proiect tehnologia de fabric a tie
TRANSCRIPT

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 1/60
TEMA DE PROIECT
Să se proiecteze procesul tehnologic de prelucrare mecanică prin aşchiere pentru piesa datăîn desenul de execuţie cu prezentat în desenul atasat,pentru un lot de 100 piese.
Parte scrisă:1) Analiza critică a desenului de execuţie2) Alegerea materialelor utilizate3) Alegerea modului de obţinere a semifabricatelor 4) Stabilirea itinerariului tehnologic de prelucrare mecanică5) Calculul analitic al adaosului de prelucrare6) Alegerea echipamentului tehnologic: scule aşchietoare, maşini unelte, dispozitive.7) Calculul şi alegerea regimului de aşchiere
8) Determinarea normelor de timp9) Măsuri NTS la prelucrarea pe maşini unelte.
Parte grafică1) Desenul de execuţie al piesei2) Documentaţie tehnică( Fise tehnologice, plan de operatii)
Tipul producţiei: serie mică sau unicat, serie mare, de masă.
3

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 2/60
1.Analiza critică a desenului de execuţie.
Desenul de execuţie constituie practic cel mai important document pentru elaborarea procesului tehnologic de fabricaţie a unei piese, fiind în unele cazuri unicul document de caredispune tehnologul.
Aflat în faţa unui desen de execuţie pentru care urmează să se proiecteze tehnologia,se execută o verificare a acestuia.Verificarea poate lua două aspecte:a)în primul rând are loc o verificare a respectării cerinţelor standardelor în vigoare referitoarela modul de denumire a desenelor şi de înscriere a datelor tehnice.Această etapă implică înmică măsură cunoştinţele de tehnologie;
b)o a doua componentă a verificării, esenţială în execuţia piesei, o constituie examinareatehnologicităţii de fabricaţie a acesteia.
Verificarea desenului are loc de obicei mintal;odată cu acumularea unei experienţemai bogate, timpul destinat acestei verificări se poate reduce într-o măsură apreciabilă.Pe
parcursul verificării, tehnologul poate ajunge la concluzia că desenul îndeplineşte toatecondiţiile pentru a se putea trece la etapele următoare.În unele cazuri, inginerul tehnolog poateconstata existenţa unor lipsuri sau a unor deficienţe ale desenului;în principiu, în astfel desituaţii, este necesar ca tehnologul să ia legătura cu proiectantul utilajului sau reprezentantulautorizat al acestuia , pentru efectuarea eventualelor modificări pe desenul de execuţie.Deregulă, nu este permisă introducerea unor modificări pe desenele de execuţie fără acordul
proiectantului utilajului.Verificarea respectării prescripţiilor standardelor în vigoare.Desenul de execuţie este
un desen definitiv, întocmit la o scară standardizată;el trebuie să cuprindă toate datelenecesare execuţiei piesei respective, aşa cum arată de altfel numele său.
Aceste date privesc construcţia piesei, forma, dimensiunile, toleranţele, gradul definisare, materialul ,eventual alţi parametrii necesari execuţiei sau verificării
produsului.Desenul de execuţie se poate referii atât la o piesă din cadrul producţiei de bază,cât şi la o piesă a unui dispozitiv, sculă, la un semifabicat etc.
Pentru evitarea oricăror confuzii, este necesar ca desenele de execuţie să satisfacătoate cerinţele din standardele în vigoare, adică atât cerinţele privind modul de întocmire adesenului (format, scară, reprezentare, cotare, înscrierea datelor etc.), cât şi cele care se referăla datele tehnice (dimensiuni, materiale, toleranţe etc.).
Nu este admisă existenţa unui singur desen pentru două piese, care sunt una-imaginea
în oglindă a celeilalte, cu excepţia cazului când procesul tehnologic asigură executareasimultană a ambelor piese după un singur desen.În acelaşi timp pentru piesele similare caformă, dar executate în mai multe variante dimensionale, se acceptă folosirea unor desene cuaceste dimensiuni înscrise într-un tabel existent pe acest desen.Obiectul va fi reprezentat pedesen o singură dată, la scară standardizată, pentru una din tipodimensiunile din tabel .
Este obligatorie numai utilizarea reprezentărilor şi a semnelor convenţionalestandardizate;pot apărea alte reprezentări şi semene, care nu sunt prevăzute în standarde, dacăexist o legendă explicativă a acestora.
Pe desen trebuie sa apară precizări privind atât materialul în stare finită, cât şi legatede starea iniţială a materialului (semifabricat etc.).
În desenele de execuţie, piesele se reprezintă cu dimensiunile, starea suprafeţelor şi
ceilalţi parametrii pe care îi au înainte de asamblare (de exemplu, după tratamentele termice,
4

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 3/60
termo-chimice de suprafaţă, acoperiri galvanice, dar înainte de acoperirile decorative prinvopsire, lăcuire).
Dacă este vorba despre piese la a căror execuţie trebuie lăsat un adaos pentru prelucrări ulterioare (la asamblare), acestea se reprezintă cu dimensiunile şi starea suprafeţeicorespunzătoare piesei după prelucrarea definitivă de la asamblare, dar înscriindu-se, de
exemplu, în imediata apropiere a parametrilor în discuţie, cuvintele “După asamblare” sau“La montaj”.Se impune ca numărul de cote existente pe un desen de execuţie să fie minim, dar
totodată şi suficient pentru execuţia şi verificarea piesei;nu este admisă repetarea aceleiaşicote pe alte vederi sau secţiuni ale aceleiaşi piese.Trebuie de asemenea să se evite plasareacotelor în aşa fel încât să se urmeze un lanţ de cote închis.Dacă se impune totuşi menţionareaunor cote informative, care ar conduce la existenţa unui lanţ închis, cotele informative seînscriu între paranteze şi fără toleranţe.
Este necesar să existe prescripţii de precizie pentru toate cotele şi toţi parametrii dindesen, prin indicarea abaterilor limită (min., max.).Aceste prescripţii pot rezulta:-din înscrierea abaterilor limită (valori sau simboluri) direct lângă parametrul indicat;aceste
abateri sunt prescrise de obicei lângă celelalte standardizate;-din indicaţiile generale de pe desen;astfel, de exemplu, pentru roţi dinţate, arcuri etc., existăsisteme de toleranţe standardizate.Pentru cote fără indicaţii de toleranţe, se va face apel lastandardul corespunzător.În mod similar, există toleranţe pentru cotele obţinute prin turnare,matriţare etc;-din subînţelegerea implicită a preciziei, care poate fi dedusă din celelalte date înscrise pedesen, cum ar fi cazul abaterilor de formă şi de poziţie, care sunt incluse în câmpul detoleranţă la dimensiuni etc.
În spaţiul liber al desenului, este necesar să fie înscrise, sub formă de text sau tabele,condiţiile tehnice de calitate pentru piesa respectivă.Conţinutul textului trebuie să fie concis şiunivoc.Unităţile de măsură existente în text trebuie să fie unităţi ISO sau unităţi de măsurătolerate pe timp nelimitat (conform standardelor în vigoare).Textul şi tabelele se înscriu subtitlu “Condiţii tehnice”, de regulă, în următoarea succesiune:a)condiţii pentru materiale în stare finită şi eventual în stare iniţială (semifabricat);
b)condiţii privind precizia formei şi a dimensiunilor;c)condiţii de calitate a suprafeţelor (rugozitate, acoperiri de protecţie etc.);d)condiţii legate de tratamentele termice, termochimice;e)condiţii speciale de montaj;f)condiţii speciale de reglaj şi de punere în funcţiune;g)condiţii speciale de recepţie;h)condiţii speciale de exploatare;
i)indicaţii de marcare; j)condiţii speciale de transport şi depozitare;k)trimiteri la alte documente, care conţin referiri la condiţiile tehnice ale produsului, alteledecât indicate pe desen.
În mod obişnuit, nu sunt acceptate pe desenele de execuţie indicaţii tehnologice, cuexcepţia acelor indicaţii care se referă la alegerea semifabricatului sau la anumite procedee,condiţii sau mijloace de execuţie sau control, în măsura în care acestea sunt indispensabile
pentru asigurarea calităţii produsului.Desenul de execuţie îndeplineşte cerinţele menţionate mai sus, cu excepţia uneia.Pe
acest desen de execuţie nu este trecut materialul din care se execută piesa.
5

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 4/60
2.Alegerea şi justificarea alegerii materialului.
2.1. Rolul funcţional, formele constructive şi condiţiile tehnice de execuţie a arborilor
Arborii sunt organe de maşini cu lungimi mai mari decât diametrele, care, prin rotire în jurul axei longitudinale, transmit mişcarea, puterea şi momentele primite prin intermediul altor organe pe care le susţin sau cu care sunt asamblaţi (roţi, biele, cuplaje etc.). în timpul funcţionării,arborii sunt solicitaţi la torsiune şi încovoiere, fapt ce impun măsuri suplimentare la elaborareatehnologiei de prelucrare a acestora.
Principalele criterii de clasificare a arborilor sunt: forma, lungimea, diametrul, greutatea,condiţiile funcţionale şi complexitatea tehnologică.
După forma constructivă, arborii pot fi: arbori netezi, arbori în trepte simetrici şiarbori în trepte asimetrici. După lungime, arborii por fi: arbori scurţi, arbori mijlocii, arbori lungişi arbori foarte lungi.
Clasificarea arborilor trebuie să se facă în aşa fel încât să se creeze posibilitatea prelucrăriiunei anumite clase de arbori, pe cât posibil pe aceleaşi maşini-unelte, asigurându-se o
precizie ridicată şi o productivitate superioară. Astfel, clasificarea arborilor în grupa dearbori de dimensiuni mici sau mijlocii trebuie să permită prelucrarea lor pe maşini cu mai multecuţite, pe strunguri revolver, pe semiautomate sau automate.
Prin împărţirea arborilor în clase se realizează o simplificare a operaţiilor de pregătireşi o scurtare a ciclului de fabricaţie, folosindu-se procese tehnologice tip.
Pe baza procesului tehnologic tip, pentru clasa de piese respectivă, tehnologii proiectanţi vor putea cu uşurinţă să întocmească procesul tehnologic pentru piesa cerută,eliminândsau adăugând anumite operaţii, faze, treceri etc., în funcţie de complexitatea arborelui a căreitehnologie se proiectează.
Precizia de prelucrare a arborilor este determinată de condiţiile funcţionale ale acestora.In principiu, prelucrarea arborilor si in special a fusurilor se face dupa clasa de precizie 10...13ISO si in cazuri speciale in clasa 9 ISO. Din punct de vedere al preciziei dimensionale cele maisevere prescriptii se refera la suprafetele care formeaza ajustaje cu piese de tip alezaj; in moduzual se prevad precizii corespunzatoare claselor 7...9 ISO, iar pentru conditii speciale clasa 6ISO. Abaterile de forma(ovalitate si conicitate) trebuie sa nu depaseasca 0,2...0,4 din tolerantala diametrul respectiv, necoaxialitatea treptelor trebuie sa fie mai mica de 0,01...0,02 mm, iar abaterea de la rectilinitate se limiteaza la 0,005...0,03.
2.2. Materialele şi semifabricatele utilizate la fabricarea arborilor
La executarea arborilor se utilizează ca materiale fontele, oţelurile carbon, oţelurile aliate şineferoasele în funcţie de scopul şi condiţiile de rezistenţă impuse acestora.Pentru arborii de dimensiuni mici şi precizie scăzută, fără solicitări mecanice mari, dar
care sunt supuşi în exploatare la uzare se folosesc oţelurile AUT8, AUT12, sau AUT23/STAS 1350-89.
Arborii supuşi la solicitări mecanice medii se execută din oţeluri carbon obişnuite OL37,OL42, OL50, OL60 (STAS 500/2-80;, din oţeluri carbon de calitate OLC25, OLC35 şi, înspecial, OLC45 (STAS 880-88).
Pentru arborii cu tenacitate ridicată a miezului supuşi la uzare pronunţată şi la solicitărimecanice reduse se recomandă oţelurile de cementare OLC15 şi OLC15T iar pentru arborii supuşila solicitări mecanice mari şi care lucrează în condiţii grele de uzare oţelurile aliate cu nichel, crom-
nichel, crom-titan, mangan, STAS 791-88, ca de exemplu 15CN15, 13CN30, 28TMC12,21TMC12, 31CMS10.
6

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 5/60
Oţelurile aliate se utilizează numai în cazurile absolut necesare impuse decondiţiile de rezistenţă la uzare şi oboseală. Aceste oţeluri scumpe se pot înlocui cu oţelurilesau fontele slab aliate, ale căror proprietăţi mecanice se îmbunătăţesc prin tratamentele aplicatestratului superficial al piesei (mecanice, termice sau termochimice).
Pentru piesele de tip arbore, în funcţie de scop, importanţă şi dimensiuni, semifabricatele se
obţin: prin turnare (în cazul arborilor de dimensiuni mari); din laminate trase la rece sau la cald ( d < 150 mm); din laminate, care apoi se forjează pentru îmbunătăţirea proprietăţilor fizico-mecanice;
prin forjarea liberă (la arborii de dimensiuni mari pentru motoare statice, navale etc.); prin matriţare,în cazul producţiei de serie mijlocie şi mare.
Pentru arborii netezi şi în trepte cu diametrul maxim până la 150 mm şi care au odiferenţă de cel mult (40...50) mm între diametrele treptelor se folosesc drept semifabricate barelelaminate.
Pentru arborii netezi şi în trepte cu lungimi până la 500 mm şi diametre mai mici de 100 mm,executaţi în producţia de serie mijlocie şi mare, semifabricatele se obţin prin matriţare.
In cazul arborilor mari şi grei (/>800 mm şi <j> > 60 mm), executaţi în producţie de serie mică sau de unicate, semifabricatele se obţin prin forjare liberă, cu adaosuri
mari de prelucrare.Pentru arborii cu flanşe mari şi pentru arborii grei se pot folosi semifabricate din fontă de
mare rezistenţă cu grafit nodular sau fontă modificată, care au însă o rezistenţă mai mică decâta celor din oţel, dar au în schimb o capacitate mai mare de amortizare a solicitărilor dinamice.
Procesul de obţinere a semifabricatului este condiţionat de următorii factori: felul şi proprietăţile materialului din care este executat, forma şi dimensiunile piesei şi volumul de producţie.Indicarea metodei şi procedeului de elaborare a semifabricatului este condiţionată însă şi defactorii economici.
Obţinerea unor semifabricate cu forme şi dimensiuni apropiate de cele ale piesei finite estemai scumpă decât a semifabricatelor mai puţin precise, în prima variantă, adaosul de
prelucrare şi costul prelucrării mecanice sunt mici şi, în plus, rezultă o economie demetal, în varianta a doua, adaosul de prelucrare va fi mai mare, deci consumul mai marede manoperă şi metal.
În vederea stabilirii metodei şi procedeului de obţinere a semifabricatului se face o analizătehnico-economică a mai multor variante, în urma căreia se va stabili varianta optimă (care săasigure costul minim).
2.3 Alegerea şi justificarea alegerii materialului.
La realizarea construcţiilor mecanice, oţelurile de uz general sunt folosite în mod
curent deoarece, sub formă de produse finite, prezintă proprietăţi tehnologice şi de utilizaresatisfăcătoare pentru marea majoritate a cazurilor şi în plus sunt cele mai economice.În cadrulfiecărei mărci sunt diferenţiate clase de calitate, care, prezentând aceleaşi intervale derezistenţă la tracţiune, oferă garanţii suplimentare referitoare la evitarea ruperilor fragile sau
pentru condiţii de utilizare deosebite.Condiţiile tehnice de livrare sunt precizate în STAS 500-80.
Materialele de bază pentru arbori sunt oţelurile carbon şi aliate, datorită rezistenţei şimodulului de elasticitate mare, precum şi posibilităţilor de a putea fi durificate.
Principalul mijloc de punere în valoare a capacităţii de rezistenţă a oţelurilor estetratamentul termic, aplicat adecvat compoziţiei chimice a acestora şi tipului de piesăconsiderat.Comportarea corespunzătoare la tratament termic şi mai ales reproductibilitatea
caracteristicilor obţinute în condiţiile respectării aceloraşi parametrii termici (durată,temperatură etc.) se pot realiza numai în cazul unor oţeluri de calitate, cu conţinuturi în
7

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 6/60
elemente reziduale şi incluziuni cât mai reduse, elaborate conform unor tehnologii specificeacestui scop.În general oţelurile carbon se folosesc la realizarea de piese supuse unor solicitărimoderate.Prin aliere creşte capacitatea oţelului de a prelua solicitări mari.
În scopul raţionalizării consumurilor, reducerii stocurilor, simplificării aprovizionării,unificării parametrilor de tratament termic etc., este de dorit ca, în măsura posibilului, să se
folosească pentru piese tratate termic mărcile economice, aliate în principal cu mangan şisiliciu.Condiţiile tehnice generale de livrare ale acestor oţeluri sunt precizate în STAS 7450-89.
În ultima perioadă în construcţia de maşini au început să fie larg folosite oţelurilealiate numai cu vanadiu (cca 0,15%) şi azot (cca 0.02 %), la care conţinutul mediu de carboneste în jur de 0,40 %.Aceste oţeluri se folosesc la piese realizate prin forjare la care răcireacontrolată după forjare la o temperatură finală de cca 950 C asigură o structură perliticăuniformă (cca 50 % perlită). În acest fel nu mai este necesar un alt tratament termic,caracteristicile mecanice obţinute având o distribuţie uniformă în toată secţiunea piesei iar nivelul lor fiind superior cu 10-30 % faţă de cel realizat în cazul pieselor din oţeluri carbon decalitate cu acelaşi conţinut mediu de carbon.Comportarea la solicitări variabile a pieselor
complexe din aceste oţeluri (biele, arbori etc.) este în majoritatea cazurilor superioară celei a pieselor identice realizate din oţeluri aliate deoarece, practic, la noile oţeluri nu se genereazătensiuni interne, care pot apărea în piese, ca urmare a tratamentului de îmbunătăţire aoţelurilor aliate.Promovarea acestor oţeluri economice este recomandată, după experimentăriadecvate, în special pentru producţia de serie.
Analizând condiţiile de funcţionare şi solicitare din acest arbore, rezultă că esteacoperitoare folosirea mărcii OL 45 STAS 880-88 şi STAS 7450-89.
Compoziţia chimică:C 0,42…0,50 [%]Mn 0,50…0,80 [%]Si 0,17…0,37 [%]
Caracteristici mecanice conform STAS 880-66 şi STAS 792-66:
( ) 402,0=cσ σ
2mm
daN
66=r σ
2mm
daN
175 =σ [ ]%
35= Z [ ]%
210min= HB
2mm
daN
450=σ
2mm
daN
301 =−σ
2mm
daN
50=ak σ
2mm
daN
8

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 7/60
3.Alegerea modului de obţinere a semifabricatului.
În producţia de piese pentru masini unul dintre principiile care determină obţinereaunui proces tehnologic optim de fabricaţie îl constituie alegerea raţională a semifabricatului.
Există mai multe tipuri de semifabricate folosite la fabricarea pieselor în
construcţia autovehiculelor rutiere.Alegerea corectă a unui semifabricat necesar realizării unei piese presupune:- stabilirea formei semifabricatului;- stabilirea metodelor de obţinere ale acestuia;- stabilirea dimensiunilor;- stabilirea adaosurilor de prelucrare;- stabilirea toleranţelor şi a durităţii acestuia.
Cele mai importante criterii în alegerea unui semifabricat sunt:- volumul producţiei;- mărimea piesei;- caracteristicile funcţionale ale piesei finale.
Factorii care determină alegerea metodei şi procedeului de elaborare asemifabricatului sunt:
- materialul piesei;- forma şi dimensiunile piesei;- volumul producţiei;- costul elaborării semifabricatului şi costul prelucrării acestuia.În funcţie de forma şi dimensiunile semifabricatului raportate la forma şi dimensiunile
piesei finale se poate defini gradul de apropiere a semifabricatului de piesa finală. Dacăgradul de apropiere este mare, volumul prelucrărilor mecanice scade, dar creşte costulsemifabricatului. Dacă gradul de apropiere este mic, creşte volumul prelucrărilor prin care seobţin caracteristicile funcţionale ale piesei, cât şi o parte din detaliile de formă ale acesteia.
Principiile pe baza cărora se face alegerea metodei şi procedeului de elaborare asemifabricatului:
- alegerea unui semifabricat de formă, dimensiuni şi stare a suprafeţei cât maiapropiate de piesa finită . Avantajele acestei alegeri constau în realizarea deeconomii de material, reducerea timpului, energiei, consumului de scule etc. pentru
prelucrarea piesei. Se reduce deci costul prelucrării piesei, dar creşte costul elaborăriisemifabricatului.
- alegerea unui semifabricat tipizat ca formă, dimensiuni şi stare a suprafeţei.Costul acestui semifabricat este mai mic, dar gradul de utilizare a materialuluieste mai redus, adaosurile de prelucrare fiind mai mari şi neuniforme pe
suprafeţe, necesitând timp de prelucrare, consum de energie, scule etc. mairidicat. Se reduce deci costul semifabricatului, dar creşte costul prelucrării piesei.
Costul semifabricatului se răsfrânge asupra costului piesei prelucrate, atât în moddirect, cât şi în mod indirect, prin influenţarea procesului de prelucrare.Observaţie : Primul principiu de alegere a semifabricatului este adecvat producţiei de seriemare , iar cel de-al doilea producţiei de serie mică şi mijlocie.
Ţinând seama de particularităţile producţiei de autovehicule (volum mare al producţieişi caracter de serie mare şi de masă) se vor prefera semifabricatele cât mai apropiate de piesafinită pentru a se reduce cât mai mult consumul de metal şi volumul de muncă al prelucrărilor.
Adoptarea unor semifabricate cu adaosuri mari de prelucrare este justificată doar pentru
atelierele de prototipuri şi pentru producţia de serie mică a unor autovehicule de mare putere.Deoarece există situaţii când mai multe metode şi procedee pot asigura la fel de bine
9

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 8/60
respectarea condiţiilor tehnice impuse semifabricatului, cât şi consumuri de metal şi de forţăde muncă minime, apare necesitatea analizei tehnico-economice a variantelor posibile deaplicat.
Costul total al unei piese finite se determină cu relaţia (3.1), [Abaitancei]:
** 10011001 pm
pm g pm
pm s
s g ps
sm pm s p
A R R
S
A R R
S C C C C ∆∆ +
+
+++
+
++=+= (3.1)În care: Cm – costul materialului metalic sau nemetalic consumat pentru executarea unuisemifabricat;
Ss, S pm - salariul pe o piesă, plătit pentru executarea unui semifabricat “s” şi respectiv pentru prelucrarea mecanică “pm” a acestuia;
R ps, R pm – cheltuieli de regie din secţia de pregătire a semifabricatului, respectiv aatelierului de prelucrări mecanice, exprimate în procente din manopera secţiei sau aatelierului;
R g – regia generală pe întreaga intreprindere;As, A pm – costul proiectării, fabricării şi încercării utilajelor speciale(modele, cutii de
miez, SDV-uri);,
*
s∆ *
pm∆ - durabilitatea utilajelor tehnologice din secţia de semifabricate, respectivdin secţia de prelucrări mecanice.Ponderea cea mai mare în relaţia (3.1) o are termenul Cm care se calculează cu relaţia (3.2):
mm g C C ⋅= 1 (3.2)n
pf msm g k g ⋅= (3.3)În care: C1 – costul unui kg de material;
gm – consumul de material, [kg];k ms; n – constante ce ţin seama de pierderile de material la obţinerea semifabricatului şi
la prelucrarea acestuia;
q pf – masa piesei finite, [kg].
Semifabricatele laminate se utilizează la fabricarea pieselor de tip arbore de dimensiunimici şi mijlocii cu variaţii mici de diametru. Aceste semifabricate sunt utilizate sub formă de
bară cu secţiunea rotundă, pătrată, hexagonală, platbandă şi oţel lat laminat la cald saucalibrat, profile, ţevi.
La fabricarea carcaselor, caroseriilor, cabinelor se utilizează frecvent profile laminate plate, corniere, profile U,T. Debitarea se va realiza cu fierăstraie mecanice sau cu metodeneconvenţionale.
Pentru realizarea arborelui din desenul de execuţie, care se realizeaza in serie mica, sealege un semifabricat laminat la cald.
3.1 Pregătirea semifabricatelor în vederea prelucrărilor mecanice.După alegerea variantei optime de obţinere a semifabricatului şi producerea lui în
secţiile tehnologice trebuie supus următorului ciclu de operaţii: curăţirea semifabricatului,îndreptarea, tăierea, tratamentul termic, vopsirea de protecţie împotriva coroziunii şi acţiuniilichidelor de răcire –spălare, utilizate la prelucrări mecanice.
În producţia de semifabricate turnate şi forjate în matriţă se practică curăţireagrosolană prin îndepărtarea bavurilor, maselotelor,neregularităţilor accidentale cu utilajemecanizate şi netezirea prin sablare cu jet de alice sau electrocorindon, în cabine speciale sautobe rotative, polizoare sau prelucrare cu scule de mână. Instalaţii de decapare completeazădotarea tehnologică de pregătire a semifabricatelor.
10

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 9/60
Îndreptarea semifabricatelor de tip arbore, pentru prelucrarea pe maşini unelteautomate sau semiautomate se execută cu prese excentrice, hidraulice sau manuale, cu şurubsau pe maşini de îndreptat şi calibrat specializate.
Tratamentul termic al semifabricatului constă în îmbătrânirea naturală sau artificială,recoacerea de detensionare sau de recristaliazare şi normalizarea.
11

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 10/60
4.Stabilirea itinerariului tehnologic de prelucrare mecanică
Procesele tehnologice de prelucrare mecanică a arborilor este acea parte a procesuluide producţie legată de schimbarea formei geometrice, a dimensiunilor, a calităţilor fizico-
mecanice, a calităţii suprafeţei până la obţinerea piesei finite şi reprezintă ansambluloperaţiilor care determină modificările menţionate.Procesele tehnologice de prelucrare a arborilor pot fi uşor tipizate, în raport cu alte
categorii de piese, deoarece numărul treptelor şi dispunerea lor nu influenţează procedeele de prelucrare utilizate, ci numai succesiunea prelucrărilor. Arborii şi axele din construcţiaautovehiculelor sunt piese la care poate fi aplicată tehnologia de grup sau tehnologia tip.Procesul tehnologic tip poate fi elaborat pentru un tip de arbore cât şi pentru un grup de arboride acelaşi tip având aceeşi succesiune de operaţii tehnologice de proiectare sau execuţie.Tehnologia tip se poate aplica pentru o singură operaţie sau pentru întregul proces tehnologic.
Deosebirile dintre diverse procese tehnologice de prelucrare mecanică ale diferiţilor arbori sunt determinate de suprafeţele cuprinse în structura arborelui şi care trebuie să fie
prelucrate, cum ar fi: filete, alezaje ,canale de pană, caneluri, danturi, forme prismatice,alezaje cu axa perpendiculară pe axa arborelui.În vederea reducerii timpului consumat cuîntocmirea documentaţiei tehnologice, pentru proiectarea cu echipamentului tehnologicnecesar şi reducerea numărului de variante de proces tehnologic s-a trecut la elaborarea unor
procese tehnologice tip. Tipizarea proceselor tehnologice începe prin clasificarea arborilor înclase şi subclase.
În principiu la prelucrarea pieselor după tehnologia tip se parcurg următoarele etape:operaţii pregătitoare, prelucrări de degroşare, semifinisare, finisare, prelucrarea canelurilor, acanalelor de pană, a găurilor şi a filetelor, tratamentul termic, rectificare, prelucrare foarte finăcontrol.
Fig. 2 Schiţa arbore
Suprafaţa Cota ToleranţaTreapta de
precizieRa
Procedeulfinal de
prelucrare
Plană S1,S8260 -0,5 7 3,2
Strunjirefrontala definisare
CilindricăexterioarăS3,S7
Φ 20 -0,02 5 0,8Rectificarelongitudinalăde finisare
Cilindrică
exterioarăS4,S5,S6 Φ 26 -0,2 7 3,2
Strunjire
longitudinalăde finisare
12

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 11/60
ConicăexterioarăS2, S9
Φ18- Φ 20+0
-0,547 3,2
Strunjire definisaremuchii tesite
CilindricăexterioarăS12,S13
Φ 18 7 3,2
Strunjire de
finisare canalsigurantă
PlanăinterioarăS10,S11
Φ 5 10 6,3Frezare canal
pană
Nr.op.
DenumireaOperatiei/Fazei
Schita operatiei m.u.S.D.V. – urifolosite
1
Debitarea din baralaminata, cudiametrulΔ si lungimea L
F.U.300
Panza tip I deformatriunghiularaSTAS 1066-86Ruleta
22.1
2.2
2.3
2.4
Strunjirefrontala IPrins inuniversal,centrat, strunjitfrontalde degrosare peS1.Strunjit frontalde finisare pe S1.Executat gaurade
centrare tip A2cuSTAS 1361-82Desprins piesa
S.N.320
Cutit frontal16x16STAS 358-67/Rp3Burghiu decentruireTip A2 STAS1114/2-82Subler STAS
137372-73
33.1
3.2
3.3
3.4
Strunjirefrontala IIPrins inuniversal,centrat, strunjitfrontalde degrosare peS8.Strunjit frontal
de finisare pe S8.Executat gaura
S.N.320
Cutit frontal16x16STAS 358-67/Rp3Burghiu decentruireTip A2 STAS1114/2-82Subler STAS
137372-73
13

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 12/60
decentrare tip A2cuSTAS 1361-82Desprins piesa
44.1
4.2
4.3
4.4
4.5
4.6
4.74.84.9
Strunjirelongitudinala IPrins inuniversal sivarf, strunjitlong. dedegrosare pe S5
Strunjitlongitudinal dedegrosare pe S6
Strunjitlongitudinal dedegrosare pe S7
Strunjitlongitudinal definisare pe S5
Strunjitlongitudinal definisare pe S6
Strunjitlongitudinal definisare pe S7
Executat tesituraS9
Executat canalS12
Desprins piesa
3 0
1 8
f 2
0
70 -0,2
220
S.N.320
-Cutit strunjitlong.20x12 STAS359-67/Rp3
-Cutit lama12x3STAS 354-67/Rp3-Subler STAS137373-73
5 Controlintermediar
- -Subler STAS137372-73
66.1
6.26.3
6.4
6.56.66.7
Strunjirelongitudinala II
Prins inuniversal sivarf, strunjitlong. dedegrosare pe S4
Strunjitlongitudinal dedegrosare pe S3
Strunjitlongitudinal definisare pe S4
Strunjitlongitudinal definisare pe S3
Executat tesituraS2
Executat canalS13
Desprins piesa
f 2 0 1 8
20
113 -0.3
2
1x45*
S.N.320
Cutit strunjit
long.20x12 STAS359-67/Rp3Cutit lama 12x3STAS 354-67/Rp3Subler STAS137373-73
14

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 13/60
77.17.27.3
7.4
FrezarePrins inmenghinaExecutat canalde pana S10
Executat canal
de pana S11
Desprins piesa
F.U.32
Freza cilindrico-frontalăSTAS 578/76Subler STAS137373-73
88.18.2
TratamenttermicCălire urmată derevenire
Cuptor
99.19.2
9.3
RectificarePrins intrevarfuriExecutat
rectificare peS3 si S7
Desprins piesa
R.U.350
Piatra abrazivaMicrometru
STAS 1374-73
10 Control final
Subler STAS137373-73MicrometruSTAS 1374-73
20 20
15

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 14/60
5.Calculul adaosului de prelucrare.
În construcţia de maşini pentru obţinerea pieselor cu precizia necesară şi calitateasuprafeţelor impuse de condiţiile funcţionale este necesar ca de pe suprafaţa semifabricatului
să se îndepărteze prin aşchiere straturi de material numite adaosuri de prelucrare. Adaosul de prelucrare este constituit din stratul de material, măsurat normal pe suprafaţa
semifabricatului care trebuie îndepărtat pentru obţinerea dimensiunii în limitele preciziei şi acalităţii suprafeţei prescrise in desenul de execuţie.
În funcţie de procesul elementar de prelucrare al unei suprafeţe se distingurmătoarele tipuri de adaosuri de prelucrare:
Adaos de prelucrare total - este adaosul care se îndepărtează la toate operaţiile şi fazele procesului elementar de prelucrare al unei suprafeţe, fiind deci diferenţa dintre cotasemifabricatului şi cota piesei:A = Csf - Cps , în cazul suprafeţelor exterioare;
A = Cps - Csf , în cazul suprafeţelor interioare;Adaos de prelucrare intermediar – este adaosul care se îndepărtează la o faza de prelucrare
oarecare a unei suprafeţe, fiind diferenţa dintre cotele prelucrate succesiv:Ai = Ci-1 - Ci , în cazul suprafeţelor exterioare;
Ai = Ci - Ci-1, în cazul suprafeţelor interioare;
În funcţie de forma suprafeţei pe care este dispus adaosul de prelucrare, acesta poatefi:Adaos de prelucrare simetric – este adaosul dispus pe suprafeţe de revoluţie sau pe suprafeţe
plane paralele prelucrate simultan (fig.5.1).2Ai = di-1 - di în cazul suprafeţelor de revoluţie exterioare (fig.5.1, a),2A, = Di – Di-1, în cazul suprafeţelor de revoluţie interioare (fig.5.1, b),2Ai = li-1 - li, în cazul suprafeţelor plane paralele exterioare prelucrate simultan (fig.5.1, c),2A i= Li –L i-1, în cazul suprafeţelor plane paralele interioare prelucrate simultan
(fig.5.1, d). Adaos de prelucrare asimetric - este adaosul dispus pe suprafeţe plane sau oarecare
prelucrate în faze distincte:Ai =li-1 - li în cazul suprafeţelor plane exterioare (fig.5.2, faza 1),
Ai = Li –L i-1, în cazul suprafeţelor plane interioare (fig.5.2, faza 2),.
16

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 15/60
Fig.5.1 Adaosul de prelucrare simetric
Fig.5.2. Adaos de prelucrare asimetric
Mărimea adaosului de prelucrare trebuie stabilită în funcţie de mărimea erorilor care trebuie corectate pentru a garanta încadrarea cotelor prelucrate în toleranţele impuse, laun cost de prelucrare minim.
Dacă adaosul de prelucrare este prea mare, creşte consumul de material, scule,energie, manoperă, rezultând un cost de prelucrare ridicat.
Dacă adaosul de prelucrare este prea mic, nu se pot corecta erorile provenite de laelaborarea semifabricatului, existând riscul neîncadrării cotelor în toleranţele impuse.
Calculul adaosurilor de prelucrare se poate face numai după ce itinerarul tehnologic
(în varianta optimă a succesiunii operaţiilor şi fazelor) este stabilit, deci cunoscut.
17

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 16/60
5.1 Calculul analitic al adaosului de prelucrare
Metoda de calcul analitic a adaosurilor de prelucrare se foloseşte în producţia de serie mare şi de masă.
Metoda de calcul analitic se bazează pe analiza factorilor care determină mărimea
adaosului de prelucrare şi stabilirea elementelor componente acestuia. Calculul analitic permite determinarea unor dimensiuni intermediare optime, la toate operaţiile succesive de prelucrare necesare obţinerii calităţii prescrise piesei prelucrate. În cadrul acestei metode se porneşte de la premiza că mărimea adaosului intermediar pentru operaţia/faza curentă trebuie săfie suficient pentru a putea fi îndepărtate cel puţin erorile de prelucrare provenite.
Adaosul de prelucrare minim necesar la o fază oarecare pentru a corecta de la fazaanterioară se calculează prin însumarea următoarelor mărimi:adâncimea medie a rugozităţii suprafeţei obţinute la faza anterioară, R z i-1
adâncimea stratului superficial a cărui structură şi proprietăţi se deosebea stratul de bază almaterialului, ca urmare a executării fazei anterioare, Si-1 eroarea de la poziţia reciprocă a suprafeţei prelucrate faţă de suprafaţa de poziţionare,
rezultată în urma fazei sau operaţiei anterioare, numită şi eroare spaţială ρ i-1; aceastaconţine erorile de coaxialitate, perpendicularitate, paralelism, apărute ca urmare adeformării semifabricatului în cursul elaborării, a tratamentului termic sau a prelucrăriieroarea de prindere la faza de prelucrare considerată , ε i compusă din eroarea de
poziţionare ε p şi eroarea de fixare ε f cele două componente sunt vectori cu mărime,direcţie şi sens, însumându-se astfel:
22
f p f p ε ε ε ε +=+ în cazul suprafeţelor de revoluţie
f p f p ε ε ε ε +=+ în cazul suprafeţelor plane Eroarea spaţială este tot un vector, însumându-se cu eroarea de prindere după aceleaşi
reguli:
22
11 iiiiε ρ ε ρ +=+
−− în cazul suprafeţelor de revoluţie
iiii ε ρ ε ρ +=+−− 11 în cazul suprafeţelor plane
Relaţiilor de calcul ale adaosului de prelucrare minim la o fază de prelucrare sunt:22
111min2)(22
iii z p S R A ε ρ +++=−−−
în cazul suprafeţelor de revoluţie;)iii z p S R A ε ρ +++=
−−− 111min (22 în cazul suprafeţelor plane paralele prelucratesimultan ;
iii zi p S R A ε ρ +++=−−− 111min în cazul suprafeţelor plane.
Unde:min p A -adaos de prelucrare minim pentru faza i considerata pe o parte;
1−i z R -inaltimea neregularitatilor profilului rezultat la operatia precedenta i-1;1−iS - adancimea stratului superficial defect format la operatia precedenta i-1;
1−i ρ -abaterea spatiala a suprafetei de prelucrat fata de bazele tehnologice ale piesei, ramasedupa efectuarea operatiei i-1;
iε - eroarea de instalare a suprafetei de prelucrat (initiala) la operatia considerata.
5.2 Calculul dimensiunilor intermediare
18

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 17/60
Cotele de prelucrare intermediare sunt cotele obţinute pe parcursul procesului elementar de prelucrare al unei suprafeţe, la fiecare fază a operaţiilor care se execută. Aceste cote se înscriuîn planele de operaţie.
Calculul cotelor de prelucrare intermediare se face ascendent, pornind de la cota pieseispre cota semifabricatului, ţinând cont de adaosurile de prelucrare intermediare şi de
toleranţele cotelor corespunzătoare fiecărei faze. Metoda de calcul diferă în funcţie de modulde obţinere a cotei prelucrate, determinat de metoda de reglare la cotă al maşini-unelte.Relatii analitice de calcul pentru determinarea dimensiunilor intermediare se stabilesc
din analiza schemelor de dispunere a adaosurilor intermediare si a tolerantelor tehnologice.Dispunerea adaosurilor de prelucrare este diferita dupa cum prelucrarea se realizeaza
prin metoda obtinerii individuale a dimensiunilor sau prin metoda obtinerii automate adimensiunilor (cu reglarea sculelor aschietoare dupa piese de probe sau dupa piese etalon)
5.2.1 Metoda de calcul în cazul reglării individuale a cotei prelucrate
Metoda se aplică în producţia unitară şi de serie mică , la prelucrarea pe maşini-unelte
universale, la care reglarea la cotă se efectuează individual, pentru fiecare piesă, prin treceri de probă. Schema de calcul a cotei de prelucrare intermediare pentru suprafeţe exterioare cuadaos asimetric, respectiv pentru suprafeţe interioare cu adaos asimetric, este redată în fig.5.4.
Fig.5.4 Calculul cotei de prelucrare intermediare în cazul reglării individuale a cotei
Nr.crt. Felul suprafetelor Relatii de calcul1 Suprafete exterioare cu
adaos asimetric1min −
+= i pi pinom T A A
pinomii A L L +=− maxmax1
max11 −−= inomi L L (rotunjit)
1max1min1 )(−−−
−=iiiT rotunjit L L
2 Suprafete de revolutieexterioare cu adaossimetric
1min22−
+= i pi pinom T A A
pinomii Ad d 2maxmax1 +=−
)(max11 rotunjit d d inomi −−=
1max1min1 )(−−−
−= iii T rotunjit d d
3 Suprafete interioare cuadaos asimetric
1min −+= i pi pinom T A A
pinomii A L L −=− minmin1
)(min11 rotunjit L L inomi −−=
1min1max1 )(−−−
+= iii T rotunjit L L
4 Suprafete de revolutie
interioare cu adaossimetric
1min22−
+= i pi pinom T A A
pinomii A D D 2minmin1 −=−
)(min11 rotunjit D D inomi −−=
19

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 18/60
1min1max1 )(−−−
+= iii T rotunjit D D
5.3 Calculul adaosurilor de prelucrare şi a dimensiunilor intermediare pentru piesa
considerată în proiect
Se vor determina adaosurile de prelucrare intermediare minime si nominale ( saumaxime ), folosindu-se metoda de calcul analitic. Aceasta metoda presupune determinareaelementelor componente ale adaosului de prelucrare si insumarea lor.
Calitatea suprafetelor caracterizata prin microneregularitati si prin starea si adancimeastratului superficial degradat.
Abaterile spatiale notate cu ρ influenteza de asemenea marimea adaosului de prelucrare si cuprind :
-deformarea suprafetelor -neperpendicularitatea axelor si suprafetelor -exentricitatea suprafetelor exterioare.
In rezolvarea etapei se va folosi metoda de calcul analitic a adaosurilor de prelucrare cuindicatiile din [ 1 ] .
5.3.1 Calculul adaosului de prelucrare si a dimensiunilor intermediare pentru suprafataS5.
5.3.1.1. STRUNJIREA DE FINISARE (operatia precedenta - strunjirea de degrosare ).
Relatia de calcul a adaosului de prelucrare minim pentru strunjirea cu prindereasemifabricatului in universal si varf este:2Acmin = 2 ( R zp + S p + ρ p )
Din tabele rezulta : R zp = 50 μm. S p = 50 μm. Clasa de precizie 7.Abaterea spatiala totala dupa diferitele prelucrari se determina cu relatia :
ρ p = k · ρsf
k = 0.06 dupa strunjire de degrosare a semifabricatului.ρsf = 22
central c ρ ρ +
ρc – curbura semifabricatului.ρc = 2 Δc · lc
Δc – curbura specifica.lc - distanta de la sectiune.
Din tabel rezulta : Δc = 0.12 μm / mm.lc = 77 mm.
ρc = 2 · 0.12 ·77 = 18,48 μm.
Rezulta: ρcentrare = 250 μm .
ρsf = 22central c ρ ρ + = 22 25048,18 + = 250.68 μm.
ρ p = k · ρsf = 0.06 · 250.68 = 15.04 ≈ 15 μm.
20

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 19/60
2Acmin = 2 ( R zp + S p + ρ p ) = 2 ( 50 + 50 + 15 ) = 230 μm.
Adaosul de prelucrare nominal se determina cu relatia :2Acnom = 2Acmin + Tp
Tp = 340 μm = 0.34 mm.Tp – toleranta la operatia precedentaDin tabele în functie de diametrul semifabricatului si clasa de precizie 7 rezulta:
2Acnom = 2Acmin + Tp = 230 + 340 = 570 ≈ 0.6 mm.2Acnom = 0.6 mm.
Dimensiunea intermediara se determina cu relatiile :D1max = Dmax + 2Acnom = 30.2 + 0.6 = 30.8 mm.D1nom = D1max rotunjit = 30.8 mm.D1min = D1nom – Tp = 30.8 – 0.34 = 30.46 mm.
Strunjirea de degrosare a suprafetei S5 se va executa la cota φ 30.8- 0.34
5.3.1.2. STRUNJIREA DE DEGROSARE ( operatia precedenta laminarea. )
Se determina prin diferenta :
2Acnom = Dsf - D1nom Dsf = 32 mm.Din STAS 333-80 se adopta Dsf =
5.0
7.032 +
− mm.
2Acnom = 32 – 30.8 = 1.2 mm. 2Acnom = 1.2 mm.
5.3.2 Calculul adaosului de prelucrare si a dimensiunilor intermediare pentru suprafata S6
5.3.2.1 STRUNJIREA DE FINISARE ( operatia precedenta - strunjirea de degrosare )
Conform relatiei de calcul:
2Acmin = 2 ( R zp + S p + ρ p )
Din tabele rezulta ca : R zp = 50 μm. S p = 50 μm. Clasa de precizie 7 ρ p = k · ρsf
k = 0.06 dupa strunjire de degrosare a semifabricatului.
ρsf = 22
central c ρ ρ +
ρc – curbura semifabricatului.
ρc = 2 Δc · lc
Δc – curbura specifica.21

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 20/60
lc - distanta de la sectiune.Din tabele rezulta : Δc = 0.12 μm / mm.
lc = 50 mm.
ρc = 2 · 0.12 · 50 = 12 μm.
Din tabele rezulta: ρcentrare = 0.25 mm.
ρsf = 22
central c ρ ρ + = 22 25012 + = 250.28ρ p = k · ρsf = 0.06 · 250.28 = 15.01 ≈ 15 μm.2Acmin = 2 ( R zp + S p + ρ p ) = 2 ( 50 + 50 + 15 ) = 230 μm.Adaosul de prelucrare nominal se determina cu relatia:2Acnom = 2Acmin + Tp
Tp (toleranta la operatia precedenta) Tp = 280 μm = 0.28 mm
Din tabele in functie de diametrul semifabricatului si clasa de precizie 7:2Acnom = 2Acmin + Tp = 230 + 280 = 510 ≈ 0.5 mm.2Acnom = 0.5 mm.
Dimensiunea intermediara se determina cu relatiile :D2max = D1max + 2Acnom = 26 + 0.5 = 26.5 mm.D2nom = D2max rotunjit = 26.5 mm.D1min = D1nom – Tp = 26.5 - 0.28 = 26.22 mm.
Strunjirea de degrosare a suprafetei S6 se va executa la cota Φ26.5- 0.28
5.3.2.2 STRUNJIREA DE DEGROSARE ( Operatia precedenta laminarea. )
Se determina prin diferenta :
2Acnom = 32 – 26.5 = 5.5 mm.2Acnom = 5.5 mm.
5.3.3 Calculul adaosului de prelucrare si a dimensiunilor intermediare pentru suprafata S4
5.3.3.1 STRUNJIREA DE FINISARE ( operatia precedenta - strunjirea de degrosare )
Conform relatiei de calcul:
2Acmin = 2 ( R zp + S p + ρ p )
Din tabele rezulta ca : R zp = 50 μm. S p = 50 μm. Clasa de precizie 7 ρ p = k · ρsf
k = 0.06 dupa strunjire de degrosare a semifabricatului.
ρsf = 22central c ρ ρ +
22

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 21/60
ρc – curbura semifabricatului.
ρc = 2 Δc · lc
Δc – curbura specifica.
lc - distanta de la sectiune.Din tabele rezulta : Δc = 0.12 μm / mm.lc = 93 mm.
ρc = 2 · 0.12 · 93 = 22,32 μm.
Din tabele rezulta: ρcentrare = 0.25 mm.
ρsf = 22
central c ρ ρ + = 22 25032,22 + = 250,99ρ p = k · ρsf = 0.06 · 250,99 = 15.06 ≈ 15 μm.
2Acmin = 2 ( R zp + S p + ρ p ) = 2 ( 50 + 50 + 15 ) = 230 μm.Adaosul de prelucrare nominal se determina cu relatia:2Acnom = 2Acmin + Tp
Tp (toleranta la operatia precedenta) Tp = 280 μm = 0.28 mmDin tabele in functie de diametrul semifabricatului si clasa de precizie 7:
2Acnom = 2Acmin + Tp = 230 + 280 = 510 ≈ 0.5 mm.2Acnom = 0.5 mm.
Dimensiunea intermediara se determina cu relatiile :
D2max = D1max + 2Acnom = 26 + 0.5 = 26.5 mm.D2nom = D2max rotunjit = 26.5 mm.D1min = D1nom – Tp = 26.5 - 0.28 = 26.22 mm.
Strunjirea de degrosare a suprafetei S4 se va executa la cota Φ26.5- 0.28
5.3.3.2. STRUNJIREA DE DEGROSARE ( Operatia precedenta laminarea. )
Se determina prin diferenta :
2Acnom = 32 – 26.5 = 5.5 mm.
2Acnom = 5.5 mm.
5.3.4 Calculul adaosului de prelucrare si a dimensiunilor intermediare pentru suprafata S3, S7.
5.3.4.1. RECTIFICARE (operatia precedenta - strunjirea de finisare )
Relatia de calcul a adaosului de prelucrare minim pentru rectificarea dupa tratamentul termiccu prinderea semifabricatelor in universal si varf este :
2Acmin = 2 ( R zp + ρ p )
Din tab. 2.4 pag 56 rezulta R zp = 25 μm. Clasa de precizie 5 ÷ 6
23

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 22/60
ρ p = ρctt = 2Δc · lc
Δc = 0.5 μm. lc = 20 mm.ρ p = 2 · 0.5 · 20 = 20 μm.
2Acmin = 2 ( R zp + ρ p ) = 2 ( 25 + 20) = 90 μm.2Acnom = 2Acmin + Tp = 90 + 140 = 230 μm. ≈ 0.2 mm2Acnom = 0.2 mm.
Din tabele rezulta Tp = 140 μm.
D1max = Dmax + 2Acnom = 20 + 0.2 = 20.2 mm.D1nom = D1max rotunjit = 20.2 mm.D1min = D1nom – Tp = 20.2 – 0.14 = 20.06 mm.
Strunjirea de finisare se va executa la cota : Φ 20.2 -0.14
5.3.4.2 STRUNJIREA DE FINISARE (operatia precedenta - strunjirea de degrosare ).
Se foloseste relatia :
2Acmin = 2 ( R zp + S p + ρ p )
Din tabele rezulta : R zp = 50 μm. S p = 50 μm Clasa de precizie 7.
Abaterea spatiala totala dupa diferitele prelucrari se determina cu relatia :ρ p = k · ρsf
k = 0.06 dupa strunjire de degrosare a semifabricatului.
ρsf = 22central c ρ ρ +
ρc – curbura semifabricatului.
ρc = 2 Δc · lc
Δc – curbura specifica.
lc - distanta de la sectiune.Din tabele rezulta : Δc = 0.12 μm / mm.
lc = 20 mm.
ρc = 2 · 0.12 · 20 = 4,8 μm. Din talele ⇒ ρcentrare = 0.25 mm.
ρsf = 22central c ρ ρ + = 22
2508,4 + = 250 μmρ p = k · ρsf = 0.06 · 250 = 15μm.2Acmin = 2 ( R zp + S p + ρ p ) = 2 ( 50 + 50 + 15 ) = 230 μm.
Tp (toleranta la operatia precedenta) - Tp = 280 μm = 0.28 mm.
24

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 23/60
Din tabele in functie de diametrul semifabricatului si clasa de precizie 7 se determinaadaosul nominal :
2Acnom = 2Acmin + Tp = 230 + 280 = 510 ≈ 0.5 mm.2Acnom = 0.5 mm
Dimensiunea intermediara se determina cu relatiile :D1max = Dmax + 2Acnom = 20 + 0.5 = 20.5 mm.D1nom = D1max rotunjit = 20.5 mm.D1min = D1nom – Tp = 20.5 – 0.28 = 20.22 mm.
Strunjirea de degrosare a suprafetei S4 se va executa la cota φ 20.5- 0.28
5.3.4.3 STRUNJIREA DE DEGROSARE ( Operatia precedenta laminarea. )
Se determina prin diferenta :
2Acnom = 32 – 20.5 = 11.5 mm.2Acnom = 11.5 mm.
5.3.5 Calculul adaosului de prelucrare şi a dimensiunilor intermediare pentru suprafaţa S8.
5.3.5.1. STRUNJIREA DE FINISARE (Operatia precedenta - strunjirea de degrosare ).
Relatia de calcul a adaosului de prelucrare minim pentru suprafetele frontale prelucrate succesiv este :
Acmin = R zp + S p + ρ p + εv
Din tabele rezulta : R zp = 50 μm. S p = 50 μm.Abaterea spatiala care se ia in consideratie la calculul adaosului de prelucrare a
suprafetelor frontale este neperpendicularitatea suprafetei frontale fata de axa piesei si dupastrunjirea frontala de degrosare se neglijeaza ρ p = 0 .Conform indicatiilor rezulta εv = 0.1 mm.
Acmin = 50 + 50 + 0 + 100 = 200 μm.Acnom = Acmin + Tp
Din tabele rezulta ca : Tp = 0.5 mm = 500 μm.
Acnom = 200 + 500 = 700 μm.
Rezulta :L1max = Lmax + Acnom
L1nom = L1max rotunjit
L1min = L1nom – T p
25

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 24/60
In care :L – lungimea de dupa strunjirea de finisare a suprafetei S8 ( lungimea finita a pesei ).L2 - lungimea dinaintea strunjirii de finisare a suprafetei S8 ( lungimea la care se
executa strunjirea de degrosare ).
L1max = 260 + 0.7 = 260.7 mm.L1nom = 260.7 mm.L1min = 260.7 – 0.5 = 260.2 mm.
Strunjirea de finisare a suprafetei S8 se va executa la cota L1 = 260.7-0.5
5.3.5.2 STRUNJIREA DE DEGROSARE ( Operatia precedenta debitarea. )
Acmin = R zp + S p + ρ p + εv
Din tabele rezulta :
R zp + S p = 0.3 mm.ρ p = 0.01 • D → ρ p = 0.01 · 32 = 0.32 mm.Acmin = 0.3 + 0.32 + 0.1 = 0.72 mm.⇒Acmin = 0.72 mmεv = 0.1 mmAi = 0.32Acnom = Acmin + Ai ⇒ Acnom = 0.72 + 0.32 = 1.04 mm ⇒ Acnom = 1.04 mm.
L2max = L 1max + Acnom = 260.7 + 1.04 = 262.1 mmL1nom = L1max rotunjit = 262.1 mm
L1min = L1nom – Ai = 262.1 – 0.32 = 261.78 mm.Strunjirea de degrosare a suprafetei S8 se va executa la cota L2 = 262.1-0.32
5.3.6 Calculul adaosului de prelucrare şi a dimensiunilor intermediare pentru suprafaţa S1.
5.3.6.1 STRUNJIREA DE FINISARE (Operatia precedenta - strunjirea de degrosare ).
Deoarece conditiile de prelucrare sunt identice cu cele de la suprafata S 8, adopt aceleasiadaosuri de prelucrare.
Acnomf = 0.7 mm
L3max = L 2max + Acnom = 262.1 + 0.7 = 262.8 mmL3nom = L3max rotunjit = 262.8 mmL3min = L3nom – Ai = 262.8 – 0.32 = 262.48 mm.
Strunjirea de degrosare a suprafetei S1 se va executa la cota L3 = 262.8-0.32
Acnom degrosare = 1.04 mm
L4max = L 3max + Acnom = 262.8 + 1.04 = 263.84mm
26

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 25/60
Adopt lungimea de debitare Lsf = 265 ±0.5 mm.
Recalculez adaosul pentru degrosarea suprafetei S1
Acnom = Lsf – L3max = 265 – 262.8 = 2.2 mm.
Acnom = 2.2 mm
Valorile nominale pentru prelucrarea piesei date in tema proiectului:
Nr Suprafata operatiade la(mm)
pana la (mm) Anom
1 S5 Degrosare 32 30.8 1.2Finisare 30.8 30.2-0.2 0.6
2 S4, S6 Degrosare 32 26.5 5.5Finisare 26.5 26-0.2 0.5
3 S3, S7 Degrosare 32 20.5 11.5Finisare 20.5 20.2-0.14 0.3Rectificare 20.2 20-0.02 0.2
4 S8 Degrosare 262.1 260.7 1.04finisare 260.7 260-0.5 0.7
5 S1 Degrosare 265 262.8 2.2Finisare 262.8 262.1-0.32 0.7
6.Alegerea echipamentului tehnologic (maşini unelte, scule aşchietoare, dispozitive,verificatoare).
Sistemul tehnologic care concură la realizarea unei operaţii de prelucrare se compune din:maşina-unealtă MU, dispozitivul de prindere a piesei DPP, dispozitivul de prindere a sculei DPS,scula S şi piesa P.
27

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 26/60
Maşina-unealtă aleasă pentru executarea unei operaţii de prelucrare trebuie să satisfacăurmătoarele exigenţe:- să asigure cinematica necesară generării suprafeţelor pieselor;
- să permită prinderea pieselor şi efectuarea prelucrărilor cu regimurile de aşchiereoptime;
- să satisfacă din punct de vedere a capabilităţii procesului de prelucrare şi acapacităţii productive.În concordanţă cu forma geometrică a piesei şi procedeul de prelucrare predominant,
cele mai uzuale maşini-unelte pentru prelucrarea pieselor de revoluţie sunt de tipulstrungurilor, iar pentru piesele prismatice cele de tipul maşinilor de frezat-alezat.Dispozitivul port-piesă
Rolul dispozitivului port-piesă este de a poziţiona şi fixa piesa pe maşina-unealtă învederea prelucrării sale. Dispozitivul port-piesă se alege în funcţie de:
- morfologia piesei ;- tipul de producţie ;- flexibilitatea de adaptare la diferite schimbări ;
- rapiditatea de prindere a piesei ;- costul investiţiei.
În mod curent se disting 3 tipuri de dispozitive port-piesă.dispozitive port-piesă universale (standard), folosite în producţia unitară şi în serie mică(fig.6.1) ;dispozitive port-piesă modulare, folosite în producţia unitară, în serie mică şi mijlocie(fig.6.2) ;dispozitive port-piesă speciale, folosite în producţia de serie mare şi masă (fig.6.3).
Fig.6.1 Dispozitive port-piesă universale
Fig. 6.2 Dispozitiv port-piesă modular Fig. 6.3 Dispozitiv port-piesă special
Scula aşchietoare
28
5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 27/60
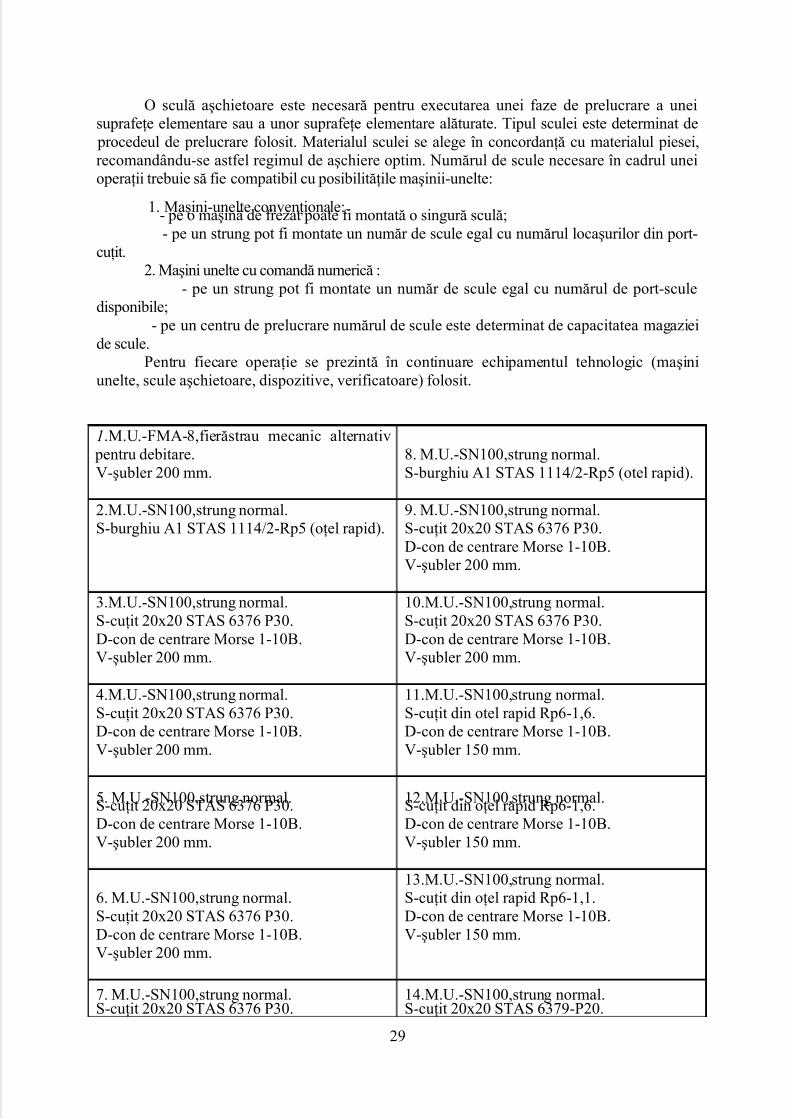
O sculă aşchietoare este necesară pentru executarea unei faze de prelucrare a uneisuprafeţe elementare sau a unor suprafeţe elementare alăturate. Tipul sculei este determinat de
procedeul de prelucrare folosit. Materialul sculei se alege în concordanţă cu materialul piesei,recomandându-se astfel regimul de aşchiere optim. Numărul de scule necesare în cadrul uneioperaţii trebuie să fie compatibil cu posibilităţile maşinii-unelte:
1. Maşini-unelte convenţionale:- pe o maşină de frezat poate fi montată o singură sculă;- pe un strung pot fi montate un număr de scule egal cu numărul locaşurilor din port-
cuţit.2. Maşini unelte cu comandă numerică :
- pe un strung pot fi montate un număr de scule egal cu numărul de port-sculedisponibile;
- pe un centru de prelucrare numărul de scule este determinat de capacitatea magazieide scule.
Pentru fiecare operaţie se prezintă în continuare echipamentul tehnologic (maşiniunelte, scule aşchietoare, dispozitive, verificatoare) folosit.
1.M.U.-FMA-8,fierăstrau mecanic alternativ pentru debitare.V-şubler 200 mm.
8. M.U.-SN100,strung normal.S-burghiu A1 STAS 1114/2-Rp5 (otel rapid).
2.M.U.-SN100,strung normal.S-burghiu A1 STAS 1114/2-Rp5 (oţel rapid).
9. M.U.-SN100,strung normal.S-cuţit 20x20 STAS 6376 P30.D-con de centrare Morse 1-10B.V-şubler 200 mm.
3.M.U.-SN100,strung normal.S-cuţit 20x20 STAS 6376 P30.D-con de centrare Morse 1-10B.V-şubler 200 mm.
10.M.U.-SN100,strung normal.S-cuţit 20x20 STAS 6376 P30.D-con de centrare Morse 1-10B.V-şubler 200 mm.
4.M.U.-SN100,strung normal.S-cuţit 20x20 STAS 6376 P30.D-con de centrare Morse 1-10B.V-şubler 200 mm.
11.M.U.-SN100,strung normal.S-cuţit din otel rapid Rp6-1,6.D-con de centrare Morse 1-10B.V-şubler 150 mm.
5. M.U.-SN100,strung normal.S-cuţit 20x20 STAS 6376 P30.D-con de centrare Morse 1-10B.V-şubler 200 mm.
12.M.U.-SN100,strung normal.S-cuţit din oţel rapid Rp6-1,6.D-con de centrare Morse 1-10B.V-şubler 150 mm.
6. M.U.-SN100,strung normal.S-cuţit 20x20 STAS 6376 P30.D-con de centrare Morse 1-10B.V-şubler 200 mm.
13.M.U.-SN100,strung normal.S-cuţit din oţel rapid Rp6-1,1.D-con de centrare Morse 1-10B.V-şubler 150 mm.
7. M.U.-SN100,strung normal.S-cuţit 20x20 STAS 6376 P30.
14.M.U.-SN100,strung normal.S-cuţit 20x20 STAS 6379-P20.
29

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 28/60
D-con de centrare Morse 1-10B.V-şubler 200 mm.
D-con Morse 1-10B.V-şubler 150 mm.
15.M.U.-SN 100,strung normal.S-cuţit drept pentru finisat 20x12 STAS 6378
P20.D-con Morse 1-10B.V-micrometru 20-30.
16.M.U.-FU 250,freză universală.S-freză 5-STAS 1680 Rp5.
V-şubler 150 mm.
17.M.U.-FU 250,freză universală.S-freză 5-STAS 1680 Rp5.V-şubler 150 mm.
18.M.U.-RU-200.S-piatră rectificare.D-dispozitiv de prindere între vârfuri şiantrenare.V-micrometru 25-40.
19.M.U.-banc control.D-dispozitiv penntru verificare între vârfuri.V-şubler 150 mm;
200 mm;-micrometru 20;
20-30;25-40.
6.1 Maşini-unelte pentru strunjit.
6.1.1 Probleme generale, clasificare, scule.
Maşinile de strunjit, sau strungurile, sunt maşini-unelte destinate prelucrării suprafe-ţelor de revoluţie prin procedeul strunjirii (fig.6.43), la care mişcarea principală de aşchiereeste o mişcare de rotaţie executată de piesă, iar mişcarea (sau mişcările) de avans este deregulă o mişcare de translaţie executată de sculă, cuţitul de strunjit.
Cinematica procesului de aşchiere, pentru cazulstrunjirii unei suprafeţe cilindrice exterioare, esteredată în figura 6.4.Piesa P execută o mişcare de rotaţie în jurul axei
proprii cu turaţia n, care determină la vârful sculeiV, viteza principală de aşchiere v z , calculată cu
relaţia:
⋅⋅=
min1000
mnd v z
π
(2.1)
în care d [mm] este diametrul prelucrat, iar n[rot/min] – turaţia piesei.
30

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 29/60
Fig. 6.4
Viteza principală de aşchiere asigură des-prinderea aşchiei pentru o singură rotaţie a piesei; pentru continuitatea prelucrării este necesar ca scula S să execute o mişcare secundară, sau de avans, având viteza w l . Prin combinarea celor două mişcări rezultă otraiectorie spaţială – o elice cilindrică – având pasul sl [mm/rot] denumit avans longitudinal .Între viteza de avans wl şi avansul longitudinal sl există relaţia: [ ]min/mmnsw l l ⋅= .
Viteza de deplasare de-a lungul elicei reprezintă viteza de aşchiere va şi se obţine princompunerea vitezelor v z şi wl .
Prin poziţionarea radială a sculei, în cadrul trecerii de aşchiere se înlătură un strat degrosime t [mm] care reprezintă adâncimea de aşchiere.
Strunjirea unei suprafeţe cilindrice de revoluţie este cel mai simplu exemplu de prelucrare prin strunjire. În cazul în care scula execută o mişcare de avans complexă, cucomponente atât pe direcţie longitudinală cât şi pe cea transversală (perpendiculară pe axa
piesei), se pot prelucra suprafeţe mai complicate precum suprafeţele conice, profilate sauchiar suprafeţe poligonale.
Pe lângă procedeul strunjirii, pe strunguri se pot realiza prelucrări şi prin alte procedee, cum ar fi: frezarea (fig.6.5) burghierea (fig.6.6), sau rectificarea (fig.6.7), utilizândscule şi accesorii speciale.
Fig.6.5 fig.6.6 fig.6.7
Clasificarea strungurilor se poate face după criteriile generale de clasificare amaşinilor-unelte, dar şi după unele criterii specifice, după cum urmează:
- după gradul de universalitate, există:
- strunguri universale (longitudinale, frontale, revolver, carusel);- strunguri specializate (de detalonat, de strunjit arbori cotiţi, de prelucratsuprafeţe poligonale etc.);
- strunguri speciale;- după poziţia arborelui principal , se deosebesc:
- strunguri orizontale;- strunguri verticale;
- după gradul de automatizare, se cunosc:- strunguri cu comenzi manuale;- strunguri semiautomate;- strunguri automate;
- după numărul arborilor principali, există:- strunguri monoax;
31

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 30/60
- strunguri multiaxe;- după numărul sculelor utilizate simultan, pot fi:
- strunguri monocuţit;- strunguri multicuţite;
- după mărime, se deosebesc patru tipuri: mici, mijloci, grele şi foarte grele;
-după precizie, strungurile pot fi de precizie normală; sau de precizie ridicată.Sculele pentru strunjit – cuţitele de strung – sunt şi ele de o diversitate foarte mare, aşa
cum rezultă din figura 6.8, şi anume: a –cuţit pentru degroşare exterioară, pe dreapta; b,g – cuţite încovoiate;c –cuţit pentru finisare;d –cuţit lat pentru finisare;e –cuţit profilat pentrufiletare exterioară; f – cuţit pentru retezare; h – cuţit profilat disc; i – cuţit pentru degroşareinterioară; j – cuţit pentru prelucrat canale interioare; k – cuţit pentru filetare interioara
Fig. 6.8
Cuţitele de strunjit sunt realizate, de regulă, din oţeluri rapide ( R p1…R p8), capul sculeiobţinându-se prin profilarea corpului sculei (o bară prismatică sau rotundă), în cadruloperaţiei de ascuţire, sau pot fi armate cu plăcuţe din carburi metalice (fig.6.8, l şi m), corpulsculei 1 fiind confecţionat dintr-un oţel de construcţie de calitate, iar plăcuţa 2 fiind fixată pecorp prin lipire sau prin prindere mecanică, cu ajutorul bridei 4, având ca suport o plăcuţă desprijin 3 cu duritate şi tenacitate ridicată. Plăcuţele din carburi metalice sunt de trei tipuri:
P01…P50 – pentru prelucrarea materialelor tenace; K01…K40 – pentru prelucrareamaterialelor casante şi M10…M40 – pentru prelucrări diverse.
6.1.2 Strunguri longitudinale.Strungurile longitudinale sunt concepute pentru prelucrarea pieselor de lungime mult
mai mare decât diametrul, dar şi a altor forme de piese, fiind strungurile cu cel mai mare gradde universalitate.
6.1.2.1 Principiul constructiv şi cinematic.
32

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 31/60
Principiul constructiv al strungurilor longitudinale este prezentat în figura 5.2. El secompune din următoarele subansambluri principale: I – păpuşa fixă; II – căruciorul; III –
păpuşa mobilă şi IV – batiul.
Fig. 6.9
Principalele părţi componente sunt următoarele: 1 –cutie de viteze; 2 –arbore principal;3 –dispozitiv de prindere a piesei; 4 –suport portcuţit; 5 –sanie portcuţit; 6 –suport rotativ; 7 – sanie transversală; 8 –sanie longitudinală; 9 –cutie cu mecanisme a căruciorului; 10 –pi-nola
păpuşii mobile; 11 –corpul păpuşii mobile; 12 –placa de bază a păpuşii mobile; 13 –piciorulmic al strungului;14 –tavă colectoare de şpan;15 –bară de avansuri;16 –şurub conducător;17 –
piciorul mare al strungului;18 –cutie de avansuri şi filete;19 –cutia roţilor de schimb.Organul de lucru principal este arborele principal 2, pe care se montează dispozitivul
de prindere al piesei 3 şi care execută mişcarea principală de aşchiere, de rotaţie n.Mişcările de avans pot fi executate de mai multe organe secundare şi anume:- wl – avansul longitudinal , realizat de sania longitudinală a căruciorului, 8;- wt – avansul transversal , realizat de sania transversală 7;- w pc – avansul saniei port-cuţit , executat de sania port-cuţit 5;- w p – avansul pinolei, efectuat de pinola 10.
Toate cele patru mişcări pot fi utilizate şi ca mişcări de poziţionare-reglare, atunci când nusunt mişcări de lucru.
Mişcările de poziţionare sunt următoarele:- w p1 – mişcarea de rotaţie a suportului rotativ în jurul unei axe verticale (pentru
reglarea direcţiei mişcării de avans w pc);- w p2 – mişcarea de rotaţie a suportului port-cuţit (pentru reglarea unghiului de atac
principal funcţional χ F , sau pentru schimbarea sculei);- w p3 – mişcarea de deplasare transversală a păpuşii mobile (pentru dezaxarea sau
centrarea pinolei faţă de axa arborelui principal);- w p4 – mişcarea de poziţionare longitudinală a păpuşii mobile, în funcţie de
lungimea piesei prelucrate.
33

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 32/60
Principiul cinematic este reprezentat în aceeaşi figură, prin schema cinematică bloccompusă din: ME – motor electric de antrenare; CV – cutie de viteze; I – inversor; RS – roţi deschimb; CA – cutie de avansuri; CMC – cutia cu mecanisme a căruciorului.
Lanţul cinematic principal are formula structurală:ME – CV – arborele principal 2, n,
reglarea realizându-se prin cutia de viteze CV.Lanţurile cinematice de avans au următoarea structură:
8, wl – avans de lucru;15 – CMC
2, n – I – RS – CA 7, wt – avans de lucru;16 – 8, wl – avans de filetare.
Avansurile de lucru se reglează prin cutia de avansuri CA, iar avansurile de filetare prin cutia de avansuri CA şi cu ajutorul roţilor de schimb RS . Inversarea sensului mişcărilor deavans de lucru şi de filetare se realizează prin inversorul I .
La strungurile de mărime mijlocie, mişcările de avans w pc a saniei port-cuţit, şi w p a
pinolei, se realizează manual. La unele strunguri grele, aceste mişcări pot fi mecanizate.Toate mişcările de poziţionare se realizează manual.
6.1.2.2 Accesorii ale strungurilor longitudinale.Accesoriile maşinilor-unelte sunt dispozitive ajutătoare care nu fac parte din structura de bazăa maşinii, ci se montează ocazional, după necesitate, şi îndeplinesc scopuri diverse, precum:
- lărgirea posibilităţilor de prelucrare;- creşterea preciziei de prelucrare;- creşterea productivităţii maşinii-unelte;- uşurarea muncii lucrătorului.Ele sunt de două tipuri:- accesorii normale, care se livrează odată cu maşina-unealtă, fiind de utilitate largă
privind exploatarea, reglarea, sau întreţinerea maşinii;- accesorii speciale, care se livrează suplimentar, la cerere, fiind necesare numai în
unele aplicaţii speciale.Accesoriile normale ale strungurilor longitudinale pot fi grupate astfel:- dispozitive pentru prinderea semifabricatului;- dispozitive pentru prinderea sculei;- roţi de schimb;- truse de chei.
Dispozitivele pentru prinderea semifabricatelor servesc la aşezarea acestora pe
maşina-unealtă într-o poziţie corectă privind cerinţele prelucrării executate şi care să-i asigurestabilitatea în timpul lucrului, având în vedere forţele de aşchiere. Astfel, piesele scurte (d L ⋅≤ 3 ) pot fi prinse numai în arborele principal, pe când la cele de lungime mare trebuie să
se asigure cel puţin încă un reazem suplimentar (în vârful pinolei păpuşii mobile, într-olunetă, sau în ambele).
Pentru prinderea pieselor în arborele principal se utilizează: dispozitivul universal, platourile, bucşele elastice şi dornurile elastice).
Dspozitivul universal (fig.6.10) este prevăzut cu trei sau patru bacuri B autocentrante(care se deplasează simultan).
34

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 33/60
Fig. 6.10
Se montează pe capătul arborelui principal al maşinii şi serveşte la prinderea pieselor pe suprafeţe de revoluţie, asigurând centrarea automată a acestora cu arborele principal.Permit prinderea pieselor de orice diametru, între un diametru minim (de 1-2 [mm] ) şi undiametru maxim specific, timpul necesar prinderii fiind relativ redus. Prezintă dezavantajul că
bacurile iau contact cu piesa pe o suprafaţă mică (au acţiune locală), lăsând amprentenedorite, iar la prelucrarea pieselor cu pereţi subţiri acţiunea locală a bacurilor determinădeformaţii elastice ale piesei, care conduc la apariţia unor erori de formă.
a- înainte de prindereb-în timpul prelucrăriisuprafeţei interioarec- după desprinderea dinuniversal
Fig. 6.11
În figura 6.11 este prezentată o astfel de piesă în trei situaţii: a- înainte de prindere; b-întimpul prelucrării suprafeţei interioare şi c- după desprinderea din universal, suprafaţa
interioară devenind poligonală, ca urmare a revenirii elastice a piesei. Platourile sau planşaibele sunt dispozitive de prindere prevăzute cu patru bacuriacţionate individual, ceea ce permite fixarea pieselor de formă oarecare sau prinderea lor într-o poziţie excentrică. Timpul de prindere este mare, deoarece fixarea piesei în poziţiacorectă, cu o precizie ridicată, necesită reglaje succesive realizate în cadrul unei metodespecifice de lucru.
Bucşele elastice sunt destinate prinderii semifabricatelor de tip bară laminată dedimensiuni mici. După formă, ele sunt de mai multe tipuri, iar după modul de acţionare pot fi:cu acţionare prin tragere sau prin împingere.
În figura 6.12 este prezentat un sistem de prindere cu bucşă elastică acţionată printragere, compus din: 1-tijă de acţionare; 2-arborele principal al maşinii (sau o bucşă deadaptare); 3-bucşă elastică; 4-semifabricat. Bucşa elastică are practicate trei crestături parţialedispuse la 120°, astfel încât, datorită conului având unghiul α , la tragerea axială cu o forţă F a,se obţine o strângere radială F r , capabilă să asigure transmiterea unei forţe tangenţiale F t , întreaceste forţe existând relaţiile:
35

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 34/60
( )
μ
F K F
φα tg F F
t r
r a
⋅=
+⋅= ;
(5.1)
în care ϕ este unghiul defrecare, µ - coeficientul defrecare, iar K = 1,5…2,5 – coeficient de siguranţă alstrângerii
Fig. 6.12
Avantajele prinderii în bucşă elastică sunt:- forţa de strângere este distribuită aproape uniform pe o suprafaţă mare;- în funcţie de mecanismul de acţionare, se poate asigura o reproducere bună a forţei
de strângere de la o piesă la alta;- timpul de prindere este mic.Ca dezavantaj, domeniul de extensibilitate radială al bucşei este redus (de regulă
1[mm]), astfel încât, pentru prinderea într-un interval mai larg de diametre, este necesar un setde bucşe. O soluţie alternativă constă în utilizarea bucşelor în trepte, care permit prinderea şidin exterior şi din interior, dar care realizează o prindere mai puţin sigură.
Sistemul de prindere cu bucşă elastică se foloseşte la strungurile universale de
dimensiuni mici, dar şi la alte maşini cum sunt: strungurile revolver şi automate, maşinile defrezat, etc.
Dornurile elastice sunt dispozitive de prindere a pieselor cu pereţi subţiri din interior, principiul de lucru fiind asemănător bucşelor elastice. În figura 6.13 este prezentat un sistemde prindere cu dorn elastic.
1-arborele principal almaşinii;
2-con de adaptare;
3-dorn elastic;4-tijă de acţionare.
Fig. 6.13
Dornul 3 prezintă câte trei crestături din fiecare parte, intercalate, astfel încât latragerea axială asigură o prindere mai uniformă decât bucşa elastică.
36

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 35/60
Vârfurile conice servesc la prinderea pieselor de lungime mare între vârfuri,utilizând găurile de centrare. Ele se fixează înalezajele tip con Morse din pinolă sau dinarborele principal, direct (fig.6.14, b, c), sau
indirect (fig. 6.14, a) prin intermediul unor bucşe conice denumite reducţii.
Vârfurile pot fi întregi (fig. 6.14, a) saucu degajare (fig. 6.14, b), acestea permiţândaccesul sculelor, la strujirile frontale, până ladiametrul găurii de centrare.
Pentru prinderea pieselor prevăzute cuvârf conic (nu cu gaură de centrare) sefolosesc vârfurile inverse (fig. 6.14, c).
Datorită împănării pe conul Morse şiconstrucţiei monobloc, vârfurile de mai sus
sunt fixe, iar prin rotirea piesei apar frecărimari între suprafeţele de contact. Pentrueliminarea frecărilor, la turaţii mari sefolosesc vârfurile rotative, la care conulMorse este fix, iar vârful de prindere se poateroti faţă de acesta, fiind lăgăruit radial şi axial
pe rulmenţi.Fig.6.14
Lunetele sunt dispozitive ajutătoare, folosite în cazul prinderii pieselor foarte lungi înuniversal şi prin rezemare în vârful păpuşii mobile, având rolul de a realiza un reazem
intermediar cu scopul reducerii deformaţiilor la încovoiere ale piesei, mărindu-I astfelstabilitatea şi crescând precizia de prelucrare.
Lunetele sunt de două tipuri: fixe, care se montează pe batiul strungului, realizând unreazem suplimentar fix în trei puncte, şi mobile, care se montează pe cărucior, realizând unreazem mobil în două puncte, situat în dreptul sculei. Cele mobile dau rezultate mai bune,deoarece asigură o rigiditate constantă piesei în timpul prelucrării, pe toată lungimea ei.
Flanşele de antrenare se folosesc pentru transmiterea mişcării de rotaţie de la arborele principal la semifabricat, în cazul prinderii acestuia între vârfuri.
Roţile de schimb, la strungurile longitudinale, se montează în cutia roţilor de schimb şi
servesc la extinderea posibilităţilor de reglare ale lanţului cinematic de filetare. Dispozitivele pentru prinderea sculelor sunt mai simple decât cele pentru piese, cele
mai uzuale fiind suporţii port-cuţit şi dispozitivele de filetat cu tarodul şi filiera.
Suporţii port-cuţit sunt în principal de două tipuri: suporţi monocuţit schimbabili; şisuporţi tip turelă.
Suporţii monocuţit se folosesc la prelucrarea pieselor complexe, unde este necesar unnumăr mare de scule. Ei se prereglează iniţial într-o anumită poziţie faţă de suportul de bazăal strungului, putând fi schimbaţi apoi rapid, prin aceasta reducându-se timpii auxiliariaferenţi.
Suporţii tip turelă permit montarea simultană a maxim patru cuţite, care sunt adusesuccesiv în lucru printr-o mişcare de divizare realizată pe axa mişcării w p2 ( fig. 6.9).
37

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 36/60
Dispozitivele de filetat cu tarodul şi filiera servesc la fixarea acestora în pinola păpuşiimobile sau pe suportul port-cuţit, şi sunt concepute astfel încât să împiedice rotirea acestora,dar să le permită translaţia liberă (deoarece directoarea este materializată pe sculă).
Accesoriile speciale ale strungurilor longitudinale au scopul lărgirii posibilităţilor de prelucrare, cele mai răspândite fiind:
- dispozitivele de copiat;- dispozitivele de filetat;- dispozitivele de strunjit suprafeţe sferice;- dispozitivele de frezat;- dispozitivele de rectificat.
Dispozitivele de copiat utilizate pe strungurile longitudinale servesc la transpunerea profilului curbei generatoare de pe un şablon (unde se află materializat) pe piesă, metodă utilăîn cazul unor generatoare de lungime mare.
În figura 6.15 este prezentat un dispozitiv mecanic de strunjit conic montat pe strung.
În figură s-au notat: 1-arborele principal al strungului;
2-sania longitudinală a căruciorului;
3-suportul portcuţit;
4-sania trans-versală;
5-ghidajele de pe batiu ale căru-ciorului;
6-suportul dispozitivului;
7-riglă de copiere;
8-culisă;
9-suport fixat pe sania transversală
Fig. 6.15
Pentru prelucrarea prin copiere, mai întâi se întrerupe legătura dintre sania transversală
şi mecanismul său de acţionare, astfel încât sania să se poată deplasa liber, iar apoi se regleazărigla 7 la unghiul α necesar la piesă. Pornind mişcarea de a-vans wl a căruciorului, culisa 8urmăreşte canalul riglei 7,deplasând sania transversa-lă în mişcarea wt şi determinând scula sădescrie o generatoare înclinată cu acelaşi unghi α . Dacă în locul riglei 7 se montează unşablon profilat, iar în locul culisei 8 o rolă care să urmărească profilul şablonului, se obţine undispozitiv mecanic de copiat suprafeţe profilate.
Dispozitivele de filetat se folosesc la prelucrarea filetelor cu mai multe începuturi, pentru divizarea pasului filetului, şi sunt de două tipuri: flanşe divizoare şi ceasuri de filetat.
Flanşele divizoare se montează pe arborele principal, în locul universalului, şi fac posibilă poziţionarea unghiulară a piesei faţă de arbore în vederea prelucrării succesive a
canalelor filetului.
38

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 37/60
Ceasurile de filetare se montează pe cărucior şi sunt cuplate permanent cu şurubulconducător al strungului, indicând poziţiile axiale ale căruciorului în care acesta poate ficuplat, pentru a realiza divizarea dorită a pasului.
Dispozitivele de strunjit suprafeţe sferice semontează în locul suportului portcuţit şi
permit deplasarea vârfului sculei pe ogeneratoare de formă circulară, cu
posibilitatea reglării razei. Dispozitivele de frezat se montează în loculsuportului portcuţit şi permit deplasarea
piesei după o direcţie verticală, celelalte douătranslaţii fiind asigurate de strung. Pentru
prinderea piesei dispozitivele pot fi prevăzutecu o masă orizontală (fig. 6.16), sau cu unarbore perpendicular pe axa strungului şiînclinabil în plan vertical, care poate e-
fectua o mişcare de avans circular, sau dedivizare, în jurul axei proprii, permiţând prinaceasta prelucrarea unor profile periodice(roţi dinţate, de clichet, axe canelate, etc., pesuprafeţe cilindrice sau conice).
Fig. 6.16
Dispozitivele de rectificat se montează în locul suportului portcuţit, şi constau dintr-o broşă de rectificat antrenată în mişcarea principală de un motor electric, printr-o transmisie cucurea.
6.1.2.3. Prelucrări pe strungurile longitudinale.Pe strunguri se efectuează, în primul rând, operaţii de strunjire, dar se pot realiza şi
operaţii de debitare, găurire, filetare, frezare, rectificare sau chiar operaţii de fasonare atablelor. Ponderea mare a operaţiilor de strunjire în cadrul prelucrărilor prin aşchiere, precumşi celelalte operaţii ce se pot realiza pe strungurile universale, fac ca aceste maşini să ocupeunul din cele mai importante locuri în parcul de maşini-unelte.
Operaţiile de strunjire sunt acele operaţii care se execută cu ajutorul cuţitelor destrunjit. După poziţia suprafeţelor pe piesa prelucrată, acestea pot fi exterioare şi interioare,iar după formă sunt: cilindrice, conice, profilate şi plane.
Suprafeţele cilindrice exterioare şi interioare se realizează utilizând scule specifice,
(fig.5.1) care se deplasează în mişcarea de avans longitudinal wl .Suprafeţele plane exterioare şi interioare se realizează utilizând cuţite încovoiate, care
execută mişcarea de avans transversal wt de la exterior spre centru, sau invers. Retezarea pieselor se realizează folosind cuţite de retezat, care se deplasează în
mişcarea de avans transversal wt .Strunjirea suprafeţelor conice se poate face prin mai multe metode, prezentate în continuare:
- Cu generatoare materializată pe sculă , tăişul principal rectiliniu al sculei formândcu axa piesei un unghi de atac funcţional χ F (reglat prin mişcarea w p2 , fig.6.9) egal cuunghiul generatoarei piesei, şi utilizând mişcările de avans wl sau wt . Metoda se utilizeazăfrecvent la prelucrarea generatoarelor de lungime mică (a teşiturilor), la lungimi mari apărând
dificultăţi deosebite.
39

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 38/60
-Prin rotirea saniei portcuţit de la suportulrotativ (mişcarea de poziţionare w p1 , fig.6.9)cu un unghi α egal cu cel al generatoarei
piesei şi folosind mişcarea de avans a saniei portcuţit, w pc (fig. 6.17). Metoda permite
realizarea de suprafeţe conice cu o45≤α şilungimea ge-neratoarei mai mică decâtlungimea cursei saniei port-cuţit. Prezintădezavantajele că precizia de reglare a un-ghiului este redusă, iar avansul manual, fiindneuniform, determină o rugozitate variabilă
pe direcţia generatoarei.Fig. 6.17
- Prin deplasarea transversală a păpuşii
mobile (fig.6.18). Piesa se prinde între vârfurişi este antrenată în mişcarea de rotaţie cuajutorul unei flanşe de antrenare F (fixată pearborele principal) şi a antrenorului A (fixat
pe piesă), iar păpuşa mobilă se deplaseazătransversal faţă de placa de bază (mişcarea de
poziţionare w p3 , fig.6.9) cu distanţa h
calculată cu relaţia aproximativă:
l
Ld Dh ⋅
−≅
2(6.2)
obţinută considerând 1cos ≅α . Aproximaţia
este acceptabilă, deoarece prin aceastămetodă se prelucrează conicităţi mici (α max =6 º ).
Fig. 6.18
- Cu ajutorul dispozitivelor de strunjit conic (fig. 6.15).Strunjirea suprafeţelor profilate se poate realiza prin mai multe metode, şi anume:- cu cuţite profilate (fig.6.8, h), lucrând cu avansul transversal wt (pentru lungimi
mici ale profilului);
- cu ajutorul dispozitivelor de copiat după şablon (pentru lungimi mari ale profilului);- cu dispozitive speciale (pentru o anumită formă a suprafeţei, de exemplu sferică).
Prelucrarea filetelor pe strung se poate realiza prin două metode: cu scule speciale – tarozi şi filiere, şi cu ajutorul cuţitelor de filetat.
Tarozii şi filierele sunt scule profilate pentru prelucrarea filetelor care materializeazăatât curba generatoare cât şi curba directoare. Pentru filetarea cu tarodul sau filiera, piesaexecută mişcarea principală n, iar scula se autoconduce în gaura filetată, astfel încât ambelecurbe sunt transpuse de pe sculă pe piesă prin copiere directă. Scula se prinde într-undispozitiv de filetat, care îi permite deplasarea axială liberă, dar îi împiedică rotaţia.Dispozitivul se fixează în suportul portcuţit, iar căruciorul execută o mişcare de avans
longitudinal wl cu un pas mai mic decât cel al filetului prelucrat, diferenţa paşilor fiindcompensată de dispozitiv.
40

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 39/60
Filetarea cu cuţite de filetat se realizează cu un cuţit profilat care materializează, parţial sau total, profilul generator, elicea directoare fiind generată pe cale cinematică. Pentruaceasta, piesa execută mişcarea principală n, iar scula, montată direct în suportul port-cuţit,
primeşte o mişcare de avans wl cu pas identic cu cel al elicei filetului de prelucrat. Corelareacelor două mişcări în scopul generării cinematice a curbei directoare la parametrii prescrişi,
este realizată de lanţul cinematic de filetare, care poate fi evidenţiat în schema cinematică astrungului (fig.6.19) prin următoarea formulă structurală : AP, n P – I – RS – CA – K – ŞC, n ş – S,wl
şi care are ecuaţia de transfer :sCARS I c P ni i i i n =⋅⋅⋅⋅ , (6.3)
în care: ic reprezintă produsul rapoartelor de transmitere constante; i I – raportul de transmitereal inversorului I ; i RS – raportul roţilor de schimb RS ; iCA – raportul cutiei de avansuri.
Considerând cazul general al prelucrării unui filet cu mai multe începuturi, între pasulfiletului p şi pasul elicei directoare p E , există relaţia: pK p f E ⋅= , (6.4)în care K reprezintă numărul de începuturi ale filetului.
Fig.6.19
Punând condiţia de generare a elicei directoare:ssE pl pn pnw ⋅=⋅= (6.5)
în care: p ş este pasul şurubului conducător, iar n ş turaţia acestuia obţinută prin lanţul defiletare, şi ţinând cont de relaţia (5.4), rezultă:
ss
E
p
s
p
pK
p
p
n
n ⋅== . (6.6)
Explicitând din relaţia (5.3) raportul roţilor de schimb i RS şi ţinând cont de relaţia(5.6), se obţine formula de reglare a lanţului cinematic de filetare, având forma:
s
f
CA
F RS p
pK
i C i
⋅⋅⋅=
1. (6.7)
în carec I
F i i
C ⋅
=1
reprezintă constanta lanţului cinematic de filetare.
La proiectarea maşinii se calculează valorile C F , p ş şi gama valorilor iCA , iar apoi cuformula (6.7) se calculează roţile de schimb care echipează curent maşina.
În exploatare, relaţia (6.7) serveşte la calcularea roţilor de schimb necesare prelucrăriifiletelor al căror pas nu se regăseşte în gama valorilor prestabilite la proiectarea maşinii.
41

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 40/60
Pe strungurile universale se pot prelucra toate cele patru tipuri de filete: metric ( p),modul (m), Withworth ( N/inch) şi diametral pitch ( DP ), valorile parametrilor principali fiindtrecute în tabela indicatoare a cutiei de avansuri şi filete.
Conversia diferitelor tipuri de filete în filetul metric, în vederea utilizării relaţiei (6.7),se face cu formulele:
][4,25;4,25; mmDP
π pN
pmπ p ⋅==⋅= , (6.8)
în care p este pasul filetului metric, m – modulul filetului modul, N – numărul de paşi pe uninch şi DP – numărul diametral pitch.
Prelucrarea găurilor pe strunguri se poate realiza prin operaţii de strunjire, realizatecu ajutorul cuţitelor de interior şi al barelor de alezat, metodă folosită la prelucrarea unor găuri de dimensiuni mari, preexistente, sau prin operaţii de burghiere, adâncire, alezare,specifice maşinilor de găurit, în cazul găurilor de diametre mici .
Burghiele, adâncitoarele şi alezoarele sefixează în pinola păpuşii mobile şi executămişcarea de avans manual w p (fig.6.9).
Fig. 6.20
Prelucrările prin frezare şi rectificare se execută cu ajutorul dispozitivelor accesoriispeciale .
Fasonarea tablelor pe strunguri se realizează prin roluire cu ajutorul unor dornuri
profilate şi a unor role. Semifabricatul din tablă, de formă circulară, se fixează pe dorn care se prinde în universal şi este antrenat în mişcarea principală n. Rola se fixează în suportul portcuţit şi execută mişcări de avans longitudinal şi transversal, realizate manual. În urmadeformaţiilor plastice cauzate de acţiunea rolei are loc mularea tablei pe dorn,obţinându-seastfel piese de revoluţie cu pereţi subţiri.
6.2. Miscări executate de masina unealtă
În vederea generării suprafetelor pe strung, sunt necesare trei feluri de miscări:-miscarea principală de aschiere;-miscările de avans;
-miscări auxiliare.Miscarea principală de aschiere este executată de către arborele principal, împreună cu
semifabricatul si este o miscare de rotatie. Această miscare este obtinută de la un motor electric si transmisă la arborele principal printr-un lant cinematic pentru obtinerea gamei deturatii, raportul de transmitere al lantului cinematic poate fi variat, continuu sau în trepte.
Miscarea de avans este executată de sculă si poate fi rectilinie sau curbilinie. Lagenerarea suprafetei cilindrice, exterioare sau interioare, miscarea de avans este paralelă cuaxa de rotatie a semifabricatului. Prin combinarea miscării de avans longitudinal cu celtransversal, cu un raport variabil, se obtine traiectoria curbilinie si astfel conditia generăriisuprafetelor de revolutie.
Numărul si complexitatea miscărilor auxiliare depinde de gradul de automatizare alciclului de lucru al strungurilor. De exemplu:
-miscare de avans rapid de apropiere sau îndepărtare rapidă a sculei;
42

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 41/60
-miscare pentru schimbarea turatiei arborelui principal;-miscare pentru schimbarea avansului.
Pentru fiecare dintre miscările descrise mai sus există câte un lant cinematic.Ansamblul lanturilor cinematice compun structura cinematică a strungului. Pentrureprezentarea simbolică a structurii unei masini – unelte se utilizează schema bloc.
La strungul normal (fig.6.9), miscările necesare operatiilor de strujire se realizează cumecanismele cutiei de viteze din păpusa fixă 1, prin care de la motorul electric 2 de actionarese transmite miscarea de aschiere de rotatie I, piesei de prelucrat si la un cărucior 3, careexecută miscarea de avans rectilinie în directia longitudinală II odată cu cutitul. Piesele scurtese fixează în dispozitivul de prindere 4 al arborelui principal, iar cele lungi – între vârful
păpusii fixe si acela al păpusii mobile 5. Pentru manevrarea usoară a masinii, ansamblurile sedispun pe batiul (patul) 6 sprijinit pe două sau mai multe picioare 7, în asa fel încât operatoruluman are la stânga sa păpusa fixă, la dreapta – păpusa mobilă, iar între acestea se deplaseazăliber sania principală 8 a căruciorului, pe ghidajele orizontale 9 ale batiului.
Miscarea de avans transversal III, la strujirea plană sau la retezare, o execută saniatransversală 10 pe ghidajul în formă de coadă de rândunică al saniei principale, actionarea
făcându-se prin surubul conducător 11. Căruciorul este actionat prin intermediul axuluiavansurilor 12 la strunjirea obisnuită si prin surubul conducător 13, la filetare.
Cutitul împreună cu sania portcutit 14, cu posibilitatea de rotire, execută de obiceimiscarea de avans în directie longitudinală sau după o directie înclinată fată de axa vârfurilor,la strunjirea conică.
7.Calculul şi alegerea regimului optim de aşchiere.
43

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 42/60
Regimul de aşchiere cu care se execută fazele fiecărei operaţii de prelucrare a pieseiexercită o influenţă directă asupra timpului şi costului de prelucrare a piesei. De aceea,stabilirea parametrilor optimi ai regimului de aşchiere (viteza de aşchiere “v”, avansul “s” şiadâncimea de aşchiere “t”) este o problemă importantă.
Pentru fazele de prelucrare intermediare, la care precizia de prelucrare şi calitateasuprafeţei nu sunt condiţionate imperativ, alegerea parametrilor regimului de aşchiere poate fioptimizată pe baza următoarelor criterii:
-capacitate de producţie maximă, independentă de costul de prelucrare;-cost de prelucrare minim, independent de timpul de prelucrare;-profit maxim, ţinând cont de timpul şi costul de prelucrare.
Pentru optimizarea regimului de aşchiere se face apel la modele matematice bazate pe legeadurabilităţii sculei a lui Taylor ( C vT m = ) şi timpul de prelucrare.
7.1 Metodologia de stabilire a regimului de aşchiereParametrii regimului de aşchiere se stabilesc în următoarea ordine: adâncimea de aşchiere „t”,avansul ”s”, viteza de aşchiere ”v”.
Adâncimea de aşchiereAdâncimea de aşchiere se stabileşte în concordanţă cu mărimea adaosului de
prelucrare intermediar:
2/2 inom At = [mm], pentru adaosuri simetrice;
inom At = [mm], pentru adaosuri asimetrice;Dacă adaosul de prelucrare intermediar nu se poate îndepărta într-o singură trecere, numărulde treceri necesar va fi:
t Ai inom 2/2= , pentru adaosuri simetrice;t Ai inom /= , pentru adaosuri asimetrice.
AvansulAcesta se stabileşte în funcţie de faza de prelucrare şi de adâncimea de aşchiere. La faza dedegroşare se folosesc avansuri mari, pentru a obţine capacitate de producţie ridicată. Valorilesunt limitate de rigiditatea sistemului tehnilogic şi de rezistenţa mecanismului de avans almaşinii-unelte.La finisare avansul este limitat de precizia şi rugozitatea impusă suprafeţei de prelucrat.În funcţie de procesul de prelucrare, avansul se exprimă astfel:avans pe dinte
z
s [mm/dinte], la frezare, broşare;avans pe rotaţie r s [mm/rot], la stunjure, burghiere, alezare, rectificare cilindrică;avans pe cursă dublă cd s [mm/cd], la rabotare, mortezare, rectificare plană.Viteza de avans, numită şi avans pe minut, rezultă astfel: n s s z m ⋅= , [mm/min] sau
n s sm ⋅= , [mm/min],unde: z - este numărul de dinţi,n - turaţia sculei sau a piesei, [rot/min].Din gama de avansuri a maşinii-unelte se alege valoarea imediat inferioară celei calculate saurecomandate în tabele.
Viteza de aşchiere
44

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 43/60
Viteza de aşchiere se stabileşte în funcţie de următorii factori, cu relaţia generală:
k st T
C v
vv z xm
v= [m/min]
unde: v
C
este un coeficient în funcţie de materialul prelucrat şi materialul sculei;T – durabilitatea sculei, [min],t – adâncimea de aşchiere, [mm],s – avansul, [mm/rot] sau [mm/cd]m , v x , v y - exponenţi,k – coeficient de corecţie în funcţie de condiţiile concrete de aşchiere.
Relaţia de calcul a vitezei de aşchiere prezintă particulatităţi pentru diferite procedee de prelucrare.
Mişcarea principală de aşchiere poate fi realizată de sculă sau de piesă. În cazul uneimişcări principale de rotaţie , turaţia se calculează cu relaţia:
D
v
nπ
1 0 0 0
=[rot/min],
unde: D - diametrul suprafeţei prelucrate sau diametrul activ al sculei, [mm].Dacă mişcarea principală este rectilinie-alternativă, numărul de curse duble se calculează curelaţia:
L
vncd
2
1000= [cd/min],
când viteza cursei de lucru 1v este egală cu viteza cursei în gol g v
)/1(
1000
g
cd vv L
vn += [cd/min], când g vv ≠1 ,
unde L este lungimea cursei , [mm],De la maşina-unealtă se alege valoarea imediat inferioară şi apoi se calculează viteza
de aşchiere reală r v . O valoare superioară foarte apropiată poate fi aleasă numai dacă:
%5100 <−
=∆
r
r
v
vvv .
Verificarea regimului de aşchiere
Problema se pune în special la operaţii sau faze de degroşare. Regimul de aşchiere severifică în raport cu puterea acţionării principale a maşinii-unelte, cu momentul de torsiuneadmis, cu forţa admisă de mecanismul de avans.Puterea necesară aşchierii se calculează cu relaţia generală:
η 6000
r p
a
v F P = [kw],
unde p F este forţa principală de aşchiere, [daN],
r v - viteza de aşchiere reală, [m/min],η – randamentul maşinii-unelte.
Puterea necesară aşchierii se compară cu puterea nominală a motorului electric de acţionare
mec
P
regimul de aşchiere stabilit putând fi realizat dacă:
45

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 44/60
meca P P ≤ .
Dacă nu este satisfăcută condiţia, se recomandă alegerea unei alte masini-unelte, cumotor electric de putere corespunzătoare, sau diminuarea valorilor parametrilor regimului de
aşchiere în ordinea v, s, t, până la verificarea condiţiei.Dublul moment de torsiune se calculează cu relaţia:
10002
D F M
p
t = [Nm],
Unde: p F - forţa principală de aşchiere, [N],D – diametrul suprafeţei prelucrate sau diametrul activ al sculei, [mm],
Observaţie:Valoarea calculată trebuie să fie inferioară celei admise de maşina-unealtă.
Regimul de aşchiere la strunjire
Adâncimea de aşchiere
Adâncimea de aşchiere recomandată pentru strunjirea longitudinală exterioară,interioară si frontală se indică în tabele. Factorul care limitează valoarea adâncimii de aşchiereeste: lungimea tăişului, încovoierea piesei, deformarea locală a pieselor cu pereţi subţiri,încovoierea cuţitului, comprimarea plăcuţei din carbura metalică.
La strunjirea canalelor, profilelor sau retezare, adâncimea de aşchiere corespunde culăţimea canalului, profilului sau tăieturii, respectiv cu lăţimea tăişului sculei. În cazuladaosurilor mari, se determină numărul de treceri.
Avansul
Avansul recomandat la strunjire este indicat în tabele. Factorul care limitează valoareaavansului este: rugozitatea suprafeţei, încovoierea piesei, precizia prlucrării, deformarealocală a pieselor cu pereţi subţiri, încovoierea cuţitului, rezistenţa plăcuţei.
Viteza de aşchiere
Viteza de aşchiere la strunjirea exterioară se calculează în funcţie de durabilitateaeconomică a sculei:
87654321 k k k k k k k k st T
C V vv y xm
v= , [mm/min],
unde : vC - coeficient care depinde de materialul de prelucrat şi materialul tăişului sculeiT – durabilitatea economocă a tăişului sculei, [min],t – adâncimea de aşchiere, [mm],m, x v , y v - exponenţi,
87654321 ,,,,,,, k k k k k k k k - coeficienţi în funcţie de materialul prelucrat, stareasuprafeţei, materialul tăişului sculei, unghiul de atac, raza la vârf a cuţitului, forma feţei dedegajare, forma tăişului principal, utilizarea unui lichid de aşchiere, coeficienţi daţi în tabele.În cazul strunjirii interioare, valorile calculate ale vitezei de aşchiere se corectează cu anumiţi
coeficienţi, iar în cazul strunjirii frontale, cu alţi coeficienţi.
46

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 45/60
Viteza de aşchiere admisă de durabilitatea tăişului poate fi aleasă din tabele, aplicându-se apoi
coeficienţii de corecţie 81.... k k .
Puterea efectivă de aşchiere:
η 6000
r p
av F P = ][kW
unde: Fp = forţa principală de aşchiere, în [daN]vr = viteza de aşchiere reala, în m/minη – randamentul maşinii-uneltePe parcurs, pentru obţinerea acestor parametri este necesar să se calculeze turaţia n şi forţa Fp:
D
vn r
π
1000= ]
min[rot
111
4
n y x
p HB st C F ⋅⋅⋅= ][daN
Etapele de lucru la proiectarea regimurilor de prelucrare:1. alegerea maşinii unelte;2. alegerea sculei aşchietoare;3. determinarea adâncimii de lucru;4. determinarea şi verificarea avansului;5. determinarea vitezei de aşchiere şi turaţiei teoretice;6. determinarea turaţiei de lucru şi recalcularea vitezei de aşchiere;7. determinarea puterii efective de aşchiere şi compararea cu puterea maşinii unelte alese.7.2 Strunjirea de degroşare la diametrul Φ 30,8 mm pe lungimea l = 147 mm
1. Alegerea maşinii unelte
Se face o alegere prealabilă a maşinii unelte, în funcţie de gabaritul şi masa piesei,urmând ca alegerea definitivă să se facă după stabilirea regimului de lucru, când maşinaunealtă se verifică la solicitările de lucru. Se alege strungul normal SN 450 x 1000 cucaracteristicile h = 450 mm, L = 1000 mm, N = 7,5 kW.
2. Alegerea sculei (cuţit de strunjit exterior - degroşare)Se face în funcţie de condiţiile lucru, iar în cazul când suprafaţa se poate prelucra prin
mai multe variante ale aceleiaşi operaţii — variante ce impun utilizarea de scule diferite — atunci alegerea sculei se face pe baza unui calcul al economicităţii comparate pentru douăvariante mai avantajoase.Se alege un cuţit STAS 6377-67, cu
geometria:χ = 450χs = 450h x b = 20 x 20 (secţiunea corpului cuţitului)
3.Determinarea adâncimii de aşchiere
Adaosul de prelucrare parţial va fi: 6,0
2
8,3032
2
=−=−
= pf sf
p
d d A mm
47

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 46/60
Deci adâncimea de aşchiere va fi: 6,02
6,02
2
2=
⋅=
⋅=
p At mm
4. Determinarea avansului
Se alege avansul S = 0,8 ÷ 1,2 mm / rot pentru condiţiile: cuţit armat cu plăcuţă din carburi
metalice, t < 3 mm, d < 400 mm, material - oţel carbon.Înainte de a compara avansul ales cu gama de avansuri a strungului SN 450 x 1000, severifică pentru una dincondiţiile prezentate mai înainte. Vom efectua verificarea avansului din
punct de vedere al rezistenţei corpului cuţitului la încovoiere:
1
11
46
y
xn
ai
t HBC
R L
hhb
s⋅⋅⋅
⋅⋅⋅
=
][rot
mm
unde:s = avansulL = lungimea în consolă a cuţituluih / l = 1,00 … 0,5 (pentru cuţite normale)R ai = efortul unitar admisibil la încovoiere al materialului corpului cuţitului;R ai = 200 N / mm2 ;C4 = coeficient funcţie de materialul de prelucrat şi materialul sculei;C4 = 354 pentru strunjire oţel cu plăcuţă din carburi metalice şi duritatea piesei HB ≤ 170;n1 = exponentul durităţii = 0,35 ;x1 = exponentul adâncimii = 0,35 ;y1 = exponentul avansului = 0,75 .Deci :
1
11
46
y
xn
ai
t HBC
R L
hhb
s⋅⋅⋅
⋅⋅⋅
=
30,136,02073546
2001202075,0
35,035,0=
⋅⋅⋅⋅⋅⋅= s ][
rot
mm
Pentru SN450X1000 se alege S=1,12 ][rot mm (pentru t0=2,5 mm) ;din gama 0,80;0,96;1,12
mmValoarea s=0,8 se alege pentru adancimi mari.
5. Determinarea vitezei de aşchiere şi turaţiei teoreticeMaterialul piesei este 2C45 SREN 10025(OLC45 STAS 880-88), oţel carbon de
calitate pentru tratament termic, destinat construcţiei de maşini.
nn
y xm
v k k k k HB
st T
C v
vv
⋅⋅⋅⋅
⋅
= ...
200
321
min
mm
Cv = 279 (pentru s > 0,75) ;
48

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 47/60
T = 90 min (plăcuţă P10, hxb = 20x20) ;m = 0,125 (P10, fără răcire) ;t = 0,8 mmχ v = 0,18; yv = 0,45 (pentru s > 0,75) ;HB = 229
n = 1,75 (pentru oţel carbon cu HB > 130) ;k 1 = coeficient ce ţine seama de influenţa secţiunii transversale a cuţitului .ξ
⋅=
30201
qk ; q = h x b = 20 x 20 = 400 mm2 - suprafaţa secţiunii transversale
ξ = 0,08 (pentru oţel) - coeficient funcţie de materialul de prelucrat
968,0600
40008,0
1 =
=k
k 2 = coeficient ce ţine seama de influenţa unghiului de atac principal: ρ
χ
=45
2k ; 45= χ ; 3,0= ρ (pentru otel prelucrat cu P10) ;
Deci : 3,0
2 1=k
09,0
1
3
=
χ
ak -coeficient functie de unghiul taisului secundar ;
15=a (pentru scule cu P10) ; 451 = χ
903,045
1509,0
3 =
=k
µ
= 24
r k - coeficient functie de raza de racordare a varfului cutitului ;
1=r
μ = 0,1 - pentru prelucrarea de degroşare. Deci: 933,02
11,0
4 =
=k
k 5 = 1,0 - coeficient ce ţine seama de materialul din care este confecţionată partea aşchietoarea sculeik 6 = 0,85 - coeficient ce ţine seama de materialul de prelucrat (în cazul de faţă oţel carbon cuC > 0,6%)k 7 = 1,0 coeficient ce ţine seama de modul de obţinere a semifabricatelor (pentru materialelaminate la cald)
k 8 = 1,0 coeficient ce ţine seama de starea stratului superficial al semifabricatului (pentru oţelfără crustă)k 9 = 1,20 coeficient ce ţine seama de forma suprafeţei de degajare (pentru formă plană cuunghi de degajare negativ γ = -5°)
49

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 48/60
Rezulta :
66,572,11185,01933,0905,01968,0
200
22912,16,090
27975,1
45,018,0125,0
=⋅⋅⋅⋅⋅⋅⋅⋅⋅
⋅⋅⋅
=v
min
mm
53,5733214,3
66,5710001000=
⋅⋅=
⋅⋅
=d
vn p
π ]
min[rot
(turatia teoretica)
6. Determinarea turaţiei de lucru şi recalcularea vitezei de aşchiere
- se alege imediat turaţia inferioară sau superioară din gama de turaţii ale M.U:n = 575 rot/min, turaţie aleasă din gama M.U. – SN 400x1000;
- recalcularea vitezei reale:Se alege pentru SN 450 x 1000: n = 360 rot/min (turaţia superioară)
80,571000
5753214,3
1000=⋅⋅=⋅⋅= nd v p
π
minmm (care serveşte la calculul puterii Pe).
7. Determinarea puterii efective de aşchiere şi compararea cu puterea maşinii-unelte
6000
v F P z
e
⋅= ][kW
111
4
n y x
p HB st C F ⋅⋅⋅= ][ N
C4 = 354
8,0=t
mm ,12,1= s
][ rot
mm
(calculate)0,11 = x ; 75,01 = y ; 35,01 =n ; HB=207
Deci :
30,201020712,18,035435,075,01 =⋅⋅⋅= z F ][ N ⇒ 03,201= z F ][daN
9365,16000
8,3703,201 =⋅=e P ][kW
Verificare: 1,9365 kW < 7,5 kW pentru SN 450 x 1000
8.Determinarea normelor tehnice de timp.
Norma de muncă reprezintă cantitatea de muncă care se stabileşte unui executat, careare calificarea corespunzătoare şi lucrează în ritm normal pentru efectuarea unei operaţii, aunei lucrări sau a unui serviciu, în anumite condiţii tehnico organizatorice precizate.Întreruperile nereglementate şi neproductive nu se include în norma de muncă.
Există mai multe criterii de clasificare a normelor de muncă:În funcţie de specificul activităţii:
50

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 49/60
-norme de timp;-norme de producţie;-norme de personal;-sfere de atribuţii;-norme de servire.
Norma de timp – reprezintă timpul stabilit unui executant care are calificarecorespunzătoare pentru efectuarea unei unităţi de produs (a unei piese), în condiţii tehnice şiorganizatorice precizate ale locului de muncă.Se exprimă în: [ore om/produs] sau [minute om/produs].
Norma de producţie – reprezintă cantitatea de produs sau de lucrări stabilită a seexecuta într-o unitate de timp de către un executant care are calificarea corespunzătoare şilucrează cu intensitatea normală, în condiţii tehnico-organizatorice precizate ale locului demuncă. Se exprimă în:[nr. produse om/minut] sau [nr.produse om/oră].Între norma de timp şi norma de producţie există relaţia:
pT N N
1
= Norma de servire – se referă la locul de muncă delimitat prin dimensiunile sau
dotarea lui, în care un executant îşi exercită atribuţiile sau sarcinile de muncă. Ex: pentru unlăcătuş de întreţinere, norma de servire reprezintă numărul de utilaje pe care trebuie să leîntreţină într-o unitate de timp dată.
Norma de personal – se aplică în cazul unei producţii pe bandă sau când munca esteorganizată în echipe, sarcinile de muncă fiind fixate pentru echipa respectivă de oameni.Aceasta reprezintă numărul de lucrători, meseria şi nivelul lor de calificare necesar pentru unexecutant colectiv ce lucrează la un loc de muncă complex sau pe o linie tehnologică cu fluxcontinuu.
În funcţie de gradul de complexitatenorme elementare - se referă la efectuarea unei singure operaţii elementare;norme grupate – rezultă din însumarea mai multor norme elementare ale unor operaţii custructuri diferite.
În funcţie de sfera de aplicarenorme locale – sunt specifice unei singure unităţi;norme unificate – se aplică la nivelul mai multor unităţi industriale.
În funcţie de stadiul de aplicare
normă provizorie;normă de însuşire;normă definitivă.
Norma de muncă provizorie se stabileşte prin comparaţie cu lucrări similare,evaluând volumul de muncă de către specialistul în normare.
Norma de muncă de însuşire reprezintă norma de muncă la un moment dat şiexprimă cantitatea de muncă necesară în realitate, corespunzător nivelului de însuşire a noilor condiţii tehnico-organizatorice oferite executantului prin proiectul respectiv. Aceasta nutrebuie să fie mai mare de şase luni, doar în cazuri excepţionale poate fi 12 luni.
Norma de muncă definitivă diferă de norma de muncă definitivă, diferenţeleconstând din elementele ce apar pe măsura însuşirii de noi condiţii de muncă proiectate,
aceste diferenţe însă trebuie reduse sistematic.
51

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 50/60
8.1 Structura normei tehnice de timp
Norma tehnică de timp reprezintă durata necesară pentru executarea unei unităţi de produs în condiţii tehnico-organizatorice determinate şi cu folosirea raţională a tuturor
mijloacelor de producţie. Aceasta cuprinde totalitatea timpilor productivi şi a timpilor pentruîntreruperi reglementare, ai executantului şi reprezintă timpul normat pentru executarea piesei.
În general, norma tehnică de timp se determină pentru fiecare operaţie tehnologică pe baza relaţiei:
u
lot
pi
T Tn
TN += [min]
În care: T pi - timp de pregătire încheiere ;Tu – timp unitar ;nlot –numărul de piese prelucrate
Dar : Tu =Top+ Tdl+ Tîr = t b + ta + tdl + tdo + ton +ttoÎn relaţia anterioară, timpii au următoarea semnificaţie :Top – timp operativ ;Top = t b + ta
t b – timp de bazăta – timp auxiliar
Tdl – timp de deservire a locului de muncă ;Tdl = tdl + tdo
tdl – timp de deservire tehnică ;tdo – timp de deservire organizatorică ;
Tîr – timp de întreruperi reglementate ;
Tîr = ton + tto
ton – timp de odihnă şi necesităţi fiziologice ;tto – timp de întreruperi condiţionate a procesului tehnologic şi de organizare a locului
de muncă ;Timpul de pregătire-încheiere Tpi – reprezintă timpul în cursul căruia muncitorul
(înainte de începerea lucrului) creează condiţiile necesare efectuării operaţiei, iar dupăefectuarea acesteia, aduce locul de muncă la starea iniţială. Activităţile cuprinse sunt: primireacomenzii, studierea documentaţiei tehnologice a sculelor şi a dispozitivelor, aducereasemifabricatelor, a sculelor şi a dispozitivelor la locul de muncă, controlul pieselor produse,reglaje de compensare a utilajului la începutul fabricaţiei, etc. Acest timp se exprimă în
procente din timpul operativ sau în unităţi de timp şi se determină prin cronometrare.Timpul operativ Top – este format din timp de bază şi timp auxiliar. Timpul de bază
reprezintă timpul în care au loc modificări cantitative şi calitative ale produsului şi conţineactivităţi ca: prelucrarea prin aşchiere a unei piese , deformarea plastică în matriţă, formareaîn amestecuri de formare, miezuirea, turnarea, polizarea. Timpul auxiliar este timpulconsumat cu eliberarea locului de muncă de produsul realizat şi pregătirea acestuia pentruînceperea realizării unui alt produs şi conţine următoarele activităţi: oprirea, pornirea,curăţirea utilajului, eliminarea piesei prelucrate, aducerea unui nou semifabricat, aşezarea lui
pe utilaj, apropierea piesei de scula aşchietoare, curăţirea şi ungerea matriţelor de formare,suflarea cutiilor de miez la miezuire, a formelor de surplusul de turnare, etc.
Timpul de deservire a locului de muncă Tdl – este alcătuit din timp de deserviretehnică tdt şi timp de deservire organizatorică tdo. Timpul de deservire tehnică este consumat
pentru întreţinerea tehnică a locului de muncă şi cuprinde activităţi ca : reglarea continuă autilajului, ascuţirea şi schimbarea sculelor aşchietoare, recondiţionarea sculelor sau a
52

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 51/60
dispozitivelor, etc. Timpul de deservire organizatorică cuprinde activităţi ca: predareaschimbului de lucru, aşezarea semifabricatelor, predarea pieselor, ungerea şi curăţireautilajului la sfârşitul lucrului, etc.
Timpul de întreruperi reglementare T îr – este format din timp de odihnă şinecesităţi fiziologice ton şi din timpul consumat cu întreruperile reglementate de tehnologia
produsului şi organizarea muncii tto. .Prima categorie se stabileşte în funcţie de structuralocului de muncă şi de intensitatea muncii, iar a doua categorie este consumată cu întreţinerea periodică a utilajelor, prin înlocuirea unor dispozitive, a unor materiale tehnologice ce seconsumă sau se degradează (ex: mediul de răcire la tratamentele termice), cu reglarea
periodică a utilajelor conform prescripţiilor de utilizare ale acestora.
8.2Metode de determinare a normei tehnice de timp
Norma tehnică de timp este indicele de bază utilizat în industria constructoare demaşini, care pune în evidenţă utilizarea corectă a forţei de muncă şi a dotărilor dintr-o
intreprindere. După cum am văzut la subpunctul anterior, aceasta trebuie să exprime cât maifidel timpul necesar la realizarea unei piese. Pentru determinarea normei tehnice de timp suntutilizate următoarele metode:
a.Metoda analitică – se bazează pe determinarea analitică a cât mai multe din componentelenormei de timp şi aprecierea procentuală a celorlate în raport cu cele determinate analitic.
+=lot
pi
T n
T N t b + ta + tdl + tdo + ton +tto [min]
Timpul de bază poate fi determinat cu relaţiile:
t s p
strunjire
b
nS n
Lt =
[min]În care: Lstrunjire – lungimea pe care se realizează operaţia de stunjire;
n p – turaţia piesei;Sc – avansul longitudinal al saniei port - cuţit;nt – numărul de treceri;
Observaţie: Determinarea timpului de bază reprezintă cea mai importantă parte a normăriideoarece în cadrul acestui timp se va realiza prelucrarea piesei. Din acest motiv, relaţiile decalcul sunt diferite în funcţie de tipul prelucrării.Timpul auxiliar se determină analitic în cazul proceselor tehnologice mecanizate şiautomatizate, sau prin cronometrare în cazul desfăşurării manuale a mişcărilor, manipulărilor
auxiliare timpului de bază.Timpul de deservire tehnică se determină cu relaţia:
bdt
dt t K
t ⋅=100
[min]
Timpul de deservire organizatorică se determină cu relaţia:
( )abdo
do t t K
t +⋅=100
[min]
Timpul de odihnă şi necesităţi fiziologice se determină cu relaţia:
( )abon
dt t t K
t +⋅=100
[min]
K dt – procent de deservire tehnică, K dt = (2…5) %K do – procent de deservire organizatorică, K do = (1…2,5) %K on – procent de odihnă şi necesităţi fiziologice, K on = (3…5,5) %
53

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 52/60
Obs: Valorile anterior precizate sunt valabile numai în cazul proceselor de prelucraremecanică prin aşchiere.
În producţia de serie mare şi de masă, timpul de pregătire încheiere nu se include înnorma de timp a muncitorului care efectuează operaţia tehnologică, dacă reglarea maşinilor unelte, a sculelor şi a dispozitivelor, respectiv pregătirea locului de muncă o face un alt
muncitor auxiliar de înaltă calificare. b.Metoda cronometrării – constă în determinarea prin cronometrare a timpilor care serepetă, ciclic, în cadrul operaţiei, aceştia fiind timpii de bază şi cei auxiliari. Rezultateleobţinute servesc la determinarea normei tehnice de timp după relaţia (5.2.31). Metoda esteutilizată în cadrul producţiei de serie mijlocie şi mare şi reflectă destul de corect timpulnecesar la fabricarea unei piese. La modificarea unui parametru al procesului tehnologic,norma de timp se redetermină.
c. Metoda statistică - constă în determinarea normei tehnice de timp prin însumareaalgebrică, conform procesului tehnologic de fabricaţie, a unor timpi elementari acordaţi
anterior la desfăşurarea unor operaţii, faze. Se aplică numai în cazul producţiei individuale, a pieselor mari şi foarte mari ale utilajelor tehnologice. Metoda este subiectivă deoarece nu ţinecont de evoluţia calificării muncitorului, de gradul de dotare al atelierului şi nici dedificultăţile de realizare a tehnologiei de fabricaţie şi complexitatea produsului.
d. Metoda similitudinii – constă în determinarea normei tehnice de timp a unei a unei pieseasemănătoare, dar de dimensiuni diferite. Metoda se foloseşte numai în cazul producţieiindividuale şi este subiectivă deoarece nu ţine cont de modificarea condiţiilor de lucru dinatelier şi de dificultăţile de manipulare, instalare, măsurare, prelucrare a pieselor mari înraport cu cele mici.Observaţii : Metodele c) şi d) au un oarecare grad de subiectivitate, deci, în consecinţă nu potfi aplicate în producţia de serie mare şi masă.
Prima metodă, cea analitică (a) defalcă în profunzime structura procesului de prelucrare, deci elementele componente: operaţii, faze, treceri, până la nivel de mânuiri.Deocamdată această metodă se consideră a fi cea mai exactă şi din această cauză, metoda areaplicabilitate în producţia de serie mare şi masă, unde stabilirea normelor de timp trebuie săfie făcută cu precizie maximă.Ca metode de măsurare şi de analiză a timpului de muncă întâlnim:Metode de înregistrare directă a timpului:
– cronometrarea – fotografierea
Metode de înregistrare indirectă a timpului – observări instantanee – măsurarea timpului pe microelementeFilmareaUtilizarea magnetofonuluiOscilografiereaCentralografierea, tehnografierea şi productografiereaPentru explicaţii, considerăm mai important să ne oprim la ultimele metode:- Filmarea: - este metoda de înregistrare continuă şi în amănunte a unei anumite perioade demuncă, utilizându-se aparatul de filmat.- Utilizarea magnetofonului: - se indică la măsurarea activităţilor care se desfăşoară pe
întuneric. Magnetofonul se completează cu un sistem automat de marcare a începutului şisfârşitul acţiunii înregistrate pe bandă. Totodată se cuplează la un contor care permite
54

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 53/60
măsurarea cu precizie cerută (uneori sutimi de secundă) a intervalelor de timp scurse întredouă semnale sonore înregistrate pe bandă, utilizându-se dispozitive de recunoaştere a acestor semnale.- Oscilografierea: - se utilizează când nu este necesară prezenţa unui observator. Astfel seînregistrează pe oscilograf semnalele primite de la maşina-unealtă prin intermediul unor
traductoare, obţinându-se succesiunea mânuirilor, fazelor etc. Pe o diagramă (numităoscilogramă).- Centralografierea: este procedeul de analizare pe o instalaţie electronică (centralograf) aunei grupe până la 20-40 maşini. Se poate cuprinde chiar o secţie întreagă. Ca funcţionare (pe
bază de traductoare) se aseamănă cu instalaţia şi principiul oscilografului.Faţă de centralograf, productograful precum şi tehnograful sunt sisteme mai complexe demăsurare.
Exemple de stabilire a principalilor timpi de bază la unele operaţii de prelucrare pe maşini-unelteOperaţia Formula de calcul
Strunjirea i sn
l l l
bt 21 ++=
l - lungimea piesei [mm]1l - lungimea de pătrundere[mm]2l - lungimea de ieşire, [mm]s-avansul, mm/rotn-turaţia, rot/min
i-numărul de treceri
Frezarea i s
l l l
bt
m
21++
=
zn s s z m = (mm/min)
z s - avansul pe dinte, mmn - nr. de rotaţii a frezei, rot/min z - numărul de dinţi
Rectificarea exterioară între vârfuri prin metodaavansului longitudinal
k t
h
p Bn
L
bt
β =
L - lungimea cursei longitudinale amesei [mm]B– lăţimea discului abraziv [mm]
- avansul în fracţiuni din lăţimeadiscului abraziv p
n numărul de rotaţii ale piesei, în
[ rot/min]h - adaosul pe rază, în [mm]
55

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 54/60
t - avansul transversal la fiecare cursă,în [mm]k - coeficient de corecţie
Rectificarea exterioară între vârfuri prin metoda pătrunderii
k p
tn
hbt =
8.3 Normarea tehnică la operaţia de strunjire
În cazul producţiei de serie mică, normarea tehnică se face prin calculul analitic altimpilor de bază prin condiţiile concrete de prelucrare. Pentru sporirea operativităţii s-auîntocmit tabele normative pentru alegerea directă a timpilor unitari incompleţi sau a timpuluioperativ incomplet.
Relaţiile de calcul ai timpilor de bază pentru prelucrările de bază pe strungurilenormale, sunt date în tabelul 10.6 iar timpii auxiliari sunt daţi in tabelele 10.7 – 10.10; timpiide pregătire- încheiere în tabelul 10.11; timpul de deservire în tabelul 10.12, iar timpul deodihnă şi necesităţi fireşti în tabelul 10.13 (tabele din [1]).
8.4 Calculul normei tehnice pentru strunjirea de degroşare
Pentru suprafata cilindrica Ф30,8x147Calculul timpului de bază:
i sn
LT b ⋅
⋅= ; i- numărul de treceri, i = 1
21 l l l L ++=
)2...5,0(1 mmtg
t l +=
χ )2...5,0(
45
6,01 mm
tg l +=
mml 5,11 =
mml mml 1);5...1( 22 ==
mml 5,145=
L= 1,5+145,5+1=148mmT b=0,229 min 23,0≈ min
56

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 55/60
Calculul timpului auxiliar:4321 aaaaa T T T T T +++=
Ta1 - timpi auxiliari pentru prinderea şi desprinderea piesei în universalTa2 - timpi auxiliari pentru comanda maşinii unelteTa3 - timpi auxiliari legaţi de faza de prelucrare
Ta4 - timpi auxiliari pentru măsurători de controlTa=1,7min
Calculul timpului de deservire tehnică:
bdt T k
T ⋅=100
1 ( )%21=k
0046,023,0100
2=⋅=dt T min
Calculul timpului de deservire organizatorică:
edo T k
T ⋅=100
2 ( )%12=k
abe T T T +=
eT =1,7+0,23=1,93 min
0193,093,1100
1 =⋅=doT min
Calculul timpului de odihnă şi necesităţi:
eon T k
T ⋅=100
3 ( )%33=k
T on=0,0579 min
După calcularea tuturor parametrilor vom obţine norma tehnică:
ondodt ab
piese
pi
t T T T T T n
T N +++++=
0579,00193,00046,07,123,0100
30+++++=t N [min ]
N t =2,3118 min
9.Măsuri NTS la prelucrările pe maşini unelte.
Protecţia oamenilor muncii din sectorul industrial contra accidentelor de muncă şi contravătămării sănătăţii este o obligaţie strictă a întreprinderilor.
Cauzele accidentelor în întreprinderi:a)Cauze mecanice-la prelucrarea materiilor prime în industrii, accidentele se pot ivi prinfolosirea sculelor şi a uneltelor respective, ca ciocane, ferestraie, burghie, etc.La deservireamaşinilor de forţă şi de lucru se pot produce deasemenea, accidente, prin atingereamecanismelor în mişcare.În operaţiile de mărunţire a materialelor se pot produce accidente
prin atingerea cu substanţe toxice, prin producerea de praf sau prin proiectarea aşchiilor sau aţăndărilor.
Alte surse de accidente sunt efectele fiziologice ale curentului electric.Cauzele care în
industrie duc la accidente prin electricitate sunt multiple:a)ruperea cablurilor electrice şiatingerea corpului omenesc de extremitatea lor; b)atingerea de către lucrători a conductorilor
57

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 56/60
electrici neizolaţi; c)atingerea strungurilor, a maşinilor şi a altor utilaje electrice încărcate cucurent, din cauza defectării izolamentului, a contactelor electrice sau a înfăşurărilor defecte.
Gravitatea accidentelor electrice depinde de intensitatea curentului, de felul lui (continuusau alternativ), de mărimea tensiunii, de durata expunerii, de starea organismului, etc.
b)Condiţiile de lucru -o atitudine nepotrivită a corpului în timpul lucrului, presiunile continue
asupra unor organe, trepidaţiile dese, rănirile repetate, pot duce la deformări ale organelor, la paralizii, la îmbolnăviri ale oaselor, ale muşchilor şi ale ţesuturilor, cum şi la boli cronice.c)Starea psihică -în ceea ce priveşte munca în condiţii psihice nefireşti, aceasta constitue un
pericol direct şi permanent.Majoritatea accidentelor au loc când omul nu este deplin stăpân pesimţurile sale (stare de somnolenţă, neatenţie, lipsă de prezenţă de spirit, panică, etc.).
Întreprinderile se vor conforma următoarelor prescripţii:-încăperile de lucru, instalaţiile de exploatare, maşinile şi uneltele vor fi astfel amenajate şiîntreţinute încât viaţa şi sănătatea muncitorilor să fie protejate;-se va avea grijă de o iluminare suficientă,de un volum suficient de aer, de o primiresuficientă a acestuia şi de îndepărtarea prafului, a gazelor, a vaporilor şi a mirosurilor, cum şia deşeurilor produse în timpul fabricaţiei;
- se vor instala dispozitive de protecţie a lucrătorilor contra atingerii primejdioase a maşinilor sau a pieselor în mişcare sau contra altor pericole în legătură cu natura exploatării sau acondiţiilor de lucru;-se vor lua măsuri de protecţie a lucrătorilor contra pericolelor ce se ivesc în caz de incendiu;-se va avea grijă, în mod special, ca toate drumurile de circulaţie, scările şi intrările să fiesuficient de largi, pardoselile să fie solide, nu prea netede (lunecoase), lipsite de găuri sau deadâncituri.Se va avea grijă deasemenea, de o iluminare naturală sau artificială suficientă, întoate punctele de lucru şi de circulaţie.
Maşinile şi instalaţiile mecanizate vor fi astfel construite încât punctele periculoase să fiede la început excluse sau măcar reduse la un minim posibil.Protejarea ulterioară a acestor
puncte prin acoperire sau îmbrăcare nu constitue o soluţie satisfăcătoare.Toate dispozitivele de protecţie, chiar şi cele de uz personal ale lucrătorilor, ca ochelari sau
mănuşi de protecţie, trebuie să fie astfel confecţionate încât să nu împiedice pe muncitor lalucru şi să poată fi ţinute în perfectă stare de folosire; de aceea este necesar ca acele instalaţiisau obiecte de protecţie care nu se întrebuinţează decât temporar, să fie revizuite din când încând.
La proiectarea sau la alegerea dispozitivelor de protecţie se vor respecta întotdeauna prescripţiile în vigoare.
Măsuri de protecţie la maşinile de lucru.Maşinilor de lucru li se va asigura spaţiu suficient,astfel încât ele să poată fi deservite şi curăţite pe cât posibil fără primejdie, aceasta se va aveaîn vedere în special la raboteze, la presele de tipar şi la alte maşini grele cu piese în mişcare
ieşite mult în afară.La cursa maximă a unei mese trebuie să rămână un spaţiu de cel puţin 50cm între marginea frontală a acesteia şi peretele, stâlpul sau maşina vecină; distanţe mai maridecât 50 cm sunt totuşi recomandabile, deoarece s-au produs în mod repetat accidente dincauza distanţelor prea mici între maşinile de lucru şi obiectele înconjurătoare. Deasemeneasunt indispensabile grătarele şi barele de protecţie. Fiecare maşină de lucru trebuie să fieechipată cu un dispozitiv de decuplare uşor accesibil de la postul lucrătorului respectiv, astfelîncât maşina să poată fi imediat oprită în caz de pericol de accident.
Acţionarea individuală electrică a maşinilor permite cea mai rapidă şi mai comodă oprire aacestora; prin suprimarea curelelor de transmisie lungi, sunt deasemenea micşorate şi
posibilităţţile de accidente.Piesele de maşini având mişcare circulară li se vor da forme cilindrice sau ele vor fi
îmbrăcate pe înălţimea de 1,80 m de la sol; bolţurile, şuruburile sau penele proeminente, etc.se vor acoperi cu inele sau cu manşoane, iar axele se vor îmbrăca în învelitori libere.
58

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 57/60
Piesele cu mişcări pendulare sau de dute-vino vor fi asigurate contra proiectării în afară, încaz de rupere. Ca şi la maşinile de forţă se va avea în general grijă de dispozitive suficiente de
protecţie, ţinându-se seama şi de eventuala neglijenţă a lucrătorului.Maşinile pentru prelucrarea metalelor trebuie să fie construite în aşa fel încât să fie
înlăturate toate locurile periculoase.
La strung , cele mau multe accidente sunt provocate de măsurarea piesei de prelucrat dinmers, în care caz există pericolul de prindere a hainelor, rănirea mâinilor cu piesele înmişcare, tăierea cu cuţitul şi lovirea cu dispozitivul de fixare. Metoda cea mai raţională de aferi pe muncitor de accidentele provocate de măsurătorile la strung este introducereadispozitivelor speciale de măsurare, care permit controlarea dimensiunilor piesei în timpul
prelucrării.Accidentele frecvente sunt provocate de lichidul de răcire; lichidul cu conţinut de petrol sau
uleiuri minerale produce iritaţii pe pielea muncitorului, iar emulsiile cu conţinut de sodă şisăpun pot fi cauza ulceraţiilor sau chiar a unor îmbolnăviri infecţioase cu puroi sub formă defurunculoză sau flegmoane. Pentru a evita contactul lichidului cu pieleamuncitorului,alimentarea cu emulsie trebuie facută în aşa fel ca să se evite stropirea. Vâna de
lichid trebuie să fie îndreptată dinspre muncitor şi să se scurgă pe canale şi jghiaburi prevăzute în acest scop.
Apărarea strungarului în contra accidentelor provocate de aşchii se face prin deviereatraiectoriei aşchiei cu mijloace mecanice, prin spălarea sau suflarea aşchiei, prin instalarea de
paravane transparente şi prin folosirea ochelarilor de protecţie.În cazul tăierii rapide cu cuţite prevăzute cu plăcuţe din metale dure, aşchia produce
accidente mai frecvente, datorită formei ei spirale. Evitarea formării aşchiei spirale se poateface prin întrebuinţarea dispozitivelor de îndepărtare a aşchiei, dispozitive instalate chiar pecuţitul de tăiere. Afară de aceasta, aşchia spirală se fărmiţează printr-un dispozitiv defărmiţare construit chiar pe strung. Dintre toate metodele existente şi dispozitivele pentruînlăturarea raţională a aşchiei în formă de spirală, metoda ruperii sau a răsucirii ei cu ajutorul
pragului aşezat pe cuţit, a căpătat cea mai mare întrebuinţare. La instalarea dispozitivului deîndepărtare a aşchiei cu ajutorul pragurilor, trebuie să asigurăm o bună fixare a pragurilor faţăde muchia anterioară a cuţitului, deoarece în cazul prezenţei unui spaţiu, aşchia ce iese de lacuţit poate să nimerească sub prag, ceea ce duce la ruperea dispozitivului.
Îndepărtarea aşchiei de la strung se poate face periodic sau continuu. Pentru îndepărtarea periodică a aşchiei se folosesc tărgi, roabe, cărucioare, vagonete, electrocare. La acest fel delucru, protecţia se asigură prin mănuşi, cârlige, perii, faraşe, etc. Din punct de vedere alsecurităţii, este recomandabilă îndepărtarea continuă a aşchiei cu ajutorul unei benzi detransport, aceasta având şi avantajul că se înlătură posibilitatea îngrămădirii aşchiei pe loculde lucru şi se reduce numărul muncitorilor ocupaţi în mod permanent cu evacuarea aşchiei.
La maşinile de rabotat , aşchiile sunt mai puţin periculoase ca la strung; însă la şepinguriexistă pericolul accidentării muncitorului cu aşchiile care sar în momentul când el îşi înclinăcapul către locul de prelucrare. În astfel de cazuri, trebuie utilizaţi ochelarii de protecţie sauapărători fixate de port-cuţitul maşinii. La şepinguri sunt periculoase şi aşchiile care cad pe
pardoseala locului de lucru, deoarece pot vătăma picioarele muncitorului, trecând prinîmbrăcăminte. Din această cauză, în jurul mesei maşinii se aşează o apărătoare cilindrică,aceasta putând fi dată la o parte când se scoate aşchia, care cade într-un colector special. La maşinile de găurit , prezintă pericol de accident aşchia continuă, care ia formă de douăfâşii, provenind din două muchii de tăiere ale burghiului; aşchia iese afară din gaură ca douăspirale, care se învârtesc împreună cu burghiul. Pentru evitarea pericolului, aşchia continuătrebuie ruptă.
Piesa de găurit este periculoasă în momentul fixării sale pe placa maşinii, cum şi în timpulgăuririi, dacă piesa a fost defectuos fixată sau dacă a fost ţinută cu mâna de muncitor. La cea
59

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 58/60
mai mică înclinare a piesei, ea se răsuceşte, provocând rănirea muncitorului. De aceea, piesatrebuie să fie bine fixată de masa maşinii.
Pentru punerea şi scoaterea pieselor de pe maşină, maşina de găurit trebuie să fie prevăzutăcu un dispozitiv de ridicare, general sau individual.
În timpul lucrului la maşinile de găurit, un mare pericol îl prezintă sculele de tăiere şi
dispozitivele lor de fixare, deoarece pot prinde hainele muncitorilor. Mandrina pentru fixarea burghiului trebuie să aibe partea exterioară netedă, ceea ce exclude accidentele. În cazulvitezelor mari, trebuie îngrădită şi mandrina netedă, dacă ea se găseşte într-un loc accesibil.Este recomandabilă protejarea burghiului, cu ajutorul unui arc spiral, ceea ce asigură ieşirealiberă a aşchiei, evitând muncitorului accidente grave.
La freze, pericolul cel mai mare de accident îl prezintă freza însăşi, deoarece poate prindehainele sau mâna în spaţiul cuprins între freza în rotaţie şi piesa de prelucrat. Pentru evitaraunor astfel de accidente, frezele trebuie protejate cu apărători care acoperă părţile lor
periculoase.În scopul de a evita ca mâinile muncitorului să ajungă la freza în rotaţie, ţevile pentru răcire
trebuie să aibe mânere aşezate în afară de zona periculoasă.
Aşchia care rezultă din frezare nu este niciodată continuă, ci se compune din bucăţi înformă de ace îndoite, care sar deseori în direcţia muncitorului. Pentru evitarea accidentelor serecomandă ca muncitorul să poarte ochelari, sau să se instaleze paravane.
La maşinile de tăiat roţi dinţate, din cauza temperaturii mari care se dezvoltă, se producedeseori arderea uleiului, dând naştere la oxid de carbon. De aceea în secţiile cu un număr mare de maşini de tăiat roţi dinţate se impune o instalaţie de exhaustoare.
La maşinile cu scule abrazive, constituţia granuloasă a pieselor abrazive şi marea lor turaţie, pot fi cauza unor accidente grave, în special la avansarea manuală a piesei, în care cazmâna muncitorului poate fi trasă în spaţiul dintre suprafaţa pietrei şi carcasa maşinii. Aceastase evită cu ajutorul unui suport mobil, care se fixează în faţa pietrei.
Un alt pericol îl constituie eliminarea, în timpul lucrului, a părticelelor desprinse din piatraabrazivă şi care, fiind în stare incandescentă pot vătăma ochii muncitorului. De aceea serecomandă ochelari de protecţie sau apărătoare speciale. Bucăţile rupte din piatra abrazivă caurmare a forţelor centrifuge importante, pot provoca răniri serioase, nu numai muncitoruluicare deserveşte maşina, ci şi celorlalţi muncitori din apropiere. Pentru prevenirea ruperii
pietrei este necesar ca centrul de greutate al pietrei să corespundă cu axul pe care e fixată piatra.
Piatra de polizor trebuie să fie bine închisă cu apărătoare de oţel. Apărătoarea trebuie săacopere toată partea piesei în care nu se lucrează.
La folosirea pietrelor de polizor, nu se admite ca axul polizorului să aibă bătaie.Rectificarea pietrelor de polizor trebuie facută cu creioane speciale din diamante, fixate în
dispozitive speciale. Nu este admisă rectificarea pietrelor cu ajutorul dălţilor, deoartece înacest caz se pot forma scobituri şi crăpături.Nu se admite utilizarea lichidelor de răcire care dăunează pielei muncitorilor, sau au un
efect asupra lianţilor pietrei.La presele de matriţat , cele mai multe accidente grave se produc la mâini atunci când
acestea intră în zona dintre poanson şi matriţă. În marea majoritate a cazurilor, acesteaccidente se întâmplă la presele la care introducerea materialului de prelucrat sub poanson şiscoaterea pieselor din matriţă se fac manual.
Accidentele se mai produc şi în cazul încercării lucrătorului de a îndrepta materialulintrodus greşit, în momentul când poansonul şi-a început cursa de coborâre.
Accidentele mai pot fi provocate de pornirea neaşteptată a presei când pe pedala de pornire
cade vreun obiect, când a fost acţionată din greşeală, sau când s-a defectat mecanismul deoprire. Alte accidente se produc la înţepenirea matriţei.
60

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 59/60
Pentru a evita accidentele indicate mai sus, se amenajează împrejmuirea locurilor periculoase ale presei, se înzestrează lucrătorii cu mănuşi şi se organizează corect locul delucru.
Soluţia radicală a problemei securităţii la introducerea pieselor în matriţă, o constituiemecanizarea acestui proces. Când aceasta nu este posibilă, se recomandă folosirea preselor
revolver, în care aşezarea pieselor de prelucrat în masa maşinii se face în timp ce aceasta esteîn afara zonei periculoase; în acest caz zona periculoasă se protejează cu o împrejmuire.Acelaşi principiu de mutare a operaţiilor manuale periculoase în zona de siguranţă, poate fi
asigurat şi cu ajutorul dispozitivelor de lunecare acţionate de mâna lucrătorului sau demecanismul presei. Piesa se aşează pe dispozitiv, când acesta este tras în afara zonei
periculoase şi apoi se aduce sub poanson.Presa cu braţul înclinat dă posibilitatea ca piesele matriţate şi deşeurile să cadă în lăzile
aşezate în spatele presei. Aceasta scuteşte matriţerul să scoată piesele din matriţă.Pentru mărirea securităţii muncii, aduc servicii mari matriţele combinate, care execută
simultan o serie întreagă de operaţii, reducând posibilităţile de producere a accidentelor.
10.Bibliografie.
1.C.Picoş, O.Pruteanu, ş.a.-Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere,
vol. I si II, Editura Universitas, 1992.2.A.Vlase-Tehnologia prelucrării pe strunguri, Editura Tehnică, Bucureşti, 1989.3.C.Picoş-Calculul adaosurilor de prelucrare şi a regimului de aşchiere, litografia UPT.4.A.Vlase-Regimuri de aşchiere, adaosuri de prelucrare şi norme tehnice de timp, EdituraTehnică, vol.I 1983, vol. II 1985.5.R.Herman, T.Fleşer-Tehnologia fabricării şi reparării utilajelor tehnologice, îndrumar de
proiectare, litografia IPTVT, 1996.6.C.Picoş, ş.a.-Normarea tehnică pentru prelucrarea prin aşchiere, Editura Tehnică, Bucureşti,vol.I si II, 1979.7.I.Cheşa-Alegerea şi utilizarea oţelurilor, Editura Tehnică, Bucureşti, 1989.8.C.Picoş, Ghe.Coman-Tehnologia construcţiilor de maşini, EDP, Bucureşti, 1976.
9.V.R.Rădulescu, L.Mugurelu-Probleme de tehnologia construcţiilor de maşini.
61

5/11/2018 Proiect Tehnologia de Fabric a Tie - slidepdf.com
http://slidepdf.com/reader/full/proiect-tehnologia-de-fabric-a-tie 60/60
10.V.Bejan-Tehnologia fabricării şi reparării utilajelor tehnologice, vol.I si II, Bucureşti,1991.11.R.Herman-Tehnologia fabricării utilajului tehnologic
Tehnologii specifice, vol.I si II, Timişoara, 1995.12.T.Fleşer, D.Muerie, R.Herman-Utilaje tehnologice,Tehnologii de fabricaţie, Editura
Politehnica, Timişoara, 2002.
62