projektiranje tehnoloških procesa
DESCRIPTION
Prof.d r.sc. PREDRAG ĆOSIĆ Asistenti: Mr.sc. Dražen Antolić Marina Tošić, mag.tech.stroj. [email protected] http://ptp.fsb.hr Zavod za industrijsko inženjerstvo Katedra za projektiranje proizvodnje. Projektiranje tehnoloških procesa. Laboratorij za projektiranje tehnoloških procesa. - PowerPoint PPT PresentationTRANSCRIPT

1
Projektiranje tehnoloških procesa
Prof.dr.sc. PREDRAG ĆOSIĆ
Asistenti: Mr.sc. Dražen AntolićMarina Tošić, mag.tech.stroj.
[email protected]://ptp.fsb.hr
Zavod za industrijsko inženjerstvoKatedra za projektiranje proizvodnje
2011/2012
Laboratorij za projektiranje tehnoloških procesa

2
Trenutni projekti.....
• ‘‘ISTRAŽIVANJE UTJECAJA PROCESA PROIZVODNJE NA KOMPETITIVNOST I ODRŽIVOST RAZVOJA'', voditelj prof.dr.sc. Predrag Ćosić, (2007-2011), financiran sredstvima Ministarstva znanosti, obrazovanja i športa (MZOŠ) Republike Hrvatske
• International Conference ‘MOTSP2012’’Management of Technolog –Step to Sustainable Production’’, Zadar, 14-16.06.2012., Chairman prof.dr.sc. Predrag Ćosić, http://motsp2012.org
• EU TEMPUS PROJEKTU – consortium TEMPUS IV JPCR_144959, ‘’Master Studies and Continuing Education Network for Product Lifecycle Management with Sustainable Production’’.(2009-2012), voditelj u HR prof.dr.sc. Predrag Ćosić, koordinator prema EU prof.dr.sc. Franco Lombardi, Torino.

3
OSNOVNA LITERATURA :
• Ćosić, Predrag, Osnove projektiranja PTP-WEB udžbenik, http://ptp.fsb.hr• J. Balič, I. Veža, F. Čuš, Napredne proizvodne tehnologije, FESB, Split & Fakulteta za strojništvo,
Maribor, 2007, ISBN 86-435-0777-6; poglavlje 4 Predrag Ćosić, Planiranje procesa u web okruženju, str.59-97.
• G. Halevi, Process and Operation Planning, Kluwer Academic Publishers, Dordrechts/Boston/London, 2003.
• Halevi, G., Weill, D., R., Principles of Process Planning, Chapman & Hall, ISBN 0 412 54360 5, London, 1995.
• Filetin, Tomislav, Izbor materijala pri razvoju proizvoda, FSB, ISBN 953-6313-33-2, Zagreb, 2000.• Buchmeister, B., Polajnar, A., Priprava proizvodnje za delo v praksi, Strojniški fakultet, Maribor,
2000. • Majdančić, N., Čuljak, S., Priprema proizvodnje I, II, III, Strojarski fakultet, Slavonski Brod, 1991.• Jurković, M., Tufekčić, Dž., Tehnološki procesi – Projektiranje i modeliranje, Mašinski fakultet,
ISBN 9958-609-03-7, Tuzla, 2000. • Gačnik, V., Vodenik, F., Projektiranje tehnoloških procesa, Tehnička knjiga, ISBN 86 7059-085-9,
Zagreb, 1990.

4
Pravila suradnje...
• Pohađanje nastave• Blic testovi• Projekt• PTP, Alati + naprave, Studij rada ) Ćosić, Car) 13 + 2 • E-mail - važeći ( broj mobilnog telefona)• Prosjek ocjena (IT, matematika, općenito)• Kolokviji• Pravo potpisa• Demonstrator(ica)• Konzultacije• Anketa

5
Sadržaj
1. Uvod2. Značaj PTP 3. Sustavni pristup PTP4. Troškovi primjene PTP5. Odabir primarnog procesa6. PTP klasičnog procesa - PODLOGE7. Odabir alata, stroja, odabir varijante PTP8. PTP i naprave9. PTP i Studij rada10. Procjena vremena, troškova i roka isporuke11. Projektiranje skupnih tehnologija12. Računalno projektiranje tehnoloških procesa CAPP13. Modeliranje i optimiranje tehnoloških procesa14. Životni ciklus proizvoda (PLM)15. PTP i upravljanje proizvodnjom
1. Uvod

7
Opći naputci opstanka poduzeća i društvena okolina
• imati viziju• biti drukčiji od ostalih• mašta, iracionalna komponenta kod odlučivanja• realno sagledati ograničenja• inelekt u proizvodu
• Kjell A. Nordstrom, Jonas Ridderstrale: Funnky Business, Differo, Zagreb, 2002,• : Karaoke kapitalizma, Differo, Zagreb, 2004.• Pascal Bruckner, Bijeda blagostanja, Algoritam, Zagreb, 2004.• Naomi Klein, No logo, VBZ, Zagreb, 2002.

8
DANAŠNJI SVIJET...
• Kupovna moć raste,• Globalizacija, • Digitalizacija,• Raslojavanje,• Deregulacija,• Prihodi nepredvidljivi, • Demokratizacija znanja

9
Konkurentnost...Konkurentnost...’’Company Profiles/Working Conditions: Factories in China Producing Goods ’’Company Profiles/Working Conditions: Factories in China Producing Goods
for Export to the USA’’, Nation Labor Comittee, 03/1998.>> N. Klein, NO LOGO, VBZfor Export to the USA’’, Nation Labor Comittee, 03/1998.>> N. Klein, NO LOGO, VBZ , , 20022002
Kompanija
Tvornica u Kini
Satnica Br. sati u tjednu
Uvjeti
Wal-Mart/Kathie Lee torbice
Tvornica Ya Li, Ltd.
0,18-0,28 $
Rade 60 satno radno vrijeme prekovremeni rad, 16 satne smjene
Prisilan prekovremeni rad; oštre kazne za odbijanje; prekovremeni 2,5 centa;bez plaće po 3-4 mjeseca;spavaonice za 12 osoba;nemaju naknadu niti ugovora
Nike Athletic Shoes
Tvornica Wellco
0,16 $ 7 dnevni radni tjedan; 77-84 sata;11-12 satne smjene
Radnike otpuštaju za odbijanje prekovremenog koji se ne plaća dodatno;većina bez radnih ugovora;izloženi ponižavanjima, tjelesnim kaznama;otuštanje trudnih žena i starijih od 25 godina,otpuštanje zbog razgovora; desetero djece na odjelima šivanja
Nike i Adidas Athletic Shoes
Tvornica Yue Yuen
0,195 $ Radni tjedan 60-84 sata
Prisilni prekovremeni rad koji se ne plaća dodatno;izloženost buci, kemikalijama, dimu

10
Zahtjevi, konstatacije
• Lean Production• Core Business• Outsourcing• Supply Chain Management• Reverse Logistics• ........
• proizvodna djelatnost je ključna• 1998 smanjen interes za strojarstvo• digital business• extended products

11
Integracija tradicionalnih disciplinaGlobal Education in Manufacturing (GEM)
• Digitalni alati za komunikacije• Multikulturna okolina• Interdisciplinarnost, multi-skill teams• Globalna proizvodnja• Virtualna okolina

2. Pozicija PTP i primjena

13
Zašto PTP ??
• Ukupno vrijeme izrade• Trošak proizvodnje • Rezanje troškova• Rokovi isporuke• Fleksibilnost proizvodnje• Skraćenje ciklusa proizvodnje• Skraćenje uhodavanja proizvodnje• Zadržavanje pozicije na tržištu• Osvajanje novog tržišta

14
Zašto PTP ?? Projekt modernizacije
PRIMJER:- Austrijska firma- Benchmarking/Reengineering/Kaizen- Projekt unapređenja 1999. – 2002. - Povrat sredstava u roku od 5 do 7 godina, rast
proizvodnje od 15%.- serije od 5 do 60 komada- 3000 dijelova- 15 grupa- 3 glavne grupe

15
Značajke stanja proizvodnje- Zastarjelost opreme
- Niska fleksibilnost proizvodnje
- Nivo kvalitete
- Konkurentnost rokova isporuke
- Nemogućnost rasta proizvodnje u traženom opsegu
ŠTO, KADA, KOLIKO, S ČIM, GDJE, KAKO PROIZVODITI
TROŠAK PROIZVODNJE?

16
PRIKAZI....
60,00
70,00
80,00
90,00
100,00
110,00
120,00
1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001
Godine
Pro
du
kti
vn
ost
/ C
ijen
e [
%]
Produktivnost
Proizvodna cijena
Prodajna cijena

17
Očekivane uštede grupne tehnologije
Očekivane uštede
52%
10%
30%
60%
20%
42%
69%70%
62%
82%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
Očekivane uštede
u procesima projektiranjanovih proizvoda
u broju crteža standardnihdijelova
na skicama za proizvodnju
u procesima pripremeproizvodnje
na zahtijevanim proizvodnimpovršinama
u zalihama materijala ipripremaka
na pripremno-završnimvremenima
na ukupnom vremenu protoka
na privremenom skladištenjuu toku procesa
u broju proizvodnih radnihnaloga

18
Rokovi isporuke, troškovi proizvodnje,fleksibilnost, kvaliteta, dobit
rok isporuke tvornice 16 tjedana, konkurencija, 11 tjedana. tržište nametalo tempo od 8 tjedana.
Ciljevi: 80% postojećih troškova proizvodnje, troškovi konkurencije približno 85% troškova trenutnih troškova tvornice
tržište zahtijeva fleksibilnost od cca 150%, konkurencija fleksibilnost 120%.
kvaliteta 110%, konkurencija 105%.
Dobit 1% >>>>>?????

19
Ciljane veličine rezultanti proizvodnje
Ciljana pozicijaREZULTANATAPROIZVODNJE
Troškovi proizvodnje
Kvaliteta proizvoda
Značajke
Rok isporuke
Fleksibilnost
Inovativnost
0
33
66
99
Troškovi proizvodnje
Kvaliteta proizvoda
Značajke
Rok isporuke
Fleksibilnost
Inovativnost

20
Vrijeme izrade za prosječnu veličinu serije
69%
9%
22%
Pomoćno vrijeme Pripremno-završno vrijeme Tehnološko vrijeme
78%
22%
Pomoćno i pripremno-završno vrijeme Tehnološko vrijeme

21
Rezultati implementacije
15,96%
84,04%
Profit Troškovi proizvodnje
Usporedba profitabilnosti
-8.000.000
-6.000.000
-4.000.000
-2.000.000
0
2.000.000
4.000.000
6.000.000
50 60 70 80 90 100
Popunjenost kapaciteta [%]
Go
diš
nji
pro
fit
[€]
Nova tvornica Stara tvornica
0,99%
50,87%
48,14%
Profit Troškovi nadgradnje Troškovi proizvodnje

22
Usporedba profita za različite grupe proizvoda i tehnologije
Odnosi troškova
7,2
36,8
25,4
0
50
100
150
200
250
300
350
400
450
500
"A" "B" "C"
Grupa pozicija
Pro
dajn
e ci
jene
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0Prodajna cijena STARA
Prodajna cijena NOVA
PROFIT %
Pro
fit [%
]
Jedinično vrijeme
5950
76
0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
"A" "B" "C"
Grupa pozicija
Vri
jem
e u
min
uta
ma
0
10
20
30
40
50
60
70
80
90
100
Stara Tehnologija Nova tehnologija SKRAĆENJE [%]
Skr
aćen
je p
roiz
vod
no
g v
rem
ena
[%]

23
Tehničko rješenjemanipulacija s pripremcima
NA STROJ
ULAZ PRIPREMAKA i POVRAT PRAZNIH PALETA
Prebacivanje pripremaka sa palete stanica za odlaganje na magazin pripremaka i gotovih komada stroja pomoću manipulatora- isključivo na CHUCK strojevi
LINEARNI KONVEJER

24
Tlocrt nove tvornice
SKLADIŠTE ŠIPAKA
Denivelirani Prolazi
Denivelirani Prolazi
Magazin šipaka 4200mm
Dodavac šipaka
ET 365MC TCM-BAR
KONTROLNA JEDINICA NA UTOVARNO/ ISTOVARNOM MJESTU
ET 365TC-BAR
Magazin za 20 odnosno 10 komada s manipulatorom Robot:
- nosivosti 5 kg- 3+3 slobode gibanja
ET 365MC TCM-CHUCK ET 365MC TCM-CHUCK
ET 365MC TCM-CHUCK
ET 365MC TCM-CHUCK
Dodavac šipaka
Magazin šipaka 4200mm
IZLAZ/ULAZ
Mjesto za alternativni stroj tipa ET
365 TCM-CHUCK
Bubanj s dodatnim alatima IZNAJMLJENI
PROSTOR TVORNICE
IZLAZ/ULAZ
ET 365MC TCM-CHUCK
ET 365MC TCM-CHUCK
ET 365MC TCM-CHUCK
KRUŽNI KONVEJER
Alatnica
SGDSKLADIŠTE MATERIJALA
STRUGOTINA
2 linearna ( denivelirana )konvejera za odvoz strugotine
MANIPUALTOR ZA PRETOVAR PALETASIGURNOSNA
GRANICA
LINEARNI KONVEJER
ET 365MC TCM-CHUCK

NAČIN ‘’REZANJA’’ TROŠKOVA PROIZVODNJE
26
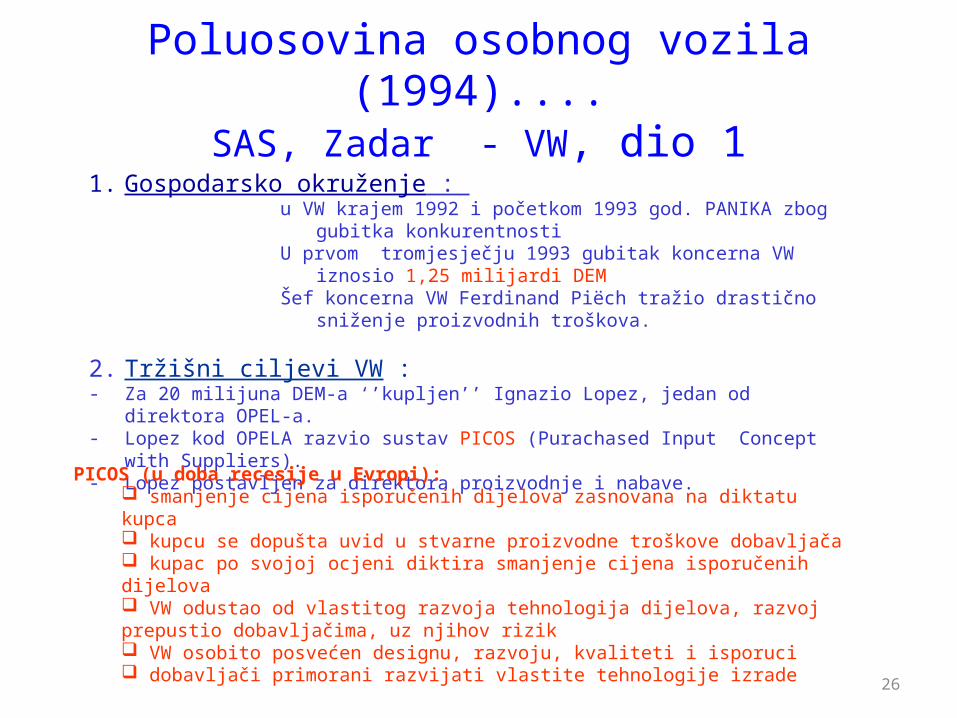
Poluosovina osobnog vozila (1994)....SAS, Zadar - VW, dio 1
1. Gospodarsko okruženje : u VW krajem 1992 i početkom 1993 god. PANIKA zbog gubitka
konkurentnosti U prvom tromjesječju 1993 gubitak koncerna VW iznosio 1,25 milijardi
DEMŠef koncerna VW Ferdinand Piëch tražio drastično sniženje
proizvodnih troškova.
2. Tržišni ciljevi VW :- Za 20 milijuna DEM-a ‘’kupljen’’ Ignazio Lopez, jedan od direktora OPEL-a. - Lopez kod OPELA razvio sustav PICOS (Purachased Input Concept with Suppliers). - Lopez postavljen za direktora proizvodnje i nabave.
PICOS (u doba recesije u Evropi): smanjenje cijena isporučenih dijelova zasnovana na diktatu kupca kupcu se dopušta uvid u stvarne proizvodne troškove dobavljača kupac po svojoj ocjeni diktira smanjenje cijena isporučenih dijelova VW odustao od vlastitog razvoja tehnologija dijelova, razvoj prepustio dobavljačima, uz njihov rizik VW osobito posvećen designu, razvoju, kvaliteti i isporuci dobavljači primorani razvijati vlastite tehnologije izrade

27
Funkcionalni, tehnološki zahtjevi, dio 2
Funkcionalni zahtjevi : manja masa, krutost, čvrstoća poluosovine, cijev opterećena na torzijuTehnološki zahtjevi : specijalni alatni stroj, 480 000
kom/god1 kom ... 33 sekundemalo vjerojatno 1 faza, vjerojatnije ne manje od 3!očekivano vrijeme izrade po fazi 7 sek (vrijeme ulaganja, vađenja, međufazna manipulacija)potrebna velika brzina deformacije (polutoplo stanje 550 – 650Cpolutoplo stanje: nema oksidacije, gubitka materijala, čišćenja grubim tokarenjem, nema izrazitog očvršćenja, indukcijsko zagrijavanje sirovcaKf = 350-500 N/mm2 za 16MnCr5plastična deformacija u polutoplom stanju >>> manji stupanj deformaciještednja vremena obrade, materijala i alata

28
Poluosovina SAS, Zadar - VW, dio 3
masa sirovca prije 4,68 kg; sada 4,16 kg;razlika masa 12%sirovac moguće izrađen preciznim kovanjem ili istiskivanje u polutoplom stanju
kružno gnječenja – olakšano oblikovanje šupljine,tolerirane samo vanjske mjere, unutarnji promjeri i debljina stijenke nisu

29
Poluosovina SAS, Zadar - VW, dio 4

30
Poluosovina SAS, Zadar - VW, dio 5

31
Poluosovina SAS, Zadar - VW, dio 6

32
Poluosovina SAS, Zadar - VW, dio 6

3. Proizvodne strategije

34
Povijesna pozadina razvoja industrije
• vlastite potrebe• manufakture• industrijska revolucija• informatička revolucija• Internet• ??

35
Pokretači razvoja
demografskaeksplozija
ekologijaproblemimaterijala
energijaspecijalni
faktori
razvojtehnologija
razvojorganizacije
razvoj kulturei
organizacije
Faktoripokretačirazvoja
proizvoda
Globalizacija

36
Ekonomski vijek proizvoda
• pionirski• problematični• šlageri• “krave muzare”
0
100
200
Uvođenje Zrelost
Dobit
Pri
hod o
d
pro
daje
Dobit Prihod od prodaje

37
Propulzivno gospodarstvo
informatika
komunikacije
farmaceutska industrija
razonoda, sport
turizam
automobilska industrija
zrakoplovna i svemirska djelatnost

38
Trendovi u svijetu....• individualizam kao životni stil• raznolikost kultura• globalizacija proizvodnje• koegzistencija sa ekosustavomTRENDOVI....• Integracija proizvodnje i konstrukcije• globalni svijet• “time-to-market” načelo• vrijeme proizvodnje i životni ciklus skraćeni• važnost kakvoće• promjene radnog okoliša/radnog mjesta• virtualna korporacija

39
PRIJAŠNJI TRENDOVI...
’50 god. “kolektivizam” i “way of life” • proizvodnja-stroga hijerarhija (proizvodni model -
Taylor)• Što veća produktivnost• Što veća količina• Što manja raznolikost proizvodnog programa
koncem ’60: višak kapacitetaTržni i razvojno tržni model

40
Noviji trendovi...
• 1988 USA Vision Group (Harvard University, MIT, Purdue University in Stanford University; Digital, Kodak, Ford, HP, Chaparral Steel)
• Mjerila : troškovi, kakvoća, elastičnost proizvodnje, inovativnost, mogućnost dobave, brzina dobave
• Poduzeće ne može raditi sve proizvode jednako dobro !!!
• Raditi kompromise, usredotočiti se na izabrana mjerila !

41
Rezultati USA Vision Group 1
Manufacturing Vision Group :4 godine proučavala dvadeset razvojnih projekata pet vrhunskih industrijskih poduzeća
Proizvodne strategije : odgovor na dilemu što proizvoditi, a što kupovati, kamo smjestiti proizvodnju te u koje tehnološke sustave investirati

42
Rezultati USA Vision Group 2
konkurenska mjerila : troškovi, kvaliteta, elastičnost, inovativnost, mogućnost dobave, brzina dobave
područja odlučivanja : odluke u okviru investicija u tehnološke sustave, organizacija proizvodnje i management, odluke u vezi zaposlenih, projektiranje proizvodnje i kontrola

43
Rezultati USA Vision Group 3
poduzeće ne može sve stvari raditi jednako dobro; dakle, ne možemo: imati niske troškove i visoku kakvoću, visoku prilagodljivost željama kupaca uz održanje niskih troškova, brzina dobave nije u skladu sa malim zalihama
M. Hammer, J. Champy, Reengineering the Corporation: A Manifesto for Business Revolution Collins, 2004. J. Miltenburg, Manufacturing Strategy, Productivity Press, 1995.T. Hill, Manufacturing Strategy, Nacmillan, 1993. W. Skinner, Focused Factory, May-June, 1974, Harvard Business Review, Digital.W. Skinner, The Productivity Paradox, July-August 1986, Harvard Business Review, Digital.

44
Taylorov model
Andrew Carnegie, Isaac Singer, Henry FordTaylorov model - ishodišta : (ANAHRONI)• Rad mora biti podijeljen na one koji MISLE i one koji RADE; • Manageri i stručnjaci misle, radnici rade• Manager mora detaljno propisati što radnik mora raditi, • Postoji samo jedan način kako je moguće posao najbolje napraviti.• Radnici ne smiju raditi po svome.• Rad zaposlenih treba razbiti na bitno pojednostavljene i nezahtjevne operacije koje zahtjevaju malo znanja te koje radnik mora izvršavati po uputama nadređenih• Posao je najučinkovitiji ako ga obavljaju specijalisti.• Proizvodni sustav mora biti strogo nadziran uz pomoć hijerarhijske ljestvice.• Svaki proces označava ograničena mogućnost različitosti i brojnost kvarova.• Komunikacija u proizvodnom sustavu ide po uobličenim formalnim kanalima.

45
Proizvodni model razvoja
• proizvodnja što većih količina proizvoda – količinska proizvodnjašto manje raznovrsnosti proizvodnog programa• logika povećanja produktivnosti pri jednakim troškovima, manji troškovi po jedinici proizvoda• investicijska ulaganja uzrokuju povećanje proizvodnje• visoka učestalost usko određenih tehnoloških procesa• mehanistička organizacijska struktura

46
Tržni model razvoja
• Poduzeće daje naglasak uvećanju dobiti povećanjem tržnog udjela i osvajanju novih tržišta• U poslovnom sustavu se uspješno razvija marketing, koji ostvaruje takovu proizvodnju i takav razvoj da se tržni zahtjevi lako dosižu• Nesigurnost djelovanja ako poduzeće nema jak vlastiti tehničko-tehnološki razvoj

47
Razvojno tržni model
• Poduzeće daje naglasak povećanju tržnih udjela u osvajanju novih tržišta sa vlastitim, na različite načine izvedeniom i organiziranim tehničko-tehnološkim razvojem• Razvoj novih ili poboljšanih proizvoda koji omogućuju nastansk novih strateških poslovnih cjelina• Poduzeće osvaja tržište razvojem, a ne samo marketingom

48
Pojam proizvodnih strategija....
Opis različitih proizvodnih sposobnosti i kompetencija što omogućuju razvoj Opis različitih proizvodnih sposobnosti i kompetencija što omogućuju razvoj sposobnosti poslovnog procesa za prilagodbu globalnih i poslovnih strategija, a sposobnosti poslovnog procesa za prilagodbu globalnih i poslovnih strategija, a što uključuje i sustav operativnih ciljeva.što uključuje i sustav operativnih ciljeva.

49
Pojam Benchmarkinga
• Kako biti danas bolji nego jučer ?• Koliko smo efikasni u usporedbi sa konkurencijom ?• Kako usporediti kvalitetu, pomoćna vremena, vrijeme za projektiranje, proizvodnju, sa konkurencijom u istom području, sa najboljima, sa najboljima u ostaloj industriji.
...teško uvjeriti zaposlene u nužnost promjena.....

50
PROIZVODNE STRATEGIJE 1• Kaizen• Lean Production• 5S• TQM• CPR• CIM (CAD, CAM, CAPP, CAQ)• BMS• JIT• Agile Manufacturing• Mass Costumization• Virtual Company• Fractal Company• Holonic Company

51
Pregled proizvodno-poslovnih strategijakontinuirano unapređenje Kaizen
bez skladišta Just in Time JIT
vitka proizvodnja Lean Production
5S Sorting (Seiri), Stabilizing or Straightening Out (Seiton), Sweeping or Shining (Seiso), Standardizing (Seiketsu), Sustaining the Practice (Shitsuke), Safety, Security, Satisfaction
5S
cjelokupno ovladavanje kakvoćom Total Quality Menagement TQM
preobrazba srca procesa Core Process Reengineeing CPR
računalno integrirana proizvodnja Computer Integrated Manufacturing CIM
biološki proizvodni sustav Biological Manufacturing System BMS
agilna proizvodnja Agile Manufacturing
prilagodljivost korisniku Mass Costumization
prividno poduzeće Virtual Company
fraktalno poduzeće Fractal Company
holonsko poduzeće Holonic Manufacturing System
20 keys

52
PROIZVODNE STRATEGIJE 2
Najbitnije odlike:• Neprestano poboljšanje poslovnog procesa• Eliminacija nepotrebnih aktivnosti• Snižavanje zaliha• Smanjenje protočnih vremena• Elastičnost proizvodnje• Prilagodba željama kupaca/korisnika

53
UNAPREĐENJE RAZVOJA TEHNOLOŠKOG PROCESA
• 80 % vremena tehnolozi koriste za pretraživanje (knjige, priručnici, dijagrami, tabele, prospekti, ranija rješenja)
• Početkom ’90 u USA nedostajalo 300 000 inženjera tehnologa• Kako unaprijediti taj posao, učiniti ga zanimljivijim, svladati
problem odljeva mozgova (rat, pretvotba), prihvatiti zakonitosti globalnog gospodarstva, povezati ga sa bazama podataka, CAM, CAPP, CAD, metodama simulacije proizvodnje, upravljanjem proizvodnje

54
OSNOVNA LITERATURA :• Ćosić, Predrag, Osnove projektiranja PTP-WEB udžbenik• Filetin, Tomislav, Izbor materijala pri razvoju proizvoda, FSB,
ISBN 953-6313-33-2, Zagreb, 2000.• Buchmeister, B., Polajnar, A., Priprava proizvodnje za delo v
praksi, Strojniški fakultet, Maribor, 2000. • Majdančić, N., Čuljak, S., Priprema proizvodnje I, II, III,
Strojarski fakultet, Slavonski Brod, 1991.• Jurković, M., Tufekčić, Dž., Tehnološki procesi – Projektiranje
i modeliranje, Mašinski fakultet, ISBN 9958-609-03-7, Tuzla, 2000.
• Gačnik, V., Vodenik, F., Projektiranje tehnoloških procesa, Tehnička knjiga, ISBN 86 7059-085-9, Zagreb, 1990.
• Halevi, G., Weill, D., R., Principles of Process Planning, Chapman & Hall, ISBN 0 412 54360 5, London, 1995.

55
DODATNA LITERATURAA. Kusiak, Intelligent Manufacturing Systems, Prentice Hall, 1990.
A. Polajnar, Priprava proizvodnje, Fakulteta za strojništvo, Maribor, 1998.
P. Gu, D.H. Norrie, Intelligent Manufacturing Planing, Chapman &Hall, 1995
L. Alting, H.Zhang, Computerr Aided Process Planning: the state –of-the-art survey, Int.Prod.Res., 1989, Vol.27, No.4, pp 553-585
Miltenburg, J., Manufacturing Strategy, Productivity Press, ISBN 1-56327-071-4, Portland, Oregon, 1995.

56
Uloga planiranja u proizvodnom ciklusu
• Interpretacija• Odabir procesa i alata• Određivanje proizvodnih tolerancija i dimenzija• Odabir početnih i baznih površina• Redoslijed operacija• Grupiranje operacija na isti stroj• Odabir strojeva• Odabir metoda kontrole, mjernih uređaja• Određenje uvjeta izrade• Izrada tehnološke dokumentacije

57
Planiranje procesa i ekonomski management
• Ekonomičnost proizvodnje proizvoda• Kapitalne investicije• Vrsta i broj potrebnih strojeva• Broj zaposlenih• Vrijeme isporuke

58
Da li i zašto PTP?C= Q x Cd x Td + Ct x Tp + Cs x Ts (1)
Tu je: C = ukupni trošakQ = veličina serijeCd = cijena direktnog rada po satu
Td = direktno vrijeme izrade (h)
Ct = cijena indirektnog rada po satu
Tp = indirektno vrijeme rada (h)
Cs = cijena za pripremno vrijeme po satu
Ts = pripremno vrijeme (h)
Tp – indirektno vrijeme može se podijeliti na dva dijela:
Tpf – fiksno vrijeme za rad sa narudžbom i kreiranje inicijalnog procesnog plana; i
Tpv – vrijeme za generiranje alternativnih procesnih planova, njihova evaluacija te dolazak do optimalnog PP
Tp2 = Q )( minmax ddpf
t
d TTTC
C
Q = 100 dijelova na tokarilici, sa duljiniom L=20 mm i promjerom D = 30 mm.
Tpf = 3 min, brzina obrade vc = 60 m/min preporuča se posmak od s = 0,3 mm/o
Tp= 19,4 min
Tpv=19,4-3=16,4 min
+
1KTd 1
2 KT
K
p
pvpf TT
K
2
+
Td =0,42 + (1,047-0,42) x 3/19,4 = 0,517 min.
Td = Tdmin + p
pfdd
T
xTTT )( minmax

59
Planiranje procesa i planiranje (praćenje) proizvodnje
• Planiranje procesa – prvi korak u organizaciji proizvodnje• Balans između zauzeća opreme i vremena čekanja• Preopterećenje stroja – alternativni planovi najbolji stroj-30% strojeva
preopterećeno)• Plan procesa (’’routing’’) fiksiran, a treba biti varijabilan• Planer procesa transformirati alternativne planove sektoru upravljanja proizvodnje• Planer proizvodnje (’’scheduler’’) donijet će odluku koje procese koristiti (u
realnom vremenu)

60
Planiranje procesa i upravljanje proizvodnjom
Proces planiranja predstavlja serija odluka koje moraju jednoznačno definirati proces, čak i ako za to ne postoje potpune ovlasti. Jednom kada planer procesa sačini odluku to istovremeno postaje i ograničenje za sve odluke koje tu odluku slijede.
Konačne odluke planera >>> pretpostavljena ograničenja (količine, strojni partk, obrade)
Primjer:Odabrani alatni stroj ograničenja raspoložive snage, momenta, max. dubine rezanja, max. brzine rezanja, raspoloživih brzina i posmaka, dimenzija obrade, broja alata, preciznost izrade, vrijeme rukovanja obratkom
Vremena i troškovi >>> odraz odabranog stroja
Drugi slijed odluka >>> drukčiji niz odluka
61
Planiranje procesa i istovremeno inženjerstvo
• Istovremeno (simultano, paralelno) inženjerstvo - sinergija između faza projektiranje proizvoda i planiranja izrade
• Uključuje aktivnosti : troškovne procjene, nabave, marketinga i distribucije, socijalnopsihološke te organizacijske aktivnosti
62
Proizvodni proces – serija lančanih aktivnosti
• Projektiranje proizvoda• Planiranje procesa, metoda, naprava, učvršćenja• Upravljanje proizvodnjom
- planiranje proizvodnje- planiranje potreba materijalom (MRP)- planiranje kapaciteta (skladišta..)- isporuka.
• Izrada i kontrola• Praćenje proizvodnje• Osiguranje kvalitete• Održavanje

63
Od konstrukcije do PTP
• Projektant PTP detaljno definira proces• Konstrukter/projektant rješava problem uključujući fiziku, matematiku,
hidrauliku, pneumatiku, elektroniku, metalurgiju, čvrstoću, dinamiku, magnetizam (moguća rješenja)
- fizikalne zakonitosti- ograničenja dostupnih resursa- vremenski faktor- procedure poduzeća- državna regulativa (faktor sigurnosti 4 – 40, tolerancije)- RADE INTUITIVNO.
ZAŠTO JE PTP BITAN?• Troškovi inženjeringa (projektiranje proizvoda, detaljna konstrukcija,
planiranje i testiranje procesa) >>> 15% troškova proizvoda• Troškovi proizvodnje >>> 85 % troškova proizvoda

64
Razvoj proizvoda zaslužuje fokusPDSPDS
90% novih proizvoda zauzima po 90% novih proizvoda zauzima po 1% tržišnog udjela1% tržišnog udjela
(Boston Consulting Group)(Boston Consulting Group)
Od svakih 100 projekata razvoja: Od svakih 100 projekata razvoja: 63 su otkazana63 su otkazana,,25 su komercijalno uspješni25 su komercijalno uspješni i i 12 su neuspješni12 su neuspješni(Booz Allen)(Booz Allen)
Do Do 1/31/3 vremena za razvoj proizvoda potroši se na vremena za razvoj proizvoda potroši se nanepotreban posao ili čekanje na odluku/informacijunepotreban posao ili čekanje na odluku/informaciju(McKinsey)(McKinsey)
46%46% resursa za razvoj proizvoda troši se na resursa za razvoj proizvoda troši se na proizvodeproizvodekoji ne uspjevajukoji ne uspjevaju(Cooper, Institut za razvoj proizvoda)(Cooper, Institut za razvoj proizvoda)
otkazanootkazano
neuspješnoneuspješno
neuspješnoneuspješno

5. Odabir primarnog procesa

Rezultati Blic testa 1
4 - Kovačić, Ladan, Eldić, Savić, Navijalić, Gradečak, Nuić, Pintarić, Belošević, Lekšić, Hrvoj, Grbac

67
Sistematizacija postupaka
SIROVIMATERIJAL
Ljevackipostupci
- gravitacijski- tlacni lijev
Postupci preradepolimera i stakla
(molding postupci)
Oblikovanjedeformiranjem
- valjanje- ekstrudiranje- kovanje- vucenje
Metalurgijapraha
- prešanje isinteriranje- HIP- toplo prešanje
Posebni postupci- laminiranjekompozita- CVD- elektoformiranje
Obrada odvajanjem cestica- tokarenje- glodanje- brušenje- bušenje itd.
Toplinska obrada- kaljenje i pouštanje celika- ocvršcivanje precipitacijom(starenjem) celika i neželjeznih legura
Postupci spajanja- zakivanje- zavarivanje- tvrdo i meko lemljenje- lijepljenje
Završne obrade- cišcenje- poliranje- bojanje itd.

68
Proizvodna svojstva materijala
• Proizvodna svojstva (ekonomski i tehnički kriteriji) • Uporabne funkcije• Oblikovljivost• Nivo troškova• Utjecajni faktori:
- kemijski sastav, struktura, oblik, veličina obratka- oprema- proizvodni parametri- alati i naprave- ljudi

69
Stupanj prikladnosti za obradu• Fizikalna, kemijska i mehanička svojstva• Struktura, stanje, sastav materijala• Stupanj anizotropije• Oblik pripremka• Tehnološka svojstva materijala• Dimenzije i tolerancije izratka• Opseg proizvodnje i veličina serije• Troškovi materijala• Praćenje promjene odabranih pokazatelja• Kvalitativno i kvantitativno sagledavanje grešaka• Povezivanje vrste grešaka kod određenog postupka i vrste materijala• Heuristički pristup i primjena baze znanja

70
Kriteriji odabira postupaka proizvodnje
• Materijal• Složenost izratka• Točnost izrade• Ekonomski parametri• Raznolikost i složenost proizvodnih postupaka

71
DFM Design for Manufacturability
• Materijal• Proizvod• Proizvodni postupak
Zajedničko projektiranje : SE, PE, IE

72
Minimalne debljine i duljine/procesi

73
Postupak izbora primarnog procesa Halevi i ASM 2B Sukladnost
materijala Iproizvodnog
postupka
2 H Ponderiranjebazirano naekonomskimznacajkama
1B Odabir oblikasuglasno geometrijskim
znacajkama
3B Proizvodni postupcii njihovi atributi
1 ASM Skala zavrednovanjeproizvodnihposupaka
2 ASM Vrednovanje znacajkiza najcešce proizvodne
procese
3 ASM Primjena zalijevanje te opce mjerelivljivosti, obradivosti i
zavarljivosti
4 ASM Opce znacajkeprocesa lijevanja
5 ASM Opce znacajkeoblikovanja masivnim
deformiranjem
6 ASM Opce znacajkeobrade lima, savijanje
cijevi i šipki
7 ASM Odabir metodemetalurgije praha
8 ASM Opce znacajkepostupaka oblikovanja
keramickih izradaka
9 ASM Opce znacajkepostupaka prerade
polimera
10 ASM Opceznacajke postupakaodvajanjem cestica
11 ASM Opceznacajke postupakazavarivanja taljenjem
1 H Klasifikacija oblikatemeljem geometrijskih
znacajki
4 H Odabir procesaoblikovanja
deformiranja zarelativno male
kolicine
3 H Odabir metodelijevanja
5 H Odabir procesaoblikovanja
deformiranja zarelativno srednje
kolicine
6 H Odabir procesaoblikovanja
deformiranja zarelativno velike
kolicine
LEGENDA
A
B
ASM HANDBOOKVol.20 Materials
Selection And Design,ASM Int., Ohio , 1997
Halevi, G., Weill, D., R.,Principles of Process
Planning, Chapman &Hall, ISBN 0 412 54360 5,
London, 1995.
A B

AmericanSocietyMaterials
75
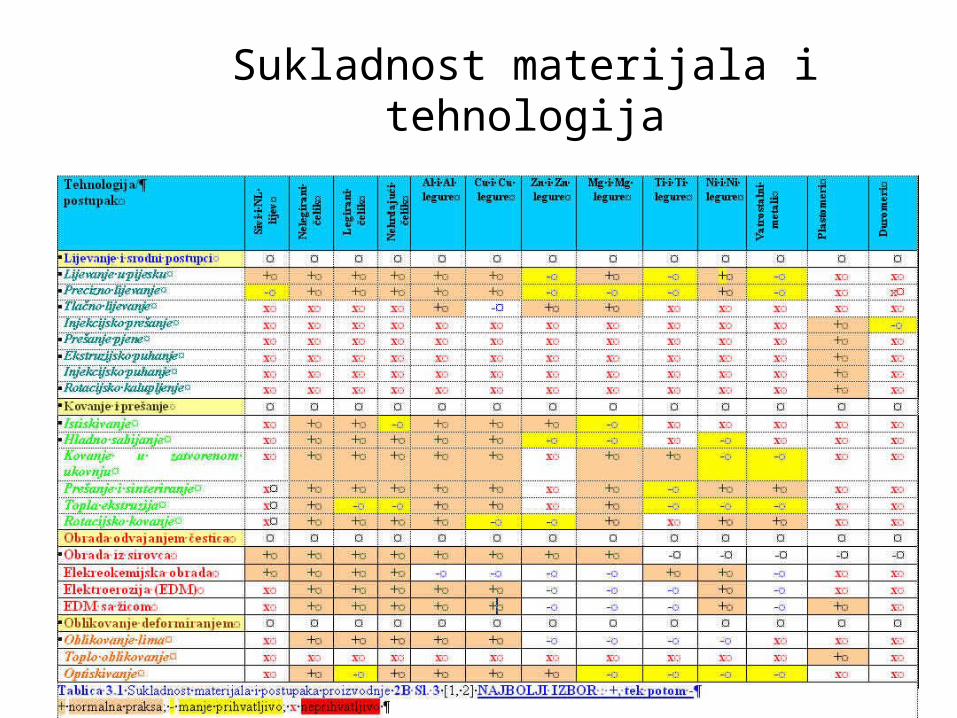
Sukladnost materijala i tehnologija
76
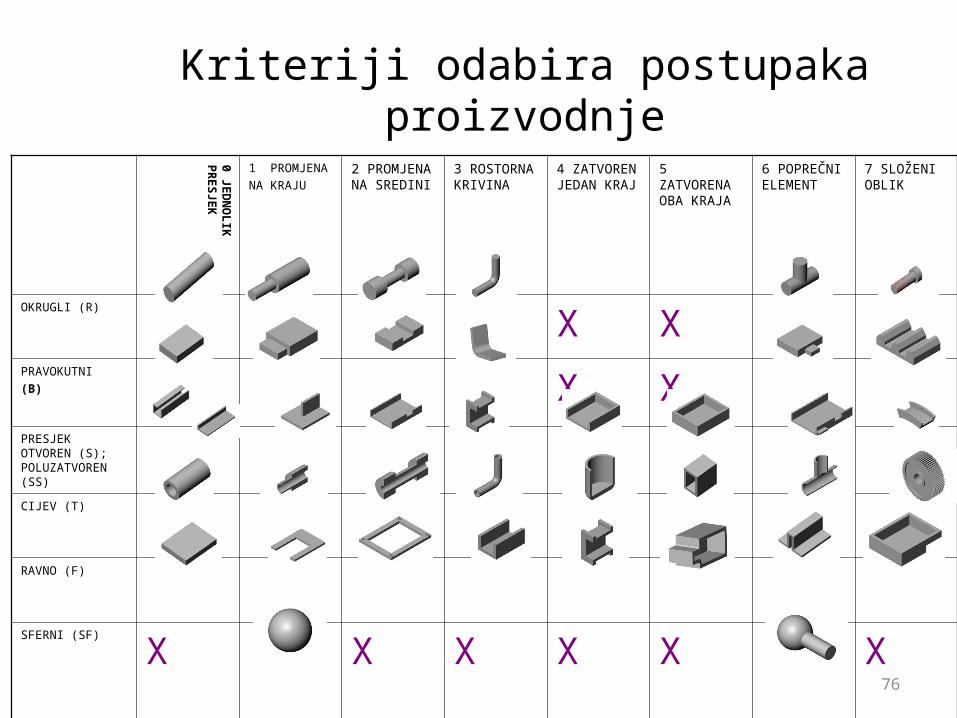
Kriteriji odabira postupaka proizvodnje
0 JE
DN
OLIK
P
RES
JEK
1 PROMJENANA KRAJU
2 PROMJENA NA SREDINI
3 ROSTORNA KRIVINA
4 ZATVOREN JEDAN KRAJ
5 ZATVORENA OBA KRAJA
6 POPREČNI ELEMENT
7 SLOŽENI OBLIK
OKRUGLI (R)
X XPRAVOKUTNI(B) X XPRESJEK OTVOREN (S); POLUZATVOREN (SS)
CIJEV (T)
RAVNO (F)
SFERNI (SF)
X X X X X X
77
Značajke proizvodnih postupaka
• Vrijeme ciklusa• Kvaliteta• Fleksibilnost• Iskoristivost materijala• Pogonski troškovi

78
Sustav vrednovanja postupaka

79
1 ASM Vrednovanje proizvodnih postupaka
1 ASM SUSTAVVREDNOVANJAPROIZVODNIHPOSTUPAKA
VRIJEMECIKLUSA
KVALITETAFLEKSIBILNOST ISKORISTIVOST
MATERIJALA1 > 15 m2 5 do 15 min3 1 do 5 min
4 20 s do 1 min5 < 20 s
1 Loša kvaliteta, prosjecnapouzdanost
2 Prosjecna kvaliteta3 Prosjecna do dobra kvaliteta4 Dobra do izvrsna kvaliteta5 Izvrsna kvaliteta
1 Otpad > 100% gotovog proizvoda2 Otpad > 50 to 100%3 Otpad 10 to 50%
4 Otpad < 10% gotovog proizvoda5 Bez primjetnog otpada
POGONSKITROŠKOVI
1 Vrlo visoki troškovi opreme i obrade2 Visoki troškovi opreme i obrade3 Troškovi opreme o ibrade relativnoniski
4 Niski troškovi obrade, mali kod opreme5 Bez troškova opreme
1 Prijelaz ekstremno težak2 Spori prijelaz3 Prosjecni prijelaz i vrijeme postavljanja
4 Brzi prijelaz5 Nema vremena postavljanja

80
Značajke postupaka

81
Obradljivost, livljivost, zavarljivost

82
Izbor vrste lijevanja ASMOPCE ZNACAJKE
LJEVACKIHPOSTUPAKA
PJEŠCANIKALUP
SMOLOMVEZANIPJESAK
GIPSANIKALUP
IZGUBLJENAPIJENA
Preciznilijev
KOKILNILIJEV
TLACNILIJEV
DIOMaterial : AllPoroznost I usahline: C-EOblik : AllVelicina kg: 0.01-300000Min.presjek mm
: 3 - 5Min.Diameter jezgre mm : 4 - 6Detalj površine : CTROŠKOVIOprema: C - EKalupa : C - ERada : A - CZavršneobrade : A - CPROIZVODNJAVještina radnika: A - CVrijemeuhodavanja: daysProizvodnost, kom/satkalup: 1 - 20Min, kolicina, kom :1 - 100
PARTMaterial : AllPoroznost I usahline: D-EShape : AllSize kg : 0.01-100Min.presjek mm
: 2 - 4Min.Diameter of jezgre mm : 3 - 6Detalj površine : BCOSTSEquipment: CKalupa : B - CWork : CZavršneobrade : B - DPRODUCTIONOperator skills : CVrijemeuhodavanja: WEEKSProductivitykom/sat kalup: 5 - 50Minimalquantity : 100
PARTMaterial : Zn to CuPoroznost Iusahline : D-EShape : AllSize kg : 0.01-1000Min.presjek mm
: 1Min.Diameter of jezgre mm : 10Detalj površine : ACOSTSEquipment: C - EKalupa : C - EWork : A - BZavršneobrade : C - DPRODUCTIONOperator skills : A - BVrijemeuhodavanja: daysProductivitykom/sat kalup: 1 -10Minimalquantity : 10
LIJEVANJE 2
PARTMaterial : Al toFe castingsPoroznost Iusahline : C-EShape : AllSize kg : 0.01-100Min.presjek mm
: 2-4Min.Diameter of jezgre mm : 4-6Detalj površine : CCOSTSEquipment: B - CKalupa : B - CWork : CZavršneobrade : C - DPRODUCTIONOperator skills : CVrijemeuhodavanja:WEEKS, MONTHSProductivitykom/sat kalup: 1 -20Minimalquantity : 500
PARTMaterial : AllPoroznost Iusahline : EShape : AllSize kg : 0.01-100Min.presjek mm
: 1Min.Diameter of jezgre mm : 0.5 - 1Detalj površine : ACOSTSEquipment: C - EKalupa : B - CWork : A - BZavršneobrade : C - DPRODUCTIONOperator skills : A - BVrijemeuhodavanja: hours,weeksProductivitykom/sat kalup: 1 -1000Minimalquantity : 10-1000
PARTMaterial : Al toFe castingsPoroznost Iusahline : B-CShape :except T3, T5,F5 with solidjezgraSize kg :0.01-100Min.presjek mm
: 2-4Min.Diameter ofjezgre mm : 4-6Detalj površine : B-CCOSTSEquipment: BKalupa : BWork : CZavršneobrade : B-DPRODUCTIONOperator skills : CVrijemeuhodavanja:weeksProductivitykom/sat kalup:5-50Minimalquantity : 1000
PARTMaterial : Znto CuPoroznost Iusahline : A-CShape :except T3, T5,F5Size kg :0.01-50Min.presjek mm
: 0.5-1Min.Diameter ofjezgre mm : 3(Zn 0.8)Detalj površine : A-BCOSTSEquipment: AKalupa : AWork : EZavršneobrade : C-EPRODUCTIONOperator skills : C-DVrijemeuhodavanja:weeks, monthsProductivitykom/sat kalup:20-200Minimalquantity :10,000
A-max. vrijednostE- min. vrijednost

83
ASM odabir...Kompatibilnost materijala i postupaka
SIVI I NLLIJEV NELEGIRANI
CELIK
LEGIRANICELIK
Nrhrdajucicelik
Al i Allegure Cu i Cu
legure
Zn i Znlegure
Lijevanje/SrodnipostupciLijevanje u pijesku 1Precizno lijevanje 0.5Tlacno lijevanje 0Injekcijsko prešanje
0Prešanje pjene 0Ekstruzijsko puhanje
0Injekcijsko puhanje0Rotacijsko kalupljenje
0Kovanje i prešanjeIstiskivanje 0Hladno sabijanje 0Kovanje uzatvorenom ukovnju
0Prešanje i sinteriranje(P/M) 0Topla ekstruzija 0Rotacijsko kovanje 0OOCObrada iz sirovca 1Elektrokemijskaobrada 1Elektroerozija (EDM)
0EDM s žicom 0OblikovanjedeformiranjemOblikovanje lima 0Toplo oblikovanje 0Optiskivanje 0
Lijevanje/SrodnipostupciLijevanje u pijesku 1Precizno lijevanje 1Tlacno lijevanje 0Injekcijsko prešanje
0Prešanje pjene 0Ekstruzijsko puhanje
0Injekcijsko puhanje0Rotacijskokalupljenje 0Kovanje i prešanjeIstiskivanje 0Hladno sabijanje 1Kovanje uzatvorenom ukovnju
1Prešanje i sinteriranje(P/M) 1Topla ekstruzija 1Rotacijsko kovanje 1OOCObrada iz sirovca
1Elektrokemijskaobrada 1Elektroerozija (EDM)
1EDM s žicom 1OblikovanjedeformiranjemOblikovanje lima
1Toplo oblikovanje 0Optiskivanje 1
Lijevanje/SrodnipostupciLijevanje u pijesku 1Precizno lijevanjeTlacno lijevanje 0Injekcijsko prešanje
0Prešanje pjene
0Ekstruzijsko puhanje
0Injekcijsko puhanje0Rotacijsko kalupljenje
0Kovanje i prešanjeIstiskivanje 1Hladno sabijanje 1Kovanje u zatvorenomukovnju 1Prešanje i sinteriranje(P/M) 1Topla ekstruzija 0.5Rotacijsko kovanje 1OOCObrada iz sirovca 1Elektrokemijskaobrada 1Elektroerozija (EDM)
1EDM s žicom 1OblikovanjedeformiranjemOblikovanje lima 1Toplo oblikovanje 0Optiskivanje 0.5
Lijevanje/SrodnipostupciLijevanje u pijesku 1Precizno lijevanje 1Tlacno lijevanje 0Injekcijsko prešanje
0Prešanje pjene 0Ekstruzijsko puhanje
0Injekcijsko puhanje0Rotacijsko kalupljenje
0Kovanje i prešanjeIstiskivanje 0.5Hladno sabijanje 1Kovanje u zatvorenomukovnju 1Prešanje i sinteriranje(P/M) 1Topla ekstruzija 0.5Rotacijsko kovanje 1OOCObrada iz sirovca 1Elektrokemijskaobrada 1Elektroerozija (EDM)1EDM s žicom 1OblikovanjedeformiranjemOblikovanje lima 1Toplo oblikovanje 0Optiskivanje 1
Lijevanje/SrodnipostupciLijevanje u pijesku 1Precizno lijevanje 1Tlacno lijevanje 1Injekcijsko prešanje
0Prešanje pjene 0Ekstruzijsko puhanje
0Injekcijsko puhanje0Rotacijsko kalupljenje
0Kovanje i prešanjeIstiskivanje 1Hladno sabijanje 1Kovanje u zatvorenomukovnju 1Prešanje i sinteriranje(P/M) 1Topla ekstruzija 1Rotacijsko kovanje 1OOCObrada iz sirovca
1Elektrokemijskaobrada 0.5Elektroerozija (EDM)
1EDM s žicom 1OblikovanjedeformiranjemOblikovanje lima 1Toplo oblikovanje 0Optiskivanje 1
Lijevanje/SrodnipostupciLijevanje u pijesku 1Precizno lijevanjeTlacno lijevanje 0Injekcijsko prešanje 0Prešanje pjene 0Ekstruzijsko puhanje
0Injekcijsko puhanje 0Rotacijsko kalupljenje0Kovanje i prešanjeIstiskivanje 1Hladno sabijanje 1Kovanje u zatvorenomukovnju 1Prešanje i sinteriranje(P/M) 1Topla ekstruzija 1Rotacijsko kovanje
0.5OOCObrada iz sirovca 1Elektrokemijska obrada0.5Elektroerozija (EDM) 1EDM s žicom 1OblikovanjedeformiranjemOblikovanje lima 1Toplo oblikovanje 0Optiskivanje 1
Lijevanje/SrodnipostupciLijevanje u pijesku 0Precizno lijevanje 0Tlacno lijevanje 1Injekcijsko prešanje 0Prešanje pjene 0Ekstruzijsko puhanje0Injekcijsko puhanje 0Rotacijsko kalupljenje0Kovanje i prešanjeIstiskivanje 1Hladno sabijanje 0.5Kovanje u zatvorenomukovnju 0Prešanje isinteriranje(P/M) 0Topla ekstruzija 0Rotacijsko kovanje 0.5OOCObrada iz sirovca 1Elektrokemijska obrada 0.5Elektroerozija (EDM) 0.5EDM s žicom 0.5OblikovanjedeformiranjemOblikovanje lima 0.5Toplo oblikovanje 0Optiskivanje 1
1(N) normalna praksa0.5(L) manje prihvatljivo0(X) ne primjenjije se
Kompatibilnost izmedumaterijala i proizvodnih
postupaka1
Mg i Mglegure
Lijevanje/SrodnipostupciLijevanje u pijesku 1Precizno lijevanje 0.5Tlacno lijevanje 1Injekcijsko prešanje 0Prešanje pjene 0Ekstruzijsko puhanje 0Injekcijsko puhanje 0Rotacijsko kalupljenje0Kovanje i prešanjeIstiskivanje 0.5Hladno sabijanje 0.5Kovanje u zatvorenomukovnju 1Prešanje i sinteriranje(P/M) 1Topla ekstruzija 1Rotacijsko kovanje 1OOCObrada iz sirovca 1Elektrokemijska obrada 0.5Elektroerozija (EDM) 0.5EDM s žicom 0.50.5OblikovanjedeformiranjemOblikovanje lima 0.5Toplo oblikovanje 0Optiskivanje 0.5
POKAZATI:1
0.50
POKAZATI:1
0.50
POKAZATI:1
0.50
POKAZATI:1
0.50
POKAZATI:1
0.50
POKAZATI:1
0.50
POKAZATI:1
0.50
POKAZATI:1
0.50

84
ASM značajke deformiranja masivnih dijelova

85
3H Odabir lijevanja po Halevi-u3H ODABIR METODE
LIJEVANJA
Pješcani KOKILNI TLACNI PRECIZNI LIJEV
Materijal : SviVelicina ili težina : ADebljina presjeka :minimum 3-5 mmPreciznost 4 : +/- 1.5 mmHrapavost Ra - završna m 10-3:6.25-25Trošak alata : NIZAK
Materijal : Gotovo sviVelicina/težina :Ograniceno do 25 kgDebljina presjeka : 2.5 mm minimumPreciznost 4 : +/- 0.4 mmHrapavost Ra - završna m 10-3:2.5-6.25Trošak alata : SREDNJI
Materijal : Laki materijaliVelicina/težina: Ograniceno2 do 10 kgDebljina presjeka : 0.6 mm minimumPreciznost 4 : +/- 0.05 mmHrapavostRa - završna m 10-3:1-2.5Trošak alata : VISOKI
Materijal : 1
Velicina/težina : Ograniceno 3 do 40kgDebljina presjeka : 0.75 mm minimumPreciznost 4 : +/- 1.5 mmHrapavost Ra - završna m 10-3: 0.12Troškovi alata : ViSOKI
NAPOMENE:1. Materijali koji se mogu proizvesti preciznim lijevanjem pripadaju sloijedecim skupinama : Al legure, CU legure, Zn legure, Mg legure, Ti legure, Pb legure alloys,2. Uobicajeno ispod 8 kg3 Najbolji rezultati za oko 1 kg4 The toleranca preciznosti zavisi o raspšenju faktora skupljanja i dimenzijama odljevka. To se može proracunati jednadžbom:Toleranca > dimenzija ((Smax - Smin)/2) where S is the faktor skupljanja i funkcija je materijala.
Materijal
Velicinaili težina
Debljinapresjeka
s
Tocnost
Površinski Ra10-3 m
Trošakalata
Svi Fusnota(1)Laki
Gotovo sviBilo kojavelicina
Do 25 kgDo 40 kg (3)
Do to 10 kg
3-5 mm min
2.5 mmmin
0.6 mm min 0.75 mm min
+/- 1.5 mm+/-0.4 mm
+/- 0.05 mm +/- 0.12 mm
6.25-25 2.5-6.25 1-2.5 0.25-2
NISKI
Srednji Visok Visok

86
Izbor OMD procesa po Halevi-u
Kod A - oblikovanje iz taline (lijevanje, )Kod B - oblikovanje metala deformiranjem (OMD)Kod C - oblikovanje odvajanjem čestica (OOČ)Kod D - oblikovanje spajanjemKod E - oblikovanje sklapanjemKod F - oblikovanje uvećavanjem izradka
MONO OTVORENI SLOŽENI
SLOŽENOSTOBLIKA
MONO OTVORENI SLOŽENI VEOMASLOŽENI
Kolicina Kolicina Kolicina Kolicina
Q<180 Q>1000
Q<150 Q>2000 Q>1500Q<50 Q>1000Q<100
METODAODABIRA
1
DEBCA-
BEDCA-
CDBEFA
BADCE-
CDBEFA
ABCDE-
EDCABF
BDECAF

Planiranje tehnoloških procesa
88
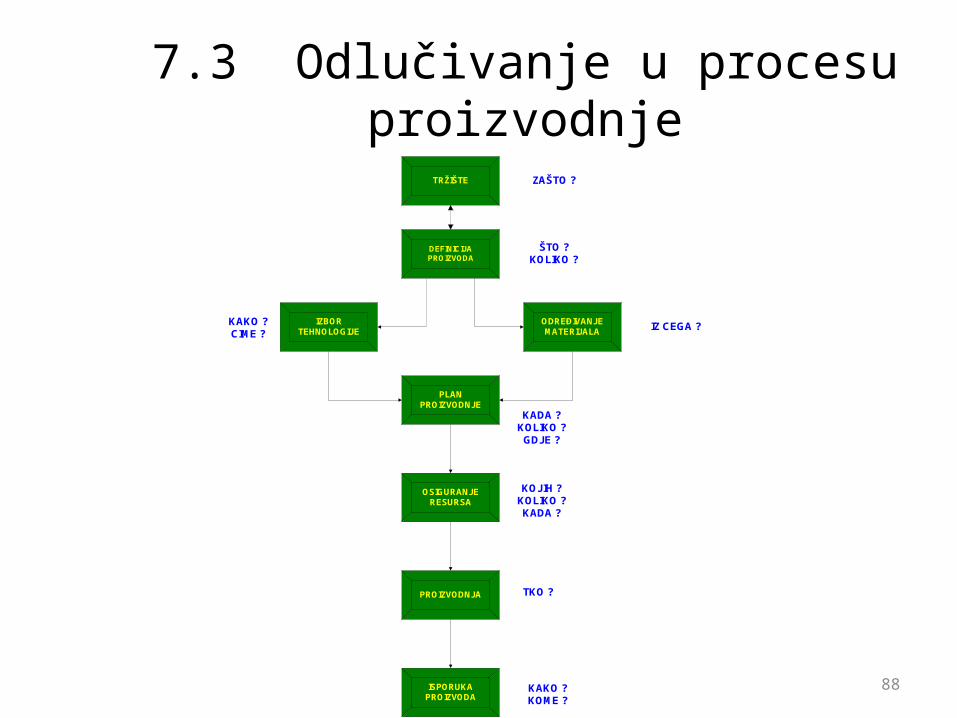
7.3 Odlučivanje u procesu proizvodnje
TRŽIŠTE
DEFINICIJAPROIZVODA
IZBORTEHNOLOGIJE
ODREÐIVANJEMATERIJALA
PLANPROIZVODNJE
OSIGURANJERESURSA
PROIZVODNJA
ISPORUKAPROIZVODA
ZAŠTO ?
ŠTO ?KOLIKO ?
KAKO ?CIME ?
IZ CEGA ?
KADA ?KOLIKO ?GDJE ?
KOJIH ?KOLIKO ?KADA ?
TKO ?
KAKO ?KOME ?

89
Pozicija PTP i primjena
PROJEKTIRANJETEHNOLOŠKIH
PROCESA
PROJEKTIRANJEI KONSTRUKCIJA
PRODAJA
ODRŽAVANJE
RAZVOJ MARKETING
PROIZVODNJA MANAGEMENT
NABAVA
PROIZVODNISTRATEŠKI
OPERACIJSKILJUDSKIH POTENCIJALA
ITD
BENCHMARKINGSTRATEGIJE
SIMULTANO INŽENJERSTVO

Primjeri, male serije...
91
• interpretacija podataka konstrukcije proizvoda
• izbor tehnoloških procesa
• izbor alatnih strojeva• izbor alata• izbor baznih površina• redoslijed tehnoloških
operacija
• interpretacija podataka konstrukcije proizvoda
• izbor tehnoloških procesa
• izbor alatnih strojeva• izbor alata• izbor baznih površina• redoslijed tehnoloških
operacija
• izbor mjernih uređaja• određivanje proizvodnih
toleranci• proračun vremena• određenje uvjeta obrade• radna dokumentacija• izbor najpovoljnije
varijante
• izbor mjernih uređaja• određivanje proizvodnih
toleranci• proračun vremena• određenje uvjeta obrade• radna dokumentacija• izbor najpovoljnije
varijante
Proces PTP

92
Aktivnosti planiranja procesa
• odabir primarnog procesa• odabir procesa• odabir strojeva, alata, naprava, režima• odabir varijante• dokumentacija• unapređenje• planiranje i praćenje proizvodnje (realizacija)

93
Proizvodni proces sastoji se od....
• Operacija• kontrola• transport• zastoj, čekanje• skladištenje

94
Razlika tehnološkog i proizvodnog procesa
• tehnološki proces : operacije izrade, kontrole, na višim razinama transport
• proizvodni proces : uklapanje elemenata u određeni prostor (skladištenje, međuoperacijski zastoji)

95
Hijerarhijska ljestvica proizvodnje
• proizvodni sustav• tehnološki proces• operacija• faza• zahvat

96
Tehnološki proces :
točno određen proces, redoslijed po kojem se izrađuje pod određenim uvjetima dio (sklop, proizvod) iz osnovnog materijala (dijelovi, sklopovi) sa određenim alatima, napravama na određenim strojevima (radnim mjestima) u određenom vremenu

97
Potrebne informacije za tehnološki postupak
• oblik, vrsta i dimenzije polaznog materijala• redoslijed operacija• osnovno sredstvo-stroj• prikaz izvođenja operacije• pomoćna sredstva (alat)• režimi rada• vrijeme trajanja operacije
98
Tehnološki dokumenti
• Tehnološki postupak (“Plan izrade”)• List operacije• Specifikacija alata• Specifikacija operacija• Naslovni list• Crteži specijaliziranih alata/naprava• Tlocrt razmještaja radnih mjesta

99
Razrada tehnološkog procesa
podaci (narudžba):
• materijal• kote, tolerance, TO, funkcionalni
zahtjevi• predvidiva serija• učestalost serija• predvidiva ukupna količina

100
Tehnološke podloge
• katalog osnovnog materijala• kartoteka osnovnih sredstava• katalozi standardnih alata• priručnici, dijagrami, režimi rada• tehnološke podloge za normiranje• tipični tehnološki procesi• tehnoekonometrijske podloge (cijena
materijala, radnih sati)

101
Posebni (specifični ) dokumenti
• Udesni list za revolver tokarilice• Udesni list za automatske tokarilice• Crtež krivulje za tokarske automate• Listovi operacija za montažu• Specijalni listovi za posebne strojeve

102
14.03 Namjena norme vremena
• osnovni parametar za planiranje i upravljanje proizvodnjom
• novi proizvodni sustavi >>> proračun kapaciteta, novih radnih mjesta

Rješenje BLIC 2

Značajke opreme

105
Troškovi planiranja, razvoja = f (oprema)

106
Vremensko iskorištenje strojeva

107
Zavisnost tipa strojao veličini serije
• TUK= tpz + t1 (za seriju)
• tuk1= tpz/n + t1 (1 kom)

108
Tehnološka razina obradnih sustava

109
Utjecaj automatiziranosti stroja na veličinu serije
• Ck = Cm + Ci
• n < ngr1 >> univ. tok.• n > ngr1 >> revol. tok.
• n < ngr2 >> rev. tok.• n > ngr2 >> automat
Sustavni pristup procesu planiranja
111
Interpretacija značajki dijela
• Geometrijski oblik• Dimenzije i tolerancije• Geometrijske tolerancije• Hrapavost površine• Tip materijala i tvrdoća• Veličina pripremka• Veličina serije

112
Primjer tehničkog crteža pozicije
• Priroda materijala• Opći oblik pozicije• Zahtjevana razina točnosti• Broj dijelova u seriji• Vrste alatnih strojeva

113
Izbor alata, procesa i operacija
Izbor operacije: Redoslijed operacija, Tražena točnost oblika i veličina, Konfiguracija izratka, Kvaliteta materijala i stanje površine, Toplinska obrada materijala, Veličina serije, Produktivnost operacije, Vrijeme izmjene alata, Raspoloživost proizvodne opreme.

114
Dijagram odabira varijante izrade
Criteria for selectingm achine tool
M achin ingtim e per
operations
M achin ingm ethod
dependent onworkp iece
shape
W orkp ieces ize
C utting D ata(n, s , P )
W ay oftighten ing
Q uality o f thetreatedsurface
Sequence of theposs ib ly groups of
m achine too ls
M achine too lse lection
dependent onworkp iece s ize
M achine too lse lection
dependent ontechnolog ica lparam eters
n, s , P
Technologicaldatabase
Ponderated va lues o fthe surface quality,
tighten ing, m achin ingm ethod for the eachparticu lar group of
m achin ing too ls
D ata 's aboutd im ension ing for
groups of m achinetoo ls
D ata 's aboutm achine too l:
power (P ),poss ib le N R P (n)
feed (s)
Sequence ofoperations
Sequence anddefin ition o f the
operations
T ool se lection O peration
Selection the m ostfavorab le m achine
too l based oneconom ic analys is
W ork price perhour for the
m achine too l
Selection o f in itia lm ateria l
C alcu la tion o fm achin ing tim e

115
Izbor alata 1
Materijal obradka, Materijal alata, Oblik alata & obradka, Hlađenje i podmazivanje, Parametri obrade, Vrsta operacije, Uvjeti obrade, Izbor držača alata, Cijena alata

116
Izbor alata - primjer glodala
Procedura za odabir obika geometrije obratka
Slog alata za glodanje
Stabilnost obrade
Parametri obrade

117
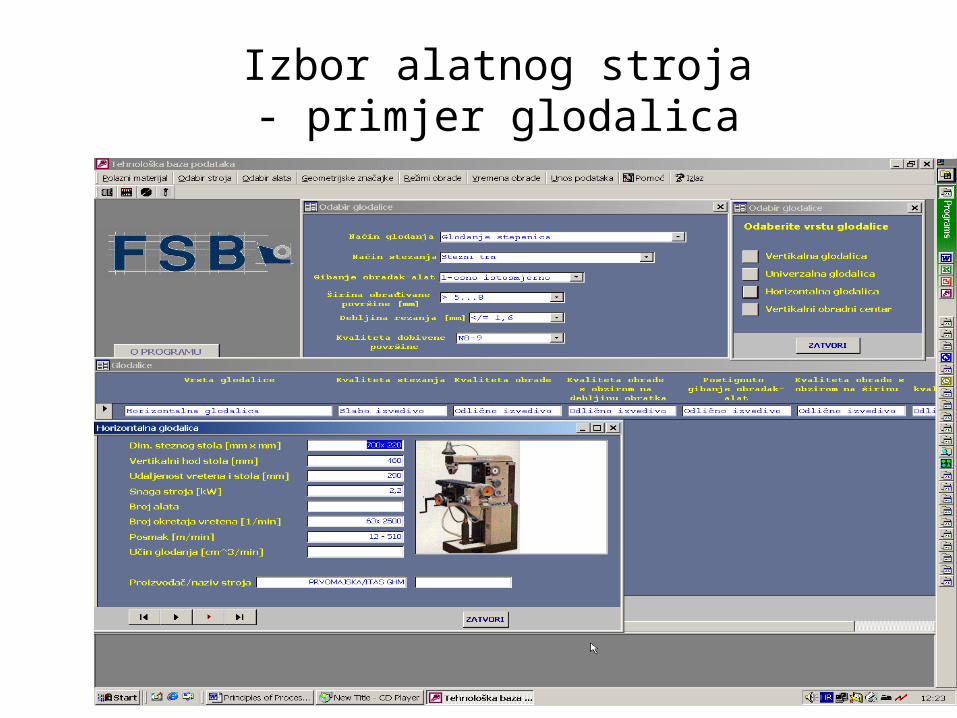
Odabir glodalice
118
Izbor alatnog stroja- primjer glodalica