proprieta’ meccaniche - influenza della …vaccaron/dispense_files/alessandria/... ·...
TRANSCRIPT

PROPRIETA’ MECCANICHE - INFLUENZA DELLA TEMPERATURA
Prenderemo in esame le caratteristiche meccaniche dei materiali metallici, intendendo conquesto termine quei dati, ottenuti attraverso prove unificate, che servono a stabilire se unmateriale è adatto all�impiego previsto.I metodi di prova sono concettualmente identici a quelli adottati a temperatura ambiente, conla complicazione di doverli applicare in condizioni criogeniche.I risultati sono variamente influenzati dalla temperatura in relazione alla struttura cristallina,alla composizione chimica ed al tipo di sollecitazione.
LA PROVA DI TRAZIONE
La prova di trazione consiste nel sottoporre un provino, le cui dimensioni devono rispondere acerte prescrizioni, ad una forza di trazione lungo il suo asse, con una velocità di deformazionecontrollata, sino alla rottura.Si rileva il diagramma tensione-deformazione, intendendo con tensione il rapporto tra il caricoapplicato e la sezione iniziale, e con deformazione il rapporto tra l�allungamento di un tratto diriferimento e la sua lunghezza iniziale.Il diagramma, che ha indicativamente la forma rappresentata in fig. 1, presenta un primo trattoiniziale rettilineo, nel quale la tensione è proporzionale alla deformazione, essendo ilcoefficiente di proporzionalità il modulo di Young, E, del materiale.In questa fase se il provino viene scaricato riprende la sua lunghezza iniziale. Ilcomportamento è elastico.Proseguendo nella deformazione il diagramma abbandona l�andamento rettilineo, ladeformazione si compone ora di una parte plastica, che non scompare eliminando la tensione,e che corrisponde circa allo scostamento della curva dalle legge di proporzionalità. Si assumecome parametro di questa transizione la tensione che produce uno scostamento dallaproporzionalità dello 0,2%: Rp;0,2. La deformazione plastica avviene a volume costante.Proseguendo la forza cresce sempre meno, sino ad un massimo (se non interviene prima larottura). Il fenomeno per il quale la forza necessaria a produrre la deformazione plastica crescecon la deformazione stessa è detto incrudimento.La tensione corrispondente al massimo è la resistenza a trazione del materiale, Rm.La deformazione, sino a questo punto è stata uniforme nel tratto a sezione costante diriferimento. A partire dal massimo compare in una sezione del provino un restringimento,strizione, dove si concentra l�ulteriore deformazione e la cui sezione continua a diminuire,sino a rottura.La deformazione corrispondente alla rottura, A, è l�ultimo parametro che si rileva e dipendedalla lunghezza iniziale di riferimento (A senz�altra indicazione corrisponde ad una lunghezzadi riferimento pari a 5 diametri).L�area sotto la curva misura il lavoro fatto, riferito al volume del tratto di riferimento; sino alpunto di massimo questo è uniformemente distribuito nel volume.Nella pratica le sollecitazioni applicate al materiale sono in genere più complesse dellasemplice trazione.Il risultato della prova di trazione è utile se si può disporre di un criterio che permette distabilire che stati diversi di tensione sono equivalenti se hanno eguali certi parametri.

2
Il criterio più utilizzato, per materiali duttili, detto di von Mises, considera egualmentepericolosi due stati di tensioni che hanno lo stesso lavoro di distorsione, da cui si ricava che lasollecitazione di trazione equivalente è:
dove s1, s2, s3 sono le tensioni principali.
Il diagramma ricavato nella prova di trazione non rappresenta le tensioni e le deformazionieffettive. Se si riporta la tensione effettiva, calcolata tenendo conto della variazione dellasezione, in funzione della deformazione effettiva, calcolata tenendo conto della variazione dilunghezza, si ottiene una curva con andamento sempre crescente e con pendenza via viadecrescente sino alla rottura.
Nella figura 3, è riportato un esempio di criostato per prove di trazione, utilizzato per carichisino a 100 KN.Nelle prove di trazione condotte a temperature comprese tra 4 e 30 K, è possibile osservareuna instabilità nella fase di scorrimento plastico, che nel diagramma sforzi deformazioni sipresenta come una seghettatura continua, fig. 2.Il fenomeno è presente negli acciai inossidabili, nelle leghe di rame, in alcune leghe dialluminio, nelle leghe di titanio, nel ferro.Si pensa che un evento iniziatore, (spostamento di dislocazioni, twinning) sia in grado diprodurre abbastanza calore da aumentare localmente la temperatura, grazie al basso calorespecifico ed alla bassa conducibilità termica (riscaldamento adiabatico). All�aumento ditemperatura corrisponde per la deformazione in atto uno sforzo di scorrimento minore, quindisi verifica una diminuzione della tensione ed un aumento della deformazione con ulterioreproduzione di calore. Segue un incremento elastico della tensione, una deformazione plastica eun altro evento iniziatore.
LA STRUTTURA
Tutti i materiali metallici impiegati nella pratica costruttiva solidificano in una delle formecristalline seguenti, fig. 4:cubica facce centrate (Al; Cu; Ni; Fe γ)cubica corpo centrato (Fe-α; Nb; Cr; V, W)esagonale compatta (Ti, Be, Mg)
La solidificazione inizia contemporaneamente in diversi punti della massa liquida ed i cristalli,detti grani, crescono indipendentemente, ciascuno con il proprio orientamento sino a venire incontatto. La zona in cui il grano è a contatto con quelli adiacenti, detta bordo del grano,presenta distorsioni e difetti nel reticolo, per la diversa orientazione di questo rispetto a quelliconfinanti. Se la lega solidifica dando origine a due fasi si avranno nel solido grani dell�una edell�altra fase, con una disposizione dipendente dall�ordine di solidificazione.All�interno il reticolo presenta numerosi difetti di tipo fisico: vacanze, difetti nella successionedegli strati, dislocazioni a spigolo, dislocazioni a vite, twinning, (vedere fig. 5), e difetti di tipo
( ) ( ) ( )[ ] 2/1232
231
221 id s - s s - s s - s
21 ++=σ

3
chimico: dovuti alla soluzione nel reticolo di atomi diversi, introdotti nel processo diproduzione o aggiunti appositamente per conferire determinate caratteristiche al materiale.Le soluzioni possono essere �di sostituzione�, se l�atomo di soluto occupa nel reticolo il postodi uno del solvente, od �interstiziali�, se l�atomo di soluto occupa uno spazio nel reticolo tragli atomi di solvente.Mentre le soluzioni interstiziali hanno limiti di solubilità stretti quelle di sostituzione possonoarrivare alla solubilità completa .In certe leghe la solubilità di alcuni elementi cresce con la temperatura, E� quindi possibilesciogliere quantità di soluto ad alta temperatura, che nel raffreddamento restano in soluzionein eccesso, in condizioni metastabili. Con un opportuno trattamento termico, costituito da unriscaldamento mantenuto per un tempo abbastanza lungo, si può ottenere la precipitazione delsoluto in forma più o meno fine a dispersa, sovente come composto intermetallico. Questoprocedimento, noto come �invecchiamento artificiale� od �indurimento per precipitazione�,conferisce al materiale caratteristiche di elevata resistenza meccanica.
LA DEFORMAZIONE ELASTICA
L�elasticità nei metalli è data dalle forze interatomiche che agiscono nel senso di riportare gliatomi spostati nella loro posizione di equilibrio. Queste forze derivano da legami primari fortie quindi i moduli sono elevati.Va osservato che nei cristalli vi sono direzioni in cui la densità di atomi è maggiore e diconseguenza le forze sono maggiori. Il modulo di Young è maggiore nelle direzioni dimaggior impacchettamento. Nei materiali la struttura è costituita da un aggregato di granidiversamente orientati e quindi il modulo è una media dei moduli dei grani ed il materiale puòessere considerato isotropo.L�effetto della diminuzione di temperatura sul modulo è strettamente collegato alla suainfluenza sulla contrazione termica, in quanto diminuisce lo spazio interatomico. Quindi ilmodulo aumenta al diminuire della temperatura, ma in modo molto contenuto e l�aumentotende ad annullarsi avvicinandosi allo zero assoluto.Nella fig. 6 è riportato l�andamento di E in funzione della temperatura per alcuni materiali. Sinota il comportamento anomalo dell�invar.
LA DEFORMAZIONE PLASTICA
I materiali metallici sono caratterizzati in misura maggiore o minore dalla capacità dideformarsi plasticamente.Superato il limite elastico il materiale si deforma in modo permanente, a volume costante perscorrimento dei piani di atomi, l�uno rispetto all�altro. Questo scorrimento non avviene inmodo casuale, ma, di preferenza secondo i piani di maggior densità atomica e su questi nelledirezioni di maggior densità. La combinazione di una direzione e di un piano di scorrimento sichiama �sistema di scorrimento�.Se per qualche ragione è impedito lo scorrimento lungo un sistema di massima densità, cherichiede il minor sforzo (sistema primario), intervengono altri sistemi secondari.Dovendo rispettare la congruenza con i vicini un grano non può deformarsi secondo un solosistema di scorrimento. E� stato dimostrato che per rispettare questa condizione occorre chesiano attivi almeno cinque sistemi di scorrimento.

4
Le differenze che si riscontrano nel comportamento dei materiali possono essere attribuitefondamentalmente ai differenti sistemi microscopici di deformazione che operano nellediverse strutture cristalline.In tutti i casi se si valuta lo sforzo necessario per produrre in un cristallo lo scorrimento di unpiano di atomi rispetto ad un altro (scorrimento simultaneo), si ottengono valori molto elevati,ordini di grandezza maggiori di quelli riscontrati sperimentalmente.La spiegazione di questa differenza risiede nel fatto che lo scorrimento non avvienesimultaneamente, cioè tutti gli atomi si spostano contemporaneamente di un passo, ma inmodo consecutivo secondo un meccanismo che si sviluppa per mezzo delle dislocazionipresenti nel cristallo. La deformazione risulta prodotta dallo spostamento della dislocazione,una distanza atomica alla volta e quando la dislocazione ha attraversato tutto il cristallo si èprodotto uno scorrimento pari ad una distanza atomica (fig. 7).Il numero di dislocazioni inizialmente presenti non è così elevato da giustificare ledeformazioni complessive che si ottengono, ma debbono intervenire dei meccanismi chefunzionano da sorgenti.Lo spostamento delle dislocazioni è bloccato dai bordi dei grani e nuove sorgenti cherichiedono tensioni maggiori devono essere attivate. Questa sequenza provoca un rapidoincrudimento già nella fase iniziale della deformazione plastica, tanto più forte quanto piùpiccoli sono i grani.Tutte le imperfezioni che interrompono la regolarità del cristallo costituiscono un ostacolo almovimento delle dislocazioni. In particolare le dislocazioni stesse, spostandosi secondosistemi di scorrimento che si intersecano, interagiscono dando origine a barriere cheimpediscono il passaggio di altre dislocazioni. La deformazione prosegue con tensioni semprepiù alte, sino a raggiungere valori tali che le dislocazioni riescono a superare le barrieretrasferendosi su un piano di scorrimento parallelo, fig. 8 (cross-slip). L�incrudimento crescemeno velocemente e tende a stabilizzarsi.In generale i difetti che provocano distorsioni di poche distanze reticolari sono dipendentidalla temperatura mentre sono poco influenzati i difetti più estesi.
METALLI CON STRUTTURA CUBICA FACCE CENTRATE
METALLI PURI
Nelle figure 9, e 10 sono riportate le curve sforzo-deformazione di un campione di rame e diun campione di alluminio, in funzione della temperatura.Il campione di rame, a temperatura ambiente mostra un certo tasso di incrudimento adimostrazione che la fase di cross-slip richiede tensioni più elevate. Nell�alluminio questa simanifesta all�inizio della deformazione e la curva ha un andamento più piatto.Al diminuire della temperatura si può osservare che:- lo snervamento è poco influenzato- il carico di rottura aumenta sensibilmente- l�allungamento uniforme aumenta- il tasso di incrudimento cresce a dimostrazione del fatto che il cross-slip un processo
dipendente dalla temperatura

5
Dal punto di vista pratico si può dire che le caratteristiche meccaniche migliorano, ma laresistenza è molto bassa.La lavorazione a freddo migliora sia lo snervamento che la resistenza a rottura ma riducel�allungamento.L�effetto è dovuto al grande numero di dislocazioni che si producono e restano bloccate.
LEGHE OTTENUTE PER SOLUZIONE
La presenza di atomi in soluzione ha per effetto di aumentare la tensione di snervamento e diintensificazione e prolungare il successivo incrudimento, in conseguenza dell�azione esercitatasulle dislocazioni. L�effetto è proporzionale alla quantità disciolta.Nei metalli c.f.c. gli atomi di soluto, sia di sostituzione che interstiziali, producono unadistorsione simmetrica e l�effetto di pinning è relativamente debole.La diminuzione di temperatura aumenta sia la tensione di snervamento sia l�incrudimento e latensione di rottura, mentre influisce meno sull�allungamento.Nelle fig: 11 e 12 sono riportate le curve sforzo deformazione per un ottone e per una lega Cu-Be.
LEGHE INDURITE PER PRECIPITAZIONE
Le proprietà meccaniche, e l�influenza su queste della temperatura, dipendono dal tipo, dalledimensioni e dalla distribuzione dei precipitati.Se il precipitato è fine le dislocazioni sono in grado di attraversarlo al raggiungimento di unacerta tensione e lo snervamento si presenta in maniera netta.In generale nella lega indurita per precipitazione la tensione di snervamento è prossima allaresistenza a trazione e non si nota un rapido incrudimento.Diminuendo la temperatura nel caso della lega Ci-Be si ha un aumento dell�allungamento (fig.13). Al contrario per la lega Al-Zn Mg l�allungamento diminuisce in modo drastico.
METALLI CON STRUTTURA CUBICA CORPO CENTRATO
METALLI PURI
Le proprietà meccaniche dei metalli c.c.c., sono molto influenzate dalla presenza dipiccolissime concentrazioni di atomi di impurezze, in particolare interstiziali.Al contrario dei metalli c.f.c., in quelli corpo centrato il tasso di incrudimento è basso e ladeformazione assai ridotta. La diminuzione di temperatura aumenta lo snervamento, aumentail tasso di incrudimento e diminuisce drammaticamente la deformazione. A bassa temperaturala deformazione plastica, molto limitata è aumentata per effetto del twinning, che avviene dicolpo con una caduta di tensione. Nella fig. 14 è mostrato il comportamento di un campione diferro Armco, rifuso sottovuoto.

6
LEGHE INDURITE PER SOLUZIONE
Nei metalli c.c.c. le usuali piccole impurezze (azoto, carbonio, ossigeno, idrogeno) occupanoposizioni interstiziali al centro delle facce o sugli spigoli.Questo produce una distorsione tetragonale del reticolo con una forte interazione delledislocazioni a spigolo e a vite con l�impurezza interstiziale che la blocca. L�indurimento persoluzione non è in pratica utilizzato.
LEGHE INDURITE PER PRECIPITAZIONE
La fig. 15 mostra l�influenza della temperatura su una lega di Fe allo 0,2% di C, allo statonormalizzato. Qui la struttura è data da ferrite primaria a perlite fine (mistura lamellare diferrite e cementite Fe3C).
METALLI CON STRUTTURA ESAGONALE COMPATTA
METALLI PURI
Nessun sistema di scorrimento primario è in grado di fornire i cinque sistemi indipendenti dideformazione necessari ad assicurare la congruenza, che sono invece forniti da un sistema discorrimento secondario.Un altro modo di deformazione contribuisce alla duttilità dei metalli e.c., il twinning.Verosimilmente questo, producendo un riorientamento dei grani, disposti in modo nonfavorevole, attiva altri sistemi di scorrimento.Nella fig. 16 sono riportate le curve sforzo deformazione a diverse temperature per un titaniocommercialmente puro.Si vede che al diminuire della temperatura si ha un considerevole aumento dello snervamentoed un significativo aumento dell�incrudimento.Il titanio risulta molto sensibile a piccole concentrazioni di impurezze interstiziali il cui effettoè di diminuire il numero di sistemi di scorrimento disponibili per la deformazione plastica..Questo fatto aumenta considerevolmente lo snervamento ma contemporaneamente riduce ladeformazione e favorisce l�insorgere della rottura per clivaggio.
LEGHE INDURITE PER SOLUZIONE
Le leghe di titanio sono particolarmente attraenti per l�impiego a bassa temperatura perchéhanno un elevato rapporto snervamento/densità ed una bassa conducibilità termica.La lega Ti Al5 Sn2,5, è costituita dalla sola fase α, esagonale compatta e presenta miglioricaratteristiche di duttilità. Al diminuire della temperatura presenta un sensibile aumento delcarico di snervamento, fig. 17.L�altra lega impiegata, Ti Al 6V4 è una lega duplex costituita dalle fasi α e β (cubica corpocentrato) ed è meno duttile.

7
Per limitare l�effetto delle impurezze interstiziali, sono stati prodotti espressamente per gliimpieghi criogenici i gradi E.L.I. (extra low interstitial).
LEGHE INDURITE PER PRECIPITAZIONE
Non vi sono leghe di questo tipo.
ACCIAI INOSSIDABILI
L�aggiunta di nickel e di altri elementi come Mn, N, C, Co, Cu in lega con il ferro aumenta ilcampo di esistenza della fase γ (c. f. c.) ritardando la trasformazione a temperature più basseod eliminandola completamente.E� quanto si verifica per gli acciaio inossidabili austenitici, leghe di ferro con aggiunta dicromo, nickel, manganese, etc., che secondo l�unificazione U.S.A. sono indicati con i numeridella serie 300.Nei tipi della serie che presentano il minor contenuto di nickel l�austenite non ècompletamente stabile, e si trasforma in martensite per raffreddamento, per deformazione oper l�effetto combinato.I prodotti di trasformazione nelle leghe meno stabili (304) sono in realtà due, una fase ε astruttura esagonale ed una α� a struttura cubica corpo centrata. La struttura ε sembra una faseintermedia che si trasforma in α�.In quelle meno instabili (316) si forma solo la fase α� ed in quelle stabili (310, 310S) non si hatrasformazione, fig. 18.La presenza della fase α� aumenta la resistenza ed il tasso di incrudimento al diminuire dellatemperatura. Vi sono altre due effetti non secondari: la trasformazione avviene con aumento divolume e la fase è ferro magnetica.Nelle figure 19 e 20 è riportato l�andamento delle curve sforzo deformazione per gli acciai304L e 310.Un sensibile aumento nel carico di snervamento si ottiene con piccole aggiunte di N (0,2%), aprezzo di una accettabile riduzione della duttilità. L�azoto è un elemento stabilizzante el�aggiunta di manganese che ne aumenta la solubilità nell�austenite, va nello stesso senso.Nella fig. 21 sono confrontate le caratteristiche meccaniche di un acciaio 304 con un 304N.
PROVA DI TRAZIONE SU PROVETTA CON INTAGLIO
La rottura di un materiale può prodursi per scorrimento con deformazione plastica eassorbimento di energia, per rottura dei legami ad opera di forze parallele al piano di rottura,oppure per separazione delle superfici perpendicolarmente alla forza applicata (clivaggio).Entrambi i modi si verificano secondo piani cristallini preferenziali.La possibilità che si verifichi l�uno o l�altro degli eventi dipende dal tipo di struttura, dallatemperatura, dalla velocità di deformazione, dalla purezza, etc..In molti materiali lo scorrimento avviene per sforzi molto inferiori allo sforzo di taglio teoricoperché le dislocazioni possono agire a questi livelli di tensioni. Se questo si può verificare le

8
concentrazioni di sforzi possono essere rilasciate e non si raggiunge mai il livello per attivarela rottura per clivaggio.Questo è quanto si verifica nei metalli puri del sistema cubico facce centrate.Nei metalli con struttura cubica corpo centrato ed esagonale compatta è possibile che ledislocazioni siano bloccate e lo scorrimento impedito. In questo caso possono insorgere sforzidi trazione elevati che rendono possibile la rottura per clivaggio.La prova di trazione su provetta con intaglio serve ad accertare la tendenza di un materiale allarottura fragile.La provetta, di dimensioni normalizzate, presenta a metà altezza una gola a V con raccordo difondo molto piccolo. La prova sostanzialmente consiste nel rilevare la forza di rottura allatemperatura richiesta. Per effetto della presenza dell�intaglio la forza di trazione non èuniformemente distribuita nella sezione di gola ma è maggiore sulla circonferenza esterna.Inoltre sono presenti anche tensioni tangenziali e radiali. Lo stato di tensione è triassiale e ilrapporto tra lo sforzo di trazione massimo e quello medio (kt, fattore di intensificazione) è 7.Il materiale a lato dell�intaglio, che non raggiunge lo snervamento, agisce come vincolo edimpedisce lo scorrimento. In queste condizioni lo sforzo medio nella gola per produrre losnervamento risulta, adottando il criterio di von Mises, 2,8 volte lo snervamento rilevato dalprovino senza intaglio.Il modo in cui questo impedimento porta alla transizione tra rottura duttile e rottura fragile èstato descritto da Orowan nel diagramma, riportato in figura 22 dove in funzione dellatemperatura è riportato lo sforzo di snervamento Y del materiale senza intaglio, lo sforzo disnervamento 3Y del materiale con intaglio (2,8 è stato arrotondato a 3) lo sforzo occorrenteper la frattura fragile, che si considera come un processo indipendente sempre possibile e pocoinfluenzato dalla temperatura.A temperatura ambiente F > 3Y e la frattura è duttile mentre a bassa temperatura è F <Y èquindi la frattura è fragile. Vi è un intervallo, in cui Y<F<3Y nel quale la frattura del provinosenza intaglio è duttile e quella del provino con l�intaglio è fragile.La prova su provino intagliato è stata scelta per la sua semplicità in quanto consente diutilizzare le stesse attrezzature della prova di trazione classica.E� inclusa ad esempio nella norma di accettazione della lega di Titanio TiAl5Sn 2,5, AMS4924 D, in cui è prescritto che il rapporto tra tensione media di rottura nella sezione di gola etensione di rottura del provino senza intaglio sia ≥1.Il diagramma ha un significato puramente qualitativo e serve a spiegare come la presenza distati di tensione triassiali possa modificare il comportamento.Chiedere che il rapporto non sia inferiore a 1 equivale a chiedere che venga in parte conservatala capacità di adattamento plastico in condizioni di sollecitazioni triassiali.
LA PROVA DEL PENDOLO DI CHARPY
La prova consiste nel colpire con un pendolo un provino di dimensioni definite nel quale èpraticato un intaglio, fig. 23. E� generalizzato l�uso del provino con intaglio a V, profondità 2mm pareti a 45° raggio di raccordo 0,25. L�energia del pendolo è di 30 Kg x m e si ottienel�energia assorbita per differenza, misurando l�energia residua dalla risalita del pendolo.La prova è importante perché è diventata una delle prove richieste dai regolamenti perl�accettazione dei materiali e dei procedimenti di saldatura, per impieghi a bassa temperatura.Ad esempio per gli acciai inossidabili è richiesta una prova alla temperatura di esercizio nellaquale deve risultare KV ≥ 28J.

9
Purtroppo l�attrezzatura non è adatta a prove a bassa temperatura e si sono viste soluzionidiverse più o meno valide. Misure a 4 K sono state condotte con il provino chiuso in unpiccolo dewar di vetro od in una scatola di materiale isolante , raffreddata da un flusso divapore di elio. Dal risultato della prova si detrae il contributo del contenitore, rilevato in unaprova a parte.Nella fig. 24 è riportato l�andamento dell�energia assorbita nella prova su un acciaio alcarbonio in funzione della temperatura, confrontata con l�allungamento a rottura.Si vede che a temperatura maggiore di T4 il materiale è tenace e duttile, a di sotto di T1 èsenza dubbio fragile, tra T2 e T3 è duttile se deformato a bassa velocità con una sollecitazionemonoassiale, ed è fragile se soggetto ad una sollecitazione triassiale applicata ad alta velocità.Sia la prova con il pendolo di Charpy che quella di trazione su provino intagliato sono provedi confronto. I dati ricavati non sono applicabili ad alcun calcolo di verifica.
TENACITA� ALLA FRATTURA
In un materiale è molto probabile che si trovino difetti di dimensioni piccole, comemicrocricche, soffiature, scalfitture.Concentrazioni molto elevate di tensione possono prodursi al vertice di una microcricca eraggiungere il limite di E/10 necessario per rompere i legami atomici, anche se gli sforzinominali possono essere molti ordini di grandezze inferiori.La distribuzione di tensioni intorno al vertice di una cricca, in un materiale perfettamenteelastico è data dall�espressione
vedere fig. 25. Il campo di tensioni è quindi proporzionale ad un fattore K che è funzione dellosforzo applicato, σ, della dimensione della cricca a, di una funzione Y(a) dipendente dallageometria.Vedere l�appendice A per alcune configurazioni.
La frattura si verifica quando il campo di tensioni al vertice della cricca raggiunge unaintensità critica, cioè quando K raggiunge un valore critico Kc, il quale è caratteristico delmateriale, è cioè una proprietà meccanica funzione della temperatura, della microstruttura,della velocità di carico.L�aspetto importante è che K può essere calcolato per diverse geometrie strutturali usandol�analisi delle sollecitazioni.L�applicabilità del calcolo è estesa al caso che all�apice della cricca vi sia una zonaplasticamente deformata, se la dimensione di questa è piccola rispetto alla lunghezza dellacricca ed alla sezione netta rimanente. In questo caso si tiene conto della presenza della zonaplastica aumentando la lunghezza di una quantità ry
amod = a + ry dove
dove σy è la tensione di snervamento al vertice della cricca.
( ) ( )θπσ f 2 K ij21
ij ⋅⋅= −r
1/2a)( Y(a) K πσ=
( )2yy K/σ
2π1 r =

10
La dimensione della zona plastica è influenzata dallo spessore (vedi fig. 26). E� importante cheper B > 2,5 (KIc/σys)2 la curva di Kc diventi indipendente dallo spessore, in quanto solo inquesto caso risulta essere una caratteristica del materiale.La misura di KIc si ottiene, sottoponendo un provino di dimensioni normalizzate, ved. fig. 27,prima ad una sollecitazione a fatica che produce una cricca la cui lunghezza deve esserecompresa entro certe dimensioni e quindi ad un carico crescente sino a rottura rilevando lacurva carico apertura.Il pedice I contraddistingue il modo di rottura, con la forza agenteperpendicolare al piano di avanzamento della cricca, che rappresenta il caso più frequente.Nella figura 28 è riportato il disegno di una macchina per prove di tenacità sino a 4K. Nellafigura 29 sono riportati i valori di KIC per alcuni materiali.
FATICA
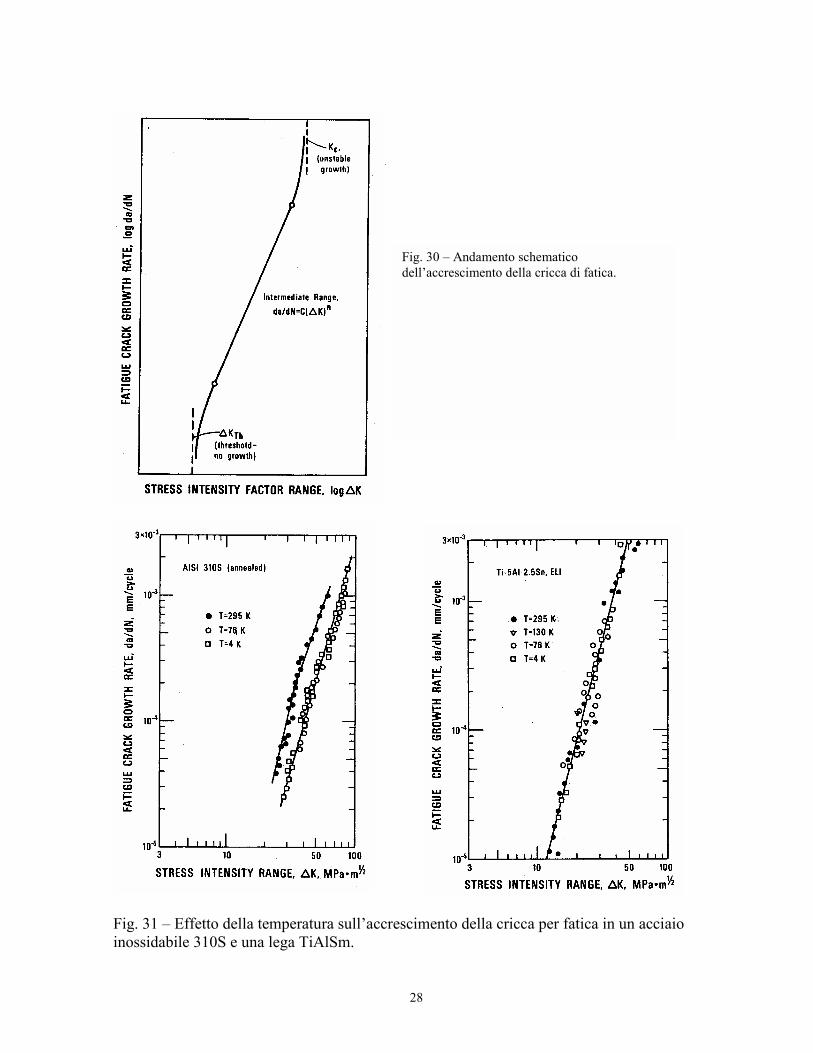
Il fenomeno della rottura per fatica progredisce in tre stadi: la formazione di una cricca, la suacrescita ed infine la rottura.Quindi la vita di un componente è data dal numero di cicli occorrente per produrre e propagarela cricca sino a raggiungere le dimensioni critiche.La legge di accrescimento della cricca è data da una relazione del tipo
Dove c ed n sono costanti empiriche e ∆K è la differenza Kmax � Kmin tra il massimo ed ilminimo valore del fattore di intensità dello sforzo.Questo significa che l�avanzamento è dovuto al campo di tensioni ciclico al vertice dellacricca individuato da ∆K. Cioè profilo, frequenza, valor medio del carico sarebbero fattorisecondari.La legge da/dN - ∆K in un diagramma doppio logaritmico è rappresentata da una retta. Visono in realtà due limiti uno per bassi ∆K, rappresenta la resistenza indefinita, senzaaccrescimento, l�altro per valori di Kmax che si avvicinano al K critico, quando si ha unacrescita accelerata. Vedere la. fig. 30.Nella figura 31 sono riportati dati sull�accrescimento per alcuni materiali di interesse.
APPLICAZIONE DEI DATI DI MECCANICA DELLA FRATTURA
a) � Dimensioni critiche del difetto
Si abbia una lastra piana, spessa, di larghezza 2w, che presenta una cricca di ampiezza 2a alcentro. Si suppone che il rapporto a/w sia piccolo. Sul lato di ampiezza 2w è applicata unadistribuzione uniforme di tensione σl.L�espressione di K relativa alla geometria considerata è
KI = σl (πa)1/2 . (1 � 0,5 a/w + 0,326 a2/w2)/(1 � a/w)1/2
nK)( c dNda ∆=

11
e per a/w sufficientemente piccoloK = σl (πa)1/2
al raggiungimento della condizione critica, si ha:
si abbia: KI,c = 40 MPa . m1/2 e σl = 200 Mpa: risulta acr = 0,013 m
Perché il calcolo sia applicabile deve risultare
Questo calcolo consente di confrontare la dimensione alla quale, in date condizioni di carico siha la frattura con quella del minimo difetto rilevabile, con le attrezzature ed i metodi dicontrollo disponibili.
b) � La prova in pressione
Un recipiente viene provato ad una pressione superiore a quella di esercizio. Il difetto per ilquale la pressione di prova risulta critica abbia dimensione caratteristica apt. Se il recipientesupera il test vuol dire che difetti di quel tipo hanno dimensioni inferiori od eguali ad a pt. Allapressione di lavoro la dimensione per la quale la pressione risulta critica è maggiore, sia as.La differenza as � apt è l�accrescimento concesso prima che la condizione di servizio diventipericolosa. Il tempo corrispondente può essere stimato se si conosce la legge di accrescimentoin funzione della variazione del fattore di intensità dello sforzo.
BIBLIOGRAFIAD.A.Wigley �Mechanical properties of materials at low temperatures� Plenum Press 1971R.P.Reed and A.F.Clark �Materials at low temperatures� American Society for Metals 1983
( ) K
a cui da a K 21
2,
cr2/1
crlcI, πσπσ cI==
yyl
2
y
Ic 0,36 2,51 quindi
K 5 2, a σσ
πσ
σ=≤
��
�
�
��
�
�≥

12
deformazione
Fig. 1 � Diagramma indicativo deformazione-tensione di una prova di trazione
tens
ione
Fig. 2 � Diagrammi tensione-deformazione per una lega Cu-10Ni, ricotta. La curva a 4K mostra la tipica seghettatura

13
Fig. 3 � Criostato per prove di trazione

14
Fig. 4 � a) struttura cubica a corpo centrato b) struttura cubica a facce centratec) struttura esagonale compatta
a) dislocazione a spigolo
b) dislocazione a vite
Fig. 5 � Difetti di tipo fisico
c) twinning

15
Fig. 6 � Variazione del modulo di Young con la temperatura
Fig. 7 � Il movimento di una dislocazione a spigolo è causato da un piccolo spostamentodell�atomo A al centro della dislocazione (a) così che si accoppia con l�atomo C. Questo lasciaD non accoppiato (b) e in questo modo la dislocazione si sposta di uno spazio atomico versodestra.

16
Fig. 8 � Cross-slip: le dislocazioni impilate contro uno ostacolo causano l�incrudimento. Se losforzo aumenta a sufficienza le dislocazioni possono scorrere attraverso un piano intersicantead un altro parallelo al piano principale di scorrimento così il processo può continuare e iltasso di incrudimento si riduce.
Fig. 9 � Diagrammi tensione-deformazione a differentitemperature per rame OFHCricotto.

17
Fig. 10 � Diagrammi tensione-deformazuone adifferenti temperature per un alluminio 1100(99%)
Fig. 11 � Diagrammi tensione-deformazione adifferenti temperature per una lega Cu. 28Zn. 1Sn(bronzo ammiragliato)

18
Fig. 13 � Diagrammi tensione-deformazione a differenti temperature a) per la lega CuBeinvecchiata artificialmente, b) per la lega Al.Zn.Mg. non invecchiata ed invecchiata.
Fig. 12 � Diagrammi tensione-deformazione adifferenti temperature per una lega CuBe noninvecchiata.
a)
b)

19
Fig. 14 � Curve tensione-deformazione a differenti temperature di un ferro Armcorifuso sotto vuoto
Fig. 15 � a)curve tensione-deformazione per un acciaio con 0,2% di C.b) tensione di rottura, tensione di snervamento ed allungamento, in funzione dellatemperatura.

20
Fig. 17 � Curve tensione-deformazione a differenti temperature per la lega TiAl5Sn2,5 ,ricotta.
Fig. 16 � Curve carico-allungamento a differentitemperature per un titanio di purezza commerciale.

21
Fig. 19 � Diagrammi tensione-deformazione a differenti temperature per un acciaio 304.
Fig. 18 � Diagramma tipico tensione-deformazione per leghe Fe.Cr.Ni stabilie metastabili e relative quantità di ε eα�

22
Fig. 20 � Diagrammi tensione-deformazione adifferenti temperature per un acciaioinossidabile 310.
Fig. 21 � Proprietà degli acciaio inossidabiliaustentici 304 e 304N a confronto.

23
Fig. 22 � Criterio di Orowan per la fragilità da intaglio.
Fig. 23 � Disposizione del provino nella prova di Charpj, con intaglio a W.
Coltellodelpendolo

24
Fig. 24 � Energia assorbita nella prova del pendolo di Charpy a confronto con l�allungamentoper un acciaio con 0,2% di carbonio.
Fig. 25 � Tensione al vertice di una cricca.

25
Fig. 26 � Variazione del K critico in funzione dello spessore.
Fig. 27 � Provino per la misura di KIc.

26Fig. 28 � Macchina per prove di tenacità sino a 4 K.

27
Fig. 29 � Valori di tenacità alla frattura per alcuni materiali
28
Fig. 31 � Effetto della temperatura sull�accrescimento della cricca per fatica in un acciaioinossidabile 310S e una lega TiAlSm.
Fig. 30 � Andamento schematicodell�accrescimento della cricca di fatica.

29
Appendice A