Part 1
TER Initial Mass Production Control
Page 1 of 19
Sample of Tag Barcode for supplier. The color will be chage follow WH Manual
120314B
14
Sample of Tag Barcode for supplier EDI WEB .The color will be chage follow WH Manual
030515A
14
TER Initial Mass The 1st - 10
th delivery lots of incoming material that order by PC/TER,
Production with excluding NC information.
TER Mass Production The usually product of incoming material.
Material Delivery Schedule for delivery part to TER by separate 3 times/month, and
Schedule (MDS) send PO, BARCODE TAG, SDS before delivery date as PDF file.
Tag Barcode Identification tag for identify detail of incoming material.
Call same as Delivery Tag.
Special Tag Identification tag for identify detail of special control incoming
material: Initial Mass Production, Quality Confirmation, PCN,
SAR, etc. on Mass Production Stage. Call same as Yellow Tag.
Inspection Record Sheet Inspection record as Paper sheet. Call same as Inspection Data Sheet.
Inspection Record File Inspection record as PDF file. Call same as Inspection Data File.
Term Definition
1)
2)
7)
3)
4)
5)
6)
No.
Quality Assurance Supplier Manual
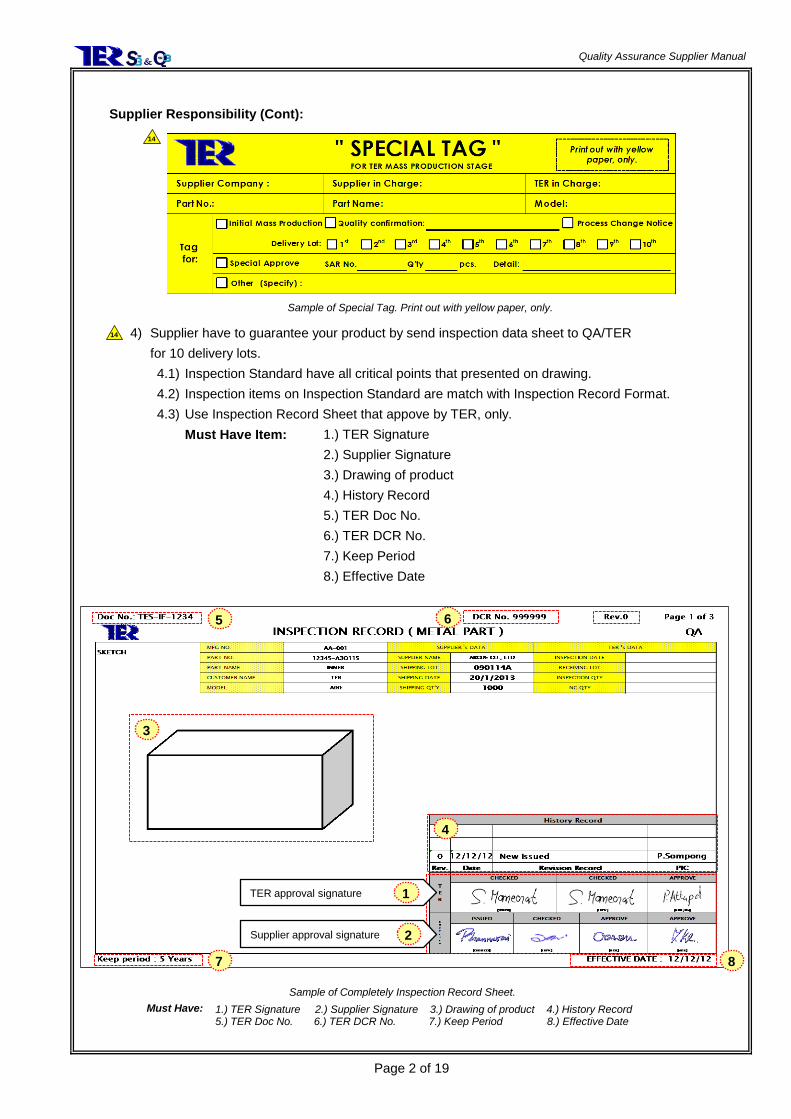
Supplier Responsibility (Cont):
4) Supplier have to guarantee your product by send inspection data sheet to QA/TER
for 10 delivery lots.
4.1) Inspection Standard have all critical points that presented on drawing.
4.2) Inspection items on Inspection Standard are match with Inspection Record Format.
4.3) Use Inspection Record Sheet that appove by TER, only.
Must Have Item: 1.) TER Signature
2.) Supplier Signature
3.) Drawing of product
4.) History Record
5.) TER Doc No.
6.) TER DCR No.
7.) Keep Period
8.) Effective Date
Page 2 of 19
Sample of Completely Inspection Record Sheet.
1.) TER Signature 2.) Supplier Signature 3.) Drawing of product 4.) History Record 5.) TER Doc No. 6.) TER DCR No. 7.) Keep Period 8.) Effective Date
Must Have:
TER approval signature
Supplier approval signature
1
2
4
5 6
7 8
3
14
Sample of Special Tag. Print out with yellow paper, only.
14
Quality Assurance Supplier Manual
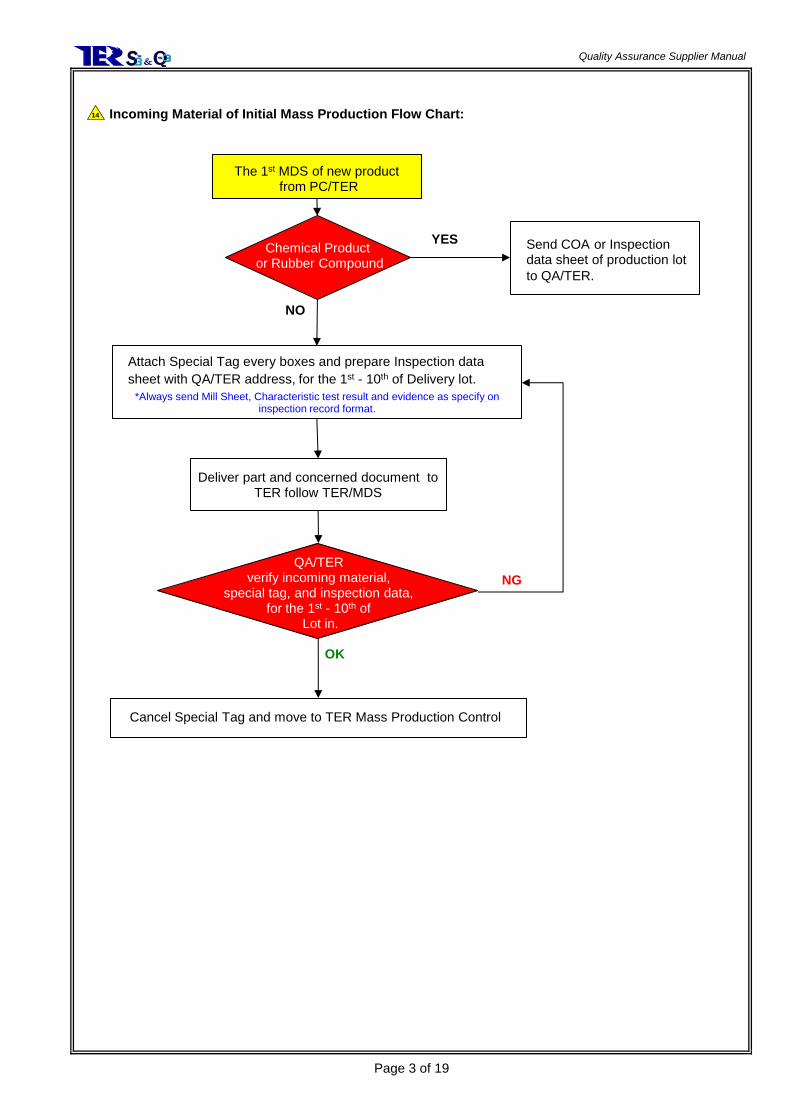
Incoming Material of Initial Mass Production Flow Chart:
Page 3 of 19
QA/TER verify incoming material,
special tag, and inspection data, for the 1st - 10th of
Lot in.
Cancel Special Tag and move to TER Mass Production Control
Attach Special Tag every boxes and prepare Inspection data sheet with QA/TER address, for the 1st - 10th of Delivery lot.
Deliver part and concerned document to TER follow TER/MDS
Chemical Product or Rubber Compound
OK
NG
YES Send COA or Inspection data sheet of production lot
to QA/TER.
NO
The 1st MDS of new product from PC/TER
*Always send Mill Sheet, Characteristic test result and evidence as specify on inspection record format.
14
Quality Assurance Supplier Manual
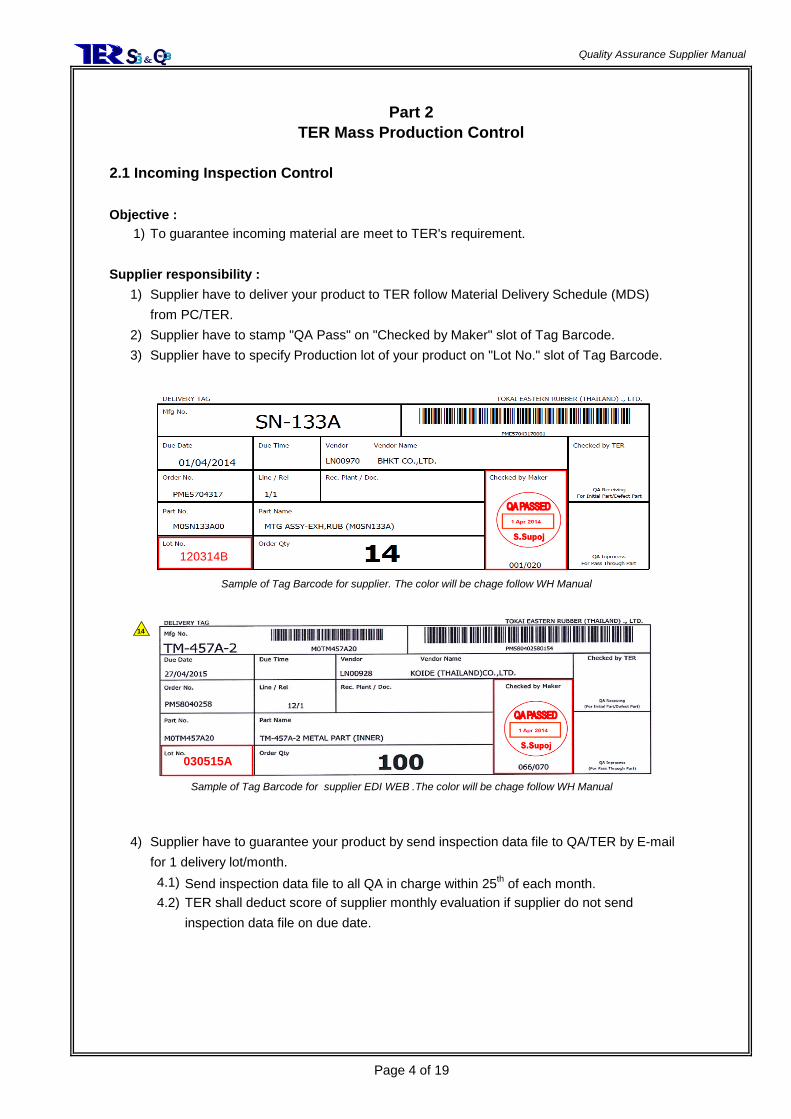
2.1 Incoming Inspection Control
Objective :
1) To guarantee incoming material are meet to TER's requirement.
Supplier responsibility :
1) Supplier have to deliver your product to TER follow Material Delivery Schedule (MDS)
from PC/TER.
2) Supplier have to stamp "QA Pass" on "Checked by Maker" slot of Tag Barcode.
3) Supplier have to specify Production lot of your product on "Lot No." slot of Tag Barcode.
4) Supplier have to guarantee your product by send inspection data file to QA/TER by E-mail
for 1 delivery lot/month.
4.1) Send inspection data file to all QA in charge within 25th of each month.
4.2) TER shall deduct score of supplier monthly evaluation if supplier do not send
inspection data file on due date.
Page 4 of 19
Part 2
TER Mass Production Control
Sample of Tag Barcode for supplier. The color will be chage follow WH Manual
120314B
Sample of Tag Barcode for supplier EDI WEB .The color will be chage follow WH Manual
030515A
14
Quality Assurance Supplier Manual
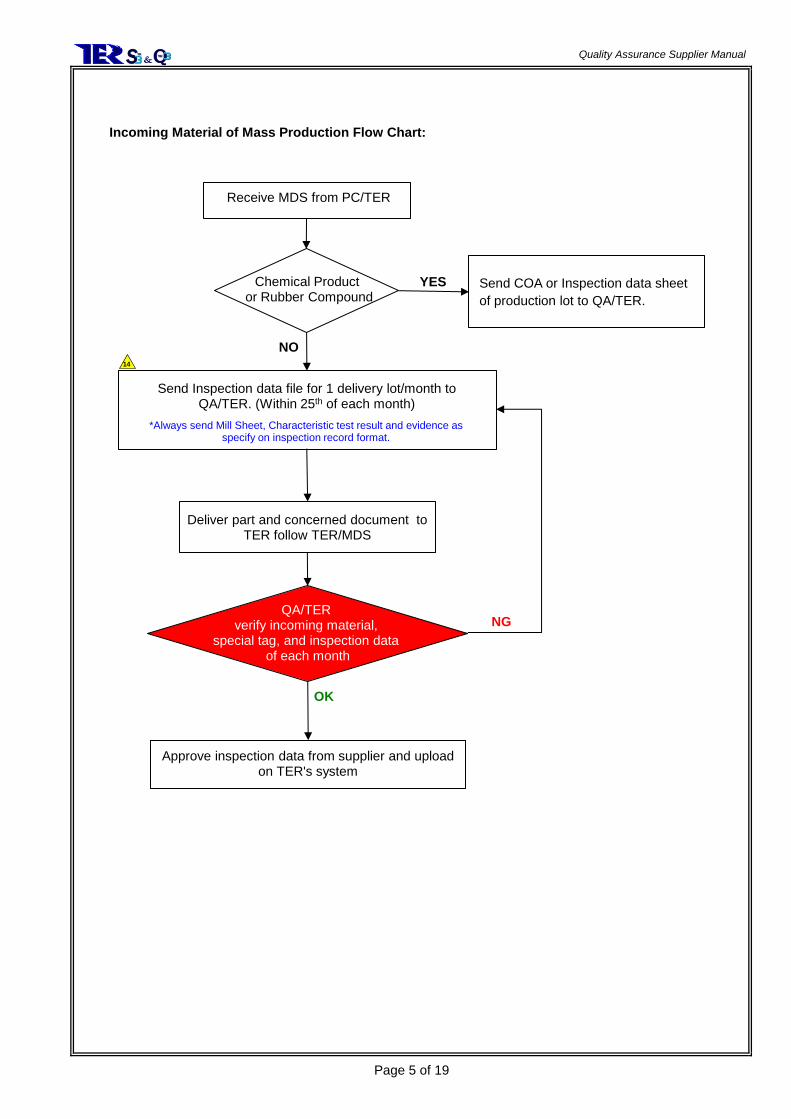
Incoming Material of Mass Production Flow Chart:
Page 5 of 19
Chemical Product or Rubber Compound
YES Send COA or Inspection data sheet
of production lot to QA/TER.
NO
Receive MDS from PC/TER
Send Inspection data file for 1 delivery lot/month to QA/TER. (Within 25th of each month)
*Always send Mill Sheet, Characteristic test result and evidence as specify on inspection record format.
14
QA/TER verify incoming material,
special tag, and inspection data of each month
Approve inspection data from supplier and upload on TER's system
Deliver part and concerned document to TER follow TER/MDS
OK
NG
Quality Assurance Supplier Manual
2.2 Lot Control and Traceability
Objective:
1) To requirements for Lot identification and traceability control, which is verify necessary
information in the event that nonconformity occurs at a supplier’s production stage or
after shipment.
2) Supplier shall identify parts in accordance with requirements prescribed by TER,
and control traceability.
Definition:
Supplier responsibility:
1) Supplier shall set standard of lot structure to clarify detail of trace method.
2) Supplier shall establish a system for recording manufacturing lot, which enables
lot and delivery lot to be retrieved from the manufacturing history of parts.
3) Supplier shall control records of manufacturing history and parts release so that the
parts are traceable to the delivery lot. Ensure traceability in a manner that manufacturing
history is traceable throughout all stages from component parts to finished goods.
3.1) The manufacturing history and including NC in-process (off-line repair/rework).
3.2) Supplier shall assure the sub-suppliers employ the same degree of manufacturing
history control.
4) Supplier shall keep the manufacturing history of TER product for 15 years.
Page 6 of 19
14
14
Traceability Ability to trace the history, application or location of a product or
servicing by record identification.
Delivery lot A group of parts which are delivered to TER.
Manufacturing lot A group of parts manufactured or deemed manufactured under
the same condition.
Manufacturing A record of production corresponding to the identification of
history a manufacturing lot, which includes the date and amount
of manufacture, and results of inspection.
Manufacturing lot Control method that forms a manufacturing lot and subsequently
control control traceability of parts by identifying such lot and its
manufacturing history.
Manufacturing lot Manufacturing process for which manufacturing lot shall be
forming process formed and identified in order to track and control traceability of
parts, which is determined by quality characteristic process layout,
equipment, process capability, etc. priority
Key process In the case where there are two or more manufacturing lot
forming processes, a representative process for lot retrieval
in those manufacturing lot forming processes.
DefinitionNo.
1)
2)
Term
7)
6)
5)
4)
3)
Quality Assurance Supplier Manual
2.3 Nonconforming Products Control
Objective:
1) To provide requirements for reporting of corrective action in cases where nonconformity
occurs in quality of parts made by suppliers.
2) Supplier shall report corrective actions in accordance with requirements prescribed
by TER.
Definition:
Supplier responsibility:
1) Supplier shall take corrective action where nonconformity is detected at the TER site.
1.1) Supplier shall screening NC at TER site and supplier site.
1.2) TER shall charge sorting cost expense and/or special freight if supplier can not come
to screening and support production line. (Prevent line stop)
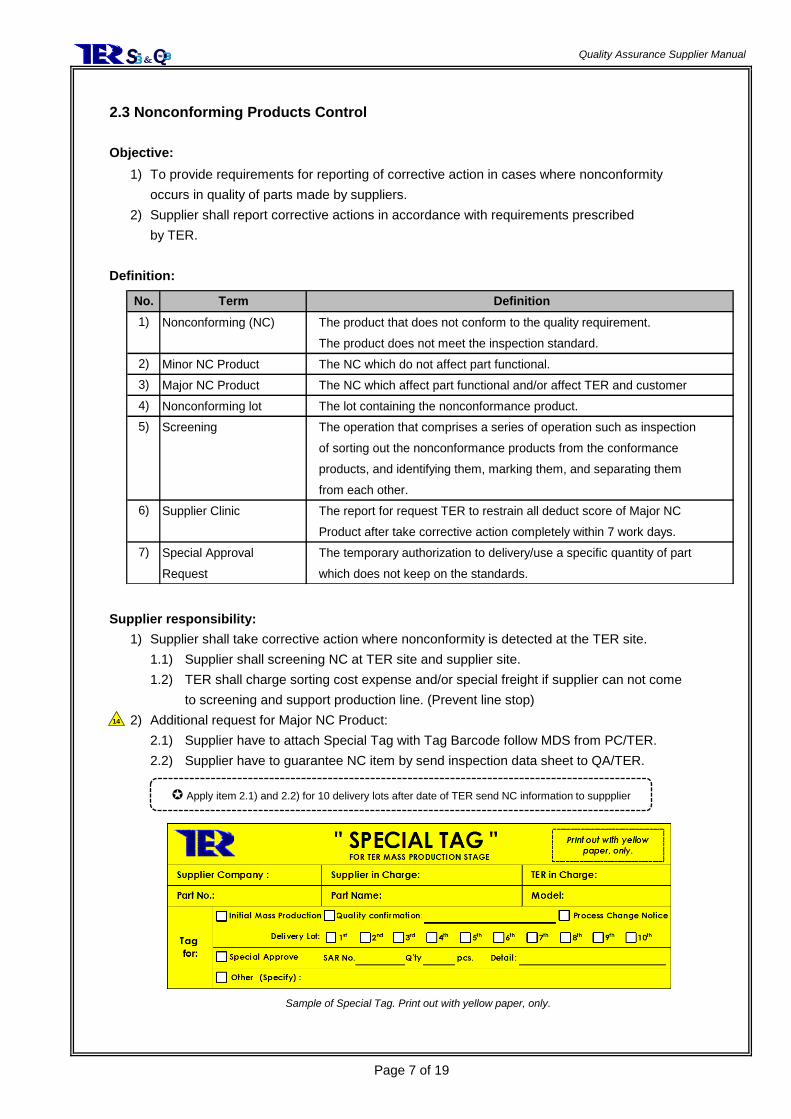
2) Additional request for Major NC Product:
2.1) Supplier have to attach Special Tag with Tag Barcode follow MDS from PC/TER.
2.2) Supplier have to guarantee NC item by send inspection data sheet to QA/TER.
Page 7 of 19
Sample of Special Tag. Print out with yellow paper, only.
Apply item 2.1) and 2.2) for 10 delivery lots after date of TER send NC information to suppplier
14
Nonconforming (NC) The product that does not conform to the quality requirement.
The product does not meet the inspection standard.
Minor NC Product The NC which do not affect part functional.
Major NC Product The NC which affect part functional and/or affect TER and customer
Nonconforming lot The lot containing the nonconformance product.
Screening The operation that comprises a series of operation such as inspection
of sorting out the nonconformance products from the conformance
products, and identifying them, marking them, and separating them
from each other.
Supplier Clinic The report for request TER to restrain all deduct score of Major NC
Product after take corrective action completely within 7 work days.
Special Approval The temporary authorization to delivery/use a specific quantity of part
Request which does not keep on the standards.
1)
4)
2)
3)
Definition
5)
6)
7)
TermNo.
Quality Assurance Supplier Manual
Supplier responsibility (Cont.):
3) Supplier shall come to report the corrective action of the event that nonconformity occurs
at supplier's process and flowed out to TER.
3.1) Supplier have to use TER format for show the corrective action as follow:
1) PCAR format for Minor NC (see in appendix C)
2) CAR format for Major NC (see in appendix D)
3.2) Supplier shall submit Defect Improvement Request (DIR) for restrain deduct score of
Major NC. ( DIR format, see in appendix E )
3.3) TER shall deduct score of supplier monthly evaluation if supplier do not send
corrective action report on due date.
Remark: The first day of lead time is the day after TER send NG information by email.
4) Additional request for nonconformity is flow out to TER, 3 months continuously:
4.1) TER shall request supplier for set "Quality Residence Entrance: QRE" for guarantee
your product's quality before send through to TER production line.
5) Special Approval Request (SAR) for NC which TER accepts.
5.1) The temporary authorization to delivery/use a specific quantity of part which does not
keep on the standards. ( SAR format, see in appendix F)
5.2) SAR must be limited to a specific part number, quantity or time period and it will not be
considered to be a permanance change from design drawing.
5.3) TER shall deduct score of supplier monthly evaluation for recurent SAR.
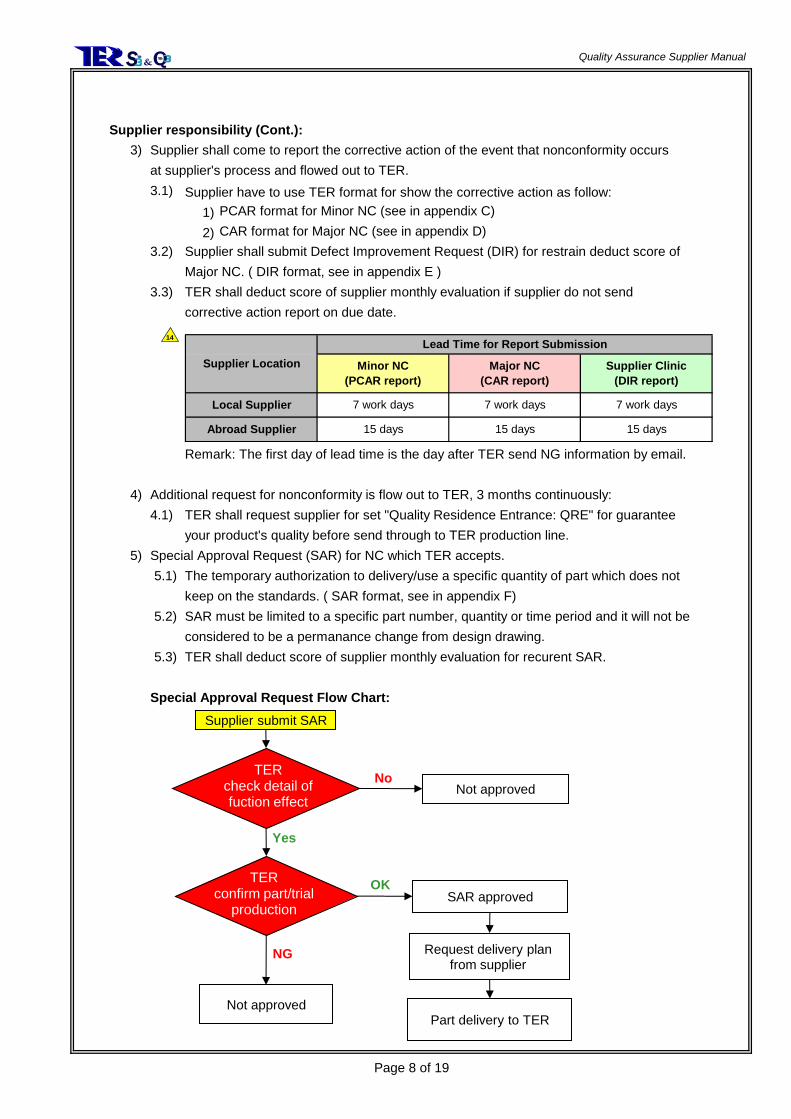
Special Approval Request Flow Chart:
Page 8 of 19
Supplier submit SAR
Not approved
Yes
No
OK
NG
SAR approved
Request delivery plan from supplier
Part delivery to TER Not approved
TER check detail of fuction effect
TER confirm part/trial
production
14
Local Supplier 7 work days 7 work days 7 work days
Abroad Supplier 15 days 15 days 15 days
Supplier Location
Lead Time for Report Submission
Major NC
(CAR report)
Minor NC
(PCAR report)
Supplier Clinic
(DIR report)
Quality Assurance Supplier Manual
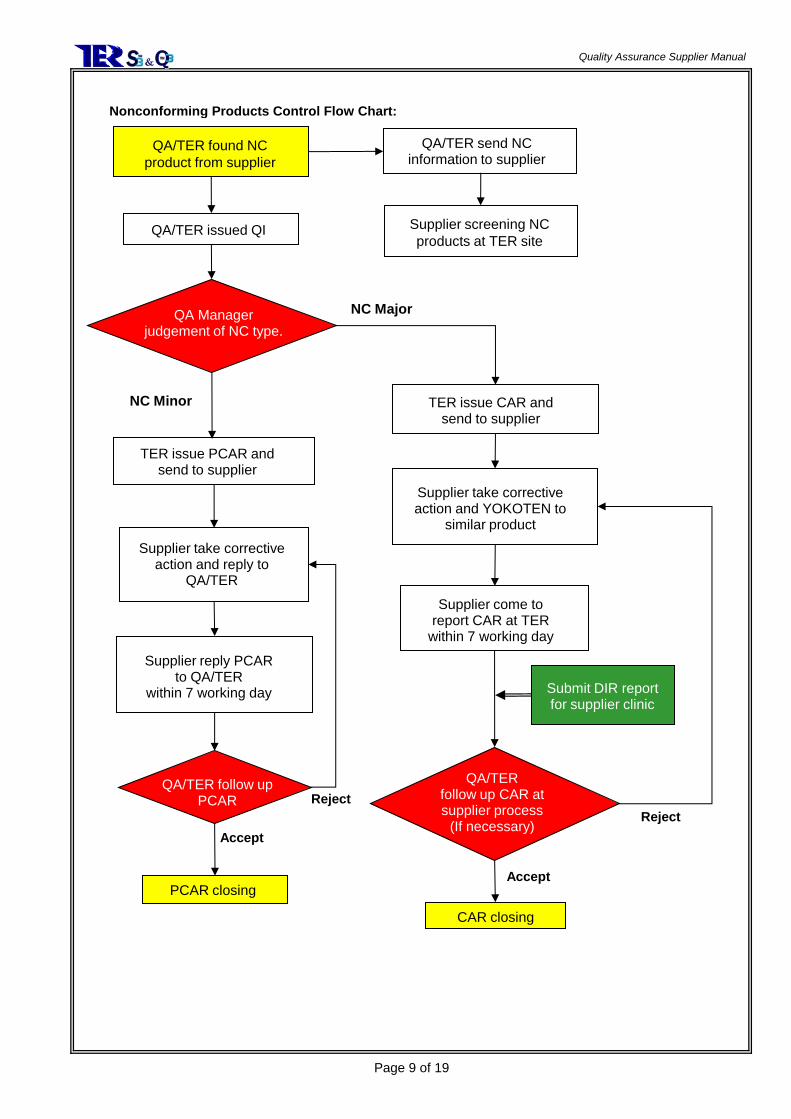
Nonconforming Products Control Flow Chart:
Page 9 of 19
Accept
Accept
QA/TER send NC information to supplier
QA/TER found NC
product from supplier
TER issue PCAR and send to supplier
TER issue CAR and send to supplier
NC Minor
NC Major QA Manager judgement of NC type.
Submit DIR report for supplier clinic
QA/TER follow up PCAR
PCAR closing
Supplier take corrective action and reply to
QA/TER
Reject
Reject
QA/TER follow up CAR at supplier process
(If necessary)
Supplier take corrective action and YOKOTEN to
similar product
Supplier reply PCAR to QA/TER
within 7 working day
Supplier come to report CAR at TER
within 7 working day
CAR closing
QA/TER issued QI Supplier screening NC
products at TER site
Quality Assurance Supplier Manual
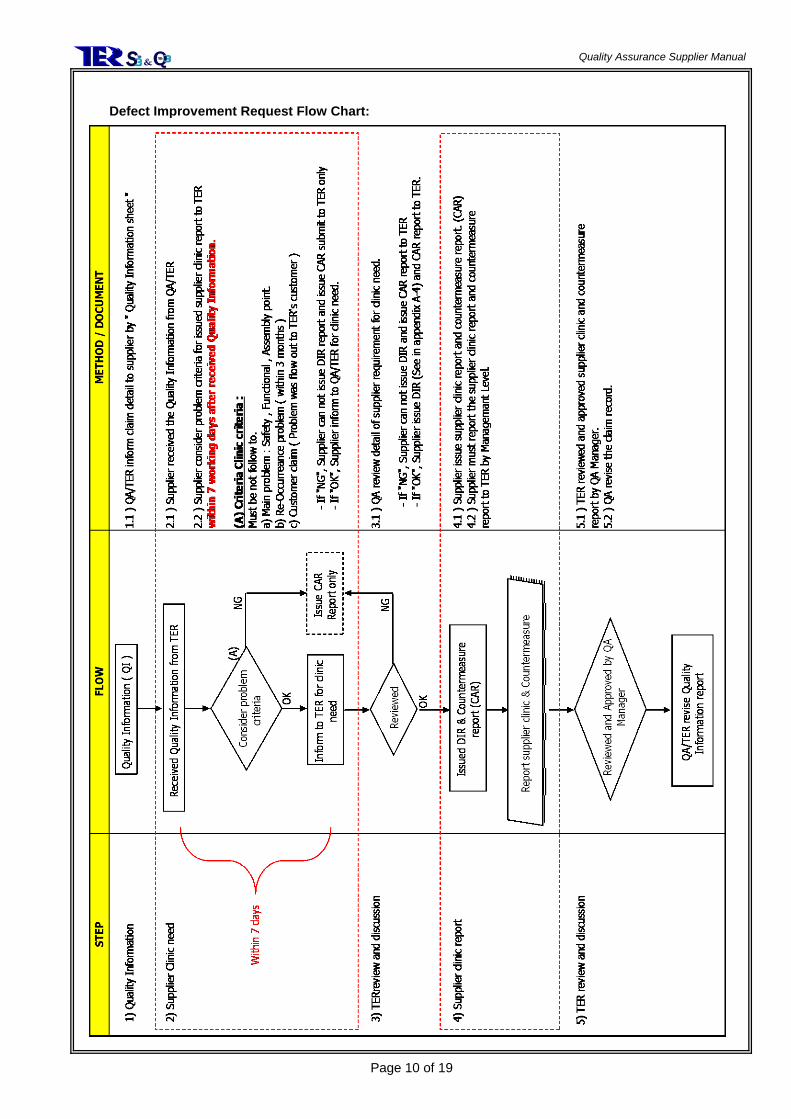
Defect Improvement Request Flow Chart:
Page 10 of 19
Quality Assurance Supplier Manual
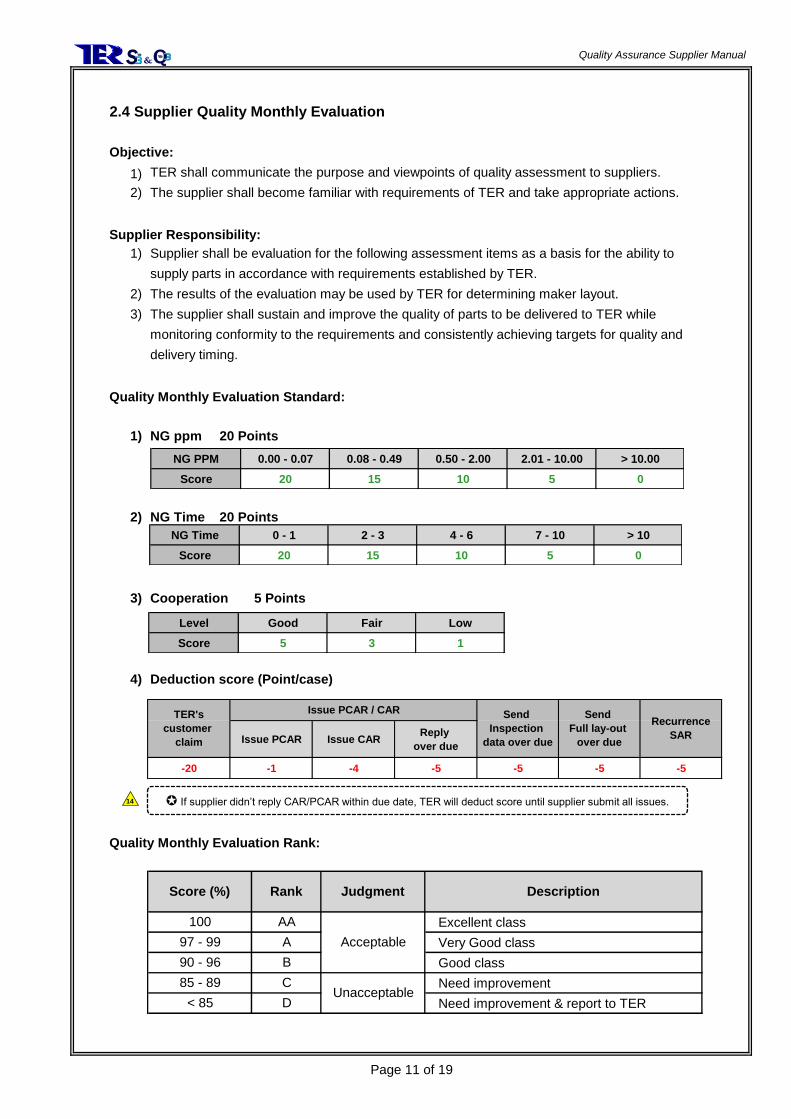
2.4 Supplier Quality Monthly Evaluation
Objective:
1) TER shall communicate the purpose and viewpoints of quality assessment to suppliers.
2) The supplier shall become familiar with requirements of TER and take appropriate actions.
Supplier Responsibility:
1) Supplier shall be evaluation for the following assessment items as a basis for the ability to
supply parts in accordance with requirements established by TER.
2) The results of the evaluation may be used by TER for determining maker layout.
3) The supplier shall sustain and improve the quality of parts to be delivered to TER while
monitoring conformity to the requirements and consistently achieving targets for quality and
delivery timing.
Quality Monthly Evaluation Standard:
1) NG ppm 20 Points
2) NG Time 20 Points
3) Cooperation 5 Points
4) Deduction score (Point/case)
Quality Monthly Evaluation Rank:
Excellent class
Very Good class
Good class
Need improvement
Need improvement & report to TER
Score (%) Rank Judgment Description
85 - 89 CUnacceptable
< 85 D
100 AA
97 - 99 A Acceptable
90 - 96 B
Page 11 of 19
If supplier didn’t reply CAR/PCAR within due date, TER will deduct score until supplier submit all issues. 14
NG PPM 0.00 - 0.07 0.08 - 0.49 0.50 - 2.00 2.01 - 10.00 > 10.00
Score 20 15 10 5 0
NG Time 0 - 1 2 - 3 4 - 6 7 - 10 > 10
Score 20 15 10 5 0
Level Good Fair Low
Score 5 3 1
Issue PCAR Issue CARReply
over due
-20 -1 -4 -5 -5 -5 -5
Recurrence
SAR
TER's
customer
claim
Issue PCAR / CAR Send
Inspection
data over due
Send
Full lay-out
over due
Quality Assurance Supplier Manual
Objective:
1) TER shall provide requirements to control all change points with respect to 6M
change: Man, Material, Machine, Method, Mold/Die, and Measurement.
2) Supplier shall maintain traceability of all change points in accordance with
requirements prescribed by TER
Definition:
Supplier Responsibility:
1) Supplier shall confirm quality of parts before and after the change, if an unexpected
change occurs.
2) Supplier shall direct and control sub-suppliers and ensure manufacturing control of the
same level as this manual requires for the component parts processed by sub-suppliers.
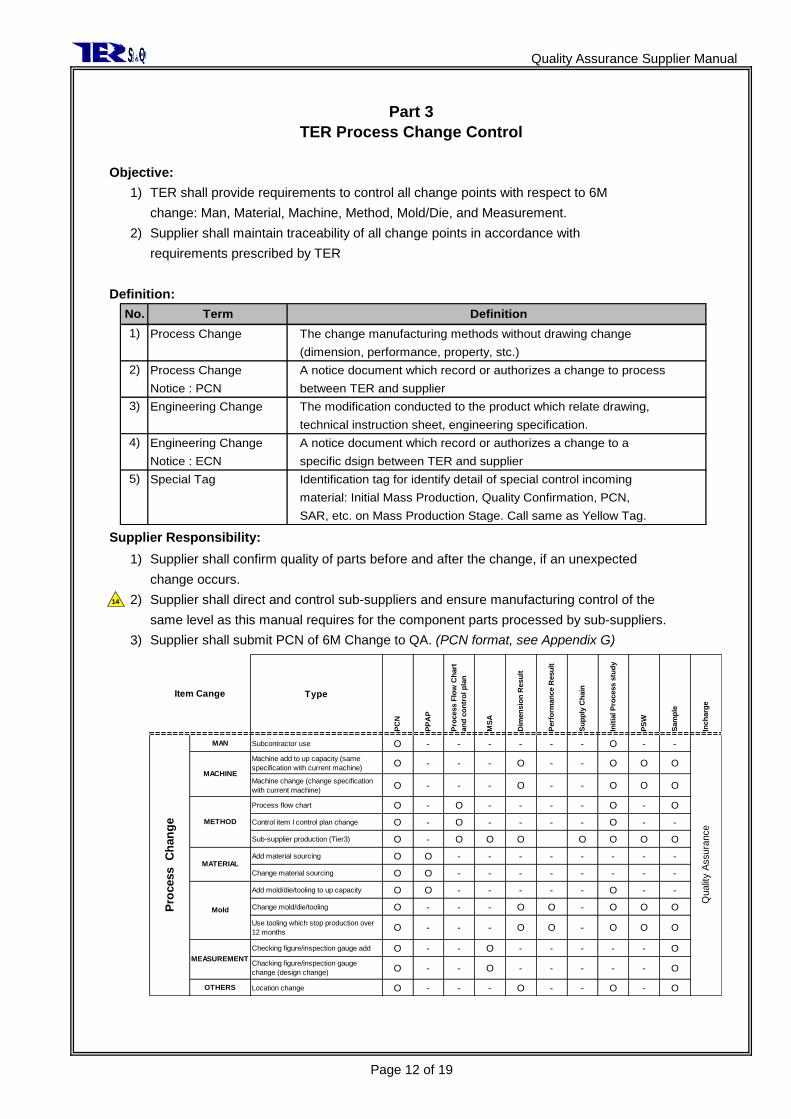
3) Supplier shall submit PCN of 6M Change to QA. (PCN format, see Appendix G)
Page 12 of 19
Part 3
TER Process Change Control
Type
PC
N
PP
AP
Pro
cess F
low
Ch
art
an
d c
on
tro
l p
lan
MS
A
Dim
en
sio
n R
esu
lt
Perf
orm
an
ce R
esu
lt
Su
pp
ly C
hain
Init
ial P
rocess s
tud
y
PS
W
Sam
ple
Inch
arg
e
Engineering Change from customer O O - - - - - - - -
Shape Change O O - - - - - - - -
Add/Change Tolerance O O - - - - - - - -
Characteristic O O - - - - - - - -
Material (Design Change) O O - - - - - - - -
MAN Subcontractor use O - - - - - - O - -
Machine add to up capacity (same
specification with current machine)O - - - O - - O O O
Machine change (change specification
with current machine)O - - - O - - O O O
Process flow chart O - O - - - - O - O
Control item I control plan change O - O - - - - O - -
Sub-supplier production (Tier3) O - O O O O O O O
Add material sourcing O O - - - - - - - -
Change material sourcing O O - - - - - - - -
Add mold/die/tooling to up capacity O O - - - - - O - -
Change mold/die/tooling O - - - O O - O O O
Use tooling which stop production over
12 monthsO - - - O O - O O O
Checking figure/inspection gauge add O - - O - - - - - O
Chacking figure/inspection gauge
change (design change) O - - O - - - - - O
OTHERS Location change O - - - O - - O - O
Technic
al
Qualit
y A
ssura
nce
Item Cange
Pro
du
ct
(EC
N)
MEASUREMENT
Mold
MATERIAL
METHOD
MACHINE
Pro
cess
Ch
an
ge
Type
PC
N
PP
AP
Pro
cess F
low
Ch
art
an
d c
on
tro
l p
lan
MS
A
Dim
en
sio
n R
esu
lt
Perf
orm
an
ce R
esu
lt
Su
pp
ly C
hain
Init
ial P
rocess s
tud
y
PS
W
Sam
ple
Inch
arg
e
Engineering Change from customer O O - - - - - - - -
Shape Change O O - - - - - - - -
Add/Change Tolerance O O - - - - - - - -
Characteristic O O - - - - - - - -
Material (Design Change) O O - - - - - - - -
MAN Subcontractor use O - - - - - - O - -
Machine add to up capacity (same
specification with current machine)O - - - O - - O O O
Machine change (change specification
with current machine)O - - - O - - O O O
Process flow chart O - O - - - - O - O
Control item I control plan change O - O - - - - O - -
Sub-supplier production (Tier3) O - O O O O O O O
Add material sourcing O O - - - - - - - -
Change material sourcing O O - - - - - - - -
Add mold/die/tooling to up capacity O O - - - - - O - -
Change mold/die/tooling O - - - O O - O O O
Use tooling which stop production over
12 monthsO - - - O O - O O O
Checking figure/inspection gauge add O - - O - - - - - O
Chacking figure/inspection gauge
change (design change) O - - O - - - - - O
OTHERS Location change O - - - O - - O - O
Technic
al
Qualit
y A
ssura
nce
Item Cange
Pro
du
ct
(EC
N)
MEASUREMENT
Mold
MATERIAL
METHOD
MACHINE
Pro
cess
Ch
an
ge
14
Process Change The change manufacturing methods without drawing change
(dimension, performance, property, stc.)
Process Change A notice document which record or authorizes a change to process
Notice : PCN between TER and supplier
Engineering Change The modification conducted to the product which relate drawing,
technical instruction sheet, engineering specification.
Engineering Change A notice document which record or authorizes a change to a
Notice : ECN specific dsign between TER and supplier
Special Tag Identification tag for identify detail of special control incoming
material: Initial Mass Production, Quality Confirmation, PCN,
SAR, etc. on Mass Production Stage. Call same as Yellow Tag.
Term Definition
1)
2)
3)
4)
5)
No.
Quality Assurance Supplier Manual
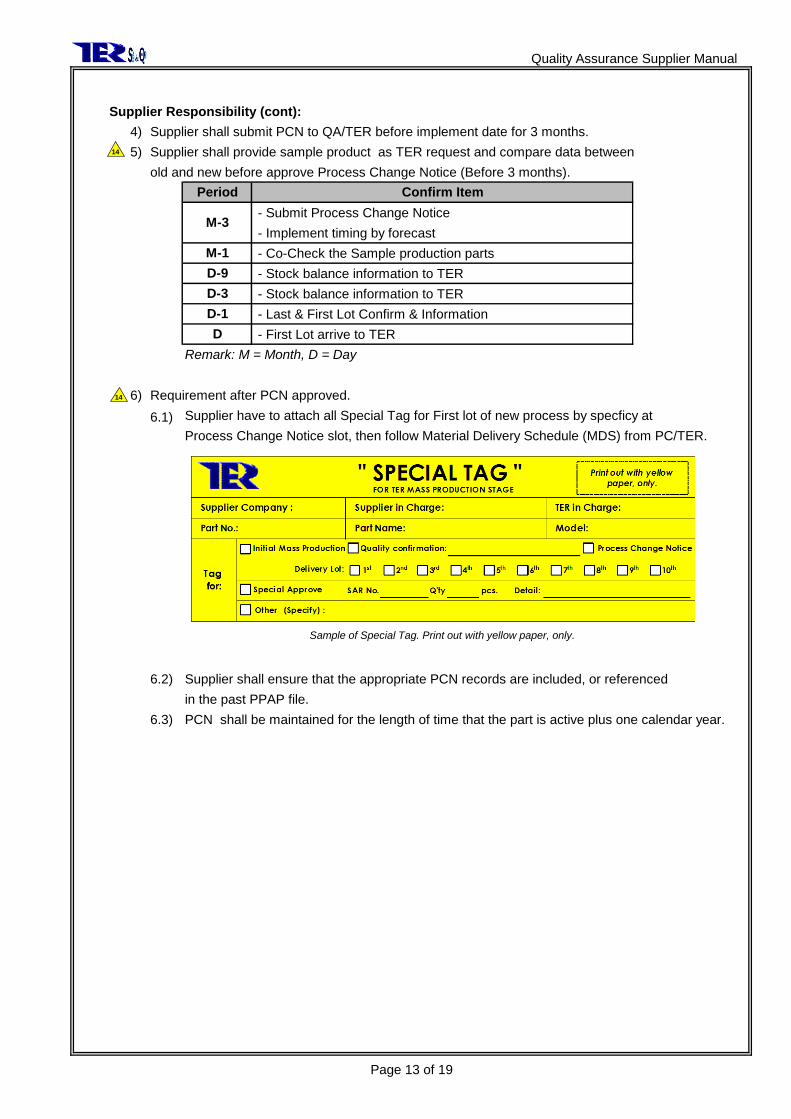
Supplier Responsibility (cont):
4) Supplier shall submit PCN to QA/TER before implement date for 3 months.
5) Supplier shall provide sample product as TER request and compare data between
old and new before approve Process Change Notice (Before 3 months).
- Submit Process Change Notice
- Implement timing by forecast
- Co-Check the Sample production parts
- Stock balance information to TER
- Stock balance information to TER
- Last & First Lot Confirm & Information
- First Lot arrive to TER
Remark: M = Month, D = Day
6) Requirement after PCN approved.
6.1) Supplier have to attach all Special Tag for First lot of new process by specficy at
Process Change Notice slot, then follow Material Delivery Schedule (MDS) from PC/TER.
6.2) Supplier shall ensure that the appropriate PCN records are included, or referenced
in the past PPAP file.
6.3) PCN shall be maintained for the length of time that the part is active plus one calendar year.
D-3
D-1
D
Page 13 of 19
Period
M-3
M-1
D-9
Confirm Item
Sample of Special Tag. Print out with yellow paper, only.
14
14
Quality Assurance Supplier Manual
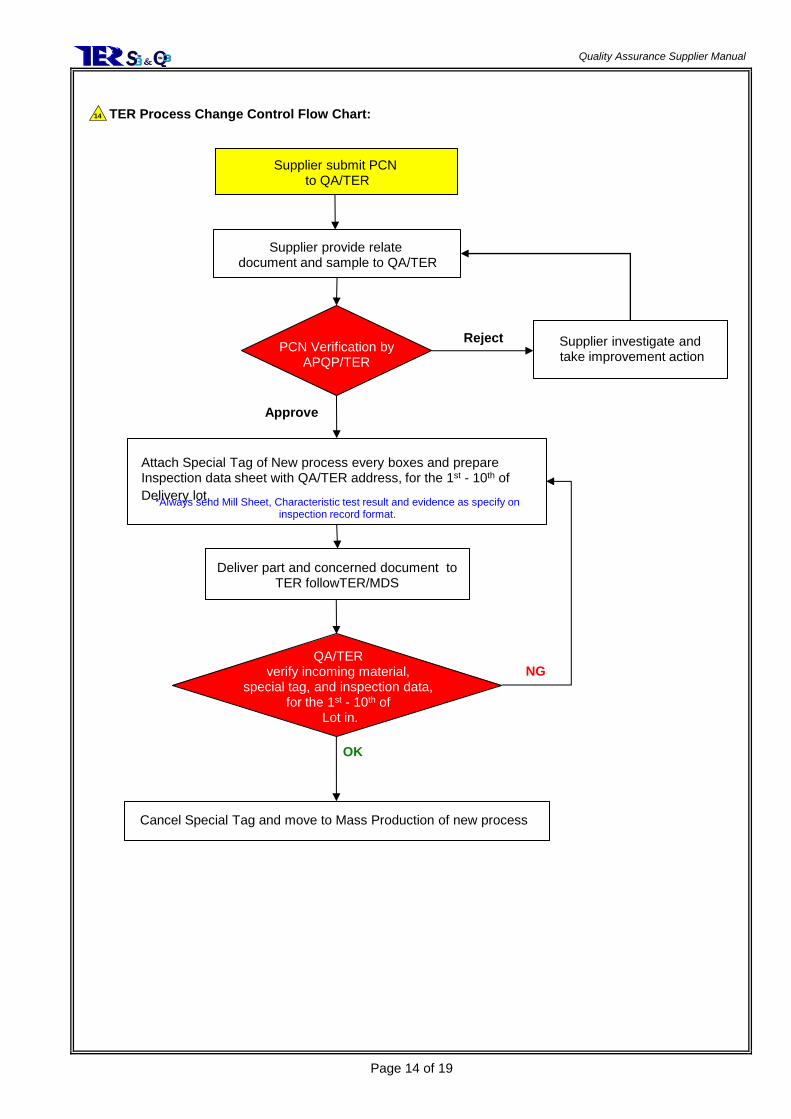
TER Process Change Control Flow Chart:
Page 14 of 19
QA/TER verify incoming material,
special tag, and inspection data, for the 1st - 10th of
Lot in.
Cancel Special Tag and move to Mass Production of new process
Attach Special Tag of New process every boxes and prepare Inspection data sheet with QA/TER address, for the 1st - 10th of
Delivery lot.
Deliver part and concerned document to TER followTER/MDS
PCN Verification by APQP/TER
OK
NG
Approve
Reject
Supplier provide relate document and sample to QA/TER
Supplier submit PCN to QA/TER
Supplier investigate and take improvement action
14
*Always send Mill Sheet, Characteristic test result and evidence as specify on inspection record format.
Quality Assurance Supplier Manual
4.1 Audit Activity
4.1.1 Critical Process Audit
Objective:
1) To prevent NG major case. (Slip off, Leak, Loosen, Separation and Noise)
2) To share quality result with supplier.
3) To confirm process condition, quality of product and traceability.
Scope:
1) Welding process
2) Heat treatment process
3) Surface coating process.
Supplier responsibility for Critical Process Audit :
1) TER will be inform to supplier for audit plan.
2) Items for audit will cover process condition, characteristic test result, process control
and quality control. (Critical process audit check sheet, see in appendix H and
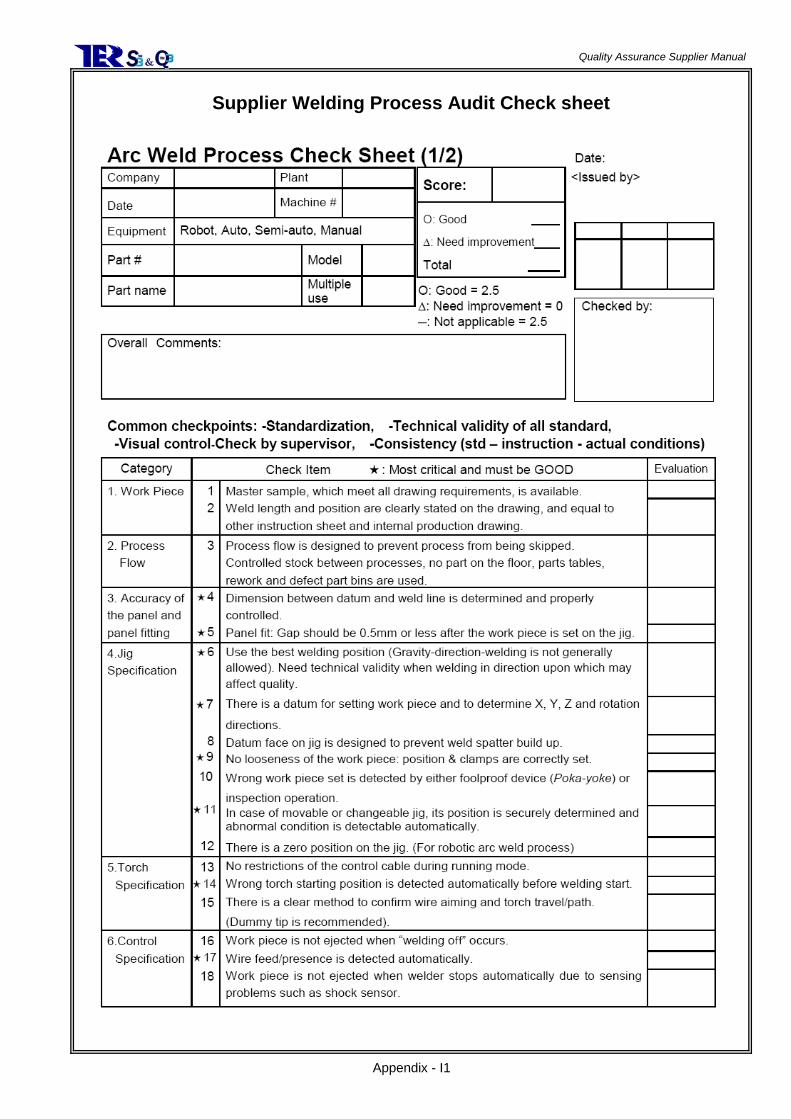
Welding audit check sheet, see in appendix I )
4.1.2 Annual Audit
Objective:
1) determine supplier responsibility in control and maintain quality system
Supplier responsibility for Annual Audit :
1) TER will be inform to supplier for audit plan.
2) Supplier shall review and improvement for intent of standard/requirement was not being
followed. ( Annual audit check sheet, see in appendix J)
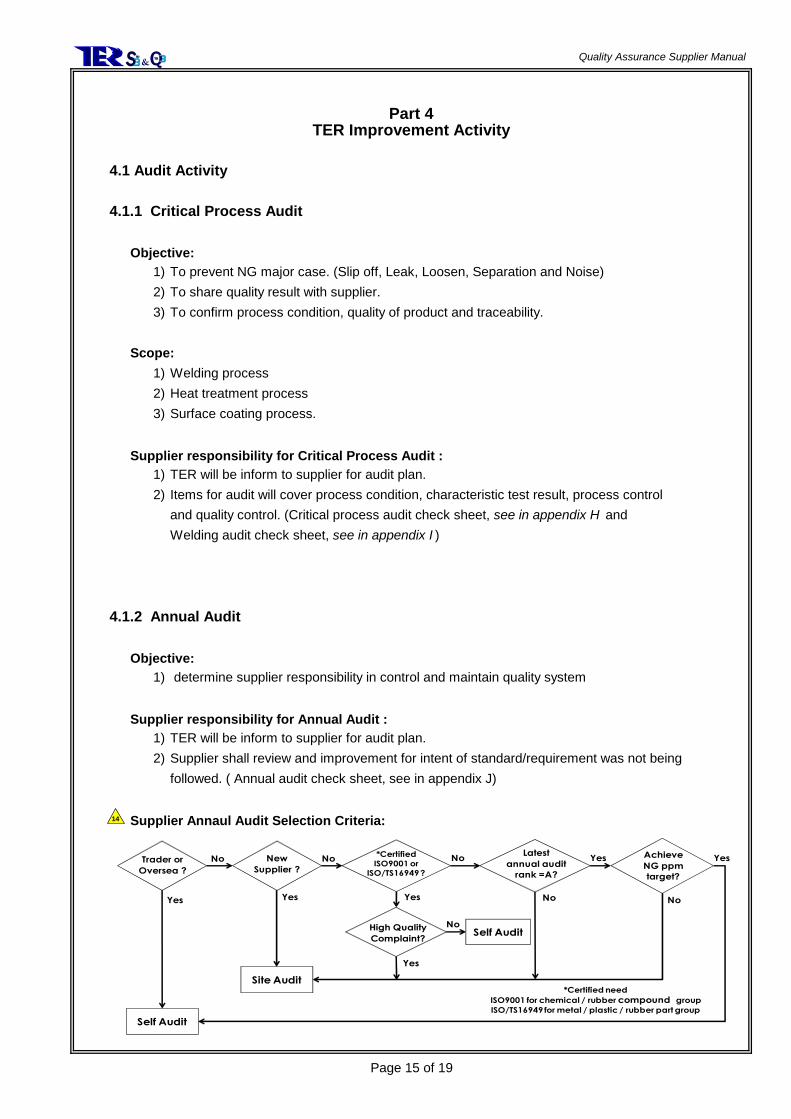
Supplier Annaul Audit Selection Criteria:
Page 15 of 19
Part 4TER Improvement Activity
Trader or
Oversea ?
Yes
Site Audit
No
Self Audit
New
Supplier ?
No
Yes
*Certified
ISO9001 or
ISO/TS16949 ?
No
Yes
High Quality
Complaint?
No
YesLatest
annual audit
rank =A?
Yes
NoSelf Audit
Achieve
NG ppm
target?
No
Yes
*Certified need
ISO9001 for chemical / rubber compound group
ISO/TS16949 for metal / plastic / rubber part group
14
Quality Assurance Supplier Manual
4.1.2 Annual Audit (Cont)
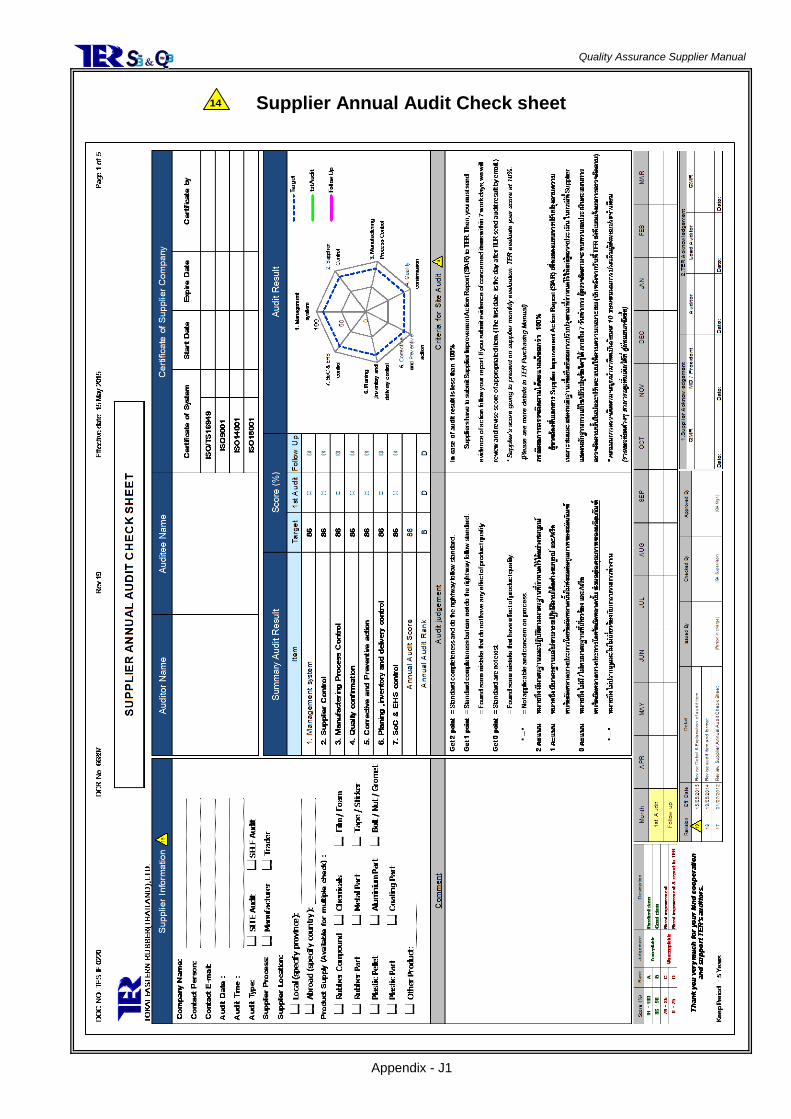
Supplier Annual Audit Score and Criteria:
Excellent class
Good class
Need improvement
Need improvement & report to TER
Supplier Annual Audit Score Adjust Criteria:
1) Suppliers shall submit Supplier Improvement Action Report (SIAR) with all evidence of action
within 7 work days, we will review and revise score of appropriated item.
(The first date is the day after TER send audit result by email.)
(SIAR format, see in appendix K)
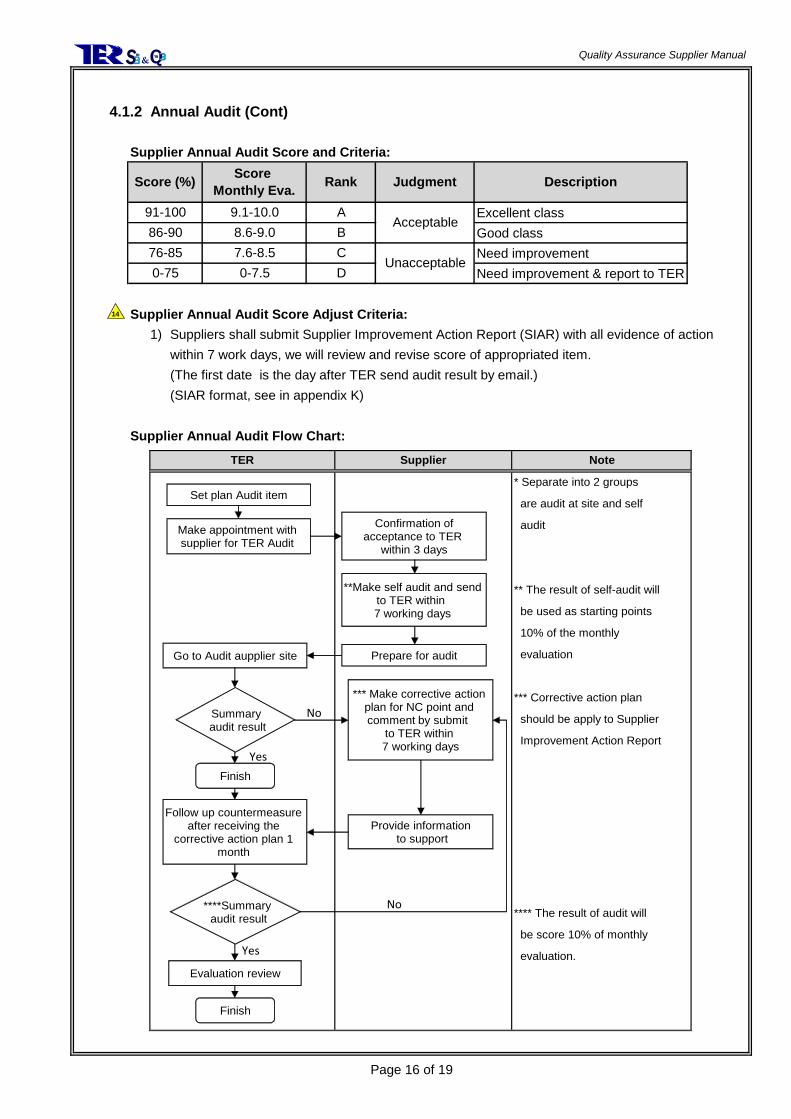
Supplier Annual Audit Flow Chart:
0-75 0-7.5 DUnacceptable
76-85 7.6-8.5 C
Page 16 of 19
Acceptable91-100
86-90 8.6-9.0 B
A9.1-10.0
DescriptionJudgmentRankScore
Monthly Eva.Score (%)
14
* Separate into 2 groups
are audit at site and self
audit
** The result of self-audit will
be used as starting points
10% of the monthly
evaluation
*** Corrective action plan
should be apply to Supplier
Improvement Action Report
**** The result of audit will
be score 10% of monthly
evaluation.
TER Supplier Note
Set plan Audit item
Make appointment with supplier for TER Audit
Go to Audit aupplier site
Summaryaudit result
Finish
Follow up countermeasure after receiving the
corrective action plan 1 month
****Summaryaudit result
Evaluation review
Finish
Confirmation of acceptance to TER
within 3 days
**Make self audit and send to TER within 7 working days
Prepare for audit
*** Make corrective action plan for NC point and comment by submit
to TER within7 working days
Provide informationto support
Yes
No
Yes
No
Quality Assurance Supplier Manual
4.2 Supplier Improvement Activity
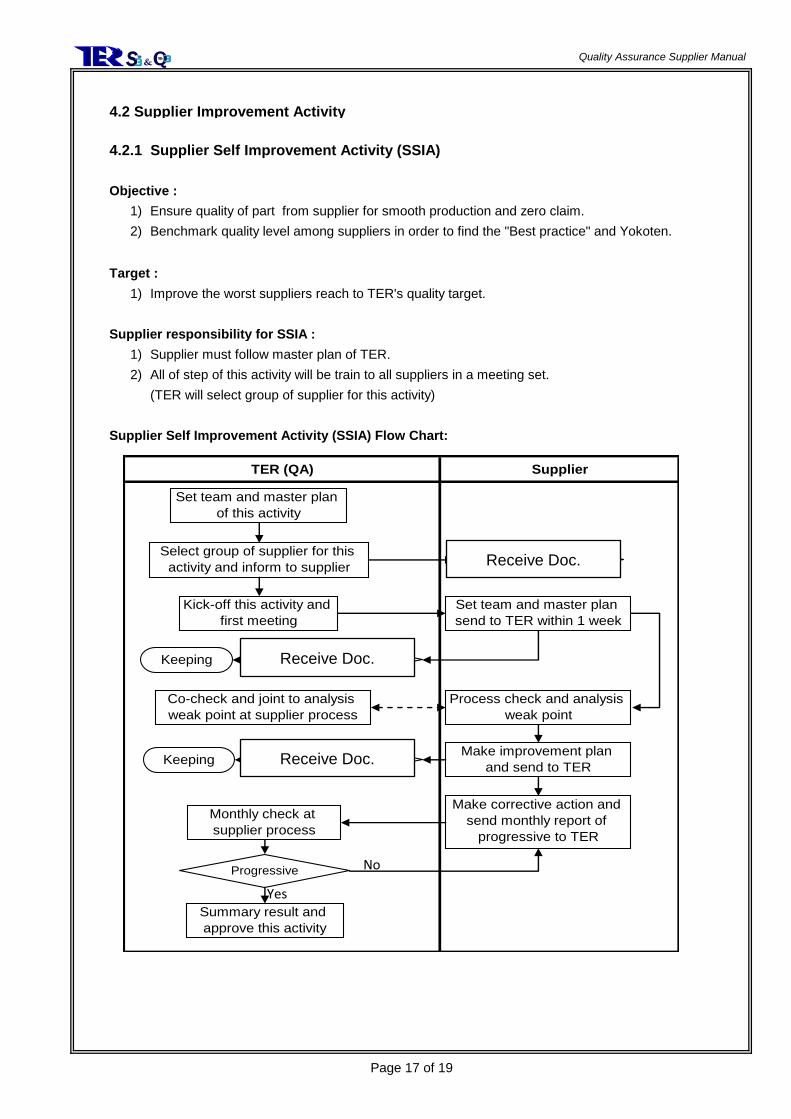
4.2.1 Supplier Self Improvement Activity (SSIA)
Objective :
1) Ensure quality of part from supplier for smooth production and zero claim.
2) Benchmark quality level among suppliers in order to find the "Best practice" and Yokoten.
Target :
1) Improve the worst suppliers reach to TER's quality target.
Supplier responsibility for SSIA :
1) Supplier must follow master plan of TER.
2) All of step of this activity will be train to all suppliers in a meeting set.
(TER will select group of supplier for this activity)
Supplier Self Improvement Activity (SSIA) Flow Chart:
Page 17 of 19
TER (QA) Supplier
Set team and master plan
of this activity
Select group of supplier for this
activity and inform to supplierReceive Doc.
Set team and master plan
send to TER within 1 week
Receive Doc.Keeping
Kick-off this activity and
first meeting
Process check and analysis
weak point
Co-check and joint to analysis
weak point at supplier process
Make improvement plan
and send to TERReceive Doc.Keeping
Make corrective action and
send monthly report of
progressive to TER
Monthly check at
supplier process
Progressive
Summary result and
approve this activity
Receive Doc.
Receive Doc.
Receive Doc.
No
Yes
Quality Assurance Supplier Manual
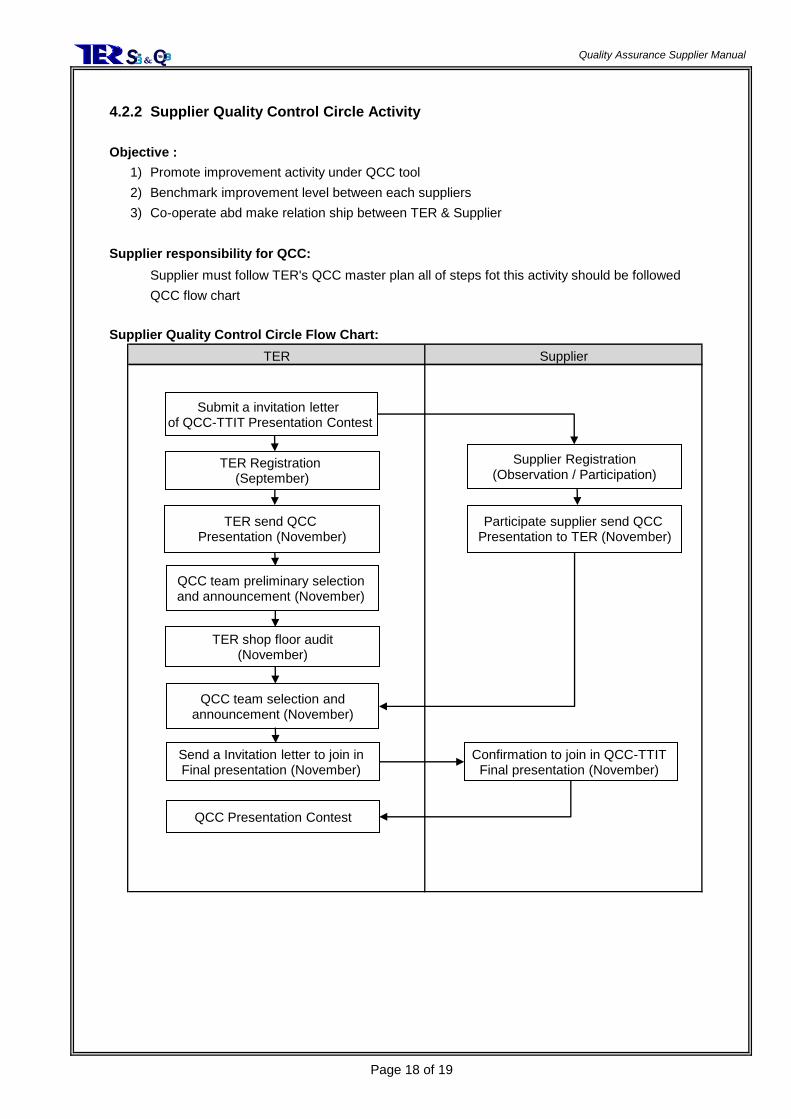
4.2.2 Supplier Quality Control Circle Activity
Objective :
1) Promote improvement activity under QCC tool
2) Benchmark improvement level between each suppliers
3) Co-operate abd make relation ship between TER & Supplier
Supplier responsibility for QCC:
Supplier must follow TER's QCC master plan all of steps fot this activity should be followed
QCC flow chart
Supplier Quality Control Circle Flow Chart:
Page 18 of 19
SupplierTER
Submit a invitation letter of QCC-TTIT Presentation Contest
Supplier Registration (Observation / Participation)
QCC team selection and announcement (November)
TER shop floor audit (November)
Send a Invitation letter to join in Final presentation (November)
QCC Presentation Contest
TER Registration (September)
TER send QCC Presentation (November)
Participate supplier send QCC Presentation to TER (November)
Confirmation to join in QCC-TTIT Final presentation (November)
QCC team preliminary selection and announcement (November)
Quality Assurance Supplier Manual
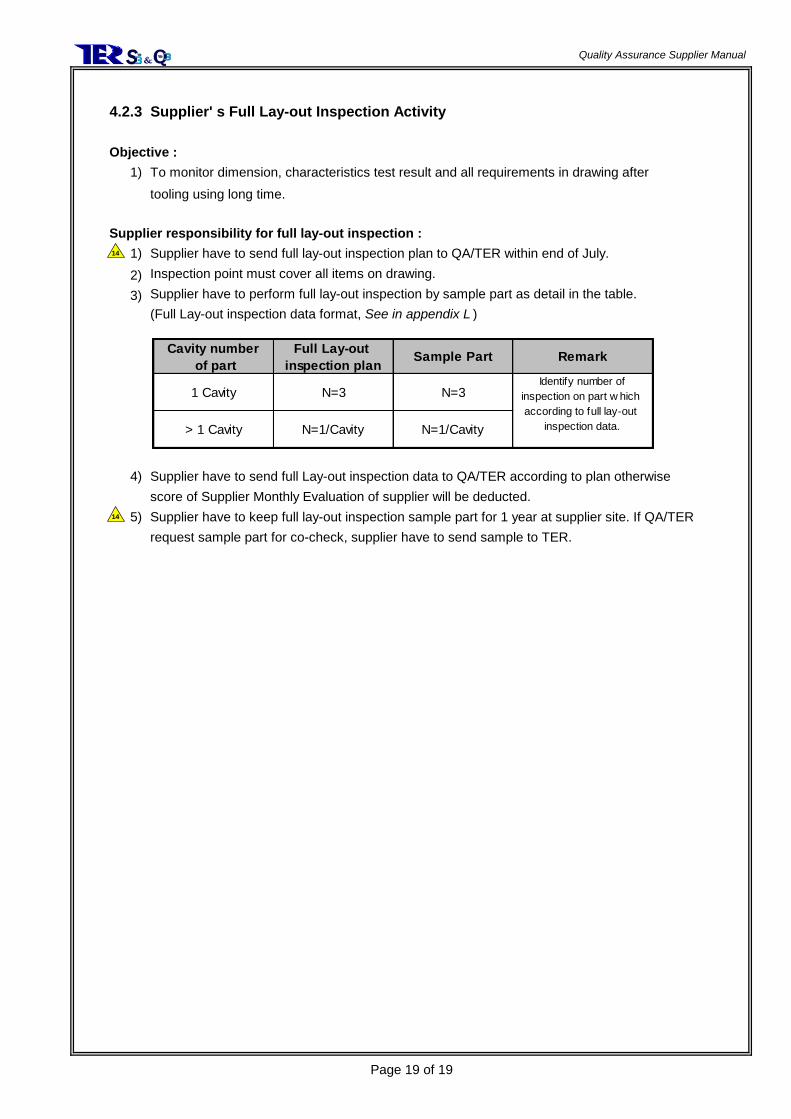
4.2.3 Supplier' s Full Lay-out Inspection Activity
Objective :
1) To monitor dimension, characteristics test result and all requirements in drawing after
tooling using long time.
Supplier responsibility for full lay-out inspection :
1) Supplier have to send full lay-out inspection plan to QA/TER within end of July.
2) Inspection point must cover all items on drawing.
3) Supplier have to perform full lay-out inspection by sample part as detail in the table.
(Full Lay-out inspection data format, See in appendix L )
4) Supplier have to send full Lay-out inspection data to QA/TER according to plan otherwise
score of Supplier Monthly Evaluation of supplier will be deducted.
5) Supplier have to keep full lay-out inspection sample part for 1 year at supplier site. If QA/TER
request sample part for co-check, supplier have to send sample to TER.
Page 19 of 19
14
14
Cavity number
of part
Full Lay-out
inspection planSample Part Remark
1 Cavity N=3 N=3
> 1 Cavity N=1/Cavity N=1/Cavity
Identify number of
inspection on part w hich
according to full lay-out
inspection data.
Quality Assurance Supplier Manual
FORMAT APPENDIX
Quality Assurance Supplier Manual
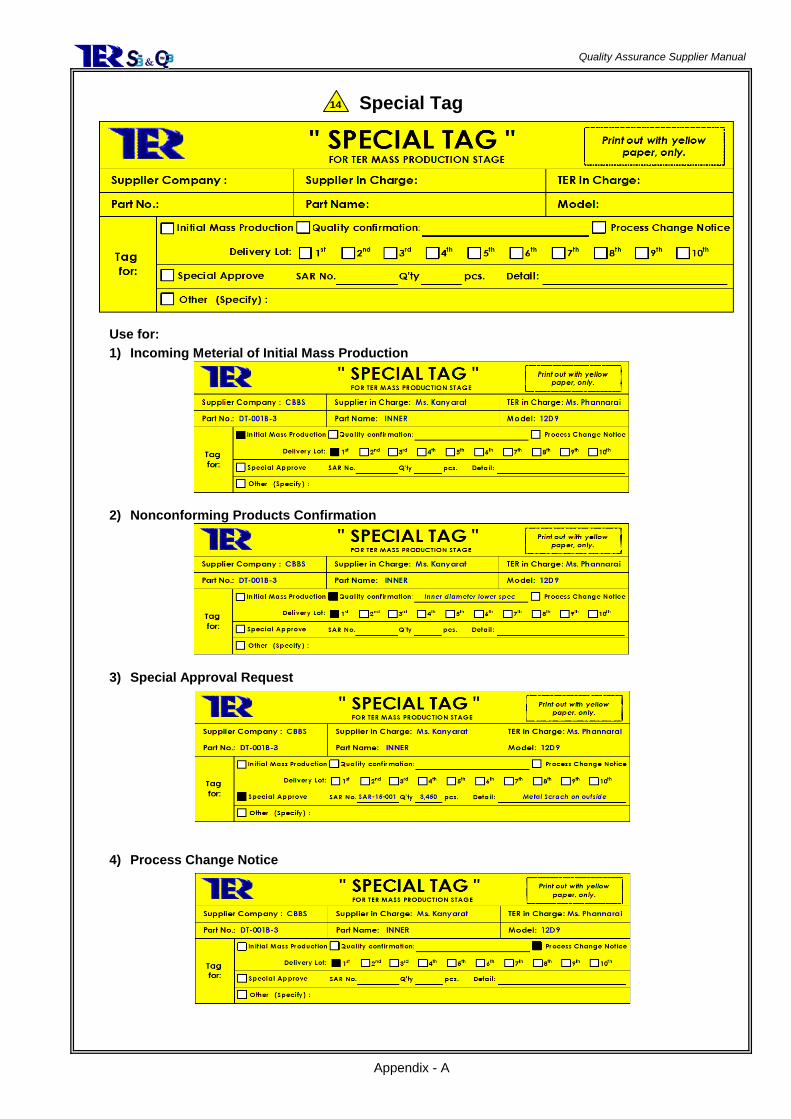
Use for:
1) Incoming Meterial of Initial Mass Production
2) Nonconforming Products Confirmation
3) Special Approval Request
4) Process Change Notice
Appendix - A
Special Tag14
Quality Assurance Supplier Manual
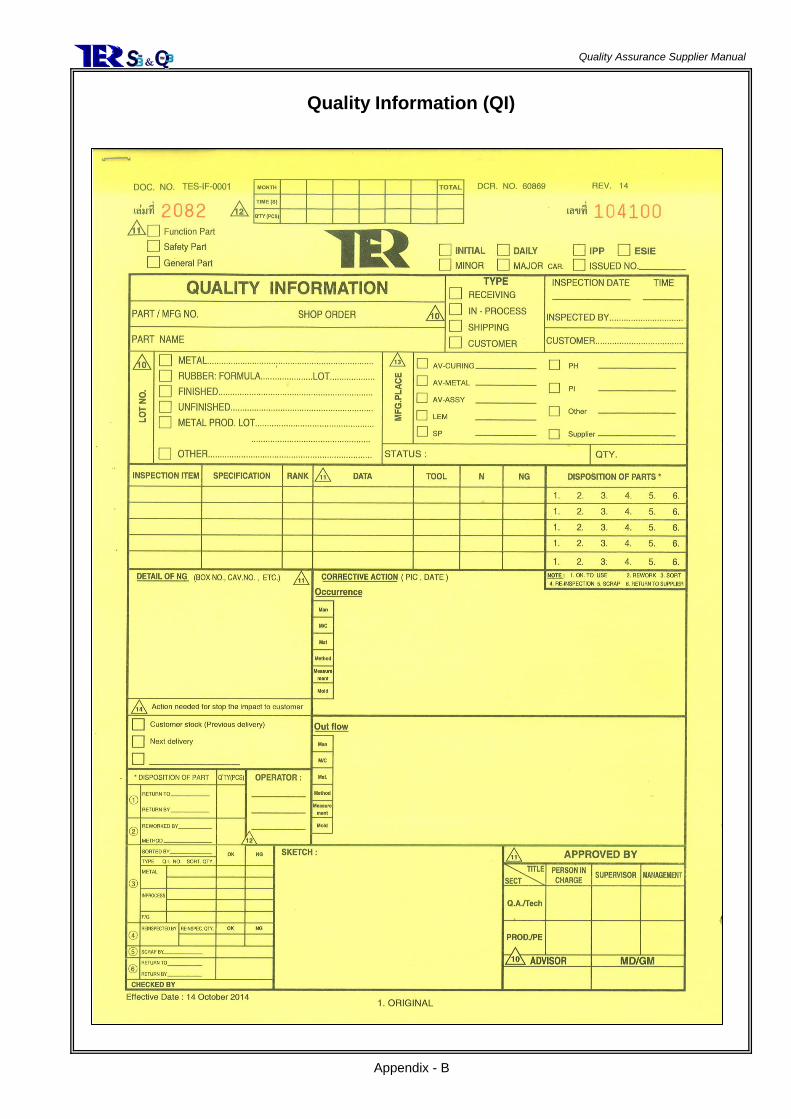
Appendix - B
Quality Information (QI)
Quality Assurance Supplier Manual
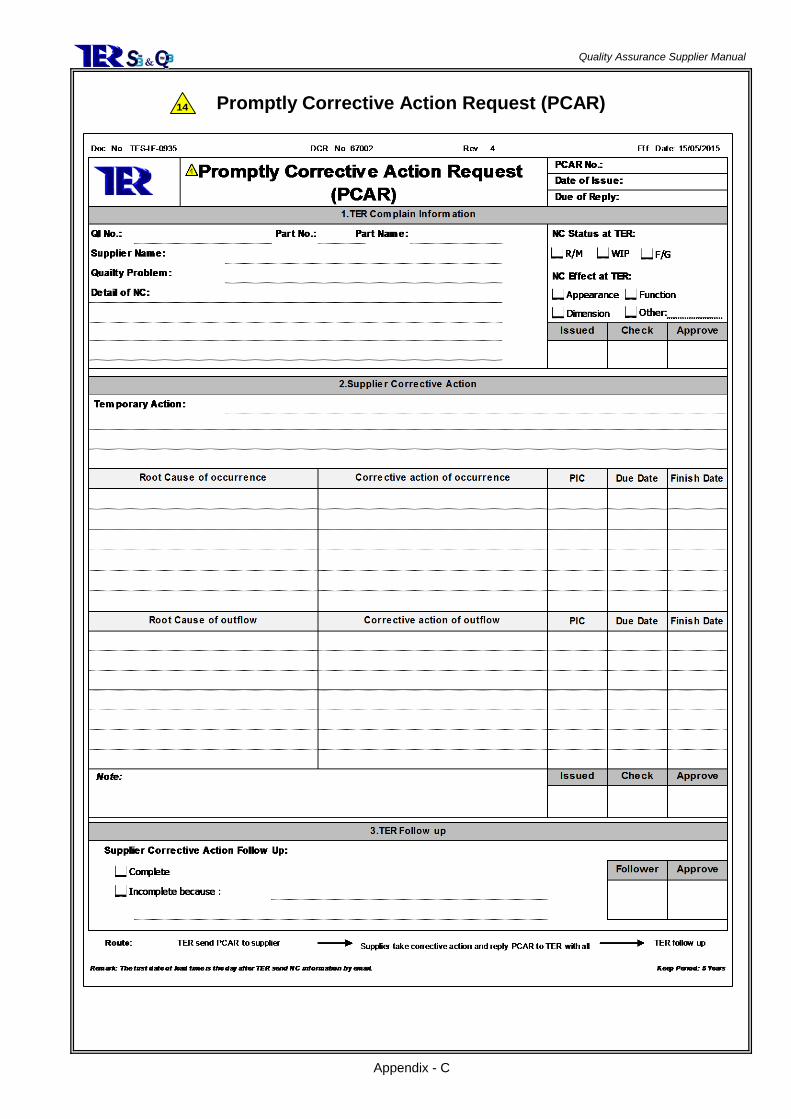
Appendix - C
Promptly Corrective Action Request (PCAR) 14
Quality Assurance Supplier Manual
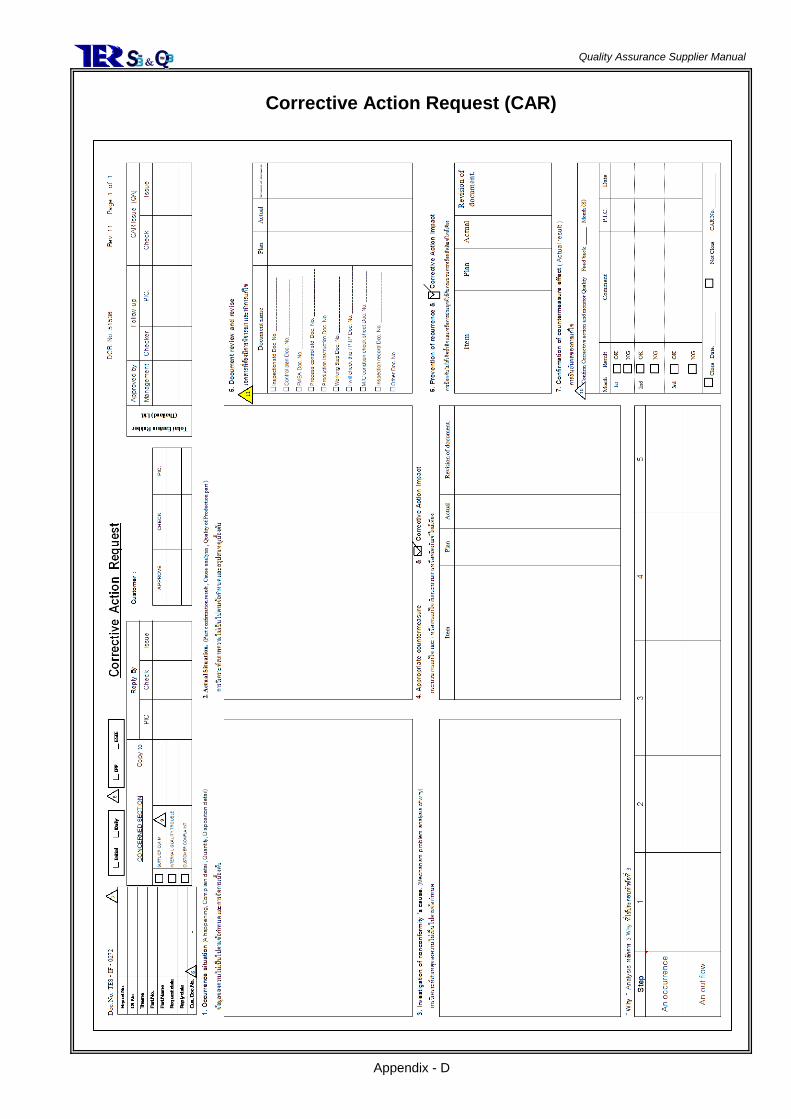
Appendix - D
Corrective Action Request (CAR)
Quality Assurance Supplier Manual
Appendix - E
Defect Improvement Request (DIR) 14
Quality Assurance Supplier Manual
Appendix - F
Special Approval Request (SAR)
Quality Assurance Supplier Manual
Appendix - G1
Process Change Notice (PCN)
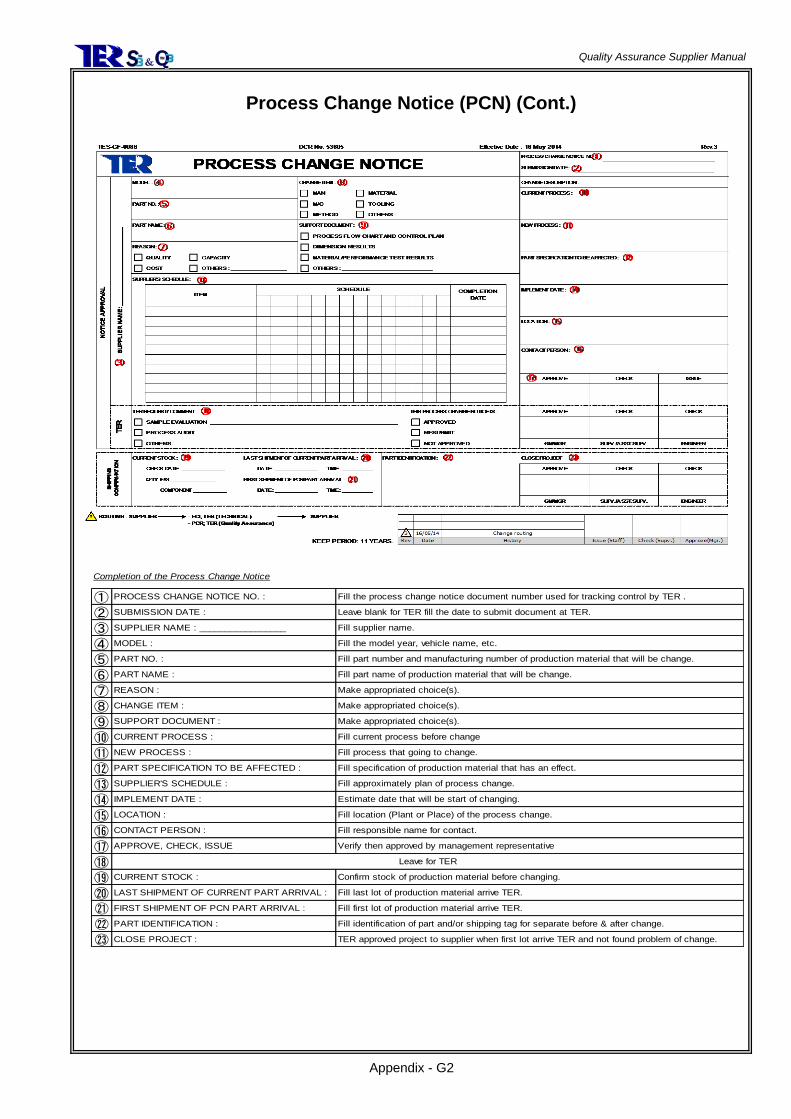
Completion of the Process Change Notice
①②③④⑤⑥⑦⑧⑨⑩⑪⑫⑬⑭⑮⑯⑰⑱⑲⑳㉑
㉒
㉓
Fill part name of production material that will be change.
Fill the process change notice document number used for tracking control by TER .
Leave blank for TER fill the date to submit document at TER.
Fill supplier name.
Fill the model year, vehicle name, etc.
Fill part number and manufacturing number of production material that will be change.
FIRST SHIPMENT OF PCN PART ARRIVAL :
PART IDENTIFICATION :
CLOSE PROJECT :
Fill first lot of production material arrive TER.
Fill identification of part and/or shipping tag for separate before & after change.
TER approved project to supplier when first lot arrive TER and not found problem of change.
Fill specification of production material that has an effect.
Fill approximately plan of process change.
Estimate date that will be start of changing.
CURRENT STOCK :
LAST SHIPMENT OF CURRENT PART ARRIVAL :
Confirm stock of production material before changing.
Fill last lot of production material arrive TER.
Leave for TER
LOCATION :
CONTACT PERSON :
APPROVE, CHECK, ISSUE
Fill location (Plant or Place) of the process change.
SUPPLIER NAME : _________________
MODEL :
PART NO. :
PROCESS CHANGE NOTICE NO. :
SUBMISSION DATE :
PART NAME :
REASON :
CHANGE ITEM :
Make appropriated choice(s).
Fill process that going to change.
Fill responsible name for contact.
Verify then approved by management representative
PART SPECIFICATION TO BE AFFECTED :
SUPPLIER'S SCHEDULE :
IMPLEMENT DATE :
Make appropriated choice(s).
SUPPORT DOCUMENT :
CURRENT PROCESS :
NEW PROCESS :
Make appropriated choice(s).
Fill current process before change
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Process Change Notice (PCN) (Cont.)
Appendix - G2
Completion of the Process Change Notice
①②③④⑤⑥⑦⑧⑨⑩⑪⑫⑬⑭⑮⑯⑰⑱⑲⑳㉑
㉒
㉓
Fill part name of production material that will be change.
Fill the process change notice document number used for tracking control by TER .
Leave blank for TER fill the date to submit document at TER.
Fill supplier name.
Fill the model year, vehicle name, etc.
Fill part number and manufacturing number of production material that will be change.
FIRST SHIPMENT OF PCN PART ARRIVAL :
PART IDENTIFICATION :
CLOSE PROJECT :
Fill first lot of production material arrive TER.
Fill identification of part and/or shipping tag for separate before & after change.
TER approved project to supplier when first lot arrive TER and not found problem of change.
Fill specification of production material that has an effect.
Fill approximately plan of process change.
Estimate date that will be start of changing.
CURRENT STOCK :
LAST SHIPMENT OF CURRENT PART ARRIVAL :
Confirm stock of production material before changing.
Fill last lot of production material arrive TER.
Leave for TER
LOCATION :
CONTACT PERSON :
APPROVE, CHECK, ISSUE
Fill location (Plant or Place) of the process change.
SUPPLIER NAME : _________________
MODEL :
PART NO. :
PROCESS CHANGE NOTICE NO. :
SUBMISSION DATE :
PART NAME :
REASON :
CHANGE ITEM :
Make appropriated choice(s).
Fill process that going to change.
Fill responsible name for contact.
Verify then approved by management representative
PART SPECIFICATION TO BE AFFECTED :
SUPPLIER'S SCHEDULE :
IMPLEMENT DATE :
Make appropriated choice(s).
SUPPORT DOCUMENT :
CURRENT PROCESS :
NEW PROCESS :
Make appropriated choice(s).
Fill current process before change
Quality Assurance Supplier Manual
Appendix - H1
Supplier Critical Process Audit Check sheet
Check sheet เพอใชในการยนยนกระบวนการทส าคญและประกนดานคณภาพของชนงานของทาง Supplier
หรอ Sub-Supplier หากมการตรวจสอบแลวไดผลเปน ? หรอ X ตองมการด าเนนการแกไข และสงผลการด าเนนการ
ปรบปรงแกไขเพอเฝาตดตามในครงตอไป
Supplier Name:________________________ Audit date:________________ Audit Name:__________________________
Auditee Name:_______________________________________________________________________________________
1. Machine มการเปลยนแปลง Parameter หรอไม ส าหรบ
แตละผลตภณฑ หากมการเปลยนบคคลทสามารถ set -
Parameter เปนระดบใด
Technical, Engineer, ระดบหวหนางาน
พนกงานทปฏบตงานอยหนางาน
X พนกงานทกคนสามารถ set parameter ไดเอง
2. เมอมการเปลยนแปลง Parameter มากกวา 2 คา เพอให
เหมาะสมกบผลตภณฑ หากมการ set parameter ผดพลาด
จดใดทสามารถตรวจจบได หรอมส งใดทสามารถแสดงให
เหนวา มการ set parameter ผด
สามารถตรวจสอบได ในกระบวนการผลตไดเลย
สามารถตรวจสอบไดในกระบวนการใดกระบวนการหนง
X ไมมสามารถตรวจสอบไดเลย
3. มการก าหนดขนตอนในการ setting parameter หรอไม
หากมการเปลยนแปลง
มการก าหนดขนตอนอยางชดเจน และแสดงไวบรเวณ
สถานทปฏบตงานจรง
มการก าหนดขนตอนอยางชดเจน แตไมแสดงไวบรเวณ
สถานทปฏบตงานจรง
X ไมมการจดท า
4. มการบนทกและเฝาตดตามคา parameter ตาง ๆ ทมการ
เปลยนแปลงหรอไม
มการบนทก parameter ทเปลยนแปลงและเฝาตดตาม
มการบนทก parameter ทเปลยนแปลงบางคา
X ไมมการเกบบนทก
5. บนทกการเปลยนแปลง parameter มการตรวจสอบโดย
ระดบหวหนางานหรอไม
มการตรวจสอบทกครง
X ไมมการตรวจสอบ
6. Parameter condtion มการก าหนดเปนมาตรฐาน
ทชดเจน หากมการแกไขสามารถทวนสอบถง Condition เดม
ได และมการแสดงไวบรเวณสถานทปฏบตงาน
มการก าหนดเปนมาตรฐาน แสดงไวบรเวณสถานทปฏบต
งานและเมอมการแกไขสามารถทวนสอบกลบได
มการก าหนดแตไมมการควบคมเอกสารท าใหไมสามารถ
ทวนสอบไดกรณมการแกไข
X ไมมการก าหนดเปนมาตรฐาน
Parameter
Control
Comments
Supplier Critical Process Audit
Item Confirmation Item Result
7. Parameter ตาง ๆ สามารถตรวจคา Actual ไดหรอไม เพอ
เพอปองกน Parameter ทใชไมตรงตามมาตรฐาน
สามารถตรวจสอบคา Actual ได
X ไมสามารถตรวจสอบได
8. ชวงเรมตนการผลต (Job setup) มวธในการยนยน
ชนงานกอนเรมผลตตอเนอง (Mass Pro) หรอไม
มการก าหนดวธการในการยนยนชนงานกอนเรมผลต
ชนงานตอเนอง (Mass Pro) และมการบนทกผลการทดสอบ
มการก าหนดวธการแตไมมการบนทกผลการทดสอบ
X ไมมการก าหนดเปนวธการทชดเจน
9. กอนท าการผลตตอเนองตองมการอนมตจากหนวยงานท
เกยวของ (Good part sample approved)
มการอนมตช นงานกอนการผลต
X ไมมการอนมตช นงานกอนท าการผลต
10. กอนการผลต มการตรวจสอบ เครองมอและอปกรณตาง ๆ
ทใชในการผลตหรอไม
มการตรวจสอบเครองมอกอนการผลต พรอมทงลงบนทก
การตรวจสอบอยางครบถวนสมบรณ
มการตรวจสอบเครองมอกอนการผลต แตการลงบนทก
ยงมขอผดพลาด
X ไมมการตรวจสอบเครองมอกอนการผลต
11. พนกงานเขาใจถงมาตรฐานและวธการตรวจสอบอยาง
ถกตองลงขอมลตรงตามมาตรฐานทก าหนด
พนกงานเขาใจและตรวจสอบไดอยางถกตอง
X พนกงานไมเขาใจการตรวจสอบ
12. เอกสารการตรวจสอบเครองจกรประจ าวนมการตรวจสอบ
โดยหวหนางาน
มการตรวจสอบทกครง
X ไมมการตรวจสอบ
13. มขอปฏบตในการด าเนนการเมอเครองจกรเกดความผด
ปกตรวมถงวธการในการด าเนนการกบชนงานทอยในชวง
ดงกลาว (ไฟฟาดบ หวเชอมตดกบชนงาน เปนตน)
มขอปฏบต แสดงไวบรเวณสถานทปฏบตงาน
มขอปฏบตแตไมแสดงไวบรเวณสถานทปฏบตงาน
X ไมมขอปฏบตในกรณทเกดความผดปกตกบเครองจกร
และการจดการกบชนงาน
14. มมาตรฐานในการตรวจสอบ Jig/Mold/Dieทชดเจนและ
มการก าหนดการตรวจสอบกอนการผลตทกครง
มมาตรฐานในการตรวจสอบ และตรวจสอบกอน
การผลตและลงบนทกทกครง
มมาตรฐานในการตรวจสอบแตไมมการตรวจสอบกอน
การผลตทกครง
X ไมมมาตรฐานในการตรวจสอบ
Job setup
control
Production
control
Item
Parameter
Control
CommentsConfirmation Item Result
15. มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวนทเกยวของ
อยางชดเจน หากมการเปลยนตองเปนไปตามมาตรฐานท
ก าหนดไว และมการบนทกอยางถกตอง
มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน และหาก
มการเปลยนเปนไปตามมาตรฐานทก าหนด
มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน แตการ
เปลยนไมเปนไปตามทมาตรฐานก าหนด
X ไมมรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน
16. มสถานทจดเกบ Jig/Mold/Die ทชดเจน ปองกนการเกด
ความเสยหายดานคณภาพและมระบบปองกนการน าไปใชผด
มสถานทจดเกบทชดเจนเหมาะสมและมระบบปองกนการ
น าไปใชผด
X ไมมสถานทจดเกบทเหมาะสมและไมมระบบปองกนการ
น าไปใชผด
17. มระบบการควบคมอปกรณชนสวนส ารอง (Spare part)
มการควบคมอปกรณชนสวนส ารอง
X ไมมการควบคมอปกรณชนสวนส ารอง
18. มการเขยน Procedure ส าหรบการตรวจสอบดานคณภาพ
หรอไม เชน WI, Operation standard เปนตน
ม
X ไมม
19. การตรวจสอบดานคณภาพมความถ และชนงานตรวจสอบ
อยางไร
มการตรวจสอบในขณะทช นงานยงอยในกระบวนการ
มการตรวจสอบในขณะทช นงานอยภายในโรงงาน
X มการตรวจสอบเพอจะท าการจดสงชนงาน
20. มการตรวจสอบดานคณภาพ ทระบไวใน Control plan
หรอ QC process chart หรอไม
ตรวจสอบตาม Control plan หรอ QC process chart
ครบถวน
มการตรวจสอบแตไมครบตาม Control plan
X ไมตรวจสอบตาม Control plan หรอ QC process chart
21. เครองมอทใชในการตรวจสอบอยในสภาพทสมบรณไม
เสยหายครบตามหวขอทตองตรวจสอบ
เครองมอทใชในการตรวจสอบอยในสภาพทสมบรณ
X เครองมอทใชในการตรวจสอบไมพรอมทจะใชงาน
22. วธการในการทดสอบชนงานเปนไปตาม Inspection
standard
วธการทดสอบเปนไปตาม Inspection standard ครบถวน
วธการทดสอบเปนไปตาม Inspection standard แตการ
ทดสอบยงไมครบทกหวขอ
X มการทดสอบชนงานแตวธการทดสอบไมเปนไปตาม
Inspection standard
Item Confirmation Item Result Comments
Production
control
Quality control
23. เครองมอวดหรอเกจตาง ๆ มการควบคมการสอบเทยบ
มการสอบเทยบตามคาบเวลาครบถวน
มแผนการสอบเทยบแตไมสามารถท าไดครบถวน
X ไมมการสอบเทยบเครองมอวด
24. มการบนทกการตรวจสอบดานคณภาพหรอไม
มการบนทกอยางถกตอง
มการบนทกการตรวจสอบแตไมสมบรณ
X ไมมการบนทกการตรวจสอบ
25. บนทกการตรวจสอบมการตรวจสอบจากระดบหวหนางาน
หรอไม
มการตรวจสอบโดยหวหนางาน
X ไมมการตรวจสอบโดยหวหนางาน
26.มการเกบตวอยางชนงาน ทตรวจสอบแลว แสดงไวหรอไม
มการเกบและระบรายละเอยดทชดเจน
มการเกบแตแตไมครบ
X ไมมการเกบตวอยางชนงาน
27. มขอปฏบตในการจดการกบงานเสยหรอชนงานตองสงสย
ทเหนไดอยางชดเจนในพนทปฏบตงาน
มขอปฏบตแสดงในพนทปฏบตงาน
X ไมมขอปฏบตแสดงในพนทปฏบตงาน
28. มการชบงช นงานเสยและชนงานทรอการตดสนใจ
มการชบงอยางชดเจน
X ไมมการชบงช นงานเสยหรอรอการตดสนใจ
29. มการลงบนทกงานเสยทเกดขนโดยมรายละเอยดทชดเจน
เชน ประเภทของงานเสย จ านวน ผตรวจสอบ
มการบนทกครบถวนสมบรณ
X ไมมการบนทกงานเสยทเกดขน
30. มมาตรฐานในการทวนสอบการท างานของ Pokayoke
มการจดท ามาตรฐานการทวนสอบ Pokayoke
X ไมมการจดท ามาตรฐานการทวนสอบ Pokayoke
31. มการทวนสอบ Pokayoke กอนการใชงาน ลงบนทกและ
มการตรวจสอบจากหวหนางาน
มการทวนสอบ บนทกและตรวจสอบจากหวหนางาน
X ไมมการทวนสอบ บนทกและตรวจสอบจากหวหนางาน
Note :
1. ในกรณทมการ Comment ในแตละหวขอ ตองมการสงแบบการแกไขให TER ภายใน 7 วนท างาน (ในรปแบบ SIAR)
Quality control
Result CommentsItem Confirmation Item
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Supplier Critical Process Audit Check sheet (Cont.)
Appendix - H2
Check sheet เพอใชในการยนยนกระบวนการทส าคญและประกนดานคณภาพของชนงานของทาง Supplier
หรอ Sub-Supplier หากมการตรวจสอบแลวไดผลเปน ? หรอ X ตองมการด าเนนการแกไข และสงผลการด าเนนการ
ปรบปรงแกไขเพอเฝาตดตามในครงตอไป
Supplier Name:________________________ Audit date:________________ Audit Name:__________________________
Auditee Name:_______________________________________________________________________________________
1. Machine มการเปลยนแปลง Parameter หรอไม ส าหรบ
แตละผลตภณฑ หากมการเปลยนบคคลทสามารถ set -
Parameter เปนระดบใด
Technical, Engineer, ระดบหวหนางาน
พนกงานทปฏบตงานอยหนางาน
X พนกงานทกคนสามารถ set parameter ไดเอง
2. เมอมการเปลยนแปลง Parameter มากกวา 2 คา เพอให
เหมาะสมกบผลตภณฑ หากมการ set parameter ผดพลาด
จดใดทสามารถตรวจจบได หรอมส งใดทสามารถแสดงให
เหนวา มการ set parameter ผด
สามารถตรวจสอบได ในกระบวนการผลตไดเลย
สามารถตรวจสอบไดในกระบวนการใดกระบวนการหนง
X ไมมสามารถตรวจสอบไดเลย
3. มการก าหนดขนตอนในการ setting parameter หรอไม
หากมการเปลยนแปลง
มการก าหนดขนตอนอยางชดเจน และแสดงไวบรเวณ
สถานทปฏบตงานจรง
มการก าหนดขนตอนอยางชดเจน แตไมแสดงไวบรเวณ
สถานทปฏบตงานจรง
X ไมมการจดท า
4. มการบนทกและเฝาตดตามคา parameter ตาง ๆ ทมการ
เปลยนแปลงหรอไม
มการบนทก parameter ทเปลยนแปลงและเฝาตดตาม
มการบนทก parameter ทเปลยนแปลงบางคา
X ไมมการเกบบนทก
5. บนทกการเปลยนแปลง parameter มการตรวจสอบโดย
ระดบหวหนางานหรอไม
มการตรวจสอบทกครง
X ไมมการตรวจสอบ
6. Parameter condtion มการก าหนดเปนมาตรฐาน
ทชดเจน หากมการแกไขสามารถทวนสอบถง Condition เดม
ได และมการแสดงไวบรเวณสถานทปฏบตงาน
มการก าหนดเปนมาตรฐาน แสดงไวบรเวณสถานทปฏบต
งานและเมอมการแกไขสามารถทวนสอบกลบได
มการก าหนดแตไมมการควบคมเอกสารท าใหไมสามารถ
ทวนสอบไดกรณมการแกไข
X ไมมการก าหนดเปนมาตรฐาน
Parameter
Control
Comments
Supplier Critical Process Audit
Item Confirmation Item Result
7. Parameter ตาง ๆ สามารถตรวจคา Actual ไดหรอไม เพอ
เพอปองกน Parameter ทใชไมตรงตามมาตรฐาน
สามารถตรวจสอบคา Actual ได
X ไมสามารถตรวจสอบได
8. ชวงเรมตนการผลต (Job setup) มวธในการยนยน
ชนงานกอนเรมผลตตอเนอง (Mass Pro) หรอไม
มการก าหนดวธการในการยนยนชนงานกอนเรมผลต
ชนงานตอเนอง (Mass Pro) และมการบนทกผลการทดสอบ
มการก าหนดวธการแตไมมการบนทกผลการทดสอบ
X ไมมการก าหนดเปนวธการทชดเจน
9. กอนท าการผลตตอเนองตองมการอนมตจากหนวยงานท
เกยวของ (Good part sample approved)
มการอนมตช นงานกอนการผลต
X ไมมการอนมตช นงานกอนท าการผลต
10. กอนการผลต มการตรวจสอบ เครองมอและอปกรณตาง ๆ
ทใชในการผลตหรอไม
มการตรวจสอบเครองมอกอนการผลต พรอมทงลงบนทก
การตรวจสอบอยางครบถวนสมบรณ
มการตรวจสอบเครองมอกอนการผลต แตการลงบนทก
ยงมขอผดพลาด
X ไมมการตรวจสอบเครองมอกอนการผลต
11. พนกงานเขาใจถงมาตรฐานและวธการตรวจสอบอยาง
ถกตองลงขอมลตรงตามมาตรฐานทก าหนด
พนกงานเขาใจและตรวจสอบไดอยางถกตอง
X พนกงานไมเขาใจการตรวจสอบ
12. เอกสารการตรวจสอบเครองจกรประจ าวนมการตรวจสอบ
โดยหวหนางาน
มการตรวจสอบทกครง
X ไมมการตรวจสอบ
13. มขอปฏบตในการด าเนนการเมอเครองจกรเกดความผด
ปกตรวมถงวธการในการด าเนนการกบชนงานทอยในชวง
ดงกลาว (ไฟฟาดบ หวเชอมตดกบชนงาน เปนตน)
มขอปฏบต แสดงไวบรเวณสถานทปฏบตงาน
มขอปฏบตแตไมแสดงไวบรเวณสถานทปฏบตงาน
X ไมมขอปฏบตในกรณทเกดความผดปกตกบเครองจกร
และการจดการกบชนงาน
14. มมาตรฐานในการตรวจสอบ Jig/Mold/Dieทชดเจนและ
มการก าหนดการตรวจสอบกอนการผลตทกครง
มมาตรฐานในการตรวจสอบ และตรวจสอบกอน
การผลตและลงบนทกทกครง
มมาตรฐานในการตรวจสอบแตไมมการตรวจสอบกอน
การผลตทกครง
X ไมมมาตรฐานในการตรวจสอบ
Job setup
control
Production
control
Item
Parameter
Control
CommentsConfirmation Item Result
15. มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวนทเกยวของ
อยางชดเจน หากมการเปลยนตองเปนไปตามมาตรฐานท
ก าหนดไว และมการบนทกอยางถกตอง
มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน และหาก
มการเปลยนเปนไปตามมาตรฐานทก าหนด
มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน แตการ
เปลยนไมเปนไปตามทมาตรฐานก าหนด
X ไมมรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน
16. มสถานทจดเกบ Jig/Mold/Die ทชดเจน ปองกนการเกด
ความเสยหายดานคณภาพและมระบบปองกนการน าไปใชผด
มสถานทจดเกบทชดเจนเหมาะสมและมระบบปองกนการ
น าไปใชผด
X ไมมสถานทจดเกบทเหมาะสมและไมมระบบปองกนการ
น าไปใชผด
17. มระบบการควบคมอปกรณชนสวนส ารอง (Spare part)
มการควบคมอปกรณชนสวนส ารอง
X ไมมการควบคมอปกรณชนสวนส ารอง
18. มการเขยน Procedure ส าหรบการตรวจสอบดานคณภาพ
หรอไม เชน WI, Operation standard เปนตน
ม
X ไมม
19. การตรวจสอบดานคณภาพมความถ และชนงานตรวจสอบ
อยางไร
มการตรวจสอบในขณะทช นงานยงอยในกระบวนการ
มการตรวจสอบในขณะทช นงานอยภายในโรงงาน
X มการตรวจสอบเพอจะท าการจดสงชนงาน
20. มการตรวจสอบดานคณภาพ ทระบไวใน Control plan
หรอ QC process chart หรอไม
ตรวจสอบตาม Control plan หรอ QC process chart
ครบถวน
มการตรวจสอบแตไมครบตาม Control plan
X ไมตรวจสอบตาม Control plan หรอ QC process chart
21. เครองมอทใชในการตรวจสอบอยในสภาพทสมบรณไม
เสยหายครบตามหวขอทตองตรวจสอบ
เครองมอทใชในการตรวจสอบอยในสภาพทสมบรณ
X เครองมอทใชในการตรวจสอบไมพรอมทจะใชงาน
22. วธการในการทดสอบชนงานเปนไปตาม Inspection
standard
วธการทดสอบเปนไปตาม Inspection standard ครบถวน
วธการทดสอบเปนไปตาม Inspection standard แตการ
ทดสอบยงไมครบทกหวขอ
X มการทดสอบชนงานแตวธการทดสอบไมเปนไปตาม
Inspection standard
Item Confirmation Item Result Comments
Production
control
Quality control
23. เครองมอวดหรอเกจตาง ๆ มการควบคมการสอบเทยบ
มการสอบเทยบตามคาบเวลาครบถวน
มแผนการสอบเทยบแตไมสามารถท าไดครบถวน
X ไมมการสอบเทยบเครองมอวด
24. มการบนทกการตรวจสอบดานคณภาพหรอไม
มการบนทกอยางถกตอง
มการบนทกการตรวจสอบแตไมสมบรณ
X ไมมการบนทกการตรวจสอบ
25. บนทกการตรวจสอบมการตรวจสอบจากระดบหวหนางาน
หรอไม
มการตรวจสอบโดยหวหนางาน
X ไมมการตรวจสอบโดยหวหนางาน
26.มการเกบตวอยางชนงาน ทตรวจสอบแลว แสดงไวหรอไม
มการเกบและระบรายละเอยดทชดเจน
มการเกบแตแตไมครบ
X ไมมการเกบตวอยางชนงาน
27. มขอปฏบตในการจดการกบงานเสยหรอชนงานตองสงสย
ทเหนไดอยางชดเจนในพนทปฏบตงาน
มขอปฏบตแสดงในพนทปฏบตงาน
X ไมมขอปฏบตแสดงในพนทปฏบตงาน
28. มการชบงช นงานเสยและชนงานทรอการตดสนใจ
มการชบงอยางชดเจน
X ไมมการชบงช นงานเสยหรอรอการตดสนใจ
29. มการลงบนทกงานเสยทเกดขนโดยมรายละเอยดทชดเจน
เชน ประเภทของงานเสย จ านวน ผตรวจสอบ
มการบนทกครบถวนสมบรณ
X ไมมการบนทกงานเสยทเกดขน
30. มมาตรฐานในการทวนสอบการท างานของ Pokayoke
มการจดท ามาตรฐานการทวนสอบ Pokayoke
X ไมมการจดท ามาตรฐานการทวนสอบ Pokayoke
31. มการทวนสอบ Pokayoke กอนการใชงาน ลงบนทกและ
มการตรวจสอบจากหวหนางาน
มการทวนสอบ บนทกและตรวจสอบจากหวหนางาน
X ไมมการทวนสอบ บนทกและตรวจสอบจากหวหนางาน
Note :
1. ในกรณทมการ Comment ในแตละหวขอ ตองมการสงแบบการแกไขให TER ภายใน 7 วนท างาน (ในรปแบบ SIAR)
Quality control
Result CommentsItem Confirmation Item
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Supplier Critical Process Audit Check sheet (Cont.)
Appendix - H3
Check sheet เพอใชในการยนยนกระบวนการทส าคญและประกนดานคณภาพของชนงานของทาง Supplier
หรอ Sub-Supplier หากมการตรวจสอบแลวไดผลเปน ? หรอ X ตองมการด าเนนการแกไข และสงผลการด าเนนการ
ปรบปรงแกไขเพอเฝาตดตามในครงตอไป
Supplier Name:________________________ Audit date:________________ Audit Name:__________________________
Auditee Name:_______________________________________________________________________________________
1. Machine มการเปลยนแปลง Parameter หรอไม ส าหรบ
แตละผลตภณฑ หากมการเปลยนบคคลทสามารถ set -
Parameter เปนระดบใด
Technical, Engineer, ระดบหวหนางาน
พนกงานทปฏบตงานอยหนางาน
X พนกงานทกคนสามารถ set parameter ไดเอง
2. เมอมการเปลยนแปลง Parameter มากกวา 2 คา เพอให
เหมาะสมกบผลตภณฑ หากมการ set parameter ผดพลาด
จดใดทสามารถตรวจจบได หรอมส งใดทสามารถแสดงให
เหนวา มการ set parameter ผด
สามารถตรวจสอบได ในกระบวนการผลตไดเลย
สามารถตรวจสอบไดในกระบวนการใดกระบวนการหนง
X ไมมสามารถตรวจสอบไดเลย
3. มการก าหนดขนตอนในการ setting parameter หรอไม
หากมการเปลยนแปลง
มการก าหนดขนตอนอยางชดเจน และแสดงไวบรเวณ
สถานทปฏบตงานจรง
มการก าหนดขนตอนอยางชดเจน แตไมแสดงไวบรเวณ
สถานทปฏบตงานจรง
X ไมมการจดท า
4. มการบนทกและเฝาตดตามคา parameter ตาง ๆ ทมการ
เปลยนแปลงหรอไม
มการบนทก parameter ทเปลยนแปลงและเฝาตดตาม
มการบนทก parameter ทเปลยนแปลงบางคา
X ไมมการเกบบนทก
5. บนทกการเปลยนแปลง parameter มการตรวจสอบโดย
ระดบหวหนางานหรอไม
มการตรวจสอบทกครง
X ไมมการตรวจสอบ
6. Parameter condtion มการก าหนดเปนมาตรฐาน
ทชดเจน หากมการแกไขสามารถทวนสอบถง Condition เดม
ได และมการแสดงไวบรเวณสถานทปฏบตงาน
มการก าหนดเปนมาตรฐาน แสดงไวบรเวณสถานทปฏบต
งานและเมอมการแกไขสามารถทวนสอบกลบได
มการก าหนดแตไมมการควบคมเอกสารท าใหไมสามารถ
ทวนสอบไดกรณมการแกไข
X ไมมการก าหนดเปนมาตรฐาน
Parameter
Control
Comments
Supplier Critical Process Audit
Item Confirmation Item Result
7. Parameter ตาง ๆ สามารถตรวจคา Actual ไดหรอไม เพอ
เพอปองกน Parameter ทใชไมตรงตามมาตรฐาน
สามารถตรวจสอบคา Actual ได
X ไมสามารถตรวจสอบได
8. ชวงเรมตนการผลต (Job setup) มวธในการยนยน
ชนงานกอนเรมผลตตอเนอง (Mass Pro) หรอไม
มการก าหนดวธการในการยนยนชนงานกอนเรมผลต
ชนงานตอเนอง (Mass Pro) และมการบนทกผลการทดสอบ
มการก าหนดวธการแตไมมการบนทกผลการทดสอบ
X ไมมการก าหนดเปนวธการทชดเจน
9. กอนท าการผลตตอเนองตองมการอนมตจากหนวยงานท
เกยวของ (Good part sample approved)
มการอนมตช นงานกอนการผลต
X ไมมการอนมตช นงานกอนท าการผลต
10. กอนการผลต มการตรวจสอบ เครองมอและอปกรณตาง ๆ
ทใชในการผลตหรอไม
มการตรวจสอบเครองมอกอนการผลต พรอมทงลงบนทก
การตรวจสอบอยางครบถวนสมบรณ
มการตรวจสอบเครองมอกอนการผลต แตการลงบนทก
ยงมขอผดพลาด
X ไมมการตรวจสอบเครองมอกอนการผลต
11. พนกงานเขาใจถงมาตรฐานและวธการตรวจสอบอยาง
ถกตองลงขอมลตรงตามมาตรฐานทก าหนด
พนกงานเขาใจและตรวจสอบไดอยางถกตอง
X พนกงานไมเขาใจการตรวจสอบ
12. เอกสารการตรวจสอบเครองจกรประจ าวนมการตรวจสอบ
โดยหวหนางาน
มการตรวจสอบทกครง
X ไมมการตรวจสอบ
13. มขอปฏบตในการด าเนนการเมอเครองจกรเกดความผด
ปกตรวมถงวธการในการด าเนนการกบชนงานทอยในชวง
ดงกลาว (ไฟฟาดบ หวเชอมตดกบชนงาน เปนตน)
มขอปฏบต แสดงไวบรเวณสถานทปฏบตงาน
มขอปฏบตแตไมแสดงไวบรเวณสถานทปฏบตงาน
X ไมมขอปฏบตในกรณทเกดความผดปกตกบเครองจกร
และการจดการกบชนงาน
14. มมาตรฐานในการตรวจสอบ Jig/Mold/Dieทชดเจนและ
มการก าหนดการตรวจสอบกอนการผลตทกครง
มมาตรฐานในการตรวจสอบ และตรวจสอบกอน
การผลตและลงบนทกทกครง
มมาตรฐานในการตรวจสอบแตไมมการตรวจสอบกอน
การผลตทกครง
X ไมมมาตรฐานในการตรวจสอบ
Job setup
control
Production
control
Item
Parameter
Control
CommentsConfirmation Item Result
15. มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวนทเกยวของ
อยางชดเจน หากมการเปลยนตองเปนไปตามมาตรฐานท
ก าหนดไว และมการบนทกอยางถกตอง
มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน และหาก
มการเปลยนเปนไปตามมาตรฐานทก าหนด
มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน แตการ
เปลยนไมเปนไปตามทมาตรฐานก าหนด
X ไมมรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน
16. มสถานทจดเกบ Jig/Mold/Die ทชดเจน ปองกนการเกด
ความเสยหายดานคณภาพและมระบบปองกนการน าไปใชผด
มสถานทจดเกบทชดเจนเหมาะสมและมระบบปองกนการ
น าไปใชผด
X ไมมสถานทจดเกบทเหมาะสมและไมมระบบปองกนการ
น าไปใชผด
17. มระบบการควบคมอปกรณชนสวนส ารอง (Spare part)
มการควบคมอปกรณชนสวนส ารอง
X ไมมการควบคมอปกรณชนสวนส ารอง
18. มการเขยน Procedure ส าหรบการตรวจสอบดานคณภาพ
หรอไม เชน WI, Operation standard เปนตน
ม
X ไมม
19. การตรวจสอบดานคณภาพมความถ และชนงานตรวจสอบ
อยางไร
มการตรวจสอบในขณะทช นงานยงอยในกระบวนการ
มการตรวจสอบในขณะทช นงานอยภายในโรงงาน
X มการตรวจสอบเพอจะท าการจดสงชนงาน
20. มการตรวจสอบดานคณภาพ ทระบไวใน Control plan
หรอ QC process chart หรอไม
ตรวจสอบตาม Control plan หรอ QC process chart
ครบถวน
มการตรวจสอบแตไมครบตาม Control plan
X ไมตรวจสอบตาม Control plan หรอ QC process chart
21. เครองมอทใชในการตรวจสอบอยในสภาพทสมบรณไม
เสยหายครบตามหวขอทตองตรวจสอบ
เครองมอทใชในการตรวจสอบอยในสภาพทสมบรณ
X เครองมอทใชในการตรวจสอบไมพรอมทจะใชงาน
22. วธการในการทดสอบชนงานเปนไปตาม Inspection
standard
วธการทดสอบเปนไปตาม Inspection standard ครบถวน
วธการทดสอบเปนไปตาม Inspection standard แตการ
ทดสอบยงไมครบทกหวขอ
X มการทดสอบชนงานแตวธการทดสอบไมเปนไปตาม
Inspection standard
Item Confirmation Item Result Comments
Production
control
Quality control
23. เครองมอวดหรอเกจตาง ๆ มการควบคมการสอบเทยบ
มการสอบเทยบตามคาบเวลาครบถวน
มแผนการสอบเทยบแตไมสามารถท าไดครบถวน
X ไมมการสอบเทยบเครองมอวด
24. มการบนทกการตรวจสอบดานคณภาพหรอไม
มการบนทกอยางถกตอง
มการบนทกการตรวจสอบแตไมสมบรณ
X ไมมการบนทกการตรวจสอบ
25. บนทกการตรวจสอบมการตรวจสอบจากระดบหวหนางาน
หรอไม
มการตรวจสอบโดยหวหนางาน
X ไมมการตรวจสอบโดยหวหนางาน
26.มการเกบตวอยางชนงาน ทตรวจสอบแลว แสดงไวหรอไม
มการเกบและระบรายละเอยดทชดเจน
มการเกบแตแตไมครบ
X ไมมการเกบตวอยางชนงาน
27. มขอปฏบตในการจดการกบงานเสยหรอชนงานตองสงสย
ทเหนไดอยางชดเจนในพนทปฏบตงาน
มขอปฏบตแสดงในพนทปฏบตงาน
X ไมมขอปฏบตแสดงในพนทปฏบตงาน
28. มการชบงช นงานเสยและชนงานทรอการตดสนใจ
มการชบงอยางชดเจน
X ไมมการชบงช นงานเสยหรอรอการตดสนใจ
29. มการลงบนทกงานเสยทเกดขนโดยมรายละเอยดทชดเจน
เชน ประเภทของงานเสย จ านวน ผตรวจสอบ
มการบนทกครบถวนสมบรณ
X ไมมการบนทกงานเสยทเกดขน
30. มมาตรฐานในการทวนสอบการท างานของ Pokayoke
มการจดท ามาตรฐานการทวนสอบ Pokayoke
X ไมมการจดท ามาตรฐานการทวนสอบ Pokayoke
31. มการทวนสอบ Pokayoke กอนการใชงาน ลงบนทกและ
มการตรวจสอบจากหวหนางาน
มการทวนสอบ บนทกและตรวจสอบจากหวหนางาน
X ไมมการทวนสอบ บนทกและตรวจสอบจากหวหนางาน
Note :
1. ในกรณทมการ Comment ในแตละหวขอ ตองมการสงแบบการแกไขให TER ภายใน 7 วนท างาน (ในรปแบบ SIAR)
Quality control
Result CommentsItem Confirmation Item
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Supplier Critical Process Audit Check sheet (Cont.)
Appendix - H4
Check sheet เพอใชในการยนยนกระบวนการทส าคญและประกนดานคณภาพของชนงานของทาง Supplier
หรอ Sub-Supplier หากมการตรวจสอบแลวไดผลเปน ? หรอ X ตองมการด าเนนการแกไข และสงผลการด าเนนการ
ปรบปรงแกไขเพอเฝาตดตามในครงตอไป
Supplier Name:________________________ Audit date:________________ Audit Name:__________________________
Auditee Name:_______________________________________________________________________________________
1. Machine มการเปลยนแปลง Parameter หรอไม ส าหรบ
แตละผลตภณฑ หากมการเปลยนบคคลทสามารถ set -
Parameter เปนระดบใด
Technical, Engineer, ระดบหวหนางาน
พนกงานทปฏบตงานอยหนางาน
X พนกงานทกคนสามารถ set parameter ไดเอง
2. เมอมการเปลยนแปลง Parameter มากกวา 2 คา เพอให
เหมาะสมกบผลตภณฑ หากมการ set parameter ผดพลาด
จดใดทสามารถตรวจจบได หรอมส งใดทสามารถแสดงให
เหนวา มการ set parameter ผด
สามารถตรวจสอบได ในกระบวนการผลตไดเลย
สามารถตรวจสอบไดในกระบวนการใดกระบวนการหนง
X ไมมสามารถตรวจสอบไดเลย
3. มการก าหนดขนตอนในการ setting parameter หรอไม
หากมการเปลยนแปลง
มการก าหนดขนตอนอยางชดเจน และแสดงไวบรเวณ
สถานทปฏบตงานจรง
มการก าหนดขนตอนอยางชดเจน แตไมแสดงไวบรเวณ
สถานทปฏบตงานจรง
X ไมมการจดท า
4. มการบนทกและเฝาตดตามคา parameter ตาง ๆ ทมการ
เปลยนแปลงหรอไม
มการบนทก parameter ทเปลยนแปลงและเฝาตดตาม
มการบนทก parameter ทเปลยนแปลงบางคา
X ไมมการเกบบนทก
5. บนทกการเปลยนแปลง parameter มการตรวจสอบโดย
ระดบหวหนางานหรอไม
มการตรวจสอบทกครง
X ไมมการตรวจสอบ
6. Parameter condtion มการก าหนดเปนมาตรฐาน
ทชดเจน หากมการแกไขสามารถทวนสอบถง Condition เดม
ได และมการแสดงไวบรเวณสถานทปฏบตงาน
มการก าหนดเปนมาตรฐาน แสดงไวบรเวณสถานทปฏบต
งานและเมอมการแกไขสามารถทวนสอบกลบได
มการก าหนดแตไมมการควบคมเอกสารท าใหไมสามารถ
ทวนสอบไดกรณมการแกไข
X ไมมการก าหนดเปนมาตรฐาน
Parameter
Control
Comments
Supplier Critical Process Audit
Item Confirmation Item Result
7. Parameter ตาง ๆ สามารถตรวจคา Actual ไดหรอไม เพอ
เพอปองกน Parameter ทใชไมตรงตามมาตรฐาน
สามารถตรวจสอบคา Actual ได
X ไมสามารถตรวจสอบได
8. ชวงเรมตนการผลต (Job setup) มวธในการยนยน
ชนงานกอนเรมผลตตอเนอง (Mass Pro) หรอไม
มการก าหนดวธการในการยนยนชนงานกอนเรมผลต
ชนงานตอเนอง (Mass Pro) และมการบนทกผลการทดสอบ
มการก าหนดวธการแตไมมการบนทกผลการทดสอบ
X ไมมการก าหนดเปนวธการทชดเจน
9. กอนท าการผลตตอเนองตองมการอนมตจากหนวยงานท
เกยวของ (Good part sample approved)
มการอนมตช นงานกอนการผลต
X ไมมการอนมตช นงานกอนท าการผลต
10. กอนการผลต มการตรวจสอบ เครองมอและอปกรณตาง ๆ
ทใชในการผลตหรอไม
มการตรวจสอบเครองมอกอนการผลต พรอมทงลงบนทก
การตรวจสอบอยางครบถวนสมบรณ
มการตรวจสอบเครองมอกอนการผลต แตการลงบนทก
ยงมขอผดพลาด
X ไมมการตรวจสอบเครองมอกอนการผลต
11. พนกงานเขาใจถงมาตรฐานและวธการตรวจสอบอยาง
ถกตองลงขอมลตรงตามมาตรฐานทก าหนด
พนกงานเขาใจและตรวจสอบไดอยางถกตอง
X พนกงานไมเขาใจการตรวจสอบ
12. เอกสารการตรวจสอบเครองจกรประจ าวนมการตรวจสอบ
โดยหวหนางาน
มการตรวจสอบทกครง
X ไมมการตรวจสอบ
13. มขอปฏบตในการด าเนนการเมอเครองจกรเกดความผด
ปกตรวมถงวธการในการด าเนนการกบชนงานทอยในชวง
ดงกลาว (ไฟฟาดบ หวเชอมตดกบชนงาน เปนตน)
มขอปฏบต แสดงไวบรเวณสถานทปฏบตงาน
มขอปฏบตแตไมแสดงไวบรเวณสถานทปฏบตงาน
X ไมมขอปฏบตในกรณทเกดความผดปกตกบเครองจกร
และการจดการกบชนงาน
14. มมาตรฐานในการตรวจสอบ Jig/Mold/Dieทชดเจนและ
มการก าหนดการตรวจสอบกอนการผลตทกครง
มมาตรฐานในการตรวจสอบ และตรวจสอบกอน
การผลตและลงบนทกทกครง
มมาตรฐานในการตรวจสอบแตไมมการตรวจสอบกอน
การผลตทกครง
X ไมมมาตรฐานในการตรวจสอบ
Job setup
control
Production
control
Item
Parameter
Control
CommentsConfirmation Item Result
15. มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวนทเกยวของ
อยางชดเจน หากมการเปลยนตองเปนไปตามมาตรฐานท
ก าหนดไว และมการบนทกอยางถกตอง
มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน และหาก
มการเปลยนเปนไปตามมาตรฐานทก าหนด
มรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน แตการ
เปลยนไมเปนไปตามทมาตรฐานก าหนด
X ไมมรายละเอยดในการตรวจ/ซอม/เปลยนชนสวน
16. มสถานทจดเกบ Jig/Mold/Die ทชดเจน ปองกนการเกด
ความเสยหายดานคณภาพและมระบบปองกนการน าไปใชผด
มสถานทจดเกบทชดเจนเหมาะสมและมระบบปองกนการ
น าไปใชผด
X ไมมสถานทจดเกบทเหมาะสมและไมมระบบปองกนการ
น าไปใชผด
17. มระบบการควบคมอปกรณชนสวนส ารอง (Spare part)
มการควบคมอปกรณชนสวนส ารอง
X ไมมการควบคมอปกรณชนสวนส ารอง
18. มการเขยน Procedure ส าหรบการตรวจสอบดานคณภาพ
หรอไม เชน WI, Operation standard เปนตน
ม
X ไมม
19. การตรวจสอบดานคณภาพมความถ และชนงานตรวจสอบ
อยางไร
มการตรวจสอบในขณะทช นงานยงอยในกระบวนการ
มการตรวจสอบในขณะทช นงานอยภายในโรงงาน
X มการตรวจสอบเพอจะท าการจดสงชนงาน
20. มการตรวจสอบดานคณภาพ ทระบไวใน Control plan
หรอ QC process chart หรอไม
ตรวจสอบตาม Control plan หรอ QC process chart
ครบถวน
มการตรวจสอบแตไมครบตาม Control plan
X ไมตรวจสอบตาม Control plan หรอ QC process chart
21. เครองมอทใชในการตรวจสอบอยในสภาพทสมบรณไม
เสยหายครบตามหวขอทตองตรวจสอบ
เครองมอทใชในการตรวจสอบอยในสภาพทสมบรณ
X เครองมอทใชในการตรวจสอบไมพรอมทจะใชงาน
22. วธการในการทดสอบชนงานเปนไปตาม Inspection
standard
วธการทดสอบเปนไปตาม Inspection standard ครบถวน
วธการทดสอบเปนไปตาม Inspection standard แตการ
ทดสอบยงไมครบทกหวขอ
X มการทดสอบชนงานแตวธการทดสอบไมเปนไปตาม
Inspection standard
Item Confirmation Item Result Comments
Production
control
Quality control
23. เครองมอวดหรอเกจตาง ๆ มการควบคมการสอบเทยบ
มการสอบเทยบตามคาบเวลาครบถวน
มแผนการสอบเทยบแตไมสามารถท าไดครบถวน
X ไมมการสอบเทยบเครองมอวด
24. มการบนทกการตรวจสอบดานคณภาพหรอไม
มการบนทกอยางถกตอง
มการบนทกการตรวจสอบแตไมสมบรณ
X ไมมการบนทกการตรวจสอบ
25. บนทกการตรวจสอบมการตรวจสอบจากระดบหวหนางาน
หรอไม
มการตรวจสอบโดยหวหนางาน
X ไมมการตรวจสอบโดยหวหนางาน
26.มการเกบตวอยางชนงาน ทตรวจสอบแลว แสดงไวหรอไม
มการเกบและระบรายละเอยดทชดเจน
มการเกบแตแตไมครบ
X ไมมการเกบตวอยางชนงาน
27. มขอปฏบตในการจดการกบงานเสยหรอชนงานตองสงสย
ทเหนไดอยางชดเจนในพนทปฏบตงาน
มขอปฏบตแสดงในพนทปฏบตงาน
X ไมมขอปฏบตแสดงในพนทปฏบตงาน
28. มการชบงช นงานเสยและชนงานทรอการตดสนใจ
มการชบงอยางชดเจน
X ไมมการชบงช นงานเสยหรอรอการตดสนใจ
29. มการลงบนทกงานเสยทเกดขนโดยมรายละเอยดทชดเจน
เชน ประเภทของงานเสย จ านวน ผตรวจสอบ
มการบนทกครบถวนสมบรณ
X ไมมการบนทกงานเสยทเกดขน
30. มมาตรฐานในการทวนสอบการท างานของ Pokayoke
มการจดท ามาตรฐานการทวนสอบ Pokayoke
X ไมมการจดท ามาตรฐานการทวนสอบ Pokayoke
31. มการทวนสอบ Pokayoke กอนการใชงาน ลงบนทกและ
มการตรวจสอบจากหวหนางาน
มการทวนสอบ บนทกและตรวจสอบจากหวหนางาน
X ไมมการทวนสอบ บนทกและตรวจสอบจากหวหนางาน
Note :
1. ในกรณทมการ Comment ในแตละหวขอ ตองมการสงแบบการแกไขให TER ภายใน 7 วนท างาน (ในรปแบบ SIAR)
Quality control
Result CommentsItem Confirmation Item
Quality Assurance Supplier Manual
Appendix - I1
Supplier Welding Process Audit Check sheet
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
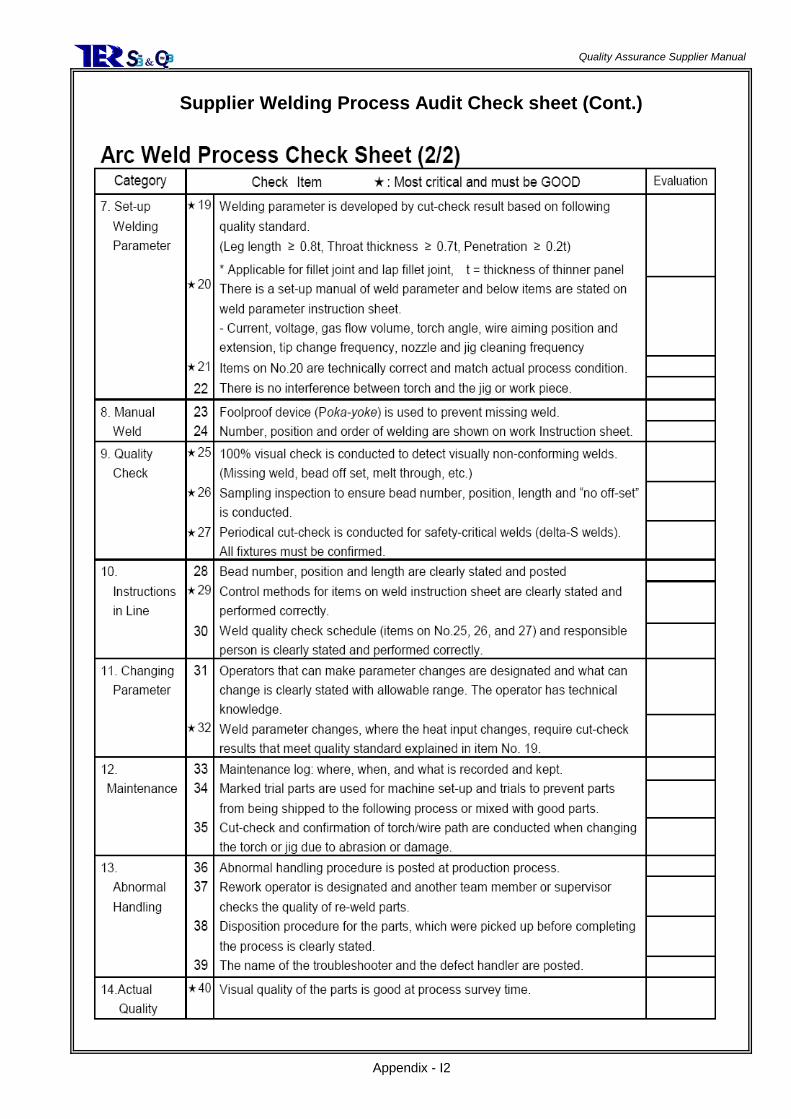
Supplier Welding Process Audit Check sheet (Cont.)
Appendix - I2
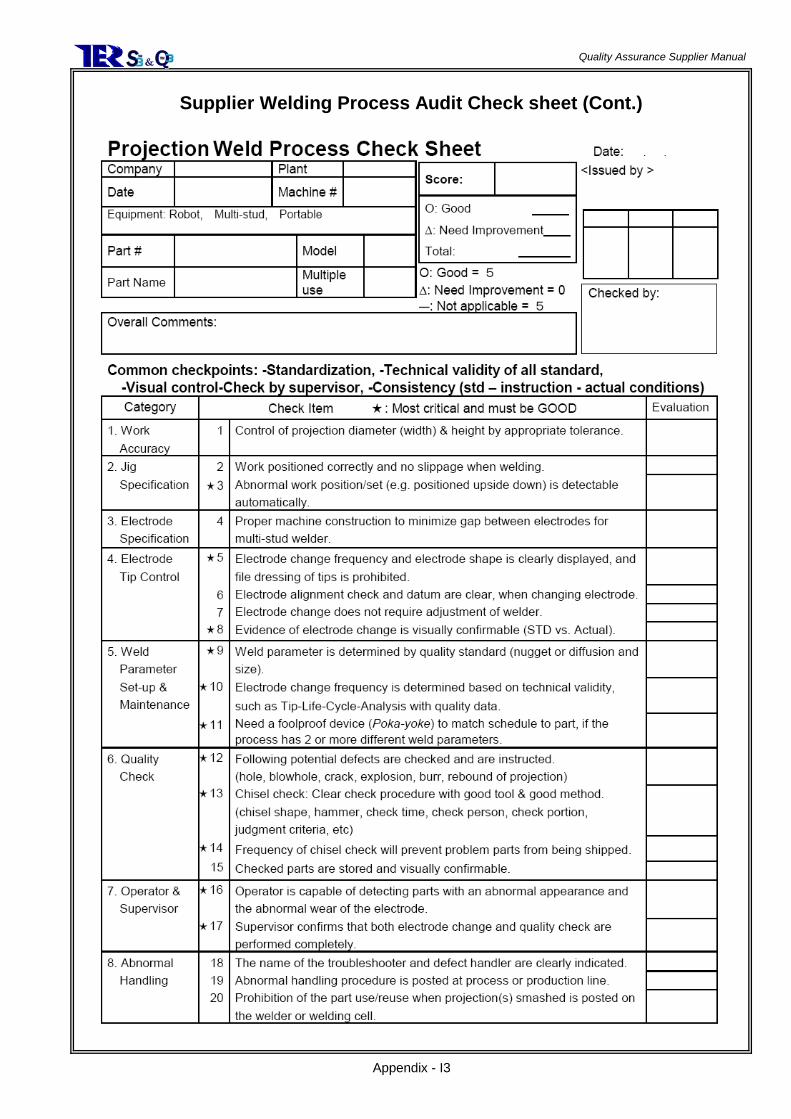
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Appendix - I3
Supplier Welding Process Audit Check sheet (Cont.)
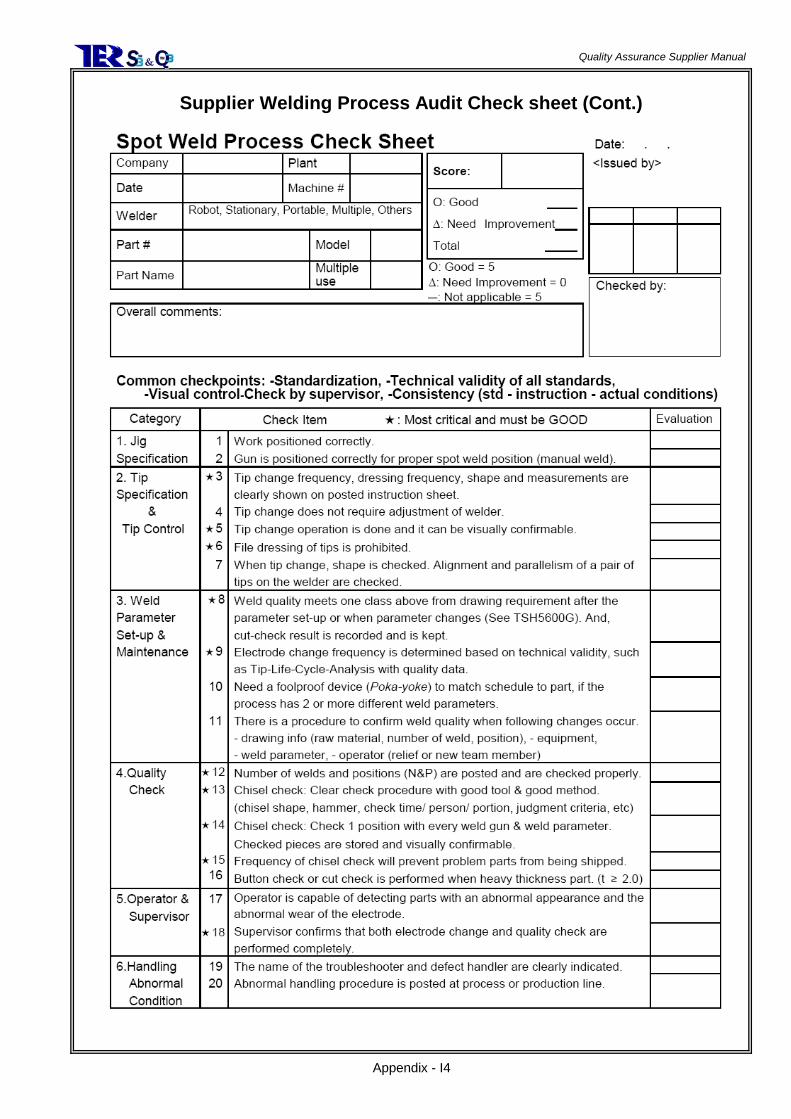
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Supplier Welding Process Audit Check sheet (Cont.)
Appendix - I4
Quality Assurance Supplier Manual
Appendix - J1
Supplier Annual Audit Check sheet
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 2
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
Supplier Information
1)St
atus
of d
ocum
ent
1.1TE
R Su
pplie
r Man
ual is
the l
atest
revisi
on. B
eside
s, the
y're i
nform
to al
l con
cern
secti
ons a
nd ta
ke th
e righ
t way
for T
ER.
TER
Supp
lier M
anua
l เปนฉบบ
ลาสด โด
ยมการชแจงใหหนวยงานอนๆรบท
ราบแ
ละปฏ
บตไดอยางถกตอง ส
อดคลองกบ
Sup
plier
Manu
al2)
Syste
m to
main
tain/
Upda
te/d
istrib
ution
doc
umen
t
Audit Date :
2.1Th
ere ar
e stan
dard
for co
ntrol
all do
cume
nts e.
g. Dr
awing
, TER
's St
anda
rd, et
c. An
d the
y can
take
actio
n corr
ectly
.
Audit Time :
มมาตรฐานในการควบคม
เอกสารตางๆ เชน
Draw
ing, T
ER's
Stan
dard เปนตน และสามารถป
ฏบตไดจรงโดยไมม
ความผดพล
าดใดๆ
Audit Type:
3)AP
QP S
yste
m3.1
PFME
As ar
e ava
ilable
for a
ll part
no. a
nd sh
ould
review
by ba
se on
NG
histor
y and
custo
mer c
ompla
ints.
มการจดท าเอกสาร P
FMEA
และมก
ารทบ
ทวนโดยอางองขอมลของเสยทเกดขนในอดตและขอรองเรย
นจากลกคา
3.2Co
ntrol
Plans
are o
utput
of pro
cess
desig
n tha
t rela
te wit
h draw
ing, s
pecif
icatio
n, cu
stome
r req
uirem
ent,
PFME
A, et
c. Co
ntrol
Plan เปน
สงทไดม
าจากการออกแบ
บกระบวนการผลต โดยสอดคลองกบ
Draw
ing, s
pecif
icatio
n, ขอก าหนดของลกคา
, PFM
EA เป
นตน
4)Pr
oduc
tion
Part
Appr
oval
Proc
ess
4.1Al
l qua
lity do
cume
nt of
your
produ
ct we
re ap
prove
d by T
ER e.
g. Ins
pecti
on S
tanda
rd, In
spec
tion d
ata, P
ackin
g Stan
dard,
etc.
Commentเอกสารคณ
ภาพข
องผลตภณฑ เชน
Inspe
ction
Stan
dard,
Insp
ectio
n data
, Pac
king S
tanda
rd, et
c. ไดรบการอนมตจาก TE
R อยางถกตองครบถวน
4.2Pr
oduc
tion P
art A
pprov
al Pr
oces
s doc
umen
tation
(PPA
P) w
ere ap
prove
d by T
ER.
เอกสาร P
roduc
tion P
art A
pprov
al Pr
oces
s (PP
AP) ไดรบก
ารอนมต
จาก
TER
1)Cl
arific
ation
of c
hang
ing p
oint
1.1Th
ere ar
e stan
dard
for cl
arify
chan
ge po
int co
ncep
t and
rules
. And
they
have
reco
rds fo
r trac
e all d
atas.
มมาตรฐานทก าหนดแนวทางการปฏบ
ต และลงบนทกไวเป
นขอมลในการสบ
กลบเมอเกดป
ญหาในภายหลง
1.2Inf
ormati
on fo
r cha
nging
point
are a
pprov
ed by
autho
rized
perso
n and
/or cu
stome
r.ขอมล
ของการเปลยนแปล
งตางๆ ไดรบการอนมต จากผมอ านาจในการตดสนใจ และ/ห
รอ ลกคา
1)On
the
job tr
aining
and
reco
rd1.1
All e
mploy
ees a
re pa
ss th
e bas
ic tra
ining
, on t
he jo
b trai
ning,
and r
ecord
s are
avail
able.
More
over,
all e
mploy
ees
take g
ood w
ay fo
llow
stand
ard.
พนกงานทกคนผานหลกสตรการฝกอบ
รมเบองตน หลกสตรเฉ
พาะของต าแหนงงาน และมบน
ทกผลการฝกอบรม ยงไปกวานน พน
กงานทกคน
สามารถปฏ
บตไดอยางถกตอง
2)Cr
iteria
and
per
iod fo
r tra
ining
2.1Th
ere ar
e app
ropria
ted tr
aining
crite
ria fo
r emp
loyee
's ev
aluati
on. A
nd th
ey ha
ve pe
riod f
or tra
ining
to em
ploye
es.
ก าหนดเกณ
ฑการประเม
นผลของพน
กงาน ได
อยางเหมาะสม และมการก าหนดความถในการฝกอบ
รมตางๆของพนกงาน
1)Id
entifi
catio
n an
d Tr
acea
bility
1.1Th
ere is
stan
dard
of Ide
ntific
ation
and T
racea
bility
for c
ontro
l all p
art at
work
site
includ
e mate
rial, s
ub-m
ateria
l, WIP
part,
dead
part,
etc. M
oreov
er, th
ere is
lot s
tructu
re for
show
detai
l of t
race m
ethod
.มม
าตรฐานในการสอบ
กลบป
ระวตและการควบค
มการบงชสถานะชนสวนทกป
ระเภท ไดแก ชนสวนยอยชน,
ชนสวนทยงผลตไมเสรจ
, ชนสวนทไมม
การน ามาใชเปน
ประจ า เชน ชนสวนในโกดง
, stoc
k ฉกเฉน
, ชนสวนอะไหล เปนตน โดยตองก าหนดรปแ
บบของ l
ot ทชดเจน ให
สามารถแยกแยะได
1.2Th
ere is
stan
dard
for re
cord
Supp
lier lo
t, W
IP lo
t and
, and
Deli
very
lot. T
hey c
an ta
ke rig
ht wa
y foll
ow st
anda
rd.มม
าตรฐานก าหนดวธการลงบน
ทกขอมล
ของ S
uppli
er lot
, W
IP lo
t และ de
livery
lot โด
ยสามารถลงบนทกไดถกตองตามม
าตรฐาน
1.3Ke
ep pe
riod o
f all r
elated
are m
atche
d with
TER
requir
ment
that p
resen
ted on
TER
Supp
lier M
anua
l.มก าหนดระยะเวล
าในการเกบบ
นทกสอดคลองตามข
อก าหนดของ T
ER
1. Management System
1.4 Identification and Traceability1.3 OJT System1.2 Changing point1.1 New part control
Chap
.Pa
rtCo
mmen
tsSc
ore
No.
Audit
Deta
il & E
xplan
ation
19
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 3
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Su
pplie
r Con
trol S
yste
m1.1
There
is pr
operl
y crite
rion f
or su
pplie
r sele
ction
. Bes
ide, q
uality
crite
rion i
s exis
t.มม
าตรฐานเพอก าหนดการคดเลอกผขายทเหมาะสม โดยม
หวขอเกยวคณ
ภาพข
องผลตภณฑเปน
หนงในเกณ
ฑการคดเลอก
1.2Th
ere is
man
ual a
nd ac
know
ledge
ment
of all
supp
liers
who p
resen
ted on
supp
lier a
pprov
e list
มระบบก
ารชแจงขอก าหนดใหผขายรบท
ราบ โดยม
หลกฐานแสดงการรบท
ราบจ
ากผขาย
1.3Th
ere ar
e Sup
plier'
s dev
elopm
ent p
lan, A
nnua
l aud
it plan
, and
follo
w up
resu
lts w
hen t
hey f
ound
fault
items
.มแ
ผนการพฒนา S
uppli
er, แผนการตรวจตดตามประจ าป และมผ
ลการแกไขปญ
หาเมอเจอขอผดพล
าด2)
Qua
lity a
nd D
elive
ry Ev
aluat
ion S
yste
m2.1
The Q
uality
& D
elive
ry ev
aluati
on of
supp
liers
are av
ailab
le. B
eside
, the
re are
follo
w up
resu
lt whe
n perf
orman
ce w
asn't
achie
ve ta
rget.
มการประเม
นความส
ามารถของ S
uppli
er ดานคณภาพแ
ละดานสงมอบ
สนคา และมก
ารตดตามแ
กไขเมอผลประเม
นไมเปน
ไปตามเปาหม
าย1)
Stan
dard
for o
pera
tion
1.1Th
ere ar
e stan
dards
for c
ontro
l and
set u
p con
dition
at w
orking
area
. All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการควบคม
สภาวะการผลตและขนตอนในการตงคาสภ
าวะการผลต แสดงไวทจดป
ฏบตงาน และพน
กงานปฏ
บตงานไดถกตอง
1.2Th
ere ar
e work
instr
uctio
n, ch
eck p
oint a
nd qu
ality
point
.มม
าตรฐานทแสดงล าดบขนตอนการท างาน
, วธการตรวจสอบ และจดระวงดานคณ
ภาพ
2)St
anda
rd fo
r abn
orm
ality
prob
lem2.1
There
are s
tanda
rds to
opera
te ma
chine
and m
anag
e sus
pect
part
when
they
foun
d mac
hine a
bnorm
al. A
ll ope
rators
take
good
way
.มม
าตรฐานในการด าเน
นการและควบคม
เครองจกร รวมท
งการจดการชนงานตองสงสย เมอเกดความผดปก
ตอนเนองมาจากสภ
าวะการผลตผดป
กต
หรอเครองจกรผดป
กต และพน
กงานปฏ
บตงานไดถกตอง
2.2Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
prod
uct in
line.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนดในกระบวนการผลต และพนกงานป
ฏบตงานไดถกตอง
3)St
atist
ical P
roce
ss C
ontro
l (SP
C)3.1
Supp
liers
keep
an ey
e on s
pecia
l/sus
pect
proce
ss by
using
Stat
istica
l Proc
ess C
ontro
l (SPC
) tec
hniqu
e.มก
ารใชเทคนคทางสถต
(SPC
) ทเหมาะสม ชวยในการควบค
มกระบวนการผลตในกระบวนการทส าคญหรอในกระบวนการทเกดปญ
หา3.2
There
are m
ethod
s for
take a
ction
whe
n the
y fou
nd ab
norm
al va
lue fr
om S
PC te
chniq
ue.
มวธการในการด าเน
นการเมอพ
บความผ
ดปกตจากเทคนคทางสถต (S
PC) ทใชในกระบวนการ
1)Da
ily c
onfir
mat
ion1.1
There
are m
achin
e dail
y che
ck sh
eet.
Besid
es, o
perat
ors ta
ke th
e righ
t way
and r
ecord
follo
w sta
ndard
. มเอกสารการตรวจสอบเครองจกรประจ าวน โด
ยพนกงานสามารถตรวจสอบ
และลงบนทกขอมลไดอยางถกตอง
2)Pr
even
tive
main
tena
nce
of m
achin
e an
d eq
uipm
ent
2.1Pr
even
tive m
ainten
ance
plan
are a
vaila
ble fo
r all m
achin
es an
d equ
ipmen
ts. M
oreov
er, ch
eck m
ethod
s are
also c
lear.
มแผนการท า P
reven
tive M
ainten
ance
ครอบค
ลมทกเครองจกรและอปก
รณทใชในการผลต โดยก าหนดวธการตรวจสอบ
อยางชดเจน
2.2Hi
story
of ch
ecke
d / re
paire
d / ch
ange
d of a
ll mac
hines
and e
quipm
ents
are av
ailab
le an
d com
pletel
y.มบ
นทกป
ระวตการตรวจ/ซอม/เปลยนชนสวน ทกเครองจกรและอป
กรณทใชในการผลต
3)St
orag
e co
nditio
n3.1
There
are s
tanda
rd for
contr
ol pic
king m
istak
e e.g.
Nam
e, Nu
mber,
etc.
and a
pprop
riated
stora
ge ar
ea fo
r prev
ent q
uality
prob
lem.
มมาตรฐานเพอป
องกนการน าไปใชผด เชน ชอ
, หมายเลข เป
นตน และมสถานทจดเกบ
ทเหม
าะสม
และปองกนการเก
ดความเสยหายดานคณ
ภาพได
4)Sp
are
parts
con
trol
4.1Sp
are pa
rt co
ntrol
and p
reven
t pick
ing m
istak
e stan
dard
are av
ailab
le.มม
าตรฐานการควบคม
ชนสวนอปก
รณส ารองและมาตรฐานการปอ
งกนการใชผด
No.
Audi
t Deta
il & E
xplan
ation
Com
ment
s
3. Manufactering Process Control
Chap
.Pa
rtSc
ore
3.2 Preventive Maintenance3.1 Process control and confirmation
2. Supplier Control
2.1 Supplier Control
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 4
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Re
cord
& C
onfirm
ation
1.1Th
ere ar
e stan
dards
for c
ontro
l and
verify
inco
mimg
comp
onen
ts/ma
terial
s. An
d ope
rators
reco
rd co
rrectl
y.มม
าตรฐานการตรวจรบแ
ละตรวจสอบชนสวน
/วตถดบท
เหมาะสม โดยม
หวขอดานคณภาพท
ส าคญ
และพน
กงานบน
ทกผลการตรวจสอบ
ไดถกตอง
2)Ide
ntific
ation
& S
epar
ation
2.1Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
comp
onen
ts/ma
terial
s. A
ll ope
rators
take
the g
ood w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนสวน/วตถดบท
ไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
3)FI
FO co
ntrol
3.1FIF
O sy
stem
for co
ntrol
incom
ing co
mpon
ents/
mater
ials a
re av
ailab
le an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนสวน
/วตถดบท
เหมาะสม และพนกงานป
ฏบตไดถกตอง
1)Fin
al ins
pecti
on a
rea
1.1Th
ere ar
e stan
dards
for c
heck
out a
ccord
ing to
contr
ol pla
n and
Insp
ectio
n stan
dard.
And
opera
tors t
ake t
he go
od w
ay.
มมาตรฐานในการตรวจสอบ
ซงสอดคลองกบ
Con
trol P
lan และ In
spec
tion S
tanda
rd โดยพ
นกงานสามารถป
ฏบตตามไดอยางถกตอง
1.2Th
ere ar
e stan
dard
for co
ntrol
Non-c
onfor
ming
prod
uct.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
2)Qu
ality
docu
ment
2.1Qu
ality
stand
ards e
.g. Q
-point
, limi
t sam
ple,on
e poin
t less
on, e
tc. ar
e ava
ilable
whic
h app
roval.
มมาตรฐานทางดานคณ
ภาพ โดยไดรบก
ารอนมต
อยางเปนทางการกอนใชงาน เชน
Q-po
int, L
imit S
ample
, One
Poin
t Les
son เปน
ตน3.)
Full l
ay o
ut ins
pecti
on3.1
Full l
ay-ou
t insp
ectio
n peri
od ar
e ava
ilable
as ap
propri
ate an
d con
form
with T
ER re
quirm
ent.
มการก าหนดใหม
การวด
full la
y-out ของชนงาน ตามระยะเวล
าทเหมาะสม และสอดคลองกบ
ความตองการของ
TER
3.2Co
rrecti
ve ac
tion/i
mprov
emen
t of p
art an
d proc
ess a
re an
alyze
by us
ing re
sult o
f full
lay-o
ut ins
pecti
on.
ผลการวด
full la
y out ของชนงานมก
ารน าไปใชในการวเคราะหความบก
พรองของชนงาน และกระบวนการเพ
อใหเกดการปรบปรงแกไข
4)Inp
roce
ss a
nd F
inish
goo
ds F
IFO
syste
m4.1
FIFO
syste
m for
contr
ol fin
ish go
od pr
oduc
t are
avail
ble an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนงาน F/
G ทเหม
าะสม
และพน
กงานปฏ
บตไดถกตอง
1)Me
asur
emen
t Cali
brati
on1.1
Calib
ration
plan
are a
vaila
ble fo
r all M
easu
ring d
evice
s and
supp
ort eq
uipme
nts. B
eside
s, the
y're c
alibra
te fol
low pl
an co
mplet
ely.
มแผนการสอบ
เทยบ
เครองมอวดและอป
กรณทชวยในการตรวจสอบ
ครบถ
วน และด าเนนการตามแ
ผนทก าหนดไวอยางสม
บรณ
1.2Me
asuri
ng de
vices
and s
uppo
rt eq
uipme
nts ar
e rea
dy to
use.
Besid
es, c
alibra
tion r
esult
s are
okay
.เครองมอและอป
กรณทชวยในการตรวจสอบ
อยในสภ
าพทสมบ
รณไมเสยหายและผานการสอบ
เทยบ
1.3Fo
r mea
surin
g dev
ices a
nd su
pport
equip
ments
that
have
calib
ration
resu
lts N
G. Th
ey ta
ke of
f and
have
plan
to ac
tion.
เครองมอและอป
กรณทชวยในการตรวจสอบ
ทมผลการสอบ
เทยบ
ไมผาน ตองไมอ
ยในบ
รเวณของการปฏ
บตงาน และมแ
ผนการด าเน
นงานตอไป
2)Me
asur
emen
t Sys
tem A
nalys
is2.1
Meas
ureme
nt Sy
stem
Analy
sis pl
an ar
e ava
ilable
for a
ll equ
ipmen
ts tha
t usin
g for
custo
mer.
มแผนในการวเคราะหระบบ
การวด
(MSA
) ครบถวนตามเครองมอวดทใชในการตรวจสอบ
ชนงานของทางลกคา
2.2Re
sults
of M
SA ac
cordi
ng to
stan
dard.
Furth
ermore
, The
re are
take
corre
ctive
actio
n if f
ault i
tems w
ere pr
esen
ted.
ผลการวเคราะหระบบ
การวดเปน
ไปตามม
าตรฐานทก าหนด และมก
ารด าเนนการแกไขปรบป
รงเมอผลการวเค
ราะหไมเปนไปต
ามเปาหมาย
Chap
.Pa
rtSc
ore
No.
Audit
Deta
il & E
xplan
ation
Comm
ents
4. Quality confirmation
4.1 Incoming system 4.3 Calibration and MSA4.2 Inprocess inspection
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 5
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Cu
stom
er c
ompla
in1.1
There
are h
andle
syste
m of
custo
mer c
ompla
in wh
ich fo
llow
custo
mer's
requ
ireme
nts an
d tak
e corr
ectly
.มระบบก
ารรบขอรองเรยนจากลกคาซงสอดคลองกบ
ขอก าหนดของลกคา และมก
ารปฏ
บตถกตองตามขอก าหนด
2)Cu
stom
er In
form
ation
2.1Int
ernal
and c
ustom
er qu
ality
proble
m is
summ
ary an
d rep
ort to
conc
erning
depa
rtmen
t and
man
ager.
มการรวบรวมปญ
หาดานคณภาพท
งภายในและภายนอก แจงใหหนวยงานตางๆขององคกรรวมถ
งผบรหารรบท
ราบในชวงเวล
าทเหมาะสม
3)Co
rrect
ive &
Pre
vent
ive a
ction
3.1Th
ey in
vesti
gated
prob
lems,
set c
orrec
tive &
prev
entiv
e acti
ons.
In ad
dition
, the
y alwa
ys ex
tend r
esult
s to s
imila
r part
/proc
ess.
มการวเค
ราะหสาเหตของปญ
หา, ก าหนดวธการแกไขและปอ
งกน อกทงยงน าไปขยายผลกบ
ชนงานหรอกระบวนการทคลายกนอยางมป
ระสทธภาพ
4)Cu
stom
er q
uality
eva
luatio
n4.1
There
are i
mprov
emen
t acti
on re
sult f
or de
ducti
on sc
ore of
qulai
ty mo
nthly
evalu
ation
from
TER.
มผ
ลการปรบป
รงในสวนงานทเกยวของ เมอผลการประเม
นคณภาพป
ระจ าเดอนจากT
ER ถกหกคะแนน
1)Po
kayo
ke c
ontro
l1.1
Poka
yoke
are p
resen
ted at
spec
ial pr
oces
s and
/or sc
enes
of th
e prob
lem. M
oreov
er, th
ey pr
even
t occ
urren
ce an
d flow
out e
fficien
t.มก
ารจดท า P
okay
oke ในกระบวนการทส าคญหรอกระบวนการทเกดปญ
หา เพอป
องกนการเก
ดและหลดของปญ
หาไดอยางมป
ระสทธภาพ
2)Ve
rifica
tion
stan
dard
& R
ecor
d2.1
There
are v
erific
ation
stan
dard
for P
okay
oke.
Opera
tors t
ake t
he go
od w
ay an
d rec
ord co
rrectl
y.มม
าตรฐานในการตรวจสอบ
การท างานของ P
okay
oke ซ
งพนกงานสามารถป
ฏบตและลงบน
ทกผลการตรวจสอบ
ไดอยางถกตอง
1)Pr
oduc
tion
Plan
ning
Cont
rol
1.1Pr
oduc
tion p
lannin
g sys
tem ar
e ava
ilable
for c
ustom
er ord
er. A
nd th
ey al
ways
revie
w the
ir proc
ess c
apac
ity.
มระบบก
ารวางแผนการผลตไดตามค
วามต
องการของลกคา โด
ยมการทบท
วนความสามารถในการผลตอยางสม าเสม
อ1.2
Supp
liers
alway
s sen
d info
rmati
on to
custo
mer w
hen t
hey n
eed t
o pos
tpone
delive
ry. Fu
rtherm
ore, s
uppli
ers al
ready
have
im
prove
ment
actio
ns fo
r prev
ent p
roblem
and/o
r effe
ct tha
t perh
aps o
ccur
to cu
stome
r.มก
ารแจงลวงหนาเป
นลายลกษณ
อกษรและมแนวทางการแกไขป
ญหาเพอป
องกนผลกระทบท
อาจเกดขน เมอไมส
ามารถสงมอบ
ชนสวนได
ตามค
าสงซอของลกคา
1)In
vent
ory C
ontro
l1.1
The i
nven
tory c
ontro
l stan
dard
both
of F/G
and R
/M ar
e ava
ilable
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานในการควบคม
safet
y stoc
k ของสนคาคงเหลอและวตถดบ
คงเหลอ โด
ยพนกงานสามารถป
ฏบตไดอยางถกตอง
1.2Inv
entor
y Con
trol b
y FIFO
syste
mมก
ารจดการสนคาคงคลงเปนไปต
ามระบบ
เขากอน
-ออกกอน
1)Pa
ckag
ing m
etho
d co
ntro
l1.1
There
are w
ork in
stucti
on th
at wa
s sho
wn ke
y poin
t of p
ackin
g stan
dard
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานการปฏบ
ตงาน โด
ยระบจดส าคญ
ของการบรรจชนงาน และพนกงานสามารถป
ฏบตไดอยางถกตอง
2)De
liver
y con
trol
2.1Th
ere ar
e stan
dard
of pre
parat
ion an
d ins
pecti
on pa
rt be
fore d
elive
ry to
custo
mer.
มระบบก
ารจดเตรยมส
นคาและตรวจสอบส
นคา ก
อนการสงมอบ
ใหลกคา
1)So
C &
EHS
cont
rol
1.1"N
o use
of S
oC &
EHS
" req
uirem
ents
are tr
ained
to al
l emp
loyee
s.มก
ารอบ
รมใหพน
กงานไดทราบถงขอก าหนดเกยวกบก
ารไมใชสาร S
oC/ E
HS1.2
Their
prod
ucts
have
to co
ntrol
SoC/
EHS
follo
w TE
R req
uirem
ent.
ผลตภณฑถ
กควบคม
สารปนเปอนตามขอก าหนดของ TE
R
1.3No
use s
ub-m
ateria
l, mark
er etc
. whic
h not
sure
for S
oC/ E
HS.
ไมใช su
b-mate
rial, ป
ากกา เป
นตน ทยงไมม
นใจวาไมม
สาร S
oC/ E
HS
Chap
. 5. Corrective and Preventive action
5.2 Pokayoke
Part
Scor
eNo
.Au
dit D
etail &
Exp
lanati
onCo
mmen
ts
7. SoC & EHS control6. Planing ,inventory and delivery control
7.1 SoC & EHS control6.1 Customer Order &
Production Planning
6.2 Storage and
Inventory Control5.1 Customer and internal complain management
6.3 Packing & Delivery
Control
19
14
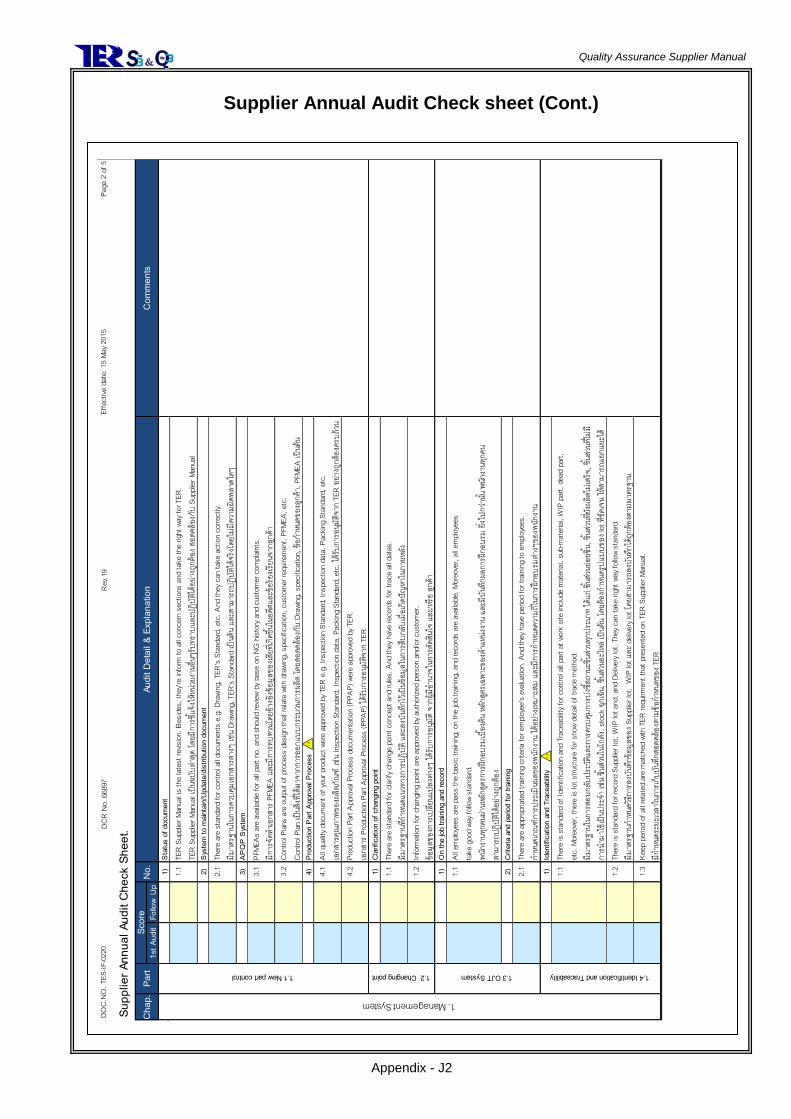
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Supplier Annual Audit Check sheet (Cont.)
Appendix - J2
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 2
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
Supplier Information
1)St
atus
of d
ocum
ent
1.1TE
R Su
pplie
r Man
ual is
the l
atest
revisi
on. B
eside
s, the
y're i
nform
to al
l con
cern
secti
ons a
nd ta
ke th
e righ
t way
for T
ER.
TER
Supp
lier M
anua
l เปนฉบบ
ลาสด โด
ยมการชแจงใหหนวยงานอนๆรบท
ราบแ
ละปฏ
บตไดอยางถกตอง ส
อดคลองกบ
Sup
plier
Manu
al2)
Syste
m to
main
tain/
Upda
te/d
istrib
ution
doc
umen
t
Audit Date :
2.1Th
ere ar
e stan
dard
for co
ntrol
all do
cume
nts e.
g. Dr
awing
, TER
's St
anda
rd, et
c. An
d the
y can
take
actio
n corr
ectly
.
Audit Time :
มมาตรฐานในการควบคม
เอกสารตางๆ เชน
Draw
ing, T
ER's
Stan
dard เปนตน และสามารถป
ฏบตไดจรงโดยไมม
ความผดพล
าดใดๆ
Audit Type:
3)AP
QP S
yste
m3.1
PFME
As ar
e ava
ilable
for a
ll part
no. a
nd sh
ould
review
by ba
se on
NG
histor
y and
custo
mer c
ompla
ints.
มการจดท าเอกสาร P
FMEA
และมก
ารทบ
ทวนโดยอางองขอมลของเสยทเกดขนในอดตและขอรองเรย
นจากลกคา
3.2Co
ntrol
Plans
are o
utput
of pro
cess
desig
n tha
t rela
te wit
h draw
ing, s
pecif
icatio
n, cu
stome
r req
uirem
ent,
PFME
A, et
c. Co
ntrol
Plan เปน
สงทไดม
าจากการออกแบ
บกระบวนการผลต โดยสอดคลองกบ
Draw
ing, s
pecif
icatio
n, ขอก าหนดของลกคา
, PFM
EA เป
นตน
4)Pr
oduc
tion
Part
Appr
oval
Proc
ess
4.1Al
l qua
lity do
cume
nt of
your
produ
ct we
re ap
prove
d by T
ER e.
g. Ins
pecti
on S
tanda
rd, In
spec
tion d
ata, P
ackin
g Stan
dard,
etc.
Comment
เอกสารคณ
ภาพข
องผลตภณฑ เชน
Inspe
ction
Stan
dard,
Insp
ectio
n data
, Pac
king S
tanda
rd, et
c. ไดรบการอนมตจาก TE
R อยางถกตองครบถวน
4.2Pr
oduc
tion P
art A
pprov
al Pr
oces
s doc
umen
tation
(PPA
P) w
ere ap
prove
d by T
ER.
เอกสาร P
roduc
tion P
art A
pprov
al Pr
oces
s (PP
AP) ไดรบก
ารอนมต
จาก
TER
1)Cl
arific
ation
of c
hang
ing p
oint
1.1Th
ere ar
e stan
dard
for cl
arify
chan
ge po
int co
ncep
t and
rules
. And
they
have
reco
rds fo
r trac
e all d
atas.
มมาตรฐานทก าหนดแนวทางการปฏบ
ต และลงบนทกไวเป
นขอมลในการสบ
กลบเมอเกดป
ญหาในภายหลง
1.2Inf
ormati
on fo
r cha
nging
point
are a
pprov
ed by
autho
rized
perso
n and
/or cu
stome
r.ขอมล
ของการเปลยนแปล
งตางๆ ไดรบการอนมต จากผมอ านาจในการตดสนใจ และ/ห
รอ ลกคา
1)On
the
job tr
aining
and
reco
rd1.1
All e
mploy
ees a
re pa
ss th
e bas
ic tra
ining
, on t
he jo
b trai
ning,
and r
ecord
s are
avail
able.
More
over,
all e
mploy
ees
take g
ood w
ay fo
llow
stand
ard.
พนกงานทกคนผานหลกสตรการฝกอบ
รมเบองตน หลกสตรเฉ
พาะของต าแหนงงาน และมบน
ทกผลการฝกอบรม ยงไปกวานน พน
กงานทกคน
สามารถปฏ
บตไดอยางถกตอง
2)Cr
iteria
and
per
iod fo
r tra
ining
2.1Th
ere ar
e app
ropria
ted tr
aining
crite
ria fo
r emp
loyee
's ev
aluati
on. A
nd th
ey ha
ve pe
riod f
or tra
ining
to em
ploye
es.
ก าหนดเกณ
ฑการประเม
นผลของพน
กงาน ได
อยางเหมาะสม และมการก าหนดความถในการฝกอบ
รมตางๆของพนกงาน
1)Id
entifi
catio
n an
d Tr
acea
bility
1.1Th
ere is
stan
dard
of Ide
ntific
ation
and T
racea
bility
for c
ontro
l all p
art at
work
site
includ
e mate
rial, s
ub-m
ateria
l, WIP
part,
dead
part,
etc. M
oreov
er, th
ere is
lot s
tructu
re for
show
detai
l of t
race m
ethod
.มม
าตรฐานในการสอบ
กลบป
ระวตและการควบค
มการบงชสถานะชนสวนทกป
ระเภท ไดแก ชนสวนยอยชน,
ชนสวนทยงผลตไมเสรจ
, ชนสวนทไมม
การน ามาใชเปน
ประจ า เชน ชนสวนในโกดง
, stoc
k ฉกเฉน
, ชนสวนอะไหล เปนตน โดยตองก าหนดรปแ
บบของ l
ot ทชดเจน ให
สามารถแยกแยะได
1.2Th
ere is
stan
dard
for re
cord
Supp
lier lo
t, W
IP lo
t and
, and
Deli
very
lot. T
hey c
an ta
ke rig
ht wa
y foll
ow st
anda
rd.มม
าตรฐานก าหนดวธการลงบน
ทกขอมล
ของ S
uppli
er lot
, W
IP lo
t และ de
livery
lot โด
ยสามารถลงบนทกไดถกตองตามม
าตรฐาน
1.3Ke
ep pe
riod o
f all r
elated
are m
atche
d with
TER
requir
ment
that p
resen
ted on
TER
Supp
lier M
anua
l.มก าหนดระยะเวล
าในการเกบบ
นทกสอดคลองตามข
อก าหนดของ T
ER
1. Management System
1.4 Identification and Traceability1.3 OJT System1.2 Changing point1.1 New part controlCh
ap.
Part
Comm
ents
Scor
eNo
.Au
dit D
etail &
Exp
lanati
on
19
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 3
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Su
pplie
r Con
trol S
yste
m1.1
There
is pr
operl
y crite
rion f
or su
pplie
r sele
ction
. Bes
ide, q
uality
crite
rion i
s exis
t.มม
าตรฐานเพอก าหนดการคดเลอกผขายทเหมาะสม โดยม
หวขอเกยวคณ
ภาพข
องผลตภณฑเปน
หนงในเกณ
ฑการคดเลอก
1.2Th
ere is
man
ual a
nd ac
know
ledge
ment
of all
supp
liers
who p
resen
ted on
supp
lier a
pprov
e list
มระบบก
ารชแจงขอก าหนดใหผขายรบท
ราบ โดยม
หลกฐานแสดงการรบท
ราบจ
ากผขาย
1.3Th
ere ar
e Sup
plier'
s dev
elopm
ent p
lan, A
nnua
l aud
it plan
, and
follo
w up
resu
lts w
hen t
hey f
ound
fault
items
.มแ
ผนการพฒนา S
uppli
er, แผนการตรวจตดตามประจ าป และมผ
ลการแกไขปญ
หาเมอเจอขอผดพล
าด2)
Qua
lity a
nd D
elive
ry Ev
aluat
ion S
yste
m2.1
The Q
uality
& D
elive
ry ev
aluati
on of
supp
liers
are av
ailab
le. B
eside
, the
re are
follo
w up
resu
lt whe
n perf
orman
ce w
asn't
achie
ve ta
rget.
มการประเม
นความส
ามารถของ S
uppli
er ดานคณภาพแ
ละดานสงมอบ
สนคา และมก
ารตดตามแ
กไขเมอผลประเม
นไมเปน
ไปตามเปาหม
าย1)
Stan
dard
for o
pera
tion
1.1Th
ere ar
e stan
dards
for c
ontro
l and
set u
p con
dition
at w
orking
area
. All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการควบคม
สภาวะการผลตและขนตอนในการตงคาสภ
าวะการผลต แสดงไวทจดป
ฏบตงาน และพน
กงานปฏ
บตงานไดถกตอง
1.2Th
ere ar
e work
instr
uctio
n, ch
eck p
oint a
nd qu
ality
point
.มม
าตรฐานทแสดงล าดบขนตอนการท างาน
, วธการตรวจสอบ และจดระวงดานคณ
ภาพ
2)St
anda
rd fo
r abn
orm
ality
prob
lem2.1
There
are s
tanda
rds to
opera
te ma
chine
and m
anag
e sus
pect
part
when
they
foun
d mac
hine a
bnorm
al. A
ll ope
rators
take
good
way
.มม
าตรฐานในการด าเน
นการและควบคม
เครองจกร รวมท
งการจดการชนงานตองสงสย เมอเกดความผดปก
ตอนเนองมาจากสภ
าวะการผลตผดป
กต
หรอเครองจกรผดป
กต และพน
กงานปฏ
บตงานไดถกตอง
2.2Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
prod
uct in
line.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนดในกระบวนการผลต และพนกงานป
ฏบตงานไดถกตอง
3)St
atist
ical P
roce
ss C
ontro
l (SP
C)3.1
Supp
liers
keep
an ey
e on s
pecia
l/sus
pect
proce
ss by
using
Stat
istica
l Proc
ess C
ontro
l (SPC
) tec
hniqu
e.มก
ารใชเทคนคทางสถต
(SPC
) ทเหมาะสม ชวยในการควบค
มกระบวนการผลตในกระบวนการทส าคญหรอในกระบวนการทเกดปญ
หา3.2
There
are m
ethod
s for
take a
ction
whe
n the
y fou
nd ab
norm
al va
lue fr
om S
PC te
chniq
ue.
มวธการในการด าเน
นการเมอพ
บความผ
ดปกตจากเทคนคทางสถต (S
PC) ทใชในกระบวนการ
1)Da
ily c
onfir
mat
ion1.1
There
are m
achin
e dail
y che
ck sh
eet.
Besid
es, o
perat
ors ta
ke th
e righ
t way
and r
ecord
follo
w sta
ndard
. มเอกสารการตรวจสอบเครองจกรประจ าวน โด
ยพนกงานสามารถตรวจสอบ
และลงบนทกขอมลไดอยางถกตอง
2)Pr
even
tive
main
tena
nce
of m
achin
e an
d eq
uipm
ent
2.1Pr
even
tive m
ainten
ance
plan
are a
vaila
ble fo
r all m
achin
es an
d equ
ipmen
ts. M
oreov
er, ch
eck m
ethod
s are
also c
lear.
มแผนการท า P
reven
tive M
ainten
ance
ครอบค
ลมทกเครองจกรและอปก
รณทใชในการผลต โดยก าหนดวธการตรวจสอบ
อยางชดเจน
2.2Hi
story
of ch
ecke
d / re
paire
d / ch
ange
d of a
ll mac
hines
and e
quipm
ents
are av
ailab
le an
d com
pletel
y.มบ
นทกป
ระวตการตรวจ/ซอม/เปลยนชนสวน ทกเครองจกรและอป
กรณทใชในการผลต
3)St
orag
e co
nditio
n3.1
There
are s
tanda
rd for
contr
ol pic
king m
istak
e e.g.
Nam
e, Nu
mber,
etc.
and a
pprop
riated
stora
ge ar
ea fo
r prev
ent q
uality
prob
lem.
มมาตรฐานเพอป
องกนการน าไปใชผด เชน ชอ
, หมายเลข เป
นตน และมสถานทจดเกบ
ทเหม
าะสม
และปองกนการเก
ดความเสยหายดานคณ
ภาพได
4)Sp
are
parts
con
trol
4.1Sp
are pa
rt co
ntrol
and p
reven
t pick
ing m
istak
e stan
dard
are av
ailab
le.มม
าตรฐานการควบคม
ชนสวนอปก
รณส ารองและมาตรฐานการปอ
งกนการใชผด
No.
Audi
t Deta
il & E
xplan
ation
Com
ment
s
3. Manufactering Process Control
Chap
.Pa
rtSc
ore
3.2 Preventive Maintenance3.1 Process control and confirmation
2. Supplier Control
2.1 Supplier Control
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 4
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Re
cord
& C
onfirm
ation
1.1Th
ere ar
e stan
dards
for c
ontro
l and
verify
inco
mimg
comp
onen
ts/ma
terial
s. An
d ope
rators
reco
rd co
rrectl
y.มม
าตรฐานการตรวจรบแ
ละตรวจสอบชนสวน
/วตถดบท
เหมาะสม โดยม
หวขอดานคณภาพท
ส าคญ
และพน
กงานบน
ทกผลการตรวจสอบ
ไดถกตอง
2)Ide
ntific
ation
& S
epar
ation
2.1Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
comp
onen
ts/ma
terial
s. A
ll ope
rators
take
the g
ood w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนสวน/วตถดบท
ไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
3)FI
FO co
ntrol
3.1FIF
O sy
stem
for co
ntrol
incom
ing co
mpon
ents/
mater
ials a
re av
ailab
le an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนสวน
/วตถดบท
เหมาะสม และพนกงานป
ฏบตไดถกตอง
1)Fin
al ins
pecti
on a
rea
1.1Th
ere ar
e stan
dards
for c
heck
out a
ccord
ing to
contr
ol pla
n and
Insp
ectio
n stan
dard.
And
opera
tors t
ake t
he go
od w
ay.
มมาตรฐานในการตรวจสอบ
ซงสอดคลองกบ
Con
trol P
lan และ In
spec
tion S
tanda
rd โดยพ
นกงานสามารถป
ฏบตตามไดอยางถกตอง
1.2Th
ere ar
e stan
dard
for co
ntrol
Non-c
onfor
ming
prod
uct.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
2)Qu
ality
docu
ment
2.1Qu
ality
stand
ards e
.g. Q
-point
, limi
t sam
ple,on
e poin
t less
on, e
tc. ar
e ava
ilable
whic
h app
roval.
มมาตรฐานทางดานคณ
ภาพ โดยไดรบก
ารอนมต
อยางเปนทางการกอนใชงาน เชน
Q-po
int, L
imit S
ample
, One
Poin
t Les
son เปน
ตน3.)
Full l
ay o
ut ins
pecti
on3.1
Full l
ay-ou
t insp
ectio
n peri
od ar
e ava
ilable
as ap
propri
ate an
d con
form
with T
ER re
quirm
ent.
มการก าหนดใหม
การวด
full la
y-out ของชนงาน ตามระยะเวล
าทเหมาะสม และสอดคลองกบ
ความตองการของ
TER
3.2Co
rrecti
ve ac
tion/i
mprov
emen
t of p
art an
d proc
ess a
re an
alyze
by us
ing re
sult o
f full
lay-o
ut ins
pecti
on.
ผลการวด
full la
y out ของชนงานมก
ารน าไปใชในการวเคราะหความบก
พรองของชนงาน และกระบวนการเพ
อใหเกดการปรบปรงแกไข
4)Inp
roce
ss a
nd F
inish
goo
ds F
IFO
syste
m4.1
FIFO
syste
m for
contr
ol fin
ish go
od pr
oduc
t are
avail
ble an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนงาน F/
G ทเหม
าะสม
และพน
กงานปฏ
บตไดถกตอง
1)Me
asur
emen
t Cali
brati
on1.1
Calib
ration
plan
are a
vaila
ble fo
r all M
easu
ring d
evice
s and
supp
ort eq
uipme
nts. B
eside
s, the
y're c
alibra
te fol
low pl
an co
mplet
ely.
มแผนการสอบ
เทยบ
เครองมอวดและอป
กรณทชวยในการตรวจสอบ
ครบถ
วน และด าเนนการตามแ
ผนทก าหนดไวอยางสม
บรณ
1.2Me
asuri
ng de
vices
and s
uppo
rt eq
uipme
nts ar
e rea
dy to
use.
Besid
es, c
alibra
tion r
esult
s are
okay
.เครองมอและอป
กรณทชวยในการตรวจสอบ
อยในสภ
าพทสมบ
รณไมเสยหายและผานการสอบ
เทยบ
1.3Fo
r mea
surin
g dev
ices a
nd su
pport
equip
ments
that
have
calib
ration
resu
lts N
G. Th
ey ta
ke of
f and
have
plan
to ac
tion.
เครองมอและอป
กรณทชวยในการตรวจสอบ
ทมผลการสอบ
เทยบ
ไมผาน ตองไมอ
ยในบ
รเวณของการปฏ
บตงาน และมแ
ผนการด าเน
นงานตอไป
2)Me
asur
emen
t Sys
tem A
nalys
is2.1
Meas
ureme
nt Sy
stem
Analy
sis pl
an ar
e ava
ilable
for a
ll equ
ipmen
ts tha
t usin
g for
custo
mer.
มแผนในการวเคราะหระบบ
การวด
(MSA
) ครบถวนตามเครองมอวดทใชในการตรวจสอบ
ชนงานของทางลกคา
2.2Re
sults
of M
SA ac
cordi
ng to
stan
dard.
Furth
ermore
, The
re are
take
corre
ctive
actio
n if f
ault i
tems w
ere pr
esen
ted.
ผลการวเคราะหระบบ
การวดเปน
ไปตามม
าตรฐานทก าหนด และมก
ารด าเนนการแกไขปรบป
รงเมอผลการวเค
ราะหไมเปนไปต
ามเปาหมาย
Chap
.Pa
rtSc
ore
No.
Audit
Deta
il & E
xplan
ation
Comm
ents
4. Quality confirmation
4.1 Incoming system 4.3 Calibration and MSA4.2 Inprocess inspection
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 5
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Cu
stom
er c
ompla
in1.1
There
are h
andle
syste
m of
custo
mer c
ompla
in wh
ich fo
llow
custo
mer's
requ
ireme
nts an
d tak
e corr
ectly
.มระบบก
ารรบขอรองเรยนจากลกคาซงสอดคลองกบ
ขอก าหนดของลกคา และมก
ารปฏ
บตถกตองตามขอก าหนด
2)Cu
stom
er In
form
ation
2.1Int
ernal
and c
ustom
er qu
ality
proble
m is
summ
ary an
d rep
ort to
conc
erning
depa
rtmen
t and
man
ager.
มการรวบรวมปญ
หาดานคณภาพท
งภายในและภายนอก แจงใหหนวยงานตางๆขององคกรรวมถ
งผบรหารรบท
ราบในชวงเวล
าทเหมาะสม
3)Co
rrect
ive &
Pre
vent
ive a
ction
3.1Th
ey in
vesti
gated
prob
lems,
set c
orrec
tive &
prev
entiv
e acti
ons.
In ad
dition
, the
y alwa
ys ex
tend r
esult
s to s
imila
r part
/proc
ess.
มการวเค
ราะหสาเหตของปญ
หา, ก าหนดวธการแกไขและปอ
งกน อกทงยงน าไปขยายผลกบ
ชนงานหรอกระบวนการทคลายกนอยางมป
ระสทธภาพ
4)Cu
stom
er q
uality
eva
luatio
n4.1
There
are i
mprov
emen
t acti
on re
sult f
or de
ducti
on sc
ore of
qulai
ty mo
nthly
evalu
ation
from
TER.
มผ
ลการปรบป
รงในสวนงานทเกยวของ เมอผลการประเม
นคณภาพป
ระจ าเดอนจากT
ER ถกหกคะแนน
1)Po
kayo
ke c
ontro
l1.1
Poka
yoke
are p
resen
ted at
spec
ial pr
oces
s and
/or sc
enes
of th
e prob
lem. M
oreov
er, th
ey pr
even
t occ
urren
ce an
d flow
out e
fficien
t.มก
ารจดท า P
okay
oke ในกระบวนการทส าคญหรอกระบวนการทเกดปญ
หา เพอป
องกนการเก
ดและหลดของปญ
หาไดอยางมป
ระสทธภาพ
2)Ve
rifica
tion
stan
dard
& R
ecor
d2.1
There
are v
erific
ation
stan
dard
for P
okay
oke.
Opera
tors t
ake t
he go
od w
ay an
d rec
ord co
rrectl
y.มม
าตรฐานในการตรวจสอบ
การท างานของ P
okay
oke ซ
งพนกงานสามารถป
ฏบตและลงบน
ทกผลการตรวจสอบ
ไดอยางถกตอง
1)Pr
oduc
tion
Plan
ning
Cont
rol
1.1Pr
oduc
tion p
lannin
g sys
tem ar
e ava
ilable
for c
ustom
er ord
er. A
nd th
ey al
ways
revie
w the
ir proc
ess c
apac
ity.
มระบบก
ารวางแผนการผลตไดตามค
วามต
องการของลกคา โด
ยมการทบท
วนความสามารถในการผลตอยางสม าเสม
อ1.2
Supp
liers
alway
s sen
d info
rmati
on to
custo
mer w
hen t
hey n
eed t
o pos
tpone
delive
ry. Fu
rtherm
ore, s
uppli
ers al
ready
have
im
prove
ment
actio
ns fo
r prev
ent p
roblem
and/o
r effe
ct tha
t perh
aps o
ccur
to cu
stome
r.มก
ารแจงลวงหนาเป
นลายลกษณ
อกษรและมแนวทางการแกไขป
ญหาเพอป
องกนผลกระทบท
อาจเกดขน เมอไมส
ามารถสงมอบ
ชนสวนได
ตามค
าสงซอของลกคา
1)In
vent
ory C
ontro
l1.1
The i
nven
tory c
ontro
l stan
dard
both
of F/G
and R
/M ar
e ava
ilable
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานในการควบคม
safet
y stoc
k ของสนคาคงเหลอและวตถดบ
คงเหลอ โด
ยพนกงานสามารถป
ฏบตไดอยางถกตอง
1.2Inv
entor
y Con
trol b
y FIFO
syste
mมก
ารจดการสนคาคงคลงเปนไปต
ามระบบ
เขากอน
-ออกกอน
1)Pa
ckag
ing m
etho
d co
ntro
l1.1
There
are w
ork in
stucti
on th
at wa
s sho
wn ke
y poin
t of p
ackin
g stan
dard
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานการปฏบ
ตงาน โด
ยระบจดส าคญ
ของการบรรจชนงาน และพนกงานสามารถป
ฏบตไดอยางถกตอง
2)De
liver
y con
trol
2.1Th
ere ar
e stan
dard
of pre
parat
ion an
d ins
pecti
on pa
rt be
fore d
elive
ry to
custo
mer.
มระบบก
ารจดเตรยมส
นคาและตรวจสอบส
นคา ก
อนการสงมอบ
ใหลกคา
1)So
C &
EHS
cont
rol
1.1"N
o use
of S
oC &
EHS
" req
uirem
ents
are tr
ained
to al
l emp
loyee
s.มก
ารอบ
รมใหพน
กงานไดทราบถงขอก าหนดเกยวกบก
ารไมใชสาร S
oC/ E
HS1.2
Their
prod
ucts
have
to co
ntrol
SoC/
EHS
follo
w TE
R req
uirem
ent.
ผลตภณฑถ
กควบคม
สารปนเปอนตามขอก าหนดของ TE
R
1.3No
use s
ub-m
ateria
l, mark
er etc
. whic
h not
sure
for S
oC/ E
HS.
ไมใช su
b-mate
rial, ป
ากกา เป
นตน ทยงไมม
นใจวาไมม
สาร S
oC/ E
HS
Chap
. 5. Corrective and Preventive action
5.2 Pokayoke
Part
Scor
eNo
.Au
dit D
etail &
Exp
lanati
onCo
mmen
ts
7. SoC & EHS control6. Planing ,inventory and delivery control
7.1 SoC & EHS control6.1 Customer Order &
Production Planning
6.2 Storage and
Inventory Control5.1 Customer and internal complain management
6.3 Packing & Delivery
Control
19
14
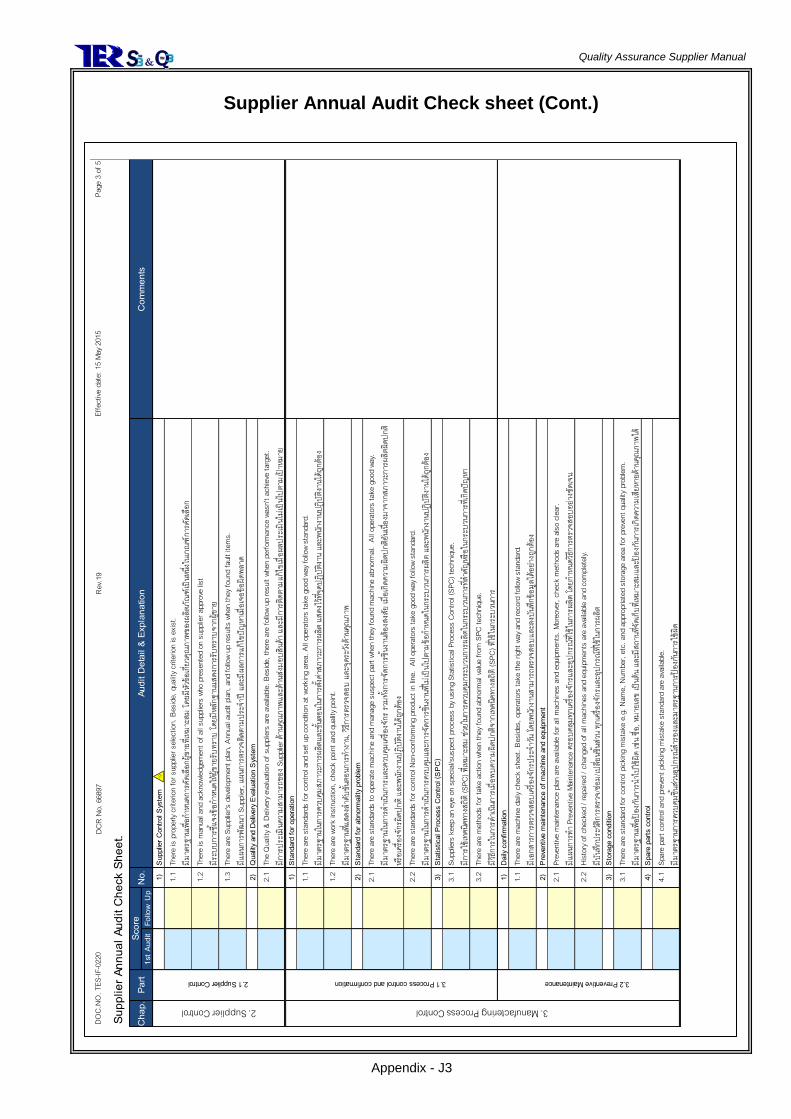
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Supplier Annual Audit Check sheet (Cont.)
Appendix - J3
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 2
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
Supplier Information
1)St
atus
of d
ocum
ent
1.1TE
R Su
pplie
r Man
ual is
the l
atest
revisi
on. B
eside
s, the
y're i
nform
to al
l con
cern
secti
ons a
nd ta
ke th
e righ
t way
for T
ER.
TER
Supp
lier M
anua
l เปนฉบบ
ลาสด โด
ยมการชแจงใหหนวยงานอนๆรบท
ราบแ
ละปฏ
บตไดอยางถกตอง ส
อดคลองกบ
Sup
plier
Manu
al2)
Syste
m to
main
tain/
Upda
te/d
istrib
ution
doc
umen
t
Audit Date :
2.1Th
ere ar
e stan
dard
for co
ntrol
all do
cume
nts e.
g. Dr
awing
, TER
's St
anda
rd, et
c. An
d the
y can
take
actio
n corr
ectly
.
Audit Time :
มมาตรฐานในการควบคม
เอกสารตางๆ เชน
Draw
ing, T
ER's
Stan
dard เปนตน และสามารถป
ฏบตไดจรงโดยไมม
ความผดพล
าดใดๆ
Audit Type:
3)AP
QP S
yste
m3.1
PFME
As ar
e ava
ilable
for a
ll part
no. a
nd sh
ould
review
by ba
se on
NG
histor
y and
custo
mer c
ompla
ints.
มการจดท าเอกสาร P
FMEA
และมก
ารทบ
ทวนโดยอางองขอมลของเสยทเกดขนในอดตและขอรองเรย
นจากลกคา
3.2Co
ntrol
Plans
are o
utput
of pro
cess
desig
n tha
t rela
te wit
h draw
ing, s
pecif
icatio
n, cu
stome
r req
uirem
ent,
PFME
A, et
c. Co
ntrol
Plan เปน
สงทไดม
าจากการออกแบ
บกระบวนการผลต โดยสอดคลองกบ
Draw
ing, s
pecif
icatio
n, ขอก าหนดของลกคา
, PFM
EA เป
นตน
4)Pr
oduc
tion
Part
Appr
oval
Proc
ess
4.1Al
l qua
lity do
cume
nt of
your
produ
ct we
re ap
prove
d by T
ER e.
g. Ins
pecti
on S
tanda
rd, In
spec
tion d
ata, P
ackin
g Stan
dard,
etc.
Comment
เอกสารคณ
ภาพข
องผลตภณฑ เชน
Inspe
ction
Stan
dard,
Insp
ectio
n data
, Pac
king S
tanda
rd, et
c. ไดรบการอนมตจาก TE
R อยางถกตองครบถวน
4.2Pr
oduc
tion P
art A
pprov
al Pr
oces
s doc
umen
tation
(PPA
P) w
ere ap
prove
d by T
ER.
เอกสาร P
roduc
tion P
art A
pprov
al Pr
oces
s (PP
AP) ไดรบก
ารอนมต
จาก
TER
1)Cl
arific
ation
of c
hang
ing p
oint
1.1Th
ere ar
e stan
dard
for cl
arify
chan
ge po
int co
ncep
t and
rules
. And
they
have
reco
rds fo
r trac
e all d
atas.
มมาตรฐานทก าหนดแนวทางการปฏบ
ต และลงบนทกไวเป
นขอมลในการสบ
กลบเมอเกดป
ญหาในภายหลง
1.2Inf
ormati
on fo
r cha
nging
point
are a
pprov
ed by
autho
rized
perso
n and
/or cu
stome
r.ขอมล
ของการเปลยนแปล
งตางๆ ไดรบการอนมต จากผมอ านาจในการตดสนใจ และ/ห
รอ ลกคา
1)On
the
job tr
aining
and
reco
rd1.1
All e
mploy
ees a
re pa
ss th
e bas
ic tra
ining
, on t
he jo
b trai
ning,
and r
ecord
s are
avail
able.
More
over,
all e
mploy
ees
take g
ood w
ay fo
llow
stand
ard.
พนกงานทกคนผานหลกสตรการฝกอบ
รมเบองตน หลกสตรเฉ
พาะของต าแหนงงาน และมบน
ทกผลการฝกอบรม ยงไปกวานน พน
กงานทกคน
สามารถปฏ
บตไดอยางถกตอง
2)Cr
iteria
and
per
iod fo
r tra
ining
2.1Th
ere ar
e app
ropria
ted tr
aining
crite
ria fo
r emp
loyee
's ev
aluati
on. A
nd th
ey ha
ve pe
riod f
or tra
ining
to em
ploye
es.
ก าหนดเกณ
ฑการประเม
นผลของพน
กงาน ได
อยางเหมาะสม และมการก าหนดความถในการฝกอบ
รมตางๆของพนกงาน
1)Id
entifi
catio
n an
d Tr
acea
bility
1.1Th
ere is
stan
dard
of Ide
ntific
ation
and T
racea
bility
for c
ontro
l all p
art at
work
site
includ
e mate
rial, s
ub-m
ateria
l, WIP
part,
dead
part,
etc. M
oreov
er, th
ere is
lot s
tructu
re for
show
detai
l of t
race m
ethod
.มม
าตรฐานในการสอบ
กลบป
ระวตและการควบค
มการบงชสถานะชนสวนทกป
ระเภท ไดแก ชนสวนยอยชน,
ชนสวนทยงผลตไมเสรจ
, ชนสวนทไมม
การน ามาใชเปน
ประจ า เชน ชนสวนในโกดง
, stoc
k ฉกเฉน
, ชนสวนอะไหล เปนตน โดยตองก าหนดรปแ
บบของ l
ot ทชดเจน ให
สามารถแยกแยะได
1.2Th
ere is
stan
dard
for re
cord
Supp
lier lo
t, W
IP lo
t and
, and
Deli
very
lot. T
hey c
an ta
ke rig
ht wa
y foll
ow st
anda
rd.มม
าตรฐานก าหนดวธการลงบน
ทกขอมล
ของ S
uppli
er lot
, W
IP lo
t และ de
livery
lot โด
ยสามารถลงบนทกไดถกตองตามม
าตรฐาน
1.3Ke
ep pe
riod o
f all r
elated
are m
atche
d with
TER
requir
ment
that p
resen
ted on
TER
Supp
lier M
anua
l.มก าหนดระยะเวล
าในการเกบบ
นทกสอดคลองตามข
อก าหนดของ T
ER
1. Management System
1.4 Identification and Traceability1.3 OJT System1.2 Changing point1.1 New part control
Chap
.Pa
rtCo
mmen
tsSc
ore
No.
Audit
Deta
il & E
xplan
ation
19
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 3
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Su
pplie
r Con
trol S
yste
m1.1
There
is pr
operl
y crite
rion f
or su
pplie
r sele
ction
. Bes
ide, q
uality
crite
rion i
s exis
t.มม
าตรฐานเพอก าหนดการคดเลอกผขายทเหมาะสม โดยม
หวขอเกยวคณ
ภาพข
องผลตภณฑเปน
หนงในเกณ
ฑการคดเลอก
1.2Th
ere is
man
ual a
nd ac
know
ledge
ment
of all
supp
liers
who p
resen
ted on
supp
lier a
pprov
e list
มระบบก
ารชแจงขอก าหนดใหผขายรบท
ราบ โดยม
หลกฐานแสดงการรบท
ราบจ
ากผขาย
1.3Th
ere ar
e Sup
plier'
s dev
elopm
ent p
lan, A
nnua
l aud
it plan
, and
follo
w up
resu
lts w
hen t
hey f
ound
fault
items
.มแ
ผนการพฒนา S
uppli
er, แผนการตรวจตดตามประจ าป และมผ
ลการแกไขปญ
หาเมอเจอขอผดพล
าด2)
Qua
lity a
nd D
elive
ry Ev
aluat
ion S
yste
m2.1
The Q
uality
& D
elive
ry ev
aluati
on of
supp
liers
are av
ailab
le. B
eside
, the
re are
follo
w up
resu
lt whe
n perf
orman
ce w
asn't
achie
ve ta
rget.
มการประเม
นความส
ามารถของ S
uppli
er ดานคณภาพแ
ละดานสงมอบ
สนคา และมก
ารตดตามแ
กไขเมอผลประเม
นไมเปน
ไปตามเปาหม
าย1)
Stan
dard
for o
pera
tion
1.1Th
ere ar
e stan
dards
for c
ontro
l and
set u
p con
dition
at w
orking
area
. All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการควบคม
สภาวะการผลตและขนตอนในการตงคาสภ
าวะการผลต แสดงไวทจดป
ฏบตงาน และพน
กงานปฏ
บตงานไดถกตอง
1.2Th
ere ar
e work
instr
uctio
n, ch
eck p
oint a
nd qu
ality
point
.มม
าตรฐานทแสดงล าดบขนตอนการท างาน
, วธการตรวจสอบ และจดระวงดานคณ
ภาพ
2)St
anda
rd fo
r abn
orm
ality
prob
lem2.1
There
are s
tanda
rds to
opera
te ma
chine
and m
anag
e sus
pect
part
when
they
foun
d mac
hine a
bnorm
al. A
ll ope
rators
take
good
way
.มม
าตรฐานในการด าเน
นการและควบคม
เครองจกร รวมท
งการจดการชนงานตองสงสย เมอเกดความผดปก
ตอนเนองมาจากสภ
าวะการผลตผดป
กต
หรอเครองจกรผดป
กต และพน
กงานปฏ
บตงานไดถกตอง
2.2Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
prod
uct in
line.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนดในกระบวนการผลต และพนกงานป
ฏบตงานไดถกตอง
3)St
atist
ical P
roce
ss C
ontro
l (SP
C)3.1
Supp
liers
keep
an ey
e on s
pecia
l/sus
pect
proce
ss by
using
Stat
istica
l Proc
ess C
ontro
l (SPC
) tec
hniqu
e.มก
ารใชเทคนคทางสถต
(SPC
) ทเหมาะสม ชวยในการควบค
มกระบวนการผลตในกระบวนการทส าคญหรอในกระบวนการทเกดปญ
หา3.2
There
are m
ethod
s for
take a
ction
whe
n the
y fou
nd ab
norm
al va
lue fr
om S
PC te
chniq
ue.
มวธการในการด าเน
นการเมอพ
บความผ
ดปกตจากเทคนคทางสถต (S
PC) ทใชในกระบวนการ
1)Da
ily c
onfir
mat
ion1.1
There
are m
achin
e dail
y che
ck sh
eet.
Besid
es, o
perat
ors ta
ke th
e righ
t way
and r
ecord
follo
w sta
ndard
. มเอกสารการตรวจสอบเครองจกรประจ าวน โด
ยพนกงานสามารถตรวจสอบ
และลงบนทกขอมลไดอยางถกตอง
2)Pr
even
tive
main
tena
nce
of m
achin
e an
d eq
uipm
ent
2.1Pr
even
tive m
ainten
ance
plan
are a
vaila
ble fo
r all m
achin
es an
d equ
ipmen
ts. M
oreov
er, ch
eck m
ethod
s are
also c
lear.
มแผนการท า P
reven
tive M
ainten
ance
ครอบค
ลมทกเครองจกรและอปก
รณทใชในการผลต โดยก าหนดวธการตรวจสอบ
อยางชดเจน
2.2Hi
story
of ch
ecke
d / re
paire
d / ch
ange
d of a
ll mac
hines
and e
quipm
ents
are av
ailab
le an
d com
pletel
y.มบ
นทกป
ระวตการตรวจ/ซอม/เปลยนชนสวน ทกเครองจกรและอป
กรณทใชในการผลต
3)St
orag
e co
nditio
n3.1
There
are s
tanda
rd for
contr
ol pic
king m
istak
e e.g.
Nam
e, Nu
mber,
etc.
and a
pprop
riated
stora
ge ar
ea fo
r prev
ent q
uality
prob
lem.
มมาตรฐานเพอป
องกนการน าไปใชผด เชน ชอ
, หมายเลข เป
นตน และมสถานทจดเกบ
ทเหม
าะสม
และปองกนการเก
ดความเสยหายดานคณ
ภาพได
4)Sp
are
parts
con
trol
4.1Sp
are pa
rt co
ntrol
and p
reven
t pick
ing m
istak
e stan
dard
are av
ailab
le.มม
าตรฐานการควบคม
ชนสวนอปก
รณส ารองและมาตรฐานการปอ
งกนการใชผด
No.
Audi
t Deta
il & E
xplan
ation
Com
ment
s
3. Manufactering Process Control
Chap
.Pa
rtSc
ore
3.2 Preventive Maintenance3.1 Process control and confirmation
2. Supplier Control
2.1 Supplier Control
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 4
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Re
cord
& C
onfirm
ation
1.1Th
ere ar
e stan
dards
for c
ontro
l and
verify
inco
mimg
comp
onen
ts/ma
terial
s. An
d ope
rators
reco
rd co
rrectl
y.มม
าตรฐานการตรวจรบแ
ละตรวจสอบชนสวน
/วตถดบท
เหมาะสม โดยม
หวขอดานคณภาพท
ส าคญ
และพน
กงานบน
ทกผลการตรวจสอบ
ไดถกตอง
2)Ide
ntific
ation
& S
epar
ation
2.1Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
comp
onen
ts/ma
terial
s. A
ll ope
rators
take
the g
ood w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนสวน/วตถดบท
ไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
3)FI
FO co
ntrol
3.1FIF
O sy
stem
for co
ntrol
incom
ing co
mpon
ents/
mater
ials a
re av
ailab
le an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนสวน
/วตถดบท
เหมาะสม และพนกงานป
ฏบตไดถกตอง
1)Fin
al ins
pecti
on a
rea
1.1Th
ere ar
e stan
dards
for c
heck
out a
ccord
ing to
contr
ol pla
n and
Insp
ectio
n stan
dard.
And
opera
tors t
ake t
he go
od w
ay.
มมาตรฐานในการตรวจสอบ
ซงสอดคลองกบ
Con
trol P
lan และ In
spec
tion S
tanda
rd โดยพ
นกงานสามารถป
ฏบตตามไดอยางถกตอง
1.2Th
ere ar
e stan
dard
for co
ntrol
Non-c
onfor
ming
prod
uct.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
2)Qu
ality
docu
ment
2.1Qu
ality
stand
ards e
.g. Q
-point
, limi
t sam
ple,on
e poin
t less
on, e
tc. ar
e ava
ilable
whic
h app
roval.
มมาตรฐานทางดานคณ
ภาพ โดยไดรบก
ารอนมต
อยางเปนทางการกอนใชงาน เชน
Q-po
int, L
imit S
ample
, One
Poin
t Les
son เปน
ตน3.)
Full l
ay o
ut ins
pecti
on3.1
Full l
ay-ou
t insp
ectio
n peri
od ar
e ava
ilable
as ap
propri
ate an
d con
form
with T
ER re
quirm
ent.
มการก าหนดใหม
การวด
full la
y-out ของชนงาน ตามระยะเวล
าทเหมาะสม และสอดคลองกบ
ความตองการของ
TER
3.2Co
rrecti
ve ac
tion/i
mprov
emen
t of p
art an
d proc
ess a
re an
alyze
by us
ing re
sult o
f full
lay-o
ut ins
pecti
on.
ผลการวด
full la
y out ของชนงานมก
ารน าไปใชในการวเคราะหความบก
พรองของชนงาน และกระบวนการเพ
อใหเกดการปรบปรงแกไข
4)Inp
roce
ss a
nd F
inish
goo
ds F
IFO
syste
m4.1
FIFO
syste
m for
contr
ol fin
ish go
od pr
oduc
t are
avail
ble an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนงาน F/
G ทเหม
าะสม
และพน
กงานปฏ
บตไดถกตอง
1)Me
asur
emen
t Cali
brati
on1.1
Calib
ration
plan
are a
vaila
ble fo
r all M
easu
ring d
evice
s and
supp
ort eq
uipme
nts. B
eside
s, the
y're c
alibra
te fol
low pl
an co
mplet
ely.
มแผนการสอบ
เทยบ
เครองมอวดและอป
กรณทชวยในการตรวจสอบ
ครบถ
วน และด าเนนการตามแ
ผนทก าหนดไวอยางสม
บรณ
1.2Me
asuri
ng de
vices
and s
uppo
rt eq
uipme
nts ar
e rea
dy to
use.
Besid
es, c
alibra
tion r
esult
s are
okay
.เครองมอและอป
กรณทชวยในการตรวจสอบ
อยในสภ
าพทสมบ
รณไมเสยหายและผานการสอบ
เทยบ
1.3Fo
r mea
surin
g dev
ices a
nd su
pport
equip
ments
that
have
calib
ration
resu
lts N
G. Th
ey ta
ke of
f and
have
plan
to ac
tion.
เครองมอและอป
กรณทชวยในการตรวจสอบ
ทมผลการสอบ
เทยบ
ไมผาน ตองไมอ
ยในบ
รเวณของการปฏ
บตงาน และมแ
ผนการด าเน
นงานตอไป
2)Me
asur
emen
t Sys
tem A
nalys
is2.1
Meas
ureme
nt Sy
stem
Analy
sis pl
an ar
e ava
ilable
for a
ll equ
ipmen
ts tha
t usin
g for
custo
mer.
มแผนในการวเคราะหระบบ
การวด
(MSA
) ครบถวนตามเครองมอวดทใชในการตรวจสอบ
ชนงานของทางลกคา
2.2Re
sults
of M
SA ac
cordi
ng to
stan
dard.
Furth
ermore
, The
re are
take
corre
ctive
actio
n if f
ault i
tems w
ere pr
esen
ted.
ผลการวเคราะหระบบ
การวดเปน
ไปตามม
าตรฐานทก าหนด และมก
ารด าเนนการแกไขปรบป
รงเมอผลการวเค
ราะหไมเปนไปต
ามเปาหมาย
Chap
.Pa
rtSc
ore
No.
Audit
Deta
il & E
xplan
ation
Comm
ents
4. Quality confirmation
4.1 Incoming system 4.3 Calibration and MSA4.2 Inprocess inspection
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 5
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Cu
stom
er c
ompla
in1.1
There
are h
andle
syste
m of
custo
mer c
ompla
in wh
ich fo
llow
custo
mer's
requ
ireme
nts an
d tak
e corr
ectly
.มระบบก
ารรบขอรองเรยนจากลกคาซงสอดคลองกบ
ขอก าหนดของลกคา และมก
ารปฏ
บตถกตองตามขอก าหนด
2)Cu
stom
er In
form
ation
2.1Int
ernal
and c
ustom
er qu
ality
proble
m is
summ
ary an
d rep
ort to
conc
erning
depa
rtmen
t and
man
ager.
มการรวบรวมปญ
หาดานคณภาพท
งภายในและภายนอก แจงใหหนวยงานตางๆขององคกรรวมถ
งผบรหารรบท
ราบในชวงเวล
าทเหมาะสม
3)Co
rrect
ive &
Pre
vent
ive a
ction
3.1Th
ey in
vesti
gated
prob
lems,
set c
orrec
tive &
prev
entiv
e acti
ons.
In ad
dition
, the
y alwa
ys ex
tend r
esult
s to s
imila
r part
/proc
ess.
มการวเค
ราะหสาเหตของปญ
หา, ก าหนดวธการแกไขและปอ
งกน อกทงยงน าไปขยายผลกบ
ชนงานหรอกระบวนการทคลายกนอยางมป
ระสทธภาพ
4)Cu
stom
er q
uality
eva
luatio
n4.1
There
are i
mprov
emen
t acti
on re
sult f
or de
ducti
on sc
ore of
qulai
ty mo
nthly
evalu
ation
from
TER.
มผ
ลการปรบป
รงในสวนงานทเกยวของ เมอผลการประเม
นคณภาพป
ระจ าเดอนจากT
ER ถกหกคะแนน
1)Po
kayo
ke c
ontro
l1.1
Poka
yoke
are p
resen
ted at
spec
ial pr
oces
s and
/or sc
enes
of th
e prob
lem. M
oreov
er, th
ey pr
even
t occ
urren
ce an
d flow
out e
fficien
t.มก
ารจดท า P
okay
oke ในกระบวนการทส าคญหรอกระบวนการทเกดปญ
หา เพอป
องกนการเก
ดและหลดของปญ
หาไดอยางมป
ระสทธภาพ
2)Ve
rifica
tion
stan
dard
& R
ecor
d2.1
There
are v
erific
ation
stan
dard
for P
okay
oke.
Opera
tors t
ake t
he go
od w
ay an
d rec
ord co
rrectl
y.มม
าตรฐานในการตรวจสอบ
การท างานของ P
okay
oke ซ
งพนกงานสามารถป
ฏบตและลงบน
ทกผลการตรวจสอบ
ไดอยางถกตอง
1)Pr
oduc
tion
Plan
ning
Cont
rol
1.1Pr
oduc
tion p
lannin
g sys
tem ar
e ava
ilable
for c
ustom
er ord
er. A
nd th
ey al
ways
revie
w the
ir proc
ess c
apac
ity.
มระบบก
ารวางแผนการผลตไดตามค
วามต
องการของลกคา โด
ยมการทบท
วนความสามารถในการผลตอยางสม าเสม
อ1.2
Supp
liers
alway
s sen
d info
rmati
on to
custo
mer w
hen t
hey n
eed t
o pos
tpone
delive
ry. Fu
rtherm
ore, s
uppli
ers al
ready
have
im
prove
ment
actio
ns fo
r prev
ent p
roblem
and/o
r effe
ct tha
t perh
aps o
ccur
to cu
stome
r.มก
ารแจงลวงหนาเป
นลายลกษณ
อกษรและมแนวทางการแกไขป
ญหาเพอป
องกนผลกระทบท
อาจเกดขน เมอไมส
ามารถสงมอบ
ชนสวนได
ตามค
าสงซอของลกคา
1)In
vent
ory C
ontro
l1.1
The i
nven
tory c
ontro
l stan
dard
both
of F/G
and R
/M ar
e ava
ilable
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานในการควบคม
safet
y stoc
k ของสนคาคงเหลอและวตถดบ
คงเหลอ โด
ยพนกงานสามารถป
ฏบตไดอยางถกตอง
1.2Inv
entor
y Con
trol b
y FIFO
syste
mมก
ารจดการสนคาคงคลงเปนไปต
ามระบบ
เขากอน
-ออกกอน
1)Pa
ckag
ing m
etho
d co
ntro
l1.1
There
are w
ork in
stucti
on th
at wa
s sho
wn ke
y poin
t of p
ackin
g stan
dard
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานการปฏบ
ตงาน โด
ยระบจดส าคญ
ของการบรรจชนงาน และพนกงานสามารถป
ฏบตไดอยางถกตอง
2)De
liver
y con
trol
2.1Th
ere ar
e stan
dard
of pre
parat
ion an
d ins
pecti
on pa
rt be
fore d
elive
ry to
custo
mer.
มระบบก
ารจดเตรยมส
นคาและตรวจสอบส
นคา ก
อนการสงมอบ
ใหลกคา
1)So
C &
EHS
cont
rol
1.1"N
o use
of S
oC &
EHS
" req
uirem
ents
are tr
ained
to al
l emp
loyee
s.มก
ารอบ
รมใหพน
กงานไดทราบถงขอก าหนดเกยวกบก
ารไมใชสาร S
oC/ E
HS1.2
Their
prod
ucts
have
to co
ntrol
SoC/
EHS
follo
w TE
R req
uirem
ent.
ผลตภณฑถ
กควบคม
สารปนเปอนตามขอก าหนดของ TE
R
1.3No
use s
ub-m
ateria
l, mark
er etc
. whic
h not
sure
for S
oC/ E
HS.
ไมใช su
b-mate
rial, ป
ากกา เป
นตน ทยงไมม
นใจวาไมม
สาร S
oC/ E
HS
Chap
. 5. Corrective and Preventive action
5.2 Pokayoke
Part
Scor
eNo
.Au
dit D
etail &
Exp
lanati
onCo
mmen
ts
7. SoC & EHS control6. Planing ,inventory and delivery control
7.1 SoC & EHS control6.1 Customer Order &
Production Planning
6.2 Storage and
Inventory Control5.1 Customer and internal complain management
6.3 Packing & Delivery
Control
19
14
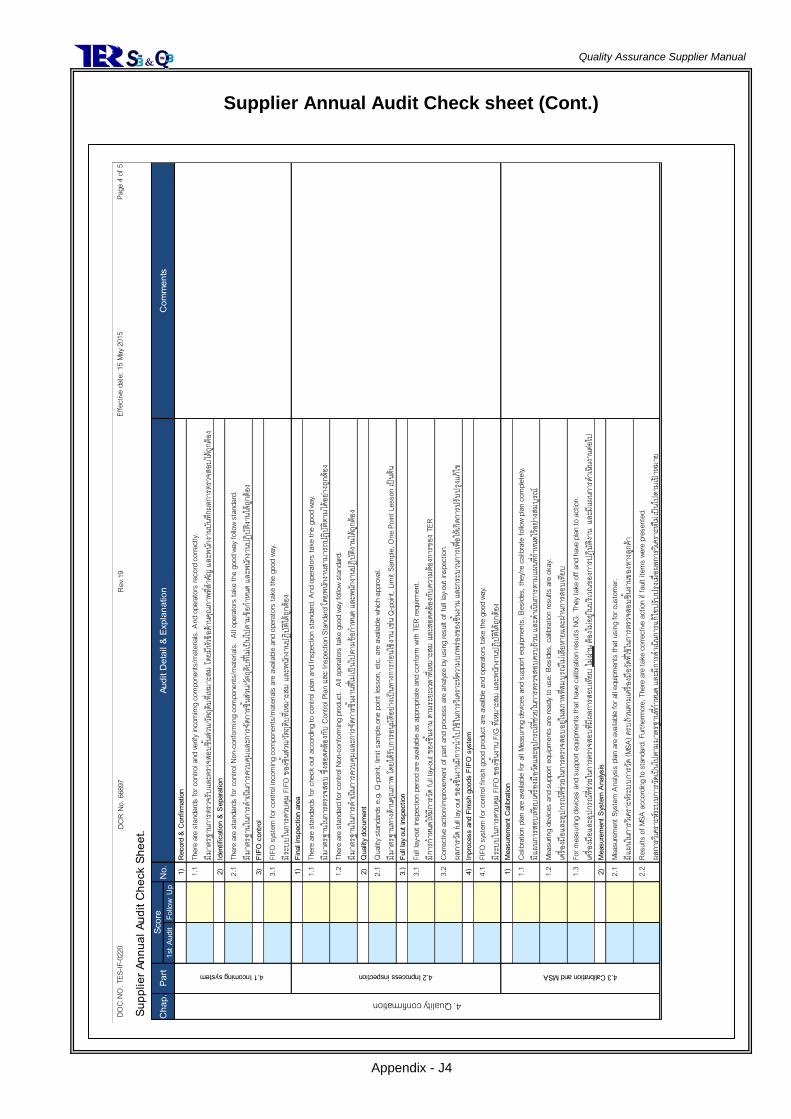
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Appendix - J4
Supplier Annual Audit Check sheet (Cont.)
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 2
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
Supplier Information
1)St
atus
of d
ocum
ent
1.1TE
R Su
pplie
r Man
ual is
the l
atest
revisi
on. B
eside
s, the
y're i
nform
to al
l con
cern
secti
ons a
nd ta
ke th
e righ
t way
for T
ER.
TER
Supp
lier M
anua
l เปนฉบบ
ลาสด โด
ยมการชแจงใหหนวยงานอนๆรบท
ราบแ
ละปฏ
บตไดอยางถกตอง ส
อดคลองกบ
Sup
plier
Manu
al2)
Syste
m to
main
tain/
Upda
te/d
istrib
ution
doc
umen
t
Audit Date :
2.1Th
ere ar
e stan
dard
for co
ntrol
all do
cume
nts e.
g. Dr
awing
, TER
's St
anda
rd, et
c. An
d the
y can
take
actio
n corr
ectly
.
Audit Time :
มมาตรฐานในการควบคม
เอกสารตางๆ เชน
Draw
ing, T
ER's
Stan
dard เปนตน และสามารถป
ฏบตไดจรงโดยไมม
ความผดพล
าดใดๆ
Audit Type:
3)AP
QP S
yste
m3.1
PFME
As ar
e ava
ilable
for a
ll part
no. a
nd sh
ould
review
by ba
se on
NG
histor
y and
custo
mer c
ompla
ints.
มการจดท าเอกสาร P
FMEA
และมก
ารทบ
ทวนโดยอางองขอมลของเสยทเกดขนในอดตและขอรองเรย
นจากลกคา
3.2Co
ntrol
Plans
are o
utput
of pro
cess
desig
n tha
t rela
te wit
h draw
ing, s
pecif
icatio
n, cu
stome
r req
uirem
ent,
PFME
A, et
c. Co
ntrol
Plan เปน
สงทไดม
าจากการออกแบ
บกระบวนการผลต โดยสอดคลองกบ
Draw
ing, s
pecif
icatio
n, ขอก าหนดของลกคา
, PFM
EA เป
นตน
4)Pr
oduc
tion
Part
Appr
oval
Proc
ess
4.1Al
l qua
lity do
cume
nt of
your
produ
ct we
re ap
prove
d by T
ER e.
g. Ins
pecti
on S
tanda
rd, In
spec
tion d
ata, P
ackin
g Stan
dard,
etc.
Comment
เอกสารคณ
ภาพข
องผลตภณฑ เชน
Inspe
ction
Stan
dard,
Insp
ectio
n data
, Pac
king S
tanda
rd, et
c. ไดรบการอนมตจาก TE
R อยางถกตองครบถวน
4.2Pr
oduc
tion P
art A
pprov
al Pr
oces
s doc
umen
tation
(PPA
P) w
ere ap
prove
d by T
ER.
เอกสาร P
roduc
tion P
art A
pprov
al Pr
oces
s (PP
AP) ไดรบก
ารอนมต
จาก
TER
1)Cl
arific
ation
of c
hang
ing p
oint
1.1Th
ere ar
e stan
dard
for cl
arify
chan
ge po
int co
ncep
t and
rules
. And
they
have
reco
rds fo
r trac
e all d
atas.
มมาตรฐานทก าหนดแนวทางการปฏบ
ต และลงบนทกไวเป
นขอมลในการสบ
กลบเมอเกดป
ญหาในภายหลง
1.2Inf
ormati
on fo
r cha
nging
point
are a
pprov
ed by
autho
rized
perso
n and
/or cu
stome
r.ขอมล
ของการเปลยนแปล
งตางๆ ไดรบการอนมต จากผมอ านาจในการตดสนใจ และ/ห
รอ ลกคา
1)On
the
job tr
aining
and
reco
rd1.1
All e
mploy
ees a
re pa
ss th
e bas
ic tra
ining
, on t
he jo
b trai
ning,
and r
ecord
s are
avail
able.
More
over,
all e
mploy
ees
take g
ood w
ay fo
llow
stand
ard.
พนกงานทกคนผานหลกสตรการฝกอบ
รมเบองตน หลกสตรเฉ
พาะของต าแหนงงาน และมบน
ทกผลการฝกอบรม ยงไปกวานน พน
กงานทกคน
สามารถปฏ
บตไดอยางถกตอง
2)Cr
iteria
and
per
iod fo
r tra
ining
2.1Th
ere ar
e app
ropria
ted tr
aining
crite
ria fo
r emp
loyee
's ev
aluati
on. A
nd th
ey ha
ve pe
riod f
or tra
ining
to em
ploye
es.
ก าหนดเกณ
ฑการประเม
นผลของพน
กงาน ได
อยางเหมาะสม และมการก าหนดความถในการฝกอบ
รมตางๆของพนกงาน
1)Id
entifi
catio
n an
d Tr
acea
bility
1.1Th
ere is
stan
dard
of Ide
ntific
ation
and T
racea
bility
for c
ontro
l all p
art at
work
site
includ
e mate
rial, s
ub-m
ateria
l, WIP
part,
dead
part,
etc. M
oreov
er, th
ere is
lot s
tructu
re for
show
detai
l of t
race m
ethod
.มม
าตรฐานในการสอบ
กลบป
ระวตและการควบค
มการบงชสถานะชนสวนทกป
ระเภท ไดแก ชนสวนยอยชน,
ชนสวนทยงผลตไมเสรจ
, ชนสวนทไมม
การน ามาใชเปน
ประจ า เชน ชนสวนในโกดง
, stoc
k ฉกเฉน
, ชนสวนอะไหล เปนตน โดยตองก าหนดรปแ
บบของ l
ot ทชดเจน ให
สามารถแยกแยะได
1.2Th
ere is
stan
dard
for re
cord
Supp
lier lo
t, W
IP lo
t and
, and
Deli
very
lot. T
hey c
an ta
ke rig
ht wa
y foll
ow st
anda
rd.มม
าตรฐานก าหนดวธการลงบน
ทกขอมล
ของ S
uppli
er lot
, W
IP lo
t และ de
livery
lot โด
ยสามารถลงบนทกไดถกตองตามม
าตรฐาน
1.3Ke
ep pe
riod o
f all r
elated
are m
atche
d with
TER
requir
ment
that p
resen
ted on
TER
Supp
lier M
anua
l.มก าหนดระยะเวล
าในการเกบบ
นทกสอดคลองตามข
อก าหนดของ T
ER
1. Management System
1.4 Identification and Traceability1.3 OJT System1.2 Changing point1.1 New part control
Chap
.Pa
rtCo
mmen
tsSc
ore
No.
Audit
Deta
il & E
xplan
ation
19
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 3
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Su
pplie
r Con
trol S
yste
m1.1
There
is pr
operl
y crite
rion f
or su
pplie
r sele
ction
. Bes
ide, q
uality
crite
rion i
s exis
t.มม
าตรฐานเพอก าหนดการคดเลอกผขายทเหมาะสม โดยม
หวขอเกยวคณ
ภาพข
องผลตภณฑเปน
หนงในเกณ
ฑการคดเลอก
1.2Th
ere is
man
ual a
nd ac
know
ledge
ment
of all
supp
liers
who p
resen
ted on
supp
lier a
pprov
e list
มระบบก
ารชแจงขอก าหนดใหผขายรบท
ราบ โดยม
หลกฐานแสดงการรบท
ราบจ
ากผขาย
1.3Th
ere ar
e Sup
plier'
s dev
elopm
ent p
lan, A
nnua
l aud
it plan
, and
follo
w up
resu
lts w
hen t
hey f
ound
fault
items
.มแ
ผนการพฒนา S
uppli
er, แผนการตรวจตดตามประจ าป และมผ
ลการแกไขปญ
หาเมอเจอขอผดพล
าด2)
Qua
lity a
nd D
elive
ry Ev
aluat
ion S
yste
m2.1
The Q
uality
& D
elive
ry ev
aluati
on of
supp
liers
are av
ailab
le. B
eside
, the
re are
follo
w up
resu
lt whe
n perf
orman
ce w
asn't
achie
ve ta
rget.
มการประเม
นความส
ามารถของ S
uppli
er ดานคณภาพแ
ละดานสงมอบ
สนคา และมก
ารตดตามแ
กไขเมอผลประเม
นไมเปน
ไปตามเปาหม
าย1)
Stan
dard
for o
pera
tion
1.1Th
ere ar
e stan
dards
for c
ontro
l and
set u
p con
dition
at w
orking
area
. All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการควบคม
สภาวะการผลตและขนตอนในการตงคาสภ
าวะการผลต แสดงไวทจดป
ฏบตงาน และพน
กงานปฏ
บตงานไดถกตอง
1.2Th
ere ar
e work
instr
uctio
n, ch
eck p
oint a
nd qu
ality
point
.มม
าตรฐานทแสดงล าดบขนตอนการท างาน
, วธการตรวจสอบ และจดระวงดานคณ
ภาพ
2)St
anda
rd fo
r abn
orm
ality
prob
lem2.1
There
are s
tanda
rds to
opera
te ma
chine
and m
anag
e sus
pect
part
when
they
foun
d mac
hine a
bnorm
al. A
ll ope
rators
take
good
way
.มม
าตรฐานในการด าเน
นการและควบคม
เครองจกร รวมท
งการจดการชนงานตองสงสย เมอเกดความผดปก
ตอนเนองมาจากสภ
าวะการผลตผดป
กต
หรอเครองจกรผดป
กต และพน
กงานปฏ
บตงานไดถกตอง
2.2Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
prod
uct in
line.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนดในกระบวนการผลต และพนกงานป
ฏบตงานไดถกตอง
3)St
atist
ical P
roce
ss C
ontro
l (SP
C)3.1
Supp
liers
keep
an ey
e on s
pecia
l/sus
pect
proce
ss by
using
Stat
istica
l Proc
ess C
ontro
l (SPC
) tec
hniqu
e.มก
ารใชเทคนคทางสถต
(SPC
) ทเหมาะสม ชวยในการควบค
มกระบวนการผลตในกระบวนการทส าคญหรอในกระบวนการทเกดปญ
หา3.2
There
are m
ethod
s for
take a
ction
whe
n the
y fou
nd ab
norm
al va
lue fr
om S
PC te
chniq
ue.
มวธการในการด าเน
นการเมอพ
บความผ
ดปกตจากเทคนคทางสถต (S
PC) ทใชในกระบวนการ
1)Da
ily c
onfir
mat
ion1.1
There
are m
achin
e dail
y che
ck sh
eet.
Besid
es, o
perat
ors ta
ke th
e righ
t way
and r
ecord
follo
w sta
ndard
. มเอกสารการตรวจสอบเครองจกรประจ าวน โด
ยพนกงานสามารถตรวจสอบ
และลงบนทกขอมลไดอยางถกตอง
2)Pr
even
tive
main
tena
nce
of m
achin
e an
d eq
uipm
ent
2.1Pr
even
tive m
ainten
ance
plan
are a
vaila
ble fo
r all m
achin
es an
d equ
ipmen
ts. M
oreov
er, ch
eck m
ethod
s are
also c
lear.
มแผนการท า P
reven
tive M
ainten
ance
ครอบค
ลมทกเครองจกรและอปก
รณทใชในการผลต โดยก าหนดวธการตรวจสอบ
อยางชดเจน
2.2Hi
story
of ch
ecke
d / re
paire
d / ch
ange
d of a
ll mac
hines
and e
quipm
ents
are av
ailab
le an
d com
pletel
y.มบ
นทกป
ระวตการตรวจ/ซอม/เปลยนชนสวน ทกเครองจกรและอป
กรณทใชในการผลต
3)St
orag
e co
nditio
n3.1
There
are s
tanda
rd for
contr
ol pic
king m
istak
e e.g.
Nam
e, Nu
mber,
etc.
and a
pprop
riated
stora
ge ar
ea fo
r prev
ent q
uality
prob
lem.
มมาตรฐานเพอป
องกนการน าไปใชผด เชน ชอ
, หมายเลข เป
นตน และมสถานทจดเกบ
ทเหม
าะสม
และปองกนการเก
ดความเสยหายดานคณ
ภาพได
4)Sp
are
parts
con
trol
4.1Sp
are pa
rt co
ntrol
and p
reven
t pick
ing m
istak
e stan
dard
are av
ailab
le.มม
าตรฐานการควบคม
ชนสวนอปก
รณส ารองและมาตรฐานการปอ
งกนการใชผด
No.
Audi
t Deta
il & E
xplan
ation
Com
ment
s
3. Manufactering Process Control
Chap
.Pa
rtSc
ore
3.2 Preventive Maintenance3.1 Process control and confirmation
2. Supplier Control
2.1 Supplier Control
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 4
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Re
cord
& C
onfirm
ation
1.1Th
ere ar
e stan
dards
for c
ontro
l and
verify
inco
mimg
comp
onen
ts/ma
terial
s. An
d ope
rators
reco
rd co
rrectl
y.มม
าตรฐานการตรวจรบแ
ละตรวจสอบชนสวน
/วตถดบท
เหมาะสม โดยม
หวขอดานคณภาพท
ส าคญ
และพน
กงานบน
ทกผลการตรวจสอบ
ไดถกตอง
2)Ide
ntific
ation
& S
epar
ation
2.1Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
comp
onen
ts/ma
terial
s. A
ll ope
rators
take
the g
ood w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนสวน/วตถดบท
ไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
3)FI
FO co
ntrol
3.1FIF
O sy
stem
for co
ntrol
incom
ing co
mpon
ents/
mater
ials a
re av
ailab
le an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนสวน
/วตถดบท
เหมาะสม และพนกงานป
ฏบตไดถกตอง
1)Fin
al ins
pecti
on a
rea
1.1Th
ere ar
e stan
dards
for c
heck
out a
ccord
ing to
contr
ol pla
n and
Insp
ectio
n stan
dard.
And
opera
tors t
ake t
he go
od w
ay.
มมาตรฐานในการตรวจสอบ
ซงสอดคลองกบ
Con
trol P
lan และ In
spec
tion S
tanda
rd โดยพ
นกงานสามารถป
ฏบตตามไดอยางถกตอง
1.2Th
ere ar
e stan
dard
for co
ntrol
Non-c
onfor
ming
prod
uct.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
2)Qu
ality
docu
ment
2.1Qu
ality
stand
ards e
.g. Q
-point
, limi
t sam
ple,on
e poin
t less
on, e
tc. ar
e ava
ilable
whic
h app
roval.
มมาตรฐานทางดานคณ
ภาพ โดยไดรบก
ารอนมต
อยางเปนทางการกอนใชงาน เชน
Q-po
int, L
imit S
ample
, One
Poin
t Les
son เปน
ตน3.)
Full l
ay o
ut ins
pecti
on3.1
Full l
ay-ou
t insp
ectio
n peri
od ar
e ava
ilable
as ap
propri
ate an
d con
form
with T
ER re
quirm
ent.
มการก าหนดใหม
การวด
full la
y-out ของชนงาน ตามระยะเวล
าทเหมาะสม และสอดคลองกบ
ความตองการของ
TER
3.2Co
rrecti
ve ac
tion/i
mprov
emen
t of p
art an
d proc
ess a
re an
alyze
by us
ing re
sult o
f full
lay-o
ut ins
pecti
on.
ผลการวด
full la
y out ของชนงานมก
ารน าไปใชในการวเคราะหความบก
พรองของชนงาน และกระบวนการเพ
อใหเกดการปรบปรงแกไข
4)Inp
roce
ss a
nd F
inish
goo
ds F
IFO
syste
m4.1
FIFO
syste
m for
contr
ol fin
ish go
od pr
oduc
t are
avail
ble an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนงาน F/
G ทเหม
าะสม
และพน
กงานปฏ
บตไดถกตอง
1)Me
asur
emen
t Cali
brati
on1.1
Calib
ration
plan
are a
vaila
ble fo
r all M
easu
ring d
evice
s and
supp
ort eq
uipme
nts. B
eside
s, the
y're c
alibra
te fol
low pl
an co
mplet
ely.
มแผนการสอบ
เทยบ
เครองมอวดและอป
กรณทชวยในการตรวจสอบ
ครบถ
วน และด าเนนการตามแ
ผนทก าหนดไวอยางสม
บรณ
1.2Me
asuri
ng de
vices
and s
uppo
rt eq
uipme
nts ar
e rea
dy to
use.
Besid
es, c
alibra
tion r
esult
s are
okay
.เครองมอและอป
กรณทชวยในการตรวจสอบ
อยในสภ
าพทสมบ
รณไมเสยหายและผานการสอบ
เทยบ
1.3Fo
r mea
surin
g dev
ices a
nd su
pport
equip
ments
that
have
calib
ration
resu
lts N
G. Th
ey ta
ke of
f and
have
plan
to ac
tion.
เครองมอและอป
กรณทชวยในการตรวจสอบ
ทมผลการสอบ
เทยบ
ไมผาน ตองไมอ
ยในบ
รเวณของการปฏ
บตงาน และมแ
ผนการด าเน
นงานตอไป
2)Me
asur
emen
t Sys
tem A
nalys
is2.1
Meas
ureme
nt Sy
stem
Analy
sis pl
an ar
e ava
ilable
for a
ll equ
ipmen
ts tha
t usin
g for
custo
mer.
มแผนในการวเคราะหระบบ
การวด
(MSA
) ครบถวนตามเครองมอวดทใชในการตรวจสอบ
ชนงานของทางลกคา
2.2Re
sults
of M
SA ac
cordi
ng to
stan
dard.
Furth
ermore
, The
re are
take
corre
ctive
actio
n if f
ault i
tems w
ere pr
esen
ted.
ผลการวเคราะหระบบ
การวดเปน
ไปตามม
าตรฐานทก าหนด และมก
ารด าเนนการแกไขปรบป
รงเมอผลการวเค
ราะหไมเปนไปต
ามเปาหมาย
Chap
.Pa
rtSc
ore
No.
Audit
Deta
il & E
xplan
ation
Comm
ents
4. Quality confirmation
4.1 Incoming system 4.3 Calibration and MSA4.2 Inprocess inspection
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 5
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Cu
stom
er c
ompla
in1.1
There
are h
andle
syste
m of
custo
mer c
ompla
in wh
ich fo
llow
custo
mer's
requ
ireme
nts an
d tak
e corr
ectly
.มระบบก
ารรบขอรองเรยนจากลกคาซงสอดคลองกบ
ขอก าหนดของลกคา และมก
ารปฏ
บตถกตองตามขอก าหนด
2)Cu
stom
er In
form
ation
2.1Int
ernal
and c
ustom
er qu
ality
proble
m is
summ
ary an
d rep
ort to
conc
erning
depa
rtmen
t and
man
ager.
มการรวบรวมปญ
หาดานคณภาพท
งภายในและภายนอก แจงใหหนวยงานตางๆขององคกรรวมถ
งผบรหารรบท
ราบในชวงเวล
าทเหมาะสม
3)Co
rrect
ive &
Pre
vent
ive a
ction
3.1Th
ey in
vesti
gated
prob
lems,
set c
orrec
tive &
prev
entiv
e acti
ons.
In ad
dition
, the
y alwa
ys ex
tend r
esult
s to s
imila
r part
/proc
ess.
มการวเค
ราะหสาเหตของปญ
หา, ก าหนดวธการแกไขและปอ
งกน อกทงยงน าไปขยายผลกบ
ชนงานหรอกระบวนการทคลายกนอยางมป
ระสทธภาพ
4)Cu
stom
er q
uality
eva
luatio
n4.1
There
are i
mprov
emen
t acti
on re
sult f
or de
ducti
on sc
ore of
qulai
ty mo
nthly
evalu
ation
from
TER.
มผ
ลการปรบป
รงในสวนงานทเกยวของ เมอผลการประเม
นคณภาพป
ระจ าเดอนจากT
ER ถกหกคะแนน
1)Po
kayo
ke c
ontro
l1.1
Poka
yoke
are p
resen
ted at
spec
ial pr
oces
s and
/or sc
enes
of th
e prob
lem. M
oreov
er, th
ey pr
even
t occ
urren
ce an
d flow
out e
fficien
t.มก
ารจดท า P
okay
oke ในกระบวนการทส าคญหรอกระบวนการทเกดปญ
หา เพอป
องกนการเก
ดและหลดของปญ
หาไดอยางมป
ระสทธภาพ
2)Ve
rifica
tion
stan
dard
& R
ecor
d2.1
There
are v
erific
ation
stan
dard
for P
okay
oke.
Opera
tors t
ake t
he go
od w
ay an
d rec
ord co
rrectl
y.มม
าตรฐานในการตรวจสอบ
การท างานของ P
okay
oke ซ
งพนกงานสามารถป
ฏบตและลงบน
ทกผลการตรวจสอบ
ไดอยางถกตอง
1)Pr
oduc
tion
Plan
ning
Cont
rol
1.1Pr
oduc
tion p
lannin
g sys
tem ar
e ava
ilable
for c
ustom
er ord
er. A
nd th
ey al
ways
revie
w the
ir proc
ess c
apac
ity.
มระบบก
ารวางแผนการผลตไดตามค
วามต
องการของลกคา โด
ยมการทบท
วนความสามารถในการผลตอยางสม าเสม
อ1.2
Supp
liers
alway
s sen
d info
rmati
on to
custo
mer w
hen t
hey n
eed t
o pos
tpone
delive
ry. Fu
rtherm
ore, s
uppli
ers al
ready
have
im
prove
ment
actio
ns fo
r prev
ent p
roblem
and/o
r effe
ct tha
t perh
aps o
ccur
to cu
stome
r.มก
ารแจงลวงหนาเป
นลายลกษณ
อกษรและมแนวทางการแกไขป
ญหาเพอป
องกนผลกระทบท
อาจเกดขน เมอไมส
ามารถสงมอบ
ชนสวนได
ตามค
าสงซอของลกคา
1)In
vent
ory C
ontro
l1.1
The i
nven
tory c
ontro
l stan
dard
both
of F/G
and R
/M ar
e ava
ilable
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานในการควบคม
safet
y stoc
k ของสนคาคงเหลอและวตถดบ
คงเหลอ โด
ยพนกงานสามารถป
ฏบตไดอยางถกตอง
1.2Inv
entor
y Con
trol b
y FIFO
syste
mมก
ารจดการสนคาคงคลงเปนไปต
ามระบบ
เขากอน
-ออกกอน
1)Pa
ckag
ing m
etho
d co
ntro
l1.1
There
are w
ork in
stucti
on th
at wa
s sho
wn ke
y poin
t of p
ackin
g stan
dard
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานการปฏบ
ตงาน โด
ยระบจดส าคญ
ของการบรรจชนงาน และพนกงานสามารถป
ฏบตไดอยางถกตอง
2)De
liver
y con
trol
2.1Th
ere ar
e stan
dard
of pre
parat
ion an
d ins
pecti
on pa
rt be
fore d
elive
ry to
custo
mer.
มระบบก
ารจดเตรยมส
นคาและตรวจสอบส
นคา ก
อนการสงมอบ
ใหลกคา
1)So
C &
EHS
cont
rol
1.1"N
o use
of S
oC &
EHS
" req
uirem
ents
are tr
ained
to al
l emp
loyee
s.มก
ารอบ
รมใหพน
กงานไดทราบถงขอก าหนดเกยวกบก
ารไมใชสาร S
oC/ E
HS1.2
Their
prod
ucts
have
to co
ntrol
SoC/
EHS
follo
w TE
R req
uirem
ent.
ผลตภณฑถ
กควบคม
สารปนเปอนตามขอก าหนดของ TE
R
1.3No
use s
ub-m
ateria
l, mark
er etc
. whic
h not
sure
for S
oC/ E
HS.
ไมใช su
b-mate
rial, ป
ากกา เป
นตน ทยงไมม
นใจวาไมม
สาร S
oC/ E
HS
Chap
. 5. Corrective and Preventive action
5.2 Pokayoke
Part
Scor
eNo
.Au
dit D
etail &
Exp
lanati
onCo
mmen
ts
7. SoC & EHS control6. Planing ,inventory and delivery control
7.1 SoC & EHS control6.1 Customer Order &
Production Planning
6.2 Storage and
Inventory Control5.1 Customer and internal complain management
6.3 Packing & Delivery
Control
19
14
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Supplier Annual Audit Check sheet (Cont.)
Appendix - J5
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 2
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
Supplier Information
1)St
atus
of d
ocum
ent
1.1TE
R Su
pplie
r Man
ual is
the l
atest
revisi
on. B
eside
s, the
y're i
nform
to al
l con
cern
secti
ons a
nd ta
ke th
e righ
t way
for T
ER.
TER
Supp
lier M
anua
l เปนฉบบ
ลาสด โด
ยมการชแจงใหหนวยงานอนๆรบท
ราบแ
ละปฏ
บตไดอยางถกตอง ส
อดคลองกบ
Sup
plier
Manu
al2)
Syste
m to
main
tain/
Upda
te/d
istrib
ution
doc
umen
t
Audit Date :
2.1Th
ere ar
e stan
dard
for co
ntrol
all do
cume
nts e.
g. Dr
awing
, TER
's St
anda
rd, et
c. An
d the
y can
take
actio
n corr
ectly
.
Audit Time :
มมาตรฐานในการควบคม
เอกสารตางๆ เชน
Draw
ing, T
ER's
Stan
dard เปนตน และสามารถป
ฏบตไดจรงโดยไมม
ความผดพล
าดใดๆ
Audit Type:
3)AP
QP S
yste
m3.1
PFME
As ar
e ava
ilable
for a
ll part
no. a
nd sh
ould
review
by ba
se on
NG
histor
y and
custo
mer c
ompla
ints.
มการจดท าเอกสาร P
FMEA
และมก
ารทบ
ทวนโดยอางองขอมลของเสยทเกดขนในอดตและขอรองเรย
นจากลกคา
3.2Co
ntrol
Plans
are o
utput
of pro
cess
desig
n tha
t rela
te wit
h draw
ing, s
pecif
icatio
n, cu
stome
r req
uirem
ent,
PFME
A, et
c. Co
ntrol
Plan เปน
สงทไดม
าจากการออกแบ
บกระบวนการผลต โดยสอดคลองกบ
Draw
ing, s
pecif
icatio
n, ขอก าหนดของลกคา
, PFM
EA เป
นตน
4)Pr
oduc
tion
Part
Appr
oval
Proc
ess
4.1Al
l qua
lity do
cume
nt of
your
produ
ct we
re ap
prove
d by T
ER e.
g. Ins
pecti
on S
tanda
rd, In
spec
tion d
ata, P
ackin
g Stan
dard,
etc.
Comment
เอกสารคณ
ภาพข
องผลตภณฑ เชน
Inspe
ction
Stan
dard,
Insp
ectio
n data
, Pac
king S
tanda
rd, et
c. ไดรบการอนมตจาก TE
R อยางถกตองครบถวน
4.2Pr
oduc
tion P
art A
pprov
al Pr
oces
s doc
umen
tation
(PPA
P) w
ere ap
prove
d by T
ER.
เอกสาร P
roduc
tion P
art A
pprov
al Pr
oces
s (PP
AP) ไดรบก
ารอนมต
จาก
TER
1)Cl
arific
ation
of c
hang
ing p
oint
1.1Th
ere ar
e stan
dard
for cl
arify
chan
ge po
int co
ncep
t and
rules
. And
they
have
reco
rds fo
r trac
e all d
atas.
มมาตรฐานทก าหนดแนวทางการปฏบ
ต และลงบนทกไวเป
นขอมลในการสบ
กลบเมอเกดป
ญหาในภายหลง
1.2Inf
ormati
on fo
r cha
nging
point
are a
pprov
ed by
autho
rized
perso
n and
/or cu
stome
r.ขอมล
ของการเปลยนแปล
งตางๆ ไดรบการอนมต จากผมอ านาจในการตดสนใจ และ/ห
รอ ลกคา
1)On
the
job tr
aining
and
reco
rd1.1
All e
mploy
ees a
re pa
ss th
e bas
ic tra
ining
, on t
he jo
b trai
ning,
and r
ecord
s are
avail
able.
More
over,
all e
mploy
ees
take g
ood w
ay fo
llow
stand
ard.
พนกงานทกคนผานหลกสตรการฝกอบ
รมเบองตน หลกสตรเฉ
พาะของต าแหนงงาน และมบน
ทกผลการฝกอบรม ยงไปกวานน พน
กงานทกคน
สามารถปฏ
บตไดอยางถกตอง
2)Cr
iteria
and
per
iod fo
r tra
ining
2.1Th
ere ar
e app
ropria
ted tr
aining
crite
ria fo
r emp
loyee
's ev
aluati
on. A
nd th
ey ha
ve pe
riod f
or tra
ining
to em
ploye
es.
ก าหนดเกณ
ฑการประเม
นผลของพน
กงาน ได
อยางเหมาะสม และมการก าหนดความถในการฝกอบ
รมตางๆของพนกงาน
1)Id
entifi
catio
n an
d Tr
acea
bility
1.1Th
ere is
stan
dard
of Ide
ntific
ation
and T
racea
bility
for c
ontro
l all p
art at
work
site
includ
e mate
rial, s
ub-m
ateria
l, WIP
part,
dead
part,
etc. M
oreov
er, th
ere is
lot s
tructu
re for
show
detai
l of t
race m
ethod
.มม
าตรฐานในการสอบ
กลบป
ระวตและการควบค
มการบงชสถานะชนสวนทกป
ระเภท ไดแก ชนสวนยอยชน,
ชนสวนทยงผลตไมเสรจ
, ชนสวนทไมม
การน ามาใชเปน
ประจ า เชน ชนสวนในโกดง
, stoc
k ฉกเฉน
, ชนสวนอะไหล เปนตน โดยตองก าหนดรปแ
บบของ l
ot ทชดเจน ให
สามารถแยกแยะได
1.2Th
ere is
stan
dard
for re
cord
Supp
lier lo
t, W
IP lo
t and
, and
Deli
very
lot. T
hey c
an ta
ke rig
ht wa
y foll
ow st
anda
rd.มม
าตรฐานก าหนดวธการลงบน
ทกขอมล
ของ S
uppli
er lot
, W
IP lo
t และ de
livery
lot โด
ยสามารถลงบนทกไดถกตองตามม
าตรฐาน
1.3Ke
ep pe
riod o
f all r
elated
are m
atche
d with
TER
requir
ment
that p
resen
ted on
TER
Supp
lier M
anua
l.มก าหนดระยะเวล
าในการเกบบ
นทกสอดคลองตามข
อก าหนดของ T
ER
1. Management System
1.4 Identification and Traceability1.3 OJT System1.2 Changing point1.1 New part control
Chap
.Pa
rtCo
mmen
tsSc
ore
No.
Audit
Deta
il & E
xplan
ation
19
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 3
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Su
pplie
r Con
trol S
yste
m1.1
There
is pr
operl
y crite
rion f
or su
pplie
r sele
ction
. Bes
ide, q
uality
crite
rion i
s exis
t.มม
าตรฐานเพอก าหนดการคดเลอกผขายทเหมาะสม โดยม
หวขอเกยวคณ
ภาพข
องผลตภณฑเปน
หนงในเกณ
ฑการคดเลอก
1.2Th
ere is
man
ual a
nd ac
know
ledge
ment
of all
supp
liers
who p
resen
ted on
supp
lier a
pprov
e list
มระบบก
ารชแจงขอก าหนดใหผขายรบท
ราบ โดยม
หลกฐานแสดงการรบท
ราบจ
ากผขาย
1.3Th
ere ar
e Sup
plier'
s dev
elopm
ent p
lan, A
nnua
l aud
it plan
, and
follo
w up
resu
lts w
hen t
hey f
ound
fault
items
.มแ
ผนการพฒนา S
uppli
er, แผนการตรวจตดตามประจ าป และมผ
ลการแกไขปญ
หาเมอเจอขอผดพล
าด2)
Qua
lity a
nd D
elive
ry Ev
aluat
ion S
yste
m2.1
The Q
uality
& D
elive
ry ev
aluati
on of
supp
liers
are av
ailab
le. B
eside
, the
re are
follo
w up
resu
lt whe
n perf
orman
ce w
asn't
achie
ve ta
rget.
มการประเม
นความส
ามารถของ S
uppli
er ดานคณภาพแ
ละดานสงมอบ
สนคา และมก
ารตดตามแ
กไขเมอผลประเม
นไมเปน
ไปตามเปาหม
าย1)
Stan
dard
for o
pera
tion
1.1Th
ere ar
e stan
dards
for c
ontro
l and
set u
p con
dition
at w
orking
area
. All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการควบคม
สภาวะการผลตและขนตอนในการตงคาสภ
าวะการผลต แสดงไวทจดป
ฏบตงาน และพน
กงานปฏ
บตงานไดถกตอง
1.2Th
ere ar
e work
instr
uctio
n, ch
eck p
oint a
nd qu
ality
point
.มม
าตรฐานทแสดงล าดบขนตอนการท างาน
, วธการตรวจสอบ และจดระวงดานคณ
ภาพ
2)St
anda
rd fo
r abn
orm
ality
prob
lem2.1
There
are s
tanda
rds to
opera
te ma
chine
and m
anag
e sus
pect
part
when
they
foun
d mac
hine a
bnorm
al. A
ll ope
rators
take
good
way
.มม
าตรฐานในการด าเน
นการและควบคม
เครองจกร รวมท
งการจดการชนงานตองสงสย เมอเกดความผดปก
ตอนเนองมาจากสภ
าวะการผลตผดป
กต
หรอเครองจกรผดป
กต และพน
กงานปฏ
บตงานไดถกตอง
2.2Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
prod
uct in
line.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนดในกระบวนการผลต และพนกงานป
ฏบตงานไดถกตอง
3)St
atist
ical P
roce
ss C
ontro
l (SP
C)3.1
Supp
liers
keep
an ey
e on s
pecia
l/sus
pect
proce
ss by
using
Stat
istica
l Proc
ess C
ontro
l (SPC
) tec
hniqu
e.มก
ารใชเทคนคทางสถต
(SPC
) ทเหมาะสม ชวยในการควบค
มกระบวนการผลตในกระบวนการทส าคญหรอในกระบวนการทเกดปญ
หา3.2
There
are m
ethod
s for
take a
ction
whe
n the
y fou
nd ab
norm
al va
lue fr
om S
PC te
chniq
ue.
มวธการในการด าเน
นการเมอพ
บความผ
ดปกตจากเทคนคทางสถต (S
PC) ทใชในกระบวนการ
1)Da
ily c
onfir
mat
ion1.1
There
are m
achin
e dail
y che
ck sh
eet.
Besid
es, o
perat
ors ta
ke th
e righ
t way
and r
ecord
follo
w sta
ndard
. มเอกสารการตรวจสอบเครองจกรประจ าวน โด
ยพนกงานสามารถตรวจสอบ
และลงบนทกขอมลไดอยางถกตอง
2)Pr
even
tive
main
tena
nce
of m
achin
e an
d eq
uipm
ent
2.1Pr
even
tive m
ainten
ance
plan
are a
vaila
ble fo
r all m
achin
es an
d equ
ipmen
ts. M
oreov
er, ch
eck m
ethod
s are
also c
lear.
มแผนการท า P
reven
tive M
ainten
ance
ครอบค
ลมทกเครองจกรและอปก
รณทใชในการผลต โดยก าหนดวธการตรวจสอบ
อยางชดเจน
2.2Hi
story
of ch
ecke
d / re
paire
d / ch
ange
d of a
ll mac
hines
and e
quipm
ents
are av
ailab
le an
d com
pletel
y.มบ
นทกป
ระวตการตรวจ/ซอม/เปลยนชนสวน ทกเครองจกรและอป
กรณทใชในการผลต
3)St
orag
e co
nditio
n3.1
There
are s
tanda
rd for
contr
ol pic
king m
istak
e e.g.
Nam
e, Nu
mber,
etc.
and a
pprop
riated
stora
ge ar
ea fo
r prev
ent q
uality
prob
lem.
มมาตรฐานเพอป
องกนการน าไปใชผด เชน ชอ
, หมายเลข เป
นตน และมสถานทจดเกบ
ทเหม
าะสม
และปองกนการเก
ดความเสยหายดานคณ
ภาพได
4)Sp
are
parts
con
trol
4.1Sp
are pa
rt co
ntrol
and p
reven
t pick
ing m
istak
e stan
dard
are av
ailab
le.มม
าตรฐานการควบคม
ชนสวนอปก
รณส ารองและมาตรฐานการปอ
งกนการใชผด
No.
Audi
t Deta
il & E
xplan
ation
Com
ment
s
3. Manufactering Process Control
Chap
.Pa
rtSc
ore
3.2 Preventive Maintenance3.1 Process control and confirmation
2. Supplier Control
2.1 Supplier Control
19
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 4
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Re
cord
& C
onfirm
ation
1.1Th
ere ar
e stan
dards
for c
ontro
l and
verify
inco
mimg
comp
onen
ts/ma
terial
s. An
d ope
rators
reco
rd co
rrectl
y.มม
าตรฐานการตรวจรบแ
ละตรวจสอบชนสวน
/วตถดบท
เหมาะสม โดยม
หวขอดานคณภาพท
ส าคญ
และพน
กงานบน
ทกผลการตรวจสอบ
ไดถกตอง
2)Ide
ntific
ation
& S
epar
ation
2.1Th
ere ar
e stan
dards
for c
ontro
l Non
-confo
rming
comp
onen
ts/ma
terial
s. A
ll ope
rators
take
the g
ood w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนสวน/วตถดบท
ไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
3)FI
FO co
ntrol
3.1FIF
O sy
stem
for co
ntrol
incom
ing co
mpon
ents/
mater
ials a
re av
ailab
le an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนสวน
/วตถดบท
เหมาะสม และพนกงานป
ฏบตไดถกตอง
1)Fin
al ins
pecti
on a
rea
1.1Th
ere ar
e stan
dards
for c
heck
out a
ccord
ing to
contr
ol pla
n and
Insp
ectio
n stan
dard.
And
opera
tors t
ake t
he go
od w
ay.
มมาตรฐานในการตรวจสอบ
ซงสอดคลองกบ
Con
trol P
lan และ In
spec
tion S
tanda
rd โดยพ
นกงานสามารถป
ฏบตตามไดอยางถกตอง
1.2Th
ere ar
e stan
dard
for co
ntrol
Non-c
onfor
ming
prod
uct.
All o
perat
ors ta
ke go
od w
ay fo
llow
stand
ard.
มมาตรฐานในการด าเน
นการควบค
มและการจดการชนงานทไมเปนไปต
ามขอก าหนด และพนกงานป
ฏบตงานไดถกตอง
2)Qu
ality
docu
ment
2.1Qu
ality
stand
ards e
.g. Q
-point
, limi
t sam
ple,on
e poin
t less
on, e
tc. ar
e ava
ilable
whic
h app
roval.
มมาตรฐานทางดานคณ
ภาพ โดยไดรบก
ารอนมต
อยางเปนทางการกอนใชงาน เชน
Q-po
int, L
imit S
ample
, One
Poin
t Les
son เปน
ตน3.)
Full l
ay o
ut ins
pecti
on3.1
Full l
ay-ou
t insp
ectio
n peri
od ar
e ava
ilable
as ap
propri
ate an
d con
form
with T
ER re
quirm
ent.
มการก าหนดใหม
การวด
full la
y-out ของชนงาน ตามระยะเวล
าทเหมาะสม และสอดคลองกบ
ความตองการของ
TER
3.2Co
rrecti
ve ac
tion/i
mprov
emen
t of p
art an
d proc
ess a
re an
alyze
by us
ing re
sult o
f full
lay-o
ut ins
pecti
on.
ผลการวด
full la
y out ของชนงานมก
ารน าไปใชในการวเคราะหความบก
พรองของชนงาน และกระบวนการเพ
อใหเกดการปรบปรงแกไข
4)Inp
roce
ss a
nd F
inish
goo
ds F
IFO
syste
m4.1
FIFO
syste
m for
contr
ol fin
ish go
od pr
oduc
t are
avail
ble an
d ope
rators
take
the g
ood w
ay.
มระบบในการควบค
ม FIF
O ของชนงาน F/
G ทเหม
าะสม
และพน
กงานปฏ
บตไดถกตอง
1)Me
asur
emen
t Cali
brati
on1.1
Calib
ration
plan
are a
vaila
ble fo
r all M
easu
ring d
evice
s and
supp
ort eq
uipme
nts. B
eside
s, the
y're c
alibra
te fol
low pl
an co
mplet
ely.
มแผนการสอบ
เทยบ
เครองมอวดและอป
กรณทชวยในการตรวจสอบ
ครบถ
วน และด าเนนการตามแ
ผนทก าหนดไวอยางสม
บรณ
1.2Me
asuri
ng de
vices
and s
uppo
rt eq
uipme
nts ar
e rea
dy to
use.
Besid
es, c
alibra
tion r
esult
s are
okay
.เครองมอและอป
กรณทชวยในการตรวจสอบ
อยในสภ
าพทสมบ
รณไมเสยหายและผานการสอบ
เทยบ
1.3Fo
r mea
surin
g dev
ices a
nd su
pport
equip
ments
that
have
calib
ration
resu
lts N
G. Th
ey ta
ke of
f and
have
plan
to ac
tion.
เครองมอและอป
กรณทชวยในการตรวจสอบ
ทมผลการสอบ
เทยบ
ไมผาน ตองไมอ
ยในบ
รเวณของการปฏ
บตงาน และมแ
ผนการด าเน
นงานตอไป
2)Me
asur
emen
t Sys
tem A
nalys
is2.1
Meas
ureme
nt Sy
stem
Analy
sis pl
an ar
e ava
ilable
for a
ll equ
ipmen
ts tha
t usin
g for
custo
mer.
มแผนในการวเคราะหระบบ
การวด
(MSA
) ครบถวนตามเครองมอวดทใชในการตรวจสอบ
ชนงานของทางลกคา
2.2Re
sults
of M
SA ac
cordi
ng to
stan
dard.
Furth
ermore
, The
re are
take
corre
ctive
actio
n if f
ault i
tems w
ere pr
esen
ted.
ผลการวเคราะหระบบ
การวดเปน
ไปตามม
าตรฐานทก าหนด และมก
ารด าเนนการแกไขปรบป
รงเมอผลการวเค
ราะหไมเปนไปต
ามเปาหมาย
Chap
.Pa
rtSc
ore
No.
Audit
Deta
il & E
xplan
ation
Comm
ents
4. Quality confirmation
4.1 Incoming system 4.3 Calibration and MSA4.2 Inprocess inspection
DOC.
NO. T
ES-IF
-0220
DCR
No.
6689
7
Rev
.19Ef
fectiv
e date
: 15 M
ay 20
15Pa
ge 5
of 5
Supp
lier A
nnua
l Aud
it Ch
eck
Shee
t.
1st A
udit
Follo
w Up
1)Cu
stom
er c
ompla
in1.1
There
are h
andle
syste
m of
custo
mer c
ompla
in wh
ich fo
llow
custo
mer's
requ
ireme
nts an
d tak
e corr
ectly
.มระบบก
ารรบขอรองเรยนจากลกคาซงสอดคลองกบ
ขอก าหนดของลกคา และมก
ารปฏ
บตถกตองตามขอก าหนด
2)Cu
stom
er In
form
ation
2.1Int
ernal
and c
ustom
er qu
ality
proble
m is
summ
ary an
d rep
ort to
conc
erning
depa
rtmen
t and
man
ager.
มการรวบรวมปญ
หาดานคณภาพท
งภายในและภายนอก แจงใหหนวยงานตางๆขององคกรรวมถ
งผบรหารรบท
ราบในชวงเวล
าทเหมาะสม
3)Co
rrect
ive &
Pre
vent
ive a
ction
3.1Th
ey in
vesti
gated
prob
lems,
set c
orrec
tive &
prev
entiv
e acti
ons.
In ad
dition
, the
y alwa
ys ex
tend r
esult
s to s
imila
r part
/proc
ess.
มการวเค
ราะหสาเหตของปญ
หา, ก าหนดวธการแกไขและปอ
งกน อกทงยงน าไปขยายผลกบ
ชนงานหรอกระบวนการทคลายกนอยางมป
ระสทธภาพ
4)Cu
stom
er q
uality
eva
luatio
n4.1
There
are i
mprov
emen
t acti
on re
sult f
or de
ducti
on sc
ore of
qulai
ty mo
nthly
evalu
ation
from
TER.
มผ
ลการปรบป
รงในสวนงานทเกยวของ เมอผลการประเม
นคณภาพป
ระจ าเดอนจากT
ER ถกหกคะแนน
1)Po
kayo
ke c
ontro
l1.1
Poka
yoke
are p
resen
ted at
spec
ial pr
oces
s and
/or sc
enes
of th
e prob
lem. M
oreov
er, th
ey pr
even
t occ
urren
ce an
d flow
out e
fficien
t.มก
ารจดท า P
okay
oke ในกระบวนการทส าคญหรอกระบวนการทเกดปญ
หา เพอป
องกนการเก
ดและหลดของปญ
หาไดอยางมป
ระสทธภาพ
2)Ve
rifica
tion
stan
dard
& R
ecor
d2.1
There
are v
erific
ation
stan
dard
for P
okay
oke.
Opera
tors t
ake t
he go
od w
ay an
d rec
ord co
rrectl
y.มม
าตรฐานในการตรวจสอบ
การท างานของ P
okay
oke ซ
งพนกงานสามารถป
ฏบตและลงบน
ทกผลการตรวจสอบ
ไดอยางถกตอง
1)Pr
oduc
tion
Plan
ning
Cont
rol
1.1Pr
oduc
tion p
lannin
g sys
tem ar
e ava
ilable
for c
ustom
er ord
er. A
nd th
ey al
ways
revie
w the
ir proc
ess c
apac
ity.
มระบบก
ารวางแผนการผลตไดตามค
วามต
องการของลกคา โด
ยมการทบท
วนความสามารถในการผลตอยางสม าเสม
อ1.2
Supp
liers
alway
s sen
d info
rmati
on to
custo
mer w
hen t
hey n
eed t
o pos
tpone
delive
ry. Fu
rtherm
ore, s
uppli
ers al
ready
have
im
prove
ment
actio
ns fo
r prev
ent p
roblem
and/o
r effe
ct tha
t perh
aps o
ccur
to cu
stome
r.มก
ารแจงลวงหนาเป
นลายลกษณ
อกษรและมแนวทางการแกไขป
ญหาเพอป
องกนผลกระทบท
อาจเกดขน เมอไมส
ามารถสงมอบ
ชนสวนได
ตามค
าสงซอของลกคา
1)In
vent
ory C
ontro
l1.1
The i
nven
tory c
ontro
l stan
dard
both
of F/G
and R
/M ar
e ava
ilable
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานในการควบคม
safet
y stoc
k ของสนคาคงเหลอและวตถดบ
คงเหลอ โด
ยพนกงานสามารถป
ฏบตไดอยางถกตอง
1.2Inv
entor
y Con
trol b
y FIFO
syste
mมก
ารจดการสนคาคงคลงเปนไปต
ามระบบ
เขากอน
-ออกกอน
1)Pa
ckag
ing m
etho
d co
ntro
l1.1
There
are w
ork in
stucti
on th
at wa
s sho
wn ke
y poin
t of p
ackin
g stan
dard
and o
perat
ors ta
ke th
e goo
d way
.มม
าตรฐานการปฏบ
ตงาน โด
ยระบจดส าคญ
ของการบรรจชนงาน และพนกงานสามารถป
ฏบตไดอยางถกตอง
2)De
liver
y con
trol
2.1Th
ere ar
e stan
dard
of pre
parat
ion an
d ins
pecti
on pa
rt be
fore d
elive
ry to
custo
mer.
มระบบก
ารจดเตรยมส
นคาและตรวจสอบส
นคา ก
อนการสงมอบ
ใหลกคา
1)So
C &
EHS
cont
rol
1.1"N
o use
of S
oC &
EHS
" req
uirem
ents
are tr
ained
to al
l emp
loyee
s.มก
ารอบ
รมใหพน
กงานไดทราบถงขอก าหนดเกยวกบก
ารไมใชสาร S
oC/ E
HS1.2
Their
prod
ucts
have
to co
ntrol
SoC/
EHS
follo
w TE
R req
uirem
ent.
ผลตภณฑถ
กควบคม
สารปนเปอนตามขอก าหนดของ TE
R
1.3No
use s
ub-m
ateria
l, mark
er etc
. whic
h not
sure
for S
oC/ E
HS.
ไมใช su
b-mate
rial, ป
ากกา เป
นตน ทยงไมม
นใจวาไมม
สาร S
oC/ E
HS
Chap
. 5. Corrective and Preventive action
5.2 PokayokePa
rtSc
ore
No.
Audit
Deta
il & E
xplan
ation
Comm
ents
7. SoC & EHS control6. Planing ,inventory and delivery control
7.1 SoC & EHS control6.1 Customer Order &
Production Planning
6.2 Storage and
Inventory Control5.1 Customer and internal complain management
6.3 Packing & Delivery
Control
19
14
Quality Assurance Supplier Manual
Supplier Improvement Action Report (SIAR)
Appendix - K
14
Quality Assurance Supplier Manual
Appendix - L1
Full Lay-out Inspection Data Format
Quality Assurance Supplier Manual Quality Assurance Supplier Manual
Full Lay-out Inspection Data Format (Cont.)
Appendix - L2