project report of university grants commission minor
TRANSCRIPT

1
Project Report ofUniversity Grants Commission Minor Research Project (MRP)
2018-2020
Title of the Minor Research ProjectQuantum Leap in Low Cost Construction Techniques with
Usage of Compash Brick Masonry for Rural Housing(F.No.MRP-7093 (UGC/SERO)14.09.2018)
Submitted toJoint Secretary,University Grants Commission,
South Eastern Regional Office (SERO),A.P.S.F.C. Building, P.B. No. 5-9-194,Chirag-Ali-lane (4th Floor),Hyderabad – 500001.
Submitted byDr. K. VIDHYA
PRINCIPAL INVESTIGATORProfessor and Head,Department of Civil Engineering,MAHENDRA ENGINEERING COLLEGE (AUTONOMOUS),Mahendrapuri, Namakkal District,Tiruchengode - 637503. Tamil nadu, India.Mobile: +91 – 9842022047E - mail: [email protected]
1
Project Report ofUniversity Grants Commission Minor Research Project (MRP)
2018-2020
Title of the Minor Research ProjectQuantum Leap in Low Cost Construction Techniques with
Usage of Compash Brick Masonry for Rural Housing(F.No.MRP-7093 (UGC/SERO)14.09.2018)
Submitted toJoint Secretary,University Grants Commission,
South Eastern Regional Office (SERO),A.P.S.F.C. Building, P.B. No. 5-9-194,Chirag-Ali-lane (4th Floor),Hyderabad – 500001.
Submitted byDr. K. VIDHYA
PRINCIPAL INVESTIGATORProfessor and Head,Department of Civil Engineering,MAHENDRA ENGINEERING COLLEGE (AUTONOMOUS),Mahendrapuri, Namakkal District,Tiruchengode - 637503. Tamil nadu, India.Mobile: +91 – 9842022047E - mail: [email protected]
1
Project Report ofUniversity Grants Commission Minor Research Project (MRP)
2018-2020
Title of the Minor Research ProjectQuantum Leap in Low Cost Construction Techniques with
Usage of Compash Brick Masonry for Rural Housing(F.No.MRP-7093 (UGC/SERO)14.09.2018)
Submitted toJoint Secretary,University Grants Commission,
South Eastern Regional Office (SERO),A.P.S.F.C. Building, P.B. No. 5-9-194,Chirag-Ali-lane (4th Floor),Hyderabad – 500001.
Submitted byDr. K. VIDHYA
PRINCIPAL INVESTIGATORProfessor and Head,Department of Civil Engineering,MAHENDRA ENGINEERING COLLEGE (AUTONOMOUS),Mahendrapuri, Namakkal District,Tiruchengode - 637503. Tamil nadu, India.Mobile: +91 – 9842022047E - mail: [email protected]

2
MAHENDRA ENGINEERING COLLEGE(An Autonomous Institution)
(Approved by AICTE, New Delhi & Affiliated to Anna University)
DEPARTMENT OF CIVIL ENGINEERING
Dr. K.Vidhya Ph.D., M.I.S.T.E., Cell : + 91 9842022047Professor and Head e-mail: [email protected]
Salem- Thiruchengode Highway, Mahendhirapuri, Mallasamudram, Tamil Nadu 637503
Date: 09.02.2021
CERTIFICATE
The research Project embodied in the project report entitled “Quantum Leap in Low Cost
construction Techniques with Usage of Compash Brick Masonry for Rural Housing” was
sponsored by the University Grants Commission (UGC), New Delhi, under the minor research
project scheme (F.No.MRP-7093(UGC/SERO) 14.09.2018). This work has been carried out at
the Department of Civil Engineering, Mahendra Engineering College (Autonomous),
Mallasamudram, Namakkal - 637503, Tamil Nadu, India.
Dr. K.Vidhya
(Principal Investigator)

3
ACKNOWLEDGEMENT
I would like to thank University Grants Commission, New Delhi for granting me
this project under Minor Research Scheme.
I am greatly indebted to thank Chairman, University Grants Commission, New
Delhi for granting me this project. I take great privilege to thank Finance Officer,
University Grants Commission, New Delhi for the successful completion of this
project.
I take opportunity to express my since gratitude to Shri.M.G.Bharathkumar, the
chairman and Er.Ba.Mahendiran, Managing Director, Mahendra Engineering college,
Mahendrapuri, Mallasamudram, Namakkal for their kind encouragement and granting
permission to do this research project.
I extend my heartfelt gratitude to Dr. R.V. Mahendra Gowda Principal,
Mahendra Engineering College, for encouraging to execute this project. I express my
sincere thanks to Dr.R.Samson Ravindran, Executive Director and Dr.C.T.Sivakumar,
Executive Officer, Mahendra Engineering College, for motivating to do this project.
I would also acknowledge ACC, Coimbatore and L&T Constructions, Chennai
for their support in executing this project successfully.
I am grateful to thank my Research Scholars and Post graduate students for
their cooperation during the tenure of the project. I also thank all Teaching and Non-
teaching staff members of Civil Engineering Department, Mahendra Engineering
College for helping in completing this project successfully.
4
PREFACE
Bricks play a vital role in the construction industry and the major building elements is
occupied with bricks. The research work is mainly focussed on utilizing industrial byproducts in
brick manufacturing process. Compash brick is developed by utilizing industrial by products in
an optimum manner. The research project deals with the solution for the environmental impact
and also provides cost effectiveness in building construction.
The research work is reported in 9 chapters
Chapter 1 deals with the introduction to the research work. It deals with the outline of the work,
basic qualities of brick, brick masonry and advantages of the compash brick over conventional
brick.
Chapter 2 discusses on the literature review. This chapter gives an idea of the work carried by
previous researchers pertaining to the utilization of industrial by products in brick. It also shows
on the effect of mechanical and structural behavior of brick masonry with bricks manufactured
by various materials.
Chapter 3 deals with manufacturing of brick. This chapter reveals on the various materials used
for brick manufacture. It also deals with the various properties of materials, its chemical
composition and material characterization. The procedure for casting of compash brick is
discussed. Mix proportion of the compash brick is shown in this chapter. The casting of masonry
prism and the testing procedure is also explained in detail.
Chapter 4 deals with experimental investigation. This chapter reveals on the mechanical
properties, durability performance and structural behavior of brick masonry. The procedure for
testing procedure is studied. The experimental testing setup is discussed. The casting of masonry
prism , masonry wall and the testing procedure is also explained in detail.
Chapter 5 presents the results and discussion of the experimental work. The present chapter
deals with the test results of compash bricks and the behaviour of compash brick masonry is
discussed in comparison with the conventional clay brick masonry. The various tests conducted
on the compash bricks are compression test, water absorption test, efflorescence test, weight
density of brick. The stress strain behavior of brick, mortar and masonry is studied. The ultimate

5
load bearing capacity of the masonry wall is also discussed. The results of durability studies are
also reported.
Chapter 6 discusses on cost analysis. This chapter reveals calculation of material quantity and
the corresponding cost of compash brick.
Chapter 7 outlines the conclusion of the research work. The research findings of compash brick
are highlighted and the outcomes of the research work and merits are also presented.
Chapter 8 deals with recommendations minor research project of compash brick masonry and
scope of the future work
Chapter 9 gives the list of reference articles studied while performing the research work.
Dr.K.Vidhya
Principal investigation

6
TABLE OF CONTENTS
Chapter
No.
Title Page No.
PREFACE
LIST OF FIGURES
LIST OF TABLES
1 INTRODUCTION
1.1 General 1
1.2 Qualities of brick 2
1.3 Uses of bricks 2
1.4 Brick masonry 2
1.5 Advantages of the compash brick over conventional
brick
3
1.6 Methodology of the work 3
2 LITERATURE REVIEW
2.1 General 5
2.2 Summary of the Literature 8
3 MANFACTURING OF BRICK
3.1 General 9
3.2 Materials Used 9
3.2.1 Cement 9
3.2.2 Fly ash 9
3.2.3 Pond Ash 10
3.2.4 Lime 10
3.2.5 Gypsum 11
3.2.6 Crusher sand 11
3.2.7 Accelerator 11
3.2.8 Ecosand 11
3.2.9 Olivine Sand 12
3.2.10 Coal ash 13

7
3.3 Chemical composition of materials 13
3.4 Microstructure characterization 14
3.5 Manufacturing Of Compash Brick (CaB) 15
3.5.1 Manufacturing Process of trail mix
combination 1 compash Brick
15
3.5.1.1 Mixing of raw materials 17
3.5.1.2 Moulding of brick 17
3.5.1.3 Curing of compash bricks 18
3.5.2 Manufacturing Process of trail mix
combination 2 compash Brick
18
3.5.3 Manufacturing Process of trail mix
combination 3 compash Brick
20
4 EXPERIMENTAL INVESTIGATION
4.1 General 22
A EXPERIMENTAL STUDY ON PROPERTIES AND DURABILITY
CHARACTERISTICS OF THE BRICK
22
4.2 Mechanical Properties of the Brick 22
4.2.1 Compressive Strength 22
4.2.2 Water Absorption 23
4.2.3 Weight Density 24
4.2.4 Efflorescence 25
4.3 Durability Properties 25
B EXPERIMENTAL STUDY ON STRUCTURAL BEHAVIOUR OF
BRICK MASONRY
26
4.4 Experimental Setup For Stress Strain Behaviour Of Brick 26
4.5 Experimental Setup For Stress Strain Behaviour Of Mortar 26
4.6 Experimental Setup For Stress Strain Behaviour Of Brick
Masonry
4.6.1 Casting of Brick Masonry Prism
26
27
4.6.2 Testing Setup For Stress Strain Behaviour Of Compash
Brick Masonry
28

8
4.7 Structural Behavior of Brick Masonry Wall 28
4.7.1 Casting of Brick Masonry Walls 28
4.7.2 Ultimate Load Bearing Capacity of Masonry Wall 28
5 RESULTS AND DISCUSSION
5.1 General 30
5.2 Physical And Mechanical Properties Of Compash Bricks 30
5.3 Durability Performance of the Brick 34
5.4 Stress–Strain Behaviour of Bricks 35
5.5 Stress–Strain Behaviour of Mortar 36
5.6 Stress–Strain Behaviour of Brick Masonry 37
5.7 Ultimate Load Carrying Capacity of Wall 38
5.7.1 Failure Modes 39
6 COST ANALYSIS
6.1 Analysis of Brick Manufacturing Cost 40
6.2 Calculation For Quantity and Cost of the Materials for
Compash Brick
40
6.2.1 Cost analysis of CaB8 40
6.2.2 Cost analysis of CaB12 42
7 CONCLUSION 44
A Mechanical and Physical Properties of brick44
B Structural behaviour of brick masonry 44
C Cost analysis of brick 45
8 RECOMMENDATIONS AND SCOPE OF FUTURE WORK
8.1 Recommendations Of Research Work 46
8.2 Scope f Future Work 47
9 REFERENCES 48
ANNEXURE A 50

9
LIST OF FIGURES
Figure.No. TITLE PAGE No.
1.1 Methodology of the Research Work 4
3.1 Sample of Cement 9
3.2 Sample of Fly ash 9
3.3 Sample of Pond ash 10
3.4 Sample of Lime 10
3.5 Sample of Gypsum 11
3.6 Sample of Crusher sand 11
3.7 Sample of Ecosand 12
3.8 Sample of olivine sand 12
3.9 Sample of coal ash 13
3.10 SEM analysis for fly ash 14
3.11 SEM analysis for pond ash 14
3.12 SEM analysis for Ecosand 14
3.13 SEM analysis for CaBP 14
3.14 Flow chart of manufacturing of trail mix
combination 1 compash brick
16
3.15 Pan mixer 17
3.16 Brick making machine 17
3.17 Curing of compash brick specimens 18
3.18 Flow chart of manufacturing of trail mix
combination 2 compash brick
19
3.19 Flow chart of manufacturing of trail mix
combination 3 compash brick
21
4.1 Compressive strength of brick 23
4.1 a Compash brick 23
4.1 b Clay brick 23
4.2 Dry Weight of brick W1 23
4.2a Clay brick 23

10
4.2 b Compash brick 23
4.3 Water absorption test setup for brick 24
4.3 a Clay brick 24
4.3 b Compash brick 24
4.4 Weight Density test setup for brick 24
4.4 a Clay brick 24
4.4 b Compash brick 24
4.5 Efflorescence test setup for brick 25
4.5 a Clay brick 25
4.5 b Compash brick 25
4.6 Durability test setup for brick 25
4.6 a Clay brick 25
4.6 b Compash brick 25
4.7 Experimental setup for brick unit 26
4.8 Experimental setup for mortar cube 27
4.9 Sample of brick masonry prism 27
4.10 Experimental setup for Load Bearing Capacity of
Masonry Wall
29
5.1 Comparison of compressive strength values of
compash brick
32
5.2 Comparison of Water absorption % of compash
brick
33
5.3 Comparison of Weight Density value of compash
brick
33
5.4 Stress strain curve for brick 35
5.5 Stress strain curve for mortar proportion 1:5 and
1:6
36
5.6 Stress strain curve for brick masonry prism for 1:5
mortar
37
5.7 Stress strain curve for brick masonry prism for 1:6
mortar
38

11
5.8 Failure mode in brick masonry wall 39
6.1 Quantity of the materials required for mix CaB8 ofcompash brick for 1000 Nos
41
6.2 Cost of the materials required for mix CaB8 ofcompash brick for 1000 Nos
41
6.3 Quantity of the materials required for mix CaB12of compash brick for 1000 Nos
43
6.3 Cost of the materials required for mix CaB12 ofcompash brick for 1000 Nos
43

12
LIST OF TABLES
Table No. Title Page No.
3.1Chemical Composition of Ecosand, Olivine and coal
ash
13
3.2 Trail mix combination - 1 of compash brick 15
3.3 Trail mix combination - 2 of compash brick 18
3.4 Trail mix combination - 3 of compash brick 20
5.1 Test results of trail mix combination - 1 of compash
bricks
30
5.2 Test Result of Trail mix combination – 2 of compash
bricks
31
5.3 Test Result of Trail mix combination – 3 of compash
bricks
31
5.4 Compressive strength and weight of bricks afterimmersion in Na2SO4, and NaCl solution for variousperiods (Days)
34
5.5 Test results various brick with uniaxial loading 35
5.6 Test results various mortar grade with uniaxial loading 36
5.7 Comparison test result of brick masonry prism 37
5.8 Ultimate load and stress obtained for walls 39
6.1 Quantity and cost of the materials required for mixCaB8 of compash brick for 1000 Nos
40
6.2 Cost of machinery, labour and electricity for 1000 nosof the compash bricks
42
6.3 Quantity and cost of the materials required for mixCaB12 of compash brick for 1000 Nos
42

13
CHAPTER 1
INTRODUCTION
1.1 GENERAL
Bricks is used most common material in building construction for centuries and they
continue to still remain the dominate among the commonly used construction materials. A brick
is block or a unit prepared by kneading clay, lime and sand, or concrete material, burnt and fired
to harden and it’s commonly used in masonry construction. Burnt brick are the most commonly
used arranged in varies patterns with different bond types like English bond, Flemish bond etc,
and are arranged in layers and , collectively known as brick work, and may be laid in various
mortar proportions of mortar to hold the bricks together to make a long lasting structure. Brick
are manufactured various types, various source of materials and sizes which vary with region and
time period, and are produced in large quantities of bricks. Most common types of the bricks are
fired clay brick and compressed brick. Fired brick are one of the long lasting and strongest
building materials sometimes referred to as artificial stone and have been used since circa 5000
BC. Air dried bricks have a history older than fired bricks. The normal conventional clay bricks
(CB) require more area of top soil to manufacture and its manufacturing potential is low. To
solve the above problem and to reduce the pollution “Fly Ash and Pond Ash” materials are used.
Sand is replaced by crusher sand because of cost consideration.
In this project, fly ash was partially substitute by pond ash and sand is replaced by Crusher
sand, olivine sand and ecosand. Compash brick (CaB) is the mixture of ecosand, pond ash,
olivine, fly ash, lime, gypsum, crusher sand and coal ash. The manufacturing process of the
compash brick is similar to the fly ash brick. It is not yet used in field of construction. It is new
innovative type of brick, which have property better than clay brick and fly ash brick. The
properties of compash brick like compressive strength, weight density, water absorption, shape
and size and efflorescence was brick was determined. In this present study of ultimate load and
stress and strain behaviour of compash brick, cement mortar and compash brick masonry prism
are determined and compared with clay brick.

14
1.2 QUALITIES OF BRICK
The good quality bricks should possesses the following properties:
The bricks are classified based on the compressive into four classes like first class,
second class, third class and fourth classes of the bricks.
The good quality bricks should possessed uniform in size and shape.
The clear metallic ringing sound should be heard for quality bricks.
The water absorption for first class bricks is 15% and second class brick is 20%, when
immersed in normal water for 24 hours time period.
The quality bricks are hard when there is no impression found on the brick surface, while
scratched with nails.
The good quality bricks must not break when dropped from a one meter height from the
ground.
1.3 USES OF BRICKS
For highly important structures, multistory buildings, dams, roads, sewers, and tunnels
etc., first class and second class bricks are commonly used.
For temporary works third classes are widely used for the construction work.
For pavement construction and foundation work, the fourth class bricks are commonly
used.
1.4 BRICK MASONRY
Masonry is the assemblage of individual units laid in and bound together by
mortar. Masonry is generally a highly durable from of construction. However, the
materials used, the quality of the mortar and workmanship, and the pattern in which the
units are assembled can significantly affect the durability of the overall masonry
construction. There are many types of bond is available. In this project, stacked bond was
used for construction of brick masonry wall. Masonry is commonly used for the
construction of walls in buildings, retaining walls etc.

15
1.5 ADVANTAGES OF THE COMPASH BRICK OVER CONVENTIONAL BRICK:
The compash bricks have the following advantages:
Reduction in pollution
Clay is the commonly used ingredient for brick manufacture. Over exploitation
of natural clay creates many environmental hazards as soil erosion, landslides etc. On the
other hand many industries are generating large quantities of industrial wastes and it
occupies vast land area and creates environmental pollution. The compash brick
significantly utilize industrial by products and partially reduces the global warming.
Less energy consumption
More energy is used in burning clay bricks at refractory kilns. By manufacturing
of compash brick less energy is consumed compared to conventional clay bricks.
Economy in construction
Compash bricks are at least 10-15% less than conventional clay bricks. The cost
of the compash bricks is less compared to clay brick because compash bricks are
manufactured by industrial by products. This compash brick may or may not require
plastering so it may be taken as vital role to reduce the cost.
1.6 METHODOLOGY OF THE RESEARCH WORK
Stage 1: Feasibility study of the like crusher sand, fly ash, pond ash, eco sand, olivine
sand and coal ash to make brick.
Stage 2: By using trial and error, Mix combination is arrived
Stage 3: Casting of the brick by various mix combinations
Stage 4: Testing of the compash brick for determine the mechanical properties of the brick
Stage 5: Assess the durability performance of the brick to predict the life span.
Stage 6: Investigate the structural behaviour of brick masonry using stress strain.
Stage 7 : Conclusion and recommendation
The methodology of the research work is shown in Figure 1.1.

16
Figure 1.1 Methodology of the Research Work

17
CHAPTER 2
LITERATURE REVIEW
2.1 GENERAL
The behaviour of brick masonry depends on their physical properties of brick and
mortar. Many researchers studied on then the mechanical properties, behavior of masonry and
numerical analysis on clay and fly ash bricks. Using pond ash and ecosand in the manufacturing
of bricks has not been studied in detail. Very few literatures are available on this subject. Hence
in the present study, focus has been made on using pond ash and ecosand in making of bricks
and their properties are studied.
Muhammad J. Munir et al (2018) focused their research work on manufacture of Eco-
Friendly Fired Clay Bricks with Recycled Marble Powder. This study investigates on
development of brick with recycled waste marble powder (WMP) varying from 5 to 25% by
replacement for clay. The mechanical properties and durability characteristics of bricks with
WMP were investigated. The WMP possessed linear shrinkage and lighter weight bricks. From
Scanning electron microscopy (SEM) analysis showed that bricks are pores in nature and hence
the compressive strength is reduced. However, the optimum level of the WPM is maximum 10
%.
Gopinath. R (2018) reported on development of Bricks using foundary sand and Eco
sand. An innovative approach in the manufacture of brick was done using industrial by-products
like foundry sand and eco sand derived from dolomite lime stone with cement as key ingredients.
Eco sand can be used as a replaced by river sand and M Sand. Compressive strength value of
solid block masonry is 8.55 N/mm2 to 14.62N/mm2 which came out to be greater than
compressive strength of brick (3.5 N/mm2 to 5.5 N/mm2).
Vidhya & Kandasamy (2016) conducted an Experimental Investigations on the
Properties of Coal-Ash Brick Units as Green Building Materials. In this investigation, an
attempt was made to devise ways for the optimal use of pond ash in manufacturing coal-ash
bricks. This article presents the experimental results for coal ash brick made up of pond ash with

18
fly ash, lime, gypsum, and crusher sand. The fundamental strength and durability tests were
conducted to evaluate the basic properties of bricks.
Gaurav & Jayeshkumar (2013) made a comparative assessment of natural sand and
pond ash. The fineness modulus, specific gravity, and water absorption of pond ash were
compared with Indian Standard values. The natural sand has high density than pond ash value
but within the IS code. It was concluded that the natural sand could be replaced by pond ash
partially or fully in cement concrete.
Vidhya & Kandasamy (2013) studied the properties of brick units made from fly ash
and pond ash. Mixes 4, 5 and 6 fell under the class designation 7.5. In mix combination 1 and 2,
the water absorption value of pond ash brick was lesser than 10 %. The pond ash brick showed
better durability performance compared to conventional clay brick.
Bharathi et al (2011) studied the engineering properties of pond ash for sustainable
concrete production. Coal ash material is suitable for road and embankment works and also
proves economical by partial replacement of cement and sand. Coal ash material shows better
possibilities in geotechnical applications and specifications irrespective of its material properties.
Thomas et al (2012) studied the properties of mortar and structural behaviour of
masonry. During the triplet shear test, four types of failure modes were observed. Shear strength
of masonry was calculated based on normal stress from Mohr-Coulomb relationship
Imane Rouch et al 2020 studied that sewage sludge from waste water treatment
process can be used as partial substitute for clay in brick production. The sewage sludge was
tested in several properties to be used in brick production such as linear drying shrinkage,
absorption by capillarity, bulk density, mechanical resistance strength and radiological
properties. The brick specimens of 5%, 10%, 15%, 20%, and 25% proportions (by dry weight) of
sewage sludge were tested. Bulk density and compressive strength were found inversely
proportional to amount of sewage sludge of range 1882.81 to 1921.87 kg/m3 and from 5.78 to
16.1 MPa respectively. The linear shrinkage value was found to be improved in the order of
38.01% with 25% sludge compared to the standard brick.
Henry et al (2009) studied the environmental values of fly ash bricks and compared
the same with that of conventional clay bricks. The greenest fly ash brick mitigates air pollution
and global warming problems caused by using fuel in kiln in the manufacturing of conventional
clay bricks. Class C fly ash bricks represent superior structural properties including shear

19
strength, compressive strength, bond strength, flexural strength, and freeze-thaw resistance. The
study concluded that the long-term strength of fly ash is derived from carbonation caused by CO2
in the atmosphere.
Rafat (2003) conducted an experimental study on the effect of fine aggregate
replacement with Class F fly ash. Tests were conducted to determine properties of fresh concrete
and its strength on five different percentages of fly ash replacing fine aggregate. The results
showed that the addition of fly ash increases the strength properties of concrete. The research
concluded that the maximum compressive strength and split tensile strength were observed with
50% replacement at all ages and Class F fly ash should effectively used in structural concrete
effectively.
Freeda Christy & Tensing (2011) conducted experiments on fly ash bricks and
conventional bricks. The bricks were tested for their mass, water absorption, compressive
strength and flexural strength. The compressive strength of fly ash bricks was 40 % to 80 %
higher than that of conventional clay bricks and the weight density of fly ash brick was 10 %
lighter than conventional clay brick. The study concluded that the fly ash brick is cost efficient,
energy efficient and environmental friendly.
Hakan et al (2013) conducted studies on the behaviour of masonry wall with
reinforced plaster mortar. Masonry brick of size 100 mm x 50 mm x 30 mm were used to
construct a masonry wall of size 400 mm x 400 mm x 100 mm. Masonry wall specimens
constructed with steel fiber reinforced plaster and poly propylene mortars. In masonry wall,
vertical load was applied at different angles such as 30, 45, 60 and 90 degrees. The stiffness and
strength and ductility of masonry walls with and without reinforcement were determined. The
performance of reinforced plastered mortar masonry wall was evaluated to determine the failure
envelope.

20
2.2 SUMMARY OF THE LITERATURE
Based on the literature paper foundry sand, waste marble powder, ecosand, sludge
waste etc., are commonly used as replacement materials for the conventional brick in the process
of manufacturing of the brick. For binding propose the most of the researchers/Reviewers
suggested that industrial by products pointed out fly ash, sludge ash, pond ash etc act as a
binding materials for solidification. In this project, eco friendly, industrial by products are
efficiently used for this research work. This research work the cost of the brick is reduced greatly
by the usage industrial waste materials.

21
CHAPTER 3
MANFACTURING OF COMP ASH BRICK
3.1 GENERAL
The manufacturing process of compash bricks and the materials utilized are described in
this chapter. Proper selection of the constituent materials and its properties is a major concern
affecting the properties of brick masonry. The key ingredients used for the research work are
pond ash, fly ash, sand, lime, gypsum, olivine sand, coal ash, crusher sand and ecosand.
3.2 MATERIALS USED
3.2.1 Cement
Portland Pozzolana cement was used for making brick and mortar. It acts as a bonding
agent between two bricks. Figure 3.1 shows the sample of Portland Pozzolana Cement. It
confirmed with IS1489:1991 part1.
Figure 3.1 Sample of Cement
3.2.2 Fly Ash
This type of ash is obtained from Electrostatic Precipitator in dry form obtained from
thermal power plants. This fly ash is fine material and contains very good pozzolanic property.
Figure 3.2 shows the sample of Fly ash.
Figure 3.2 Sample of Fly Ash

22
Fly ash obtained from Mettur Thermal Power plant, Mettur, Tamil Nadu was used in this
study. The CaO percentage is less than 5%, so the fly ash is classified as class F.
3.2.3 Pond Ash
Fly ash and bottom ash or mixed together at any combination in large quantity of water
and made into slurry form and it is deposited in ponds from where water is drained away. The
settled ash is called as pond ash. Figure 3.3 shows the sample of pond ash.
Figure 3.3 Sample of Pond Ash
3.2.4 Lime
Lime is a more important ingredient used in the manufacturing of bricks. The lime should
be stored in bags or silos or in covered bins as it has a tendency to respond with CO2 present in
the air in the being there of moisture and produces CaCO3 that do not have good binding
properties and it also spoils the quality of lime to be used for making bricks. Lime was collected
from Kangeyam. Figure 3.4 shows the sample of lime.
Figure 3.4 Sample of Lime

23
3.2.5 Gypsum
The mineral gypsum can be used for making bricks. While the gypsum added in the
manufacturing of brick, it leads acceleration of the hardening process and gains the early
strength. Gypsum should be contained in bags and stored in bins. Locally available gypsum was
used for the manufacturing of compash bricks. Figure 3.5 shows the sample of gypsum.
Figure 3.5 Sample of Gypsum
3.2.6 Crusher Sand
Crusher sand is used in various construction activities. Hence it is in high demand in
market. It is available in a variety of colours and grades to suit various requirements. The
properties of the crusher sand are its fine texture, good quality and bonding strength. Locally
available crusher sand was procured and used. Figure 3.6 shows the sample of crusher sand.
Figure 3.6 Sample of Crusher sand
3.2.7 Accelerator
Accelerating admixture is added to increase the early strength development in brick and
concrete to
The period of curing is reduced. The structure can be placed in service in advanced time.
The removal of formwork is earlier and the structure can be placed in service in advance
time. The acceleration admixture can be used in emergency repair work.

24
Some types of accelerators produced in the recent days are so powerful that it early set the
ingredients in to hard in a less time. Ethyl cyanoacrylate type of accelerator is used for this
research work.
3.2.8 Ecosand
Eco sand is the collected from ACC Private limited, Coimbatore. It is secondary product
of cement manufacturing unit. Eco sand can be used as an alternative for river sand and M Sand.
Eco Sand has specific gravity of 2.1 and fineness modulus of 0.028. Figure 3.7 shows the sample
of Ecosand.
Figure 3.7 Sample of Ecosand
3.2.9 Olivine Sand
Olivine is a raw material obtained as a residue during Magnesite extraction process.
Salem has rich potential of Magnesite in many places. The olivine sand is collected from the
Sail Refractory Company limited, Salem, TamilNadu. Figure 3.8 shows the sample of Olivine
sand.
Figure 3.8 Sample of Olivine sand

25
3.2.10 Coal Ash
Coal ash produced from JSW, Salem, Tamil nadu. The ash generated from the coal
based boiler will be disposed to ash brick manufacturers. It has good binding property. Figure
3.9 shows the sample of Coal ash.
Figure 3.9 Sample of Coal ash
3.3. CHEMICAL COMPOSITION OF MATERIALS:
The chemical composition of Ecosand, Olivine sand, and Coal ash is arrived. The test
results are given in table 3.1.
Table 3.1: Chemical Composition of Ecosand, Olivine and Coal ash
S. No ParametersComposition in %
Ecosand Olivine Sand Coal ash
1 Loss of ignition (LOI) 22.5 2.25 5.25
2 Silica 43.83 51.80 56.5
3 Calcium oxide 25.4 1.60 16.85
4 Magnesium oxide 5.84 37.75 4.23
5 Iron oxide 0.42 4.15 13.2
6 Aluminium oxide 0.15 0.75 3.42
7 Alkali Traces Traces 0.45

26
3.4 MICROSTRUCTURE CHARACTERIZATION
The microstructure characterization is performed through Scanning Electron Microscopy
(SEM) analysis and the morphology of fly ash, pond ash and compash brick powder is revelled.
Figures 3.10, 3.11, 3.12 and 3.13 show the images of the fly ash, pond ash, ecosand and compash
ash brick powder (CaBP) material.
Figure 3.10 SEM analysis for fly ash Figure 3.11 SEM analysis for pond ash
Figure 3.12 SEM analysis for Eco Sand Figure 3.13 SEM analysis for CaBP
From figure 3.10 and 3.11, most of the fly ash and pond ash particles are combined
together and looks like cushioned in nature. The spherical shape is identified in fly ash particles
and also its shows amphorous and agglomerate materials. The pond ash fragments are irregular
and honey comb structures. From figure 3.12 and figure 3.13, under the SEM analysis for
Ecosand shows non absorbing nature and rough surface texture and for compash brick powder
particles are spherical in shape and uniform structure. The particles of the compash brick exist
impermeable.

27
3.5 MANUFACTURING OF COMPASH BRICK (CaB)
The raw materials such as fly ash, ecosand, pond ash, olivine sand, gypsum and lime,
coal ash and crusher sand were mixed homogenously as per the mix proportions and required
quantity of water was added for good bonding. Eco sand received from ACC, Coimbatore, Tamil
Nadu. The preliminary study of 5 mix combinations are carried at Tech New Building Products,
Coimbatore to reduce the transportation cost of the material.
The range of the fly ash is varies from 40 -70 percentage, lime is varied from 5 to 10
percentage, gypsum may used as around 5%, cement may be used as maximum of 3%, crusher
sand or crusher sand may varied from 25% to be used to manufacturing the compash brick. The
fly ash may be replaced by pond ash and coal ash and eco sand and olivine sand partially
replaced by crusher sand.
3.5.1 Manufacturing Process of trail mix combination 1compash Brick
Proportioning of raw materials is an important aspect for making of compash bricks of
desired quality. There is no specific method to find out the mix design of coal ah bricks. Fly ash,
pond ash, lime, crusher sand, cement and accelerator are used to manufacturing the compash
brick for trial mix combination 1. Four trial mixes was derived to manufacturing of compash
brick with combination of fly, pond ash, lime crushed sand and cement. The trail mix
combination 1 is represents in table 3.2. The flow chart of manufacturing of trail mix
combination 1 compash brick is represented in figure 3.14.
Table 3.2 Trail mix combination - 1 of compash brick
Mix IdIn percentage of materials Accelerator
(5% of wt ofcement)
Cement Lime Fly ash Pond ashCrusher
SandCaB1 2 12 40 42 4 0.15
CaB2 2 12 40 40 6 0.15
CaB3 2 12 40 38 8 0.15
CaB4 2 12 40 36 10 0.15

28
Figure 3.14 Flow chart of manufacturing of trail mix combination 1 compash brick

29
3.5.1.1 Mixing of raw materials
Mixer is used to mix the all ingredients with uniform mixing in dry form. Then the water
is added to the dry mix and till the uniform consistency is attained. Then the mix is
homogeneous. Figure 3.15 shows the pan mixer.
Figure 3.15 Pan Mixer
3.5.1.2 Moulding of brick
The brick making machine is purchased through the UGC- Minor Research grant. It
possessed 3 brick moulder. Size of moulds can be placed with maximum size 230mm x 110mm
x 75mm. Figure 3.16 shows the Brick Making Machine. The bricks are handled by tray for easy
transportation of compash bricks.
Figure 3.16 Brick Making Machine

30
3.5.1.3 Curing of compash bricks
Compash brick should be cured 14 days by water. Water is sprayed manually over
the compash bricks. The figure 3.17 shows the curing of cast specimen. Curing is recommended
to be performed during cold or wet weather.
Figure 3.17 Curing of compash brick specimens
3.5.2 Manufacturing Process of trail mix combination 2 compash Brick
From the trial mix combination 1, it is found that the compressive strength is low due
excessive usage of pond ash. And also the cost of the compash brick is high due to usage of the
cement and accelerator. Hence, the research work extended to trail mix combination 2.
The fly ash, lime, gypsum, crusher sand and pond ash are used to manufacturing the
compash brick for trial mix combination 2. Five trail mixes was derived to manufacturing of
compash brick with combination of fly ash, lime, gypsum, crusher sand and pond ash. The trail
mix combination 2 is represents in table 3.3. The flow chart of manufacturing of trail mix
combination 2 compash brick is represented in figure 3.18.
Table 3.3 Trail mix combination - 2 of Compash brick
Mix IdIn Percentage of materials
Lime Fly ash Pond ash Gypsum Crusher sand
CaB5 10 10 50 5 25
CaB6 10 20 40 5 25
CaB7 10 30 30 5 25
CaB8 10 40 20 5 25
CaB9 10 50 10 5 25

31
Figure 3.18 Flow chart of manufacturing of trail mix combination 2 compash brick

32
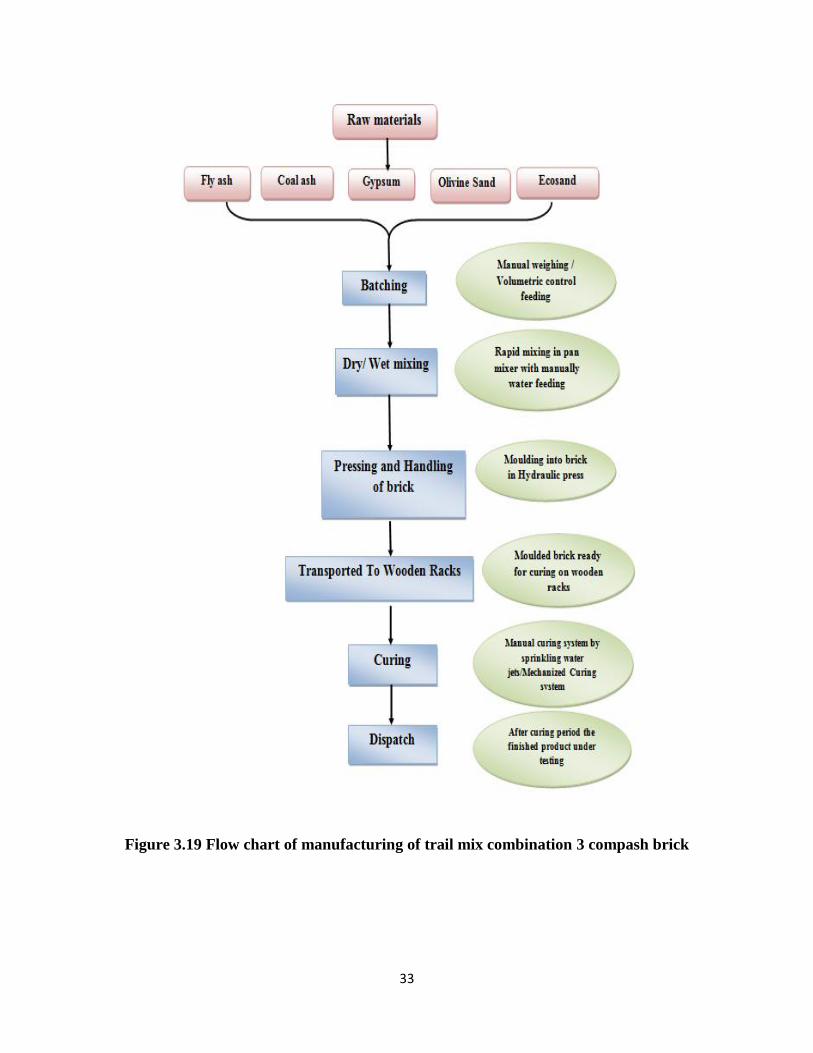
3.5.3 Manufacturing Process of trail mix combination 3 compash Brick
From the trial mix combination 2, it is found that the compressive strength is good and
the cost is also reasonable. The cost of compash brick could be reduced further also industrial by
product ecosand is available at free of cost and olivine sand is available at the nearby source.
Hence, the research work extended to trail mix combination 3.
The fly ash, lime, gypsum, olivine sand, ecosand and coal ash are used to manufacturing
the compash brick for trial mix combination 3. Five trail mixes was derived to manufacturing of
compash brick with combination of fly ash, lime, gypsum, crusher sand and pond ash. The trail
mix combination 2 is represents in table 3.3. The flow chart of manufacturing of trail mix
combination 2 compash brick is represented in figure 3.19.
Table 3.4 Trail mix combination - 3 of compash brick
Mix Id
In Percentage of materials
Lime Fly ash Coal ashOlivine
sand Ecosand Gypsum
CaB10 10 10 10 15 50
CaB11 10 20 10 15 40 5
CaB12 10 30 10 15 30 5
CaB13 10 40 10 15 20 5
CaB14 10 50 10 15 10 5
33
Figure 3.19 Flow chart of manufacturing of trail mix combination 3 compash brick
34
CHAPTER – 4
EXPERIMENTAL INVESTIGATION
4.1 GENERAL
This chapter details with experimental investigation on compash ash bricks and
masonry. In the first stage of the investigations, the mechanical properties and durability
characteristics of compash ash bricks were studied and compared with clay brick. In the
second stage of the experimental study compressive strength and stress-strain
performance of brick masonry prism were investigated. The ultimate load carrying
capacity of compash ash brick masonry wall is determined through experiments.
A. EXPERIMENTAL STUDY ON PROPERTIES AND DURABILITY
CHARACTERISTICS OF THE BRICK
In the first stage of the investigation, basic mechanical properties of bricks such as
weight density, water absorption, compressive strength and efflorescence of compash ash
bricks of various mix combinations were examined. The durability properties like
resistance to chemical attack were analysed for compash brick on compash bricks (CaB8
and CaB12) and Clay bricks (CB).
4.2 MECHANICAL AND PHYSICAL PROPERTIES OF THE BRICK
4.2.1 Compressive Strength
As per the code IS3495:1992(Part 1) the compressive strength was conducted. For each
mix combination a six numbers of brick was tested after 28days of curing period. By using
Compressive Testing Machine the test was carried out. The compressive strength value is
determined by applying a uniform rate of loading to the brick. The uniaxial load is applied on
the brick until the failure is occurred. The maximum failure is noted. The compressive strength
is the ratio of ultimate load to the cross section of the brick in N/mm2. Figure 4.1 shows the
compressive strength test setup for brick.

35
Figure 4.1(a) compash brick Figure 4.1(b) clay brick
Figure 4.1 Compressive strength of brick.
4.2.2 Water Absorption
The water absorption test was carried out as per IS 3495:1992 (Part 2). It is kept is
oven at 105oC and cool the specimen and measure the weight as W1. Again the same specimen
is immersed in water for 24 hours. The saturated weight was noted as W2. The water
absorption value is the ratio of difference in weight to the dry weight of the brick. The value is
noted in percentage. Figure 4.2 and 4.3 Dry weight of brick and Water absorption test setup for
brick.
Figure 4.2 (a) clay brick Figure 4.2 (b) compash brick
Figure 4.2 Dry Weight of brick W1.

36
Figure 4.3 (a) clay brick Figure 4.3 (b) compash brick
Figure 4.3 Water absorption test setup for brick.
4.2.3 Weight Density
A six number of brick is tested for weight density for each combination of mix.
The volume and weight of the brick is measured. The ratio of weight to the volume of the brick
is weight density of the brick in N/mm3. Figure 4.4 shows the weight density test setup for
brick
Figure 4.4 (a) clay brick Figure 4.4 (b) compash brick
Figure 4.4 Weight Density for brick.

37
4.2.4 Efflorescence
As per IS 3495 part 3 the efflorescence test was performed. For each mix combination a
six number of specimen is used for the testing. The brick sample is immersed in water at the
depth of 25mm from bottom and the water level is maintained. The presence of white patches
is analysed in brick specimen. Figure 4.5 shows the efflorescence test setup for brick.
Figure 4.5 (a) clay brick Figure 4.5 (b) compash brick
Figure 4.5 Efflorescence test setup for brick.
4.3 DURABILITY PROPERTIES
The durability properties of compash brick and conventional clay brick were
investigated under various aggressive environments. The compash and clay brick specimens
were immersed in potable water with 5% of Na2SO4 and potable water with 5% of NaCl. 60
brick specimens were immersed in potable water with 5% of Na2SO4 and another set of 60 brick
specimens was immersed in potable water with 5 % of NaCl for a period of 90 days. The wet
weight and compressive strength of each brick specimen was determined after 3, 7, 14, 21, 28,
56 and 90 days of chemical exposure. Simultaneously the physical observation and dimension
changes were observed. Figure 4.6 shows the durability test setup for brick.
Figure 4.6 (a) clay brick Figure 4.6 (b) compash brick
Figure 4.6 Durability test setup for brick

38
B.EXPERIMENTAL STUDY ON STRUCTURAL BEHAVIOUR OF BRICK MASONRY
In the second stage of the experiment, investigation was conducted out to determine
compressive strength value and stress-strain behaviour of mortar, brick and brick masonry prism.
The ultimate strength capacity of brick masonry wall was examined. Totally 18 prism specimens
and 3 wall element were cast for the second stage of the experiment.
4.4 EXPERIMENTAL SETUP FOR STRESS STRAIN BEHAVIOUR OF BRICK
The stress - strain behaviour of clay brick and Compash brick was studied by using
Universal Testing Machine (UTM) of capacity 200 tones. The dial gauge was fixed with respect
through lateral and longitudinal direction of brick specimen. Two dial gauges were fixed in
lateral direction and one dial gauge was fixed in longitudinal direction.
Figure 4.7 shows the experimental set up for brick. The experimental setup for stress strain
behaviour test of bricks. Compressive load was applied gradually at uniform rate and at equal
intervals of loading and the corresponding deflections were measured with the help of dial
gauges. The dial gauges were removed before the failure was occurred in the specimen. The
failure load was noted.
Figure 4.7 Experimental setup for brick unit
4.5 EXPERIMENTAL SETUP FOR STRESS STRAIN BEHAVIOUR OF MORTAR
The mortar cubes of size 70 mm x 70 mm x 70 mm were cast for determining stress -
strain behaviour of mortar. The mortar proportion of 1:5 and 1:6 was used for determination of
stress - strain behaviour using universal testing machine of capacity 200 tonnes. The mortar
cubes are placed at the centre of the UTM without eccentricity.

39
The dial gauge was used to measure the deflection. The dial gauge was fixed with
respective lateral and longitudinal directions of mortar specimen. Two dial gauges were fixed in
the lateral direction and one dial gauge was fixed in the longitudinal direction. Figure 4.8 shows
the experimental setup for stress - strain behaviour of mortar cubes.
Figure 4.8 Experimental setup for mortar cube
4.6 EXPERIMENTAL SETUP FOR STRESS STRAIN BEHAVIOUR OF BRICK
MASONRY
4.6.1 Casting of Brick Masonry Prism
Brick masonry prisms are constructed by brick and vary combination of mortar. The prisms
thus cast are shown in Figure 4.9 Size of brick specimen was 230 mm x 110 mm x 75 mm. The
height of brick masonry prism is 400 mm with 10 mm thickness mortar joints for Compash and
clay brick masonry prism. Totally 18 specimens were used for the study of stress-strain
behaviour of Compash brick masonry prism compared with the conventional brick masonry
prism. The test was conducted as per the codal provisions of IS1905:1987.
Figure 4.9 Sample of brick masonry prism

40
4.6.2 Testing Setup For Stress Strain Behaviour Of Compash Brick Masonry
The masonry prism was tested by the Universal Testing Machine (UTM) for stress-strain
behaviour brick masonry prism. A five-layer height of masonry prism was used to find the secant
modulus of the masonry prism. The prism was placed with the frame setup in which a
compressometer was fixed at lateral directions to the frame. The whole assembly of prism with
the compressometer was placed at the middle of the loading platform of UTM under uniaxial
compression load without any deviation. The load was applied gradually at uniform rate and at
equal intervals of loading and the corresponding deflections was noted from the compressometer
till the failure occurred. The ultimate load or failure load of masonry prism was noted.
4.7 STRUCTURAL BEHAVIOR OF BRICK MASONRY WALL
4.7.1 Casting of Brick Masonry Walls
A masonry wall is constructed with brick units and mortar. The load carrying capacity
of brick masonry wall is determined by using Loading frame. The compash brick masonry wall
(CaBW) and Conventional Clay brick wall(CBW) are constructed with cement mortar thickness
of 20mm with the mix ratio of 1:5 and 1:6. The stacked bond method is used for constructing
brick masonry wall. The size of the compash brick wall is 0.9m x 0.9m x 0.07m.
4.7.2 Ultimate Load Bearing Capacity of Masonry Wall
By using loading frame the brick masonry wall is investigated for Ultimate load
bearing capacity under cyclic loading using hydraulic jack. The geometry of the loading frame is
shown in the figure 4.10. Determine the ultimate strength of the masonry walls loading frame of
2m height to 2m width was used. Under loading frame the walls were placed for testing with
fixing of hydraulic jack. Above the masonry wall steel I section and bottom steel plate is
provided to transfer the uniform load throughout the entire length of the wall. At uniform and
regular intervals the compressive load is applied gradually and deflection is measured using dial
gauges with least count of 0.01mm were fixed. The ultimate load is noted.

41
Figure 4.10 Experimental setup for Load Bearing Capacity of Masonry Wall

42
CHAPTER 5
RESULTS AND DISCUSSION
5.1 GENERAL
The present chapter deals with the test results of compash bricks and the behaviour of
compash brick masonry is discussed in comparison with the clay brick masonry. The various
tests conducted on the Compash bricks are compression test, water absorption test, efflorescence
test, weight density of brick. The stress strain behaviour of the masonry element and load
carrying capacity of wall is also discussed. The test was conducted as per the code IS3495:1992
(Part1 to 4) and IS1905:1987.
5.2 PHYSICAL AND MECHANICAL PROPERTIES OF COMPASH BRICKS
Table 5.1 shows the test result of compressive strength, weight density and water
absorption of the trail mix combination – 1 of compash brick.
Table 5.1 Test results of trail mix combination - 1 of compash bricks
Mix IdCompressivestrength in
N/mm2
Waterabsorption
in %
WeightDensity in
kN/m3
CaB1 5.50 13.00 12.37
CaB2 4.03 12.50 12.88
CaB3 3.79 11.40 12.64
CaB4 3.50 10.00 13.73
From the result of compressive strength of the bricks various from 5.50 N/mm2 to 3.50
N/mm2 for trail mix combination1. The compressive strength value decreases with quarry dust
content increases in the mix. The CaB1 possessed higher compressive strength than other mixes.
The water absorption value various in percentage as 13.00, 12.50, 11.40 and 10.00. As per IS
code the mix combination 1 satisfied the water absorption value of 15%. The weight density
value in the range of 12.37 kN/m3 to 13.73 kN/m3. The presence of quarry dust increases the
weight density of brick.

43
For the trail mix combination 2 the test result value of the compressive strength various in the
range of 5.65 N/mm2 to 8.65 N/mm2. The mix CaB8 has higher compressive strength value than
other mixes. The water absorption value of trail mixes various from 10.25% to 12.50%. The test
results shows pond ash content is decreased the water absorption value is increased. The weight
density value various from 11.75 to 13.75N/mm3. When the flyash content increased the weight
density of mix combination 2 is increased gradually. From the results, the flyash content of 40%
and 20% which possess the good properties.
Table 5.2 Test results of trail mix combination - 2 of compash bricks
Mix IdCompressivestrength in
N/mm2
Water absorptionin %
WeightDensity in
kN/m3
CaB5 5.65 10.25 11.75
CaB6 6.21 11.25 12.12
CaB7 7.52 11.50 12.75
CaB8 8.65 11.75 13.25
CaB9 8.25 12.50 13.75
From the table 5.3, it is observed that compressive strength various from 6.25 to 8.35
MPa for the trail mix combination - 3. The combination CaB12 shows increased strength
respectively from other combination mix of 3. The value of water absorption value in the various
percentage of 11.15 % to 12.50 %.The percentage replacement of flyash increases the water
absorption value decreases. The weight density in the range of 13.52 kN/m3 to 14.25kN/m3. The
increase in percentage of Ecosand in mix has higher weight density.
Table 5.3 Test Result of Trail mix combination – 3 of compash bricks
Mix IdCompressivestrength in
N/mm2
Water absorptionin %
WeightDensity in
kN/m3
CaB10 7.65 12.50 14.25
CaB11 8.15 11.85 14.15
CaB12 8.35 11.65 13.90
CaB13 7.45 11.25 13.65
CaB14 6.25 11.15 13.52

44
The figure 5.1 shows the comparison of compressive strength of 3 trail mix combinations
of compash brick by pie chart representation.
Figure 5.1 Comparison of compressive strength values of compash brick
From the result of compressive strength of the bricks various from 3.50 N/mm2 to 5.50
N/mm2 for trail mix combination1. The compressive strength value decreases with pond ash
content and quarry dust increases. For the trial mix combination 2, the compressive strength
value varies from 5.65 N/mm2 to 8.65 N/mm2. The Crusher sand percentage value is increased in
mix proportion the compressive strength decreased.
The figure 5.2 shows the comparison of percentage of water absorption value of 3 trail
mix combinations of compash brick by graphical representation.
5.54.033.793.5
5.65
6.21
7.52
8.658.25
7.65
8.15
8.35
7.45
6.25
CaB1
CaB2
CaB3
CaB4
CaB5
CaB6
CaB7
CaB8
CaB9
CaB10
CaB11
CaB12
CaB13
CaB14Mix ID
Com
pres
sive
str
engt
h, N
/mm
2

45
Figure 5.2 Comparison of Water absorption % of compash brick
Water absorption varies from 13 % to 10.00 % and weight density of the brick is varies
from 12.37 kN/m3 to 13.73 kN/m3. The water absorption value of conventional clay is greater
than compash brick.
The figure 5.3 shows the comparison of weight density value of 3 trail mix combinations
of compash brick by graphical representation.
Figure 5.3 Comparison of Weight Density value of compash brick
1312.5
11.4
10 10.2511.25 11.5 11.75
12.5 12.511.85 11.65 11.25 11.15
0
2
4
6
8
10
12
14
Water Absorption in %
Wat
er a
bsor
ptio
n in
%
Mix ID
12.37
12.88
12.64
13.73
11.75 12.12
12.7513.25
13.7514.2514.1513.9
13.65
13.52
0246810121416
Wei
ght
Den
sity
in k
N/m
3
Mix ID

46
The weight density value in compash brick decreased with increasing the pond ash
percentage is increased in mix proportion 1and 2. The weight density increased with increase in
eco sand percentage in mix combination 3.
The compressive strength, water absorption and weight density value of the conventional
clay brick are 5.85 MPa, 16.5 % and 15.43 kN/m3 are respectively. The weight density value is
less compared to conventional clay brick. There is no white or grey batches found in compash
bricks. By using this compash bricks, the self weight of the wall element decreased compared
with conventional clay brick.
5.3 DURABILITY PERFORMANCE OF THE BRICK
Table 5.4 shows performance of the compash and clay brick after exposure to Na2SO4
and NaCl.
Table 5.4 Compressive strength and weight of bricks after immersion in Na2SO4,
and NaCl solution for various periods (Days)Mix ID 0
days3
days7
days14
days21
days28
days56
days90
days
Average compressive strength in N/mm2 in Na2So4 Solution
CB 5.85 5.56 5.41 5.38 5.26 5.14 4.92 4.80
CaB8 8.65 8.57 8.48 8.37 8.29 8.21 7.84 7.52
CaB12 8.35 8.32 8.30 8.25 8.10 7.85 7.65 7.48
Weight of the brick in kg
CB 3.55 3.58 3.63 3.67 3.71 3.72 3.74 3.75
CaB8 2.80 2.92 2.98 3.11 3.13 3.15 3.16 3.18
CaB12 2.85 2.90 2.99 3.10 3.15 3.18 3.20 3.25
Average compressive strength in N/mm2 in Nacl Solution
CB 5.85 5.55 5.41 5.39 5.26 5.24 4.82 4.65
CaB8 8.65 8.58 8.48 8.37 8.31 8.21 7.74 7.62
CaB12 8.35 8.30 8.26 8.20 8.15 8.10 7.70 7.55
Weight of the brick in kg
CB 3.55 3.58 3.65 3.69 3.71 3.72 3.74 3.73
CaB8 2.80 2.94 2.98 3.07 3.13 3.14 3.16 3.17
CaB12 2.85 2.92 3.00 3.09 3.15 3.19 3.20 3.24

47
The compressive strength values of clay bricks and compash bricks bricks were 4.80
N/mm2 and 7.52 N/mm2 respectively after 90 days of immersion in potable water with Na2So4
solution. The compressive strength values of clay bricks and compash bricks bricks were 4.65
N/mm2 and 7.62 N/mm2 respectively after 90 days of immersion in potable water with Na2So4
solution. Up to 28 days of immersion, micro cracks were formed due to presence of NaCl crystal
growth in NaCl solution. This is the reason for the reduction in compressive strength of compash
bricks and clay bricks after 28 days of immersion in NaCl solution.
5.4 STRESS–STRAIN BEHAVIOUR OF BRICKS
The compressive load and corresponding deflection data are recorded in the masonry
prism element. Stress vs strain curves are drawn for two different types of bricks like compash
and clay. In table 5.5 and figure 5.4 show this the values of ultimate load, ultimate compressive
stress, failure strain and secant modulus of two different types of bricks used in this experimental
investigation.
Table 5.5 Test results various brick with uniaxial loading
Mix ID Ultimateload (KN)
Ultimatestress
(N/mm2)
Failurestrain
Secantmodulus(N/mm2)
CB 122.85 5.85 0.0059 1727.2CaB8 222.31 8.65 0.0066 2408.7
CaB12 221.26 8.35 0.0063 2350.5
Figure 5.4 Stress strain curve for bricks
0
2
4
6
8
10
0 0.002 0.004 0.006 0.008
Com
pres
sive
str
ess
in N
/mm
2
Compressive strain
CaB8
CaB12
CB
48
Ultimate compressive stress of Compash brick is 31.97% greater than the clay brick.
Failure strain for Compash brick is 10.6% greater than clay brick. The young’s modulus of
Compash brick is 28.9% greater than the clay brick. Secant modulus is directly proportional to
the compressive strength.
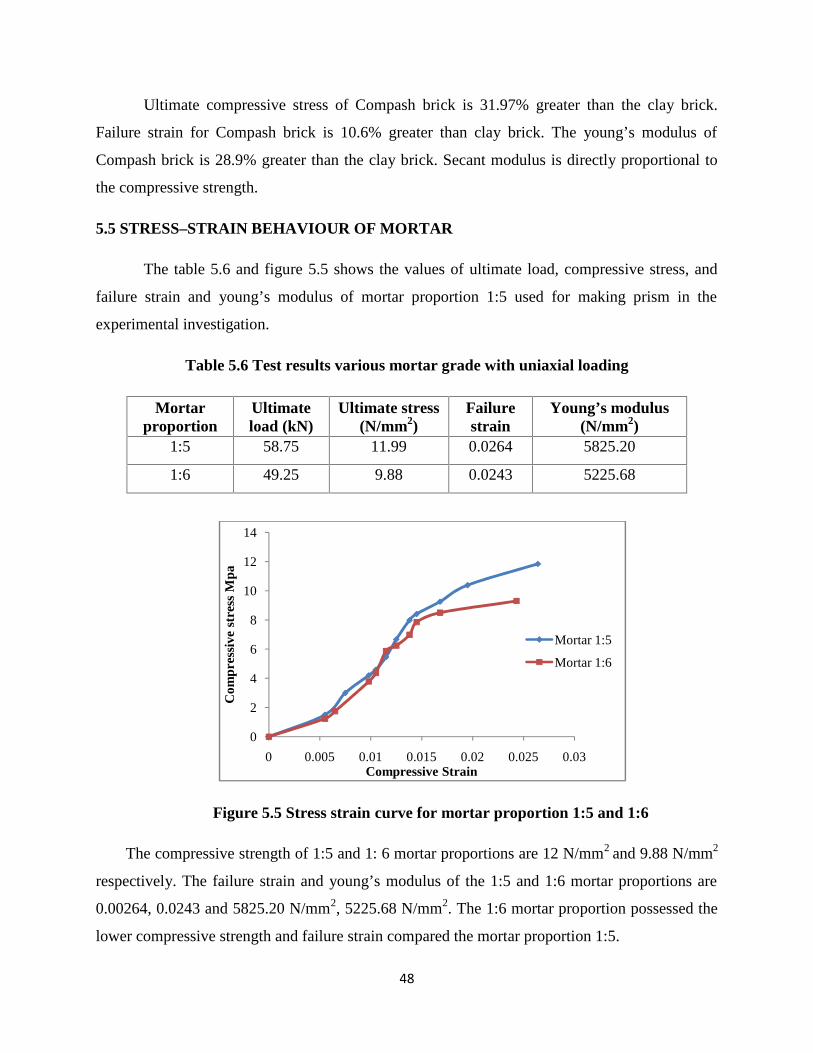
5.5 STRESS–STRAIN BEHAVIOUR OF MORTAR
The table 5.6 and figure 5.5 shows the values of ultimate load, compressive stress, and
failure strain and young’s modulus of mortar proportion 1:5 used for making prism in the
experimental investigation.
Table 5.6 Test results various mortar grade with uniaxial loading
Mortarproportion
Ultimateload (kN)
Ultimate stress(N/mm2)
Failurestrain
Young’s modulus(N/mm2)
1:5 58.75 11.99 0.0264 5825.20
1:6 49.25 9.88 0.0243 5225.68
Figure 5.5 Stress strain curve for mortar proportion 1:5 and 1:6
The compressive strength of 1:5 and 1: 6 mortar proportions are 12 N/mm2 and 9.88 N/mm2
respectively. The failure strain and young’s modulus of the 1:5 and 1:6 mortar proportions are
0.00264, 0.0243 and 5825.20 N/mm2, 5225.68 N/mm2. The 1:6 mortar proportion possessed the
lower compressive strength and failure strain compared the mortar proportion 1:5.
0
2
4
6
8
10
12
14
0 0.005 0.01 0.015 0.02 0.025 0.03
Com
pres
sive
str
ess
Mpa
Compressive Strain
Mortar 1:5
Mortar 1:6

49
5.6 STRESS–STRAIN BEHAVIOUR OF BRICK MASONRY
As per the IS code - IS 1905:1987 – ‘Codes of practice for structural use of
unreinforced masonry’ was used for this study. The ultimate stress, failure strain and Secant
modulus of the compash and clay brick masonry prism was determined and tabulated in 5.7 and
figured in 5.6 and 5.7.
Table 5.7 Comparison test result of brick masonry prisms
Mortargrade
Brickmasonry type
Ultimatestress
(N/mm2)
Failurestrain
Secantmodulus(N/mm2)
1:5
CB 2.53 0.0048 1612
CaB8 3.22 0.0056 1711
CaB12 3.15 0.0052 1680
1:6
CB 1.85 0.0063 1125
CaB8 2.52 0.0068 1546
CaB12 2.25 0.0065 1425
Figure 5.6 stress strain curve for brick masonry prism for 1:5 mortar
0
0.5
1
1.5
2
2.5
3
3.5
0 0.001 0.002 0.003 0.004 0.005 0.006
Com
pres
sive
str
ess
N/m
m2
Compressive Strain
CaB8
CaB12
CB

50
Figure 5.7 Stress strain curve for brick masonry prism for 1:6 mortar
The compressive strength value of the Compash brick masonry prism was higher
compared to conventional clay brick. The failure strain value of the clay brick masonry prism
was 14.28 % lower than that of Compash brick masonry prism in 1:5 mortar proportions. The
secant modulus of the Compash brick masonry prism of 1:5 mortar proportions is 6.20 % higher
than the conventional clay brick masonry prism. The brick masonry prism made up of the 1:6
mortar proportion possessed lower ultimate stress, failure strain and secant modulus compared to
1:5 mortar proportion.
5.7 ULTIMATE LOAD CARRYING CAPACITY OF WALL
Table 5.8 shows the ultimate load and ultimate stress of the brick masonry wall. The
ultimate load value is higher in the ratio of 1:5 mortar proportions. The ultimate stress of
compash brick masonry wall is higher than the conventional clay brick wall. The ultimate value
of compash brick masonry wall for the ratio of 1:5 and 1:6 are 8.3N/mm2 and 7.44 N/mm2. The
compash brick masonry wall with ratio of 1:5 and 1:6 has higher ultimate stress value than
conventional brick wall. The compash brick masonry wall (CabW) with mix ratio 1:5 shows
higher ultimate stress than the 1:6 mix ratio compash brick masonry wall.
0
0.5
1
1.5
2
2.5
3
0 0.001 0.002 0.003 0.004 0.005 0.006 0.007
Com
pres
sive
str
ess
N/m
m2
Compressive Strain
CaB12
CaB8
CB

51
Table-5.8 Ultimate load and stress obtained for walls
S. NoCementmortar Mix Id
Ultimate load(kN)
Ultimatestress
(N/mm2)
1 1:5 CaBW 941.50 8.38
2 1:5 CBW 645.50 5.75
3 1:6 CaBW 835.45 7.44
4 1:6 CBW 545.9 4.86
5.7.1 FAILURE MODES
From the figure 5.8 it clearly shows the crack pattern is propagate from top to bottom.
The width of the crack pattern gradually decreases from top to bottom. The crack width of
compash brick masonry wall is less when compared to conventional brick masonry wall.
Figure 5.8 Failure mode in brick masonry wall

52
CHAPTER 6
COST ANALYSIS
6.1 ANALYSIS OF BRICK MANUFACTURING COST
The cost analysis is important in acceptance of the product in practical usage. Pond ash is
waste material but it includes the transportation cost. The cost of the brick is depends on the
following criteria.
1. Brick making Machine
2. Varies material like olivine sand, coal ash, eco sand, fly ash, pond ash, cement, crusher
sand.
3. Labour cost and transportation charges
4. Maintenance and electricity.
6.2 CALCULATION FOR QUANTITY AND COST OF THE MATERIALS FOR
COMPASH BRICK
6.2.1 Cost analysis of CaB8
The cost analysis of the mix CaB8 is arrived. The materials for the 1000 nos of the brick
are mentioned in the table 6.1. Quantity and cost of the material are represented in Pie chart 6.1
and 6.2.
Table 6.1 Quantity and cost of the materials required for mix CaB8 of compash brickfor 1000 Nos
Materials Percentage ofmaterials
Quantity of thematerial in kg
ApproximateCost of the
material in Rs.Crusher sand 25 1000 800
Lime 10 400 650
Gypsum 5 200 975
Fly ash 40 1600 1050
Pond ash 20 800 350
Total 100 4000 3825

53
Figure 6.1 Quantity of the materials required for mix CaB8 of compash brickfor 1000 Nos
Figure 6.2 Cost of the materials required for mix CaB8 of compash brickfor 1000 Nos
1600
800
53
Figure 6.1 Quantity of the materials required for mix CaB8 of compash brickfor 1000 Nos
Figure 6.2 Cost of the materials required for mix CaB8 of compash brickfor 1000 Nos
1000
400
2001600
800
Quantity of the material in kg
Crusher sand
Lime
Gypsum
Fly ash
Pond ash
53
Figure 6.1 Quantity of the materials required for mix CaB8 of compash brickfor 1000 Nos
Figure 6.2 Cost of the materials required for mix CaB8 of compash brickfor 1000 Nos
Crusher sand
Gypsum
Pond ash

54
The cost for machinery, labour, and electricity charges for making 1000 nos of brick are
given below table 6.2.
Table 6.2 Cost of machinery, labour and electricity for 1000 nosof the compash bricks
Sl. No Description Cost in Rs. perbrick
Cost of 1000 nosof brick in Rs.
1 Labour 0.05
1702 Electricity 0.05
3 Machinery 0.07
Total 0.17
Total cost of the 1000 nos of the CaB8 = Material cost + Cost of other expenses
= Rs. 3925 + Rs.170 = Rs. 4095
The cost of one CaB8 brick = Rs. 4.10
6.2.2 Cost analysis of CaB12
The cost analysis of CaB12 is arrived. The materials for the 1000 nos of the brick are
mentioned in the table 6.3 and represented in Pie chart 6.3 and cost of the material represented in
Pie chart 6.4.
Table 6.3 Quantity and cost of the materials required for mix CaB12of compash brick for 1000 Nos
MaterialsPercentage of
materialsQuantity of thematerial in kg
Approximate Costof the material in
Rs.Olivine sand 15 600 600
Coal ash 10 400 360
Lime 10 400 650
Gypsum 5 200 975
Fly ash 30 1200 1050
Ecosand 30 1200 250
Total 100 4000 3885

55
Figure 6.3 Quantity of the materials required for mix CaB12 ofcompash brick for 1000 Nos
Figure 6.4 Cost of the materials required for mix CaB12 ofcompash brick for 1000 Nos
Total cost of the 1000 nos of the CaB12 = Material cost + Cost of other expenses
= Rs. 3885 + Rs.170 = Rs.4055.00
The cost of one CaB12 brick = Rs. 4.06
1200
1050
Approximate Cost of the material in Rs.
55
Figure 6.3 Quantity of the materials required for mix CaB12 ofcompash brick for 1000 Nos
Figure 6.4 Cost of the materials required for mix CaB12 ofcompash brick for 1000 Nos
Total cost of the 1000 nos of the CaB12 = Material cost + Cost of other expenses
= Rs. 3885 + Rs.170 = Rs.4055.00
The cost of one CaB12 brick = Rs. 4.06
600
400
400
2001200
1200
Quantity of the material in kg
Olivine sand
Steel slag ash
Lime
Gypsum
Fly ash
Ecosand
600
360
650
975
1050
250
Approximate Cost of the material in Rs.
Olivine sand
Steel slag ash
Lime
Gypsum
Fly ash
Ecosand
55
Figure 6.3 Quantity of the materials required for mix CaB12 ofcompash brick for 1000 Nos
Figure 6.4 Cost of the materials required for mix CaB12 ofcompash brick for 1000 Nos
Total cost of the 1000 nos of the CaB12 = Material cost + Cost of other expenses
= Rs. 3885 + Rs.170 = Rs.4055.00
The cost of one CaB12 brick = Rs. 4.06
Olivine sand
Steel slag ash
Gypsum
Fly ash
Ecosand
Olivine sand
Steel slag ash
Gypsum
Fly ash
Ecosand

56
CHAPTER 7
CONCLUSION
The following points of the research work are presented below,
A. MECHANICAL AND PHYSICAL PROPERTIES OF BRICK
1. The compressive strength of compash brick varies between 3.50 to 8.65 N/mm2 for 14
mix combinations.
2. The water absorption percentage range is 10.10 to 13.00 from Mix CaB1 to Mix CaB14.
3. The mix combination of 10 has higher weight density value of 14.25 kN/m3. This is due
to the higher percentage of the Ecosand.
4. The compressive strength value is decreased with increase of the crusher sand and pond
ash.
5. All mix combinations of compash bricks should possesses the compressive strength of
brick greater than 3.5 N/mm2. So, all types of mix combination are used for load bearing
structures.
6. The mix CaB8 and mix CaB12 are found to be optimum and possessed good compressive
strength and water absorption value compared to all other mixes.
B. STRUCTURAL BEHAVIOUR OF BRICK MASONRY
7. The Secant modulus of the Compash brick is 31.97 % greater than the clay brick. Failure
strain for Compash brick is 10.60 % greater than clay brick. The 1:6 mortar proportions
possessed the lower compressive strength and failure strain compared the mortar
proportion 1:5.
8. The secant modulus of the Compash brick masonry prism of 1:5 mortar proportions is
6.20 % higher than the conventional clay brick masonry prism.
9. The ultimate load carrying capacity and stress value of compash brick masonry wall is
higher than conventional clay brick.

57
C. COST ANALYSIS OF BRICK
10. The polluting materials like eco sand, fly ash, pond ash, olivine sand, coal ash and
crusher sand are effectively used in manufacturing of compash bricks.
11. The cost of the compash brick is significantly low compared to conventional clay brick
because of usage of the industrial by products.
12. The cost of compash brick with mix CaB8 and mix CaB12 is Rs. 4.10 and Rs.4.06
respectively.
13. The cost of the compash brick is approximately around 35 percent lower than the
conventional clay brick.
14. Entrepreneurship for construction related labours / brick manufacturing units are
developed and also increase the employability.
58
CHAPTER 8
RECOMMENDATIONS AND SCOPE OF FUTURE WORK
8.1 RECOMMENDATIONS OF RESEARCH WORK
I thank UGC for granting me the research project on “Quantum Leap in Low Cost
construction Techniques with Usage of Compash Brick Masonry for Rural Housing” to explore
on various eco friendly industrial by products and convert the same into useful building products.
I herewith highlight the recommendations of the research project.
The polluting materials like eco sand, fly ash, pond ash, olivine sand, coal ash and
crusher sand are effectively used in manufacturing of compash bricks thereby
environment pollution is reduced to a certain extent.
From the research findings it is observed that utilization of flyash and pond ash upto 30%
each in a mix and usage of ecosand upto 30% resulted in good compressive strength and
other mechanical properties. It is also suggested that the overall cost of the compash brick
prepared with the locally available materials is which is significantly less compared with
traditional clay brick.
The mix combination of mix CaB8 containing crusher sand, lime, Gypsum, fly ash and
pond ash are 25 %, 10%, 5%, 40% and 20 % respectively. And mix CaB12 containing
olivine sand, Coal ash, lime, gypsum, flyash and eco sand are 15, 10, 10, 5, 30 and 30%
respectively are identified to be superior mix combinations of compash brick. The cost of
this mix is Rs.4.10 and Rs.4.06. The cost of this compash brick is less compared to
conventional bricks.
The dumping of such industrial by products consumes lot of land resources and is
creating an unhealthy way of living to the public. The innovative brick addresses this
issue greatly.
The cost of the brick is low compared to conventional clay brick because of usage of the
industrial by products.
This project transfers technology from research to engineering, industrial and societal
practices.

59
Entrepreneurship for construction related labours / brick manufacturing units are
developed and also increase the employability.
Through this proposed project we would encourage and motivate women in rural areas to
actively engage in this project area and thereby developing employability potential for
women. With support from NGO’s, resource persons, Industry and R&D organization
this project would be a great success benefiting the environment, construction industry,
etc ultimately contributing for the nations growth.
The project shall also support Micro, Small & Medium Enterprises and contribute
towards India’s rural employment.
Dr.K.Vidhya
Principal Investigator
8.2 SCOPE OF FUTURE WORK
The numerical analysis of the compash brick and masonry wall element can be performed.
The earth quake resistance behavior of the compash brick masonry under cyclic loading can be
studied.
Addition of industrial by products in mortar by partial replacement of cement and fine aggregate
can be explored.
The statistical analysis of the compash brick and masonry can be studied.
Study of the thermal properties of the compash brick and masonry can be investigated.

60
CHAPTER 9
REFERENCES
1. ACI 530, ‘Building code requirements for masonry structures’, American Society of Civil
Engineers, The Masonry Society..
2. Bharathi Ganesh, Sharada Bai, H & Nagendra, R 2011, ‘Effective utilization of pond ash
for sustainable construction-need of the hour’, International Journal of Earth Science and
Engineering, vol.4, no. 6, pp. 151-154.
3. Bharathi Ganesh, Sharada Bai, H & Nagendra, R 2011, ‘Effective utilization of pond ash
for sustainable construction-need of the hour’, International Journal of Earth Science and
Engineering, vol.4, no. 6, pp. 151-154.
4. Freeda Christy, C, Tensing, D & Mercy Shanthi, R 2012, ‘In-Plane shear behaviour of
Brick Masonry - A literature review on experimental study’, International Journal of Civil
and Structural Engineering, vol. 2, no. 4, pp. 1144-1152.
5. Gaurav Kantilal Patel & Jayeshkumar pitroda 2013, ‘Assessment of natural sand and pond
ash in Indian context’, International Journal of Engineering Trends and Technology, vol. 4,
no. 10, pp. 4287-4291.
6. Hakan Basaran, Ali Demir & Muhiddin Bagci 2013, ‘The behavior of masonry walls with
reinforced plaster mortar’, Advances in Materials Science and Engineering, vol. 2013,
Article ID 436946, pp. 1-9.
7. Henry Liu, Shankha K Banerji, William J Burkett & Jesse VanEngelenhoven 2009,
‘Environmental properties of fly ash bricks’, World of Coal Ash (WOCA) Conference,
Lexington, USA, http://www.flyash.info/
8. IS 1905: 1987, ‘Code of practice for structural use of unreinforced masonry’, (Third
Revision), Bureau of Indian Standards, New Delhi.
9. IS: 3495 (Part 1, 2 and 3)-1992, Methods of tests of Burnt Clay Building Bricks
Specification, Bureau of Indian Standards, New Delhi.
10. Muhammad J. Munir, Safeer Abbas, Moncef L. Nehdi, Syed M. S. Kazmi,and Anwar
Khitab (2018),” Development of Eco-Friendly Fired Clay Bricks Incorporating Recycled
Marble Powder”,” ASCE , Journal of Materials in Civil Engineering,vol.30”, no.5.

61
11. R. Gopinath (2018), “Manufacturing of Bricks using Eco Sand and Foundry Sand”,
International Journal of Engineering Research & Technology (IJERT) Vol. 7 Issue 04, pp:
10-12.
12. Rafat Siddique 2003, ‘Effect of fine aggregate replacement with class F fly ash on the
mechanical properties of concrete’, Cement and Concrete Research, vol. 33, pp. 539-547.
13. Rangawala, S.C. 2012, “Engineering materials” published by Charotar Publishing House,
Anand.
14. Santhakumar, A. R. 2007, “Concrete Technology (theory and practice)”, published by
Oxford University Press-New Delhi.
15. Special Committee for Implementation of science and Technology Projects. (SCIP).
16. Thomas Zimmermann, Alfred Strauss & Konrad Bergmeister 2012, ‘Structural behavior of
low- and normal- strength interface mortar of masonry’, Material and Structures, vol. 45,
pp. 829-839.
17. Vidhya, K & Kandasamy, S 2013, ‘Study on properties of bricks manufactured using fly
ash and pond ash’, International Journal of Pollution Research, vol. 32, no. 2, pp. 405-409.
18. Vidhya, K, Kandasamy, S 2016, Experimental investigations on the properties of coal ash
brick units as Green building materials’, International Journal of Coal Preparation and
Utilization, Volume 36, 2016 - Issue 6.

62
ANNEXURE – A
BRICK MAKING MACHINE

63